Как сушить электроды | Как прокаливать электроды
Как прокалить электроды в домашних условиях
Прокалить электроды можно дома в электрической или газовой духовке в течение 2-2,5 часов установив температурный режим 220-250С. Для этой цели лучше подходит электрическая духовка, так как в ней воздух сухой, в отличие от газовой – в процессе химической реакции горения газа образуется вода.
Нельзя сушить электроды на открытом огне. Сушка необходима в следующих условиях:
- если упаковка была не герметична;
- если электроды долго хранятся;
- если на их поверхности есть визуальные следы влаги.
Электроды можно прокаливать не более трех раз. Если они вновь отсыреют, то окончательно придут в негодность. Прокаливать необходимо не всю пачку, а только то количество, которое потребуется для выполнения работы.
Очень влажные электроды нельзя сразу помещать в сушку с высокой температурой, это приведет к разрушению обмазки из-за быстрого закипания воды, находящегося в ней. Такие электроды необходимо выдержать в печи при температуре менее 100С в течение 2 часов, а уже потом приступить к прокалке.
Вопрос ответ по просушке электродов
Вопрос: Можно ли просушить электроды на батарее?
Ответ: Да, можно. Если их подержать на горячей батарее зимой пару дней, то они придут в приемлемое для сварки состояние.
Вопрос: Можно ли просушить электроды горячим воздухом от фена?
Ответ: Да можно. Для этого нужно взять кусок трубы по диаметру близкий с раструбом промышленного фена, поместить туда электроды, включить фен на 150С и оставить на полтора часа. После этого они будут готовы к работе.
Вопрос: Можно ли прокалить электроды на открытом огне?
Ответ: Прокаливать электроды на открытом огне недопустимо!
Вопрос: Что делать если под рукой нет печи для прокалки и никаких других возможностей кроме костра?
Ответ: Возьмите кусок металлической трубы, поместите в него электроды. Загерметизируйте с одной стороны, а с другой оставьте небольшое отверстие и разведите под ней костер на 1,5-2 часа. Важно чтобы электроды не подвергались воздействию открытого пламени.
Загерметизируйте с одной стороны, а с другой оставьте небольшое отверстие и разведите под ней костер на 1,5-2 часа. Важно чтобы электроды не подвергались воздействию открытого пламени.
Вопрос: Можно ли сушить электроды в деревенской печи?
Ответ: Основное условие для просушки электродов: не допускается контакт с открытым пламенем. В остальном можно попробовать сушить как на батарее или в герметичной металлической трубе.
Вопрос: Можно ли высушить электроды на солнце?
Ответ: Без применения специального оборудования нельзя.
Вопрос: Что делать, если электроды отсырели и нет никакого оборудования под рукой, а варить необходимо?
Ответ: Есть один лайф-хак как выйти из такой ситуации. Для этого нужно зажать сырой электрод в держателе так чтобы с обратной стороны торчал металлический конец длиной порядка одного сантиметра. Установите на инверторе среднее значение тока и соедините конец электрода с массой. Подержите так не более 2 минут, и обмазка просохнет до приемлевого уровня. Учтите, этот прием можно применять только в случае крайней необходимости.
Вопрос: Где в Украине лучше всего приобрести материалы для сварки?
Ответ: Рекомендуем обратить внимание на интернет магазин WeldМаркет. Он расположен в Киеве и является одним из ведущих поставщиков товаров для сварки в Украине. Здесь вы найдете все, что может пригодиться как начинающему сварщику-любителю, так и профессионалу. Все представленные товары изготовлены производителями мирового уровня, что гарантирует качество товара. Наши менеджеры помогут подобрать необходимое оборудование и материалы. Достаточно будет сказать: «Мне необходимо оборудование для сварки порогов и крыльев в автосервисе» и они вам подберут тип сварки, оборудование и расходные материалы для выполнения любой задачи в конкретных условиях.
Вопрос: Вы работаете только в Киеве, или у вас есть доставка по Украине?
Ответ: По Киеву мы доставляем товар бесплатно. По Украине отправляем товар удобной для клиента транспортной компанией.
По Украине отправляем товар удобной для клиента транспортной компанией.
Обращайтесь в наш интернет-магазин WeldМаркет, если нужно создать сварочный пост для любых видов работ, включая все необходимое для прокалки сварных электродов. Наши специалисты помогут отладить технологический процесс и готовы проконсультировать клиентов в режиме 24/7!
Мы работаем как с физическими, так и с юридическими лицами, в т.ч. с НДС. Принимаем все формы оплаты.
Ваш товар будет доставлен в любую точку Украины в течение двух суток!
Будь профессионалом – работай с профессионалами!
Как хранить и нужно ли прокаливать электроды в домашних условиях! Кому достался полуавтомат?
содержание видео
Рейтинг: 4.0; Голоса: 1Как хранить и нужно ли прокаливать электроды в домашних условиях! Кому достался полуавтомат? Денис: Роман, приветствую. Не нашел тему в которой раскрывается полная подготовка и комплектация полуавтомата. С инвертором вопросов нет, а вот с полуавтоматом уже масса. Интересна подборка не дорогих полуавтоматов для бытового использования, какой минимальный комплект нужен, какой газ и есть ли баллоны не большого объема? В общем тема обширная и интересная.Дата: 2020-11-18
Похожие видео
Комментарии и отзывы: 9
Джек
Рома приветствую тебя и всех
Такой вопрос. Хочу купить себе полуавтомат тиг миг и дальше ) ну в общем хочу варить обычный метал, нержу и алюминий. Сейчас у себя в Самаре ищу балоны на 40л. И вот нарвался на такой вопрос от продавца а может вам один взять смесь варит якобы всё. Так ли это или нужно отдельно под аргон балон и отдельно углекислоту?
Алексей
Здравствуйте! Видео супер всё ясно и доходчиво обьясняете продолжайте так же. Я тоже сварщик и мне очень нужен полуавтомат для гаража заниматься ремонтом машин. Очень понравился ваш полуавтомат очень хочу себе такой. Вот только возможности нет приобрести.
Евгений
Всем привет. никогда не прокаливаю электроды: кладу на ночь на батарею предварительно раскрыв: бывают в двойной упаковке с полиэтиленом. ну и в зависимости от t батареи. чем теплее тем быстрее. способ работает
ну и в зависимости от t батареи. чем теплее тем быстрее. способ работает
Николай
Да хотелось бы выйграть аппарат, так как занимаюсь сварокое и чаще всего нужен полуавтоматической аппарат. И хочу сказать спасибо за видос, как сделать раму для ворот, мне это видео очень помогло СПАСИБО.
Евгений
Нормас серия. У меня есть е. анутые электроды, брызгают во все стороны, ванна не получается ни метал не шлак не остаются на метале. Вот думал прокаливать их или нет. Что думаете
IG
Привет, хочу сварить себе ресивер для компрессорна под давление 10атмосфер с метала 4мм, сними пожалуста видео, о том ка сварить, буду благодарен
Павел
Рома а че не бреешься? Извини ну сам такой. Давай я тебе подарок сделаю. Поросёнка по почте не пришлю, не знаю где живёте, думаю увидемся.
СВАРЩИК
Всем привет! Кто из вас пробовал прокалить электроды дома и что из этого получилось? И, конечно, искренне поздравляю победителя!
Nail
Варил электродами 20летней давности уони, хранились в подвале. Перед варкой прокаливал газовой горелкойРоман спасибо за уроки!
Сколько раз можно прокалить сварочные электроды?
При использовании стержней для сварки важно их правильно хранить, и периодически подвергать термической обработке – прокаливанию. Мастера с небольшим опытом нередко интересуются особенностью процедуры и частотой ее выполнения.
Нужна ли прокалка электродов
Основная причина процедуры заключается в уменьшении уровня влаги в шаре, покрывающей электроды. Если этого не сделать, не исключена возможность не качественного их поджигания, залипания либо раскрашивание покрытия.
Следует отметить о наличии иных причин, требующих прокаливания. Например:
- Хранение электродов на протяжении длительного времени.
- Обнаружение признаков наличия влаги при распаковке новой пачки.
Выполняя прокаливание можно повысить качество изделий.
Сколько раз можно прокаливать
Процедуру не стоит проводить очень часто. Опытные мастера утверждают, что средняя частота не должна быть больше 3 раз. Иначе не исключена возможность растрескивания и отслаивания покрытия.
Опытные мастера утверждают, что средняя частота не должна быть больше 3 раз. Иначе не исключена возможность растрескивания и отслаивания покрытия.
Не рекомендуется прокаливать все электроды в пачке одновременно. Лучше взять то количество стержней, необходимых для работы, и прокалить их.
Как правильно прокаливать
Стержни для сварки можно подвергать термической обработке, как с использованием специального промышленного оборудования, так и в домашней мастерской.
Например, для прокалки применяются печи. Производители предлагают широкий ассортимент такого оборудования. Выбирая конкретную, следует учитывать технические характеристики устройства:
- мощность печи;
- вес стержней, которые за 1 раз можно загрузить в печь;
- максимальное напряжение, необходимое для функционирования оборудования;
- масса печи;
- ее размеры;
- наличие дополнительных функций.
Не исключена также возможность использования для прокалки шкафов. Их особенность заключается в том, что в них стержни можно не только подвергать термической обработке, но и просушивать, а также хранить на протяжении длительного времени. При покупке таких шкафов необходимо предварительно ознакомиться о наличии в них дополнительных функций.
Известно несколько вариантов пеналов для термической обработки сварочных стержней (просушивания). Например:
- Термопеналы.
- Термосы.
Их особенность заключается в возможности установки устройств в любом месте, простоте использования, регулировки влажности внутри оборудования (для нормального хранения уровень влажности не должен превышать 80%). Такое оборудование не используется для выполнения процедуры прокаливания.
