Ремонт водопроводных труб без сварки: 12 разных решений проблемы
К сожалению, пока не придумали ни вечный двигатель, ни супернадежные конструкции, которые бы имели просто невероятный срок службы. Поэтому рано или поздно каждое сооружение преподносит владельцам неприятный сюрприз. Настоящими ЧП становятся протечки в тех системах, которые имеют трубопровод. Причин аварии может быть несколько, но последствие всегда одно — невозможность пользоваться этим благом цивилизации. Особенно часто дефекты обнаруживаются в водопроводе, которым хозяева пользуются ежедневно и всегда интенсивно. Появление течи в таких системах не редкость, причем повреждения обнаруживаются как в металлических, так и в пластиковых трубах. Если в доме может возникнуть такая ситуация, то хозяевам лучше заранее узнать, как делают ремонт водопроводных труб без сварки.
Трубы и способы их спасения
Протечку (свищ) может спровоцировать множество факторов — например, небрежность при эксплуатации, монтаж, проведенный не совсем корректно, сильная изношенность материала. Причем неприятности случаются и с традиционными металлическими изделиями, и с трубами из различных видов пластика.
Причем неприятности случаются и с традиционными металлическими изделиями, и с трубами из различных видов пластика.
Методов устранения протечки есть несколько:
- Химический. В этом случае используют состав, который в состояние остановить воду, заклеив дефект. В роли «спасителя» выступает силиконовый герметик, или другая разновидность клея.
- Механический. Такой ремонт состоит в применении подручных средств. Как правило, в ход идут жгуты, саморезы, хомуты, самодельные «затычки» и т. п.
- Комбинированный. Этот использование обоих способов сразу, поэтому такая «массированная атака» считается более эффективной.
Любой ремонт водопроводных труб без сварки может производиться двумя способами: воду или перекрывают, или нет. Решение зависит только от размеров течи, а также от участка, которые она «осчастливила». Если отверстие имеет диаметр не более 3 мм, то работу можно проводить, не перекрывая воду, но действовать надо шустро. Большие размеры «пробоины» не позволяют обойтись без этого этапа. Но перед тем как начинать серьезное «исследование» масштабов «трагедии», центральный вентиль перекрыть необходимо.
Но перед тем как начинать серьезное «исследование» масштабов «трагедии», центральный вентиль перекрыть необходимо.
Что делать, когда обнаружилась течь?
После перекрытия подачи воды стараются минимизировать урон, который свищ способен нанести хозяевам и их соседям. Для этой цели под течь укладывают большой кусок ветоши. Однако лучшим вариантом будет емкость (таз или ведро), так как вода будет течь еще какое-то время после перекрывания вентиля.
После того как «течь перестает течь», поломку либо устраняют самостоятельно, либо вызывают сантехника, когда «фонтанов» слишком много. Если принято решение справиться с проблемой без помощи специалиста, то первым делом ждут высыхания места «аварии». Мастер в этом время должен найти причину возникновения дефекта.
Эта последовательность действий относится к водопроводу. Если протечка обнаруживается в централизованной системе отопления, то специалистов вызывают незамедлительно. Чтобы не устроить горячий потоп, под место протечки устанавливают емкость. Когда такой возможности нет, так как не позволяет место, на полу под отверстием расстилают толстое одеяло.
Когда такой возможности нет, так как не позволяет место, на полу под отверстием расстилают толстое одеяло.
Механические способы ремонта трубопровода
Эти методы довольно многочисленны, так как мастера с успехом используют разные подручные материалы.
Медицинский бинт и цемент
Это простейший вариант, если «внешность» трубы далеко не так важна, как ее герметичность. В этом случае операция состоит из несложных этапов:
Получившийся кокон снова обмазывают раствором, затем оставляют сохнуть. Высыхает такое почти «бетонное сооружение» примерно за сутки. Готовую заплатку красят.
Помощь саморезов, болтов для металлических изделий
Это еще один популярный вариант, если рассматривать ремонт водопроводных труб без сварки. Он годится, если толщина металлических стенок составляет более 3 мм, а диаметр появившегося отверстия не более тех же 3 мм (максимум 4 мм). В роли «затычки» выступают обычные оцинкованные саморезы, дополненные резиновой шайбой. Операция достаточно проста:
В роли «затычки» выступают обычные оцинкованные саморезы, дополненные резиновой шайбой. Операция достаточно проста:
- Участки трубы возле отверстия очищают от ржавчины напильником либо наждачной бумагой.
- Потом в него вкручивают саморез. Для облегчения операции используют шуруповерт.
Лучше орудовать аккумуляторным инструментом. Крепеж надо подобрать так, чтобы часть самореза внутри водопровода была минимальной. Понятно, что такой ремонт все-таки временная мера. Чтобы получить более надежную защиту, рекомендуют использовать болт. В этом случае порядок действий иной. Сначала несколькими саморезами в отверстие делают резьбу, затем в него закручивают болт, также оснащенный резиновой шайбой.
Некоторые мастера считают, что не всегда целесообразно болты вкручивать, особенно если случай относится к экстренным. Когда возраст трубы позволяет, элемент можно просто вбить, но молотком надо пользоваться осторожно.
Использование прорезиненного металлического хомута
Данный способ тоже применяют, если отверстие в трубе относительно небольшое. Металлический хомут выбирают того же диаметра, что и у поврежденного водопроводного участка. При возникновении нескольких протечек на одном участке советуют приобретать приспособление большей ширины.
Металлический хомут выбирают того же диаметра, что и у поврежденного водопроводного участка. При возникновении нескольких протечек на одном участке советуют приобретать приспособление большей ширины.
Резиновая прокладка на нем — элемент обязательный, поэтому лучше сразу приобретать именно такое изделие. Однако уплотнитель можно изготовить самостоятельно из прорезиненного материала, чья толщина не менее 3 мм. Рекомендуемая ширина самодельной прокладки — на 2-4 мм больше, чем у хомута. Длина — на 10 мм меньше окружности трубопровода.
Использование временного бандажа
Такой ремонт водопроводных труб без сварки может понадобиться, если ЧП произошло в неудобное время, когда качественно работу сделать не получится. Это поможет временно устранить отверстия, которые имеют продолговатую форму. В этом случае сначала ищут подходящий материал для бандажа. Им может стать:

Главное условие — достаточно большие размеры материала: он обязан полностью перекрывать течь. Фиксируют такие «времянки» болтами и хомутами.
Магнит при маленьких протечках на металле
Этот метод довольно оригинален, но говорят, что он все же работает, если диаметр отверстия не превышает 1 мм.
- Прохудившийся участок обрабатывают напильником до гладкости.
- Затем на него крепят магнит.
Метод использует свойства магнита собирать металлические частички, присутствующие в водопроводной воде. В результате его «притягательности» около пробоины собирается металлическая пробка, которая сможет надежно закрыть собой отверстие.
Использование заглушки-чопика
Этот «дедовский» способ похож на герметизацию труб саморезами или болтами, но здесь в роли «суперзатычки» выступает деревянный чопик. Его преимущество — возможность использования заглушки для трубопровода, который заслуживает называться «ветхим». Таким участкам металлические изделия противопоказаны.
Заглушки для труб рекомендуют делать из древесины влагостойких хвойных пород. Чтобы дополнительно защитить элементы от влияния жидкости, их обрабатывают смолой. Спустя некоторое время чопик начнет разбухать, поэтому течь он собой полностью перекроет. Этот вариант подходит только для металлических труб, для пластиковых изделий деревянные пробки не применяют.
Химические методы борьбы с протечками
Такой ремонт водопроводных труб без сварки подразумевает использование различных химических составов.
Металлополимер «Аварийный»
Другое название данного средства — эпоксидный композит. Это профессиональная смесь-шпаклевка, которая позволяет быстро и надежно устранить любую небольшую течь. В ее составе металлическая пыль, которую смешивают с эпоксидной смолой.
Наполнители используют разные: есть металлополимеры с алюминием, бронзой, сталью, титаном. Есть составы с минералами — с карборундом или цирконом. Перед ремонтом компоненты соединяют и быстро наносят на поврежденное место. Толщина слоя составляет 10 мм. Застывает такая шпаклевка за 24 часа. Механическая обработка высохшего металлополимера разрешается.
Толщина слоя составляет 10 мм. Застывает такая шпаклевка за 24 часа. Механическая обработка высохшего металлополимера разрешается.
Силикон и малярная сетка
Нередко спасителями становятся герметики. Если говорить конкретнее, то один их вид — на основе силикона. Его достоинства — повышенная износостойкость, способность без проблем выдерживать максимально высокую температуру (до 350°). Вторым обязательным элементом является малярная ткань, изготовленная из стекловолокна.
Ремонт водопроводных труб без сварки состоит из нескольких этапов.
- Сначала поврежденную поверхность очищают, затем на участок наносят тонкий слой герметика: не более 2-3 мм.
- Затем на участок трубы наматывают малярную ткань, впритык. После этого снова наносят слой герметика, а затем наворачивают армирующий материал, но уже с большим заходом: напуск на витки составляет 5 мм.
Общее, рекомендованное количество слоев — как минимум 4. Ткань наматывают максимально плотно. Последним слоем всегда становится герметик. Участок трубы должен просохнуть, но срок, необходимый для сушки такой повязки, зависит от вида герметика. Одни составы высыхают за несколько часов, другим требуются сутки или более.
Последним слоем всегда становится герметик. Участок трубы должен просохнуть, но срок, необходимый для сушки такой повязки, зависит от вида герметика. Одни составы высыхают за несколько часов, другим требуются сутки или более.
Суперклей и сода: для любых труб
Этот успешный «дуэт» универсален, так как его можно использовать для пластиковых и металлических водопроводов. Однако есть обязательные условия: повреждение на участке должно быть минимальным, поверхность требует качественной предварительной обработки. Сначала проблемное место зачищают напильником (болгаркой), затем удаляют грязь, пыль, обезжиривают любым растворителем.
- На поврежденный участок наматывают первый слой малярной ткани. На нее наносят слой пищевой соды.
- Затем эту операцию повторяют еще два раза, так как нужны 3 слоя ткани/соды.
- Последний этап — нанесение клея. Например, небольшим шпателем.
Моментальный состав мгновенно вступает в реакцию с содой, образуя при этом максимально прочную пленку, разрушить которую вода не в состоянии. Если повреждение не отверстие, а трещина, то поступают по-другому. Соду забивают в нее, а сверху наносят клей.
Если повреждение не отверстие, а трещина, то поступают по-другому. Соду забивают в нее, а сверху наносят клей.
ФУМ, лен при аварии на резьбе
Такой ремонт водопроводных труб без сварки традиционно используется на участках, где стыкуются трубы. Течь, появившуюся на резьбовом соединении, устраняют ФУМ-лентой, либо льняной нитью, пропитанной водостойким составом. Операция эта довольно простая.
- Перед работой старый уплотнительный материал полностью удаляют.
- Участок очищают от ржавчины, обезжиривают.
- Плотно наматывают новую ленту.
Количество витков — от 4 до 25. На него влияет размер трубы, толщина, ширина ленты. Главная задача намотки — скрыть всю резьбу. Льна, в отличие от сантехнической ленты, нужно меньше, так как этот натуральный материал не так усядет во время эксплуатации. После намотки паклю рекомендуют смочить спиртом, затем обмазать клеем БФ-2.
Поскольку ФУМ-лента выпускается трех видов, надо знать, какую именно продукцию нужно купить. ФУМ-1 — лента, имеющая смазку: она изготовлена на вазелиновой основе (17-20% медицинского масла). Эту продукцию используют для герметизации водопроводных систем, для любых агрессивных сред.
ФУМ-1 — лента, имеющая смазку: она изготовлена на вазелиновой основе (17-20% медицинского масла). Эту продукцию используют для герметизации водопроводных систем, для любых агрессивных сред.
ФУМ-2 выпускается без смазки, поэтому ее можно использовать для уплотнения тех систем, которые работают на кислороде или на других сильных окислителях (например, на газе). ФУМ-3 — изделие, изготовленное из краевых частей первых двух марок. Такие ленты способны противостоять сильнодействующим средам — как разбавленным растворам, так и концентратам кислот и щелочей.
Метод «холодная сварка»
Как ни странно это звучит, но ремонт водопроводных труб без сварки может быть произведен с помощью «холодной сварки». Это клеевой состав, получивший свое «громкое название» из-за надежности, прочности соединения. Таким материалом заделывают свищи в любых трубах — ГВС и ХВС. Поскольку видов холодной сварки существует несколько, необходимо купить тот, что «специализируется на мокрых делах».
Работа должна производиться в перчатках, но каких-то трудностей она не вызывает:

Схватываться холодная сварка начинает уже в первые 10-15 минут, но лучше все-таки подождать: не включать воду 2,5-3 часа. После затвердевания состава поверхность слегка выравнивают напильником либо наждачной бумагой, снова чистят и обезжиривают, затем окрашивают.
Однако этот «сварной» метод предназначен для устранения только самых мелких отверстий. Когда труба находится под давлением, сначала в свищ рекомендуют загнать пробку подходящих размеров, а потом уже обмазывать участок холодной сваркой. Если дефект большой, то лучше как можно скорее использовать дополнительный, более надежный вариант.
Заплата из аналогичной трубы
Такой логичный метод тоже имеет право на жизнь, так как он позволяет добиться того же результата — перекрыть течь на пластиковой трубе. В этом случае отпадает необходимость использования малярной ткани, так как ее заменит обычный скотч. Заплатки рекомендуют делать на трубы, диаметр которых начинается с 50 мм. Плюс способа — шанс закрыть отверстие большого размера: например, более трети длины окружности. Условие для работы одно — чистая, сухая поверхность.
Условие для работы одно — чистая, сухая поверхность.
- Сначала из трубы аналогичного диаметра вырезают заплатку подходящих размеров. Она обязана перекрывать появившуюся пробоину со всех сторон — как минимум на 15-20 мм.
- Удаляют загрязнения, потом обезжиривают обе соединяемые поверхности. На них наносят любой вид клея — эпоксидный, холодную сварку, термоклей, либо суперклей.
- Детали соединяют, фиксируют, затем сразу же плотно заматывают участок ремонта скотчем. После того как клеевой состав высохнет, скотч аккуратно удаляют.
Не лучший вид отремонтированного места — недостаток толстой заплаты, однако легче смириться с ней, чем с пробоиной. Такой же метод используют для металлических труб, но по понятным причинам для устранения течи водопровода используют не клей, а сварочный аппарат.
Ремонт водопроводных труб без сварки возможен разными способами, для которых чаще не нужны ни навыки, ни особенные инструменты или сложные приспособления. Поэтому, чтобы быть готовыми к неприятностям такого рода, лучше заранее приобрести хотя бы несколько хомутов, прокладок, купить подходящие армирующие материалы и клеевые составы.
Однако надо отдавать себе отчет в том, что любой из перечисленных способов все же является полумерой. Рано или поздно закрытая течь снова заявит о себе, причем возможно скорое появление новых отверстий, по соседству. По этим причинам профессионалы не рекомендуют ожидать ухудшения ситуации. Лучше вовремя полностью заменить поврежденные участки, чем постоянно заниматься «латанием дыр». Однако решение всегда остается за хозяевами.
В следующем ролике можно увидеть, как делают ремонт водопроводных труб без сварки:
Была ли статья полезна?Мы хотим стать лучше. Спасибо за мнение!
Если вам понравилась статья, пожалуйста, поделитесь ей
Источник
Поделиться
обзор технологии проведения врезных работ
Что такое врезки в баки? Какие характеристики имеют пластиковый штуцер в бак для воды и латунный, 1-2 дюйма и других размеров, врезной штуцер с прокладкой и без? Как установить его в емкость?
Содержание
Описание и назначение
Врезной штуцер для воды – универсальное приспособление, дающее возможность транспортировать воду к месту назначения из любой ёмкости повышенного объёма. Основной патрубок выполнен из металла (или сплава) – либо представляет собой пластиковую деталь. В комплекте к основной части обычно поставляются прокладки: наружная и внутренняя. Они прижимаются проставочными шайбами – и удерживаются на месте посредством контргайки. Прокладки не дают воде протечь, а шайбы с гайкой – сместиться, что привело бы к разуплотнению собранной конструкции и, опять же, к протечке воды из бака.
Установка и фиксация – с краном или без него – для подключения трубы к бочке производятся без сварки. Дело в том, что вместо стального патрубка используется бронзовый, латунный, из полипропилена, полиэтилена высокой плотности, поливинилхлорида и нескольких иных твёрдых материалов, обладающих нужными значениями твёрдости и прочности (неломкости при не самых высоких боковых, касательных нагрузках).
Латунь и бронза применяются широко – они стойки к окислению в условиях повышенной влажности и постоянных брызг воды, например при проливном дожде.
Врезать кран – зачастую жизненно необходимое для данной системы действие. Он позволяет перекрыть воду в бочке или баке сразу же на её выходе, не вынуждая владельца идти к следующей по току воды в трубах задвижке.
Врезка в бак, в котором вода часто нагревается на солнце или при помощи нагревательного теплоэлемента, работающего от розетки (ТЭН), должна обладать определённой термостойкостью, как и сама бочка. Пластик для изготовления патрубка, гайки и шайб заменяют на цветмет – температура плавления последнего до нескольких раз выше, чем у самой термопрочной пластмассы. Герметик или резина в прокладке заменяется на уплотнители типа капрона или пакли, пропитанные клеевой основой либо навёрнутые на резьбу без клеящего состава.
Источник: http://stroy-podskazka.ru/bak/vse-o-vrezkah/
Бочки и их «спасители»
Такие емкости в хозяйстве — дело обычное. Их используют не только в роли накопителей воды, нередко в них хранят совершенно другие жидкости: например, солярку. Если потеря небольшого количества Н2O не приведет к серьезным последствиям, то разлитое топливо уже становится реальной угрозой, особенно в гараже. Самые большие емкости вовсе не дают возможности добыть жидкость: наклонить такую конструкцию нереально даже в том случае, если она наполнена не до краев.
Если потеря небольшого количества Н2O не приведет к серьезным последствиям, то разлитое топливо уже становится реальной угрозой, особенно в гараже. Самые большие емкости вовсе не дают возможности добыть жидкость: наклонить такую конструкцию нереально даже в том случае, если она наполнена не до краев.
Сливной вентиль позволяет избежать всех опасных ситуаций. С таким устройством можно избежать потерь, которые неминуемы из-за разбрызгивающейся жидкости. Врезку крана в бочку трудно назвать невыполнимой задачей, однако операция зависит от материала резервуара. Поэтому придется рассмотреть эти процессы отдельно: сначала узнать, как врезать кран в железную бочку, потом — о том, как поступают с более «чувствительными и коварными» пластиковыми емкостями.
Перед любой операцией собирают набор инструментов, необходимых для работы. Перед тем как врезать кран в железную бочку, нужно подготовить несколько простых орудий труда.
- Дрель со сверлом по металлу. Поскольку максимальный диаметр этих изделий для бытовых инструментов составляет 10-13 мм, то мастеру придется делать отверстия по контуру окружности.
 Для этого подойдет сверло с вдвое меньшим диаметром — 6 мм.
Для этого подойдет сверло с вдвое меньшим диаметром — 6 мм. - Молоток с зубилом. Этот «старинный дуэт» даст возможность аккуратно, но быстро расправиться с перемычками, которые останутся между отверстиями.
- Напильник. Идеал — круглый инструмент, идущий на конус, достаточно большого размера. Он позволит обработать все неровности отверстия.
- Ключи для затягивания соединений. Размер зависит от параметров, которые имеют фитинги. Обычно используется инструмент на 22.
 Для этого подойдет сверло с вдвое меньшим диаметром — 6 мм.
Для этого подойдет сверло с вдвое меньшим диаметром — 6 мм.Разводной ключ в этом случае — оптимальный вариант, так как он имеет несомненное преимущество: с его помощью можно закрутить/открутить почти «все и вся». Острый нож (или заостренная отвертка) в комплекте с «деревяшкой», зафиксированной на стенке с внутренней стороны, позволит относительно быстро справиться с небольшой пластиковой емкостью.
