Как правильно писать сварочные работы или сварные работы?
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Содержание
- Азы электросварки
- Виды электросварки
- Технология сварочных работ
- Как научиться варить сваркой
- Как подключать электрод
- Начало сварки: зажигаем дугу
- Наклон электрода
- Движения электрода
- Как правильно сваривать металл
- Как выбрать ток для сварки
- Преимущества ручной сварки
- Правильная техника
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.

При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться.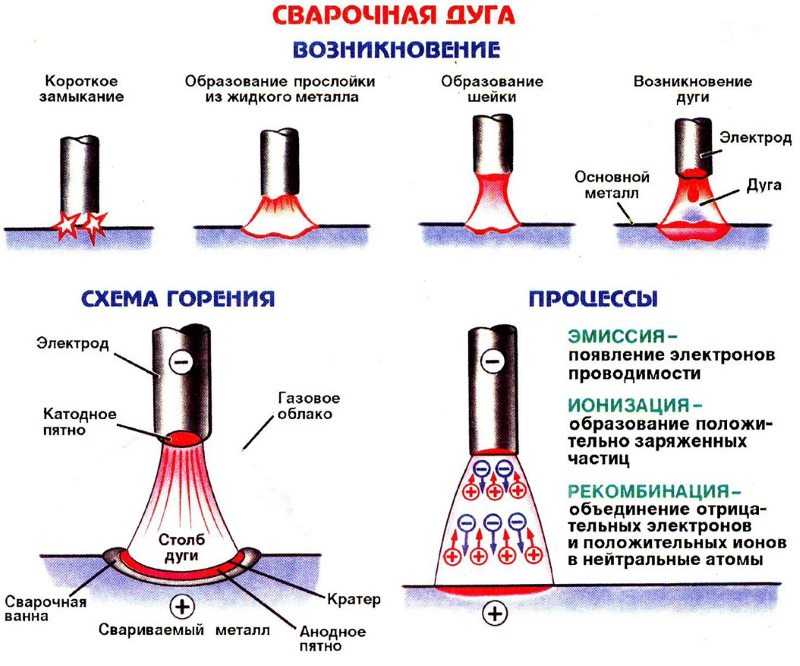 Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
У каждого собственника частного дома периодически возникает необходимость в сварке, особенно во время строительства различных объектов. Многие нанимают для проведения таких работ специалистов, однако достаточно часто их можно выполнить и самостоятельно.
Чтобы самому выполнить сварку, необходимо предварительно разобраться в том, как правильно проводить сварочные работы, какие этапы включают в себя такие мероприятия, и какое оборудование для этого потребуется.
Преимущества ручной сварки
Ручная методика сегодня наиболее распространена, так как имеет несколько важных преимуществ:
- Универсальность. Позволяет выполнять разные виды работ даже в труднодоступных местах.
- Возможность работы с разными металлами. Для этого необходимо только правильно подобрать электроды, широко представленные на рынке.
- Простой переход между разными металлами. Электроды легко заменять, потому можно быстро перейти от одной обрабатываемой конструкции к другой.
- Легкость и простота оборудования. Используемые устройства отличаются сравнительно небольшим весом и при необходимости их легко транспортировать.
Но и недостатки у электродуговой сварки имеются. Главные из них – вредность выполнения работ, зависимость качества от квалификации исполнителя, а также низкие показатели производительности по сравнению с другими типами сварки.
Правильная техника
Чтобы правильно сварить между собой отдельные металлические детали важно правильно поддерживать и перемещать электродугу. Если она будет слишком длинной, то появляется вероятность окисления обрабатываемого металла, а также разбрызгивание расплавленных частиц. Кроме того, из-за большой дуги возможно создание шва пористой структуры, из-за чего соединение может оказаться менее надежным и долговечным, чем нужно.
- Поступательное перемещение вдоль оси электрода. Такое движение дает возможность постоянно поддерживать нужную длину электродуги, которая напрямую зависит от скорости расплавления электрода.
- Продольное по оси шва. Такое направление дает возможность создавать ниточный сварочный валик, толщина которого будут зависеть от диаметра электрода и скорости перемещения. Обычно толщина валика на 2-3 мм превышает диаметр электрода.
- Поперечное перемещение сварки для создания шва нужной толщины.
 Методика предполагает совершение возвратно-поступательных движений. Амплитуду колебаний необходимо выбирать с учетом индивидуальных особенностей выполняемых работ, а также в зависимости от положения шва, свойств свариваемых материалов и предъявляемых требований к качеству соединения.
Методика предполагает совершение возвратно-поступательных движений. Амплитуду колебаний необходимо выбирать с учетом индивидуальных особенностей выполняемых работ, а также в зависимости от положения шва, свойств свариваемых материалов и предъявляемых требований к качеству соединения.
Даже при наличии качественного оборудования не стоит спешить браться за сварку самостоятельно. Неквалифицированная работа может стать причиной плохого соединения, создания ненадежного шва, характеризующегося недостаточной прочностью и устойчивостью к негативным воздействиям и влияниям окружающей среды. В большинстве случаев правильнее доверить проведение всех необходимых мероприятий квалифицированным специалистам. Оплата их услуг позволит получить гарантию создания конструкции, способной исправно служить на протяжении длительного срока.
Как правильно сварочные работы или сварные. Правила и нормативы проведения сварочных работ
ГлавнаяРазноеКак правильно сварочные работы или сварные
Как проводить сварочные работы 🚩 как производить сварочные работы 🚩 Ремонт дачи
25 августа 2018
Автор КакПросто!
На даче всегда найдется работа для настоящих мужчин — ручная дуговая электросварка металла. Облачившись в соответствующую амуницию и вооружившись держателем для электрода, вы превратитесь в волшебника, искусно соединяющего отдельные детали конструкций в единое целое. Если откроете в себе талант заправского сварщика, вам будут под силу высокохудожественные работы с металлом любой сложности.
Облачившись в соответствующую амуницию и вооружившись держателем для электрода, вы превратитесь в волшебника, искусно соединяющего отдельные детали конструкций в единое целое. Если откроете в себе талант заправского сварщика, вам будут под силу высокохудожественные работы с металлом любой сложности.
Статьи по теме:
Вам понадобится
- — сварочный аппарат или инвертор;
- — электроды;
- — защитная маска, шлемом со светофильтром или щиток сварщика;
- — брезентовые брюки, куртка и перчатки;
- — молоток с острым концом (200-300г).
Инструкция
Купите инвертор или сварочный аппарат с плавным регулированием тока. Это даст возможность, в зависимости от диаметра электрода и массы свариваемых деталей, плавно устанавливать сварочный ток индивидуально для вашего конкретного случая. Сварочные работы предполагают использование электродов различного диаметра для разных целей, запаситесь ими.
Наденьте брезентовые брюки, куртку и перчатки. Они предохранят вас от разлетающихся во все стороны искр. Не забудьте про защитный щиток, защитную маску сварщика или шлемом со светофильтром. Без такого приготовления можно повредить свои глаза, нахватавшись так называемых зайчиков. Если это произойдет, положите на глаза холодный компресс и спокойно полежите.
В целях пожарной безопасности уберите в радиусе 1 м все горючие вещества, запаситесь ведром с водой. Приготовьте молоток весом около 300 г для избавления от окалины, которая будет появляться на сварном шве.
Для выполнения сварочных работ возьмите самый распространенный электрод Ø 2,5-3 мм. Укрепите его в держателе электродов. В соответствии с диаметром электрода, типа сварного шва, вида соединения, температуры окружающей среды и др. факторов установите на сварочном аппарате силу тока. Для начала потренируйтесь на неответственных металлических деталях. По отношению к приготовленной заготовке установите электрод под углом около 70 градусов. Коснитесь электродом заготовки, высекая искру. Приподнимите электрод примерно на 4-5 мм. Образуется дуга, расплавляющая металл. Электрод, выгорая, будет с помощью горящей дуги соединять металлические конструкции в одно целое. Научитесь устойчиво сохранять указанный зазор. В случае прилипания электрода к металлу оторвите его, качнув из стороны в сторону. Попытайтесь вновь зажечь дугу, быстро проведя электродом по металлу. Прилипание электрода свидетельствует о слабой силе тока. Плавно отрегулируйте силу тока.
Коснитесь электродом заготовки, высекая искру. Приподнимите электрод примерно на 4-5 мм. Образуется дуга, расплавляющая металл. Электрод, выгорая, будет с помощью горящей дуги соединять металлические конструкции в одно целое. Научитесь устойчиво сохранять указанный зазор. В случае прилипания электрода к металлу оторвите его, качнув из стороны в сторону. Попытайтесь вновь зажечь дугу, быстро проведя электродом по металлу. Прилипание электрода свидетельствует о слабой силе тока. Плавно отрегулируйте силу тока.
После того как вы научитесь стабильно поддерживать дугу, попробуйте наплавить валик. Сварочные работы производятся колебательными движениями, не спеша, с небольшой амплитудой в 2-3 мм отодвигайте руку с электродом вправо по ходу сварного шва. В этом случае у вас будет сплошной, красивый, надежный сварной шов с небольшими волнами.
Образуемый шов обычно покрыт слоем шлака. После остывания шва постучите молотком по нему, чтобы проверить качество сварки и избавиться от окалины. После успешного выполнения сварного шва на неответственных деталях переходите к сварке реальных металлических изделий.
После успешного выполнения сварного шва на неответственных деталях переходите к сварке реальных металлических изделий.
Предложение от нашего партнера
Источники:
- Ручная дуговая сварка в 2018
- Сварка. Как научиться сваривать металл. Сварочные аппараты и инверторы Дуговая сварка
Совет полезен?
Распечатать
Как проводить сварочные работы
Похожие советы
www.kakprosto.ru
Правила проведения сварочных работ
Если сварщиком не соблюдаются правила проведения сварочных работ, есть опасность получения ненадежной конструкции, которая способна разрушиться под воздействием внешних факторов. К нормативам необходимо относиться со всей серьезностью, иначе вы навредите своему организму, окружающим и принесете ущерб свариваемому изделию.
Поэтому нужно внимательно изучать нормы, определяющие сварочный процесс, и вам будет проще выполнять сваривание.
Подготовка к сварочным работам
В первую очередь нужно иметь защитный костюм, который способен обезопасить специалиста от отлетающих искр. Обычно для этих целей применяются брезентовые костюмы из плотного брезента со специальной пропиткой.
Кроме того, потребуются рукавицы и защитная обувь, которые создадут необходимый уровень защиты для человеческого тела. Но самое важное в профессии сварщика – обезопасить от попадания горячих частиц глаза, поэтому необходимо иметь маску или очки.
Так что в арсенале специалиста по сварке должна быть:
Для борьбы с неожиданными возгораниями необходимо иметь на рабочем месте достаточное количество воды. В непосредственной близости от сварочного аппарата и от точки сваривания не должно быть никаких веществ, которые могут загореться или взорваться от воздействия высоких температур или открытого пламени.
Также правила проведения сварочных работ предусматривают правильный выбор режимов сварки и использование определенных расходных материалов. Чтобы сбивать продукты сгорания со свариваемых участков, сварщики пользуются молотками. Там, где производятся сварочные работы, не должно быть сильных сквозняков и продукты сгорания должны удаляться по вентиляционной системе.
Вредные вещества постоянно выделяются при проведении подобных мероприятий, поэтому стоит позаботиться об их своевременном отведении, пока они не нанесли вреда работнику.
Особенности технологического процесса
Обрабатываются разные материалы, и в зависимости от их характеристик и параметров подбираются режимы сваривания, в частности время нагревания. Ведь свариваются не только металлические изделия, но и полипропилен, требующий деликатного обращения и сокращения времени нагрева. Нагревание таких деталей производится от 5 до 40 секунд, и этот фактор необходимо учитывать.
Металлические трубы и прочие изделия из металла также необходимо подвергать процессу сваривания в течение определенного промежутка времени, чтобы материал не перегрелся и не утратил своих первоначальных свойств. Из-за неправильного сваривания нередко появляется хрупкость и ломкость материалов, которые подвергаются термическому воздействию.
Некоторые конструкции и сборочные узлы разрушаются именно в тех местах, где производилась сварка. Проверить качество выполненной работы можно с помощью удара обыкновенного молотка, потому что сварные швы издают определенные звуки, понятные опытным специалистам.
Проверить качество выполненной работы можно с помощью удара обыкновенного молотка, потому что сварные швы издают определенные звуки, понятные опытным специалистам.
Только правила проведения сварочных работ помогут выполнить соединение на высоком уровне, и металлическое сооружение не получится бракованным и непригодным к эксплуатации.
Особенности работы сварщика
При несоблюдении скоростных нормативов при сварочных процессах, существует опасность получения неровного шва с плохой шероховатостью, и во многих случаях такая конструкция признается бракованной.
Если сварщик соблюдает технику сваривания, он делает все движения равномерно и без резких перепадов, таким образом, получая шов с одинаковыми габаритами по всей его протяженности. Работать нужно уверенно и плавно, и тогда есть шанс добиться положительного результата от своей производственной деятельности.
Слишком длительная работа сварщика приводит к появлению усталости и движения становятся порывистыми, что сразу негативно влияет на качество соединений, к тому же сказывается пагубное воздействие на глаза. Если чувствуется утомление, нужно срочно делать технологический перерыв, чтобы восстановить работоспособность.
Если чувствуется утомление, нужно срочно делать технологический перерыв, чтобы восстановить работоспособность.
Прочность сварки может придти к специалисту только с опытом, поэтому нужно больше заниматься и использовать разные металлические элементы для проверки своих профессиональных навыков.
Лучше сразу не заниматься свариванием ответственных сооружений, так как вы можете подвергнуть риску, не только саму конструкцию, но и людей, которые будут ей пользоваться. В данном процессе нельзя торопиться, а нужно постигать все постепенно, соблюдая правила.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Как правильно проводить сварочные работы
У каждого собственника частного дома периодически возникает необходимость в сварке, особенно во время строительства различных объектов. Многие нанимают для проведения таких работ специалистов, однако достаточно часто их можно выполнить и самостоятельно. Чтобы самому выполнить сварку, необходимо предварительно разобраться в том, как правильно проводить сварочные работы, какие этапы включают в себя такие мероприятия, и какое оборудование для этого потребуется.
Чтобы самому выполнить сварку, необходимо предварительно разобраться в том, как правильно проводить сварочные работы, какие этапы включают в себя такие мероприятия, и какое оборудование для этого потребуется.
Преимущества ручной сварки
Ручная методика сегодня наиболее распространена, так как имеет несколько важных преимуществ:
- Универсальность. Позволяет выполнять разные виды работ даже в труднодоступных местах.
- Возможность работы с разными металлами. Для этого необходимо только правильно подобрать электроды, широко представленные на рынке.
- Простой переход между разными металлами. Электроды легко заменять, потому можно быстро перейти от одной обрабатываемой конструкции к другой.
- Легкость и простота оборудования. Используемые устройства отличаются сравнительно небольшим весом и при необходимости их легко транспортировать.
Но и недостатки у электродуговой сварки имеются. Главные из них – вредность выполнения работ, зависимость качества от квалификации исполнителя, а также низкие показатели производительности по сравнению с другими типами сварки.
Правильная техника
Чтобы правильно сварить между собой отдельные металлические детали важно правильно поддерживать и перемещать электродугу. Если она будет слишком длинной, то появляется вероятность окисления обрабатываемого металла, а также разбрызгивание расплавленных частиц. Кроме того, из-за большой дуги возможно создание шва пористой структуры, из-за чего соединение может оказаться менее надежным и долговечным, чем нужно. Перемещение дуги может осуществляться по трем направлениям:
- Поступательное перемещение вдоль оси электрода. Такое движение дает возможность постоянно поддерживать нужную длину электродуги, которая напрямую зависит от скорости расплавления электрода.
- Продольное по оси шва. Такое направление дает возможность создавать ниточный сварочный валик, толщина которого будут зависеть от диаметра электрода и скорости перемещения. Обычно толщина валика на 2-3 мм превышает диаметр электрода.
- Поперечное перемещение сварки для создания шва нужной толщины. Методика предполагает совершение возвратно-поступательных движений. Амплитуду колебаний необходимо выбирать с учетом индивидуальных особенностей выполняемых работ, а также в зависимости от положения шва, свойств свариваемых материалов и предъявляемых требований к качеству соединения.
 Методика предполагает совершение возвратно-поступательных движений. Амплитуду колебаний необходимо выбирать с учетом индивидуальных особенностей выполняемых работ, а также в зависимости от положения шва, свойств свариваемых материалов и предъявляемых требований к качеству соединения.
Методика предполагает совершение возвратно-поступательных движений. Амплитуду колебаний необходимо выбирать с учетом индивидуальных особенностей выполняемых работ, а также в зависимости от положения шва, свойств свариваемых материалов и предъявляемых требований к качеству соединения.Даже при наличии качественного оборудования не стоит спешить браться за сварку самостоятельно. Неквалифицированная работа может стать причиной плохого соединения, создания ненадежного шва, характеризующегося недостаточной прочностью и устойчивостью к негативным воздействиям и влияниям окружающей среды. В большинстве случаев правильнее доверить проведение всех необходимых мероприятий квалифицированным специалистам. Оплата их услуг позволит получить гарантию создания конструкции, способной исправно служить на протяжении длительного срока.
<<< Назад
metexgroup.ru
Основные понятия сварочных работ
При газовой сварке свариваемая кромка разогревается с помощью газовой горелки. Пламя, полученное на выходе из газовой горелки, создает температуру до 3000 °С и позволяет проводить сварку металлических кромок отдельных деталей, резать металл, нагревать его для гибки и т.д.
Пламя, полученное на выходе из газовой горелки, создает температуру до 3000 °С и позволяет проводить сварку металлических кромок отдельных деталей, резать металл, нагревать его для гибки и т.д.
При лучевой сварке теплоту в зоне сварки получают, бомбардируя сварочную кромку направленным электронным или фотонным потоком. Электронный поток получают при помощи специального прибора — электронной пушки, а фотонный поток создают в лазерных установках.
При термитной сварке используют теплоту, полученную в результате сжигания термитной смеси, состоящей из алюминия и оксидов железа.
Термическая разделительная резка — процесс, обратный сварке, т.е. атомы металла сгорают в струе технически чистого кислорода, а полученные при этом продукты сгорания удаляются из зоны резания.
При электрошлаковой сварке плавление кромок свариваемых деталей обеспечивается теплотой, возникающей при протекании электрического тока через расплавленный электропроводный шлак.
К термомеханическому классу относят: кузнечную; контактную; диффузионную; прессовую сварку, использующую одновременно энергию механического и термического воздействия.
При кузнечной сварке кромки свариваемых деталей нагревают до требуемой температуры в специальных печах-горнах, а затем при помощи ударного механического воздействия соединяют их между собой. Если для соединения деталей используют механические прессы, а для нагрева — все ранее перечисленные способы термического воздействия, то такой вид сварки называют прессовым.
При контактной сварке соединяемые детали сдавливают между собой, а теплоту для сварки получают при протекании электрического тока через контактную часть деталей. В зависимости от площади контактной части свариваемых деталей различают контактную сварку точечную, стыковую, шовную и рельефную. Этот вид сварки получил широкое распространение в машиностроении вследствие своей экономичности и производительности. Контактная сварка легче всего поддается механизации и автоматизации, где механические роботы заменяют человека со сварочным электрододержателем.
При диффузионной сварке соединение деталей формируется за счет диффузии атомов из одной детали в другую, возникающей при относительно небольшом длительном нагреве и пластической деформации, получающейся в результате механического давления.
В механическом классе сварки соединение поверхностей осуществляется механическим воздействием (давление, трение, взрыв и т.д.) без использования внешнего источника теплоты.
При сварке трением нагрев свариваемых деталей обеспечивается за счет сил трения, возникающих при вращении деталей относительно друг друга при одновременном сдавливании их между собой.
При холодной сварке в результате сильного сдавливания деталей между собой происходит пластическая деформация металла, при которой атомы двух деталей настолько сближаются, что между ними возникают силы взаимодействия, создающие прочное соединение деталей.
При сварке взрывом атомы свариваемых кромок сближаются в результате направленного взрыва, при котором частицы быстро движутся навстречу друг другу и, соударяясь, сближаются настолько, что между ними возникают силы взаимодействия.
При ультразвуковой сварке силы взаимодействия между атомами возникают в результате колебаний кристаллической решетки металла под действием ультразвуковых колебаний.
Физико-химические процессы, возникающие при сварке. Вещества могут находиться в трех агрегатных состояниях, различающихся силами взаимодействия атомов и молекул: твердое, жидкое и газообразное. Для твердого и жидкого состояний характерны небольшие расстояния между молекулами, между которыми действуют силы взаимного притяжения. Переход вещества из одного Состояния в другое требует больших затрат энергии, прикладываемой извне. По мере перехода вещества в жидкое, а затем в газообразное состояние расстояния между молекулами увеличиваются, а силы их взаимодействия уменьшаются. Этот переход наглядно иллюстрирует процесс сварки: когда металл плавится, он частично переходит в жидкое состояние, а частично в газообразное, затем возникают обратные процессы, именуемые кристаллизацией.
Процесс плавления металла в зоне сварочного шва сопровождается сложными физико-химическими процессами и приводит к образованию соединения, отличающегося по своей структуре от основного металла.
Под физическими понимают процессы, которые не меняют строения элементарных частиц и не приводят к изменению химических свойств основного металла. К таким процессам относятся:
К таким процессам относятся:
- протекание электрического тока и тепловые колебания кристаллической решетки;
- переход основного и электродного вещества из твердого состояния в жидкое (плавление), перемешивание их между собой, кристаллизация металла в зоне сварочной ванны;
- напряжения и деформации, возникающие в кристаллической решетке сварочного шва и прилегающей к нему зоны основного металла;
Химические процессы меняют свойства основного металла, в результате чего получаются новые соединения, имеющие иные свойства. К основным химическим процессам относятся:
- химические реакции, возникающие в газовой и жидкой фазах и на их границах;
- образование оксидов, шлаков и других соединений, отличающихся по своим химическим свойствам от основного металла.
Весьма сложный процесс образования шва при сварке можно представить следующим образом. Плавление основного и присадочного материалов в процессе сварки происходит под действием концентрированной энергии, обеспечиваемой сварочной дугой, пламенем горелки или одним из других способов, которые описаны ниже. Если в зону сварки не подается дополнительный металл, то сварочная ванна образуется только за счет основного соединения. Но, как правило, сварочная ванна формируется в результате смешивания основного и присадочного металла, вносимого непосредственно в зону сварки электродом, сварочной проволокой и т.д. Сливаясь и перемешиваясь между собой, основной и присадочный металлы образуют общую сварочную ванну, границами которой служат оплавленные участки основного металла. Расплавленный в зоне подачи концентрированной энергии металл кристаллизуется, образуя сварочный шов.
Если в зону сварки не подается дополнительный металл, то сварочная ванна образуется только за счет основного соединения. Но, как правило, сварочная ванна формируется в результате смешивания основного и присадочного металла, вносимого непосредственно в зону сварки электродом, сварочной проволокой и т.д. Сливаясь и перемешиваясь между собой, основной и присадочный металлы образуют общую сварочную ванну, границами которой служат оплавленные участки основного металла. Расплавленный в зоне подачи концентрированной энергии металл кристаллизуется, образуя сварочный шов.
Свойства сварных швов. На качественные показатели сварных соединений влияют такие факторы, как свариваемость металлов, их чувствительность к термическим воздействиям, способность окисляться.
Свариваемость металлов определяет способность отдельных металлов или их сплавов образовывать при соответствующей технологической обработке соединения, отвечающие заданным параметрам. На этот показатель оказывают влияние физические и химические свойства металлов, строение их кристаллической решетки, наличие примесей, степень легирования и т. д. Свариваемость может быть физическая и технологическая.
д. Свариваемость может быть физическая и технологическая.
Под физической свариваемостью понимают свойство материала или его сплавов создавать монолитное соединение с устойчивой химической связью. Физической свариваемостью обладают практически все чистые металлы, их технические сплавы и ряд сочетаний металлов с неметаллами.
Технологической свариваемостью материала называют его реакцию на сварочный процесс и способность создать соединение, имеющее заданные параметры.
При определении критериев свариваемости металлов и их сплавов ориентируются на следующие их свойства:
- чувствительность металла к тепловому воздействию, которое создается при сварке;
- склонность металла к росту зерна с сохранением пластических и прочностных свойств, к структурным и фазовым изменениям в зоне термического воздействия;
- химическую активность металла, влияющую на его способность окисляться при термическом воздействии сварочного процесса;
- сопротивляемость металла образованию пор и трещин в холодном и горячем состояниях.

