Самодельный полуавтомат из инвертора своими руками
Содержание
- 1 Строение
- 2 Принцип работы
- 3 Полуавтомат Саныча
- 4 Настройка инвертора
- 5 Подача проволоки
- 6 Горелка
- 7 Баллон
- 8 Полуавтомат своими руками. Видео
У хорошего хозяина в обязательном порядке должен быть сварочный полуавтомат, особенно у владельцев машин и частной собственности. С ним всегда можно мелкие работы сделать самому. Если необходимо подварить деталь машины, изготовить теплицу или создать какую-то металлическую конструкцию, то такое устройство станет незаменимым помощником в личном хозяйстве. Тут возникает дилемма: купить или изготовить самому. Если в наличии есть инвертор, то проще сделать самому. Обойдется это намного дешевле, чем покупка в торговой сети. Правда, понадобятся хотя бы базовые знания по основам электроники, наличие необходимого инструмента и желание.
Создание полуавтомата из инвертора своими руками
Строение
Инвертор переделать в сварочный полуавтомат для сварки тонкой стали (низколегированной и коррозионностойкой) и алюминиевых сплавов своими руками не сложно. Необходимо только хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор – это устройство, служащее для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Необходимо только хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор – это устройство, служащее для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сваривания полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается в зону горения дуги. В эту же область подается защитный газ. Чаще всего – углекислый. Это гарантирует получение качественного шва, который по прочности не уступает соединяемому металлу, при этом в соединении отсутствуют шлаки, так как сварочная ванна защищена от негативного влияния компонентов воздуха (кислорода и азота) защитным газом.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон углекислотный;
- пистолет-горелка:
- катушка с проволокой.

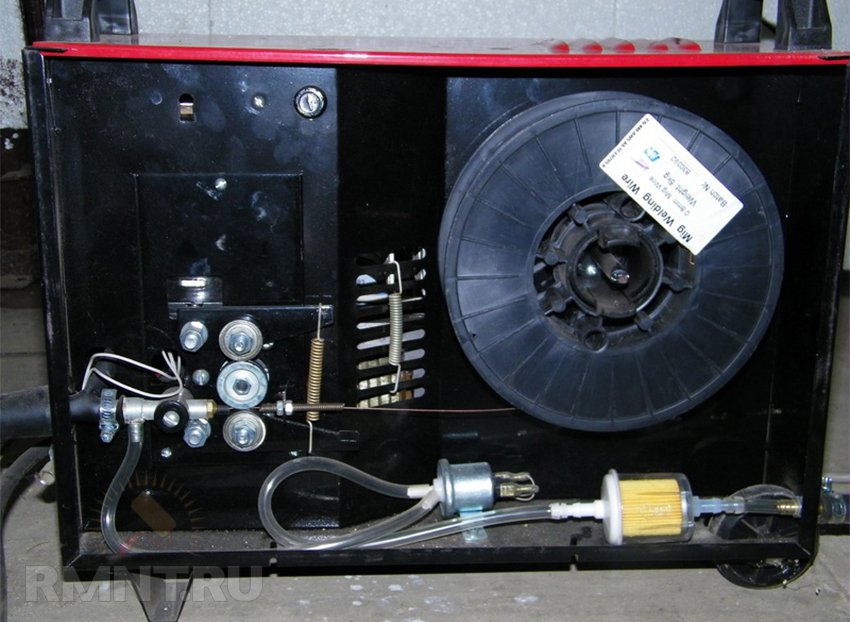
Устройство сварочного поста
Принцип работы
При подключении устройства к эл. сети происходит преобразование переменного тока в постоянный. Для этого необходим специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Как своими руками сделать люстру
Для качественного проведения сварочных работ необходимо, чтобы у будущего устройства такие параметры, как напряжение, сила тока и скорость подачи сварочной проволоки находились в определенном равновесии. Этому способствует применение источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длину дуги определяет жестко заданное напряжение. Скорость подачи проволоки регулирует сварочный ток. Это необходимо помнить, чтобы добиться от устройства лучших результатов сваривания.
Проще всего воспользоваться принципиальной схемой от Саныча, который давно изготовил такой полуавтомат из инвертора и успешно пользуется им. Ее можно найти на просторах интернета. Многие домашние умельцы не только изготовили сварочный полуавтомат своими руками по этой схеме, но и усовершенствовали ее. Вот первоначальный источник:
Многие домашние умельцы не только изготовили сварочный полуавтомат своими руками по этой схеме, но и усовершенствовали ее. Вот первоначальный источник:
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720. Первичную обмотку намотал медным проводом Ø 1,2 мм (кол-во витков 180+25+25+25+25), для вторичной обмотки использовал шину 8 мм2 (кол-во витков 35+35). Выпрямитель собрал по двухполупериодной схеме. Для переключателя выбрал галетник спаренный. Диоды установил на радиатор, чтобы в процессе работы они не перегревались. Конденсатор поместил в устройство емкостью 30000 мкф. Дроссель фильтра выполнил на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД. Трансформатор питания установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет Ø 26 мм. В нем имеется направляющая канавка глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Его достаточно, чтобы обеспечивалась оптимальная подача сварочной проволоки
Схема регулятора работает от напряжения 6В. Его достаточно, чтобы обеспечивалась оптимальная подача сварочной проволоки
Как ее совершенствовали другие умельцы, можно прочитать сообщения на различных форумах, посвященных этому вопросу и вникнуть в нюансы изготовления.
Настройка инвертора
Как сделать антенну для цифрового ТВ своими руками
Для обеспечения качественной работы полуавтомата при небольших габаритах, лучше всего использовать трансформаторы тороидального типа. У них самый высокий коэффициент полезного действия.
Трансформатор для работы инвертора подготавливают следующим образом: его необходимо обмотать медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка выполняется из 3 слоев жести, изолированных друг от друга. Для этого можно воспользоваться фторопластовой лентой. Концы вторичной обмотки на выходе необходимо спаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
Схема намотки трансформатора
Работы по настройке инвертора начинаются с обесточивания силовой части. Выпрямители (входной и выходной) и силовые ключи должны иметь радиаторы для охлаждения. Там, где расположен радиатор, который наиболее нагревается в процессе работы, необходимо предусмотреть термодатчик (его показания в процессе работы не должны превышать 75 0С). После этих изменений силовую часть подключают к блоку управления. При включении в эл. сеть должен загореться индикатор. С помощью осциллографа необходимо проверить импульсы. Они должны быть прямоугольными.
Частота их следования должна быть в интервале 40 ÷ 50 кГц, и они должны иметь временный интервал 1,5 мкс (время корректируется путем изменения входного напряжения). Индикатор должен показывать не менее 120А. Не лишней будет поверка устройства под нагрузкой. Это выполняется путем включения нагрузочного реостата 0,5 Ом в сварочные провода. Он должен выдерживать ток в 60А. Проверяется это с помощью вольтметра.
Правильно собранный инвертор при выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор силы рабочего тока зависит от металла, который необходимо сварить.
Для изготовления инвертора собственными руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Корпус необходимо усилить, добавив ребра жесткости. В нем монтируется электронная часть, выполненная по схеме Саныча.
Подача проволоки
Как собрать сенсорный выключатель своими руками
Чаще всего в таких самодельных полуавтоматах предусматривают возможность подачи сварочной проволоки Ø 0,8; 1,0; 1,2 и 1,6 мм. Скорость подачи ее должна регулироваться. Подающий механизм вместе со сварочной горелкой можно купить в торговой сети. При желании и наличии необходимых деталей его вполне можно сделать своими руками. Смекалистые новаторы для этого используют электродвигатель от дворников автомобиля, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик устанавливается на вал электродвигателя. На пластины закрепляются подшипники. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя по специальным направляющим между подшипниками и роликом, протягивается.
Ролик устанавливается на вал электродвигателя. На пластины закрепляются подшипники. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя по специальным направляющим между подшипниками и роликом, протягивается.
Все составляющие механизма устанавливают на пластине толщиной не менее 8-10 мм, изготовленной из текстолита, при этом проволока должна выходить в том месте, где установлен разъем, соединяющий со сварочным рукавом. Здесь же устанавливается катушка с необходимыми Ø и маркой проволоки.
Протяжной механизм в сборе
Горелка
Самодельную горелку можно изготовить и собственными руками, воспользовавшись рисунком ниже, где ее составные части показаны наглядно в разобранном виде. Ее назначение – замыкать цепь, обеспечивать подачу защитного газа и сварочной проволоки.
Устройство самодельной горелки
Однако те, кто желает быстрее изготовить полуавтомат, могут купить готовый пистолет в торговой сети вместе с рукавами для подачи защитного газа и сварочной проволоки.
Баллон
Для подачи в зону горения сварочной дуги защитного газа лучше всего приобрести баллон стандартного типа. Если использовать в качестве защитного газа углекислоту, то можно воспользоваться баллоном огнетушителя, сняв с него рупор. Необходимо помнить, что он требует специального переходника, который нужен для установки редуктора, так как резьба на баллоне не соответствует резьбе на горловине огнетушителя.
Полуавтомат своими руками. Видео
Про компоновку, сборку, проверку самодельного полуавтомата можно узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные габариты;
- возможность варить тонкий металл даже в труднодоступных местах;
- станет гордостью человека, создавшего его своими руками.
Вафельница Vitek 9120020762793,
1990 ₽ Подробнее
Вафельница Vitek VT-7148, черный, серебристый
2999 ₽ Подробнее
Тепловентиляторы Vitek
Оцените статью:
Инверторный сварочный полуавтомат своими руками схемы
Главная » Статьи » Инверторный сварочный полуавтомат своими руками схемы
Как сделать инверторный сварочный полуавтомат своими руками
- Дата: 18-08-2015
- Просмотров: 598
- Рейтинг: 14
- Составные элементы
- Настройка устройства
Сварочный инвертор был изобретен ученым и конструктором Юрием Негуляевым. Выполнять качественную сварку без дополнительных финансовых затрат на оборудование можно, если сделать сварочный полуавтомат своими руками.
Выполнять качественную сварку без дополнительных финансовых затрат на оборудование можно, если сделать сварочный полуавтомат своими руками.
Схема устройства сварочного инвертора.
{reklama1}
Составные элементы
Конструировать оборудование необходимо по схеме. Рекомендуется изготавливать инверторный полуавтомат своими руками по проекту Негуляева. Провод будущего агрегата не требует обмотки термоизолирующим материалом. Все проводники и провода, отдающие тепло, необходимо присоединить к дюралюминиевой плите 6 мм. Радиаторы и резонансный дроссель будут обдуваться вентилятором высокой мощности.
Функциональная схема источника питания инверторного сварочного аппарата.
Дроссель необходимо прижать к основанию с помощью прокладочного уплотнителя «NOMOCOM». Самодельное оборудование не будет функционировать без дроссельного аппарата. Его изготавливают из сердечников от трансформаторов, работающих по строчному типу. Потребуется 6 сердечников.
К основанию инверторной схемы прижимаются диоды, а к ним присоединяются стабилизаторы напряжения и уплотнители, которые обеспечивают изоляцию. Для изготовления устройства применяют нестандартный трансформатор с сечением медного провода 2 мм без изоляции.
Для изготовления устройства применяют нестандартный трансформатор с сечением медного провода 2 мм без изоляции.
В противном случае между изоляциями должен оставаться зазор, способствующий охлаждению трансформатора тока. Чтобы предотвратить сбои в работе самодельного сварочного полуавтомата, проводники разводят в стороны. Провод необходимо обмотать 2-3-мя слоями обычных ниток, чтобы защитить проводник от повреждений в процессе пайки или сваривания деталей.
Крепление выполняется с помощью пяточек.
Для повышения работоспособности сварочного полуавтомата рекомендуется перенести нагрузку с транзисторов на пяточки.
Инструменты для изготовления сварочного инвентора.
Импульсный инвертор высокой мощности можно изготовить самостоятельно. Обмотка наматывается на всю ширину каркаса (для повышения устойчивости трансформатора к внешним влияниям). Для самостоятельного изготовления рассматриваемого агрегата потребуется изолента, трансформаторный преобразователь и уплотнитель.
С помощью инструкции можно изготовить аналог «бармалея» и «topy». Вторичная обмотка в подобных устройствах наматывается в несколько слоев. Кольца крепятся к обмоткам через трансформатор.
Сварочный полуавтомат будет охлаждать компьютерный радиатор, который подходит по уровню потребления энергии и мощности. Импульсный трансформатор высокого качества необходимо обмотать медной лентой для защиты алюминиевых проводов от перепадов переменного тока.
{reklama2}
Настройка устройства
Схема дросселя сварочного инвертора.
Стоимость изготовления самодельного инвертора для сварки ниже стоимости готового агрегата на рынке. При самостоятельной настройке аппарата потребуется выполнить следующие шаги:
- Подключить устройство к сети. Блок будет издавать громкие звуки, передавая ток. На емкостный вентилятор будет передаваться электричество, нагрев прибора уменьшится, он начнет работать тише.
- Подключить после зарядки конденсаторов реле, чтобы резистор замкнулся. Скачки напряжения при включении агрегата в сеть 220 В снизятся.
- Отсутствие резисторной детали при подсоединении трансформатора может спровоцировать взрыв. Пропускная способность обоих инверторов от 100 А. Чтобы определить этот показатель, понадобится мультиметр.
- Сварку требуется проверить на оптроне и усилителе. Они проводят сигнал к блоку. Среднее значение амплитуды для маломощного оборудования — 15 В. Правильность сборки моста проверяется подачей на простой сварочный аппарат напряжения 16 В.
 Скачки напряжения при включении агрегата в сеть 220 В снизятся.
Скачки напряжения при включении агрегата в сеть 220 В снизятся.https://moyasvarka.ru/youtu.be/LvIyLUOzS64
На холостом ходу преобразуется не более 100 мА. Этот показатель необходимо учитывать, чтобы замеры были правильными. Исходящие от обмоток импульсы должны быть одинаковыми. Контроль сварочного трансформатора под управлением силовых конденсаторов выполняется с помощью увеличения пропускного уровня до 200 Вт. Необходимо подключить осциллограф и следить за формой исходящего от коллектора эмиттера сигнала.
moyasvarka. ru
ru
Не торопясь, собираем сварочный полуавтомат своими руками. Часть 2 – основная схема аппарата
В основу силовой части нашего самодельного сварочного полуавтомата инверторного типа взята схема асимметричного моста, или как его еще называют, “косой мост”. Это однотактный прямоходовый преобразователь. Преимущества такой схемы – простота, надежность, минимальное количество деталей, высокая помехоустойчивость. До сих пор многие производители выпускают свои изделия по схеме “косого моста”. Без недостатков тоже не обойтись – это большие импульсные токи от блока питания, меньший, чем в других схемах, КПД, большие токи через силовые транзисторы.
Блок-схема прямоходового преобразователя “косой мост”
Блок схема такого аппарата показана на рисунке:
Транзисторы силовые VT1 и VT2 работают в одной фазе, т.е.одновременно открываются и закрываются, поэтому по сравнению с полным мостом ток через них в два раза больше. Трансформатор TT обеспечивает обратную связь по току. Узнать больше о всех типах инверторных преобразователей для сварочных аппаратов можно из книги самодельные сварочные аппараты полуавтоматы схемы.
Узнать больше о всех типах инверторных преобразователей для сварочных аппаратов можно из книги самодельные сварочные аппараты полуавтоматы схемы.
Описание схемы инвертора
Полуавтомат сварочный инверторный, работающий в режимах ММА (дуговая сварка) и MAG (сварка специальной проволокой в газовой среде).
Схема сварочного полуавтомата запитывается от двух источников – силового +300V и маломощного +16V.
Плата управления
На плате управления установлены следующие узлы инвертора: задающий генератор с трансформатором гальванической развязки, блоки обратной связи по току и напряжению, узел управления реле, блок термозащиты, блок “антистик”.
Печатная плата блока управления в формате .lay
Задающий генератор
Узел регулировки тока (для режима MMA) и задающий генератор (ЗГ) собраны на микросхемах LM358N и UC2845. В качестве ЗГ выбрана UC2845, а не более распространенная UC3845 ввиду более стабильных параметров первой.
Частота генерации зависит от элементов С10 и К19, и рассчитывается по формуле: f = (1800/(R*C))/2, где R и С в килоомах и нанофарадах, частота в килогерцах. В данной схеме частота составляет 49КГц.
В данной схеме частота составляет 49КГц.
Еще один важный параметр – коэффициент заполнения, рассчитываемый по формуле Кзап = t/T. Он не может быть более 50%, и на практике составляет 44-48%. Зависит он от соотношения номиналов С10 и R19. Если конденсатор брать как можно меньше, а резистор – как можно больше, то Кзап будет близок к 50%.