Как врезать кран в железную бочку?
О том, как врезать кран в железную бочку, говорить пока рано, так как сначала нужно приобрести все необходимые элементы для работы. Потребуется купить:
Потребуется купить:
- Сливной кран. Обычно для этой цели используют шаровую запорную арматуру. Учесть нужно только одно: патрубок детали должен иметь внутреннюю резьбу.
- ФУМ-ленту и герметик (силиконовый), любой из этих материалов предотвратит потери жидкости.
- Сгон — парубок с резьбой, к нему прикручивают кран.
- Контргайки, они будут фиксировать сгон.
После того как все элементы оказались в наличии, определяют место для будущего крана. Минимальное расстояние от дна приветствуется, потому что в этом случае можно будет сливать жидкость почти без остатка. Делать кран на днище не рекомендуют, поскольку такое положение потребует дополнительных действий — сооружения подставки под бочку. Перед началом работы участок, предназначенный для монтажа крана, очищают от грязи или ржавчины с внутренней и наружной стороны. После окончания оформления отверстия его обезжиривают.
Врезку крана выполняют по простой схеме:
- На участке обычным циркулем отмечают место отверстия, затем в этой точке по контуру просверливают отверстия, которые соединяют с помощью зубила и молотка. Если место для крана получилось немного меньше, чем необходимо, то его осторожно расширяют круглым напильником.
- С той стороны, на которой на сгоне нарезана короткая резьба, накручивают контргайку. Затем его вставляют в отверстие с внешней стороны. Изнутри наживляют вторую контргайку.
- На часть резьбы, оставшуюся свободной, наматывают ФУМ-ленту, затем наносят толстый слой герметика. Соединение затягивают до тех пор, пока стенки слегка не деформируются.
- Шаровой кран надежно прикручивают к сгону.
 Если место для крана получилось немного меньше, чем необходимо, то его осторожно расширяют круглым напильником.
Если место для крана получилось немного меньше, чем необходимо, то его осторожно расширяют круглым напильником.После этого проверяют работоспособность конструкции.
Как врезать кран в пластиковую бочку?
Как правило, для изделий из пластика используют пистолет и термоклей. Однако если такого инструмента и состава под рукой не оказалось, то альтернативой становится то же резьбовое соединение. Но в этом случае крайне важна качественная герметизация стыка.
Если бочка «правильная»
Подготовка обычной пластиковой бочки не отличается от операции с металлическим резервуаром: рабочую поверхность точно так же чистят от грязи, а по завершению манипуляций с вырезанием отверстия этот участок обезжиривают.
- Как и для «железяки», сначала находят оптимальное место, его очищают, потом делают циркулем отметку. Затем просверливают отверстия, их соединяют, избавляются от жира на поверхности. Поскольку пластик материал достаточно податливый, вместо сверла можно использовать острый нож.
- Подготавливают кран. С той стороны, где находится резьба, устанавливают металлическую шайбу, затем резиновую гидроизоляционную прокладку. На обе детали толстым слоем наносят герметик.
- В отверстие вставляют входной патрубок, с другой стороны на него надевают шайбу и прокладку. Стыки также обрабатывают герметиком, потом на внутреннюю резьбу накручивают гайку.
К сожаления, у большинства пластиковых емкостей есть один недостаток, сильно затрудняющий подобную работу.
Что делать с узким горлышком?
Это узкая горловина, не позволяющая накрутить гайку с внутренней стороны. Решение в этом случае одно: это штуцер с фланцем.
- В резервуаре делают отверстие, которое соответствует диаметру штуцера. Перед фиксацией элемента на него надевают прокладку и шайбу, место прилегания фланца к бочке смазывают герметиком.
- Затем штуцер закрепляют на металлической проволоке (веревке): ее пропускают в горловину, доводят до отверстия и выпускают из него. На нее надевают фитинг, для его надежной фиксации привязывают любой подходящий ограничитель, способный свободно пройти в горлышко бочки.
- С помощью проволоки деталь аккуратно протягивают в подготовленное отверстие. С наружной стороны на штуцер накручивают контргайку, уже ненужную проволоку удаляют. На гайку заранее надевают резиновую прокладку, стык обрабатывают герметиком, потом крепеж затягивают.
Последний этап операции «Как врезать кран в пластиковую бочку» — надежная, плотная фиксация на штуцере запорной арматуры.
Любая из конструкций не отнимет ни много сил, ни времени, так как врезать кран в железную бочку, или сделать максимально удобным пластиковый резервуар, достаточно просто и недорого. Главное в обоих случаях — аккуратные действия, которые позволят предохранить емкости от «ран, несовместимых с жизнью».
Главное в обоих случаях — аккуратные действия, которые позволят предохранить емкости от «ран, несовместимых с жизнью».
Некоторые остроумные мастера отвергают такой метод, они дают другой совет: легче продать непрактичную бочку соседу, а себе купить идеальное изделие — еврокуб с краном. Однако не все привыкли «обходить гору», а о том, как врезать кран в железную бочку, вернее, об одном из способов, расскажет следующее видео:
Видео загружается…
Источник: http://dom-i-remont.info/posts/obshhie-voprosy/kak-vrezat-kran-v-zheleznuyu-bochku-ili-v-plastikovuyu-emkost/
Что потребуется:
- Проволока;
- одножильный провод в изоляции;
- кран;
- врезка в бак латунная 1/2 дюйма с прокладками;
- болт.
Источник: http://sdelaysam-svoimirukami.ru/7722-kak-vrezat-kran-v-ljubuju-emkost-s-uzkim-gorlyshkom.html
Как соединить трубы без сварки?
Способов подключения труб к основной магистрали без задействования сварки существует несколько. Одни из них относят к числу неразъемных, разобрать которые без разрушения трубопровода практически невозможно. Другие представляют собой разъемные сочленения, которые без особого труда демонтируются, а в случае необходимости и собираются повторно.
Одни из них относят к числу неразъемных, разобрать которые без разрушения трубопровода практически невозможно. Другие представляют собой разъемные сочленения, которые без особого труда демонтируются, а в случае необходимости и собираются повторно.
Выбор варианта зависит от того, из какого материала произведена труба.
Соединить трубы без сварки, не имея при этом особых навыков – посильная задача даже для начинающего мастера; нужно лишь строго соблюдать инструкцию монтажа
Весь трубный прокат делится на две основные группы:
- жесткий – трубы, выполненные из чугуна, меди и стали;
- гибкий – изделия выполнены из полимерных материалов (полипропилена, металлопластика, полиэтилена).
В основе такого разделения лежит необходимость задействования большей площади зацепления в момент соединения деталей полимерных конструкций. Для сравнения: врезку труб из металла можно выполнить в ограниченных условиях, задействуя минимальную площадь зацепления состыковываемых деталей.
Галерея изображений
Фото из
Врезка в трубу при подключении дополнительных веток
Узлы подключения линий для бытовой техники
Использование ароматуры при проведени врезки
Фитинги с угловыми патрубками
Источник: http://sovet-ingenera.com/santeh/trubodel/vrezka-v-trubu-bez-svarki.html
Нужен ли в бане нержавеющий бак под горячую воду
Ответ на вопрос не так очевиден, как может показаться на первый взгляд. Большинство владельцев парилок, прежде чем покупать баки для воды из нержавейки для бани, долго сомневались в правильности выбора, и дело даже не в высокой цене на бак из нержавейки, пугали именно недостатки, о которых мало кто знает.
О преимуществах использования нержавейки для бани знают все:
- Бак не гниет и не ржавеет, как в случае использования обычного черного металла;
- Замечательный внешний вид полированной стали, декоративные качества;
- Простой уход и обслуживание бачка из нержавейки. Корпус можно мыть и чистить щеткой, моющими средствами и даже ортофосфорной кислотой;
- Емкость из легированной стали не боится термических и механических ударов, механической нагрузки, на поверхности не бывает сколов покрытия, как у эмалированных изделий.

К сведению! Нержавейка — крайне капризный и неудобный материал.
Особенно сложно сваривать из тонколистовых заготовок из нержавейки бак для банной печи. Поэтому хороший баллон из легированной стали под горячую воду обычно заказывают на фирмах, имеющих хорошее оборудование, а главное, – высококлассных сварщиков.
Понятно, что емкость для горячей воды в баню получается недешевой, дороже тех 70-100 долл., за которые можно купить бак из нержавейки в любом салоне, продающем оборудование для бани и печей. Разумеется, это не означает, что делать бак из нержавейки для бани нужно только своими руками, вовсе нет, можно купить отличную модель из легированной или нержавеющей стали с дополнительными функциями, которая прослужит несколько десятков лет без единого замечания. Нужно только постараться правильно выбрать качественное изделие.
Источник: http://metallisten.ru/raboty-s-metallami/svarka-emkosti-dlya-vody.html
Все о врезках в баки
Врезка в бак или канистру – незаменимый атрибут для наполнения и опустошения ёмкости без её перемещения, сдвигания в какую-либо сторону. При помощи врезок в баки или бочки организовывается душевая или поливная система.
При помощи врезок в баки или бочки организовывается душевая или поливная система.
Источник: http://pipe-s.ru/kak-vrezat-trubu-v-bak/
Этапы сварки
На первоначальном этапе сварки под углы листа, которое будет служить дном, нужно подложить доски. Важно, чтобы толщина подложки была одинаковой. Это даст ровную плоскость по всей длине и в углах конструкции.
В процессе сварки необходимо постоянно проверять, не выходят ли стороны за пределы основания. Можно сразу прихватить все стороны между собой, затем сваривать с основанием.
Листы должны плотно прилегать друг к другу. Следующий этап – это окончательная сварка швов. Сварку можно выполнять внутри бака или снаружи.
Непроваров быть недолжно. На самостоятельную сварку уходит около 7-8 рабочих часов.
Рекомендуется делать конструкцию жёсткой. Для этого используют угольники внутри бака и с наружной стороны. Для слива воды в нижней части вваривается труба с контрольным краном.
Обязательно надо отбросить лень и проверить конструкцию на герметичность. После выполнения работ следует приготовить меловой раствор и нанести его на швы с внутренней стороны.
После выполнения работ следует приготовить меловой раствор и нанести его на швы с внутренней стороны.
Когда он высохнет, тряпочкой, смоченной в керосине, пройтись по швам бака с наружной стороны. Цель: выявление «непроваров» забитых шлаком. Для контроля нужно всего несколько минут.
Если жидкость не проявляется, то всё нормально. Если появились пятна, то проблемный участок следует проварить ещё раз. Проверку и повторную сварку лучше выполнить сразу перед покраской.
Монтаж можно выполнить на предварительно заложенные кирпичи, но лучше использовать подставку. Далее наполнить бак водой и несколько дней понаблюдать: не проявилась жидкость на стенках конструкции.
Источник: http://metallisten.ru/raboty-s-metallami/svarka-emkosti-dlya-vody.html
Особенности процесса изготовления
Проще всего изготовить емкость прямоугольной или кубической формы, для работы потребуется лишь болгарка с диском, меритель, несколько слесарных струбцин и сам сварочник. Раскроенные заготовки стенок стыкуют попарно с помощью струбцин и прихватывают сварочными точками или небольшими полосками шва.
После того как были собраны боковые стенки и днище, корпус из нержавейки окончательно собирают струбцинами и разогревают паяльной лампой. Как только щепка, приложенная к металлу, начинает дымиться, можно приступать к полному обвариванию всех швов. По завершению работы сваренный блок необходимо сразу накрыть любым термостойким негорючим материалом и дать ему медленно остыть в течение пары часов.
Источник: http://metallisten.ru/raboty-s-metallami/svarka-emkosti-dlya-vody.html
Соединение полипропиленовых труб. Как соединить полипропиленовую трубу с полипропиленовой без пайки фитингами? Как правильно соединять полипропиленовые трубы?
ГлавнаяПолСоединение полипропиленовых труб
Соединение полипропиленовых труб: способы и порядок работы
Трубопроводы из полипропилена, при качественной их сборке, способны прослужить без ремонта до полувека. Популярность коммуникаций из пластика при строительстве индивидуальных домов объясняется, в том числе тем, что монтаж полипропиленовых трубопроводов доступен для самостоятельного выполнения.
Выбор способа соединения пластиковых труб зависит от наличия специального инструмента, природы соединяемых материалов, назначения коммуникаций.
Способы соединения полипропиленовых труб
Все способы монтажа полипропиленовых труб можно разделить на две большие категории. В одну входит сварка материалов путем нагрева органического полимера до температуры расплавления. Ко второй можно отнести все «холодные» способы соединения, за исключением холодной сварки.
- Сварные стыки называются неразъемными. Здесь задействованы процессы диффузии. Однородные полимеры смешиваются на молекулярном уровне, образуя монолит. Такая стыковка является наиболее прочной, но требует специального инструмента или клея (при холодной сварке). Вторым минусом является невозможность временного демонтажа коммуникаций без разрушения части конструкции.
- Разъемные (резьбовые) соединения выполняют с использованием специальных фитингов. Их используют при стыковке тонкостенных труб малого диаметра, при выполнении конструкций из разных материалов, стыкуя полипропилен с полиэтиленом, с металлическими элементами.

Диффузионная сварка
Различают сварку встык (труба к трубе) и с использованием дополнительных фитингов (муфтовую). Это технологии, основанные на расплавлении полипропилена, которые отличаются нюансами проведения работ.
Диффузионная муфтовая сварка проводится на полипропиленовых трубах диаметром от 16 до 40 мм.
Здесь фитинг служит для поставки дополнительного количества полипропилена, чтобы соединение было надежным.
Для более толстостенных материалов сварку проводят встык, соединяя части трубы непосредственно, без использования дополнительных деталей. Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с переходом на резьбу для металлических элементов.
Конфигурация фитингов выбирается исходя из особенностей трубопровода. Производители предлагают следующие виды соединяющих элементов:
- уголки, тройники, муфты;
- фитинги для соединения элементов одного диаметра, с переходом на другой диаметр;
- полностью полимерные или комбинации полимер-металл;
- с внутренней, внешней резьбой.

Диффузионная сварка полипропиленовых труб проводится с использованием специального инструмента. Для монтажа потребуется:
- сварочный аппарат или «паяльник» для полипропилена;
- труборез;
- специальный инструмент для зачистки армирования металлом;
- инструменты для снятия фаски со среза
- измерительные линейные инструменты, угольник, маркер, уровень.
Алгоритм соединения полипропиленовых труб муфтовой сваркой следующий:
- паяльник устанавливают на плоской поверхности, разогревают до 260 градусов, в процессе работы не выключают;
- на полотно аппарата устанавливают насадки нужного диаметра, предназначенные для трубы и фитинга;
- армированные алюминием трубы предварительно очищают от металла;
- все срезы обезжиривают, очищают от загрязнений, заусенец, снимают фаску;
- подготовленные части трубопровода физическим усилием насаживают на разогретые приспособления и выдерживают необходимое время;
- снимают одновременно, двумя руками и немедленно соединяют между собой, фиксируют до остывания.

Расплавленный полипропилен смешивается между собой на уровне молекул (процесс взаимного проникновения или диффузия), образуя цельную конструкцию.
Стыковое соединение
Сварка встык основана также на процессе тепловой диффузии полипропилена, но проводится с использованием другого инструмента.
Для соединения полипропиленовых труб методом «встык» понадобится сварочный дисковый агрегат (с центровочным приспособлением), который устанавливают стационарно. Технология используется для монтажа трубопроводов диаметром более 6 см, при достаточной толщине стенки (более 4 мм).
Технология следующая:
- Прогревают соединяемые элементы в закрепленном виде, одновременно прислоняя их к дисковому паяльнику.
- Состыковывают нагретые элементы и удерживают до остывания.
У толстых стенок достаточно «материала» для образования крепкой сцепки. Сварка встык позволяет получить качественные трубопроводы из полипропилена, которые можно на десятилетия спрятать под землю.
Сварка встык позволяет получить качественные трубопроводы из полипропилена, которые можно на десятилетия спрятать под землю.
Обратите внимание! Требования к срезам для стыковой сварки повышенные, поскольку от полного контакта стенок зависит качество монтажных работ. Срезы проводят строго перпендикулярно оси трубы и параллельно друг другу, очищают от загрязнений, шероховатостей.
Что следует помнить при монтаже горячим способом:
- соединяемые части нельзя проворачивать на паяльнике или при соединении между собой;
- после каждой пайки тефлоновые насадки необходимо очищать от следов полипропилена;
- если оставить грязные насадки до остывания сварочного аппарата, то очистить их, не повредив покрытие, будет невозможно;
- всегда важно центровать соединяемые части по одной оси и выдерживать необходимый угол.
Обратите внимание! Диффузионную сварку следует проводить при температуре воздуха не ниже 10 градусов. Если работы проводятся на улице, то место работы нужно защитить от непогоды. Дождь и ветер критично снижают качество соединения.
Дождь и ветер критично снижают качество соединения.
Сварка с помощью электрофитингов
Возможна диффузионная муфтовая сварка без использования паяльника. Такое соединение полипропиленовых труб выполняется с использованием специальных электрофитингов, которые берут на себя роль нагревательного аппарата.
Электрофитинг представляет собой полипропиленовый фитинг, в который встроены нагревательные элементы. Контакты их выведены наружу. При монтаже трубопровода достаточно «надеть» такой фитинг на трубу, подсоединить электроды к специальному аппарату.
Обратите внимание! Процессы, происходящие с полипропиленовыми материалами при температурной диффузионной, сварке не отличаются друг от друга, какой бы способ нагрева вы не выбрали.
Холодная сварка
Здесь соединение полипропиленовых материалов основано на химическом «расплавлении». Специальное вещество «полипропиленовый клей» наносят на соединяемые части, выдерживают определенное время. Соединяют фитинг и трубу простым физическим усилием и дают материалу стабилизироваться.
Полученная спайка является менее прочной, чем сделанная при нагреве. По этой причине холодная сварка полипропиленовых коммуникаций используется только для транспортировки охлажденных жидкостей. Однако такой способ соединения полипропиленовых труб освобождает от необходимости задействовать дорогостоящее оборудование.
Разъемные соединения
Резьбовые и обжимные соединения полипропиленовых трубопроводов применяют там, где необходима либо периодическая его разборка, либо требуется соединить материалы разной природы.
Обжимные
Выполняют с использованием специальных обжимных (цанговых) фитингов и ключей при соединении полипропилена с металлом. Суть метода в том, что полипропиленовая часть монтируется способом обжатия трубы фитингом, противоположная сторона которого представляет собой металлическую резьбу.
Конец полипропиленовой трубы вставляют в фитинг, затягивают соединение специальным обжимным кольцом (или гайкой) и обязательно смазывают для герметичности силиконом. Способ соединения полипропиленовых труб особенно востребован при монтаже отопительных систем, в соединении радиатора и трубопровода.
Способ соединения полипропиленовых труб особенно востребован при монтаже отопительных систем, в соединении радиатора и трубопровода.
Резьбовые
Резьбовые соединения применяют при соединении металла и пластика. Здесь используют специальные комбинированные фитинги, один конец которых полипропиленовый и соединяется муфтовой диффузионной сваркой с аналогичной трубой. Другой конец фитинга с металлической резьбой, к которому прикручивается металлическая часть трубопровода.
Для монтажа соединения пластик-металл потребуются:
- разводные ключи;
- специальные фитинги;
- материал для герметизации стыков;
- муфта-американка и специальный ключ с зацепами.
Соединение двух труб любого типа удобно проводить с использованием специальной муфты с накидной гайкой, которая носит название «американка». Муфта-американка позволяет соединить полипропиленовый трубопровод в местах, где невозможно использование сварочного аппарата.
Резьбовое соединение позволяет легко разобрать конструкцию без повреждения ее узлов. Для герметизации резьбы применяют специальные синтетические нити или льняную паклю, пропитанную краской.
Для герметизации резьбы применяют специальные синтетические нити или льняную паклю, пропитанную краской.
