Точечная сварка своими руками: технология создания
Точечная сварка своими руками работает по принципу переменного тока, который не поддерживает функцию регулировки в рабочем процессе. Происходит сварка точечным методом за счет изменения импульса стабилизации напряжения. В таком аппарате применим ручной блок управления в виде выключателя.
Определение и преимущества точечных аппаратов
Точечная сварка своими руками — это надежная технология, с помощью которой детали для соединения прочно привариваются друг с другом путем нагрева, образуя пластическую деформацию.
Особенность такого технологического процесса состоит в том, что термовоздействие на металлический участок происходит локально. Детали свариваются в потоке направления высокой силы тока, насчитывающей несколько десятков ампер, что в итоге расплавляет и создает ровный шов.
К преимуществам точечной сварки относят:
экономию электричества;
работоспособност
ь на автоматическом блоке; способность сварочного процесса, создающего до 600 точек в минуту;
точечная сварка, сделанная собственноручно, не рекомендована при создании герметичного шва.
Трансформатор под сварочный аппарат
Главная деталь на самодельный аппарат — трансформатор, имеющий максимальное напряжение и коэффициент трансформации. Аппарат точечной сварки должен иметь высокий силовой коэффициент, чтобы при работе точечная сваркаосуществлялась под максимальной силой тока.
В качестве основы можно взять трансформатор со старой микроволновки: именно такой прибор содержит мощный модуль. Такого рода трансформатор из микроволновки, установленный в сварочном оборудовании, будет иметь способность к спайке металлических панелей толщиной 2 мм.
Такого рода трансформатор из микроволновки, установленный в сварочном оборудовании, будет иметь способность к спайке металлических панелей толщиной 2 мм.При создании более мощного аппарата использовать можно два трансформатора мощного действия. Напряжение одного трансформатора составляет на выходе 2000 В, об этом говорится в техпаспорте микроволновки. Измерять силу тока после того, как его изъяли из микроволновки, не стоит.
Первичная и вторичная обмотка
От подобного трансформаторног
Для стабильной мощности понадобится легко проводимый медный шнур, имеющий выход в 1000А. Можно использовать одинарный провод или несколько коротких, уложенных перпендикулярно друг другу.
Не стоит использовать слишком толстый провод, иначе он не будет способен совершить обмотку. Если совершить обмотку не получилось, изоляцию удаляют и заново обматывают скотчем. Длина шнура должна быть минимальной, чтобы не вызывать лишнее сопротивление.
Нужно сделать около 2-3 витков с выходом в 2В. Чтобы сила тока достигала большего напряжения, в отверстия трансформатора можно вместить несколько катушек из медных витков. Чем больше катушек имеет самодельный трансформатор, тем большей мощностью он будет обладать. При намотке следует быть внимательным, не допуская соединения выхода первичной и вторичной обмоток, чтобы не создать короткое замыкание.
При намотке следует быть внимательным, не допуская соединения выхода первичной и вторичной обмоток, чтобы не создать короткое замыкание.
Электроды своими руками
Вместо стандартных электродов для сварки можно использовать медные стержни одинаковой длины и диаметра. Если аппарат точечной сварки рассчитан на небольшую производительнос
После каждого сварочного процесса стержни рекомендуется подтачивать, иначе они потеряют свои качества.
Если они полностью сточились, их следует заменить. Шнур трансформаторног
Количество соединений может повлиять на мощность аппарата, поэтому оно должно быть снижено. С двух сторон кабеля необходимо надеть медные колпачки, которые послужат проводником при соединении с электродами. Колпачки и внутренности кабеля спаиваются воедино, после чего через несколько недель спаянные провода окислятся, сила сопротивления увеличится, а сила мощности — снизится. Данный процесс приведет к неработающему состоянию аппарата. Чтобы не допустить снижение производительнос
Колпачки и внутренности кабеля спаиваются воедино, после чего через несколько недель спаянные провода окислятся, сила сопротивления увеличится, а сила мощности — снизится. Данный процесс приведет к неработающему состоянию аппарата. Чтобы не допустить снижение производительнос
Корпусная часть
Аппарат точечной сварки должен иметь безопасную панель, которую лучше создать из дерева, чтобы защитить себя от удара током во время работ. Рычажная деталь должна быть прочной, так как для создания надежного соединения понадобится применять некоторые усилия.
Чтобы рабочий процесс прошел без сложностей, на верхней части панели монтируют крепежные механизмы, которые прочно фиксируют аппарат на сварочном участке. Реле управления лучше всего установить на рычаг сверху. Главное в создании точечной сварки — грамотно произвести расчет мощности, поступающей на аппарат.
Главное в создании точечной сварки — грамотно произвести расчет мощности, поступающей на аппарат.
Точечная сварка под микроскопом / Хабр
Хомяки приветствуют вас, друзья!
Сегодняшний пост будет посвящен аппарату для точечной контактной сварки аккумуляторов типа 18650 и прочих. В ходе соберем такое устройство, разберем основные принципы его работы и детально изучим сваренные места под микроскопом. Аккумуляторам сегодня придётся нелегко. Казалось бы сварочный аппарат, который в буквальном смысле состоит из одного трансформатора и контроллера, что тут может пойти не так?!
Представьте себе, что одним прекрасным утром у вас сдох шуруповёрт. Крутить шурупы отверткой не царское дело, потому нужно решать проблему. Виновниками этого происшествия стали никелевые аккумуляторы, которые преждевременно отправились в Вальхаллу пить вино и сражаться на мечах. На смену им пришли компактные, высокотоковые литий-ионные аккумуляторы, которые по характеристикам в разы превосходят своих предшественников.
По технологии такие банки соединяются точечной контактной сваркой, которая приваривает токопроводящую ленту к телу аккумулятора. Использовать паяльник тут не рекомендуют из-за возможного перегрева внутренностей батареи, что может привести к преждевременному выходу ее из строя. Устанавливаем на сборку так называемую BMS плату с балансиром и собираем шуруповёрт. Теперь он работает как новенький.
На идею создания сварочного аппарата меня подтолкнул Витя. Человек который ремонтирует в буквальном смысле всё. Для перепаковки аккумуляторных батарей в различных устройствах он как раз применяет аппарат для точечной контактной сварки. Соединение тут получается настолько прочным, что лента в буквальном смысле отрывается с потрохами. Меня впечатлил данный аппарат, и нужно было разобраться что и как в нем работает.
На самом деле тут все оказалось довольно просто. Сердцем устройства выступает трансформатор от микроволновки с перемотанной вторичной обмоткой, и контроллер который обеспечивает подключение первичной обмотки МОТ-а к питающему напряжению сети на необходимое время для формирования сварочного импульса.
Извлекаем магнитные шунты и аккуратно зачищаем отверстия куда будет вставляться толстый провод. Особое внимание уделяем краям, они довольно острые и легко могут повредить изоляцию кабеля.
Что касательно самого кабеля, тот тут лучше не экономить и взять вот этого товарища. РКГМ сечением 25 кв. мм. Производство Россия «Рыбинсккабель». Это хитрый многожильный провод с изоляцией из кремний-органической резины повышенной твердости, в оплетке из стекловолокна пропитанного эмалью или теплостойким лаком. Он очень тонкий и гибкий. Изоляция провода абсолютно равнодушна к повышенным температурам, пламя зажигалки едва способно вызвать хоть какое-то тление. Длина термостойкого змея 2.2 метра.
Внутренние отверстия магнитопровода смажем вазелином. Ту же процедуру проводим с кабелем. Несмотря на то, что кабель достаточно тонкий по сравнению со своими более дешевыми собратьями, в трансформатор нужно попытаться вместить 4-5 витков. Но вот незадача. 700 Вт МОТ позволяет вместить в себя только 3 витка. Не беда! На помощь приходит система рычагов и отвёрток. В общем, включив смекалку и мотаем 4 витка в такой небольшой трансформатор.
Кабельные наконечники. Хорошие, медные, на 25 квадратов. По технологии их нужно обжать специальным гидравлическим прессом. Пайка тут не рассматривается из-за возможного нагрева провода в процессе дальнейших экспериментов. Обжим провода тут проходит в 6- гранной матрице, которая равномерно обжимает медную гильзу со всех сторон, создавая качественное соединение. После опрессовки на наконечнике могут образоваться небольшие ушки, их необходимо удалить с помощью напильника. В результате у нас получатся красивые обжатые наконечники на концах провода.
Теперь их необходимо соединить к медным шинам на ручке для контактной сварки. Болт тут диаметром 8 мм и длинной 20 мм. Обязательно устанавливаем шайбу Гровера, она обеспечит надежный прижим, если соединительный узел ослабится в процессе работы.
Самую простую ручку для контактной сварки можно заказать на алиэкспресс. Но мне приглянулся более продвинутый вариант созданный одним народным умельцем. Зовут его Генадий Збукер. Он сам собирает сварочные аппараты, дополняет их ручками которые сам проектирует и печатает на 3D принтере. Называется такая конструкция держатель электродов точечной сварки «ZBU 5.1» с кнопкой и пружинами. 3D модели ранних версий, таких ручек можно найти на сайте Thingiverse, автор позаботился чтобы при желании каждый мог собственноручно сделать подобный держатель для электродов. Это заслуживает уважения! Так же у него на сайте можно заказать расходные материалы (не реклама, а рекомендация).
Что касаемо ручки для контактной сварки. Выполнена она довольно качественно. Печать корпуса тут осуществляется ABS пластиком. Особенность версии «5.1» в том, что на борту есть два вентилятора, которые способны охлаждать медные шины в процессе непрерывной работы. Питаются они от 5 вольт через разъем micro USB. Ток потребления не более 300 мА.
Выполнена она довольно качественно. Печать корпуса тут осуществляется ABS пластиком. Особенность версии «5.1» в том, что на борту есть два вентилятора, которые способны охлаждать медные шины в процессе непрерывной работы. Питаются они от 5 вольт через разъем micro USB. Ток потребления не более 300 мА.
Из практики скажу, что нагреть ручку за время всех экспериментов мне так и не удалось. Электроды тут подпружиненные и имеют кнопку «концевик», которая при определенном усилии прижима срабатывает и дает команду на сварку. Это сжатие обеспечивает хороший электрический контакт со сварными поверхностями, гарантирует повторяемость качества сварных точек, устраняет образование искр и прожогов аккумуляторов. Именно из-за нагрева и одновременному сжатию заготовок такой способ сварки называли «электрической ковкой». При желании конструкцию электродов на ручке можно изменить для двухсторонней сварки.
Электроды выполнены из жаропрочной хромовой бронзы БрХЦр. Поскольку электроды при сварке быстро изнашиваются, к ним предъявляются требования по стойкости сохранения формы при нагреве до 600 градусов и ударных усилиях сжатия до 5 кг на квадратный миллиметр. В процессе работы такие электроды особо не прилипают и не обгорают. Импульс тока сварки аккумуляторов должен быть очень коротким, иначе есть шанс прожечь дыру в корпусе, что приведет к выходу его из строя.
В процессе работы такие электроды особо не прилипают и не обгорают. Импульс тока сварки аккумуляторов должен быть очень коротким, иначе есть шанс прожечь дыру в корпусе, что приведет к выходу его из строя.
Задача по управлению длительности импульса лежит на довольно простом контроллере, который был взят с одного сайта. Устройство собрано на базе Arduino NANO, с применением жидкокристаллического дисплея для вывода полезной информации. Управление по меню осуществляется с помощью энкодера. Элементарно и просто подумал я, и начал собирать устройство из имеющихся в хозяйстве модулей.
Функционал контроллера довольно простой. Он выдает два последовательных импульса с паузой между ними. Первый импульс называется «присадочным», а второй «основным». Он приваривает металл друг к другу. Все переменные времени импульса регулируются с помощью энкодера, включая паузу между ними. Управление силовым трансформатором осуществляется c помощью довольно мощного симистора на 40 А. Он устанавливается по входу первичной обмотки. Маркировка BTA41-600.
Он устанавливается по входу первичной обмотки. Маркировка BTA41-600.
Для удобства пользования контроллером, все его модули можно разместить на одной плате. Это позволит не путаться в куче проводов идущих от ардуины. Травим плату и смотрим как все функционирует. Лампочка мигает, значит схема собрана правильно. Вид самодельных плат на сегодняшний день постепенно уходит в закат, потому что их производство выгодней заказывать в Китае. Цена правда от размеров во многом зависит, но это уже другой вопрос.
Размещаем модули контроллера для контактной сварки согласно своим указанным местам. Вы уже наверное обратили внимание, что контакты на плате позолоченные. Интересно было посмотреть как они себя покажут в процессе пайки. Особенность позолоченных контактов заключается в том, что они не подвержены различным видам окисления на поверхности металла, что позволяет хранить платы довольно длительное время. Это актуально для больших производств. Также припой растекается по таким контактам как масло по сковороде.
После сборки устройства на плату ардуины нужно загрузить скетч. Делаем это через программу FL Prog буквально в несколько кликов. Программа за пару секунд заливается в мозг и на экране высвечивается все нужные настройки для дальнейшей сварки.
Теперь сделаем красивую панель управления. Для этого нужно разметить все необходимые окна и будущие отверстия на пластиковой панели. Окна аккуратно вырезаем бормашиной, а отверстия сверлим тем шуруповёртом, который мы отремонтировали в начале.
Размещаем внутри корпуса МОТ, импульсный блок питания на 12 вольт и запихиваем внутрь сетевой провод. Длина его полтора метра. Распределяем все необходим провода по своим разъемам, и в принципе все. С электроникой разобрались.
В результате всех манипуляций у нас получился довольно красивый контроллер для точечной сварки. Силовые провода выводятся через отверстия в верхней крышке корпуса. Тут же разместился разъем для подключения кнопки «концевика». Все эстетично и просто. Вроде как показалось мне. Все подписчики канала знают, что ничего просто так не бывает. Что-то, да должно пойти не так. И это один из тех случаев! Пора проверить аппарат в деле.
Вроде как показалось мне. Все подписчики канала знают, что ничего просто так не бывает. Что-то, да должно пойти не так. И это один из тех случаев! Пора проверить аппарат в деле.
