Машины для сварки сетки. Станки контактной сварки. Оборудование для производства сварной сетки.
Контактная точечная сварка, ручная линия сварки сетки, многоэлектродные сварочные машины
В настоящий момент в нашей компании доступно любое оборудование для производства сварной сетки, а также вы можете заказать нестандартную машину с особенными характеристиками:
1. Автоматическая линия и полуавтоматическая многоточечная машина контактной сварки сеток из мерных прутков
Автоматическая контактная сварка — это сочетание надежного оборудования для производства сварной сетки в промышленных объемах, а также гарантия качества готовой продукции с минимальными потерями. Наши машины позволяют достичь этой цели за счет простоты организации производства и прогнозируемой экономической выгоды на основе разработанного и проверенного нами бизнес-плана для предпринимателей. НПО «Росстройтех» выпускает профессиональное сварочное оборудование, предназначенное для ИП, частного бизнеса и до крупных промышленных заводов с массовым производством.
2. Ручная сварочная линия сварки строительной и арматурной сетки
Ручная сварочная линия сварки строительной и арматурной сетки
Идеальный вариант для начала производства и самый выгодный станок! Вы сможете обеспечить себя сеткой и создать запасы готовой продукции на продажу, в зависимости от сезона и потребности в сетке с различным диаметром проволоки. В тех случаях, когда необходимо производить плоские и широкие сварные конструкции, ручная сварочная линия является экономичным и альтернативным вариантом машинам многоточечной сварки сеток. В отличие от трудоемкого труда сварщиков, наши линии обеспечивают высокую производительность при полном контроле над качеством конечного изделия.
3. Сравнительная характеристика полуавтоматической линии с мерных прутков и автоматической линии с бухт
Принять решение о выборе производственной линии вам поможет обзор об автоматических и полуавтоматических машинах многоточечной сварки. Обратите внимание на компактную модель автоматической сварочной линии WL Компакт, которая не требует первоначального крупного запаса проволоки.
Контактная точечная сварка | ООО Наука и Техника
ООО «Наука и Техника» с 2006 года разрабатывает и серийно производит оборудование для контактной сварки.
Продукция, выпускаемая нами, имеет большой срок службы, обладает простотой и удобством эксплуатации, способна выполнять большой спектр задач. Благодаря простоте и понятности настроек, для работы на нашем оборудовании не требуется специальных знаний в области контактной сварки.
Наши специалисты грамотно проконсультируют Вас, ответят на любые вопросы, связанные с процессом контактной сварки
Благодаря собственному производству всех основных элементов наших машин, цены на нашу продукцию являются самыми низкими в стране, при этом качество ничем не уступает зарубежным аналогам. У нас всегда есть в наличии любые расходные материалы и, при необходимости, запасные части. Мы работаем с любыми транспортными компаниями, у нас имеется свой отдел логистики, поэтому мы можем обеспечить быструю доставку в любой регион России, а также страны СНГ.
Мы работаем с любыми транспортными компаниями, у нас имеется свой отдел логистики, поэтому мы можем обеспечить быструю доставку в любой регион России, а также страны СНГ.
Наши машины контактной сварки комплектуются как классическим пневматическим, так и электромагнитным приводом сжатия электродов. Оборудование имеет ряд преимуществ перед конкурентной продукцией:
— встроенное автономное охлаждение, не требующее подключения внешнего охладителя;
— электромагнитный привод, не требующий подвода сжатого воздуха, и способный работать даже при отрицательной температуре окружающей среды;
— широкий диапазон сварочных токов: 1,5 – 32 кА;
— сварочные трансформаторы пониженной потребляемой мощности по сравнению с аналогичной продукцией ;
— усилие сжатия от 50 до 1500 кг;
— относительно малый вес и габариты, в отличие от аналогичной продукции
Конструкции машин, а также все основные узлы в дальнейшем были защищены патентами РФ. Суть патентов:
Суть патентов:
1. Патент № 57179. Общая концепция: высокопроизводительная машина контактной сварки, для работы которой требуется только электрическая сеть, и ничего больше, что достигается применением электромагнитного привода и встроенной в корпус машины системы автономного жидкостного охлаждения.
2. Патент № 57178. Электромагнитный привод машины контактной сварки.
3. Патент № 56250. Хоботы и электроды со скрытой системой охлаждения, позволяющие решать широкий спектр задач по сварке разнообразных изделий.
Станок с ЧПУ для контактной сварки дверей
Автоматический ЧПУ станок для контактной сварки металлических дверей
Нижний электрод это платформа кондуктор для размещения заготовок, перемещаясь вдоль направления оси Y;
Верхние электроды левый и правый установлены на платформы, они двигаться вместе с осью X;
Каждая сварочная головка оснащена сварочным источником питания.
Платформа перемещается вместе с направлением оси Y в положение сварки согласно заданной программе положения.
Сварочные головки перемещаются с обеих сторон к середине и сваривают этот ряд. После сварки ряда перемещается в направлении оси Y в другой ряд.
В то же время обе стороны платформы работают постоянно, пока не завершат сварку.
Машина выполнить загрузку, фиксацию, сварку заготовки за один раз;
Электроды в положении 0 автоматически производят шлифование поверхности, что дает всегда качественную сварку и снижает время для ремонта и обслуживания электродов;
Это дает гарантии стабильности точки сварки, улучшает качество продукции и эффективность производства и снизить себестоимость продукции.
Станок автоматический и решает нестабильное качество и производственный дефект при ручной работе; Максимальный размер плоского стола — 2500 x1250 мм.
Комплектации:
- Силовая полупроводниковая аппаратура корпорации IXYS США с высокой точностью и длительным сроком службы.

- Сервомотор TECO Тайваня с удобным управлением, быстрым ответом и высокой точностью.
- Интегральная система Motorola США и PLC от Японии SIEMENS с быстрой реакцией и стабильной производительностью.
- Интеллектуальная система управления с сенсорным экраном Япония Panasonic, которая связана с автоматической системой сигнализации об ошибках. Четкий интерфейс, простота в эксплуатации и стабильная производительность.
- Инверторные трансформаторы средней частоты малые размеры, легкий вес, стабильные в работе. Использование листов из высококачественного медного сплава с хорошей электрической проводимостью. Меньше энергопотребления, более мощная и стабильная емкость.
- Интеллектуальная система управления микрокомпьютерной сваркой для контроля компенсации колебаний напряжения в сети в пределах ± 15%. Быстрая компенсация тока для обеспечения стабильного сварочного тока источника питания.
- Пневматические компоненты от
- Электрооборудования — Mitsubishi и Omron Японии с идеальным сроком службы и производительностью.
- Строго соблюдайте стандарт безопасности CE для проектирования машины.
- Гарантируем непрерывную работу 20 часов в день.


Входное напряжение | 380v, 3-х фазное |
Входная мощность | 100KVAx2 |
Входной ток | 150 A |
Выходное напряжение | DC5.5 V |
Макс. Ток сварки | 15000 Ax2 |
Настройка сварки | 101 Вид |
Настройки позиций сварки | 5000 Вид |
Размер сварочной платформы | 2500mm x 1250mm |
Сервомоторов ось X | 2 компл. |
Сервомотор ось Y | 2 компл. |
Скорость перемещения устройства | 800 mm/sec |
Мощность серводвигателя | 450 W |
Сварочный цилиндр | 2 х.(80x50mm) |
Сварные электроды | 2 компл. |
Плоский стол с нижним электродом | 1 |
Рабочий температурный режим | 10-50 С |

2. Состав машины
1) Рама машины: Усиленная стальная специальная конструкция обеспечивает прочность и стабильность работы станка.
2) Система источника питания:
Два комплекта преобразователей с инверторной сварочной трансформаторной установкой среднего напряжения 100 КВА. Вторичный ток — 15000А. Коэффициент полезного действия составляет 25%. Выходной сварочный ток составляет 15KA. Трехфазный источник питания, со специальным инверторным выпрямителем, преобразуется в напряжение переменного тока 1000 Гц, а затем передает на среднечастотный трансформатор. Ток выпрямляется для сварки постоянным током. Этот источник питания отличается от источника переменного тока от источников переменного тока общего типа, поскольку он может регулироваться быстро и точно. Настройка станка позволяет потреблять мощность от электросети намного ниже, чем у источников общего типа.
Вторичный ток — 15000А. Коэффициент полезного действия составляет 25%. Выходной сварочный ток составляет 15KA. Трехфазный источник питания, со специальным инверторным выпрямителем, преобразуется в напряжение переменного тока 1000 Гц, а затем передает на среднечастотный трансформатор. Ток выпрямляется для сварки постоянным током. Этот источник питания отличается от источника переменного тока от источников переменного тока общего типа, поскольку он может регулироваться быстро и точно. Настройка станка позволяет потреблять мощность от электросети намного ниже, чем у источников общего типа.
3. Основные преимущества сварки MF с инверторным источником повышенной частоты
К их преимуществам можно отнести миллисекундную регулировку времени сварочного тока, что позволяет получать импульсы, сопоставимые с продолжительностью времени конденсаторного разряда и менее для точного тепло вложения в образование сварного ядра при сварке малых толщин. При этом повышается качество соединений, уменьшается вероятность выплесков, минимизируются деформации свариваемых поверхностей, увеличивается ресурс стойкости электродов. Задачи, которые раньше решали при помощи конденсаторной сварки, теперь могут быть решены более экономичным способом с использовании машин серии MF.
Задачи, которые раньше решали при помощи конденсаторной сварки, теперь могут быть решены более экономичным способом с использовании машин серии MF.
- Ток вторичной сварочной обмотки — постоянный ток.
- Трехфазная сбалансированная нагрузка снижает энергопотребление. Коэффициент мощности близок к 1. Нет электрической индуктивности, поэтому нет необходимости регулировать коэффициент мощности.
- Нет искрения и загрязнения источника питания. Это своего рода экологически безопасный метод сварки.
- Уменьшите потребление энергии, экономия энергии. Сократите требования к кабелям и значительную стоимость обслуживания.
- Вес трансформатора значительно меньше. Он легкий и удобный. Вес и размер трансформатора MF все 30 % от веса трансформатора переменного тока. Подходит для роботизированной сварочной системы
- Увеличьте эффективность ввода тепла. Выход сварочного трансформатора представляет собой постоянное напряжение без нарушения индуктивности. Чистый DC не имеет дефекта нулевого прохода. Эффективность тепла резко возрастает.
