Обучение перед аттестацией сварщиков НАКС в Магнитогорске / Получение без посредников
- Главная
- Аттестация сварщиков НАКС
Как проходит аттестация сварщиков НАКС в Магнитогорске
Работники обязаны подтверждать уровень профессионального мастерства. Для этого проводится аттестация сварщиков НАКС в Магнитогорске. Принять участие в процедуре обязан целый перечень специалистов, задействованных в сварочных работах. Предварительно потребуется пройти обучение. Без него сдать итоговый экзамен проблематично.
Дитанционное обучение
Возможность дистанционного обучения/аттестации без отрыва от работы
2500 программ
Мы предоставляем обучение более чем по 2500 курсам от ведущих преподавателей
Официальные сертификаты
Вы получите установленные законодательством документы по направлению аттестация сварщиков накс
Содержание:
- Об аттестации НАКС
- Уровни сварщиков
- Виды аттестации
- Проведение процедуры
- Документы, предоставляемые по итогу
НАКС — это аббревиатура, которая расшифровывается как национальное агентство контроля сварки. Она входит в состав системы аттестации сварочного производства. Контролю подвергаются организация и сама технология. Дополнительно проверка проводится в отношении материалов, оборудования и прочего.
Она входит в состав системы аттестации сварочного производства. Контролю подвергаются организация и сама технология. Дополнительно проверка проводится в отношении материалов, оборудования и прочего.
На многих производствах профессия сварщика продолжает оставаться основной. Лица, работающие по этой специальности, должны выполнять целый перечень различных видов работ. Именно поэтому присутствует потребность в аттестации, поскольку представители уполномоченного органа хотят знать, что компания будет осуществлять оказание качественных услуг. НАКС производит следующие действия:
- разрабатывает методические документы;
- контролирует решение вопросов, возникающих в вышеуказанной сфере деятельности;
- следит за работами аттестационных центров;
- составляет экспертную комиссию, которая будет проводить аттестацию;
- занимается ведением реестра, в который вносится информация об выполненной аттестации и полученным итогам.
Принять участие в процедуре имеют право только лица, получившие соответствующий разряд.
Уровни сварщиков
Фактически уровни аттестации идентичны квалификации, хотя ряд отличий его всё же присутствует. В каждую категорию попадают только определенные работники. Если получен:
- Первый уровень, сюда включают сварщиков, которые ранее принимали участие в аттестации. Соответствующие лица имеют право выполнять сварку конструкций и деталей.
- Второй уровень, в раздел входит главный сварщик. Обычно он занимает должность мастера цеха. Специалист выполняет контроль за деятельностью других работников, даёт им различные указания и ставит перед ними задачи. Дополнительно лицо отвечает за проведение инструктажей.
- Третий уровень, в перечень попадают технологи, контролирующие сварочные процессы в организации. Специалист проверяет работу и выполняет комплексный контроль. В учёт принимается итоговое качество работы.
- Четвёртый уровень, сюда на включают всех инженеров на производстве.
 Это лица, которые несут наибольшую ответственность. Специалисты занимаются разработкой технической документации и чертежей, контролируют ход выполнения работ и отвечают за итоговый результат.
Это лица, которые несут наибольшую ответственность. Специалисты занимаются разработкой технической документации и чертежей, контролируют ход выполнения работ и отвечают за итоговый результат.
 Это лица, которые несут наибольшую ответственность. Специалисты занимаются разработкой технической документации и чертежей, контролируют ход выполнения работ и отвечают за итоговый результат.
Это лица, которые несут наибольшую ответственность. Специалисты занимаются разработкой технической документации и чертежей, контролируют ход выполнения работ и отвечают за итоговый результат.Расчет стоимости за 1 минуту
Хотите получить полный расчет стоимости?
Заказать звонок
Выделяют четыре разновидности сертификации на любом предприятии. Они бывают:
- Первичная. Процедура выполняется в отношении работника, который ранее не получал допуск к подобной деятельности или только устроился в организацию.
- Дополнительная. Проводится в отношении лиц, которым нужно получить допуск к видам работ, которые не перечислены в аттестационной книжке.
- Периодическая. Выполняется для продления срока действия разрешительных документов.
- Внеочередная. Осуществляется, если сотрудник по каким-либо причинам был отстранен от работы, и ему нужно аттестоваться повторно.
Градация выполняется и по областям производства. Так, лицо может получить разрешение на работу с газовым, горнодобывающим, подъемно-транспортным оборудованием и устройствами для котельных. Материалы, которые используются во время проведения аттестации, разрабатывают специалисты НАКС.
Материалы, которые используются во время проведения аттестации, разрабатывают специалисты НАКС.
Проведение процедуры
В первую очередь потребуется заняться подготовкой документов. В список потребуется включить:
- заявление с просьбой о предоставлении допуска к аттестации;
- медицинская справка, демонстрирующая отсутствие противопоказаний;
- документы о полученном образовании;
- выписка из трудовой книжки;
- протоколы, подтверждающие прохождение проверки техники безопасности.
Если проводится аттестация НАКС в Магнитогорск, предстоит сдать практический и теоретический экзамен. Изначально уделяется внимание практике. Если работник не сдаст её, на этом выполнение проверки заканчивается. Контроль выполняется на основании действующих ГОСТов и документов, разработанных НАКС.
Если практику удалось сдать успешно, предстоит пройти теорию. Она зависит от уровня, на который претендует лицо. Необходимо ответить минимум на 15 вопросов. Если нужно получить 2- 4 уровень, количество вопросов возрастает до 20. Обычно сдача выполняется в электронной форме с использованием компьютеров. Однако иногда процедура проводится в простой письменной форме. Теоретическая часть считается сданной, если лицо дало правильные ответы хотя бы на 80% вопросов. Если пройти проверку не удалось, допустима пересдача. Однако она выполняется в течение 3 месяцев.
Если нужно получить 2- 4 уровень, количество вопросов возрастает до 20. Обычно сдача выполняется в электронной форме с использованием компьютеров. Однако иногда процедура проводится в простой письменной форме. Теоретическая часть считается сданной, если лицо дало правильные ответы хотя бы на 80% вопросов. Если пройти проверку не удалось, допустима пересдача. Однако она выполняется в течение 3 месяцев.
Перед сдачей экзамена рекомендуется пройти обучение. Вы можете заказать его у нас. Допустимо освоение материала дистанционно. Специалисту не придётся прекращать трудовую деятельность. Для обучения достаточно наличия выхода в интернет и устройства, позволяющего ознакомиться с информацией. Мы готовы корректировать график обучения под ваши потребности. Работа ведется по договору.
Бесплатная консультация с специалистами
Вы получите помощь и консультацию по любому возникшему вопросу
Отправить заявку
Документы, предоставляемые по итогу
Итогом процедуры становится предоставление свидетельства, демонстрирующего факт прохождения аттестации. Дополнительно может быть выдано специализированное удостоверение. Документ позволяет сотруднику получить допуск ко всем видам работ в соответствии с уровнем.
Дополнительно может быть выдано специализированное удостоверение. Документ позволяет сотруднику получить допуск ко всем видам работ в соответствии с уровнем.
Учитывайте, что периодически нужно проходить аттестацию повторно. Так, сварщики должны принимать участие в процедуре каждые два года. Если речь идет о главном сварщике и технологе, сдача экзамена выполняется один раз в три года. Инженеры выполняют соответствующую процедуру один раз в пять лет. В удостоверении четко фиксируется перечень работ, которые имеет право выполнять сотрудник. Если необходимо открыть доступ к новой деятельности, должна быть вновь проведена
Бесплатная консультация по обучению
Вас что-то заинтересовало? Ведущие специалисты проконсультируют вас бесплатно.
Заказать звонок
Аттестация НАКС: поможем пройти сварочную аттестацию
Нововведения по лицензиям: ИИИ Минкультуры ТО МИ МЧС Атомная
Национальное Агентство Контроля Сварки (НАКС) — это центральное звено в Системе аттестации сварочного производства (САСв).
ВНИМАНИЕ: УСЛУГА ВРЕМЕННО НЕ ОКАЗЫВАЕТСЯ!
НАКС создан для стандартизации процессов сварочного производства, повышения их до технологии мирового уровня. Но в отличие от стандартов ISO и OHSAS, аттестация НАКС это одно из требований Ростехнадзора. Национальное агентство контроля сварки решает много задач, которые помогают осуществлять сварочные процессы на максимальном качественном уровне и исключать возможность технологических ошибок при работе на опасных производственных объектах.
Без аттестации НАКС невозможно осуществлять деятельность на объектах, которые находятся в ведомстве Ростехнадзора. Данные требования регулирует ФНП Ростехнадзора «Требования к производству сварочных работ на опасных производственных объектах».
Виды аттестации НАКС
- Аттестация сварочных технологий
- Аттестация специалистов сварочного производства
- Аттестация сварочного оборудования
- Аттестация сварочных материалов
Аттестация НАКС по сварочному производству проводится на основании следующих нормативов
- РД 03-615-03 «Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов»;
- РД 03-614-03 «Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов»;
- РД 03-613-03 «Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов»;
- РД 03-495-02 «Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства»;
- ПБ-03-273-99 «Правила аттестации сварщиков и специалистов сварочного производства»;
Пройти аттестацию НАКС: стоимость
Наша компания окажет помощь:
- В выборе наиболее подходящего для компании-клиента аттестационного центра,
- В разработке технической документации по сварочному производству (технологические карты, приказы и др).
- В комплектации всех необходимых документов для подачи в НАКС на проведение технологии.
- В представлении интересов клиента в НАКС.
- В гарантированном получении документов по итогу аттестации в Национальном агентстве контроля сварки.

Цена обучения сварщиков/специалистов и аттестации технологии сварочного производства формируется на основании заявки-анкеты, в которой необходимо указать все параметры для дальнейшей аттестации.
При нашей поддержке:
Области аттестации НАКС
Для проведении аттестаций сварочного производства учитываются следующие параметры:
1) Виды сварки (существует около 20 видов, каждый из которых имеет свое обозначение):
Для металлических материалов
- РД (111) — Ручная дуговая сварка покрытыми электродами.
Нажмите, чтобы развернуть весь список
- РАД (141) — Ручная аргонодуговая сварка неплавящимся электродом.
- РАДН (141) — Ручная аргонодуговая наплавка.
- МП (135) — Механизированная сварка плавящимся электродом в среде активных газов и смесях.
- МПН (135) — Механизированная наплавка плавящимся электродом в среде активных газов и смесях.
- МАДП (131) — Механизированная аргонодуговая сварка плавящимся электродом.
- МАДПН (131) — Механизированная аргонодуговая наплавка плавящимся электродом.
- МПГ (136) — Механизированная сварка порошковой проволокой в среде активных газов и смесях.
- МПГН (136) — Механизированная наплавка порошковой проволокой в среде активных газов и смесях.
- МПИ (137) — Механизированная сварка порошковой проволокой в среде инертных газов и смесях.
- МПИН (137) — Механизированная наплавка порошковой проволокой в среде инертных газов и смесях.
- МПС (114) — Механизированная сварка самозащитной порошковой проволокой.
- МПСН (114) — Механизированная наплавка самозащитной порошковой проволокой.
- МЛСН (114) — Механизированная наплавка самозащитной порошковой лентой.
- МСОД (113) — Механизированная сварка открытой дугой легированной проволокой.
- МФ (121) — Механизированная сварка под флюсом.
- МДС (781) — Механизированная дуговая приварка шпилек (стержней).
- МКС (782) — Механизированная контактная приварка шпилек (стержней).
- АФ (12) — Автоматическая сварка под флюсом.
- АФПН (12) — Автоматическая наплавка проволочным электродом под флюсом.
- АФЛН (12) — Автоматическая наплавка ленточным электродом под флюсом.
- АФДС (782) — Автоматическая дуговая приварка под флюсом шпилек (стержней).
- ААД (141) — Автоматическая аргонодуговая сварка неплавящимся электродом.
- ААДН (141) — Автоматическая аргонодуговая наплавка неплавящимся электродом.
- ААДП (131) — Автоматическая аргонодуговая сварка плавящимся электродом.
- ААДПН (131) — Автоматическая аргонодуговая наплавка плавящимся электродом.
- АПГ (135) — Автоматическая сварка плавящимся электродом в среде активных газов и смесях.
- АПГН (135) — Автоматическая наплавка плавящимся электродом в среде активных газов и смесях.
- АППГ (136) — Автоматическая сварка порошковой проволокой в среде активных газов и смесях.
- АППГН (136) — Автоматическая наплавка порошковой проволокой в среде активных газов и смесях.
- АПИ (137) — Автоматическая сварка порошковой проволокой в среде инертных газов и смесях.
- АПИН (137) — Автоматическая наплавка порошковой проволокой в среде инертных газов и смесях.
- АПС (114) — Автоматическая сварка самозащитной порошковой проволокой.
- АПСН (114) — Автоматическая наплавка самозащитной порошковой проволокой.
- мАЛСН (114) — Автоматическая наплавка самозащитной порошковой лентой.
- П (15) — Плазменная сварка.
- ППН (15) — Плазменная наплавка проволокой сплошного сечения.
- ПНП (15) — Плазменная наплавка порошком.