Если нет возможности в приобретении специального оборудования, термообработку можно осуществить и в домашних условиях. Известно несколько вариантов, например:
Известно несколько вариантов, например:
- С использованием обычного шкафа электрической либо газовой духовки.
- Применяя строительный фен.
Перед началом процедуры необходимо внимательно изучить упаковку электродов, на которой указана температура прокалки, максимальное количество его выполнения и условия хранения стержней.
Процедура прокалки состоит из нескольких этапов, соблюдение очередности которых считается обязательным:
- Загрузить необходимое количество стержней в печь.
- Обеспечить плотность закрывания дверей.
- Установить необходимую температуру.
- Выдержка изделия при высокой температуре на протяжении указанного на упаковке времени.
- Выключить оборудование.
- Дать стержням возможность полностью остыть. При этом не рекомендуется открывать дверь печи. Это поможет избежать резкого перепада температуры, что может спровоцировать растрескивание покрытия.
Для продления срока использования сварочных стержней и повышения качества сварки рекомендуется их предварительно подвергнуть термической обработке – прокаливанию.
Как очистить свечи зажигания от нагара в домашних условиях
Стабильная работа двигателя автомобиля напрямую зависит от свечей зажигания, которые со временем теряют свои свойства – покрываются нагаром, что мешает стабильному прохождению искры. К выходу свечи зажигания из строя приводят и другие факторы, но чаще всего их замена проводится именно из-за забитого нагаром электрода, который начинает оплавляться. Избежать это можно, если очищать свечи зажигания от образовавшегося нагара.
Средний срок службы свечей зажигания, за которыми владелец следит и очищает их от нагара, может вырасти на 5-10 тысяч километров, то есть с 20-25 тысяч до 30-35 тысяч, если речь идет о качественных элементах. Очистить свечи зажигания можно в домашних условиях различными методами, и ниже мы расскажем, как это сделать.
Очистить свечи зажигания можно в домашних условиях различными методами, и ниже мы расскажем, как это сделать.
Рекомендуем прочитать: Зазор свечи зажигания: какой должен быть, как измерить и отрегулировать
Грубая очистка свечей от нагара наждачной бумагой
Потребуется. Щетка с тонкими стальными щетинами или наждачная бумага с наименьшей зернистостью.
Процедура очистки. Данный способ прост, и в этом его главный плюс. Владелец автомобиля может при помощи наждачной бумаги или щетки зачистить свечу зажигания от нагара с помощью физической силы. Минус данного метода в том, что при подобном способе очистки свечи зажигания велик шанс сильно исцарапать изолятор, вследствие чего он станет гораздо быстрее покрываться нагаром при работе. Ни в коем нельзя чистить свечи зажигания ножом, шилом или отверткой – одно неверное движение и электрод выйдет из строя.
Очистка свечей зажигания при помощи бытовой химии
Потребуется. Тряпка, вода, маленькая кисточка, небольшая тара, средство для удаления известкового налета и ржавчины, чаще всего подобные средства используются для очистки плит, раковин, смесителей и других бытовых приборов.
Процедура очистки. Различная бытовая химия хорошо проявляет себя в удалении нагара со свечи зажигания. Максимальную эффективность показывают средства, которые используются для удаления известкового налета и ржавчины – их стоимость невелика, а эффект отличный.
Очистка свечи зажигания с помощью моющего средства проходит следующим образом:
- В небольшую тару (можно взять пластиковые стаканчики) наливается средство для удаления налета и ржавчины. Налить следует столько, чтобы часть свечи с нагаром полностью находилась в данном средстве;
- Следом в тару одновременно опускаются все свечи зажигания стороной нагара;
- Необходимо подождать около получаса, после чего свечи достаются из тары, и остатки нагара зачищаются при помощи маленькой кисточки;
- После этого свеча зажигания промывается под водой и вытирается при помощи полотенца;
- Перед тем как устанавливать свечи зажигания на автомобиль, необходимо, чтобы они полностью высохли.
 Можно положить их на батарею на несколько часов, но некоторые автолюбители, для ускорения процесса сушки, кладут свечи в духовку при минимальной температуре на 15-20 минут.
Можно положить их на батарею на несколько часов, но некоторые автолюбители, для ускорения процесса сушки, кладут свечи в духовку при минимальной температуре на 15-20 минут.
 Можно положить их на батарею на несколько часов, но некоторые автолюбители, для ускорения процесса сушки, кладут свечи в духовку при минимальной температуре на 15-20 минут.
Можно положить их на батарею на несколько часов, но некоторые автолюбители, для ускорения процесса сушки, кладут свечи в духовку при минимальной температуре на 15-20 минут.Данный способ хорош тем, что сильнодействующая бытовая химия очищает нагар со всех участков свечи зажигания, на которые она попадает. Таким образом, очищается не только электрод свечи, но и изолятор, и также резьба. Свеча выглядит как новая, и она способна проработать еще некоторое время.
Очистка свечей зажигания раствором ацетата аммония
Потребуется. Вода, бытовая плита, бензин, 20% водный раствор ацетата аммония, жесткая щетка.
Процедура очистки. Если у автолюбителя имеется возможность сделать 20% раствор ацетата аммония, им можно провести чистку свечей зажигания. Для этого необходимо:
- Первым делом потребуется промыть свечи в бензине и высушить их. Это нужно проделать, чтобы максимально обезжирить их поверхность;
- Далее на плите до 90 градусов по Цельсию доводится раствор ацетата аммония. Чтобы было проще ориентироваться в температуре раствора, а также не опускать ее ниже требуемой, можно довести его до кипения;
- В раствор опускаются свечи зажигания на полчаса. Внимание: Данную процедуру следует выполнять при хорошей вентиляции (включенной вытяжке или открытом окне), поскольку пары, выделяемые при кипении ацетата аммония, вредны для организма;
- Через полчаса свечи зажигания вынимаются и прочищаются щеткой;
- После этого их следует промыть под горячей водой и высушить.
Результат очистки свечей зажигания раствором ацетата аммония ничем не отличается от удаления нагара при помощи бытовой химии. В обоих случаях свечи полностью очищаются, и их можно вновь устанавливать на автомобиль.
Загрузка…Как просушить электроды. Способы прокалки и сушки электродов
Как просушить электроды
Содержание статьи
Повышенная влажность способна значительно навредить работоспособности электродов и сделать невозможным создание герметичных соединений при ручной сварке. Выходом является прокалка электродов, которая позволит созданным соединениям работать даже под давлением.
Выходом является прокалка электродов, которая позволит созданным соединениям работать даже под давлением.Вопрос – как просушить электроды решается различными путями. На сегодняшнее время существуют специальные приспособления для этих целей, например термопенал ТП 10/150 и ТП-5/150. Преимущества применения термопеналов очевидны, поскольку сушка электродов в них происходит равномерно и быстро, что значительно влияет на качество сварки.
Как просушить электроды
Следует иметь в виду, что если электрод уже слишком сильно пострадал от влаги, то резко сушить его с помощью высоких температур запрещено: вода даст налёт известняка и пузыри от закипания. Рекомендуется выдержать электрод не менее двух часов в температуре меньше 100 градусов, после чего можно повысить её.
Важно, чтобы размещение в более низкую температуру, осуществлялось вместе с сушильной печью. Вред может принести и слишком резкое вынимание высушенных электродов на воздух.
Сушку электродов в домашних условиях можно осуществить на обычном радиаторе отопления: горячая батарея может всего за двое суток сделать электроды пригодными для сварки. Простым способом является и сушка электродов в домашнем духовом шкафу.
Однако если предполагаемая сварка не является бытовой и требует особо серьёзного подхода, то необходимо воспользоваться специальной сушащей электропечью. Рабочий диапазон таких печей позволяет производить сушку и прокаливание электродов для сварки до 400 градусов. Ознакомиться с подобным оборудованием, можно перейдя по ссылке http://m-stroykomplekt.ru/.
При этом важно знать то, что прокаливание может принести пользу только без злоупотреблений: его нельзя производить более двух раз.
Как хранить электроды
Для правильного хранения электродов, запрещено выбирать места с повышенной влажностью, а также использовать негерметичные упаковки. Следует знать, что если вследствие нарушения правил хранения, из электрода выделяется вода, то даже их прокалка может не помочь в достижении качественных результатов при ручной сварке.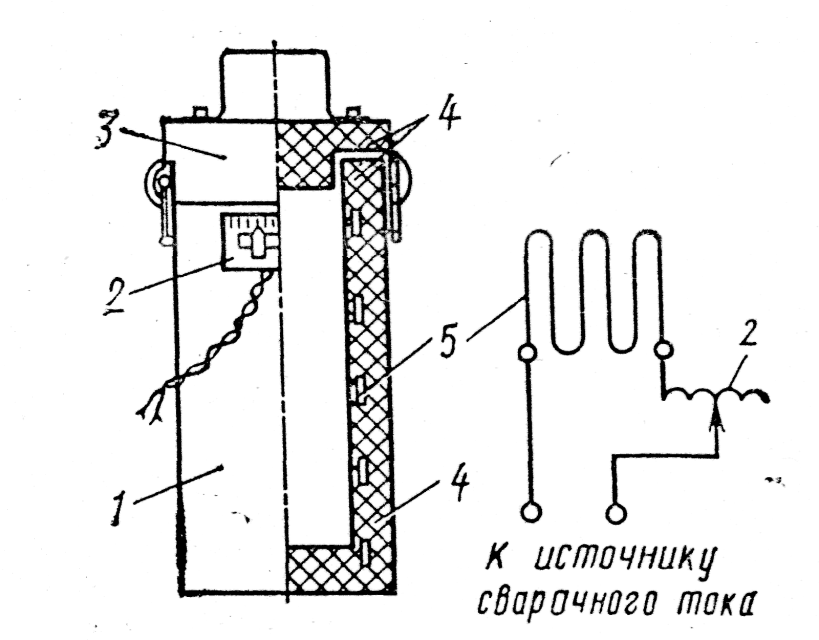
Как видно, сушка и прокалка электродов могут осуществляться различными способами, но самым универсальным и экономичным вариантом будет приобретение термопенала. Такое устройство достаточно компактно и без труда перемещается при необходимости. Пенал хранит электроды в условиях до 150 градусов и защищает их от возможных вредных воздействий окружающей среды.
