Бак из нержавейки своими руками
Печь с баком для воды удобнее и функциональнее, чем обычная печь. Вода пригодится для разных целей: замачивания веника, поливания камней, ополаскивания после банных процедур и мытья помещений.
Преимуществом бака для воды является то, что в этом случае жидкость нагревается без дополнительной траты электричества или газа, что избавляет от лишних трат. Кроме того, наличие емкости избавляет от необходимости устанавливать водонагреватель, что также уменьшает бюджет на постройку и использование бани.
Емкости могут быть самыми разными: они отличаются формой, местом расположения и, конечно, материалом. Наиболее популярным, бюджетным вариантом являются баки для бани из нержавейки, имеющие ряд неоспоримых достоинств.
Содержание
- Бак из нержавейки: особенности и преимущества
- Как сделать баки из нержавейки своими руками?
- Шаг 1. Выбираем материал для бака для бани из нержавейки
- Шаг 2. Определяемся с размерами и типом бака
- Шаг 3.
 Изготавливаем бак из нержавейки своими руками
Изготавливаем бак из нержавейки своими руками
Бак из нержавейки: особенности и преимущества
Всего на рынке можно увидеть три вида емкостей для бани: из чугуна, нержавеющей стали и эмалированного материала. Бак из нержавейки для бани считается наиболее приемлемым решением, поскольку он имеет оптимальное соотношение цены-качества.
Нержавейка обладает высоким уровнем теплопроводности, благодаря чему нагревание воды происходит в короткие сроки. Баки из этого материала не нуждаются в дополнительной защите от высокой влажности и прекрасно выдерживают условия, характерные для парной в бане.
Не менее важным является и то, что баки из нержавейки для бани хорошо переносят сильные температурные перепады. Материал не подвергается коррозии, благодаря чему он имеет длительный срок службы.
Если сравнивать с баком из эмали, то преимущество нержавейки очевидно: если на эмали появятся царапина или трещина, то емкость нужно менять, бак из стали устойчив к механическим воздействиям, он не деформируется и сохраняет свою первоначальную форму.
По сравнению с чугунными емкостями бак также имеет свои преимущества: он обладает меньшей массой, поэтому подойдет для разных печей, гораздо дешевле, и сделать его своими руками проще. Уступает бак для воды из нержавейки лишь в том, что в нем быстрее остывает вода, чем в чугунной емкости, но нагревается она быстро, поэтому этот недостаток считается несущественным.
Как сделать баки из нержавейки своими руками?
Если вы не хотите приобретать готовую печь с емкостью, то можно сделать печь с баком для бани своими руками.
Шаг 1. Выбираем материал для бака для бани из нержавейки
Бак может прослужить вам верой и правдой долгие годы, но лишь в том случае, если он будет сделан правильно и из качественных материалов. Сталь может быть разной, для емкости, используемой в бане, нужно применять нержавеющую сталь, подходящую для производства посуды: 8-12X18h20 (304) и 08X17 (430). Она должна быть устойчивой к воздействиям экстремально высоких температур, не деформироваться в условиях большой влажности и быть простой в уходе.
Большая часть баков из нержавеющей стали, представленных в магазинах, изготовлена из стали толщиной 1 мм. Для того чтобы сделать емкость своими руками, лучше выбирать листы толще – около 1,2-1,8 мм (в зависимости от объема емкости: чем он больше, тем толще материал нужен).
Дешевый и простой вариант изготовления бака – это отрезок бесшовной нержавеющей трубы. Этот вариант обладает рядом преимуществ:
- отсутствие необходимости кроить листы металла, подгонять их по размеру, что снижает вероятность ошибки и ускоряет процесс;
- минимальное применение сварки, что делает изготовление бака более простым.
Шаг 2. Определяемся с размерами и типом бака
Баки из нержавейки для воды бывают нескольких видов, в зависимости от варианта их монтажа: встроенный, выносной, навесной и на дымоходе.
Встроенный бак нужно планировать в момент того, когда вы строите печь, т. к. они являются единой конструкцией. Преимуществом такой емкости является быстрый нагрев воды, но учтите, что большая часть тепла будет уходить именно на подогрев, поэтому теплоотдача печи уменьшится.
Выносной бак для печи – это практичный и удобный в использовании вариант. Его можно сделать уже к готовой печи.
Удобным является и то, что выносной бак можно монтировать в моечной, а с печью соединить с помощью труб и теплообменника. В этом случае вам не придется бегать в парную за водой, чтобы помыться после банных процедур.
Бак на трубу для бани из нержавейки обеспечивает быстрый нагрев воды, а также поддержку ее высокой температуры.
Навесной бак монтируется на одну из стенок печи. В нем максимально быстро нагревается вода и закипает. Недостаток в том, что из-за этого воздух в парной становится более тяжелым.
Далее нужно определиться с объемом емкости. Его выбирают исходя из того, какой количество людей одновременно будет находиться в парной. В среднем на одного человека рекомендуется иметь 20-25 л воды. Если вы планируете париться семьей около 3 человек, то вам подойдут баки для воды из нержавейки примерно на 50-80 л, для компаний больше 5 человек нужно выбирать емкости более 100 л.
Шаг 3. Изготавливаем бак из нержавейки своими руками
Как уже говорилось, простой вариант – это использовать трубу. Если вы планируете устанавливать емкость на дымоход, то нужно брать для изготовления бака трубу, чей диаметр больше, чем у дымохода.
С помощью болгарки следует отрезать нужную длину трубы. Чтобы края были более аккуратными, обработайте их ручной бормашиной, напильником или наждачной бумагой.
Если вы изготавливаете емкость из листов, то нужно сделать разметку и вырезать заготовки.
На следующем этапе необходимо приготовить крышку и дно для емкости. Для этого нужно начертить на листе нержавейки два круга нужных размеров и вырезать их.
Если бак будет установлен на дымоходе, то подготовьте отверстия под трубу.
Сделайте также отверстие для крана, если планируете его монтировать. Далее нужно с помощью сварки соединить детали. Следите, чтобы швы были максимально аккуратными и ровными. После их нужно зачистить.
Крышку бака необязательно приваривать, удобнее, если она будет съемной. Для ее присоединения вам понадобятся болты.
Для ее присоединения вам понадобятся болты.
Следующий этап – подготовка отверстий для подвода и отвода воды. Подготовить их можно с помощью обычной дрели. К ним нужно приварить патрубки, к которым будут подключены водопроводные трубы.
Видео – как сварить бак из нержавейки своими руками:
Баки для воды в баню из нержавейки сделать своими руками вполне реально. Если вы опытный сварщик, то можете изготовить емкость из отдельных листов стали, если у вас еще небольшой опыт, то лучше использовать трубу. Но если вы не уверены в своих силах, то рекомендуем купить нержавеющий бак для воды, т. к. плохо сделанные стыковочные швы приведут к тому, что емкость начнет быстро протекать.
Как самостоятельно сварить бак для воды из металла? Инструкция
Время чтения: 6 минут
Любой, у кого есть дача или загородный дом, рано или поздно сталкивается с проблемами удобного водоснабжения. Кто-то хочет организовать сбор дождевой воды, кому-то необходимо хранение водопроводной воды для полива огорода, а кто-то просто хочет иметь запас жидкости для уличного душа или других бытовых нужд. В таких случаях спасают специальные баки, которые предназначены для хранения воды. В том числе длительного.
В таких случаях спасают специальные баки, которые предназначены для хранения воды. В том числе длительного.
В магазинах представлено множество разновидностей баков для воды. Они отличаются размером, материалом изготовления и, конечно, ценой. Самый простой вариант — покупка готового бака. Но не самый бюджетный.
А ведь каждому дачнику хочется по возможности сэкономить, сделав что-то своими руками. Самостоятельное изготовление накопительного бака — дело несложное. Если у вас есть минимальные навыки владения сварочным аппаратом, то емкость для воды вполне можно делать самому.
В этой статье мы расскажем, как сделать бак для сбора и хранения воды самостоятельно.
Содержание статьи
- Общая информация
- Самодельный бак для воды
- Подготовительный этап
- Сварка бака
- Рекомендации мастеров
- Вместо заключения
Общая информация
Для чего вообще необходимы емкости для воды из металла или любого другого материала? Ответ на этот вопрос очевиден, однако для некоторых он остаётся открытым. Дело в том, что каждый использует накопительные баки по-своему. Их цель — собирать и хранить воду для дальнейшего использования. А как и в каком виде вы будете это делать — решать только вам.
Дело в том, что каждый использует накопительные баки по-своему. Их цель — собирать и хранить воду для дальнейшего использования. А как и в каком виде вы будете это делать — решать только вам.
Бак может иметь различную форму, в зависимости от его назначения. Обычный прямоугольный большой накопитель можно использовать для сбора дождевой воды. Для летнего душа можно использовать плоский невысокий бак, который легко монтируется сверху на металлический каркас. Все зависит от цели применения.
Нередко в качестве такого накопительного бака используют обычные металлические бочки. Это практичный и недорогой вариант, но не всегда удобный. Особенно из-за его открытого верха, через который в воду попадают насекомые, а на стенках бака образуются растения и ржавчина. Еще его можно использовать для сбора дождевой воды только в том случае, если у вас организованы водостоки и есть возможность повести трубу прямо к бочке.
Чтобы не мучиться с бочками, умельцы изготавливают самодельные металлические баки. У них простая конструкция и невысокая стоимость. Ниже вы можете видеть один из возможных чертежей накопительного бака. Эта емкость небольшая по размеру, но достаточно объемная и вмещает в себя до 200 литров воды.
У них простая конструкция и невысокая стоимость. Ниже вы можете видеть один из возможных чертежей накопительного бака. Эта емкость небольшая по размеру, но достаточно объемная и вмещает в себя до 200 литров воды.
Самодельный бак для воды
Подготовительный этап
Прежде всего, у вас должен быть чертеж, по которому нужно заранее вырезать из металла нужные заготовки. В интернете полно чертежей, вы можете использовать любой из них, либо тот, который указан выше.
Лучше делать бак для дома и бак для бани из нержавейки. Нержавеющая сталь обладает стойкостью к коррозии и образованию растений на стенках, что важно при нерегулярном использовании емкости (например, только летом). В качестве материала можно брать металл с толщиной стенки около 2 миллиметров, этого будет достаточно.
У емкости обязательно должен быть расширительный бак, в который будет сливаться лишняя жидкость. В противном случае накопительная емкость может деформироваться из-за избыточного давления.
 Расширительный бак можно сделать из тех же материалов.
Расширительный бак можно сделать из тех же материалов.Если финансы не позволяют использовать нержавейку, можно приобрести сталь (техническую или пищевую). Она дешевле. Но с коррозией справляется в разы хуже. Имейте это ввиду.
Сварка бака
Перейдем к вопросу, как правильно заварить бак.
Лучше проводить работу с напарником. Один будет варить, а другой — держать заготовки под нужным углом. Также рекомендуем подложить под будущее дно кирпичи или доски, чтобы плоскость была ровной.
Нержавейку варить непросто, нужно иметь хотя бы минимальный опыт. Тогда работа может получиться более-менее качественной. Используйте сварку в среде аргона вольфрамовыми электродами или проволокой из нержавеющей стали.
Так швы получатся качественнее и надежнее. В теории бак можно сварить и обычным инвертором в паре с плавящимися электродами, но в таком случае нужно быть не просто любителем, а как минимум практикующим сварщиком.
Состыкуйте дно и одну из стенок, сделайте прихватки. Вообще всю конструкцию можно собрать с помощью прихваток, а затем снова пройтись и сделать нормальные швы. Это проще и быстрее, чем сразу варить качественный шов в домашних условиях.
Вообще всю конструкцию можно собрать с помощью прихваток, а затем снова пройтись и сделать нормальные швы. Это проще и быстрее, чем сразу варить качественный шов в домашних условиях.
Сварку можно выполнять как внутри, так и снаружи. Наружные швы легче шлифовать. Следите, чтобы металлические заготовки были плотно состыкованы. Избегайте непроваров. И будьте готовы, что при сварке большого бака на работу может уйти целый день.
Чтобы усилить конструкцию, можно использовать металлические уголки внутри бака или снаружи. Для спуска воды внизу бака нужно приварить металлическую трубу необходимого вам диаметра, и установить кран.
Перед полноценным использованием бака рекомендуем проверить его герметичность. Приготовьте мыльный раствор и нанесите его на внешние стыки заготовок. С другой стороны швов необходимо нанести керосин и подождать. Если спустя время на поверхности шва, где нанесен меловой раствор, появились пятна, значит соединение не герметичное.
А вода способна затечь в любое, даже самое маленькое отверстие, и со временем разрушить конструкцию. Поэтому рекомендуем заново проварить швы. Они уже не будут такими качественными, как если бы вы сделали их в первого раз, но повторная сварка спасет бак от преждевременного разрушения.
Поэтому рекомендуем заново проварить швы. Они уже не будут такими качественными, как если бы вы сделали их в первого раз, но повторная сварка спасет бак от преждевременного разрушения.
Рекомендации мастеров
Мы собрали несколько советов от профессиональных сварщиков. Они пригодятся новичкам и дачным умельцам.
В качестве материала лучше использовать нержавеющую сталь марки 8-12Х18Н10 или AISI 430 08Х17. Эти марки лучше всего подходят для хранения воды, в том числе длительного. Однако, перед зимой воду все же лучше слить.
Перед сваркой бака для воды из нержавейки, необходимо определиться с его объемом и исходя из этого сделать чертеж. Для бани будет достаточно бака до 60 литров на двух-трех человек. В среднем на одного человека необходимо около 20-30 литров воды.
Лучше отказаться от идеи сварить бак для воды из алюминия. В домашних условиях непросто сделать герметичные качественные швы. Нержавейку тоже непросто варить, то эта задача вполне выполнима. А вот для работы с алюминием вам понадобится опыт и хороший сварочный аппарат.
Нержавейку тоже непросто варить, то эта задача вполне выполнима. А вот для работы с алюминием вам понадобится опыт и хороший сварочный аппарат.