- Интеллектуальное цифровое управление с полным закрытым контуром. Ток управления сваркой будет более точным. Точность регулировки и точность контроля в 20 раз выше, чем система переменного тока. Управление защищает инвертор и трансформатор.
- Цифровое управление может улучшить точность управления и точность измерений. Точность времени сварки – ms , которая может помочь вам контролировать время сварки в случайном порядке.
 Эффективность тепла резко возрастает.
Эффективность тепла резко возрастает.4. Система управления сваркой:
Простой, легкий и удобный рабочий интерфейс с цифровым управлением частотным инвертором. Уникальные характеристики автоматического обнаружения, компенсации, контроль отказа от работы при снижении сварочного тока, эффективно предотвращает явления «свободная сварка и холодной соединение» Система управления программируется и хранит 101 тип моделей сварки. Быстрая реакция и высокая точность управления гарантирует получение высококачественных сварочных точек.
5. Система сварочных электродов:
Станок оснащен двумя сварочными головками с электродами на правой и левой стороне. Электроды управляются пневматическими цилиндрами с ходом штока 50 мм, перемещения сварочных головок с помощью серводвигателей в двух направления по оси Х.
6. Система позиционирования (рабочая платформа):
Плоская рабочая платформа. Работает независимо и движется автоматически по направлению оси Y. Платформа с позиционирующим устройством хорошо фиксирует листовой металл, может гарантировать высокую точность сварки и удобную сборку и демонтаж.
7. Основная система управления:
Управление станком, ввод данных происходит через сенсорный экран Panasonic пр. Япония на английском языке. ПЛК управляет всем станком и отвечает за чтение, передачу и управление всеми видами обработки сигналов и координации, что гарантирует качественное выполнение продукции. Система управления может хранить в памяти 30 сварочных моделей и каждая модель хранит 5000 позиций сварки. Самодиагностика станка позволяет контролировать возникновение неисправностей.
Самодиагностика станка позволяет контролировать возникновение неисправностей.
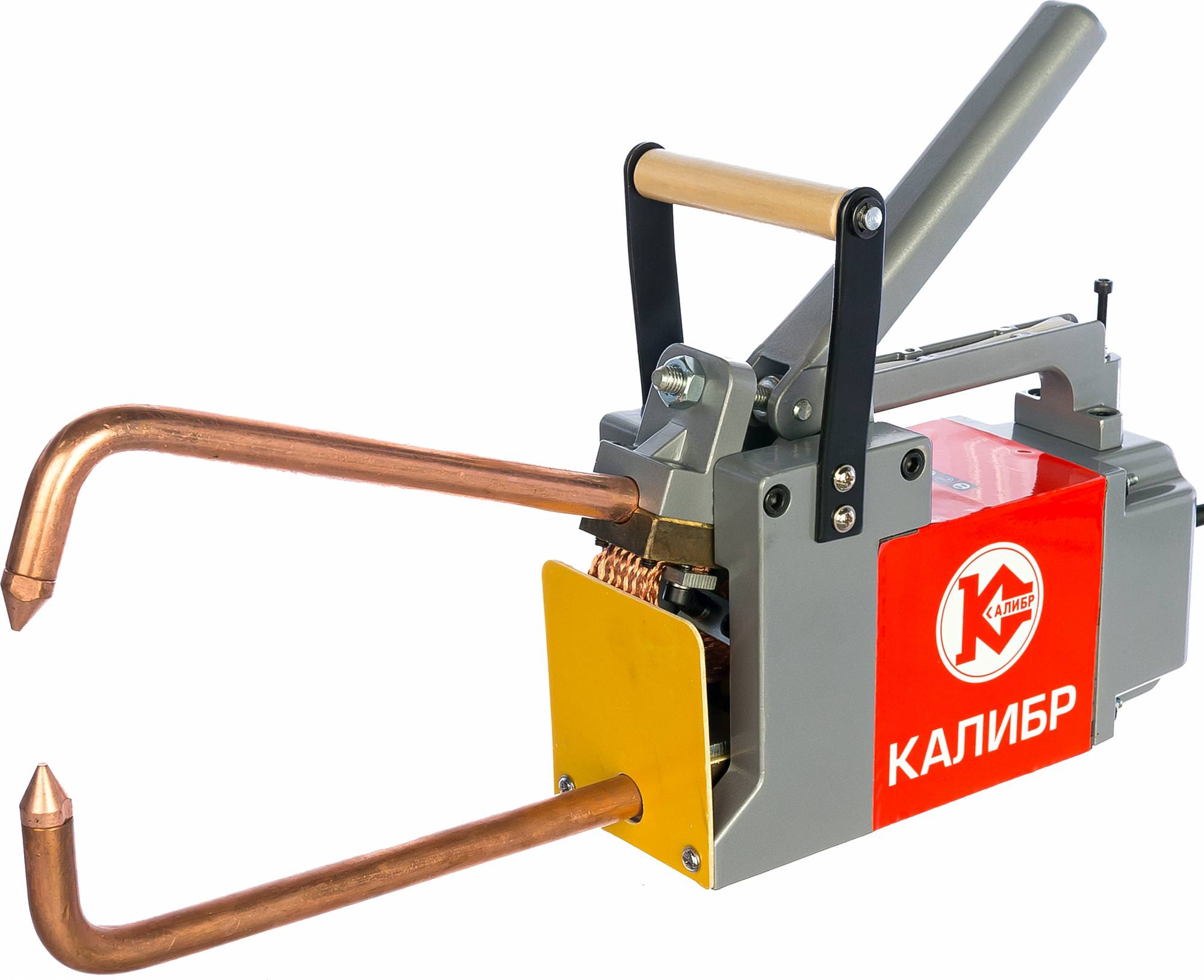
Аппарат контактной сварки для ремонта кузова
Аппараты контактной точечной сварки могут стать незаменимыми при ремонтных работах в гараже или автосервисе, а также в мелкосерийном производстве.
Контактная сварка сталь 65Г
Рассмотрим случай из практики, в котором точечная сварка выручает: предположим, вам необходимо сварить конструкцию из стали 65Г, но данная сталь не применяется для сварных конструкций.
Что делать?
Выход простой! Эта сталь сваривается без ограничений контактной сваркой. Правда состоит в том, что марок сталей, обладающих такими же свойствами, как Ст 65Г много, и деться от них некуда. Если вы хотите получить конструкцию или деталь с заданными свойствами, либо имеете дело с ремонтом конструкции, изготовленной из стали, которая не пригодна для сварки плавлением, возможно, вы сможете использовать в своей работе контактную сварку. Она существенно облегчит вам жизнь.
Аппарат для кузовных сварочных работ
Поменять крыло автомобиля — работы на пару часов со специально выпускаемую для работ по ремонту кузова аппаратом для контактной сварки Telwin Digital Car Puller 5000 (см. характеристики). Модель подходит не только для автосервиса. С его помощью производят все сварочные работы с тонкими металлическими листами.
Что такое «споттер»?, читайте на нашем сайте.
Кузовной ремонт видео — Telwin Digital Car Spotter 5500
Точечная сварка с Telwin Digital Car Spotter 5500
Digital Car Spotter 5500 – трехфазный аппарат точечной конденсаторной сварки с микропроцессорным регулированием. Он оснащен контрольной панелью, с помощью которой автоматически задаются параметры сварки.
Вам только нужно учесть используемый инструмент и толщину свариваемого листа. Небольшой, но многофункциональный аппарат Digital Car Spotter 5500 дает возможность выполнять работы любой сложности по кузовному ремонту в автосервисе, имея для этого стандартный и дополнительный набор инструментов и оснастки. Также незаменимым будет такой аппарат в мелкосерийном производстве. В стандартном наборе к аппарату прилагается пистолет для приварок шпилек, шайб, обратный молоток, набор аксессуаров.
Также незаменимым будет такой аппарат в мелкосерийном производстве. В стандартном наборе к аппарату прилагается пистолет для приварок шпилек, шайб, обратный молоток, набор аксессуаров.
В дополнительный набор входит: тележка для удобной транспортировки, с-образные клещи, универсальное рихтовочное устройство, разогревающий электрод, оснастка для вытяжки ребер жесткости, держатель для приварки волнистой проволоки, а также зажимы для кузовных работ, обратные молотки, точечные крепления массы.
С помощью данного аппарата не только осуществляют различную одно- двухстороннюю точечную сварку, но и выпрямляют листы с разнообразными деформациями, осуществляют нагрев и закалку с помощью угольного электрода (для закалки необходимо быстро охладить поверхность водой).
Найдите сварочную головку для контактной точечной сварки
Просмотреть продукт Сравнить Запросить информациюKN-200A Пневматическая сварочная головка с одинарным усилием — противоположные электроды
Просмотреть продукт Сравнить Запросить информациюTHIN-LINE
TM TL-180B-EZ Пневматическая сварочная головка высокого усилия TL-180B-EZ — противоположные электроды Просмотр продукта Сравнить Запросить информациюTHIN-LINE
TM TL-182B-EZ Пневматическая сварочная головка высокого усилия — противоположные электроды Просмотр продукта Сравнить запрос информацииTHIN-LINE
TM TL-188B-EZ Пневматическая сварочная головка высокого усилия — Электроды серии Просмотреть продукт Сравнить Запросить информациюTHIN-LINE
TM TL-089B-EZ Пневматическая сварочная головка среднего усилия — электроды серии Просмотр продукта Сравнить Запросить информациюTHIN-LINE
TM TL-084B-EZ Пневматическая сварочная головка среднего усилия — противоположные электроды Просмотр продукта Сравнить Запросить информациюTHIN-LINE
TM TL-082B-A Пневматическая сварочная головка среднего усилия — противоположная электрическая trodes Просмотр продукта Сравнить ЗапросTHIN-LINE
TM TL-088B-EZ Пневматическая сварочная головка среднего усилия — Серия электродов Просмотр продукта Сравнить Запрос информацииПневматическая сварочная головка TL-508B-EZ Light Force — серия Электроды
Просмотр продукта Сравнить ЗапросTHIN-LINE
TM TL-080B-EZ Пневматическая сварочная головка среднего усилия — противоположные электроды Просмотр продукта Сравнить Запросить информациюTHIN-LINE
TM TL-086B-EZ Mid Пневматическая сварочная головка — электроды с параллельным зазором Просмотр продукта Сравнить запросLT-050B-A / 24 Пневматическая сварочная головка Light Force — электроды с параллельным зазором
Просмотр продукта Сравнить Запросить информациюLT-050B-A / UB Light Пневматическая сварочная головка с силовым усилием — электроды с параллельным зазором
Просмотр продукта Сравнить ЗапросПневматическая сварочная головка FP200-S с большим усилием — электроды с противоположным расположением электродов
Просмотр продукта Сравнить запросы t InfoFP200-Z Пневматическая сварочная головка с большим усилием — противоположные клещи
Просмотр продукта Сравнить запрос информацииПневматическая сварочная головка F-160 со средним усилием — противоположные электроды
Просмотр продукта Сравнить Запросить информациюF160-Z Mid Force Пневматическая сварочная головка — противоположные электроды-клещи
Просмотреть продукт Сравнить Запросить информациюПневматическая сварочная головка F120 среднего усилия — противоположные электроды
Просмотреть продукт Сравнить Запросить информациюПневматическая сварочная головка F120-Z со средним усилием — электроды-клещи
Просмотреть продукт Сравнить Запросить информациюKN-200A Пневматическая сварочная головка двойного усилия — противоположные электроды
Просмотреть продукт Сравнить Запросить информациюПневматическая сварочная головка высокого усилия MH-1501C — противоположные электроды
Просмотреть продукт Сравнить Запросить информациюMH-1201 High Force Pneumatic Сварочная головка — противоположные электроды
Просмотр продукта Сравнить Запросить информациюMH-1301 Mid Force Пневматическая сварочная головка — противоположные электроды
Просмотреть продукт Сравнить Запросить информациюFD120 Двойная пневматическая сварочная головка среднего усилия — серия электродов
Что такое контактная сварка и как она работает?
