Хитрости пайки: научитесь паять медь и сталь — это полезно! | Электрика для всех
Для того, чтобы соединить две детали можно использовать три способа: клеение, сварку и пайку. Пластик, дерево и картон проще склеить, сталь большой толщины — сварить, а вот для относительно тонких металлических деталей, особенно из меди и латуни, лучше всего применять пайку. В этой статье мы собрали для вас всё, что нужно знать о пайке — какой лучше взять паяльник, какие бывают припои и что такое флюс. Возьмите лист бумаги и ручку — это полезно запомнить!
Как работает пайка?
Припой в виде проволоки на катушкеТак же, как предметы становятся мокрыми, то есть покрываются тонкой плёнкой воды, металлы могут «смачиваться» другими металлами, с низкой температурой плавления. Эти легкоплавкие металлы называются «припоями«. Обычный припой марки ПОС-61 состоит из свинца и олова и плавится при температуре 190 градусов.
Сосновая канифоль — классический флюс для пайки медиМы знаем, что поверхность, покрытая грязью и особенно жиром, не смачивается водой. Так же и детали из металла, если покрыты окислами или той же грязью, не смочатся припоем. Для быстрой очистки поверхности, которую нужно спаять, применяют особое вещество — флюс. Он разъедает вредную плёнку грязи и делает поверхность чистой: это обязательное условие для прочной пайки!
Что нужно для пайки — главные материалы
Базовый набор для пайкиДля того, чтобы иметь запас материалов для пайки, много денег не потребуется. Приобретите:
- паяльник мощностью 40 Вт: это средняя и универсальная мощность;
- припой ПОС-61 в тонкой проволоке: толстый пруток лучше не брать, им неудобно пользоваться;
- сосновую канифоль;
- спиртоканифольный флюс в пузырьке;
- паяльную кислоту;
- подставку для паяльника.
Теперь вы сможете паять не только медные провода и проволоку, но и стальные детали, например оцинкованное ведро (для стали понадобится кислота). Давайте разберёмся, как проще и безопаснее паять — для новичка это очень важно!
Давайте разберёмся, как проще и безопаснее паять — для новичка это очень важно!
Процедура пайки — самый простой способ!
Откройте форточку — помещение должно хорошо проветриваться!Очистите жало паяльника — оно должно быть чистым и блестящим. Проще всего сделать это надфилем или мелким напильником. Включите паяльник и подождите, пока он не начнёт плавить канифоль, после чего опустите в неё жало — флюс не даст жалу окислиться раньше времени.
Процесс лужения — смачивания детали припоем, после которого её пайка не составит труда!Нанесите кисточкой на поверхности, которые нужно спаять, флюс. Для меди и латуни это канифоль в спирте, а для стали — кислота. Затем, поднесите к детали проволоку припоя и, прогревая её поверхность, добейтесь растекания припоя по нужному месту: его слой должен быть блестящим.
Совместите обе детали и, поднеся припой, прогрейте их жалом паяльника, пока они не окажутся соединены блестящим и прочным швом из припоя. Главная хитрость — хорошо прогреть детали, чтобы припой к ним «приклеился», в противном случае он попросту отвалится после остывания.
Заключение
Теперь вы знаете достаточно, чтобы успешно паять провода, медные трубки, латунные пружины, стальную проволоку и так далее. Пайка достаточно обширная тема — существуют разные припои, десятки флюсов со своими тонкостями, но эта информация нужна только для ускорения пайки и спаивания очень специфичных металлов, которые плохо берутся обычным флюсом. В обычной практике такие случаи большая редкость.
Удачной пайки!
Пайка твёрдыми припоями. Часть 2. Оборудование и материалы.
Пайка твёрдыми припоями. Часть 1. О пайке.
Пайка твёрдыми припоями. Часть 3. Практика.
Оборудование для пайки
Инструментарий для пайки создан, чтобы решать главную задачу процесса – нагревание спаиваемых элементов до требуемой температуры плавления. Работа оборудования для пайки должна обеспечивать нагрев контактных площадок паяного шва, вне зависимости от физических принципов, положенных в основу работы этого оборудования, такой, чтобы обеспечивался диапазон температур в границах от 450 до 1200°C. Медно-цинковые припои или припои, содержащие серебро, обозначаются термином «среднеплавкие», и ими можно работать, если нагревательный элемент выдаёт температуру от 700 до 800°C. Категория же тугоплавких материалов припоя, к каковой относятся технически чистая медь и латунь, потребуют от оборудования нагрева свыше 1000°C.
Работа оборудования для пайки должна обеспечивать нагрев контактных площадок паяного шва, вне зависимости от физических принципов, положенных в основу работы этого оборудования, такой, чтобы обеспечивался диапазон температур в границах от 450 до 1200°C. Медно-цинковые припои или припои, содержащие серебро, обозначаются термином «среднеплавкие», и ими можно работать, если нагревательный элемент выдаёт температуру от 700 до 800°C. Категория же тугоплавких материалов припоя, к каковой относятся технически чистая медь и латунь, потребуют от оборудования нагрева свыше 1000°C.
Чаще всего для различных работ, связанных с высокотемпературной пайкой, применяют такой инструмент, как газовая горелка – вряд ли кто-то не в курсе, что это такое. К горелкам добавляются и другие более профессиональные виды оборудования: индукторы, печи и т.п.
Припои и их виды
Медь – вот краеугольный камень припоев, используемых для высокотемпературной пайки. Лидерство 29-му элементу таблицы Менделеева принадлежит потому, что он является составной частью, а зачастую и основой, большинства промышленных марок твёрдоприпойных сплавов.
Добавление же в основной состав различных металлов кардинально меняет физико-химические характеристики припоев, и, в свою очередь, даёт медьсодержащим сплавам технологические преимущества. Самое очевидное из них – это понижение температуры плавления, показатели которой у меди в чистом виде составляют 1083C. Комбинированные же припои, такие как Cu-Sn (медь|олово), Сu-Zn (медь|цинк), Сu-Ag (медь|серебро), Cu-Si (медь|кремний), плавятся и текут в гораздо более низком диапазоне температур.
Об упомянутой технически чистой (без примесей) меди стоит сказать отдельно. При использовании в качестве припоя, она обладает уникальными свойствами, например способностью образовывать плотные швы без пористостей в силу специфики кристаллизации чистого металла. Она хорошо растекается и легко заполняет капиллярные зазоры, образуя соединение, более прочное, чем то, которым обладает сама. Этот факт кажется неочевидным, но он подтверждается измерениями – прочность на разрыв места пайки чистой медью минимум на 10% выше такого же показателя у самой меди.
Этот факт кажется неочевидным, но он подтверждается измерениями – прочность на разрыв места пайки чистой медью минимум на 10% выше такого же показателя у самой меди.
Рассмотрим далее некоторые конкретные виды припоев, предназначенных для высокотемпературной пайки.
Для спаивания деталей из бронзы, меди, стали используют медно-цинковые припои. Каждый из стандартизированных их видов имеет прозрачную аббревиатурную маркировку: ПМЦ-35, ПМЦ-39, ПМЦ-50, ПМЦ-54, ПМЦ-57 и далее, где цифра обозначает содержание в сплаве меди в процентах. Платой за снижение температуры плавления до 900C становятся недостатки, проявляющиеся в слабом сопротивлении соединений при воздействии нагрузок изгиба, а также ударных и вибрационных. Улучшает положение дел с нагрузками введение в состав легирующих добавок (олова, кремния), доводящих свойства соединений до пригодности к пайке твёрдосплавных резцов. У этого инструмента припаянная к его телу твёрдосплавная режущая пластина испытывает все виды перечисленных нагрузок в весьма серьёзных значениях.
Далее назовём припои медно-фосфорные, маркируемые в промышленности, как, например, ПMФ-7, ПMФ-9, ПMФOЦp-6-4-0,03. Из букв в обозначении ясно, что перед нами припой — соединение Cu (меди) и P (фосфора). Цифра, продолжающая обозначение в маркировке сразу после букв, сообщает нам процентное содержание P, а в последней аббревиатуре мы видим «O» — олово в количестве 4%, и «Цp» — цирконий, 0,03%.
Фосфорсодержащие припои на основе меди уже классифицируются как среднеплавкие, они переходят в жидкое состояние в диапазоне температур 690-850C, хорошо растекаются, весьма коррозионностойки и нейтральны к агрессивным средам. К отличительным особенностям медно-фосфорных припоев относят их способность к самофлюсуемости. Т.е., при пайке с их помощью медных изделий, использование флюса становится необязательным.
Недостатки соединений, связанных припоями, имеющими в своём составе фтор, обуславливаются появлением на границе шва плёнки из фосфитов, солей фосфористой кислоты. Это критически повышает хрупкость места пайки, приводит к слабой переносимости изгибов, ударов и вибраций. Таким образом, из области применения этих припоев исключается соединение стальных и чугунных деталей, часто подверженных силовым нагрузкам. Сферой использования припоев с фосфором безраздельно остаются пайка меди, медьсодержащих сплавов (мельхиор, бронза, латунь) починка ювелирных украшений.
Это критически повышает хрупкость места пайки, приводит к слабой переносимости изгибов, ударов и вибраций. Таким образом, из области применения этих припоев исключается соединение стальных и чугунных деталей, часто подверженных силовым нагрузкам. Сферой использования припоев с фосфором безраздельно остаются пайка меди, медьсодержащих сплавов (мельхиор, бронза, латунь) починка ювелирных украшений.
Медь, сталь и чугун рекомендуют паять припоями, изготовляемыми на основе сплавов меди и цинка, они широко распространены, и называются латунями. Обычно упоминают такие марки, как Л-62 и ЛOK-62-06-04, читаемые так: «Л» — латунь, «O» — олово, «K» — кремний. «62», «06», «04» — содержание соответствующих металлов в сплаве в процентах. Добавление олова обеспечивает припою дополнительную текучесть, снижая порог температуры плавления. Кремний выступает предохранителем от мгновенных окислительных процессов и затрудняет испарение.
Особого упоминания достойны серебряные припои, в реальности представляющие собой конечно же сплав, где кроме серебра присутствуют медь и цинк. Технологические свойства серебросодержащих припоев великолепны, они вне конкуренции по антикоррозионной стойкости, способности к смачиванию и растеканию, они прочны и универсальны, ими можно паять серебро, медь, сплавы меди, нержавеющую сталь. Одно «но» — припои эти чрезвычайно дороги и их применение требует экономического обоснования. Качество соединений, обусловленное превосходными физическими свойствами серебряных припоев, делает их лидерами при проведении ответственных и штучных работ, где оправдана дороговизна применяемого материала. Пример маркировки серебряного припоя – ПCp-45, т.е. припой серебряный, в котором 45% серебра.
Читайте продолжение в третьей части статьи.
Как правильно паять медь?
Перед тем как паять медь, нужно учитывать, что она относится к хорошо поддающимся пайке металлам. Связано это с тем, что поверхность меди можно легко очистить, не прибегая при этом к веществам агрессивным. Медь является металлом слабо корродирующим. Хорошую адгезию с медью имеют многие легкоплавкие сплавы и металлы, к примеру, латунь. Когда во время пайки происходит нагрев меди на воздухе, реакций с кислородом не происходит и не требуются для пайки сложносоставные дорогостоящие флюсы.
Медь является металлом слабо корродирующим. Хорошую адгезию с медью имеют многие легкоплавкие сплавы и металлы, к примеру, латунь. Когда во время пайки происходит нагрев меди на воздухе, реакций с кислородом не происходит и не требуются для пайки сложносоставные дорогостоящие флюсы.
Схема аргонодуговой сварки меди.
К примеру, водопроводные трубы из меди обладают значительно большей гибкостью, чем трубы из стали, они долговечны и устойчивы к химическим элементам, но обладают более высокой стоимостью. Системы водопровода и отопления из меди имеют такой же срок эксплуатации, как и все строение, и могут быть замурованы или залиты бетоном, обшиты различными стеновыми панелями. Требованием к монолитному размещению медных труб коммуникации является использование таких прокладочных материалов, как гофра или изоляция на основе ПВХ. Они предотвратят механические воздействия различного роди при сменах климатического режима зимой и летом.
Инструменты и материалы для пайки меди
- труборез;
- фаскосниматель;
- труборасширитель;
- металлическая шерсть;
- тиски;
- пассатижи;
- пинцет;
- паяльник;
- припой;
- флюс;
- бура;
- паяльное масло;
- газовая горелка.
Схема электросварочного аппарата.
Труборез требуется для того, чтобы нарезать трубы по длине. Принцип работы у труборезов один и тот же, хотя моделей в продаже можно встретить очень много. Труба для ее обрезки зажимается между роликами и лезвием, затем труборез вращают вокруг, подтягивая на треть оборота нижний болт. Чтобы получить ровный край, трубу держат строго перпендикулярно по отношению к инструменту. Труба, как правило, разрезается за 5-6 оборотов. Газовой горелкой возможно произвести низкотемпературную пайку меди, так как ее температура не превышает 450°. Не все конструкции горелок, имеющихся в продаже, подходят для пайки.
Перед тем как выбрать горелку для того, чтобы паять медь, нужно обратить внимание на инструкцию, так как те горелки, пользование которыми начинается с разжигания мангала, не подходят для этих целей.
Металлическая шерсть используется для очистки меди перед работой горелкой и паяльником. Ею плотно обжимают конец трубы или проволоки и совершают с усилием несколько вращательных движений. Для проволоки этого достаточно, а трубу следует зачистить еще и изнутри. Узкие трубки (фитинги) можно очищать специальными предназначенными для этого ершиками, при этом категорически запрещено пользование наждачной бумагой, особенно крупных фракций, и тем более напильника. Медь является мягким металлом, и при использовании наждачной бумаги компоненты наждака останутся на поверхности, препятствуя адгезии и хорошему соединению.
Схема точечной сварки меди.
Припой можно приобрести смотанным для удобства использования в катушки. Это оловянная проволока, диаметр которой около 3 мм. Желательно обращать внимание на отсутствие в припое свинца, о чем должна сообщать специальная надпись на катушке. Важным для пайки компонентом является и флюс, который смачивает основной металл (в данном случае медь) перед пайкой, проникая во все капилляры. Растекается по поверхности флюс под действием капиллярных сил. Перед тем как правильно паять, поверхность должна быть совершенно чистой и лишенной окислов. Шов будет прочен только в том случае, если компоненты будут защищены от кислорода, присутствующего в воздухе. Использование флюса повышает адгезию припоя наравне с механической зачисткой поверхностей.