В зависимости от размеров бака и вашего опыта весь процесс может занять от пары часов до нескольких дней. Если вы раньше никогда не варили, лучше потренируйтесь на ненужных кусках металла. Ведь нержавеющая сталь — это далеко не дешевый материал. И вряд ли вы обрадуетесь, если по незнанию сварите бак с дефектными швами, и он окажется непригодным к использованию.
Вместо заключения
Покупной бак из пластмассы или металла — это отличный выбор, если вы готовы переплатить и не хотите тратить время на самоделки. Однако, в современных реалиях дачники все чаще самостоятельно собирают накопительные емкости для воды. Сварочные аппараты стоят недорого и есть в арсенале у многих домашних мастеров. С их помощью можно за день сварить бак любого необходимого объема.
Но мало просто прихватить заготовки друг к другу. Важно правильно сварить емкость, сформировать качественные соединения. Швы должны быть абсолютно герметичными, без дефектов. Иначе конструкция проживет недолго и разрушится от воздействия воды. После сварки соединения можно проверить с помощью мыльного раствора и керосина. Метод очень действенный, о нем мы рассказывали выше.
Швы должны быть абсолютно герметичными, без дефектов. Иначе конструкция проживет недолго и разрушится от воздействия воды. После сварки соединения можно проверить с помощью мыльного раствора и керосина. Метод очень действенный, о нем мы рассказывали выше.
Это все, что мы хотели рассказать о сварке баков. Ниже в комментариях вы можете рассказать о своем опыте сборки накопительного бака для воды из нержавейки и поделиться полезными рекомендациями. Они пригодятся для многих новичков. Желаем удачи!
Бак из нержавейки — Ручная дуговая сварка — ММA
#1 Виктор 69
Отправлено 21 November 2015 22:30
ребята тема простая, как варить нержавейку, какие электроды это всё понятно, вопрос в другом это вопрос — баня, вода, нержавейка(смотря какая). заказчик просит заварить бак из нержавейки, бак от покупной печи для согревания воды в бане, выглядит просто труба в трубе донышко — крышка , патрубки 3/4 всё это на заводе сварено герметично, какое то время это работало, несколько топок, а потом всё,кирдык. разбираю — смотрю — пробую заварить, прблема во внутренней трубе которая одновременно соприкасается и с дымовыми газами (400 градусов примено) и с водой, та часть трубы которая без воды целая, та часть трубы где вода вся в микро трещинах, компресором давнул и в узас прищёл, как сито , на глаз не увидишь. поробовал заварить , шов идеальный но рядом со швом новая микро трещина.
разбираю — смотрю — пробую заварить, прблема во внутренней трубе которая одновременно соприкасается и с дымовыми газами (400 градусов примено) и с водой, та часть трубы которая без воды целая, та часть трубы где вода вся в микро трещинах, компресором давнул и в узас прищёл, как сито , на глаз не увидишь. поробовал заварить , шов идеальный но рядом со швом новая микро трещина.
В итоге этот бак на выброс, куплен другой и он ходит. понятно что из-за марки стали, эта байда.
и другой вопарос надо сварить бак для бани из зеркальной нержавейки марки 2в 430 (12Х17 наш аналог) толщина 3 мм ,проблема и сомнения терзают , конструкция данного бака практически такаяже как и в первом случае, бак размерами 500*450*450 мм и сквозь бак труба от дымохода из этоиже нержавейки , боюсь нарватся на микро трещины, знаю что пока не попробую не узнаю, может кто варил подобное из подобного посоветуйте.
- Наверх
- Вставить ник
#2 Георгий 11
Отправлено 21 November 2015 23:02
Виктор 69,ну да,варили мучались. 430 наверное выбирают из за дешевизны,но варить я бы не взялся,можно попробовать своим телом,но время-деньги,не до проб.И кстати про бак вышеописанный,не в брянске ли его делали?Приносили аналогичный,с такой же проблемой,на магнит проверил-магнитится,даже смотреть дальше не стал.
430 наверное выбирают из за дешевизны,но варить я бы не взялся,можно попробовать своим телом,но время-деньги,не до проб.И кстати про бак вышеописанный,не в брянске ли его делали?Приносили аналогичный,с такой же проблемой,на магнит проверил-магнитится,даже смотреть дальше не стал.Сообщение отредактировал Георгий 11: 21 November 2015 23:05
- Наверх
- Вставить ник
#3 ЛехаКолыма
Отправлено 21 November 2015 23:09
Виктор 69,от кройте книгу Николаев «Сварка в машиностроении» том 2 там вся технология и рекомендации расписаны,12х17 придется сваривать с подогревом
- Наверх
- Вставить ник
#4 Виктор 69
Отправлено 22 November 2015 00:06
Ребята спасибо за отклик, правда Лёха Колыма меня не очень обрадовал, во первых читать не очень люблю, а особенно подогрев.
- Наверх
- Вставить ник
#5 Виктор 69
Отправлено 22 November 2015 00:08
Да где делали бак не спросил, есть вероятность 60% что в брянске.
- Наверх
- Вставить ник
#6 ЛехаКолыма
Отправлено 22 November 2015 10:44
Виктор 69,там немного ,откройте раздел сварка нержавеющих сталей феритного класса,
Сообщение отредактировал ЛехаКолыма: 22 November 2015 10:44
- Наверх
- Вставить ник
#7 Виктор 69
Отправлено 22 November 2015 12:02
Спасибо, открою хоть и читать не люблю.
- Наверх
- Вставить ник
#8 Виктор 69
Отправлено 07 December 2015 23:16
наконец привезли нержавейку 3мм зеркальную ну , эту которая 430, технология у меня отработана , электроды SIBES 03.00 диаметр 2,5 мм по нержавейке , варят отлично и шлак на ура отпадывает, вчера сварил внутреннию трубу ,сегодня сварю бак, как запустят печь в бане пойдёт обкатку отпишусь, чтоб другие могли информацией владеть.
- Наверх
- Вставить ник
#9 Виктор 69
Отправлено 07 December 2015 23:23
да нержавейку решил резать не болгаркой , а плазморезом, около шовная зона меняет свой цвет примерно на 1 мм от края реза, что позволяет лучше сваривать их между собой, по научному не скажу , а если по проше, то металл электрода больше подходить по составу к отажённому краю нержавейки.
- Наверх
- Вставить ник
#10 Лепило
Отправлено 07 December 2015 23:43
Может фото покажите?
- Наверх
- Вставить ник
#11 Виктор 69
Отправлено
попробую, за фото сильно не ругайте, печь и бак нержавейку варил десятки раз и даже 1 мм этими же элетродами за одноразку без провара дырок,
но вопрос для меня остаётся сможетли данная марка нержавейки выдержать две разных температуры 300-400 градусов и при переходе через бак с водой (где максимум 100градусов) не покрыться ли микротрещинами.
там на фото отдельно два снимка где лист с резами от плазмареза.
- Наверх
- Вставить ник
#12 Виктор 69
Отправлено 08 December 2015 18:24
Дополню , что бы было понятно печь метал 8 мм , резал плазморезом, и под дверку, ну всю короче, на улице стоит уже месяц в снег вросла ждал нержавейку, привезли нержавейку сегодня с баком закончил , завтра проверю бак ,на квадратную трубу из нержавеки сделаю переход под круглую на 159 мм(сенгвич) приделаю краник и в общем всё останется ждать когда пару тройку раз истопят, результаты не знаю когда будут через месяц или два может позже , баня на ново строится вместе с домом, так что … в любом случае даже через полгода серевно отпишу о результатах.
- Наверх
- Вставить ник
#13 Kurt1
Отправлено 08 December 2015 19:41
но вопрос для меня остаётся сможетли данная марка нержавейки выдержать две разных температуры 300-400
Немного настораживает квадратная труба, как то не правильно это, круглую бы сделать.
- Наверх
- Вставить ник
#14 Виктор 69
Отправлено 08 December 2015 20:28
Где вы видели круглую трубу из нержавейки диаметром 159 мм со стенкой 3 мм? Вы думаете, мне делать нечего как 5 метров шва накладывать по нержавейке, лист нержавейки размерами 1,25*3,00 метра толщина 3 мм 4 куска по 1,25 метра и шириной 0,16 метра вот и считай , эта труба проходит сквозь бак с водой, если пускать черный метал, то не мытьё будет , а ополаскивание ржавой водой.
Сообщение отредактировал pavel83: 06 January 2016 06:56
- Наверх
- Вставить ник
#15 Kurt1
Отправлено 08 December 2015 20:50
где вы видели круглую трубу из нержавейки диаметром 159 мм со стенкой 3 мм,
http://www. met-trans…a/(int)/120-219
met-trans…a/(int)/120-219
Вы думаете мне делать нечего
вплоть до на оборот, что нравиться варить электродом, что мне не очень удается а точнее едва получается. Я бы побоялся варить электродом квадратную трубу из-за неуверенности что вдруг даст течь и тогда все по новой, но я повторюсь — не умею варить так качественно электродом, лучше куплю трубу.
- Наверх
- Вставить ник
#16 Виктор 69
Отправлено 09 December 2015 16:19
Сегодня добил и бак и печь выкладываю фото, бак заварен с одноразки, без дырок с проверкой водой. сами смотрите
круглая труба 159 мм приварена к площадке полуавтоматом простой обмеднённой проволокой, а площадка из нержавейки, приварена к трубе квадратной тоже из нержавейки, варил проволокой по нержавейке полуавтоматом
это печь в сборе с баком с боку дверка для камней, на трубу надевается адаптор для перехода на сенгвич трубу.
- Наверх
- Вставить ник
#17 Виктор 69
Отправлено 01 March 2016 16:31
баню только начали отделывать, бак пришлось переварить, труба попадает на усилитель плиты перекрытия, пришлось сдвигать трубу на 13 см, как то так
- Наверх
- Вставить ник
#18 Виктор 69
Отправлено 23 October 2016 18:46
микротрещин не появилось, месяца три как баня топиться.
- Наверх
- Вставить ник
#19 serga01net
Отправлено 24 October 2016 05:31
микротрещин не появилось
Сколько ж весит эта печурка? Не перебор — 8 мм железо?
- Наверх
- Вставить ник
#20 serga01net
Отправлено 24 October 2016 05:41
если пускать черный метал, то не мытьё будет , а ополаскивание ржавой водой.

Да ладно тебе. Нормально так на черном металле бак работает. Внутри обычная труба вварена (120). Нержавейка там нафиг не нужна. И живое все это уже 20 лет. Снизу в топке) пожгло-покоробило, конечно, металл. Но не 8 мм и эта печь поддается людям. А не то, что наварят на полтонны веса — ее краном только таскать можно. Видел я такое произведение времен, когда металл ничего не стоил. А у моей теперь надо низ отрезать и сделать новый, а бак целый. И нифга себе — чтоб сварить столько нержава- это ж сколько дорогущих электродов надо? А еще говорят, что народ нищий в деревнях…
- Наверх
- Вставить ник
Емкость под давлением своими руками. Как сделать бак для воды из нержавейки для бани. Лучшие Емкости для Воды на Даче
Баня является частью культуры нашего народа, и каждый хороший хозяин при строительстве задумывается над вопросом обеспечения горячей водой. Конечно, существуют современные системы нагрева и автоматической подачи горячей воды, но они дорогие и порой такие проверенные временем варианты как бак на трубу для бани оказываются более доступными и главное экономными.
Фото заводского варианта бака.
Традиционные системы нагрева
В поисках универсального решения народные умельцы перепробовали множество вариантов и каждый из них хорош по-своему.
Нельзя четко сказать, что существует универсальный вариант, поэтому выбирать следует в зависимости от условий, существующих на конкретном объекте.
- В процессе строительства бани многие современные хозяева предпочитают идти наиболее легким путем и приобретают электрический бойлер. Вариант бесспорно достойный, но для него необходима постоянная подача воды, плюс для большой емкости затраты на электроэнергию будут чувствительными.
- Классикой считается встроенный в печь водонагревательный бак. Такие емкости быстро нагреваются, инструкция по монтажу таких нагревателей наиболее простая, в самом доступном варианте достаточно поставить бак на печь. Но располагаться он будет низко и, находясь в парилке, станет источником мокрого пара, что не всегда хорошо.

Система со встроенным теплообменником.
- Хорошо зарекомендовали себя выносные баки, когда основная емкость монтируется на комфортной высоте в предбаннике или душевой, а нагрев осуществляется через теплообменник, установленный в топке. Работают они благодаря элементарным законам физики, холодная вода по нижней трубе поступает в теплообменник и, нагреваясь, через верхний водовод возвращается обратно.
- Но самыми выгодными и удобными в эксплуатации считаются емкости, смонтированные непосредственно на дымоходе, о них мы и будем говорить далее.
Электронная сигарета из картонной трубки
Если в голову пришло решение сделать устройство для курения самостоятельно, то следует рассмотреть самый простой и распространенный вариант – из картонной трубки.
Этапы работы в этом случае такие:
- Запастись батарейками и проволокой. Для сигареты лучше всего подойдет или 3 «D», или 4 «С», это зависит от предпочтений человека. Батарейки очень важно правильно и последовательно соединить. Сделать это можно проволокой, которая должна быть на 3 сантиметра больше по длине, чем общая длина батареек.
- Приготовить проволоку. Для этого нужно снять с нее изоляционное покрытие и выровнять ее.
- Сделать контактную спираль. При помощи проволоки длиной в 5-8 сантиметров сделать спираль, зажим которой (типа «крокодил») установить с противоположного конца провода. Спираль должна быть плоской.
- Подключить спираль. Для этого ее конец нужно соединить с минусами батарейки, примотать изолентой.
- Изготовить корпус. Нам нужна разрезанная по всей длине картонная трубка, подогнанная под размер батареек. Она должна позволять вставлять батарейки без прикладывания усилий, но и не оставлять много лишнего пространства.
- Вставляем батарейки в корпус. В трубку вставляем конструкцию из батарей, минус должен быть расположен в загнутом конце. Провод поставить таким образом, чтобы зажим высовывался из картонного устройства.