0Последнее обновление:
Сварка сопротивлением — это соединение двух металлов путем приложения давления и пропускания через них электрического тока.Процесс проводится в течение определенного периода для нагрева поверхности раздела металлов до точки плавления. Во время процесса нагрева прикладывается зажимная сила, чтобы удерживать металлы на месте до тех пор, пока самородок не затвердеет. Одним из ключевых преимуществ этого метода является то, что для создания сцепления не требуется наполнитель. Это делает этот метод невероятно удобным как для небольших, так и для крупных сварщиков.
Как работает контактная сварка?
Контактная сварка позволяет сварщикам соединять две металлические детали вместе, используя принцип тепловыделения за счет электрического сопротивления.Электрический ток пропускается к металлическим листам через сварочные электроды, которые прикладывают силу к листам. Затем сила преобразуется в тепло для плавления металла в точках сопротивления с образованием расплава.
Затем электрод отводит тепло из расплавленной области сварного шва, что приводит к образованию сварного шва в точке его затвердевания. Сварщики регулярно прикладывают давление до, во время и после подачи тока, чтобы ограничить зону контакта.
Какие бывают типы сварки сопротивлением?
Ниже приведены различные типы процессов контактной сварки:
1.Точечная сварка сопротивлением
В этом процессе сварные швы создаются за счет тепла, выделяемого при сопротивлении потоку сварочного тока. Сопротивление возникает между прилегающими поверхностями и силой, прикладываемой к заготовкам в течение определенного периода времени. При точечной сварке используется геометрия поверхности сварочных электродов, чтобы направить приложенное давление на детали и сварочный ток в желаемом месте. Как только будет создано оптимальное сопротивление, материалы осядут и объединятся, образуя самородок.
Кредит изображения: Дмитрий Калиновский, Shutterstock
2.
 Сварка контактным швом
Сварка контактным швомВ этом процессе используются электроды в форме колеса для создания силы и сварочного тока для плавления деталей. Заготовки вставляются так, чтобы катиться между электродами в форме колеса при подаче сварочного тока. Создаваемые сварные швы могут перекрываться, что приводит к одиночной точечной сварке через определенные интервалы или полному сварному шву.
3. Контактная проекционная сварка
Рельефная сварка позволяет локализовать сварные швы в заданных точках.В этом методе используются рельефы, выступы или пересечения для фокусировки тепла, выделяемого в точке контакта. Как только сварочный ток создает достаточное сопротивление, выступы разрушаются, образуя самородок.
4. Контактная стыковая сварка
Это форма контактной сварки, используемая для сварки двух толстых металлических стержней или пластин по краям. Связывание осуществляется путем приложения противоположных сил непосредственно при зажиме заготовок электродами.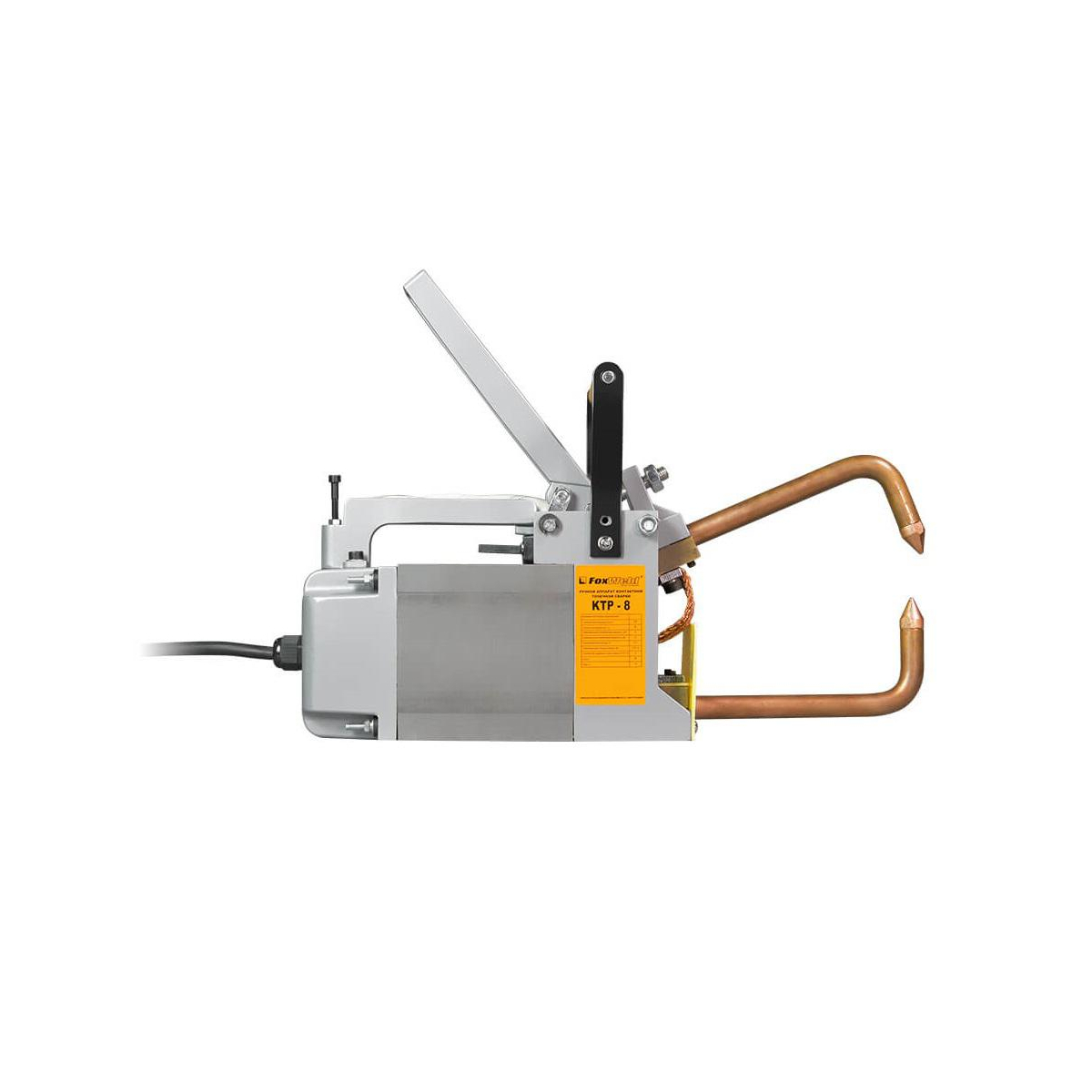 После того, как заготовки нагреются, самородок оказывается под сильным давлением, хотя плавление может произойти не сразу.Расплаву дают остыть и затвердеть, чтобы сформировать сварной шов.
После того, как заготовки нагреются, самородок оказывается под сильным давлением, хотя плавление может произойти не сразу.Расплаву дают остыть и затвердеть, чтобы сформировать сварной шов.
5. Сварка поперечной проволоки
Это форма контактной сварки, используемая для соединения стержней или проволоки в поперечных соединениях. Связывание осуществляется путем прямого приложения противоположных сил с помощью плоских электродов. В этом процессе локализация выделяемого тепла и тока происходит в точке соприкосновения скрещенных стержней или проводов.
6. Сварка контактным соединением
В этом методе используется клеевое соединение и контактная сварка для формирования сварного шва.Сварщик начинает с приложения силы сцепления к стыкуемым поверхностям свариваемых листов. Затем производится контактная точечная сварка листов перед отверждением клея. Точечная сварка укрепляет сварной шов, а адгезия обеспечивает жесткость соединений.
Параметры контактной сварки
Преобладающим принципом контактной сварки является закон нагрева Джоуля, при котором тепло выделяется в зависимости от четырех факторов. Эти факторы включают сопротивление металла, приложенный ток, время приложенного тока и теплопотери за счет теплопроводности и излучения.
Эти факторы включают сопротивление металла, приложенный ток, время приложенного тока и теплопотери за счет теплопроводности и излучения.
Для оптимального функционирования этого принципа на результат контактной сварки будут влиять несколько факторов, например:
1. Сварочный ток
Это наиболее важный элемент контактной сварки. Сварочный ток обычно определяет тепловыделение степенью квадратов или I2. Каждый раз, когда вы увеличиваете сварочный ток, это приводит к пропорциональному увеличению размера сваренного самородка. Однако использование слишком большого тока приведет к изгнанию и повреждению электродов.
2. Время сварки
При контактной сварке выделяемое тепло напрямую связано со временем сварки. Сварщику потребуется минимальный сварочный ток и время сварки для получения сварного шва. На формирование сварного шва обычно влияют два фактора. Они включают передачу тепла от зоны сварного шва к основным металлам и электродам и отвод тепла от свободных поверхностей к окружающей среде.
Каждый раз, когда вы увеличиваете время сварки, убедитесь, что вы используете высокий ток, чтобы увеличить размер самородка до такой же степени, как и размер кончика электрода области контакта.Во время сварки избегайте увеличения времени сварки, чтобы снизить риски, такие как выталкивание или прилипание электрода к заготовке.