При использовании флюса не играет большой роли, предназначен ли он для припоя с содержанием свинца или без, эти разновидности являются взаимозаменяемыми. Непригодны для использования с медью флюсы для пайки нержавеющей стали.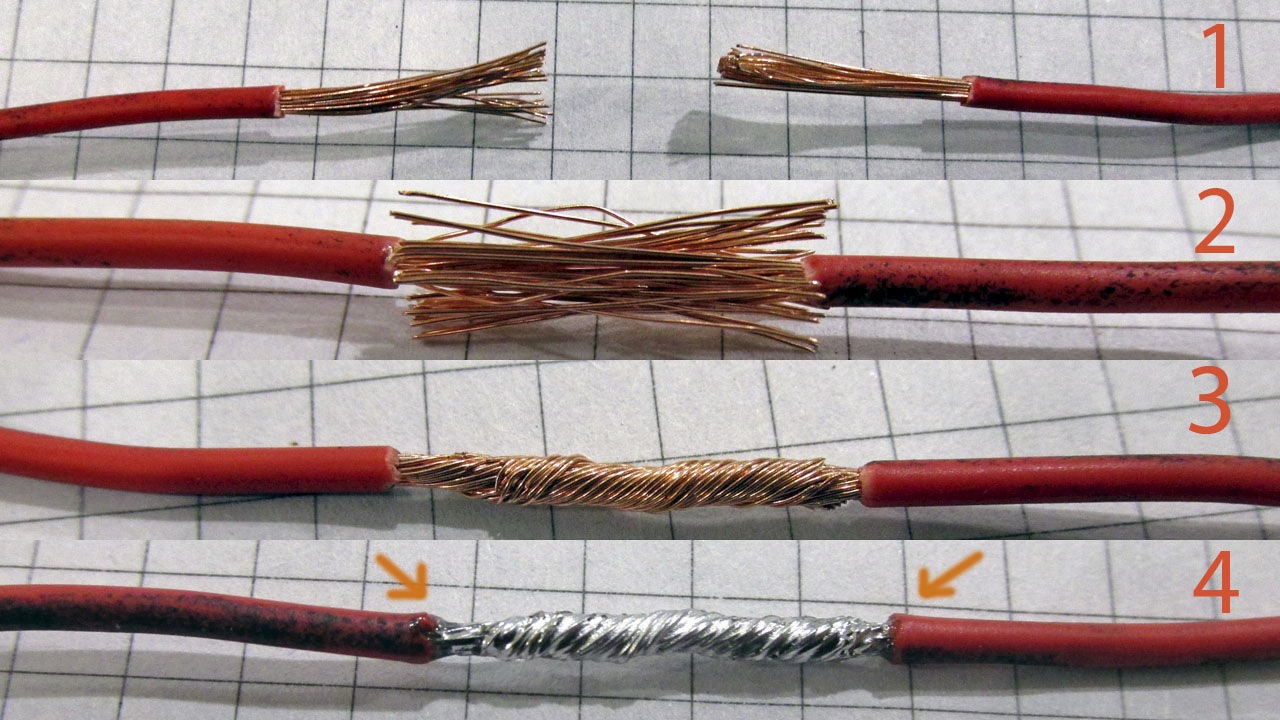
Вернуться к оглавлению
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Вернуться к оглавлению
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Вернуться к оглавлению
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Вернуться к оглавлению
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Пока припой остывает, не следует дуть на соединение или придавать ему даже минимальные физические нагрузки.
Вернуться к оглавлению
Техника безопасности при пайке меди
Нужно учитывать, что проводимость тепла у меди очень высока, вследствие этого паять детали, держа их в руках без защиты, не рекомендуется, скорее всего это кончится получением ожогов. Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
При любых работах с открытым огнем и раскаленным металлом, а также флюсом, который содержит кислоту, нежелательна одежда из синтетики, так как возгорается и плавится такая ткань значительно быстрее прочих. Обязательно проветривание при работе, дым от сгоревшего флюса вреден.
Если навыков пайки нет совершенно, перед выполнением ответственной работы желательно потренироваться на обрезках труб или проводов. Сложностей в этой работе немного, и 2-3 раз, как правило, хватает, чтобы усвоить все основные приемы. Если собирается водопроводная система, рекомендуется предварительно собрать ее на полу прежде, чем устанавливать все на места. После сборки и пайки система должна быть хорошо промыта горячей чистой водой, чтобы удалить с внутренней стороны труб части флюса и припоя.
Пайка бронз меди и сплавов
При пайке некоторых металлов и сплавов, покрытых устойчивыми окис-ными пленками, обычно применяемые способы удаления этих пленок (флюсование, применение восстановительных и нейтральных газовых сред и т. п.) могут оказаться недостаточными. К таким металлам относятся алюминий, алюминиевая бронза, высоколегированные стали, чугун и Др. В этих случаях для успешного затекания припоя в зазор применяют предварительное покрытие поверхности паяемых деталек припоем или металлом, на которых при пайке образуются менее стойкие и, следовательно, легче паяемые окислы металла или сплава. Для этой цели применяют олово, медь, серебро, кадмий, железо, никель и сплавы олово—свинец, олово— цинк и олово—медь. Способы нанесения металлических покрытий на поверхности деталей приведены на рис. 6.
[c.221]
п.) могут оказаться недостаточными. К таким металлам относятся алюминий, алюминиевая бронза, высоколегированные стали, чугун и Др. В этих случаях для успешного затекания припоя в зазор применяют предварительное покрытие поверхности паяемых деталек припоем или металлом, на которых при пайке образуются менее стойкие и, следовательно, легче паяемые окислы металла или сплава. Для этой цели применяют олово, медь, серебро, кадмий, железо, никель и сплавы олово—свинец, олово— цинк и олово—медь. Способы нанесения металлических покрытий на поверхности деталей приведены на рис. 6.
[c.221]
При пайке тугоплавкими (твердыми) припоями, плавящимися При температуре выше 500°С, канифоль и другие легко распадающиеся при высокой температуре флюсы применять нельзя. При высокотемпературной пайке стали, меди и медных сплавов (латуни, бронзы и др.) в качестве флюсов чаще всего используют буру или [c.199]
Флюсы особенно эффективны при пайке обычными электропаяльниками алюминиевых проводов, фольги и ряда монтажных деталей из различных металлов (меди, ее сплавов, бериллиевой бронзы и стали). [c.276]
Известны припои, обеспечивающие низкое электросопротивление паяных соединений. Такими припоями для коррозионностойких сталей, меди и алюминиевой бронзы являются следующие. % Sn—0,5-т20 РЬ—0,2—10 Ае—0,1—5 Си—0,1—3 Zn—О—3 Si с температурой плавления 295—Э45°С и значением р=1.18-10 Ом-мм /м, а для флюсовой пайки алюминия и его сплавов припои состава, % А1—I Sv—22 Си—1—5 Si—7—16 Zn с температурой плавления 480—560 °С и электросопротивлением р=2,1Ы0- Ом-мм /м. [c.201]
Пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово-оловянистых бронз [c.235]
Примечание. Припои предназначены для пайки меди, медно-никелевых сплавов, никеля, ковара, нейзильбера, латуней и бронз, а также ковара со сталью, стали с медью и ее сплавами, меди с никелированным вольфрамом, нержавеющей сталью и жаропрочной сталью. [c.885]
[c.885]
Флюс ВТ С (смесь технического вазелина с салициловой кислотой, триэтаноламином и этиловым спиртом) применяется для пайки меди, латуни, бронзы, константа-на, серебра, платины и сплавов платиновой группы. Этот флюс особенно удобен для пайки электромонтажных соединений, так как он обеспечивает чистоту и надежность пайки и не вызывает коррозии, даже если остается в местах пайки. [c.448]
Для пайки меди припоями, содержащими 30% 5п и выше На латунях и бронзах менее эффективен Для пайки меди и латуни оловянно-свинцовыми и оловянно-кадмиевыми припоями паяльником в струе припоя в ваннах Для пайки меди, медных сплавов, углеродистой стали и цинка легкоплавкими припоями [c.260]
Твердые припои. Наиболее широкое применение имеют медно-цинковые припои, являющиеся сплавами меди и цинка. Они обладают высокой прочностью и высокой температурой плавления (810—880°С). Медно-цинковые твердые припои маркируют буквами ПМЦ, которые обозначают, что это припой медно-цинковый. После букв ставят цифры, определяющие содержание в процентах меди, например ПМЦ-36, ПМЦ-48 (соответственно меди 36 2%, 48 2%, остальное цинк). Твердые припои применяются в основном для пайки меди, бронзы, латуни. [c.88]
Твердые припои применяют для пайки меди, латуни или бронзы, когда требуется большая механическая прочность. Изготовляют их обычно из меди и цинка. Для пайки контактов прерывателя и распределителя используют твердый припой, содержащий серебро, повышающее электропроводность припоя. Пайку алюминиевых сплавов осуществляют с помощью алюминиево-медных или алюминиево-кремниевых припоев. Температура плавления, твердых припоев составляет более 550 °С. [c.113]
Цветные металлы и их сплавы широко применяют в народном хозяйстве. Из меди и алюминия изготовляют электрические провода, из бронзы и латуни — детали трубопроводной арматуры (кранов, вентилей и др. ), втулки подшипников скольжения и ряд других деталей машин. Дюралюмин нашел широкое применение в самолетостроении. Припои, состоящие главным образом из цветных металлов, широко используют для пайки.
[c.85]
), втулки подшипников скольжения и ряд других деталей машин. Дюралюмин нашел широкое применение в самолетостроении. Припои, состоящие главным образом из цветных металлов, широко используют для пайки.
[c.85]
Можно считать вероятной такую последовательность развития обработки металлов. Первоначально металл ковали каменными орудиями, получая листки, пластинки, острия и т. п. Путем проковки кусочков металла удавалось соединить их в более крупные куски, так возникла кузнечная сварка на заре освоения металла человеком. Для облегчения соединения подогревали металл, зачищали соединяемые поверхности и наносили на них флюсующие вещества, поваренную соль и пр. Прежде всего была освоена кузнечная сварка меди и некоторых ее сплавов с подогревом до 300—400° С. В древнейших изделиях часто встречается мышьяковистая медь, получавшаяся из медных руд, содержавших мышьяк. В дальнейшем люди научились сплавлять небольшие куски металла и изготавливать изделия путем заливки металла в каменные или глиняные формы — так возникло искусство литья. Освоение литья привело к созданию литейной сварки соединяемые детали помещались в форму, место соединения заливалось жидким металлом. Позднее были найдены более легкоплавкие металлы, появился метод пайки, во многих случаях более удобный и производительный. Литейная сварка и пайка широко применялись в древности. Применялись они для соединения деталей из благородных металлов, меди, бронзы, свинца. Многовековой опыт и искусство древних мастеров довели сварку и пайку до высокой степени совершенства. Образцы их изделий видим мы в коллекциях Эрмитажа и других музеев. [c.5]
Тугоплавкие (твердые) припои применяются, когда необходимо иметь прочный спай, выдерживающий высокую температуру. Применяются медно-цинковые тугоплавкие припои ПМЦ-36, ПМЦ-48 и ПМЦ-54. Указанные цифры в обозначении припоя указывают на содержание в нем меди, остальное — цинк и небольшое количество примесей железа (0,1%) и свинца (0,5%). Температура полного расплавления указанных припоев соответственно 825, 865 и 880° С, твердость припоев ПМЦ-48 и ПМЦ-54 составляет НВ 130 и 90, предел прочности при растяжении 21 и 25 кгс/мм (210—250 МПа). Чем больше в сплаве меди, тем припой прочнее, но более тугоплавок чем больше цинка, тем припой менее прочен и более хрупок, но более легкоплавок. Припой ПМЦ-36 применяется для пайки латуни Л-62, ПМЦ-42 — для пайки деталей из медных сплавов с температурой плавления выше 900—920° С, когда паяное соединение не подвергается ударным нагрузкам, вибрации и изгибу. Припой ПМЦ-54 применяют для пайки деталей из меди, бронзы и стали, не испытывающих ударных нагрузок и изгиба. В случае, когда паяное соединение должно обладать высокой прочностью и хорошей сопротивляемостью ударным и изгибающим нагрузкам, в качестве припоев применяются латуни Л-62 и Л-68. Припои медно-цинковые поставляются в форме зерен.
[c.298]
Температура полного расплавления указанных припоев соответственно 825, 865 и 880° С, твердость припоев ПМЦ-48 и ПМЦ-54 составляет НВ 130 и 90, предел прочности при растяжении 21 и 25 кгс/мм (210—250 МПа). Чем больше в сплаве меди, тем припой прочнее, но более тугоплавок чем больше цинка, тем припой менее прочен и более хрупок, но более легкоплавок. Припой ПМЦ-36 применяется для пайки латуни Л-62, ПМЦ-42 — для пайки деталей из медных сплавов с температурой плавления выше 900—920° С, когда паяное соединение не подвергается ударным нагрузкам, вибрации и изгибу. Припой ПМЦ-54 применяют для пайки деталей из меди, бронзы и стали, не испытывающих ударных нагрузок и изгиба. В случае, когда паяное соединение должно обладать высокой прочностью и хорошей сопротивляемостью ударным и изгибающим нагрузкам, в качестве припоев применяются латуни Л-62 и Л-68. Припои медно-цинковые поставляются в форме зерен.
[c.298]
Для сварки, наплавки и пайки меди и ее сплавов предназначена проволока из меди, бронзы, латуни и других сплавов на медной основе, выпускаемая промышленностью по ГОСТ 16130—72. [c.44]
Этот процесс занимает промежуточное положение между сваркой плавлением и пайкой. Сварка производится угольным электродом, дуга направляется на присадочный металл. Присадочный металл плавится и стекает крупными каплями на основной металл. Дугой прогревают расплавленный металл до тех пор, пока он не начнет растекаться по чугуну. Таким путем на чугуне создается облицовочный слой. В качестве присадочного металла могут использоваться медь и медные сплавы (бронзы). Сварка производится постоянным током прямой полярности. Для сварки графитовым электродом диаметром 8— 190 [c.190]
Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали ремонтной сварке литых изделий из чугуна, бронзы, алюминиевых сплавов монтажной сварке стыков трубопроводов малых и средних диаметров (до 75… 100 мм) с толщиной стенки до 4.