На качество сталей оказывает влияние их раскисляемостъ, которая характеризуется содержанием марганца, кремния и некоторых других элементов и равномерностью их распределения в сплаве. По этому параметру различают три вида сталей:
- кипящая сталь — отличается большой равномерностью распределения вредных примесей (особенно серы и фосфора) по толщине проката и получается при неполном раскислении металла марганцем. Характерной особенностью этого вида сталей является склонность к старению и образование кристаллизационных трещин в шве и околошовной зоне, что приводит к переходу в хрупкое состояние при отрицательных температурах;
- спокойная сталь — получается при равномерном распределении примесей, поэтому она менее склонна к старению и меньше реагирует на сварочный нагрев;
- полуспокойная сталь — занимает промежуточное место между кипящей и спокойной.
Углерод оказывает наибольшее влияние на качество сварного соединения. Увеличение содержания углерода и ряда других легирующих элементов снижает свариваемость сталей, ухудшая качество шва.
Сварные соединения высокоуглеродистых высоколегированных сталей отличаются повышенным содержанием трещин и выполняются по специальной технологии.
Удовлетворительные стали, имеющие содержание углерода от 0,25 до 0,35%, не склонны к образованию трещин и при правильно подобранных режимах сварки дают качественный сварной шов. Для улучшения качества сварки часто применяют предварительный подогрев свариваемого металла.
Ограниченно свариваемые стали имеют содержание углерода от 0,36 до 0,45% и склонны к образованию трещин. Сварка требует обязательного подогрева.
Плохосвариваемые стали содержат более 0,45% углерода. При их сварке требуются специальные технологические процессы.
Легирование стали одним или несколькими легирующими элементами (например, алюминием, ванадием, кобальтом, титаном) придает ей определенные физико-механические свойства. Повышение уровня легирования и прочности стали приводит к ухудшению ее свариваемости, и первостепенная роль в этом принадлежит углероду.
Низколегированные стали хорошо свариваются всеми способами плавления. Получение равнопрочного сварного соединения, особенно при сварке термоупрочненных сталей, вызывает определенные трудности. В зонах, удаленных от высокотемпературной области, возникает холодная пластическая деформация. При наложении в последующем сварных швов эти зоны становятся участками деформационного старения, что в конечном итоге приводит к снижению пластических и повышению прочностных свойств металла и соответственно к появлению холодных трещин.
В среднелегированных сталях увеличивается склонность к закалке, в связи с чем такие стали чувствительны к термическому циклу сварки. Их околошовная зона оказывается резко закаленной, а следовательно, и непластичной при всех режимах сварки, обеспечивающих удовлетворительное формирование шва. Поэтому с целью снижения скорости охлаждения околошовной зоны при сварке этих сталей осуществляют предварительный подогрев свариваемого изделия.
При сварке высоколегированных хромистых 08Х13,08Х17Т и некоторых других сталей следует учитывать их отличительные особенности:
- высокий порог хладноломкости стали, находящийся обычно в области положительных температур;
- склонность к значительной хрупкости металла в околошовной зоне;
- низкую пластичность и вязкость металла шва, выполненного сварочными материалами того же химического состава, что и сталь;
- невозможность устранить хрупкость термообработкой.

Сварку этих сталей необходимо выполнять с минимальным тепловложением, так как с увеличением энергии возрастает склонность зон сварного соединения к росту зерен, появлению микротрещин и падению пластичности. При этом снижается сопротивляемость сварного соединения локальным повреждениям и межкристаллической коррозии, возникает опасность коробления и появляется повышенный уровень остаточных напряжений. После сварки в ряде случаев требуется термообработка.
Способность металла окисляться под термическим действием сварочной дуги определяется его химической активностью. От этого напрямую зависит степень защиты сварочного шва: чем выше химическая активность металла, тем качественнее должна быть защита. Наибольшей химической активностью отличаются титан, ниобий, цирконий, вольфрам, молибден, тантал и некоторые другие металлы. При их сварке недостаточно применения флюсов, защитных газов и защитных покрытий, так как в защите нуждается не только сварочный шов, но и прилегающая к нему область.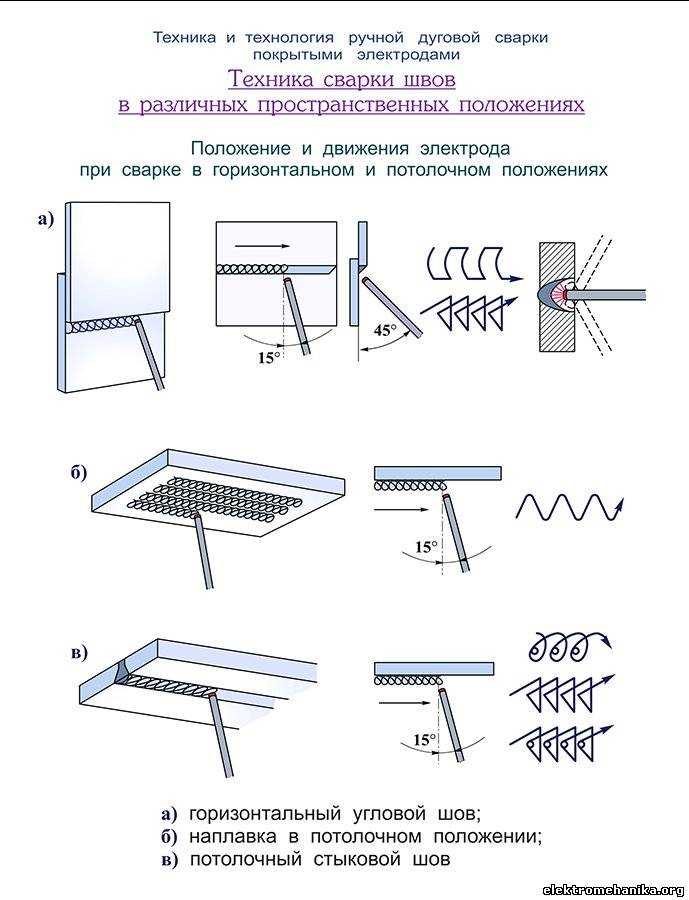 Самой эффективной защитой в данном случае служит сварка при разрежении или в среде инертного газа высокой чистоты.
Самой эффективной защитой в данном случае служит сварка при разрежении или в среде инертного газа высокой чистоты.
Сварка остальных цветных металлов (меди, алюминия, магния, никеля и их сплавов) тоже требует высокой защиты, которую обеспечивают инертные газы, флюсы и специальные электродные покрытия. Для сварки сталей и сплавов на основе железа в качестве защитных средств используют флюсы и электродные покрытия.
Поры в сварочном шве возникают при выделении газов в процессе кристаллизации металла (азот, водород или оксид углерода, образующиеся в результате химических реакций) и при повышенной тугоплавкости, вязкости и плотности шлаков, которые не покидают пределы сварочного шва. Поры могут быть внутренними или наружными, располагаться по оси шва или на его границах, форма их может быть округлая, овальная или более сложная, а их размеры могут колебаться от нескольких микрон до нескольких миллиметров. Уменьшению пористости сварочного шва способствуют предсварочная подготовка, которая заключается в тщательной зачистке сварного соединения от грязи, масел, ржавчины и прочих посторонних включений, а также правильно подобранные режимы сварки, защитные покрытия и флюсы, вводимые в сварочную ванну.
Трещины в массиве шва и околошовной зоны могут быть:
- горячие — возникают в процессе кристаллизации жидкой фазы металла в результате линейных сокращений металла, возникающих из-за внутренних напряжений. Размеры и направление горячих трещин зависят от соответствия материала, электродов и режимов сварки. Для оценки этого соответствия сначала сваривают пробный образец, который подвергают тщательному анализу. Наличие трещин может определяться визуально (при помощи лупы), а ответственные детали подвергают просветке или рентгеновскому облучению;
- холодные — имеют микроскопический характер и возникают при температурах не более 200 °С. Причинами их появления выступают хрупкость металла при быстром его охлаждении, остаточные напряжения в сварных соединениях или повышенное содержание водорода.
Коррозия сварных соединений снижает прочность шва и его долговечность. В связи с большими структурными изменениями сварных соединений они обладают большей коррозийной активностью по сравнению с основным металлом.
Наиболее опасна межкристаллитная коррозия, которая проникает в глубь зерен, разрушая их. Избежать этого опасного явления помогают правильный подбор материалов, сварочных электродов, применение защитных покрытий с высокой коррозийной стойкостью. При сварке правильно подобранной проволокой получается шов с коррозийной стойкостью, большей чем у основного металла. На коррозийную активность сварочного шва оказывают влияние и режимы сварки.
Термические воздействия, которым подвергаются свариваемые соединения, приводят к образованию напряжений в узлах кристаллической решетки и даже к деформациям. Напряжения и деформации могут быть как собственными, существующими в кристаллической решетке без приложения внешних сил, так и внешними, возникающими под действием приложенных нагрузок. Причинами образования собственных напряжений и деформаций сварных соединений является неравномерное распределение температурных воздействий и охлаждения. Кроме того, деформации могут вызываться механическим вмешательством в процессе правки сварных узлов. Собственные напряжения и деформации могут быть временными, т.е. существовать только в процессе термического воздействия, и остаточными, устойчиво сохраняющимися после прекращения сварки; они изменяют геометрию деталей, что сказывается на их качестве. Упругая деформация исчезает после прекращения сварки. Пластическая деформация полностью или частично остается после прекращения прикладывания сил. Общие деформации меняют размеры изделия или искажают его геометрию и обычно проявляются в небольших по размерам деталях, когда термическое воздействие охватывает значительную часть их объема. Местные деформации проявляются в виде выпучин, хлопунов и других местных искажений в крупногабаритных деталях, когда термическое влияние сварочного процесса распространяется на относительно небольшие зоны. Бывают деформации в плоскости (линейные), когда меняются размеры детали, и вне плоскости (объемные), которые проявляются в виде серповидности, грибовидности и т.д.
Собственные напряжения и деформации могут быть временными, т.е. существовать только в процессе термического воздействия, и остаточными, устойчиво сохраняющимися после прекращения сварки; они изменяют геометрию деталей, что сказывается на их качестве. Упругая деформация исчезает после прекращения сварки. Пластическая деформация полностью или частично остается после прекращения прикладывания сил. Общие деформации меняют размеры изделия или искажают его геометрию и обычно проявляются в небольших по размерам деталях, когда термическое воздействие охватывает значительную часть их объема. Местные деформации проявляются в виде выпучин, хлопунов и других местных искажений в крупногабаритных деталях, когда термическое влияние сварочного процесса распространяется на относительно небольшие зоны. Бывают деформации в плоскости (линейные), когда меняются размеры детали, и вне плоскости (объемные), которые проявляются в виде серповидности, грибовидности и т.д.
Для снижения сварочных напряжений и деформаций используют термические, механические и термомеханические методы.
К термическим методам относят предварительный нагрев во время сварки и отпуск после сварки. Подогрев металла перед сваркой (или в процессе сварки) снижает предел его текучести, тем самым уменьшает остаточные напряжения и деформации. Хотя этот метод не полностью исключает появление сварочных деформаций, при достаточно сильном нагреве (250 °С и выше) можно добиться того, что деформации будут находиться в допустимых пределах. Отпуск металла после сварки более эффективен и позволяет снизить остаточные напряжения и деформации на 85-90%, а также способствует улучшению пластических свойств сварочного шва. Отпуск может быть общим, когда сваренную деталь нагревают до температуры 650 °С и медленно охлаждают, и местным, когда нагревают только часть конструкции в области сварочного шва.
Под механическими методами понимают обработку (проковку, прокатку, вибрацию, приложение местных нагрузок, ультразвуковое воздействие и т.д.) сваренных деталей, снижающую остаточные напряжения в кристаллической решетке.
Термомеханические методы предусматривают одновременно термическую и механическую обработку свариваемых конструкций и позволяют добиться максимального эффекта.
Кроме того, снизить вероятность появления остаточных напряжений и деформаций помогают рациональные приемы проведения сварочных работ, в частности правильное проектирование и конструирование сварного изделия, уменьшение массы наплавленного металла, снижение вносимой в зону шва теплоты за счет уменьшения сварных швов и сечений. Для этого следует избегать скоплений и перекрещиваний сварочных швов, симметричного их расположения и т.д. Деформациям свариваемых деталей препятствуют ребра жесткости, накладки, косынки и прочие приспособления.
Сварка и основная информация по ее выполнению
Сварочные работы или попросту сварка — это процесс соединения материалов. В результате которого между ними устанавливаются межатомные связи. С помощью сварки можно соединить не только однородные. Но и разнородные материалы. А также всевозможные сплавы металлов.
А также всевозможные сплавы металлов.
Содержание
- 1 Сварка и ее виды
- 2 Контактная сварка
- 3 Сварка и техника ее выполнения
- 4 Порядок заполнения швов
Для сварки используют следующее специальное оборудование:
- Сварочные агрегаты;
- Выпрямители;
- Инверторы;
- Автоматы;
- Трансформаторы;
- Полуавтоматы.
Сварку можно применять в ремонтных и в технологических целях. В принципе, она активно используется и во всех видах производственной деятельности. Без сварки невозможно решить множество важных для общества задач и проблем. Причем, это касается строительства, машиностроения, ресурсосбережения, безопасности и многого другого.
Читайте также Как правильно подобрать электроды при сварке инвертором
Сварка и ее виды
В зависимости от формы энергии, используемой для сварного соединения, сварку делят, как правило, на три класса:
- Механическая.
- Термомеханическая.
- Термическая.