Стыковка полипропилена и полиэтиленовых материалов
Соединение полиэтиленовых и полипропиленовых частей трубопровода может быть востребовано при монтаже холодного водоснабжения. Здесь также используют специально изготовленные фитинги для резьбовых и фланцевых соединений, пайки.
- Первый способ соединения, когда фитинг предполагает сварку с полипропиленовой частью и обжимное соединение с полиэтиленовой трубой.
- Второй способ – соединение фланцевое. Герметизацию фланцевого стыка осуществляют установкой резиновой прокладки.
Необходимость в таком комбинировании возникает, если подводка к дому из полиэтиленовых материалов, а разводка внутренняя из полипропиленовых.
Соединение враструб
Соединение полипропиленовых труб без использования фитингов, резьбы или сварки возможно при монтаже труб диаметром от 50 мм, которые имеют специальное расширение на одном конце. Производитель снабжает уплотнительным резиновым кольцом такое изделие изначально. Сборщику остается только вставить трубы друг в друга.
Производитель снабжает уплотнительным резиновым кольцом такое изделие изначально. Сборщику остается только вставить трубы друг в друга.
Стыковка полипропиленовых труб враструб используется повсеместно при монтаже отвода водных стоков, канализации в индивидуальном строительстве.
infotruby.ru
Как соединить полипропиленовую трубу с полипропиленовой без пайки фитингами? Как правильно соединять полипропиленовые трубы?
Если есть необходимость в монтаже пластиковых труб, то наиболее часто для этого используют, так называемую, холодную сварку. Данная технология предполагает использование клеевого состава специального назначения и фитингов.
Плюсы использования соединения труб без горячей пайки
Если вы задумались о том, как соединить полипропиленовую трубу с полипропиленовой, то можно использовать способ, который предусматривает применение специальных фитингов. Данная методика имеет множество преимуществ, среди них особенно можно выделить повышение оперативности монтажа систем водоотведения и водоснабжения, уменьшение возможности протечек, которые могут иметь место быть при сварке встык или при химическом соединении. Помимо прочего, описываемая технология менее трудоемка, а также предполагает меньший расход электроэнергии. Помимо прочего, она сопряжена с меньшей материалоемкостью. Монтажные работы стоят достаточно дешево. С помощью фитингов и клея можно соединить трубы всевозможных диаметров, которые варьируются в пределах от 6 до 400 миллиметров.
Данная методика имеет множество преимуществ, среди них особенно можно выделить повышение оперативности монтажа систем водоотведения и водоснабжения, уменьшение возможности протечек, которые могут иметь место быть при сварке встык или при химическом соединении. Помимо прочего, описываемая технология менее трудоемка, а также предполагает меньший расход электроэнергии. Помимо прочего, она сопряжена с меньшей материалоемкостью. Монтажные работы стоят достаточно дешево. С помощью фитингов и клея можно соединить трубы всевозможных диаметров, которые варьируются в пределах от 6 до 400 миллиметров.
Сравнение холодной пайки с механическим и сварным соединением
Перед тем как соединить полипропиленовую трубу с полипропиленовой, вы должны рассмотреть все преимущества холодного способа пайки. Таким образом, данная методика, при незначительной материалоемкости, быстроте и качестве проводимых работ, не уступает традиционной сварке. Подобная технология склеивания не предусматривает применения специального оборудования, что значительно упрощает манипуляции. Не придется использовать и специальный аппарат, предназначенный для сварки, который при эксплуатации потребляет достаточно внушительное количество электроэнергии. За счет этого удается снизить себестоимость монтажных работ. Если перед вами стоит задача, как соединить полипропиленовую трубу с полипропиленовой, то стоит сравнить клеевое соединение с помощью фитингов и механическое сопряжение элементов. Последняя технология не столь энергозатратна, однако более материалоемка. Это обусловлено необходимостью приобретения дополнительных фитингов, что приводит к удорожанию работы.
Не придется использовать и специальный аппарат, предназначенный для сварки, который при эксплуатации потребляет достаточно внушительное количество электроэнергии. За счет этого удается снизить себестоимость монтажных работ. Если перед вами стоит задача, как соединить полипропиленовую трубу с полипропиленовой, то стоит сравнить клеевое соединение с помощью фитингов и механическое сопряжение элементов. Последняя технология не столь энергозатратна, однако более материалоемка. Это обусловлено необходимостью приобретения дополнительных фитингов, что приводит к удорожанию работы.
Особенности соединения с помощью фитингов и клея
Если вы не знаете, как соединить полипропиленовую трубу с полипропиленовой, то важно ознакомиться с технологией холодной сварки. Для этого предстоит использовать клей, который предназначается для соединения труб с деталями по типу фитингов. Последние наиболее часто выполняются из хлорированного поливинилхлорида. Клей после нанесения начинает растворять поверхности деталей на 1/3 толщины. Это позволяет реализовать диффузионную холодную сварку. На данный процесс влияет температура и влажность воздуха. Перед тем как соединять полипропиленовые трубы с помощью холодной сварки и фитингов, необходимо убедиться в том, что температура окружающей среды находится в пределах от 5 до 35 градусов. Если есть необходимость в проведении монтажных работ при температуре ниже нуля, то следует приобрести морозостойкий клей, который может наноситься до тех пор, пока отметка термометра не опустится до -18 градусов. Если работа осуществляется при жаркой погоде, то склеивание нужно производить в гораздо более короткие сроки, что исключит возможность высыхания состава до момента свершения манипуляций. Перед тем как соединять полипропиленовые трубы с помощью описываемой технологии, необходимо убедиться в том, что клей обладает однородной консистенцией, достаточной текучестью и не имеет посторонних включений.
Это позволяет реализовать диффузионную холодную сварку. На данный процесс влияет температура и влажность воздуха. Перед тем как соединять полипропиленовые трубы с помощью холодной сварки и фитингов, необходимо убедиться в том, что температура окружающей среды находится в пределах от 5 до 35 градусов. Если есть необходимость в проведении монтажных работ при температуре ниже нуля, то следует приобрести морозостойкий клей, который может наноситься до тех пор, пока отметка термометра не опустится до -18 градусов. Если работа осуществляется при жаркой погоде, то склеивание нужно производить в гораздо более короткие сроки, что исключит возможность высыхания состава до момента свершения манипуляций. Перед тем как соединять полипропиленовые трубы с помощью описываемой технологии, необходимо убедиться в том, что клей обладает однородной консистенцией, достаточной текучестью и не имеет посторонних включений.
В перерывах между проведением работ тару с клеевым составом необходимо закрыть как можно более плотнее, что исключит испарение летучих активных компонентов.
Технология соединения труб с помощью фитингов и клея
Если вы решили использовать метод холодного соединения, то нужно воспользоваться ниже описанной технологией. На первом этапе нужно отрезать часть трубы таким образом, чтобы удалось получить элемент необходимой длины. Для чего рекомендуется использовать труборез, специальные ножницы или ножовку по металлу, последняя из которых обладает достаточно мелкими зубцами.
Если вы задумались над вопросом о том, как правильно соединять полипропиленовые трубы, то на следующем этапе на конце изделия снимается фаска, при этом важно соблюсти угол, равный 15 градусам. В процессе проведения данных манипуляций используются фаскосниматель, важно исключить образование заусенцев. Следующим шагом станет тщательная очистка раструба фитинга, а также трубы от пыли, грязи и влаги.
Совет мастера
Для того чтобы добиться эффективной очистки соединяемых элементов, нужно применить очистители, предназначенные для труб, выполненных из ХПВХ. С помощью данного состава удастся достаточно хорошо подготовить поверхности для дальнейшего склеивания.
С помощью данного состава удастся достаточно хорошо подготовить поверхности для дальнейшего склеивания.
Нюансы проведения работ
Если перед вами стоит задача, как соединить полипропиленовые трубы без паяльника, то на следующем этапе можно осуществлять нанесение клея. Использовать при этом нужно кисть, аккуратно распределяя состав по поверхности раструба и трубы. Элементы вставляются друг в друга, для равномерного распределения состава, нужно повернуть фитинг на 90 градусов относительно трубы. Детали фиксируются на 30 секунд, в процессе чего не следует осуществлять повторного поворачивания. Весь процесс важно завершить в течение 1 минуты. Если вы задумались о том, как соединить полипропиленовые трубы без пайки, то после окончания склеивания нужно проверить наличие валика, который представляет собой равномерный клеевой слой, расположенный по окружности. Возможно, придется избавиться от избыточного количества клея, используя мягкую ветошь.
Почему стоит использовать холодный метод соединения пластиковых труб
Перед тем как соединить полипропиленовые трубы фитингами, нужно взвесить все положительные отрицательные стороны остальных технологий.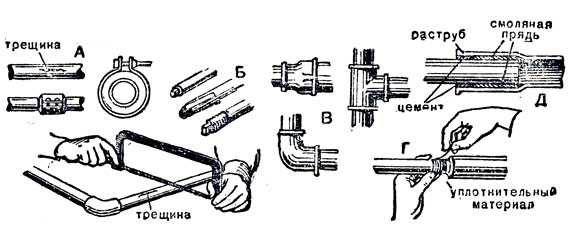 Если речь идет о клеевом соединении, которое было описано выше, то стоит выделить плюсы, заключающиеся в возможности осуществления качественного монтажа труб даже в тех местах, доступ к которым особенно затруднен. Мастеру не придется использовать дополнительное дорогостоящее оборудование, которое способно потреблять в процессе эксплуатации большое количество электроэнергии. Весь процесс есть возможность осуществить самостоятельно, не прибегая к помощи профессиональных компаний. В процессе склеивания деталей происходит образование структуры монолитного типа, которое обеспечивает герметичность стыка. Если вы решите использовать клеевую холодную сварку, то, в отличие от обычной, на внутренней поверхности изделия не будет образовываться наплывов, которые способны сузить просвет и поспособствовать оседанию твердых частиц.
Если речь идет о клеевом соединении, которое было описано выше, то стоит выделить плюсы, заключающиеся в возможности осуществления качественного монтажа труб даже в тех местах, доступ к которым особенно затруднен. Мастеру не придется использовать дополнительное дорогостоящее оборудование, которое способно потреблять в процессе эксплуатации большое количество электроэнергии. Весь процесс есть возможность осуществить самостоятельно, не прибегая к помощи профессиональных компаний. В процессе склеивания деталей происходит образование структуры монолитного типа, которое обеспечивает герметичность стыка. Если вы решите использовать клеевую холодную сварку, то, в отличие от обычной, на внутренней поверхности изделия не будет образовываться наплывов, которые способны сузить просвет и поспособствовать оседанию твердых частиц.
Заключение
Если соблюсти присоединение полипропиленовых труб между собой, соблюдая вышеописанные несложные правила и рекомендации, то протечки и провисания трубопровода будут исключены. Срок службы трубопровода, смонтированного по подобной методике, может достигать 50 лет.
Срок службы трубопровода, смонтированного по подобной методике, может достигать 50 лет.
fb.ru
пошаговое описание работы, виды сварки
Большинство современных трубопроводов в доме выполнены из пластика. Для их монтажа не требуется сложное и громоздкое оборудование, поэтому монтаж и замену можно произвести самостоятельно, в том числе металлических труб на пластиковые. Некоторые навыки и оборудование вам все-таки понадобятся, но об этом дальше.
Пластиковые трубы – выбор века
Пластик уже давно занял свое прочное место в обустройстве всех видов водопроводов.
Достоинства трубопровода из пластика:
- Простой монтаж;
- Не подвержены коррозии;
- Очень легкие конструкции;
- Внутренняя сторона труб не зарастает;
- Универсальность – отопления, водопровод и канализация;
- Гарантийный срок для пластика от 50 до 70 лет;
- Цена намного ниже металла.
Среди пластика, лучшими являются полипропиленовые трубы, поскольку они более прочные, нежели полиэтиленовые – выдерживают большое давление и температуру.
Виды полипропиленовых труб
Полипропиленовые трубы могут быть разных марок – от PN 10 до PN 25. Номер обозначает количество атмосфер, которое может выдержать данное изделие.
PN 10 рассчитана на 10 атмосфер и температуру в 25ºС и подходит только для холодных трубопроводов. PN 16 может работать при 16 атмосферах и 60ºС – для холодного и горячего водопровода, а также теплого пола. Тогда как PN 20 и PN 25 номер может выдерживать соответственно 20 и 25 атмосфер и 95 ºС, что делает их пригодными для монтажа системы отопления и горячего водопровода, равно как и других систем.
Если вы будете использовать армированную трубу PN 25, то место ее соединения с фитингом нужно будет обработать шейвером, чтобы зачистить от алюминиевой фольги.
Монтаж пластиковых труб
Пластиковую трубу можно соединять как с пластиком, так и с металлом. Конечно, способы такого соединения отличаются друг от друга.
Виды соединений полипропиленовых труб
Говоря о вариантах соединения полипропилена, у вас есть выбор, который зависит от наличия специального оборудования для пайки, а также характера отрезка трубопровода, который вы будете монтировать.
Способы соединения:
- Разборное резьбовое соединение — для марок PN 10 и PN 16;
- Сварка – для марок PN 20 и PN 25.
Резьбовое соединение применяется как для соединения пластика с пластиком, так пластика с металлом. И если для пластика это альтернативный вариант монтажа, то для пластика с металлом – единственный. Соединения без пайки осуществляются для холодных безнапорных систем. Это осуществляется при помощи обжимных фитингов, а сами соединения дополнительно герметизируются.
Сварка полипропиленовых труб с полипропиленовыми
Остановимся подробнее на наиболее частом варианте соединений – пайке. Она позволяет получить максимально герметичный и прочный результат, поэтому используется в любых системах.
Инструменты и материалы
Чтобы выполнить такое неразъемное соединение, нужен специальный сварочный аппарат, который еще называют паяльником. У этого аппарата есть специальные насадки разных диаметров с антипригарным тефлоновым покрытием. Такой паяльник можно купить или взять напрокат. Профессиональные варианты стоят очень дорого, но вы можете обойтись простеньким вариантом, который делает швы не хуже дорогих.
Такой паяльник можно купить или взять напрокат. Профессиональные варианты стоят очень дорого, но вы можете обойтись простеньким вариантом, который делает швы не хуже дорогих.
Кроме паяльника, вам нужны: труба, фитинги, нож для пластиковых труб, рулетка и карандаш.
Внимание! Это покрытие ни в коем случае нельзя очищать металлическими скребками, только брезентовой ветошью или деревянным инструментом. Также учите, что очищать насадку нужно после каждой спаянной детали, но только в теплом состоянии.
Этапы сварки
Важно! Сварка полипропиленовых труб происходит при 260ºС, поэтому нужно использовать рабочие перчатки.
Поэтапно процесс сварки можно описать следующим образом:
- Место работы. Устанавливаем сварочный аппарат (паяльник) на рабочем столе и включаем его. Можно работать и непосредственно на месте нахождения трубопровода, в зависимости от поставленной задачи;
- Разогрев. Включаем паяльник и ждем до полного нагрева насадок. О готовности скажет специальный диодный маячок, обычно это занимает около 20 минут. Важна температура паяльника и внешняя температура: а) непрогретым паяльником работать нельзя – элементы не достигнут необходимой пластичности и не соединяться в прочный шов; б) нельзя работать при минусовой температуре окружающего воздуха;
- Подготовка деталей. Отрезаем специальными ножницами необходимый отрезок трубы, делая это под прямым углом. Теперь карандашом (маркером) делаем на трубе отметку, равную глубине фитинга, чтобы при соединении не перестараться с надавливанием – соединяем ровно до отметки. Места соединения обязательно нужно обработать обезжиривающими веществами: спиртом или ацетоном. Секрет! Чтобы соединения прошли как можно проще, конец трубы обрабатывают фаскоснимателем.
- Нагрев деталей. Трубу и фитинг одновременно вставляют в разогретые насадки и ждут определенное время. Время выжидания профессионалами определяется интуитивно, но для этого существуют специальные таблицы;
- Соединение. Трубы вставляем в фитинг до отметки, выжидаем некоторое время и оставляем для остывания. Важно дождаться полного остывания, так как любая деформация крайне нежелательное явление. Такие вещи исправляются исключительно «хирургическим» путем — вырезая фитинг и осуществляя новую пайку деталей.
 Важна температура паяльника и внешняя температура: а) непрогретым паяльником работать нельзя – элементы не достигнут необходимой пластичности и не соединяться в прочный шов; б) нельзя работать при минусовой температуре окружающего воздуха;
Важна температура паяльника и внешняя температура: а) непрогретым паяльником работать нельзя – элементы не достигнут необходимой пластичности и не соединяться в прочный шов; б) нельзя работать при минусовой температуре окружающего воздуха; Важно дождаться полного остывания, так как любая деформация крайне нежелательное явление. Такие вещи исправляются исключительно «хирургическим» путем — вырезая фитинг и осуществляя новую пайку деталей.
Важно дождаться полного остывания, так как любая деформация крайне нежелательное явление. Такие вещи исправляются исключительно «хирургическим» путем — вырезая фитинг и осуществляя новую пайку деталей.Соединения армированных полипропиленовых труб
Такие трубы ( PN 25) имеют особенности в своем строении — алюминиевая фольга, поэтому соединить их без предварительной обработки не удастся. Для этого вам нужно специальное приспособление – шейвер, который зачищает некоторый слой пропилена и алюминия. Раструб фитинга устроен так, что в него входит труба с удаленным верхним слоем. Глубина зачистки определяется как глубина раструба плюс 2 мм. Но если вы приобрели пластиковые детали и инструмент одной фирмы, то шейвер снимет верхний слой необходимой глубины.
Требования к соединениям
Очень важно соблюсти все правила для монтажа таких деталей, как шаровые краны, уголки и тройники. Но в принципе любое соединение отрезка трубопровода нужно проверить на качество по нескольким пунктам.
Главные требования к соединениям:
- Соосность. Этот показатель должен быть как можно более точен и погрешность не может быть больше, чем толщина стенки трубы;
- Качество шва. Вокруг раструба фитинга должен образоваться сплошной равномерный валик оплавленного пластика;
- Поверхность фитинга. На фитинге после сварки не должно быть трещин или складок, которые вызваны перегревом.
Как соединять полипропиленовую трубу с металлической
Здесь также существует несколько вариантов:
- резьбовое соединение фитингами;
- фланцевое соединение.
Резьбовое соединение пластика с металлом
Для решения такой задачи, как соединения трубы из полипропилена и металла, существует универсальное приспособление – фитинги с резьбой. С одной стороны, эти детали могут иметь внутреннюю либо наружную резьбу для соединения с металлической трубой, а с другой – муфту для впаивания пластиковой трубы. Такие соединения являются разъемными, что в некоторый случаях весьма удобно.
Этапы резьбового соединения:
- Металлическая труба на месте желаемого стыка с пластиковой откручивается, а если муфты нет, то срезается;
- Если отрезок срезан, то резьба на ней отсутствует, но этот недостаток легко исправляется при помощи резьбореза. Этим прибором наносят новую резьбу на конец трубы;
- После откручивания муфты или нанесения новой резьбы ее нужно очистить и загерметизировать. Важно чтобы слой герметика был нанесен не больше нормы в 1-2 слоя;
- Теперь можно накручивать фитинг на металлическую резьбу, но делать эту нужно только вручную;
- Последний шаг – это приварить пластиковое изделие к гладкой муфте фитинга. Процесс точно такой же, как и пайка пластиковых изделий.
Фланцевое соединение пластика с металлом
Кроме того, применяется фланцевое соединение, которое также является разъемными. Для этого нужно приобрести втулки под фланцы, которые привариваются к трубе, либо металлические накидные фланцы. Эти виды монтажа используются для соединения полипропиленовых труб с металлическими, с клапанами, насосами и таких соединений, которые впоследствии нужно будет разбирать для чистки или ремонта.