Изображение предоставлено: Greeneries, Shutterstock
3. Сварочная сила
Сварочное усилие необходимо для сжатия деталей в зонах сварки, чтобы позволить току течь плавно. Использование небольшого сварочного усилия может вызвать выбросы после включения сварочного тока. Изгнание произойдет из-за слишком высокого контактного сопротивления, что приведет к быстрому выделению тепла.С другой стороны, использование более высокого сварочного усилия приведет к большей площади контакта, что приведет к снижению контактного сопротивления и плотности тока. В результате уменьшается тепловыделение и уменьшается размер сварочного шва.
4.
 Контактное сопротивление
Контактное сопротивлениеПри контактной сварке сопротивление контакта обычно уменьшается с увеличением температуры и пропорционально уменьшается с увеличением давления. Известно, что все металлы имеют шероховатую поверхность. Таким образом, увеличение сварочного усилия приведет к увеличению контактного давления.Увеличение контактного давления приводит к увеличению общей площади контакта из-за деформации металла шероховатыми неровностями поверхности. Деформация в конечном итоге приведет к уменьшению контактного сопротивления на границе раздела, что снижает тепловыделение и размер самородка.
5. Свойства материала
Динамика контактной сварки основывается на том свойстве, что все материалы изменяются при изменении температуры. Удельное сопротивление и теплопроводность сварочного материала будут влиять на тепловыделение и теплопередачу.Сварка с использованием металлов, таких как медь и серебро, с низким удельным сопротивлением и высокой теплопроводностью, будет выделять мало тепла. Из-за низкого тепловыделения соединение таких материалов с помощью контактной сварки чрезвычайно затруднено.
Из-за низкого тепловыделения соединение таких материалов с помощью контактной сварки чрезвычайно затруднено.
При сварке разнородных металлов с более высоким удельным сопротивлением выделяется больше тепла. Поэтому сварщики должны проявлять большую осторожность при выборе формы электродов, чтобы предотвратить их выброс. Твердость материала также будет влиять на сопротивление контакта, создавая высокое сопротивление контакта.Эта твердость потребует большего сварочного усилия из-за неровностей шероховатой поверхности.
Кредит изображения: Pixabay
6. Покрытия поверхностей
Покрытия на поверхности обычно наносятся для защиты от коррозии или используются в качестве основы для дальнейшей обработки поверхности. Сварщики также могут использовать покрытия для облегчения сварки сложных комбинаций материалов. В этом случае покрытия наносятся стратегически, чтобы равномерно уравновесить тепло на границе раздела сварного шва.
Покрытие поверхности также может усложнять процесс сварки, вынуждая сварщика выполнять настройку определенных параметров процесса. Во время контактной сварки удаляется большая часть поверхностных покрытий. Небольшой процент, который остается на границе раздела сварного шва, будет рассматриваться как припой.
Во время контактной сварки удаляется большая часть поверхностных покрытий. Небольшой процент, который остается на границе раздела сварного шва, будет рассматриваться как припой.
7. Геометрия и размеры
Геометрия электрода и размеры деталей обычно влияют на результаты сварки и распределение плотности тока.
Применение контактной сварки
Сварку сопротивлением применяют следующими способами:
- Метод стыковой сварки применяется при изготовлении проволочных соединений, железнодорожных путей и колесных дисков
- В автомобильной промышленности точечная сварка используется при сборке автомобильных кузовов и крупных компонентов.Способ также широко применяется при производстве мебели и бытовой техники
- Шовная сварка в основном используется при производстве контейнеров, теплообменников, резервуаров и котлов
- Метод проецирования сопротивления используется при производстве насосов, клапанов и датчиков
- Сварка Crosswire широко используется в производстве металлических проволочных сеток и тележек для покупок
Кредит изображения: Funtay, Shutterstock
Преимущества контактной сварки
- Это простой метод, не требующий специалистов для сварки
- Сварщики могут использовать этот метод для сварки как одинаковых, так и разнородных металлов
- Высокая скорость сварки, обычно менее 1 секунды
- Процедура не требует присадочного металла, флюса и защитных газов
- Относительно безопасно из-за требований к низкому напряжению
- Он экологически безопасен, так как производит мало отходов или загрязняет окружающую среду
- Эффективный способ сварки с высокой производительностью и скоростью сварки
Недостатки контактной сварки
- Метод потребляет много энергии
- Высокий износ электродов
- Отсутствие портативности из-за фиксированного источника питания
- Ограничение толщины заготовки (обычно около ¼ дюйма)
- Процесс ограничен стыками внахлест, что требует от сварщиков использования большего количества материала для сварки
Кредит изображения: Greeneries, Shutterstock
Часто задаваемые вопросы (FAQ)
1.
 Почему я должен контролировать смещение?
Почему я должен контролировать смещение?Сварщикам необходимо отслеживать смещение или расширение стержня для точечной сварки или установку для выступающих сварных швов. Мониторинг поможет им обнаружить небольшие изменения любых переменных, которые могут повлиять на процесс сварки.
2. Почему я должен контролировать толщину заготовки?
Сварщикам необходимо разработать график контактной сварки для каждого материала, включая толщину деталей. Различия в толщине заготовок обычно возникают из-за использования неправильных деталей, неправильной подгонки или посторонних веществ на заготовках.В результате этих различий будет снижено качество сварного шва. Чтобы избежать подобных ситуаций, нужно часто контролировать толщину заготовок.
3. Как решить проблему захвата материала только одним колесом сварочного аппарата?
Среди физических проблем, с которыми сталкиваются сварочные аппараты постоянного тока, является повышенное улавливание материала на положительном электроде. Чтобы решить эту проблему, сварщики могут переключиться на процесс сварки на переменном токе.
Чтобы решить эту проблему, сварщики могут переключиться на процесс сварки на переменном токе.
Кредит изображения: Шивани Хасрадж Дхаргаве, Shutterstock
4.Почему я должен контролировать поведение?
Проводимость обычно противоположна сопротивлению. Это означает, что чем выше сопротивление, тем ниже уровень проводимости. Мониторинг проводимости полезен, поскольку дает важную информацию о периодических требованиях к ремонту и техническому обслуживанию оборудования. Мониторинг также может предоставить важную информацию о пригодности детали для контактной сварки.
5. Какие электрические требования необходимы для контактной сварки?
При контактной сварке оптимальным является трехфазный электрический ток 62-72 ампер.Если трехфазный электрический ток недоступен, сварщики могут использовать однофазный, но только при наличии значительного напряжения. Однако использование однофазного тока требует дополнительного времени сварки. Это может создать большую зону теплового эффекта или зону теплового воздействия (HAZ).
6. Электроэнергия — самая важная часть качественной контактной сварки?
Нет. Для получения качественного контактного шва лучшая комбинация, которую следует учитывать, включает мощность, время, размер самородка и давление сжатия.
Кредит изображения: Pixabay
7.Важна ли документация по качеству сварки?
Вы всегда несете ответственность за свою работу и сварочные качества. Подотчетность также распространяется на цех и техника. Поэтому всегда распечатывайте и документируйте качество сварки.
8. Важна ли сила между электродами?
Использование надлежащего сварочного усилия снизит сопротивление материала поверхности, тем самым исключив выталкивание или высыхание.
Заключение
Контактная сварка необходима для соединения одинаковых или разнородных металлов с использованием тепла.Этот метод также можно использовать для сварки различных металлов под давлением, что делает процесс универсальным. Эту технику могут использовать как новички, так и сезонные сварщики из-за ее простоты. Достаточно только изучить основы сварки, и после этого все готово.
Достаточно только изучить основы сварки, и после этого все готово.
Изображение предоставлено: Дмитрий Калиновский, Shutterstock
Существуют ли какие-либо стандарты для воздуха и воды, используемых в пистолетах или машинах для точечной сварки?
Ответ: ДА . Стандарт AWS J1.2M / J1.2: 2016 Руководство по установке и обслуживанию аппаратов для контактной сварки
Этот стандарт охватывает установку, а также текущее обслуживание. Это касается сварочных пистолетов или аппаратов.
Многие пистолеты для точечной сварки и большинство аппаратов для контактной сварки используют воздух. Во всех операциях контактной сварки используется охлаждающая вода для управления, проводов, трансформатора и электродов. Установка надлежащего количества и качества воздуха и воды важна для операции контактной сварки.
AIR
Воздушная система должна быть правильно установлена и обслуживаться для надлежащей контактной сварки.
Качество воздуха:
1. Давление 0–120 фунтов на квадратный дюйм
2. Объем, указанный производителем
3. Падение давления не должно превышать 10 фунтов на квадратный дюйм
4. Фильтры — ловушки и фильтры для удаления воды и твердых частиц должны присутствовать и проверяться .
5. Лубрикаторы используются часто, следуйте рекомендациям производителя.
Регулятор давления, фильтр и лубрикатор
ВОДА
Давление воды должно быть максимум 75 фунтов на квадратный дюйм и минимум 30 фунтов на квадратный дюйм падения давления для обеспечения потока.
Расход должен соответствовать техническим характеристикам машины.
Температура должна быть 65-85 градусов F
Необходимо предотвратить конденсацию на охлаждаемых компонентах.
Качество воды:
1. Поддерживайте pH в пределах 7,0-9,0
2. Максимальное содержание хлоридов 20 частей на миллион
3. Максимальное содержание нитратов 10 частей на миллион
4. Максимальное содержание сульфатов 100 частей на миллион
Максимальное содержание сульфатов 100 частей на миллион
5. Максимальное содержание твердых веществ 250 частей на миллион
6. Максимальный уровень карбоната кальция 250 частей на миллион
7. Удельное сопротивление воды более 2000 Ом-см
Вода не должна быть загрязнена, например, водорослями и слизью.Вода с запахом или мутная требует внимания. Не используйте добавки к воде, которые могут повредить циркуляционные компоненты, включая резиновые шланги. Водяные шланги не должны содержать графита или технического углерода, которые могут сделать их токопроводящими.
Деионизированную воду использовать нельзя. Он может вызвать коррозию водной системы и снизить удельное сопротивление воды.
Грязь и мусор, например листья, попавшие в водонапорную башню, могут привести к ограничению потока воды и перегреву компонентов сварочного аппарата.Сетчатые фильтры и фильтры следует часто проверять.