В сварке термического класса используют тепловую энергию. Причем она подразделяется на следующие разновидности:
- дуговая;
- плазменная;
- газовая;
- электрошлаковая.
В сварке термомеханического класса используют тепловую энергию и давление. В данном классе можно выделить следующие типы:
- контактная сварка;
- диффузионная сварка.
Сварка механического класса использует давление и механическую энергию. Данный класс объединяет следующие типы сварочных работ:
- ультразвуковая сварка;
- сварка взрывом;
- сварка трением;
- холодная сварка.
Контактная сварка
Итак, контактная сварка относится к термомеханическому классу. Она характеризуется кратковременным нагревом места соединения. Причем с оплавлением или без оплавления заготовок. Сварное соединение при контактной сварке образуется из-за пластической деформации. Место соединения разогревают электрическим током. Он проходит по металлу в свариваемом месте. И там образуется максимальное количество тепла.
Место соединения разогревают электрическим током. Он проходит по металлу в свариваемом месте. И там образуется максимальное количество тепла.
Контактную сварку разделяют по типу сварного соединения, на:
- стыковую;
- шовную;
- точечную.
При точечной сварке заготовки свариваются в отдельных точках. Причем их сжимают между электродами. Которые проводят ток к свариваемому месту. В первоначальный момент точечной сварки поверхность, как правило, нагревается медленнее, чем ее внутренние слои. Поверхность необходимо нагреть до состояния пластичности. А ее внутренние слои расплавить. Только потом ток можно отключить и снять давление. В результате образуется литая сварная точка. В зависимости от расположения электродов, точечная сварка бывает двухсторонней и односторонней.
Шовная сварка обеспечивает плотное соединение между заготовками. Во время сварки сварные элементы необходимо соединить с взаимным перекрытием, то есть внахлест. А затем, зажав между двух электродов, пустить ток. В результате получают ровный шов. А также образуются перекрывающие друг друга сварные точки. Это происходит из-за движения роликов по заготовке.
В результате получают ровный шов. А также образуются перекрывающие друг друга сварные точки. Это происходит из-за движения роликов по заготовке.
Стыковая сварка подразумевает соединение заготовок между собой, в принципе, по всей поверхности соприкосновения. Стыковую сварку также называют сваркой с оплавлением. При данном виде сварке стык разогревают до пластинчатого состояния с последующей осадкой. При помощи стыковой сварки соединяют воедино различные элементы, например, трубчатых конструкций, железобетонную арматуру, рельсы, колеса и кольца.
Читайте также Как выбрать сварочный аппарат для дома: советы и рекомендации
Сварка и техника ее выполнения
Чтобы возбудить дугу, существует два способа:
- во-первых, касание впритык и отвод перпендикулярно вверх;
- во-вторых, «чиркнуть» электродом как спичкой.
Второй способ намного удобнее. Но его нельзя применить в узких, неудобных местах. Во время сварки обязательно нужно следить за длиной дуги. Она должна примерно составлять 0,5-1,1 мм. Большую роль здесь играет марка и диаметр электрода.
Она должна примерно составлять 0,5-1,1 мм. Большую роль здесь играет марка и диаметр электрода.
От длины дуги напрямую зависит качество и форма сварного шва. Например, длинная дуга обеспечивает интенсивное азотирование и окисление расплавляемого металла. И увеличивает процент разбрызгивания. Но следует знать, что во время сварки электродами основного типа металл становится пористым.
Во время сварки двигать электрод следует в трех направлениях:
- во-первых, к оси электрода. Данное движение позволяет поддерживать необходимую длину дуги;
- во-вторых, направление идет вдоль оси валика основного шва. Скорость движения зависит от диаметра электрода, быстроты его плавления и вида шва. При отсутствии поперечных движений образуется, как правило, своеобразный ниточный валик;
- в-третьих, направление лежит поперек шва. В процессе движения образуется уширенный валик.
Порядок заполнения швов
Существует, как правило, определенный порядок заполнения швов. Он служит для повышения работоспособности сварных конструкций и уменьшения деформаций, напряжений внутри швов.
Он служит для повышения работоспособности сварных конструкций и уменьшения деформаций, напряжений внутри швов.
Порядок заполнения подразумевает разделку шва по поперечному сечению и сварку по длине шва. По протяженности швы, как правило, делят на три группы:
- короткие — до 300 мм;
- средние — от 300 до 1000 мм;
- длинные — свыше 1000 мм.
Читайте также «Петрович»: полезная и интересная информация о торговой сети
Короткие швы выполняют от начала шва до его конца. Швы средней длины варят от концов к середине или обратно. Длинные швы выполняются либо от середины к краям, когда шов разбивают на участки и ведут сварку в направлении обратном общему. Либо вразброс.
основные виды (по месту, методу, форме, воздействию) и их свойства
Шов, создаваемый сваркой – это место объединения двух элементов в одно целое, приводит в действие процесс плавления под действием повышенной температуры и далее к появлению кристаллов.
Более сотни соединений существуют сегодня. Все они имеют свои способности, характеристики, как результат существует много группировок.
Содержание статьиПоказать
- Группировка по виду
- Группировка по месту соединения
- Группировка по форме
- Группировка по методу сварки
- Группировка по ходу действия силы
- Группировка по форме поверхности
- Группировка по воздействию сварочного агрегата
Группировка по виду
По виду группируют стежки на стыковочные, а также угловые. Выбор делает мастер-профессионал, анализируя ситуацию рабочего места, применяя свои знания, а также — опыт.
Угловые используют, когда детали формируют угол между собой.
Стыковые — создаются путем примыкания двух элементов, которые размещаются на одной поверхности концами друг к другу. Это создает: вогнутые дорожки, выпуклые дорожки, плоские дорожки.
Плоские более незаметны так как им не присущ яркий стыковой переход и имеют вид куда более естественный. Для того, чтобы не прогорели детали используйте электродуговую сварку с низким током.
Листы тонкой стали – безусловно подходят для такого вида сварочных работ. Отдельно выделяют, заклепочный или прорезной стежок(электрозаклепочный). Из названия имеем внешне последовательные точки-заклепки на деталях, которые служат соединением заготовок, в заранее подготовленных пазах. При этом нет как такового цельного шва.
Группировка по месту соединения
Данная группировка исходит из расположения заготовок в пространстве. К примеру, когда ведутся сварочные работы по месту конструкции. К примеру, работы по свариванию проводят с конструкциями выше пола, их нет возможности разобрать/снять/положить.
Соответственно группируют на вертикальные стежки, горизонтальные стежки, потолочные и нижние стежки. Мастер сам будет выбирать шов, которым будет выполнять работы по свариванию или комбинировать их.
Вертикальный метод создания стыковочных строчек делают на вертикально размещенных конструкциях. Шов выполнят с верхней точки к нижней или наоборот, снизу вверх. Расплавленный метал под действием притяжения стекает вниз, создавая сложности и портя вид свариваемых элементов.
Рекомендуем для выполнения такой работы привлечь мастера с практическим опытом таких работ. Подробнее о том, как выполняется данный вид шва можно прочитать в интернете.
Горизонтальные швы выполняют с лева направо либо с права налево на вертикальном сооружении. Нужная скорость и ампераж сваривания, горелкой/электродом, поможет избежать стекания расплавленного материала вниз. Такие параметры подбирает сварщик в конкретном случае.
Потолочные – стежки, выполняемые выше головы, это и утяжеляет рабочий процесс со сваркой. Важно в таком виде работ следовать четким правилам безопасности и технологическим рекомендациям. В работе с такими стежками горячая масса стремится вниз и создает опасную ситуацию для мастера.
Важно в таком виде работ следовать четким правилам безопасности и технологическим рекомендациям. В работе с такими стежками горячая масса стремится вниз и создает опасную ситуацию для мастера.
Комфортным в применении является нижний сварочный шов. Металл не «разбегается», не стремиться на сварщика, а остается в кратере. Есть свободный выход шлакам, а также газам.
Данный вид сварочного шва напоминает валик, который располагается по всей длине стыка элементов. Для красивой дорожки достаточно вести горелку либо электрод – ровно или зигзагом, что создаст надежное соединение.
Группировка по форме
Данная группировка используется с применением электродов в дуговой сварке руками. Можно выделить 3 типа – кольцевые, их еще называю спиральные, криво- , прямолинейные. Что бы выполнить данные стежки — не влияет размещение изделия. Сваривать можно встык, а можно внахлест. Группировка по длине
Тут существуют три вида – сплошной, прерывающийся, точечный.
Среди сплошных шовчиков, можно выделить узкие дорожки, а также широкие проходящие по всей детали.
Прерывающийся шовчик создаётся с конкретной длинной с одинаковыми интервалами между сварочными местами. Его можно поделить:
- цепочную дорожку;
- шахматный шов.
К примеру, точки сваривания в шахматных стежках чередуются. Такая сцепка может быть с двух сторон, а можно сцепить с одной. То есть, заготовки сливаются с обеих сторон. Интервал между сварочными промежутками называется «сварочный шаг».
Точечный способ сварки не формирует сварочную ванночку и дорожку. Такой способ применим к спаиванию плоского металла или аккумуляторов.
В итоге получаем больше двух видов швов по длине: первый, сплошной; второй, прерывающийся; третий – точечный; четвертый – прерывающийся шахматный; пятый – прерывающийся сплошной, так называемый цепной.
Группировка по методу сварки
Группировка от потребности в методе скрепления, выделяют 4-е типа:
- Для избегания прожигов при дальнейшей сварке, заранее выполняют сварку меньшего двухстороннего стежка, данный тип называется подварочный.
- Для фиксации элементов используют – шов-прихватку.
- Для закрепления деталей на время, после работ удаляют наметки, такой стежок называется – временным.
- Производя монтаж, используют монтажный шов.

Группировка по ходу действия силы
Не мало важной группировкой сварочного стежка является зависимость от направления действия силы.
- Фланговый или продольный – усилие параллельно оси строчки.
- Лобовой или поперечный – когда сварочный стежок и сила создают угол 90о.
- Комбинированный – одновременно применяют продольный и лобовой швы.
- Косой — когда свариваемый шов и сила создают угол не равняющийся 90о.
Группировка по форме поверхности
Есть три типа швов:
- Выпуклые или усиленные – много шаровые стежки. Например, для сцепления величина, направление и точка приложения нагрузки изменяются во времени незначительно. Экономично не обоснован в связи с чрезмерным расходом электродов.
- Вогнутые или ослабленные — применяются, что бы соединить/сварить элементы из тоненькой стали.
- Обычные или сплюснутые— прибегают в динамике, в связи с наличием между тропой и сталью небольшого перепада.

Группировка по воздействию сварочного агрегата
Такая группировка стежков зависти от типа работы сварного агрегата. Например, проводя работы в аргоновой или другого вида внешней среды, слияние будет «газовым», с электродом – «электродуговым». А основными будут швы такой сварке:
- ручной дуговой – встык, а также нахлестное, используя руки и электроды. В таком случае скрепляют разнообразные металлы толщиной 0,01 — 10 см;
- автоматической, предполагает использование в работе электроинвентаря;
- в инертном газе — разные виды сцепки будут самыми крепкими. Данная среда защищает шов от окисления. Преимуществом такой сцепки – внешний вид и отсутствие мусора;
- газовой – тропа формируется под влиянием температуры, выделяемая в процессе горения газа.

Отдельно выделяют паяные швы, названия походит от инструмента — паяльника.
Помимо указанных, можно привести еще много видов/типов связки заготовок, обычные и необычные, применимы для работ по свариванию элементов в неудобных местах. К примеру, стежки состоящие из одного слоя или из нескольких слоев, при которых используют некоторое количество валиков, расположенных на одном уровне поперечного сечения шва.
их типы и чертежи согласно ГОСТ
Сваркой металлов пользуются в тех случаях, когда необходимо получить наиболее прочные, герметичные и надежные неразъемные соединения. Сварочные технологии послужили толчком для бурного развития технического прогресса.
Многие конструкции просто не могли быть созданы без их использования. Существуют различные сварочные технологии, основанные на применении процессов электрической или газовой сварки, а также типы сварочных соединений, классификация которых довольно проста.
Типы сварки
Практически все многообразие применяемых сварочных технологий можно отнести к одному из следующих типов:
- электрическая дуговая сварка;
- электрическая контактная сварка;
- газовая сварка.