Для сварки возьмем старый аккумулятор и никелевую ленту толщиной 0.15 мм. Установим время сварки 20 мс для каждого импульса. Это соответствует одному периоду переменного напряжения из сети. Если там 50 Гц, то это одна пятидесятая. В результате испытаний оказалось, что на самых коротких выдержках времени, ленту не то чтобы варит, а прожигает насквозь. Теперь это не аккумулятор, а сплошная вентиляция…
На других банках сварка проходила несколько иначе, прожиг был меньше, но зато лента между электродами разогревалась до красна. Это было довольно любопытно. При том на одних аккумуляторах лента приваривалась так, что ее практически не оторвать, а на других при том же времени сварки эффекта не было вообще. Лента в прямом смысле отлипала от корпуса, оставляя только две вмятины на металле. Разобраться в проблеме помог цифровой осциллограф, который способен записать сигнал для его дальнейшего изучения.
Разобраться в проблеме помог цифровой осциллограф, который способен записать сигнал для его дальнейшего изучения.
Причиной прожига аккумуляторов стало время работы силового трансформатора, которое не соответствует установленным значениям. Проблема тут явно программная, так как скетч разработчика неоднократно загружался на другую ардуинку, но результата это не дало. Сейчас по нашим установленным параметрам сигнал на оптопаре должен быть 10 и 60 мс. А по факту это время в несколько раз затянуто, 80 и 125 мс. Естественно этого времени хватает чтобы перегреть никелевую пластину между электродами и в некоторых аккумуляторах прожечь дно.
Если среди вас есть программисты, у меня просьба, посмотрите код и исправьте там ошибку. Это хороший с точки зрения простоты и повторения проект, но он оказался с котом в мешке. Мы пытались разобраться в дебрях данного кода, но максимум на что хватило знаний так это на визуализацию картинки при загрузке программы. В общем далекий я в этих делах, да и ладно!
Нужно выходить из ситуации.
В Китае есть готовые контроллеры для точечной сварки, заказываю и жду. Это одна из самых продвинутых версий плат. Модель NY-DO2X. Кроме того что она дает двойной импульс с паузой, так еще тут есть возможность регулировать мощность. Симистор тут установлен BTA100 рассчитанный на ток в 100 ампер. Рабочее напряжение 1200 В.
Размечаем и выпиливаем отверстия под новую панель управления. На этом этапе не торопимся чтобы не отрезать чего-нибудь криво. На плате видим несколько разъемов. На первый слева подается переменное напряжение номиналом в 9 вольт. На второй подключается кнопка от держателя электродов или внешняя педаль. Второй вариант хороший, если у вас ручка без кнопки, или же вам просто нравится работать с педалями. Трансформатор для питания платы можно выковырять из какого-нибудь старого блока питания от домашнего телефона. Тока в 300 мА хватит с головой.
В общем пробуем варить ленту к аккумулятору. Нажимаем на ручку, идет импульс и что у нас тут. Проварка толком не произошла и лента прилипла к электродам. Такое чувство как будто у трансформатора на 700 Вт не хватает мощности для проварки ленты на коротких выдержках. Не вопрос, одеваюсь и еду на радиорынок за более мощными микроволновочным МОТ-ами.
Проварка толком не произошла и лента прилипла к электродам. Такое чувство как будто у трансформатора на 700 Вт не хватает мощности для проварки ленты на коротких выдержках. Не вопрос, одеваюсь и еду на радиорынок за более мощными микроволновочным МОТ-ами.
Слева направо трансформаторы: 700 Вт, 800 Вт и 900 Вт. Чем больше магнитопровод, тем больше мощность. Тут видно на сколько 900 Вт вариант больше своего предшественника. Размеры: длина 106 мм, высота 89 мм, ширина 66 мм.
Более продвинутые сварочники можно делать на софМОТах от отечественных микроволновок, но во-первых для них нужен огромный корпус, во-вторых это вес, в-третьих рука на такой редкий артефакт не у каждого поднимется. Не будем злить бога, и пустим под нож трансформатор привезенный с радиорынка. Спиливать вторичную обмотку удобней всего ножовкой по металлу. Медь довольно мягкая, потому режется довольно быстро.
Выбиваем провод из сердечника железным стержнем.В общей сложности данная операция занимает 20 минут. Медные косы не выбрасываем, а сдаем на металл и покупаем пиво. Обязательно извлекаем магнитные шунты, которые установлены для мягкой работы магнетрона и зачищаем края отверстий в магнитопроводе как это было показано ранее. В такой большой трансформатор без труда помещается 4 витка. При желании можно вместить и 5-тый, но я не стал переводить вазелин) Последовательно с мощным симистором припаиваем первичную обмотку только что перемотанного МОТ-а. Не жалеем припоя и делаем все как для себя.
Медные косы не выбрасываем, а сдаем на металл и покупаем пиво. Обязательно извлекаем магнитные шунты, которые установлены для мягкой работы магнетрона и зачищаем края отверстий в магнитопроводе как это было показано ранее. В такой большой трансформатор без труда помещается 4 витка. При желании можно вместить и 5-тый, но я не стал переводить вазелин) Последовательно с мощным симистором припаиваем первичную обмотку только что перемотанного МОТ-а. Не жалеем припоя и делаем все как для себя.
Схема соединения просто элементарна. Справится даже ребенок. Пора испытать этот «второй» сварочный аппарат собранный в течение одного фильма. В одном из следующих выпусков будет вообще тройное фиаско политое сверху толстым слоем шоколада, там я еще на 600 баксов влетел, взяв поюзать чужую инфракрасную камеру. В общем канал это дорогое удовольствие. Впитывайте чужой опыт и чужие ошибки. В отличие от меня, вам за них платить не нужно. Все бесплатно.
Краткое руководство по использованию китайского контроллера. Зажимаем и держим красную кнопку примерно 4 секунды. Устройство при этом зайдет в режим калибровки сетевого напряжения. Его нужно выставить согласно реальным показаниям мультиметра вставленного в розетку. Зачем нужна эта функция, непонятно, но установленные цифры будут меняться пропорционально напряжению в сети.
Зажимаем и держим красную кнопку примерно 4 секунды. Устройство при этом зайдет в режим калибровки сетевого напряжения. Его нужно выставить согласно реальным показаниям мультиметра вставленного в розетку. Зачем нужна эта функция, непонятно, но установленные цифры будут меняться пропорционально напряжению в сети.
Что означают лампочки над цифрами? Первый светодиод говорит о наличии питания. Второй светодиод горит когда нажата кнопка на ручке. Третий загорается только в момент наличия импульса. В общем первые три красные светодиода чисто информационные. Четвертая зеленая лампочка — это счетчик наработки, суммирует каждое нажатие на педаль или «концевик» внутри сварочной кучки. Сбрасывается счетчик двойным нажатием на красную кнопку. Дальше оранжевый светодиод. Первый устанавливает длительность «первого импульса». Выбирается он в периодах. Установим один что будет ровняться 20 мс. Второй светодиод задает мощность импульса. Поставим скажем 35 процентов. Минимум 30 максимум 99.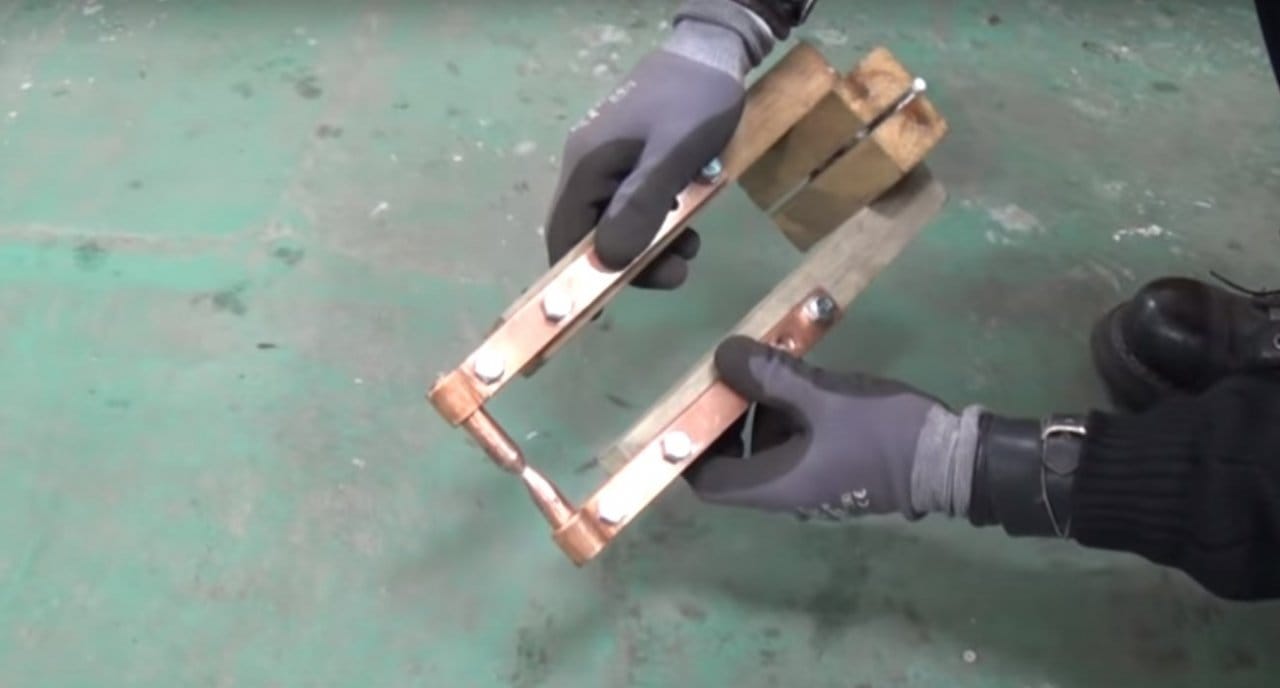 9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
9%. Зеленый светодиод между оранжевыми определяет паузу между импульсами. Так же в периодах. Поставим 2. Последние два оранжевые светодиода так же определяют длительность и мощность, но уже «второго импульса». Поставим 2 периода и мощность выкрутим на 100 процентов. Собственно все, теперь можно потыкать в какую-нибудь ленту и посмотреть как происходит сварка, изучить точки, подобрать режимы на контроллере и прочее.
Краткие характеристики получившегося аппарата для точечной сварки. Вес готового устройства вышел 5.7 кг. Переменное напряжение на вторичной обмотке МОТ-а составило 3.8 вольта. Максимальный ток зафиксированный при сварке показал 450 ампер. С этим связан один интересный эффект во время работы аппарата. Магнитное поле у проводов выходит настолько большим, что их разбрасывает друг от друга сантиметров на 20. Магнитопровод при этом довольно сильно притягивает любой рядом лежащий металл, потому тут не рекомендую использовать железный корпус для устройства, при сварке он будет издавать неприятные звуки.
Если накоротко закоротить вторичную обмотку, то даже 700 Вт МОТ способен нагрузить сеть до значений свыше 4 кВт. На сколько больше мне не известно, так как ваттметр уходит в защиту при достижении такой нагрузки. Ток вторичной обмотки при этом зашкаливает за 600 А, свыше предела измерения мультиметра. На входе первичной обмотки максимальный ток зафиксирован 21 ампер, при этом напряжение в сети проседает с 230 до 217 вольт.
При непрерывной работе сердечник у МОТ-а будет нагреваться, за 4 минуты его температура достигнет примерно 52 градуса. И это на холостом ходу без нагрузки. На практике при повышении температуры трансформатор начинает сильней варить, это может привести к прожигу аккумулятора. В этом случае справедливо обдувать трансформатор с помощью вентиляторов.
Переходим исключительно к сварке. Для начала посмотрим как должен выглядеть сигнал на осциллографе. Настройки: первый импульс один период 30 процентов, 2 периода отдыхаем, второй импульс два периода, мощность на всю катушку. Делаем сварную точку и записываем сигнал. Видим каким обрезанным выглядит период мощностью в 30 процентов. После него идет металл два периода отдыха, а затем идет мощный импульс с длительностью два периода и мощностью в сто процентов.
Делаем сварную точку и записываем сигнал. Видим каким обрезанным выглядит период мощностью в 30 процентов. После него идет металл два периода отдыха, а затем идет мощный импульс с длительностью два периода и мощностью в сто процентов.
Контроллер благодаря отслеживанию перехода фазы через ноль, открывает симистор на 100 процентах практически в нуле роста амплитуды напряжения. При этом видно что напряжение и ток идут с небольшой задержкой относительно друг друга. При 50 процентах контролер открывает симистор только на половине полупериодов сетевого напряжения. Этот метод аналогичен с Широтно-импульсной модуляцией. Такой режим используется в регуляторах освещенности – диммерах. Яркость свечения лампы накаливания будет напрямую зависеть от площади обрезанной синусоидой. В нашем случае это нужно для всяких деликатных сварок.
Теперь наша задача довольно проста. Нужно приварить ленту для точечной сварки к аккумулятору. Но тут возникает пару вопросов. Какую ленту будем варить и к какому аккумулятору? Помните момент когда у нас сварочник с 700 Вт трансформатором отказывался приваривать никелевую ленту? Идентичная ситуация происходит с новым 900 Вт МОТ-ом.
В начале долго не мог понять в чем причина, но тут оказалось два важных момента. Высокотоковый аккумулятор, в отличии от обычного, имеет несколько толще стенки корпуса. Возможно и металл корпуса отличается. Никелевая лента у нас тоже довольно хитрая. В сумме всех этих факторов даже мощная сварка не способна дать желаемый результат.
Решение проблемы — сменить никелевую ленту на стальную. Она сверху тоже вроде как никелированная, но дальше будем ее называть просто стальной. Сварка на тех же установках что и раньше, приварила стальную ленту просто на ура. Отодрать ее кусачками без разрушений не выходит. Собранный аппарат полностью удовлетворил поставленные задачи.