 ..5 мм и фасонных частей к ним сварке узлов конструкций из тонкостенных труб сварке изделий из алюминия и его сплавов, меди, латуни и свинца при наплавке латуни и бронзы на детали из стали и чугуна наплавке твердых и износостойких сплавов сварке и наплавке чугуна пайке-сварке ковкого и высокопрочного чугуна.
[c.338]
..5 мм и фасонных частей к ним сварке узлов конструкций из тонкостенных труб сварке изделий из алюминия и его сплавов, меди, латуни и свинца при наплавке латуни и бронзы на детали из стали и чугуна наплавке твердых и износостойких сплавов сварке и наплавке чугуна пайке-сварке ковкого и высокопрочного чугуна.
[c.338]Соприкосновение медных сплавов со сталью в пресной воде или слабоагрессивных растворах довольно часто встречается на практике. В частности, медные и латунные трубы соединяются со стальными трубными досками в конденсаторах, если для охлаждения применяется пресная вода. В этих условиях допускается и пайка стальных труб бронзой. В паровозных котлах часто сочетаются медь и железо. Однако в некоторых водах может иметь место восстановление перешедшей в раствор меди на стальной поверхности, если одновременно присутствуют оба эти металла в этом случае начинается ускоренная коррозия стального изделия. [c.194]
Окисная пленка на поверхности меди и ее наиболее распространенных сплавов — латуней, оловянистых бронз и медноникелевых сплавов — легко восстанавливается в газовых средах или удаляется флюсами, поэтому процесс пайки этих металлов возможен всеми известными способами. [c.195]
Диффузионной сваркой-изготовляют узлы и детали из различных металлов, сплавов и неметаллических материалов. Композиции свариваемых материалов исключительно разнообразны. В результате накопленного опыта можно сделать вывод, что большинство металлов, таких, как никель, медь, титан и их сплавы, а также стали (в том числе и аустенитного класса) обладают хорошей взаимной свариваемостью. То же можно сказать о тугоплавких металлах — молибдене, вольфраме, тантале, ниобии. Хорошо сваривается молибден со сталью, ниобием. Свариваются неметаллические материалы керамика, стекло, кварц, полупроводники, графит, керметы и металлокерамика с металлами. Сварка чугуна со сталью осуществляется по большой поверхности. Свариваются такие разнородные металлы и сплавы, как титан и медь, титан и ковар, титан и константан, титан и молибден, золото и бронза, серебро и коррозионно-стойкая сталь, титан и платина, молибден и ковар, алюминий и ковар. Качественные соединения перечисленных материалов невозможно получить другими методами сварки и пайки.
[c.42]
ПСр-50 50 50 — 860 Лужение и пайка из меди, медноникелевых сплавов, латуни, бронз Из стали, меди, броиз и латуни [c.451]
Алюминиевые брснзы выделяются высокими механическими свойствами среди медных сплавов, в связи с чем их широко применяют в машиь острое-нии. В промышленности используют как двойные сплавы меди с алюминием (простые бронзы), так и более сложные по составу бронзы с добавками марганца, железа, никеля и других элементов. На поверхности алюминиевой и кремнистой бронз образуется окис-ная пленка, которая трудно удаляется с использованием обычных флюсов. Изделие перед пайкой необходимо обрабатывать во фтористс-водородпой или плавиковой кислоте. При пайке оловянно-свинцовыми припоями применяют активные флюсы с повышенным содержанием соляной кислоты. Рекомендуются предварительная очистка и флюсование поверхности алюминиевой бронзы смесью борной кислоты с хлористыми солями металлов. Марганцевые бронзы следует паять с использованием ортофосфорной кислоты. [c.253]
Пайка меди и ее сплавов. Пайка меди и основных ее сплавов — лазуней, бронз и медно-никелевьк сплавов — может быть осуществлена почти всеми видами пайки при использовании обш ной номенклатуры припоев и флюсов. Каждый из указанньцс выше материалов имеет свои характерные особенности, которые влияют на технологию пайки, выбор режима, оборудования и т. д. [c.542]
После пайки флюс образует коррозиониостойкое полимерное покрытие Для железа, стали, меди и ее сплавов, бериллиевой бронзы [c.117]
Широкое применение в качестве припоев получили высокотемпературные припои — сплавы на основе серебра, алюминия, меди и др., обладающие, как правило, температурой плавления выше 450—500° С (723—773° К). Наибольшее применение находят медно-цинковые припои ПМЦ 36, ПМЦ 48, ПМЦ 54 (ГОСТ 1534—42). Они имеют предел прочности = 21—35 кПмм (206,0—343,2 Мн/м ), относительное удлинение до 26% и рекомендуются для пайки изделий из меди, томпака, латуни, бронзы. Серебряные припои имеют температуру плавления 740—830° С (413—1103° К). Согласно ГОСТу 8190—56 марки припоев разделяются в зависимости от содержания в сплавах серебра, которое изменяется в пределах от 10 (ПСр 10) до 72% (ПСр 72). Остальными составляющими являются цинк, медь и в небольшом количестве свинец. Эти припои применяются для пайки тонких деталей, для соединений медных проводов и в случаях, когда медь спая не должна резко уменьшать электропроводность соединений встык. Эти припои применяются для пайки тонкой луженой стальной проволоки в кабельном производстве и т. д.
[c.113]
Они имеют предел прочности = 21—35 кПмм (206,0—343,2 Мн/м ), относительное удлинение до 26% и рекомендуются для пайки изделий из меди, томпака, латуни, бронзы. Серебряные припои имеют температуру плавления 740—830° С (413—1103° К). Согласно ГОСТу 8190—56 марки припоев разделяются в зависимости от содержания в сплавах серебра, которое изменяется в пределах от 10 (ПСр 10) до 72% (ПСр 72). Остальными составляющими являются цинк, медь и в небольшом количестве свинец. Эти припои применяются для пайки тонких деталей, для соединений медных проводов и в случаях, когда медь спая не должна резко уменьшать электропроводность соединений встык. Эти припои применяются для пайки тонкой луженой стальной проволоки в кабельном производстве и т. д.
[c.113]
Пайка меди и ее сплавов легко проводится при применении низкотемпературных припоев, при этом используются канифольные флюсы, не вызывающие коррозии. Нередко перед пайкой поверхности деталей облуживаются чистым оловом слоем толщиной 0,005 мм на стали и 0,0075 мм на меди. Применение низкотемпературных припоев не дает высокой прочности паяных соединений, поэтому рекомендуется пайка в печах с высокотемпературными твердыми припоями. Целесообразно применение медно-фос-форных и серебряных припоев. Применяются флюсы на основе буры с добавлением фтористых соединений. При пайке алюминиевой бронзы хорошие результаты получаются при серебряных припоях с никелем, который препятствует проникновению в припой алюминия и повышает производительность технологического процесса. [c.127]
Для подготовки поверхности меди и ее сплавов перед пайкой применяют кроме обычных способов механической очистки в обработки в щелочных растворах и некоторые специфические способы активирования их поверхностей 6%-ный раствор сернсй кислоты может оказаться достаточным для подготовки к пайке меди. Для очистки поверхности бронз и сплавов на основе Ni—Ag, Ni—Си и Си—Сг после обработки в 5%-ном растворе H,S04 их необходимо дополнительно погружать в 2%-ный раствор бихромата натрия с 3% HgSO.
 [c.266]
[c.266]Медь и медиые слаболегированные припои с высокой температурой ликвидуса пригодны только для пайки медно-никелевых сплавов. Латунные припои пригодны для пайки меди и ее сплавов на основе Си—Ni, Си—Si, Си—Sn из-за высокой температуры ликвидуса, но непригодны для сплавов на основе Ni—Ag и бронз. Припои на основе системы Си—Р пригодны для пайки многих медных сплавов, включая сплав Си—10% Ni, но не пригодны для пайки бериллиевых бронз из-за образования пористости, а также не пригодны для пайки изделий, эксплуатируемых в среде, содержащ,ей сернистые составляющ,ие. Коррозионная стойкость их более низкая, чем припоев на основе Си—Ni, Си—Si и Си—Sn. [c.278]
Пайка меди и хромистой бронзы БрХ0,8 в среде проточного аргона может быть успешно произведена с применением самофлюсующего серебряного припоя ПСр72ЛМН. Пайка меди и некоторых ее сплавов, не содержащих алюминия, бериллия, значительных количеств хрома или цинка, может быть произведена в аргоне, газовых флюсах, сухом азоте и в вакууме. [c.309]
ВТС (антикоррозийный флюс) Вазелин технический — 100 г Салициловая кислота — 10 г Триэтаноламин — 10 г Спирт этиловый — 40 г Пайка мошажиых соединений деталей из меди. латуни, бронзы, констапта-иа. серебра и ее сплавов 0,15 Протирка сухой тряпкой или бязью, смоченной в смеси этилового спирта и бензина (1 1) [c.1085]
ПОСЗО применяется для лужения чугунных, стальных и бронзовых вкладышей для последующей заливки их свинцовистыми баббитами, лужения литейных жеребеек, пайки изделий из оцинкованного железа, черного железа, бронзы и латуни, для пайки изделий из цинковых сплавов, химической аппаратуры и посуды, аккумуляторов, для лужения посуды для технических масел, для пайки медных и железных частей химических аппаратов, оцинкованного железа с ковким чугуном, цинковых и оцинкованных листов, оцинкованного железа с медью, термостатов, керосиновых и электрических сушильных шкафов (корпусы дверец), арматуры перегонных кубов, аппаратов Коха для стерилизации и для сыворотки, автоклавов, бормашин и рефлекторов. [c.444]
[c.444]
Медно-фосфорн ы е припои представляют собой двойные сплавы, состоящие из меди и фосфора. Они отличаются способностью к самофлюсованию (при пайке меди). При пайке бронз применение флюсов обязательно. [c.32]
Медно-цинковые припои применяют при пайке стали, чугуна и медных сплавов, меди, бронзы, никеля. Лучшие результаты дает припой марки ЛОК62-06-04. Состав этого припоя следующий, % Си — 60…63 5п — 0,3…0,4 81 — 0,4…0,6 7п — остальное. Температура плавления 905 °С, временное сопротивление 450 МПа. Кремний и олово в припое служат энергичными восстановителями, предохраняющими цинк от окисления и испарения. Кремний при восстановлении оксидов цинка окисляется до кремнезема, соединяется с флюсами и образует боросиликаты, которые всплывают на поверхность жидкого металла, покрывая его пленкой, препятствующей окислению и испарению цинка, содержащегося в припое. Олово способствует растекаемости припоя по металлу и улучшает заполнение зазоров. Припой ЛОК62-06-04 обеспечивает плотное, беспористое паяное соединение, с высокими механическими свойствами. Процесс пайки происходит без вьщеления паров оксидов цинка, что улучшает условия труда в цехе. Этим припоем можно паять сосуды на давление до 2,5 МПа. [c.423]
Флюс для пайки железа, меди, латуни, бронзы,нихрома, серебра
Каждый, кто занимается пайкой или продаёт оборудование и сырьё для пайки знает!
Для получения прочного паяного соединение, необходимо убрать пленку окисла со спаиваемых поверхностей и защитить метал от дальнейшего окисления при пайке.
Для этого существуют Флюсы, которые представляют собой, как правило, многокомпонентные системы, выполняющие сразу несколько функций.
Это очистка поверхности, удаление окисла, улучшение растекания припоя и, как следствие, увеличение прочности и плотности соединения.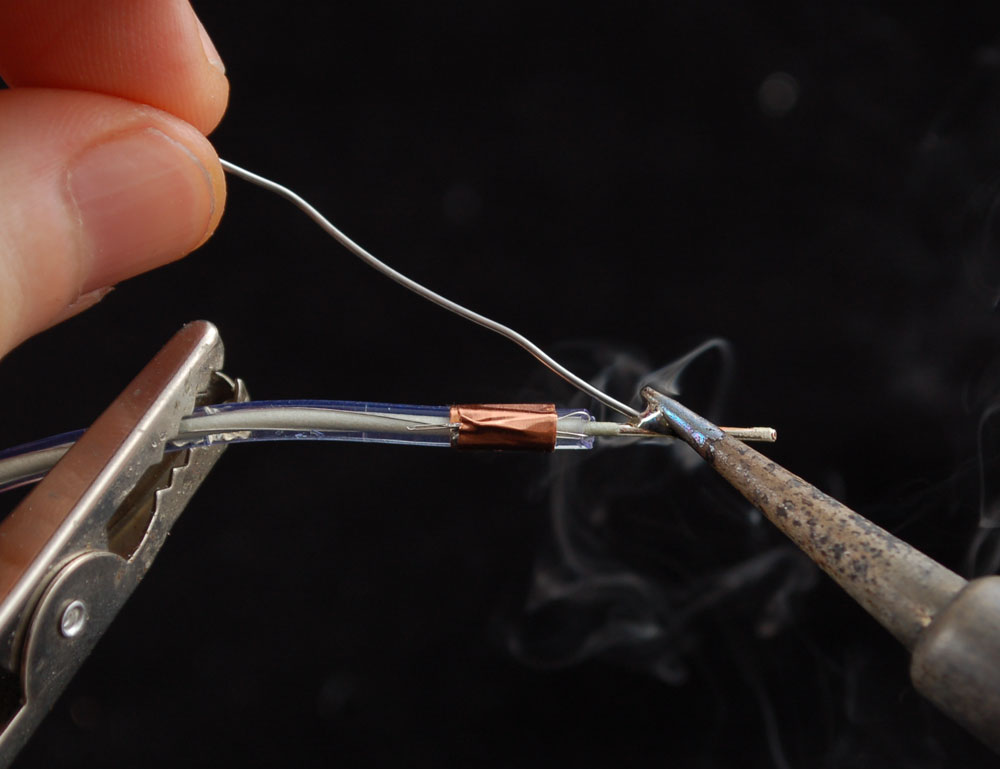
Компания ООО Скат как производитель Флюсов для низкотемпературной пайки разделяет их по агрессивности компонентов:
Активные — Флюсы, состоящие из кислот, и требующих промывки после пайки. Обычно, данная группа флюсов применяется для удаления агрессивных веществ с паяемых элементов.
Не активные — Флюсы на основе органических веществ – соединения образующие защитную плёнку, покрывающую контакты.
Производство наших флюсов соответствует ГОСТ 19250-73, а техническая база позволяет произвести флюс по индивидуальному запросу заказчика в кротчайшие сроки.
Наработанный технологический процесс позволяет значительно снизить издержки по производству Нашей продукции, сохранив при этом объём производства, необходимый для обеспечения потребностей крупных предприятий.