Водяной коллектор с отдельными линиями для компонентов
Линии подачи и отвода воздуха и воды должны быть по крайней мере такой же большой, как точки подключения машины, чтобы обеспечить достаточный объем.
Для получения дополнительной информации об установке и обслуживании оборудования для контактной сварки обратитесь:
Стандарт AWS J1.2M / J1.2: 2016 Руководство по установке и обслуживанию аппаратов для контактной сварки
Артикул:
AWS J1.2M / J1.2: 2016 Руководство по установке и техническому обслуживанию аппаратов для контактной сварки
Бюллетень RWMA 14
Бюллетень RWMA 16
Руководство по контактной сварке RWMA
Когда контактная сварка достигает точки
Известная как признанный лидер на рынке роботизированной сварки, Yaskawa не новичок в тонкостях автоматизации дуговой сварки. Прочный и надежный, процесс дуговой сварки с использованием промышленных роботов эволюционировал за последние несколько десятилетий, эффективно удовлетворяя разнообразные производственные потребности.Хотя этот распространенный метод соединения металлических частей вместе создает невероятно прочные детали с множеством гибких возможностей, он также имеет свои компромиссы.
Нельзя обойти стороной тот факт, что автоматизация дуговой сварки использует много расходных материалов, таких как проволока и газ. Несмотря на то, что этот тип клеевого соединения является эффективным, он выводит на новый уровень потенциально опасные материалы наряду с продолжающимися расходами на расходные материалы. Кроме того, процесс роботизированной дуговой сварки создает очень высокий уровень ультрафиолетовых лучей, что требует определенных мер безопасности.
Эти причины, помимо потенциально длительного времени цикла и требований к толщине металла, заставляют задуматься о том, может ли быть лучший метод сварки для определенных задач.
Точечная сварка
Наполеон Хилл, один из первых торговцев мотивацией середины 1900-х годов, говорил: «Из сопротивления рождается сила». Эта поговорка, возможно, не сделала никого так быстро, как обещал Хилл, но сегодня в сварке много правды.
Контактная сварка, а именно «точечная сварка», уже много лет является популярным решением для соединения металлов для автомобильных и других производителей. Осуществляется пропусканием электрического тока между слоями металла при приложении давления, этот метод создает прочную металлическую связь, называемую «самородком», в момент выполнения. Его также можно модифицировать, используя электроды в форме колеса, которые проходят вдоль шва для получения более длинного сварного шва. Несмотря на простоту по своей природе, этот метод обеспечивает определенные приложения с большими преимуществами:
Осуществляется пропусканием электрического тока между слоями металла при приложении давления, этот метод создает прочную металлическую связь, называемую «самородком», в момент выполнения. Его также можно модифицировать, используя электроды в форме колеса, которые проходят вдоль шва для получения более длинного сварного шва. Несмотря на простоту по своей природе, этот метод обеспечивает определенные приложения с большими преимуществами:
Экономичный
Поскольку при точечной сварке не используются присадочный металл или защитный газ, стоимость сварного шва и вес быстро снижаются за счет ограничения расходных материалов.И наоборот, при дуговой сварке расходуются сопла и наконечники горелок. При контактной сварке у точечного пистолета будут наконечники, которые можно заправить, чтобы восстановить их несколько раз, прежде чем их нужно будет заменить.
Обычно детали, используемые для точечной сварки, штампуются, что обычно более доступно, чем обработанные детали. Использование штампованных деталей также добавляет еще один уровень согласованности в процесс, способствуя экономии затрат. Стоимость систем дуговой сварки и точечной сварки довольно сопоставима, но обе они намного дешевле, чем альтернативные лазерные.
Использование штампованных деталей также добавляет еще один уровень согласованности в процесс, способствуя экономии затрат. Стоимость систем дуговой сварки и точечной сварки довольно сопоставима, но обе они намного дешевле, чем альтернативные лазерные.
Безопаснее
Методы дуговой сварки, такие как сварка MIG или TIG, создают большое количество ультрафиолетового излучения, которое повреждает кожу и глаза. Пользователи должны защищаться от этого с помощью средств защиты глаз, например, сварочного кожуха. Дуговые завесы вокруг сварщиков и роботов считаются вторичной защитой, и на них не следует полагаться для обеспечения полной безопасности при наблюдении за сварным швом в действии.
Хотя при точечной сварке образуется некоторое количество искр, они намного меньше, чем при сварке MIG, которая потенциально может прожечь отверстия в некоторых материалах.В целом, меры безопасности можно упростить, поскольку при этом не нужно уменьшать вспышку дуги, а также контролировать такое же количество искр и брызг.
Очиститель
При точечной сварке по своей природе гораздо меньше сварочных брызг, которые могут загрязнить отделку детали и пол рабочей камеры. Точно так же резко сокращается количество дыма, а также сводится к минимуму задымление. С другой стороны, брызги дуговой сварки могут вызвать проблемы с внешним видом детали или иметь дело со страшными «ягодами сварки», которые могут вечно дребезжать в закрытой детали.
Эстетика при точечной сварке остается неизменной и чистой, тогда как при дуговой сварке создание красивого сварного шва порой может быть сложной задачей. Все детали, сваренные точечной сваркой, являются двухслойными, и сварной шов по существу скрыт внутри корпуса детали, а не образует хорошо заметный шов.
Кроме того, сварочный таймер будет сопоставим по размеру и требованиям к подключению с источником питания для дуговой сварки. Тем не менее, цилиндр с проволокой и кабелепровод внутри рабочей ячейки больше не понадобятся, а грязную развертку иногда можно заменить приспособлением для наконечника для точечного пистолета.
Согласованный
Детали, сваренные точечной сваркой, подвергаются меньшей деформации из-за меньшего тепловложения и имеют очень высокую повторяемость. Детали также обычно имеют меньший вес, так как они могут быть полыми после соединения двух штампованных деталей. Металлургия присадочного металла не требует рассмотрения, что делает процесс относительно похожим для разнородных деталей.
Быстрее
Типичное время сжатия при точечной сварке занимает всего короткую долю секунды, и робот может очень быстро перемещаться с места на место.Подготовка поверхности, к которой может быть чувствительна дуговая сварка, не требуется. Скорость движения горелки MIG ограничена присадочным металлом, подводимой теплотой и другими параметрами. Хотя некоторые процессы ручной дуговой сварки может быть очень сложно автоматизировать в зависимости от доступности и размера детали, почти каждое приложение точечной сварки можно автоматизировать. В целом возможное время изготовления детали можно сократить почти вдвое с помощью метода точечной сварки.
В целом возможное время изготовления детали можно сократить почти вдвое с помощью метода точечной сварки.
Вызовы
Самая большая проблема при точечной сварке заключается в том, что свариваемая деталь должна быть предназначена для точечной сварки, чтобы точечный пистолет имел удобный доступ к обеим сторонам детали для подачи надлежащего тока и давления.Точно так же толщина металла обычно ограничивается примерно 3 мм на лист.
Некоторые детали никогда не подходят для точечной сварки, в зависимости от их толщины и требуемой прочности на сдвиг. Кроме того, части, которые должны быть полностью герметизированы (резервуары для жидкости, детали, работающие под давлением и т. Д.), Нельзя сваривать точечной сваркой. Иногда клей и герметик могут способствовать повышению жесткости и прочности детали, но это добавляет дополнительный этап в процесс.
Точечная сварка требует иного опыта, чем дуговая сварка, хотя в целом она проще.Но, несмотря на интеллектуальность современного программного обеспечения для роботов, оно не может заменить конструкцию и исполнение, которые должным образом обученный инженер-сварщик может предложить для любой из систем.
Сводка
Для деталей большого объема, которые можно штамповать, точечная сварка может быть идеальным решением. Это может снизить стоимость, вес и время цикла, одновременно повышая безопасность, единообразие, эстетику и чистоту с помощью надлежащей системы. Это еще один инструмент автоматизации в пресловутом арсенале инструментов для повышения конкурентоспособности и завоевания будущего!
Сварка с использованием оборудования для контактной сварки — Контрольный список безопасности | NIOSH
октябрь 2003
DHHS (NIOSH) Номер публикации 2004-101
Контрольный список для самопроверки
Руководящие принципы
Этот контрольный список включает правила, выпущенные U.S. Департамент труда, безопасности и гигиены труда (OSHA) в соответствии с общими отраслевыми стандартами 29 CFR 1910.255 и 29 CFR 1910.306. Это касается использования оборудования для контактной сварки. Этот контрольный список необходимо использовать с контрольным списком «Сварка, резка и пайка — Общие требования». Указанные правила применяются только к частным работодателям и их работникам, если они не приняты государственным агентством и не применяются к другим группам, таким как государственные служащие. Да, ответ на вопрос означает, что эта часть проверки соответствует OSHA, и U.S. Стандарт Агентства по охране окружающей среды (EPA) или с рекомендациями, не имеющими нормативного характера.
Указанные правила применяются только к частным работодателям и их работникам, если они не приняты государственным агентством и не применяются к другим группам, таким как государственные служащие. Да, ответ на вопрос означает, что эта часть проверки соответствует OSHA, и U.S. Стандарт Агентства по охране окружающей среды (EPA) или с рекомендациями, не имеющими нормативного характера.