Теперь разберем основные требования при точечной сварке. Длительность и мощность импульсов нужно подбирать таким образом, чтобы свариваемые места имели как можно меньше перегрев. Он проявляется в цветах побежалости вокруг точек сварки. Это не очень хорошо, так как в этих местах частично выгорает металл, что может привести к ослаблению прочностных характеристик соединения.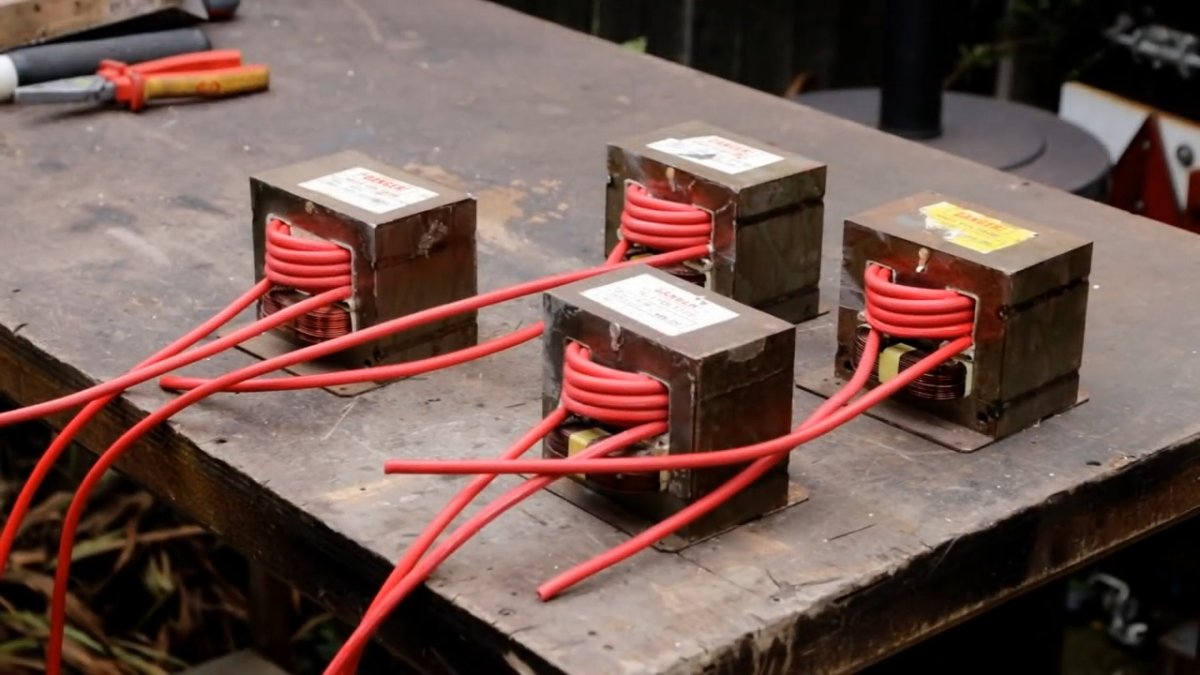 Идеальная сварка выглядит так. Тут нет перегрева, точки белые, лента отрывается от тела аккумулятора с кусками. Именно такого результат мы должны добиться.
Идеальная сварка выглядит так. Тут нет перегрева, точки белые, лента отрывается от тела аккумулятора с кусками. Именно такого результат мы должны добиться.
Подводные камни. Их очень много, в первую очередь тут нужно понимать физику протекания тока в металле. Металл в месте соприкосновения с электродами представляет току наибольшее сопротивление и потому место будет сильно нагреваться. Наша задача разогреть металл до такой степени, чтобы создалось так называемое сварочное ядро. Нагрев в этом процессе должен происходить не под самими электродами, а между листами металла. Сварные ядра при этом необходимо делать как можно быстрей, очень мощным и коротким импульсом. Если греть место сварки медленно, тепло будет разбегаться по аккумулятору кто куда, без достижения нужного результата.
Электроды, это вообще отдельный мир. Представьте вы долго варили сборку из аккумуляторов 18650 и в один момент решили их заточить. Концы вышли острые, красивые. Но при первых же сварных точках у нас выйдет пропаленный аккумулятор, так как электроды с большой вероятностью погрузятся в корпус банки. Некоторые такие аккумуляторы стоят целое состояние, и повредить один из них это недопустимо.
Некоторые такие аккумуляторы стоят целое состояние, и повредить один из них это недопустимо.
Что же происходит на самом деле? Дело в том, чем острей электрод, тем меньше его площадь контакта с металлом, в результате при одном и том же токе место у нас будет разогреваться быстрей. Сварное ядро образуется настолько быстро, что это приводит к расплавлению всего металла под электродом.
Еще один очень важный момент, электроды при сварке нужно держать строго перпендикулярно аккумулятору. Они не должны входить под углом. На контакте может образоваться небольшой скос, который рано или поздно приведет к прогару из-за неравномерного протеканию тока через электроды. На этом же примере становится понятно зачем необходим первый присадочный импульс на малой мощности.
На что влияет расстояние между электродами? В теории чем дальше они разнесены друг от друга, тем лучше. Меньше потерь будет на верхней шунтирующей заготовке. Но как показала практика тут можно играть с настройками, и какое бы расстояние не было, можно добиться хорошего качества сварных точек.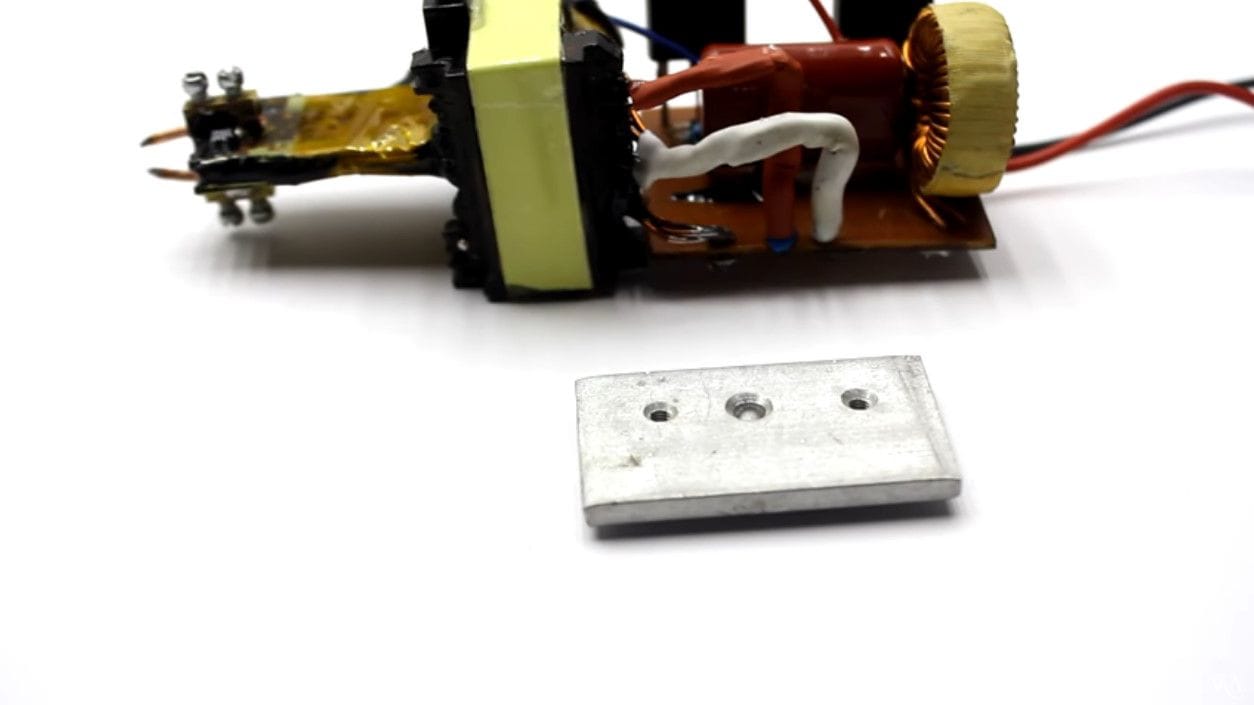 Тут большую роль играет с какой шириной ленты вы работаете.
Тут большую роль играет с какой шириной ленты вы работаете.
В общем настройки длительности и мощности импульсов решают все. У меня получалось приваривать 0.2 мм. ленту с такими прочностными характеристиками, что она отрывалась вместе с фрагментами корпуса аккумулятора. Все батареи в фильме были разряжены если что.
Рекомендации при выборе настроек сварки. В этом деле много факторов влияющих на конечный результат. К примеру: вы подобрали режим, который хорошо работает с одной и той же лентой и аккумуляторами. Но, если что-то одно поменяете, настройки тоже возможно придется менять. А теперь представьте что у вас кучка разношерстных аккумуляторов, как будете варить? Мощность и время сварки нужно настраивать от меньшего к большему. Поставили точку, лента оторвалась, ничего страшного, поднимаем мощность и смотрим. Теперь лента отрывается с потрохами. То что нужно. Ну что, вы все поняли?
Думаю стоит еще раз перечислить все факторы, которые могут на влиять на конечный результат точечной сварки.
Электропроводка в квартире. Специально для фильма был сделан удлинитель с сечением провода в 2.5 квадрата. Даже смотря на это, слабенький 700 Вт МОТ умудрялся просаживать сеть под нагрузкой.
Основные сварочные характеристики зависят от мощности трансформатора, от сечения силового провода, его длинны, количества витков, качества соединительных узлов с контактной ручной.
Важную роль играет материала электродов, расстояние между ними, заточка и сила прижима. Много определяет материал ленты для контактной сварки, его толщина, ширина и форма. Тип аккумулятора и толщина его стенок. Даже температуру МОТа стоит брать во внимание.
Исходя из всего вышеперечисленного, в каждом индивидуальном случае подбираются настройки для первого и второго импульса на контроллере для получения наилучших сварных ядер с наименьшими цветами побежалости.
Собранный аппарат для контактной сварки получился довольно компактным и универсальным. Он собирался только ради того, чтобы сварить аккумуляторы для шуруповёрта и паяльника с Китая, которому нужно питание 24 вольта. Часто при ремонтах не хватает портативного инструмента. Конструктор в виде ячеек под аккумуляторы 18650 мы печатали на 3D принтере, они упрощают задачу при формирования сборок с разными напряжениями и ёмкостями, позволяя складывать элементы в любой последовательности. Сборки соединяются между собой специальными пазами. Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Часто при ремонтах не хватает портативного инструмента. Конструктор в виде ячеек под аккумуляторы 18650 мы печатали на 3D принтере, они упрощают задачу при формирования сборок с разными напряжениями и ёмкостями, позволяя складывать элементы в любой последовательности. Сборки соединяются между собой специальными пазами. Теперь самостоятельно перепаковать свой старый самокат не составит никакого труда.
Для справки. Съемка этого выпуска заняла чуть больше 2-х месяцев. Когда брался за изучение данной темы, даже подумать не мог что тут окажется так много нюансов. По стоимости бюджет фильма перевалил за предполагаемые границы, так как покупать запчастей пришлось практически на 2 сварочных аппарата. В общей сложности было израсходовано 3 метра никелевой ленты и испорчено 2 хороших аккумулятора. Пущено в расход два десятка плохих.
Ну все, видео озвучил, теперь можно идти бухать и готовится к следующему выпуску.
Как сказал Мастер Йода:
Тебя послушать — так сложно все.Слышишь, что сказал я?
― Ты должен чувствовать силу, она между тобой, мной и камнем, везде…
― Да… нооо нет
 Слышишь, что сказал я?
Слышишь, что сказал я?Полное видео проекта на YouTube
Архив с полезностями
Наш Instagram
Самодельный точечный аппарат. Аппарат точечной сварки своими руками
Иметь собственный сварочный аппарат – мечта любого домашнего мастера. Причем это не обязательно должен быть громоздкий блок весом 20-30 кг. Вам ведь не каждый день приходится варить ворота для гаража?
Как правило, при выполнении домашних слесарных работ, наиболее востребованной является точечная сварка.
На рынке существуют готовые образцы сварочных аппаратов, но их стоимость слишком велика для домашнего бюджета. Для регулярной сварки мелких деталей, компактный точечный аппарат можно изготовить своими руками из старой микроволновки.
Разумеется, таким устройством нельзя сварить водопроводную трубу или уголок толщиной 4 мм. Но выполнить мелкий кузовной ремонт в автомобиле, или собрать металлическую конструкцию из листового металла – запросто.
Именно аппараты точечной сварки применяются на конвейерах автозаводов при сборке кузова автомобиля. Металлические каркасы бытовой техники (стиральные машины, холодильники и прочие), также свариваются с помощью подобных электроприборов.
Видео пример изготовление небольшого сварочного аппарата из старой микроволновки
Принцип работы точечного сварочного аппарата
Для нагрева металла до температуры плавления, необходима большая сила тока, сотни ампер. Величина напряжения не имеет значения, поэтому для экономии провода и безопасности работ обычно используется 2-3 вольта.
О принципах работы точечной сварки можно узнать из этого видео:
Экспериментировать с силой тока не имеет смысла. Все описываемые варианты прошли неоднократные испытания и можно не тратить время на расчеты. Мощность подбирается исходя из толщины свариваемого металла.
- листы до 1 мм – мощность 1 кВт;
- листы до 1,8 мм – мощность 2 кВт;
- листы до 3 мм – мощность 5 кВт.

Первичная обмотка сварочного аппарата рассчитывается согласно общей мощности устройства. Поскольку самостоятельное изготовление трансформатора дело хлопотное и затратное, можно воспользоваться готовой конструкцией.
Оптимальный вариант – силовой трансформатор от старой микроволновой печи. Электрическая схема работает по следующему принципу:
- Для работы магнетрона (излучающего элемента печи), требуется напряжение несколько тысяч вольт, при этом сила тока не имеет значения;
- Мощность на первичной и вторичной обмотках трансформатора одинакова, поэтому при увеличении количества витков на вторичной обмотке, напряжение повышается в такой же пропорции, ценой потерь в силе тока;
- Трансформаторы микроволновых печей рассчитаны на мощность до 3 кВт. Этой величины вполне достаточно для изготовления аппарата точечной сварки.
Требуемые запчасти можно приобрести на радиорынке, в сервисных центрах по ремонту бытовой техники, или просто купить неисправную микроволновку по объявлению за символическую цену.
Перегорают обычно вторичные обмотки (по причине более тонкого провода), так что шансы приобрести трансформатор с исправной первичкой довольно высоки.
Сила тока до 1000 Ампер (при мощности 3 кВт и напряжении на вторичной обмотке 2 вольта) позволяет без труда плавить металл в месте контакта, тем самым обеспечивая надежную точечную сварку.
В быту используются аппараты дуговой сварки. Такие приспособления легко отыскать в свободной продаже, и они имеют относительно невысокую стоимость. Однако возникают ситуации, когда может понадобиться контактная сварка. Это устройство имеет достаточно высокую стоимость, а его покупка может быть нерентабельной. Чтобы сэкономить точечную сварку изготавливают своими руками.
Работает точечная сварка с помощью мощного кратковременного электрического импульса, подаваемого на электроды с инвертора. Детали нагреваются до температуры своего плавления, затем они соединяются между собой. На месте состыковки остается прочный сварной шов, возникший между двумя электродами. Особенность работы заключена в том, что место точечной сварки, ограничивается диаметром используемого электрода.
Особенность работы заключена в том, что место точечной сварки, ограничивается диаметром используемого электрода.