Оценить статью и поделиться ссылкой:Сварка нержавеющей стали (нержавейки) методы и особенности доступным языком
Сварка нержавеющей стали имеет свои отличительные особенности. Из нашей статьи вы за несколько минут узнаете много полезной информации об этом процессе. В одном месте мы собрали основные данные о методах сварки и важных нюансах при проведении работ. Читайте и применяйте полученные знания на практике. Магазин сварочного оборудования Тиберис всегда с удовольствием делится с вами секретами и рад помочь дельным советом.
Содержание
Нержавеющая сталь – что это за материал
Во все времена, главным врагом изделий из железа была ржавчина. Она способна превратить в груду бесполезного металлолома самые прочные сооружения. Из-за окисления на открытом воздухе приходят в негодность точные инструменты и разрушаются огромные конструкции.
Но чуть более века назад, людям удалось найти отличное средство от ржавчины. В 1913 году английский исследователь Гарри Брайрли создал первую в мире (по официально признанной версии) нержавеющую сталь. Она содержала в своем составе 12,8% хрома и 0,24% углерода. Хотя первые опыты со сплавами железа и хрома начали проводить еще в 1820 году.
Нержавеющая сталь обладает ярко выраженными антикоррозионными свойствами. Эти характеристики нержавейка приобретает при добавлении в ее расплав определенных металлов. Чаще всего для таких целей используют хром, никель, марганец и молибден.
Существует 3 основных группы нержавеющей стали по химическому составу:
- Хромистые (имеют повышенную прочность) Это – самые дешевые виды нержавеющей стали. Они хуже поддаются обработке из-за низкой пластичности.
- Хромоникелевые (отличаются большей пластичностью). Наиболее востребованная и широкая группа нержавейки. Добавление никеля стабилизирует структуру сплава и придает стали слабые магнитные свойства.
- Хромомарганцевоникелевые. Добавление марганца в сплав увеличивает прочность, сохраняя пластичность стали.
 Они хуже поддаются обработке из-за низкой пластичности.
Они хуже поддаются обработке из-за низкой пластичности.Каждая из этих групп содержит в себе десятки и даже сотни марок нержавеющих сталей, которые могут значительно отличаться по своим свойствам. Например, хромистые стали с минимально допустимым (12-14%) содержанием хрома массово используются при изготовлении клапанов в агрегатах и производстве обычной кухонной утвари. В то же время хромистые стали с содержанием хрома 25-33% обладают великолепной жаропрочностью. Поэтому они применяются в металлургии при создании оборудования для выплавки металла.
Кроме того, нержавеющие стали различают по физической структуре. Среди множества видов, наиболее известны ферритные, аустенитные и мартенситные стали.
Где используются различные виды нержавеющей стали
Сфера применения нержавеющей стали затрагивает буквально все стороны жизни человека. Наиболее популярные хромоникелевые аутенситные стали массово идут на изготовление крепежных деталей (болтов и гаек). Из этих сплавов часто делают монеты, например, украинские 1,2 и 5 копеек. Аутенситы достаточно просто поддаются термической обработке, в том числе и сварке.
Ферритные сплавы нашли широко применение в химической промышленности. Высокая стойкость к воздействию многих видов кислот и большой температуры позволяет использовать такие виды стали для изготовления огромных резервуаров на химических предприятиях. Но сваривать изделия из ферритной стали намного сложнее. Значительная устойчивость к высоким температурам делает эти сплавы неудобными для сварки наиболее распространенными методами (MMA, MIG/MAG, TIG). Но в домашних условиях ферриты встречаются очень редко.
Мартенситные стали получили широкое распространение в производстве инструментов. Именно из мартенситных марок стали изготавливают кухонные ножи. Как и аутенситные аналоги, их сваривать можно без особых проблем.
Какими методами сваривают нержавейку
Сварка нержавеющей стали может производиться различными способами. Но наиболее часто используют 3 основные технологии:
- Ручной дуговой сваркой плавящимися электродами (MMA). Этот метод наиболее распространен в домашних условиях, т.к. инверторы для РДС по цене доступны каждому сварщику. Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется.
- Полуавтоматической сваркой проволокой в среде защитного газа (MIG/MAG), для этого отлично подойдут сварочные полуавтоматы. Наиболее эффективный способ: быстрый, образующий ровный шов. Лучше подходит для более толстых деталей.
- Сварку неплавящимися электродами в среде инертного газа (TIG), чаще всего используют инверторы для аргонодуговой сварки. Более предпочтителен при сварке тонких заготовок. Рекомендуется при сварке труб высокого давления..
Кроме того, сварка нержавейки может проводиться и менее распространенными способами. К ним относятся:
- Точечная и роликовая сварка.
- Плазменная сварка.
- Лазерная сварка.
Но, использование этих технологий ограничивается высокой стоимостью и сложностью процесса. Поэтому их применяют исключительно при необходимости сварки деталей, требующей высокой точности или при обработке трудносвариваемых материалов.
Особенности сварки нержавеющей стали или как избежать появления дефектов при сварке нержавейки
Сварка нержавейки имеет свои нюансы, которые определяются свойствами этого материала:
- Присутствие в составе стали хрома. Этот металл под воздействием высокой температуры реагирует с углеродом, образуя карбид хрома, тем самым снижается прочность сварного соединения. Поэтому место сварки быстро охлаждают (иногда даже обычной водой).
- Пониженная теплопроводность. В связи с чем, силу тока сварки необходимо снизить на 15-20% по сравнению с процессом обработки обычной стали.
- Повышенный коэффициент расширения металла. Поэтому необходимо постоянно следить за величиной зазора между свариваемыми деталями.
- Большое электрическое сопротивление. По этой причине электроды с хромоникелевыми стержнями имеют ограниченную (до 350 мм) длину.
 Поэтому место сварки быстро охлаждают (иногда даже обычной водой).
Поэтому место сварки быстро охлаждают (иногда даже обычной водой).Эти четыре основные особенности сварки нержавейки необходимо всегда учитывать, приступая к работе. Только выполняя указанные выше условия, можно добиться качественных результатов. В противном случае – образование дефектов вам гарантировано.
Каким должно быть качественное оборудование и материалы для сварки нержавеющей стали
Выбор оборудования для сварки нержавейки нужно делать, ориентируясь на особенности этого материала.
Лучше всего использовать электроды для сварки, изготовленные из той же марки нержавеющей стали, что и свариваемые изделия. Тогда процесс расплавления металла происходит равномерно, обеспечивая качественный результат.
При сварке проволокой также необходимо подбирать ее, исходя из материала свариваемых заготовок. Главная сложность состоит в том, что определить «на глаз» конкретную марку нержавеющей стали невозможно. Для этого нужно провести сложный спектральный анализ в специализированной лаборатории. Если вы столкнулись с такой проблемой, лучше всего поискать информацию на сайте производителя свариваемого изделия.
Обработка изделий перед сваркой – что и как надо делать
Обработка изделий из нержавеющей стали перед сваркой выполняется в следующем порядке:
- Очищается поверхность изделия от грязи. Для этого обычно используют стальную щетку.
- Производится обработка растворителем (уайт-спиритом, специальной жидкостью или ацетоном). Отсутствие жира на поверхности детали увеличивает устойчивость дуги.
- Свариваемая поверхность обрабатывается средством от налипания брызг. В результате после сварки необходимость механической обработки поверхности попросту отпадает.
Единственное существенное отличие подготовки изделий из нержавеющей стали состоит в необходимости наличия зазора между кромками деталей. Он обеспечивает свободную усадку.
Как обрабатывают изделия из нержавейки после сварки
Нержавеющая сталь после сварки подлежит обязательной дополнительной обработке. Игнорирование этого правила может очень быстро привести к негативным последствиям: появлению коррозии и уменьшению прочности изделия.
Предварительная обработка после сварки может выполняться такими методами:
- Механическая зачистка сварного шва. Эта операция, главным образом, предназначена для улучшения внешнего вида изделия. Производится жесткими стальными щетками.
- Пескоструйная обработка. Преследует те же цели. После ее проведения шов выглядит еще красивее.
- Шлифование. Позволяет добиться идеально ровной поверхности шва.
Но все эти способы предварительной обработки влияют лишь на внешний вид изделия. Чтобы качественно защитить место сварки от разрушения, нужны более действенные методы – пассивация и травление.
Травление – это обработка места сварки химически активными веществами (кислотами или специальными жидкостями). Кислоты разъедают окалину, которая может вызвать появление ржавчины.
Пассивация – это нанесение на место сварки спецсредства, под действием которого на поверхности металла образуется защитная пленка из оксида хрома.
Только после проведения химической обработки место сварки способно надежно противостоять коррозии.
Особенности сварки нержавейки с другими материалами
Главная опасность, которая имеется при сварке нержавеющей стали с другими материалами, таится в их смешивании. В результате, свойства разнородного сварного шва могут резко ухудшиться. Шов становится твердым и хрупким, в нем образуются трещины.
Чтобы избежать такого развития событий, необходимо:
- Использовать в качестве присадки высоколегированные или созданные на основе никеля сплавы.
- Обязательно прокаливать электроды перед сваркой и тщательно очищать поверхности изделий.
- Не подогревать место сварки перед началом работ.
- Применять электроды, предназначенные для сварки высоколегированной стали.
В сварном шве желательно добиться как можно меньшего наличия основного металла (расплавленным при сварке частичкам исходных изделий). Его составляющая не должна превышать 40% от общей массы. Остальное – электроды или присадочная проволока, в зависимости от типа сварки.