Название |
Химия |
Содердание |
Паяльная кислотаКислота применяется для пайки углеродистых сталей, меди, никеля и их сплавов. Представляет собой водный раствор хлорида цинка (15-40%). В практике радиомонтажника не применяется, так как вызывает коррозию спая и разрушение изоляции проводов. |
||
Цинк хлористый | 40% | |
Соляная кислота | 1% | |
Вода дистилитрованная | 59% | |
Флюс на основе бензольной кислоты— |
||
Кислота бензольная | 3,5% | |
Спирт этиловый | 95% | |
Триэтаноламин | 1,5% | |
ЛТИ-120Флюс радиомонтажный, нейтральный. Пайка — железо, нержавеющий металл, сталь, медь, бронза, цинк, нихром, никель, серебро. Не требует вентиляции. Остатки флюса смывать не обезательно, при желании легко смываются спиртом. Ацетоном и т.п. |
||
Спирт этиловый | 63-74% | |
Канифоль | 20-25% | |
Диэтиламин солянокислый | 3-5% | |
Триэтаноламин | 1-2% | |
Флюс на основе спирта этилового с добавлением цинка хлористого— |
||
Цинк хлористый | 15% | |
Спирт этиловый | 60% | |
Вода дистилитрованная | 25% | |
Жир паяльныйПрименяется в качестве флюса при пайке мягкоплавкими припоями медно-алюминевых соединений. |
||
Вазелин | 65% | |
Хлористый цинк | 25% | |
Хлористый аммоний | 3% | |
Вода | 12% | |
Флюс ПВ209ХПайка меди, серебра, стали, медно-серебряных или никелевых сплавов |
||
Бор | 12,3%-13,3% | |
Фтор | 26,7%-28,5% | |
Калий | 33,5%-36,4% | |
Кислород | 21,8%-27,5% | |
Флюс ФАППрименяется для пайки медных труб в системе отопления |
||
Хлорид амония | 10%-30% | |
Вазелин | 70%-90% |
Название |
Химия |
Содердание |
ЛТИ-1Флюс радиомонтажный, нейтральный. Применяется для пайки деталей из медных сплавов без предворительной зачистки, а так же для пайки железа, меди, латуни, бронзы,нихрома, серебра. Не требует смыва после пайки. |
||
Спирт этиловый | 70% | |
Канифоль | 30% | |
Х32-10и— |
||
Пропанол-2 | 90% | |
Адипиновая кислота | 5% | |
Пропилен гликоль | 5% | |
ВТСФлюс ВТС применяется для пайки меди, латуни, бронзы, константана, серебра, платины и сплавов платиновой группы. Этот флюс особенно удобен для пайки электромонтажных соединений, так как он обеспечивает’ чистоту и надежность пайки и не вызывает коррозии, даже если остается в местах пайки. |
||
Вазелин | 65% | |
Солициловая кислота | 6,5% | |
Триэтанол амон | 6,5% | |
Спирт этиловый | 22% | |
КанифольФлюс радиомонтажный, нейтральный. Применяется для пайки деталей из медных сплавов латуни и бронзы. Не требует смыва после пайки. |
||
Канифоль | 100% |
Пайка медных труб. Какой бывает припой и способы пайки
Если вам кажется, что паять медные трубы – это задание непосильное, то вы ошибаетесь. Тем не менее, нужно соблюдать определенные правила выполнения работ, так как соединение медных труб требует точности и внимания к каждой мелочи.
Медные трубы сегодня очень часто используются в системах отопления, а также горячего и холодного водопровода. Потому нужно знать, как паять медные трубы.
Чаще всего для сварки медной трубы используется капиллярная сварка. Способ сварки говорит сам о себе. В процессе соединения труб, жидкость, которой смазываются свариваемые части, поднимается вверх по капилляру. При этом преодолевается сила тяжести. Именно так припой, который используется для сварки, равномерно распределяется по поверхности соединения.
Чтобы соединение было качественным, необходимо до блеска зачистить поверхности. В качестве смазки используются специальные флюсы-пасты. Можно не намазывать ими всю поверхность трубы. Например, достаточно будет намазать пастой трубу в нижней части спайки.
Полученная система медных труб будет качественной и надежной очень много лет. Систему можно даже залить бетоном, что недопустимо в случае резьбового соединения. Медные трубы паяются специальным припоем при температуре 450 градусов. Можно увеличивать температуру, но тут важно не превысить ее до уровня плавления материала. Сварка осуществляется силами адгезии, которые образуются при нагревании припоя и свариваемых поверхностей. Под воздействием капиллярных сил припой распределяется по поверхности сваренных частей.
Подбор материалов и оборудования
Для пайки медных труб понадобится набор для сварки меди, припой (твердый), газовая горелка, которой будет нагреваться труба.
Важно обращать внимание на такие показатели:
- максимальный диаметр свариваемых труб;
- жидкость, которая будет протекать в дальнейшем по трубам;
- цена, которая будет заплачена за выполнение работ и покупку материалов.
Инструменты
Прежде чем начинать варить медные трубы, необходимо провести их разметку. С помощью специального инструмента нарезаются куски нужной длины. Существует большое количество труборезов. В каждом случае подбирается инструмент, исходя из диаметра заготовки, которую нужно отрезать. Очень важно приобретать или использовать только качественные труборезы. Инструмент должен проводить не только отрез, но и снимать фаску. Чем качественнее ножницы, тем дороже они будут стоить.
Далее необходимо снять фаску на трубе. С помощью такой операции можно снять небольшие заусеницы с краев. Дело в том, что визуально они могут быть и не видны. Но при наполнении труб жидкостью увеличится давление. А это может привести к тому, что в местах, где были заусеницы, появится течь. Рекомендуется использовать круглый фаскосниматель. Чаще всего паяются трубы до 36 миллиметров в диаметре. Именно на столько и рассчитан этот инструмент.
Фаскосниматель
С помощью расширителя увеличивается диаметр. Такая операция проводится при сварке труб без фитингов. Фитинги для медных труб стоят дорого, потому использование расширителя труб позволяет сэкономить средства. Когда труба будет расширена слегка, в нее вставляется другой конец. От того, какой у нее диаметр зависит выбор расширителя.
Очень важно подобрать правильный припой. Выбираем мягкие припои из красной бронзы или же из латуни. Для работы еще понадобится флюсовая паста. Для капиллярной пайки используются твердые припои. Такая сварка отлично подойдет для труб, которые будут проводить горячую воду или газ ( в системах холодильного оборудования и кондиционеров).
Самый эффективный вид припоя является тот, в котором содержится серебро. По праву сегодня данный метод сварки считается самым надежным. Отлично подходит для систем горячего и холодного водоснабжения, для газовых систем.
И, тем не менее, качество пайки зависти не от припоя и пасты. Все определяет температура и степень подготовки поверхностей. Но чтобы не беспокоиться о качестве, и как говориться, сделать работу «наверняка», можно применять фосфорно-медные припои. Они предотвращают появление зазоров, микротрещин в шве за счет того, что из места сварки полностью выводится кислород. Однако запрещается использовать данный припой для сварки металлов, которые в своем составе содержат более десяти процентов никеля.
Пайка медных труб своими руками
Прежде чем начинать пайку, нужно провести чистку поверхности. Важно отметить, что для зачистки поверхности не используются абразивные материалы типа наждачной бумаги. Нужно использовать только специальные щетки.
Чтобы сварка прошла качественно и надежно, нужно высушить и обезжирить поверхность. В противном случае припой может распадаться при воздействии давления и температуры, которая будет присутствовать в трубах при их работе.
В системах, которые не будут проводить жидкости и газы при температуре свыше 110 градусов, использовать фитинги не обязательно. Как уже говорили, труба расширяется с помощью труборасширителя. Трубу нужно расширить так, чтобы второй конец вошел в нее примерно на длину, равную диаметру изделия. Зазор на швах должен составлять 0,12 миллиметров.
Труба нагревается открытым огнем. Припой нагревать не нужно. Не преувеличивайте температуру плавления металла! Достаточно нагревать две соединенные трубы, а потом поднести припой, который сам расплавится от жара и равномерно затечет в соединение. Капиллярный процесс позволяет затекать припою в трубы. Однако ему помогает гладкая поверхность, которую мы заранее подготовили.
Итак, при пайке медных труб нужно нагревать изделия медленным огнем, который позволяет быстро и равномерно прогреть соединения. Поверхности обезжириваются и высушиваются. Тщательно проверяются зазоры. Наносить припой нужно по минимуму, однако, важно проконтролировать, чтобы его хватило для шва.
При проведении работ очень важно соблюдать технику безопасности. Во-первых, работы выполняются с открытым огнем. Если работа выполняется в помещении, то необходимо обеспечить защиту легковоспламеняющихся предметов. Под трубу подкладывается асбестовый щит. При нагревании труб и припоя выделяются некоторые газы, вредные для здоровья.
Потому важно, чтобы окна в помещении были открыты при проведении работ.
Что касается собственной безопасности: все работы проводятся в перчатках. Трубы нагреваются до высоких температур. Если случайно прикоснуться к ним, то можно получить сильный ожог.
Самостоятельно провести сварку работ впервые может быть очень тяжело. Для качественного выполнения работ рекомендуется пройти теоретический курс. Кроме того, можно на отдельных, так сказать, черновиках проверить свои навыки. В конце работы нужно проверять все соединения труб сначала визуально, а потом в деле. Для этого в систему подается жидкость. Если появилась течь, то работу нужно переделать.
При малейшем сомнении в собственных силах, необходимо доверить работу профессионалом. Иначе дорогостоящие материалы и время будут испорчены.
Как паять медные листы
Медь, как материал, известен человек давно. Люди научились изготавливать из него различные изделия, которые служат в основе технологических систем или как декоративные элементы.
Данный металл обладает уникальными характеристиками, что делает его незаменимым для производственных целей. Современный металлопрокат производит множество разных продуктов из такого вещества, одним из которых является медный лист купить который сейчас легко и использовать в разных целях.
Но стоит отметить, что цена на медь довольно высока, что определяется ее уникальными характеристиками.
Основные методы пайки
Существует несколько способов спаять медь, которые кардинально отличаются друг от друга. Качество такого процесса зависит от определенных условий и технических показателей самого материала.
Перед выполнением таких работ следует определиться с одним из методов ее выполнения:
- При спайке мелких деталей их нагревают до температуры плавления оловянно-свинцового припоя, с помощью которого и осуществляют их соединение. Флюсы, применяемые в данном процессе, должны быть канифольного основания.
- Перед тем как приступать процедуре паяния, следует предварительно нанести флюс и припой (тонким слоем) на поверхность самих деталей, не забыв при этом их ровно распределить. Потом нужно обе части соединить между собой и начать их греть до тех пор, пока нанесенное вещество не будет плавиться. После чего следует убрать паяльник и дать остыть изделию. При пайке посуды нужно применять чистое олово.
Соединяем массивные детали
Не всегда размер листа такой, что позволяет его прогреть с помощью паяльника. В таком случае используют специальную горелку, а пайку производят уже медным припоем, который является более прочным, нежели другие варианты.
Процесс соединения листов таким способом производиться с помощью специальных инструментов, таких как газовая горелка, сам припой с флюсом и кислотой и др. Затем обе части зажимают в тисках, а между ними оставляют небольшое расстояние.
После чего на поверхность наносят флюс и производят нагрев. Когда элементы уже раскалились нужно поднести к зазору припой, который от высокой температуры начнет плавиться и заполнять отверстия, по окончании процедуры нужно подождать пока все остынет и промыть водой.
Иногда для пайки используют молотковые паяльники, которые предварительно нагреваются или на открытом огне или горелкой, припоем в таком случае выступает олово.
Пайка меди в видео:
ТвитнутьКак паять медную трубу с водой
Для пайки медных труб, содержащих воду, вам потребуется нечто большее, чем просто горелки, перчатки, топливо и немного флюса. Резаки для труб, наждачная бумага, проволочные щетки и защитные очки также являются важными инструментами для пайки. Если разбираться в технике, спаять медные трубы любого диаметра с водой несложно. Однако от вашего выбора инструментов будет зависеть качество припоя. Давайте поделимся некоторыми советами с этим руководством.
Можно ли паять медные трубы с водой внутри?
Медные трубы при пайке лучше держать сухими.Один из способов не допустить, чтобы вода (внутри трубы) испортила вашу пайку, — это использовать трубную заглушку. Не имеет значения, капает ли вода; остановите это трубной заглушкой. Если вода идет по трубе, держите ведро под потоком и отключите подачу от его клапана. Это предотвратит повышение давления воды в трубе.
Трудно паять стыки труб водой, а тепло паяльной горелки может выделять пар из воды. Кроме того, медная труба получает меньше тепла, чтобы расплавить припой, когда вы фиксируете трубы, содержащие воду.
Как паять медную трубу с водой
Применение водяных заглушек
Цель использования водяных заглушек для пайки — предотвратить попадание воды в пятно. Домашние мастера могут импровизировать, используя густую пасту вместо трубных заглушек. Искусственные водяные пробки могут быть изготовлены из материалов, образующих пасты. В их число входят восковые капсулы, жевательные резинки и жевательный хлеб. Однако при использовании этих материалов высока вероятность засорения клапанов труб и аэраторов. Перед пайкой вам нужно вставить карандашом искусственную заглушку в трубу.
Одним из преимуществ использования пробок с искусственной водой является простота их промывки после пайки. Поскольку это легкие материалы, давление воды через медную трубу обеспечит свободный поток.
Стандартные водяные пробки поставляются с аппликаторными трубками. После выполнения задания растворите водяную пробку теплом от паяльника. Поместите фонарик под место, где у вас есть пробка для воды. Это довольно простая задача, и вы можете найти заглушки для медных труб диаметром ½ и ¾ дюйма в местных магазинах сантехнических принадлежностей.
Способы пайки медных труб
Если вы подумываете о карандашной горелке для пайки, то лучше купить со встроенными воспламенителями. Однако вам понадобятся резаки большего размера для медных труб диаметром ½ и bigger дюйма. В зависимости от вашей техники пайки медные трубы могут иметь хорошие или плохие соединения.
Однако вы не хотели бы сжигать части вашего материала пайкой при температуре 1000 градусов. Такой уровень тепла может привести к перегреву флюса и повреждению медной трубы.Кроме того, вы можете потерять контроль и вызвать возгорание, если тепло распределяется по жалам паяльника слишком быстро. Когда паяные соединения слишком хрупкие, металлическая медь будет распылять разряд в виде дыма.