Сформированные ЗГ импульсы подаются на ключ VT5, работающий на трансформатор гальванической развязки T1 (ТГР), намотанный на сердечник EE25, применяемый в электронных блоках запуска люминесцентных ламп (электронных балластах). Все обмотки удаляются и наматываются новые согласно схеме. Вместо транзистора IRF520 можно использовать любой из этой серии – IRF530, 540, 630 и др.
Datasheet BS170 Datasheet IRF520 Datasheet LM358N Datasheet UC2845 Документация на малогабаритные сердечники EE, EI и другие
Обратная связь по току
Как упоминалось ранее, для дуговой сварки важно стабильный ток на выходе, для полуавтоматической – неизменное напряжение. На трансформаторе тока TT организована обратная связь по току, он представляет собой ферритовое кольцо типоразмера К 20 х 12 х 5, одетое на нижний (по схеме) вывод первичной обмотки силового трансформатора. В зависимости от тока первичной обмотки T2 ширина импульсов задающего генератора уменьшается или увеличивается, поддерживая выходной ток неизменным.
На трансформаторе тока TT организована обратная связь по току, он представляет собой ферритовое кольцо типоразмера К 20 х 12 х 5, одетое на нижний (по схеме) вывод первичной обмотки силового трансформатора. В зависимости от тока первичной обмотки T2 ширина импульсов задающего генератора уменьшается или увеличивается, поддерживая выходной ток неизменным.
Обратная связь по напряжению
Сварочный полуавтомат инверторного типа требует ОС по напряжению, для этого в режиме MAG переключателем S1.1 напряжение с выхода устройства подается на узел регулировки выходного напряжения, собранного на элементах R55, D18, U2. Мощный резистор К50 задает начальный ток. А контактами S1.2 ключ на транзисторе VT1 закорачивает на максимум тока регулятор R2, и ключ VT3 отключает режим “антистик” (отключение ЗГ при залипании электрода). Документация на управляемый стабилитрон KA431 Документация на оптрон EL817
Блок термозащиты
Самодельный сварочный полуавтомат имеет в составе схему защиты от перегрева: это обеспечивает узел на транзисторах VT6, VT7. Датчики температуры на 75 град.С ( их два, нормально замкнутые, соединены последовательно) установлены на радиатор выходных диодов и на один из радиаторов силовых транзисторов. При превышении температуры транзистор VT6 закорачивает на землю вывод 1 UC2845 и срывает генерацию импульсов.
Датчики температуры на 75 град.С ( их два, нормально замкнутые, соединены последовательно) установлены на радиатор выходных диодов и на один из радиаторов силовых транзисторов. При превышении температуры транзистор VT6 закорачивает на землю вывод 1 UC2845 и срывает генерацию импульсов.
Узел управления реле
Данный блок собран на микросхеме DD1 CD4069UB (аналог 561ЛН2) и транзисторе VT14 BC640. Эти элементы обеспечивают следующий режим работы: при нажатии на кнопку сразу включается реле клапана газа, примерно через секунду транзистор VT17 позволяет запуститься генератору и одновременно включается реле протяжного механизма.
Непосредственно реле, управляющие “протяжкой” и клапаном газа, а также вентиляторы питаются от стабилизатора на МС7812, смонтированном на плате управления.
Силовой блок на транзисторах HGTG30N60A4
C выхода ТГР импульсы, предварительно сформированные драйверами на транзисторах VT9 VT10, подаются на силовые ключи VT11, МЕ12. Параллельно выводам коллектор-эмиттер этих транзисторов подключены “снабберы” – цепочки из элементов С24, D47, R57 и C26, D44, R59, служащие для удержания мощных транзисторов в области допустимых значений. В непосредственной близости от ключей установлен конденсатор С28, собранный из 4-ёх емкостей 1мк х 630v. Стабилитроны Z7, Z8 необходимы для ограничения напряжения на затворах ключей на уровне 16 вольт. Каждый транзистор установлен на радиатор от компьютерного процессора с вентилятором. Документация на транзисторы HGTG30N60A4 Печатная плата силового блока в формате .lay
В непосредственной близости от ключей установлен конденсатор С28, собранный из 4-ёх емкостей 1мк х 630v. Стабилитроны Z7, Z8 необходимы для ограничения напряжения на затворах ключей на уровне 16 вольт. Каждый транзистор установлен на радиатор от компьютерного процессора с вентилятором. Документация на транзисторы HGTG30N60A4 Печатная плата силового блока в формате .lay
Силовой трансформатор и выпрямительные диоды
Основной элемент схемы сварочного полуавтомата – мощный выходной трансформатор T2. Он собран на двух сердечниках E70, материал N87 фирмы EPCOS.
Расчет сварочного трансформатора
Витки первичной обмотки рассчитаны по формуле: N = (Uпит * tимп)/(Bдоп * Sсеч), где Uпит = 320B – максимальное напряжение питания; tимп = ((1000/f)/2)*К – длительность импульса, К = (Кзап*2)/100 = (0,45*2)/100 = 0,9 tимп = ((1000/49)/2)*0,9 = 9,2; Вдоп = 0,25 – допустимая индукция для материала сердечника; Sсеч = 1400 – сечение сердечника. N = (320 * 9.2)/(0,25 * 1400) = 8.4, округляем до 9 витков.
Отношение витков вторички к первичке должно быть примерно 1/3, т.е. мотаем 3 витка вторичной обмотки.
proelectrika.com
Сварочный полуавтомат своими руками из инвертора
Полуавтомат для сваривания является функциональным устройством, благодаря которому можно осуществлять сваривание различных видов металла. Такое устройство можно купить готовым, а можно изготовить из инвертора самостоятельно. Что бы изготовить полуавтоматический аппарат из инвертора, потребуется много усилий и соответственных знаний, но при стремлении можно осуществить задуманное. Для тех, кто решил попробовать совершить сборку данного устройства, потребуется исследовать схему, по которой работает полуавтомат, просмотрев различные видеоролики с фотографиями, а также раздобыть требуемые детали и приспособления.
Что понадобится для перестройки инвертора в полуавтомат
Для переделки инвертора в функциональный полуавтомат для сваривания, потребуется необходимые приспособления и комплектующие:
- Инвертор, который способен образовать ток для сваривания силой в 150А;
- Отвечающий механизм за подачу присадочного материала, проволоки;
- Горелка, которая является важным приспособлением для сваривания;
- Шланг, по которому осуществляется подача присадочного материала;
- Шланг, по которому поступает защитный газ в место соединения металлов для более качественного формирования шва;
- Катушка для присадочного материала, которую потребуется переделать для будущего оборудования.
- Электронный блок, который в итоге будет управлять процессом самодельного полуавтомата.
Важным моментом является перестройка устройства, для подачи в зону соединения присадочного материала, который проходит через гибкий шланг. Для того чтобы процесс проходил нормально без всяких затруднений, потребуется правильно осуществить скорость движения присадочного материала, для более красивого формирования шва, в соответствии с плавлением проволоки.
Необходимо отдать должное внимание регулировке, потому что при работе с полуавтоматом может использоваться проволока различного материала и толщины. Данное устройство было придумано именно из-за такой функции, поэтому механизму подачи полуавтомата необходимо выполнять ее на требуемом уровне.
Проволоки для полуавтоматов применяются разных диаметров, но самыми основными и распространенными считаются 0,8; 1; 1,2 и 1,6 мм. Перед осуществлением процесса сваривания, проволоку требуется подготовить, намотав ее на необходимую катушку, являющуюся приставкой полуавтомата, которая крепится на нем, благодаря нетрудным конструктивным приспособлениям. Во время процесса сваривания, происходит подача присадочного материала автоматически, что очень эффективно по времени, которое может быть затрачено при работе на других видах аппаратов гораздо больше, благодаря этому, технологическая операция считается гораздо востребованной и упрощенной.
Главной деталью электрической схемы блока управления полуавтомата считается микроконтроллер, функция которого заключается в регулировке и стабилизации тока для сваривания. Как раз такая деталь электрической схемы полуавтомата для сваривания производит необходимые параметры тока для работы, и осуществляет возможную регулировку.
Как перестроить инвертор
Для возможного применения инвертора для полуавтомата, его трансформатор понадобится немного перестроить. Что бы организовать подобную перестройку механизма собственноручно, потребуется всего лишь соответствовать требуемым правилам.
Что бы характеристики инвертора совпадали соответственно с характеристиками полуавтомата, потребуется обмотать его полосой из меди, которая должна быть обмотана термобумагой. Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Так же потребуется переделывать вторичную обмотку инвертора. В данном случае понадобиться наматывать обмотку, которая сделана и трех слоев жестянки, все слои нужно изолировать фторопластовой ленты, а концы уже готовой обмотки собственноручно спаять друг с другом, благодаря этому увеличится проходимость тока.
Конструктивная схема инвертора, применяемая для его подключения в полуавтомат для сваривания, рекомендуется приобрести вентилятор, благодаря которому будет происходить достаточное охлаждение всего корпуса оборудования.
Настройки инвертора применяемого для полуавтоматического сваривания
Если будет принято решение об изготовлении собственноручно полуавтомата для сваривания, применяя инвертор, понадобится в первую очередь отключить оборудование. Что обеспечить защиту устройства от перегрева, необходимо разместить его выпрямители (входящий и выходящий) и силовые ключи на радиаторах. Конечно, лучшим способом будет монтирование термодатчика в корпус оборудования, где присутствует радиатор, он нагревается сильнее, и будет отключать устройство, если будет сильный перегрев.
Конечно, лучшим способом будет монтирование термодатчика в корпус оборудования, где присутствует радиатор, он нагревается сильнее, и будет отключать устройство, если будет сильный перегрев.
Когда все вышеупомянутые действия будут сделаны, можно приступать к соединению силовой части устройства с его блоком управления, и подсоединить его к электрической сети. Необходимо будет подсоединить осциллограф к выходам инвертора, когда индикатор подключения к сети засветится. К такому устройству, необходимо раздобыть электронные импульсы частотой 40-50кГц. Для образования между импульсами потребуется время 1,5мкс, а регулировка их производится путем изменения величины напряжения, которое поступает на вход устройства. Когда все параметры будут соответствовать значениям, можно будет осуществлять подключения инвертора к электрической сети. Сила тока, которая поступает от выхода инвертора, должна составлять не менее 120А. Когда сила тока будет низкой, то, скорее всего провода оборудования обладают недостаточной проводимостью напряжения, с величиной не превышающей 100В. Что бы наладить устройство до требуемой подачи тока, понадобится проделать тесты, изменив силу тока (в процессе необходимо регулярно вести контроль напряжения на конденсаторе). Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
Что бы наладить устройство до требуемой подачи тока, понадобится проделать тесты, изменив силу тока (в процессе необходимо регулярно вести контроль напряжения на конденсаторе). Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
Как применять инвертор для сваривания
Когда произойдет запускание полуавтомата, изготовленного собственноручно, на экране инвертора появится значение силы тока, составляющее 120 А. В случае выполнения правильных шагов по изготовлению устройства, то такое значение и будет присутствовать, однако, на экране все равно может показывать восьмерки. Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
В случае выполнения правильных шагов по изготовлению устройства, то такое значение и будет присутствовать, однако, на экране все равно может показывать восьмерки. Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
Если все будет верно сделано, индикатор будет корректно показывать силу тока, которую можно регулировать благодаря кнопкам. Ток для работы можно регулировать в пределах 20-160А, который обеспечивает инвертор для сваривания.
Контроль правильной работы устройства
Для того, что бы ваш полуавтомат для сваривания прослужил вам долгое время на требуемом уровне, рекомендуется вести постоянный контроль температурного режима работы инвертора. Для подобного контроля, потребуется в один момент зажать 2 кнопки, благодаря чему температура наиболее нагретого радиатора инвертора будет показываться на экране. Нормальная температура для работы та, значение которой не больше 75 градусов Цельсия. При превышении подобного значения, кроме информации, которая показывается на экране, инвертор будет шуметь, издавая прерываемые звуковые сигналы, необходимо немедленно принять меры на подобные звуки. В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
При превышении подобного значения, кроме информации, которая показывается на экране, инвертор будет шуметь, издавая прерываемые звуковые сигналы, необходимо немедленно принять меры на подобные звуки. В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
Когда применяется полуавтомат для сваривания
Полуавтомат рекомендуется применять в ситуациях, когда необходимо достигнуть четкий осторожных свариваний различных деталей, сделанных из стали. Благодаря данному оборудованию, которое было изготовлено собственными руками, можно осуществлять сваривание различных тонких металлов, что весьма востребовано в работах с автотранспортными средствами. Сам по себе процесс сваривания несложен, и не потребует длительного обучения, но взять несколько уроков у востребованных сварщиков все же потребуется.
Сам по себе процесс сваривания несложен, и не потребует длительного обучения, но взять несколько уроков у востребованных сварщиков все же потребуется.
svarkagid.com
Полуавтомат из «инвертора», своими руками, возможно ли это? | Сайт для тех, кто любит автомобили и не боится гаечных ключей
Инвертор MMA
Этой статьей начинается новая рубрика «Инструменты и приспособления», и статья будет несколько необычной, то есть здесь будет не о том, что и как изготовить, а наоборот, чего делать не стоит.
Благодаря потрясающей производительности труда жителей «Поднебесной» и доступной стоимости, сварочные аппараты — «инверторы» прочно обосновались в гаражах многих автовладельцев. И неспроста: малые размеры, небольшой вес, широкий и плавный диапазон регулировки по току, «мягкая» дуга, малое энергопотребление делают этот сварочный аппарат просто неоценимым помощником во многих случаях, но не всегда, автомобильная «жестянка» зачастую для сварки электродом является слишком нежной. И тут в пытливых умах автолюбителей начинают рождаться мысли: а что, если добавить горелку, протяжку проволоки и с малыми затратами переделать «инвертор» в «полуавтомат». Сразу скажу, что этот вариант не получится, также не получится такая добавка и к обычному сварочному аппарату на трансформаторе. Почему? Читайте далее.
И тут в пытливых умах автолюбителей начинают рождаться мысли: а что, если добавить горелку, протяжку проволоки и с малыми затратами переделать «инвертор» в «полуавтомат». Сразу скажу, что этот вариант не получится, также не получится такая добавка и к обычному сварочному аппарату на трансформаторе. Почему? Читайте далее.
Горелка полуавтомата и сварочная проволока
Чтобы не быть голословным: у меня есть в гараже сварочный аппарат постоянного тока на трансформаторе, также несколько лет назад я изготовил самостоятельно полуавтомат (тоже трансформаторный, которым успешно пользуюсь), а в этом году я приобрел инверторный сварочный аппарат (трансформатор самому таскать тяжеловато). Решил проверить эту возможность «эмпирическим» путем, тем более что все необходимое имеется, и никакие затраты не нужны. Отключил в «полуавтомате» трансформатор, подал питание от «инвертора», пробовал… Скажу честно – пробовал на разных режимах, регулировал ток, изменял скорость подачи проволоки, варил с газом и без… нормальный шов так и не вышел, получилось мягко говоря «насрано».
Теперь немного теории. Без этого никак, но постараюсь по возможности просто и кратко.
Виды или типы сварки.
MMA (Manual Metal Arc). Наиболее распространенный тип сварки, это ручная сварка штучными электродами, покрытыми флюсом, кстати, данную технологию разработал наш соотечественник Н.Г. Славянов.
TIG (Tungsten Inert Gas). Сварка неплавящимся (вольфрамовым или графитовым) электродом в среде защитного инертного газа (аргонно-дуговая сварка). Изобретена Н.Н. Бенардосом.
MIG (Mechanikal Inert Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде инертного газа (аргон, гелий).
MAG (Mechanical Aktive Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде активного (углекислого) газа. Которая нас больше всего интересует. Кстати, легированную проволоку (мы пользуемся омедненной) тоже изобрели наши соотечественники К.В. Любавский и Н.М. Новожилов.
Теперь разберемся, чем же отличаются источники питания MMA и MAG, и почему их нельзя использовать один вместо другого.
Для начала рассмотрим условия существования электрической дуги, используемой при сварке. На приведенном графике заметно,
что вольтамперная характеристика дуги (ВАХ) имеет три ярко выраженных участка:
- нисходящий участок – которому соответствует малая плотность тока,
- горизонтальный участок – со средней плотностью тока
- восходящий участок – которому соответствует высокая плотность тока.
Так вот, при ручной сварке MMA процесс горения дуги происходит на среднем участке ВАХ, лучше на первой его трети, при этом дуга зажигается легко, держится стабильно, швы получаются ровными и металл не разбрызгивается (при этом колебания электрода (руки сварщика) и изменения длины дуги практически не вызывают изменение сварочного тока. Если же плотность тока повышается и точка горения дуги смещается к восходящему участку, то дуга становится нестабильной, «жесткой», металл разбрызгивается, швы выходят рваные и неровные.
При сварке полуавтоматом MAG точка дуги должна располагаться в начале восходящего участка ВАХ, с высокой плотностью тока, при этом будет происходить саморегулирование сварочного процесса.