- ЭШ (72) — Электрошлаковая сварка.
- Г (3) — Газовая сварка.
- ГН (3) — Газовая наплавка.
- КТС (21) — Контактная точечная сварка.
- КСС (25) — Контактная стыковая сварка сопротивлением.
- КСО (24) — Контактная стыковая сварка оплавлением.




Для полимерных материалов
- НИ — Сварка нагретым инструментом.
- ЗН — Сварка с закладными нагревателями.
- НГ — Сварка нагретым газом.
- Э — Экструзионная сварка.
- Т –Термитная сварка-типы сварочных швов,
2) Типы и виды контрольных соединений:
- Сварка арматуры железобетонных конструкций: стыковые, нахлесточные, крестообразные или тавровые.
- Сварка полимерных материалов: стыковые, нахлесточные, тавровые.
- Сварка металлических конструкций: стыковые, угловые.
3) Группы основных материалов, с которыми работает сварщик:
Характеристика групп материалов | Обозначение групп материалов свариваемых деталей |
Углеродистые и низколегированные конструкционные ста- ли перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа | 1 (М01)
|
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом теку- чести свыше 360 до 500 МПа | 2 (М03)
|
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом теку- чести свыше 500 МПа | 3 (М03)
|
Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса | 4 (М02)
|
Легированные стали мартенситного класса с содержанием хрома от 4 до 10 % | 5 (М05)
|
Высоколегированные (высокохромистые) стали мартен- ситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18 % | 6 (М04)
|
Высоколегированные (высокохромистые) стали ферритно- го класса с содержанием хрома от 12 до 30 % | 7 (М04)
|
Высоколегированные стали аустенитно-ферритного класса | 8 (М11) |
Высоколегированные стали аустенитного класса | 9 (М11) |
Сплавы на железоникелевой основе | 10 (М51) |
Никель и сплавы на никелевой основе | 11 (М51) |
Чистый алюминий и алюминиево-марганцевые сплавы | 12 (М21) |
Нетермоупрочняемые алюминиево-магниевые сплавы | 12 (М22) |
Термоупрочняемые алюминиевые сплавы | 12 (М23) |
Медь | 13 (М31) |
Медно-цинковые сплавы | 13 (М32) |
Медно-никелевые сплавы | 13 (М33) |
Бронзы | 13 (М34) |
Сплавы титана | 14 (М41) |
Чугуны | 28 (М06) |
Стали для арматурного проката | 29 (М07) |
Полиэтилен (РЕ) | 30 (М61) |
Сшитый полиэтилен (PE-X) | 31 (М62) |
Поливинилхлорид (PVC) | 32 (М63) |
Полипропилен (РР) | 33 (М64) |
3) Размеры контрольных сварочных соединений,
4) Положение сварщика при сварке,
5) Степень автоматизации сварочного оборудования,
6) Группа опасных технических устройств, на работу с которыми выдается допуск:
Группа опасных технических устройств | Перечень входящих в группу технических устройств |
Подъемно-транспортное оборудование | 1. 2. Краны –трубоукладчики. 3. Краны- манипуляторы. 4. Лифты. 5. Тали. 6. Лебедки. 7. Устройства грузозахватные. 8. Подъемники (вышки). 9. Эскалаторы. 10. Дороги канатные, их агрегаты, механизмы и детали. 11. Цепи для подъемно-транспортного оборудования. 12. Строительные подъемники. 13. Конвейеры пассажирские. 14. Металлические конструкции для подъемно-транспортного оборудования. |
Котельное оборудование | 1. Паровые котлы с давлением пара более 0,07МПа и водогрейные котлы с температурой воды выше 115°С. 2. Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07МПа и температурой воды свыше 115°С. 3. Сосуды, работающие под давлением свыше 0,07 МПа. 4. Арматура и предохранительные устройства. 5. Металлические конструкции для котельного оборудования. |
Газовое оборудование | 1. Трубопроводы систем внутреннего газоснабжения. 2. Наружные газопроводы низкого, среднего и высокого давления. 2.1.Стальные. 3.Газовое оборудование котлов, технологических линий и агрегатов. 4. Газогорелочные устройства. 5. Емкостные и проточные водонагреватели. 6. Аппараты и печи. 7. Арматура из металлических материалов и предохранительные устройства. |
Нефтегазо-добывающее оборудование | 1. Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при сооружении, реконструкции и капитальном ремонте. 2. Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при текущем ремонте в процессе эксплуатации. 3. Промысловые и магистральные газопроводы и конденсатопроводы; трубопроводы для транспортировки товарной продукции, импульсного, топливного и пускового газа в пределах: установок комплексной подготовки газа (УКПГ), компрессорных станций (КС), дожимных компрессорных станций (ДКС), станций подземного хранения газа (СПХГ), газораспределительных станций (ГРС), узлов замера расхода газа (УЗРГ) и пунктов редуцирования газа (ПРГ). 4. Трубопроводы в пределах УКПГ, КС; НПС; СПХГ; ДКС; ГРС; УЗРГ; ПРГ, и др., за исключением трубопроводов, обеспечивающих транспорт газа, нефти и нефтепродуктов. 5. Резервуары для хранения нефти и нефтепродуктов, газгольдеры газовых хранилищ при сооружении и ремонте. 6. Морские трубопроводы, объекты на шельфе (трубопроводы на платформах, а также сварные основания морских платформ) при сооружении, реконструкции и ремонте. 7. Уникальные объекты нефтяной и газовой промышленности при сооружении и ремонте (рабочие параметры объектов, не предусмотрены действующей нормативной документацией). 8. Запорная арматура при изготовлении и ремонте в заводских условиях. 9. Детали трубопроводов при изготовлении и ремонте в заводских условиях. 10. Насосы, компрессоры и др. оборудование при изготовлении и ремонте в заводских условиях4). 11. Нефтегазопроводные трубы при изготовлении и ремонте в заводских условиях. 12. Оборудование нефтегазопромысловое, буровое и нефтеперерабатывающее. 13. Трубопроводы автоматизированных газонаполнительных компрессорных станций (АГНКС). |
Металлургическое оборудование | 1. Доменное, коксовое и сталеплавильное оборудование. 2. Технологическое оборудование и трубопроводы для черной и цветной металлургии. 3. Технические устройства для производства черных и цветных металлов и сплавов на их основе. 4. Машины для литья стали и цветных металлов. 5. Агрегаты трубопрокатные. 6. Станы обжимные, заготовочные, сортопрокатные и листопрокатные. |
Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств | 1. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением до 16МПа. 2. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением более 16МПа. 3. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под вакуумом. 4. Резервуары для хранения взрывопожароопасных и токсичных веществ. 5. Изотермические хранилища. 6. Криогенное оборудование. 7. Оборудование аммиачных холодильных установок. 8. Печи. 9. Компрессорное и насосное оборудование. 10. Центрифуги, сепараторы. 11. Цистерны, контейнеры (бочки), баллоны для взрывопожароопасных и токсичных веществ. 12. Котлы-утилизаторы. 13. Энерготехнологические котлы. 14. Котлы ВОТ. 15. Трубопроводная арматура и предохранительные устройства. 16. Технологические трубопроводы и детали трубопроводов. |
Горнодобывающее оборудование | Технические устройства для горнодобывающих и горно-обогатительных производств и подземных объектов (в том числе оборудование шахтных установок и лифтовых шахтных подъемников) |
Оборудование для транспортировки опасных грузов | 1. Контейнеры специализированные и тара, используемые для производства и транспортировки опасных грузов и строительных материалов. 2. Цистерны. 3. Экипажная часть. |
Строительные конструкции | 1. Металлические строительные конструкции. 2. 3. Металлические трубопроводы. 4. Конструкции и трубопроводы из полимерных материалов. |
Конструкции стальных мостов КСМ | 1. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при изготовлении в заводских условиях 2. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при сборке, сварке и ремонте в монтажных условиях |
 Грузоподъемные краны.
Грузоподъемные краны.




 Арматура, арматурные и закладные изделия железобетонных конструкций.
Арматура, арматурные и закладные изделия железобетонных конструкций.Наша компания окажет всю необходимую помощь в прохождении любых типов и видов освидетельствований, аттестаций, обучении. Наши специалисты обладают огромным опытом работы, в том числе по связям с различными государственными и негосударственными органами и структурами.
Мы гарантируем положительный результат.
Наша команда
Более 30 экспертов, в том числе 3 кандидата юридических наук.
 org/Person»>
org/Person»>Весь коллектив «ПроЭксперт»
Наши лицензии, аккредитации и свидетельства
Свидетельство о представительствеСвидетельство о регистрации в едином реестре зарегистрированных систем добровольной сертификацииСистема добровольной сертификации «ПромСтройТест» Регистрационный № РОСС RU.31107.04ЖКР0Система добровольной сертификации «Олимп»Свидетельство о партнерствеСвидетельство о представительствеСвидетельство о партнерствеСвидетельствоСвидетельствоПисьмоПисьмоПисьмоПисьмоПолучите консультацию эксперта в городе Челябинск
Опишите в свободной форме какие услуги вас интересуют. Мы внимательно изучим ваш запрос, подготовим наиболее выгодное предложение и сразу же свяжемся с вами.
Ваши данные отправятся главному эксперту отдела!
Нас рекомендуют
Какая аттестация сварщика считается внеочередной, первичной, периодической, дополнительной, виды, где должна проводиться
Сертификат НАКС не предоставляется в данный момент Получите консультацию у наших специалистов 8
Национальное Агентство Контроля Сварки (НАКС) — саморегулируемая организация, созданная для контроля за системой сертификации сварочного производства. Организация разработала принципы добровольной сертификации сотрудников сварочного производства.
Организация разработала принципы добровольной сертификации сотрудников сварочного производства.
Добровольная сертификация решает несколько задач, а именно:
- обеспечивает безопасность, качество, надежность товаров и услуг сварочного производства, поскольку подтверждает соответствие специалистов требованиям стандартов и сводов правил;
- создает условия для организаций и предпринимателей для участия в международной торговле и экономическом сотрудничестве, для работы на товарном рынке России и стран ЕЭС в рамках единых стандартов;
- защищает потребителя от недобросовестных продавцов и изготовителей;
- позволяет потребителям грамотно оценить качество продукции, услуг, работ, производимых в области сварочного производства;
- повышает конкурентоспособность всего российского сварочного производства и его продукции.
Срок оформления документов — 1.5 месяца
Аттестация НАКС в данный момент не проводится
Виды аттестации сварщиков
Все работающие в области электросварки, должны по закону обязательно проходить проверки, в рамках правил аттестации специалистов сварочного производства I уровня – сварщиков. Только после успешной сдачи экзаменов, они имеют право осуществлять работы по своему профилю. Подобная работа этом остается под контролем и учетом Российского технического надзора. Аттестация сварочной технологии подразделяется на категории. Ниже приведем и подробно расскажем по каждому из видов.
Только после успешной сдачи экзаменов, они имеют право осуществлять работы по своему профилю. Подобная работа этом остается под контролем и учетом Российского технического надзора. Аттестация сварочной технологии подразделяется на категории. Ниже приведем и подробно расскажем по каждому из видов.
Первичная
Первичная аттестация сварщиков — ее проводят для сварщиков, которые не имели раньше допуска.
Внеочередная
Изучая информацию о том, какая аттестация сварщика считается внеочередной, нужно знать, что ее проходят сварщики до момента допуска к электросварочным работам после временного отстранения от работы при нарушении сварочной технологии или неоднократном случае некачественного исполнения соединений электросварки.
Дополнительная
Люди, желающие расширить рабочий список аттестационного удостоверения, могут получить дополнительное разрешение. Фактически это расширение области работ, которые сможет выполнять спец.
Периодическая
Проводится, для того чтобы продлить период действия НАКСовского удостоверения. Мастера проходят проверку знаний по работающим Правилам, которые были утверждены надзором страны в области техники в 2000 году (ПБ 03-273-99). Проводится со сдачей экзаменов как теории, так и сварки для кандидатов на 1 уровнь, а для ИТР — только теория.
Мастера проходят проверку знаний по работающим Правилам, которые были утверждены надзором страны в области техники в 2000 году (ПБ 03-273-99). Проводится со сдачей экзаменов как теории, так и сварки для кандидатов на 1 уровнь, а для ИТР — только теория.
Сколько действует допуск?
Для чего нужна переаттестация НАКС — удостоверения действуют в течение определенного времени, которое отличается для разных уровней:
- I — не более двух лет;
- II и III — 3 года;
- IV — до пяти лет.
Во время проведения аттестации экзаменуемые стараются не только подтвердить квалификацию, но и перейти на другой уровень. Надо помнить, что экзамены и получение удостоверения, а также его продление платные.