Выводы
Сварка нержавеющей стали хоть и представляет собой довольно сложный процесс, но может осуществляться качественно даже в домашних условиях.
Для позитивного результата необходимо:
- Правильно учитывать особенности сварки нержавейки.
- Выбрать наиболее подходящий (доступный) метод сварки.
- Тщательно обработать место сварки до начала и после окончания работ.
- Использовать качественное сварочное оборудование и расходные материалы.
Все эти пункты легко реализуются при наличии желания. А специалисты магазина Тиберис всегда готовы предложить свою помощь по выбору наиболее подходящего сварочного оборудования. Обращайтесь – с нами сварочные работы проводить намного легче и эффективнее.
Электропрогрев бетона в зимнее время: схемы и способы
Самым распространенным методом подогрева бетона, во время заливки в зимнее время, является электропрогрев, который используется в тех случаях, когда обычного утепления объекта не достаточно. Именно о нем мы сегодня и поговорим.
Прогреть бетон в зимнее время можно несколькими методами:
1. Прогрев бетона электродами.
2. Электропрогрев бетона проводом ПНСВ
3. Электропрогрев опалубки
4. Подогрев индукционным методом
5. Инфракрасным излучением
Инфракрасным излучением
Стоит отметить, что независимо от способа, электропрогрев бетона должен сопровождаться его утеплением или хотя бы созданием термоса вокруг объекта. В противном случае, равномерного прогрева может не получиться, а это не очень хорошо скажется на его конечной прочности.
Прогрев бетона электродами – самый распространенный метод электропрогрева в зимнее время. Это связано, в первую очередь, с простотой и дешевизной, потому что, в отдельных случаях, нет необходимости тратиться на нагревательные провода, дорогие трансформаторы и т.п.
Принцип действия такого способа электропрогрева основывается на физических свойствах электрического тока, который при прохождении через материал выделяет определенное количество теплоты.
В данном случае, проводимым материалом является сам бетон, другими словами, когда ток проходит через водосодержащий бетон, он в это время его нагревает.
Внимание! Если бетонная конструкция содержит в себе арматурный каркас, не рекомендуется подавать на электроды напряжение более 127 В. В случае отсутствия металлического каркаса, можно использовать как 220 В, так и 380 В. Большее напряжение применять не рекомендуют.
Существует несколько видов электродов для прогрева бетона в зимнее время:
Электроды стержневые. Для их создания используется металлическая арматура d 8 – 12 мм. Такие стержни вставляются в бетон на небольшом расстоянии и подключаются к разным фазам, как на схеме. В случаях сложных конструкций, такие электроды для прогрева бетона будут незаменимы. Стеклопластиковая арматура для таких целей не подойдет, потому что она является диэлектриком.
Электроды в виде пластин. Иногда их называют пластинчатыми электродами. Схема подключения такого подогрева очень проста – пластины располагаются на обоих противоположных внутренних сторонах опалубки и подключаются к разным фазам, а проходящий ток будет нагревать бетон. Вместо широких пластин иногда используют узкие полосы, принцип действия этих полос — такой же.
Электроды струнные. Используются при заливке колонн, балок, столбов и похожих конструкций. Принцип действия все тот же, струны подключаются к разным фазам, тем самым нагревая бетон в зимнее время.
Если прогрев бетона электродами – один из самых дешевых вариантов электропрогрева в зимнее время, то, в свою очередь, прогрев проводом ПНСВ – один из самых эффективных.
Это связано с тем, что в качестве нагревателя используется не сам бетон, а нагревательный провод ПНСВ, который выделяет тепло при прохождении через него тока. С помощью такого провода, намного проще добиться плавного повышения температуры бетона, да и вообще такой провод будет вести предсказуемо, что облегчит необходимое постепенное увеличение температуры в зимнее время.
Стоит сказать о самом проводе ПНСВ (П – провод, Н – нагревательный, С — стальная жила, В — ПВХ изоляция). Бывает различного сечения 1.2, 2, 3. В зависимости от использованного сечения выбирается его количество на 1 метр кубический бетонной смеси.
Технология электропрогрева бетона проводом ПНСВ, также, как и схема подключения, очень проста. Провод без натяжки пропускается вдоль арматурного каркаса, на нем же и крепится. Крепить необходимо так, чтобы при подаче бетона в траншею или опалубку не повредить его.
Так же существуют кабели, которые не предусматривают использование трансформатора. Их использование позволит немного сэкономить. Он очень удобен в использовании, но все же у обычного провода ПНСВ более широкие возможности для применения.
Электропрогрев опалубки в зимнее время
Этот способ электропрогрева подразумевает изготовление опалубки с заранее заложенными нагревательными элементами в ней, которые при нагреве будут отдавать так нужное бетону тепло. Напоминает прогрев бетона пластинчатыми электродами, только обогрев осуществляется не на внутренней стороне опалубки, а внутри нее, либо снаружи.
Электропрогрев опалубки в зимнее время не так часто используется, учитывая сложность конструкции, тем более, что при заливки фундамента, например, опалубка соприкасается не со всей бетонной конструкцией. Таким образом, нагреваться будет лишь часть бетона.
Таким образом, нагреваться будет лишь часть бетона.
Индукционный и инфракрасный способы подогрева бетона
Индукционный способ подогрева бетона используется крайне редко, да и то, в основном, в балках, ригелях, прогонах, из-за сложности его устройства.
Основывается он на том, что обмотанный изолированный провод вокруг стального стержня арматуры, будет создавать индукцию и нагревать саму арматуру.
Электропрогрев бетона в зимний период с помощью инфракрасных лучей основывается на способности таких лучей нагревать поверхность непрозрачных объектов, с последующей передачей тепла по всему объему. При использовании такого способа необходимо предусмотреть окутывание бетонной конструкции прозрачной пленкой, которая будет пропускать лучи сквозь себя, не давая теплу так быстро уходить.
Достоинством такого способа является то, что не обязательно использование специальных трансформаторов. Недостаток – в том, что инфракрасное излучение не способно осуществить равномерный обогрев больших конструкций. Этот способ годится только для тонких конструкций.
Не забывайте о том, что независимо от способа электропрогрева бетона в зимнее время, необходимо постоянно следить за его температурой, потому что слишком высокая (более 500С) – так же опасна для него, как и слишком низкая. Скорость нагрева бетона, так же как скорость остывания, не должна превышать 100С в час.
Технология сухой ЭЭГ| CGX
Обзор технологии
Системы с сухими электродамиCGX являются результатом десятилетних исследований, частично спонсируемых Министерством обороны, НАСА и Национальным институтом здравоохранения. Наши запатентованные и ожидающие патентования технологии используют оптимизированное сочетание электроники, механики и материалов для создания системы ЭЭГ с сухим электродом, которая обеспечивает быстрое, чистое и беспроблемное качество сигнала.
По сравнению с системами с влажными электродами наши гарнитуры для сухой ЭЭГ обеспечивают превосходные впечатления как для оператора, так и для испытуемого без ущерба для качества сигнала в большинстве случаев использования ЭЭГ. Краткое изложение преимуществ сухого по сравнению с влажным представлено ниже.
Краткое изложение преимуществ сухого по сравнению с влажным представлено ниже.
Системы сухих электродов CGX: как они работают?
Конечно, нам чаще всего задают два вопроса: как работают ваши электроды и как они соотносятся с обычными влажными электродами?
Ответ на первый вопрос прост в теории, но сложен на практике. Сухие электроды CGX работают благодаря сложной механике и электронике, в то время как большинство компаний сосредотачиваются на одном элементе, таком как электрод.
Ответ на второй такой же простой, но тонкий. В CGX мы фокусируемся на тщательном внутреннем тестировании и проверке на соответствие международным стандартам, поэтому исследователи по всему миру использовали наши системы в независимых, рецензируемых публикациях.
CGX Dry — это система
Прежде всего, гарнитуры с сухими электродами CGX разработаны как единое целое: наконечник электрода, гарнитура и электроника оптимизированы для работы в целом.
Конечный результат — результат тысяч часов инженерного времени на моделирование, прототипирование и оптимизацию усовершенствованной механической системы, обеспечивающей удобное и безопасное размещение электродов с различными размерами и формами головок при чрезвычайно простом управлении.
Лучшие в отрасли беспроводные усилители
Наша электроника — это больше, чем просто усилитель. Они начинаются прямо на кончиках электродов с улучшенным электрическим экранированием и предварительным усилением для подавления посторонних внешних шумов.
Дизайн системного уровня является ключевым: в отличие от мокрых электродов, которые практически не менялись за десятилетия, сухие электроды представляют собой гораздо более сложную инженерную задачу, поэтому предыдущие попытки просто вставить зубцы в мокрые колпачки потерпели неудачу.
Обсуждение компонентов
Системы CGX оснащены тремя вариантами электродов
Датчик Drypad плоский — используется непосредственно на голой коже. У датчика Flex есть жесткие пальцы с мягкими закругленными кончиками, которые расчесывают волосы.Наши сверхмягкие датчики HydroFlex идеально подходят для людей с чувствительной кожей, а поскольку их можно увлажнять, датчики HydroFlex возвращают сигнал, эквивалентный влажным датчикам, во всем диапазоне частот. Все датчики содержат запатентованные материалы и конструктивные технологии, сводящие к минимуму контактное сопротивление и шум без использования электролитических гелей.
Наши механики — ключ к нашему успеху
В отличие от многих конкурирующих продуктов, системы CGX не просто соединяют датчики с обычным колпачком ЭЭГ и надеются на лучшее.Каждый элемент гарнитуры, включая основание, ножки и блоки датчиков, является неотъемлемой частью работы системы.
Обычный активный электрод
Активный электрод + CGX Active Shield
Наши активные электроды снабжены лучшей на рынке электроникой для сбора данных с низким уровнем шума и высоким разрешением. Прецизионные 24-битные аналого-цифровые преобразователи с CMRR> 100 дБ, минимальным уровнем шума в микровольтах и активным шумоподавлением обеспечивают надежный сбор данных даже в жестких реальных условиях.