Каждому виду сварки должен соответствовать источник питания сварочного аппарата, будь это инвертор или трансформатор. Для наглядности еще один график,
на котором изображены внешние вольтамперные характеристики источников питания сварочных аппаратов.
Кривая 1 соответствует крутопадающей ВАХ источника питания, которая практически идеально соответствует для ручной сварки на постоянном токе ММА, кривая 2 — пологопадающая вольтамперная характеристика, кривая 3 — жесткая ВАХ, обеспечивающая саморегулирование при сварке тонкой проволокой MAG.
Вывод: источник питания для ручной сварки постоянным током проектируется и изготавливается с крутопадающей ВАХ, которая абсолютно не подходит для проведения сварочных работ проволочным электродом в полуавтоматическом режиме. Применительно к инверторному источнику питания требуется переделка и перенастройка блока управления, но если вы не очень сильны в электронике, то лучше не лезть к хорошо налаженному механизму.
Удачи Вам в жизни и на дороге.

avtomastersam.ru
Сварочный полуавтомат своими руками
Автор admin На чтение 5 мин. Просмотров 1.4k. Опубликовано
Богата русская земля самодельщиками всех мастей издревле, наверное, потому что некогда нам было версты наматывать, чтоб привезти какую-нибудь штуковину мудреную издалека. Покуда — туда, покуда — сюда, легче и быстрее самому можно сделать.
И смотришь, через неделю-другую очередной шедевр уже радует глаз и сердце аматора, а так его домочадцев. А как же иначе, ведь на вопрос «Как сделать сварочный полуавтомат самому?» почти сразу можно получить ответ: «А на когда нужно – на после обеда или можно к вечеру?»
Содержание
- Основные составляющие сварочного аппарата
- Полуавтомат с газом и без
- Газовый баллон и пистолет
- Механизм подачи проволоки
Сварочный аппарат нужен в хозяйстве всегда: это и каркас теплицы своими руками, и ремонт автомобиля, и масса изделий из металла, например, цветочница из проволоки точно такая, как нужно для данного случая, а не серийный ширпотреб, которому и место не всегда найдешь.
Итак, будем считать, что нам предстоит изготовить самодельный сварочный полуавтомат — простой, дешевый и из подручных комплектующих.
На первом этапе конструктор-аматор решает вопросы общей конструкции, среди которых:
- Сварочный аппарат будет использовать защитный газ или нет.
- Выбор газового баллона и пистолета.
- Особенности механизма подачи проволоки.
Полуавтомат с газом и без
Выбираем систему полуавтомата с газом СО2. Что получим взамен? Применение газовой среды в работе сварочного полуавтомата уже давно признано обязательным элементом для тех случаев, когда требуется получить сварочные швы высокого качества. Обычно в зону сварки подается углекислый газ СО2. Основное его назначение – защитить зону сварки от слишком химически активных кислорода и азота. Газовая сварка позволяет получить шов с минимальным содержанием шлака.
А есть альтернатива газовой сварке? Ну, конечно же, но… Такая альтернатива возможна при применении порошковой проволоки. И все бы хорошо – «бесконечный электрод», не нужен газ, вполне приличная скорость сварки, но качество шва здесь хуже, чем у газовой сварки. Поэтому предпочтительней выбрать именно сварку с применением защитной газовой среды.
Поэтому предпочтительней выбрать именно сварку с применением защитной газовой среды.
Газовый баллон и пистолет
Баллон и пистолет – обязательные узлы полуавтомата. Эта задача посложней предыдущей – баллон газовый это уже серьезно, не любой подойдет, да и вещь солидная. Чтоб не заморачиваться (и успеть к вечеру), особенно на начальном этапе, можно просто взять углекислотный огнетушитель. Но это только временный выход из ситуации — позже все равно придется приобрести специализированный углекислотный баллон.
Пистолет – устройство, из носика которого сварочная проволока, сматываемая с катушки, подается в зону сварки. Кроме того, к пистолету подходит шланг, подающий газ в зону сварки. Электромагнитный клапан открывает путь газу к соплу пистолета. Он срабатывает от замыкания проволоки, которая соприкасается с корпусом пистолета (вот в чем суть классификации данного сварочного устройства как «полуавтомат»).
Сам пистолет — без особенностей и выбирается по личным предпочтениям, но следует учесть, что у дешевых моделей газовый шланг выходит из строя по любому поводу – здесь не экономят.

Механизм подачи проволоки можно без напряга собрать с использованием двигателя автомобильного стеклоочистителя. На его вал одевают ведущий ролик, по которому движется проволока с бобины. Чтоб проволока не скользила по ведущему ролику, она поджимается еще одним «глухо закрепленным» сателитным роликом.
Механизм подачи проволоки
Интернет содержит самые разные схемы самодельных сварочных полуавтоматов, поэтому рассмотрим основные узлы одной из простейших из них.
Основной и, попутно, наиболее тяжелый элемент полуавтомата – силовой трансформатор, например, серии ОСМ-1. Первичное напряжение – 220 В, ток вторичной обмотки 70-150 А. Обычно, ток вторичной обмотки регулируют переключением по первичной обмотке, которая для этого имеет несколько отпаек.
Блок выпрямителя содержит мостовой выпрямитель на ток 200 А, дроссель и сглаживающий электролитический конденсатор емкостью неменее 22000 мкФ на напряжение 63 В. Дроссель служит для фильтрации переменной составляющей.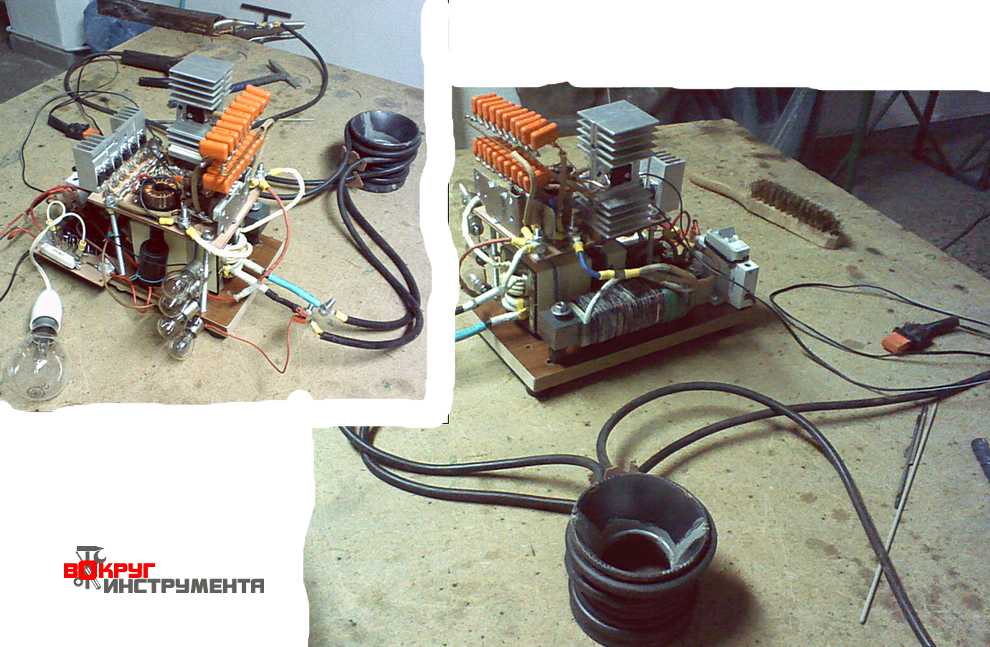 Его наматывают сплошной обмоткой проводом сечением не менее 5 мм кв. на сердечнике от трансформатора, например, ТС — 270. В этом случае для дросселя применяют одну обмотку примерно 60 витков.
Его наматывают сплошной обмоткой проводом сечением не менее 5 мм кв. на сердечнике от трансформатора, например, ТС — 270. В этом случае для дросселя применяют одну обмотку примерно 60 витков.
К выходному концу дросселя Н (начало) подключаются «+» выпрямителя, а к другому концу К (конец) – «+»конденсатора и сюда же подключается кабель подающий «+» выпрямителя полуавтомата на сварочную проволоку. Пистолет подключается проводом к одному контакту клапана. Минус выпрямителя подключается к свариваемому изделию, это хорошо известная «масса». Сюда же подключают второй контакт клапана.
Электроклапан для полуавтомата подойдет от Жигулей. Сварщик кнопкой включает МПП, сварочный провод подается в головку пистолета и замыкает цепь включения электроклапана, который и подает газ в зону сварки. Для питания двигателя МПП и клапана подачи газа применяю дополнительный трансформатор мощностью до 200 Вт.
Внешний вид сварочного полуавтомата, как и любого устройства от самоделкиных, – это простор для воображения, но доступ любопытных к электрическим «внутренностям» надо исключить.

Теперь вы знаете, как собрать сварочный полуавтомат? Нет ничего проще, чем собрать сварочный полуавтомат!
делаем своими руками в домашних условиях – Setafi
Сварочный аппарат востребован у мастеров по работе с металлом. Он используется для соединения, сплавления, ремонта поверхностей из металла/сплава металлов. Сварка недешёвая, поэтому не все могут её себе позволить.
В этой статье мы разберём, как своими руками изготовить полуавтомат для сварки, что понадобится для создания сварочного аппарата в домашних условиях, какие особенности изготовления самодельной сварки.
Содержание статьи
- Особенности
- Как сделать сварку дома. Советы по изготовлению полуавтомата
- Подготовка
- Корпус
- Система управления
- Как использовать самодельную сварку
Особенности
Чтобы сделать сварку полуавтомат дома, нужны базовые знания в электронике. Самый простой способ сделать сварку – переделать инвертор или трансформатор. Мощность инвертора при этом должна быть 150 Ампер или больше.
Самый простой способ сделать сварку – переделать инвертор или трансформатор. Мощность инвертора при этом должна быть 150 Ампер или больше.
Для изготовления самодельной сварки вам понадобятся следующие материалы:
- Электрическая система управления.
- Шланг для подачи газа/направляющий рукав.
- Баллон с защитным газом (аргон, углекислый газ).
- Бобина/катушка.
- Присадочная проволока и устройство для её подачи (подойдёт стеклоподъёмник из автомобиля, его нужно будет отрегулировать).
- Трансформатор или инвертор (мощность больше 150 А).
- Горелка.
Также понадобится корпус. Можно обойтись и без него, но это неудобно и небезопасно как для вас, так и для самого прибора. В качестве корпуса можно использовать микроволновку или системный блок от компьютера.
Весь процесс изготовления полуавтомата – соединить готовые элементы. Изменять их не нужно, кроме механизма для подачи проволоки и газа, остальные работают в готовом виде. Механизм для подачи проволоки нужно отрегулировать, чтобы проволока подавалась со скоростью плавки.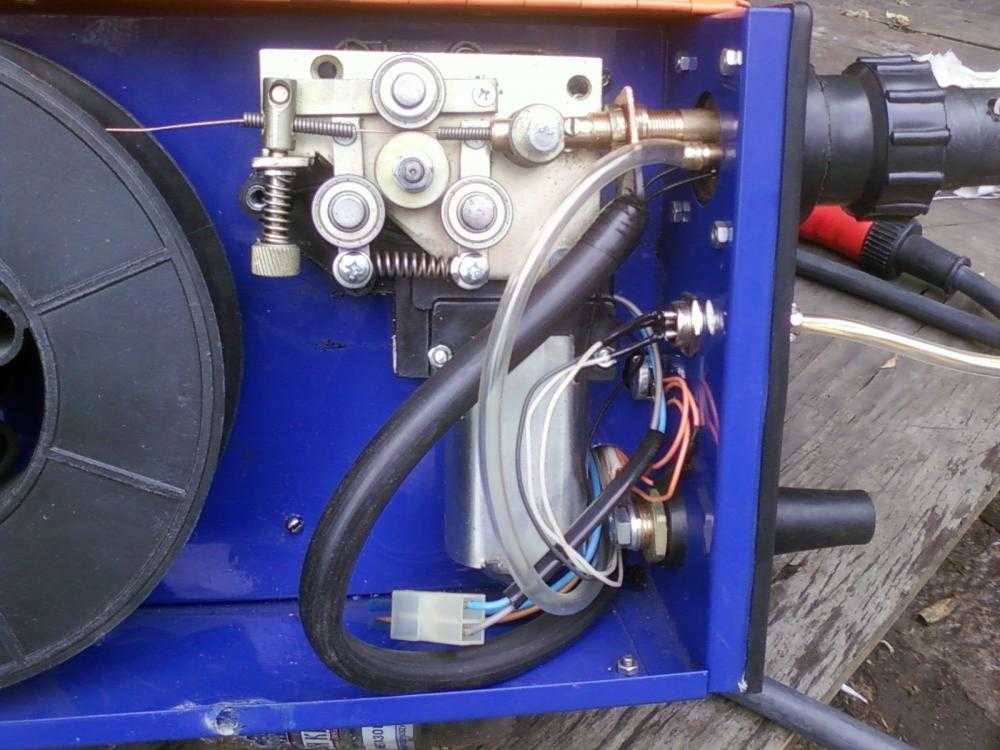 На скорость подачи проволоки влияет её диаметр, материал изготовления (медная, стальная), а также свариваемый материал (металл, сплав). Учитывайте это при регулировке. Рекомендуем регулировать скорость перед каждой сварочной работой.
На скорость подачи проволоки влияет её диаметр, материал изготовления (медная, стальная), а также свариваемый материал (металл, сплав). Учитывайте это при регулировке. Рекомендуем регулировать скорость перед каждой сварочной работой.
Как сделать сварку дома. Советы по изготовлению полуавтомата
Сначала вам нужна схема/чертёж. Они есть в интернете в свободном доступе. Отличаться они могут в зависимости от модели сварки, однако различий в главных компонентах нет, поэтому можете использовать обобщенные чертежи.
Далее, если вы используете стеклоподъёмник для подачи проволоки, его нужно отрегулировать, ведь качество сварки зависит от этого напрямую – проволока должна подаваться плавно, ровно и со скоростью сварки. Чтобы отрегулировать стеклоподъёмник, используйте ШИМ-контроллер. Задержку подачи можно сделать при помощи реле. Реле также можно взять из авто. Вместо реле можно использовать электрический клапан, ставят такие клапаны на редукторы баллонов.
Отрегулируйте механизм подачи газа. Если газ будет подаваться слишком поздно, может возгореться электрод – шов будет некачественным, некрепким и неровным, может быть повреждена поверхность. В правильно настроенном полуавтомате его защищает «ванная» из защитного газа.
Чтобы регулировать подачу газа, открывайте/закрывайте газовый клапан. Правильная настройка – газ подаётся раньше на несколько миллисекунд/секунд, чем замыкается цепь/начинается сварка.
Подготовка
Трансформатор – самый важный элемент в сварочном аппарате. Он изменяет напряжение и питает рабочую часть. Напряжение в бытовой электросети слишком большое для работы сварки, поэтому трансформатор понижает напряжение. Взять трансформатор для самодельной сварки вы можете из обычной микроволновки.
Трансформаторы из СВЧ печей повышающего типа – увеличивают напряжение из сети. Для сварки нужен понижающий тип, поэтому трансформатор из микроволновки нужно переделать прежде, чем использовать в сварке. Для этого измените количество витков на первичной и вторичной обмотках. Так вы измените трансформационный коэффициент.
Для этого измените количество витков на первичной и вторичной обмотках. Так вы измените трансформационный коэффициент.
Для стандартного трансформатора подойдёт 100 витков на первичный контур, 5 – на вторичный. На выходе вы получите напряжение в двадцать раз меньше, чем в сети (11 В).
Количество витков написано без учёта базовых – то есть на первичном контуре всего должно быть сто витков, на вторичном только пять. Больше всего проблем возникает на этом этапе – пользователи убирают слишком много проволоки, в сети большое напряжение, проволока не выдерживает, возгорается проводка. Либо, наоборот, убрали мало витков – напряжение недостаточно понижается, слабый ток, сварка просто не может варить.
Не спешите, точно рассчитывайте количество намоток, сечение проводов.
Корпус
К корпусу для самодельного сварочного аппарата требований мало – он не влияет на производительность устройства. Сама сварка состоит из многих деталей, проводов, элементов. Чтобы удобно и безопасно пользоваться прибором, нужно их собрать в корпус. В качестве основы подойдёт микроволновка, системный блок от персонального компьютера, либо его можно сделать самому. Если решили делать корпус сами, то используйте тонколистовой металл. Заранее сделайте чертёж с учётом всех размеров частей.
Чтобы удобно и безопасно пользоваться прибором, нужно их собрать в корпус. В качестве основы подойдёт микроволновка, системный блок от персонального компьютера, либо его можно сделать самому. Если решили делать корпус сами, то используйте тонколистовой металл. Заранее сделайте чертёж с учётом всех размеров частей.
При расчётах, установке элементов отведите место для охлаждения. В качестве охлаждения используйте два сквозных вентилятора/кулера от компьютера. Работать они должны только на выдув. Не располагайте части близко друг к другу, они могут перегреться.