Электродуговая сварка заключается в том, что между соединяемой заготовкой и сварочным электродом подается напряжение, вызывающее зажигание электрической дуги.
Высокая температура, возникающая при горении дуги, приводит к расплавлению участков соединяемых деталей, непосредственно прилегающих к месту будущего сопряжения.
В месте будущего шва образуется так называемая сварочная ванна, то есть, расплавленный металл, после кристаллизации которого, образуется надежный и прочный сварной шов.
По уровню использования автоматизации процесса, электродуговая сварка может быть ручной, с применением штучного сменяемого сварочного электрода, полуавтоматической, с бесконечным, непрерывно подаваемым проволочным электродом, и автоматической, осуществляемой без участия сварщика.
Кроме перечисленного, электродуговой сварочный процесс может быть атмосферным, либо в среде защитных газов, препятствующих окислению расплавленного металла и способствующих образованию более качественного сварного шва.
В случае электрической контактной сварки соединяемые элементы сжимаются с большим усилием, и через место контакта пропускается значительный электрический ток.
В результате, соединяемые металлические детали разогреваются до пластичного состояния, и под воздействием сжимающего усилия свариваются между собой.
Газовый сварочный процесс происходит благодаря плавлению соединяемых металлов, а также присадочного материала при горении газа с применением специального газопламенного оборудования.
ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
ПОНЯТИЕ О СВАРКЕ И ЕЕ СУЩНОСТИ
Сложные конструкции, как правило, получают в результате объединения между собой отдельных элементов (деталей, агрегатов, узлов). Такие объединения могут выполняться с помощью разъемных или неразъемных соединений.
В соответствии с ГОСТ 2601-74 сварка определяется как процесс получения неразъемных соединений посредствам установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании, или совместным действии того и другого. Неразъемные соединения, выполненные с помощью сварки, называют сварными соединениями. Чаще всего с помощью сварки соединяют детали из металлов. Однако сварные соединения применяют и для деталей из неметаллов — пластмасс, керамик или их сочетаний.
Неразъемные соединения, выполненные с помощью сварки, называют сварными соединениями. Чаще всего с помощью сварки соединяют детали из металлов. Однако сварные соединения применяют и для деталей из неметаллов — пластмасс, керамик или их сочетаний.
Для получения сварных соединений не требуется применения каких-либо специальных соединительных элементов (заклепок, накладок и т. п.). Образование неразъемного соединения в них обеспечивается за счет проявления действия внутренних сил системы. При этом происходит образование связей между атомами металла соединяемых деталей. Для сварных соединений характерно возникновение металлической связи, обусловленной взаимодействием ионов и обобществленных электронов.
Для получения сварного соединения недостаточно простого соприкосновения поверхностей соединяемых деталей. Межатомные связи могут установиться только тогда, когда соединяемые атомы получают некоторую дополнительную энергию, необходимую для преодоления существующего между ними определенного энергетического барьера. При этом атомы достигают состояния равновесия в действии сил напряжения и отталкивания. Эту энергию называют энергией активации. При сварке ее вводят извне путем нагрева (термическая активация) или пластического деформирования (механическая активация).
При этом атомы достигают состояния равновесия в действии сил напряжения и отталкивания. Эту энергию называют энергией активации. При сварке ее вводят извне путем нагрева (термическая активация) или пластического деформирования (механическая активация).
Сближение свариваемых частей и приложение энергии активации — необходимые условия для образования неразъемных сварных соединений.
В зависимости от вида активации при выполнении соединений различают два вида сварки — плавлением и давлением. При сварке плавлением детали по соединяемым кромкам оплавляют под действием источ ника нагрева. Оплавленные поверхности кромок с дополнительным присадочным металлом (при необходимости), образуют жидкую сварочную ванну. При охлаждении сварочной ванны жидкий металл затвердевает и образует сварной шов.
Сущность сварки давлением состоит в непрерывном или прерывистом совместном пластическом деформировании материала по кромкам свариваемых деталей. Благодаря пластической деформации и течению металла облегчается установление межатомных связей соединяемых частей. Для ускорения процесса применяют сварку давлением с нагревом. В некоторых способах сварки давлением нагрев может производиться до оплавления металла свариваемых поверхностей.
Для ускорения процесса применяют сварку давлением с нагревом. В некоторых способах сварки давлением нагрев может производиться до оплавления металла свариваемых поверхностей.
| Термины и определения основных понятий сварки металлов по ГОСТ2601-84 |
Все термины и основные понятия, связанные с производством сварных конструкций, согласно ГОСТ 2601-84 приведены в таблице 1.1.
| Термин | Определение |
| 1 | 2 |
| Сварка | Процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. |
| Виды сварки | |
| Ручная сварка | Выполняемая человеком с помощью инструмента, получающего энергию от специального источника |
| Механизированная сварка | Выполняемая с применением машин и механизмов, управляемых человеком |
| Автоматическая сварка | Выполняемая машиной, действующей по заданной программе, без непосредственного участия человека |
| Сварка плавлением | Осуществляемая местным сплавлением соединяемых частей без приложения давления |
| Наплавка | Нанесение посредством сварки плавлением слоя металла на поверхность изделия |
| Виды дуговой сварки | |
| Дуговая сварка | Плавлением, при которой нагрев осуществляется электрической дугой |
| Дуговая сварка плавящимся электродом | Выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом |
Таблица 1. 1 1 |
| 1 | 2 |
| Дуговая сварка неплавящимся электродом | Выполняемая нерасплавляющимся при сварке электродом |
| Дуговая сварка под флюсом | При которой дуга горит под слоем сварочного флюса |
| Дуговая сварка в защитном газе | При которой дуга и расплавляемый металл, а в некоторых случаях, и остывающий шов, находятся в защитном газе, подаваемой в зону сварки с помощью специальных устройств |
| Аргонодуговая сварка | При которой в качестве защитного газа используется аргон |
| Дуговая сварка в углекислом газе | При которой в качестве защитного газа используется углекислый газ |
| Импульсно-дуговая сварка | При которой дугу дополнительно питают импульсами тока по заданной программе |
| Ручная дуговая сварка | При которой возбуждаемая дуга, подача электрода и его перемещение проводятся вручную |
| Механизированная дуговая сварка | При которой подача плавящегося электрода или присадочного металла, или относительное перемещение дуги и изделия выполняются с помощью механизмов |
| Автоматическая дуговая сварка | Механизированная, при которой возбуждение дуги, подача плавящегося электрода или присадочного металла и относительное перемещение дуги и изделия осуществляется механизмами без непосредственного участия человека, в том числе и по заданной программе |
| Двухдуговая сварка | При которой нагрев осуществляется одновременно двумя дугами с раздельным питанием их током |
| Многодуговая сварка | При которой нагрев осуществляется одновременно двумя электродами с общим подводом сварочного тока |
| Многоэлектродная сварка | При которой нагрев осуществляется одновременно более чем двумя электродами с общим подводом сварочного тока |
| Дуговая сварка по флюсу | При которой на свариваемые кромки наносится слой флюса, толщина которого меньше дугового промежутка |
| Точечная дуговая сварка | Без перемещения электрода в плоскости, перпендикулярной его оси, в виде отдельных точек |
2
| Вибродуговая сварка Сварка лежачим электродом Сварка наклонным электродом Плазменная сварка |
Плавящимся электродом, который вибрирует, вследствие чего дуговые разряды чередуются с короткими замыканиями___________________________
При которой неподвижный покрытый электрод укладывается вдоль свариваемых кромок, а дуга перемещается по мере расплавления электрода
При которой покрытый электрод располагается наклонно вдоль свариваемых кромок, опираясь на них, и по мере расплавления движется под действием силы тяжести или пружины, а дуга перемещается вдоль шва
Плавлением, при которой нагрев проводится сжатой дугой
Сварные соединения и швы
| Сварное соединение |
Неразъемное соединение, выполненное сваркой
| Стыковое соединение |
Двух элементов, примыкающих руг к другу торцовыми поверхностями
Двух элементов, расположенных под углом и сваренных в месте примыкания их краев
В котором сваренные элементы расположены параллельно и частично перекрывают друг друга
| Тавровое соединение |
В котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента
| Торцевое соединение |
В котором боковые поверхности сваренных элементов примыкают друг к другу
| 1 | 2 | ||
| Сварная конструкция | Металлическая конструкция, изготовленная сваркой отдельных деталей | ||
| Сварной узел | Часть конструкции, в которой сварены примыкающие друг к другу элементы | ||
| Сварной шов | Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или пластической деформации, при сварке давлением или сочетания кристаллизации и деформации | ||
| Стыковой шов | Стыковое соединение | ||
| Угловой шов | Углового, нахлесточного или таврового соединений | ||
| Точечный шов | В котором связь между сваренными частями осуществляется сварными точками | ||
| Сварная точка | Элемент точечного шва, представляющий собой в плане круг или эллипс | ||
| Ядро точки | Зона сварной точки, металл которой подвергался расплавлению | ||
| Непрерывный шов | Без промежутков по длине | ||
| Прерывистый шов | С промежутками по длине | ||
| I] | ,епной прерывистый ш | ов | Двусторонний, у которого промежутки расположены по обеим сторонам стенки один против другого |
| II | Іахматньїй прерывист) | ый шов | Двусторонний, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны |
| Подварочный шов | Меньшая часть двустороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва | ||
| Прихватка | Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей | ||
| Монтажный шов | Выполняемый при монтаже конструкции | ||
| Валик | Металл сварного шва, наплавленный или переплавленный за один проход | ||
| Слой сварного шва | Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва |
2
| Корень шва |
Часть сварного шва, наиболее удаленная от его лицевой поверхности
Выпуклость сварного шва
Определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости
| Вогнутость сварного шва —————— |
Определяется расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости
| Толщина углового шва |
Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла
| Длина перпендикуляра, отпущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника_____________________ |
| Расчетная высота углового шва |
| Катет углового шва |
| Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части |
| J Ширина сварного шва |
| Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при варке плавлением_______________ |
Коэффициент формы сварного шва
Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине
Механическая неоднородность сварного соединения
Различие механических свойств отдельных участков сварного соединения
Мягкая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков
| 1 | 2 | |
| Твердая прослойка сварного соединения | Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков | |
| Разупрочненный участок сварного соединения | Участок зоны термического влияния, в котором произошло снижение прочности основного металла | |
| Контактное упрочнение мягкой прослойки | Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями | |
| Направление сварки | Направление движения источника теплоты вдоль продольной оси сварного соединения | |
| Обратноступеї | ічатая сварка У | Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва |
| Сварка блоками | Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них | |
| Сварка каскад 4^ | ом | Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть |
| Проход при сварке | Однократное перемещение в одном направлении источника теплоты при сварке и (или) наплавке | |
| Сварка напроход | Сварка, при которой направление сварки неизменно | |
| Сварка вразброс | Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине | |
| Сварка сверху вниз | Сварка плавлением в вертикальном положении, при которой варочная ванна перемещается сверху вниз | |
| Сварка снизу вверх | То же, но сварочная ванна перемещается снизу вверх | |
| Сварка на спуск | Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается сверху вниз |
| 1 | 2 |
| Сварка на подъем | То же, но сварочная ванна перемещается снизу вверх |
| Сварка углом вперед | Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки |
| Сварка углом назад | Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки |
| Сварка на весу | Односторонняя сварка со сквозным проплавлением кромок без использования подкладок |
| Сварка неповоротных стыков | Сварка по замкнутому контуру во всех пространственных положениях, при которой объект сварки неподвижен |
| Поддув защитного газа | Подача защитного газа к обратной стороне соединяемых частей для защиты их при сварке от воздействия воздуха |
| Разделка кромки | Придание кромкам, подлежащим сварке, необходимой формы |
| Скос кромки | Прямолинейный наклонный срез кромки, подлежащей сварке |
| Притупление кромки | Нескошенная часть торца кромки, подлежащей сварке |
| Угол скоса кромки | Острый угол между плоскостью скоса кромки и плоскостью торца |
| Угол разделки кромок с | Угол между скошенными кромками свариваемых частей |
| Зазор | Кратчайшее расстояние между кромками собранных для сварки деталей |
| Основной металл | Металл подвергающихся сварке соединяемых частей |
| Глубина проплавления | Наибольшая глубина расплавления основного металла в сечении шва или наплавленного валика |
| Сварочная ванна | Часть металла свариваемого шва, находящаяся при сварке плавлением в жидком состоянии |
| Кратер | Углубление, образующееся в конце валика под действием давления дуги и объемной усадки металла шва |
| Присадочный металл | Металл для введения в сварочную ванну в дополнение к расплавленному основному металлу |
| Наплавленный металл | Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл |
| Металл шва | Сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом |
| Провар | Сплошная металлическая связь между свариваемыми поверхностями основного металла, слоями и валиками сварного шва |
| Зона сплавления при сварке | Зона частичного оплавившихся зерен на границе основного металла и металла шва |
| Зона термического влияния при сварке | Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке и наплавке |
| Сжатая дуга | Дуга, столб которой сжат с помощью сопла плазменной горелки, потока газа или внешнего электромагнитного поля |
| Дуга прямого действия | Дуга, при которой объект сварки включен в цепь сварочного тока |
| Дуга косвенного действия | Дуга, при которой объект сварки не включен в цепь сварочного тока |
| Прямая полярность | Полярность, при которой электрод присоединяется к отрицательному полюсу источника питания дуги, а объект — к положительному |
| Обратная полярность | Полярность, при которой электрод присоединяется к положительному полюсу источника питания, а объект сварки — к отрицательному |
| Магнитное дутье | Отклонение дуги в результате действия магнитных полей или ферромагнитных масс при сварке |
| Осадка при сварке | Операция местной пластической деформации свариваемых частей при сварке с применением давления |
| 1 | 2 |
| Грат при сварке | Металл, выдавленный за счет осадки при сварке |
| Угар при сварке | Потери металла на испарение и окисление при сварке |
| Установочная длина свариваемых частей | Длина свариваемых частей, выступающих за зажимное приспособление при стыковой контактной сварке и сварке трением |
| Свариваемость | Металлический материал считается поддающимся сварке до установленной степени при данных процессах и для данной цели, когда сваркой достигается металлическая целостность при сопутствующем технологическом процессе, чтобы свариваемые детали отвечали техническим требованиям как в отношении их собственных качеств, так и в отношении их влияния на конструкцию, которую они образуют |
| Коэффициент расплавления | Коэффициент, выраженный отношением массы электрода, расплавленного за единицу времени горения дуги, к единице сварочного тока |
| Коэффициент наплавки при сварке | Коэффициент, выраженный отношением массы металла, наплавленного за единицу времени горения дуги, к единице сварочного тока |
| Коэффициент потерь при сварке | Коэффициент, выраженный отношением потерь металла при сварке на угар и разбрызгивание к массе расплавленного присадочного металла |
Как соединяют детали
Технологию производства сварочных соединений, включая их виды, размеры основных элементов и их условные обозначения на чертежах, устанавливает ГОСТ 5264-80. Чтобы правильно прочитать чертеж, предназначенный для сварки конструкции, надо ознакомиться с данным стандартом.
Чтобы правильно прочитать чертеж, предназначенный для сварки конструкции, надо ознакомиться с данным стандартом.
В соответствии с ГОСТом, при выполнении сварочных работ, могут применяться следующие виды соединений:
- стыковые;
- угловые;
- тавровые;
- нахлесточные.
О каждом из них стоит поговорить отдельно, поскольку выбор сварочного соединения и подготовка кромок заготовок напрямую влияют на качества шва.
Стыковые
Такое сварочное соединение характеризуется примыканием боковых поверхностей свариваемых деталей, находящихся в одной плоскости.
Существуют разновидности выполнения данной сварочной операции. Работа может выполняться без подготовки соединяемых поверхностей. При сваривании сравнительно тонкого листового материала, его края могут быть предварительно отбортованы, то есть, загнуты под углом 90 °C.
У более толстых заготовок для осуществления полного провара материала по толщине применяется скашивание кромок с одной или с двух сторон. Форма скоса кромок может быть прямолинейной или криволинейной.
Форма скоса кромок может быть прямолинейной или криволинейной.
Для удержания сварочной ванны в зоне шва, под свариваемые листовые заготовки иногда помещается плоская подкладка, которая после выполнения работ удаляется.
Сам шов при выполнении стыкового соединения может быть односторонним или двухсторонним.
Угловые
Это соединение применяют к деталям, не находящимся в одной плоскости, кромки которых расположены под некоторым углом друг относительно друга. Такие соединения также выполняются с предварительной подготовкой поверхностей, или без нее.
Подготовка заключается в скашивании соединяемых кромок разными способами, одна из плоскостей может быть отбортована. Сварные швы, в зависимости от конструктивных требований, односторонние или двухсторонние.
Тавровые
При тавровом соединении, кромка одной из свариваемых деталей присоединяется к поверхности другой детали под углом 90 °. Таким образом, поперечный разрез соединения имеет форму буквы «Т».
Для улучшения качества соединения применяются односторонние или двухсторонние скосы кромок присоединяемого элемента. Обработке подвергаются те детали, торцы которых привариваются к плоскостям других деталей.
Обработке подвергаются те детали, торцы которых привариваются к плоскостям других деталей.
Для лучшей проварки металла обычно при закреплении деталей обеспечивают наличие небольшого зазора между ними. Величина зазора составляет 2 – 3 мм.
Вообще, для каждой конкретной процедуры должна быть составлена технологическая карта операции, учитывающая все требования проекта собираемой конструкции.
Внахлест
Детали, соединяемые внахлест, накладываются одна на другую, находясь при этом в параллельных плоскостях. Швы выполняются с одной или с обеих сторон.
Производить скос кромок в этом случае не имеет смысла, так как торцевые участки и плоскости соединяемых деталей образуют вогнутый угол, хорошо удерживающий сварочную ванну и позволяющий выполнить прочный шов.
Конструктивные элементы сварных соединений
Форму разделки кромок и их сборку под сварку характеризуют три основных конструктивных элемента: зазор, притупление кромок и угол скоса кромки (рис. 11).
11).
Тип и угол разделки кромок; определяют количество необходимого электродного металла для заполнения разделки, а значит, и производительность сварки. Х-образная разделка кромок, по сравнению с V-образной, позволяет уменьшить объем наплавленного металла в 1,6-1,7 раза. Кроме того, такая разделка обеспечивает меньшую величину деформаций после сварки. При Х-образной и V-образной разделке кромки притупляют для правильного формирования шва и предотвращения образования прожогов.
Рис. 11. Конструктивные элементы разделки
кромок под сварку: а – угол разделки кромок; в -зазор; с – притупление; р – угол скоса кромок; 1 – без разделки кромок; 2-е разделкой кромок одной детали; ? – V-образная разделка; 4 – Х-образная разделка; 5 – U-образная разделка
Зазор при сборке под сварку определяется толщиной свариваемых металлов, маркой материала, способом сварки, формой подготовки кромок и др. Например, минимальную величину зазора назначают при сварке без присадочного металла небольших толщин (до 2 мм) или при дуговой сварке неплавящимся электродом алюминиевых-сплавов. При сварке плавящимся электродом зазор обычно составляет 0-5 мм, увеличение зазора способствует более глубокому противлению металла.
При сварке плавящимся электродом зазор обычно составляет 0-5 мм, увеличение зазора способствует более глубокому противлению металла.
Шов сварного соединения характеризуется основными конструктивными элементами в соответствии со существующими стандартами (рис. 12).
Рис. 12. Основные геометрические параметры сварных швов:
е – ширина; q– выпуклость; h– глубина провара; b– зазор; k– катет; S– толщина детали
Контрольные вопросы:
1. Какие конструктивные элементы характеризуют форму разделки кромок?
2. Какие формы разделки кромок вы знаете? Что обозначают V-, Х– и U-образные виды разделки кромок? Какую роль выполняет зазор при сборке под сварку? Что такое притупление кромок и для чего оно делается? Расскажите о конструктивных элементах сварного шва.
Другие классификации
В зависимости от протяженности шва сварочные соединения могут быть прерывистыми (стежками) и непрерывными. Последние используют для получения герметичной конструкции (трубы, различные емкости).
Последние используют для получения герметичной конструкции (трубы, различные емкости).
Меняя длину дуги, скорость сварки, глубину разделки, можно получать выпуклые и вогнутые сварочные соединения. Существует также нормальный вариант, когда соединение практически ровное, и шов не выступает над поверхностью, но и не образуем выемки.
Сварочные швы получают при различных положениях заготовки. В зависимости от этого они могут быть нижними (самое простое соединение), горизонтальными, вертикальными и потолочными (самый сложный вариант сварочных работ).
Расчеты
При проектировании различных конструкций, все технические параметры, включая применение определенного вида сварки, а также выбор способа соединения деталей, осуществляется на основании предварительного расчета. В первую очередь, производится расчет конструкции на прочность.
Исходными данными для этого служит моделирование нагрузок, которым будет подвергаться конструкция в процессе эксплуатации. Исходя из этого, выбирается материал и способ соединения отдельных элементов. Методы расчета каждого вида сварного соединения стандартизованы и унифицированы.
Исходя из этого, выбирается материал и способ соединения отдельных элементов. Методы расчета каждого вида сварного соединения стандартизованы и унифицированы.
При проведении расчетов на прочность сварных швов определяют характер, направления и величины нагрузок на участки соединения. Полученные величины сравнивают с максимально допустимыми значениями для применяемых материалов.
На основании их сравнения делают заключение о запасе прочности конструкции. Такой расчет производится многократно, отдельно для каждого варианта соединения, вида применяемой сварки и конструкционного материала. Только в случае правильного расчета можно получить надежное соединение.
Как работает сварка? — Welding Headquarters
Сварка представляет собой процесс плавления, при котором два или более различных металла и термопластичных компонентов соединяются вместе с помощью высокотемпературного тепла или давления, или того и другого. Это помогает комбинировать более мелкие и простые объекты для создания более сложных структур.
В процессе сварки детали соединяются путем расплавления присадочного материала (например, стали) в месте соединения. Комбинация достигается тремя основными методами: газовой сваркой, дуговой сваркой или лазерной сваркой.
В этом посте мы подробно рассмотрим, как работает сварка, процесс соединения разных деталей и основные виды сварки, которые используют профессионалы.
Основы сварки
Сначала вам нужно понять, что сварка отличается от пайки или пайки. При пайке наполнитель вжигается между двумя компонентами, которые плотно прилегают друг к другу. Только наполнитель сгорает и соединяется с обеими частями, образуя связь.
При сварке основные металлы или пластмассы также обжигаются, в результате чего они плавятся и соединяются с наполнителем, образуя более надежное и прочное соединение.
Различные типы сварки
Для сварки металлов, пластика или дерева используется более дюжины различных сварочных процессов. Их можно разделить на две широкие категории; сварка давлением и процессы нагрева.
В категории нагрева вы можете найти различные методы сварки, от более простого кислородно-топливного метода до высокотехнологичного процесса, включающего лазерную сварку.
Однако, когда дело доходит до практического и коммерческого применения, большинство сварщиков обычно используют только четыре типа сварки. К ним относятся MIG, TIG, дуговая сварка и дуговая сварка с флюсовой проволокой. Каждый тип сварки имеет определенные преимущества и недостатки, и сварщик должен иметь соответствующую подготовку, чтобы эффективно их использовать.
Как работает сварка