- Сделать картридж. Этот этап требует большой аккуратности и затрат времени. Штекер можно сделать с помощью шурупа, изоленты и метала. Для этого, шуруп обмотать изолирующей лентой, а из метала вырезать форму буквы «Т». Согнуть ее вокруг штекера.
- Сборка сигареты. Соединить зажим с внешними краями вывода картриджа.
 Батарейки очень важно правильно и последовательно соединить. Сделать это можно проволокой, которая должна быть на 3 сантиметра больше по длине, чем общая длина батареек.
Батарейки очень важно правильно и последовательно соединить. Сделать это можно проволокой, которая должна быть на 3 сантиметра больше по длине, чем общая длина батареек.
Нагревательные емкости на дымоходе
Бак для нагрева воды на тубу устанавливается с давних времен, достаточно вспомнить легендарный русский самовар, своеобразный символ нашего народа. В нем впервые был задействован этот принцип, по этой причине такие системы еще именуются самоварными.
Бак с боковым вентилем.
Достоинства самоварных конструкций
- Когда топится печь в бане, труба в ней в любом случае будет нагреваться, не использовать эту энергию глупо и ее смело можно считать полностью бесплатной.
- В зависимости от вида топлива температура этой части конструкции колеблется в пределах 300 – 700 ºС. Причем существенным достоинством является то, что труба нагревается равномерно по всей площади соприкосновения.
- Объем такого бака может быть достаточно большим, ведь расстояние от топки до перекрытия будет не менее полутора метров и на всей протяженности трубы может быть обустроен такой нагреватель.

Квадратный нагреватель.
- Такому нагревателю, в большинстве случаев не нужен дополнительный насос, теплообменник или электрический тэн.
- Нормальная печь для небольшой парилки имеет среднее сечение трубы порядка 115 мм. С учетом толщины емкости, поперечные размеры всей конструкции будут находиться в пределах полуметра. Что позволяет ее разместить в любой, даже маленькой парилке.
- Для монтажа не потребуется фундаментальных знаний теплотехники или быть супер-слесарем. Практически любой хозяин сможет установить такую емкость на трубу своими руками.
- И наконец, если сравнивать с бойлером, цена такого чуда будет вполне доступной, причем вложение будет единоразовым.
Схема теплообменника на трубе.
Недостатки данного типа нагревателей
- Самым существенным недостатком считается то, что бак для нагрева воды на трубу может быть установлен исключительно на металлические конструкции. Керамика или кирпич для труб не обладают таким уровнем теплоотдачи.
- Конструкции, в которых вода заливается через верх, непосредственно в парилке, повысят уровень влажности в помещении.
- Горячие металлические стенки бака являются источником опасности, неосторожное касание может привести к травме.
 Керамика или кирпич для труб не обладают таким уровнем теплоотдачи.
Керамика или кирпич для труб не обладают таким уровнем теплоотдачи.Выбор нужной емкости
Бак с люком.
Традиционно принято исходить из того, что одному человеку для банных процедур необходимо минимум 10л воды. К этому следует добавить еще 10 – 20л для запаривания веников и сопутствующих процедур. Отсюда минимальная емкость бака для отдыха вдвоем должна быть в районе 50л, и такой бак без проблем поместится на небольшой печи.
Но если вы рассчитываете париться большей компанией, то имеет смысл монтировать большую емкость, до самого перекрытия. Но данный вариант имеет существенный минус, такая конструкция, в наполненном состоянии, будет достаточно тяжелой и под такую печь потребуется усиленный фундамент.
Наиболее приемлемым является вариант, в котором бак для нагрева воды на трубу работает исключительно как теплообменник. Здесь вам не потребуется большая и тяжелая емкость, вполне достаточно 20 – 30 л. Такой вес выдержит любая печь, плюс конструкции подобного типа делаются герметичными. Из них монтируются 2 вывода ведущих к выносному баку, который может быть сколь угодно большим.
Здесь вам не потребуется большая и тяжелая емкость, вполне достаточно 20 – 30 л. Такой вес выдержит любая печь, плюс конструкции подобного типа делаются герметичными. Из них монтируются 2 вывода ведущих к выносному баку, который может быть сколь угодно большим.
Теплообменник на дымоходе.
Важно: соединительные трубопроводы между теплообменником и рабочей емкостью не должны быть более 3 м. Для более удаленных линий нужно монтировать принудительную систему нагнетания воды, говоря проще насос.
Существует вариант использования внутренней поверхности бака непосредственно в качестве трубы, скорость нагревания в таком случае значительно увеличивается. Но специалисты советуют подбирать бак с таким расчетом, чтобы емкость плотно надевалась на трубу. Такой вариант выгоден тем, что не требует большой толщины стенок и в случае прогорания дымохода, его проще будет заменить.
Нужен ли в бане нержавеющий бак под горячую воду
Ответ на вопрос не так очевиден, как может показаться на первый взгляд. Большинство владельцев парилок, прежде чем покупать баки для воды из нержавейки для бани, долго сомневались в правильности выбора, и дело даже не в высокой цене на бак из нержавейки, пугали именно недостатки, о которых мало кто знает.
Большинство владельцев парилок, прежде чем покупать баки для воды из нержавейки для бани, долго сомневались в правильности выбора, и дело даже не в высокой цене на бак из нержавейки, пугали именно недостатки, о которых мало кто знает.
О преимуществах использования нержавейки для бани знают все:
- Бак не гниет и не ржавеет, как в случае использования обычного черного металла;
- Замечательный внешний вид полированной стали, декоративные качества;
- Простой уход и обслуживание бачка из нержавейки. Корпус можно мыть и чистить щеткой, моющими средствами и даже ортофосфорной кислотой;
- Емкость из легированной стали не боится термических и механических ударов, механической нагрузки, на поверхности не бывает сколов покрытия, как у эмалированных изделий.
К сведению! Нержавейка — крайне капризный и неудобный материал.
Особенно сложно сваривать из тонколистовых заготовок из нержавейки бак для банной печи. Поэтому хороший баллон из легированной стали под горячую воду обычно заказывают на фирмах, имеющих хорошее оборудование, а главное, – высококлассных сварщиков.
Понятно, что емкость для горячей воды в баню получается недешевой, дороже тех 70-100 долл., за которые можно купить бак из нержавейки в любом салоне, продающем оборудование для бани и печей. Разумеется, это не означает, что делать бак из нержавейки для бани нужно только своими руками, вовсе нет, можно купить отличную модель из легированной или нержавеющей стали с дополнительными функциями, которая прослужит несколько десятков лет без единого замечания. Нужно только постараться правильно выбрать качественное изделие.
Материал для емкости
В былые времена самым популярным материалом был чугун. Конечно, нагреваться он будет несколько дольше, но зато и температура будет держаться лучше. Немаловажным фактором является устойчивость чугуна к коррозии и большой срок эксплуатации. Но чугун материал тяжелый и под такую емкость понадобится мощная опора.
Чугунная печь с баком.
Черный металл для этих целей сейчас практически не используется из-за склонности к коррозии и большой вероятности деформации при резких перепадах температур.
Универсальным материалом заслужено считается нержавеющая сталь. Данный металл не боится коррозии и обладает относительно небольшим весом. Для того чтобы сварить бак большой емкости достаточно листа толщиной 1,5 – 2 мм. Во время перепадов температуры такие емкости не деформируются.
Важно: во время работы любая нагревательная система для бани во избежание перегрева должна быть постоянно заполнена. В зимнее время вода сливается, дабы морозом не порвало трубы.
На видео в этой статье показано мнение специалиста.
Ассортимент баков.
Как сварить бак из нержавейки своими руками — Станки, сварка, металлообработка
Чем варить нержавейку – вопрос довольно актуальный для современной промышленности. Стоит отметить, что данный тип стали — довольно прочный материал, поэтому его обработка имеет определенные нюансы. Выбор метода сварки зависит и от толщины заготовок, и от химического состава.
Нержавеющая сталь. Основные характеристики
Нержавеющая сталь – это сплав углерода и железа, легированный хромом.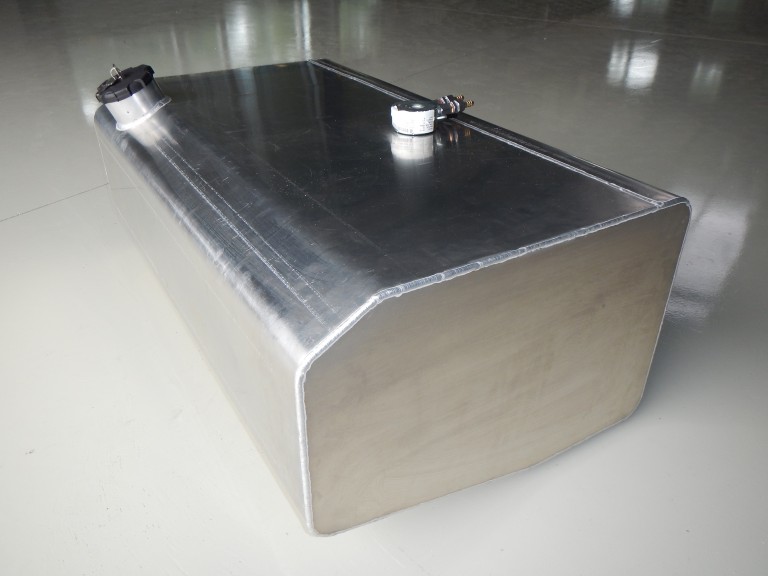 Большое содержание последнего элемента обеспечивает высокую стойкость материала в коррозийной среде.
Большое содержание последнего элемента обеспечивает высокую стойкость материала в коррозийной среде.
Оксиды хрома образовывают специальную защитную пленку, благодаря которой основной металл сохраняет свою стойкость. Дополнительно сталь легируют никелем, кобальтом, титаном.
Главными преимуществами нержавейки является высока стойкость при контакте с агрессивной средой, высокая прочность, соответственно, и длительный период эксплуатации. К тому же сталь имеет хороший эстетический вид.
Данный материал имеет большое линейное расширение. Как следствие, при термическом воздействии заготовки могут деформироваться, изменять свои размеры. Чтобы избежать такой ситуации, необходимо четко придерживаться оптимального зазора между деталями, что соединяются.
Действие высокой температуры может привести к тому, что легированная сталь несколько теряет свои свойства, стойкость к коррозии уменьшается. В этом случае сварной шов должен своевременно охлаждаться. Низкая теплопроводность стали требует снижения силы тока примерно на 25%.
Стоит также правильно подбирать сварочные электроды, так как при большой длине возможен их перегрев. Еще одна сложность – появление тугоплавких карбидов на поверхности, межкристаллитная коррозия.
Существует немало методов сварки коррозионностойкой стали. При небольшой толщине метала (1,5 мм) целесообразно использовать дуговую сварку (в среде инертного газа). Чем варить нержавейку толщиной менее 0,8 мм? В данном случае используют импульсный дуговой способ.
Тонкие металлы также соединяют дугой со струйным переносом материала. Все чаще используется плазменный метод сварки. Применять его можно для широкого диапазона толщины заготовок. Сечения более 10 мм варят под шаром флюса.
Еще используют сварку токами высокой частоты, лазерный метод.
Аргонная сварка материала
Данный процесс происходит в защитной среде газа – аргона. Он защищает материал от воздействия кислорода. В специальном приспособлении образовывается дуга между деталью и электродом из вольфрама. В процессе нагрева кромки плавятся, возникает защищенная сварочная ванна.
В процессе нагрева кромки плавятся, возникает защищенная сварочная ванна.
В дугу также постоянно подается специальная проволока для сварки нержавейки. Производится сам процесс соединения под углом 90°. Для наиболее качественной работы стоит исключить любые колебательные движения электрода. В результате получается шов, свободный от шлаков.
Такое соединение отличается высоким качеством, прочностью, удовлетворяет все эстетические запросы. Сварка нержавейки газом используется во многих отраслях: химической, пищевой промышленности, автомобилестроении, авиации, теплоэнергетике.
Среди недостатков можно выделить лишь большие затраты времени на сам процесс. Также технология требует специальных навыков и опыта у работников.
Оборудование для аргонодуговой сварки
Прежде всего, для данного типа соединения металлов необходим инвертор. Его модификаций и моделей довольно много: «Сварог», KEMPPI Master, BRIMA и др. Основными преимуществами аппарата является простота эксплуатации, небольшие размеры и вес, стабильная дуга. Инверторы можно применять для сварки практически любых металлов, при этом соединения будут высокого качества.
Инверторы можно применять для сварки практически любых металлов, при этом соединения будут высокого качества.
Как варить нержавейку инвертором и что нужно учитывать? Прежде всего, необходимо правильно подобрать рабочий диапазон температуры. Некоторые модели не работают на открытом пространстве в холодное время. Также стоит учитывать мощность аппарата.
На ручке горелки имеются кнопки для подачи тока и газа. Необходима также и сварочная проволока из того же материала, что и соединяемые детали.
Как происходит сварка полуавтоматом
Чем варить нержавейку при ремонте автомобиля, в быту? В этом случае часто используют метод сварки полуавтоматом. Происходить он может как в защитной среде, так и без использования газа. Применяют полуавтоматы и на крупных автомобильных предприятиях, что говорит о высоком качестве сварного соединения. Электродом и присадочным материалом в данном случае выступает специальная проволока.
Работать с оборудованием можно несколькими способами: короткой дугой, струйный перенос, импульсная сварка нержавейки. Технология предусматривает работу и без защитного газа, однако в этом случае следует выбирать специальные порошковые электроды. Данный способ подходит и для работы на воздухе. Нет необходимости покупать (а, соответственно, тратить дополнительные средства) газовый баллон.
Технология предусматривает работу и без защитного газа, однако в этом случае следует выбирать специальные порошковые электроды. Данный способ подходит и для работы на воздухе. Нет необходимости покупать (а, соответственно, тратить дополнительные средства) газовый баллон.