Две катушки должны быть соединены параллельно, две другие – последовательно. Такой способ обеспечит высокую силу постоянного тока.
Система управления
Для изготовления системы управления самодельным сварочным аппаратом вам нужны:
- Генератор (задающий тип).
- Реле.
- Обратная связь.
- Защита от перегрузок.
- Управляющая плата.
Подключите плату управления к блоку трансформатора. К ней же подведите остальные элементы – генератор, реле, защиту, вентилятор/кулер. Через плату подключите самодельную сварку к электросети. Перед работой такой сварки нужно проверить работу системы управления и рабочих блоков. Используйте осциллограф, подключите его к выходам.
К ней же подведите остальные элементы – генератор, реле, защиту, вентилятор/кулер. Через плату подключите самодельную сварку к электросети. Перед работой такой сварки нужно проверить работу системы управления и рабочих блоков. Используйте осциллограф, подключите его к выходам.
Как использовать самодельную сварку
Как обычную:
- Вставьте бобину с проволокой, осмотрите/проверьте устройство. Также проверьте, как соединены шланги газоподачи, и откройте баллон.
- Зачистите место для работы и массы, установите массу.
- Подключите сварку к электросети и подождите.
- Включите подачу проволоки, начинайте варить, как обычным полуавтоматом.
Сварочный полуавтомат своими руками: технология и схема
Сварочный полуавтомат своими руками обойдется его создателю вдвое дешевле и принесет моральное удовлетворение от своего умения. Такого рода техника пригодится в хозяйстве, а в частности для работ на загородном участке. Такое оборудование является необходимым при ремонтах и выполнении соединений на тонкой металлической основе, когда велик риск прожига конструкции при использовании электродов в электродуговой сварке.
Такое оборудование является необходимым при ремонтах и выполнении соединений на тонкой металлической основе, когда велик риск прожига конструкции при использовании электродов в электродуговой сварке.
Заготовки для полуавтоматическ
В качестве основы для создания инвертора подойдет схема трансформатора от микроволновки, которая уже не используется.
Трансформатор наделен катушками, железом, эмалью и медной проволокой.
Катушки нужны для двух обмоток, а эмалированная проволока из меди намотана на железный штырь. Каждая схема катушки имеет индивидуальный набор витков с определенным количеством.
Первоначальная схема нужна для работы электросети, а вторичная образует ток. Напряжение может нарастать до 130А, но на первичной обмотке напряжение составляет 20А.
Для эффективности сварки потребуются электроды диаметром в 2 мм. Схема такого самостоятельно изготовленного аппарата рассчитана на сварочное действие при полярном обратном режиме.
Схема такого самостоятельно изготовленного аппарата рассчитана на сварочное действие при полярном обратном режиме.
Подготовка к работе
Сварочный полуавтомат собственными руками создать можно, имея представление о сварочных работах и немного разбираясь в электронике. Для будущего аппарата необходимо иметь такого рода детали и материалы:
схема инвертора с рабочим выходом в 150А;
подающее устройство;
горелка;
гибкий кабель подачи углекислого газа;
катушка с медной проволокой;
панель управления .
На создание оборудования для сварки своими руками потребуется запастись несколькими свободными днями и терпением.
Перед тем как приступить к работе, необходимо заранее достать транзисторы и конденсаторы. Также в обязательном порядке должен быть подготовлен специальный баллон, но можно использовать ненужный углекислотный баллон от огнетушителя.
Чтобы аппарат был безопасным, все-таки лучше прикупить готовый, предназначенный именно для сварочных работ. Далее нужно подобрать пистолет, замыкающий цепь, и электромеханизм с регуляторным устройством.
Принцип работы сварочного полуавтомата
Принцип работы прибора для сварочного дела основан на использовании углекислого газа, защищающего раскаленный металл от влияния кислородной и воздушной массы. Высокая температура углекислого газа при подаче распадается на угарный, тем самым окисляя свариваемую поверхность.
Чтобы избежать процесса окисления в оборудовании, применяется специальная проволока для сварки, которая имеет медное покрытие. Подается сварочная проволока через специальное устройство подачи, обеспечивающее стабильное ее продвижение к сварочному участку.
Подается сварочная проволока через специальное устройство подачи, обеспечивающее стабильное ее продвижение к сварочному участку.
Технология системы охлаждения и сборка
В будущую конструкцию сварочного инвертора встраивают с двух сторон по два вентилятора, благодаря которым будет проходить охлаждающий всю конструкцию воздух. Для этого с нижней части корпуса проделывают до 20 сквозных отверстий.
Чтобы аппаратом для сварки пользоваться без ограничений, понадобится защитный кожух. В нем можно расположить все необходимые детали.
Трансформаторы крепятся между собой, что позволяет снизить напряжение до 50А. Первичная схема обмотки должна создаваться в параллельном порядке, а вторичная — в последовательном
. В итоге получится аппарат, выдерживающий напряжение в 60А и выходом 38В. Механизмы переносятся на плату заводского выпуска. При этом монтаж электроблока, драйверов и платы осуществляется отдельно. Силовой ключ перегораживается листом из металла, фиксируется на корпусе платы.
Далее подсоединяются проводники управления. Все силовые источники должны подвергаться армированию с использованием медной проволоки.
Для теплоотвода устанавливают отдельный радиатор. Его качество влияет на сроки эксплуатации всего оборудования. Сила сопротивления электроблока должна быть такой, чтобы напряжение составляло 20В.
Входящие силовые выравниватели должны иметь мощное радиаторное устройство. В панель встраивается термодатчик для поддержки высокой температуры.
Блоком регулировки послужит одноканальное ШИМ-реле. Его предназначением является поддержка горения дуги и бесперебойность в работе.
Встроенный конденсатор обеспечит выход напряжения, изменяющий сварочный ток.

Снижение количества витков
Чтобы аппарат для сварки, созданный собственноручно, имел стабильную производительнос
Количество витков и новое сечение проволоки зависят от используемого трансформатора. Сделать подсчет можно, посмотрев учебник по физике, в котором указана схема рассчитываемого действия. По завершению сборки инвертора катушку с новой обмоткой необходимо покрыть изоляционной эмалью, защищающей от тока.
Похожие статьи
- Сварочный аппарат переменного тока: в чем его преимущества и польза?
- Сварочная проволока: основные характеристики
- Преимущества и недостатки технологии газовой сварки ацетиленом
- Cварка инверторным аппаратом -новые возможности
Сварочный полуавтомат 30А — 160А своими руками » Журнал практической электроники Датагор
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0. 8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
Камрад, рассмотри датагорские рекомендации
🌼 Полезные и проверенные железяки, можно брать
Опробовано в лаборатории редакции или читателями.
Трансформатор R-core 30Ватт 2 x 6V 9V 12V 15V 18V 24V 30V
Паяльная станция 80W SUGON T26, жала и ручки JBC!
Отличная прочная сумочка для инструмента и мелочей
Хороший кабель Display Port для монитора, DP1.4
Конденсаторы WIMA MKP2 полипропилен
Трансформатор-тор 30 Ватт, 12V 15V 18V 24V 28V 30V 36V
SN-390 Держатель для удобной пайки печатных плат
Панельки для электронных ламп 8 пин, керамика
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Печатка, см. чертеж в архиве
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Подробные чертежи корпуса см. в приложении.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
🎁Чертежи корпуса и механики сварочного полуавтомата
32.44 Kb ⇣ 246
🎁Схема и печатная плата сварочного полуавтомата
14.23 Kb ⇣ 324
Самодельная электросварка. Сварочный аппарат своими руками
Если у вас возникла необходимость выполнения каких-либо несложных сварочных работ Для бытовых нужд совсем необязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, то можно легко собрать сварочный аппарат своими руками, о чем пойдет речь ниже.
Сварочные аппараты: классификация
Любые сварочные аппараты электрические или газовые. Стоит сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя баллоны со взрывчатым газом, не стоит сохранять эту установку.
Поэтому в контексте самостоятельной сборки конструкции будут обсуждаться исключительно электрические версии . Такие агрегаты также делятся на разновидности:
- Установки-генераторы оснащены собственным генератором тока. Отличительной чертой является большой вес и габариты. Для домашних нужд этот вариант не подходит, да и собрать его будет сложно.
- Трансформаторы – такие установки, особенно полуавтоматического типа, очень распространены среди тех, кто изготавливает сварочное оборудование самостоятельно. Питание от сети в 220 или 380 В.
- Инверторы — такие установки просты в эксплуатации и идеально подходят для дома, конструкция компактна и мало весит, но электронная схема довольно сложная.
- Выпрямители — эти устройства просто собирают и применяют по назначению. С их помощью даже новичок сможет выполнить качественные сварные швы.
Для того, чтобы собрать инвертор в домашних условиях, потребуется схема, соответствующая нужным параметрам. Детали рекомендуется брать от старых советских приборов:
Параметры для прибора можно выбрать:
- Должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока 250 А.
- Источник напряжения — бытовая сеть на 220 В.
- Регулировка сварочного тока в диапазоне от 30 до 220 А.
В состав инструмента входят следующие компоненты:
- Блок питания; выпрямитель
- ; инвертор
- .
Начало с обмоткой трансформатора И действовать в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполнить первую обмотку (100 витков проводом ПЭВ 0,3 мм).
- Вторая обмотка 15 витков, провод сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертый и пятый — соответственно по 20 витков проводами сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Для того, чтобы транзисторные ключи работали непрерывно, напряжение на них следует подавать после выпрямителя и конденсаторов. Блок выпрямителя Соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоприбора , А можно сделать самому.
С лицевой стороны корпуса установлен светодиодный индикатор который указывает на то, что устройство включено в сеть. Сюда же можно поставить дополнительный выключатель, а также защитный предохранитель. Его также можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. На передней части корпуса установлено переменное сопротивление, его можно использовать настроить рабочий ток . Когда вы собрали все электрические схемы, проверьте машину специальным прибором или тестером и можете протестировать ее.
Сборка версии-трансформера будет отличаться от предыдущей. Этот агрегат работает на переменном токе, но для сварки на постоянном токе к нему нужно собрать простенький пульт.
Для работы вам понадобится трансформаторное железо Для сердечника, а также несколько десятков метров толстого провода или толстая медная шина. Все это можно найти в приеме металлов. Сердечник лучше всего делать П-образным, тороидальным или круглым. Многие также берут статор от старого электродвигателя.
Инструкция по сборке П-образного сердечника выглядит так:
- Железо трансформаторное берите сечением от 30 до 55 см 2 . Если показатель больше, то прибор будет тяжеловат. А если сечение будет меньше 30, устройство не сможет корректно работать.
- Берут медный обмоточный провод сечением около 5 мм 2 , снабженный термостойкой изоляцией из стекловолокна или ваты. Изоляция важна, так как при работе обмотка может нагреваться до 100 градусов и выше. В обмоточном проводе сечение бывает квадратным или прямоугольным сечением. Однако этот вариант трудно найти. Подойдет и обычная с таким же сечением, но только с нее нужно будет снять изоляцию, намотать стеклоткань и хорошенько пропитать электролаком, затем просушить. В первичной обмотке 200 витков.
- Вторичная обмотка потребует около 50 витков. Провод не нужно резать. Включите первичную обмотку в сеть, а на проводах вторичной найдите место, где напряжение около 60 В. Для поиска такой точки намотайте или намотайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
- Установите готовый трансформатор в корпус.
- Для вывода вторичной обмотки потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Разрежьте его конец и просверлите отверстие диаметром 10 мм, и вставьте предварительно очищенный от изоляции конец провода. Далее съешьте его легкими ударами молотка. Для усиления контакта провода с трубкой-клеммой нанесите на жилу на ней насечки. Самодельные клеммы прикручиваются к корпусу гайками и болтами. Детали лучше всего использовать медные. Имея намотку вторичной обмотки. Отводы желательно делать через каждые 5-10 витков, они позволят ступенчато изменять напряжение на электроде;
- Для изготовления электродержателя возьмите трубу диаметром около 20 мм и длиной около 20 см. На концах примерно в 4 см от торцевой части подрежьте выемку на половину диаметра. Вставьте электрод в выемку и прижмите пружину, опираясь на приваренную втулку из стали диаметром 5 мм. Ко второму конусу прикрепите тот же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
Готовый аппарат к сети лучше всего подключать с помощью проводов сечением от 1,5 см 2 и более, а также чуб. Ток в первичной обмотке обычно не превышает показатель 25 А, а во вторичной колеблется в пределах 6-120 А. При работе с электродами диаметром 3 мм через каждые 10-15 делают остановы, чтобы трансформатор охлаждаемый . Если электроды тоньше, в этом нет необходимости. Более частые перерывы необходимы, если вы работаете в режиме резки.
Мини сварка своими руками
Чтобы самостоятельно собрать миниатюрный сварочный аппарат, вам понадобится всего несколько часов и такие материалы:
Сначала аккуратно разобрать старый аккумулятор И вынуть из него графитовый стержень. В конце наточит кожу и вытрет насухо тряпкой. Кусок толстого провода в 4-5 см от конца очистить от изоляции и с помощью проходных или боковых петель завести петлю. Вставьте в него угольный электрод.
Снять вторичную обмотку с трансформатора и на ее место вмешать толстый провод 12-16 витков. Теперь все это вставляется в соответствующий чехол — и устройство готово.
Его провода соединяются с выводами вторичной обмотки, уголь Стержень вставляется в петлю И хорошо обжимается. Плюсовой вывод соединяется с электрододержателем, а минусовой — со сдвоенными рабочими частями. Ручка держателя может быть адаптирована для электрода.
Можно применить ручку паяльника или что-то подобное. Включите устройство в бытовую сеть и выполните соединение деталей с помощью графита . Должно быть пламя, а на торце деталей образуется сферический сварной шов.
Для домашней мастерской очень важно наличие сварочного аппарата. Эти устройства имеют различных конструкций и модификаций. И новички, и опытные мастера часто отдают предпочтение не заводским, а самодельным устройствам, которые можно модифицировать на свой лад.
В Арсенале Мастеров Самоделки есть много инструментов на все случаи жизни.
Сварочный аппарат — незаменимый прибор для настоящих мастеров своего дела. Его можно купить в магазинах. Однако интереснее и дешевле собрать своими руками.
У некоторых есть сварочный аппарат, о котором мечтает каждый мастер.
Сегодня его можно приобрести в специализированных магазинах. Моделей много. Продаются различные аксессуары к устройству и расходные материалы. Можно ли сделать сварочный аппарат своими руками? Ответ прост: можно даже нужно!
Виды сварочных аппаратов
Все аппараты для сварочных работ делятся на газовые и электрические. Газовые установки не совсем подходят для использования в быту. Они требуют особого отношения, так как оснащены взрывоопасными баллонами с газом. Поэтому мы должны вести только об электрических устройствах. Они тоже разные:
Сварочный инвентарь экономичен и идеально подходит для домашнего использования.
- Генераторы. Эти настройки имеют свой текущий текущий генератор. Они отличаются очень большим весом и громоздкими размерами. Для домашней сборки и применения не подходят.
- Трансформеры. Такие устройства могут питаться от сети 220 или 380 вольт. Особо популярны, особенно полуавтоматы.
- Инверторы. Очень экономичные устройства, идеально подходящие для дома. Отличается малым весом, но достаточно сложной электронной схемой.
- Выпрямители. Прост в изготовлении и использовании. Даже начинающие сварщики могут сделать качественные швы. Идеально подходит для сборки своими руками.
Назад в категорию
С чего начать сборку инвертора?
Для сборки инвертора необходимо выбрать схему, которая обеспечит необходимые параметры устройства. Рекомендуется использовать детали советского производства. Особенно это касается диодов, конденсаторов, транзисторов, резисторов, дросселей, тиристоров и готовых трансформаторов. Собранное на этих деталях оборудование не требует сложной настройки. Все элементы очень компактно расположены на доске. Для изготовления устройства можно выбрать следующие параметры:
- Сварочный аппарат должен работать с электродами диаметром до 4-5 мм.
- Величина рабочего тока не более 250 А.
- Блок питания – бытовая сеть напряжением 220 В.
- Регулировка сварочного тока в диапазоне 30-220 А.
Сварочный аппарат состоит из нескольких блоков: блока питания, выпрямителя и инвертора.
Приступить к изготовлению своими руками сварочного аппарата инверторного типа можно с намотки трансформатора в таком порядке:
Для сборки инвентаря потребуется ферритовый сердечник.
- Нужно взять ферритовый сердечник ш8х8. Вы можете использовать sh7x7.
- Первичная обмотка №1 состоит из 100 витков, намотанных проводом ПЭВ 0,3.
- Вторичная обмотка №2 просматривается сечением 1 мм. Количество витков — 15.
- Обмотка №3 — 15 витков провода ПЭВ 0,2 мм.
- Обмотки №4 и №5 состоят из 20 витков провода сечением 0,35 мм.