В этом руководстве мы сосредоточимся на процессе дуговой сварки плавлением. Он включает в себя различные подходы к применению дуги и типы соединений для получения требуемого соединения. Наиболее распространенными типами сварных соединений являются;
- Соединение встык: Образует соединение под углом 135-180° между двумя металлическими концами
- Соединение внахлестку: Этот сварной шов используется для углового соединения 0-5° между двумя перекрывающимися деталями
- Тройник: Может использоваться для соединения края одной детали с гранью другой детали под углом 5-90°
- Угловое соединение: Это соединение образует соединение под углом 30-135° между двумя металлическими кромками или концами
- Кромочное соединение: Общий сварной шов между кромками двух деталей, который может находиться под углом от 0 до 30°
В процессе сварки сварщики в основном работают с двумя типами материалов, на которые им необходимо обращать внимание.
- Исходный материал: Сюда входят несколько металлических деталей, которые соединяются вместе в процессе сварки.
- Наполнители или расходные материалы Материал: Это дополнительные материалы, которые нагреваются в дуге и наносятся на поверхность швов или под них для создания более прочного соединения.
Исходные материалы, используемые при сварке
Сварка может выполняться для различных материалов, включая металлы, пластмассы и даже дерево. Каждый из них требует различных температур и методов сварки.
Сварка металлов включает нагрев основного металлического материала , который затем плавится и соединяется с другими материалами для создания прочного сварного соединения. В рабочую зону подается высокая температура, которая создает ванну расплавленного материала, который охлаждается, образуя соединение. Обычно это соединение так же прочно, если не прочнее, чем сам исходный материал.
Защитный газ может использоваться для защиты расплавленной сварочной ванны и присадочного металла от загрязнения или окисления окружающей средой.
Помимо металлов, с помощью сварки можно также соединять пластмассы. Нагрев пластмассового исходного материала осуществляется в три этапа. Во-первых, площадь поверхности подготавливается и соединяется с помощью давления. Тепло применяется короткими, контролируемыми импульсами. Материалам дают остыть, в то время как к материалам продолжают прикладывать давление для создания сварного шва.
Методы нагрева можно разделить на внутренние и внешние в зависимости от конкретного процесса, используемого для сварки.
Деревянный основной материал также может быть соединен сваркой. Материалы подвергаются большому давлению, а затем нагреваются за счет линейного трения, которое создает тепло на поверхности для соединения заготовок вместе. Процесс сварки древесины выполняется довольно быстро и обеспечивает прочный конечный результат без использования клея или гвоздей.
Различные типы сварочных процессов
Сварка электродом, сварка МИГ и ВИГ являются наиболее распространенными методами дуговой сварки металлов. Давайте кратко рассмотрим каждый из этих методов здесь.
Как работает дуговая сварка?
Дуговая сварка защищенным металлом, также известная как сварка стержнем, представляет собой метод сварки, при котором электрод подается в точку сварки, где дуга плавит и соединяет металлы.
Сварочный пистолет состоит из сердечника проволоки, который предназначен для создания высокотемпературной дуги на кончике электрода. Дуга подводится близко к заготовке и быстро отводится, оставаясь при этом достаточно близко к области соединения, чтобы создать температуру, которая может достигать 6500°F для расплавления основного металла.
Для достижения наилучших результатов площадь поверхности расплавленного металла защищают от оксидов и нитратов, которые могут присутствовать в окружающей среде. Это делает электродуговую сварку идеальной для сварки трубопроводов, строительства, литья стали и ремонта тяжелого оборудования.
Метод сварки электродом является одним из самых дешевых и наименее затратных методов соединения металлических деталей. Это также один из самых портативных методов, поскольку сварочные пистолеты можно легко использовать в ограниченном пространстве. Защитный газ не используется при сварке электродом, в отличие от методов сварки TIG или MIG, и вы можете использовать сварку электродом, даже если вы находитесь на улице или работаете при сильном ветре или дожде.
Еще одним преимуществом является то, что электродную сварку можно использовать на грязных или слегка ржавых металлах. Это подходящий метод для проектов сварки, где вы просто не можете использовать методы TIG или MIG.
Однако у сварки электродом есть и недостатки. Во-первых, он имеет меньшую расходную эффективность, так как при сварке таким способом довольно много отходов присадочного материала. Оператор также должен обладать высокой квалификацией и эффективно работать на открытом воздухе или в ограниченном пространстве. Сварка стержнем также требует больше времени для выполнения сварочных проектов, и вам потребуется немного больше времени, чем другим методам, чтобы овладеть необходимыми навыками. Также сложнее использовать электродуговую сварку для сложных или деликатных проектов, требующих предельной точности или эффективности.
Сварка стержнем также требует больше времени для выполнения сварочных проектов, и вам потребуется немного больше времени, чем другим методам, чтобы овладеть необходимыми навыками. Также сложнее использовать электродуговую сварку для сложных или деликатных проектов, требующих предельной точности или эффективности.
Метод дуговой сварки существует уже давно и обычно считается устаревшим по сравнению с методами защиты от старения MIG или TIG. Этот процесс требует большого количества ручных операций, что усложняет его для новых методов. Однако этот процесс необходим в некоторых ситуациях, когда трудно использовать сварку TIG или MIG из-за положения или угла наклона материалов или типа используемых материалов.
Сварка стержнем — очень недорогое решение, не требующее больших инвестиций в дорогостоящее оборудование. Качество окончательного сварного шва может быть не самым лучшим, в основном потому, что этот метод допускает только неглубокое проплавление, образование трещин и пористость. Соединения, сваренные стержнем, также более уязвимы к суровым погодным условиям.
Соединения, сваренные стержнем, также более уязвимы к суровым погодным условиям.
Как работает сварка MIG?
Сварка MIG, также известная как газовая дуговая сварка металлическим электродом (GMAW), включает в себя непрерывный электрод, проходящий через сварочный пистолет, который нагревается и соединяет металлы. Оператору MIG необходимо нажать курок на горелке, чтобы подать расходуемый электрод к заготовке.
Этот метод сварки создает дугу между основным материалом и пистолетом, который нагревает материал до тех пор, пока он не достигнет точки плавления. Лужа расплавленных кусков — это то, что позволяет соединять разные металлы друг с другом.
Сварку MIG можно использовать для широкого спектра металлов, включая нержавеющую сталь, углеродистую сталь, медь, магний, никель, алюминий и кремнистую бронзу.
Основное преимущество сварки методом MIG заключается в том, что она снижает потери благодаря более эффективной подаче электрода к заготовке. Это снижает потребность в очистке сварного шва, снижает подвод тепла к рабочей зоне и уменьшает количество дыма во время сварки.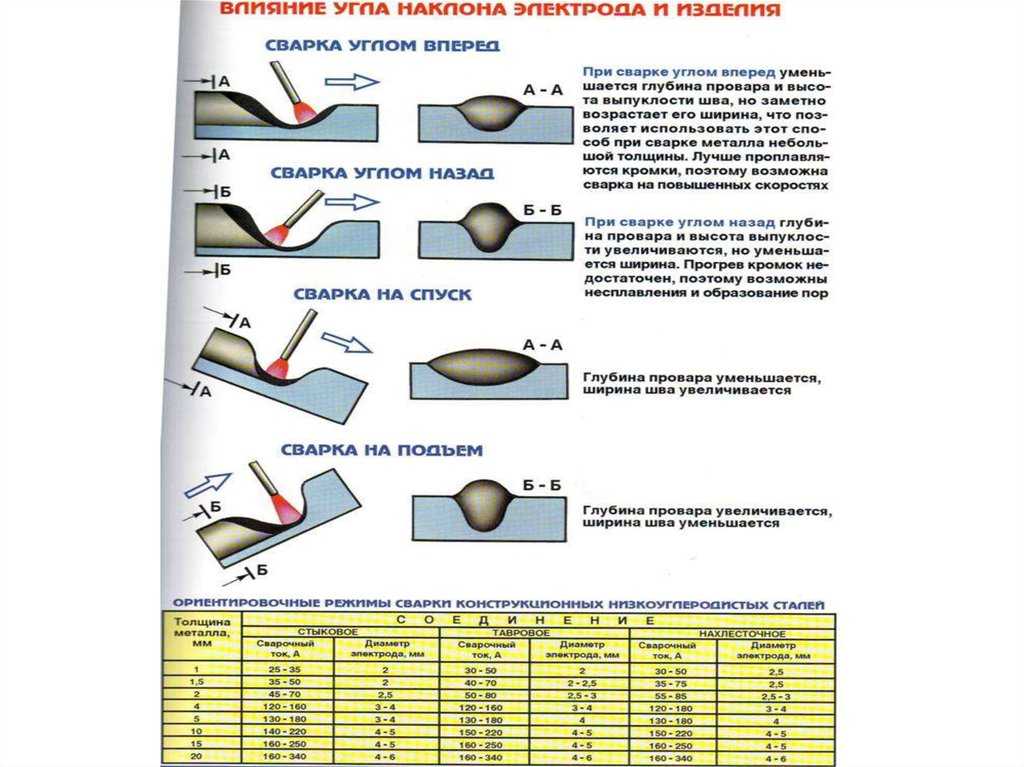 Что еще более важно, сварка MIG — это самый простой для изучения метод сварки, что делает его вполне подходящим для начинающих или энтузиастов-любителей.
Что еще более важно, сварка MIG — это самый простой для изучения метод сварки, что делает его вполне подходящим для начинающих или энтузиастов-любителей.
Если посмотреть на недостатки, то у сварки MIG есть некоторые проблемы. Во-первых, вам нужен внешний защитный газ для электрода. Сварочные аппараты MIG также имеют достаточно высокую стоимость и требуют для работы дополнительного оборудования. Положения и рабочие углы для сварки ограничены. Например, вы не можете использовать эту технику для потолочной или вертикальной сварки. Вы также не можете эффективно выполнять прихваточные швы с более толстыми материалами. Наконец, чтобы успешно использовать этот метод сварки, все поверхности заготовки должны быть очищены от грязи и ржавчины.
Для эффективной сварки MIG необходимо правильно отрегулировать параметры мощности в соответствии с толщиной материала. Скорость сварки также является важным фактором, влияющим на проплавление и прочность сварного шва. Если вы уменьшите скорость доставки электрода, вы сможете увеличить проникновение в металл. Вы можете использовать различные калькуляторы для сравнения различных настроек, необходимых для мощности сварки в конкретном проекте.
Вы можете использовать различные калькуляторы для сравнения различных настроек, необходимых для мощности сварки в конкретном проекте.
Защитный газ является важным фактором, который следует учитывать при сварке MIG. Для сварки MIG требуется внешняя подача защитного газа, который покрывает электрод и защищает его от внешней среды. Наиболее часто используемыми газами при сварке MIG являются аргон, гелий, кислород и углекислый газ. Каждый из них предоставляет свои уникальные преимущества.
Двуокись углерода (CO2) является наиболее распространенным реактивным газом, используемым при сварке MIG. Как правило, это самый дешевый из используемых защитных газов. Кроме того, это единственный защитный газ, который можно использовать в чистом виде без добавления другого инертного газа. Именно поэтому CO2 является самым популярным защитным газом.
Многие профессиональные сварщики также используют смесь, состоящую из 75–95 процентов аргона и 5–25 процентов CO2. Эта комбинация обеспечивает более желательную стабильность дуги и контроль над сварочной ванной, что вызывает меньшее разбрызгивание, чем чистый CO2.
Сварка MIG чаще всего используется в автомобильной промышленности. Сварка MIG создает прочный сварной шов, способный эффективно выдерживать огромные нагрузки. Автомобильный ремонт и строительство обычно требуют прочности и универсальности, и сварка MIG вполне подходит для этой цели. Другие распространенные области, в которых используется сварка MIG, включают робототехнику, брендинг, строительство и морскую промышленность.
Как работает сварка TIG?
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как сварка Heliarc, — это еще один известный процесс сварки, в котором неплавящийся вольфрамовый электрод используется для нагрева и расплавления основного основного металла. Поскольку вольфрам имеет очень высокую температуру плавления, электрод не растворяется при сильном нагреве, необходимом для создания металлических соединений.
Это устраняет необходимость в присадочных материалах, необходимых при сварке MIG. Комбинация металлов достигается просто за счет электродной дуги. Однако вы можете добавить внешний присадочный стержень в расплавленную ванну, чтобы создать сварной шов, улучшающий механические свойства металла. Использовать наполнитель или нет, зависит от типа проекта, над которым вы работаете.
Однако вы можете добавить внешний присадочный стержень в расплавленную ванну, чтобы создать сварной шов, улучшающий механические свойства металла. Использовать наполнитель или нет, зависит от типа проекта, над которым вы работаете.
Основное преимущество метода сварки TIG заключается в том, что он позволяет работать с очень тонкими или хрупкими материалами. Не создает большого количества брызг или металлических отложений на сварном шве. TIG производит высококачественные, чистые сварные швы, а сварные швы обеспечивают очень эстетичный внешний вид. Металлические соединения прочны и эффективны, предлагая тот же уровень прочности, что и основной материал.
У сварки TIG есть и недостатки. Во-первых, это высокая стоимость. Оборудование TIG довольно дорогое и может не подойти сварщикам, работающим неполный рабочий день. Для защиты электрода требуется внешний защитный газ, что дорого и сложно в обращении. Этот метод имеет более высокую кривую обучения, чем сварка MIG. Сварщики TIG должны быть квалифицированными операторами. Если вы не используете дополнительный наплавляемый материал, сварка TIG может быть не такой прочной, как сварка MIG, усиленная дополнительными металлическими наплавками.
Если вы не используете дополнительный наплавляемый материал, сварка TIG может быть не такой прочной, как сварка MIG, усиленная дополнительными металлическими наплавками.
Как и в случае сварки MIG, вам понадобится внешний источник газа, обычно смесь аргона, гелия и углекислого газа. Сварка TIG чаще всего используется в трубопроводных системах, аэрокосмической сварке и сварке мотоциклов или велосипедов.
Метод сварки TIG в наши дни стал довольно популярным среди сварщиков. Это связано с тем, что сварка TIG обеспечивает чистую и гладкую поверхность. Он обеспечивает более высокую степень чистоты конечного продукта, чем любой другой метод сварки. TIG чаще всего используется для сварки металлических деталей из нержавеющей стали. Однако он также подходит для других металлов, включая алюминий, медь, магний, никель и т. д.
Сварка ВИГ обычно используется в отраслях, где в изделиях преобладают цветные металлы. Сюда входят такие отрасли, как производство труб, автомобилей и велосипедов, а также ремонт и техническое обслуживание различных типов инструментов, изготовленных из алюминия, меди, магния и нержавеющей стали.
Роль флюса и защитного газа при сварке
Флюс обычно используется при сварке MIG для получения защитного газа, защищающего дугу. Это химическое покрытие, покрывающее присадочный стержень, которое сгорает во время работы электрода. При сгорании флюса выделяется защитный газ, который предотвращает окисление основы сварного шва и присадочного материала.
Флюс может быть изготовлен из самых разных соединений в зависимости от области применения и присадочного материала, используемого при сварке. Он предлагает много преимуществ для процесса сварки.
Флюс в основном используется для защиты основания металлического шва и присадочного материала от кислорода и других окружающих газов, присутствующих в окружающей среде. Он создает барьер, называемый защитным газом, защищая дугу и сварочную ванну от воздействий окружающей среды. Flux создает более чистую среду для существования и работы дуги внутри.
При сварке TIG защитный газ подается непосредственно на поверхность сварного шва, чтобы защитить новое металлическое соединение от загрязнений. Эти примеси, также известные как включения, могут загрязнять металл и создавать пористость, ослабляющую соединение.
Эти примеси, также известные как включения, могут загрязнять металл и создавать пористость, ослабляющую соединение.
И последнее, но не менее важное: защитный газ регулирует дугу, помогая ей нагреться до более высокой температуры, чтобы образовалась лужа жидкого металла.
4 Общие методы сварки при изготовлении металлоконструкций — MSI Structural Steel
Технологии сварки
Сварка — это основной процесс изготовления металла, который широко используется в производственной и строительной отраслях.
Сварщики могут преобразовывать различные типы металлов в уникальные формы и продукты, которые они себе представляют.
Тип свариваемого металла часто определяет метод сварки, который будет использоваться для получения наилучшего возможного результата.
Как и любой другой специализированный навык, искусство сварки нужно освоить.
В большинстве случаев сварки при изготовлении металлов используются обычные металлы, такие как сталь, железо, алюминий, медь и другие металлы, которые можно соединять с помощью различных методов сварки.
Не существует единого процесса сварки, подходящего для всех применений.
Важно учитывать следующие факторы при выборе метода сварки для изготовления металла:
- Тип металла
- Толщина металла
- Размер сварочного проекта
- Как должны выглядеть сварные швы
- Ваш общий бюджет
- Сварка в помещении или на открытом воздухе
Чтобы понять различные типы сварки, мы рассмотрим четыре наиболее распространенных метода сварки, используемых в производстве металлов:
Различные типы сварки
Сварка электродуговой или дуговой сваркой (SMAW)
Сварка электродом , также известная как дуговая сварка защитным металлом, является одним из самых простых и широко используемых методов сварки при изготовлении металлов. В этом методе сварки используется плавящийся электрод, вырабатывающий электрический ток. При контакте со сталью, железом или любым другим тяжелым металлом, который подвергается сварке, он создает электрическую дугу, которая создает температуру до 6500 градусов по Фаренгейту.
Этот вид сварки может выполняться на металлах, не прошедших предварительную очистку, и достаточно эффективен при работе с ржавыми металлами, что позволяет сварщикам тратить меньше времени. Однако при использовании этого метода сварки важно использовать правильную силу тока для толщины свариваемого металла. Работа с тонкими металлами может усложнить процесс и потребовать присутствия опытного и высококвалифицированного сварщика.
Ручная или дуговая сварка в основном подходит для тяжелых металлов, таких как железо и сталь, размером от 4 мм и выше. Являясь одним из наиболее распространенных методов сварки, электродуговая сварка в основном используется для ремонта тяжелого металлического оборудования, сварки трубопроводов, монтажа металлоконструкций, а также металлоконструкций в производственной и строительной отраслях. Изучение правильной процедуры дуговой сварки важно для обеспечения надлежащего сварного шва.
Сварка МИГ (GMAW)
В отличие от метода электродуговой сварки, в дуговой сварке металлическим газом (GMAW) используется пистолет, в который постоянно подается расходуемый электрод. В этом методе используется внешний газ для защиты свариваемого металла от различных факторов окружающей среды, таких как кислород, что делает процесс сварки быстрым и непрерывным. Этот метод производит меньше сварочного дыма и прост в освоении, требует меньшего подвода тепла и имеет высокую эффективность электрода.
В этом методе используется внешний газ для защиты свариваемого металла от различных факторов окружающей среды, таких как кислород, что делает процесс сварки быстрым и непрерывным. Этот метод производит меньше сварочного дыма и прост в освоении, требует меньшего подвода тепла и имеет высокую эффективность электрода.
Однако поиск подходящего оборудования для сварки в среде инертного газа (MIG) может быть дорогостоящим. Этот метод сварки не эффективен для толстых металлов, но хорошо подходит для таких металлов, как магний, нержавеющая сталь, алюминий, кремниевая бронза, никель и медь. Он широко используется в строительстве, ремонте автомобилей, металлообработке, сантехнике, робототехнике и морском ремонте. Для создания высококачественных сварных швов металл необходимо очистить перед любой сваркой при изготовлении металлоконструкций.
Это можно легко сделать путем шлифовки металла, чтобы удалить краску, ржавчину или растворитель, которые могли скопиться на металле. Если у вас нет металлической шлифовальной машины, вы также можете использовать моющее средство, растворитель и воду, чтобы удалить жир, который присутствует на металле. После очистки металла и начала сварки важно убедиться, что сварочная горелка не касается свариваемого металла. В этом распространенном методе сварки следует использовать зигзагообразный рисунок, чтобы обеспечить сварку обеих сторон металлического соединения.
После очистки металла и начала сварки важно убедиться, что сварочная горелка не касается свариваемого металла. В этом распространенном методе сварки следует использовать зигзагообразный рисунок, чтобы обеспечить сварку обеих сторон металлического соединения.
Сварка ВИГ (GTAW)
Сварка ВИГ, также известная как Дуговая сварка вольфрамовым электродом в среде защитного газа, использует вольфрамовые стержни для создания четкого и аккуратного сварного шва, который визуально привлекателен. View PostДля качественного сварного шва металл необходимо тщательно очистить. Также важно выбрать электрод наименьшего возможного размера при выполнении сварки, чтобы свести к минимуму вероятность загрязнения. При использовании метода сварки TIG для разных металлов необходимо использовать дугу разной длины.
Для качественной работы сварщики должны использовать максимально короткую длину дуги. В отличие от других методов сварки, этот метод может занимать много времени и быть сложным, а также требует высокого уровня внимания и навыков для совершенствования техники и выполнения работы на самом высоком уровне. Также требуется внешний защитный газ. Хотя сварка TIG может быть одной из самых сложных из всех распространенных технологий сварки, используемых в производстве металлов, она обеспечивает высококачественный сварной шов и может использоваться для сварки практически любого типа металла.
Также требуется внешний защитный газ. Хотя сварка TIG может быть одной из самых сложных из всех распространенных технологий сварки, используемых в производстве металлов, она обеспечивает высококачественный сварной шов и может использоваться для сварки практически любого типа металла.
Из-за высокого уровня навыков, необходимых для овладения сваркой TIG, многие сварочные и металлообрабатывающие компании находятся в постоянном поиске профессиональных и опытных сварщиков TIG. Сварка TIG наиболее подходит для сварки транспортных средств, аэрокосмической сварки, производства велосипедов, производства мотоциклов, труб и трубопроводов, а также для высокоточных сварных швов.
Дуговая сварка порошковой проволокой
Этот метод сварки почти аналогичен методу сварки MIG в том, что касается общего процесса сварки и используемого оборудования. Этот метод сварки при изготовлении металлов требует наличия электрода, содержащего флюс, и постоянного напряжения. Также требуется защитный газ, который используется для защиты поверхности сварки от любых атмосферных загрязнений. Это быстрый процесс сварки, который можно использовать для различных типов металлов.
Это быстрый процесс сварки, который можно использовать для различных типов металлов.
Процесс дуговой сварки с флюсовой проволокой является более дорогостоящим, чем другие методы сварки. Этот метод быстро стал надежной альтернативой экранной сварке. Благодаря высокой скорости сварки и портативности этот полуавтоматический дуговой сварочный аппарат широко используется в строительных проектах, связанных с изготовлением металлоконструкций, ремонтом тяжелого оборудования и монтажом металлоконструкций. Этот распространенный метод сварки эффективен при сварке толстых металлов.
Выбор правильной технологии сварки
За последние несколько лет методы сварки претерпели значительные изменения, что привело к появлению множества более инновационных методов сварки. В связи с этим необходимо, чтобы сварщики понимали различные типы методов сварки, чтобы они могли знать, какой из них подходит для работы. Металлообрабатывающие компании, скорее всего, определят, кого нанять, в зависимости от уровня знаний, которыми они обладают в процессах сварки.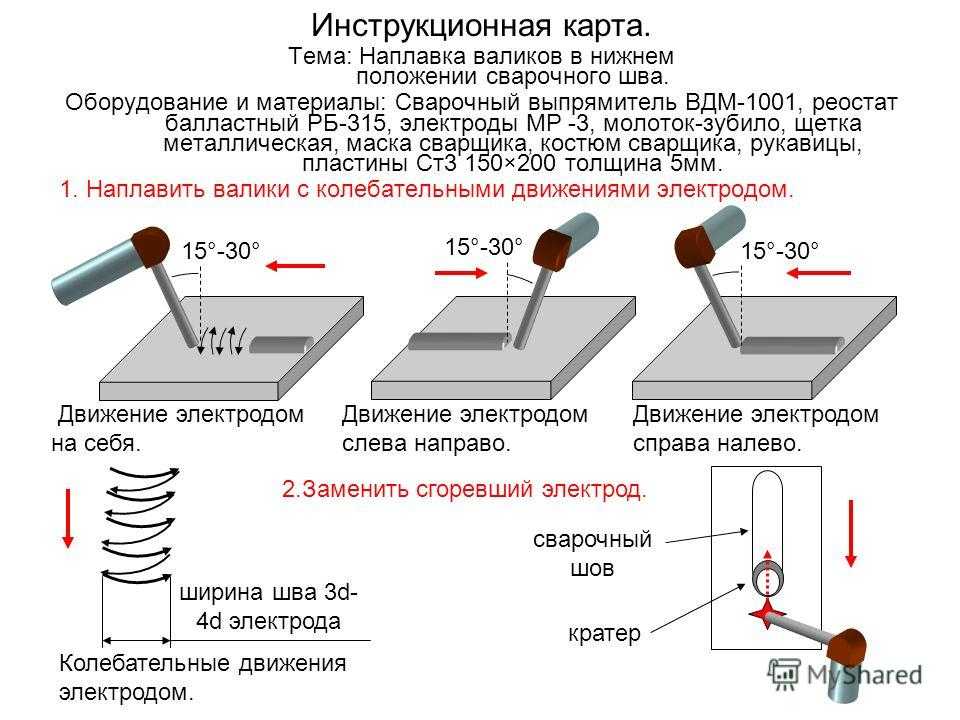 У каждого метода сварки есть свои плюсы и минусы, поэтому важно не торопиться, прежде чем выбрать наиболее подходящий процесс для ваших задач сварки.
У каждого метода сварки есть свои плюсы и минусы, поэтому важно не торопиться, прежде чем выбрать наиболее подходящий процесс для ваших задач сварки.
Покупка подходящего оборудования
При покупке сварочного оборудования важно учитывать ваши потребности в металлообработке. Сварщик, возможно, является вашей самой большой статьей расходов, поэтому убедитесь, что вы покупаете самое лучшее качество, которое вы можете себе позволить. Тип сварочного аппарата, который вы собираетесь купить, зависит от того, хотите ли вы простой сварочный аппарат с подачей проволоки для обычных работ с металлом или аппарат, специально разработанный для промышленного изготовления металлов. Вам также необходимо купить подходящую сварочную проволоку для вашего сварочного аппарата.
Другое оборудование, которое вам понадобится, включает подходящий защитный газ, сварочную тележку для увеличения мобильности, карбидную или шиловидную чертилку для разметки линий разреза, магнитный угольник или угловой зажим для закрепления соединений, угловую шлифовальную машину для выравнивания, снятия фаски или шлифовка сварных швов, отбойный молоток или проволочная щетка для очистки от брызг и шлака, а также сварочные клещи для удаления брызг из сопла сварочного пистолета и обрезки сварочной проволоки.
Безопасность превыше всего
Независимо от того, какой метод сварки используется, сварочные процессы подвергают всех одинаковым опасностям. Обеспечение безопасности сварки является критически важным компонентом в любой службе изготовления металлоконструкций. Если вы занимаетесь сварочными работами или отвечаете за безопасность в компании по производству металлоконструкций или в фирме, занимающейся производством стальных конструкций, важно выделить основные правила техники безопасности для всех работников.
- См. руководство по эксплуатации сварочного аппарата, в котором содержатся важные указания по технике безопасности и информация. Руководство также содержит важные процедуры, касающиеся использования машины.
- Убедитесь, что вы застегнуты во время сварки. Любая открытая кожа может подвергаться повреждающему и болезненному воздействию инфракрасных и ультрафиолетовых лучей. Открытые карманы или не полностью застегнутые манжеты брюк могут незаметно тлеть, когда сварщик работает под защитным капюшоном.
- Носите правильное защитное снаряжение. Сюда входят защитные очки, промышленный шлем с автоматическим затемнением, кожаный фартук, защитные сварочные перчатки, джинсовые брюки без манжет и кожаная обувь.
- Безопасность органов дыхания также важна при сварке. Дым и пары, выделяющиеся при сварке металлоконструкций, могут представлять опасность для здоровья. Убедитесь, что вы можете свободно дышать, и избегайте работы в замкнутых пространствах, где могут скапливаться пары, делающие воздух непригодным для дыхания. Некоторые сварочные работы требуют, чтобы вы надевали рекомендуемые респираторы во время сварки. Важно ознакомиться с техническими данными сварочных электродов производителя для правильных процедур.
- Также важно избавиться от беспорядка в зоне сварки. Четко обозначьте или обозначьте место для каждой единицы сварочного оборудования. Зона сварки должна содержать только необходимые инструменты и оборудование, которые использует оператор.