Подготовка перед пайкой
Чтобы обеспечить герметичность соединений, очистите участки медных труб, которые необходимо паять. Кроме того, вам необходимо удалить заусенцы с внутренних поверхностей медной трубы с помощью инструмента. Убедитесь, что удаление заусенцев не приводит к значительному уменьшению внутреннего диаметра трубы. Также избегайте турбулентности, которая вызывает точечное отверстие в ржавых медных трубах.
Пока наждачная бумага (наждачная бумага) очищает внешний диаметр вашей трубы, расточите внутренние поверхности проволочными щетками. Оба процесса обеспечивают подходящие внешние поверхности для прилипания припоя к трубе.
Защитите стыки влажной тряпкой
Влажная ветошь для пайки выполняет двойную функцию — пламегаситель и поглотитель тепла. Смочите тряпку и оберните ею фитинг медной трубы, чтобы защитить части. Поскольку влажная ветошь поглощает тепло пайки, она охлаждает температуру и предотвращает плавление припоя.
Флюс Медная труба с кисточкой
После подготовки этих частей нанесите тонкий слой флюса (паяльной пасты) с помощью кисти. Сантиметр покрытия на поверхности медной трубы будет держать ее приклеенной к фитингу и распространять флюс. Этот процесс пайки гарантирует, что наполнитель оптимизирует капиллярное действие при нагревании. Не забывайте, что флюс предотвращает окисление основного металла и присадочных материалов.
Температура пайки
Важно установить правильную температуру паяльника.Знайте мощность, чтобы обеспечить хороший припой. Поскольку мощность зависит от температуры пайки, медным трубам большего размера требуется много тепла.
Перед установкой температуры пайки определите размер ваших медных трубок. Обычно ½-дюймовым трубам требуется меньше времени для нагрева, чем-дюймовым трубам. Используйте обычное пропановое топливо, выделяющее 3500 градусов по Фаренгейту.
Параметры максимальной тепловой мощности определяют, как быстро она достигает кончика утюга. В идеальных условиях устройство мощностью 15 Вт может генерировать 550 градусов по Фаренгейту, а устройство мощностью 40 Вт — не менее 800 градусов тепла.
Для пайки медных труб мы рекомендуем температуру пайки от 750 до 800 градусов. Если вы решите установить температуру пайки ниже 450 градусов, потребуется немного терпения, чтобы добиться поставленной цели.
Сделайте медный материал влажным.
Используйте бессвинцовые припои, если медная труба используется для подачи питьевой воды. Например, код «50/50» на любом паяльном проводе означает, что он не бессвинцовый. После зажигания пропановой горелки выровняйте ее наконечник, чтобы пламя находилось напротив области пайки.
Нагрейте примерно 5 секунд, чтобы паяльная паста шипела равномерно. Повторите тот же процесс на противоположной части медного фитинга для равномерного распределения тепла. Если вы паяете медные трубы впервые, поместите припой на трубу, чтобы проверить, не плавится ли он. Знак плавления показывает, что ваша медная труба готова к пайке.
Соберите фитинг трубы перед тем, как вставить его в трубу. Когда труба горячая, быстро введите в соединение припой на ½ или ¾ дюйма.Не забудьте счистить излишки паяльной пасты (флюса) влажной тряпкой.
Осмотр и испытания на герметичность
Осмотрите соединение, чтобы убедиться, что оно хорошо спаяно. Однако вам может потребоваться заполнить пустоты в стыке небольшим количеством флюса. Затем приложите немного тепла к стыку и снова припаяйте.
После того, как металл остынет, не забудьте проверить паяное соединение водой. Это верный способ проверки утечек.
Final Note
Часто приятно делиться опытом наших опытных сварщиков и мастеров.Хотя эта статья помогает мастерам улучшить свои навыки пайки, она поможет новичкам и домашним мастерам. В следующей теме мы проанализируем другие проблемы, связанные с пайкой металлов. Однако вы готовы применить все советы из этого руководства.
Как: паять фитинги для медных труб
Водопроводчик
Соединения выполняются между секциями железной трубы с помощью резьбовых фитингов. Однако стенки медной трубы слишком тонкие и мягкие для нарезания резьбы, поэтому используется другой вид фитинга, называемый фитингом для пота.Это называется так, потому что процесс соединения различных элементов с помощью припоя включает их нагревание пропановой горелкой до тех пор, пока они не потеют.
Для пайки фитингов не требуется особой магии, хотя само присутствие пропановой горелки делает эту процедуру, которую необходимо выполнять осторожно. Создание плотного соединения без утечек — это больше вопрос тщательной подготовки деталей, чем навыков или опыта.
ШАГ 1
Полировка НКТ и фитингов.Отдельные отрезки трубок, соединяющие элементы водопроводной системы, соединяются на фитингах. Фитинги бывают разных конфигураций, включая колена, Ц, сорокапятку, муфты и другие. Однако независимо от того, какую примерку вы потеете, первым шагом к процессу является сглаживание и полировка соединяемых участков.
Разметьте расположение труб и фитингов и отрежьте трубы до нужной длины. Убедитесь, что концы обрезаны под прямым углом. Используйте универсальный нож, чтобы срезать заусенцы с порезов.
На каждом стыке отполируйте внешнюю поверхность трубы с помощью сантехнической ленты (также называемой наждачной бумагой, она продается узкими полосками). Еще один удобный вариант для полирования поверхностей труб перед их запотеванием — это синтетическая тканая абразивная подушечка. Продаются как губки для зачистки, они напоминают салфетки для мытья посуды, но очищают и осветляют медь несколькими легкими движениями.
Отполируйте отверстия фитингов, используя щетку для чистки труб. Полировка обеих поверхностей имеет решающее значение: дефекты, оставленные на соединяемых поверхностях, могут позже привести к утечкам, потому что припой не будет склеиваться должным образом.
STEP 2
Залить фитинги флюсом. Нанесите водопроводный флюс на внутреннюю часть каждого припаиваемого фитинга. Используйте одну из недорогих флюсовых щеток, предназначенных для этой задачи, так как она сохраняет ваши пальцы и руки в чистоте. Флюс имеет консистенцию тонкой смазки и при нагревании втягивает припой в фитинг. Вставьте трубу в фитинг, поверните ее, чтобы флюс равномерно распределился, и сотрите излишки выдавленного флюса.
ШАГ 3
Зажигание резака.Теперь вы готовы к факелу. Я всегда ношу перчатки при использовании фонарика. Это небольшая мера предосторожности, и на этом этапе вся работа, требующая большой ловкости пальцев, завершается.
Чтобы зажечь резак, слегка приоткройте вентиль; вы услышите легкое шипение выходящего газа. Форсунка устроена так, что кислород из атмосферы помещения втягивается во впускные отверстия, смешиваясь с пропаном. Зажгите пламя искровым инструментом или зажигалкой с открытым пламенем.
ШАГ 4
Обогрев фитинга.Горячая точка в пламени находится не ближе всего к соплу, как ошибочно думают многие, а примерно на полпути по его длине. Расположите горелку так, чтобы пламя нагревало непосредственно арматуру (а не трубу). Подходов к этому почти столько же, сколько и водопроводчиков, но мой любимый прием — держать горелку в одном положении, при этом средняя точка пламени нагревает ту часть фитинга, которая наиболее удалена от стыка (стыков) потел. Это помогает гарантировать, что все соединение будет горячим при нанесении припоя.Одним из аспектов, по поводу которого нет разногласий, является необходимость защиты окружающих легковоспламеняющихся поверхностей. За фитингом следует положить лист огнестойкого материала, чтобы защитить их.
ШАГ 6
Нанесение припоя. Пусть флюс будет вашим ориентиром: когда он пузырится и начинает испаряться, температура плавления припоя достигнута. Прикоснитесь припоем к трубе. Если он тает при контакте, будьте уверены, он достаточно горячий.
Уберите пламя с фитинга перед нанесением припоя (припой плавит тепло фитинга, а не пламя горелки).Если возможно, нанесите припой сверху, чтобы сочетание силы тяжести и капиллярного действия могло втянуть припой в соединение. Возможно, вам придется нанести припой на несколько точек вокруг стыка.
Выполните все соединения на фитинге сразу (как на тройнике с тремя трубами или коленом с двумя). Трубка остается довольно горячей в течение нескольких минут, поэтому не прикасайтесь к ней голой кожей.
После того, как все фитинги остынут, проверьте линии. Если фитинг протекает, вы не можете вернуться и просто нанести еще припой.С сожалением вынужден сообщить, что стык необходимо повторно нагреть до размягчения припоя; затем стык нужно разобрать, элементы очистить, флюсовать, нагреть и снова спаять.
Как припаять медную трубу
Для пайки любых медных труб, независимо от размера, они должны быть ЧИСТЫМИ И НЕ СОДЕРЖАТЬ ВОДЫ.
Перед тем, как начать, посмотрите это короткое обучающее видео о том, как припаять медную трубу:
Очистить трубопровод от воды может быть очень сложно.Первое, что нужно сделать, это найти точку слива под трубой, которую вы хотите припаять. Иногда на длинных горизонтальных участках вода может скапливаться в трубе. Вы можете слегка приподнять трубу к месту слива или, если вы не можете сдвинуть ее с места, прикрепите шланг к концу паяемой трубы и выдуйте воду.
Вам понадобится:
Бессвинцовый припой (для труб с питьевой водой)
Флюс
Паяльная лампа
Нагревательный мат
Мокрая тряпка
Смотровое зеркало
(Для очистки трубы используйте проволочную вату или кухонный тампон и хороший кислотный флюс)
СОВЕТ: Используйте перчатки, потому что, если флюс попадет в любой незначительный порез, он может ужалить.Очистите трубу со скребком снаружи и нанесите кисточкой флюс. Некоторые сантехники любят наносить немного флюса на внутреннюю часть фитинга, но это может вызвать отложение флюса внутри трубы и, в конечном итоге, могут возникнуть утечки.
Вставьте очищенную и флюсовую трубу в фитинг и расположите нагревательный мат так, чтобы защитить любые поверхности поблизости. Зажгите паяльную лампу и отрегулируйте пламя, чтобы оно было стабильным и не слишком сильным. Осторожно нагрейте фитинг. Через несколько секунд, в зависимости от нагрева пламени, коснитесь конца припоя на фитинге.Если он достаточно горячий, припой должен расплавиться и стечь по фитингу. Обычно дюйма расплавленной припойной проволоки должно быть достаточно для создания водонепроницаемого уплотнения на 15-миллиметровой трубе. Погасите фонарик и положите его в безопасное место, так как сопло будет горячим. Осмотрите стык зеркалом. Вы должны увидеть тонкий припой вокруг фитинга. Если вы довольны, протрите стык от флюса мокрой тряпкой — старый флюс на трубе станет зеленым. Подождите, пока ваш фитинг остынет, и проверьте его на водонепроницаемость
Ищете соединитель для медной трубы без пайки?
Возможно подключение медной трубы без пайки.Медь нашла применение во многих типах трубопроводных систем, от горячей и холодной питьевой воды до систем противопожарной защиты. В то время как пайка обычно использовалась для создания соединений в этих системах трубопроводов, этот традиционный подход оставляет некоторые проблемы для установщиков, пытающихся оптимизировать эффективность. Медленная скорость процесса установки, тяжелая работа, связанная с ней, и использование расходных материалов — вот лишь некоторые из постоянных болевых точек.
Хорошая новость заключается в том, что пайка — не единственный доступный метод соединения медных труб.Используя несколько различных примеров (и выделив их плюсы и минусы), мы объясним, как подключить медную трубу без пайки.
1. Разъемы с компрессионной посадкой
В соединениях с компрессионной посадкой фитинги оснащены внешней гайкой и внутренним кольцом, называемым обжимным кольцом, которое обычно изготавливается из латуни или бронзы. Когда внешняя гайка затягивается гаечным ключом (с другим гаечным ключом, удерживающим фитинг на месте), сила от затяжки гайки заставляет манжету прижиматься к трубе и создавать водонепроницаемое соединение.
Хотя компрессионные соединители избавляют от хлопот, связанных с получением разрешений на горячие работы и пожарными, этот метод также предполагает некоторую степень догадок в отношении затяжки вручную. Вместо того, чтобы затягивать сустав, есть тенденция сжимать его на собственном опыте. Излишнее затягивание гайки приведет к растрескиванию стяжной гайки, что приведет к выходу из строя. С другой стороны, недостаточно затянутая гайка может протекать.
Более того, даже при правильном выполнении компрессионных соединений они немного слабее, чем их паяные аналоги, и не такие гибкие.Если по какой-либо причине труба не входит идеально прямо в фитинг, это создаст путь утечки и, таким образом, вызовет утечки в будущем.
2. Разъемы Push Fit
В соединениях с плотной посадкой трубные фитинги содержат несколько металлических зубцов и уплотнительное кольцо из неопреновой резины. Каждый фитинг надевается на трубу до упора, при этом резиновое уплотнительное кольцо вокруг трубы плотно захватывает трубу, обеспечивая водонепроницаемое соединение.
Подобно компрессионным соединителям, соединители с плотной посадкой исключают использование горелок и пламени, которые могут создать угрозу безопасности и затруднить выполнение проектов.Они также не требуют инструментов для установки, и трубы не должны быть полностью сухими для выполнения соединений.
Однако могут возникнуть проблемы с безопасностью этих подключений. Всего несколько лет назад журнал «Отопление, вентиляция и сантехника» (HVP), ведущее издание для монтажников сантехники и систем отопления, опубликовал статью о росте требований к воде из-за того, что трубы с плотной посадкой разделяются под давлением, вызывая утечки. Такое повреждение водой может быть связано с любым количеством незначительных ошибок в процессе установки, будь то одиночное неплотное соединение между трубой и фитингом или слишком много раз снятие и повторная установка фитинга, что приводит к ослаблению уплотнительного кольца.
Подобно их аналогам с компрессионной посадкой, разъемы с плотной посадкой также подвержены утечкам, когда труба не входит идеально прямо в фитинг. По этой причине ни один из них не может соответствовать требованиям изгиба, которые необходимы для некоторых применений, таких как пожарные спринклеры.
3. Разъемы с прессовой посадкой
В прессовых соединениях используется запрессовочный инструмент с батарейным питанием для соединения фитингов с трубами. Одним нажатием кнопки инструмент зажимает фитинг на трубе и обеспечивает постоянное герметичное соединение.