Перед объединением двух металлических частей, их плотно прижимают друг к другу. После контактной сварки, их требуется продержать под давлением.
Точечная сварка позволяет сваривать металл на небольших участках корпуса авто, при проведении кузовных работ, спаивать между собой провода и небольшие детали, ремонтировать электронику.
Как сделать точечную сварку своими руками из микроволновки
Мини-аппарат контактной сварки делают своими руками из некоторых запчастей микроволновки. Для самодельного агрегата потребуется извлечь следующие компоненты:
- Трансформатор.
- Выключатель.
- Сетевой шнур.
Извлечение трансформатора
Отделение трансформатора от микроволновки выполняется по следующему алгоритму:
- Разбирается СВЧ печь.
- Удаляются все крепления.
- Снимается трансформатор с посадочного места.
- Демонтируются детали микроволновки, необходимые для создания прибора для выполнения точечной сварки

Извлеченный трансформатор имеет мощность 700-800 Вт. Этого достаточно для обеспечения соединения металлических листов толщиной до 1 миллиметра. Для изготовления более мощного аппарата точечной сварки, проводят модернизацию этой детали.
На трансформаторе первичная и вторичная обмотки отличаются по толщине и количеству витков. Вторичную обмотку с детали убирают с помощью зубила и молотка. При этом все операции проводятся аккуратно, в противном случае можно повредить магнитопровод. В этом случае, трансформатор будет испорчен.
Вместо демонтированной обмотки используют провод, толщина которого не менее 1 см. Вокруг сердечника нужно намотать 2-3 оборота. Такая несложная модернизация позволяет увеличить напряжение тока на выходе до 1000 А.
Для точечного сварочного аппарата с повышенной мощностью используют два соединенных модернизированных трансформатора.

Модернизации трансформатора
При создании точечной сварки из микроволновки необходима модернизация сварочного трансформатора:
- При демонтаже вторичной обмотки, можно обнаружить ограничительные шунты. Их также снимают.
- Чем меньше будет создано витков новой вторичной обмотки, тем меньше будет сопротивление провода, и больше сила тока. Кабель не должен быть чрезмерно длинным.
- При намотке нового провода вторичной обмотки, могут возникнуть трудности из-за толстой изоляции. Следует позаботиться о замене стандартного прорезиненного изоляционного слоя на изоленту, имеющую тканевую основу. Такой провод должен обеспечивать выходное напряжение в 2В, а силу кратковременного тока в 800А.
- От правильного соединения двух трансформаторов, зависит работоспособность точечного аппарата. Элементы соединяют в цепь. Необходимо правильно соединить первичные и вторичные обмотки трансформаторов. Это можно сделать с помощью специальных маркировок. Если они отсутствуют, тогда предстоит сделать замеры при помощи вольтметра.
- Схема аппарата точечной сварки, используемого в домашних мастерских, подразумевает создание устройства мощностью не более 2000А. В противном случае, возникнет нагрузка на домашнюю сеть, что приведет к перебоям с электричеством. Также данная схема подразумевает проверку силы тока, и наличия коротких замыканий с помощью амперметра.
 Если они отсутствуют, тогда предстоит сделать замеры при помощи вольтметра.
Если они отсутствуют, тогда предстоит сделать замеры при помощи вольтметра.После создания электрической части, монтируют заземление и выключатель точечного сварочного аппарата. Деталь берут с микроволновки. Далее изготавливают корпус, рычаги, держатели и электроды.
Создание электродов
Электроды для точечной сварки участвуют в подаче тока, выполняют прижимную функцию и отводят лишнее тепло. Для создания этих комплектующих, используют медь, этот материал устойчив к механическим и химическим воздействиям (основной металл имеет примеси в виде 0,7% хрома, и 0,4% цинка). Из различных роликов в интернете, можно получить подробную информацию о металлах, пригодных для создания электродов.
Клещи для свариваемых материалов, различаются в зависимости от типа обрабатываемого металла. Так, наконечники, выполненные из медных пластин, и имеющие плоскую рабочую поверхность, подойдут для соединения обычных сталей. Контактная сварка алюминия, меди, и высокоуглеродистых, легированных сталей, выполняется с помощью электродов со сферической рабочей поверхностью. Для осуществления соединения в труднодоступных местах, используют фигурные электроды.
Электроды должны иметь плотную фиксацию на держателе. Для этого посадочным частям придают форму конуса, а на некоторых – монтируют резьбу.
Диаметр электрода должен быть минимум в два раза больше толщины стыкуемых деталей.
Изготовление держателя
Оснащается рычагами управления. Их можно сделать из высокопрочного пластика или дерева. Для поднятия рычагов, используют обычную резинку, на концах деталей устанавливают крепления для электродов. Держатели не прикручивают к аппарату, а это связано с тем, что в некоторых случаях, для выполнения контактной сварки, нужно будет использовать каждый элемент по отдельности. Рычаги фиксируются с помощью отвертки или гвоздя.
Рычаги фиксируются с помощью отвертки или гвоздя.
Точечная сварка из аккумулятора
При создании, точечной сварки так же используют автомобильные аккумуляторные батареи. Такое приспособление применяют при спаивании батарей, и соединении мелких деталей при ремонте электроники. Конструкция контактного сварочного аппарата, состоит из источника питания, реле, специальной колодки и двух медных проводов. Рабочие концы проводов зачищают, они выступают в роли электродов.
Ремонт электроники, проведение сложных кузовных работ, подразумевают использование точечной сварки. Сварочный шов получается прочным, а небольшая рабочая область позволяет проводить контактную сварку мелких деталей. Однако серийный аппарат контактной сварки стоит достаточно дорого. Рентабельно создать точечную сварку из микроволновки или . При соблюдении всех нюансов конструирования и техники безопасности, получится работоспособное устройство, способное скреплять листы металла толщиной до 5 миллиметров.
Иногда возникают ситуации, когда нужно сварить вместе тонкие листы металла, а обычный инвертор такую работу выполнить не сможет. В таком случае поможет контактный сварочный аппарат. На прилавках магазинов можно найти массу аппаратов для этих целей, это и микросварка, и мини-инвертор, и большой споттер. А может ли что-то подобное сделать обычный домашний мастер своими руками? Главное условие для этого — наличие трансформатора. Можно взять старый или приобрести новый — либо сделать точечную сварку своими руками.
Самодельная точечная сварка
Точечная сварка из микроволновки своими руками — это самое полезное для домашнего хозяйства, что можно сделать из трансформатора от микроволновки. Самодельная точечная сварка проста в изготовлении и собрать себе такой аппарат сможет практически любой человек.
Для сбора сварочника потребуется:
Применение трансформатора
Основная деталь любого сварочного аппарата — это трансформатор. Применение трансформатора от микроволновки для создания сварочного аппарата обусловлено его доступностью и недорогой ценой. В микроволновке довольно мощный трансформатор, он используется для питания магнетрона.
В микроволновке довольно мощный трансформатор, он используется для питания магнетрона.
Трансформатора мощностью 1 кВт будет вполне достаточно для соединения металлических деталей толщиной около 1 мм. Если же нужно провести работу, требующую большей мощности, нужно брать трансформаторы работающие в паре.
В микроволновках для питания магнетрона используется повышающий трансформатор. От него используются только магнитопровод и первичная обмотка. Там, где толстый провод и малое количество витков — это первичная обмотка. Обмотка, сделанная тонким проводом — это вторичная. Ее необходимо срезать ножовкой с обоих концов и выбить. Если же вторичная обмотка засела очень плотно, ее можно аккуратно высверлить дрелью, чтобы не сломать трансформатор. Поэтому все операции нужно выполнять предельно аккуратно и внимательно.
Для монтажа новой обмотки лучше использовать толстый медный провод. Подойдет как многожильный, так и одножильный провод.
Провод нужно брать с изоляцией, чтобы отделить витки друг от друга. Если изоляция отсутствует, необходимо намотать ее используя диэлектрический материал.
Если изоляция отсутствует, необходимо намотать ее используя диэлектрический материал.
Чтобы получить на выходе нужное напряжения, нужно намотать пару-тройку витков новой обмотки. Для точечной сварки этого вполне достаточно.
Также добиться повышения мощности можно, соединив два трансформатора последовательно. Количество витков должно быть одинаковое в каждом трансформаторе. Другими словами, при намотке вторичной обмотки нужно один провод пропустить через два трансформатора. Важно, чтобы направление витков совпадало. Такое решение может понадобиться в случае необходимости сварки более толстых листов металла.
Использование электродов
Следующим важным элементов сварки будут электроды . В идеале лучше использовать медные
стержни толщиной не меньше диаметра провода- либо толще. Для небольших бытовых приборов можно использовать жала мощных паяльников.
Оптимальным вариантом будет сразу оконечить электродами провод выходящий из трансформатора. Все соединения нужно обязательно пропаять, чтобы медные детали не окислялись. Из-за окисления меди в местах соединений вырастает сопротивление, что ведет к большой потере мощности, и впоследствии аппарат перестанет работать.
Все соединения нужно обязательно пропаять, чтобы медные детали не окислялись. Из-за окисления меди в местах соединений вырастает сопротивление, что ведет к большой потере мощности, и впоследствии аппарат перестанет работать.
Органы управления
Самодельная точечная сварка включает два основных элемента управления:
- кнопка пуска;
- прижимной рычаг.
Основное правило для выбора рычага гласит — чем толще детали нам нужно сварить, тем большее прижимное усилие между ними нужно создавать. Поэтому рычаг нужно выбирать попрочнее, а сам аппарат устанавливать на массивное устойчивое основание.
Схема подключения кнопки очень проста — чтобы не было лишнего сопротивления от кнопки пуска и она не вышла быстро из строя, устанавливать ее следует в цепь первичной обмотки. Не стоит брать совсем мелкий переключатель, так как от нагрузки он может быстро сгореть.
В этом случае удобнее всего будет расположить выключатель на рукоятке прижимного рычага.
 При такой установке удобнее одной рукой нажимать на рычаг и запускать сварку.
При такой установке удобнее одной рукой нажимать на рычаг и запускать сварку.Правила эксплуатации
После того, как самоделка готова, можно приступать к тестированию.
Процесс сварки делится на три этапа:
- совмещение свариваемых деталей;
- закрепление деталей между электродами аппарата;
- пуск тока, в результате воздействия которого происходит сварка деталей.
При долгой работе провода в трансформаторе перегреваются, изоляция на них плавится и может произойти короткое замыкание. Поэтому нужно придумать какое-нибудь охлаждение. Например, мини-вентилятор.
Нажимать на кнопку пуска можно только после плотного сжатия электродов. Если же контакт между свариваемыми поверхностями и электродами будет плохой, возникнет сильное искрение, которое приведет к быстрой порче электродов.
Необходимо точно выдерживать заданный промежуток времени на прохождение токового импульса через электроды. Определить это время можно наблюдая за сварной точкой.

В каждом конкретном случае оно будет разным . С приобретением опыта работы на аппарате качество сварки будет возрастать.
Точечная сварка своими руками может стать очень нужным аппаратом в домашней мастерской. Такое устройство позволяет соединять различные металлические элементы, ремонтировать разные конструкции в домашних условиях. А самое главное, собственноручное изготовление помогает избежать значительных затрат, связанных с приобретением готовых сварочных устройств.
Точечная сварка своими руками – это достаточно сложная конструкция и для ее создания нужны определенные навыки в электрике и слесарном деле, но при всей сложности можно смело приступать к работе, вооружившись знанием принципов монтажа. Домашние умельцы придумали разные схемы и технологии изготовления, которые осуществлены и прошли проверку в реальных условиях. Положительные отзывы о работоспособности аппаратов свидетельствуют о возможности сборки достаточно надежных конструкций.
Основная сущность процесса
Точечная сварка является разновидностью контактной сварки, т.е. представляет собой соединение металлов путем проникновения их расплавов друг в друга при точечном контакте под нагрузкой.
Принцип осуществления такого процесса основан на том, что соединяемые заготовки плотно совмещаются и с двух сторон прижимаются электродами, на которые подается кратковременный сварочный ток.
За счет собственного электрического сопротивления при прохождении тока большой силы происходит разогрев материалов до температуры их плавления, а расплавы двух заготовок взаимно перемешиваются под нагрузкой, что и обеспечивает прочное соединение.
Для уменьшения зоны разогрева (снижения потребной мощности сварочного импульса) обеспечивается минимальная площадь контакта – применяются электроды точечного типа.
Конструирование аппарата
Точечный сварочный аппарат включает в себя две главные части – источник сварочного импульса и контактный блок. Источник питания должен обеспечить подачу в автоматическом режиме импульса с силой тока порядка 150-250 А в течение 0,02-0,1 с при питании от обычной электросети напряжением 220 В. Желательным условием является возможность регулирования тока для сварки заготовок различной толщины и из разных металлов.
Источник питания должен обеспечить подачу в автоматическом режиме импульса с силой тока порядка 150-250 А в течение 0,02-0,1 с при питании от обычной электросети напряжением 220 В. Желательным условием является возможность регулирования тока для сварки заготовок различной толщины и из разных металлов.
К контактному блоку предъявляются следующие требования: подведение сварочного сигнала с помощью точечного электрода, прижатие свариваемых заготовок, удержание заготовок до полного отвердения расплава после снятия импульса. В основном, используются такие конструктивные решения: зажатие заготовок между двумя точечными электродами; один электрод плоский, а другой точечный; споттер – роль нижнего электрода исполняет сама заготовка.
Необходимый инструмент
Для изготовления аппарата точечной сварки своими руками потребуется следующее оборудование и инструмент:
- сварочный аппарат;
- болгарка;
- электродрель;
- ножовка по металлу;
- фрезер;
- паяльник;
- напильник;
- зубило;
- молоток;
- плоскогубцы;
- отвертка;
- ножницы по металлу;
- штангенциркуль;
- линейка металлическая;
- ключи гаечные.

Изготовление источника питания
Самодельный аппарат точечной сварки, обычно, собирается на основе источника сварочного импульса, использующего принцип разряда конденсатора. Простая схема такого источника. Сварочный аппарат с таким питанием способен сваривать лист толщиной до 0,5 мм, может применяться для аккумуляторов с целью надежного соединения батарей типа Li-Ion.
Необходимая сила тока в виде кратковременного импульса создается на выходе вторичной обмотки трансформатора Тр3, при этом нужный сигнал обеспечивается разрядом конденсаторов С8-С9 на первичную обмотку. Тиристоры Т1 и Т2 обеспечивают управление конденсаторного разряда. Накопление заряда на обкладках конденсаторов осуществляется при включенной вспомогательной цепи трансформатора Ток. Для выпрямления электрического сигнала применены диоды D6-D7.