- Для охлаждения трансформатора можно использовать вентилятор на 220 В, 0,13 А. Эти параметры соответствуют вентилятору от компьютера Pentium 4.
Чтобы транзисторные ключи работали бесперебойно, их нужно подавать после выпрямителя и сглаживающих конденсаторов. Блок выпрямителя собран по простой схеме на плате. Все узлы сварочного аппарата закреплены в корпусе. Ну а если в хозяйстве у мастера будет соответствующий чехол от радиопреба, то и от подружки делать не обязательно.
На лицевой стороне корпуса расположен светодиодный индикатор, который замечается по его свечению при включении устройства в сеть. Тут же можно установить дополнительный выключатель любого типа и защитный предохранитель. Взрыватель может быть установлен на задней стенке, а также в самом корпусе. Это зависит от его конструкции и размеров. Переменное сопротивление, с помощью которого будет регулироваться рабочий ток, также размещено на лицевой стороне корпуса.
Если электрические цепи собраны правильно, все проверено с помощью тестера или другого прибора, можно протестировать устройство.
Вернуться к категории
Как собрать трансформаторную аппаратуру?
Процесс сборки трансформаторного аппарата для сварки немного отличается от предыдущего варианта. Работает на переменном токе. Для приварки к нему постоянного тока собирается простейшая консоль. Для сборки устройства необходимо достать трансформаторное железо для сердечника и несколько десятков толстых медных шин или просто толстую проволоку. Искать эти вещи можно в пунктах приема цветного и черного металла, у друзей и знакомых. Сердечник рекомендуется делать П-образным, но можно круглым, тороидальным. Некоторые умельцы успешно используют в качестве сердечника статор сгоревшего электродвигателя. Для П-образного сердечника порядок сборки может быть:
Для выполнения первичной обмотки потребуется обмоточный провод.
- Набрать сердечник из трансформаторного железа оптимального сечения около 55 квадратных сантиметров. Можно и больше, но устройство будет сложное. При сечении менее 30 см² устройство может потерять часть своих качеств.
- Для выполнения первичной обмотки отлично подойдет специальный обмоточный провод сечением 5-7 мм². Изготовлен из меди, имеет термостойкую стеклопластиковую или хлопковую изоляцию. Это очень важно, так как при работе обмотка может нагреваться до температуры выше 100 градусов. Сечение провода обычно квадратное или прямоугольное. Такой провод не всегда удается найти. Можно заменить обычным проводом того же сечения и доработать: снять изоляцию, обмотать провода полосками стеклоткани, тщательно пропитать специальным электротехническим лаком и высушить. Первичная обмотка состоит из 200-230 витков.
- Для вторичной обмотки сначала можно получить 50-60 витков. Не режьте провод. Нужно включить первичную обмотку в сеть. Найдите на проводах вторичной обмотки место, где напряжение равно 60-65 В. Для того, чтобы найти эту точку, придется намотать или подать дополнительные витки. Можно намотать алюминиевый провод, увеличив сечение в 1,7 раза.
- Простейший трансформатор собран. Осталось поместить его в подходящий чехол.
- Для выводов вторичной обмотки выполнены медные клеммы. Берется трубка диаметром около 10 мм длиной 3-4 см. Его конец расщепляется, и в нем просверливается отверстие, диаметр которого составляет 10 мм. К другому концу трубки нужно вставить очищенный от изоляции конец провода и усилить его легкими ударами того же молотка. Для усиления контакта провода с трубкой-терминалом можно нанести на него сердечник. Самодельные клеммы прикручены к корпусу и гайкам М10. Детали желательно подобрать медные. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода. Эти отводы позволят ступенчато изменять напряжение на электроде.
- Осталось изготовить электрододержатель. Его можно сделать из трубы диаметром около 18-20 мм. Общая длина около 25 см. На концах в 3-4 см от конца вырезают выемки примерно до половины диаметра. Электрод вставляется в углубление и поджимает пружину из приваренного отрезка стальной проволоки диаметром 6 мм. К другому концу крепится винт и гайка М8 того же провода, из которого сделана вторичная обмотка. На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать устройство к домашней сети рекомендуется с помощью отбойника и проводов сечением от 1,5 мм². Ток в первичной обмотке обычно не выше 25 А. Во вторичной обмотке он может быть от 60 до 120 А. При работе рекомендуется делать перерыв после 10-15 электродов диаметром 3 мм для изготовления перерыв, чтобы трансформатор остыл. С более тонкими электродами этого сделать нельзя. В режиме резки перерывы следует делать чаще.
Не секрет, что сварочный аппарат своими руками для человека знакомого с электротехникой сделать не так уж и сложно. Имеет смысл, если он предназначен для использования в личном хозяйстве, куда лишь время от времени применяется. В этом случае его вполне способен заменить самодельный сварочный аппарат, стоимость которого значительно ниже заводского. Детали для его конструкции свободно можно снять с различных электрических бытовых приборов, вышедших из строя или при необходимости изготовить и собрать. Схемы таких устройств могут быть разными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Выбор подходящей схемы сварочного аппарата
Все сварочные аппараты дуговой электросварки делятся на инверторные и трансформаторные. Сразу следует отметить, что вопрос, как сделать сварочный аппарат самостоятельно, зависит от возможности получения деталей от определенной бытовой техники. Если все запчасти приобретать по рыночным ценам, то в результате стоимость приблизится к цене фирменного аппарата, уступая ему в эффективности. Именно поэтому нужно иметь определенные познания в области электротехники и знать, где какой предмет ставится и откуда его можно снять бесплатно или за небольшую плату.
Количество витков на первичной обмотке должно быть около 240. При этом для обеспечения возможности регулировки сварочного тока в сторону увеличения от 20 до 25 витков выполнено несколько отводов. Вторичная обмотка клинится медью сечением от 30 до 35 мм в количестве от 65 до 70 витков. Для регулировки сварочного тока на нем тоже нужно сделать отводы. Изоляция вторичной обмотки должна быть особо надежной и термостойкой, поэтому ей следует уделить особое внимание. Каждый из слоев должен быть проложен дополнительным утеплителем из хлопчатобумажной ткани.
Трансформаторный сварочный аппарат может использовать для работы переменный или постоянный ток. Первый самый простой на устройстве, но более сложный в использовании. На постоянный ток его легко доработать, установив диодный мост. Такое устройство надежно, долговечно и неприхотливо в использовании, но имеет значительный вес и чувствительно к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень трудно зажечь и удержать электрическую дугу.
В отличие от трансформаторного инверторного сварочного аппарата, за счет использования современных электронных частей, имеет сравнительно небольшой вес. Его вполне может носить один человек на плече. Такой аппарат имеет устройство стабилизации тока, облегчающее работу при сварке. Снижение напряжения для него практически не создает помех, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе легко выходит из строя.
Сборка трансформаторного сварочного аппарата
Основной частью такого аппарата является трансформатор. Главной его характеристикой должна быть возможность стабильно держать рабочий ток, а это зависит от такого показателя, как внешняя вольтамперная характеристика блока питания. Другими словами, ток сварки не должен существенно отличаться от тока короткого замыкания.
Для этого ток должен быть ограничен одним из таких способов, как увеличение магнитного рассеяния трансформатора, балластное сопротивление или установка дросселя. Сам трансформатор можно вынуть из сгоревшей высокочастотной микроволновой печи. Если доступа к нему нет, можно сделать сварочный трансформатор своими руками.
Для изготовления сердечника необходимо приобрести пластины из трансформаторного железа. Площадь сердечника в идеале должна составлять от 40 до 55 см², при таких показателях обмотка не будет перегреваться. Первичные обмотки самодельных сварочных трансформаторов должны состоять из толстого жаропрочного медного провода сечением не менее 5 мм, а лучше больше, заключенного в стекловолоконную или ватную изоляцию. Пластиковая или резиновая изоляция для таких целей не рекомендуется, так как она меньше выдерживает перегрев и делает себя легче, что вызывает короткое замыкание на первичной обмотке.
Следует помнить, что вторичная обмотка сварочного трансформатора должна быть намотана с обеих сторон сердечника. Он может быть подключен как последовательно, так и встречно-параллельно. Следует помнить, что намотка должна производиться с двух сторон в одном направлении. После этого трансформатор помещают в металлический корпус. С его торца вырезаются отверстия для охлаждения машины, и изготавливается вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. На противоположной стороне корпуса просверлено несколько десятков отверстий для циркуляции воздуха. После этого можно подключать кабели и держатель для электродов.
Как собрать самодельный сварочный инвертор?
Инверторный сварочный аппарат можно полностью собрать из деталей от старых телевизоров. Для этого необходимы не только общие электрические знания, но и определенные познания в электронике. Его схема достаточно сложна. Инвертор является импульсным источником постоянного тока, и для его изготовления подходят несколько ферритовых сердечников, которые есть на строчных трансформаторах в старых телевизорах. Их в сумме три, и уже намотана обмотка из медного или алюминиевого провода.
Поскольку первичная обмотка наиболее подвержена перегреву, между витками должны быть небольшие промежутки для облегчения процесса охлаждения. Стоит помнить, что алюминиевый провод необходимо брать большего сечения, чем медный, так как его теплопроводность ниже. Для крепления обмоток инвертора используется проволочный бандаж из миллиметрового медного провода шириной 10 мм, наложенный на стеклопластиковую изоляцию.
Конденсаторы тоже можно снять с телевизора, но только стоит помнить, что не рекомендуется брать бумажные конденсаторы из низкочастотных цепей, т.к. они долго не проработают при таких нагрузках. Тринисторы лучше взять достаточно маломощные и соединить их параллельно, чем брать один мощный, т.к. на них большая тепловая нагрузка и их легче охлаждать. Тринистраторы монтируются на металлическую пластину толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже можно легко набрать из нескольких старых телевизоров. Сам мост также крепится на пластине радиатора.
В телевизорах отсутствуют некоторые детали инверторного аппарата, и их приходится изготавливать самостоятельно. Прежде всего, это дроссель. Его несложно сделать без каркаса из медной проволоки сечением не менее 4 мм, свинченной 11 витками с зазорами не менее 1 мм. Так как основная нагрузка будет ложиться на дроссельную заслонку, нужно ставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, вмонтированный в корпус сварочного аппарата так, чтобы струя воздуха попадала прямо на дроссель.
Все элементы электронной схемы собраны на печатной плате из стеклотекстолита, толщиной не менее 1,5 мм. К радиатору присоединяется плата, что облегчает охлаждение всей системы. В центре платы прорезано круглое отверстие для установки вентилятора, так как без принудительного воздушного охлаждения устройство долго работать не будет. Сварочный инвертор главным своим преимуществом имеет возможность производить мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит аккуратнее, чем у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Сварочный аппарат, изготовленный самостоятельно, включает в себя детали, полученные бесплатно или по амбарной цене, но со своими задачами справляется полностью.
Сварочный аппарат – довольно популярное устройство как среди профессионалов, так и среди домашних мастеров. А вот для бытового использования нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Основной частью любого сварочного аппарата, работающего по принципу электродуговой сварки, является трансформатор. Эту деталь можно снять со старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатор требует небольшой доработки. Существует несколько способов изготовления сварочного аппарата, которые могут быть как простыми, так и более сложными, требующими знаний в области электроники.
Чтобы сделать мини-сварочный аппарат, вам понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку легко найти друзьям, знакомым, соседям и т.д. Главное, чтобы она имела мощность в пределах 650-800 Вт, и в ней был трансформатор. Если у плиты более мощный трансформатор, то и устройство получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Seconder Имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки; требуется снять и заменить проводником с большими квадратными сечениями. Чтобы снять эту обмотку с трансформатора, необходимо разрезать ее с обеих сторон детали ножовкой по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилу первичной обмотки.
Если катушка спинальная, ее остатки нужно будет удалить из магнитопровода. Эта задача значительно облегчится, если просверлить обмотку для снятия металлического напряжения.
Проделайте те же операции с другим трансформатором. В итоге у вас получится 2 детали, которые имеют первичную обмотку на 220 В.
Важно! Не забудьте убрать токовые шунты (показаны стрелками на фото ниже). Этот процент от 30 увеличит мощность устройства.
Для изготовления вторички необходимо будет приобрести 11-12 метров проволоки. Он должен быть скрученным и иметь сечение не менее 6 квадратов .
Для изготовления сварочного аппарата, на каждый трансформатор необходимо будет намотать 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно сплести оба трансформатора одним проводом или по отдельности. Во втором случае катушка должна подключаться последовательно.
Намотку делать очень плотной, чтобы провода не болтались. Далее первичные обмотки нужно соединить параллельно.
Для соединения деталей между собой их можно прикрутить к небольшому отрезку деревянной доски.
Если измерять напряжение на вторичке трансформатора, то в этом случае оно будет равно 31-32 В.
Этот самодельный сварочный аппарат легко варится металлом толщиной 2 мм электродами диаметром 2,5 мм.
Следует помнить, что приготовление пищи таким самодельным аппаратом следует с перерывами на отдых, так как его обмотки сильно греются. В среднем после каждого использованного электрода машина должна остыть в течение 20-30 минут.
Тонкий металлический блок, сделанный из микроволновки, не подойдет, так как порежет его. Для регулировки тока на сварку можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стального провода определенной длины (подбирается экспериментально), который подключается к низковольтной обмотке.
Переменный ток
Это наиболее распространенный тип сварочных аппаратов для металлов. Его легко сделать в домашних условиях, и он неприхотлив в эксплуатации. Но главный минус аппарата большой вес понижающего трансформатора который является основой агрегата.
Для домашнего применения достаточно, чтобы устройство выдавало напряжение 60 В и могло обеспечить силу тока в 120-160 А. так для Разрешения К которому подключена бытовая сеть 220 В, провод с потребуется поперечное сечение от 3 мм 2 до 4 мм 2 . А вот идеальный вариант – это проводник сечением 7 мм 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки устройству будут не страшны. Отсюда следует, что обновителю нужен провод диаметром 3 мм. Если взять алюминиевую жилу, расчетное сечение умножается на коэффициент 1,6. Для обновленного Потребуется медная шина сечением не менее 25 мм 2
Очень важно, чтобы проводник обмотки был покрыт тряпичной изоляцией, так как традиционная оболочка из ПВХ при нагревании плавится, что может вызвать закрытие между касаниями.
Если вы не нашли провод нужного сечения, то его можно сделать самому Из нескольких более тонких проводников. Но при этом значительно увеличится толщина проволоки и, соответственно, габариты агрегата.
Первым делом изготовлена основа трансформатора — сердечник . Изготовлен из металлических пластин (трансформаторная сталь). Эти плиты должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, необходимо хорошо от них изолировать. Перед сборкой сердечника рассчитывают его размеры, то есть размер «окон» и площадь поперечного сечения сердечника, так называемого «сердечника». Для расчета площади используется формула: S см 2 = a x B (см. рис. ниже).
Но из практики известно, что если сделать стержень площадью менее 30 см 2 , то таким устройством будет сложно получить качественный шов из-за отсутствия источника питания. Да и греться он будет очень быстро. Поэтому сечение сердечника должно быть не менее 50 см 2 . Несмотря на то, что масса заполнителя увеличится, он станет надежнее.
Для сборки сердечника лучше использовать М-образные пластины И размещать их, как показано на следующем рисунке, пока толщина детали не достигнет нужного значения.
Пластины в конце сборки нужно омеднить (по углам) с помощью болтов, затем зачистить напильником и утеплить тканевым утеплителем.
Теперь можно запускать обмотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это означает, что на той стороне, где размещается первичка, должно быть меньшее количество повторений. В связи с этим при сварочной сварке обмотка, имеющая большее количество витков, будет частично отключаться из-за возникновения вихревых токов. Это увеличит силу тока, что положительно скажется на качестве шва.
Когда обмотка трансформатора завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витков. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Константа
Для варки чугуна или нержавеющей стали требуется устройство постоянного тока. Его можно сделать из обычного трансформаторного блока, если к его вторичной обмотке подключить выпрямитель . Ниже представлена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161 способных выдерживать 200а. Их необходимо устанавливать на радиаторы. Также требуется 2 конденсатора (С1 и С2) для выравнивания пульсаций тока на 50 В и 1500 мкФ. Эта электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам х5 и х4 в зависимости от толщины соединяемого металла.
Инвертор от блока питания компьютера
Сварочный аппарат от блока питания компьютера невозможен. А вот использовать его корпус и некоторые детали, а также вентилятор вполне реально. Так вот, если делать инвертор своими руками, то его можно легко разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (CD2997A) необходимо установить на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор , например THERMALTAKE A2016. Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный револьверный регулятор. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при 70-72 градусах.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), которую можно изготовить при размещении устройства в корпусе БП.
На следующих фото показано из каких узлов состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварщик из электродвигателя
Для изготовления простого сварочного аппарата из статора электродвигателя необходимо выбрать сам двигатель, отвечающий определенным требованиям, а именно чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2а, потому что он будет иметь большое окно магнитного трубопровода.