Н. А. Нетудыхата, образование: ПТУ, специальность: сварщик шестого разряда, опыт работы: с 2002 года: «Имея за плечами богатый опыт работы сварщиком, некоторые работники переходят на третий уровень НАКС и становятся технологами, которые призваны следить за правильностью выполнения сварки, но непосредственного участия в процессе не принимают».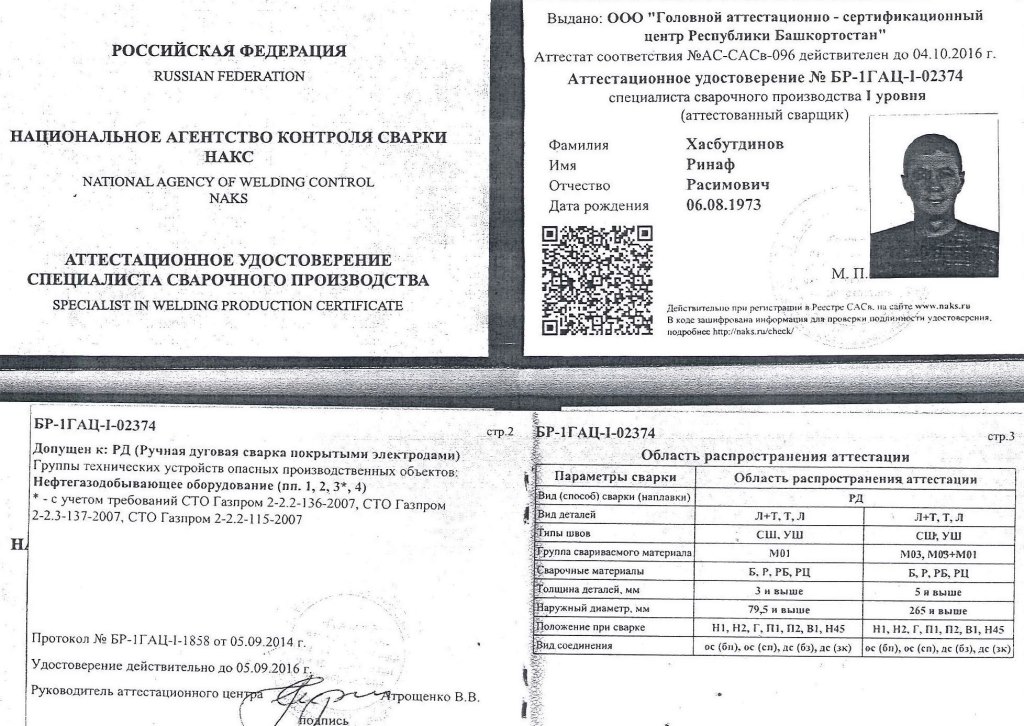
Специалисты
Специалисты организуют и контролируют производство сварочных конструкций, оборудования и деталей. Они изучают конструкторскую с производственной и технологической документацией по производству, монтажу и реконструкции с применением сварки. Изучают схему сварных изделий, определяют специальные условия и требования для выполнения сварочных работ, а также занимаются разработкой техтакрт и техпрцессов.
Сотрудники определяют виды сварочных материалов для выполнения поставленной задачи, обеспечивают цех квалифицированным персоналом, проводят инструктаж по трудовой охране на рабочем участке, ведут учет брака. Из-за сложной, опасной работы они должны получить разрешительный документ, чтобы выполнять электросварочные с наплавочными работами.
Какие документы выдаются?
Что это такое удостоверение НАКС — свидетельство, подтверждающее, что обладатель данного документа допущен до работы на всех объектах, находящихся под контролем Ростехнадзора. Каждый аттестованный специалист получает именное удостоверение с личной фотографией, где указан уровень и записано, к каким видам сварочных работ разрешен допуск.
Каждый аттестованный специалист получает именное удостоверение с личной фотографией, где указан уровень и записано, к каким видам сварочных работ разрешен допуск.
Например, когда стоят литеры РД — это допуск к дуговой сварке ручным способом; РАД — сварка с применением неплавящихся электродов; МП — механизированный способ и т. д., а В удостоверении ставятся только те виды сварки, к которым работник допущен. Технологи и инженерный состав получают аналогичные удостоверения с допуском к определенным видам работ.
Аттестация специалистов сварочного производства, что это и для чего (ПБ 03-273-99)
Проверка работников производства по ПБ 03-273-99 – процедура, в ходе которой выдается комплект обязательных документов. По их выдаче сварщики получают возможность работать на любом опасном производственном спецобъекте. Неаттестованные сотрудники не могут быть допущены к рабочему производству. Это указано в правилах аттестации сварщиков и специалистов сварочного производства.
Как проверить документ на подлинность? Любой желающий может проверить документы на соответствие фактов истине. О том как это сделать читайте в нашей статье — Как проверить удостоверение НАКС по реестру сварщиков — найти себя по фамилии на официальном сайте.
О том как это сделать читайте в нашей статье — Как проверить удостоверение НАКС по реестру сварщиков — найти себя по фамилии на официальном сайте.
Как правило, аттестация действует от 2 до 5 лет (для сварщиков – 2 года, для специалистов 2 и 3 уровня – 3 года, для обладателей 4 уровня – 5 лет), а затем требуется переаттестация. Подлинность аттестационного свидетельства возможно проверить на НАКС. Протокол аттестации сварщика заносится в государственный реестр.
Документы
Как получают НАКС — перед прохождением аттестации надо предоставить такой пакет документов:
- Заявление в письменном виде.
- Документы об образовании — аттестат или диплом.
- Свидетельство о профессиональной подготовке.
- Выписку из трудовой книжки, заверенную отделом кадров предприятия.
- Фотографию для вклейки в удостоверение.
- Копии документов о сдаче нормативов ТБ.
- Медицинская справка о состоянии здоровья.
Перечень документов может видоизменяться, что зависит от уровня работника. Аттестация проводится только на базе учебных центров НАКС.
Аттестация проводится только на базе учебных центров НАКС.
Область распространения аттестации
Аттестационный документ (удостоверение) распространяется на те области, по которым проверялись знания. Это указывается в правилах аттестации сварщиков. Разрешение направлено на производство работы с разным оборудованием. Документ необходим для работы с котельным, газовым, нефтяным газодобывающим, металлургическим, подъемно-транспортным спецоборудованием.
Работники, сумевшие пройти спецпроверку согласно требованиям нормативных документов и получившие удостоверение, имеют право на работу с нефтехимическим, нефтеперерабатывающим, взрывопожароопасным, химическим производственным оборудованием. Им доступна работа с горнодобывающим, транспортировочным опасным грузовым оборудованием. Они имеют право на работу со строительными спецконструкциями и спецоборудованием стальных мостов.
Вот полный список групп:
Обязательно в документе указывается информация:
- о сварном способе, доступном сотруднику производства;
- о характере проведения рабочего процесса;
- группе с маркой спецматериалов, которую человек может использовать в электросварке;
- о сварочном материале (электродах, проволоке, газе и тд), который можно применять в работе;
- о диапазоне диаметров, толщин материалов, с которыми сварщик может работать;
- характеристики сварочного соединения такие как угол кромок, величина притупления;
- о типе сварного шва, виде спецсоединения, доступном для работы;
- положение швов (горизонтальные, вертикальные, потолочные, нижние)
- о виде покрытия электрода (если применяются флюсы то их марка, если газы то наименование).

Аттестация сварщиков на предприятии, в организациях дает возможность им проводить электросварку трубы, трубы с листами и др. Она дает право работать со стыковыми и угловыми швами. С удостоверением сотрудник может варить и наплавлять электродами диаметром от 1,6 мм с основным, кислым, рутиловым, рутилово-целюлозным покрытием. Аттестационный документ (удостоверение) дает возможность на электро и газосварку или наплавку деталей по нижнему, горизонтальному, потолочному, вертикальному, наклонному пространственному положению.
Для работы он может использовать четыре вида соединения. Согласно нормативным документам, это: соединения, выполняемые с одной стороны, без использования подкладки; на съемной или оставшейся подкладке, выполняемой с нескольких сторон, с корневой шовной зачисткой и без. Стыковой шов используется в стыковом спецсоединении. Угловой шов используется в угловом, тавровом, нахлесточном спецсоединении.
Что проверяется?
В проверку теоретических знаний включены такие вопросы:
- существующие варианты сварки и наплавки металлов;
- типы применяемых шовных соединений;
- виды контрольных швов;
- какие используются группы основных материалов;
- разновидности сварочных материалов;
- положение соединений во время сварки.
Проверка практических навыков производится по способам сварки и наплавки — от простого ручного дугового варианта с использованием плавящегося покрытого электрода (РД) до сложных автоматов, например, автоматической наплавки при помощи проволоки под флюсом (АФПН). Подробный перечень смотрите в нормативных документах Госгортехнадзора России, пункт 1.11.1.
Порядок аттестации
Порядок выдачи разрешения на электросварочную работу выглядит так:
Направляется заявление в аттестационную службу, прикрепив дополнительные документы;
Потом служба проверяет документы и начинает экзамен. Проверка начинается с практического испытания (при не сдаче, сварщик может позднее пройти проверку, сделав это не ранее, чем через тридцать дней).
Третьим шагом проводится обязательный с добавочным экзаменом письменно или на компьютере. В первом тесте согласно требованиям документов находится 20 обязательных вопросов, 15 доп. вопросов. Темы подбираются с помощью специально собранной комиссии. Они составляются из сборника с темами. Если человек смог верно ответить на 80% тем, то госэкзамен оканчивается удачно.
При отличной сдаче практических с теоретическими экзаменами, комиссия оформит протокол отдельно для человека по каждой сварке. К протоколу останется приложить заключение с иными документами, ответственными за контроль качества сварочных соединений.
Последним шагом будет оформление удостоверения, его форма утверждена НАКС и фактически не меняется. Внешни удостоверения отличаются по цвету у сварщиков корка (обложка) синяя, а для спецов со 2 по 4 уровень — красная.
Процесс аттестации
До подтверждения квалификации сотрудник проходит подготовку, проверку знаний по производственной безопасности на работе. Он предоставляет результат экзамена в отделение центра. В 2022 году это требование отпало, теперь наличие промбеза необязательно для сварщиков.
Процедура подтверждения квалификации (аттестации) включает в себя несколько госэкзаменов: это теоретическая часть которая чаще всего проводится в форме теста с последующим собеседование и конечно же практический экзамен специалиста сварочного производства. Сотрудники, владеющие доп. образованием в производственной сфере с ремонтом, монтажом материалов из полимера. Они освобождаются от экзамена (от его теоретической части).
Одновременная аттестация сотрудников разрешается не больше, чем в рамках трех групп спецтехнических объектов. Сотрудники для новой группы техустройств сдают экзамен особого назначения.
Экзамен
На первом экзамене аттестованный сотрудник задает не меньше тридцати вопросов аттестуемому, а на дополнительном не меньше двадцати вопросов, заданий по направлению связанному с объемом его аттестации. То есть если специалист подавал документы с указанием групп аттестации по сварочному производству, к примеру КО, ОХНВП и ПТО, то и вопросы ему будут задаваться в рамках этих групп. Экзамены проводятся письменным способом. В рамках решения спецкомиссии, принимающей экзамен, аттестуемый может получить собеседование.
Работник проходит обязательный экзамен, если он отвечает на большую часть вопросов и успешным образом исполняет задание практики, учитывая дополнительное собеседование. Если работник аттестуется на несколько рабочих видов, к примеру, на дуговую электросварку или аргонодуговой электросварки, в билете для прохождения госэкзаменов должно быть не меньше пяти тем о специальном методе сварки.
Во время квалификационного подтверждения, кандидат получает конкретный ряд практических заданий и тестов, согласно тех группы опасных техустройств на которые и аттестуется. В теоретической части, в билете должно содержаться пять вопросов в группе спецтехнических устройств.
Пересдача
Если специалист так и не смог пройти один или несколько госэкзаменов, он пересдает несданные тесты на протяжении полгода, но не раньше месяца с первого теста. Дата с условием экзаменационной пересдачи согласуется с руководством аттестационного центра. При не сдаче экзаменов, сотрудник не проходит проверку, и результат его экзаменационной работы аннулируется.
По завершению спецпроверки аттестуемый получает комиссионный акт по государственной форме. Он оформляется в двух копиях. Его подписывает комиссионный председатель, а руководитель его заверяет. Копии удостоверения хранятся в новом центре и у заявителя. Специалисты по завершению аттестации получают новые удостоверения, протоколы и акт о выполненных работах со стороны аттестационного центра. Их форма представляется в государственном приложении.
Этапы
Во время проверки знания теории и практических навыков работника или руководителя он обязан сдать такие экзамены:
- практика использования сварочного оборудования, если испытуемый не сдает, то на этом аттестация прекращается;
- теоретический курс.
В первом варианте аттестации производится проверка практических действий на основании ГОСТ и разработанных НАКС документов. Если работник выполнил практическое задание, соответствующее его заявленному уровню, то он допускается до второго экзамена.
Во время проверки теоретической подготовки количество вопросов зависит от заявленного уровня: первый из них включает не менее 15; а все последующие уровни минимум 20 вопросов. Опрос производится в электронном виде на компьютере, но возможен и письменный вариант — зачет при положительном ответе на 80% вопросов.
Если испытуемый не прошел аттестацию, то повторную проверку он должен пройти в течение трёх месяцев.
Рекомендации работодателям
Ко мне часто обращаются люди с целью оформить аттестацию (удостоверение) электрогазосварщика как частному лицу. Я пытаюсь объяснить им, что подобные документы оформляются только после того, как работодатель предоставит соответствующие документы (заявку и справку). На что слышу наиглупейший ответ- «Нас не берут на работу без корочки».