Принцип разряда конденсаторов осуществляется следующим образом. В период отключенной главной цепи происходит зарядка конденсаторов С8-С9 через обмотку Ток. При включении главной цепи (пуск сварочного аппарата) конденсаторы разряжаются на обмотку Тр3, при этом параметры разряда регулируются тиристорами Т1-Т2, а продолжительность сигнала обеспечивается системой Ru1-Ru2, R34 и С10. Цикл полностью повторяется при отключении аппарата. Рекомендуемые характеристики деталей приведены, а параметры трансформатора Ток следующие: тип 220/220 В, для обеих обмоток применяется провод ПЭВ-2 диаметром 0,5 мм, число витков – 90.
При включении главной цепи (пуск сварочного аппарата) конденсаторы разряжаются на обмотку Тр3, при этом параметры разряда регулируются тиристорами Т1-Т2, а продолжительность сигнала обеспечивается системой Ru1-Ru2, R34 и С10. Цикл полностью повторяется при отключении аппарата. Рекомендуемые характеристики деталей приведены, а параметры трансформатора Ток следующие: тип 220/220 В, для обеих обмоток применяется провод ПЭВ-2 диаметром 0,5 мм, число витков – 90.
Для сварки заготовок толщиной до 3-4 мм следует увеличить мощность разряда. Приведена схема более мощного источника тока, который по принципу действия не отличается от предыдущего случая. Продолжительность импульса регулируется реле времени, а в цепь первичной обмотки выходного трансформатора включается бесконтактный пускатель МТТ4К, в связи с повышением мощности.
Намотка силового трансформатора
Выходной трансформатор является основополагающей частью всей конструкции аппарата для сварки, обеспечивающий необходимую силу тока, подаваемую на электрод. Его желательно сделать собственноручно следующим образом. Сердечник подойдет от обыкновенного вышедшего из строя трансформатора – важно, чтобы он обладал стальной пластинчатой конструкцией и имел общее поперечное сечение одного элемента около 65 см².
Его желательно сделать собственноручно следующим образом. Сердечник подойдет от обыкновенного вышедшего из строя трансформатора – важно, чтобы он обладал стальной пластинчатой конструкцией и имел общее поперечное сечение одного элемента около 65 см².
На первую стойку наматывается первичная обмотка из провода марки ПЭВ или ПЭТВ диаметром 2,9 мм с числом витков – 20. Под обмотку и сверху нее накладывается трансформаторная (кабельная) бумага. Концы обмотки закрепляются на контактной колодке, размещаемой на верхней части сердечника.
На вторую стойку сердечника наматывается выходная (вторичная) обмотка в виде двух витков плоской шины. Такую шину можно собрать из 15-17 медных плоских проводов общим сечением 200 мм² и обматывается для изоляции фторлоновой пленкой или тканевой изоляционной лентой. Рекомендуется сверху и снизу обмотки проложить трансформаторную бумагу, а концы обмотки вывести на контактную колодку.
Если соблюдены все перечисленные условия, то должен получиться выходной трансформатор со следующими параметрами: мощность 3000 В А; первичное напряжение – 220В, вторичное напряжение – 15В, ток – до 220 А.
Сборка блока контактов
Для домашнего устройства точечной сварки, в т.ч. споттера, чаще всего используется конструкция блока для контакта пистолетной формы. Собирается пистолет для электрода в такой последовательности. Подбирается две пластины из гетинакса или текстолита толщиной 8-12 мм, из которых выпиливаются фигуры в виде пистолета длиной 23-25 см. Форма произвольная с учетом удобства эксплуатации. Целесообразно обеспечить такую геометрию: ширина ствола – 42-45 мм, ширина ручки 50-55 мм, длина ручки – 100-110 мм.
В передней части половинок (стволе) делаются симметричные продольные полукруглые проточки радиусом 5-7 мм для установки электрода. Длина проточенного канала составляет 55-60 мм. На расстоянии 30-35 мм от крайнего среза ствола на продольной проточке вытачивается прямоугольный паз для установки гайки, в которую, затем, будет вкручиваться электрод. В курковом участке делается выборка и просверливается отверстие для монтажа и крепления пускового кнопочного выключателя.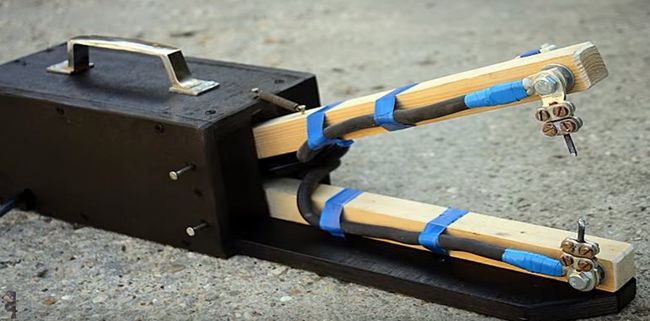 Для совмещения двух половин пистолета просверливаются отверстия для винтов: в ручке – 4 штуки, в стволе и задней части – по 2 штуки. Чтобы обеспечить подвод кабеля, делаются проточки в ручке и между курком и электродным каналом.
Для совмещения двух половин пистолета просверливаются отверстия для винтов: в ручке – 4 штуки, в стволе и задней части – по 2 штуки. Чтобы обеспечить подвод кабеля, делаются проточки в ручке и между курком и электродным каналом.
Электрод выполняется из медного прутка диаметром 8-10 мм, а на его хвостовом торце нарезается резьба, соответствующая крепежной гайке. Передний торец стержня затачивается в виде конуса порядка 15-20 мм, причем вершина конуса закругляется. Общая длина электрода выбирается порядка 50-60 мм.
Собирается сварочный пистолет в следующем порядке. На хвостовую часть электрода накручивается гайка, а к его торцу припаивается подводящий провод, который соединен с пусковой кнопкой. В курковую часть укладывается кнопочный выключатель с выводом кнопки в отверстие. Кнопка соединяется с электродом, и подключается подводящий провод. Вся схема укладывается в соответствующие проточки и пазы; половинки пистолета совмещаются и закручиваются.
В бытовом применении точечная сварка используется реже, чем дуговая. Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение. В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно. Но прежде нужно разобраться в особенностях ее работы.
Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение. В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно. Но прежде нужно разобраться в особенностях ее работы.
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.
Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Давление в этом процессе играет важную роль. Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.
Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.
Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.
Сборка аппарата
Это основные детали конструкции. Теперь рассмотрим схему для изготовления аппарата точечной сварки. В интернете их встречается не мало. И каждая имеет свой набор радиодеталей. Но главная схожесть всех схем – в простоте, и малой мощности.
Поэтому самодельные устройства пригодны только для мелких бытовых работ. Они смогут сварить тонкие листы железа, или жилы проводов. Для печатной платы понадобятся элементы:
- Переменный резистор – 100Ом;
- Конденсатор – 1000мКф, от 25В;
- Тиристор;
- Пара диодов – Д232А;
- Несколько диодов – Д226Б;
- Предохранитель – F (плавкого типа).
Следующий этап сборки аппарата для сварки своими руками, заключается в конструировании трансформатора TR1. В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.
В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.
Вторичная обмотка делается многожильным медным кабелем, и сечением 4мм. Число витков не превышает 10.
Для второго трансформатора TR2 ручной работы не потребуется. Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.
Проделав данную сборку, можно получить аппарат мощностью до 500А. Длительность импульса не превысит – 0,1сек, но только в том случае, если номиналы сопротивления и конденсатора, будут совпадать с теми, что на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2мм, а так же стальную проволоку диаметром 0,3мм.
Виды самодельных аппаратов точечной сварки различаются в основном по мощности. Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.
Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.
Фото точечной сварки своими руками
Точечная сварка из микроволновки сделать самому своими руками: инструкция по изготовлению
В домашнем хозяйстве часто требуется устройство точечной сварки, но купить его сложно из-за высокой цены. Между тем в нем нет ничего сложного, и изготовить устройство можно своими руками. Основой сварочного аппарата является трансформатор. Для личных нужд может быть изготовлена точечная сварка из микроволновки своими руками. Чтобы лучше разобраться с устройством, сначала надо понять, как оно работает.
Принцип действия устройства точечной сварки
Металлические детали помещаются между электродами из меди или латуни, которыми их прижимают друг к другу. После этого через них пропускается электрический ток, нагревающий место сварки докрасна. Детали становятся пластичными, а в месте стыка образуется жидкая ванночка диаметром около 12 мм. Под действием давления происходит сварка соединения.
Детали становятся пластичными, а в месте стыка образуется жидкая ванночка диаметром около 12 мм. Под действием давления происходит сварка соединения.
Подача тока и разогрев происходят в виде импульса, после которого детали продолжают оставаться зафиксированными в одном положении, пока немного не остынут.
Представляя себе принцип работы, легче разобраться, как сделать точечную сварку самостоятельно.
Преимущества и недостатки точечной сварки
Основными преимуществами точечной сварки являются:
- экономичность;
- высокая прочность соединения;
- простота устройства;
- возможность изготовления своими руками;
- возможность автоматизации процесса в производственных условиях.
Контактная сварка не обеспечивает герметичность шва, что является основным недостатком.
Требования к машине для сварки
- Возможность изменения продолжительности процесса.
- Создание значительного давления в месте сварки с достижением максимума в конце нагрева.
- Наличие электродов с высокими электро- и теплопроводностью. Для этого подходит электролитическая медь, ее сплавы с хромом и вольфрамом, бронза с добавками кадмия и кобальта. Для домашнего мастера наиболее доступны медь и ее сплав марки ЭВ. Площадь контакта рабочего конца электрода должна быть меньше размера сварочного шва в 2-3 раза.

Изготовление сварочного аппарата своими руками
Из описания принципа работы становится ясно, что ручная точечная сварка прежде всего должна обеспечить нагрев деталей в месте контакта до температуры плавления. Мощность нагрева у аппаратов отличается, и нужно представлять себе, для каких целей самодельное устройство будет использоваться.
Детали для изготовления:
- трансформатор;
- изолированный провод диаметром от 10 мм;
- электроды;
- выключатель;
- наконечники;
- болты;
- подручный материал для изготовления корпуса и сварочных клещей (фанера, деревянные бруски).
Аппараты делают в основном настольными. Переносные устройства широко используются и часто не уступают стационарным.
Переносные устройства широко используются и часто не уступают стационарным.
Клещи для точечной сварки
Электроды вставляются в наконечники, а последние крепятся на концах сварочных клещей, изолированных друг от друга. Проще всего изготовить их из деревянных брусков вместе с корпусом, сделанным из фанеры.
Перемещается только верхний рычаг, а нижний крепится к основанию. Силу сжатия требуется обеспечить как можно больше, особенно когда нужно сварить толстые листы металла. Для этого нужен мощный рычаг. Его нужно подпружинить, чтобы электроды в исходном состоянии были разомкнуты. В домашних условиях целесообразно обеспечить прижатие не более чем на 30 кг. Ручка может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, чтобы плечо было 1:10. В промышленности для необходимого прижатия деталей с регулируемым усилием применяют пневматические и гидравлические приспособления.
На ручку удобно вывести выключатель. Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью магнитного пускателя через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
Аппаратом также управляют с помощью магнитного пускателя через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
Сборка трансформатора
Когда делается точечная сварка из микроволновки своими руками, основной деталью устройства является трансформатор мощностью 700-1000 Вт. Чем выше она будет, тем лучше. Трансформатор от микроволновки имеет сварную конструкцию. У него нужно снять только вторичную обмотку, не повредив при этом первичную. На выходе необходимо получить сварочный ток не менее 500 А. Для этого нужно намотать сверху первичной обмотки новую, из провода диаметром не менее 1 см. Для нее в прорезях трансформатора остается зазор, через который проходят 2-3 витка толстого изолированного провода, плотно входящего в проем между сердечником и первичной обмоткой. Устройство на 1 кВт подойдет для сваривания пластин толщиной до 3 мм.
Точечная сварка из микроволновки своими руками создает ток во вторичной обмотке до 2 тысяч А. При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство.
В частном доме можно применять более мощное устройство.
Как разобрать микроволновку — это не проблема. Важно, чтобы ее трансформатор обеспечивал необходимую мощность. Часто для ее увеличения применяют два одинаковых преобразователя напряжения, подключаемые параллельно друг к другу. Для этого схема точечной сварки создается из двух одинаковых вторичных обмоток с соединением одноименных выводов на входе и выходе. При этом достигается увеличение мощности в 2 раза без изменения напряжения. Сварочный ток также удвоится. Важно не перепутать выводы, чтобы не произошло короткое замыкание. В результате можно будет сваривать пластины толщиной до 5 мм.
При последовательном соединении вторичных обмоток выходное напряжение каждой из них суммируется. При этом также следует избегать ошибочного подключения в противофазе. Для этого на выход подключается нагрузка и вольтметром измеряется переменное напряжение.
Трансформаторы крепятся к основанию корпуса и заземляются.
Изготовление электродов
Для изготовления электродов легче всего найти медные стержни. Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их нужно периодически подтачивать. В них сверлится отверстие, через которое болтами производится соединение с проводами вторичной обмотки.
Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их нужно периодически подтачивать. В них сверлится отверстие, через которое болтами производится соединение с проводами вторичной обмотки.
Требования к электродам:
- прочность при рабочей температуре;
- легкость механической обработки;
- высокая тепло- и электропроводность.
В наибольшей степени этим требованиям удовлетворяют медные сплавы с добавками вольфрама и хрома или бронзы, содержащие кобальт и кадмий. ЭВ считается лучшим сплавом.
Нижний электрод устанавливается неподвижно, а верхний крепится к верхнему рычагу. Важно обеспечить их надежную изоляцию.
Подключение аппарата к сети производится автоматическим выключателем на 20 А.
Подключение проводов
К электродам подключаются провода, длина которых должна быть как можно меньше. Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Технология контактной сварки
Сварка производится только после прижатия электродов, иначе они могут подгореть. Основные параметры сварки следующие:
- сила тока;
- длительность импульса;
- сила прижатия электродов;
- форма и размеры электродов (сфера, плоскость).
Максимальное сжатие создается при пропускании тока и короткое время после него. При этом металл успевает кристаллизоваться, и соединение получается более прочным.
Аппарат желательно охлаждать вентилятором. Надо следить за температурой электродов, проводов и обмоток трансформатора. В случае их разогрева делается перерыв в работе.
Время точечной сварки зависит от величины тока и подбирается опытным путем. Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни.