Это имеет свой недостаток – со временем сварное соединение может покрыться ржавчиной. Поэтому специалисты рекомендуют все же использовать специальные электроды по нержавейке и проводить сварку с использованием аргона. На сегодняшний день существует много разновидностей полуавтоматов как отечественного («ФЕБ», «Сварог»), так и зарубежного производства (BRIMA, EWM, TRITON и др.).
Выбор аппарата зависит от поставленных задач, объемов сварки и характеристик соединяемых материалов.
Использование электродной сварки
Чем варить нержавейку, если особых требований к качеству шва не предоставляется? Как правило, в бытовых условиях, при соединении всевозможных труб, в мелкосерийном производстве, а также для получения короткого шва применяется сварка электродом. Суть этого процесса заключается в образовании соединения из материала заготовки и металла электрода.
Суть этого процесса заключается в образовании соединения из материала заготовки и металла электрода.
К достоинствам методики можно отнести простоту исполнения, возможность соединять разные металлы (как тонкие, так и довольно большие сечения). Нет необходимости использовать газ, что удешевляет процесс. Также сварка электродами дает возможность подойти к труднодоступным участкам детали. Существуют и определенные минусы такой технологии.
Во-первых, сварной шов требует очистки от образовавшихся шлаков. Во-вторых, скорость сварки небольшая.
Электроды по нержавейке широко используются для соединения стойких к коррозии сплавов, которые работают при высоких температурах. Как правило, стержни изготавливаются на основе никеля, хрома. При ручной дуговой сварке можно использовать два типа электродов. Первые – работают в условиях постоянного тока.
Вывод
Наша страна богата умельцами, но баня считается объектом с высокой степенью опасности. Исходя из этого, мы не советуем устанавливать баки кустарного производства. На рынке сейчас достаточно сертифицированных изделий, цена которых вполне доступна.
На рынке сейчас достаточно сертифицированных изделий, цена которых вполне доступна.
Серийная модель нагревателя малой емкости.
Понравилась статья? Подписывайтесь на наш канал Яндекс.Дзен
Бак для горячей воды в баню
Выбирая под горячую воду бак из нержавейки для бани, необходимо точно определиться с двумя параметрами. Первый — максимальное количество человек в парилке, второй — место, где будет располагаться емкость под горячую воду для мытья или полива каменки. Все остальные детали конструкции из нержавеющей или легированной стали выбираются на основании собственных предпочтений хозяина бани.
Бак из нержавейки для воды
Емкость для нагрева и хранения воды в парилке или в предбаннике можно получить двумя способами:
- Купить в специализированном салоне, реализующем оборудование для бань. Фирменные нержавеющие баки для воды стоят достаточно дорого, в среднем 200-250 долл. Приобретать дешевый ширпотреб, равно как и пытаться делать из китайской нержавейки сомнительного качества, не имеет смысла. Через пару лет вся конструкция из нержавеющей стали прогорает быстрее, чем отечественный легированный и даже черный металл;
- Заказать у мастеров. Качественные баки для воды из нержавейки для бани изготавливаются за 150 долл. в среднем за 5-7 дней. Для мастера потребуется лишь чертеж и размеры, иногда приходится покупать материал или согласовывать марку стали, особенно это важно, если предполагается изготовить самоварный или насадной тип бака для печи.
 Через пару лет вся конструкция из нержавеющей стали прогорает быстрее, чем отечественный легированный и даже черный металл;
Через пару лет вся конструкция из нержавеющей стали прогорает быстрее, чем отечественный легированный и даже черный металл;Третий способ предполагает изготовление баков из нержавейки своими силами. Дело непростое, но вполне по силам человеку, знакомому с работой углекислотного, а лучше аргонового полуавтомата.
К сведению! Традиционно баки для печи в баню из нержавейки собирают сваркой из предварительно раскроенного металла толщиной 1-1,5 мм.
Очень тонкий металл для сварочных работ, потребуется определенная практика и хорошее сварочное оборудование, которое можно легко найти в ближайшей авторемонтной мастерской. Поэтому, до того как будет принято решение, делать бак из нержавейки для бани своими руками или покупать готовый, необходимо реально оценить свои возможности и выбрать конструкцию металлической емкости.
Рекомендации мастеров
Мы собрали несколько советов от профессиональных сварщиков. Они пригодятся новичкам и дачным умельцам.
В качестве материала лучше использовать нержавеющую сталь марки 8-12Х18Н10 или AISI 430 08Х17. Эти марки лучше всего подходят для хранения воды, в том числе длительного. Однако, перед зимой воду все же лучше слить.
Перед сваркой бака для воды из нержавейки, необходимо определиться с его объемом и исходя из этого сделать чертеж. Для бани будет достаточно бака до 60 литров на двух-трех человек. В среднем на одного человека необходимо около 20-30 литров воды.
Если варите бак для хозяйственных нужд, то лучше запастись объемом от 100 литров. 200 литров в самый раз для полива огородов и сбора дождевой воды.
Лучше отказаться от идеи сварить бак для воды из алюминия. В домашних условиях непросто сделать герметичные качественные швы. Нержавейку тоже непросто варить, то эта задача вполне выполнима. А вот для работы с алюминием вам понадобится опыт и хороший сварочный аппарат.
В зависимости от размеров бака и вашего опыта весь процесс может занять от пары часов до нескольких дней. Если вы раньше никогда не варили, лучше потренируйтесь на ненужных кусках металла. Ведь нержавеющая сталь — это далеко не дешевый материал. И вряд ли вы обрадуетесь, если по незнанию сварите бак с дефектными швами, и он окажется непригодным к использованию.
Варианты баков из нержавейки для печи в баню
Для подогрева воды с помощью вторичного тепла печки-каменки используют три типа емкостей:
- Насадной бак, самый эффективный в теплотехническом отношении, прозванный в народе «самоваром». Вода в емкости из нержавейки нагревается в 2-3 раза быстрее, чем протапливается помещение бани;
- Настенный вариант емкости из нержавейки. Самый простой в изготовлении бак из тонкой нержавейки подходит не для всей видов печей. Нагревается медленно;
- Выносной тип бака, может изготавливаться как из нержавейки, так и любых других марок металла. Вода для бани греется очень медленно, но благодаря особенностям устройства системы передачи тепла от печи может располагаться за пределами парилки.

В продаже чаще всего предлагаются насадные модели, настенные и выносные конструкции изготавливаются по индивидуальным чертежам и схемам, поэтому стоят дороже. В пользовании самым безопасным и удобным считается выносной бак, зачастую емкость из нержавейки обеспечивает водой не только парилку бани, а и душ, и моечное отделение.
Бак на трубу для бани из нержавейки
Насадная емкость для нагрева воды недаром прозвана в народе самоварным бачком. Конструктивно бак представляет прямоугольный или цилиндрический корпус с плоскими днищами, внутри которого вварен отрезок трубы из нержавеющей стали.
В нижней части в стенку бака из нержавейки вмонтирован кран для отбора горячей воды, а верхняя часть оборудована шиберной задвижкой. Поворотом или перемещением заслонки регулируется тяга в топочной камере.
В верхней горизонтальной стенке обязательно вырезается окно для ревизии внутреннего пространства и заливки холодной воды. Как вариант, днище из нержавейки может выполняться съемным, или иметь откидную створку.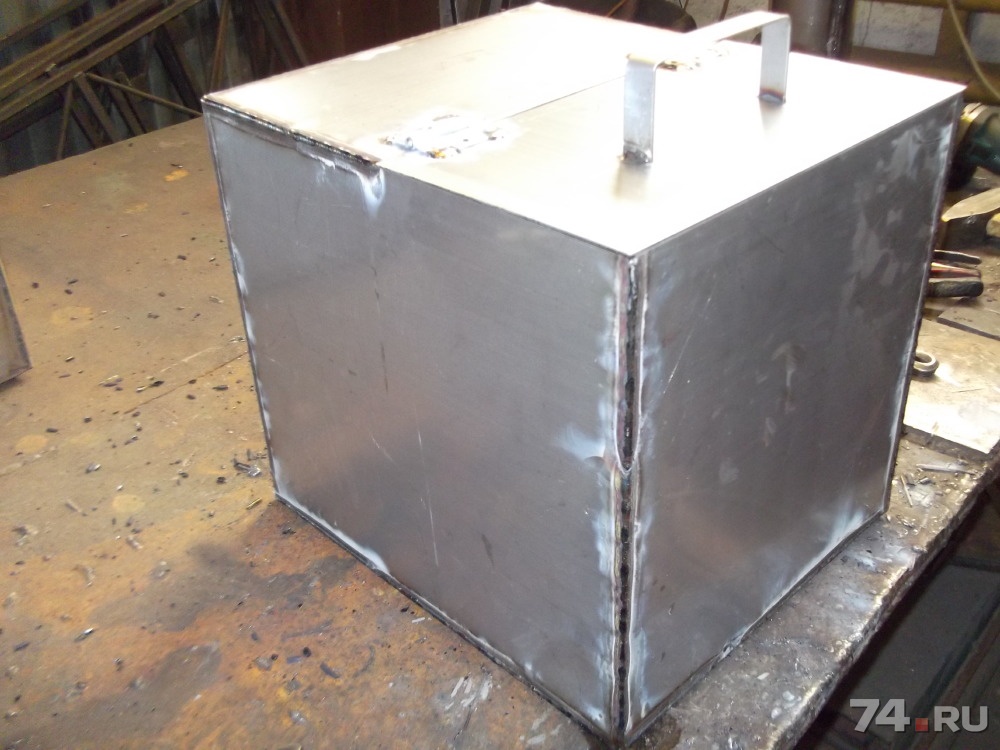 Периодически печь и бак в бане чистят от нагара и накипи, поэтому, чем больше окно, тем проще обслуживать емкость.
Периодически печь и бак в бане чистят от нагара и накипи, поэтому, чем больше окно, тем проще обслуживать емкость.
Принцип нагрева воды очень прост. Бак из нержавейки устанавливается на выход печных газов из печи, остальная часть дымохода монтируется на шаберный фланец. Раскаленные газы, протекающие через емкость по внутренней трубе, разогревают стенки из нержавейки до 600-700оС. В таких условиях вода в бане закипает раньше, чем протапливается баня. Наружные стенки бака остаются относительно холодными ,70-90оС, поэтому гниют и окисляются намного меньше, чем внутренняя труба, для которой используются самые жаростойкие марки нержавейки.
Форма корпуса может быть цилиндрической, прямоугольной, с острыми или скругленными краями. Для процесса нагрева воды в бане оформление бака особого значения не имеет. Производители выпускают емкости и из эмалированного и никелированного металла, но чаще всего из нержавейки, чтобы придать водогреющей емкости для бани более презентабельный вид.
Навесной бак из нержавейки для бани
В отличие от универсального «самовара», который подходит практически для любой бани, навесные емкости для воды могут использоваться только в печах-каменках с плоской боковой или задней стенкой.
Конструктивно навесной бак для воды выглядит, как плоская емкость с боковыми стенками из тонкой нержавеющей стали. За форму и размеры такие водосборники в народе называют «чемоданами».
В отличие от насадной модели с проточной трубой, навесной бак не имеет сквозных отверстий или вмонтированных нагревательных устройств. Его крепят непосредственно на одну из боковых стенок стального корпуса печки, при этом декоративную облицовку топки печи перед установкой бака приходится обрезать или демонтировать. По условиям эффективного нагрева боковая стенка водогрейки из нержавейки должна плотно прилегать непосредственно к корпусу топочной камеры. Чем больше площадь контакта, тем быстрее греется вода в баке.
Габариты печки увеличиваются, поэтому модель бака и способ установки его в бане необходимо согласовывать заранее, чтобы не загромождать полезное пространство парилки навешенной водогрейкой.
Иногда хозяева пытаются крепить емкость из нержавейки на заднюю стенку топочной камеры, но в этом случае вода греется намного медленнее, да и набирать ее не так удобно, как из насадного «самовара». Тыльная сторона топки, как правило, самая холодная, большая часть раскаленных продуктов горения забирается дымоходом и просто не долетает до заднего пристенка.
К сведению! Со временем за счет обгорания и образования окалины на корпусе топки контакт между чугуном и нержавейкой ухудшается, термическое сопротивление возрастает, поэтому время нагрева воды для каменки и мытья в бане может увеличиваться на 40-60%.
Относительно простая форма и конструкция делают емкость из нержавейки самым подходящим вариантом для изготовления водогрейки своими руками. При этом срок службы навесного бака в бане составляет 10-15 лет.
Бак для банной печи из нержавейки
Система водогрейной емкости выносного типа считается наиболее удобной для условий современной бани. Нагревательная конструкция состоит из четырех элементов:
- Бака из алюминия, термостойкого пластика или никелированной стали. В нижней части емкости вмонтированы два штуцера и водоотводный кран, в верхней части вырезано заливное отверстие для воды;
- Двух гибких трубопроводов из нержавейки и двух кранов для горячей воды;
- Теплообменника, чаще всего согнутой дугой дюймовой трубы из легированной стали.
 В нижней части емкости вмонтированы два штуцера и водоотводный кран, в верхней части вырезано заливное отверстие для воды;
В нижней части емкости вмонтированы два штуцера и водоотводный кран, в верхней части вырезано заливное отверстие для воды;Принцип работы такого водогрейного бака полностью совпадает с устройством безнасосной системы водяного отопления, используемой до сих пор в частных домах и банях.
Бак из нержавейки устанавливается на высоте 150-160 см в парилке или предбаннике, вторая часть – теплообменник из легированной хромом стали монтируется в топку печи. Зачастую вместо самодельного устройства владельцы покупают для бани печь промышленного изготовления с готовым вмонтированным змеевиком. Теплообменник и бак соединяются между собой двумя гибкими металлическими гофрами.
В теории для нормальной работы водогрейной системы в бане нужен предварительный прогрев в течение 30 мин. и еще столько же для разогрева 10-15 л воды до 50оС.
Выносной бак из нержавейки может располагаться на удалении от печи не более чем 180-200 см, этого вполне достаточно для набрызга каменки и работы душевой кабины.