А поскольку наши системы очень легкие и энергоэффективные, их можно встроить в саму гарнитуру и часами работать от стандартных батарей. Встроенный модуль Bluetooth Low Energy обеспечивает радиус действия до 10 метров для беспроводной телеметрии.
Создан для исследований
СистемыCGX Dry содержат множество передовых схем для поддержки исследователей. Все системы оснащены запатентованным монитором импеданса в реальном времени для измерения качества контакта датчика.Для экспериментов по точному времени, таких как вызванные потенциалы, наши системы поддерживают канал связи со сверхмалой задержкой для передачи маркеров с точностью до 1 миллисекунды без проводов.
Системы CGX Dry High Density также оснащены специальной реализацией Bluetooth для передачи данных на более высоких скоростях, чем это обычно возможно при использовании традиционных технологий.
Все наши продукты предлагают неограниченный доступ к необработанным данным, в том числе на аппаратном уровне.
CGX Тест на сухой и влажный сигнал
В процессе проектирования мы подвергаем все наши системы подробным испытаниям со стандартными влажными электродами.
Настройки регистрации ЭЭГ
Устройство: Cognionics Quick-20
Разрешение: 24 бита, 1000 импульсов в секунду
Полоса пропускания: Raw 0,4 — 100 Гц
Данные были записаны в одно и то же время с помощью наших сухих датчиков Flex и гелевых датчиков Ag / AgCl.Чтобы смоделировать влажный датчик, наложенный непосредственно на сухой датчик, два влажных датчика были размещены рядом с сухим датчиком (стараясь не загрязнить гель), и влажные сигналы были усреднены. Пример демонстрирует высокое качество необработанного сигнала системы CGX Dry, поскольку влажный и сухой сигналы практически неразличимы с корреляциями, превышающими r> 0,9 между влажными и сухими данными, взятыми одновременно.
Для получения дополнительной информации загрузите образцы данных со страниц наших продуктов и обратитесь к нашим рецензируемым публикациям.
Электроды заземления для домашнего обслуживания — InterNACHI®
от Ника Громико, CMI® и Кентона Шепарда
Системы электрического заземления отводят потенциально опасные электрические токи, обеспечивая путь между распределительной коробкой здания и землей. Молния и статическое электричество являются наиболее распространенными источниками опасных или разрушительных зарядов, которые могут рассеиваться через систему заземления. Электроды заземления подключаются к электрической системе здания через проводники заземляющих электродов, также известные как заземляющие провода.В качестве заземляющих электродов может работать ряд различных металлических сплавов, наиболее распространенным из которых и посвящена данная статья.Требования к электродам и заземляющим проводам:
- Алюминий имеет тенденцию к коррозии и не должен использоваться в заземляющих проводах, если они не изолированы. Влага и минеральные соли из кирпичной кладки — частые причины коррозии неизолированного алюминия. Это также более плохой проводник, чем медь. Использование алюминиевых проводов в системах заземления в Канаде запрещено.
- Поскольку заземляющие электроды не изолированы, их нельзя делать из алюминия.
- Если присутствует более одного электрода, они должны быть соединены друг с другом перемычкой.
 Влага и минеральные соли из кирпичной кладки — частые причины коррозии неизолированного алюминия. Это также более плохой проводник, чем медь. Использование алюминиевых проводов в системах заземления в Канаде запрещено.
Влага и минеральные соли из кирпичной кладки — частые причины коррозии неизолированного алюминия. Это также более плохой проводник, чем медь. Использование алюминиевых проводов в системах заземления в Канаде запрещено.Общие типы заземляющих электродов Заземляющие стержни
Самая распространенная форма заземляющего электрода — это металлический стержень, который вбивается в землю таким образом, что он полностью погружен в воду. InterNACHI рекомендует вставлять стержень вертикально и цельным, но это не всегда возможно на каменистых участках.Если стержень забить в подземные породы, он может поцарапаться и потерять покрытие. Ржавчина может накапливаться на обнаженном железе или стали и ухудшать проводящую способность стержня. К сожалению, эта ржавчина редко будет заметна инспектору.
Электрики, как известно, разрезают стержень, когда им трудно вставить всю его длину под землю. Эта практика нарушает кодекс и может представлять угрозу безопасности. Инспекторам следует обратить внимание на следующие признаки, указывающие на укорочение заземляющего стержня:
- Ржавчина в верхней части стержня.Стержни заземления имеют антикоррозийное покрытие, но обычно изготавливаются из стали или железа и подвержены коррозии в любом месте, где стержень порезан.
- У большинства стержней наверху есть выгравированная этикетка. Если эта этикетка отсутствует, вероятно, стержень порезан.
Инспекторам следует иметь в виду, что коммунальные предприятия иногда разрешают укорачивать заземляющие стержни. Квалифицированный электрик может проверить, подходит ли укороченный стержень для заземления.
Если возможно, инспекторы должны проверить состояние зажима, который соединяет заземляющий стержень с заземляющим проводом.Хомуты должны быть из бронзы или меди и плотно прилегать. Требования к длине, толщине стержня и защитному покрытию изложены в Международном жилищном кодексе 2006 г. (IRC) следующим образом:
Требования к длине, толщине стержня и защитному покрытию изложены в Международном жилищном кодексе 2006 г. (IRC) следующим образом:
Стержневые и трубчатые электроды длиной не менее 8 футов (2438 мм) должны учитываться из следующих материалов. в качестве заземляющего электрода:
- Электроды трубы или кабелепровода должны быть не меньше торгового размера ¾ (метрическое обозначение 21) и, если они изготовлены из железа или стали, должны иметь гальванизированную внешнюю поверхность или иное металлическое покрытие для защиты от коррозии.
- Электроды из стержней из железа или стали должны иметь диаметр не менее 5/8 дюйма (15,9 мм). Стержни из нержавеющей стали диаметром менее 5/8 дюйма (15,9 мм), стержни из цветных металлов или их эквиваленты должны быть указаны в списке и должны быть не менее 1⁄2 дюйма (12,7 мм) в диаметре.
- Хотя IRC 2006 года не упоминает, можно ли вращать штангу под углом, электрические нормы Калифорнии 1998 года допускают максимальный угол наклона 45 градусов от вертикали.
- При необходимости электрик может установить два заземляющих стержня.Они должны находиться на расстоянии не менее 6 футов друг от друга.
- В Канаде заземляющие стержни должны иметь длину 10 футов и требуются два.
Электроды в бетонном корпусе (Ufer Grounds)
Этот метод электрического заземления был изобретен во время Второй мировой войны в Аризоне и обычно называется «Ufer» в честь его создателя, Герберта Г. Уфера. Армия Соединенных Штатов была обеспокоена тем, что молния или статическое электричество могут вызвать случайный взрыв взрывчатых веществ, которые хранились в хранилищах в форме иглу.Климат пустыни ограничивал полезность заземляющих стержней, которые должны были быть вбиты на сотни футов в сухую землю, чтобы быть эффективными. Уфер посоветовал военным подключить заземляющие провода к стальным арматурным стержням (арматуре) с бетонным покрытием бомбоубежищ, чтобы эффективно рассеивать электричество в земле. Тестирование подтвердило его теорию о том, что относительно высокая проводимость бетона позволит электрическому току рассеиваться на большой площади поверхности земли.Метод Уфера чаще встречается в новом жилом строительстве и требует металлического каркаса. Инспектору может быть сложно обнаружить электрод этого типа. В IRC 2006 г. описываются основания Ufer следующим образом. не менее 20 футов (6096 мм) одного или нескольких оголенных или оцинкованных или трех стальных арматурных стержней или стержней с электропроводящим покрытием не менее 1/2 дюйма (12.77 мм) или состоящий из не менее 20 (6096 мм) футов неизолированного медного проводника сечением не менее 4 AWG, должен рассматриваться в качестве заземляющего электрода. Арматурные стержни разрешается соединять вместе с помощью обычных стяжных проволок или других эффективных средств.
Тестирование подтвердило его теорию о том, что относительно высокая проводимость бетона позволит электрическому току рассеиваться на большой площади поверхности земли.Метод Уфера чаще встречается в новом жилом строительстве и требует металлического каркаса. Инспектору может быть сложно обнаружить электрод этого типа. В IRC 2006 г. описываются основания Ufer следующим образом. не менее 20 футов (6096 мм) одного или нескольких оголенных или оцинкованных или трех стальных арматурных стержней или стержней с электропроводящим покрытием не менее 1/2 дюйма (12.77 мм) или состоящий из не менее 20 (6096 мм) футов неизолированного медного проводника сечением не менее 4 AWG, должен рассматриваться в качестве заземляющего электрода. Арматурные стержни разрешается соединять вместе с помощью обычных стяжных проволок или других эффективных средств.
Водопроводная система здания может быть подключена к заземляющему проводу и работать как заземляющий электрод. В течение некоторого времени это был единственный тип обязательного заземляющего электрода, и он, как правило, предпочитался другим методам.Однако с 1987 года этот метод стал единственным, который необходимо дополнить электродом другого типа. Этот переход связан с возросшей популярностью непроводящих диэлектрических муфт и пластиковых труб. Когда водопровод заменен пластиковыми трубами, на сервисной панели электрооборудования должно быть размещено уведомление о том, что имеется неметаллическое водоснабжение. Инспекторы не смогут определить, заменены ли наружные водопроводные трубы, идущие к уличному водопроводу, пластиковыми деталями.
Инспекторы должны проверить следующее:
- Провода заземления должны быть надежно прикреплены к водопроводным трубам рядом с точкой входа в здание. Заземляющий провод, который свободно обвязан вокруг трубы, не подходит.