Режим сварки может быть жестким и мягким. В первом случае подается большой ток и создается большое усилие сжатия при малой продолжительности импульса (не более 0,5 сек). Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим отличается большей продолжительностью импульса. Он больше подходит для домашних условий, где не всегда удается достичь необходимой мощности. Свариваются заготовки из обычных углеродистых сталей.
Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим отличается большей продолжительностью импульса. Он больше подходит для домашних условий, где не всегда удается достичь необходимой мощности. Свариваются заготовки из обычных углеродистых сталей.
От диаметра контактной поверхности электрода зависит давление, плотность тока и величина пятна сварки.
В домашних конструкциях аппаратов точечной сварки величину тока обычно не регулируют. В основном делается ориентация на длительность нагрева, а контроль производится по изменению цвета деталей. Если требуется регулирование напряжения, можно применять лабораторный автотрансформатор, подключаемый на входе. Чтобы при большом токе не перегорала его обмотка при замыкании колесиком, применяют устройства со ступенчатым регулированием напряжения.
Применение точечной сварки
Домашнему мастеру контактная сварка нужна для мелкого ремонта, когда надо соединить небольшие листы металла. Она применяется для замены аккумуляторов электроинструмента, ноутбуков и аналогичной техники, чтобы сократить расходы на замену элементов питания. Высокая скорость процесса не позволяет деталям перегреваться.
Она применяется для замены аккумуляторов электроинструмента, ноутбуков и аналогичной техники, чтобы сократить расходы на замену элементов питания. Высокая скорость процесса не позволяет деталям перегреваться.
Заключение
Выбор аппаратов точечной сварки на рынке большой, но их стоимость остается высокой. Кроме того, сложно подобрать нужные параметры. Устройство можно сделать самостоятельно, а все необходимое найти дома или в своей мастерской. Точечная сварка из микроволновки, своими руками собранная, надежно работает и обеспечивает необходимый мелкий ремонт деталей, если все параметры правильно подобраны. Здесь важно понять, для каких целей она изготавливается.
Что это такое? И как это работает?
Точечная сварка обычно используется для сварки листового металла. Это простой процесс, но есть много причин, по которым что-то может пойти не так, если у вас нет опыта точечной сварки.
Эта статья научит вас основам процесса точечной сварки и принципам его работы, типичным приложениям, подходящим материалам и общим проблемам, с которыми вы можете столкнуться.
Что такое точечная сварка?
Медные электроды аппарата для точечной сваркиТочечная сварка — это процесс контактной сварки, используемый в основном для сварки двух или более металлических листов вместе.Это достигается путем приложения давления и электрического тока к области точечной сварки. Необходимое тепло генерируется внутренним сопротивлением металла электрическому току.
Электрический ток и давление прикладываются электродами из медного сплава, концы которых расположены на противоположных сторонах металлических деталей. Вырабатываемое тепло плавит металл, в то время как давление электродов сжимает расплавленный металл, образуя сварной шов.
Это называется точечной сваркой, потому что этот метод сварки создает крошечный точечный сварной шов, который выглядит как точечная сварка.Сварной шов между медными электродами также иногда называют самородком.
Для чего используется точечная сварка?
Роботизированная точечная сварка для сборки каркаса кузова автомобильной детали Точечная сварка используется для соединения электропроводящего листового металла и проволочных сеток. Обычно он используется для сварки тонких металлов, но толщина более 1 дюйма возможна только с использованием специализированного тяжелого оборудования.
Обычно он используется для сварки тонких металлов, но толщина более 1 дюйма возможна только с использованием специализированного тяжелого оборудования.
В основном используется для производства автомобилей. Панели кузова одноместного автомобиля обычно имеют более 1000 точечных сварных швов.Это делается с помощью роботов для точечной сварки за считанные секунды. Но мастерские по обработке листового металла используют менее изощренные методы при работе с кузовом автомобиля.
Точечная сварка сопротивлением также используется в аэрокосмической, железнодорожной, производственной, электронной, строительной, аккумуляторной и других отраслях. Роботы для точечной сварки практически всегда выполняют этот процесс сварки в промышленных условиях.
Аппарат для ручной точечной сварки станет отличным дополнением любого сварочного цеха. Хотя он не автоматизирован, он может помочь вам создавать сложные формы с меньшими усилиями по сравнению со сваркой TIG или MIG.Кроме того, без нее сложно выполнить большинство работ, требующих контактной точечной сварки.
Плюсы
- Контактная точечная сварка обеспечивает подачу высокой энергии в концентрированное место за короткое время
- Сваривает любой токопроводящий металл
- Относительно просто выполнить — снижает требуемую квалификацию оператора
- Экономит время и силы по сравнению с другими сварочными процессами
- Лучший способ достижения надлежащей прочности сварного шва с тонким металлом без прожигания
- Для сварки различных металлических сплавов доступны многие типы электродов для точечной сварки.
- Обеспечивает быструю и эффективную сварку
- Электроды решают проблему теплопроводности за счет отвода тепла от места точечной сварки
- Сварка сопротивлением создает контролируемые, повторяемые сварные швы
- Это проверенный и проверенный временем процесс сварки, имеется много литературы.
- Высокоэффективное использование сварочного тока
Минусы
- Нельзя сваривать точечную сварку металла, если одна сторона недоступна
- Точечная сварка сопротивлением может привести к упрочнению самородка и материала вокруг него, что приведет к образованию трещин.
- Это может повлиять на химические и физические свойства металла заготовки.Коррозионная стойкость может быть снижена при использовании нержавеющей стали, алюминия и других металлов
- Он выдает крошечные напряжения (1-20В). Таким образом, любое колебание может повлиять на качество точечной сварки
- В зависимости от типа и толщины металла может потребоваться частый ремонт
Как работает точечная сварка?
Давайте рассмотрим процесс точечной сварки, начав с обзора типичного ручного точечного сварочного аппарата. Это простой трехэтапный процесс, но он также имеет множество переменных, о которых я расскажу ниже.
Основы точечной сварки
Сердце всех сварочных аппаратов — источник питания и сварочные электроды. Трансформатор увеличивает выходную силу тока примерно до 10–12 000 А, но понижает напряжение в пределах 1–20 В. Цифры будут отличаться в зависимости от типа, марки и модели аппарата для точечной сварки.
Типичный портативный аппарат для точечной сварки, который вы, вероятно, будете использовать, также будет включать в себя трансформатор, электрододержатели, электроды, рычаг и цилиндр давления.
Эти ручные аппараты имеют меньшую мощность, чем промышленные аппараты для точечной сварки сопротивлением.
Выравнивание деталей и металлических листов
Перед выполнением первой точечной сварки сопротивлением необходимо выровнять детали. Имейте в виду, что возможны коробление и искажение.
Первые несколько точечных сварных швов следует размещать стратегически. Если есть возможность, расположите их так, чтобы один из них не исказил металл.
Повторное использование листового металла затруднено, если сварной шов не совмещен. Лучше начинать со свежего металла, чтобы заготовка была деформирована.
Приложение давления на электрод
Затем вы должны выбрать тип электрода и приложить давление к точке, где вы хотите сделать точечную сварку. В большинстве случаев можно использовать стандартные медные электроды. Но в зависимости от свариваемого металла может потребоваться вольфрам-медный, вольфрамовый или молибденовый электроды.
Также используются медно-хромовые и медно-хромо-циркониевые электроды при сварке высоко и низкоуглеродистых сталей. Стандарт ISO 5182 подробно описывает все электроды для контактной сварки.
После того, как вы аккуратно поместите наконечники электродов на металл, необходимо приложить давление. Этого можно добиться с помощью рычага при работе с переносным точечным сварочным аппаратом.
Пропускание тока через электроды
Щелчок переключателя позволяет току течь через электроды в металлические детали. Внутреннее сопротивление плавит металл, а давление электродов затвердевает.
Количество тепла, выделяемого металлом, зависит от электрического сопротивления металла, теплопроводности и продолжительности приложения тока.Теплота выражается следующим уравнением:
Q = I2Rt
Q — тепло, I — ток, R — электрическое сопротивление, а буква t — продолжительность приложенного тока.
Переменные для точечной сварки
Весь процесс точечной сварки можно изменить, применив различное давление, электрическую мощность и продолжительность тока.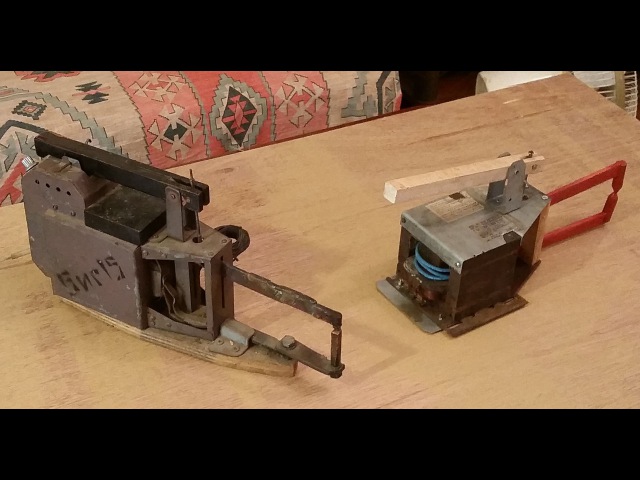 Эти модификации позволяют сваривать металлы разного типа и толщины, а также добиваться разных результатов точечной сварки.
Эти модификации позволяют сваривать металлы разного типа и толщины, а также добиваться разных результатов точечной сварки.
Сила электрода
Сила электродов сжимает металлические листы вместе, и вам нужно приложить значительную силу, чтобы получить качественный сварной шов. Чем сильнее приложенная сила, тем меньше сопротивление из-за лучшего контакта и меньшего количества тепла. Поэтому, если в проекте требуется более высокое усилие на электроде, вам необходимо увеличить ток, чтобы компенсировать более низкое сопротивление в металле.
Типичное усилие составляет около 90 Н / мм2. Однако благодаря «грибовидному» наконечнику электрода на аппарате для точечной сварки площадь поверхности контакта между электродом и листовым металлом увеличивается по мере продвижения сварки.Это связано с тем, что поверхность металла будет трансформироваться в соответствии с формой наконечника электрода, и тогда стороны наконечника также будут соприкасаться с металлом. Таким образом, чтобы сохранить одинаковую силу электродного воздействия на деталь во время процесса сварки, вам необходимо постепенно увеличивать прилагаемое усилие.
Время сжатия
Время сжатия — это интервал между моментом приложения силы к электроду и инициированием протекания тока. Задержка сварочного тока необходима, потому что это позволяет достичь надлежащего усилия на электроде.Это также помогает при износе электродов, искривлении и удалении межфазной границы.
Хотя увеличенное время сжатия улучшает качество точечной сварки, оно увеличивает стоимость точечной сварки. В основном это связано с тем, что это занимает больше времени и приводит к уменьшению количества сварных швов в единицу времени.
Время сварки
Время сварки — это период, в течение которого через металлические детали протекает активный электрический ток. Он рассчитывается с использованием циклов линейного напряжения. Время сварки определить трудно, поскольку оно зависит от реакции точки сварки.
Факторы, которые следует учитывать при определении времени сварки:
- Время сварки должно быть как можно короче. Это предотвращает расплавление, коробление и защищает электроды
- При сварке толстого листа должен получиться самородок большого диаметра
- Если ваше оборудование не может обеспечить необходимый сварочный ток и силу электрода, вы можете компенсировать это увеличением времени сварки до точки
- Для сварки листового металла толщиной более 2 мм может потребоваться разделение времени сварки на несколько импульсов во избежание чрезмерного нагрева
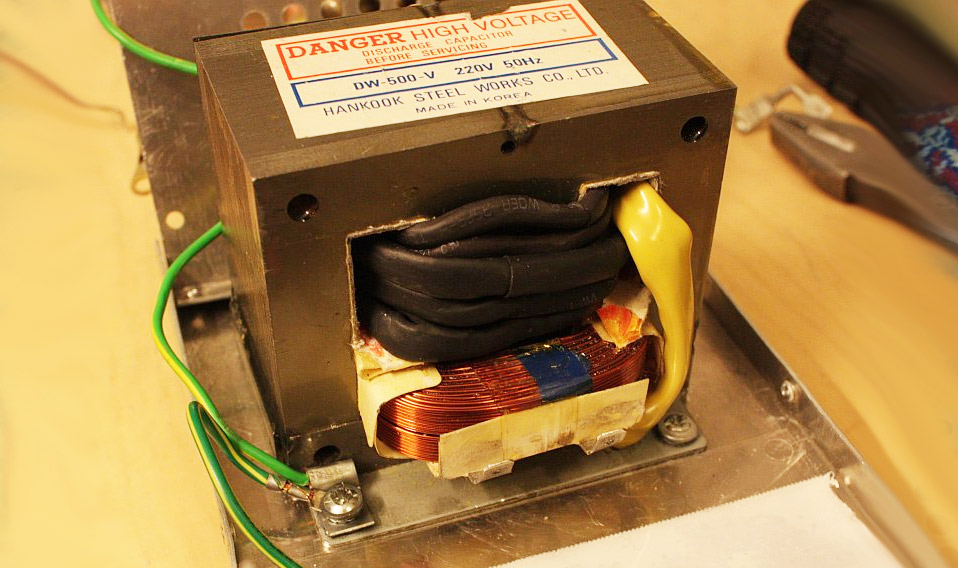 Это предотвращает расплавление, коробление и защищает электроды
Это предотвращает расплавление, коробление и защищает электродыВремя выдержки
Время выдержки необходимо для того, чтобы сварочный стержень затвердел.Этот период начинается по истечении времени сварки, когда электроды все еще прикладываются к металлу.
Электроды охлаждают сварной шов, отводя тепло от пятна. Не следует переоценивать время выдержки, потому что слишком большой поток тепла к электродам может ускорить их износ. Кроме того, если свариваемый металл имеет высокое содержание углерода, длительная выдержка может вызвать хрупкость сварных швов.
Точечная сварка различных материалов
Возможна точечная сварка ряда металлов и сплавов.Но для получения качественных контактных швов требуется особый подход к каждому типу металла.
Углеродистая сталь
Низкоуглеродистая сталь используется во всех сварочных процессах, включая контактную точечную сварку. Благодаря высокому электрическому сопротивлению и низкой теплопроводности низкоуглеродистая сталь идеально подходит для точечной сварки.
Стали с более высоким содержанием углерода (> 0,4%) плохо поддаются точечной сварке. Они имеют тенденцию к образованию твердых и хрупких микроструктур под воздействием высоких температур.Поэтому для снижения вероятности появления трещин требуется специальная термообработка после сварки. Это делает высокоуглеродистую сталь непригодной для точечной сварки.