Достать нужный статор можно в местах приема металлолома. Как правило, он зачищается от проводов и после пары ударов кувалдой раскалывается. А вот если корпус из алюминия, то снять магнитопровод, необходимо будет присоединить статор .
Подготовка к работе
Поставить статор отверстием вверх-вниз под деталь из кирпичей. Далее складываем внутрь дрова и сжигаем их. После пары часов магнитные трубки легко отделяются от корпуса. Если в корпусе есть провода, то их также можно удалить из паза после термической обработки. В результате вы получите очищенный от лишних элементов магнитопровод.
Эта заготовка должна быть прекрасной маслянистой И дайте ей высохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжки не произошло упаковки.
Когда диск полностью высохнет с помощью болгарки, снимите стяжку Наложенную на нее. Если не снимать стяжки, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его с нагревом.
После очистки магнитопровода от ненужных частей необходимо будет произвести двухсторонняя облицовка (см. рисунок ниже).
Материалом для их изготовления может служить либо картон, либо прессованная плита. Из этих материалов также нужно сделать два рукава. Одна будет внутренней, а вторая наружной. Далее необходимо:
- установить обе торцевые накладки на заготовку;
- затем вставить (одеть) цилиндры;
- вся эта конструкция обтянута проходной или стеклянной скамьей;
- Полученную деталь обмазать лаком и просушить.
Изготовление трансформатора
После описанных выше действий из магнитопровода можно изготовить сварочный трансформатор. Для этих целей необходим провод, покрытый тканевой или стеклоэмальовой изоляцией. Для намотки первичной обмотки потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Итак расчеты производятся следующим образом.
- На сердечнике должны быть размещены 20 витков провода диаметром не менее 1,5 мм, после чего на него необходимо подать напряжение 12 В.
- Измерьте ток, протекающий в этой обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество витков витков и разделите его на 12. В результате вы получите значение, указывающее, сколько витков необходимо на 1 вольт.
Для первичной обмотки Подходит проводник диаметром 2,36 мм, который необходимо согнуть. В принципе можно взять любую проволоку диаметром 1,5-2,5 мм. Но прежде нужно рассчитать сечение проводников в скрутке. Сначала нужно намотать первичную обмотку (220 В), а потом — вторичную. Его провод должен быть изолирован по всей длине.
Если во вторичной обмотке сделать отвод на месте получения 13 В, и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора, если нужно завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы проложили обе обмотки, и в такой конструкции есть свободное место, то можно добавить 4 медные шины (40 х 5 мм). В этом случае вы получите обмотку для точечной сварки, которая позволит соединить листовой металл толщиной до 1,5 мм.
Для производственного корпуса Использование металла не рекомендуется. Лучше сделать его из текстолита или пластика. В местах крепления катушки к корпусу должны быть проложены резиновые прокладки для снижения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельная точечная сварка
Готовый аппарат для точечной сварки имеет достаточно высокую цену, не оправдывающую его внутреннюю «начинку». Работает он очень просто, и сделать его своими руками не составит особого труда.
Для самостоятельного изготовления аппарата точечной сварки потребуется один трансформатор СВЧ мощностью 700-800 Вт. С него необходимо снять вторичную обмотку способом, описанным выше в разделе, где производится изготовление рассматривался сварочный аппарат от микроволновки.
Аппарат для точечной сварки изготавливается следующим образом.
- Сделать 2-3 витка внутри манитопроводного кабеля с диаметром жилы не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с током около 800 А. этого будет достаточно, чтобы расплавить обычный гвоздь за несколько секунд.
- Далее по делаем корпус для аппарата . Для основы хорошо подойдет деревянная доска, из которой следует сделать несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Для придания корпусу более эстетичного вида острые углы можно удалить с помощью ручной фрезеровки с установленной на ней кромкообрезной фрезой.
- На одной части сварочных клещей нужно вырезать небольшой клин . Благодаря ему клещи смогут подняться выше.
- Вырежьте на задней стенке корпуса отверстие для выключателя и сетевого провода.
- Когда все детали готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки нужно будет отключить сетевой кабель и концевой выключатель. Также понадобится металлическая дверная ручка.
- Если у вас нет лапки и медного стержня, а также медных хомутов, то детали надо покупать.
- Медной проволокой отрежьте 2 небольших стержня, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите трансформатор на основании.
- Далее один сетевой провод подключается к первичной обмотке трансформатора. Второй сетевой провод подключается к первому выводу коммутатора. Затем нужно присоединить провод ко второй клемме выключателя и подключить его к другому выводу первички. А вот на этом проводе надо взять и установить в него микроволновая печь . Она будет выполнять роль кнопки сварки. Эти провода должны быть достаточной длины, чтобы хватило разместить прерыватель на конце клещей.
- Закрепите крышку устройства на стойках и задней стенке с помощью установленной ручки.
- Закрепите боковые стенки корпуса.
- Теперь можно установить сварочные клещи. Сначала просверлите на их концах по отверстию, в которое будут вкручиваться шурупы.
- Далее закрепите выключатель на конце.
- Вставьте пассатижи в корпус, предварительно положив между ними для совмещения квадратную планку. Просверлите клещи через боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить осями.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были напротив друг друга.
- Чтобы верхний электрод поднимался автоматически, закрутите 2 винта и закрепите на них резинки, как показано на следующих фото.
- Включите установку, подключите электроды и нажмите кнопку «Старт». Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки узла можно взять металлические шайбы и приварить их.
В данном случае результат положительный. Поэтому создание аппарата для точечной сварки можно считать законченным.
Ввиду того, что в быту строителям часто приходится работать с металлом, многие используют сварочные агрегаты. Но не каждый может себе позволить приобретение дорогостоящего оборудования, именно поэтому возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного аппарата.
Виды сварочных аппаратов
Современный рынок наполнен довольно большим разнообразием сварочных аппаратов, но не все целесообразно собирать своими руками.
В зависимости от рабочих параметров аппаратов различают такие типы аппаратов:
- на переменном токе — выдающие переменное напряжение от силового трансформатора непосредственно к сварочным электродам;
- на постоянный ток — выдается постоянное напряжение на выходе сварочного трансформатора;
- трехфазный — подключен к трехфазной сети;
- инверторные устройства — выдача импульсного тока на рабочее место.
Первый вариант сварочного агрегата самый простой, для второго нужно доработать классический трансформаторный аппарат с выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому изготовление таких аппаратов для бытовых нужд мы рассматривать не будем. Инвертор или импульсный трансформатор — достаточно сложное устройство, поэтому для сборки самодельного инвертора необходимо уметь читать схемы и иметь базовые навыки сборки электронной платы. Поскольку основой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от самого простого к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В падает до 50 — 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед изготовлением подберите все необходимые позиции:
- Магнитопровод — Капульки с толщиной листа 0,35 — 0,5мм выгоднее, так как обеспечивают наименьшие потери в сальнике сварочного аппарата. Готовый сердечник лучше использовать из трансформаторной стали, так как плотность монтажных пластин играет принципиальную роль в работе магнитопровода.
- Катушки проволочной обмотки — Сечение проволоки выбирается в зависимости от протекающих в них величин.
- Материалы электроизоляционные — Основное требование, как к листовым диэлектрикам, так и к нативному покрытию проводов — устойчивость к высоким температурам. В противном случае оплавится изоляция сварочного полуавтомата или трансформатора и возникнет короткое замыкание, которое вызовет поломку аппарата.
Наиболее выгодный вариант — сборка блока из заводского трансформатора, в котором подходит и магнитопровод, и первичная обмотка. Но, если под рукой нет подходящего приспособления, придется изготовить его самостоятельно. С принципом изготовления, определением сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: .
В данном примере рассмотрим вариант изготовления сварочного аппарата из блока питания СВЧ. Следует отметить, что трансформаторная сварка должна иметь достаточную мощность, для наших целей подойдет сварочный аппарат не менее 4 – 5 кВт. А так как один трансформатор СВЧ имеет всего 1 — 1,2 кВт, для создания устройства будем использовать два трансформатора.
Для этого потребуется выполнить такую последовательность действий:
Рис. 2: Снять обмотку ВН
оставить только низковольтные, в этом случае намотку первичной катушки делать не нужно, так как вы используете заводскую.
- Снимите цепи катушек на токовых шунтах каждого трансформатора, это позволит увеличить мощность каждой обмотки.
Рис. 3: Удаление токовых шунтов - Для вторичной катушки возьмите медную шину сечением 10мм 2 и намотайте ее на заранее изготовленный каркас из любой подружки. Главное, чтобы форма каркаса повторяла размеры сердцевины.
Рис. 4: Промывка вторичной обмотки на каркасе - Сделать диэлектрическую прокладку для первичной обмотки, подойдет любой негорючий материал. По длине ее должно хватить на обе половины после подключения магнитопровода.
Рис. 5: Изготовление диэлектрической прокладки - Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок жилы можно использовать клей или стянуть их любым диэлектрическим материалом.
Рис. 6: Поместите катушку в магнитную цепь - Подключите штепсельный выход к шнуру питания, а секундомер к сварочным кабелям.
Рис. 7: Подключение шнура питания и кабелей
Установите держатель и электрод диаметром 4 — 5 мм на кабель. Диаметр электродов выбирают в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере это 140 — 200А. При других параметрах работы характеристики электродов соответственно изменяются.
Во вторичной обмотке получилось 54 витка, для возможности регулировки значения напряжения на выходе прибора сделать два отвода от 40 и 47 витка. Это позволит регулировать ток во вторичной обмотке, уменьшая или увеличивая количество витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такое устройство отличается от предыдущего более стабильными характеристиками. электрический дуги. Так как он идет не напрямую от вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: Схема выпрямления сварочного трансформатора
Как видите, для этого не нужно делать намотку трансформатора, достаточно доработать схему имеющегося устройства. Благодаря чему он может производить более ровный шов, варя нержавейку и чугун. Для изготовления вам потребуются четыре мощных диода или тиристора, примерно по 200 и каждый, два конденсатора емкостью 15000 мкФ и дроссель. Схема подключения сглаживающего устройства представлена на рисунке ниже:
Рис. 9: Схема подключения сглаживающего устройства
Процесс улучшения электрической схемы состоит из таких этапов:
В связи с перегревом трансформатора при работе диоды могут быстро выйти из строя, поэтому они принудительный отвод тепла.
Для соединения лучше использовать луженые хомуты, так как от больших токов и постоянной вибрации они не потеряют исходную проводимость.
Рис. 12: Используйте луженые хомуты
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
При сварке металлов такой аппарат всегда должен контролироваться нагревом не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для охлаждения элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет из строя.
Инвертор
Достаточно сложное устройство для начинающих радиолюбителей. Не менее сложный процесс – подбор необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, по сравнению с классическими аппаратами, возможность реализации и др.
Рис. 14: Принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем с помощью импульсного блока подает в зону сварки ток большой амплитуды . Этим достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает такие элементы:
- Диодный выпрямитель с накопительным баком, балластным резистором и системой плавного пуска; система управления на основе драйвера
- и двух транзисторов;
- силовая часть от управляющего транзистора и выходного трансформатора;
- вывод диодов и дросселей;
- кулер системы охлаждения;
- система обратной связи По току для управления параметром на выходе сварочного аппарата.
Вам потребуется самостоятельно намотать силовой трансформатор, трансформатор тока на основе ферритового кольца. Для моста лучше использовать готовую сборку Из быстродействующих полупроводниковых элементов.
К сожалению, большинство остальных элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока обойдется не дешевле заводского варианта, а с учетом затраченного времени и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видеоинструкции
Сварочные аппараты
3 линии сварочных аппаратов для сварки алюминия, легированной и нержавеющей стали
Основные характеристики
Продукция
Инвертор MIG/MAG, инвертор MMA, инвертор TIG/AC-DC, маски с автозатемнением, электроды, сварочная проволока, зажимы и т.д.
Сварочные аппараты для алюминия, нержавеющей и легированной стали.
Преимущества
Компактный, легкий, простой в использовании,
Особенности
- Сварка MMA, MIG-MAG, TIG
- Электронные настройки
- Компактный и легкий
- Широкий ассортимент аксессуаров
- Расходные материалы
Рекомендуемые инструменты
Практичный, удобный, надежный
Adler MMA/TIG-245 SYNERGIC 245A Welding Machi
Многофункциональное, компактное и эффективное устройство для сварки листов толщиной от 0,5 до 9 мм.
- Синергетическая настройка параметров сварки
- VRD-устройство
- HOT START, ARC FORCE, MMA и LIFT TIG
- ГОРЯЧИЙ СТАРТ и регулировка ФОРМЫ ДУГИ 1–10
Идти в магазин
Инверторный сварочный аппарат Adler TIG AC/DC 201 PULSE
Профессиональный аппарат для промышленного использования. Сваривает различные материалы: углеродистые, нержавеющие и легированные стали, титан, алюминий, магний, медь и др.
- ГОРЯЧИЙ СТАРТ, ФОРМАЦИЯ ДУГИ, ММА, ВИГ AC/DC, ВИГ ИМПУЛЬС
- Бесступенчатая регулировка параметров сварки
- Дисплей настройки параметров сварки
- Аксессуары
Идти в магазин
Полуавтоматический сварочный аппарат Adler INMIG-257
Трехфазный профессиональный аппарат с бесступенчатой регулировкой напряжения, подачи проволоки, ширины и глубины сварки. 2 ЖК-дисплея позволяют контролировать параметры сварки.
- Бесступенчатая регулировка параметров сварки
- Регулировка сварочного тока, напряжения и подачи проволоки
- Регулировка глубины сварки
- Максимум. размер катушки с проволокой — 15 кг.
- Сварочная проволока с евровилкой
Идти в магазин
Маска сварщика автозатемняющаяся ЛИДЕР-850Т
Защита лица от брызг, искр, радиации. Для дуговой сварки, плазменной резки, сварки, шлифовки и т. д.
- Легкий
- Большой фильтр
- Диапазон затемнения 5-8/9-13
- Время затемнения 1/30 000 с
- 0,1-1с время осветления
Идти в магазин
Преимущества сварочных аппаратов Adler
Adler сделает сварку удобной и эффективной
Сварка MMA, MIG-MAG, TIG
3 линии сварочных аппаратов, для сварки алюминия, сплавов и нержавеющей стали
9000 -эксплуатацияКомпактный, легкий, простой в использовании,
Высокое качество
Электронная регулировка параметров сварки обеспечивает высокое качество сварки
Расходные материалы
Широкий ассортимент аксессуаров и расходных материалов
Вам также может понравиться
Перейти в каталог
Наши инструменты
Практичный, удобный, надежный
Пневматика
Независимо от отрасли, наши инструменты сделают работу более приятной и эффективной.
Мастерские
Используя инструменты Adler, вы можете делать все, что хотите, в любой мастерской. Профессионалы и любители могут выбирать из нескольких сотен инструментов и аксессуаров. Они могут резать, сваривать, накачивать, надувать, сверлить, полировать и завинчивать. Все благодаря нашим эргономичным, прочным и эффективным устройствам. Наша команда разработала линейку Adler, чтобы персонализировать предложение для каждого филиала. Мы постоянно ищем новые решения, следим за развитием технологий и тестируем прототипы. Это должно укрепить доверие пользователей к инструментам Adler.
Строители
Вы также можете найти инструменты Adler на строительных площадках. Когда важны время, погода и темп, решающее значение имеют электроэнергия, подача сжатого воздуха, надежные инструменты и гибкие шланги. Наши устройства могут выдерживать самые тяжелые условия – пыль, влажность, прочные материалы и твердые поверхности. Нет времени, чтобы играть хорошо на месте.
Фермеры
Фермеры ценят надежность инструментов Adler, а мы ценим навыки фермеров. Мы внимательно прислушиваемся к их мнению как к нашим ориентирам для развития и постоянно придерживаемся потребностей сельского хозяйства. Мы поддерживаем усилия фермеров по финансированию инструментов Adler: воздушных компрессоров, электрогенераторов, стартеров и бустеров, а также пневматических инструментов. Сейчас мы разрабатываем новую линейку садовых инструментов. Мы участвуем в выставках и показах, потому что ценим непосредственный контакт с клиентами и конечными пользователями наших инструментов.
Инструменты пригодятся не только профессионалам, но и любителям и любителям активного отдыха.
Точные инструменты гарантируют успех там, где точность является решающим элементом. Широкий ассортимент аэрографов и аксессуаров удовлетворит запросы самых требовательных моделистов.
Учить больше
Туристы
Надлежащее снаряжение — основа любой успешной экспедиции. Электрогенераторы, повербанки и другие устройства Adler избавят вас от забот и хлопот на досуге
Учить больше
Давайте работать вместе
Свяжитесь с нами, и мы ответим на ваши вопросы, развеем сомнения и предложим лучшие варианты.