Соединителис прессовой посадкой обладают многими из тех же преимуществ, что и соединители с плотной посадкой. Для их установки не требуется тепла или пламени, а также предотвращается отключение оборудования, поскольку монтажные работы могут выполняться даже в том случае, если трубопроводные системы не полностью высохли. Не говоря уже о том, что фактические соединения выполняются за считанные секунды — гораздо более быстрое время выполнения работ по сравнению с пайкой.
Что особенно уникально в соединителях с прессовой посадкой, так это их способность сочетать скорость и надежность .В то время как другие методы соединения оставляют место для догадок, пресс-фитинги каждый раз создают прочное и надежное соединение, снижая вероятность дорогостоящих утечек и других проблем в будущем.
Пресс-фитингимогут использовать самые современные технологии для определения наличия неопрессованных соединений в трубопроводных системах. Один из способов определить несжатые соединения — использовать технологию Viega Smart Connect®. Эта функция, встроенная непосредственно в фитинги ProPress, постоянно предупреждает установщиков об отсутствии давления в соединениях, позволяя воде или воздуху проходить через уплотнительный элемент во время испытаний системы под давлением.
Готовы узнать больше о преимуществах использования прессовой технологии для соединения медных труб? Загрузите бесплатную копию нашей электронной книги, Как Viega ProPress помогает вам расти и добиваться успеха на рынке .
Как паять медные трубы. Припой для медных труб
Внимание! Перед тем, как приступить к техническому обслуживанию или ремонту, внимательно прочтите и усвойте всю информацию по безопасности. При пайке труб и работе с флюсом надевайте защитные очки и перчатки.Флюс — токсичное вещество. Некоторое оборудование может рассчитывать на подачу холодной воды. Примите соответствующие меры для отключения любого оборудования, на которое может негативно повлиять отключение подачи воды. Такое оборудование включает, помимо прочего, бойлер или другую систему отопления.
Примечание. Поскольку вы работаете с пламенем, часто в замкнутом пространстве, помните о легковоспламеняющихся материалах рядом с местом, где вы работаете. В некоторых случаях может потребоваться установка негорючего теплозащитного экрана между паяным соединением и горючим материалом поблизости.Перед тем, как начать свой проект, узнайте у местных властей применимые нормы о работе, которую вы хотите выполнить, и о необходимости разрешений.
Когда медные трубы соединяются вместе, между двумя частями остается очень маленький зазор. Когда трубы нагреваются и припой соприкасается с ними, припой плавится и втягивается в зазор за счет капиллярного действия. Как только зазор заполнен и тепло удалено, припой образует уплотнение и образует водонепроницаемое соединение. Паять трубы становится легко, если вы освоитесь.Главное — понять, что вы нагреваете трубы, а не припой. Нагретая медь плавит припой. Следуйте инструкциям в этом руководстве, и вы сможете делать водонепроницаемые швы. Рекомендуется несколько раз попрактиковаться с некоторыми запасными частями, пока не почувствуете себя уверенно.
Удалите все заусенцы с внутренней и внешней стороны трубы с помощью инструмента для удаления заусенцев.
Небольшие заусенцы могут привести к множеству проблем в сроке службы системы водоснабжения.
Очистите трубу снаружи. Если медь не чистая, припой может не сцепиться должным образом
Очистите внешнюю поверхность медной трубы до блестящего блеска с помощью щетки для чистки медных труб или просто используйте стальную мочалку или наждачную бумагу. Если медь не чистая, припой может не сцепиться должным образом и соединение может протечь.
Очистите внутреннюю часть фитинга с внутренней резьбой
Очистите внутреннюю часть фитинга с внутренней резьбой так же, как на шаге 1.
Нанесите бескислотный флюс как на внешнюю часть фитинга с наружной резьбой, так и на внутреннюю часть фитинга с внутренней резьбой
Нанесите бескислотный флюс как на внешнюю часть фитинга с наружной резьбой, так и на внутреннюю часть фитинга с внутренней резьбой.Флюс дополнительно очищает медь, а также помогает предотвратить окисление при нагревании трубы. Если труба окислится, соединение может протечь.
Надежно соедините две части вместе
Надежно соедините две части. Разверните около четырех дюймов припоя и распрямите его. При нанесении припоя вы будете использовать рулон или емкость в качестве ручки. Зажгите факел и приложите пламя к стыку. Переместите пламя, чтобы нагреть трубу на противоположной от вас стороне.
Когда флюс начнет пузыриться и брызгать, прикоснитесь концом припоя к стыку
Когда соединение перестанет принимать припой, оно будет накапливаться за пределами соединения и начнет стекать. На этом этапе следует проявлять осторожность. Нарушение соединения во время его охлаждения может привести к сухому соединению, также известному как утечка. Когда стык затвердеет, его можно протереть. Это та часть, где помогает опыт / практика. Некоторые люди используют сухую тряпку, чтобы шов можно было очистить, но не охлаждать до такой степени, чтобы образовался сухой / негерметичный шов.
Примечания:
1) Всегда проверяйте герметичность после охлаждения трубы.
2) Если вы перегреваете медь, она окисляется, и это препятствует слипанию припоя.
3) Если соединение протекает, вы должны открыть соединение, удалить весь припой и начать все сначала, очистив металл и нанеся флюс. Возможно, будет проще начать с новой фурнитуры.
4) Всегда используйте бессвинцовый припой.
5) Убедитесь, что трубы полностью высохли, иначе это будет мешать склеиванию припоя.
6) Если вы не можете полностью остановить поток воды из трубы, над которой вы работаете, возможно, будет невозможно нагреть трубу до достаточно горячего состояния. Возьмите кусок белого хлеба (без корочки) и набейте им трубку. Это задержит воду на минуту или две. После этого хлеб безвредно растворяется в трубе и легко вымывается.
7) Для специальных деталей могут потребоваться разборки уплотнений или других компонентов. Пожалуйста, прочтите все инструкции от каждого производителя.
8) При запотевании шаровых кранов лучше всего направить пламя в сторону от детали, так чтобы шаровой кран запотел как можно быстрее.
Если вы используете газ MAPP вместо пропана, он горит намного сильнее и нагревает медь очень быстро по сравнению с пропаном. Если вы привыкли к пропану, потренируйтесь с MAPP перед началом работы.
Пайка Медь и медные сплавы Пайка
Введение
Основная теория и техника пайки и пайки одинаковы для всех диаметров медных трубок.Единственными переменными являются присадочный металл, а также количество времени и тепла, необходимое для завершения данного соединения. Американское общество сварщиков определяет пайку как процесс соединения, который происходит при температуре ниже 840 ° F, а пайку — как процесс, который происходит при температуре выше 840 ° F, но ниже точки плавления основных металлов. На практике для медных систем большая часть пайки выполняется при температурах от 350 ° F до 600 ° F, в то время как большая часть пайки выполняется при температурах от 1100 ° F до 1500 ° F.
Выбор между пайкой или пайкой обычно зависит от условий эксплуатации системы и требований действующих строительных норм.Паяные соединения обычно используются там, где рабочая температура не превышает 250 ° F, в то время как паяные соединения могут использоваться там, где требуется большая прочность соединения или где температура системы достигает 350 ° F.
Хотя паяные соединения в целом обеспечивают более высокую прочность соединения, отжиг трубы и фитинга в результате более высокого нагрева, используемого в процессе пайки, может привести к тому, что номинальное давление в системе будет меньше, чем у паяного соединения. Этот факт следует учитывать при выборе того, какой процесс соединения использовать.
Хотя пайка и пайка являются наиболее распространенными методами соединения медных труб и фитингов, они часто наименее понятны.
Именно это непонимание может перерасти в плохую технику установки и привести к плохим или неисправным соединениям. Исследования распространенных причин повреждений суставов выявили несколько факторов, способствующих повреждению суставов, в том числе:
- • Неправильная подготовка стыка перед пайкой.
- • Отсутствие надлежащей опоры и / или подвешивания во время пайки или пайки.
- • Неправильный контроль тепла и распределение тепла на протяжении всего процесса соединения.
- • Неправильное нанесение припоя или припоя на стык.
- • На стык нанесено недостаточное количество присадочного металла.
- • Внезапное резкое охлаждение и / или стирание расплавленного присадочного металла после пайки или пайки твердым припоем.
- • Предварительное лужение стыков перед сборкой и пайкой.
Хотя операции пайки и пайки по своей сути просты, исключение или неправильное применение одной части процесса может означать разницу между хорошим соединением и отказом.
Процесс присоединения
Независимо от процесса, пайки или пайки, необходимо следовать одним и тем же основным этапам, с той лишь разницей, что используются флюсы, присадочные металлы и количество используемого тепла. Следующий процесс соединения очерчивает основные требования для последовательного выполнения высококачественного паяного или паяного соединения:
- • измерение и резка
- • нанесение присадочного металла
Измерение и резка
Отрежьте трубку до измеренной длины.Чтобы получить квадратный конец, можно разрезать разными способами. Точно измерьте длину каждого сегмента трубы. Неточность может ухудшить качество соединения. Если трубка слишком короткая, она не войдет в чашку фитинга до конца, и невозможно будет выполнить надлежащее соединение. Если отрезок трубы слишком длинный, может возникнуть напряжение в системе, которое может повлиять на срок службы.
Трубку можно разрезать дисковым труборезом (рис. 1), ножовкой, абразивным кругом, стационарной или переносной ленточной пилой.Необходимо следить за тем, чтобы труба не деформировалась во время резки. Независимо от метода, разрез должен быть перпендикулярен длине трубки, чтобы трубка правильно сидела в чашке фитинга.
Развертка
Разверните все обрезанные концы труб до полного внутреннего диаметра трубки, чтобы удалить небольшой заусенец, образовавшийся в результате резки. Если эту шероховатую внутреннюю кромку не удалить расширением, может возникнуть эрозионная коррозия из-за локальной турбулентности и повышенной локальной скорости потока в трубе.Правильно развернутый кусок трубы обеспечивает ровную ламинарную поверхность на поверхности.
Удалите все заусенцы на внешней стороне концов трубок, образовавшиеся в результате резки, чтобы обеспечить правильную сборку трубки в чашке фитинга.
Инструменты, используемые для развёртывания концов труб, включают расширяющее лезвие на трубореза, полукруглые или круглые напильники (Рисунок 2), карманный нож и подходящий инструмент для удаления заусенцев (Рисунок 3). При использовании мягкой трубки необходимо соблюдать осторожность, чтобы не деформировать конец трубки из-за чрезмерного давления.
Мягкая дрессировочная трубка в случае деформации может быть возвращена к округлости с помощью калибровочного инструмента, состоящего из пробки и калибровочного кольца.
Очистка
Удаление всех оксидов и поверхностных загрязнений с концов труб и переходных колпачков имеет решающее значение для правильного поступления присадочного металла в стык. Если их не удалить, это может повлиять на капиллярное действие, снизить прочность сустава и вызвать разрушение.
Капиллярное пространство между трубкой и фитингом приблизительно равно 0.004 дюйма. Металлический наполнитель заполняет этот зазор за счет капиллярного действия. Это расстояние имеет решающее значение, поскольку оно определяет, будет ли надлежащий поток присадочного металла в зазор, обеспечивающий прочное соединение.
Слегка отшлифуйте (очистите) концы трубки, используя песчаную ткань или нейлоновые абразивные диски (Рисунок 4) на расстоянии, немного превышающем глубину чашки фитинга.
Очистите чашки фитинга с помощью абразивной ткани, абразивных подушек или подходящей щетки подходящего размера (Рисунок 5).
Медь — относительно мягкий металл.Если удалить слишком много материала с конца трубки или чашки фитинга, неплотная посадка может привести к плохому соединению.
Можно использовать химическую очистку, если концы трубок и фитинги тщательно промыть после очистки в соответствии с процедурой, предоставленной производителем химикатов. Не прикасайтесь к очищенной поверхности голыми руками или в масляных перчатках. Кожные масла, смазочные масла и жир ухудшают сцепление наплавочного металла.
Паяные соединения — флюсование
Используйте флюс для пайки, который растворяет и удаляет следы оксида с очищенных поверхностей, подлежащих соединению, защищает очищенные поверхности от повторного окисления во время нагрева и способствует смачиванию поверхностей припоем, как рекомендовано в общих требованиях ASTM B 813.Нанесите тонкий, равномерный слой флюса кистью на трубку и фитинг как можно скорее после очистки (рисунки 6 и 7).
ВНИМАНИЕ: Не наносить пальцами. Химические вещества, содержащиеся в флюсе, могут быть вредными при попадании в глаза, рот или открытые порезы.
Будьте осторожны при нанесении флюса. Небрежное обращение может вызвать проблемы спустя долгое время после установки системы. Если используется чрезмерное количество флюса, остатки флюса могут вызвать коррозию. В крайних случаях такая флюсовая коррозия может пробить стенку трубы, фитинга или и того, и другого.
Сборка
Поддержите трубку и фитинг в сборе, чтобы обеспечить достаточное капиллярное пространство по всей окружности соединения. Равномерность капиллярного пространства обеспечит хороший капиллярный поток (Рисунок 12) расплавленного припоя. Чрезмерный зазор в стыках может привести к растрескиванию металлического припоя в условиях напряжения или вибрации. Вставьте конец трубки в чашку фитинга, убедившись, что трубка прилегает к основанию чашки фитинга. Небольшое вращательное движение обеспечивает равномерное покрытие флюсом.Удалите излишки флюса с внешней стороны стыка ватной тряпкой (Рисунок 8).
Отопление
Начните нагревание с пламенем перпендикулярно трубке (Рисунок 12, позиция 1). Медная трубка передает исходное тепло в чашку фитинга для равномерного распределения тепла в области соединения. Степень этого предварительного нагрева зависит от размера стыка. Предварительный нагрев сборки должен охватывать всю окружность трубы, чтобы привести всю сборку в надлежащее состояние. ПРЕДУПРЕЖДЕНИЕ: При работе с открытым пламенем, высокими температурами и горючими газами необходимо соблюдать меры безопасности, как описано в ANSI / AWS Z49.1.
состояние предварительного нагрева. Однако для стыков в горизонтальном положении избегайте прямого предварительного нагрева верхней части стыка, чтобы избежать сгорания паяльного флюса. Естественная тенденция к повышению тепла обеспечит соответствующий предварительный нагрев верхней части сборки. Опыт покажет количество тепла и необходимое время.