Уважаемые господа работодатели, почитайте пожалуйста ТК РФ, там русским по белому прописаны условия принятия специалистов в штат, и какие документы при этом можно требовать. Удостоверение по охране труда для сварщика (а именно таковым и является обсуждаемая аттестация) оформляется только после подачи заявки от Вашей организации. И в последствии этот документ привязывается к протоколу (мы обычно копию предоставляем).
В отличии от других аттестаций, в удостоверение сварщика название организации не прописывается, чем обычно пользуются работодатели. Но вообще, согласно существующим нормам, при переходе с одной организации в другую, работник обязан пройти переаттестацию, при чем именно от Вашего предприятия.
Как повысить разряд
Перед тем, как повысить разряд сварщика, следует знать, что на следующий уровень можно перейти на основании результатов квалификационных экзаменов. Если специалист успешно сдаст экзамен, он сможет повысить свой разряд. Также стоит заметить, что первые три разряда присваивают по результатам обучения в профильном учебном учреждении.
Перед тем, как повысить квалификацию сварщика, также нужно знать, что решение о присвоении очередного разряда принимает специально созданная квалификационная комиссия. Именно она выдает свидетельство, которое послужит основанием для повышения зарплаты сварщика.
Описание
1.2. Аттестация сварщиков и специалистов сварочного производства проводится в целях установления достаточности их теоретической и практической подготовки, проверки их знаний и навыков и предоставления права сварщикам и специалистам сварочного производства выполнять работы на объектах, подконтрольных Госгортехнадзору России.
1.3. Система аттестации сварщиков и специалистов сварочного производства (САСв) — комплекс требований, определяющих правила и процедуру аттестации сварщиков и специалистов сварочного производства, занятых на работах по изготовлению, реконструкции, монтажу и ремонту оборудования и объектов, надзор за которыми осуществляет Госгортехнадзор России.
1.4. САСв определяет:
- уровни профессиональной подготовки специалистов сварочного производства;
- структуру и принципы формирования аттестационных органов;
- требования к образованию и специальной подготовке сварщиков и специалистов сварочного производства;
- порядок аттестации сварщиков;
- порядок аттестации специалистов сварочного производства;
- порядок ведения реестра системы аттестации.
1.5. САСв устанавливает четыре уровня профессиональной подготовки:
- I уровень — аттестованный сварщик;
- II уровень — аттестованный мастер-сварщик;
- III уровень — аттестованный технолог-сварщик;
- IV уровень — аттестованный инженер-сварщик.
Присвоение уровня не отменяет присвоенного квалификационного разряда по действующей системе согласно Общероссийскому классификатору профессий рабочих, должностей служащих и тарифных разрядов (ОКЗ 016-94), введенному в действие Постановлением Госстандарта России от 26.12.94 N 367.
1.6. Аттестованные сварщики и специалисты сварочного производства допускаются к выполнению тех видов деятельности, которые указаны в их аттестационных удостоверениях.
1.7. Специалисты сварочного производства, участвующие в работе аттестационных органов, должны быть аттестованы на право проведения работ по подготовке и аттестации сварщиков и специалистов сварочного производства.
Аттестация персонала сварочного производства | СИНТЕЗ
Аттестация сварщиков и специалистов сварочного производства проводится в целях установления достаточности их теоретической и практической подготовки, проверки их знаний и навыков и предоставления права на выполнение конкретных работ.
Аттестация персонала сварочного производства подразделяется на первичную, дополнительную, периодическую и внеочередную.
— Первичную аттестацию проходят сварщики, не имевшие ранее допуска к сварке и/или наплавке соединений оборудования, конструкций и трубопроводов, подконтрольных Ростехнадзору.
— Дополнительную аттестацию проходят сварщики, прошедшие первичную аттестацию, перед их допуском к сварочным работам, не указанным в их аттестационных удостоверениях, а также после перерыва свыше 6 месяцев в выполнении сварочных работ, указанных в их аттестационных удостоверениях. При дополнительной аттестации сварщики сдают специальный и практический экзамены.
— Периодическую аттестацию проходят все сварщики в целях продления указанного срока действия их аттестационных удостоверений на выполнение соответствующих сварочных работ. При периодической аттестации сварщики сдают специальный и практический экзамены.
— Внеочередную аттестацию должны проходить сварщики
перед их допуском к выполнению сварки после их временного отстранения от работы
за нарушение технологии сварки или повторяющееся неудовлетворительное качество
выполненных ими производственных сварных соединений. При внеочередной
аттестации сварщики сдают общий, специальный и практический экзамены.
При успешном прохождении аттестации выдается удостоверение установленного образца, сведения об аттестованном специалисте размещаются в реестре аттестованного персонала САСв.
Аттестационный центр ООО «Синтез» (ЦР-3АЦ) проводит аттестацию сварщиков (специалистов сварочного производства I уровня) и специалистов сварочного производства II, III уровней профессиональной подготовки.
Группы технических устройств опасных производственных объектов:
ГДО -Горнодобывающее оборудование
ГО — Газовое оборудование
КО — Котельное оборудование
МО — Металлургическое оборудование
НГДО — Нефтегазодобывающее оборудование
ОТОГ — Оборудование для транспортировки опасных грузов
ОХНВП — Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств
ПТО — Подъемно-транспортное оборудование
СК — Строительные конструкции
Способы сварки:
РД — Ручная дуговая сварка покрытыми электродами.
РДН — Ручная дуговая наплавка покрытыми электродами.
РАД — Ручная аргонодуговая сварка неплавящимся электродом.
РАДН — Ручная аргонодуговая наплавка.
МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях.
МАДП — Механизированная аргонодуговая сварка плавящимся электродом.
МПГ — Механизированная сварка порошковой проволокой в среде активных газов и смесях.
МПС — Механизированная сварка самозащитной порошковой проволокой.
АФ — Автоматическая сварка под флюсом.
АФПН — Автоматическая наплавка проволочным электродом под флюсом.
ААД — Автоматическая аргонодуговая сварка неплавящимся электродом.
ААДП — Автоматическая аргонодуговая сварка плавящимся электродом.
Г — Газовая сварка.
КТС — Контактная точечная сварка.
КСС — Контактная стыковая сварка сопротивлением.
КСО — Контактная стыковая сварка оплавлением.
НИ — Сварка нагретым инструментом.
ЗН — Сварка с закладными нагревателями.
Заявочные документы:
Для аттестации сварщика
Для аттестации специалиста сварочного производства
Для продления срока действия аттестационного удостоверения сварщика
Для продления срока действия удостоверения специалиста сварочного производства
Документы САСв по аттестации персонала (сварщиков и специалистов) сварочного производства
РД 03-495-02 «Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства»
ПБ-03-273-99 «Правила аттестации сварщиков и специалистов сварочного производства»
Положение об аттестации сварщиков и специалистов сварочного производства, проверке готовности организаций к применению сварочных технологий, аттестации сварочного оборудования и сварочных материалов на объектах ПАО «Газпром»
Перечень групп технических устройств опасных производственных объектов
Рекомендации по применению РД 03-495-02 на строительных объектах
Рекомендации по применению РД 03-495-02 при аттестации сварщиков полимерных материалов
СТО НАКС 2. 6–2021 Порядок проведения и оформления процедур аттестации персонала сварочного производства
Реестр аттестованного персонала на сайте СРО Ассоциация «НАКС»
Как настроить сварочный аппарат MIG
| How-To
Сварка MIG — это доступный и простой в освоении процесс для домашних любителей. Вот как начать.
Коллега однажды сказал мне: «Если вы можете запотеть зеркало, вы можете сварить MIG». Это уже старая истина, которую он услышал от своего многолетнего друга-автомобилиста. Хотя кто-то может воспринять это заявление как оскорбление, не думайте об этом в таком ключе. Сварка MIG — это эффективный и доступный процесс, которому легко научиться. Короче говоря, это отличный вход в крутой мир металлообработки.
Мы уже рассматривали этот вопрос в других статьях, но, чтобы повторить основы, MIG расшифровывается как Metal Inert Gas, и это более распространенный термин для отраслевого описания процесса: GMAW: Газовая дуговая сварка металлическим электродом. Металл подается машиной в виде катушки с тонкой стальной проволокой, покрытой медью, которая по кабелю подается к горелке. Провод заряжается положительным напряжением, которое создает дугу на заземленной детали. Тепло, выделяемое этой электрической цепью, плавит проволоку и окружающий металл заготовки, который плавится и образует сварное соединение по мере охлаждения. Электрическая дуга возникает в облаке инертного газа (I и G в MIG), который выбрасывается на кончике горелки. Этот нереакционноспособный газ окружает дугу, стабилизируя ее и предотвращая попадание кислорода в расплавленный металл до того, как он остынет. Почему вы хотите, чтобы кислород не попадал в расплавленную сталь? Любой, кто живет в ржавом поясе, знает ответ на этот вопрос.
Сварка MIG проста в освоении и может применяться не только в автомобилестроении. Машины становятся все более доступными с каждым днем, а также стали очень сложными за последние несколько лет, практически настраиваясь для вас, оставляя вам простую работу по подключению зажима заземления и нажатии на курок резака.
В этой вводной части мы покажем вам, как настроить сварочный аппарат MIG для первого использования. Мы используем Multimatic 215 от Miller Electric, аппарат, который также выполняет сварку Stick и TIG в одном компактном устройстве. Для целей этой статьи мы сосредоточимся на процессе сварки MIG и будем исходить из того, что вы будете использовать проволоку MIG со сплошным сердечником для сварки мягкой стали, а не нержавеющей стали или алюминия.
Наш Miller Multimatic 215 поставлялся со всем необходимым для начала сварки MIG, даже с небольшой катушкой сплошной проволоки диаметром 0,030 дюйма. большая катушка проволоки тоже). У вас есть несколько вариантов, но для низкоуглеродистой стали обычно рекомендуется смесь 75 процентов аргона и 25 процентов CO2. Мы купили 125 куб. фут баллона «MIG Mix» примерно за 80 долларов. Эта стоимость может показаться высокой, но после первоначальной покупки вы можете обменять пустой баллон на полный за гораздо меньшие деньги.
Кроме того, если вы начинаете с нуля, необходимо иметь надлежащее защитное снаряжение. Купите пару толстых кожаных перчаток, кожаную или брезентовую куртку, кожаные туфли или ботинки и шлем. Сварка MIG вызывает брызги, которые способны проникнуть в, казалось бы, недоступные места на вашем теле, и они могут быть достаточно горячими, чтобы обжечь вас. Кроме того, как и в любом хорошем магазине, держите под рукой огнетушитель.
Многие сварочные маски самозатемняются, что означает, что линза автоматически затемняется при зажигании дуги. Это полезно, потому что вам не нужно переворачивать шлем вверх и вниз при перемещении фонарика. Однако они дороже.
Еще одним хорошим приобретением является набор плоскогубцев MIG, которые используются для зажима конца проволоки, очистки от шлака и облегчения снятия сопла горелки.
Собрав все расходные материалы и защитное оборудование, настроить машину относительно легко. Мы приобрели эту 11-фунтовую катушку с проводом ER70-S6 диаметром 0,023 дюйма и установили ее на втулку в машине. Буквенно-цифровое обозначение означает проволоку для сварки сопротивлением из определенного сплава (70), которая содержит определенное количество кремния (S6). Таблицы доступны в Интернете, чтобы помочь вам подобрать проволоку для свариваемого материала, но обычно вы будете использовать ER70-S2 или S6 для мягкой стали, и это самое безопасное место для начала. Как правило, вы, вероятно, будете использовать проволоку MIG диаметром 0,023, 0,030 или 0,035 дюйма для большинства сварочных работ в автомобилестроении. Более тонкая проволока лучше подходит для более тонких материалов, таких как внешний листовой металл, в то время как более толстая проволока должна использоваться для более тяжелых материалов, таких как рамы, кожухи осей и компоненты подвески.
В зависимости от диаметра проволоки, которую вы используете, вам потребуется соответствующий приводной ролик. Это часть механизма, который стягивает проволоку с катушки и пропускает ее через кабель к наконечнику горелки. Он маркируется различными диаметрами проволоки.
Приводной ролик Miller имеет три различных канавки для проволоки диаметром 0,023, 0,030 и 0,035 дюйма. Ролик надевается на подпружиненный приводной вал, что позволяет установить его на нужную глубину, чтобы он попал в канавку, соответствующую используемой вами проволоке. Другие сварочные аппараты MIG имеют отдельные приводные ролики для разных диаметров проволоки.
Вам также понадобится контактный наконечник, соответствующий используемому проводу. Контактный наконечник ввинчивается в конец горелки. Это часть, которая передает напряжение на провод, когда он покидает горелку. Наш сварочный аппарат поставлялся с контактными наконечниками 0,030 и 0,035 дюйма. Мы купили наконечник 0,023 в нашем местном магазине сварочных материалов.
Установив правильный приводной ролик и контактный наконечник, вы можете начать подачу проволоки в привод и кабель горелки. Будьте осторожны при ослаблении конца проволоки. В зависимости от того, насколько туго она намотана, несколько футов проволоки могут соскочить с катушки, оставив вас с большой кучей проволоки на полу.