- Газовые трубы никогда не должны использоваться в качестве заземляющих проводов. Они обычно сделаны из пластика снаружи дома и содержат горючие газы, которые могут воспламениться при воздействии электрического тока.
 Они обычно сделаны из пластика снаружи дома и содержат горючие газы, которые могут воспламениться при воздействии электрического тока.
Они обычно сделаны из пластика снаружи дома и содержат горючие газы, которые могут воспламениться при воздействии электрического тока.Металлическая подземная водопроводная труба, которая находится в прямом контакте с землей на расстоянии 10 футов (3048 мм) или более, включая любые обсадные трубы, эффективно прикрепленные к трубе и является электрически непрерывным путем соединения вокруг изоляционных стыков или изоляционной трубы с точками соединения проводника заземляющего электрода и проводов заземления, считается заземляющим электродом.Внутренние металлические водопроводные трубы, расположенные на расстоянии более 5 футов (1524 мм) от входа в здание, не должны использоваться как часть системы заземляющих электродов или как проводник для соединения электродов, которые являются частью системы заземляющих электродов.
Редкие заземляющие электроды
Вышеупомянутые заземляющие электроды составляют подавляющее большинство систем заземления, с которыми сталкиваются инспекторы. Два описанных ниже электрода встречаются гораздо реже, хотя они признаны IRC.Инспекторы могут не иметь возможности проверить их присутствие. IRC 2006 объясняет их следующим образом:
Пластинчатые электроды
Пластинчатые электроды, которые подвергают воздействию внешней почвы не менее 2 квадратных футов (0,186 м2) поверхности, следует рассматривать как заземляющий электрод. Электроды из железных или стальных пластин должны иметь толщину не менее 1⁄4 дюйма (6,4 мм). Электроды из цветного металла должны иметь толщину не менее 0,06 дюйма (1,5 мм). Пластинчатые электроды должны быть установлены на глубине не менее 30 дюймов (762 мм) от поверхности земли.
Кольцевые электроды заземления
Кольцо заземления, окружающее здание или сооружение, находящееся в прямом контакте с землей на глубине ниже поверхности земли не менее 2,5 футов, состоящее из не менее 20 футов неизолированного медного проводника не меньше чем № 2 считается заземляющим электродом.
Таким образом, можно использовать различные заземляющие электроды в домашних условиях для безопасного отвода непредвиденных электрических зарядов от мест, где они могут причинить вред.Инспекторы должны знать, чем они отличаются друг от друга, и быть готовыми выявлять дефекты.
Разработка печатных и гибких сухих электродов ЭКГ
Основные характеристики
- •
Гибкие носимые сухие электроды с печатным рисунком были разработаны для контроля сигналов ЭКГ.
- •
Способность сухих электродов была исследована путем измерения сигналов ЭКГ.
- •
Сухой электрод ЭКГ продемонстрировал лучшие характеристики, чем коммерческий мокрый электрод.
- •
Сухие электроды обеспечивают лучший конформный контакт на границе раздела электрод-кожа.
Abstract
Разработаны гибкие носимые сухие электроды с печатью для мониторинга сигналов электрокардиограммы (ЭКГ) без подготовки кожи и использования влажного геля. Чернила в виде чешуек серебра (Ag) были отпечатаны трафаретной печатью на гибкой полиэтилентерефталатной (ПЭТ) подложке для изготовления сухого электрода ЭКГ.Композит многослойные углеродные нанотрубки (MWCNT) / полидиметилсилоксан (PDMS) в качестве проводящего полимера затем был нанесен на печатный Ag-электрод с использованием техники нанесения покрытия на стержень. Характеристики напечатанных электродов были исследованы путем тестирования проводимости композита MWCNT / PDMS и измерения импеданса электрод-кожа для радиусов электродов, изменяющихся от 8 мм до 16 мм. Было замечено, что сухой электрод ЭКГ с наибольшей площадью продемонстрировал лучшие характеристики с точки зрения проводимости композита MWCNT / PDMS, интенсивности сигнала ЭКГ и корреляции по сравнению с коммерческим электродом из влажного серебра / хлорида серебра (Ag / AgCl).Кроме того, была исследована способность сухих электродов ЭКГ для мониторинга сигналов ЭКГ как в расслабленном сидячем положении, так и во время движения объекта, и результаты сравнивались с мокрым электродом ЭКГ из Ag / AgCl (T716). Пока объект находится в движении, отпечатанные сухие электроды были менее шумными и могли лучше определять типичные характеристики ЭКГ в сигналах благодаря лучшему конформному контакту на границе раздела электрод-кожа. Полученные результаты продемонстрировали возможность использования обычного процесса трафаретной печати для разработки гибких сухих электродов ЭКГ для приложений в биомедицинской промышленности.
Пока объект находится в движении, отпечатанные сухие электроды были менее шумными и могли лучше определять типичные характеристики ЭКГ в сигналах благодаря лучшему конформному контакту на границе раздела электрод-кожа. Полученные результаты продемонстрировали возможность использования обычного процесса трафаретной печати для разработки гибких сухих электродов ЭКГ для приложений в биомедицинской промышленности.
Ключевые слова
Сухой электрод ЭКГ
Мониторинг ЭКГ
MWCNT
PDMS
Трафаретная печать
Носимые биомедицинские датчики
Рекомендуемые статьи Цитирующие статьи (0)
Просмотр аннотации© 2018 Авторы. Опубликовано Elsevier B.V.
Рекомендуемые статьи
Ссылки на статьи
Медицинские датчики с сухими электродами с печатью (EXG) | Исследования и инновации
Продукт: Печатные медицинские датчики с сухими электродами
Стадия разработки: Подтверждение концепции и ранний прототип
Основные изобретатели: Massood Z.Аташбар, Амер А. Члайхави, Бину Бэби Наракату, Али Эшкейти, Департамент электротехники и вычислительной техники
Научные публикации: А.А. Chlaihawi et al., Sensing and Bio-Sensing Research 20 (2018) 9–15
Статус лицензии: Доступна лицензия
Статус патента: Опубликована заявка на патент США, ожидает рассмотрения (заявка № 15 / 591,856), Канада Патент № CA 2930837
Ссылка: 2016-008
Электродиагностика (или «EDX») — важная часть современного медицинского мониторинга и диагностики.EDX использует различные типы электромагнитных датчиков, которые производят наблюдаемые сигналы от функций организма, которые вместе называются «EXG». Например, методы EDX включают электрокардиографию, которая использует электрокардиограммы (ЭКГ) для мониторинга сердца, электромиографию (электромиограммы / ЭМГ) для наблюдения за функцией мышечной ткани, электроэнцефалографию (электроэнцефалограмма / ЭЭГ) для активности мозга и электроокулографию (электроокулограмма / ЭОГ) для наблюдения за глазами.
Например, измерение электрокардиограммы (ЭКГ) часто используется для мониторинга электрических сигналов сердца для исследования и диагностики симптомов, связанных с проблемами сердца.Это один из наиболее широко используемых методов медицинской диагностики. В последние годы исследователи сосредоточились на разработке различных конструкций электродов для измерения сигналов ЭКГ, чтобы обеспечить большую чувствительность и надежность измерений.
Одним из наиболее распространенных электродов ЭКГ, используемых в больницах и клиниках, является влажный электрод серебро / хлорид серебра (Ag / AgCl), который имеет хорошую стабильность сигнала. Однако у него также есть некоторые недостатки, такие как необходимость чрезмерной подготовки кожи и сопутствующее раздражение кожи или аллергия, вызванная проводящими гелями, которые дали ему название «мокрый» электрод.Кроме того, во время измерения нагрузки / физической нагрузки проводящий гель часто не может обеспечить адекватный контакт электрода ЭКГ с кожей пациента в течение периода теста, что приводит к артефактам движения и другой неэффективности.
Учитывая эти проблемы, были предприняты значительные отраслевые исследования для разработки «сухих» электродов, которые работают так же или даже лучше, чем мокрые электроды. Некоторые усовершенствованные варианты сухих электродов включают: сухие электроды из ткани из нановолокна, сухие электроды из серебряной нанопроволоки, сухие электроды из токопроводящей ткани и круглые кольцевые электроды для измерений и мониторинга ЭКГ.Эти варианты изготавливаются на подложках, которые являются слишком негибкими для надежного использования без клея или микронаконечников, которые могут повредить кожу. Кроме того, их производство обычно требует изготовления в чистом помещении, что делает их дорогими.
Современные датчики ЭМГ, ЭЭГ, ЭОГ и другие датчики EDX / EXG имеют недостатки, аналогичные тем, которые только что описаны для ЭКГ. Соответственно, было бы выгодно решать такие проблемы с помощью точных, надежных и удобных для пользователя конструкций, которые можно было бы производить массово по низкой цене.
Описание технологии
Исследователи из WMU разработали новый гибкий печатный датчик EXG, который использует проводящие полимеры для измерений EXG. Один из таких примеров электрода ЭКГ показан на рисунках ниже. В проводящем полимере используется смесь полидиметилсилоксана (ПДМС) и углеродных нанотрубок, и он нанесен на проводящий слой серебряных чернил, нанесенный трафаретной печатью на гибкую основу из полиэтилентерефталата (ПЭТ). Датчик ЭКГ не требует подготовки кожи и хорошо работает во время физических упражнений.
В качестве подтверждения концепции исследования несколько сухих электродов ЭКГ WMU были изготовлены с использованием методов печатной электроники. Электроды ЭКГ разного радиуса прикрепляли к предплечью или ноге без сбривания волос и без подготовки кожи. Затем сигналы ЭКГ измерялись в реальном времени во время движения человека. Качество сигнала ЭКГ не зависело от радиуса электрода и было более стабильным и имело меньше шума по сравнению с влажным электродом Ag / AgCl или негибкими сухими электродами ЭКГ.