Всего существует несколько видов фланцев:
- Свободные с опорой на прямой бурт для монтажа легких конструкций, диаметр которых не более 300 мм, а также тяжелых с диаметром до 150 мм;
- Свободные с опорой на конусный бурт для участков трубопровода с диаметром не более 200 мм;
- Клиновые соединения используются повсеместно.
Пластик и металл чаще всего соединяют первым способом, то есть свободным фланцем на прямой бурт. Главная задача состоит в том, чтобы размеры полипропиленовых и металлических элементов соответствовали друг другу.
Этапы соединения при помощи фланцев:
- По месту соединения нужно сделать ровный срез;
- На участок трубы одевается фланец;
- Укрепляем конструкцию резиновой прокладкой, но она не должна заходить слишком далеко на срез – не дальше чем 8 мм;
- Фланец надеваем на прокладку, после этого вся эта система соединяется с другим фланцем болтами. Затягивать нужно равномерно, чтобы не повредились болты, что чревато протеканием.

Как видите, соединения полипропиленовых труб с полипропиленовыми процесс довольно простой. Чаще всего используется спайка при помощи специального паяльника, поскольку такие соединения надежные и не подвержены подтеканию. Мы советуем вам купить пару лишних фитингов (можно дешевые) и кусок трубы, чтобы потренироваться в работе с паяльником. Проследите за качеством шва и когда увидите, что вам удается выполнить ровный валик шва, приступайте к пайке настоящих систем. Также паяльник и специальные фитинги пригодятся для монтажа полипропиленовых труб с металлическими. Процесс этого описан в данной статье.
Оцените статью: Поделитесь с друзьями!
kotel.guru
Соединение полипропиленовых труб с металлическими
Содержание статьи:
Очень часто при модернизации отопления, да и водоснабжения тоже, приходится соединять металлическую трубу с металлопластиковой. В основном это бывает, когда нужно подключить отопление или водоснабжение к общему стояку дома или к металлическому вводу воды в дом.
В основном это бывает, когда нужно подключить отопление или водоснабжение к общему стояку дома или к металлическому вводу воды в дом.
Такое соединение можно осуществить двумя способами:
- при помощи резьбового фитинга
- и фланцевого соединения
Резьбовое соединение полипропиленовой трубы с металлической
Так как при помощи резьбовых фитингов соединяют небольшие диаметры труб до 40 мм, они наиболее часто применяются. Поэтому начнем с этого вида соединения.
Как уже было сказано для соединения применяют такой вот фитинг, который имеет с одной стороны металлическую резьбу, а с другой фитинг для впаивания в него полипропиленовой трубы. Либо же лучше вот такую разборную муфту
которую можно буде разобрать в любой момент.
Порядок фитингового соединения
Первым делом нужно подготовить металлическую трубу. Наиболее частый сценарий такой:
- трубу нужно отрезать при помощи шлифовальной машинки или ножовкой по металлу в месте предполагаемого соединения.
- Подобрать нужный по диаметру резьборез.
- Смазать конец трубы солидолом и при помощи трубореза нарезать на ней резьбу.
- Убрать все заусенцы, образовавшиеся во время нарезки резьбы.
- Намотать на резьбу льняное волокно или фум-лентуи накрутить на трубу фитинг нужного размера.
- Далее при помощи сварочного аппарата для полипропиленовых труб осуществить соединение фитинга с полипропиленовой трубой. В конечном итоге у вас должно получиться вот так:

Как правильно паять полипропиленовые трубы читайте по
ссылке.
Либо бо же произвести соединение через шаровый кран:
Фланцевое соединение труб
Производится при помощи специальных фланцев с полипропиленовой частью.
Фланцевое соединение является универсальным соединением многих видов труб, не только полипропиленовых.
Вообще при помощи фланцевого соединения можно соединять легкие трубы диаметром до 30 см и тяжелые трубы диаметром до 20 см.
Порядок соединения такой:
Отрезается металлическая труба, желательно ровно. Надевается на неё фланец. Вставляется прокладка и другой частью фланца при помощи болтов скручивается соединение. Болты необходимо скручивать равномерно и без лишних усилий. Лучше потом ещё затянуть, если будет место подтекать.
Надевается на неё фланец. Вставляется прокладка и другой частью фланца при помощи болтов скручивается соединение. Болты необходимо скручивать равномерно и без лишних усилий. Лучше потом ещё затянуть, если будет место подтекать.
domotopil.ru
Как соединять полипропиленовые, полиэтиленовые и металлопластиковые трубы
Содержание статьи:
Любой стройматериал располагает собственным эксплуатационным периодом. Когда он заканчивается, надо заменять отработавшее свое изделия. Это относится и к трубам. Сегодня изделия из полипропилена настолько легки в установке, что дают возможность полностью заменить отопительный/водопроводный комплекс без особого труда. Нужно лишь знать, как соединять полипропиленовые трубы.
Подобный материал хорош тем, что продукция обладает следующими свойствами:
- Прочные. Они могут справиться с перепадами давления и высокотемпературным воздействием, не поменяв собственных показателей;
- Долговечные;
- Устойчивы к коррозийному воздействию;
- Легко устанавливаются. Для монтажа нужно лишь разогреть их особым устройством, выполнить соединение посредством фитингов. Для того, чтобы соединить металлическую трубу с полипропиленовой также используют фитинги.
 Для монтажа нужно лишь разогреть их особым устройством, выполнить соединение посредством фитингов. Для того, чтобы соединить металлическую трубу с полипропиленовой также используют фитинги.
Для монтажа нужно лишь разогреть их особым устройством, выполнить соединение посредством фитингов. Для того, чтобы соединить металлическую трубу с полипропиленовой также используют фитинги.Виды продукции из полипропилена
Выделяют четыре типа изделий из полипропилена:
- PN 25. Максимально допустимое давление – 2,5 МПа. Применяется в системах отопления, горячих водопроводах;
- PN 20. Универсальное изделие, которое может справиться с нагрузкой до 2 МПа. Применяется в холодных/горячих водопроводных комплексах (если температура воды не больше восьмидесяти градусов Цельсия). Она высокопрочная, потому что внутри есть армирование фольгой;
- PN 16. Предназначается для систем отопления с невысоким давлением и холодных водопроводов;
- PN 10. Изделие с тонкими стенками, которое выдерживает нагрузку до 1 МПа. Часто используется при обустройстве теплого пола (температура не выше сорока пяти градусов), холодного водопровода (до плюс двадцати).

Чтобы подобрать продукцию, которая подойдет для ваших целей, проконсультируйтесь со специалистом. Также можно посмотреть видео, в котором рассказывается, какие трубы нужно использовать в различных ситуациях.
Инструментарий
Легкость установки – ключевое достоинство полипропилена. Понадобятся определенные материалы, специальный инструментарий:
- трубы из полипропилена;
- карандаш;
- клипсы, чтобы фиксировать магистраль;
- рулетка;
- муфты для соединения;
- уголки;
- ушастик-МРВ. Он применяется для закрепления смесителя;
- выходы МРВ с резьбой из металла;
- паяльное устройство;
- ножницы для предметов из пластика.
Соединение полипропиленовых труб друг с другом
Диффузионное сваривание
Сейчас вопрос, как соединить полипропиленовые трубы является популярным. Наиболее распространенным методом считается диффузионное сваривание. Для того чтобы надежно закрепить их, применяют фитинги: муфты, уголки, переходники.
Трубы из полипропилена при монтаже холодного водопроводного комплекса точно прослужат до пятидесяти лет. Приблизительно двадцать пять лет они прослужат при монтаже горячего водопровода. Помните, что продолжительность эксплуатации зависит от входного давления и температуры.
Полипропиленовая продукция весьма прочна, способна справиться с любыми изменениями в системе. Большое давление и низкотемпературные условия никоим образом не могут повлиять на длительность их эксплуатации. Высокое давление и температура, которые зафиксированы в одно время, уменьшат длительность эксплуатации труб на пять – семь лет. В домашних трубопроводах не бывает экстремальных нагрузок, которые способны деформировать их, потому не нужно волноваться.
Прибор «Фузиотерм»
Если вас интересует соединение друг с другом, обратите собственное внимание на данный аппарат. Холодные изделия из полипропилена соединяются, затем выполняется обработка стыка прибором «Фузиотерм». Если нужно сварить 2 конца труб, их вставляют в особое отверстие, имеющееся в устройстве, предварительно прогрев аппарат до двухсот шестидесяти градусов. Потом их вытаскивают и соединяют.
Потом их вытаскивают и соединяют.
Раструбная пайка
Если радиус меньше двадцати миллиметров, то их возможно соединить посредством ручного сваривания. Для соединения с деталью из металла необходимо использовать иной метод. Потребуется специальный паяльник для раструбной пайки.
1. Отрежьте кусок изделия особыми ножницами. Если присутствует армировка, выполните ее обработку, зачистите слой армирования в области отреза.
2. Наденьте перчатки, разогрейте паяльник и начните паять.
3. Делайте все быстро, чтобы область стыка не деформировалась.
Соединение полипропиленовых труб с полиэтиленовыми
Как соединить полиэтиленовую трубу с полипропиленовой? Для этого используется стыковое сваривание. Торцы нагреваются, пока материал не расплавится. Затем их сжимают. Образуется стык, шов остывает. Нагревание осуществляется плоским инструментом из металла, имеющим покрытие из тефлона.
Главное преимущество подобного сваривания заключается в том, что для прокладывания прямых участков не нужно тратиться на соединяющие элементы. Минус состоит в том, что, вне зависимости от радиуса соединяемых изделий, понадобится соблюсти множество правил стыкового сваривания. Кроме того, соединение двух отрезков отнимает много времени. Теперь вам известно, как соединить трубу ПНД с полипропиленовой.
Минус состоит в том, что, вне зависимости от радиуса соединяемых изделий, понадобится соблюсти множество правил стыкового сваривания. Кроме того, соединение двух отрезков отнимает много времени. Теперь вам известно, как соединить трубу ПНД с полипропиленовой.
Соединение полипропиленовых труб с металлическими
Актуальным остается вопрос, как соединять полипропиленовые трубы (в условиях высокого давления) с металлическими? Существует 2 метода. Выбирать один из них нужно, отталкиваясь от радиуса.
1. Для изделий с радиусом до 20 мм нужно использовать резьбовые соединения на металлической части системы. Фитинги, с одной стороны которых есть обыкновенная муфта под монтаж к пластику, а с другой – нужная резьба, продаются повсюду. Для того чтобы герметизировать стальную резьбу, воспользуйтесь льном с олифой или же современными уплотнительными материалами. Этим вы обеспечите долговечность соединения.
2. Для размеров побольше лучше использовать фланцевые соединения. Железную резьбу с радиусом в 300 мм невозможно завинтить вручную, даже если вы силач. Так как же тогда объединить металлическую трубу и полипропиленовую, если они большого диаметра? Используйте специальные переходники, которые можно приобрести в магазине.
Железную резьбу с радиусом в 300 мм невозможно завинтить вручную, даже если вы силач. Так как же тогда объединить металлическую трубу и полипропиленовую, если они большого диаметра? Используйте специальные переходники, которые можно приобрести в магазине.
Резьба и фланцы позволяют соединять металлические и полипропиленовые трубы без пайки, что очень удобно.
Соединение полипропиленовых труб с металлопластиковыми
Каким образом можно соединить металлопластиковую трубу с изделием из полипропилена? Нужно использовать компрессионные фитинги. Обычно они производятся из материала, который устойчив к коррозийному воздействию (медь, латунь). Конструкция заключает в себе штуцер, кольцо, накидную гайку. Посредством их обжим фиксируется.
Когда гайку закручивают, она давит на кольцо, закрепленное на трубном участке. Обычно подобное соединение используется в водопроводных и отопительных системах.
Типы фитингов
Выполнить соединение 2 кусков из неодинаковых материалов возможно особыми фитингами. Они еще используются, когда нужно соединить сантехнику с арматурой из стали. Вставки на фитингах необходимы для прочного соединения. Они могут быть изготовлены из латуни либо хрома. Сегодня наиболее распространены следующие варианты:
Они еще используются, когда нужно соединить сантехнику с арматурой из стали. Вставки на фитингах необходимы для прочного соединения. Они могут быть изготовлены из латуни либо хрома. Сегодня наиболее распространены следующие варианты:
- крестовины;
- комбинированные тройники;
- муфтовые;
- шаровые краны;
- переходники (располагают внешней пластмассовой резьбой).
Правильный выбор полипропиленовых изделий
Сложно выбрать что-либо определенное из широкого ассортимента, предоставляемого множеством изготовителей. Существуют критерии, которыми необходимо руководствоваться при приобретении.
1. Изделия должны находиться в соответствии с характеристиками водопровода/системы отопления.
2. Для того чтобы качественно собрать систему, нужно приобретать все детали у одного изготовителя. Подобный подход позволит создать надежную и долговечную конструкцию.
3. При выборе обращайте внимание на качество трубопроводов, фитингов. Оценивайте следующее:
Оценивайте следующее:
- гладкость внутренней/наружной поверхности;
- наличие трещин, сколов, пузырей, неоднородной структуры, посторонних частиц;
- правильность геометрии;
- одинаковая толщина стен.
4. Помните, что полипропиленовые изделия предназначены для эксплуатации при температуре не меньше минус двадцати. Спросите в магазине, как хранить их зимой. Неправильное хранение приводит к деформации изделий.
5. Если по водопроводу будет идти вода для питья, поинтересуйтесь у продавца, соответствует ли товар нормам санитарии и гигиены.
6. Покупайте лишь прямые трубы, без изгибов. В магазинах они хранятся вертикально, поэтому постепенно они изгибаются, перестают быть ровными. Обязательно обращайте на это внимание.
7. Выбирайте изделия от проверенных изготовителей, которые хорошо зарекомендовали себя, имеют все необходимые сертификаты. Стараясь сэкономить, можно купить низкокачественное изделие, которое не сможет прослужить вам весь эксплуатационный период. Поэтому лучше заплатить побольше один раз, чем потом тратиться снова и проводить сложный ремонт водопровода/отопительного комплекса.
Поэтому лучше заплатить побольше один раз, чем потом тратиться снова и проводить сложный ремонт водопровода/отопительного комплекса.
Советуем почитать:
stroysoveti.ru
Как соединять полипропиленовые трубы — два способа и этапы работ
Полипропиленовые трубы намного удобнее и практичней своих металлических собратьев. Их основные достоинства:
- легкий монтаж;
- не большой вес;
- не подвержены коррозии;
- не дорогие.
Благодаря своим преимуществам, они становятся все более популярными.
Как соединить полипропиленовые трубы
Еще одним важным преимуществом этого материала является то, что для монтажа не требуется ни кого нанимать, все можно сделать своими руками. Поэтому, если Вам необходимо заменить старый протекающий водопровод можете смело приступать к работе. Соединить полипропилен можно с помощью спайки или же применяя холодный метод.
1 способ – спаивание
Этот способ подразумевает наличие специального сварочного аппарата, который у специалистов именутся «утюг». Утюг — это своеобразный паяльник работающий от электричества. В комплекте с ним идут насадки разного диаметра.
Если Вы не собираетесь профессионально заниматься монтажом водопровода, такой прибор покупать не обязательно. Его можно взять в прокат, обычно все продавцы предоставляют такую услугу. Процесс спаивания полипропиленовых труб не сложный.
Видео: Как правильно паять трубы своими руками
Технология пайки
Соединяются изделия из полипропилена под воздействием высокой температуры. Сама труба должна нагреваться с внешней стороны, а все соединительные элементы с внутренней. Таким образом получается прочное соединение.
Сама труба должна нагреваться с внешней стороны, а все соединительные элементы с внутренней. Таким образом получается прочное соединение.
Этапы спаивания
- Включаем паяльник, он должен разогреться до 270 гр С. Пока происходит нагрев можно нарезать нужные заготовки и зачистить. Для удобства можно сделать пометки, которые покажут на какую глубину погружать их в сварочный аппарат. Отрезают их специальным труборезом или обычной ножовкой по металлу. Если нарезка производится ножовкой, следует обратить внимание на заусеницы и если они остаются, их необходимо срезать ножом.
- После того как паяльник нагрелся до необходимой температуры, на его насадки вставляем трубу и соединительные элементы. Для качественной спайки все элементы должны вставляться ровно. Движения должны быть быстрыми и уверенными. Детали которые подвергаются нагреванию нельзя сдвигать и крутить.
- Когда все элементы хорошо нагрелись, их снимают с паяльника и производят соединение друг с другом. Это также делается быстрыми и уверенными движениями. Детали соединяются с легким нажимом (без вращения) и фиксацией 10-15 секунд.
- После этой процедуры можно переходить к спаиванию следующего узла и так до победного конца, когда водопровод будет полностью спаян.
 Детали соединяются с легким нажимом (без вращения) и фиксацией 10-15 секунд.
Детали соединяются с легким нажимом (без вращения) и фиксацией 10-15 секунд.Нагретый полипропилен быстро остывает, при этом образуется прочное и надежное соединение. Буквально через час в систему можно подавать воду.
2 способ – без пайки
Это способ соединения, для которого не требуется наличие паяльного оборудования. При этом способе есть два варианта: соединение компрессионными фитингами и так называемая «холодная сварка».
Для варианта с компрессионными фитингами понадобится только специальный обжимной ключ. Этот ключ обычно продается в комплекте с фитингами.
Если вы остановитесь на варианте — «холодная сварка», тогда понадобится специальный «агрессивный» клей. Его наносят на детали, после чего соединяют их и прижимают, зафиксировав в таком положении на несколько секунд.
Соединение полипропиленовых труб с помощью клея подходит только для водопровода с холодной водой. Соединение полипропиленовых труб без спайки имеет большой недостаток, а именно — по сравнению с пайкой, время на монтаж трубопровода требуется существенно больше.
Соединение полипропиленовых труб без спайки имеет большой недостаток, а именно — по сравнению с пайкой, время на монтаж трубопровода требуется существенно больше.
В заключение хочется сказать, что в самостоятельном соединении полипропиленовых труб нет ничего сложного. Как и в большинстве других строительных работах, от вас потребуется добросовестное и четкое выполнение всех технологических норм.
Тогда процесс соединения полипропиленовых труб будет выполнен быстро и главное качественно. А качество выполненной работы является залогом долговечной и надежной работы систем водоснабжения и отопления.
Посмотрите видео: Как правильно паять полипропиленовые трубы своими руками
alina-sharapova.ru
Как соединять полипропиленовые трубы — соединение полипропиленовых труб
Каждый строительный материал имеет свой срок эксплуатации, по окончанию которого приходится проводить замену испортившихся изделий. Трубы не являются исключением. Современные полипропиленовые трубы настолько просты в монтаже, что позволяют сделать замену всей системы отопления или водоснабжения без особых усилий. Чтобы узнать, как соединять полипропиленовые трубы, достаточно прочесть статью.
Трубы не являются исключением. Современные полипропиленовые трубы настолько просты в монтаже, что позволяют сделать замену всей системы отопления или водоснабжения без особых усилий. Чтобы узнать, как соединять полипропиленовые трубы, достаточно прочесть статью.
Преимущества труб из полипропилена
Несколько основных преимуществ таких труб:
- Прочность. Они способны выдержать скачки давления в системе и высокую температуру без изменения своих характеристик.
- Долговечность.
- Стойкость к коррозии.
- Легкость монтажа. Для установки труб достаточно нагреть их специальным прибором и соединить при помощи фитингов. Соединение полипропиленовой трубы с металлической осуществляется также при помощи фитингов.
Инструменты
Инструмент для сварки
Простота монтажа – первое и главное преимущество полипропиленовых труб, правда, потребуются дополнительные материалы и инструменты.
- полипропиленовые трубы,
- карандаш,
- клипсы для фиксации труб,
- рулетка,
- соединительные муфты,
- утеплители мерилоновые,
- уголки. Нам потребуются изделия двух видов: под 45 и 90 градусов,
- МРВ-ушастик. Он используется для крепления смесителя,
- МРВ и МРН выходы с металлической резьбой,
- паяльник,
- ножницы для пластиковых изделий.