Общие
- Все оборудование для контактной сварки установлено квалифицированным электриком? [29 Свода федеральных правил 1910.255 (a) (1)]
- Находится ли на каждом аппарате контактной сварки или рядом с ним разъединяющий выключатель, автоматический выключатель или прерыватель цепи, который может изолировать аппарат от цепи питания? [29 CFR 1910.255 (a) (1) и 29 CFR 1910.306 (d) (2)]
- Есть ли у запальных трубок, используемых в оборудовании для контактной сварки, выключатель тепловой защиты? [29 CFR 1910.255 (а) (2)]
- Обучены и признаны ли сотрудники и студенты способными работать с оборудованием для контактной сварки? [29 Свода федеральных правил 1910. 255 (a) (3)]
- Устройства управления автоматическими или пневматическими и гидравлическими зажимами расположены или защищены для предотвращения непреднамеренного включения оператора? [29 CFR 1910.255 (a) (4)]
Машины для точечной и шовной сварки (непереносные)
- Ограничены ли внешние цепи управления началом сварки непереносимых аппаратов для точечной и шовной сварки напряжением 120 вольт? [29 CFR 1910.255 (b) (1)]
- Двери шкафа сварочного аппарата электрически заблокированы для отключения питания, короткого замыкания всех конденсаторов или иного предотвращения доступа к электрическому оборудованию под напряжением? [29 Свода федеральных правил 1910.255 (b) (2) и (3)]
- Имеются ли эффективные ограждения для сварочных прессов от травм рук оператора? [29 Свода федеральных правил 1910.255 (b) (4)]
- Установлены ли на рабочих местах защитные ограждения и огнестойкие занавески для защиты студентов, сотрудников или прохожих от летящих искр? [29 CFR 1910. 255 (b) (5)]
- Педальные переключатели защищены от непреднамеренного включения машины? [29 Свода федеральных правил 1910.255 (b) (6)]
- Имеются ли две или более кнопки аварийного останова на всех специальных сварочных машинах с несколькими точками, включая двухстоечные и четырехстоечные сварочные прессы? [29 Свода федеральных правил 1910.255 (b) (7)]
- Заземлены ли вторичные сварочные трансформаторы, которые используются в машинах для многоточечной, выступающей и шовной сварки, где это возможно? [29 CFR 1910.255 (b) (9)]
Переносные сварочные аппараты
- Имеются ли переносные сварочные пистолеты с соответствующим уравновешиванием для поддержки пистолетов (включая кабели), если конструкция пистолета или приспособления не делает уравновешивание непрактичным или ненужным? [29 CFR 1910.255 (c) (1)]
- Оборудованы ли переносные сварочные аппараты, подвешенные к подвесным конструкциям, предохранительными цепями или тросами? [29 Свода федеральных правил 1910. 255 (c) (2)]
- Защищены ли пусковые переключатели от непреднамеренного включения оператора? [29 Свода федеральных правил 1910.255 (c) (4)]
- Имеется ли у подвижного держателя, когда он входит в раму пистолета, достаточный зазор, чтобы не порезать пальцы, когда они помещаются на рабочий подвижный держатель? [29 Свода федеральных правил 1910.255 (c) (5)]
- Заземлены ли вторичная обмотка и корпус всех переносных сварочных трансформаторов? [29 CFR 1910.255 (c) (6)]
Оборудование для оплавления
- Оборудованы ли аппараты для сварки оплавлением кожухом для контроля летящей вспышки? [29 Свода федеральных правил 1910.255 (d) (1)]
- Установлены ли огнестойкие завесы или подходящие экраны вокруг машины для защиты операторов ближайшего оборудования? [29 Свода федеральных правил 1910.255 (d) (2)]
- Установлены ли огнестойкие завесы или подходящие экраны вокруг машины таким образом, чтобы не мешать движениям оператора? [29 Свода федеральных правил 1910. 255 (d) (2)]
- Выполняются ли периодические проверки сварочного оборудования квалифицированным обслуживающим персоналом? [29 CFR 1910.255 (e)]
- Ведется ли сертификационная запись периодически проверяемого сварочного оборудования? [29 Свода федеральных правил 1910.255 (e)]
- Включает ли в протокол сертификации периодически проверяемого сварочного оборудования дату проверки, подпись инспектора и серийный номер оборудования или другой идентификатор? [29 CFR 1910.255 (e)]
Техническое обслуживание
- Обязаны ли операторы сварочных аппаратов сообщать своему руководителю о любом дефекте оборудования? [29 Свода федеральных правил 1910.255 (e)]
- Неисправное оборудование выведено из эксплуатации до завершения ремонта? [29 CFR 1910.255 (e)]
 255 (a) (3)]
255 (a) (3)] 255 (b) (5)]
255 (b) (5)] 255 (c) (2)]
255 (c) (2)] 255 (d) (2)]
255 (d) (2)]Hyosung Heavy Industries> Сфера деятельности> Сварочные решения> Аппараты для контактной сварки
Аппараты для контактной сварки от Hyosung Heavy Industries оптимизированы для различных пользовательских интерфейсов и характеристик каждого материала и обеспечивают отличные сварочные и выходные характеристики. Они продаются как внутри страны, так и за границу.
страны, включая Японию и Китай.
Они продаются как внутри страны, так и за границу.
страны, включая Японию и Китай.
Тип продукта
Контроллер таймера с адаптивным управлением инверторомПортативная машина для точечной сварки переменного тока MFDC
Контроллер таймера адаптивного управления инвертором
Инвертор / Адаптивное управление / Серия переменного тока
- Адаптивное управление, постоянный ток и управление пуском
- 0.Управление с обратной связью 5 мс
- Выбор управления с обратной связью по первичному / вторичному току
- При коэффициенте использования 10%, выход M600 до 600A, выход M400 до 400A
- Использует трансформаторы MFDC 400–2000 Гц
- 100 недавних случаев нештатных происшествий, включая время возникновения
- Мониторинг сварки
- 1000 точек недавних записей сварочных данных и 50 точек записей сварочных сигналов внутри
- Монитор тока, напряжения, сопротивления, допуска мощности
- Проверка повязки на кончике электрода
- 255 серий, доступно 63 ссылки
- Выход пневматического пропорционального клапана — до 5 В, по выбору 10 В
- Функция контроля давления усилителя тензодатчика
- Функция контроля температуры охлаждающей жидкости
- Два клапана пистолета и втягивающие клапаны могут использоваться независимо
- Выбор метода охлаждения воздушного / водяного охлаждения
- Простая настройка и контроль условий сварки с дополнительным 7-дюймовым сенсорным экраном (корейский, английский, китайский, японский)
- HTB-25 Учебный бокс (опция) Подключение RS-485 (корейский, английский, китайский)
- Управление до 254 устройств с помощью сетевых программ VNET
- Поддержка программы настройки и мониторинга адаптивного управления VRC
- Выбираемые модули ввода-вывода и полевой шины — DIO, DeviceNet, CC-Link, Profibus-DP, Ethernet / IP
Инверторный преобразователь MFDC серии
Серия TSP / Серия N / Серия NP / Серия UL
- Изготовлен в соответствии со стандартом ISO
- Включено точное управление
- Обеспечивают отличные выходные характеристики
Портативный аппарат для точечной сварки переменного тока
Серия TP
- Система трубопроводов воздушного охлаждения
- Система трубопроводов водяного охлаждения
- Змеевик пресс-формы высокого вакуума (0. 1, торр) для превосходной надежности и долговечности
- Исключительное охлаждение наружным воздухом через открытую алюминиевую раму и открытую железную сердцевину
- Трос 2-х проводный типа Kickless
- Плавный поток во время работы со встроенным поворотным подшипником
Аппарат для многоточечной сварки
СерияTM (MULTI SPOT 125 кВА / 150 кВА / 170 кВА)
- Превосходная долговечность
- Инверторный пневматический аппарат для точечной сварки
Серия HSSP-ITD (ПОРТАТИВНОЕ ПЛОЩАДЬ 100 кВА / 150 кВА / 180 кВА)
- Алюминиевый цилиндр, не содержащий смазки
- Встроенный датчик веса (опция)
- Рама повышенной жесткости / конструкция гидроцилиндра
- Принятый сенсорный экран
- Встроенный контроллер
 1, торр) для превосходной надежности и долговечности
1, торр) для превосходной надежности и долговечностиСварка сопротивлением: машины и источники питания
В этой статье мы обсудим: — 1.Определение контактной сварки 2. Машины для контактной сварки 3. Электроснабжение 4. Электронное управление.
Машины для контактной сварки 3. Электроснабжение 4. Электронное управление.
Определение сварки сопротивлением:
По определению, контактная сварка — это процесс, при котором через две соприкасающиеся свариваемые металлические детали пропускают достаточно сильный электрический ток, который плавит металлы за счет сопротивления, которое они оказывают протеканию электрического тока.
Контактная сварка включает стыковую сварку, точечную сварку, сварку выступом, шовную сварку и сварку ударным током.Все они похожи по принципу резистивного нагрева, но различаются деталями применения.
При контактной сварке сильный ток (более 100 А) при низком напряжении пропускается непосредственно через заготовку, и тепло выделяется сопротивлением протеканию тока, определяемым выражением 1 2 R / (где I — ток в амперах, R — сопротивление в омах и t — время или продолжительность протекания тока в секундах). Тепло, выделяемое в области контакта между свариваемыми деталями, переводит металл в пластичное состояние; затем детали прижимаются друг к другу, чтобы завершить сварку. В этом процессе предпочтительно два медных электрода включены в цепь с низким сопротивлением, и свариваемые металлы прижимаются между электродами.
В этом процессе предпочтительно два медных электрода включены в цепь с низким сопротивлением, и свариваемые металлы прижимаются между электродами.
Требуемое электрическое напряжение составляет от 4 до 12 В в зависимости от состава, площади, толщины и т. Д. Свариваемых металлических деталей. Мощность, подаваемая на сварной шов, обычно составляет от 60 до 180 Вт на каждый квадратный миллиметр площади. Переменный ток оказался наиболее подходящим для контактной сварки, поскольку он может обеспечить любую желаемую комбинацию тока и напряжения с помощью подходящего трансформатора.
Во избежание деформации поверхности нельзя допускать перегрева части металла, прилегающей к сварному шву или стыку.
Сопротивление протеканию тока состоит из:
(i) Сопротивление пути тока в работе
(ii) Сопротивление между контактными поверхностями свариваемых деталей и
(iii) Сопротивление между электродами и поверхностью свариваемых деталей.
Для повышения температуры между границами свариваемого изделия, а не на поверхности изделия, контактирующей с электродами, необходимо поддерживать минимальное сопротивление между электродами и поверхностью свариваемого тела.
Для получения хорошего сварного шва необходимо поддерживать постоянное контактное сопротивление, которое зависит от состояния поверхности.
Для сварки тонких материалов сопротивление пути тока в работе сохраняется минимальным. Для сварки толстых материалов с низкой проводимостью сопротивления пути прохождения тока имеют сравнительно большее значение, и контроль контактного сопротивления не требуется. Для сварки толстых материалов с высокой проводимостью могут использоваться либо электроды пониженного давления, либо электроды с высоким сопротивлением, температура плавления которых выше, чем у свариваемого металла.Для сварки двух разнородных металлов, имеющих разную проводимость, используются электроды с низкой проводимостью на стороне металла с высокой проводимостью и наоборот, чтобы предотвратить перегрев металла с низкой проводимостью и выработать тепло, достаточное для плавления стороны металла с высокой проводимостью.