Заключение
По мере роста мирового строительства потребность в квалифицированных специалистах по сварке будет продолжать расти.
По мнению отраслевых экспертов MSI, ведущей компании по производству металлоконструкций в Лос-Анджелесе, 80% компаний, занимающихся производством металлоконструкций, не могут найти достаточно квалифицированных специалистов по сварке, соответствующих их потребностям.
Ожидается, что в следующем десятилетии спрос на компании, которые специализируются на сварочных услугах и, в частности, обладают необходимыми навыками, необходимыми для понимания общих методов сварки, упомянутых выше, вырастет на 26%.
MSI — ваш надежный партнер, предлагающий полный спектр услуг по изготовлению металлоконструкций и поставкам стали и алюминия в Лос-Анджелесе и его окрестностях.
Уже более 55 лет мы предлагаем комплексные решения по изготовлению металлоконструкций для наших клиентов в жилом, промышленном и коммерческом секторах.
Если вы хотите обсудить свой сварочный проект или у вас есть вопросы, свяжитесь с нами сегодня.
Проверки безопасности, которые каждый сварщик должен выполнять ежедневно
03 июн 2013
Сварка является чрезвычайно фундаментальным аспектом строительства или любого металлообрабатывающего проекта, и поистине удивительно, насколько далеко продвинулась технология за эти годы. Было достигнуто много достижений с точки зрения возможностей и эффективности, а также общей безопасности. Однако, несмотря на то, что в плане безопасности были достигнуты большие успехи, сварка по-прежнему сопряжена с неотъемлемыми опасностями. Хорошей новостью является то, что безопасность находится на переднем крае внимания сварщиков, и они могут многое сделать, чтобы свести к минимуму риск для себя, коллег и имущества. Давайте рассмотрим некоторые из основных проверок безопасности, которые каждый сварщик должен выполнять ежедневно, чтобы избежать опасности.
Было достигнуто много достижений с точки зрения возможностей и эффективности, а также общей безопасности. Однако, несмотря на то, что в плане безопасности были достигнуты большие успехи, сварка по-прежнему сопряжена с неотъемлемыми опасностями. Хорошей новостью является то, что безопасность находится на переднем крае внимания сварщиков, и они могут многое сделать, чтобы свести к минимуму риск для себя, коллег и имущества. Давайте рассмотрим некоторые из основных проверок безопасности, которые каждый сварщик должен выполнять ежедневно, чтобы избежать опасности.
Меры безопасности, которые необходимо предпринять перед сваркой
Перед тем, как прикасаться к сварочному аппарату, необходимо выполнить ряд очень важных проверок безопасности, которые вы всегда должны выполнять в первую очередь. Эти меры безопасности могут показаться здравыми, но со временем о них легко забыть или начать игнорировать, потому что сама сварка может начать казаться рутиной. Вот почему крайне важно приучить себя делать эти шаги ежедневной частью вашего рабочего графика.
Знай свое оборудование
Как мы уже говорили выше, технология сварки прошла долгий путь за эти годы. Это означает, что со временем в оборудование вносились незначительные изменения. На самом деле, даже когда выходит новый сварочный аппарат, функционирующий по существу так же, как и его предшественники, весьма вероятно, что в него будут внесены хотя бы некоторые незначительные изменения, о которых должен знать сварщик. Таким образом, даже если вы очень опытный сварщик, всегда старайтесь полностью ознакомиться с конкретным аппаратом, который вы будете использовать, прежде чем начать.
Оцените свое оборудование
Со временем шланги могут начать протекать, а проводка может стать оголенной или изношенной. Когда это происходит, шансы на аварию возрастают в геометрической прогрессии, и все же этот тип общего износа является одной из самых простых вещей, которые люди могут не заметить. Может показаться, что ваша машина находится в полной безопасности, если вы только что использовали ее накануне, но вместо того, чтобы сразу же прыгать на нее, вы должны поставить перед собой задачу каждый раз, когда вы собираетесь сваривать, визуально осматривать все, прежде чем начало.
Проверьте свое рабочее место
По своей природе сварка производит опасные пары. Эти пары могут быть чрезвычайно опасны для рабочих и других лиц, находящихся в этом районе, и очень важно, чтобы люди не подвергались их воздействию в течение длительного периода времени. Вот почему очень важно перед началом работы убедиться, что помещение для сварки хорошо проветривается. Если вы не проводите сварку в открытом, естественно хорошо проветриваемом помещении, вы должны быть уверены, что на месте есть функционирующая механическая система вентиляции, которая будет удалять опасные пары.
Также крайне важно, чтобы вы оценили свое рабочее место, чтобы определить, является ли оно безопасной средой для сварки. Убедитесь, что поблизости нет легковоспламеняющихся материалов. Например, во многих магазинах и на предприятиях одним из потенциальных виновников является обезжиривающий растворитель. Это вещество, безусловно, играет важную роль, но вы должны быть уверены, что в вашей рабочей зоне не осталось никаких остатков, прежде чем приступить к сварке.
Учитывайте материал, который вы будете сваривать
Очень важно знать, с каким материалом вы будете иметь дело, прежде чем приступать к сварке. Это не только повлияет на сам процесс сварки, но вы можете иметь дело с чем-то более опасным или сложным, чем вы думаете. Например, есть ли у свариваемого изделия какое-либо покрытие поверхности, которое может быть легковоспламеняющимся или выделять токсичные газы? Не подвергалась ли поверхность сварки воздействию легковоспламеняющихся химикатов, которые могли оставить след? Помните, что перед тем, как приступить к сварке, вы должны убедиться, что ваша сварочная поверхность действительно безопасна для сварки.
Предусмотреть меры предосторожности на случай чрезвычайной ситуации
Невозможно полностью спланировать и предвидеть аварию. Если бы вы могли точно знать, что произойдет авария, то, очевидно, вы могли бы предотвратить ее в первую очередь. Из-за их неожиданного характера очень важно подготовиться к чрезвычайной ситуации еще до того, как она возникнет. Это означает знать, где находится ближайший огнетушитель, где находятся пожарная сигнализация и пожарные выходы, а также обеспечить надежный доступ к телефону, которым можно воспользоваться в экстренной ситуации. Вы также должны знать обо всех протоколах безопасности и чрезвычайных ситуациях, которые действуют на вашем конкретном рабочем месте.
Это означает знать, где находится ближайший огнетушитель, где находятся пожарная сигнализация и пожарные выходы, а также обеспечить надежный доступ к телефону, которым можно воспользоваться в экстренной ситуации. Вы также должны знать обо всех протоколах безопасности и чрезвычайных ситуациях, которые действуют на вашем конкретном рабочем месте.
Информируйте других о своей работе
Вспышка от сварки может нанести серьезный и болезненный вред человеческому глазу. Искры и пары также представляют значительный риск. При надлежащей подготовке человек, выполняющий сварочные работы, должен быть готов к этим опасностям и должен быть готов безопасно встретить их. Однако это, скорее всего, не относится к тому, кто случайно проходит мимо, пока вы свариваете. Чтобы защитить ваших коллег и других посетителей на рабочем месте от этих опасностей, обязательно предупредите людей перед началом сварки, чтобы они могли очистить зону или принять необходимые меры предосторожности.
Меры безопасности при сварке
После того, как вы выполнили все перечисленные выше действия, можно приступать к сварке.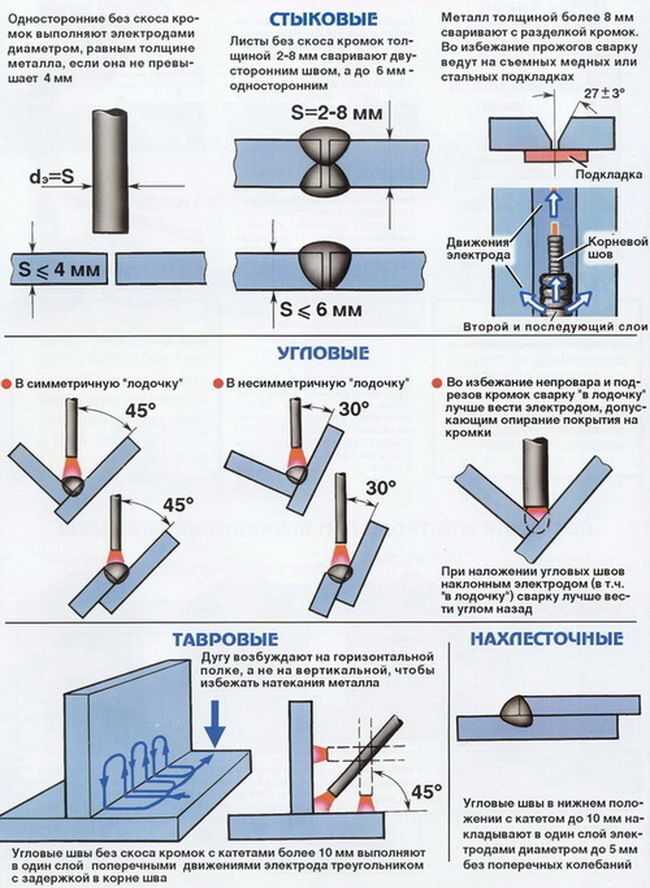 Однако. безопасная сварка включает в себя гораздо больше, чем просто сама сварка. Есть еще несколько вещей, которые вы должны сделать, чтобы свести к минимуму риск.
Однако. безопасная сварка включает в себя гораздо больше, чем просто сама сварка. Есть еще несколько вещей, которые вы должны сделать, чтобы свести к минимуму риск.
Носите надлежащее защитное снаряжение
Возможно, самым важным компонентом является ношение надлежащего защитного снаряжения. Это включает в себя подходящую сварочную маску, которая защитит ваши глаза от вспышки, а также защитит ваше лицо, волосы и кожу от искр, брызг и другого опасного мусора. Вы также должны носить огнеупорный фартук и огнеупорные перчатки. Не забывайте и о ногах. Во избежание болезненных и опасных травм следует носить обувь с высоким голенищем или сапоги, которые полностью закрывают и защищают ваши ноги. Наконец, не забудьте надеть сухую, правильно подобранную одежду. Одежда также должна быть в хорошем состоянии, без потертостей и потертостей.
По возможности защитите других арочным щитом
Как мы уже говорили выше, важно уведомить всех коллег и других людей, находящихся в непосредственной близости, о том, что вы собираетесь начать сварку, прежде чем приступить к ней. Тем не менее, все еще существует вероятность того, что во время вашей работы может прийти новый человек или что кто-то, кого вы предупредили, может случайно забыть и посмотреть на ваше рабочее место. Крайне важно обязательно использовать арочный щит, чтобы обеспечить дополнительный уровень защиты для этих людей.
Тем не менее, все еще существует вероятность того, что во время вашей работы может прийти новый человек или что кто-то, кого вы предупредили, может случайно забыть и посмотреть на ваше рабочее место. Крайне важно обязательно использовать арочный щит, чтобы обеспечить дополнительный уровень защиты для этих людей.
Никогда не смотрите на вспышку и всегда пользуйтесь шлемом
Это должно быть здравым смыслом для всех, кто знаком со сваркой. Однако, учитывая высокую степень риска, связанного с несоблюдением этих мер безопасности, стоит еще раз повторить: никогда не смотрите на вспышку без защиты и всегда используйте свой шлем. Помните также, что шлем защищает не только ваши глаза; он защищает все ваше лицо в целом.
Используйте шлем и положение головы, чтобы свести к минимуму вдыхание дыма
Как мы уже говорили выше, пары, образующиеся при сварке, токсичны, и их длительное воздействие опасно для здоровья человека. Вот почему важно сделать все возможное, чтобы свести к минимуму вдыхание дыма во время сварки. Одна из хороших стратегий — попытаться использовать свой шлем и положение головы таким образом, чтобы избежать вдыхания дыма от сварки. Для этого держите голову подальше от шлейфа и старайтесь держаться сзади и в стороне от работы. Однако, если это невозможно или недостаточно для вашей защиты, вам также следует использовать дыхательные аппараты под шлемом.
Одна из хороших стратегий — попытаться использовать свой шлем и положение головы таким образом, чтобы избежать вдыхания дыма от сварки. Для этого держите голову подальше от шлейфа и старайтесь держаться сзади и в стороне от работы. Однако, если это невозможно или недостаточно для вашей защиты, вам также следует использовать дыхательные аппараты под шлемом.
Избегайте наматывания кабеля электрода на тело
Во время сварки кабель электрода может случайно намотаться на руку, ногу или другую часть тела. Может даже возникнуть соблазн сделать это время от времени для удобства. Однако это делает сварку намного более опасной и увеличивает риск несчастного случая. Вместо этого всегда избегайте наматывания кабеля электрода вокруг какой-либо части тела.
Заземлите раму вашего оборудования и свариваемый металл
Помните, что сварка представляет значительную опасность поражения электрическим током, и очень важно минимизировать этот риск, насколько это возможно. Один важный шаг, который необходимо сделать, — всегда заземлять как корпус самого сварочного оборудования, так и металл, который вы свариваете. Никогда не начинайте сварку, если этот шаг не был выполнен, и немедленно останавливайтесь, если что-то перестало заземляться.
Никогда не начинайте сварку, если этот шаг не был выполнен, и немедленно останавливайтесь, если что-то перестало заземляться.
Меры предосторожности после сварки
В конце долгой сварочной смены естественно устать или просто быть готовым уйти. Однако, прежде чем вы это сделаете, есть еще несколько последних шагов безопасности, которые вы должны предпринять. Эти меры безопасности помогут защитить ваше оборудование, сотрудников и имущество от вреда и опасности.
Убедитесь, что ваше оборудование полностью выключено
Перед тем, как покинуть рабочее место, обязательно убедитесь, что ваше сварочное оборудование выключено и правильно хранится. Вы также должны дважды проверить, что клапаны газовых баллонов полностью закрыты и надежно убраны. Оборудование, которое случайно было оставлено включенным, значительно увеличивает риск возгорания, взрыва или других несчастных случаев.
Надлежащая и безопасная утилизация отходов
Когда вы закончите сварку, у вас, вероятно, будут лежать несколько использованных окурков электродов, а также, возможно, дополнительные отходы от вашего сварочного проекта. Эти отходы могут потенциально представлять угрозу безопасности, поскольку они могут быть очень горячими или выделять токсичные пары. В качестве альтернативы, они могут просто замусорить территорию и увеличить вероятность того, что кто-то поскользнется или попадет в подобную ситуацию. Вот почему важно правильно утилизировать эти предметы в предназначенном для этого соответствующем контейнере для отходов.
Эти отходы могут потенциально представлять угрозу безопасности, поскольку они могут быть очень горячими или выделять токсичные пары. В качестве альтернативы, они могут просто замусорить территорию и увеличить вероятность того, что кто-то поскользнется или попадет в подобную ситуацию. Вот почему важно правильно утилизировать эти предметы в предназначенном для этого соответствующем контейнере для отходов.
Остерегайтесь искр, тлеющих углей, тления или огня
Даже после того, как вы закончили сварку и выключили оборудование, все еще существует вероятность того, что случайная искра может воспламенить что-то поблизости. Важно следить за этой опасностью в течение короткого периода времени после того, как вы закончили свою работу. Конечно, бдительность в отношении опасности на рабочем месте также является хорошей стратегией безопасности в целом.
Важно помнить
Вышеприведенные разделы посвящены тому, что нужно делать для обеспечения максимальной безопасности на различных этапах сварки, до, во время и после. В этом заключительном разделе будут рассмотрены некоторые важные меры безопасности, о которых следует помнить всегда, независимо от того, собираетесь ли вы сваривать, выполняете сварку или закончили сварку. Они также содержат важные общие рекомендации.
В этом заключительном разделе будут рассмотрены некоторые важные меры безопасности, о которых следует помнить всегда, независимо от того, собираетесь ли вы сваривать, выполняете сварку или закончили сварку. Они также содержат важные общие рекомендации.
Сообщать обо всех несчастных случаях
Никогда не преуменьшайте важность сообщения начальникам обо всех несчастных случаях. Даже то, что может показаться очень тривиальным в то время, может иметь отсроченный эффект или может со временем испортиться. Каждый раз, когда происходит даже небольшая авария или травма, важно каждый раз сообщать об этом.
Никаких шуток и шалостей
Вполне естественно время от времени хотеть оживить обстановку, выпустив пар и подшучивая над своими коллегами. Однако возня или шалости, даже кажущиеся безобидными, могут значительно увеличить риск несчастных случаев или травм. Промышленные рабочие места просто не место для такого поведения, особенно если поблизости кто-то занимается сваркой.
Всегда оставаться сухим
Помните, что одна из самых больших опасностей, связанных со сваркой, — это угроза поражения электрическим током. Вероятность этого значительно возрастает, если вы выполняете сварку во влажных помещениях, мокрыми руками или в мокрой или влажной одежде. Вместо этого всегда следите за тем, чтобы вы, ваше рабочее место и ваше оборудование были как можно более сухими. Помните также, что нельзя менять электроды в мокрых перчатках или голыми руками.
Не приваривайте контейнеры с горючими материалами
Помните, что даже небольшого остатка горючего или легковоспламеняющегося вещества может быть достаточно, чтобы вызвать искру или пожар. Это означает, что перед сваркой каких-либо бочек, бочек или резервуаров, в которых могли содержаться такие горючие вещества, очень важно убедиться, что они были должным образом очищены и что были приняты все меры предосторожности.
Не оставляйте свое оборудование без присмотра
Когда во время сварки необходимо остановиться, важно не оставлять сварочный электрод в электрододержателе или жало, пока вас нет рядом, чтобы следить за ним. Вместо этого убедитесь, что все полностью защищено и отключено, прежде чем отойти от работы.
Вместо этого убедитесь, что все полностью защищено и отключено, прежде чем отойти от работы.
Держите свое рабочее место в чистоте
Наличие лишних предметов значительно увеличивает риск того, что что-то опрокинется или иным образом помешает сварке. Бродячие искры также могут воспламенить или повредить такие предметы. Вместо этого возьмите за правило убирать все, когда вы закончите его использовать, и регулярно просматривать и смотреть, есть ли что-то, что вы можете переместить в более долгосрочное место.
Приведенный выше список того, что нужно делать и чего следует избегать для обеспечения максимальной ежедневной безопасности при сварке, может показаться довольно большим, за которым нужно следить. Тем не менее, хорошая новость заключается в том, что большинство из этих проверок безопасности легко включить в вашу повседневную жизнь, и через некоторое время они станут вашей второй натурой. Вознаграждение — безопасное, безаварийное рабочее место — должно быть более чем достаточной мотивацией, чтобы предпринять эти дополнительные шаги, чтобы убедиться, что все сделано правильно.
:
|
| ||||||||||||||||||||||||||||||||||||
Arcraft Plasma Equipments (Индия) Pvt. ООО Производители Поставщики и экспортеры | |||||||||||||||||||||||||||||||||||||
 При правильно выполненной наплавке рябь на валике будет равномерной, а валик будет гладким, без перехлестов и подрезов.
При правильно выполненной наплавке рябь на валике будет равномерной, а валик будет гладким, без перехлестов и подрезов. Если слишком высокая, электрод плавится слишком быстро, и ваша расплавленная ванна будет большой и неравномерной, если слишком низкая, не будет достаточно тепла, чтобы расплавить основной металл, и ваша расплавленная ванна будет маленькой, будет накапливаться, выглядеть неравномерно.
Если слишком высокая, электрод плавится слишком быстро, и ваша расплавленная ванна будет большой и неравномерной, если слишком низкая, не будет достаточно тепла, чтобы расплавить основной металл, и ваша расплавленная ванна будет маленькой, будет накапливаться, выглядеть неравномерно. Когда скорость слишком низкая, металл накапливается, валик получается высоким и широким с довольно прямой рябью.
Когда скорость слишком низкая, металл накапливается, валик получается высоким и широким с довольно прямой рябью.