Комбинированный бак из нержавейки
В том случае, если конструкцией печи не предусмотрен внутренний теплообменник, а резать и сверлить чугунный корпус сложно, да и нет желания, можно решить проблему с помощью комбинированной системы из двух баков. Один из которых должен быть изготовлен из нержавейки, второй — из любого коррозионно-стойкого металла.
В данном случае нет необходимости покупать для бани новую печь, вместо внутреннего теплообменника используется небольшой насадной бак емкостью 10-15 л. Остальная часть нагревательной системы воды для бани изготавливается, как для выносного варианта.
В результате есть горячая вода для каменки и теплая вода для моечного отделения бани.
Варианты конструкции водяных баков для бани
Баки для воды, рассчитанные на использование в бане, могут иметь различную конструкцию. Основных варианта 3: встроенный бак, выносная емкость и агрегат, устанавливаемый на трубе. С особенностями каждого типа конструкции вы можете ознакомиться в следующей таблице.
Основных варианта 3: встроенный бак, выносная емкость и агрегат, устанавливаемый на трубе. С особенностями каждого типа конструкции вы можете ознакомиться в следующей таблице.
Таблица. Конструкции водяных баков из нержавейки
| Тип конструкции | Описание |
Встраиваемый водяной бак | Установка представителей этой категории осуществляется в процессе строительства банной печи, в результате чего печка и бак становятся единой конструкцией. Нагрев воды во встраиваемом баке из нержавейки осуществляется силами огня, благодаря чему коэффициент полезного действия непосредственно водяного бака держится на довольно внушительном уровне. Ключевым недостатком такой конструкции является тот факт, что на подогрев воды в емкости уходит существенная часть тепла, в результате чего теплоотдача непосредственно банной печи заметно падает. Полезное замечание! Гораздо более простым в изготовлении и использовании является наставной/навесной бак, устанавливаемый сверху каменки. |
Выносной водяной бак | Более удобный и практичный по сравнению с предыдущей моделью вариант, в особенности, если бак конструируется и устанавливается с целью постоянного использования. При желании готовый бак для воды из нержавейки можно установить в помывочном помещении бани, соединив его системой труб с печным теплообменником. Оптимальный материал изготовления труб – медь либо латунь. Единственный значимый недостаток выносного водяного бака сводится к вероятности получения ожога в случае неосторожного обращения – положение в особенности актуально, если в баню будут ходить дети. |
Натрубный водяной бак | Натрубный бак для воды может быть установлен либо непосредственно над банной печью, либо в пространстве чердачного помещения. В таких конструкциях вода нагревается в кратчайшие сроки. При этом показатели теплоотдачи печного агрегата не уменьшаются. Несомненным преимуществом установки водяного бака в чердачном помещении является возможность «разгрузить» парилку, исключив емкость из ее обстановки и обеспечив большее количество свободного пространства. |
В таблицу не включен еще один возможный вариант установки бака – сбоку печки.
Печь с боковым баком
Печь с боковым баком – фото
Способ обделен вниманием по той простой причине, что является наихудшим. Вода в таком баке будет очень быстро закипать. Если процесс парения затянется, из-за постоянно кипящей воды атмосфера в помещении парилки станет попросту невыносимой. Да и с обслуживанием подобного бака сплошные неудобства: в целях экономии пространства емкость делается высокой, но очень узкой.
Источник
Поделиться новостью в соцсетях
- Похожие записи
- Декоративный плинтус на потолок — какой выбрать из поливинилхлорида, пенопласта, пенополистирола, полиуретана или деревянный, примеры на фото и видео
- Капельный полив своими руками для дачи без затрат: сделай сам легко и просто
- Автополив своими руками: как установить и использовать систему орошения на участке
« Предыдущая запись
Как сделать бак из нержавейки своими руками
Для обеспечения потребностей парилки требуется не менее 10 л воды на каждого посетителя парилки. В среднем для печки в баню изготавливаются баки из нержавейки емкостью минимум 60 л, для трех человек этого достаточно, чтобы попариться и помыться под душем. Существуют также водогрейки емкостью 70, 80 и даже 100 л.
В среднем для печки в баню изготавливаются баки из нержавейки емкостью минимум 60 л, для трех человек этого достаточно, чтобы попариться и помыться под душем. Существуют также водогрейки емкостью 70, 80 и даже 100 л.
Один из вариантов бака на 70 л, изготовленного из тонколистовой нержавейки, приведен на чертеже ниже. Полная емкость составляет 90 л, но, учитывая опасность закипания воды, подобные конструкции для бани проектируют с небольшим запасом по объему, в данном случае 20%.
Проблемы изготовления «самоваров»
Если нет опыта построения насадных конструкций из нержавейки, то лучше всего взяться за изготовление настенной модели, в крайнем случае, попытаться сделать выносной бак.
Основной проблемой производства самоваров из нержавейки остается качество сварки и сбалансированность. В первую очередь предъявляются высокие требования к качеству опорного стакана или куска трубы, на котором бак стоит на корпусе печи. Из-за высокой температуры, до 700оС, и огромного веса «самовара», около 70 кг, требуется высокое качество материала и сварки центрального шва.
В противном случае кольцевой шов по нержавейке, фото, может растрескаться, и бак потеряет герметичность. Вторая проблема – , если корпус сварен с нарушением геометрии несимметрично, то любое отклонение от вертикали может закончиться опрокидыванием всей конструкции.
В сравнении с «самоваром», настенный бак из нержавейки проще и доступнее в изготовлении.
Материалы и инструменты
При самостоятельном изготовлении любых емкостей из нержавейки в первую очередь необходимо правильно подобрать материал или марку стали. В номенклатуре или сортаменте можно найти огромное количество нержавеющих сталей листового проката, но для самостоятельного изготовления лучше всего использовать марку с повышенным содержанием кремния или углерода.
В этом случае есть шанс сварить тонколистовую нержавейку для бани с минимальным количеством брака. Сделать подобную работу непрофессионалу не так просто, как может показаться. Если на первом плане стоит вопрос, насколько использование легированных сталей гигиенично и безопасно в условиях бани, то лучше всего выбрать 08Х17 или 12Х18Н10:
- Обе марки обладают высокой пластичностью, а значит, сварочные швы бака не растрескаются при сильном нагреве;
- Есть шанс сварить корпус водогрейки обычным углекислотным полуавтоматом;
- Бак абсолютно безопасен для бани, из данных марок нержавейки изготавливают столовую посуду.

Кроме листовой нержавеющей стали, нужно будет приобрести или взять в аренду болгарку, комплект разметочных стальных линеек и уголков, струбцины и сам сварочный углекислотный аппарат, с проволокой для выполнения работ по нержавеющей стали. Позже, чтобы повесить бак на стену бани, потребуются дюбеля и монтажные скобы.
Пошаговая инструкция
Первым делом необходимо разложить листовой металл на ровной горизонтальной поверхности. С помощью линеек и угольников переносим размеры из чертежа на лист так, чтобы материал использовался с минимальным количеством отходов и обрезков.
Вторым действием разрезаем выкройку на нержавейке, выравниваем и зачищаем кромки заготовок стен бака до состояния абсолютно ровных линий, наличие заусениц неважно, все закроет сварочный шов.
Далее поочередно собираем боковую стенку бака с торцевыми поверхностями, делаем это с помощью струбцин. Фиксируем листы нержавейки с помощью сварочных точек.
Собранные половинки соединяем в один корпус, зажимаем струбцинами и свариваем швы, сначала короткими участками, затем даем остыть и провариваем все изделие по контуру.
Перед тем как ставить водогрейку в бане, наливаем внутрь воду и проверяем на предмет возможной течи на швах. Обычно сваренные швы на печах бани проверяют керосином, в данном случае подойдет и вода с небольшой добавкой жидкого мыла.
Наружные швы натираются мелом или зубным порошком. Если слой затирки на нержавейке не потемнел от воды, то швы признаются герметичными. После установки крышки, подводных штуцеров и сливного крана бак из нержавейки может отправляться на сборку в баню.
Нержавеющий бак: установка в бане
Проще всего устанавливаются насадные баки. Нужно установить кольцевую муфту, фиксирующую водогрейку на дымоходе печи, далее ставится опорный стакан и сам корпус бака из нержавейки. Последним на корпус устанавливается шиберный узел и дымоходная труба, идущая на крышу бани.
Для монтажа настенной водогрейки на печку используют монтажные хомуты и болтовое крепление. Коробка из нержавейки должна быть прижата к стенке с усилием в 8-10 кг.
Наиболее сложной считается установка выносной водогрейки. Сам бак подвешивают на дюбелях и монтажных петлях на высоте не менее 150 см.
Сам бак подвешивают на дюбелях и монтажных петлях на высоте не менее 150 см.
Далее в соответствии со схемой прокладывают по бане металлические гофры. Обычно условиями подключения требуется, чтобы трубы располагались к линии горизонта под углом не менее чем на 30о. Но на практике водогрейные емкости из нержавейки комбинированного типа нормально работают в бане, даже при уклоне в 10о.
Оборудуем накопительный бак для воды своими руками
Большинство людей, проживающих в многоквартирных домах, имеют очень отдаленное понятие о проблемах и заботах владельцев частного жилья. Например, самостоятельный процесс изготовления водяного накопительного резервуара из стали может стать поводом для ироничной усмешки жителя квартиры. Хотя на самом деле возможность сварки стального бака для воды своими руками – интересный и актуальный для многих вопрос.
Итак, какой подход выбрать, заняться сваркой резервуара самостоятельно или заказать готовую к эксплуатации емкость?
Разумеется, у вас есть возможность прибегнуть к помощи профессионалов. Подготовьте для них грамотный чертеж сооружения, и емкость для воды будет изготовлена в соответствие с вашими пожеланиями. Если вы не хотите тратить время на составление чертежа – вам, скорее всего, предложат несколько видов конструкций на выбор. Все это прекрасно, однако за качественную работу придется и заплатить соответственно. В связи с этим многие домовладельцы делают выбор в пользу второго варианта – занимаются изготовлением бака самостоятельно. Это не очень просто, однако реальная экономия и моральное удовлетворение – стоят того.
Подготовьте для них грамотный чертеж сооружения, и емкость для воды будет изготовлена в соответствие с вашими пожеланиями. Если вы не хотите тратить время на составление чертежа – вам, скорее всего, предложат несколько видов конструкций на выбор. Все это прекрасно, однако за качественную работу придется и заплатить соответственно. В связи с этим многие домовладельцы делают выбор в пользу второго варианта – занимаются изготовлением бака самостоятельно. Это не очень просто, однако реальная экономия и моральное удовлетворение – стоят того.
Как используют накопительные резервуары
Если на вашем участке серьезные проблемы с регулярным водоснабжением — обойтись без водяного накопительного бака будет очень непросто. В таких емкостях может храниться, как водопроводная, так и дождевая вода. Запасы воды могут пригодиться для организации летнего душа, а также на случай возможного пожара. Кроме того воду из резервуара используют для поливочных работ и для «банных нужд».
Есть несколько распространенных типов конструкций накопительных емкостей, чаще всего они бывают прямоугольными или круглыми.
Для того чтобы определить оптимальные в вашем случае размеры бака, необходимо четко представлять возможные потребности участка в воде за определенный период времени. Так, если вы будете использовать емкость редко, велика вероятность размножения внутри нее различных вредных организмов. Такая вероятность может быть больше в несколько раз, если резервуар не будет защищен от попадания солнечных лучей. Итак, заранее определиться с оптимальным объемом бака, — действительно очень важно.
Еще один важный момент: если мы имеем дело с баком из черного металла – тогда нам никак не обойтись без покраски и грунтовки, иначе конструкция неминуемо и достаточно быстро заржавеет.
Об этапах сварки
Начнем с укладки досок под каждый из углов листа металла, который в будущем будет играть роль дна конструкции. Необходимо проследить — чтобы «подложка» имела одинаковую толщину во всех углах.
Осуществляя сварку, следует все время смотреть за тем, чтобы ни одна из сторон не выходила за границу основания. Можно применить следующий подход: все боковины свариваются между собой и только затем – с основанием. Прилегание листов друг к другу должно быть максимально плотным.
Можно применить следующий подход: все боковины свариваются между собой и только затем – с основанием. Прилегание листов друг к другу должно быть максимально плотным.
На следующем этапе окончательно свариваем каждый шов. Сварка может производиться как с внешней, так и внутренней стороны. Важно не оставить ни одного «непровара». Сооружение должно быть жестким. Для придания ему дополнительной жесткости рекомендуем применение угольников изнутри и снаружи.
Важный элемент конструкции – сливная труба вкупе с краном, которую необходимо устроить в нижней половине емкости.
Не забудьте о проверке уровня герметичности резервуара!
Проверку выполняем так. После завершения сварочных работ готовим необходимое количество мелового раствора и наносим смесь на каждый шов изнутри. После высыхания раствора внутри емкости наносим смесь на швы снаружи. Таким образом, мы сможем выявить «непровары», забитые шлаками. Для этого придется подождать считанные минуты. В случае появления характерных пятен необходимо разобраться с проблемным участком – повторить сварку.
Проверка на герметичность и повторная сварка проводятся непосредственно перед началом покраски.
Готовую конструкцию можно поставить на несколько заранее заложенных кирпичей, однако лучше применить вариант со специальной подставкой.
В заключении наполняем резервуар водой и, в течение нескольких суток, наблюдаем за стенками сооружения на предмет проявления жидкости (снаружи).
Варианты с алюминием и нержавеющей сталью
Для производства резервуара из нержавеющей стали рекомендуем сделать выбор в пользу металла с толщиной от 1 до 2 миллиметров. Для того чтобы не допустить вздутия заполненной емкости обычно устанавливают ряд расширительных бачков, которые препятствуют созданию слишком большого давления.
Сварка стальных накопительных баков производится посредством порытых электродов или вольфрамовых электродов в аргоне. В некоторых случаях применяют полуавтоматическую аргоновую сварку вкупе с нержавеющей проволокой.