Затем переместите пламя на чашку фитинга (Рисунок 12, позиция 2). Переместите пламя попеременно между чашкой фитинга и трубкой на расстояние, равное глубине чашки фитинга (Рисунок 12, позиция 3).Опять же, предварительно нагревая окружность сборки, как описано выше, с горелкой у основания чашки фитинга (Рисунок 12, позиция 4), прикоснитесь к стыку припоем. Если припой не плавится, удалите его и продолжайте нагрев.
ВНИМАНИЕ: Не перегревайте соединение и не направляйте пламя на поверхность чашки фитинга. Перегрев может сжечь флюс, что снизит его эффективность, и припой не попадет в соединение должным образом.
Когда припой расплавится, приложите тепло к основанию чашки, чтобы способствовать капиллярному действию в втягивании расплавленного припоя в чашку к источнику тепла.
Тепло обычно подается с помощью воздушно-топливной горелки (Рисунок 9). В таких горелках используется ацетилен или сжиженный газ. Также можно использовать инструменты для пайки сопротивлением (Рисунок 10). В них используются нагревательные электроды, и их следует учитывать, когда возникает проблема с открытым пламенем.
Рис. 12. Схема паяного соединения
Применение припоя
Теперь затвердевший припой в нижней части соединения создал эффективную перегородку, которая предотвратит вытекание припоя из соединения при заполнении боковых сторон и верхней части соединения.Для соединений в горизонтальном положении начните наносить припой немного не по центру в нижней части соединения (Рисунок 12, позиция a, и Рисунок 9). Когда припой начнет плавиться от тепла трубки и фитинга, протолкните припой прямо в соединение, удерживая горелку у основания фитинга и немного впереди точки нанесения припоя. Продолжайте эту технику через нижнюю часть фитинга и вверх с одной стороны к верху фитинга (Рисунок 12, позиция b).
Вернитесь в точку начала, слегка перекрывая друг друга (Рисунок 12, позиция c), и продолжайте движение вверх по незавершенной стороне к вершине, снова, слегка перекрываясь (Рисунок 12, позиция d). Во время пайки за точкой нанесения припоя могут появиться небольшие капли, указывающие на то, что стык заполнен до этой точки и больше не будет принимать припой. На протяжении всего процесса используются все три физических состояния припоя: твердое, пастообразное и жидкое.
Для стыков в вертикальном положении выполните аналогичную последовательность проходов внахлест, начиная с любого удобного места.
Паяные соединения зависят от капиллярного действия, втягивающего сыпучий расплавленный припой в узкий зазор между фитингом и трубкой.
Расплавленный металлический припой втягивается в соединение за счет капиллярного действия независимо от того, идет ли поток припоя вверх, вниз или горизонтально.
Капиллярное действие наиболее эффективно, когда расстояние между соединяемыми поверхностями составляет от 0,002 дюйма до 0,005 дюйма. Некоторая свободная посадка допустима, но слишком свободная посадка может вызвать трудности с фитингами большего размера.
Для соединения медных трубок с клапанами с припоями следуйте инструкциям производителя. Клапан должен быть в открытом положении перед подачей тепла, и нагрев должен быть направлен в первую очередь на трубку. Имеющиеся в продаже материалы для теплоотвода также могут использоваться для защиты чувствительных к температуре компонентов во время операции соединения.
Количество припоя, израсходованного при надлежащем заполнении капиллярного пространства между трубкой и коваными или литыми фитингами, можно оценить по таблице 1.Требуемый флюс обычно составляет 2 унции на фунт припоя.
Таблица 1: Требования к припоям для фитингов под давлением, длина в дюймах (1)
номинал или Стандартный размер (дюймы) | O.D. из Трубка (дюймы) | Глубина чашки Арматуры (дюймы) | Зазор шарнира (дюймы) | Wt в фунтах при ат.010 клиренс на 100 стыков | |||||||||
0,001 | 0,002 | 0,003 | 0,004 | 0,005 | 0,006 | 0,007 | 0,008 | 0,009 | 0,010 | ||||
| 1/4 | . 375 | .310 | 0,030 | 0,060 | .089 | .119 | . 149 | , 179 | . 208 | . 238 | ,268 | ,298 | .097 |
| 3/8 | . 500 | .380 | 0,049 | .097 | .146 | ,195 | . 243 | ,292 | . 341 | ,389 | .438 | . 486 | . 159 |
| 1/2 | .625 | . 500 | 0,080 | ,160 | . 240 | .320 | .400 | . 480 | . 560 | .640 | .720 | . 800 | 0,261 |
| 5/8 | . 750 | . 620 | .119 | . 238 | 0,357 | . 476 | . 595 | .714 | . 833 | . 952 | 1,072 | 1,191 | .389 |
| 3/4 | . 875 | . 750 | ,168 | . 336 | . 504 | .672 | . 840 | 1,008 | 1,176 | 1,344 | 1,512 | 1,680 | . 548 |
| 1 | 1,125 | . 910 | . 262 | .524 | . 786 | 1,048 | 1,311 | 1,573 | 1,835 | 2,097 | 2,359 | 2,621 | . 856 |
| 1 ¼ | 1,375 | . 970 | . 341 | 0,683 | 1.024 | 1,366 | 1,707 | 2,049 | 2,390 | 2,732 | 3,073 | 3,415 | 1,115 |
| 1 ½ | 1.625 | 1.090 | . 454 | . 907 | 1,361 | 1,814 | 2,268 | 2,721 | 3,175 | 3,628 | 4,082 | 4,535 | 1,480 |
| 2 | 2,125 | 1,340 | . 729 | 1.458 | 2,187 | 2.916 | 3,645 | 4,374 | 5,103 | 5,833 | 6.562 | 7,291 | 2,380 |
| 2 ½ | 2,625 | 1,470 | . 988 | 1,976 | 2,964 | 3,952 | 4,940 | 5,928 | 6,916 | 7,904 | 8,892 | 9,880 | 3,225 |
| 3 | 3,125 | 1.660 | 1,328 | 2,656 | 3,985 | 5,313 | 6,641 | 7,969 | 9,297 | 10,626 | 11,954 | 13,282 | 4,335 |
| 3 ½ | 3,625 | 1,910 | 1.773 | 3,546 | 5,318 | 7.091 | 8,864 | 10,637 | 12,409 | 14.182 | 15,955 | 17,728 | 5.786 |
| 4 | 4,125 | 2,160 | 2,281 | 4,563 | 6,844 | 9,125 | 11,407 | 13,688 | 15,969 | 18,250 | 20,532 | 22,813 | 7,446 |
| 5 | 5,125 | 2,660 | 3.490 | 6,981 | 10,471 | 13,962 | 17,452 | 20,943 | 24,433 | 27,924 | 31,414 | 34,905 | 11,392 |
| 6 | 6,125 | 3,090 | 4,846 | 9,692 | 14,538 | 19,383 | 24,229 | 29.075 | 33,921 | 38,767 | 43,613 | 48,459 | 15.815 |
| 8 | 8,125 | 3,970 | 8,259 | 16,518 | 24,777 | 33,035 | 41,294 | 49,553 | 57,812 | 66.071 | 74,330 | 82,589 | 26,955 |
| 10 | 10,125 | 4.000 | 10.370 | 20,739 | 31.109 | 41,478 | 51,848 | 62,218 | 72,587 | 82,957 | 93,326 | 103,696 | 33,845 |
| 12 | 12,125 | 4.500 | 13,970 | 27,940 | 41,910 | 55,881 | 69,851 | 83,821 | 97,791 | 111.761 | 125,731 | 139.701 | 45.596 |
Среднее фактическое потребление 2 | Для оценочных целей 3 | ||||||||||||
2. Фактический расход зависит от качества изготовления
3. Включает скидку в размере 100% на покрытие потерь и потерь
Примечание. Требования к флюсу обычно составляют 2 унции на фунт припоя.
Охлаждение и очистка
Дайте готовому стыку естественным образом остыть. Шоковое охлаждение водой может привести к повреждению или растрескиванию сустава. Когда остынет, удалите остатки флюса влажной тряпкой (Рисунок 11). По возможности, в зависимости от конечного использования, готовые системы следует промывать для удаления излишков флюса и мусора. Используйте флюс для пайки, соответствующий требованиям ASTM B 813
.Тестирование
Проверить целостность соединений всех завершенных сборок. Следуйте процедуре тестирования, предписанной применимыми правилами, регулирующими предполагаемое обслуживание.
Паяные соединения
Таблица 2: Присадочные металлы для пайки
AWS Классификация 1 | Основные элементы (%) | Температура ° F | ||||||
Серебро (Ag) | Фосфор (P) | Цинк (Zn) | Кадмий (Cd) | Олово (Sn) | Медь (Cu) | Солидус | Ликвидус | |
| BCup-2 | – | 7.00-7,5 | – | – | – | остаток | 1310 | 1460 |
| BCup-3 | 4,8-5,2 | 5,8-6,2 | – | – | – | остаток | 1190 | 1495 |
| BCup-4 | 5,8-6,2 | 7,0-7,5 | – | – | – | остаток | 1190 | 1325 |
| BCup-5 | 14.5-15,5 | 4,8-5,2 | – | – | – | остаток | 1190 | 1475 |
| БАГ-1 2 | 44-46 | – | 14–18 | 23-25 2 | – | 14–16 | 1125 | 1145 |
| БАГ-2 2 | 34-36 | – | 19–23 | 17-19 2 | – | 25–27 | 1125 | 1295 |
| БАг-5 | 44-46 | – | 23–27 | – | – | 29-31 | 1225 | 1370 |
| БАг-7 | 55-57 | – | 15-19 | – | 4.5-5,5 | 21–23 | 1145 | 1205 |
2. ВНИМАНИЕ: БАГ-1 и БАг-2 содержат кадмий. Нагревание при пайке может привести к образованию высокотоксичных паров.
Избегайте вдыхания паров. Используйте соответствующую вентиляцию. См. ANSI / ASC Z49 1 «Безопасность при сварке и резке».
Прочные герметичные паяные соединения для медных труб могут быть выполнены пайкой с присадочными металлами, плавящимися при температурах в диапазоне от 1100 ° F до 1500 ° F, как указано в таблице 2.Паяльные присадочные металлы иногда называют «твердыми припоями» или «серебряными припоями». Следует избегать этих сбивающих с толку терминов.
Температура, при которой присадочный металл начинает плавиться при нагревании, является температурой солидуса; температура ликвидуса — это более высокая температура, при которой присадочный металл полностью расплавляется. Температура ликвидуса — это минимальная температура, при которой будет происходить пайка.
Разница между солидусом и ликвидусом заключается в диапазоне плавления и может иметь значение при выборе присадочного металла.Он указывает рабочий диапазон присадочного металла и скорость, с которой присадочный металл затвердеет после пайки. Присадочные металлы с узкими диапазонами, с серебром или без него, затвердевают быстрее и, следовательно, требуют осторожного нагрева. Рабочие диапазоны обычных присадочных металлов для пайки показаны на Рисунке 13a.
Рис. 13. Диапазоны температур плавления
Паяльные присадочные металлы, подходящие для соединения медных труб, бывают двух классов: (1) сплавы серии BCuP, содержащие фосфор, и (2) сплавы серии BAg, содержащие высокое содержание серебра.Эти два класса различаются по своим характеристикам плавления, флюсования и текучести, и это следует учитывать при выборе присадочного металла (см. Таблицу 2). Хотя можно использовать любой из перечисленных присадочных металлов, эти
, наиболее часто используемые в сантехнических системах, системах охлаждения HVAC и пожарных спринклерных системах: BCuP-2 (для жестких допусков), BCuP-3, 4 или 5 (где жесткие допуски не могут соблюдаться) и BAg-1, BAg-5 и BAg-7. . Присадочные материалы серии BCuP более экономичны, чем присадочные материалы серии BAg, и лучше подходят для трубопроводов общего назначения.При соединении разнородных металлов следует использовать присадочные металлы серии BAg, либо требуются определенные характеристики присадочных металлов серии BAg. Для соединения медных труб любой из этих присадочных металлов обеспечит необходимую прочность при использовании со стандартными фитингами под пайку или имеющимися в продаже фитингами для пайки с короткой втулкой.
Согласно Американскому сварочному обществу (AWS), прочность паяного соединения будет соответствовать или превышать прочность соединяемой трубы и фитинга, когда стык перекрывается и глубина проникновения присадочного металла как минимум в три раза превышает толщину сварного шва. более тонкий основной металл (трубка или штуцер) и хорошо развитый галтель.
Прочность паяного медного трубного соединения не сильно зависит от различных присадочных металлов, но в основном зависит от поддержания надлежащего зазора между внешней стороной трубки и чашкой фитинга. Медная трубка и фитинги под пайку точно изготовлены друг для друга, и допуски, разрешенные для каждой из них, гарантируют, что капиллярное пространство будет в пределах, необходимых для соединения с удовлетворительной прочностью.
Номинальное внутреннее рабочее давление систем паяных медных труб при рабочих температурах до 350 ° F (температура насыщенного пара при 120 фунт / кв. Дюйм) показано в таблице 3.Эти номинальные значения давления следует использовать только при сохранении правильного капиллярного пространства.