Монтаж
Как правильно сделать монтаж системы с использованием труб из полипропилена, чтобы результат был долговечным, мы рассмотрим ниже. Если у вас остались сомнения насчет своих умений, или вы не решаетесь на самостоятельную замену изделий, то навсегда забудьте об этом. Дело в том, что даже неправильная спайка таких труб может быть исправлена соединительными муфтами.
Обратите внимание! При выборе полипропиленовых изделий ориентируйтесь на диаметр старых труб, что поможет значительно упростить монтаж всей конструкции.
Диффузионная сварка
Полипропиленовые изделия можно соединить несколькими способами, но самый популярный – диффузионная сварка. Для надежного крепления изделий здесь используются фитинги: муфты, уголки и переходники.
Полипропиленовые трубы в системе холодного водоснабжения гарантировано прослужат до 50 лет. Примерно четверть века они смогут прослужить при обустройстве горячего водоснабжения. Не забывайте, что длительность службы этих изделий зависит от давления и температуры воды в конструкции.
Трубопровод из полипропилена имеет большой запас прочности, позволяющий выдерживать все изменения в системе. Так, высокое давление и низкие температурные показатели никак не повлияют на продолжительность службы изделий. Такое же воздействие на полипропиленовые трубы будет иметь низкое давление с высокой температурой. Однако высокие показатели давления и температуры, одновременно зафиксированные в системе, сократят продолжительность службы изделий на 5–7 лет. В домашних трубопроводах не бывает чрезмерных нагрузок, способных повредить трубы, поэтому не стоит беспокоиться.
Обратите внимание! Полипропиленовые трубы, для скрепления которых использованы неразъемные соединения, в последующем не могут быть разобраны.
Категории полипропиленовых труб
Все полипропиленовые трубы делятся на:
- PN 25. Труба выдерживает 2,5 МПа. Используется в отопительных системах и системах горячего водоснабжения.
- PN 20. Универсальная труба, способная выдержать 2 МПа. Она может использоваться для холодного и горячего водоснабжения при условии, что температура системы не больше 80 ⁰C. Полипропиленовая труба этой категории относится к изделиям высокой прочности, так как внутренняя ее часть армирована фольгой.
- PN 16. Труба для отопительных систем с низким давлением и холодного водоснабжения.
- PN 10. Тонкостенная труба, выдерживающая давление в 1 МПа. Ее широко применяют в конструкциях теплого пола (но при температуре не выше 45 ⁰C) и холодного водоснабжения (до +20 ⁰C).
Видео с яркими примерами использования труб определенной категории поможет определиться в таком нелегком выборе:
 youtube.com/embed/fKf2kG7gHvw» frameborder=»0″>
youtube.com/embed/fKf2kG7gHvw» frameborder=»0″> Виды фитингов
Фитинги для труб
Соединить две трубы из разных материалов (металлическую и полипропиленовую) можно специальными фитингами. Они помогают еще и при соединении сантехнического оборудования со стальной арматурой. Вставки на фитингах нужны для надежного скрепления изделий и бывают они латунными или хромированными. Как правильно их использовать и где лучше, мы сейчас не будем затрагивать, а рассмотрим лишь их разновидности — это:
- крестовина,
- комбинированные тройники,
- муфты,
- угловые шаровые краны и прямые,
- заглушка,
- угольники на 45 и 90 градусов,
- угольник (тройной или для соединения одинаковых труб),
- проходная водорозетка,
- переход. Он имеет наружную резьбу ил пластмассы типа DG,
Разновидности фитингов
- вварное седло,
- комбинированные муфты,
- комбинированные угольники для труб,
- комбинированные угольники для приборов.

Ход работы по соединению труб
Скрепление изделий из полипропилена – процесс простой, но требует внимательности и аккуратности. Чтобы сделать все правильно, нужно прочитать инструкцию, которая идет в комплекте с паяльником. Проводить все работы по пайке труб лучше поэтапно.
Сначала составляем схему! Новый водопровод начинается с разметки кранов, фильтров, поворотов и других деталей. После составления подробной схемы можно приступить к частичной сборке трубопровода. Часть деталей можно соединить без пайки, использовав клей, но другая требует специального инструмента. Чтобы процесс спаивания проходил легко, держите трубы строго горизонтально.
Схема соединения
Чтобы соединить трубы, расположенные вертикально, потребуется помощник. Второй человек должен лишь фиксировать изделие на своем месте, а вы будете паять, предварительно сняв паяльник с подставки. Последний этап – сборка получившихся частей в единую конструкцию. Здесь вам тоже понадобится помощник.
Здесь вам тоже понадобится помощник.
Для соединения полипропиленовых изделий с диаметром больше 63 см используют стыковую сварку. Такой способ скрепления изделий считается самым надежным, а для его проведения не требуется дополнительных деталей.
Аппарат Фузиотерм
Холодные полипропиленовые трубы накручиваются и затягиваются на своих местах, после чего места соединения обрабатываются аппаратом Фузиотерм. Если требуется сварка двух концов изделий, то их нужно вставить в специальное отверстие в аппарате. То аппарат для пайки включают, дают прогреться до 260 градусов, вставляют трубы в специальное отверстие, выдерживают установленное время, извлекают и соединяют.
Обратите внимание! Температуру разогрева необходимо проверять до начала сварки.
Раструбная пайка
Полипропиленовые трубы с диаметром менее 40 мм можно соединять ручным аппаратом для сварки. Соединение полипропиленовой трубы с металлической деталью не может проводиться таким способом. Такая техника имеет центрирующее устройство и несколько особых насадок. Включать такой аппарат можно только после надежной его фиксации и установки насадок.
Включать такой аппарат можно только после надежной его фиксации и установки насадок.
Порядок проведения раструбной пайки
- Отрезать часть полипропиленовой трубы можно специальными ножницами. Армированное изделие нужно будет обработать, зачистив армирующий слой в месте среза.
- Надев перчатки, нагревают аппарат и начинают пайку.
- Сварка должна проводиться очень быстро во избежание деформации мест соединения.
Видео
Предлагаем вам увидеть, как паяются трубы из полипропилена:
Последняя редакция: 04.03.2015 Автор: Галина Костюк
trubyinfo.ru
Как соединить стальную трубу без резьбы с полипропиленовой
Главная » Разное » Как соединить стальную трубу без резьбы с полипропиленовой
Соединение металлической трубы с полипропиленовой
На чтение 6 мин. Обновлено
Обновлено
Металлические трубы отжили своё уже некоторое время назад. На смену им приходят пластиковые аналоги. По своим эксплуатационным характеристикам они не уступают металлическим, а иногда и превосходят его.
Правильное соединение металлической трубы с полипропиленовой становится залогом того, что система будет работать без перебоев, с максимальной надёжностью.
Не так уж редки ситуации, когда надо произвести соединение полипропиленового изделия с металлическим .
Чтобы понять, как правильно соединять полиэтиленовый трубопрокат с полипропиленовой или металлической смотрите видео уроки, размещенные в данной статье.
Существует несколько способов, как грамотно произвести соединение.
- С наличием резьбы. Предполагает, что используют фитинги, которые выглядят как муфты. Один конец снабжается резьбой на металл, а другой – срезом, с идеальной гладкостью.
- Фланцевого типа. Когда болты со шпильками стягивают конструкции самих фланцев. Они помогут понять, как соединять полипропиленовые трубы, видео сделают процесс более наглядным.

Монтируем резьбовые фитинги
Такие типы соединений актуальны, если вместе берутся трубы среднего, малого диаметра. Размер их не должен превышать 40 миллиметров.
Резьба на фитингах присутствует не только внутри, но и снаружи. Она нужна, чтобы закреплять металлические стороны и концы на деталях. Гладкий срез муфты располагается на противоположной стороне. Он предполагает припаивание пластика.
Фитинги монтируются по простой технологии.
- Заготовку срезают под прямым углом, в том месте, где предположительно будет находиться стык. Для обработки края используют солидол. Затем берут резьборез, и заканчивают обработку.
- После этого их надо очистить так, чтобы отсутствовала металлическая стружка. Для будущего стыка не обойтись без герметизации, что предполагает применение ФУМ-лент, либо пакли.
- Фитинговая конструкция накручивается на часть со срезом, с предварительной подготовкой. Для этого не потребуется приложить слишком много усилий. Деталь может растрескиваться, если инструментами нажимать на неё слишком сильно.
- Гладкий срез приворачивается к трубе из пластика. Легко понять, как соединить полиэтиленовую трубу с полипропиленовой.

Материал для герметизации выкладывают по ходу резьбы, чтобы им было закрыто минимум 1-2 витка.
Видео: как соединять трубопровод
Устанавливаем фланцы
Этот вариант больше подойдёт тем, кто работает с большими диаметрами. Благодаря ему в процессе эксплуатации возникает меньше проблем с доступом при необходимости сделать очистку.
Фланцы выглядят как диски плоской формы с опорой на прямые бруты.
Монтаж труб в системе состоит из нескольких этапов.
- Начинается всё с создания ровного среза на концах заготовок. Главное – чтобы пыль и стружка внутри отсутствовали.
- Затем переходят к надеванию фланцев на срезы, подготовленные заранее. Между местами с дисками располагаем прокладки из резины.
- Для соединения фланцев друг с другом применяют болты. Важно, чтобы затягивание было равномерным, без прикладывания больших усилий.
Рекомендуется отдельно проследить за тем, чтобы прокладки из резины краями не выступали больше, чем на 10 миллиметров.
Полипропиленовые трубы и их соединение
На концы труб из этого материала воздействуют высокой температурой, чтобы соединить изделия, провести стыковку. Можно использовать так же склеивание, либо специальные фитинги.
Видео: как правильно паять
Как запаять конструкции?
Полипропиленовые заготовки нельзя соединить без специального сварочного аппарата, который получил название «утюга».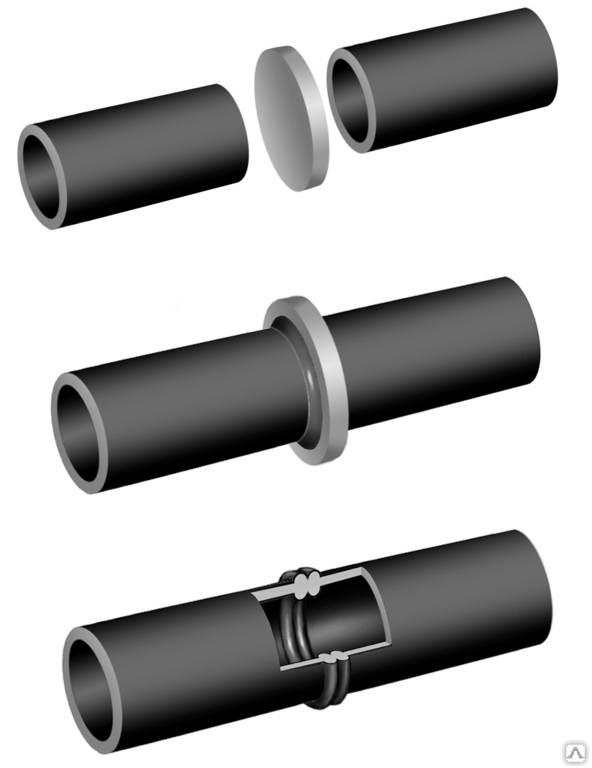 Он работает при подключении к обычной электрической сети.
Он работает при подключении к обычной электрической сети.
Лучше приобретать и сами материалы с небольшим запасом, на случай возможных ошибок.
Процесс состоит из нескольких этапов. Это позволит понять, как запаять полипропиленовую трубу.
- Выполняется несколько срезов там, где в будущем будут располагаться стыки. Требуется и тщательная зачистка для торцов. На их поверхности делают специальные отметки маркером. Они указывают, на какой глубине должны находиться детали внутри нагревательного аппарата. Температура паяльника должна составить не менее 270 градусов.
- Строго перпендикулярное соединение насадок с раскалённым паяльником. То же самое проделывают с концами других соединений.
- 10-15 секундное ожидание до завершения плавления. Потом от насадок избавляются, а детали снова соединяют между собой. Их слегка прикладывают друг к другу, но проворачивание недопустимо.
- Детали для стыковки надо оставить на некоторое время в одном положении, пока они не остынут.
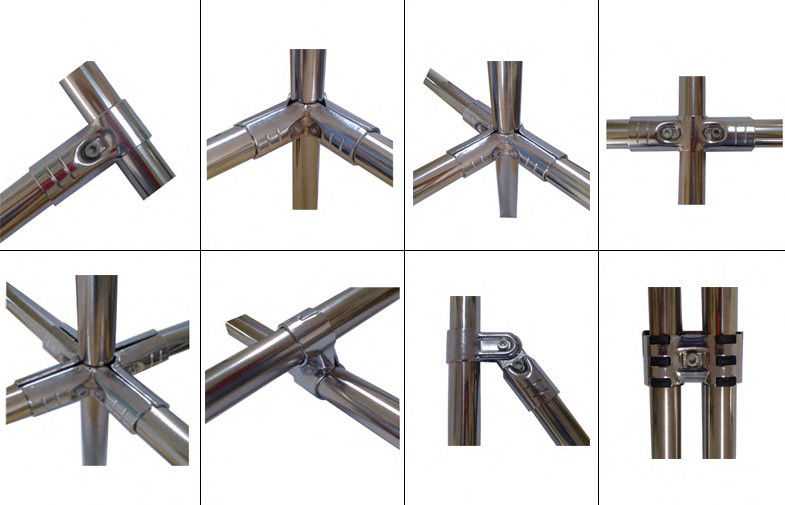
Видео: учимся как паять
Раструбная пайка – вариант, который применяют для труб с 40-миллиметровым и большим диаметром. Но такую работу рекомендуется доверять специалистам, только они знают обо всех особенностях.
Соединительные элементы лучше нагревать изнутри, а трубы –снаружи. Тогда легче будет создавать узлы, отличающиеся высокой прочностью. Иначе внутри образуются небольшие бугорки, из-за которых проходимость уменьшается. Продувка конструкции позволит забыть о подобных проблемах.
Особенности «холодного» способа
Предполагается, что в данном случае используются компрессионные фитинги. Из инструментов хватит обычного обжимного ключа.
Монтажный процесс выглядит так.
- Как обычно, начинается работа со срезов на концах. После этого надо проверить, в перпендикулярном ли положении находится кромка. Зачистка торцов от заусенец проводится проволочной мочалкой, либо мелкозернистой шкуркой.
- Стяжная гайка одевается на один из концов трубы. Резьба должна идти к фитингу. Затем переходят к эксплуатации колец с компрессией. Они тоже идут в фитинговую сторону, но длинными скосами.
- Фитинг нанизывается на поверхность торца, подготовленного заранее. Во внутреннюю поверхность деталь вставляется до упора.
- После этого стяжная гайка полностью затягивается. Система проверяется на предмет герметичности.

Видео
На какие моменты при сваривании обращать внимание?
Профессиональные паяльники стоят достаточно дорого. Лучше приобрести недорогие «любительские» варианты, если работа будет непостоянной. У таких обычно сразу несколько ходовых насадок. Можно брать инструменты в аренду. Это не повлияет на качество итоговых соединений.
Устойчивая подставка стала обязательным элементом почти для всех паяльников. Даже профессионалы выполняют соединения только в том случае, если инструмент сохраняет устойчивое положение. На нагрев рабочих поверхностей уходит не больше 10-15 минут.
Даже профессионалы выполняют соединения только в том случае, если инструмент сохраняет устойчивое положение. На нагрев рабочих поверхностей уходит не больше 10-15 минут.
В соединительных насадках есть всего 2 части – дрон, на котором разогревают муфту, а так же гильза, внутри которой находятся труба с дроном.
Детали насадки устанавливаются на паяльник, когда он ещё холодный. И только после этого прибор подсоединяется к сети. Работу надо начинать, лишь когда погаснут индикаторы.
Видео
Это происходит при втором нагревательном цикле. Но время разогрева определяется несколькими факторами:
- Типом трубы.
- Толщиной стенок.
- Диаметром конструкции.
Все эти значения обычно указываются в таблице, которая идёт в комплектах с паяльниками.
Канализационные системы и особенности их соединения
Монтируя канализацию, многие соединяют пластиковые трубы не только с металлическими, но и с чугунными аналогами.
Такие стыки конструктивно отличаются от других. Потребуется приобретение специальных комплектующих:
- Уплотнителей.
- Гофр.
- Манжет.
Подбор и приобретение подходящих комплектующих не должен доставить особых проблем. Но можно использовать и подручные материалы, если найти подходящий вариант никак не получается.
Из микропористой резины, например, вырезают уплотнитель. В зазор между соединяемыми элементами надо поместить длинную узкую ленту. Тупая широкая отвёртка поможет уплотнить этот материал.
Видео
Чеканка неприемлема по нескольким причинам. Она может деформировать пластиковые трубы, помешать созданию герметичных стыков. Но даже после выполнения работы вероятность протечек сохранится высокая.
Цементный раствор так же не отличается высоким сроком службы. Разные материалы имеют разный коэффициент теплового расширения, и эта разница оказывает на конструкцию негативное влияние.
В зацементированных стыках слишком быстро появляются трещины, такие конструкции просто утрачивают свою целостность.
Пластиковые трубопрокаты иногда соединяются и с медными, но такой вариант встречается крайне редко. Соединение металлической трубы с полипропиленовой более распространено.