Сварку алюминиевого резервуара также можно осуществить своими силами, однако при этом должны быть соблюдены обязательные технические условия, что в ряде случаев очень трудно реализовать без помощи профессионалов.
Так или иначе, качество выполненной работы во многом будет зависеть от квалификации сварщиков и технических возможностей сварочного оборудования. Ошибки при выполнении работ могут привести к неприятным последствиям, например, к появлению крошечных трещинок. Через некоторые время туда начнет уходить вода.
Стальные баки для «банных нужд» рекомендуем приобретать у постоянно работающего специализированного предприятия. Емкости такого типа не стоит красить: в процессе нагревания краска может испариться, что приведет к загрязнению воды и воздуха.
Несколько советов в заключении
Если вы решили остановиться на варианте с «нержавейкой», рекомендуем выбрать для изготовления бака одну из двух марок металла: 8-12Х18Н10 (304) или же 08Х17 (aisi 430).
Если говорить об идеальном объеме стальных резервуаров для бань, здесь можно вспомнить известную формулу — 25-30 литров на каждого «гостя». Таким образом, если баня рассчитана на двух или трех гостей, оптимальный объем емкости – 50-80 литров.
Для самостоятельной сварки стальной емкости оптимальным решением будет использование листов, толщина которых составляет от 1,1 до 2 миллиметров.
Вариант со сваркой алюминиевого резервуара, объективно, более сложен. В данном случае потребуются серьезные навыки работы с данным материалом.
Итак, самостоятельно сделать накопительный резервуар для воды на собственном участке – вполне реальная задача. Однако одним желанием здесь не обойтись. Если на первых порах что-либо не выходит, всегда есть возможность посоветоваться с людьми, знающими толк в сварке.
Проведение подобной работы своими силами – это экономия средств и бесценный опыт!
Видео: Идеи как сделать летний душ своими руками
С этим материалом читают так же:
Устраиваем канализацию в доме и на даче
Как сделать коммуникации на даче
Строительство летнего душа на даче из профнастила
Как построить туалет на даче своими руками
There are no comments posted here yet
Оставьте свой комментарий
Posting comment as a guest.
Имя (Обязательно):
Email (Обязательно):
Читайте так же
Как полировать и полировать нержавеющую сталь — руководство для начинающих
Нержавеющая сталь — это привлекательный вариант для всего: от декоративных работ до кухонных приборов. Он придает современный вид архитектуре и конструктивным особенностям, а также обеспечивает долговечность и функциональность инструментов и посуды, особенно в пищевой и автомобильной промышленности.
Нелегко найти материал, который выглядит лучше, чем нержавеющая сталь, когда она отполирована до зеркального блеска. Этот мерцающий глянцевый вид — не единственная причина, по которой люди выбирают нержавеющую сталь для всего, от холодильников до автозапчастей. Многие люди ценят, что это, как правило, не требующий обслуживания материал, и с радостью платят больше за эстетическую привлекательность.
Многие люди ценят, что это, как правило, не требующий обслуживания материал, и с радостью платят больше за эстетическую привлекательность.
Нержавеющая сталь хорошо устойчива к коррозии, высоким температурам и большинству химикатов, что делает ее идеальным выбором для промышленного, коммерческого, хобби или домашнего использования. К сожалению, несмотря на то, что нержавеющая сталь является прочной, она все же может стареть. Со временем вы можете заметить царапины или тусклый оттенок деталей.
Однако вам не нужно страдать, если у вас блестящая нержавеющая сталь. Хотя нержавеющая сталь является одним из самых сложных металлов для полировки, можно вернуть вашим предметам их первоначальный блеск. Неважно, насколько велик или мал ваш проект, вам нужно знать только один базовый трехэтапный процесс полировки и полировки нержавеющей стали.
Как полировать нержавеющую сталь в три простых шага:
1. Очистка и подготовка нержавеющей стали
2. Полировка нержавеющей стали
3. Полировка нержавеющей стали
Полировка нержавеющей стали
Шаг 1. Очистка и подготовка нержавеющей стали
Первое, с чего нужно начинать любой корректирующий проект, — это очистка поверхности. Любой оставшийся мусор или остатки могут усугубить царапины, поэтому лучше начать с чистого листа, изучая, как полировать нержавеющую сталь.
Как очистить нержавеющую сталь
Используйте мягкое моющее средство, например средство для мытья посуды, и чистую губку, чтобы аккуратно очистить поверхность. Убедитесь, что вы удалили все липкие пятна, даже если вам придется использовать щетку с мягкой щетиной, чтобы убрать грязь. Не используйте стальную вату или что-либо, что может еще больше повредить нержавеющую сталь.
Смойте мыло чистой водой и вытрите насухо чистым полотенцем. Обратите внимание, что пятна на данном этапе не имеют значения, вы решите их позже.
Подготовка шероховатых или поврежденных участков
Детали со значительными пятнами или шероховатыми краями могут потребовать дополнительной подготовки, прежде чем переходить к полировке. Некоторым людям нравится делать первоначальный осмотр чем-то с зернистостью от 80 до 120, особенно если вы приваривали деталь или имели значительные повреждения поверхности и выбоины. Это способ выровнять поверхность для лучшей отделки.
Некоторым людям нравится делать первоначальный осмотр чем-то с зернистостью от 80 до 120, особенно если вы приваривали деталь или имели значительные повреждения поверхности и выбоины. Это способ выровнять поверхность для лучшей отделки.
Перед тем, как перейти к следующему шагу, убедитесь, что вы снова очистили изделие. Любые оставшиеся загрязняющие вещества могут повлиять на конечный продукт.
Этап 2. Полировка нержавеющей стали
Когда у вас есть чистая и сухая поверхность, пора доставать инструменты и приступать к работе. Этап полировки или шлифовки может быть не самым веселым, но он необходим для восстановления желаемого зеркального блеска.
Как полировать нержавеющую сталь
Полировка нержавеющей стали — это постепенный процесс, который может потребовать от вас небольшого количества проб и ошибок. Возможно, вам удастся справиться с меньшими или более узкими деталями вручную, но использование шлифовальной машины, вероятно, будет лучшим выбором для достижения ровного результата.
Начните полировать нержавеющую сталь наждачной бумагой зернистостью от 150 до 240. Многие профессионалы предлагают перейти от 240 к 400, затем к 600 и, наконец, к 1200 грит, чтобы завершить ваш прогресс. Вы могли бы сделать еще один шаг вперед с наждачной бумагой с зернистостью 2000, но, вероятно, это полезно или необходимо только для зеркальной отделки.
Настройте шлифовальную машину на скорость от 4000 до 6500 об/мин для полировки нержавеющей стали. Будьте осторожны, перемещая шлифовальную машину под углом 90° к любым заметным царапинам. Каждый раз, когда вы меняете наждачную бумагу на другую зернистость, делайте 9 шагов.0° от предыдущего движения.
Когда вы доведете изделие из нержавеющей стали до ровного матового блеска, пора двигаться дальше. Обратите внимание, что вы хотите удалить все дефекты, прежде чем переходить к этапу полировки, чтобы получить оптимальные результаты.
Почему полировка нержавеющей стали так важна?
Если вы действительно хотите, чтобы ваше изделие блестело так отчетливо, что вы практически могли видеть свое отражение, то полировка — необходимый шаг. Особенно в случае с едой и кухонными принадлежностями может возникнуть соблазн пойти по простому пути и просто использовать оливковое масло или что-то подобное для быстрой полировки и на этом закончить. К сожалению, этот метод недолговечен и не исправит царапины.
Особенно в случае с едой и кухонными принадлежностями может возникнуть соблазн пойти по простому пути и просто использовать оливковое масло или что-то подобное для быстрой полировки и на этом закончить. К сожалению, этот метод недолговечен и не исправит царапины.
Подумайте вот о чем: у вас есть тусклая, поцарапанная деталь из нержавеющей стали. Вы вручную наносите масло или полироль, которая заполняет трещины, в том числе микроскопические. Этот лак быстро изнашивается, мусор застревает в щелях, и не требуется времени, чтобы каждая царапина выделялась, как больной палец. Кроме того, свет странным образом отражается от поверхности, придавая ей тусклый вид.
Полировка нержавеющей стали позволяет сгладить царапины и неровности, чтобы в микроскопических щелях не скапливался мусор. Многоэтапный процесс медленно сглаживает дефекты и восстанавливает лучшие качества металла.
Несмотря на то, что полировка занимает много времени, это единственный способ отремонтировать поверхность и придать ей желаемый эстетически приятный и долговечный зеркальный вид.
Как получить матовую или матовую отделку
В зависимости от изделия вы можете не захотеть тратить слишком много времени на доработку отделки.
Матовое покрытие похоже на базовый ремонт. Он подходит для деталей, которые не должны быть блестящими или привлекательными, но требуют некоторой работы по устранению ямок и выбоин. По сути, матовое покрытие — это шаг к тому, чтобы все выглядело блестящим и новым. Обычно вы можете достичь матового уровня с одним или двумя уровнями полировки, например, с зернистостью 240, а затем с зернистостью 300 или 400.
Шлифованная поверхность создается с помощью шлифовальных лент или барабанов с покрытием от 150 до 240 или нетканых абразивов среднего и очень мелкого размера.
Матовая или атласная поверхность создается с помощью абразивной ленты с абразивным покрытием зернистостью от 220 до 240 или очень тонкой нетканой абразивной ленты, барабана или диска.
На этом этапе, если вы хотите создать матовую поверхность, вам нужно помнить о направлении, в котором вы шлифуете. Если вы хотите получить матовую/сатинированную поверхность со всеми зернами, идущими в одном направлении, лучше всего использовать шлифовальную ленту или абразивный барабан, чтобы установить рисунок зерна.
Если вы хотите получить матовую/сатинированную поверхность со всеми зернами, идущими в одном направлении, лучше всего использовать шлифовальную ленту или абразивный барабан, чтобы установить рисунок зерна.
Матовая отделка довольно распространена, особенно для кухонь и помещений с большим количеством света. Поскольку мы не любим, когда наши приборы ослепляют нас, матовая отделка предлагает весь блеск без бликов. К сожалению, это может привести к снижению коррозионной стойкости вашего изделия, поэтому вам может потребоваться антикоррозионное покрытие.
Как получить зеркальное покрытие
Зеркальное покрытие выглядит эстетично и маскирует дефекты других ремонтных работ, таких как сварка. Это делает нержавеющую сталь чрезвычайно блестящей и легкой в уходе. Тем не менее, эта дополнительная блестящая отделка требует времени и усилий.
После завершения процесса полировки, описанного выше, приготовьтесь выполнить еще несколько шагов, чтобы завершить процесс. При шлифовке и цветной полировке используются различные инструменты и абразивные составы для дальнейшей очистки нержавеющей стали. Обратите внимание: чем больше вы очищаете изделие на начальных этапах полировки, тем меньше обрезков и полировок вам нужно делать на этом этапе.
Обратите внимание: чем больше вы очищаете изделие на начальных этапах полировки, тем меньше обрезков и полировок вам нужно делать на этом этапе.
При полировке срезов используется черный полировальный состав для нержавеющей стали, содержащий абразивный минерал. Состав удаляет чрезвычайно мелкие царапины, которые вы можете не заметить невооруженным глазом. Для достижения наилучших результатов мы рекомендуем использовать синий полировальный круг для дыхательных путей.
Слегка переключите передачу на менее крупный абразив. Возьмите свежий желтый круг для полировки дыхательных путей и немного коричневого трепела. Переход на коричневую полировочную пасту улучшит цвет и обеспечит лучшую отделку.
Цветная полировка завершает процесс, удаляя блеск нержавеющей стали для достижения этой зеркальной эстетики. Использование зеленой румяной смеси со свежим необработанным белым бафом для дыхательных путей должно дать вам красивую глянцевую поверхность.
Сделайте шаг назад и полюбуйтесь своим почти отражением в зеркале из нержавеющей стали.
Для вашего удобства мы объединили все только что упомянутые продукты в полный набор для полировки нержавеющей стали.
Советы и рекомендации по полировке
Полировка — самый важный этап полировки нержавеющей стали до зеркального блеска. Важно не торопиться и работать стабильно.
- Будьте осторожны, не переусердствуйте при нанесении состава на полировальный круг на каждом этапе.
- Осторожно при полировке цвета. Вам не нужно сильно давить, потому что вы просто заканчиваете работу. Используйте низкую скорость, чтобы предотвратить эффект апельсиновой корки. Если вы переборщили с составом зеленых румян, просто повторите процесс с меньшим давлением и меньшей скоростью.
- Держите линии натянутыми и прокладывайте их как можно ближе друг к другу. Старайтесь избегать слишком большого наложения, чтобы получить ровную поверхность.
- Быстро передвигайтесь по заготовке. Будьте осторожны, не задерживайтесь больше, чем на секунду или две.
- Имейте под рукой много чистых тряпок и полировальных кругов, чтобы их можно было менять каждый раз при смене состава. Чрезвычайно важно избегать перекрестного загрязнения, особенно при использовании различных абразивов.
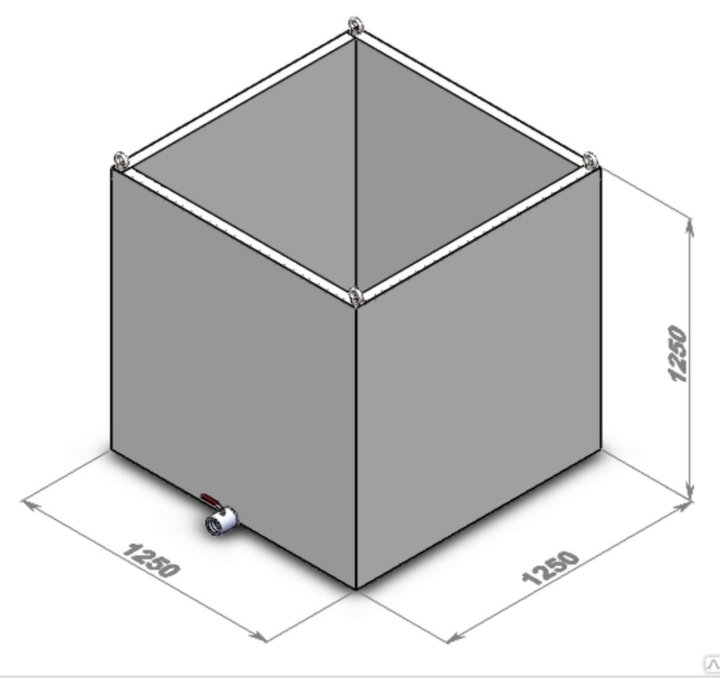
Убедитесь, что вы всегда двигаетесь по направлению волокон, и регулярно проверяйте изделие на наличие царапин или дефектов, прежде чем переходить к следующему шагу. Хотя вы можете вернуться к предыдущему шагу в любое время, проще и эффективнее проверять свою работу в процессе работы.