Эта гибкая печатная технология датчика с сухим электродом для мониторинга ЭКГ и ЭКГ может быть изготовлена по низкой цене, легка и удобна для пациента. Это значительно упрощает и повышает надежность электродов EDX даже при значительном движении пациента (например, при упражнениях, экстренной транспортировке, длительных испытаниях). Характеристики электрода также способствуют более длительному сроку хранения.
Возможные преимущества:
- Чрезвычайно экономичный и надежный.
- Сухой и стабильный, обеспечивает длительный срок хранения.
- Гибкая конструкция обеспечивает комфорт и уменьшает артефакты движения во время длительного тестирования.
- Подготовка кожи и токопроводящие гели не требуются, что позволяет избежать раздражений и аллергических реакций.
- Контролирует сигналы EXG в реальном времени.
Загружаемая версия
КОНТАКТ Стив Вебер
(269) 387-8282
Временный директор по развитию технологий и инноваций
ЭЭГ медицинского уровня к вам домой
Бельгийская компания imec, занимающаяся наноэлектроникой, в сотрудничестве с научно-исследовательским центром Holst разработала беспроводную гарнитуру, способную выполнять такую же электроэнцефалографию (ЭЭГ) медицинского уровня, которая используется в больницах, в домашних условиях.
Все дело в технологии непрерывного мониторинга гарнитуры. Проведение типичной ЭЭГ может быть обременительным и раздражающим процессом. Неправильная установка электродов на объект или любой вид мышечной активности — особенно движение головы и челюсти — могут препятствовать передаче сигнала. Естественно, это приводит к большому количеству проб и ошибок и потере времени, особенно у гиперактивных пациентов, таких как дети, или людей с двигательными или мышечными проблемами.
Текущая технология ЭЭГ измеряет электрическое сопротивление между электродом и кожей перед записью ЭЭГ с использованием влажных электродов, в которых используется гель для адгезии и уменьшения сопротивления кожи.Весь процесс может быть немного запутанным, а также занимать много времени по сравнению с другими технологиями визуализации, такими как фМРТ, поскольку электроды тщательно регулируются до тех пор, пока все они не будут иметь надлежащий электрический контакт с кожей.
Напротив, в наушниках imec для ЭЭГ используются сухие электроды. Сухие электроды не требуют геля, но они не так надежны, как их влажные аналоги, и имеют более высокое отношение сигнал / шум из-за повышенного импеданса при прямом контакте с кожей. Задача сухих электродов состоит в том, чтобы преодолеть это, а также учесть дополнительный импеданс, создаваемый артефактами движения.
Гарнитураimec решает эту проблему за счет совместной работы нескольких механизмов. Первый — это предварительное усиление, применяемое к месту измерения с использованием того, что Бернард Грюндленер, менеджер программы imec по носимой ЭЭГ, назвал «активными электродами», которые способны непрерывно измерять этот электрический контактный импеданс — даже во время измерения ЭЭГ и без влияющие на сигнал ЭЭГ. «Эти так называемые« активные электроды »не позволяют проводке между электродом и основным усилителем улавливать все виды электромагнитных помех, включая шум линии электропередачи», — сказал Грюндленер.
Используя адаптивный фильтр в корреляции с полосовой фильтрацией, гарнитура imec может эффективно создавать сигнал EGG с любым импедансом, вызванным вычтенными из него артефактами движения. «Корреляция между артефактами движения и сигналом импеданса очень высока, и мы успешно использовали этот сигнал импеданса для уменьшения амплитуды артефактов движения в сигнале ЭЭГ», — сказал Грюндленер.
«Корреляция между артефактами движения и сигналом импеданса очень высока, и мы успешно использовали этот сигнал импеданса для уменьшения амплитуды артефактов движения в сигнале ЭЭГ», — сказал Грюндленер.
Наделение гарнитуры беспроводными возможностями вызвало ряд проблем.«Мы используем стандартные технологии Bluetooth и Bluetooth с низким энергопотреблением, которые в сочетании с очень чувствительным усилителем ЭЭГ могут быть очень сложными», — сказал Грюндленер. «Излучаемая радиочастотная [РЧ] мощность может быть легко уловлена системой, что приведет к всплескам шума в спектре сигнала ЭЭГ».
Решение было тщательно продумано, чтобы обеспечить расположение печатных плат и разъемов таким образом, чтобы исключить помехи Bluetooth. «Дополнительным преимуществом было то, что наша система стала невосприимчивой не только к собственному излучению Bluetooth, но и к радиочастотному излучению от других источников, таких как мобильный телефон, что позволило проверять Facebook или принимать телефонные звонки во время измерения ЭЭГ», — сказал Грюндленер. .
imec в настоящее время сотрудничает с партнерами из различных отраслей, которые могут вывести гарнитуру на рынок. Поскольку компания предлагает основные строительные блоки, в том числе миниатюрный электронный модуль, прошивку и API для Android, iOS, Windows и OS X, вполне вероятно, что разработчики смогут найти приложения для гарнитуры в различных областях здравоохранения, а также в областях фитнес, велнес и развлечения. Исследование 2007 года показало, что нейробиоуправление с помощью ЭЭГ может быть сопоставимо с лекарственным лечением СДВГ, а другие исследования показали его эффективность в уменьшении эпилептических припадков.Представьте себе, что такое неинвазивное лечение адаптировано для домашнего использования.
Grundlehner сказал, что, хотя imec развивает партнерские отношения вокруг устройства, она также продолжает итерировать и улучшать его. «В настоящее время мы уделяем особое внимание повышению комфорта системы за счет использования нового типа сухих электродов из токопроводящей резины и еще большей миниатюризации системы. Мы также разрабатываем новые формы сотрудничества с больницами для проверки нашей системы в различных сценариях использования.”
Инженеры-конструкторы и профессионалы, самое важное мероприятие в области дизайна, инноваций и производства на Западном побережье, Pacific Design & Manufacturing, проходит в Анахайме с 10 по 12 февраля 2015 года. ваш шанс встретиться с квалифицированными поставщиками, получить практический доступ к новейшим технологиям, получить информацию о программе конференций мирового уровня и расширить свою сеть. (Возможно, вы даже встретите редактора Design News.) Узнайте больше о Pacific Design & Manufacturing здесь.
Крис Уилтц — управляющий редактор Design News .
Как хранить, очищать и восстанавливать pH-электроды от Cole-Parmer
Уход за pH-электродами обеспечит их правильное функционирование, а также продлит их срок службы. Прочтите следующий праймер о лучших методах хранения, очистки и восстановления электродов:
Для достижения наилучших результатов всегда держите лампу pH влажной, предпочтительно в растворе для хранения или при pH 4.01 с добавлением 1/100 части насыщенного хлорида калия (KCl). Другие pH-буферы или водопроводная вода являются приемлемыми носителями для хранения, но избегайте хранения в дистиллированной воде, потому что это приведет к истощению гидратного слоя многоразовых электродов и уменьшению срока службы одноразовых электродов. Уровень электролита во внешней полости должен быть выше уровня измеряемого раствора. Бутылку для хранения электродов можно использовать как для кратковременного, так и для длительного хранения.
Чтобы повторно использовать емкость для хранения, прилагаемую к электроду, наденьте крышку, а затем уплотнительное кольцо на электрод, вставьте электрод на полпути в емкость, содержащую раствор для хранения (или смесь 50:50 4 M хлорида калия и pH 4. стандартный буфер) и аккуратно закрутите крышку.Закройте заливное отверстие на устройствах, заполненных жидкостью. (Вставка непосредственно в узел крышки / бутылки с установленной крышкой / уплотнительным кольцом может привести к повреждению электрода, повредив соединение, или может возникнуть давление и вызвать вытекание накопительной жидкости в электрод.)
стандартный буфер) и аккуратно закрутите крышку.Закройте заливное отверстие на устройствах, заполненных жидкостью. (Вставка непосредственно в узел крышки / бутылки с установленной крышкой / уплотнительным кольцом может привести к повреждению электрода, повредив соединение, или может возникнуть давление и вызвать вытекание накопительной жидкости в электрод.)
Если электрод имеет не гидратирован (т.е. помещен в раствор более чем на один час), дайте электроду пропитаться буфером (предпочтительно с pH 4) перед стандартизацией или измерением. Это поможет оптимизировать и восстановить тонкий слой гидратации на измерительной лампе, который имеет решающее значение для измерения pH.
ПРИМЕЧАНИЕ. Электроды не следует хранить дольше шести месяцев. Электродный шток следует соответственно повернуть.
Механически неповрежденные электроды без сломанных частей часто можно восстановить до нормального состояния с помощью одной из следующих процедур:
- Общая очистка: Замочите электрод в разбавлении 1:10 бытового отбеливателя для стирки в 0,1-0,5% жидкости. раствор моющего средства в горячей воде при интенсивном перемешивании в течение 15 минут.Поместите соединение под струю теплой воды из-под крана на 15 секунд. Слейте / снова заполните эталонную камеру. Погрузите электрод в раствор для хранения не менее 10 минут.
- Солевые отложения: Растворите отложения, погрузив электрод в 0,1 М HCl на пять минут с последующим погружением в 0,1 М NaOH на пять минут и тщательной промывкой дистиллированной водой.
- Масляные / консистентные пленки: промойте колбу pH электрода в мягком моющем средстве или метаноле. Промойте наконечник электрода дистиллированной водой.
- Засоренный контрольный спай: нагрейте разбавленный раствор KCl до 60–80 ° C.Поместите контрольную часть pH-электрода в нагретый раствор KCl примерно на 10 минут. Дайте электроду остыть, пока он находится в ненагретом растворе KCl.
- Белковые отложения: Растворите отложения, погрузив электрод в 1% раствор пепсина с фоном 0,1 М HCl на пять минут с последующей тщательной промывкой дистиллированной водой.