Процесс производства труб / Методы изготовления бесшовных и сварных труб
Перейти к содержанию
- На главную
- ТрубопроводыРазвернуть / Свернуть
- ТрубопроводРазвернуть / Свернуть
- Направляющая по трубам
- Размеры и спецификации труб
- Таблицы графиков
- desk Производство бесшовных и сварных труб
- Осмотр труб
- ФитингиРазвернуть / Свернуть
- Руководство по трубным фитингам
- Производство трубных фитингов
- Размеры и материалы трубных фитингов
- Осмотр трубных фитингов — Визуальные и испытания 90 и 45 Градус
- Размеры трубных колен и возвратных труб
- Размеры тройника
- Размеры трубного редуктора
- Размеры заглушки
- Размеры трубной муфты
- ТрубопроводРазвернуть / Свернуть
- Фланцы расширяются / сжимаются
- Направляющие фланцев Фланец
- Приварной и удлиненный Характеристики ge
- Размеры фланца приварной шейки
- Размеры фланца RTJ
- Размеры фланца внахлест
- Размеры фланца с длинной приварной шейкой
- Размеры фланца приварной втулки
- Размеры фланца с муфтой
- Размеры глухого фланца
- Фланец с диафрагмой
- КлапаныРазвернуть / Свернуть
- Направляющая клапана
- Детали клапана и трим клапана
- Запорный клапан
- Проходной клапан
- Шаровой клапан
- Обратный клапан
- Поворотный клапан
- Пробка
- Пробка
- Пробка
- Клапан сброса давления
- Материал трубыРасширение / сжатие
- Направляющая материала трубы
- Углеродистая сталь
- Легированная сталь
- Нержавеющая сталь
- Цветные металлы
- Неметаллические
- ASTM A53
- 110
0003 ASTM - ОлецExpand / Свернуть
- Направляющая
- Втулка и размеры
- Втулка и размеры
- Резьба и размеры
- Латролет и размеры
- Эльболет и размеры
- Болты шпилькиРазвернуть / свернуть
- Направляющая шпильки
- Направляющая шпильки
- Таблица болтов фланца
- Размеры тяжелой шестигранной гайки
- Прокладки и жалюзи для очков Развернуть / Свернуть
- Направляющая для прокладок
- Спирально-навитая прокладка
- Размеры спирально-навитой прокладки
- Заглушка
- и заглушка для RTJ
- Размеры
- Как читать P&ID
- Блок-схема процесса
- Символы P&ID и PFD
- Символы клапана
- PumpExpand / Collapse
- 9000 Работа и типы
- Скоро
- Видеоуроки
- हिंदी Видео
HardHat Engineer HardHat Engineer Search Искать:
HardHat Engineer HardHat Engineer Search Искать:
- Главная
- Трубопровод
- Трубопровод
- Направляющая
- Размеры и график труб
- Таблицы графиков труб
- Цветовые коды сварных труб 9000
- Осмотр труб
- Фитинги
- Руководство по трубопроводным фитингам
- Производство трубопроводных фитингов
- Размеры и материалы трубных фитингов
- Осмотр трубных фитингов — визуальный осмотр и испытания
- Размеры колена — 90 и 45 градусов
- Труба Размеры и возврат
- Размеры тройника
- Размеры переходника трубы
- Размеры заглушки
- Размеры трубной муфты
- Фланцы
- Направляющая фланца
- Фланец с отверстием и длинной приварной шейкой Фланец с шейкой
- Номинальные параметры Размеры
- Размеры фланца RTJ
- Размеры фланца внахлест
- Размеры фланца с длинной приварной шейкой
- Размеры фланца, приварного внахлест
- Размеры скользящего фланца
- Размеры глухого фланца
- Размеры фланца с диафрагмой
- Трубопровод
- Клапаны
- Детали клапана и трим клапана
- Задвижка
- Проходной клапан
- Шаровой клапан
- Обратный клапан
- Поворотный клапан
- Пробка
- Игольчатый клапан
- Материал предохранительного клапана
- Материал предохранительного клапана
- 900 02
- Направляющая материала труб
- Углеродистая сталь
- Легированная сталь
- Нержавеющая сталь
- Цветные металлы
- Неметаллические
- ASTM A53
- ASTM A105
и
- Направляющая шпильки
- Процедура затяжки болта
- Таблица гаек фланца
- Направляющая для прокладок
- Спирально-навитая прокладка
- Размеры спирально-навитой прокладки
- Прокладка и размер RTJ
- Очковые слепые и проставки
- Размеры для очков
P&000
- Технологический поток Di agram
- Символы P&ID и PFD
- Условные обозначения клапанов
- Насос
- Работа и типы центробежного насоса
- Сосуд под давлением
- Видео Скоро
9003
Видео Обучающие видео
.
| Термопласт АБС (акрилонитрил-бутадиенстирол) | 72-108 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| АБС-стекловолокно, армированное стекловолокном | 31 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| армированное стекловолокном | Ацеталь | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ацетали | 85-110 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Акрил | 68-75 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Глинозем (оксид алюминия, Al 2 O 3 ) | 8.1 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Алюминий | 21-24 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Нитрид алюминия | 5,3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Янтарь | 50-60 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Сурьма свинец (твердый свинец) | 000 0004 9-11 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Мышьяк | 4,7 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Бакелит, отбеленный | 22 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Барий | 20,6 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Феррит бария | Бериллий | 12 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Висмут | 13 — 13. 5 5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Латунь | 18 — 19 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Кирпичная кладка | 5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Бронза | 17,5 — 18 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Cadmium | Каучук66-69 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Серый чугун | 10,8 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Целлулоид | 100 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ацетат целлюлозы (CA) | 130 | бутылок | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Нитрат целлюлозы (CN) | 80-120 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Цемент, Портленд | 11 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Церий | 5.2 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Хлорированный полиэфир | 80 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Хлорированный поливинилхлорид (ХПВХ) | 63-66 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Хром | 6-7 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Бетон | 13-14 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Бетонная конструкция | 9,8 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Constantan | 15.2 — 18,8 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Медь | 16 — 16,7 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Медь, бериллий 25 | 17,8 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Корунд, спеченный | 6,5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Алмаз (углерод) | 1,1 — 1,3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дюралюминий | 23 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Диспрозий | 9,9 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Эбонит | 70 | 000 | стекловолокно, армированное стекловолокном Эпоксидные, литые смолы и компаунды, ненаполненные45 — 65 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Эрбий | 12. 2 2 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Этиленэтилакрилат (EEA) | 205 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Этиленвинилацетат (EVA) | 180 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Европий | 35 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Плавиковый шпат, CaF 2 | 19,5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Гадолиний | 9 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Немецкое серебро | 18,4 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Германий | 6.1 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Стекло, твердое | 5,9 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Стекло, пластина | 9,0 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Стекло, Pyrex | 4,0 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Золото | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| медь | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Золото — платина | 15,2 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Гранит | 7,9 — 8,4 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Графит чистый (углерод) | 4-8 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Gunmetal | 180004 Gunmetal | 180004 198 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Гафний | 5.9 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Твердый сплав K20 | 6 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Хастеллой C | 11,3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Гольмий | 11,2 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ice, 0 o | C water 9000 11,5 — 12,6 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Индий | 33 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Инвар | 1,5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Иридий | 6,4 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Чугун, литой | 10. 4-11 4-11 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Кованое железо | 11,3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Железо чистое | 12,0 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Каптон | 20 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Лантан | 000 000 00012,1 | Известняк | 8 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Литий | 46 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Лютеций | 9,9 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Macor | 9,3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 23000.8 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Магний | 25 — 26,9 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Магниевый сплав AZ31B | 26 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Марганец | 22 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Марганец | 9000 | 18,1 Марганец | 18,1 | Каменная кладка, кирпич | 4,7 — 9,0 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Меркурий | 61 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Слюда | 3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Молибден | 5 | 5 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Раствор | 7,3 — 13,5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Неодим | 9,6 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Никель | 13,0 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ниобий (Columbium | 90 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Нейлон, армированный стекловолокном | 23 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Нейлон, тип 11, формовочная и экструзионная смесь | 100 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Нейлон, тип 12, формовочная и экструзионная смесь | 80.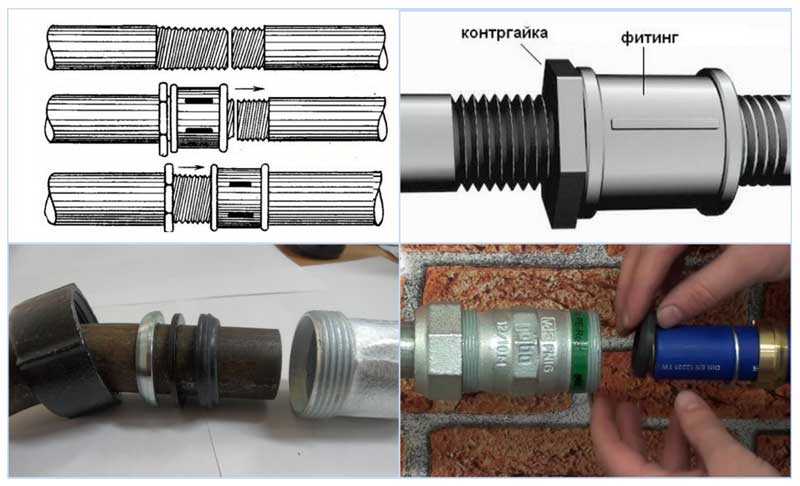 5 5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Нейлон, тип 6, литье | 85 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Нейлон, тип 6/6, формовочная масса | 80 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дуб, перпендикулярно волокну | 54 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Палладий | 11,8 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Парафин | 106-480 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Фенольная смола без наполнителей | 60-80 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Гипс | 17 | |||||||
| Пластмассы | 40-120 | |||||||
| Платина | 9 | |||||||
| Плутоний | ||||||||
| Плутоний | 47-54 | |||||||
| 47-54 | ||||||||
| Полияллон | 92 | |||||||
| Полиамид (PA) | 110 | |||||||
| Полибутилен (PB) | 130-139 | |||||||
| Поликарбонат (ПК) | 65-70 | армированный стекловолокном | ||||||
| 21.5 | ||||||||
| Полиэстер | 124 | |||||||
| Полиэстер — армированный стекловолокном | 25 | |||||||
| Полиэтилен (PE) | 108-200 | |||||||
| Полиэтилен 9 (PE) — Высокомолекулярный вес 9 (PE) — | ||||||||
| Полиэтилентерефталат (ПЭТ) | 59,4 | |||||||
| Полифенилен | 54 | |||||||
| Полифенилен — армированный стекловолокном | 36 | |||||||
| Полипропилен — армированный стекловолокном | 32 | |||||||
| Полистирол (ПС) | 70 | |||||||
| Полисульфон (ПСО) | 55-60 | |||||||
| Политетрафторэтилен | ||||||||
| Полиуретан (PUR), жесткий | 57. 6 6 | |||||||
| Поливинилхлорид (ПВХ) | 54-110 | |||||||
| Поливинилиденфторид (PVDF) | 128-140 | |||||||
| Фарфор, промышленный | 4 | |||||||
| Празеодим | 6,7 | |||||||
| Прометий | 11 | |||||||
| Кварц плавленый | 0,55 | |||||||
| Кварц минеральный | 8 — 14 | 7 | ||||||
| Родий | 8 | |||||||
| Каменная соль | 40,4 | |||||||
| Каучук, твердая | 80 | |||||||
| Рутений | 11,6 | |||||||
| Сапфир | 5,3 | |||||||
| Скандий | 10,2 | |||||||
| Селен | 37 | |||||||
| Кремний | Карбид77 | |||||||
| Серебро | 19 — 19,7 | |||||||
| Ситалл | 0,15 | |||||||
| Сланец | 10 | |||||||
| Натрий | 70 | |||||||
| 25 | ||||||||
| Металлические зеркала | 19,3 | |||||||
| Стеатит | 8,5 | |||||||
| Сталь | 10,8 — 12,5 | |||||||
| Сталь нержавеющая | .||||||||
| Сталь нержавеющая аустенитная (310) | 14,4 | |||||||
| Сталь нержавеющая аустенитная (316) | 16,0 | |||||||
| Сталь нержавеющая ферритная (410) | 9, | 9.9 | ||||||
| Тантал | 6,5 | |||||||
| Теллур | 36,9 | |||||||
| Тербий | 10,3 | |||||||
| Терне | 11.6 | |||||||
| Таллий | 29,9 | |||||||
| Торий | 12 | |||||||
| Тулий | 13,3 | |||||||
| олово | ||||||||
| 5-8 | ||||||||
| Вольфрам | 4,5 | |||||||
| Уран | 13,4 | |||||||
| Ванадий | 8 | |||||||
| 6 | ||||||||
| Воск | 2-15 | |||||||
| Изделия Wedgwood | 8.9 | |||||||
| Древесина, перпендикулярно (перпендикулярно) волокнам | 30 | |||||||
| Древесина, ель | , параллельно волокну3 | |||||||
| Древесина, сосна | 5 | |||||||
| Иттербий | 26,3 | |||||||
| Иттрий | 10,6 | |||||||
 3
3 7
7Как соединить стальные трубы без сварки? – Weld Gears
Соединение двух стальных труб в основном выполняется с помощью сварки. Но единственная ли это возможность? Что делать, если ваш сварочный аппарат сломается? Или у вас есть чрезвычайная ситуация, когда у вас нет доступа к сварщику? Можете ли вы пойти на альтернативы?
Ответ огромное ДА! Соединение двух кусков стали или любого другого металла возможно без сварки. Есть несколько методов, с помощью которых это можно сделать. Но сначала вам нужно понять плюсы и минусы каждого метода, чтобы решить, какой из них использовать.
Есть несколько методов, с помощью которых это можно сделать. Но сначала вам нужно понять плюсы и минусы каждого метода, чтобы решить, какой из них использовать.
Хочешь рискнуть? Тогда читайте дальше…
Сложно ли сваривать нержавеющую сталь?
Сварка нержавеющей стали может быть сложной задачей из-за ее свойств. Сплав довольно прозрачен, демонстрируя изменения своей текстуры, поскольку он имеет тенденцию легко деформироваться или деформироваться при воздействии тепла.
Незначительные следы или царапины легко различимы на его поверхности. Поскольку сварка требует, чтобы металл был горячим (иногда чрезмерно горячим), нержавеющая сталь может доставить вам немало хлопот.
Почему для соединения двух стальных труб следует использовать другие методы, кроме сварки?Помимо труднодоступности для сварщика и чувствительности сплава, существуют и другие факторы, которые делают сварку неблагоприятной. Это:
1. ) Дороже, чем его альтернативы: Надзор и проверка сварных соединений дороже, чем с другими альтернативами. Поскольку последний состоит из менее сложных методов, усилия по обслуживанию могут быть ограничены.
) Дороже, чем его альтернативы: Надзор и проверка сварных соединений дороже, чем с другими альтернативами. Поскольку последний состоит из менее сложных методов, усилия по обслуживанию могут быть ограничены.
2.) Прочность не гарантируется: Если вы не умеете сваривать или не уверены в количестве используемых компонентов, результат не оправдает ваших ожиданий. Например, неправильная пропорция присадочного металла может привести к хрупкости соединений.
3.) Неравномерное распределение тепла: Температура во время сварки может быть весьма нестабильной и меняться, что может привести к большой нагрузке на соединения.
4.) Склонность к образованию трещин : Поскольку сварные швы не могут двигаться, сжиматься или расширяться, со временем на них могут появиться рейки.
Какие существуют способы соединения стальных труб, кроме сварки?Это можно сделать несколькими способами. Я собираюсь перечислить наиболее используемые методы для вас здесь:
1. ) Пайка
) Пайка Пайка является следующим наиболее эффективным после сварки методом соединения двух стальных деталей. Как и сварка, пайка также включает нагревание, горелку, флюс и присадочный металл. Разница заключается в интенсивности нагрева и меньшей сложности процесса.
При пайке присадочный металл помещается над основным металлом (с флюсом на нем) и нагревается с помощью горелки. В отличие от сварки, температура плавления подаваемого тепла будет меньше, чем у основного металла.
Присадочный металл при нагревании плавится и за счет капиллярного действия принимает почти форму клея и спаивает соединения.
При пайке следует помнить о трех моментах:1. Расстояние от горелки : Сохраняйте достаточное расстояние между горелкой и основным металлом. Это гарантирует, что применяемое тепло не будет слишком большим для основного металла.
2. Размер конуса: Конус представляет собой устье горелки. Практикуясь, определите размер конуса и отрегулируйте пламя в соответствии с типом сустава, за который вы болеете.
3. Угол конуса: Как и при сварке, угол конуса имеет значение. Если вы не знаете прямого угла, это повлияет на эффект тепла.
Плюсы и минусы пайки:
| Плюсы | Минусы |
| Создает прочные соединения Универсальная техника, которую можно использовать для различных целей. Может выполняться при более низкой температуре, чем сварка, и дает почти такие же результаты. | Соединения не такие прочные, как сварка Не подходит для больших сборок Не подходит для точечных соединений Требуется кислородно-ацетиленовая горелка, особенно для стали. |
Чтобы быстро понять технику, посмотрите это видео:
Как паять: советы и рекомендации с Полом Броуди
Посмотрите это видео на YouTube
С точки зрения эффективности пайка идет после пайки. Компоненты пайки включают паяльник, очень тонкий присадочный металл, флюс и основной металл. Подобно пайке, флюс наносится на основной металл.
Компоненты пайки включают паяльник, очень тонкий присадочный металл, флюс и основной металл. Подобно пайке, флюс наносится на основной металл.
Флюс необходим для защиты поверхности от загрязнений, окислителей и других частиц. С помощью электричества паяльник нагревается. Когда кончик утюга касается присадочного металла, он плавится в течение нескольких секунд, создавая необходимое содержимое для соединения деталей.
Температура пайки ниже требуемой для пайки. Часто она не превышает 800-840 градусов по Фаренгейту. Присадочный металл обычно представляет собой сплав, смесь золота, алюминия, меди, никеля или кобальта.
сделайте проверку этой ссылки, чтобы получить сильное понимание пайки:
Brazing PDF
Плюсы и минусы пайки:
| Pros | CONS |
| CONS | |
| . сложнее, чем сварка Работы только по электрическому подключению Интенсивность нагрева меньше Легко выполняется При необходимости можно обратить результаты Не требует особых знаний и может быть изучено за несколько часов | Соединения не прочнее сварки Не создает механического соединения между частями |
 ) Клепка
) Клепка Другой альтернативой сварке стальных труб является их клепка. В отличие от методов, которые мы обсуждали до сих пор, этот метод не использует газ или сильное тепло.
Процесс довольно прост: заклепка помещается в предварительно просверленное отверстие, общее для двух кусков металла, и ее конец сплющивается путем ударов по нему.
В этом случае сжатая заклепка усиливает сцепление, соединяя два куска металла или сплава. По сравнению со сваркой в этом методе используется гораздо меньше компонентов.
Плюсы и минусы клепки:
| Плюсы | Минусы |
| Нагрев не требуется (иногда нагреваются заклепки) Полезен при сдвигающих нагрузках Менее сложный, чем сварка Выполнение занимает меньше времени сварка Подходит для различных положений Контроль заклепочных соединений дешевле, чем сварка | Лучше подходит для стальных листов, чем для труб Соединения не без зазоров Соединения легко подвержены коррозии Изменение соединяемых элементов затруднено по сравнению со сваркой Меньшая целостность соединений |
См. также: Сварка лучше клепки?
также: Сварка лучше клепки?
Перейдите по этой ссылке, чтобы узнать, как выполняется клепка:
Как использовать заклепочный пистолет для соединения металла
Посмотрите это видео на YouTube
Клей — это не что иное, как используемый клей для соединения металлов. Испарение растворителя заставляет клей делать свою работу. При нанесении с соответствующим нагревом и давлением они могут создавать достаточно прочные соединения.
За прошедшие годы с ними было проведено множество экспериментов, и сегодня эти растворители широко используются в таких отраслях, как автомобильная, аэрокосмическая, конструкционная и т. д.
Существуют различные типы клеев, такие как эпоксидные, силиконовые и полиуретановые. В некоторых случаях также используются двусторонние ленты.
С появлением клеев на основе пластмасс они все чаще используются в качестве альтернативы для соединения металлов, особенно стали.
Особенно рекомендуется использовать эпоксидную смолу из-за ее специального состава, включающего наночастицы, достаточно мощные для создания довольно прочных соединений, в отличие от традиционных клеев.
плюсы и минусы клеев:
| Pros | CONS |
| СОСТОЯНИЕ СПАСИЖДЕНИЯ Cheap Alternative NO. как коррозия. обесцвечивание или деформация Последующая очистка не требуется | Более слабые соединения Не подходит для тяжелых деталей из стали Соединения могут потерять целостность при высоких температурах Трудно разобрать соединения Необходима подготовка поверхности |
Посмотрите это видео, чтобы узнать, как можно использовать клей для соединения двух стальных стержней:
Клей для нержавеющей стали
20190 Посмотреть это видео на YouTube 5.) Гайки и болты Использование гаек и болтов очень похоже на клепку. Как и в последнем случае, будет две детали для соединения с предварительно просверленными отверстиями, но вместо заклепки в этом случае используются гайки и болты.
Как и в последнем случае, будет две детали для соединения с предварительно просверленными отверстиями, но вместо заклепки в этом случае используются гайки и болты.
Если основание с резьбой, то используются только болты. Гайки и болты можно вставить и плотно закрепить с помощью дрели, тем самым надежно соединив две стальные трубы.
плюсы и минусы использования гаек и болтов:
| Pros | Минусы |
| Не требуется только два элемента (Серок/Болты и ARCHE опаснее, чем сварка | Негерметичный Не такая прочная, как сварка Лучше подходит для листов, чем для труб |
Может ли точечная сварка двух стальных труб быть альтернативой их сварке?
Точечная сварка не может рассматриваться как альтернатива сварке, так как сама по себе является разновидностью сварки. Это называется «сварка сопротивлением». Это один из первых методов сварки. Этот метод подходит для тонких металлов, таких как нержавеющая сталь.
Этот метод подходит для тонких металлов, таких как нержавеющая сталь.
В основном используется в автомобильной промышленности, точечная сварка предпочтительнее для листов, чем для труб. В то время как при обычной сварке используется дуга для создания искр, расплавляющих основной металл, здесь для достижения той же цели используется электрическое сопротивление. Следовательно, точечная сварка не может быть добавлена к списку, который я упомянул выше.