Одной рукой держите проволоку на катушке, а другой зажимайте изогнутый конец проволоки. Вы не хотите подавать перекрученный или согнутый провод в приводной механизм. Он может зацепиться или сбиться внутри кабеля горелки.
Пропустите проволоку через направляющую и приводной ролик, затем в кабель горелки. Проволока зажата верхним роликом, который поддерживает натяжение проволоки с помощью регулировочной ручки.
Теперь вы можете либо вручную протолкнуть провод через кабель до конца наконечника резака, либо включить питание устройства, и приводной механизм сделает всю работу за вас. Multimatic, как и многие другие сварочные аппараты в линейке продуктов Miller, может работать от 110 или 220 вольт и поставляется с двумя разными вилками. Удобно, что вилка на 220 В подходит к обычной розетке сушилки с прямым лезвием.
При включенном сварочном аппарате вы можете активировать горелку и подавать проволоку через кабель. Увеличение скорости подачи проволоки ускорит процесс. В этот момент вы также можете отрегулировать натяжение приводного ролика. Нет необходимости крутить ручку натяжения слишком высоко, все, что нужно, — это предотвратить проскальзывание проволоки.
Газовые регуляторы также входят в комплект поставки Multimatic 215. Правый манометр показывает общее давление в газовом баллоне, а левый манометр показывает давление на выходе из баллона, которое регулируется Т-образной рукояткой. Установка его на уровне около 20 фунтов на квадратный дюйм является хорошим местом для начала.
Поскольку Multimatic 215 выполняет оба процесса, он имеет двойные входы защитного газа для сварки MIG и TIG. TIG обычно выполняется с использованием чистого аргона или гелия. В нашей сварочной тележке есть место только для одного газового баллона, но есть модели, рассчитанные на два.
Miller включает подробную памятку, которая поможет вам настроить машину. В основном вам нужно знать состав и толщину свариваемого материала, а функция автоматической настройки устанавливает напряжение и скорость подачи проволоки. Судя по опыту, это тоже очень точно.
При желании вы также можете установить напряжение и скорость подачи вручную на сенсорном дисплее на передней панели станка.
Убедитесь, что газ выходит из сопла горелки, несколько раз нажав на горелку. Возможно, вам придется отрегулировать регулятор, чтобы поддерживать постоянное давление от 15 до 20 фунтов на квадратный дюйм во время работы устройства. Как только это будет сделано, прикрепите зажим заземления, и вы готовы к сварке. Всегда полезно проверить настройки на куске того же материала, который вы собираетесь сваривать.
Источники:
Gardena Swiding Supply, (310) 323-5850, Gardenaweldingsupply. com
Miller Electric, (920) 734-9821, Millerwelds.com
Трендовые страницы
. Номинальные модели электромобилей
Сколько стоит Tesla? Вот разбивка цен
Лучшие гибридные автомобили — лучшие модели гибридных автомобилей
Каждый электрический внедорожник, который можно купить в США в 2022 году
Это наиболее экономичные пикапы, которые можно купить
Это внедорожники, предлагающие лучшие бензинские пробеги
Тренда карты
Best Electric Care -Models
Best Electric Care -Models
Best Electric -Care -Models
Best Electric -Care -Models
Best Electric -Care -Models
.
Сколько стоит Тесла? Вот разбивка цен
Лучшие гибридные автомобили — лучшие модели гибридных автомобилей
Каждый электрический внедорожник, который можно купить в США в 2022 году
Это самые экономичные пикапы, которые вы можете купить
Это внедорожники с лучшим расходом топлива
Можно ли сваривать TIG с помощью сварочного аппарата?
Александр Берк
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Недавно друг спросил меня о том, что необходимо для начала сварки TIG. Он хотел попробовать TIG, просто не хотел разориться при этом. Пока у него в гараже стоял старый сварочный аппарат, я порекомендовал следующий порядок действий.
Вопрос в том, можете ли вы сваривать TIG с помощью сварочного аппарата? Краткий ответ: Да, вы можете превратить любой сварочный аппарат постоянного тока в аппарат для сварки электродом, если вы купите горелку TIG и баллон с аргоном.
В особенности, если вы только начинаете заниматься сваркой ВИГ или просто хотите попробовать, сварка ВИГ с помощью сварочного аппарата может стать отличным вариантом, чтобы опробовать себя в игре. В этой статье я дам обзор того, как преобразовать ваш текущий сварочный аппарат в аппарат для сварки TIG. Начиная со списка необходимых покупок и настройки, я исследую уникальные особенности процесса. Далее, какие преимущества и недостатки следует учитывать. И, наконец, альтернативы. После прочтения статьи вы должны быть в довольно хорошем положении, чтобы решить для себя, хотите ли вы пройти сварку TIG с маршрутом сварочного аппарата или вы совершаете покупку полной установки TIG.
Что нужно для начала?
Итак, что вам нужно? Сварочная установка с подключением постоянного тока — это то, что у вас уже должно быть. Не слишком портя резюме, просто не имеет смысла покупать специальный сварочный аппарат, если вы собираетесь часто выполнять сварку TIG.
Первая покупка, доступная по низкой цене на Amazon или у вашего местного дилера по сварке, горелка TIG с воздушным охлаждением, чаша и вольфрам. Если у вас есть вопросы о размере чашки, диаметре вольфрама и других более подробных вопросах, касающихся этой темы, рассмотрите возможность прочесть мои статьи, посвященные этой теме. Или получите реальную консультацию в магазине сварки, которому вы доверяете, когда знаете, какой проект вы хотели бы начать. Совет может быть настолько хорош, насколько хороша ваша цель, поэтому убедитесь, что вы примерно знаете, какую толщину материала, тип материала и положения/типы соединений вы хотели бы сварить. Рекомендация по горелке: выбирайте горелку TIG с клапаном на рукоятке. Поскольку у вас не будет многих встроенных функций родной машины TIG, это добавит больше удобства в использовании без дополнительных затрат или с очень небольшими дополнительными затратами. Как только вы соберете все эти предметы, связанные с факелом, следующим будет защитный газ.
Баллон с аргоном (100% аргон). Или гелий 100% (более дорогой вариант, возможные преимущества см. в этой статье). Защитный газ жизненно важен для сварки TIG, нет никакого обходного пути для использования баллона с защитным газом, как я объясняю далее в этой статье. Но аргон полезен для всех видов защиты сварочной атмосферы, а также может использоваться для сварки MIG. Не забудьте газовый шланг, который понадобится для подключения газа к горелке.
Краткое резюме. Чтобы начать работу со сварочным аппаратом, потребуются следующие покупки:
- Горелка для сварки вольфрамовым электродом в среде инертного газа (включая вольфрамовую трубку и чашу, а также рекомендуемый клапан на рукоятке)
- Баллон со 100% аргоном (включая газовый шланг и разъем) читайте здесь)
Как настроить сварочный аппарат для TIG
На этом этапе у вас должны быть все вышеперечисленные предметы. Теперь можно приступить к настройке снаряжения. Баллон с аргоном будет подсоединен газовым шлангом к газовому разъему горелки TIG. Пока не увеличивайте поток аргона.
Следующим шагом является подключение заземления к положительной клемме вашей сварочной установки, а провода электрода к отрицательной клемме вашего сварочного аппарата. Заключительной частью является соединение зажима электрода с подводящим концом горелки TIG. Прежде чем продолжить, убедитесь, что все правильно подключено.
Чтобы подготовиться к следующему этапу сварки, убедитесь, что клапан на горелке TIG закрыт. Также дважды проверьте, подключены ли провода, как описано выше. В противном случае вы окажетесь в разделе устранения неполадок позже.
Как выполнять сварку ВИГ на аппарате для сварки вольфрамовым электродом
Теперь, после покупки необходимых элементов для превращения вашего аппарата в аппарат для сварки ВИГ и всех необходимых настроек, мы готовы приступить к работе.
- Настройки сварки: Включите сварочную установку и настройте силу тока, соответствующую материалу и толщине материала, с которым вы работаете. Если вы сразу прожигаете свой материал, значит, усилители были слишком высокими. Слово дополнительного предупреждения: ток постоянно течет через вашу горелку, как только вы увеличиваете силу тока. Убедитесь, что ваш фонарь находится в безопасном месте, в идеале — в твердом держателе. На рынке есть несколько действительно хороших магнитных держателей горелки за пару долларов, которые делают сварку намного безопаснее и приятнее.
- Защитный газ: Увеличьте расход аргона на расходомере до 15-20 кубических футов в час. Точный расход зависит от вашей сварочной работы. Если вы слышите газ, значит, вы забыли закрыть газовый клапан на горелке TIG. Или у вашей горелки нет клапана. В этом случае не беспокойтесь. Откройте вентиль, прежде чем, наконец, начнете сварку.
- Начало с нуля: Как видно на рисунке выше, горелка TIG должна коснуться заготовки/металла, чтобы создать замкнутое соединение тока. Но этого недостаточно, чтобы зажечь дугу. Два способа создания дуги.
- 1) Коснитесь металла вольфрамовым наконечником и измените угол движениями вверх и вниз, как показано на рисунке выше.
- 2) Коснитесь также металла, но для начала «поцарапайте» металлическую поверхность.
Совет: используйте тонкую металлическую пластину в начале заготовки, чтобы пожертвовать в начале. Это приведет к более красивому внешнему виду сварного шва.
Для завершения просто отведите горелку достаточно далеко от места сварки. Это автоматически остановит цепь, и сварочная дуга исчезнет.
Я надеюсь, что теперь у вас все в порядке, если у вас возникнут какие-либо проблемы, я собрал несколько распространенных проблем в разделе устранения неполадок.
Поиск и устранение неисправностей
Дуга не запускается: Проверьте правильность подключения. И что фонарик подключен к минусовому выходу.
Пористость: Проверьте, идет ли газ, и если да, возможно, увеличьте объем потока. Если вы уже находитесь на более высоком конце спектра, подумайте об отказе от него. Если аргон течет слишком быстро, создаются турбулентности, которые засасывают кислород. Также проверьте источники черновиков.
Серые сварные швы: Аналогично пористости. Убедитесь, что все вышеперечисленные пункты понятны. Но сварка с этой настройкой создаст немного больше серого цвета по краям сварного шва. По окончании сварки обязательно очистите его должным образом.
Прожечь/отверстия: На большую силу тока. Выключите питание и уменьшите время, которое вы проводите на одном месте с факелом.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Когда имеет смысл превратить аппарат для ручной сварки в аппарат для сварки TIG? – Плюсы и минусы
Сварка ВИГ с помощью сварочного аппарата, безусловно, более экзотическое применение, но оно имеет свои области применения и достоинства. Самый очевидный из них, о котором я уже упоминал: экономия ваших денег при использовании TIG, когда у вас уже есть сварочный аппарат в мастерской. В противном случае может быть более разумным использовать сварочный аппарат TIG для сварки более тонкого материала или попытки герметизации контейнера. Многие преимущества сварки TIG могут быть перенесены на аппарат для сварки электродом, даже несмотря на то, что качество родного сварочного аппарата TIG будет трудно, если вообще возможно, достичь.
Еще одним преимуществом является гибкость кабеля и шланга. Газ подается в вашу горелку отдельно, поэтому вы можете использовать очень длинный газовый шланг, чтобы получить больше гибкости при сварке. Кроме того, электрические провода обычно длиннее с самого начала по сравнению с обычными сварочными аппаратами TIG.
Недостатки:
- Менее простое обращение (нет педали — нет регулировки силы тока во время сварки)
- Результаты не такие чистые, как при обычной сварке TIG (поэтому требуется больше постобработки и очистки)
- Вероятно, больше потребление аргона (зависит от того, как быстро вы включаете и выключаете клапан между сварками, так как машина не поможет вам переключиться).
- Меньшее влияние на начало и конец (без нарастания, наклона и т. д.).
- Трудно или невозможно сварить очень тонкий материал (что обычно является одной из сильных сторон сварки TIG).
- Больше (или даже больше) износ вольфрамового наконечника. следовательно, больше заточки, больше загрязнений и менее точное формирование дуги)
Таким образом, в основном это преобразование является способом выполнить случайную работу TIG и получить представление о процессе. Как только вы настроитесь на сварку TIG или работы в этой области станут более частыми, инвестирование в инверторный источник питания будет самым мудрым решением. Приличные машины начинаются примерно с 650 долларов, и они, как правило, поставляются со всем необходимым оборудованием, чтобы сразу начать работу. Ясно, что моя рекомендация, если вы недовольны результатами сварки с помощью сварочного аппарата или из-за дополнительных хлопот, связанных с управлением сварочным аппаратом, TIG уменьшает ваше удовольствие от сварки TIG.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Оставь мне примечание к твоему рейтингу! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки. Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Recent Posts
- Почему нельзя заварить треснувший алюминиевый диск
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
- 8 советов по сварке пробки O2
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
- 8 советов по сварке окрашенных материалов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Оставь мне примечание к твоему рейтингу! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Генератор, переделанный в сварочный аппарат
- Форум
- Дисциплины WeldingWeb
- Сварочные проекты и изображения
- Генератор переделанный в сварочный аппарат
26.07.2004 #1
Генератор переоборудовали в сварочный аппарат
Привет,
Если возможно? Мне было интересно, смогу ли я превратить свой 5500-ваттный генератор в сварочный аппарат, и если да, то что мне нужно для этого???