Этап 3. Полировка нержавеющей стали
Полировка нержавеющей стали требует меньше усилий, но, возможно, немного большей аккуратности. Это также изюминка вашего проекта, потому что вы видите реальные результаты.
Ручная полировка нержавеющей стали
Возможно, вы использовали электроинструменты для полировки изделия, но теперь вам хотелось бы испачкать полироль и свои собственные руки. Это может быть даже лучшим вариантом для небольших деталей, которые не займут много времени.
Тщательно удалите излишки состава или мусор, оставшиеся в процессе полировки. Вы должны получить приятный блеск с помощью полироли и чистой сухой ткани. Начните с одного края и работайте по всей поверхности кругами, как вощение автомобиля.
Когда закончите, удалите излишки полироли чистым сухим полотенцем.
Как полировать нержавеющую сталь на станке
Если у вас большой проект или вы хотите получить ровную поверхность, лучше всего отполировать изделие с помощью полировального круга. Знание того, как полировать нержавеющую сталь с помощью машины, может быть более эффективным, с более ровным и блестящим результатом.
Если вы правильно выполнили стадию полировки, включая обрезку и полировку цвета, ваша деталь уже должна выглядеть довольно хорошо. Однако состав, который вы использовали, оставил после себя что-то, что блокирует часть блеска, поэтому вам нужно его удалить.
Возьмите качественную полироль для нержавеющей стали и полировальный круг или полировальный диск. Пройдитесь по своему изделию в течение пяти или десяти минут, чтобы удалить остатки соединений и все, что осталось. Не забудьте убрать излишки лака.
Пройдитесь по своему изделию в течение пяти или десяти минут, чтобы удалить остатки соединений и все, что осталось. Не забудьте убрать излишки лака.
Независимо от того, какую отделку вы выбрали, конечный продукт должен выглядеть блестящим и новым, без пятен или заметных полос.
Торговый центр| Сертификация сварщика: 11 лучших школ сварки в…
Если вы хотите стать сварщиком в Миннесоте, вы попали по адресу. В этом посте мы даем краткое изложение того, как выглядит карьерный путь сварщика, за которым следуют школы сварки и программы обучения, а также стипендии! – в Миннесоте.
Как стать сварщиком: программа обучения и карьеры
Сварщик — это захватывающая карьера, которая предлагает множество различных возможностей. Сварщики — это специалисты, которые соединяют такие металлы, как сталь, алюминий, латунь и нержавеющая сталь, используя различные методы сварки, такие как дуговая сварка в среде защитного металла, дуговая сварка металлическим газом, дуговая сварка с флюсовой сердцевиной, дуговая сварка вольфрамовым электродом в кислородно-топливной среде, плазменная дуга, углеродно-воздушная дуга. Процессы резки и строжки.
Процессы резки и строжки.
Перспективы карьеры сварщика
В США и других странах квалифицированные сварщики пользуются большим спросом из-за того, что сварка задействована на всех этапах промышленных операций, а также на производстве, строительстве и ремонте.
По данным Бюро статистики труда, в 2019-2029 годах ожидается рост числа рабочих мест сварщиков, резчиков, пайков и пайков на 3 процента. По данным Американского общества сварщиков (AWS), к 2023 году нехватка сварщиков составит более 375 000 человек.
Средняя почасовая оплата сварщиков в Миннесоте составляет 25,22 доллара, что на 22 процента выше, чем в среднем по стране, поэтому Миннесота — хорошее место, чтобы стать сварщиком.
Potential Job Titles
- Welder
- Fabricator
- Solderer
- Metal Fabricator
- Structural Steel Worker
- Plumber or Pipefitter
- General Construction Worker
- Machine Operator
- Production Operator
- Plant Maintenance
- Robot Welder
- Продавец
- Мастер
- Начальник смены
Где можно работать
- Производственные цеха
- Предприятия по производству металлоконструкций
- Производство резервуаров из нержавеющей стали
- Производство металлоконструкций
- Строительство электростанций
- Фитинги для медицинского оборудования
- Фитинги для нефтепромыслов
- Продажа оборудования и робототехники 90 предпринимательство
- Транспортное производство
- Сельскохозяйственное производство и ремонт
- Морское буровое строительство
- Your own business
Potential Employers for Welders in Minnesota
- Flour City Bending Inc
- Despatch Industries
- Caterpillar, Inc.
- LeJeune Steel Company
- WestRock
- GE Power & Water
- BAUER Manufacturing
- Millwrights Local 548
- Spectro Alloys
- Park Industries
- New Flyer
- Advanced Process Technologies
- DCI Inc.
- Rotochopper
- Декоративное железо Эла
- Компания Safety Rail
- Northern Metal Products
- Weidner Mechanical
- BTD

(И многие другие).
Как стать сварщиком
Чтобы стать сварщиком, обычно требуется аттестат о среднем образовании или его эквивалент, и многие магазины предлагают обучение на рабочем месте и ученичество. Тем не менее, многие работодатели предпочтут кандидатов с формальным дипломом или степенью младшего специалиста, а более технически квалифицированные сварщики с более широким набором навыков, как правило, зарабатывают больше, что делает формальное обучение сварке хорошей инвестицией в ваше будущее.
Сварщики, умеющие читать чертежи и изготавливать изделия по спецификациям, пользуются особенно большим спросом.
Продолжайте читать нашу сводку лучших школ сварщиков в Миннесоте, а также возможности получения стипендий.
Школы сварщиков в Миннесоте
Ниже мы собрали коллекцию учебных программ и стипендий в области сварки в Миннесоте.
1. Сертификат по сварке и изготовлению металлоконструкций Общественного и технического колледжа Миннеаполиса, MN
О программе
Металлообработка, долгое время считавшаяся видом искусства, представляет собой практический творческий процесс обучения, в ходе которого вы решаете проблемы силой мысли и тела. Программа Minneapolis College по сварке и изготовлению металлов предоставляет вам технические знания и практические навыки, необходимые для получения работы начального уровня в производстве, строительстве и различных других отраслях.
- Это краткосрочная, гибкая программа – вы можете получить сертификат сварщика на 30 кредитов всего за год, посещая дневные или вечерние курсы!
- Небольшие классы обеспечивают много внимания один на один со стороны инструкторов и практический опыт обучения.
- Программа колледжа Миннеаполиса по сварке и изготовлению металлов является отличной ступенькой для дальнейшего обучения в области производства и машиностроения с возможностью карьерного роста.
- Сертификаты сварщика доступны для студентов в различных процессах в соответствии со стандартами Американского общества сварщиков.
- Студенты ежегодно участвуют в соревнованиях сварщиков Behind the Mask and Skills USA.
- Доступны стипендии Американского общества сварщиков.
- Программа поощряет творчество; вы планируете и изготавливаете свои собственные проекты для кредита курса.

Location
1501 Hennepin Avenue Minneapolis, Minnesota
Degree Type
Certificate
Class Time/Lesson Format
Day and Evening
Duration of Program
1-2 Years
View Program Details
View Стипендии
2. Программа по сварке в Техническом колледже округа Дакота, MN
О программе
Программа по сварке в Техническом колледже округа Дакота в Роузмаунте, штат Миннесота, предлагает разнообразное обучение различным сварочным процессам, характерным для нашей профессии. Студенты получат теоретические знания в классе и практический опыт в сварочной лаборатории.
Студенты получат теоретические знания в классе и практический опыт в сварочной лаборатории.
В этом девятимесячном курсе будут рассмотрены основные темы и процессы сварки, чтобы подготовить студента к работе в отрасли на начальном уровне. Охватываемые темы включают: Дуговая сварка в среде защитного металла, Газовая дуга, Дуговая сварка с флюсовой сердцевиной, Газо-вольфрамовая дуговая сварка, Процессы кислородно-топливной сварки, Плазменная дуга, Процессы угольно-воздушной дуговой резки и строжки.
Учащиеся будут работать с различными металлами, включая сталь, нержавеющую сталь и алюминий. В учебную программу входят изготовление в цеху, чтение чертежей, математика, визуальный осмотр и безопасность.
Расположение
1300 145th St E Rosemount, Minnesota
Групт тип
Диплом
Время занятий/Формат урока
День и вечер
Программа
9000 1-2 годы 9015 3 9015 3 9015 3 9015.373 9015.5292929292929292929292929292929292929292929292929201520152. Программа 9015
Программа 9015Просмотреть сведения о программе
Просмотреть стипендии
3. Сертификат по сварке и изготовлению металлоконструкций Общественного и технического колледжа Миннеаполиса, Миннесота
О программе Сент-Клауд, штат Миннесота, изучите различные методы, в том числе дуговую сварку с защитным металлом, кислородно-ацетиленовую сварку и пайку, дуговую сварку металлическим газом, дуговую сварку вольфрамовым электродом, газовую и плазменную резку. Они также изучат металлургию, производство и оборудование, автоматическую обработку, CADD, чтение чертежей и правила техники безопасности.
Сварные швы будут выполняться в соответствии с отраслевыми стандартами с использованием AWS D1.1 Structural Code и AWS D1.3 для сварки конструкционных листов стали. Сварные швы будут выполняться во всех положениях, а для проверки качества сварных швов будут проведены управляемые испытания на изгиб.
Приобретенные навыки:
- Продемонстрировать способность читать и интерпретировать чертежи и коды.
- Используйте навыки критического мышления и применяйте математику для решения задач сварки.
- Выберите подходящую технологию и приемы сварки и продемонстрируйте свои способности в сварке GMAW, GTAW, FCAW, SMAW, OFW и роботизированной сварке.
- Определение свойств материалов для обеспечения безопасного обращения и надлежащей утилизации опасных материалов.
- Используйте соответствующие формы связи для эффективного и действенного общения с клиентами, коллегами и руководителями.
- Применение процессов критического мышления и принятия решений для решения технических проблем.
- Продемонстрируйте способность составлять расписание, планировать и эффективно управлять временем, чтобы поддерживать хорошие показатели посещаемости.

Местоположение
1540 Northway Drive St. Cloud, Миннесота
градуса типа
Диплом
Время класса/Формат урока
День
Продолжительность программы
1-2 лет
Программа Программа
Программа Просмотр Просмотр Просмотр.
4. Базовый сертификат по сварке от Century College, Миннесота
О программе
Получение базового сертификата по сварке в Century College в Норт-Уайт-Беар-Лейк, штат Миннесота, подготовит студентов к работе на начальных должностях в сварочной промышленности.
Учащиеся будут:
- Управлять силой огня и электричества для проектирования и изготовления металлических изделий, которые люди используют каждый день
- Соединение, резка, сгибание и манипуляции с металлом для промышленных и художественных целей устранять неполадки и творчески решать широкий спектр отраслевых задач
Сертификат представляет собой первое знакомство со сваркой и может помочь вам начать карьеру или подготовить вас к следующим шагам в образовании.
Расположение
3300 Century Avenue North White Bear Lake, MN
градус типа
Сертификат
Время занятий/Формат урока
Day
Программа
1-2 лет
Программа Программа
1-2 лет
Программа.
 $12,300
$12,300Подробнее о программе
Просмотреть стипендии
5. Сертификат производителя сварки от Технического колледжа Анока, Миннесота
О программе
Программа сварочных технологий технического колледжа Анока в Аноке, штат Миннесота, предлагает сертификат производителя сварки, разработанный и преподаваемый профессионалов отрасли, чтобы предоставить выпускникам исключительные навыки сварки для успеха на рабочем месте. Программа разработана как серия строительных блоков, обеспечивающих быстрый доступ к карьере сварщика. Эта гибкость позволяет учащимся останавливаться и перезапускаться, когда позволяет их жизнь.
Местоположение
1355 W Main ST Anoka, Minnesota
Группа Тип
Сертификат
Время занятий/Формат урока
День и вечер
Программа
Менее 1 год
Программа
Программа
Программа
Программа
Программа
. Стипендии
Стипендии
6. Диплом по технологии сварки Технического колледжа Анока, Миннесота
О программе
Диплом по технологии сварки Технического колледжа Анока в Анока, Миннесота разработан и преподается профессионалами отрасли, чтобы дать выпускникам исключительные навыки сварки для достижения успеха в рабочее место. Программа разработана как серия строительных блоков, обеспечивающих быстрый доступ к карьере сварщика. Эта гибкость позволяет учащимся останавливаться и перезапускаться, когда позволяет их жизнь.
Местоположение
1355 W Main ST Anoka, Minnesota
Степень типа
Диплом
Время занятий/Формат урока
День и вечер
Программа
1-2 годы
Программа
1-2 годы
Программа
Программа
Программа
Программа. Стипендии
8. Степень сварщика в Техническом колледже Анока, штат Миннесота
О программе
Степень сварщика в Техническом колледже Анока в Анока, штат Миннесота, разработана и преподается профессионалами отрасли, чтобы дать выпускникам исключительные навыки сварки для достижения успеха на рабочем месте. Программа разработана как серия строительных блоков, обеспечивающих быстрый доступ к карьере сварщика. Эта гибкость позволяет учащимся останавливаться и перезапускаться, когда позволяет их жизнь.