Оцинкованная сталь покрыта цинком и требует более высокого электрического тока, чем сталь без покрытия. Это сложно для сварщиков точечной сварки, потому что медные электроды быстро разрушаются под воздействием цинковых сплавов. Электроды часто необходимо заменять или «одевать» резаком. Использование фрезы удаляет загрязненные поверхности и изменяет форму электрода.
Электроды часто необходимо заменять или «одевать» резаком. Использование фрезы удаляет загрязненные поверхности и изменяет форму электрода.
Нержавеющая сталь
Нержавеющая сталь чувствительна к высоким, концентрированным источникам тепла. Но его можно сварить точечной сваркой. Существует множество методов и переменных, которые можно правильно настроить в зависимости от типа, толщины и требований к отделке нержавеющей стали. При работе с этим металлом всегда полезно получить лист технических характеристик производителя и проверить предлагаемые требования к сварке.
Медно-кобальто-бериллиевые электроды часто используются для точечной сварки нержавеющей стали.Они обладают оптимальной прочностью на разрыв и электропроводностью.
Алюминий
Алюминий — металл, наиболее сложный для точечной сварки. Это потому, что это отличный проводник тепла и электричества. Электричество проходит через него без особого сопротивления, и выделяется меньше тепла. Кроме того, тепло быстро рассеивается от сварного шва, что затрудняет образование лужи с жидкостью.
Единственный способ точечной сварки алюминия — это использовать сварочный ток в два-три раза больше, чем при сварке стали.Вот почему требуется точечный сварочный аппарат с трехфазным питанием. Кроме того, сварочный аппарат должен иметь конденсаторную систему. Это позволяет ему «заряжать» и накапливать электричество, а затем мгновенно разряжать значительное количество энергии. В результате генерируемая мощность будет выше, чем та, которую может проводить алюминий, и листы сольются вместе.
Контактная точечная сварка любого алюминиевого сплава приводит к значительному ухудшению качества электродов всего за несколько сварных швов. Следовательно, точечная сварка алюминия в больших объемах не является жизнеспособным вариантом.
Медь
Медь можно сваривать точечной сваркой. Но неудивительно, что стандартные медные электроды для точечной сварки не работают. Молибденовые и вольфрамовые электроды являются основным выбором для точечной сварки меди. Эти металлы обладают высоким электрическим сопротивлением и температурами плавления.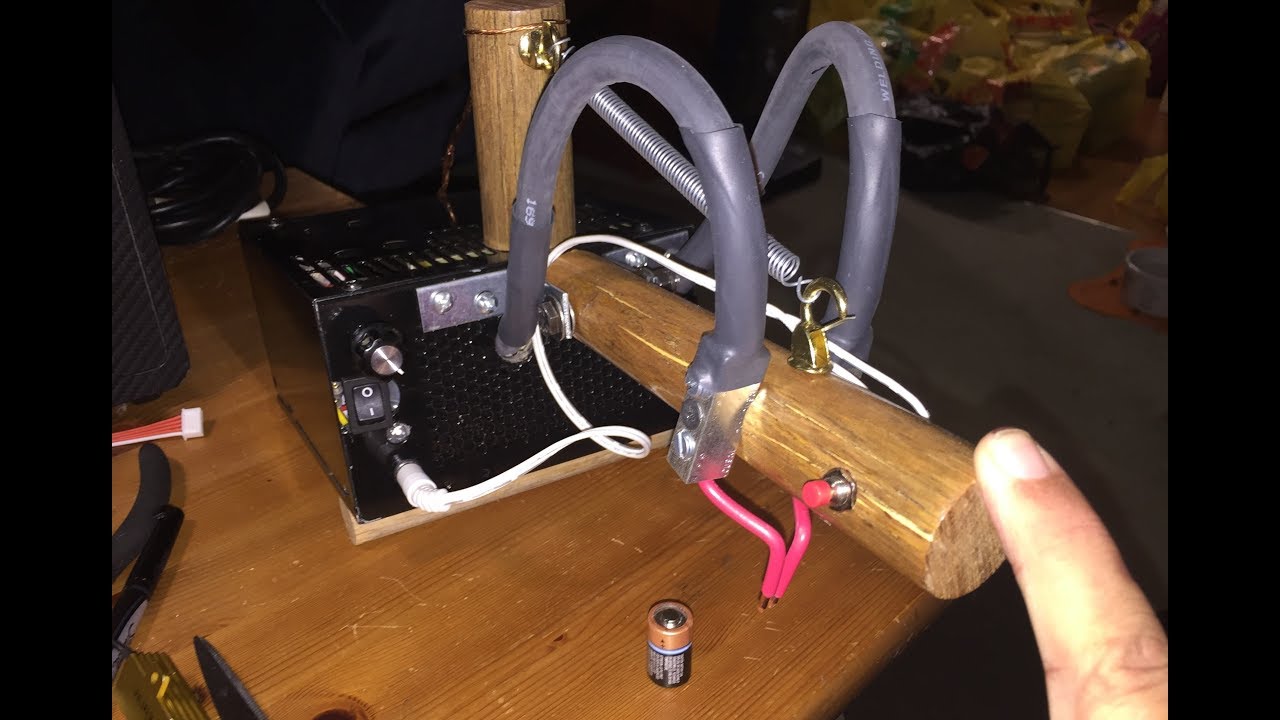
Общие проблемы точечной сварки
Некоторые из наиболее распространенных проблем точечной сварки:
- Брызги уменьшают эстетический вид
- Стоимость электродов может быстро увеличиться
- Ухудшение качества сварки из-за смещения электродов
- Холодные сварные швы исключительно слабые
- Вмятины электрода на поверхности металла
- Сварка слишком близко к краю может ухудшить качество сварки
Завершение
Точечная сварка — это специализированный процесс, который используется в основном для обработки листового металла и хорошо подходит для определенных областей применения.Но, в отличие от сварки MIG или TIG, он не подходит для широкого круга задач.
Шовная сварка — это аналогичный процесс, основанный на тех же принципах, но с получением линейного сварного шва. Область применения контактной сварки шире и используется дисковые или роликовые электроды. Таким образом, точечная сварка — не единственный метод, основанный на внутреннем сопротивлении металла тепловыделению.
Таким образом, точечная сварка — не единственный метод, основанный на внутреннем сопротивлении металла тепловыделению.
Другие методы сварки
Холодная сварка
Инновационный переносной аппарат для точечной сварки Для повышения эффективности сварки Местное послепродажное обслуживание
Повысьте эффективность сварочных процессов с помощью безупречного переносного аппарата для точечной сварки , доступного в Alibaba.com. Переносной аппарат для точечной сварки представлен в широком ассортименте, который включает в себя множество моделей, форм и размеров. Соответственно, покупатели с разным опытом всегда найдут наиболее подходящий переносной аппарат для точечной сварки , применимый к их ситуациям на объекте.
Изучая сайт Alibaba.com, вы встретите портативный аппарат для точечной сварки , который изготовлен из прочных и инновационных материалов. Это делает их очень надежными и способными служить пользователям в течение долгого срока службы. Портативный аппарат для точечной сварки включает в себя передовые технологии, которые делают его впечатляюще энергоэффективным. Они потребляют незначительное количество электроэнергии, что гарантирует, что вы меньше тратите на свои счета за электроэнергию. Легкость установки и использования портативного аппарата для точечной сварки делает их идеальным выбором для всех.
Портативный аппарат для точечной сварки включает в себя передовые технологии, которые делают его впечатляюще энергоэффективным. Они потребляют незначительное количество электроэнергии, что гарантирует, что вы меньше тратите на свои счета за электроэнергию. Легкость установки и использования портативного аппарата для точечной сварки делает их идеальным выбором для всех.
Переносной аппарат для точечной сварки Производители внедрили удивительные функции безопасности, чтобы защитить операторов от сильной жары и света.Их легко обслуживать в звездных условиях, и аксессуары, которые защищают операторов переносного аппарата для точечной сварки , легко доступны. Благодаря изобретениям по предотвращению тепловых потерь они обладают высокой эффективностью и непревзойденными характеристиками. Переносной аппарат для точечной сварки отличается качеством, поскольку он представлен ведущими дистрибьюторами и розничными торговцами. Они соответствуют всем требованиям стандартов качества для обеспечения стабильной оптимальной производительности.
Они соответствуют всем требованиям стандартов качества для обеспечения стабильной оптимальной производительности.
Точечная сварка — Tec-Option
Точечная сварка — это наиболее часто используемый вид контактной сварки. Этот метод включает пропускание электрического тока через электроды, прикрепленные к двум отдельным металлическим поверхностям, прижатым друг к другу.Это действие генерирует тепло, которое плавит и сплавляет детали, образуя «точечные сварные швы» — в одном или нескольких локальных положениях.
Ниже приводится обзор точечной сварки с описанием того, как работает этот процесс, его преимущества и сравнение с альтернативными методами.
Как работает точечная сварка?
В процессе точечной сварки используется токопроводящий нагрев. Сопротивление, испытываемое приложенным электрическим током, генерирует тепло, которое плавится и, в конечном итоге, сплавляет вместе две или более отдельных металлических детали.
В традиционных операциях точечной сварки используются электроды из медного сплава, которые удерживают детали на месте и облегчают прохождение тока в обрабатываемую деталь. Сварщики применяют короткие импульсы электрического тока, которые нагревают и сплавляют определенные участки детали. После плавления ток больше не требуется. Однако электроды продолжают оказывать давление на заготовку до тех пор, пока расплавленный металл не остынет и не затвердеет, образуя прочное сварное соединение. Размер и форма используемых электродов влияют на размер и форму получаемых сварных швов.
Преимущества точечной сварки
Точечная сварка дает профессионалам отрасли множество производственных преимуществ, например:
- Операции быстрее и проще. Точечная сварка не требует специальных навыков, а качество снижает объем обучения, необходимого для существующих и потенциальных сотрудников.
- Снижение материальных затрат. Процесс точечной сварки не требует использования флюса или присадочного материала для образования соединения, что снижает общие материальные затраты на такие операции.
- Более безопасные условия труда. При точечной сварке не используется открытое пламя для создания швов, что снижает вероятность ожогов или возгораний.
- Лучшее размещение автоматизации. Операции точечной сварки легко поддаются автоматизации, что позволяет ускорить и снизить затраты на производственные операции.
 Точечная сварка не требует специальных навыков, а качество снижает объем обучения, необходимого для существующих и потенциальных сотрудников.
Точечная сварка не требует специальных навыков, а качество снижает объем обучения, необходимого для существующих и потенциальных сотрудников.Точечная сварка по сравнению с другими методами сварки
По сравнению с другими методами сварки, точечная сварка имеет много преимуществ (как указано выше).Вот сравнение этого процесса с некоторыми доступными альтернативными методами сварки:
- По сравнению со сваркой MIG и TIG: Операции точечной сварки обычно намного быстрее, чем операции сварки MIG и TIG. Они также несут меньшие требования к навыкам и опыту, минимальные требования к материалам и меньший риск теплового искажения. Однако, хотя операции сварки MIG и TIG занимают больше времени — часто требуя дополнительной обработки для устранения термической деформации и других проблем, связанных с обработкой поверхности, — они обычно обеспечивают более прочные и долговечные сварные швы.
- По сравнению с проекционной сваркой: Точечная сварка обычно используется для более тонких деталей и деталей с углами. Напротив, выступающая сварка обычно используется для сварки более толстых материалов и деталей, предназначенных для тяжелых условий эксплуатации. Процесс сварки с выступом одновременно создает большее количество более прочных и более эстетичных сварных швов, чем процесс точечной сварки с меньшими требованиями к нагреву и давлению. Однако он требует использования выступов одинаковой высоты для достижения прочного соединения и не подходит для металлов, таких как медь и латунь.
 Они также несут меньшие требования к навыкам и опыту, минимальные требования к материалам и меньший риск теплового искажения. Однако, хотя операции сварки MIG и TIG занимают больше времени — часто требуя дополнительной обработки для устранения термической деформации и других проблем, связанных с обработкой поверхности, — они обычно обеспечивают более прочные и долговечные сварные швы.
Они также несут меньшие требования к навыкам и опыту, минимальные требования к материалам и меньший риск теплового искажения. Однако, хотя операции сварки MIG и TIG занимают больше времени — часто требуя дополнительной обработки для устранения термической деформации и других проблем, связанных с обработкой поверхности, — они обычно обеспечивают более прочные и долговечные сварные швы.
Решения для качественного оборудования для точечной сварки от Tec-Option
Основанная в 1996 году, Tec-Option с тех пор зарекомендовала себя как ведущий поставщик качественных решений для сварки и сборки. Мы предлагаем широкий выбор автоматических сварочных систем, включая аппараты для точечной сварки, для удовлетворения широкого спектра сварочных нужд. Если вам нужна прочная, эффективная и экономичная сварочная система, наши специалисты могут помочь вам спроектировать, спроектировать и собрать ее в точном соответствии с вашими требованиями.
Чтобы получить дополнительную информацию о наших решениях для сварочного оборудования, свяжитесь с нами сегодня.
Аппарат для точечной сварки (самоделка) из старого трансформатора дуговой сварки и тентовых столбов!
Автор: Дориан Стоунхаус
ИЗГОТОВЛЕНИЕ сварочного аппарата из старого сварочного трансформатора или трансформатора для микроволновой печи не составляет большого труда.
Но помните: выход переменного тока на инструмент для точечной сварки должен быть очень сильным, но способным к низкому напряжению — обычно около 1000 ампер при 8 вольт.
У всех есть дуговой сварщик — Ага!
Итак, я сделал свой аппарат для точечной сварки из старого аппарата для дуговой сварки, полностью снял вторичную обмотку, затем снял электрододержатель на конце сварочного кабеля и использовал этот кабель, чтобы обернуть вторичную обмотку трансформатора. Катушка 1000 ампер / 8 вольт!
Аппарат для точечной сварки (самодельная конструкция) из старого трансформатора для дуговой сварки и пары стеклопластиковых опор для палатокСоленоид Включается ножной педалью
Соленоид используется в подъемниках для грузовиков (грузовиков) и рассчитан на минимум 200 ампер ⇑⇑ Я всегда провожу испытание изоляции этих электромагнитных переключателей перед установкой — очень важно!
До мелочей
Создать хороший инструмент для точечной сварки — сложнее, чем сделать все остальное устройство для точечной сварки вместе взятое.