Заранее спасибо.
Ал
Ответить с цитатой
26.07.2004 #2
Нет, вы не можете этого сделать. Это простой ответ, если кто-то хочет уточнить технические вопросы, отлично.
www.urkafarms.com
Ответить с цитатой
27.
07.2004
#3Ал,
Я согласен с ответом Сберри, большая разница между вашим генератором и пригодным для использования сварочным аппаратом. Преобразование не очень практично.
Если вы хотите построить портативный электросварщик, работающий на газе, я видел довольно много сообщений об использовании автоматического генератора переменного тока, приводимого в движение автомобилем, грузовиком или стационарным двигателем. Я полагаю, что один был даже построен из старой роторной газонокосилки. Схема довольно проста, единственной важной частью, которую они показали, был автомобильный аккумулятор, используемый для запуска генератора переменного тока.
Я понятия не имею, насколько хорошо работают эти самодельные установки, но есть по крайней мере одна компания, которая производит коммерческий сварочный аппарат на основе генератора переменного тока для внедорожного сообщества.Если вы заинтересованы в использовании этого подхода и не можете найти подробности в поиске, дайте мне знать, и я постараюсь найти для вас некоторую информацию.
Тинкер
Сенчури 135GS, ThermalArc 250GTSОтветить с цитатой
28.07.2004 #4
Ваше мнение о Зене (www.
zena.net). Купил, но еще не подключил. Предполагается, что он имеет 100% рабочий цикл, и его также можно превратить в миг. Кабели выглядят очень красиво, и вы можете включить его за ручку.Стив
Стив ЛеАнна
Ответить с цитатой
07-29-2004 #5
Mobi-Arc — хороший сварочный аппарат, устанавливаемый на автомобиль, который также работает от генератора.
У меня есть такой на моем джипе CJ-7, и он отлично работает.Вы можете увидеть мою рецензию на эту тему здесь:
n2jeepn.com Рецензия Mobi-ArcДэн
www.n2jeepn.com
Ответить с цитатой
08-02-2004 #6
переделка в сварочный аппарат
Простой ответ — да, вы можете переоборудовать его в сварочный аппарат.
вы также можете добавить к нему приспособление и использовать его как сварочный аппарат с ограниченными модификациями. все зависит только от того, с какими еще неудобствами и расходами вы смиритесь. большинство комбинированных генераторов-сварщиков имеют либо два набора катушек (один для сварщика, один для генератора), так что либо одна может работать, либо у них есть основная обмотка, которая используется в обоих режимах, дополняя ее дополнительной обмоткой. сварщику нужен большой ток низкого напряжения. генератор использует более высокое напряжение и более низкий ток, поэтому один фиксированный набор катушек — не самое простое решение. чтобы преобразовать свой, вы можете снять генератор переменного тока 120 В (секция генератора) и установить на него сварочный генератор.или/
Сейчас это не преобразование, а надстройки, позволяющие сваривать с помощью основного генератора в качестве силовой установки — вы можете использовать сварочный контроллер. есть 2-3 марки и типа, которые делают это и работают нормально, но генераторы чувствительны к изменениям скорости, и сварка может быть не такой стабильной, как вам хотелось бы.
некоторые используют банк из 3-4 батарей и используют генератор для запуска цепи зарядного устройства. есть широко доступный spoolgun (readywelder), который может это сделать. Другая возможность — приобрести инверторный сварочный аппарат и использовать для его питания напряжение 120 или 240 В переменного тока. тогда вы также можете снять шкив с главного вала и запустить автомобильный генератор переменного тока, настроенный как сварочный аппарат, от этого шкива.здесь можно найти много способов, поищите несколько в GOOGLE и выберите то, что подходит вашему стилю.
Ответить с цитатой
08-02-2004 #7
генератор-сварщик
Кстати,
Я запустил сварочный аппарат на 70-90 А переменного тока от моего портативного генератора мощностью 2500 Вт 120 В переменного тока, и у меня возникло лишь несколько проблем.
должны использовать маленькие стержни, обязательно помните о рабочем цикле, не переусердствуйте с размером работы, которую вы ожидаете выполнить. нет преобразования в любой блок, и он сваривает просто отлично. Я не делаю здесь никаких крупных металлоконструкций, просто ремонтирую в полевых условиях, так что это заполняет счет при ограниченных затратах. вы могли бы, вероятно, найти небольшой сварочный аппарат, который будет нормально работать от генератора мощностью 5500 Вт, без каких-либо модов, необходимых для любого из них.Ответить с цитатой
03.08.2004 #8
Мы используем 110-вольтовый сварочный аппарат Hobart Mig от генератора Honda мощностью 3500 Вт.
Это был чемодан, с аргоном. проволока .025. Хорошая машина для запуска. У нас он был в маленькой тележке с бутылками O/A, и мы возили его по ферме с помощью квадроцикла. Если требовалась работа в поле, все это помещалось в кузов пикапа.
Максимальная толщина для сварщика была 5/16, я не могу вспомнить, какой был номинал ампер на блоке или рабочий цикл, но при полной нагрузке генератор даже не звучал так, как будто он работал. Я тоже не помню, чтобы когда-нибудь что-то спотыкалось при его использовании.Пакрат.
Lincoln 225 AC/DC, Hobart 140 Mig. Кислородно-пропановая горелка Victor.
(2) Угловые шлифовальные машины Makita 5 дюймов, одна с застежкой-молнией, 14-дюймовая отрезная пила. и почти любой другой инструмент, о котором вы только можете подумать.
Тот, у кого будет больше всего игрушек, когда он умрет, ….. Победит!Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Как пользоваться сварочной горелкой
Пьер Янг
Сварка горелкой может быть продуктивным и творческим способом разумно использовать свое время и сделать что-то, чем вы сможете гордиться. Многие обычные люди занимаются сваркой газовой горелкой в качестве хобби, чтобы построить с нуля все, от кронштейнов, ворот, заборов и рам до целых мотоциклов и автомобилей.
Но многие новички задаются вопросом, как эффективно использовать сварочную горелку?
Существуют некоторые советы по безопасности и стандартные рабочие процедуры, которым следует всегда следовать, когда вы впервые начинаете сварку горелкой. Эти советы не только предотвратят несчастный случай, но и повысят качество создаваемых вами проектов.
Основы сварки горелкой
Сварка горелкой используется уже давно. Он широко использовался в сельском хозяйстве и сельских общинах до того, как стало доступно электричество.
Сварочные аппараты для газовой горелки вырабатывают тепловую энергию за счет сжигания смеси ацетилена и кислорода. Оборудование для газовой сварки достаточно эффективно и может обеспечивать температуру пламени до 3200°C или 5620°F. структура. Для этого требуется одна единица оборудования, которая может создать свой собственный портативный источник тепла. Сварочный аппарат с горелкой можно использовать для нагрева, резки сварного шва и пайки различных видов металлов. Он достаточно мощный, чтобы работать даже со сталью.
Сварочный аппарат с горелкой
Основной комплект горелки состоит из двух баллонов высокого давления с разными газами. В одном баллоне кислород, в другом ацетилен. Оба цилиндра соединены с горелкой через два соответствующих регулятора давления. Двойной шланг подает кислород и ацетилен от регуляторов.
Различные типы наконечников могут быть подключены к соплу горелки для получения желаемого результата. Рукоятка может быть оснащена режущей головкой, сварочным наконечником или нагревательной насадкой для резки, сварки или формовки металла по мере необходимости.
Если вы используете горелку для резки металла, вам понадобится дополнительный режущий наконечник, который крепится к концу режущей головки. Этот дополнительный наконечник помогает контролировать толщину пламени, что облегчает резку даже более толстых металлов.
В большинстве случаев сварочное оборудование с кислородной и ацетиленовой горелкой достигает одной и той же рабочей температуры 5620 градусов. Некоторые люди ошибочно полагают, что бак большего размера означает более высокую температуру, в то время как бензобак меньшего размера создает более низкую температуру. Это неправда. Размер ваших газовых баллонов никак не повлияет на температуру пламени. Это влияет только на то, как долго будет продолжаться пламя.
Перед началом работы над проектом рекомендуется заполнить баллоны соответствующим газом. Это избавит вас от проблем с нехваткой газа во время работы. Газ можно пополнить в большинстве магазинов сварочных материалов.
Подготовка к сварочным работам
Безопасность должна быть вашей главной заботой, когда вы работаете над сварочным проектом. Убедитесь, что вы надели защитную одежду, включая перчатки с длинными рукавами, длинные брюки и рубашки, сварочную обувь и достаточное покрытие для глаз и лица.
При сварке горелкой образуется очень сильное пламя. Вы также получите много брызг, когда будете резать металл. Убедитесь, что вы работаете на открытом пространстве, и вокруг нет легковоспламеняющихся материалов или химикатов, которые могут вызвать пожар.
Перед тем, как зажечь фонарик, проверьте следующее.
- Убедитесь, что регулировочные винты давления регулятора полностью вывернуты
- Убедитесь, что клапаны горелки полностью закрыты
- Держитесь на расстоянии от передней части регулятора
- Медленно откройте клапаны баллонов с кислородом и ацетиленом
- Осторожно отрегулируйте винты регулятора, чтобы изменить настройки давления
- Проверьте клапаны горелки, открывая и закрывая их по отдельности, и точно настройте параметры давления на регуляторах
- Если вы резки металла, нажмите на рычаг резки и отрегулируйте давление перед тем, как зажечь пламя
Запуск горелки
Выполните следующие действия, чтобы зажечь горелку.
- Раздельная продувка газопроводов кислорода и ацетилена
- Включите клапан топливного газа не более чем на 1/2 оборота
- Слегка наклоните зажигалку, чтобы захватить топливо в искровой чаше, и медленно зажгите горелку бойком
- Увеличьте подачу ацетилена в горелку
- Уменьшайте давление, пока пламя не вернется обратно в наконечник пистолета
- Откройте кислородный клапан и регулируйте, пока не дойдете до нейтральное пламя
- Нажмите кислородный рычаг и внесите необходимые изменения в пламя.
Применение горелки
Сварку горелкой можно использовать для различных целей, включая резку, сварку и нагрев металла.
Резка металла
Резка – наиболее широко используемый процесс сварки газовой горелкой. Вам нужно прикрепить режущую головку к ручке горелки и подключить режущий наконечник на конце.
Насадка и наконечник сжигают смесь ацетилена, обогащенного кислородом, для создания критически высоких температур. Когда кислородный рычаг нажат, он подает в пламя поток кислорода, который может прорезать большинство типов металлов.
Преимущества газовой резки
- Этот метод газовой резки довольно портативный
- Он создает длинное пламя, которым можно резать толстый материал с помощью различных режущих наконечников
- Не требует больших навыков и даже от новичков можно быстро освоить
Недостатки газовой резки
- Кислородно-ацетиленовая газовая смесь подходит только для резки сталей на основе железа
- Если вы не используете правильный режущий наконечник, более высокая температура может деформировать тонкие металлы
Нагрев металла
Факельное оборудование также широко используется для нагрева металла. Специальный нагревательный наконечник, обычно используемый для этой цели, обычно не входит в базовую комплектацию горелки, но вы можете купить его отдельно.
Нагревательный наконечник крепится непосредственно к рукоятке горелки. Этот нагревательный наконечник имеет несколько отверстий в сопле, которые позволяют нескольким пламени выходить из наконечника. Эти множественные пламена могут быстро нагревать большую площадь металлической поверхности, что облегчает сгибание или выпрямление металлической детали.
Преимущества газового нагрева
- Факельное оборудование может нагревать металл намного быстрее, чем любой другой тип газового нагревательного оборудования
- Это оборудование легкое и портативное для работы на открытом воздухе
- Это простое в освоении и не требует особых навыков
Недостаток газового нагрева
- Нагрев металла требует большого количества топлива и может быть дорогим
Сварка металлов
Хотя это не самый предпочтительный метод сварки, для сварки также можно использовать горелку. . Вы можете прикрепить сварочный наконечник к ручке горелки, чтобы получить желаемый эффект.
Контролируемое пламя используется для создания очень высокой температуры, при которой основной металл плавится до состояния лужи или жидкости. На этом этапе стержень для газовой сварки погружается в расплавленную ванну. Стержень сливается с основным металлом, и они становятся одним куском металла, образуя сварной шов.
Сварочный стержень должен соответствовать комбинации сталей основного металла для чистого плавления и хорошего качества сварных швов.
Преимущества газовой сварки
- Метод достаточно портативный
- Может использоваться в сочетании с резкой и нагревом
Недостатки газовой сварки
- Этот процесс требует больших навыков и не должен использоваться новичками
- Газовая сварка подходит только для сталей на основе железа, обычно на рынке нет других металлических наконечников для стержней
Связанные вопросы
Можно ли сваривать ацетиленовой горелкой?
Ацетиленовая сварочная горелка использует смесь углерод-водородного газа и чистого кислорода для создания пламени, температура которого может достигать более 3000°C. Такой высокой температуры достаточно, чтобы расплавить даже сталь. Он создает лужу расплавленного металла, которую можно соединить в валик для сварки металлических конструкций.