Таблица 3: Номинальные значения давления и температуры для соединений медных труб
Соединительный материал (4) | Рабочая температура, ИЗ | Тип фитинга | Максимальное рабочее избыточное давление (фунт / кв. Дюйм) для водяных труб стандартного размера (1) | ||||
Номинал типоразмера, дюймы | |||||||
с 1/8 по 1 | с 11/4 по 2 | с 21/2 по 4 | 5–8 | 10–12 | |||
Сплав Sn50 50-50 Свинцово-оловянный припой (5) | 100 | Давление (2) | 200 | 175 | 150 | 135 | 100 |
DWV (3) | – | 95 | 80 | 70 | – | ||
150 | Давление (2) | 150 | 125 | 100 | 90 | 70 | |
DWV (3) | – | 70 | 55 | 45 | – | ||
200 | Давление (2) | 100 | 90 | 75 | 70 | 50 | |
DWV (3) | – | 50 | 40 | 35 | – | ||
250 | Давление (2) | 85 | 75 | 50 | 45 | 40 | |
DWV (3) | – | – | – | – | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав Сб5 95-5 Припой на основе олова и сурьмы | 100 | Давление (2) | 1090 | 850 | 705 | 660 | 500 |
DWV (3) | – | 390 | 325 | 330 | – | ||
150 | Давление (2) | 625 | 485 | 405 | 375 | 285 | |
DWV (3) | – | 225 | 185 | 190 | – | ||
200 | Давление (2) | 505 | 395 | 325 | 305 | 230 | |
DWV (3) | – | 180 | 150 | 155 | – | ||
250 | Давление (2) | 270 | 210 | 175 | 165 | 125 | |
DWV (3) | – | 95 | 80 | 80 | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав E | 100 | Давление (2) | 710 | 555 | 460 | 430 | 325 |
DWV (3) | – | 255 | 210 | 215 | – | ||
150 | Давление (2) | 475 | 370 | 305 | 285 | 215 | |
DWV (3) | – | 170 | 140 | 140 | – | ||
200 | Давление (2) | 375 | 290 | 240 | 225 | 170 | |
DWV (3) | – | 135 | 110 | 115 | – | ||
250 | Давление (2) | 320 | 250 | 205 | 195 | 145 | |
DWV (3) | – | 115 | 95 | 95 | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав HB | 100 | Давление (2) | 1035 | 805 | 670 | 625 | 475 |
DWV (3) | – | 370 | 310 | 315 | – | ||
150 | Давление (2) | 710 | 555 | 460 | 430 | 325 | |
DWV (3) | – | 255 | 210 | 215 | – | ||
200 | Давление (2) | 440 | 345 | 285 | 265 | 200 | |
DWV (3) | – | 155 | 130 | 135 | – | ||
250 | Давление (2) | 430 | 335 | 275 | 260 | 195 | |
DWV (3) | – | 155 | 125 | 130 | – | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Соединительные материалы, плавящиеся при температуре 1100º F (6) или выше | Номинальное давление-температура в соответствии с используемыми материалами и процедурами (см. Таблицу 3, Отожженные). | ||||||
Насыщенный пар | Давление | 120 | 120 | 120 | 120 | 120 | |
ПРИМЕЧАНИЕ: Для чрезвычайно низких рабочих температур в диапазоне от 0 ° F до минус 200 ° F рекомендуется использовать соединительный материал, плавящийся при температуре 1100 ° F или выше (см. Примечание (6) ). .
(1) Стандартные размеры водяных трубок в соответствии с ASTM B 88.
(2) Номинальные характеристики размером до 8 дюймов указаны в ASME B16.22 Фитинги для пайки сваркой меди и медных сплавов и ASME B16.18
Литая медь и Фитинги для пайки из медного сплава. Номинальные характеристики для размеров от 10 до 12 дюймов приведены в ASME B16.18 Фитинги для пайки из литой меди и медных сплавов.
(3) Использование дренажных фитингов под пайку из кованой меди и кованых медных сплавов по ASME B16.29 — DWV и ASME B16.23 Дренажные фитинги для пайки из литого медного сплава — DWV.
(4) Обозначения сплавов соответствуют ASTM B 32.
(5) Поправка к Закону о безопасной питьевой воде 1986 года запрещает использование в системах питьевой воды любого припоя с содержанием свинца более 0,2%.
(6) Эти соединительные материалы определены Американским сварочным обществом как припои.
Флюсы
Флюсы, используемые для пайки медных соединений, по составу отличаются от флюсов для пайки.Эти два типа нельзя использовать взаимозаменяемо.
Флюсы для пайки на водной основе; в то время как большинство флюсов для пайки имеют нефтяную основу. Подобно флюсам для пайки, флюсы для пайки растворяют и удаляют остаточные оксиды с поверхности металла, защищают металл от повторного окисления во время нагрева и способствуют смачиванию соединяемых поверхностей припоем.
Паяльные флюсы также позволяют мастеру определять температуру (Рисунок 13b). Если внешняя часть фитинга и зона термического влияния трубки покрыты флюсом (в дополнение к концу трубки и чашке фитинга), окисление будет сведено к минимуму, а внешний вид соединения значительно улучшится.
Флюсы, лучше всего подходящие для пайки меди и труб из медных сплавов, должны соответствовать требованиям стандарта AWS A5.31, тип FB3-A или FB3-C.
На рис. 14 показана потребность в флюсе для пайки различных типов труб из меди и медных сплавов, фитингов и присадочных металлов при пайке.
Рис. 14. Рекомендации по пайке
Сборка
Соберите соединение, вставив трубку в гнездо до упора и, если возможно, поверните.Узел должен иметь прочную опору, чтобы он оставался выровненным во время пайки.
Применение тепла и пайки
Нагрейте соединяемые детали, желательно с помощью газокислородной горелки с нейтральным пламенем. На меньших размерах иногда используется воздушное топливо. Сначала нагрейте трубку, начиная примерно на один дюйм от края фитинга, обводя пламя вокруг трубки короткими движениями под прямым углом к оси трубки (рис. 12, позиция 1).
Очень важно, чтобы пламя оставалось в движении и не оставалось в одной точке достаточно долго, чтобы повредить трубку.Флюс можно использовать в качестве ориентира для определения того, как долго нужно нагревать трубку. Поведение флюса во время цикла пайки показано на рисунке 13b.
Подключите пламя к штуцеру у основания чашки (Рисунок 12, позиция 2). Равномерно нагрейте, попеременно перемещая пламя от фитинга к трубке, пока поток не утихнет. Избегайте чрезмерного нагрева литой арматуры из-за возможности растрескивания.
Когда флюс станет жидким и прозрачным, начните перемещать пламя вперед и назад вдоль оси соединения, чтобы поддерживать тепло на соединяемых деталях, особенно в направлении основания чашки фитинга (Рисунок 12, позиция 3).Пламя должно постоянно двигаться, чтобы не допустить плавления трубки или фитинга.
Для труб диаметром 1 дюйм и больше может быть трудно нагреть все соединение до температуры за один раз. Часто бывает желательно использовать кислородный нагревательный наконечник с несколькими отверстиями для поддержания более однородной температуры на больших площадях. Для больших размеров рекомендуется умеренный предварительный нагрев всего фитинга, а для более крупных диаметров может потребоваться использование второй горелки для поддержания равномерного предварительного нагрева всего фитинга в сборе.Затем можно продолжить нагревание, как описано выше.
Нанесите припой на место, где трубка входит в гнездо фитинга. При достижении надлежащей температуры присадочный металл будет легко течь в пространство между трубкой и патрубком фитинга, втягиваясь естественной силой капиллярного действия.
Держите пламя подальше от самого присадочного металла, когда он подается в шов.
Температура трубы и фитинга в месте соединения должна быть достаточно высокой, чтобы наплавить присадочный металл.
Поддерживайте нагрев и фитинг, и трубку, перемещая пламя вперед и назад от одного к другому, пока присадочный металл втягивается в соединение.
Когда соединение выполнено должным образом, присадочный металл будет втягиваться в патрубок фитинга за счет капиллярного действия, и непрерывная кромка присадочного металла будет полностью видна вокруг стыка. Чтобы способствовать развитию этого галтеля во время пайки, пламя должно быть немного выше точки нанесения присадочного металла. Прекратите кормление, как только увидите готовое филе.
Горизонтальные и вертикальные стыки
При пайке горизонтальных швов предпочтительно сначала нанести присадочный металл немного смещенным от центра в нижней части шва, проходя через нижнюю часть шва и продолжая вверх по стороне к верху шва. Затем вернитесь к начальной точке, слегка перекрывая друг друга, и продолжайте подниматься по незавершенной стороне к вершине, снова, слегка перекрывая. Эта процедура идентична той, что используется для пайки.
Также, как и при пайке, убедитесь, что операции совпадают.На вертикальных стыках неважно, где находится старт. Если отверстие раструба направлено вниз, следует соблюдать осторожность, чтобы не перегреть трубку, так как это может привести к стеканию припоя с внешней стороны трубки.
Удаление остатков
После остывания паяного соединения остатки флюса следует удалить чистой тканью, щеткой или тампоном с теплой водой. Удалите все остатки флюса, чтобы избежать риска того, что затвердевший флюс временно сохранит давление и закроет плохо спаянное соединение.Кованые фитинги охлаждают легче, чем литые, но перед смачиванием всем фитингам следует дать остыть естественным путем.
Общие советы и предложения
Если присадочный металл не течет или имеет тенденцию к образованию комков, это указывает на окисление металлических поверхностей или недостаточный нагрев соединяемых деталей. Если трубка или фитинг начинают окисляться во время нагрева, флюса слишком мало. Если присадочный металл не входит в соединение и имеет тенденцию течь по внешней стороне любого элемента соединения, это указывает на то, что один элемент перегрет, а другой — недогрет.
Тестирование
Проверить целостность соединений всех завершенных сборок. Следуйте процедуре тестирования, предписанной применимыми правилами, регулирующими предполагаемое обслуживание.
Очистка
Некоторые установки, такие как системы медицинского газа и ACR, требуют добавления инертного газа во время процесса пайки. Продувочный газ вытесняет кислород изнутри системы, когда она подвергается воздействию высоких температур пайки, и, следовательно, исключает возможность образования оксида на внутренней поверхности трубы.
Расходы продувочного газа и методы нанесения должны быть включены в спецификации процедуры пайки для этих применений.
Для получения дополнительной информации о пайке и пайке медных труб и фитингов обращайтесь:
Copper Development Association Inc.
260 Мэдисон Авеню
Нью-Йорк, NY 10016
Тел. 212 / 251-7200
Факс 212 / 251-7234
Составлен на основе информационных источников Copper Development Association Inc.(CDA) считает себя компетентным. Тем не менее, CDA не принимает на себя никакой ответственности или обязательств любого рода в связи с этой публикацией или ее использованием каким-либо лицом или организацией и не дает никаких заверений или гарантий в настоящем документе.
Пайка или запотевание медной трубы от Скотта Грея
Изучение того, как паять медную водопроводную трубу, на первый взгляд может показаться сложным и даже немного опасным, но на самом деле это довольно простой процесс, если вы приняли надлежащие меры безопасности и освоили технику.
Успешная пайка медных водопроводных труб во многом зависит от правильной подготовки соответствующих поверхностей. Как и в старой столярной поговорке: «Отмерь дважды, отрежь один раз», научиться успешно паять медную водопроводную трубу часто сводится к «Дважды очисти, один раз припаяй».
Безопасность прежде всего!
Жизненно важны надлежащие меры безопасности. Несчастные случаи всегда случаются с другим парнем … пока они не случаются с вами. Вам понадобятся защитные очки, ткань для защиты от огня. или металлический блеск, огнестойкие кожаные перчатки для защиты рук и плотная рубашка для защиты кожи от всего, что может капать или падать на вас во время работы.
Не нужно много тепла, чтобы зажечь старые, сухие дрова, и многие пожары вызванный каждый год ненадлежащим использованием пропановых горелок. Всегда держите рядом ведро с водой и домашний огнетушитель при работе с пропановая горелка! Если вам может понадобиться отключить водопровод, дополнительные ведра с водой — особенно хорошая идея!
Соберите свои материалы
Материалы, которые вам понадобятся для пайки медных водопроводных труб, включают:
- Пропановая горелка, желательно с самовоспламеняющимся регулятором (не пытайтесь зажечь факел спичками).
- Резак для медных труб / трубок, достаточно большой для работы.
- Бессвинцовый припой.
- Флюс (также называемый «флюс для лужения» или «пастообразный флюс») для очистки и подготовки стыков для приема припоя по мере нагрева медной трубы.
- наждачной бумагой с зернистостью 120 или наждачной бумагой с зернистостью 120 для сглаживания и очистки швов.
- Маленькая подгоночная щетка (для очистки стыков).
Процесс пайки
После того, как вы собрали все элементы безопасности и материалы для пайки, следующим шагом будет тщательная очистка и сушка медных труб, которые вы собираетесь паять.Тщательная подготовка — важная часть пайки, потому что она сэкономит вам время и силы. Подготовьте все стыки, которые необходимо припаять сразу, а затем спаяйте их все по одному за один присест.
- Сопроводительные горючие поверхности с огнестойкой ткани или кусок листового металла, а также установить ведро или воду и огонь огнетушитель рядом.
- Медные трубы не принимают припой, если в них осталась влага. Один из хороших способов стравить всю воду из существующей медной трубы — оставить ее конец открытым (например, слив в раковине) и нагреть трубу кончиком пламени, чтобы ускорить испарение.
- Если вы разрезаете новую медную трубу, а затем припаиваете ее, держите один конец трубы под коленом, а другой — свободной рукой, медленно поворачивая труборез. Если повернуть резак слишком быстро, труба разрушится, поэтому не торопитесь, делая небольшие надрезы за раз.
- Тщательно очистите концы медной трубы, которую вы будете паять. Несмотря на то, что порез выглядит очень чистым, вам все равно нужно разгладить его наждачной бумагой и разгладить внутреннюю часть щеткой для трубки или тканью, обернутой вокруг пальца.Чем тщательнее вы чистите, тем выше вероятность успеха.
- Покройте поверхности, подлежащие пайке, флюсом.
- Зажгите паяльную горелку и держите ее так, чтобы конус пламени попал в фитинг. Самая горячая часть конуса — это наконечник, а медь проводит тепло настолько хорошо, что вам нужно только коснуться фитинга, а не самой трубы. Держите припой напротив пламени в самой холодной точке.
- Когда температура медной трубы достигает точки плавления припоя, который вы прижимаете к ней, припой естественным образом превращается в жидкость, перетекающую в соединение.Заполните стык, пока припой не потечет, прежде чем переходить к следующему стыку.
- Не касайтесь паяного соединения минимум 45 секунд после пайки.
- Всегда выключайте паяльный пистолет перед тем, как положить его.
Несколько общих советов, которые следует учитывать при пайке медных водопроводных труб:
- Не забудьте удалить все мягкие резиновые или пластиковые детали перед пайкой любого водопровода. Например, перед пайкой разберите запорную арматуру, чтобы не повредить шайбы и уплотнительные кольца.
- Если медная трубка больше 3/4 дюйма в ширину, можно нагреть ее под несколькими углами горелкой, чтобы припой расплавился равномерно.
- Латунные фитинги требуют большего нагрева, и вам нужно следить за тем, чтобы клапан не оставался открытым, чтобы давление в трубке не увеличивалось и не приводило к повреждению.
Когда вы освоите технику, паять медную водопроводную трубу не так сложно, как кажется. Это полезный навык, который поможет вам сэкономить большие деньги на счетах за сантехнику для небольшого ремонта, а также проектов кухни и ванной.
Об авторе: Скотт Грей — энтузиаст и веб-издатель.