Давление, которое необходимо приложить к сварному шву, также является важным фактором. При высоком давлении могут быть получены низкотемпературные пластичные сварные швы, а там, где давление снижается, сопротивление сварочному току должно увеличиваться.Существует предел, до которого можно увеличить сопротивление, после чего произойдет горение поверхности. Давление, необходимое для выполнения сварного шва, варьируется в пределах 2,5-5,5 кгс / мм 2 .
При высоком давлении могут быть получены низкотемпературные пластичные сварные швы, а там, где давление снижается, сопротивление сварочному току должно увеличиваться.Существует предел, до которого можно увеличить сопротивление, после чего произойдет горение поверхности. Давление, необходимое для выполнения сварного шва, варьируется в пределах 2,5-5,5 кгс / мм 2 .
Величина тока контролируется либо изменением первичного напряжения сварочного трансформатора (с помощью автотрансформатора между источником питания и сварочным трансформатором), либо изменением первичных витков сварочного трансформатора. Альтернативный метод управления током сварки заключается в изменении величины и волны первичного, а также вторичного тока с помощью ламп Thyratron или Ignitron в первичной цепи.
При контактной сварке очень важно время, в течение которого течет ток. Обычно разрабатываются автоматические устройства, которые отключают подачу по истечении заданного времени после приложения давления (начала сварки). Давление может быть приложено вручную, с помощью давления воздуха, пружины или гидравлических средств. После отключения питания на электродах поддерживается давление до остывания сварного шва. В машинах, которые работают непрерывно, электроды охлаждаются водой, циркулирующей через полые электроды.
Давление может быть приложено вручную, с помощью давления воздуха, пружины или гидравлических средств. После отключения питания на электродах поддерживается давление до остывания сварного шва. В машинах, которые работают непрерывно, электроды охлаждаются водой, циркулирующей через полые электроды.
Электрическая схема для контактной сварки приведена на рис. 6.1. Машина, используемая для контактной сварки, содержит трансформатор, снабженный необходимыми отводами, зажимное устройство для удержания металлических деталей и механическое средство для принуждения деталей, которые необходимо сварить, вместе для завершения сварки.
Контактная сварка имеет преимущество, заключающееся в выполнении большого объема работ на высоких скоростях, которые воспроизводятся с высоким качеством. Сварка сопротивлением выполняется очень быстро; однако у каждого процесса есть свой временной цикл.Операции контактной сварки автоматические. Хорошее качество сварных швов зависит не от навыков сварщика, а больше от правильной настройки и регулировки оборудования и соблюдения графиков сварки.
Контактная сварка применяется в основном в массовом производстве. Он легко адаптируется к тем компонентам, которые можно перемещать в машину, и они легкие. Операция очень быстрая и простая. Это единственный процесс, в котором можно контролировать нагрев и который допускает воздействие давления на сварной шов.Металлы среднего и высокого сопротивления, такие как сталь, нержавеющая сталь, монель и кремниевая бронза, легко свариваются. Однако в случае высокоуглеродистой стали требуется специальный механизм управления, а в случае материалов с низким электрическим сопротивлением используется специальное оборудование, обеспечивающее очень сильные импульсы тока (сварка с накоплением энергии).
Автомобильная промышленность является основным пользователем, за которым следует промышленность по производству бытовой техники. Он используется во многих отраслях промышленности, производящих разнообразную продукцию из металлов более тонкой толщины, а также для производства труб, насосно-компрессорных труб и конструктивных элементов меньшего размера.
При указании материала, предназначенного для сварки сопротивлением, необходимо учитывать состояние, в котором он будет поставляться в сварочный цех. Хотя небольшая ржавчина, прокатная окалина и т. Д. На материале не может в значительной степени повлиять на эффективность дуговой сварки, отсутствие чистоты будет фатальным для сварных соединений сопротивлением. Травление или дробеструйная очистка непосредственно перед операцией контактной сварки имеет важное значение для успеха этого последнего метода.
Материал толщиной до 5 мм, который используется для сварки сопротивлением, обычно приобретается в протравленном и слегка смазанном состоянии, и его следует бережно хранить, чтобы содержать в чистоте.Затем его можно использовать без удаления масляной пленки при условии, что масло чистое. Материал толщиной более 5 мм следует подвергнуть дробеструйной очистке перед отправкой в аппараты для контактной сварки.
Между дробеструйной очисткой и сваркой не должно быть длительных задержек, чтобы избежать новой коррозии, которая могла бы устранить преимущество, полученное первым. Пескоструйная обработка не рекомендуется, поскольку частицы кремнеземистого материала могут врастать в стальную поверхность и влиять на ее электрическое сопротивление.
Пескоструйная обработка не рекомендуется, поскольку частицы кремнеземистого материала могут врастать в стальную поверхность и влиять на ее электрическое сопротивление.
Высокочастотная контактная сварка выполняется током от 400 до 450 кГц, который обычно подается с помощью генератора. Высокочастотный ток легко пробивает барьеры из оксидной пленки и создает тонкую зону термического влияния, поскольку он проходит по поверхности материала.
Однако контактная сварка также имеет некоторые ограничения и недостатки, перечисленные ниже:
(i) Первоначальная стоимость необходимого оборудования высока.
(ii) Для обслуживания оборудования и управления им требуются квалифицированные специалисты.
(iii) Для некоторых материалов требуется специальная подготовка поверхности.
(iv) Некоторые процессы контактной сварки ограничиваются соединениями внахлест. Соединение внахлест имеет внутреннее устройство между двумя металлическими деталями, которое вызывает концентрацию напряжений в приложениях, где присутствует усталость. Устройство также может вызвать проблемы при наличии коррозии.
Устройство также может вызвать проблемы при наличии коррозии.
Аппарат для контактной сварки включает в себя трансформатор, подходящие электроды для подачи тока к сварному шву и устройство для регулирования механического давления, и, наконец, средство для управления продолжительностью протекания сварочного тока.Механическое давление может создаваться посредством рычагов и муфты электродвигателем или сжатым воздухом. Величина необходимого давления зависит от типа работы и может варьироваться от нескольких кг для тонких листов или проволоки до тонны или более для тяжелых работ.
В старых типах сварочных аппаратов электроды приводились в действие, а электрическая цепь замыкалась нажатием педали. Таким образом, приложение давления и продолжительность протекания тока контролировались оператором, и для этого оператор должен быть опытным и квалифицированным.Современная практика заключается в пропускании сильных токов в течение более коротких промежутков времени (от 10 до 100 мс). Оборудование, используемое для этой цели, может быть с постоянным временем, с токовым приводом или с приводом от энергии.
Оборудование, используемое для этой цели, может быть с постоянным временем, с токовым приводом или с приводом от энергии.
Оборудование с постоянным временем работы используется в высокоскоростном производстве, где работа имеет неизменно чистую поверхность. Оборудование постоянного времени может иметь механическое или электрическое управление. При механическом управлении, обеспечивающем до 300 сварных швов в минуту, используется кулачковый переключатель, включенный в первичную цепь сварочного трансформатора, приводимый в действие сварочным аппаратом.
Для большого количества сварных швов в минуту механическое устройство становится непригодным, поскольку оно не способно обеспечить постоянно точную синхронизацию из-за износа кулачка и рабочего механизма, искрения и подгорания контактов и нарушений, вызванных замыканием переключателя при различных моменты в цикле.
Альтернативная схема — управление синхронизацией с помощью управляемых сеткой игнитронов или тиратронов.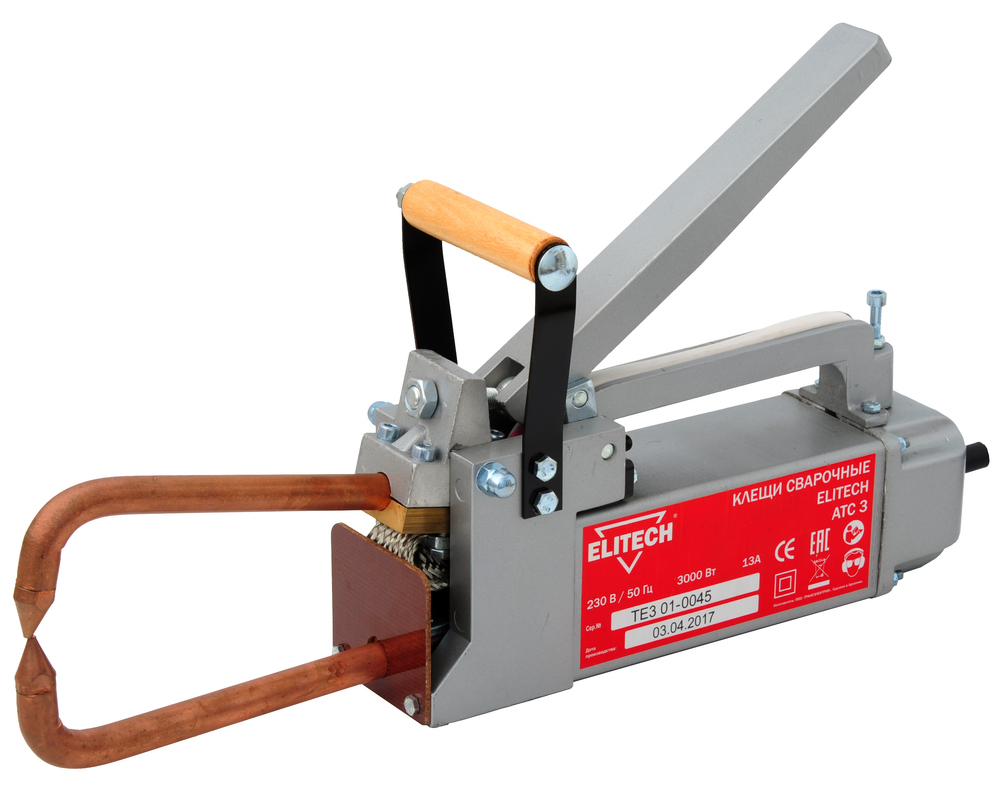 Легче построить трубки для высокого напряжения и небольшого тока, чем для низкого напряжения и большого тока.Схема с использованием клапанов во вторичной цепи последовательного трансформатора показана на рис. 6.18. Когда трубки проводят, вторичная обмотка последовательного трансформатора почти замыкается накоротко, и все напряжение питания поступает на первичную обмотку сварочного трансформатора.
Легче построить трубки для высокого напряжения и небольшого тока, чем для низкого напряжения и большого тока.Схема с использованием клапанов во вторичной цепи последовательного трансформатора показана на рис. 6.18. Когда трубки проводят, вторичная обмотка последовательного трансформатора почти замыкается накоротко, и все напряжение питания поступает на первичную обмотку сварочного трансформатора.