Связаться с нами
Сварка для начинающих — Eureka Oxygen
Мягкая сталь представляет собой сплав железа и углерода с содержанием углерода приблизительно от 0,16 до 0,29. Известно, что он обладает относительно высокой температурой плавления до 1520°С. Эта заданная температура плавления делает мягкую сталь обладающей высокой пластичностью в момент ее нагрева. В свою очередь, это делает его особенно идеальным для различных сварочных работ. Этот вид углеродистой стали может быть представлен в самых разных формах. Сюда входят листы, трубы, телескопические трубы, коробчатые профили, трубы, тавровые профили, уголки и многое другое.
Мягкая сталь, пожалуй, самый простой вид металла для сварки во многих различных областях. Чем ниже содержание углерода, тем легче сваривать сталь, и низкоуглеродистая сталь соответствует этому требованию. Кроме того, низкоуглеродистая низкоуглеродистая сталь является золотым стандартом в отрасли, когда речь идет о сварке при комнатной температуре. Это также один из самых дешевых сварочных металлов на рынке. Все эти свойства делают низкоуглеродистую сталь особенно удобной для начинающих. Давайте теперь подробнее рассмотрим лучший метод и оборудование, которые вы можете использовать для сварки мягкой стали для начинающих.
Какой процесс и оборудование для сварки низкоуглеродистой стали лучше всего подходит для начинающих?
Для новичка самым лучшим методом сварки низкоуглеродистой стали является сварка MIG. Он также очень популярен среди мастеров-любителей, потому что обеспечивает чистую отделку при работе с мягкой сталью. Сварка MIG также позволяет сварщикам с максимальной легкостью создавать различные виды изделий, а также ремонтные сварные швы из низкоуглеродистой стали. При сварке MIG непрерывная сплошная проволока подается через сварочную горелку к сварочной ванне и в конечном итоге соединяет вместе два или более основных материала.
Кроме того, через сварочную горелку одновременно подается защитный газ, обеспечивающий достаточную защиту от любого загрязнения сварочной ванны. Помимо непревзойденной гибкости и универсальности, сварка MIG отличается простотой обучения и освоения, поскольку электрод подается автоматически. Это позволяет сварщику полностью сконцентрироваться на сварочной горелке и материале. Рассмотрим теперь основные узлы оборудования, используемого для сварки низкоуглеродистой стали методом сварки МИГ.
Источник питания (аппарат для сварки МИГ)
Сварочные аппараты МИГ работают на постоянном токе, который обеспечивает ровное и постоянное напряжение. Точный сварочный ток, используемый в любой конкретный момент времени, определяется скоростью подачи проволоки, а длина дуги определяется уровнем напряжения. При сварке МИГ низкоуглеродистой стали скорость выгорания проволоки плавно регулируется автоматически, чтобы компенсировать небольшие изменения трех основных переменных. Это расстояние между горелкой и заготовкой, скорость подачи проволоки и текущая скорость захвата. Сварка MIG использует три различных режима переноса металла: импульсный, струйный и погруженный. Для тонкостенных металлов, таких как мягкая сталь, используется низкий сварочный ток.
Система подачи проволоки
Для обеспечения стабильности и воспроизводимости сварка МИГ зависит от производительности системы подачи проволоки. Проволока должна подаваться плавно, и сварщик должен внимательно следить за подающими роликами и вкладышами. При сварке MIG используются три различных системы проволоки. Это прижимные ролики, двухтактные и катушка на пистолете.
Кабелепровод
Длина трубопровода, используемого при сварке MIG, составляет не менее 5 мм. Чтобы облегчить правильную подачу проволоки, этот компонент должен быть всегда коротким и прямым.
Сварочный пистолет
Сварочный пистолет при сварке MIG выполняет ряд важных функций. Для начала направляет провод к стыкам. Во-вторых, он передает ток на проволоку и, в-третьих, подает защитный газ для защиты сварочной ванны. Для сварки низкоуглеродистой стали новичкам подходят сварочные горелки с воздушным охлаждением.
Защитный газ
Существует два основных решения в отношении наилучшего защитного газа для сварки МИГ низкоуглеродистой стали. Первый представляет собой смесь 75 % аргона и 25 % CO2, которая создает минимальное разбрызгивание, обеспечивает наилучший внешний вид валика и не способствует прожогу более тонких металлов, таких как мягкая сталь. В качестве альтернативы, некоторые сварщики используют 100% CO2, который обеспечивает более глубокое проплавление, но неизменно создает много брызг.
Теперь рассмотрим различные технологические достижения в области сварки низкоуглеродистой стали, особенно в коммерческой и производственной отраслях.
Технология контактной точечной сварки
Технология контактной точечной сварки не является совершенно новой инновацией. Впервые он был изобретен в начале 1900-х годов. Тем не менее, он поднялся от своего скромного начала до одного из самых сложных автоматизированных сварочных процессов, которые в настоящее время доступны на рынке. Точечная сварка сопротивлением известна многими преимуществами, которые она предлагает по сравнению с большинством других процессов сварки, включая низкую стоимость, скорость и прочность с точки зрения соединения листового металла, такого как мягкая сталь.
Он также очень эффективен для устранения деформаций и коробления сварных швов, а его соединения чрезвычайно однородны. Точечная сварка сопротивлением может поддерживать как полуавтоматическую, так и автоматическую сварку и не требует высококвалифицированного сварщика для ее правильного выполнения. С течением времени ряд технологий отказался от этого метода сварки. В настоящее время наиболее популярным является использование ультразвукового контроля, когда речь идет о проверке точечных сварных швов в металлических листах, таких как мягкая сталь.
Технология лазерной сварки
Технология лазерной сварки произвела революцию во многих отраслях промышленности за последние 30 лет. Он известен своей непревзойденной скоростью, гибкостью, совместимостью с различными материалами и толщинами, низким уровнем искажений и низким тепловыделением. Лазерная сварка также производит глубокие узкие сварные швы. Это делает возможным решение для создания конфигураций соединений, которые трудно создать с помощью большинства других методов сварки. Одно из самых инновационных технологических достижений в области лазерной сварки было сделано в автомобильной промышленности. Запатентованная технология BrightLine Weld обеспечивает очень гибкий диапазон параметров в контексте оптимизации энергоэффективности при сварке компонентов автомобиля.
Eureka Oxygen — ведущий поставщик сварочного оборудования, сварочных принадлежностей, сварочных средств индивидуальной защиты и аксессуаров. Мы также предлагаем разнообразное качественное промышленное оборудование и промышленные газы.
Почему я не могу приклеить сварочный аппарат на своем аппарате MIG?
Q : У меня дома есть небольшой сварочный аппарат MIG. Я хочу использовать его для сварки стержнем, но мне сказали, что я не могу. Почему это? На работе у нас есть несколько различных типов сварочных аппаратов. Почему некоторые из них можно использовать только для сварки стержнем, а некоторые только для сварки проволокой, а есть другие машины, которые можно использовать и для того, и для другого? Я слышал термины CC и CV, но что они означают и почему они важны? Наконец, у нашей компании есть несколько корпусных механизмов подачи проволоки с переключателем «CV/CC» внутри. Означает ли это, что их можно использовать с любым сварочным аппаратом?
A : Это отличные вопросы, и я уверен, что многие сварщики задавали их. С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, которые производят постоянный ток (CC), и источники питания, которые производят постоянное напряжение (CV). Источники питания с несколькими процессами содержат дополнительные схемы и компоненты, которые позволяют им производить как выходной сигнал CC, так и CV, в зависимости от выбранного режима.
Обратите внимание, что сварочная дуга является динамической, при которой ток (А) и напряжение (В) постоянно изменяются. Источник питания контролирует дугу и вносит миллисекундные изменения для поддержания стабильного состояния дуги. Термин «постоянный» является относительным. Источник питания CC будет поддерживать ток на относительно постоянном уровне, независимо от довольно больших изменений напряжения, в то время как источник питания CV будет поддерживать напряжение на относительно постоянном уровне, независимо от довольно больших изменений тока.
Рисунок 1 содержит графики типичных выходных кривых источников питания CC и CV. Обратите внимание на то, что в различных рабочих точках выходной кривой на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большое изменение другой переменной («Δ» (дельта) = разность).
Следует также отметить, что в этой статье рассматриваются только обычные типы источников сварочного тока. При импульсной сварке со многими новыми источниками питания с технологией управления формой волны вы действительно не можете считать выход строго CC или CV. Скорее, источники питания отслеживают и изменяют как напряжение, так и ток с чрезвычайно высокой скоростью (намного быстрее, чем источники питания с традиционной технологией), чтобы обеспечить очень стабильные условия дуговой сварки.
Прежде чем обсуждать вопрос о сравнении постоянного и постоянного тока, мы должны сначала понять влияние тока и напряжения на дуговую сварку. Ток влияет на скорость плавления или скорость расхода электрода, будь то стержневой или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или выше скорость плавления, измеряемая в фунтах в час (lbs/hr) или килограммах в час (kg/hr). Чем ниже ток, тем ниже становится скорость плавления электрода.
Напряжение управляет длиной сварочной дуги, а также шириной и объемом конуса дуги. По мере увеличения напряжения длина дуги становится больше (и дуговой конус шире), а по мере его уменьшения длина дуги становится короче (и дуговой конус уже). Рисунок 2 иллюстрирует влияние напряжения на дугу.
Используемый сварочный процесс и связанный с ним уровень автоматизации определяют, какой тип сварочного производства является наиболее стабильным и, следовательно, предпочтительным. Процесс дуговой сварки в защитном металле (SMAW; также известный как MMAW или палка) и процесс дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW; также известный как TIG) обычно считаются ручными процессами. Это означает, что вы контролируете все параметры сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения, длину дуги и скорость подачи электрода в соединение. Для процессов SMAW и GTAW (т. е. ручных процессов) CC является предпочтительным типом выходного сигнала от источника питания.
И наоборот, процесс дуговой сварки металлическим газом (GMAW; также известный как MIG) и процесс дуговой сварки с флюсовой проволокой (FCAW; также известный как флюсовый сердечник) обычно считаются полуавтоматическими процессами. Это означает, что вы по-прежнему держите сварочную горелку в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения и контактное расстояние между наконечником и изделием (CTWD).
Однако скорость подачи электрода в соединение, известная как скорость подачи проволоки (WFS), регулируется автоматически с помощью механизма подачи проволоки с постоянной скоростью. Для процессов GMAW и FCAW (т. е. полуавтоматических процессов) CV является предпочтительным выходом.
Таблица 1 содержит сводку рекомендуемых типов мощности в зависимости от процесса сварки.
Для упрощения конструкции и снижения затрат на покупку источники сварочного тока обычно предназначены для использования только с одним или двумя типами сварочных процессов. С этой целью базовая машина для сварки стержней будет иметь выход только CC, поскольку она предназначена только для сварки стержнем. Аппарат TIG также будет иметь выход только CC, так как он предназначен только для сварки TIG и сварки электродом. И наоборот, базовая машина MIG будет иметь выход только CV, поскольку она предназначена только для сварки MIG и сварки с флюсовой сердцевиной.
Что касается вашего первого вопроса: «Почему я не могу сваривать электродами на своем аппарате MIG?», ответ заключается в том, что ваш аппарат MIG имеет только выход CV, который не предназначен и не рекомендуется для сварки электродами. И наоборот, обычно вы не можете выполнять сварку MIG с помощью стержневого аппарата с выходом CC, потому что это неправильный тип выхода для сварки MIG.
Как упоминалось ранее, существуют многоцелевые сварочные источники питания, которые могут обеспечивать выход как CC, так и CV. Однако они, как правило, более сложны, имеют более высокую выходную мощность, предназначены для промышленного применения и не имеют цены на базовый диапазон стоимости сварочного аппарата начального уровня. На рис. 3 показаны примеры типовых сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Вы можете создать сварочную дугу с любым из сварочных процессов на выходе типа CC или CV (если вы можете настроить сварочное оборудование для этого). Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что попытки сохранить дугу становятся невозможными.
Теперь давайте обсудим, почему эти последние утверждения верны. В двух ручных процессах, SMAW и GTAW, вы управляете всеми переменными вручную (именно поэтому они являются двумя наиболее трудоемкими процессами, требующими навыков оператора). Вам нужно, чтобы электрод плавился с постоянной скоростью, чтобы вы могли подавать его в соединение с постоянной скоростью. Для этого мощность сварки должна поддерживать ток на постоянном уровне (т. е. CC), чтобы результирующая скорость плавления была постоянной. Напряжение является менее контролируемой переменной.
При ручных процессах очень сложно постоянно поддерживать одну и ту же длину дуги, потому что вы также постоянно подаете электрод в соединение. Напряжение изменяется в результате изменения длины дуги. С выходом CC ток является вашей предустановкой, управляющая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Если вы попытаетесь сварить, используя процесс SMAW, например, используя мощность и ток CV, результирующая скорость плавления будет сильно различаться. По мере того, как вы перемещались по стыку (пытаясь согласовать все другие параметры сварки), электрод плавился с большей скоростью, затем с меньшей скоростью, затем с большей скоростью и т. д. Вам нужно было бы постоянно менять скорость, с которой вы вставили электрод в сустав. Это невыполнимое условие, что делает вывод CV нежелательным.
Когда вы переключаетесь на полуавтоматический процесс, такой как GMAW или FCAW, что-то меняется. В то время как вы по-прежнему контролируете многие параметры сварки вручную, электрод подается в соединение с постоянной скоростью (в зависимости от конкретной WFS, которую вы установили на механизме подачи проволоки). Теперь вы хотите, чтобы длина дуги была постоянной. Для этого сварочное напряжение должно поддерживаться на постоянном уровне (т. е. CV), чтобы результирующая длина дуги была постоянной.
Ток является менее контролирующей переменной. Он пропорционален или является результатом WFS. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, управляющие переменные и ток просто измеряются во время сварки.
Если вы попытаетесь сварить процессами GMAW или FCAW с выходным сигналом CC, напряжение и результирующая длина дуги будут сильно различаться. По мере снижения напряжения длина дуги становилась бы очень короткой, и электрод упирался бы в пластину. Затем, по мере увеличения напряжения, длина дуги становилась бы очень большой, и электрод прожигался бы обратно к контактному наконечнику. Электрод будет постоянно втыкаться в пластину, затем прогорать обратно к кончику, затем вонзаться в пластину и т. д. Это невыполнимое условие, что делает вывод CC нежелательным.
В качестве примечания: также принято полностью автоматизировать процессы сварки GTAW, GMAW и FCAW. В случае полной автоматизации все переменные контролируются машиной и удерживаются на постоянном угле, расстоянии или скорости. Следовательно, меньше изменений в условиях дуги. Однако предпочтительным типом вывода для автоматизированной GTAW по-прежнему является CC, тогда как CV предпочтительнее для автоматизированной GMAW и FCAW.
Пятый распространенный процесс дуговой сварки, дуговая сварка под флюсом (SAW, также известная как субдуговая сварка), как правило, также является автоматизированным процессом. С SAW обычно используется выход CC или CV. Определяющими факторами в отношении того, какой тип выходного сигнала является наилучшим, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны. Для полуавтоматической SAW предпочтительным типом вывода является CV.
Ваш последний вопрос касался механизма подачи проволоки в виде чемодана (см. пример в , рис. 4 ). Это часть оборудования, которая позволяет вам идти против основных правил, только что описанных в этой статье. . . по мере. Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с обычными механизмами подачи проволоки заводского типа.
Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не требуется кабель управления для питания приводного двигателя, а вместо этого используется провод датчика напряжения от механизма подачи проволоки. Таким образом, подключение простое, требуется только использование существующего сварочного кабеля источника питания (и добавление газового шланга). В-третьих, они могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC/CV», в котором вы выбираете тип выхода от источника питания.
Когда впервые появились эти механизмы подачи проволоки в виде чемодана, теория заключалась в том, что их можно было бы использовать с большой существующей базой источников питания CC, уже имеющихся в полевых условиях (в первую очередь, сварочные аппараты с приводом от двигателя), и, таким образом, теперь дать производителям GMAW и Возможность FCAW (т. е. сварки проволокой). Вместо того, чтобы покупать совершенно новый источник питания CV, им нужно было только приобрести механизм подачи проволоки.
Для компенсации колебаний напряжения, возникающих при выходе CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, чтобы помочь стабилизировать дугу. Обратите внимание, что на CC скорость подачи проволоки больше не является постоянной, а постоянно увеличивается и уменьшается в попытке сохранить ток на постоянном выходе).
Реальность сварки проволокой с выходом CC такова, что она работает достаточно хорошо в одних приложениях и плохо в других. Относительно хорошая стабильность дуги достигается при использовании процесса с порошковой проволокой в среде защитного газа (FCAW-G) и процесса GMAW при переносе металла в режиме струйной дуги или импульсной струйной дуги. Тем не менее, стабильность дуги по-прежнему очень непостоянна и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме переноса металла с коротким замыканием.