В заключение
Несмотря на то, что существует много альтернативных методов сварки, которые существуют уже много лет, и многие из них разрабатываются с использованием новейших технологий, предпочтение всегда отдается сварке.
Но в определенных условиях, подобных тем, о которых я упоминал вначале в блоге, для соединения стальных труб или любого другого металла в этом отношении используются другие методы.
Надеюсь, вам было интересно читать этот пост!
Приходите еще!
5 лучших способов соединения труб, на которые всегда можно положиться
Соединение труб является одним из наиболее важных аспектов выполнения любых сантехнических работ, будь то новые или ремонтные. Соединения труб должны выдерживать давление каждой линии, проходящей через соединение. Чтобы использовать наилучший метод соединения труб, рабочие должны понимать различные варианты и лучший выбор для данной работы. (Одним из крупных проектов является замена старых свинцовых труб в вашем доме. Узнайте больше в разделе «Как определить, есть ли в вашем доме свинцовые трубы и как их заменить».)
Соединения труб должны выдерживать давление каждой линии, проходящей через соединение. Чтобы использовать наилучший метод соединения труб, рабочие должны понимать различные варианты и лучший выбор для данной работы. (Одним из крупных проектов является замена старых свинцовых труб в вашем доме. Узнайте больше в разделе «Как определить, есть ли в вашем доме свинцовые трубы и как их заменить».)
Объявление
Резьбовое
Если у вас система низкого давления, лучше всего использовать простой метод резьбового соединения. Резьбовое соединение — это именно то, на что это похоже: один компонент имеет внутреннюю резьбу, а соединительный элемент — внешнюю резьбу. Доступны все виды трубопроводов с резьбой: трубы из ПВХ, меди, чугуна и GI. Они имеют диапазон диаметров от 6 мм до 300 мм.
Этот метод соединения работает только с потоками низкого давления и низкой температуры. Более высокие температуры и давление могут привести к расширению соединений и протечкам.
Реклама
Штыревые фитинги
Эти методы соединения используются для труб диаметром 2 дюйма или меньше. Несмотря на то, что существует несколько типов врезных фитингов, все они имеют одинаковую конструкцию, включающую эластомерное уплотнение, захватное устройство для эффективного уплотнения под давлением и автономный элемент жесткости.
Врезной фитинг обеспечивает более прочное соединение концов трубы, чем сама труба, что делает его идеальным для полиэтиленовых труб, особенно для систем отопления, вентиляции и кондиционирования воздуха. Штыревые фитинги должны соответствовать стандарту ASTM International D2513 категории I, чтобы обеспечить полное уплотнение и полное ограничение выдвижения.
Пайка
Одним из наиболее распространенных способов соединения труб является метод термической сварки. Существует несколько способов плавления под действием тепла, причем пайка является одним из первых вариантов для многих сантехников. Припой плавится при температуре ниже 840°C.
Припой плавится при температуре ниже 840°C.
При пайке квалифицированный техник должен использовать пасту, предохраняющую фитинги от окисления. Этот метод соединения труб используется для труб из меди и медных сплавов. Это лучше всего подходит для труб, используемых при более низкой температуре, таких как домашние водопроводы.
Объявление
Пайка
Пайка – второй вид плавки. Этот метод нагрева отличается от пайки тем, что для плавления присадочного материала используются температуры выше 840°C. Как и при пайке, рабочие обычно используют методы пайки на трубах из меди или медных сплавов.
Наполнитель, используемый для уплотнения соединения двух труб, часто состоит в основном из олова. Однако, поскольку олово является более слабым металлом, его смешивают с медью, висмутом, серебром или никелем, чтобы укрепить наполнитель и помочь ему сохранить структурную целостность. Паяные соединения хорошо подходят для труб, транспортирующих материал при умеренных температурах.
Сварной
Для соединения труб используются два основных типа сварных швов: сварка встык и сварка враструб. Оба метода требуют квалифицированного рабочего для установки фитингов.
Сварка встык
Сварка встык является наиболее распространенным методом сварки соединения труб. Рабочие используют этот метод для соединения двух труб одинакового диаметра. Как правило, эти соединения наиболее распространены в коммерческих или промышленных трубопроводных системах.
Соединения, герметизированные стыковой сваркой, недоступны для обслуживания, так как представляют собой неподвижное соединение. Однако эти сварные швы обеспечивают дополнительную прочность соединения и позволяют уплотнению противостоять высокому давлению, если оно герметизировано только наполнителем. Сварные швы с использованием внутреннего опорного кольца для уменьшения количества наполнителя и снижения общей стоимости проекта могут не выдерживать такого же давления и могут треснуть при больших нагрузках.
В то время как для медных труб используется сварка, для соединения труб из полиэтилена и полиэтилена высокой плотности применяется стыковая сварка. Вместо того, чтобы использовать наполнитель для соединения двух частей, рабочие нагревают части трубы, прижимая их к нагретой пластине до тех пор, пока не произойдет надлежащее расплавление. Как только расплав достигнут, они удаляют пластину, соединяют две части вместе и удерживают их на месте, пока они не остынут, образуя один сплошной кусок трубы. (Подробнее о стыковой сварке см. «Стыковая сварка и полиэтиленовые трубы: как эффективно использовать этот бестраншейный метод».)
Сварка враструб
Специалисты по сантехнике склонны использовать сварку враструб, когда они определяют, что существует большая вероятность утечки из сварных соединений. Вместо того, чтобы соединять две части вместе, одна часть вставляется в другую, а затем сваривается вместе. Этот сварной шов лучше всего работает с трубами двух разных диаметров. Трубопроводы того же диаметра также могут использовать сварку враструб с использованием фитингов.
Трубопроводы того же диаметра также могут использовать сварку враструб с использованием фитингов.
Как и при стыковой сварке, сварка внахлест используется для медных или других металлических труб. Этот метод также можно использовать с трубой из полиэтилена высокой плотности, которая называется раструбной сваркой. Как и при стыковой сварке, в процессе нагревается внешняя поверхность трубы, а затем внутренняя часть фитинга. Достигнув надлежащего расплава на двух поверхностях, рабочие соединяют детали, вставляя леску в стык. Две части затвердевают вместе, когда поверхности остывают.
Сварка внахлест
Хотя технология сварки внахлест технически не является сваркой, она похожа на сварку встык и раструб, выполняемую на полиэтиленовых трубах высокой плотности. Рабочие используют этот метод для беспрепятственной установки седельного фитинга в линию. Как и при других методах сварки, как основание фитинга, так и поверхность трубопровода оплавляются с помощью нагревательной плиты. Как только происходит соответствующий расплав, они соединяют две части и позволяют им остыть, прикладывая силу, чтобы затвердеть части как одно целое.
Как только происходит соответствующий расплав, они соединяют две части и позволяют им остыть, прикладывая силу, чтобы затвердеть части как одно целое.
При правильном выполнении каждый из этих методов соединения труб должен соединять трубопроводы без каких-либо утечек. Испытания должны проводиться после того, как стыки будут соединены, чтобы обеспечить правильное уплотнение до завершения проекта.
Реклама
Связанные термины
- Соединения труб
- Ручной щиток
- Полиэтилен высокой плотности
- Пайка
- Сварка встык
- Зонд
- Над изгибом
- Мешалка
- Макияж
- Прорыв
Поделиться этой статьей
Как соединить металл без сварки – сделать из металла
Нужно приклеить металл к металлу, но нет доступа к сварочному аппарату? У вас не обязательно нет вариантов. Сварка, как правило, лучший способ, но может быть несколько альтернатив, которые могут подойти вам.
Сварка, как правило, лучший способ, но может быть несколько альтернатив, которые могут подойти вам.
В этом посте я опишу три варианта, их плюсы и минусы:
Способы соединения металла без сварки:
- Эпоксидная смола
- Клепка/болтовое соединение
- Пайка
- Или просто найди сварщика.
Содержание
Эпоксидная смола
Вероятно, это самый популярный вариант для начинающих. Это определенно самое простое и дешевое решение, но оно не всегда оправдывает ожидания.
Это может быть хорошим вариантом для неструктурных компонентов. Если вам нужно просто что-то закрепить на месте, и ему не нужно удерживать реальный вес, то это может работать очень хорошо.
Профи
Глупо просто. Смешайте две части эпоксидной смолы, затем нанесите их на детали, которые вы хотите склеить.
Это быстро и удобно. Обычно это довольно приличный способ временного ремонта, пока вы не купите сварочный аппарат.
Минусы
Не принимайте заявления о «тридцати миллионах фунтов на квадратный дюйм». Обычно они мало что значат.
Хотя материал хорошо прилипает, он очень хрупкий. Чтобы разорвать его на кусочки, многого не нужно. Стекло тоже крепкое, но тоже бьется.
Насадки для эпоксидной смолы
Во-первых, она не будет должным образом прилипать ко всем металлам. Например, полированный алюминий практически невозможно склеить.
Если вы склеиваете металл эпоксидной смолой, очень важно тщательно очистить поверхность металла. Если металл гладкий, он, вероятно, не очень хорошо приклеится. В крайнем случае, потрите его абразивным диском или наждачной бумагой.
В качестве альтернативы вы можете протравить металлическую поверхность. Это даст красивую неровную поверхность, в которую эпоксидная смола действительно может вгрызаться. Если вы еще этого не сделали, ознакомьтесь с моей статьей о травлении в морской воде. Это до глупости просто, и у вас, вероятно, уже есть все необходимое для этого. Это даст эпоксидной смоле большую площадь поверхности, за которую она будет держаться.
Это даст эпоксидной смоле большую площадь поверхности, за которую она будет держаться.
Основная ошибка №1, которую совершают люди при использовании эпоксидной смолы, заключается в неправильной подготовке поверхностей. Убедитесь, что они совершенно чистые и не содержат масла. В идеале используйте металлический препарат для получения адгезии.
Что касается эпоксидной смолы, убедитесь, что вы используете правильный материал. Многие вещи «общего назначения» просто не очень хорошо работают на металле, что бы там ни говорили на лейбле.
Если вы пытаетесь склеить металл, который не нагревается, я рекомендую эту эпоксидную смолу. Для металлов, которые будут подвергаться более высоким температурам, это тот, на который стоит обратить внимание.
Клепка или болтовое соединение
Это определенный шаг вперед по сравнению с эпоксидной смолой, если вы в состоянии это сделать. Заклепки или болты не сломаются (надеюсь) и могут выдержать значительно больше злоупотреблений. Механическое соединение почти всегда будет прочнее, чем простое склеивание чего-либо.
Механическое соединение почти всегда будет прочнее, чем простое склеивание чего-либо.
Профи
Это может быть полностью постоянным решением. Клепка на самом деле довольно проста, а инструменты дешевы. Болтовое крепление имеет то преимущество, что оно может быть непостоянным. Вы всегда можете разобрать его позже.
Минусы
Это не всегда практично. Например, склепать трубы вместе очень просто. Даже если вы можете это сделать, вам может не понравиться результат. И клепка довольно хорошо только для листового металла.
Болтовое крепление может быть немного более универсальным, но вам также придется установить либо гайку, либо нарезать резьбу на одном из кусков металла. Это в основном просто больше работы.
В любом случае вам нужно будет просверлить несколько отверстий и выровнять детали.
Наконечники для заклепок и болтов
Клепка с выдвижными заклепками, безусловно, является самой простой в использовании. Инструменты недорогие, делаются быстро и легко.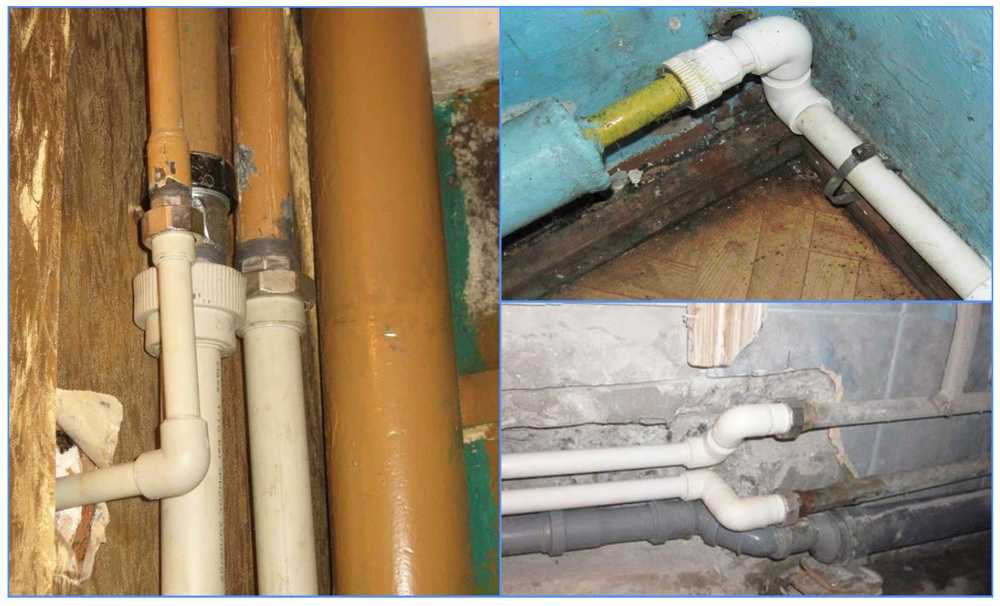 Вот установка, которую я рекомендую.
Вот установка, которую я рекомендую.
Болтовое крепление простое. Просто возьмите то, что вам нужно, в хозяйственном магазине и поговорите с членом команды, если вы в чем-то не уверены. Существует множество типов винтов и болтов для различных целей, поэтому просто объясните, что вы пытаетесь сделать.
Если вы хотите что-то гибридное из двух и действительно крутое, попробуйте приспособление для вставки заклепок. Он устанавливает гайку в кусок металла, используя те же принципы, что и клепальный пистолет (сожмите ручки, и гайка расширится, пока она не застрянет в металле), и в результате получится отверстие с резьбой, в которое поместится крепежный винт. Он очень прочный и чрезвычайно популярен при ремонте/модификации автомобилей.
Вот видео, которое покажет вам, как это работает:
Пайка
Это может быть более дешевый вариант с точки зрения настройки. Это также надежный способ соединения труб. Для пайки вы используете газовую горелку, чтобы нагреть два куска металла с флюсом, чтобы защитить его от коррозии. Затем вы используете припой (разнородный металл с более низкой температурой плавления), чтобы прочно склеить две части вместе.
Затем вы используете припой (разнородный металл с более низкой температурой плавления), чтобы прочно склеить две части вместе.
В результате получается действительно прочный металлический «клей», который может выдержать много злоупотреблений.
Профессионалы
Он очень прочный, это не так сложно, как только вы освоите его, и он очень хорошо подходит для соединения труб. Это то, что сантехники используют для соединения медных труб, и они служат десятилетиями под высоким давлением.
Особенно хорошо подходит для цветных металлов, таких как медь.
Минусы
Требуется немного практики, а материал должен перекрываться, чтобы быть эффективным. Это не лучшее решение для металла, который нужно соединить встык (например, две трубы, которые не влезают одна в другую).
Он также не подходит для всех металлов, а для некоторых требуется довольно мощный (и более дорогой) факел. Для пайки железа и стали вам обычно понадобится кислородно-ацетиленовая горелка, которая обойдется вам в несколько сотен долларов за набор для начинающих.
Советы по пайке
Посмотрите несколько видеороликов, чтобы узнать, как правильно очистить поверхность материала и «увлажнить» места соединения. Убедитесь, что ваша горелка и припой подходят для металла, с которым вы работаете.
Вот моя рекомендация по комплекту резака, который подойдет для подавляющего большинства применений.
Для небольших проектов или для простого соединения медных трубок возьмите эту горелку и это топливо.
Вы уверены, что не умеете сваривать?
Честно говоря, сварка обычно является лучшим решением, особенно для соединения стали со сталью. Сварочный аппарат новичка, который получит работу, стоит на удивление дешево (хотя, конечно, все относительно).
Если вы хотите просто взглянуть на то, что вы можете получить за небольшой недорогой сварочный аппарат, проверьте это на Amazon. Это действительно дешевый комплект для начинающих, но вы сразу же начнете работать. У меня была похожая модель в течение нескольких лет для случайного проекта, и она работала просто отлично.
Все эти решения намного лучше, чем клейкая лента и жевательная резинка, но для каждого применения есть свое решение. Если есть один вариант, который вам не подходит, проведите небольшое дополнительное исследование, чтобы узнать, использует ли кто-нибудь этот метод аналогичным образом.
Как устранить утечку чугунной трубы? (Пошаговое руководство)
Чугунные трубы были популярны в 1970-х и начале 1980-х годов. Они долговечны, и их способность сопротивляться повреждениям совершенно безупречна. Но почему же домовладельцы с чугунными трубами сегодня не устают ремонтировать эти трубы тут и там?
Во-первых, эти дома СТАРЫЕ старые! Никакие водопроводные трубы не вечны. Особенно в случае с чугуном ржавчина, накопившаяся за годы, будет медленно разъедать металл, вызывая несколько трещин и проблемы с утечкой.
При этом есть способы починить чугунную трубу. Теперь, если повреждение слишком велико, вы можете связаться с профессионалом, не теряя много времени. Следуйте этому руководству, чтобы отремонтировать чугунные трубы в случае незначительных проблем!
Следуйте этому руководству, чтобы отремонтировать чугунные трубы в случае незначительных проблем!
Каковы признаки протечки чугунных труб?
Во-первых, запах канализации является одним из основных явных признаков протекающей трубы. Как только вы выясните место, где трубы могут протекать, используйте фонарик, чтобы точно определить утечку, отверстие или трещину. Поиск влаги в почве, окружающей этот район, также может помочь вам в охоте.
Кроме того, обернув бумажным полотенцем потенциально протекающую поверхность, вы также можете точно определить повреждение. Периодически проверяйте наличие влажных пятен.
Как заделать дыру или трещину в чугунной трубе?
В случае появления небольших отверстий или трещин в чугунной трубе их можно быстро и легко отремонтировать с помощью ремонтных составов для чугуна. Эта процедура своими руками идеально подходит для ремонта легкодоступных поврежденных чугунных труб.
Эта процедура своими руками идеально подходит для ремонта легкодоступных поврежденных чугунных труб.
Шаг 1. Наденьте защитное снаряжение:
Хотя ремонт чугунной трубы может показаться не рискованным занятием, вам все же необходимо защитить себя от неприятного запаха и ржавчины, с которыми вы столкнетесь позже. Наденьте маску и пару рабочих перчаток, прежде чем испачкать руки в этом проекте по ремонту своими руками.
Шаг 2. Очистите поврежденный участок:
Начните с удаления любых кусков ржавчины с участка с помощью шпателя. Затем сгладьте область с помощью проволочной щетки. Если слой ржавчины слишком толстый, не стесняйтесь использовать для этой цели шлифовальную машину.
После того, как поверхность станет красивой и гладкой, используйте чистящее средство, чтобы избавиться от маслянистых или жирных остатков на поверхности. Это гарантирует, что состав для заделки чугуна хорошо прилипнет к поверхности.
Шаг 3. Закрасьте дефект:
Наконец, чугунная поверхность готова к ремонту и ремонту. Используйте шпатель, чтобы заполнить отверстие или трещину компаундом. Несколько лучших эпоксидных смол для ремонта чугунных труб — JB Weld Twin Tube и сантехническая эпоксидная замазка EP-200. Как только вы нанесете состав, дайте ему застыть.
Используйте шпатель, чтобы заполнить отверстие или трещину компаундом. Несколько лучших эпоксидных смол для ремонта чугунных труб — JB Weld Twin Tube и сантехническая эпоксидная замазка EP-200. Как только вы нанесете состав, дайте ему застыть.
Шаг 4. Используйте атмосферостойкий материал для отверстий большего диаметра:
Использовать просто эпоксидную смолу для больших отверстий просто нецелесообразно, и эпоксидная смола не сможет затвердеть. Вместо этого оберните поврежденный участок водонепроницаемой липкой мембраной или водонепроницаемой сантехнической лентой. Предварительно используйте эпоксидный клей, чтобы убедиться, что слой хорошо приклеен и плотно прилегает.