- Воздушные пузырьки: если в электроде появляются пузырьки воздуха (особенно с микроэлектродом и узкими электродами в пробирке), откройте заливное отверстие, возьмите кабель зонда на расстоянии около 18 дюймов от соединения с электродом и вращайте по кругу. движение над головой (как вертолет) около минуты.Центробежная сила должна подтолкнуть воздушный пузырь к заливному отверстию / верхней части электрода.

После любой из этих специальных процедур очистки не забудьте слить / снова наполнить эталонную камеру, если она подлежит повторному наполнению. Перед использованием замочите электрод в растворе для хранения не менее 10 минут. Если с помощью этих шагов не удалось восстановить нормальный отклик электрода, замените электрод.
Старые электроды или электроды, которые хранились сухими, возможно, потребуется «восстановить». Восстановите электрод, погрузив его в pH 4.01 буфер или раствор для хранения электродов в течение не менее 30 минут.
Вот и другие советы по восстановлению или восстановлению электрода:
Часто электроды используются там, где требуется регулярная очистка электрода или электрода сравнения. Эти приложения обычно связаны с очень жесткой водой (с высоким содержанием накипи), грязными образцами, такими как суспензия почвы, вязкие материалы или образцы с высоким содержанием масла и белка.
Как и при любой процедуре с использованием сильнодействующих химикатов, надевайте соответствующую защитную одежду и очки и обеспечивайте соответствующую вентиляцию. Эти процедуры не рекомендуются лицам, не знакомым или не умеющим использовать безопасные методы с использованием этих химикатов: моющие средства, HCl (соляная кислота), NaOH (гидроксид натрия).
Метод 1. Погрузите электрод в 0,4 M HCl (соляной кислоты) на 10 минут, затем промойте электрод деионизированной или дистиллированной водой. Это должно удалить любой органический белок со стеклянного электрода и поверхности электрода сравнения.
Метод 2: Замочите электрод в 3.8 или 4,0 М раствор KCl (хлорид калия), нагретый до 50 ° C в течение одного часа. Дайте раствору KCl остыть до комнатной температуры, затем промойте электрод деионизированной или дистиллированной водой. Это откроет и очистит электрод сравнения от всех загрязнений.
Метод 3. Погрузите электрод в буферный раствор с pH 4,01, нагретый до 50 ° C в течение одного часа. Дайте буферному раствору остыть до комнатной температуры, затем промойте электрод деионизированной или дистиллированной водой. Это откроет и очистит электрод сравнения.
Метод 4. После каждого использования ополаскивайте электрод в 0,5 N или 1% HCl. Если у вас скопились масляные или белковые загрязнения, попробуйте намочить электрод в теплом водном растворе моющего средства. Для этого идеально подходят обезжиривающие средства для мытья посуды или предварительная стирка для удаления пятен (подойдет любой бренд). Если налипание сильное, может потребоваться ночная замачивание. Затем промойте электрод в деионизированной или дистиллированной воде и погрузите в течение 10 минут в 1% HCl. Снова промойте электрод деионизированной или дистиллированной водой, а затем откалибруйте с помощью буферов pH.Если электрод калибруется для буферов, его можно использовать в тестах. Если электрод не может быть откалиброван даже после попыток его очистки, его необходимо заменить.
Метод 5: Для удаления белка замочите электрод в растворе ферментного очистителя контактных линз на ночь. Ферменты удаляют белки из стекла и пластика.
Ищите часть 2 в этой серии, Устранение неисправностей pH-электродов
Сравнение волноводных сухих электродов с защитой от прикосновения и обычных гелевых электродов по физиологическим парадигмам
| Проф.Доктор. Дэвид Лили | Д-р Левин Кульманн |
Введение
Профессор Дэвид Лили и доктор Левин Кульман из Центра психофармакологии человека Технологического университета Суинберна работали над объединением записей МЭГ и ЭЭГ для оптимизации лечения пациентов, страдающих эпилепсией. Они являются партнерами в совместном исследовании с одной из крупнейших программ хирургической эпилепсии взрослых в Австралии (SVHM) и нацелены на более быструю подготовку пациентов, наложение колпачков и оцифровку электродов, которые очень необходимы для интраоперационной записи ЭЭГ высокой плотности у пациентов с эпилепсией.
Они являются партнерами в совместном исследовании с одной из крупнейших программ хирургической эпилепсии взрослых в Австралии (SVHM) и нацелены на более быструю подготовку пациентов, наложение колпачков и оцифровку электродов, которые очень необходимы для интраоперационной записи ЭЭГ высокой плотности у пациентов с эпилепсией.
Была проведена многоцентровая программа для оценки и сравнения качества сигнала сухого электрода, обеспечиваемого защитным сенсором wave , с традиционными гелеобразными датчиками Ag / AgCl.
Были извлечены и исследованы соответствующие физиологические парадигмы, такие как моргание глаз, появление зрительного вызванного потенциала (ЗВП), морфология и топография, а также спектры ЭЭГ в состоянии покоя.
Метод
В этом исследовании были зарегистрированы ЭЭГ высокой плотности 20 здоровых взрослых (10/10 мужчин / женщин).Группа населения колебалась от 23 до 60 лет. старые и не страдали психиатрическими / неврологическими проблемами или кожными заболеваниями. Ни на одном из участников не было макияжа, и у всех испытуемых была окружность головы от 53,5 до 59,7 см. Все участники вымыли и высушили волосы перед первой записью электрода. ЭЭГ регистрировали последовательно с помощью:
- A 64 канала wave guard touch dry колпачок электрода
- A 64-канальный wave guard оригинальный обычный колпачок
- A 64-канальный усилитель eego
Для каждого участника были получены записи сухих и гелеобразных материалов последовательно, начиная с 5-минутной ЭЭГ покоя (глаза закрыты и глаза открыты), 20 морганий глаз в течение 40 секунд и VEP с изменением паттерна в соответствии со стандартом ISCEV 2010.
На рисунках 1 и 2 показана схема эксперимента и защитное касание wave , которое использовалось в этом эксперименте.
| Рисунок 1: установка эксперимента | Рисунок 2: wave guard touch |
Данные ЭЭГ
Моргание глаз и ЭЭГ покоя
На рис. 3 показаны мигания глаз, записанные у двух типичных пациентов с использованием сухих и обычных гелевых электродов. Синим цветом обозначена обычная крышка, а красным — крышка сухого электрода.
3 показаны мигания глаз, записанные у двух типичных пациентов с использованием сухих и обычных гелевых электродов. Синим цветом обозначена обычная крышка, а красным — крышка сухого электрода.
На рис. 4 показаны ЭЭГ в состоянии покоя двух типичных субъектов в частотной области. У первого испытуемого заметно усиление альфа-диапазона при закрытых глазах. Наложение гелеобразных и сухих записей показывает одинаковую физиологию для каждого субъекта во время сеансов с открытыми и закрытыми глазами.
Рисунок 4: Данные ЭЭГ покоя для типичных участников, сравнивающих гелевые (синий) и сухой (красный) электроды.Морфология ВЭП и топография ВЭП
Записи в сухом и гелеобразном состоянии также сравнивались по их характеристикам в отношении морфологии и топографии VEP. Как показано на наложенном графике на Рисунке 5 и Рисунке 6, формы сигналов для сухих и гелеобразных электродов были качественно аналогичными.
Рисунок 5: Морфология VEP, записанная у двух типичных участников. Рисунок 6: Топография VEP у двух типичных пациентов с использованием гелеобразных (слева) и сухих (справа) электродов.Задержка P1 и амплитуда P1
Сопоставимые результаты были получены для обычных гелеобразных и сухих электродов при рассмотрении латентности P1.Наблюдаемая задержка P1 для влажных электродов составляла 109,7 мс, тогда как задержка P1 для сухих электродов составляла 110,2 мс. Статистически значимой разницы в латентности P1 не наблюдалось при сравнении влажных и сухих электродов (p = 0,46; двусторонний парный t-критерий).
Амплитуда P1 также была аналогичной для препаратов мокрого и сухого колпачков со средними значениями 11,95 мкВ и 11,35 мкВ для влажных и сухих электродов, соответственно. Не удалось обнаружить статистически значимой разницы в амплитуде P1 между влажным и сухим случаями (p = 0. 29; двусторонний, парный t-тест).
29; двусторонний, парный t-тест).
Отклоненные электроды
В этой установке процент испытаний, которые были отклонены на основании визуального осмотра сухого сигнала ЭЭГ, примерно на 12% выше по сравнению с традиционной записью с гелевым покрытием.
Более того, процент участников, у которых были отклонены определенные электроды, выше при использовании сухих электродов. Это не редкость для сухих электродов и может быть вызвано такими причинами, как форма головы и прическа участников.Модуль коррекции артефактов в программном обеспечении eego может использоваться для решения этой проблемы с помощью метода SPHARA. Для вызванных потенциалов многие проблемы с артефактами решаются путем проведения большого количества испытаний.
Уровни сопротивления
Были явные различия между порогами импеданса для гелеобразных электродов и сухих электродов. Уровни импеданса для обычных гелеобразных электродов составляли от 1 кОм до 18 кОм, тогда как импеданс для сухих электродов в рабочем режиме составлял от 25 кОм до 1 МОм.Анализ сигналов показал, что сухие электроды могут хорошо работать при более высоких импедансах благодаря технологии активного экранирования и в сочетании с усилителями eego
.
Сводка
В этом многоцентровом исследовании сравнивали защитный кожух wave с сухими электродами с обычными гелеобразными колпачками. Электрофизиологически не было обнаружено статистически значимых различий между сухими и гелеобразными электродами при сравнении важных показателей VEP с изменением паттерна, и качественно похожие формы волны моргания глаз, VEP с обращением паттерна и спектры ЭЭГ в покое наблюдались для обоих препаратов.
Основываясь на этих результатах, мы можем утверждать, что защитный сенсорный колпачок ANT wave значительно сокращает время настройки, обеспечивая при этом высококачественные данные ЭЭГ. Это отличная альтернатива обычным гелевым сенсорам для исследовательских целей.