Но когда трубки не проводят ток, первичная обмотка последовательного трансформатора обеспечивает высокое сопротивление в цепи сварочного трансформатора, и ток снижается до незначительного значения. Вспомогательные клапаны используются для управления синхронизацией отрицательного потенциала, приложенного к решеткам основных трубок.
Метод контроля с постоянным временем не дает стабильно хороших результатов, когда могут быть изменения в условиях выполнения последовательных сварных швов из-за колебаний напряжения питания или механического давления, износа электродов, неровностей поверхности и т. Д. используется управление, при котором к сварному шву подводится определенное количество энергии.
Д. используется управление, при котором к сварному шву подводится определенное количество энергии.
Метод постоянного времени контроля не оказался успешным, особенно при современной высокоскоростной сварке.Управляемое энергией управление, которое позволяет току течь до тех пор, пока заранее определенное количество энергии не будет подано на сварной шов, теоретически является идеальным методом. Однако аппаратура управления довольно сложна.
Источник питания для контактной сварки: Источник питания переменного тока используется для контактной сварки из-за простоты и удобства, с которыми требуемый высокий ток при низком напряжении может быть получен с помощью трансформатора. КВА, необходимая для контактной сварки, когда фактически выполняется сварка, колеблется от нескольких кВА до 1 МВА.Коэффициент мощности будет около 0,25 или 0,3 с запаздыванием. Коэффициент мощности низкий в основном из-за высокого отношения реактивного сопротивления к сопротивлению петли, образованной губками сварочного аппарата. Такие сильные прерывистые однофазные нагрузки могут вызвать серьезные проблемы с падением напряжения в питающей сети.
Такие сильные прерывистые однофазные нагрузки могут вызвать серьезные проблемы с падением напряжения в питающей сети.
Такие проблемы можно до некоторой степени преодолеть, подключив параллельно сварочному трансформатору конденсаторы подходящей емкости, чтобы улучшить коэффициент мощности. Но при таком расположении коэффициент мощности станет опережающим, когда сварочный ток не будет потребляться.Этой проблемы можно избежать, последовательно подключив конденсаторы к сварочному трансформатору, чтобы нейтрализовать падение реактивного сопротивления в цепи питания.
Электронное управление сваркой сопротивлением :Поскольку необходимо учитывать несколько факторов, например, ток, давление, тепло, время, ручное управление не дает хороших результатов в случае контактной сварки. Для точного контроля этих факторов используются сварочные цепи с электронным управлением.
Здесь приведены некоторые электронные схемы управления:
и. Контактор Ignitron :
Контактор Ignitron :
Теперь мы обсудим теорию использования подрядчика игнитрона в качестве подрядчика для управления сильными токами.
Простой линейный контактор, использующий два игнитрона, показан на рис. 6.19. Если переключатель S замкнут в момент, когда линия 1 положительна, ток будет проходить через первичную обмотку сварочного трансформатора, выпрямитель a, переключатель S, выпрямитель b, воспламенитель I 2 и обратно в линию 2. Ток будет зажигают дугу в игнитроне I 2 , и трубка начинает токопроводить.Теперь напряжение на I 2 падает до низкого значения, вызывая падение напряжения в цепи игнитрона. Таким образом, игнитрон будет работать достаточно долго, чтобы зажег дугу. Точно так же в течение следующего полупериода линия 2 будет положительной, и ток будет течь из линии 2 через выпрямитель c, переключатель S, выпрямитель d на ignitron I 1 .
В течение этого полупериода, когда анод игнитрона I 2 становится отрицательным, он перестает проводить. В этой схеме используются металлические выпрямители.Они проводят ток в правильном направлении, тем самым предотвращая приложение отрицательного напряжения к электродам и защищая игнитроны от повреждений, связанных с обратным током. Соленоид используется для приложения подходящего давления через верхний подвижный электрод. Ручное управление переключателем контактора возможно только при длительной сварке. Но для точного контроля времени коротких сварных швов используются тиратроны для зажигания игнитронов, как показано на рис. 6.20. Сетевые цепи тиратронов управляются подходящей схемой управления синхронизацией.
В этой схеме используются металлические выпрямители.Они проводят ток в правильном направлении, тем самым предотвращая приложение отрицательного напряжения к электродам и защищая игнитроны от повреждений, связанных с обратным током. Соленоид используется для приложения подходящего давления через верхний подвижный электрод. Ручное управление переключателем контактора возможно только при длительной сварке. Но для точного контроля времени коротких сварных швов используются тиратроны для зажигания игнитронов, как показано на рис. 6.20. Сетевые цепи тиратронов управляются подходящей схемой управления синхронизацией.
Поскольку через игнитроны протекает очень сильный ток, скажем, 1000 ампер, а падение дуги считается постоянным на уровне 10 вольт, поэтому будут иметь место потери до уровня 10 кВт. Таким образом, игнитроны всегда охлаждаются водой. В случае очень большой нагрузки температура воды становится слишком высокой, нормально замкнутые контакты термостата размыкаются, и игнитроны перестают проводить ток.
ii. Блок контроля нагрева :
Это электронная схема, которая помогает задерживать зажигание игнитронов на определенный, заданный угол в каждом цикле и работает вместе с линейным контактором.Типичная схема, используемая для регулирования температуры, показана на рис. 6.21. По сути, это схема управления фазовым сдвигом, которая задерживает срабатывание игнитронов, тем самым уменьшая величину сварочного тока в соответствии с требованиями.
iii. Цепь таймера переменного тока :
Когда конденсатор C разряжается через резистор R, напряжение на конденсаторе падает экспоненциально, как указано выражением —
Из приведенного выше выражения ясно, что чем больше емкость конденсатора и сопротивление резистора, тем больше будет время, необходимое для падения напряжения на заданную величину.Таким образом, во всех схемах таймера предусмотрена возможность зарядки конденсатора до определенного значения напряжения и последующего разряда с помощью короткозамкнутого переключателя до тех пор, пока конденсатор не разряжается до определенного значения, когда сработает реле и конкретный контакт размыкается или замыкается.
Типовая схема таймера переменного тока показана на рис. 6.22. Такая схема таймера используется для управления количеством циклов, в течение которых мощность может подаваться на сварной шов. Действие такой схемы таймера объясняется тем, что — когда переключатель S разомкнут, а клемма питания 1 положительна w.r.t. клемма 2, катод и анод тиратрона имеют одинаковый потенциал, а сетка — ve w.r.t. катод, и, следовательно, отсутствие тока между катодом и сеткой. Когда клемма 1 отрицательная по отношению к клемма 2, потенциал на a положительный, сетка становится положительной относительно катодно-анодный и электронный ток течет через R 2 , R 1 от сетки к катоду, через R 3 и к клемме 1.
За несколько циклов конденсатор C 2 будет заряжен до максимального напряжения между a и 1.Это связано с большим значением постоянной времени. Конденсатор не сильно разряжается во время отрицательного полупериода сетевого напряжения. Сопротивление R ограничивает ток цепи катод-сетка до безопасного значения, а также определяет количество циклов, в которых C 2 будет полностью заряжен. Пока переключатель S остается разомкнутым, конденсатор C 2 остается заряженным за счет действия выпрямления сети.
Сопротивление R ограничивает ток цепи катод-сетка до безопасного значения, а также определяет количество циклов, в которых C 2 будет полностью заряжен. Пока переключатель S остается разомкнутым, конденсатор C 2 остается заряженным за счет действия выпрямления сети.
Как только переключатель S замыкается, сеть становится очень отрицательной по отношению к. катод, и ток зарядки конденсатора через сеточное выпрямление отсутствует.Следовательно, конденсатор начнет разряжаться через R 2 , и отрицательное смещение сетки будет постепенно уменьшаться в зависимости от постоянной времени R 2 C 2 разрядной цепи. Проводимость в лампе тиратрона начинается во время положительного полупериода анодного напряжения, когда напряжение сети мгновенно повышается до критического напряжения сети. Ток через катушку реле выпрямляется полуволн. Таким образом, чтобы избежать дребезга клемм реле, конденсатор C 1 подключен к катушке реле.![]()
iv. Сварочные процессы с накоплением энергии :
Чтобы удовлетворить потребность в сильноточных металлах с очень высокой проводимостью, таких как алюминий и магний, используются сварочные цепи с накоплением энергии. В основном существует две такие схемы, а именно цепи с электростатическим накоплением энергии и цепи с электромагнитным накоплением энергии.
1. Цепь для сварки разрядом конденсатора:
Как показано на рис. 6.23, конденсатор C (конденсаторная батарея емкостью от 2 000 до 3 000 мкФ) заряжается примерно до 3 000 вольт от выпрямителя, управляемого сетью.Когда конденсатор подключен к первичной обмотке сварочного трансформатора с помощью контактора игнитрона, он будет разряжаться, и, таким образом, во вторичной обмотке будет образовываться высокий переходный ток для сварки материала.
Примечательные моменты в связи с этой схемой:
(i) Когда напряжение конденсатора приближается к напряжению источника питания, скорость зарядки становится ниже, поэтому для зарядки конденсатора примерно до 3000 В при высокой скорости заряда потребуется напряжение примерно от 5000 до 6000 В. Схема регулирования напряжения отключает выпрямитель от батареи, когда напряжение батареи становится 3000 В.
Схема регулирования напряжения отключает выпрямитель от батареи, когда напряжение батареи становится 3000 В.
(ii) Если есть остаточный магнетизм вблизи насыщения, это приведет к низкой скорости изменения потоковых связей во вторичной обмотке и, следовательно, к производству низкого тепла. Следовательно, в сердечнике сварочного трансформатора не должно быть флюса.
2. Сварочный контур с накопителем магнитной энергии:
В этом типе сварки энергия, запасенная в магнитной цепи, используется в процессе сварки.Напряжение постоянного тока выпрямителя регулируется соответствующим образом, так что ток в первичной обмотке трансформатора возрастает постепенно, не вызывая большого тока во вторичной обмотке. Это необходимо для предотвращения предварительного нагрева металлов в сварном шве. Предварительный нагрев алюминия, магния и т. Д. Нежелателен, так как вызывает деформацию.
Когда в сердечнике трансформатора накоплено достаточно энергии, контактор размыкается, ток постоянного тока прекращается и происходит быстрое схлопывание магнитного поля.