.jpg) Мумбаи. Индия.
Мумбаи. Индия.Процедура контроля сварочных работ / Контрольный список
Процедура контроля сварочных работ / Контрольный список В этой статье представлена общая процедура проверки сварных швов.
- Символы сварки и размеры сварных швов четко указаны на чертеже и сопутствующих документах.
- Конструкции и размеры сварных соединений четко указаны в чертежах и сопутствующих документах.
- Карты сварки определяют спецификацию процедуры сварки (WPS), которая будет использоваться для конкретных сварных соединений.
- Подробные размеры и возможные искажения.
- Специфицированные сварочные материалы.
- Надлежащее обращение с расходными материалами, если таковые имеются.
- Определены требования к основному материалу (например, использование материалов, испытанных на ударную вязкость, где пластичность надреза является требованием при эксплуатации при низких температурах).
- Определены механические свойства и требуемые испытания.
- Определены требования к защите от атмосферных воздействий и ветрозащиты.
- Определены требования к предварительному нагреву и допустимые методы предварительного нагрева.
- Определены требования к термической обработке после сварки (PWHT) и приемлемый метод PWHT.

- Определены контрольные точки и требования NDE.
- Четко указаны дополнительные требования, такие как производственные образцы сварных швов.
- Требования к испытаниям под давлением, если таковые имеются, четко указаны
- Компетентность сварочной организации для выполнения сварочных работ в соответствии с указанными нормами, стандартами и спецификациями
- Роли и обязанности инженеров, организации по сварке и инспекторов по сварке определены и соответствуют работе.
- Независимость инспекционной организации от производственной организации ясна и продемонстрирована.
- WPS должным образом квалифицированы и соответствуют применимым нормам, стандартам и спецификациям для работы.
- Записи квалификации процедур (PQR) выполнены надлежащим образом и поддерживают WPS.
- Квалификация сварщика (WPQ) соответствует требованиям WPS.
- Экзаменаторы ОСП должным образом сертифицированы для техники ОСП.
- Процедуры NDE актуальны и точны.
- Текущая калибровка оборудования неразрушающего контроля.
- Калибровка сварочного аппарата текущая
- Приборы, такие как амперметры, вольтметры, контактные пирометры, имеют токовые калибровки.

- Печи для хранения сварочных материалов работают с автоматическим контролем нагрева и визуальной индикацией температуры.
- Процедура термообработки доступна и подходит
- Доступны процедуры испытаний под давлением и подробные требования к испытаниям.
- Калибровка оборудования PWHT актуальна.
- Оборудование для испытаний под давлением и манометры откалиброваны и отвечают соответствующим требованиям к испытаниям.
- Имеются сертификаты испытаний материалов и правильно маркированные элементы (включая опорное кольцо, если оно используется;).
- Маркировка электродов, флажки для оголенного провода, маркировка на катушках с проводом и т. д., как указано.
- Маркировка присадочного материала соответствует сертификации присадочного материала.
- Маркировка основного металла соответствует сертификации материала.
- Выполняется запись информации о прослеживаемости наполнителя и основного металла.
- Штамповки из основного металла имеют низкую нагрузку и не повреждают компонент.
- Цветовой код полос краски соответствует материалу конструкции.
- Записи PMI дополняют прослеживаемость материала и подтверждают материал конструкции.
- Поверхности подготовки к сварке не содержат загрязнений и дефектов основного металла, таких как расслоения и трещины.
- Предварительный нагрев, если требуется, применяется для термической резки c. Термическая обработка прокаливанием водородом, при необходимости, выполняется по процедуре.
- Сварное соединение не содержит оксидных и сульфидных отложений, остатков углеводородов и любых избыточных отложений грунтовки для сварки.
- Тип сварного соединения, угол скоса, поверхность притупления и отверстие приварки соответствуют требованиям.
- Соосность и несоответствие правильные и приемлемые


- Размеры основных материалов, присадочного металла и сварного шва правильные.
- Раструбные сварные швы труб имеют надлежащий зазор.
- Оборудование и техника предварительного нагрева приемлемы.
- Покрытие и температура предварительного нагрева указаны правильно.
- Подогрев, если требуется, применяется для операций термической резки.
- Предварительный нагрев, если требуется, применяется для удаления влаги
- Тип и размер присадочного металла соответствуют процедуре.
- Присадочные металлы должным образом обрабатываются и хранятся.
- Присадочные металлы чистые и не содержат загрязнений.
- Покрытие электродов с покрытием не повреждено и не намокло.
- Флюс подходит для процесса сварки и требует надлежащего обращения.
- Инертные газы, при необходимости, подходят для защиты и продувки.
- Состав газа правильный и соответствует всем требованиям по чистоте.
- Системы защитного газа и коллектора продувки периодически удаляются, чтобы предотвратить повторное заполнение воздухом.
- Сварщик отвечает за качество изготовления сварных изделий
- Сварщик соответствует квалификационным требованиям
- Сварщик понимает порядок сварки и требования к работе.
- Специальная подготовка и макет сварки, если требуется.
- Сварщик понимает контрольные точки.
- Во время сварки выполняются важные переменные.
- Наполнитель, флюсы и состав/расход инертного газа.
- Техника продувки, скорость потока, анализ O2 и т. д.
- Нагреватели стержней включены или если нагреватели стержней не используются, сварщик соблюдает максимальное время выдержки вне электродной печи.
- Предварительный подогрев во время прихватки и удаление прихваточных швов (при необходимости).
- Техника сварки, последовательность сварки, перекрытие валиков и т. д.
- Настройки оборудования, такие как сила тока, напряжение и подача проволоки.
- Предварительный подогрев и межпроходная температура.
- Скорость движения (ключевой элемент тепловложения).
- Подвод тепла (при необходимости).
- Сварочный макет, если требуется, соответствует требованиям сварщика и инженера-сварщика.
- Сварщик демонстрирует уверенность и придерживается передовых методов сварки.
- Прихваточные швы, которые должны быть включены в сварной шов, имеют приемлемое качество.
- Корень шва имеет адекватное проплавление и качество.
- Допускается очистка между проходами сварки и любых поверхностей с обратной выемкой.
- Дополнительный неразрушающий контроль, выполненный между проходами сварки и на выдолбленных поверхностях, показывает приемлемые результаты.
- Производственная доработка и устранение дефектов завершены.
- Измерение феррита в процессе, если требуется, выполняется и записывается.
- Усиление окончательного шва и размер углового шва соответствуют рабочим спецификациям и чертежам.


- Размер, длина и расположение всех сварных швов соответствуют чертежам/спецификациям/коду.
- Сварные швы не добавляются без утверждения.
- Размерный и визуальный контроль сварного шва не выявляет несплошностей сварки, чрезмерного искажения и низкого качества изготовления.
- Временные крепления и сварные швы сняты и залиты основным металлом.
- Несоответствия проверены на соответствие критериям приемлемости для классификации дефектов.
- PMI сварного шва, если требуется, и выводы эксперта показывают, что они соответствуют спецификации.
- Сварщик клеймит/маркирует сварные швы.
- Выполните проверку твердости поля.
- Подтвердить проведение NDE в выбранных местах и просмотреть выводы эксперта.
- Осмотрены указанные места.
- Установленная периодичность обследования.
- NDE после финальной PWHT.
- Работа каждого сварщика включена в методики выборочной проверки.
- Качество пленки RT, размещение IQI, видимость IQI и т. д. соответствуют стандартам.
- Инспектор согласен с интерпретациями и выводами экспертов.
- Правильно выполненная документация по всем NDE
- Убедиться, что термообработка после сварки выполняется в соответствии с процедурой и дает приемлемые результаты.
- Удалены следы краски и другие вредные загрязнения.
- Временные вложения удалены.
- Механически обработанные поверхности, защищенные от окисления.
- Внутренние детали оборудования, такие как внутренние детали клапанов, удалены во избежание повреждений.
- Оборудование, поддерживаемое для предотвращения деформации.
- Термопары закреплены правильно.
- Термопары адекватно контролируют различные температурные зоны и самые толстые/тонкие детали в изготовлении.
- Система контроля температуры откалибрована.
- Пропускная способность местного обогрева достаточна.
- Изоляция, примененная к компоненту, где требуется местное отопление.
- Температура и время выдержки правильные.
- Скорость нагрева и скорость охлаждения правильные.