Теперь используйте несколько зажимов, в зависимости от размера отверстия, чтобы обеспечить правильное прилегание мембраны. Помните, что хомуты должны быть плотно затянуты гайками во избежание утечек.
Шаг 5. Покрасьте поверхность:
Повреждение чугунных труб часто происходит из-за многолетней ржавчины. После того, как вы отремонтируете трубу, было бы лучше нанести слой или два водостойкой краски, чтобы убедиться, что ржавчина больше не беспокоит отремонтированную трубу, по крайней мере, в течение года или двух.
После того, как вы отремонтируете трубу, было бы лучше нанести слой или два водостойкой краски, чтобы убедиться, что ржавчина больше не беспокоит отремонтированную трубу, по крайней мере, в течение года или двух.
Шаг 6. Еще раз проверьте площадь:
Устраняя крупные недостатки, вы можете пропустить несколько крошечных дыр здесь и там. Итак, если чугунная труба слишком старая и заржавела, проверьте близлежащие участки на наличие мелких повреждений. Проточная вода может помочь вам с этим шагом.
Как устранить течь в соединениях чугунных труб?
Стыки старых чугунных труб часто герметизируют расплавленным свинцом и пакли. Если у вас возникла утечка из стыков труб, выполните следующие три шага, чтобы повторно герметизировать стык.
1. Ремонт паклей:
Попробуйте забить провод обратно во втулку с помощью молотка и долота. Несмотря на то, что поводок по-прежнему может изменять свою форму рядом с проблемной зоной, иногда этот метод может просто не сработать.
Если это так, удалите свинец и остатки пакли со втулки. Возьмите новую пакли, равную двойной окружности трубы, и утрамбуйте ее во втулку с помощью инструмента для уплотнения.
Наконец, используйте пластиковый свинцовый или канализационный герметик для герметизации пакли на месте. Дайте уплотнению застыть в течение примерно 6 часов, прежде чем снова привести водосточную трубу в действие.
2. Ремонт с герметизацией:
Хотя традиционно использовались свинцовые трубы, в наши дни это не предпочтительный способ герметизации чугунных соединений, учитывая американский закон о недопустимости использования свинца. Так что, если ваши чугунные свинцовые соединения протекают, вы, вероятно, должны использовать это как возможность заменить их на холодное уплотнение.
Просверлите провод и медленно снимите его со втулки с помощью долота или отвертки. Это может быть сложной задачей, но пока вы здесь, чтобы испачкать руки, вы могли бы также установить новую печать!
Как и в случае с паклей, начните с измерения окружности трубы. В два раза больше этой длины холодной замазки необходимо для ремонта. После резки распылите или нанесите немного воды на смесь.
В два раза больше этой длины холодной замазки необходимо для ремонта. После резки распылите или нанесите немного воды на смесь.
Не пропитывайте герметик полностью. Теперь утрамбуйте компаунд на ступице с помощью герметика и молотка, пока весь компаунд не будет равномерно утрамбован. Дайте герметику высохнуть и застыть в течение 6 часов, прежде чем вы позволите жидкости попасть в водосточную трубу.
Преимущества замены чугунных труб на ПВХ
В большинстве случаев специалисты по сантехнике не рекомендуют своим клиентам пломбировочные решения, а вместо этого предлагают заменить чугунные трубы на ПВХ. Что ж, в них есть смысл! Ниже приведены некоторые преимущества труб из ПВХ по сравнению с чугунными трубами.
1. Легкий вес:
Поскольку трубы из ПВХ легкие, для замены вам понадобится всего несколько сантехников. Это означает, что процесс замены обойдется вам намного дешевле. Замена тяжелого чугуна требует больше человеческих ресурсов и времени, что делает установку намного дороже.
2. Реже проблемы с сантехникой:
Если ваши старые чугунные трубы протекают в нескольких соединениях или имеют несколько отверстий и трещины тут и там, это серьезный признак того, что система не прослужит долго. . Вы можете сделать лоскутное шитье. Но эти временные решения только на несколько месяцев или год или два максимум.
С другой стороны, трубы из ПВС гибкие и имеют более плотные соединения. Эти особенности гарантируют, что вы не столкнетесь с трещинами, отверстиями и протечками в трубах из ПВХ, по крайней мере, в течение многих лет или даже десятилетий.
3. Экономичность в долгосрочной перспективе:
Хотя поначалу замена труб может показаться ненужной тратой средств, трубы из ПВХ определенно того стоят в долгосрочной перспективе.
Во-первых, замена старых чугунных труб означает меньше усилий и затрат на техническое обслуживание. Кроме того, ваши чугунные трубы не предназначены для вечной эксплуатации. Рано или поздно придет замена. Так почему бы не заменить все трубы сразу и раз и навсегда избежать хлопот, связанных с сантехникой!
4. Долговечность:
Вы только что установили новую водопроводную систему из ПВХ. Само собой разумеется, что вы можете ожидать от этих труб десятилетия долговечности. Трубы из ПВХ, как правило, прослужат более 70 лет или даже столетие и более при правильном уходе.
С другой стороны, несмотря на впечатляющую долговечность чугунных труб, они довольно быстро изнашиваются из-за окисления и ржавчины. Кроме того, в чугунной водопроводной системе будет относительно больше проблем с обслуживанием.
Сочетая все эти четыре пункта, трубы из ПВХ определенно лидируют в гонке за лучшие трубы для сантехники! Если вы обнаружите, что все беспокоитесь о проблемах с сантехникой в вашем доме, ваша водопроводная система может кричать о замене ПВХ.
Когда связаться со специалистом?
Если чугунные трубы под землей и под бетоном повреждены, вам, вероятно, следует обратиться к специалисту по сантехнике.
Профессионалы начинают диагностику, используя небольшую камеру, чтобы определить, где именно может быть проблема. Затем они придумывают лучшие решения для возмещения ущерба. Если повреждение кажется не поддающимся ремонту, они, вероятно, предложат замену трубы.
Если отверстия слишком большие и используются в нескольких процессах, может потребоваться технология вулканизации труб на месте (CIPP), при которой в секцию трубы вставляется полимерная прокладка.
Даже если трубу просто нужно залатать, у вас, скорее всего, не будет необходимых материалов для самостоятельной работы в таких труднодоступных местах.
Резюме
Мы надеемся, что ответили на все ваши вопросы о ремонте чугунных труб. Начните с выяснения места утечки и обработайте поверхность, следуя этому руководству. В случае возникновения дополнительных вопросов, не стесняйтесь комментировать ниже!
Как соединить трубу ПВХ с медной без сварки? Welding Trends
by Mark Smith
0 акции
Не знаю, как соединить трубу из ПВХ с медной трубой без сварки, чтобы получить высокофункциональное водопроводное соединение для большей универсальности (сантехника без ржавчины) без какой-либо опасности.
Существуют различные способы соединения воздуховодов из ПВХ с медными трубами без сварки. Но использование сварки для соединения труб может представлять опасность. Кроме того, это также отнимает много времени, и только обученные рабочие могут выполнять сварку.
Поэтому мы придумали несколько способов, которые помогут вам соединить ПВХ-трубу с медью, не опасаясь каких-либо рисков.
Почему мы используем трубы из ПВХ и меди? ПВХ (поливинилхлоридная труба) обычно используется в водопроводных системах. Трубы из ПВХ используются в водопроводных системах в зависимости от их формы, размера, конструкции фитинга и принципа работы. С другой стороны, медные трубы считаются надежными для систем водоснабжения из-за их гибкости и коррозионной стойкости.
Сегодня во многих отраслях промышленности используются трубы из меди и ПВХ вместе для обеспечения длительного эффекта и превосходной прочности, а отсутствие ржавчины делает эти трубы более надежными для использования на предприятиях.
Как соединить трубы из ПВХ с медными без сварки?Существует несколько способов соединения воздуховодов из ПВХ и медных труб. Это эссе направлено на то, чтобы узнать, как соединить трубу из ПВХ с медной трубой без сварки. Проведя тщательное исследование, мы придумали несколько способов соединения этих двух труб. Итак, без лишних слов, давайте начнем с первого метода.
1. Соединение труб клеевым методом: В настоящее время многие отрасли промышленности используют клеевые методы соединения различных материалов. Люди выбирают клеевой материал для соединения каналов ПВХ и медных труб, потому что этот метод прост в обращении. По сравнению с остальными техниками, она безопасна, и ваши линии подключаются буквально за мгновение.
- Соедините медную трубу и трубу из ПВХ и нанесите медный материал на один конец.
- Теперь поверните его и удерживайте в течение 45 секунд.
- Снимите руки через 45 минут, когда материал частично высохнет.
- Теперь оставьте это на некоторое время и тадаа! Ваша медная труба успешно соединена с трубой из ПВХ. Прочность данного типа соединения напрямую зависит от вашего клеевого материала.
Соединение труб через отопление является стандартным и удобным способом для водопроводной системы. Этот метод трудоемок, так как достижение желаемой температуры нагрева может занять некоторое время, но этот метод обеспечивает желаемый результат работнику.
Процедура :- Установите желаемую температуру нагрева, так как основной целью является расплавление трубы из ПВХ.
- После достижения стандартной температуры начните нагревать трубу из ПВХ, так как трубы из ПВХ состоят из пластика, поэтому их легко расплавить.
- После расплавления трубы из ПВХ вставьте медную трубу в трубу из ПВХ и дайте им остыть.
- Затем нанесите POP (Plaster Of Paris) на стык, чтобы сделать обычную более прочную. Нанесите штукатурку Paris на общее место, чтобы сделать соединение более прочным и надежным.
- Теперь ваша медная труба с ПВХ-соединением готова к установке в вашей водопроводной системе.
Пайка считается стандартным методом соединения материалов. Соединение трубы из ПВХ и медной трубы с помощью пайки является наиболее удобным методом в современном мире. Главное, что здесь не так, — это то, как фитинги сочетаются друг с другом.
Вы должны постоянно использовать пластиковый фитинг с наружной резьбой (труба из ПВХ) и металлический фитинг с внутренней резьбой (медная труба), а не наоборот. Этот метод применяется во многих отраслях промышленности, поскольку он экономичен (экономит время и деньги). Многие путают пайку со сваркой, но пайка и сварка — это два разных метода.
Рассмотрим процедуру соединения труб ПВХ с медными с помощью пайки.
Процедура:В этом методе
- Поместите конец трубы из ПВХ с наружной резьбой припоя
- Теперь установите другой конец медной трубы с внутренней резьбой припоя.
- Затем нанесите немного клея для труб и затяните обе трубы.
Это простой и быстрый способ соединения обеих труб без сварки. В этой процедуре нам нужны клапаны и фитинги, чтобы точно соединить обе линии. Этот метод используется в промышленности, так как он не грязный и дает желаемый результат.
Процедура:- Вставьте трубу в фитинг и плотно зафиксируйте ее в определенном месте трубы, чтобы обеспечить водонепроницаемость.
- Используйте разные фитинги для клапанов, чтобы соединить обе линии, и приложите небольшое усилие, чтобы затянуть их.
Статьи по теме: Можно ли сваривать МИГ малоуглеродистую сталь со 100% аргоном?
Почему рабочие избегают сварки при соединении сосны ПВХ?В основном рабочие избегают сварки при соединении труб из ПВХ и медных труб. Основной причиной этого является состояние опасности. Люди избегают сварки в своей водопроводной системе из-за жизненной ловушки. При сварке труб приходится сталкиваться с повышенным шумом и вибрацией.
Каждый день, когда сварщики ремонтируют трубопровод, они сталкиваются с разрушительными вспышками, летящими обломками и обломками, пыльными условиями и металлическими осколками. Более того, они имеют устойчивое представление к УФ-лучам, как от сварочного кольцевого сегмента, так и от солнца.
Многие рабочие избегают сварки труб из-за риска кожных заболеваний, неврологических повреждений и респираторных заболеваний. По этим причинам метод сварки для соединения труб игнорируется, а взамен вводятся многие другие практичные и надежные способы.
Подводя итог, можно сказать, что соединение труб ПВХ и медных труб без сварки является редким случаем. Обычно люди не соединяют эти две трубы вместе, но некоторые люди предпочитают трубы из ПВХ, соединенные с медными трубами для практичного и долговечного результата. Сделать стыковку между следующей поливиниловой линией и трубами с медным покрытием непросто. Тем не менее, большинство людей по-прежнему избегают сварки обеих труб из-за факторов высокого риска.
Игнорирование сварки для соединения линий открывает двери для новых методов. В этой статье мы представили различные методы соединения этих двух труб, кроме сварки. Поэтому, если вы думаете о соединении поливиниловых каналов с антикоррозийными металлическими каналами, попробуйте методы, упомянутые выше. Итак, какой метод был вашим любимым?
Рекомендуем прочитать: Как разорвать сварной шов без шлифовальной машины?
0 акции
Можно ли сварить черную железную трубу? – [Безопасно]
Черная железная труба уже много лет является популярным строительным материалом. От уникального внешнего вида до силы, которую он имеет, его можно найти довольно часто. Как и в случае со многими металлами, знание того, что можно и что нельзя сваривать, иногда может сбивать с толку. Это поднимает вопрос о том, можно ли сваривать трубы из черного железа и безопасно ли это делать.
Можно ли сварить черную железную трубу? — Это безопасно? Черная железная труба может быть сварена с помощью процесса, называемого дуговой сваркой. Дуговая сварка использует газ или электричество под высоким давлением для соединения металлов. Хотя его иногда можно принять за чугун, на самом деле он сделан из стали, что позволяет его сваривать. Сварка трубы из черного чугуна не сопряжена с дополнительными рисками, кроме стандартных при сварке, поскольку сама труба не обработана цинком.
Сварка любого материала сопряжена с определенным риском, но, к счастью, черная железная труба не относится к материалам, которые увеличивают потенциальные токсичные пары. Поговорим о том, как сварить черную железную трубу и о мерах предосторожности, которые следует соблюдать при работе с таким материалом.
Содержание
Можно ли сваривать трубы из черного железа? — Это безопасно?
Поскольку труба из черного железа не оцинкована цинком, она является одним из многих строительных материалов, которые можно сваривать. Покрытие снаружи черной железной трубы на самом деле представляет собой покрытие из оксида железа. Это покрытие предназначено для защиты от коррозии и повреждений.
Черная железная труба представляет собой разновидность стали, а это означает, что ее можно прикрепить к другим типам металлов проще, чем вы думаете.
Отсутствие цинка в материале препятствует дополнительному выделению токсичных паров из материала в процессе сварки. Хотя это уменьшает ядовитые пары, удаление дополнительного покрытия — это простой способ улучшить связь между ним и другим металлом. Как и при любой сварке, вы должны соблюдать стандартные меры предосторожности, чтобы избежать телесных повреждений.
При сварке трубы из черного железа всегда следует очищать место сварки. Вы можете сделать это, используя проволочное колесо или шлифовальную машину для очистки области. Хотя в этом нет необходимости, удаление покрытия обнажает большую часть фактической стали, из которой оно сделано, что может облегчить вам задачу.
Тот факт, что черная железная труба не оцинкована, не означает, что с ней можно безопасно работать. . Удары током, ожоги, телесные повреждения и токсичные пары — все это часть профессиональных рисков, с которыми ежедневно сталкиваются сварщики. Определенные меры предосторожности, такие как рекомендации по рабочему пространству и защитному оборудованию, всегда должны соблюдаться, чтобы снизить риск получения травм во время сварки.
Что такое черная железная труба?
Чтобы узнать, умеете ли вы что-то сваривать, всегда нужно находить время, чтобы узнать больше о материале, с которым вы работаете. Труба из черного железа технически представляет собой просто стальную трубу с покрытием, нанесенным снаружи. Они часто встречаются в водопроводных или газовых линиях, чаще всего в старых домах.
Трубы из черного железа обычно дают больше возможностей, когда дело доходит до комбинирования их с различными швами и фурнитурой. Покрытие помогает предотвратить коррозию и сохраняет ощущение прохлады снаружи трубы . Одним из недостатков черной железной трубы является то, что из-за швов она может соединяться чаще, чем другие формы стальных труб.
Полное руководство по фитингам для труб из черного чугуна >> Посмотрите видео ниже
Как сваривают трубы из черного чугуна?
Самый простой способ сварить трубу из черного железа — использовать метод сварки, называемый дуговой сваркой.
1. После того, как черная железная труба и металл, к которому вы хотите ее прикрепить, очистятся от мусора и грязи, их необходимо соединить зажимами как можно прочнее.
2. Дуговая сварка использует сильное электричество для создания тепла, достаточного для расплавления обоих металлов. Этот процесс также можно назвать сваркой стержнем, если электрод используется для создания дуги, откуда поступает электричество.
3. После того, как вы наденете надлежащее защитное оборудование, проверьте сварочный пистолет на участке шва между двумя металлами.
4. Это часто приводит к мгновенному расплавлению двух металлов, что создает связь между двумя металлами перед обработкой всего шва.
5. Используйте пистолет, чтобы двигаться вниз по стыку металлов, поворачивая при необходимости, и это должно создать валик в месте соединения двух металлов.
6. После того, как оба остынут настолько, что их можно будет трогать, их следует очистить щеткой и удалить любой мусор, чтобы поверхность оставалась гладкой и чистой.
В чем разница между трубами из черного чугуна и трубами из оцинкованной стали?
Оцинкованные стальные трубы сегодня используются большинством строителей, потому что они более долговечны, но трубы из черного железа по-прежнему являются стандартом в большинстве магазинов и домов. Давайте поговорим о том, чем они отличаются и почему эта разница важна при сварке.
Основное различие между трубами из черного железа и оцинкованной сталью заключается в самом процессе цинкования. Хотя сварка оцинкованных труб опасна из-за дыма, исходящего от процесса, они более долговечны и стоят дороже, чем трубы из черного железа. Трубы из черного железа с большей вероятностью разрушатся из-за отсутствия обработки, а также могут привести к большему количеству утечек из-за шва.
Связанное чтение: Почему сварка оцинкованной стали опасна?
Трубы из черного железа известны своей высокой теплостойкостью, они используются как в спринклерных системах, так и в системах охлаждения. Черная железная труба с большей вероятностью ржавеет, что делает ее не идеальной для транспортировки воды, но она все еще используется, потому что она доступна и ее легко найти.
Каковы риски сварки черным железом?
Общие риски, связанные со сваркой черных железных труб, аналогичны различным сварочным материалам. Отсутствие цинка в покрытии означает, что ядовитых паров не так много, как могло бы быть, но это не означает, что сварка этого материала полностью безопасна.
При сварке существуют опасности при работе со сварочным пистолетом и даже с материалами. С черной железной трубой следует обращаться так же, как с любым другим материалом, чтобы оставаться максимально безопасным при работе с ней.
Удар
При сварке удар является одним из наиболее распространенных и опасных рисков, с которыми может столкнуться сварщик. Проблемы могут возникнуть не только с используемым оборудованием, но и влажные или грязные рабочие условия также могут привести к несчастным случаям.
Поражение электрическим током может также произойти из-за защитного снаряжения, а некоторые сварочные изделия имеют разное напряжение, с которым пользователь должен быть хорошо обучен перед использованием.
Дымы
Несмотря на то, что трубы из черного железа не выделяют токсичных паров, которые исходят от оцинкованных труб, все же существует значительное количество дымов и газов, которые могут оказать негативное влияние на ваше здоровье.
Зона, в которой вы работаете, должна иметь четко определенные области, где вам необходимо вентиляционное оборудование, и зоны, в которых безопасно дышать. Если вы работаете в одной комнате с кем-то еще, материал, с которым они работают, может выделять пары .
Травмы
Наиболее вопиющий риск сварки – это риск телесных повреждений. Воздействие газов под высоким давлением и сильного нагрева часто встречается в сварочной среде. Без надлежащего защитного снаряжения рабочие могут быть подвержены таким травмам, как катаракта, вспышка сварщика и даже потенциальная слепота.