Аппарат для точечной сварки (самодельная конструкция), сделанный из старого трансформатора для дуговой сварки и пары стеклопластиковых опор для палаток Аппарат для точечной сварки (самодельная конструкция), сделанный из старого трансформатора для дуговой сварки и пары стеклопластиковых опор для палатокКак остановить это неприятное скольжение
Одна из задач этой конструкции — предотвратить перемещение медных стержней назад и вперед вдоль опор палатки.Вот одно решение⇓⇓.
Внимание: при сильном токе, протекающем в стеклопластиковых опорах палатки, через некоторое время они сильно нагреются.
Требуются идеи от читателей
Идеи на будущее могут заключаться в том, чтобы нанести силиконовый термостойкий мат вокруг опор палатки; или использовать какой-либо другой материал с очень высоким термическим сопротивлением, чтобы полюса оставались более холодными.
Я заметил, что b y когда столбы палатки действительно нагреваются, кабели, питающие инструмент, также будут горячими, так что, возможно, это хорошее время, чтобы дать остыть, прежде чем приступить к проекту точечной сварки.
Насколько хорошо работает самодельный сварочный аппарат?Я сказал в начале проекта, что точечный сварочный аппарат может соединять жестяные банки вместе.
Итак, чтобы показать вам, что я имею в виду, вот более ранняя сваренная точечной сваркой банка для пищевых продуктов, превращенная в карман из мягкой стали для батареи Эдисона.
Надеюсь, вам понравились фотографии, поэтому пришлите мне своих хакерских идей , которые будут рассмотрены для размещения на electrosparkles.comЧитатели могут также посетить:
https://www.pinterest.co.uk/pin/545005992387452142/
Пожалуйста, позвольте мне попросить всех посетителей размещать в своих учетных записях в социальных сетях ссылки, направляющие посетителей на electrosparkles.com, чтобы больше людей могли наслаждаться сайтом и присоединяться к представлению своих технических идей для показа.
Сердечная благодарность
Дориан.
[whohit] Аппарат для точечной сварки (самодельная конструкция), сделанный из старого трансформатора для дуговой сварки и пары стеклопластиковых опор для палаток [/ whohit]
мини точечный сварочный аппарат DIY 18650 литиевая батарея никелевый пояс точечная сварка портативный бытовой волоконный сварочный аппарат продажа
Способы доставки
Общее примерное время, необходимое для получения вашего заказа, показано ниже:
- Вы размещаете заказ
- (Время обработки)
- Отправляем Ваш заказ
- (время доставки)
- Доставка!
Общее расчетное время доставки
Общее время доставки рассчитывается с момента размещения заказа до момента его доставки вам.Общее время доставки делится на время обработки и время доставки.
Время обработки: Время, необходимое для подготовки вашего товара (ов) к отправке с нашего склада. Это включает в себя подготовку ваших товаров, выполнение проверки качества и упаковку для отправки.
Время доставки: Время, в течение которого ваш товар (-ы) дойдет с нашего склада до пункта назначения.
Ниже приведены рекомендуемые способы доставки для вашей страны / региона:
Адрес доставки: Корабль изЭтот склад не может быть доставлен к вам.
| Способ (-ы) доставки | Срок доставки | Информация для отслеживания |
|---|
Примечание:
(1) Вышеупомянутое время доставки относится к расчетному времени в рабочих днях, которое займет отгрузка после отправки заказа.
(2) Рабочие дни не включают субботу / воскресенье и праздничные дни.
(3) Эти оценки основаны на нормальных обстоятельствах и не являются гарантией сроков доставки.
(4) Мы не несем ответственности за сбои или задержки в доставке в результате любых форс-мажорных обстоятельств, таких как стихийное бедствие, плохая погода, война, таможенные проблемы и любые другие события, находящиеся вне нашего прямого контроля.
(5) Ускоренная доставка не может быть использована для почтовых ящиков
Расчетные налоги: Может взиматься налог на товары и услуги (GST).
Способы оплаты
Мы поддерживаем следующие способы оплаты.Нажмите, чтобы получить дополнительную информацию, если вы не знаете, как платить.* В настоящее время мы предлагаем оплату наложенным платежом для Саудовской Аравии, Объединенных Арабских Эмиратов, Кувейта, Омана, Бахрейна, Катара, Таиланда, Сингапура, Малайзии, Филиппин, Индонезии, Вьетнама, Индии. Мы отправим вам код подтверждения на ваш мобильный телефон, чтобы проверить правильность ваших контактных данных. Убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
* Оплата в рассрочку (кредитная карта) или Boleto Bancário доступна только для заказов с адресами доставки в Бразилии.
Что такое точечная сварка? — Монро Инжиниринг Монро Инжиниринг
Точечная сварка, также известная как точечная контактная сварка, представляет собой процесс сварки, при котором для соединения двух или более металлических поверхностей используется электрический ток. Обычно он используется для соединения листового металла. По мере того, как соответствующие металлические поверхности нагреваются, они плавятся вместе за счет тепла, создаваемого электродами. Чтобы узнать больше о точечной сварке и о том, как она работает, продолжайте читать.
Основы точечной сварки
Для точечной сварки необходимо использовать электроды из медного сплава для фокусировки электрического тока на небольшом участке между соединяемыми металлическими поверхностями.Электроды также предназначены для создания давления, которое отвечает за удержание заготовок на месте. Поскольку электроды из медного сплава выделяют тепло, металлические детали контролируемым образом сплавляются.
Есть три основных этапа точечной сварки. Первый этап включает нанесение электродов из медного сплава на металлические детали. Затем электрический ток прекращается, хотя электроды присутствуют. После прекращения подачи тока металлические детали охлаждаются с помощью специальных каналов, проходящих через центр электродов из медного сплава.
Преимущества точечной сварки
Точечная сварка дает несколько преимуществ, одно из которых — способность упрочнять заготовки. Поскольку он использует тепло для плавления и плавления поверхностей металлических деталей, он имеет тенденцию делать их более твердыми.
Точечная сварка — это еще и быстрый процесс сварки. Согласно Википедии, среднее время точечной сварки составляет всего 0,01–0,63 секунды. Как и в случае с другими сварочными процессами, время сварки зависит от толщины деталей.Более толстые заготовки обычно имеют более продолжительное время сварки, чем более тонкие заготовки.
Недостатки точечной сварки
С другой стороны, точечная сварка имеет некоторые потенциальные недостатки. Хотя точечная сварка увеличивает прочность соединяемых деталей — по крайней мере, в тех областях, где они соединяются, — она также может привести к их деформации. Площадь нагреваемых деталей существенно сузится, что приведет к короблению.
К сожалению, точечная сварка не особенно привлекательна.Легко увидеть, где именно две детали были соединены точечной сваркой. В швах проплавлен материал, который выглядит неаккуратно и некрасиво. Конечно, не во всех случаях требуется красивый или чистый сварной шов. Тем не менее, это все еще потенциальный недостаток точечной сварки по сравнению с другими сварочными процессами.
Заключение
Существует около десятка различных видов сварочных процессов, один из которых — точечная. Это называется «точечной сваркой», потому что она фокусирует тепло на небольшой и точной области соединяемых деталей.
Насадки для точечной сварки | Металлургия для чайников
Наконечники для контактной точечной сварки
Точечная сварка — это метод, обычно используемый для склеивания металлов в листы толщиной не более 3 миллиметров. В отличие от других методов сварки, точечная сварка может создавать точные соединения без чрезмерного нагрева, который может повлиять на свойства остальной части листа. Это достигается за счет передачи большого количества энергии за короткое время для создания контролируемых и надежных сварных швов.
Типичные аппараты для точечной сварки используют два электрода из медного сплава, которые располагаются над областью, где должно быть выполнено соединение. Два свариваемых листа металла зажимаются двумя электродами, в то время как через них проходит большой электрический ток. Этот метод также известен как контактная точечная сварка, поскольку количество тепла, выделяемого на точку, напрямую связано с сопротивлением между электродами, амплитудой тока и продолжительностью приложенного электрического тока.
Советы по точечной сварке:
- Всегда читайте и соблюдайте меры безопасности и инструкции по эксплуатации, приведенные в руководстве пользователя.
- Контактная сварка не рекомендуется для алюминия, меди или медных сплавов. Используйте только для стали и нержавеющей стали.
- Для большего нагрева (выходной силы тока) используйте более короткие клещи.
- Для агрегатов без терморегулятора длину ключа можно использовать для контроля. Например, для тонких металлов, требующих меньшего нагрева, можно использовать более длинные клещи.
- Имейте в виду, что более длинные клещи могут изгибаться, и вы можете потерять давление в сварном шве.
- Для свариваемых металлов убедитесь, что между деталями нет зазора — это ослабит сварной шов.
- Держите щипцы ровно так, чтобы кончики точно касались друг друга. Кроме того, поддерживайте правильную регулировку давления — не слишком большое или слишком маленькое.
- Если вам нужно, чтобы одна сторона сварного шва имела хороший внешний вид, вы можете немного приплюснуть (обработать) наконечник на этой стороне.
- Регулярно очищайте наконечники, иначе вы потеряете выходную мощность (силу тока). Оденьте наконечники с помощью подходящего средства для ухода за наконечниками.
Аппарат для точечной сварки
Параметры точечной сварки включают:
Усилие на электроде
Назначение силы электрода — сжать соединяемые металлические листы. Для этого требуется большое усилие на электродах, поскольку в противном случае качество сварного шва будет недостаточно хорошим. Однако сила не должна быть слишком большой, так как это может вызвать другие проблемы.Когда усилие на электроде увеличивается, тепловая энергия уменьшается. Это означает, что более высокое усилие на электроде требует более высокого сварочного тока. Когда сварочный ток станет слишком сильным, между электродами и листами произойдет разбрызгивание. Это приведет к прилипанию электродов к листу.
Адекватное целевое значение электродного усилия составляет 90 Н на мм2. Однако одна проблема заключается в том, что размер контактной поверхности во время сварки увеличивается. Чтобы сохранить те же условия во время процесса сварки отверстий, усилие на электроде необходимо постепенно увеличивать.Поскольку довольно сложно изменить силу электрода с той же скоростью, что и электроды «грибовидные», обычно выбирается среднее значение.
Диаметр контактной поверхности электрода
Одним из общих критериев точечной сварки сопротивлением является то, что сварной шов должен иметь диаметр ядра 5 * t1 / 2, где «t» — это толщина стального листа. Таким образом, точечная сварка, выполненная на двух листах, каждый толщиной 1 мм, в соответствии с правилом 5 * t½ приведет к образованию самородка диаметром 5 мм. Диаметр контактной поверхности электрода должен быть немного больше диаметра самородка.Например, для точечной сварки двух листов толщиной 1 мм потребуется электрод с диаметром контакта 6 мм. На практике электрод с диаметром контакта 6 мм является стандартным для листов толщиной от 0,5 до 1,25 мм. Диаметр контакта 6 мм соответствует стандарту ISO для новых электродов.
Время сжатия
Время сжатия — это временной интервал между первоначальным приложением силы электрода к изделию и первым приложением тока. Время сжатия необходимо для задержки сварочного тока до тех пор, пока сила электрода не достигнет желаемого уровня.
Время сварки
Время сварки — это время, в течение которого сварочный ток применяется к металлическим листам. Время сварки измеряется и регулируется циклами сетевого напряжения, как и все функции синхронизации. Один цикл составляет 1/50 секунды в системе питания с частотой 50 Гц. (Когда время сварки берется из американской литературы, количество циклов должно быть уменьшено из-за более высокой частоты (60 Гц), которая используется в США.)
Поскольку время сварки более или менее связано с тем, что требуется для сварного пятна, трудно дать точное значение оптимального времени сварки.Например:
- Время сварки должно быть как можно короче.
- Сварочный ток должен обеспечивать наилучшее качество сварки.
- Параметры сварного шва следует выбирать таким образом, чтобы обеспечить минимальный износ электродов. (Часто это означает короткое время сварки.)
- Время сварки должно приводить к увеличению диаметра самородка при сварке толстых листов.
- Время сварки, возможно, придется отрегулировать в соответствии со сварочным оборудованием, если оно не соответствует требованиям по сварочному току и силе электродов.(Это означает, что может потребоваться более длительное время сварки.)
- Время сварки должно приводить к тому, что вмятина от электрода должна быть как можно меньше. (Это достигается за счет короткого времени сварки.)
- Время сварки должно быть адаптировано к сварке с автоматической зачисткой наконечника, при которой размер контактной поверхности электрода может поддерживаться на постоянном уровне. (Это означает более короткое время сварки.)
Время выдержки (время охлаждения)
Время выдержки — это время после сварки, когда электроды все еще приложены к листу для охлаждения сварного шва.С технической точки зрения время выдержки является наиболее интересным параметром сварки. Время выдержки необходимо для того, чтобы дать сварному шву застыть перед тем, как освободить свариваемые детали, но оно не должно быть долгим, поскольку это может привести к распространению тепла в месте сварки на электрод и его нагреву. В этом случае электрод будет больше подвержен износу. Кроме того, если время выдержки слишком велико и содержание углерода в материале высокое (более 0,1%), существует риск того, что сварной шов станет хрупким.При сварке оцинкованной углеродистой стали рекомендуется более длительная выдержка.
Сварочный ток
Сварочный ток — это ток в сварочной цепи во время выполнения сварного шва. Величина сварочного тока контролируется двумя вещами; во-первых, настройка переключателя ответвлений трансформатора определяет максимальный доступный сварочный ток; во-вторых, процент текущего контроля определяет процент доступного тока, который будет использоваться для сварки. Обычно не рекомендуется устанавливать низкий процентный ток, так как это может ухудшить качество сварки.Отрегулируйте переключатель ответвлений таким образом, чтобы можно было получить соответствующий сварочный ток при процентном значении тока, установленном в диапазоне от семидесяти до девяноста процентов.
Возможно вам понравится
Случайные сообщения
- Как склепать алюминий?
Заклепка — это неразъемная механическая застежка. Перед установкой заклепка состоит из гладкого цилиндрического вала с … - Оптимальное сочетание ПРОЧНОСТИ и ЖЕСТКОСТИ
В предыдущих разделах было описано влияние микроструктуры на прочность и ударную вязкость с использованием металлургических методов… - Сплавы плутония
Плутоний — это трансурановый радиоактивный химический элемент с химическим обозначением Pu и атомным номером 94 …. - Анализ неисправности редуктора 316L
Редуктор 8 дюймов x 6 дюймов из нержавеющей стали 316L был отправлен на анализ отказов (рис.