Можно ли сваривать резаком?
Можно использовать один аппарат для кислородно-ацетиленовой сварки как для резки, так и для сварки. Однако вам нужно будет прикрепить к соплу соответствующее режущее или сварочное приспособление, чтобы получить подходящую горелку.
В чем разница между резаком и сварочной горелкой?
Резак используется для резки металлов на более мелкие части, а сварочная горелка используется для сплавления и соединения различных металлических частей вместе.
В кислородном резаке есть два кислородных клапана, а в сварочном пистолете используется один клапан. Вы начинаете резать металл по краю одним резаком, а затем включаете второй клапан, чтобы разрезать лист.
Что вы включаете в первую очередь кислород или ацетилен?
После того, как вы подключили кислородный и ацетиленовый баллоны, вы должны сначала включить ацетиленовый газовый баллон, чтобы зажечь пламя. Далее следует кислородный клапан для регулировки силы пламени.
При выключении горелки сначала отключите подачу кислорода, а затем топливо.
Фотография flickr «Сделай сам», сделанная Fort George G. Meade https://flickr.com/photos/ftmeade/66779, предоставленная по лицензии Creative Commons (BY)
О Пьере Янге
Здравствуйте, меня зовут Пьер Янг, я сертифицированный сварщик AWS. Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
7 ошибок при сварке МИГ и как их избежать
Обновлено: Опубликовано:
Вы можете повысить производительность и результаты сварки MIG и сэкономить деньги за счет сокращения отходов расходных материалов, приняв меры, чтобы избежать распространенных ошибок, связанных с горелкой MIG и расходными материалами.
Рассмотрите эти распространенные причины низкой производительности сварки MIG и узнайте, как их предотвратить, чтобы положительно повлиять на производительность и прибыль.
Избежание распространенных ошибок поможет вам добиться наилучших результатов при сварке MIG. Также важно правильно обслуживать горелку MIG и расходные материалы, включая контактный наконечник и лайнер.№ 1: Неправильная длина направляющего канала
Обрезка сварочного направляющего канала неправильной длины является распространенной проблемой при сварке MIG. Во многих случаях дело в том, что лайнер слишком коротко обрезан.
Неправильная длина направляющего канала может привести к плохой подаче проволоки, нестабильной дуге и/или дребезгу проволоки. Для обычных вкладышей используйте калибр для вкладыша в качестве ориентира при обрезке и установке вкладыша. Другим вариантом является использование системы расходных материалов, предназначенной для безошибочной установки, исключающей неправильную обрезку гильзы и не требующей измерения. Сварочная направляющая проходит через горловину горелки MIG и затем фиксируется на месте в передней и задней части горелки, а также концентрично совмещается с контактным наконечником и силовым штифтом. После блокировки оператор сварки просто обрезает лайнер заподлицо с силовым штифтом. В дополнение к точной обрезке, блокируя гильзу с обоих концов ружья, она не может удлиняться или сжиматься. В результате получается ровный путь подачи проволоки.
№ 2: Перегрев расходных деталей
Когда расходные детали горелки MIG перегреваются, они могут стать источником многих проблем.
Ищите расходные материалы с конической конструкцией, так как это помогает фиксировать проводящие части вместе, что приводит к меньшему электрическому сопротивлению, меньшему нагреву и увеличению срока службы.Во избежание перегрева расходных материалов используйте надлежащий вылет провода, учитывайте рабочий цикл пистолета и используйте правильное расстояние от контактного наконечника до рабочего места. Любые шаги, направленные на охлаждение расходных материалов, помогут ограничить уровень вибрации в пистолете и уменьшить проблемы с прогоранием.
Хотя слишком длинный вылет проволоки нежелателен, имейте в виду, что слишком короткий вылет может привести к тому, что сопло и контактный наконечник окажутся слишком близко к сварочной ванне, что приведет к их перегреву. Это влияет на производительность, вызывая прожоги и залипание проволоки, и может значительно сократить срок службы расходных материалов.
Кроме того, ищите расходные материалы с конической конструкцией, так как это помогает соединить проводящие части вместе, что приводит к меньшему электрическому сопротивлению, меньшему нагреву и увеличению срока службы. Некоторые расходные системы имеют контактный наконечник, встроенный в газовый диффузор, что помогает снизить перегрев. Эта конструкция также позволяет защитному газу, проходящему через пистолет, охлаждать хвостовую часть контактного наконечника для дополнительной защиты от перегрева.
№ 3: Плохое заземление
Сокращение срока службы контактного наконечника и других передних расходных деталей также может быть результатом отсутствия надежного заземления при сварке MIG.
Без прочного заземления дуга может стать неустойчивой и, в конечном счете, привести к повышенному нагреву в передней части пистолета. Любая проблема, которая создает больше тепла, также создает большее сопротивление и больший износ, повреждая контактный наконечник и другие расходные материалы переднего конца и, возможно, влияя на качество сварки.
Во избежание этих проблем располагайте кабель заземления как можно ближе к заготовке. Если возможно, закрепите кабель заземления на сварном соединении. Если это невозможно, прикрепите его к скамейке. Но помните: чем ближе к дуге, тем лучше.
Ключевым шагом для предотвращения перегрева горелки MIG является правильный выбор горелки для конкретного применения. Помните о требованиях работы и выбирайте пистолет с достаточным рабочим циклом и силой тока.№ 4: Неправильное напряжение или скорость подачи проволоки
Установка неправильного напряжения или неправильной скорости подачи проволоки также может вызвать нестабильность дуги.
Установка слишком высокого напряжения может привести к слишком сильному нагреву рукоятки пистолета, что, в свою очередь, может повредить контактный наконечник.
Если скорость подачи проволоки слишком высока, это может привести к тому, что проволока будет скапливаться, а не расплавляться должным образом в сварочной ванне. Это также может вызвать ожог или птичье гнездо. Слишком низкая скорость подачи проволоки не обеспечивает подачу проволоки в сварочную ванну, поэтому не обеспечивается надлежащий провар для качественного сварного шва.
Всегда следуйте рекомендациям производителя по правильному напряжению и скорости подачи проволоки для присадочного металла и толщины свариваемого основного материала.
№ 5: Плохая организация кабелей
Неправильное расположение кабеля питания может привести к проблемам с производительностью и повреждению кабеля.
Во избежание повреждений или других ошибок не тяните сварочный аппарат за кабель. Когда пушка горячая, все более податливо. Дергание или натяжение кабеля может привести к растяжению кабеля или футеровки и даже к отрыву канала от газового штифта, что может привести к проблемам с защитным газом.
Также важно дать пистолету остыть в горизонтальном положении, а не наматывать или подвешивать кабель на кусок пластины или какой-либо другой предмет. Когда горячий пистолет задрапирован или подвешен над чем-то, он может погнуть канал. Когда пистолет и расходные материалы остынут, они могут деформироваться, что приведет к недостаточному покрытию защитным газом.
Позаботьтесь о том, чтобы правильно разложить пистолет, чтобы он остыл. Кроме того, обязательно правильно храните пистолет и кабель, когда они не используются, чтобы избежать повреждений, которые могут возникнуть, если кабель переедет вилочный погрузчик или другое тяжелое оборудование.
№ 6: Неправильный выбор горелки
Ключевым шагом для предотвращения перегрева горелки MIG является выбор правильной горелки для конкретного применения. Помните о требованиях работы и выбирайте пистолет с достаточным рабочим циклом и силой тока.
Если приложение требует сварки при токе 300 ампер в течение всего дня и вы выбираете горелку на 200 ампер с рабочим циклом 30 или 40 процентов, эта горелка не подойдет для этой задачи. Превышение рабочего цикла ружья приводит к его перегреву, а это часто сокращает срок службы ружья.
В дополнение к выбору горелки MIG с достаточно высоким номинальным током и рабочим циклом для работы, вы также можете делать перерывы, чтобы дать горелке и расходным материалам остыть, чтобы избежать перегрева горелки.
Изменение защитного газа также может помочь уменьшить выделение тепла во время сварки. Если вы используете защитный газ аргон, чем выше процентное содержание аргона, тем меньше охлаждающий эффект обеспечивает защитный газ. Однако имейте в виду, что во многих приложениях используется защитный газ аргон, поскольку он обеспечивает более чистый процесс с гораздо меньшим количеством брызг, что снижает затраты на очистку. Таким образом, хотя уменьшение количества аргона может снизить температуру процесса, существуют и другие компромиссы, которые могут повлиять на производительность.
№ 7: Проблемы с приводным роликом
Использование неподходящего типа приводного ролика или установка неправильного натяжения приводного ролика также могут быть распространенными ошибками, вызывающими неравномерную или плохую подачу проволоки при сварке MIG. Учитывайте размер и тип используемой проволоки и подбирайте соответствующий приводной ролик.
Поскольку порошковая проволока мягче (из-за трубчатой конструкции и флюса внутри), для нее требуется приводной ролик с накаткой, который имеет зубья, которые могут захватывать проволоку и способствовать ее проталкиванию. Приводные ролики с накаткой, как правило, не следует использовать для сплошной проволоки, поскольку зубья могут привести к отрыву стружки от проволоки, забиванию направляющей и созданию сопротивления при подаче проволоки. Вместо этого используйте приводные ролики с U-образными или V-образными канавками для сплошной проволоки.
Еще одним важным шагом является установка надлежащего натяжения приводного ролика. Без надлежащего натяжения неустойчивая подача может привести к обратному ожогу или другим проблемам. Чтобы установить правильное натяжение приводных роликов, начните с отпускания приводных роликов. Затем увеличьте натяжение, подавая проволоку в руку в перчатке, пока натяжение не станет на пол-оборота после проскальзывания проволоки. Всегда держите пистолет максимально прямо, чтобы избежать перекручивания кабеля, что может привести к плохой подаче проволоки.
Избежание распространенных ошибок поможет вам добиться наилучших результатов при сварке MIG. Не менее важно правильно обслуживать горелку MIG и расходные материалы, включая контактный наконечник, сопло и направляющую.
При каждой замене расходных материалов проверяйте, чтобы газовые отверстия в сопле были чистыми, а гнездо, удерживающее контактный наконечник, не было заполнено брызгами или мусором. Засорение контактного наконечника или сопла может привести к перегреву пистолета и рукоятки.
Также часто проверяйте, чтобы все соединения были плотными и максимально концентричными. Держите горелку и кабель как можно более прямо во время сварки и кладите их горизонтально для охлаждения — это обеспечивает эффективную работу горелки MIG.
Следуйте этим советам, чтобы свести к минимуму время простоя, повысить производительность и качество, а также сэкономить деньги при сварке MIG.
Опубликовано в блоге Amperage, General WeldingTagged article
Поиск в нашем блоге
Связанные продукты
Связанные статьи
Дополнительные ресурсы
Почему сварочные стержни продолжают прилипать? И что с этим делать – WeldPundit
Всем, кто начинает сварку электродами (SMAW), приходится нелегко, поскольку сварочные электроды (или стержни) часто прилипают к заготовке.
Залипание стержня происходит при попытке зажечь дугу и, в меньшей степени, при спуске борта. Даже опытные сварщики время от времени втыкают стержни. Так почему же сварочные стержни прилипают к основному металлу?
Сварочный стержень прилипает, потому что температура дуги недостаточно высока, чтобы предотвратить сплавление между расплавленным стержнем и сварочной ванной. Основными причинами являются низкие настройки силы тока или слишком короткая длина дуги.
Прочитав эту статью WeldPundit, вы узнаете, как справиться с этой проблемой и предотвратить ее.
Содержание
- По каким причинам электроды привариваются к основному металлу?
- Что делать, если заедает сварочный стержень?
- Как предотвратить прилипание сварочной проволоки?
- Как починить кончик застрявшего сварочного стержня?
- Заключение
По каким причинам электроды привариваются к основному металлу?
- Во-первых, установка низкой силы тока на сварочном аппарате.
- Слишком короткое расстояние между стержнем и заготовкой. Как при поджигании дуги, так и при спуске бусинки.
- Сварочный аппарат не поддерживает стержни, которыми вы пытаетесь сваривать. Например, вы используете удилища только для постоянного тока с коробкой переменного тока.
- Стержни имеют проблемы с флюсом, например, трещины или недостающие детали.
- В сварочной цепи протекает нестабильный ток, который вы не обнаружили. Без надежного потока электричества дуга будет нестабильной, тепло будет колебаться, а стержень залипнет.
- Заготовка холодная. Стержень чаще заедает, когда вы впервые зажигаете дугу, потому что и основной металл, и стержень холодные. Но даже временная и слабая дуга может расплавить стержень и основной металл ровно настолько, чтобы сплавить их.
Когда сварочный ток слишком мал
Сначала несколько слов о дуге, плазменном газе и тепле.
Сварочная дуга представляет собой непрерывный электрический ток, проходящий через зазор между сварочным стержнем и заготовкой.
Перед созданием дуги обычный воздух заполняет зазор, который является плохим проводником электрического тока.
Когда вы зажигаете дугу, температура воздуха повышается настолько, что она разрушается.