Несмотря на то, что напряжение изменяется в зависимости от выхода CC, процессы, которые обычно работают при более высоких напряжениях (т. е. 24 В или более), такие как FCAW-G и струйная дуга или импульсная дуговая сварка MIG со струйной сваркой, менее чувствительны к изменениям напряжения, возникающим при использовании выхода CC. Поэтому стабильность дуги довольно хорошая. В то время как процессы, такие как MIG с коротким замыканием и FCAW-S, которые обычно работают при более низких настройках напряжения (например, 22 В или меньше), более чувствительны к изменениям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой.
Другим фактором, связанным с электродами FCAW-S на выходе CC, является то, что чрезмерное напряжение дуги и, как следствие, большая длина дуги могут, по сути, подвергать дугу воздействию атмосферы. Это потенциально может привести к пористости сварного шва и/или резкому снижению ударной вязкости металла шва при низких температурах.
В заключение, выход CV ВСЕГДА рекомендуется для сварки проволокой. Таким образом, при использовании этих механизмов подачи проволоки чемоданного типа с источником питания, имеющим выход CV, используйте его вместо выхода CC. Наконец, несмотря на то, что выходной сигнал CC может быть приемлемым для общего назначения FCAW-G, струйной и импульсной сварки MIG со струйной дугой, он не рекомендуется для работы с кодовым качеством.
Подпишитесь, чтобы узнавать о последних новостях в области производства.
Для чего используется сварка MIG? Полное руководство
Последнее обновление
Если вы опытный сварщик MIG, то вы знаете ответ на этот вопрос: «Для чего используется сварка MIG?» Возможно, вам задавали этот вопрос чаще, чем вы можете вспомнить.
Тем не менее, для новичков в сварке или тех, кто хотел бы перейти к сварке MIG со сварки электродом или кислородно-топливной сварки, вот обзор того, для чего используется сварка MIG и почему она так универсальна.
Металлическая сварка в среде инертного газа (MIG)
Устройство заполняет область, где соединяются два металла. В этой процедуре сварщику не требуется менять аноды между сварочными работами. Как сварщик, заполните шов, который вы свариваете, и переходите к следующему.
Аппарат для сварки MIG состоит из четырех частей:
- Источник питания для сварки MIG, вырабатывающий электричество для производства тепла.
- Система подачи проволоки, которая обычно подает кабель от сварного соединения к катушке.
- Рукоятка с триггером, который регулирует механизм подачи проволоки, подающий кабель на сварной шов и катушку
- Газозащитные экраны. Это шов сварщика с воздуха.
Металл Сварка в среде инертного газа хорошо работает, если вы используете листовой металл.
Изображение предоставлено: Aumm graphixphoto, Shutterstock
Характеристики процедуры сварки MIG
Сварка MIG — это универсальная технология, подходящая как для толстых, так и для тонких деталей. Дуга возникает между заготовкой и выводом проволочного анода, оттаивая их и создавая сварочную ванну.
Кабель служит присадочным металлом для сварного шва и источником тепла. Кабель питается через контактный наконечник (медная контактная трубка), по которому ток поступает в кабель.
Сварочная ванна MIG также защищена от окружающей среды защитным газом, пропускаемым через сопло, окружающее кабель. Выбор защитного газа зависит от материала, который вы будете сваривать, и области применения.
При моторном приводе кабель подается с барабана, а сварщик перемещает сварочную горелку по соединительной линии. Кабели могут быть жильными (составы, созданные из металлической оболочки с использованием металлического наполнителя или порошкообразного флюса) или сплошными (простые набросанные линии).
Обычно расходные материалы доступны по конкурентоспособной цене по сравнению с другими процедурами. Проволока подается постоянно, поэтому процедура обеспечивает высокую производительность. Источник питания регулирует скорость подачи проволоки и длину дуги.
Тем не менее, положение каната и скорость движения регулируются вручную. Вот почему ручную сварку MIG часто называют полуавтоматической процедурой. Если сварщик не регулирует все параметры процедуры, он может механизировать процесс.
Тем не менее, при сварке может потребоваться ручная регулировка. Процедуру можно назвать автоматической, если при сварке не требуется ручное вмешательство.
Как правило, этот процесс работает с положительно заряженным кабелем, подключенным к источнику питания, обеспечивающему постоянное напряжение. Выбор диаметра проволоки (обычно от 0,6 до 1,6 мм) и скорость подачи проволоки определяют ток, используемый при сварке. Это связано с тем, что скорость выгорания кабеля создаст баланс со скоростью подачи.
Для чего используется сварка MIG?
GMAW (дуговая сварка металлическим электродом в газе), также известная как сварка MIG, подходит для небольших задач с несколько меньшим объемом. Это ручная сварка, которая применяется на промышленных и металлообрабатывающих предприятиях. Именно здесь восприимчивость сварки MIG к сквознякам не представляет большой проблемы.
Если вы производите небольшие конструкции или ремонтируете автомобили клиентов, скорость, качество сварки и высокая производительность имеют решающее значение. И здесь на помощь приходит сварка MIG.
Аналогичным образом сварщики-профессионалы, работающие по выходным в гараже или гараже, могут использовать сварку MIG. Начинающим сварщикам, которым требуются хорошие навыки сварки без более крутой кривой обучения TIG или обычной (и обременительной) кислородно-топливной сварки, также требуется сварка MIG.
Сварка MIG славится возможностью большого прохода, чистотой, применимостью к сплавам и металлам, таким как нержавеющая сталь, низкоуглеродистая сталь, магний и алюминий. По этим причинам легко понять, почему эта процедура сварки стала любимицей малых и средних предприятий.
Применение сварки МИГ
В настоящее время сварка МИГ используется почти повсеместно в сварочной промышленности. Сварку MIG используют предприятия тяжелой и средней промышленности, такие как трубопроводы, судостроение, сосуды под давлением, производители металлоконструкций, а также ремонтные и обслуживающие предприятия.
Сварка металлов в среде инертного газа также широко используется на заводах по производству листового металла, особенно в автомобильной промышленности, небольших производствах и кузовных мастерских. Домашние пользователи и любители также обычно имеют сварочный аппарат MIG.
Изображение предоставлено: Игорь В. Подкопаев, Shutterstock
Там, где сварка MIG не так совершенна
Не существует подходов к сварке, идеально подходящих для каждого вида сварки, и сварка MIG не является исключением. Одним из недостатков сварки MIG является то, что она не идеальна для применения в сельском хозяйстве или строительстве.
Это потому, что оба должны происходить на открытом месте или посреди открытого поля, когда дует ветер. Лобовые стекла действительно могут облегчить это. Тем не менее, сварка MIG лучше всего подходит для более регулируемой среды ограниченного производства или сварочного цеха.
Сварочные аппараты и другое оборудование, используемое для сварки MIG
Обычно оборудование для сварки MIG включает в себя источник питания, заземляющий провод, устройство подачи проволоки, выборочное устройство жидкостного охлаждения и резервуар для защитного газа или соединение с газовой сетью. Механизм подачи проволоки подает сварочный кабель, необходимый для сварки, с катушки катушки на сварочную горелку.
Механизм подачи проволоки также позволяет останавливать и запускать источник питания. Если вы используете его в качестве электронного источника питания, вы можете регулировать напряжение, предлагаемое источником питания. Поэтому источник питания и механизм подачи проволоки подключаются с помощью контрольного провода.
Кроме того, механизм подачи проволоки регулирует подачу защитного газа. Защитный газ, необходимый для сварки, добывается либо из газовой сети, либо из газового баллона. Некоторые сварочные аппараты часто имеют модульную структуру, и вы можете свободно выбирать механизм подачи проволоки, источник питания и охлаждающее устройство в соответствии со своими потребностями.
Вы можете отключить механизм подачи проволоки от источника питания и, таким образом, отказаться от перевозки всего сварочного аппарата с одной строительной площадки на другую. Устройства также поставляются со сменной панелью управления и дополнительными функциями, которые активируются отдельно.
При сварке сварочный пистолет нагревается. Следовательно, вы должны охлаждать его с помощью газа или жидкости. В случае сварочных горелок с газовым охлаждением защитный газ, который поступает к горелке через сварочную проволоку и одновременно служит в качестве охладителя горелки.
Для повторного использования охлаждающей жидкости в сварочной проволоке в горелках с жидкостным охлаждением требуется отдельное устройство жидкостного охлаждения. Устройство сварочного аппарата MIG ограничено катушкой сварочного кабеля в аппарате.
Катушка часто имеет большой вес и занимает много места. Тем не менее, самые современные сварочные аппараты MIG элегантны и компактны.
Советы по сварке MIG
Чтобы стать лучшим сварщиком MIG, воспользуйтесь приведенными ниже советами:
- Понимание своего металла
Например, если вы будете сваривать алюминий MIG, вы будете использовать другую процедуру сварки, чем сварка меди. Прежде чем начать, полезно понять, как каждый металл, который вы будете сваривать, будет реагировать на процедуру сварки.
- Двумя руками
Чтобы направить шов и получить более чистую поверхность, не бойтесь пускать в ход свою руку. Убедитесь, что вы приобрели лучшие искро- и термостойкие сварочные перчатки, которые вы можете купить, и ваши руки будут в порядке.
- Убедитесь, что заменили контактные наконечники
Контактные наконечники не только доступны по цене, но и требуют простой замены. Если вы заметили, что один из них выходит из строя, замените его, прежде чем он вызовет беспорядок в сварном шве. Убедитесь, что у вас есть дополнительные наконечники в сумке сварочного оборудования.
Компоненты сварки MIG
- Источник питания – Обычно это постоянный ток с постоянным напряжением.
- Кабель . Система подачи проволоки должна работать плавно, чтобы сварка была однородной. Системы подачи состоят из двухтактных, шпуле-на-пистолете и прижимных роликов.
- Анод – Вы должны получить правильный диаметр и структуру сварного шва в соответствии с вашим проектом.
- Сварочная горелка – подает газы, защищающие дугу и сварочную ванну, и подает сварочный ток на кабель. Горелки могут быть с водяным или воздушным охлаждением. Обычно горелки с воздушным охлаждением недороги и легче по сравнению с горелками с водяным охлаждением. Они используют проходящий через них газ для охлаждения сопла. Горелки подходят для более легких сварочных работ. Если сварщик использует большой ток и выполняет тяжелые задачи, то лучше всего подходят горелки с водяным охлаждением.
- Газовая защита – Газ, защищающий сварочную ванну и дугу, обычно состоит из двуокиси углерода и аргона.
- Присадочный металл — Помогает укрепить то, что вы свариваете, и проводит электрический ток, используемый для расплавления анода.
- Кабелепровод – Убедитесь, что трубопровод прямой и короткий, чтобы обеспечить беспрепятственную подачу.
Сварка MIG: гибкое решение для ваших требований к производству и ремонту/обслуживанию
Металлическая сварка в среде инертного газа представляет собой процедуру дуговой сварки, при которой сплошной анодный кабель подается в сварочную ванну с помощью сварочного пистолета, соединяя два основных металла. Защитный газ проходит через сварочную горелку и защищает сварочную ванну от загрязнения.
Дуговая сварка металлическим газом (GMAW) — это техническое название сварки MIG, а на жаргоне — сварка проволокой. Используя процедуру сварки MIG, фермер, фанатик автоспорта, домашний любитель или домашний мастер может выполнять множество типов изготовления и ремонтных сварных швов на металле толщиной от 24 калибра до ½ дюйма.
Помимо гибкости, большинство людей предпочитают GMAW, так как они слышали, что его легко освоить. Хотя это не так просто, многие люди действительно могут стать опытными, если будут следовать некоторым основным советам.
Авторы избранных изображений: Данил Евский, Shutterstock
- Сварка металлов в среде инертного газа (МИГ)
- Характеристики процедуры сварки МИГ
- Для чего используется сварка МИГ?
- Сварка MIG
- Где сварка MIG не так совершенна
- Сварочные аппараты и другое оборудование, используемое для сварки MIG
- Советы по сварке MIG
- Компоненты сварки MIG
- Сварка MIG: гибкое решение для ваших требований к производству, ремонту и техническому обслуживанию
Обучение в школе сварки New Castle School of Trades
Заинтересованы в школе сварщиков в Янгстаун-Уоррен, Шарон, штат Пенсильвания-Огайо, но не знаете, с чего начать? Программа комбинированной сварки в New Castle School of Trades в Нью-Касле, штат Пенсильвания, может стать ответом!
В школе сварки NCST студенты получат широкий спектр опыта работы с различными методами сварки и металлами, чтобы подготовиться к должности сварщика начального уровня. Этот всеобъемлющий курс предоставляет выпускникам всесторонний опыт работы с различными приложениями и методами сварки на основе спецификаций ASME и AWS.
Понимание основ обучения сварке
Потребность в квалифицированных специалистах со временем только растет. Однако, поскольку процесс настолько сложен, обучение сварке, необходимое для получения практических навыков, является интенсивным и требует практической практики. Эти навыки можно приобрести, только посещая курсы сварки в надежной школе сварщиков. В этих курсах основное внимание уделяется отработке основных навыков с использованием стандартных отраслевых инструментов, аналогичных тем, с которыми сварщик может столкнуться в реальном мире.
Во время программы NCST по комбинированной сварке студенты познакомятся с кислородно-топливным оборудованием, электрическими, газовыми, флюсовыми и газовыми сварочными аппаратами, портативными и полуавтоматическими сварочными аппаратами, оборудованием для угольной и плазменной дуговой резки, гидравлическими ножницами, горизонтальные ленточнопильные станки, шлифовальные и кромкооблицовочные станки.
Обучение комбинированной сварке в NCST – New Castle, PA
ПРОДОЛЖИТЕЛЬНОСТЬ ПРОГРАММЫ
Программа комбинированной сварки занимает 50 недель в кампусе New Castle, PA.
ВРЕМЯ ОБУЧЕНИЯ
Программа комбинированной сварки доступна как для дневного, так и для вечернего обучения в кампусе New Castle.
СЕРТИФИКАТ ВЫДАЕТСЯ
По завершении программы комбинированной сварки выпускники получают диплом об окончании.
Обучение для получения сертификата сварщика
При поступлении в сварочное училище человек хочет изучить различные виды практики обучения сварке. К ним относятся дуговая сварка, сварка MIG, сварка TIG и различные подмножества каждого из этих типов; все виды сварки преподаются в Нью-Каслской школе ремесел, Нью-Касл, кампус Пенсильвания.
- Сварка ВИГ – процесс, обычно используемый для сварки тонких профилей из нержавеющей стали, а также других металлов, таких как медь, алюминий и магний. Этот процесс часто предпочтительнее из-за уровня контроля, которым обладает сварщик, что в конечном итоге может привести к более прочным и качественным сварным швам.
- Сварка МИГ — этот процесс предпочтительнее из-за его универсальности, скорости и простоты освоения по сравнению с другими методами, такими как сварка ВИГ и дуговая сварка.
- Дуговая сварка — Эта форма использует высокоэнергетический источник питания для создания электрической дуги, которая представляет собой пробой газа, который производит непрерывный разряд плазмы, необходимый для плавления материалов. Его низкая стоимость и тот факт, что многие из его продуктов имеют широкий спектр применения, делают этот метод одним из наиболее часто используемых.
В программе комбинированной сварки в NCST студенты изучают все, что распространено на рынке труда. MIG, TIG, сварка палочкой, труба, цветные металлы, такие как алюминий и нержавеющая сталь, и флюсовая сердцевина — это типы сварки. Добавлены чтение чертежей, изготовление, шлифовка и сварка для более полного опыта.
Профессиональная школа сварщиков в Пенсильвании
Материалы, преподаваемые на занятиях по сварке в Школе торговли Нью-Касл, основаны на спецификациях Американского общества инженеров-механиков (ASME) и Американского общества сварщиков (AWS). Студенты могут быть уверены, что получат всестороннее образование в области сварки.
В NCST мы знаем, что нужно, чтобы добиться того, чего наши студенты хотят добиться в своей карьере. Мы гордимся тем, что предлагаем всестороннее обучение сварке, которое учит наших студентов всему, что им нужно знать о сварке. Пройдя обучение сварке в New Castle School of Trades, студенты будут готовы пройти тесты ASME и AWS и получить преимущество на рынке труда.
Мне понравилось обучение в New Castle School of Trades. Я настоятельно рекомендую любому студенту прийти, если он заинтересован в изучении новой профессии. Преподаватели всегда очень поддерживают и готовы помочь своим ученикам.
Лидия Годинич , Выпускник Нью-Касл
Начните карьеру сварщика с помощью NCST
поиск квалифицированных работников для заполнения многих открытых вакансий, которые у них есть.
Выпускники программы комбинированной сварки будут иметь право на следующие должности:
- Сварщики комбинированной сварки
- Изготовители
- Ремонт сварочных аппаратов
- Сварочные аппараты для трубопроводов
- Аппарат для сварки труб
- Строительные сварочные аппараты и горелки
Читать дальше
Преданность New Castle School of Trades успеху учащихся означает работу с региональными менеджерами по найму и компаниями.