- Деформация допустима после завершения термоцикла.
- Твердость указывает на приемлемую термообработку
- Проверка выполнения испытания под давлением в соответствии с процедурой
- Давление соответствует требованиям испытаний.
- Продолжительность теста указана.
- Температура металла компонента соответствует минимальным и максимальным требованиям.
- Падение или спад давления допустимы для каждой процедуры.
- Визуальный осмотр дефектов не выявил.
- Проведите окончательную проверку инспекционного досье для выявления неточностей и неполной информации.
- Все проверки в плане качества выполнены надлежащим образом.
- Отчеты об инспекциях заполнены, приняты и подписаны ответственными лицами.
- Отчеты об инспекциях, интерпретация и выводы экспертов NDE точны.
Мы, как компания по контролю за сваркой, используем множество инструкций, процедур, форм контроля за сваркой, чтобы точно проверить вышеуказанный пункт, который относится к проверке после процесса сварки.
Инспекция сварки, раздел IX ASME Ниже приведены некоторые важные моменты в разделе IX ASME, которые необходимо учитывать любой компании, осуществляющей инспекцию сварки, которая проводит проверку сварки стационарного оборудования, технологических и силовых трубопроводов, а также наземных сооружений. резервуар.
- WPS — это письменный документ, который дает указания сварщику или оператору сварки для выполнения производственного сварного шва в соответствии с требованиями кодекса. Это должно быть проверено сварочной инспекционной компанией.
- PQR документирует то, что произошло во время сварки тестового образца, и результаты испытаний образца. Это должно быть проверено сварочной инспекционной компанией.
- Квалификация процедуры показывает соответствие сварного шва требуемым механическим свойствам (т. е. прочности, пластичности), а квалификация производительности показывает способность сварщика наплавлять качественный сварной шов. Это должно быть проверено сварочной инспекционной компанией.
- Каждый производитель или подрядчик должен вести учет результатов, полученных в процессе сварки, и квалификации сварщика/оператора. Записи должны быть заверены производителем или подрядчиком и доступны для уполномоченного инспектора.
- Испытание на растяжение дает значение растяжения, а испытание на изгиб показывает пластичность и прочность. Рентгенография также указывает на целостность.
- Таким образом, квалификация процедуры: испытание на растяжение + испытание на изгиб
- Квалификация производительности: испытание на изгиб или рентгенография
- Испытание на растяжение для аттестации процедуры считается пройденным, если разрушение происходит в а) металле сварного шва с прочностью >= SMTS основного металла или b) с прочностью основного металла >= 95% SMTS основного металла. Это должно быть проверено сварочной инспекционной компанией.
- Если сварщик или оператор сварки аттестован рентгенографически, минимальная длина проверяемого образца должна составлять 6 дюймов и включать всю окружность сварного шва для трубы
- Производственные испытания с некоторыми условиями приемлемы
- Трещина при испытании на изгиб не должна превышать 1/8” в любом направлении. Критерии рентгенографии более строгие, чем рентгенография для работы.
- P-номера представляют собой классификацию основного металла с аналогичным составом и свойствами, т. е. с аналогичной прочностью и пластичностью.
- F-число указывает на аналогичные аспекты удобства использования наполнителя.
- A-номер дает аналогичный хим. комп. В состоянии «как сварное».
- Существенные переменные (EV), если они изменены, требуется новая квалификация процедуры. Несущественные переменные (NEV) могут быть изменены без квалификации новой процедуры. Но процедура должна быть пересмотрена.
- Дополнительные существенные переменные (SEV) рассматриваются как (EV) только в том случае, если есть требования по ударной вязкости. В противном случае они являются «несущественными» переменными.
- EV и SEV включены в документ PQR. EV, SEV и NEV включены в документ WPS.
- Документ PQR содержит данные, используемые в тесте PQR, и результаты тестов, и его нельзя изменить.
- WPS предоставляет параметры, которые должны использоваться в производственном задании, и они должны находиться в пределах диапазонов, определенных тестом PQR.
- WPS может быть пересмотрен в пределах квалифицированных электромобилей. NEV всегда можно пересмотреть, не влияя на действительность PQR.
- Только в режимах SMAW, SAW, GTAW, PAW и GMAW (кроме короткого замыкания) или их комбинации Радиографический тест может использоваться для квалификационного теста сварщика, но есть исключение, кроме P-No.21 — P- №25 и от П-№51 до П-№53 и от П-№61 до П-№62, сварщик разделки швов от П-№21 до П-№25 и от П-№51 до Металлы P-No. 53, обработанные методом GTAW, также могут быть квалифицированы с помощью рентгенографии.
- Для аттестации сварщика, когда образец не прошел визуальный осмотр и предполагается провести немедленное повторное испытание, сварщик должен изготовить два контрольных образца для каждой позиции, в которой он не прошел. Если оба контрольных образца прошли визуальный контроль, один из них может быть выбран экзаменатором для механического контроля, аналогичным образом, если механический контрольный образец не прошел, сварщик должен изготовить два контрольных образца, оба контрольных образца должны пройти испытание.
- Для аттестации сварщика с помощью рентгенографии для немедленного повторного испытания две 6-дюймовые пластины и трубы должны быть проверены на двух трубах, в общей сложности 12-дюймовый сварной шов, который должен включать всю окружность сварного шва.
- период 6 месяцев или более, его квалификация для этого процесса истекает
- Статью IV не следует читать напрямую, при изучении других статей, в частности, «спецификации процедур переменных параметров сварки» (QW-252–265) следует ссылаться на конкретный параграф в этой статье.
- Для повышения производительности 1G — горизонтальное положение, 2G — горизонтальное, 3G — вертикальное, 4G — вертикальное положение. Pipe 5G соответствует 1G, 3G и 4G, но Pipe 6G соответствует всем позициям.
Возврат в Промышленную инспекцию
Была ли эта статья полезной для вас? Нажмите на кнопки «Мне нравится» и «G+1» ниже!
Методы сварки MIG для начинающих
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Хотите заняться сваркой, но не знаете, с чего начать? Затем узнайте, как сваривать MIG . Это самый простой способ начать сварку, а также практически из любого места.
Мы познакомим вас с основами, чтобы вы могли освоить сварку MIG для начинающих и научиться сваривать эффективно и безопасно.
Чрезвычайно полезный навык, который пригодится во многих практических ситуациях. Итак, давайте покажем вам, как освоить этот вид сварки самым простым способом.
Быстрая навигация
- Сварка GMAW – MIG: что это такое?
- Преимущества
- Недостатки
- GMAW: как это работает?
- Сварочный аппарат MIG: принцип работы
- Газовый баллон для сварки MIG
- Пистолет MIG
- Заземляющий зажим
- Важность безопасности при сварке
- Какое защитное снаряжение вам нужно?
- Пожарная безопасность
- Работа со сварочным дымом
- Как подготовиться перед сваркой
- . Подготовка металла
- Подготовка оборудования
- Выбор проволоки
- Организация сопла и электрода
- Как положить первую бину Вместе – сварка MIG
- Освоение перемещения и рабочего угла
- Толкать или тянуть?
- Различные положения сварки
- Сварка в горизонтальном положении
- Сварка в горизонтальном положении
- Как выполнять сварку MIG в вертикальном положении
- Сварка в верхнем положении
- Как зашлифовать сварной шов
- Часто задаваемые вопросы (Часто задаваемые вопросы)
- Что можно делать с помощью сварочного аппарата MIG?
- Можно ли сваривать MIG без газа?
- Могу ли я сваривать алюминий с помощью сварочного аппарата MIG?
- Что вызывает чрезмерное разбрызгивание при сварке MIG?
- Можно ли сваривать шлак?
- Легко ли сварка MIG?
- Вы толкаете или тянете сварку MIG?
- Какой самый простой способ сварки?
- Заключение
- Ресурсы:
Сварка GMAW – MIG: что это такое?
Что такое сварка МИГ? Это процесс сварки в форме дуговой сварки, при котором проволока в виде непрерывной и сплошной полосы проходит через сварочный пистолет в сварочную ванну, где она сгорает, чтобы сплавить два материала вместе.
Что означает MIG в сварке? Это означает процесс сварки металлическим инертным газом.
Требуется защитный газ, который также подается через сварочную горелку для предотвращения загрязнения сварочной ванны.
Сварка МИГ часто известна как дуговая сварка металлическим газом (GMAW) или сварка проволокой (это ее разговорный термин).
Это популярный вид сварки, при котором можно сваривать (в целях технического обслуживания и ремонта) все, что угодно, от материалов калибра 24 до материалов толщиной полдюйма. Также относительно легко научиться сварке MIG.
Это связано с тем, что электрод (сварочная проволока MIG) не израсходован, в отличие от дуговой сварки, где он полностью расходуется, и поэтому сварщику нужно только отслеживать шов, поддерживая стабильный зазор между кончиком и дугой.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения каждого символа!
Преимущества
- Вы можете легко соединять различные материалы различной толщины
- Вы можете выполнять сварку во всех положениях
- Сведение сварочных брызг к минимуму
- Вы можете легко научиться сварке MIG
Недостатки
- Вы не можете сваривать материалы толщиной более половины дюйма
- Необходимость в защитном газе снижает портативность оборудования
- Процесс требует меньше контроля над сварным швом, чем сварка вольфрамовым электродом в среде инертного газа (TIG)
GMAW: как это работает?
Для сварки используются три компонента:
- Электричество (для получения необходимого тепла)
- Электрод (проволока проходит через горелку)
- Защитный газ (для предотвращения загрязнения сварного шва воздухом)
пистолет автоматически в непрерывном режиме. Они делают это, нажимая на курок пистолета.
Когда они нажимают на спусковой крючок, к горелке подается электричество для нагрева электродов и проволоки, которая подается в горелку, а когда проволока достигает сопла, выпускается защитный газ для защиты сварного шва.
Изображение, показывающее, как G.M.A.W. процесс работает. Изображение с сайта www.researchgate.net Эды Туран.Затем, когда электрод вступает в контакт со свариваемым металлом, дуга загорается и проволока начинает плавиться в месте соединения сварного шва. В то же время защитный газ гарантирует, что никакие загрязняющие вещества не впитаются в сварной шов.
Сварочный аппарат MIG: Принцип работы
Что такое сварочный аппарат MIG? Основным инструментом является сварочный аппарат MIG. Сварочные аппараты MIG — это место, где проволока, газ и электричество объединяются для получения сварного шва с помощью сварочной горелки.
Аппарат позволяет пользователю управлять скоростью подачи проволоки к горелке, полярностью электродов и силой тока, которая определяет доступный ток (который, в свою очередь, определяется материалами, которые вы собираетесь сваривать, и насколько они толстые).
Большинство людей начинают работу со сварочным аппаратом на 115 Вольт. Однако на этом этапе стоит отметить, что вы можете приобрести машину с двойным напряжением, которая также будет работать на 230 вольт, если вам нужно больше мощности для сварки. Если вы заглянете внутрь машины, вы найдете проволоку в катушке и несколько роликов, которые будут использоваться для подачи проволоки к пистолету.
Изображение примера сварочного аппарата MIG вместе с необходимым оборудованием, кроме газового баллона. Это от бренда Миллер.Катушка крепится с помощью натяжной гайки. Это должно быть установлено таким образом, чтобы проволока не могла легко сматываться с катушки, но в то же время не так, чтобы ролики не могли перемещать проволоку, когда это необходимо.
Если вы также заинтересованы в приобретении нового сварочного аппарата MIG, я составил список лучших сварочных аппаратов MIG с обзорами, которые вы можете проверить.
Газовый баллон для сварки MIG
Почти во всех случаях вам понадобится защитный газ, если вы хотите, чтобы сварка держалась, и это означает, что где-то позади вашего аппарата будет баллон с этим газом.
Скорее всего, это будет резервуар, содержащий аргон (100%) или смесь двуокиси углерода (CO 2 ) и аргона. При создании сварного шва газ используется для его защиты от примесей из воздуха или пыли в окружающей среде.
Важно выбрать правильный газ, потому что в противном случае вы можете получить слабый или пористый сварной шов, а также вызвать чрезмерное разбрызгивание вокруг сварного шва, что потребует дополнительных усилий для его очистки после.
Изображение газового баллона, используемого для сварки MIG с регулятором.Прежде чем начать, проверьте бак и убедитесь, что в нем есть бензин. Манометр должен показывать от 2500 фунтов на квадратный дюйм (полный) до 0 фунтов на квадратный дюйм (пустой), а затем ваш регулятор должен быть установлен на вашей машине в диапазоне от 25 до 15 фунтов на квадратный дюйм (это будет варьироваться в зависимости от ваших предпочтений и того, какой пистолет вы используете). ).
Какой газ выбрать?
- Аргон и CO 2 Смесь (75/25). Это лучший выбор, если вам нужна универсальная смесь. Вы получите очень мало брызг, и валик будет иметь лучший вид, и это не приведет к прожогу на самых тонких металлах.
- 100% CO 2 сварка. Вы получите большую степень проникновения только с углекислым газом, но это может ухудшить разбрызгивание, и вы также увидите более грубый валик, чем со смесью.
Когда вы покупаете сварочный аппарат, лучше всего выбрать тот, который будет работать с газом и проволокой, а не тот, который работает только с «флюсовым сердечником». Вы можете получить неплохие результаты с флюсовым сердечником, если вы находитесь на улице и дует легкий ветерок, но он действительно плохо работает с тонкими металлами. И если вы планируете сварку MIG на панелях кузова для транспортных средств, флюсовая проволока часто приводит к проделыванию отверстий в вещах.
Пистолет MIG
Без сварочного пистолета сварка невозможна, он справится с серьезными задачами во время работы. Сварщики MIG почти всегда приходят с горелкой MIG.
Его основным компонентом является триггер, который включает подачу проволоки и подачу электричества.
Скорость передачи зависит от ваших настроек. Есть медный наконечник (который полностью заменяется, когда он неизбежно изнашивается), который направляет провод.
Изображение сварщика с горелкой MIG.Вы обнаружите, что существуют разные наконечники, которые можно использовать с проводами разных размеров. В большинстве случаев это уже будет настроено для вас.
Внешняя часть наконечника обычно имеет металлическую или, возможно, керамическую чашу, которая препятствует контакту с электродом и выталкивает газ в правильном направлении из горелки MIG.
Зажим заземления
Зажим заземления образует отрицательную (катодную) клемму сварочной цепи. Перед началом сварки его необходимо закрепить на металле, который вы свариваете, или на металлическом сварочном столе.
Важность безопасности при сварке
Какое защитное снаряжение вам нужно?
Ваша безопасность превыше всего, и вы не должны рисковать, пренебрегая правильным снаряжением.
Вам нужна сварочная маска, в идеале, автоматически затемняющаяся. Когда вы свариваете, излучаемый свет очень яркий и может мешать вашему зрению (и, по сути, потенциально может повредить его навсегда). Маска предотвращает ослепление и позволяет сосредоточить внимание на сварке, не отвлекаясь.
Во время сварки также необходимо носить перчатки и кожаную одежду. Это не потому, что они выглядят потрясающе, а потому, что они защищают вас от брызг расплавленного металла, что совсем не смешно.
Вам нужны довольно толстые перчатки, и они не должны быть очень гибкими, но предпочтительнее, чтобы они были настолько гибкими, насколько это возможно, потому что это облегчает вам работу, но это никогда не должно происходить за счет защиты вас от ожогов.
У ваших перчаток должна быть усиленная область между большим и указательным пальцами, потому что именно там вы держите сварочный пистолет. Со временем эта часть перчатки наиболее подвержена износу.
Изображение сварщика в надлежащей защите. Сварочный капюшон, кожаные перчатки, рукава и сварочный фартук.Никогда не носите обувь с открытым носком или обувь с сеткой на пальцах ног. Вы должны носить сапоги (и в идеале с защитной кепкой) или кожаную обувь, а если вы должны носить другую обувь, обязательно покройте ее негорючим материалом.
Вот полная статья о безопасности сварки MIG в частности.
Пожарная безопасность
Существует несколько реальных опасностей пожара, с которыми вы можете столкнуться при сварке MIG:
- Металл может разбрызгиваться в нескольких футах от сварного шва
- При шлифовке горячие искры могут разлетаться еще дальше от сварного шва
Поэтому перед сваркой удалите с места опилки, бумагу или пластик. Убедитесь, что пространство вокруг вас содержится в чистоте и чистоте. Всегда имейте под рукой огнетушитель и следите за его исправностью — огнетушитель бесполезен, когда давление падает.
Вам следует выбрать огнетушители CO 2 , потому что вы работаете с электричеством. Никогда не используйте водяной огнетушитель.
Работа со сварочным дымом
Дымы могут представлять опасность для вашей безопасности. Всегда надевайте маску и/или респиратор (если вы собираетесь заниматься сваркой в течение длительного периода времени). Не вдыхайте пары.
Старайтесь проводить сварку в хорошо проветриваемом помещении, чтобы предотвратить скопление дыма.
Подготовка к сварке
Подготовка металла
Проволока, используемая для сварки MIG, плохо противостоит загрязнениям, таким как ржавчина, масло, грязь и т. д., и это означает, что вы должны подготовить металл для сварки.
Возьмите металлическую щетку (или используйте шлифовальную машину) и тщательно очистите голый металл, прежде чем брать пистолет. Мы написали обширное руководство по подготовке к сварке, которое вы можете прочитать здесь.
Перед началом работы также важно убедиться, что зажим заземления правильно прикреплен к металлу — если в цепи появляется импеданс, это может повлиять на работу провода.
Убедитесь, что вы правильно очистили металл от ржавчины или других загрязнений.Если вы работаете с толстым металлом и, в частности, если вы хотите создать стыковые соединения, вам следует скосить стыки, чтобы обеспечить необходимое проплавление сварного шва.
Подготовка оборудования
Осторожно :
Прежде чем приступить к сварке MIG и абсолютно перед тем, как подумать о зажигании дуги, необходимо осмотреть оборудование и убедиться, что все кабели правильно подключены и нет повреждений. к ткани самих кабелей.
Тогда пора научиться пользоваться сварочным аппаратом.
Сначала выберите полярность электрода. Это очень просто: методы сварки MIG требуют использования обратной полярности (положительный электрод постоянного тока на некоторых машинах). Обычно вы найдете эти настройки внутри машины.
Затем выберите расход газа. Установите скорость потока около 20-25 кубических футов в час и убедитесь, что газ включен. Проверьте шланг на наличие утечек (используйте мыльную воду и проверьте, нет ли пузырьков). Если шланг протекает, замените его.
Затем убедитесь, что натяжение катушки правильное. Достаточно, чтобы сварочная проволока могла течь, но недостаточно, чтобы катушка не разрушилась. Руководство по эксплуатации расскажет, как это сделать на вашей машине. Наконец, проверьте расходные материалы, такие как контактные наконечники, и замените все, что требует замены, и очистите все остальное. Тогда вы готовы к работе.
Выбор проволоки
Большинство сварочных аппаратов поставляются в комплекте с порошковой проволокой. Для процедуры сварки MIG вам понадобится подходящая проволока.
Существует два обычных типа:
- ER70S-3 используется для универсальной сварки
- ER70S-6 для работы с грязной сталью
Затем выберите диаметр проволоки:
- . 030-дюймовый — достойный универсал и может работать как дома, так и в автоспорте
- . 023 дюйма для снижения тепловыделения при использовании более тонких материалов
- . 035 дюймов при работе с более толстыми материалами при более высоких температурах (или даже 0,405 дюйма, если ваша машина может с этим справиться)
Если вам нужны дополнительные советы, на дверце вашей машины должна быть таблица, в которой по толщине и типу металла.
Расположение выступающих частей сопла и электрода
При использовании горелки чем больше проволока «торчит», тем холоднее будет сварной шов, и чем он короче, тем горячее. В идеале вы хотите, чтобы он находился на расстоянии не более 3/8 дюйма от наконечника сопла и не должен опускаться ниже 1/4 дюйма. Для исключительно тонких материалов вам может понадобиться немного больше, чем 3/8″.
Важно содержать сопло в чистоте и на нем не должно быть брызг. Блокировки снижают количество подаваемого защитного газа и, следовательно, качество сварного шва.
Вы можете купить гели и спреи, которые предотвращают прилипание брызг к соплу пистолета.
Диаграмма, показывающая расстояние вылета от газового сопла.Как наложить первый валик
Перед тем, как приступить к работе, может помочь выполнить пару тестовых сварных швов (особенно если вы раньше не пользовались сварочным аппаратом).
Возьмите кусок листового металла и просто проведите прямой сварной шов по поверхности. Как только вы почувствуете, как это работает, и будете счастливы и уверены, что можете делать это с комфортом во время работы, вы готовы пойти и сделать настоящий сварной шов.
Если во время теста вы почувствуете, что вам нужно изменить скорость подачи проволоки или настройку мощности, сделайте это прямо сейчас. Вот почему вы тестируете — чтобы машина работала на вас.
Что делать при сварке металлов – сварка MIG
Освоение угла перемещения и работы
Что такое угол перемещения?
Угол относительно пистолета, если его держать в перпендикулярном положении к поверхности сварного шва. В большинстве случаев это будет от 5 до 15 градусов. Если угол достигает 20-25 градусов, это, вероятно, уменьшит проплавление, увеличит уровень разбрызгивания и может даже повлиять на стабильность дуги.
Ваш рабочий угол, с другой стороны, это просто угол вашего пистолета относительно угла свариваемого соединения. Он может сильно различаться в зависимости от того, в каком положении вы выполняете сварку, и от конфигурации соединения.
На чертеже показано, что такое рабочий угол и угол перемещения на примере соединения внахлестку.Толкать или тянуть?
Существует два способа сварки:
Толкание горелки
Это когда вы толкаете горелку так, чтобы головка находилась перед сварочной ванной. Это даст вам широкий, плоский валик с меньшим проникновением (это связано с тем, что сила дуги опережает ванну).
Вытягивание пистолета
Это место, где пистолет направлен назад от сварочной ванны, и вы отводите его от металла. И, как вы можете ожидать, это приведет к более узкой и глубокой бусине, чем при нажатии.
Если вы хотите научиться сваривать сталь, вы можете использовать либо толкание, либо растяжение, но вы, вероятно, обнаружите, что толкание дает вам лучший обзор того, что вы делаете.
Различные положения для сварки
Сварка в горизонтальном положении
Это самое простое положение для сварки, поскольку металл будет лежать ровно на сварочном столе, а вы будете просто сваривать его методом МИГ над стыком.
- Стыковой сварной шов . Это 180-градусное соединение, и вы держите пистолет перпендикулярно детали (с учетом угла перемещения) и вводите металл прямо в соединение. Если есть большой пробел, вы можете использовать движение вперед и назад, чтобы заполнить его. Если вы хотите избежать подрезки, сделайте паузу у бортика.
- Тройник . Это соединение под углом 90 градусов. Вы хотите, чтобы пистолет находился на одинаковом расстоянии от каждой детали (под углом 45 градусов). Слегка измените рабочий угол, если вы делаете несколько проходов, чтобы валик оставался ровным и не было подрезов.
- Соединение внахлестку . Вы держите пистолет под углом 60-70 градусов и если металл толстый, увеличивайте угол.
Иногда для достижения наилучших результатов сварное соединение обозначается на сварочных чертежах специальным символом сварного соединения. Для сварщиков понимание сварочных символов так же важно, как и умение правильно сваривать.
Сварка в горизонтальном положении
При работе в горизонтальном положении вы обнаружите, что на вашу работу влияет сила тяжести. Вы хотите уменьшить рабочий угол на 0-15 градусов, чтобы предотвратить провисание или переворачивание сустава. Однако угол поворота остается прежним.
Если вы работаете с толстым металлом и вам нужно сделать многопроходные сварные швы или вы перекрываете небольшой зазор с плохой посадкой, вы можете использовать плетеные валики для заполнения сварного шва. Возможно, вам придется немного уменьшить напряжение и силу тока в этом положении, но вы можете обнаружить, что все работает нормально, если вы также сохраните настройки плоского положения.
Как выполнять сварку MIG – Вертикальное положение
Это гораздо более сложный вид сварки, и вам необходимо обратить внимание на маршрут установки перед сваркой, чтобы получить наилучшие сварные швы.
Один из лучших советов по сварке MIG — снизить напряжение и силу тока примерно на 10–15 % по сравнению с вашими настройками плоской сварки.
Сварка сверху вниз используется для уменьшения проникновения дуги при работе с тонкими металлами. Это, в свою очередь, останавливает чрезмерное проплавление.
Рабочий, выполняющий сварку в вертикальном положении При сварке в вертикальном положении нужно начинать с верхней части шва и двигаться вниз по сварному шву. Во избежание прожога держите проволоку направленной в сторону от сварочной ванны и на переднюю кромку. Если вам нужно выровнять вершину сварного шва, придайте ей очень легкое плетение.
Для вертикальной сварки вверх необходимо работать от нижней части шва вверх. Это улучшит проникновение в более толстые материалы (более 1/4 дюйма), и вам следует изменить угол перемещения на 5-15 градусов ниже перпендикуляра.
Опять же, вы можете использовать легкое плетение, если хотите взять под контроль сварочную ванну, а также размер, форму и охлаждение результата.
Сварка в потолочном положении
Приступать к сварке в потолочном положении можно только в том случае, если вы уверены, что это безопасно. Когда вы находитесь под сваркой, вы рискуете получить искры и брызги.
Это означает, что вы должны быть полностью покрыты защитным снаряжением для головы и тела. Сжечь себя будет не весело. Вы можете использовать любой из методов, которые вы обычно используете при сварке, но важно двигаться быстро, чтобы не позволить металлу выпасть из соединения на вас.
Возможно, вы захотите уменьшить диаметр сварочной проволоки, а также напряжение и силу тока, чтобы обеспечить лучший контроль при работе над головой.
Как зашлифовать сварной шов
Если внешний вид не имеет значения или сварной шов просто скроют из виду – неважно, шлифуете вы его или нет. Однако, если сварной шов находится в поле зрения, то большую часть времени вам потребуется его немного почистить.
Производится путем измельчения. Вы должны тщательно шлифовать, потому что в противном случае вполне возможно зашлифовать сварной шов или даже выдолбить металл, над которым вы работали.
Поэтому обращайтесь с угловой шлифовальной машиной так же, как с шлифовальной машиной (двигайте ее по кругу), и следите за тем, чтобы она не перегревалась и не просверливала слишком много металла в одном месте.
Часто задаваемые вопросы (F.A.Q)
Что можно сваривать с помощью сварочного аппарата MIG?
Вы можете сваривать MIG практически любой тип металла или металлического сплава, включая сталь, нержавеющую сталь, углеродистую сталь, алюминий, магний, никель, бронзу и медь. Однако вы можете работать только с материалами средней толщины или меньше.
Можно ли сваривать MIG без газа?
Только если вы используете сварочный аппарат с флюсовой проволокой. Если вы работаете с любым другим видом проволоки, вам понадобится газ для защиты сварного шва от загрязнений.
Могу ли я сваривать алюминий с помощью сварочного аппарата MIG?
Да, в общем, но вы должны выбрать 100-процентный защитный газ аргон, иначе вы рискуете сжечь алюминий, и вы не сможете выполнять сварку MIG с чем-либо толщиной менее 0,074 дюйма без специального импульсного оборудования для сварки.
Что вызывает чрезмерное разбрызгивание при сварке MIG?
Наиболее распространенной причиной является работа с чрезмерной скоростью подачи проволоки, это также может быть связано с составом металла, покрытием на металле, грязным металлом или недостаточным количеством защитного газа, достигающего сварного шва.
Можно ли сваривать шлак?
С опытом хороший сварщик часто может сделать несколько проходов без очистки шлака и при этом получить хороший сварной шов. Это то, чему вы, вероятно, научитесь со временем.
Легко ли сварка MIG?
Многое зависит от ваших способностей, но да, с точки зрения сварки, это одна из самых простых форм для изучения. Из-за этого сварку часто называют «горячим клеевым пистолетом».
Вы толкаете или тянете сварку MIG?
Вы можете толкать или тянуть, но если вам нужна более широкая и плоская бусина, вы тянете, а если вам нужна более узкая и глубокая бусина, вы делаете это с помощью толчка. Это основы того, как использовать сварочный аппарат MIG.
Какой самый простой способ сварки?
Это зависит от выполняемой вами работы, и для некоторых работ может потребоваться особый вид сварки, но MIG обычно считается самой простой формой сварки для большинства работ.
Заключение
Итак, мы надеемся, что наше руководство по сварке MIG было полезным для вас и что вы готовы начать сварку и пожинать плоды, по крайней мере, для своего дома и автомобиля.