Этот новый газ называется плазменный газ и является отличным проводником для прохождения тока через зазор с постоянной скоростью.
Плазмообразующий газ дает высокое сопротивление току, проходящему через него. Высокое сопротивление выделяет большое количество тепла , которое поднимает температуру до уровня, достаточного для достижения температуры плавления основного металла.
Температура плазменного газа SMAW составляет около 6500°F (3600°C) в зависимости от диаметра стержня, состава флюса и силы тока.
Эта температура намного выше температуры плавления всех металлов, а их сплавы, например, мягкая сталь имеют температуру плавления около 2700°F (1500°C).
Если сила тока, установленная на сварочном аппарате, ниже необходимой, то через плазмообразующий газ проходит недостаточный ток. В результате плазмообразующий газ не может выделять достаточно тепла, чтобы удерживать наконечник стержня и ванну в непрерывном жидком состоянии.
Низкая сила тока является наиболее распространенным и легко поддающимся коррекции фактором, вызывающим прилипание сварочного электрода.
Когда длина дуги слишком мала
Сначала несколько слов о длине дуги и напряжении на дуге.
Длина дуги — это расстояние между стержнем и основным металлом. Длина дуги зависит от диаметра проволоки стержня. Для стабильной и производительной дуги и плазмообразующего газа эта длина должна быть постоянной и не превышать диаметр проволоки стержня.
Напряжение дуги — напряжение дуги. Аппарат для сварки электродов устанавливает напряжение дуги в зависимости от диаметра проволоки стержня. Напряжение дуги относительно низкое, между 17-35В.
В то время как сварочный аппарат устанавливает напряжение дуги, вы можете косвенно изменить его, изменив длину дуги. Если длина дуги уменьшается, напряжение дуги также уменьшается.
Так устроены сварочные аппараты для стержневой сварки. Если длина дуги изменяется, они сохраняют относительно постоянный ток и изменяют напряжение дуги. За такое поведение они называются источниками питания постоянного тока (CC).
Напряжение дуги влияет на температуру плазмообразующего газа. Чем ниже напряжение, тем ниже температура.
Для каждого диаметра проволоки требуется определенная длина дуги, чтобы поддерживать стабильную дугу.
Так что же происходит, когда длина дуги слишком мала?
- Когда длина дуги сокращается, сила тока остается примерно неизменной, но напряжение дуги уменьшается. В результате общее количество тепла (вольт*ампер) падает. Чем ниже температура, тем выше риск заклинивания удилища.
- Кроме того, с уменьшением длины дуги снижается температура плазмы. После определенного момента плазма снова превращается в обычный воздух. Без плазмы нет тепла, а расплавленные металлы затвердевают в одно мгновение.
- Если вы нажмете на стержень слишком сильно и фактически коснетесь основного металла, дуга и плазма вообще не будут существовать.
Результат – прилипание стержней к основному металлу, разочарование и задержки. Многие называют этот процесс сваркой стержнем не из-за формы стержня, а потому, что он так часто прилипает.
Что делать, если заедает сварочный стержень?
Когда сварочный стержень прилипает к основному металлу, первое, что нужно сделать, это скрутить его и отломить. Если это не сработает, отсоедините стержень от электрододержателя. Наконец, можно выключить сварочный аппарат.
Если сварочный стержень заедает, а у вас более старый сварочный аппарат, короткое замыкание приведет к перегреву стержня и к нагрузке на аппарат. В более новых инверторных сварочных аппаратах есть компоненты, которые обнаруживают залипание стержня и останавливают ток.
Первое, что приходит на ум, это повернуть сварочный стержень, чтобы освободить его. Иногда этого может быть достаточно, но часто слияние оказывается слишком сильным. Если вы приложите много усилий, чтобы скрутить стержень, вы нарушите поток вокруг наконечника.
Другой способ — освободить стержень, нажав на уровень жала. Таким образом, вы можете удалить его, не сильно повредив флюс на наконечнике. Однако между стержнем и жалом возникнет мгновенная дуга, которая оставит на жале шрам.
Вы всегда можете отключить питание, если это более удобно. Однако не выдергивайте вилку из розетки, так как охлаждающий вентилятор остановится до того, как охладится сварочный аппарат.
Когда сварочный стержень создает дугу даже на несколько секунд, он сильно нагревается. Если стержень заклинит, он перегреется. Кроме того, стержень будет оставаться горячим в течение длительного времени после этого.
По этой причине, прежде чем отламывать стержень, необходимо немного подождать и снять его в сварочных перчатках. Использование плоскогубцев может повредить флюс.
После этого вы используете новое удилище или подправляете кончик предыдущего и пробуете снова.
Как предотвратить прилипание сварочной проволоки?
Теперь лучшая часть статьи о том, что можно сделать, чтобы уменьшить вероятность застревания удилища.
1. Установите правильную силу тока
Большинство сварщиков стараются избежать возни со стержнем с заготовкой, поддерживая более длинную дугу. Но именно нехватка силы тока отвечает за эту проблему.
Первое и самое важное — установить более высокую силу тока на сварочном аппарате. Высокая сила тока устранит большинство проблем с залипанием стержня.
Все стержни имеют диапазон силы тока в зависимости от их типа и диаметра проволоки.
В зависимости от толщины заготовки следует установить максимально возможную силу тока. Буквально за шаг до того, как вы столкнетесь с дефектами от него, такими как продувание или коробление заготовки.
Когда вы устанавливаете достаточно высокую силу тока, первое, на что следует обратить внимание, это то, что стержень не так сильно прилипает к заготовке, когда вы зажигаете дугу.
При работе с буртиком с высокой силой тока, правильным углом и скоростью перемещения стержень не будет заедать, даже если вы сократите длину дуги. Это даст вам достаточно времени, чтобы скорректировать длину дуги.
Ваш сварочный аппарат может выдавать меньшую силу тока, чем указано. Если вы подозреваете что-то подобное, вы можете проверить это с помощью амперметра. В противном случае, если у вас нет амперметра, доверьтесь своему суждению и установите более высокую силу тока.
2. Используйте правильную технику зажигания дуги и запуска валика
Чтобы зажечь дугу, достаточно слегка поцарапать или постучать по стержню. Затем сразу же поднимите его на небольшое расстояние. Если вы задержитесь с этим, у дуги не останется промежутка, чтобы создать достаточно плазменного газа и стабилизироваться. В результате тепла вам хватит только на то, чтобы воткнуть удилище.
При поджигании дуги новым стержнем она на полную длину. Каждое движение ваших рук будет вызывать вибрацию кончика удилища. Вибрации сделают зажигание дуги более жестким и повысят риск заедания стержня.
Чтобы уменьшить вибрацию удилища, вы можете
- Держите жало обеими руками близко к телу.
- Положите свободную руку под локоть основной руки.
- Вы можете держать электрод посередине, чтобы стабилизировать его, пока не зажжете дугу. Всегда в сухих и толстых сварочных перчатках.
Когда вы запускаете бусину, вы должны сосредоточиться и поддерживать короткую и постоянную длину дуги. У вас должны быть устойчивые руки и хорошая зрительно-моторная координация. Для их приобретения требуется много часов сварки.
Ваша скорость сварки также имеет значение. Если слишком быстро, вы продвинете стержень мимо теплой ванны в холодную заготовку, после чего стержень застрянет.
3. Проверьте протекание тока в сварочном контуре
Необходимо обеспечить надежное протекание тока в сварочном контуре, чтобы предотвратить прилипание стержня. Чаще всего плохое соединение рабочего зажима (или заземляющего зажима) с основным металлом вызывает нестабильное протекание тока.
- Многие новые сварочные аппараты поставляются с дешевыми и маленькими рабочими зажимами, которые не обеспечивают надежного соединения и не могут обеспечить постоянный ток. Заменить рабочий зажим на более качественный легко и дешево.
- Правильное подключение зажима также важно. Любая грязь на заготовке действует как изоляция и препятствует правильному прохождению электричества. Убедитесь, что вы подсоединили рабочий зажим к оголенному металлу.
- Кроме того, проверьте надежность соединений между проводами, жалом, рабочим зажимом и блоком питания.
4. Проверьте качество сварочных прутков
Электроды, с которыми вы работаете, должны быть в хорошем состоянии.
- Флюс мог впитать влагу из воздуха. Если вы видите обесцвеченный флюс или он откалывается при обращении со стержнями, выбросьте их и приобретите новые.
- Флюс может иметь трещины из-за неправильного обращения. Трещины не позволяют флюсу хорошо работать. Дуга будет нестабильной и неправильно направленной. В результате стержень будет прилипать.
- Стержень может иметь ржавчину на конце, который соединяется с жалом. Ржавчина повлияет на электрическую проводимость, что приведет к неисправности дуги и застреванию стержня.
Поэтому убедитесь, что вы используете сварочные электроды в приемлемом состоянии и правильно храните электроды.
5. Проверьте кончик сварочного стержня перед зажиганием дуги
Электрод E6013 с поврежденным наконечникомПеред зажиганием дуги необходимо убедиться, что кончик стержня ровный. Проволока и флюс должны быть на одном уровне. Если флюс не покроет проволоку полностью и равномерно, стержень будет прилипать как сумасшедший.
Наконечник стержня может быть неровным из-за неправильного хранения, неправильного обращения или из-за того, что электрод застрял и выкрутился. Вы должны либо использовать новое удилище, либо исправить наконечник бывшего в употреблении.
6. Избегайте несовместимости стержней со сварочным аппаратом
Какими бы навыками сварки вы ни владели, если вы по незнанию попытаетесь сварить стержнем, который сварочный аппарат не может сжечь, он прилипнет.
- Возможно, ваш сварочный аппарат не выдает достаточного напряжения холостого хода (OCV) (Википедия) для таких стержней, как E7018. OCV — это напряжение между жалом и заготовкой до зажигания дуги.
- Небольшие инверторные сварочные аппараты не имеют компонентов, достаточно прочных для работы с целлюлозными электродами, такими как E6010.
- Если вы попытаетесь использовать неправильный тип тока или полярность, стержень заклинит, например, если вы используете стержень постоянного тока E6010 со сварочным аппаратом переменного тока.
- Ваш сварочный аппарат может быть оснащен устройством понижения напряжения (VRD), которое может привести к проблемам с зажиганием дуги.
Вот статья Weldpundit о выборе правильного сварочного электрода.
7. Предварительный нагрев основного металла
Когда вы пытаетесь зажечь дугу на большой холодной заготовке, тепло быстро рассеивается, не оставляя достаточного количества тепла для поддержания дуги.
Если предварительно нагреть заготовку в месте зажигания дуги, вероятность прилипания стержня уменьшается.
8. Используйте инверторный сварочный аппарат с защитой от прилипания
Современные инверторные сварочные аппараты включают высокотехнологичные компоненты, которые обнаруживают и предотвращают прилипание стержня или контролируют побочные эффекты застревания стержня. Эти особенности:
- Горячий старт увеличивает силу тока при поджигании дуги, чтобы генерировать больше тепла и предотвратить прилипание стержня.
- Сила дуги увеличивает силу тока, если вы укорачиваете длину дуги во время спуска буртика и предотвращает залипание стержня.
- Anti Stick определяет, когда стержень прилипает к основному металлу, и останавливает ток. Anti stick предотвращает перегрев стержня и блока питания.
Эти функции полезны, если вы новичок, но ограничат ваши навыки, если вам когда-нибудь понадобится сваривать без них.
Уже есть руководство по горячему пуску, форсированию дуги и антипригарной сварке электродом, если вы хотите узнать о них больше.
Как починить кончик застрявшего сварочного стержня?
Если вы приклеили стержень к заготовке, а затем сняли его, вы увидите, что флюс вокруг кончика стержня поврежден. Поток будет неравномерным и оставит провод открытым. Если вы попытаетесь перезапустить дугу, у вас возникнут серьезные проблемы с залипанием штока.
Электрод E6013 с поврежденным наконечникомКроме того, будет меньше защитных газов для предотвращения реакции расплавленного металла с воздухом. Это приведет к таким дефектам, как пористость в начальной части валика.
Если вы хотите сохранить и зафиксировать стержень, вы можете сделать это с помощью различных инструментов, таких как угловая шлифовальная машина, пока проволока и флюс не будут находиться на одном уровне. Однако есть лучший способ сделать это:
- Возьмите какой-нибудь ненужный вам металлолом и зажгите на нем дугу.
- Зажгите дугу и удерживайте стержень длинной дугой перпендикулярно заготовке в течение нескольких секунд.
- Длительное горение дуги расплавит проволоку до тех пор, пока она не окажется внутри флюса, устраняющего основную проблему.
- Наконец, вы царапаете излишки флюса напильником или кусочком наждачной бумаги, пока флюс не достигнет провода.
Корректировка наконечника не дает идеальных результатов, но дугу заводить достаточно легко.
Заключение
Прилипание стержня является одной из распространенных проблем в процессе сварки электродом. Причина номер один – сварка с малой силой тока.
После этого не поддерживать постоянную длину дуги и использовать плохие стержни или стержни, не подходящие для вашего сварочного аппарата.
Другие статьи Weldpundit
Легко или сложно научиться сварке электродом? И сколько времени это занимает.
Можно ли приклеивать тонкий металл? И как это сделать.