Программа разработана как серия строительных блоков, обеспечивающих быстрый доступ к карьере сварщика. Эта гибкость позволяет учащимся останавливаться и перезапускаться, когда позволяет их жизнь.
Location
1355 W Main St Anoka, Minnesota
Degree Type
Associate’s Degree
Class Time/Lesson Format
Day and Evening
Duration of Program
2 Years
View Program Details
View Scholarships
9. Диплом сварщика Колледжа Сент-Пол, штат Миннесота
О программе
Диплом сварщика колледжа Сент-Пол в Сент-Поле, штат Миннесота, научит вас некоторым наиболее часто используемым методам сварки сегодня.
Наша цель — подготовить вас к работе в сварочной отрасли. Чтобы стать успешным сварщиком, вам понадобятся как теоретические основы, так и соответствующие практические занятия каждый день. Применение концепций безопасности в цеху и навыков чтения чертежей в проектах по металлообработке поможет вам преуспеть в учебе и на протяжении всей карьеры.
В нашей сварочной лаборатории имеется более восьмидесяти кабин, оснащенных сварочными аппаратами, способными выполнять сварку MIG, TIG и SMAW различных металлов, таких как низкоуглеродистая сталь, нержавеющая сталь и алюминий.
Сварщики часто должны создавать продукты для отрасли, в которой они работают, выполняя производственные обязанности, такие как эксплуатация металлических ножниц, листогибочных прессов, шлифовальных станков, горелок и даже оборудования с ЧПУ, которое будет формировать, резать и гнуть металлы. . Вы получите навыки изготовления благодаря практическому опыту работы с различными проектами.
Сварочное производство широко используется в авиастроении, автомобилестроении, грузоперевозках, судостроении, трубопроводной арматуре, сантехнике, производстве листового металла, металлообработке и других отраслях, использующих металлы. Квалифицированные сварщики могут стать специалистами по компоновке, инженерами, техниками, супервайзерами, сертифицированными инспекторами по сварке или владельцами частных магазинов.
Основные моменты программы
- Работа с современным сварочным оборудованием, используемым в современной производственной отрасли.
- Интерпретировать чертежи и спецификации с макетами.
- Развитие навыков шлифовки, чистовой обработки и подготовки сварных швов в соответствии со стандартами Американского общества сварщиков (AWS).
- Используйте оборудование для плазменной резки с ЧПУ/NC, пресс-формы и роботизированное производственное оборудование в современных магазинах.
- Работа с кислородом/топливом, пайка и резка, необходимые для квалифицированных сварщиков.
- Практика кислородно-ацетиленовой сварки и резки, экранированного металла, металлического газа, дуговой сварки вольфрамовым электродом и плазменной дуговой сварки, плазменной резки, дуговой сварки под флюсом и методов дуговой сварки под флюсом.
Местоположение
235 Marshall Avenue Saint Paul, Minnesota
Тип диплома
Диплом
Время занятий/формат урока
Традиционное обучение в классе и практическое обучение в ультрасовременных лабораториях на Сент-Поле Кампус колледжа, Сент-Пол, Миннесота.
Доступны дневные и вечерние курсы.
Продолжительность программы
1-2 года
Стоимость программы
$ 9,699
Подробности Просмотра программы
Просмотр стипендий
10. Программа сварки и металлических изготовлений в Hennepin Technecdent, MN
Arestrade
. . Эффективный. Компетентный.Эти слова могут описать вас после того, как вы закончите обучение по программе «Сварка и изготовление металлов» в Техническом колледже Хеннепин в Бруклин-Парке, Миннесота. Независимо от того, хотите ли вы получить дополнительные навыки или начать успешную карьеру, эта программа даст вам прочную основу, необходимую для достижения ваших целей. Учебная программа включает в себя основные методы сварки и изготовления, чтение чертежей и продвинутые технические навыки, предоставляя вам необходимые знания и практический опыт, необходимые для достижения успеха.
Область сварки продолжает развиваться благодаря значительным технологическим достижениям. Сварщики могут специализироваться в самых разных областях, включая робототехнику и другие автоматизированные системы, нанотехнологии, монтаж трубопроводов, применение альтернативных источников энергии, изготовление инфраструктуры, подводную сварку и контроль. Сварка стала доминирующей силой практически во всех аспектах нашей повседневной жизни, и с постоянным прогрессом, который переживает отрасль, сварка предоставит почти бесконечные возможности для тех, кто находится на переднем крае.
Сварщики могут специализироваться в самых разных областях, включая робототехнику и другие автоматизированные системы, нанотехнологии, монтаж трубопроводов, применение альтернативных источников энергии, изготовление инфраструктуры, подводную сварку и контроль. Сварка стала доминирующей силой практически во всех аспектах нашей повседневной жизни, и с постоянным прогрессом, который переживает отрасль, сварка предоставит почти бесконечные возможности для тех, кто находится на переднем крае.
Location
9000 Brooklyn Boulevard Brooklyn Park, Minnesota
Degree Type
Diploma
Class Time/Lesson Format
Day and Evening
Duration of Program
2 Years
View Program Details
View Scholarships
11. Сертификат технологии сварки от Dunwoody Welding Technology, MN
О программе
Ищете работу сварщика? С сертификатом Welding Technology от Dunwoody Welding Technology в Миннеаполисе, штат Миннесота, вы изучите все стандартные методы сварки, используемые в промышленности, включая кислородно-топливную сварку и резку, дугу с защитным металлом, дугу с газовым металлом и дугу с вольфрамовым электродом.
Пройдите обучение в нашей ультрасовременной сварочной лаборатории. Попрактикуйтесь в создании ровных, прочных сварных швов, используя как стальные, так и алюминиевые сплавы. В течение последнего семестра вы будете планировать, выбирать материалы и выполнять проект сварочного производства.
Учебная программа программы тесно связана со стандартами, установленными Американским обществом сварщиков (AWS), что гарантирует, что вы закончите обучение с навыками, которые ищут работодатели.
Все преподаватели являются сварщиками, сертифицированными AWS, и студентам предлагается присоединиться к местному студенческому отделению AWS.
Кредиты, полученные в сертификате технологии сварки, напрямую переводятся в программу получения степени младшего специалиста Dunwoody по сварке и изготовлению металлов.
Местоположение
818 Dunwoody Boulevard Minneapolis, Minnesota
Type
Сертификат
Время занятий/Формат урока
День
Программа.
 Программа1000. 12. Степень сварки и металлообработки Технологического колледжа Данвуди, Миннесота 9.0025
Программа1000. 12. Степень сварки и металлообработки Технологического колледжа Данвуди, Миннесота 9.0025О программе
Овладейте различными процессами сварки, резки и изготовления, необходимыми на производственном предприятии 21-го века, и выйдите на рынок труда, обладая навыками сварки и механической обработки, получив степень в области сварки и изготовления металлов в Технологическом колледже Данвуди в Миннеаполисе, Миннесота.
Проведите первый год в современном сварочном центре Данвуди, где вы изучите стандартные методы сварки, используемые в промышленности, включая кислородно-топливную сварку и резку, дугу в среде защитного металла, дугу в среде газового металла и дугу вольфрамового электрода.
В течение второго года вы будете работать в современном механическом цехе Данвуди, изучая инженерное черчение, ручное фрезерование и токарную обработку с ЧПУ, а также определение геометрических размеров и допусков.
Учебная программа программы тесно связана со стандартами, установленными Американским обществом сварщиков (AWS) и Национальным институтом навыков металлообработки (NIMS), что гарантирует, что вы закончите обучение с ценностями отрасли.
Эта степень напрямую переходит в степень бакалавра наук Данвуди в области технологий промышленного проектирования.
Location
818 Dunwoody Boulevard Minneapolis, Minnesota
Degree Type
Associate’s Degree
Class Time/Lesson Format
Day
Duration of Program
2 Years
View Program Details
View Scholarships
Weld Как один: эволюция JK Welding
Мы очень рады поделиться этой замечательной тематической статьей из журнала «Производство сегодня». Прочтите историю личного пути Джона Кинга и эволюции JK Welding ниже, опубликованную в журнале «Производство сегодня».
Сочетая креативность с самоотверженностью и мастерством, JK Welding предлагает высококачественные услуги по индивидуальному изготовлению, сварке и ремонту металлов клиентам в Хьюстоне, Сан-Антонио, Остине, Далласе и прилегающих районах.
Начиная с простого одного человека и превращение в мастерскую по индивидуальному заказу, которая создает великолепные произведения искусства, а также промышленное оборудование – эволюция JK Welding действительно является эволюцией американской мечты. Начав с основателя компании Джона Кинга и единственной сварочной установки, первоначальным источником вдохновения для бизнеса было сочетание любви Джона к искусству и сварке и практической потребности увеличить доход его семьи. Как самопровозглашенный «экстремал» Джон является активным охотником и рыбаком, и его желание отправиться в новые приключения означало, что ему нужен дополнительный поток доходов, поступающий в внутренние резервы. В результате родилась компания JK Welding. «Моя страсть к сварке, изготовлению и дизайну, а также воплощение в жизнь чаяний людей компенсирует и поддерживает мою привычку к охоте и рыбалке, так что они идут рука об руку, и я наслаждаюсь ими обоими», — сказал он.
Проект пиратского корабля для Royal Caribbean на Багамах Компания JK Welding постепенно росла из своей небольшой компании, добавляя персонал и оборудование, и в 2008 году компания получила награду, которую Джон назвал своей «первой большой работой». в Кема, штат Техас, после разрушения ураганом «Айк», — пояснил он. Работа JK Welding на всем променаде была значительной, и этот контракт помог поднять авторитет бизнеса и привел к дальнейшим важным проектам, включая восстановление «Техасского линкора»; линкор, которому более 100 лет, и его работы на Поющем Звенящем Дереве в Остине, штат Техас. Это гигантское творение весом 54 000 фунтов является одним из трех в мире. Сделанный из 3000-футовой шестидюймовой трубы, он, по сути, представляет собой массивный колокольчик, который производит уникальную музыку и звуки, когда ветер проходит по трубам. «Мы также спроектировали, изготовили и создали пиратский корабль для детского аквапарка, который построили без чертежей и эскизов», — добавил Джон. «Это была уникальная работа, которая была построена в JK Welding в Сайпрессе, штат Техас, отправлена в Майами, а затем перевезена на частный остров для Royal Caribbean на Багамах.
в Кема, штат Техас, после разрушения ураганом «Айк», — пояснил он. Работа JK Welding на всем променаде была значительной, и этот контракт помог поднять авторитет бизнеса и привел к дальнейшим важным проектам, включая восстановление «Техасского линкора»; линкор, которому более 100 лет, и его работы на Поющем Звенящем Дереве в Остине, штат Техас. Это гигантское творение весом 54 000 фунтов является одним из трех в мире. Сделанный из 3000-футовой шестидюймовой трубы, он, по сути, представляет собой массивный колокольчик, который производит уникальную музыку и звуки, когда ветер проходит по трубам. «Мы также спроектировали, изготовили и создали пиратский корабль для детского аквапарка, который построили без чертежей и эскизов», — добавил Джон. «Это была уникальная работа, которая была построена в JK Welding в Сайпрессе, штат Техас, отправлена в Майами, а затем перевезена на частный остров для Royal Caribbean на Багамах.
«Нашим последним проектом было создание великолепного полого креста высотой 50 футов, который мы спроектировали и построили для церкви в Кэти, штат Техас», — добавил он.
Большое разнообразие проектов, реализованных JK Welding, впечатляет и в какой-то степени иллюстрирует не только готовность компании мыслить нестандартно, но и исключительный уровень навыков проектирования и производства, необходимых для работать над такими разными задачами. Джон привел еще два примера, которые еще больше подчеркивают этот момент. «Вначале я взял простой желтый школьный автобус, спроектировал и переоборудовал его в автобус для вечеринок для Техасского университета A&M, очень большого колледжа здесь, в Техасе. Уникальное сооружение с танцполом на крыше используется выпускниками и футбольной командой для поездок на все футбольные матчи колледжа.
«Мы также выполнили проект дренажной трубы на водохранилище Аддикс в Хьюстоне для Инженерного корпуса армии, и в этом проекте, который длился два с половиной года, было более 10 000 дюймов сварного шва на дренажных трубах, и это было 100-процентный рентген, и у нас не было ни одного отказа. Таким образом, несмотря на некоторые сложные условия, команда выполнила работу без единой ошибки, а также без единого инцидента с безопасностью. Это потрясающее достижение».
Проект водохранилища Аддикс является лишь одним из примеров более промышленной стороны работы JK Welding, которая включает в себя такие продукты, как платформы и перила, салазки для нефтяных месторождений и системы механизированной добычи для нефтегазовой промышленности. Высокий уровень собственных навыков в области изготовления нержавеющей стали, изготовления листового металла, пакетов салазок и уже упомянутых областей является одним из факторов, которые Джон определяет как то, что отличает бизнес от конкурентов, но он также подчеркнул, что еще он также считается решающим отличием. «Важен тот факт, что все наши сотрудники являются командными игроками класса А, а также наше чрезвычайно высокое качество, а также возможность быстрого выполнения заказов.
«Важен тот факт, что все наши сотрудники являются командными игроками класса А, а также наше чрезвычайно высокое качество, а также возможность быстрого выполнения заказов.
«Но на самом деле наша способность проектировать, изготавливать, наносить покрытие, обрабатывать, доставлять и затем устанавливать наши творения из всех трех категорий углеродистой стали, нержавеющей стали или алюминия — это то, что действительно выделяет нас как универсального поставщика наши клиенты.»
В цехе JK Welding, LLC Персонал JK Welding насчитывает около 40 человек, и это сплоченная команда, причем некоторые из них работают с самых первых дней работы компании. Джон стремится поощрять продвижение по службе и продвижение по службе, и он до сих пор лично участвует в некоторых крупных проектах, которыми занимается компания. Он считает, что возможность внести свой личный вклад в проекты является важным элементом успеха JK Welding, и поэтому не хочет слишком сильно расширять команду и рисковать потерять этот компонент.
Джон также очень рад поделиться своими знаниями и опытом с теми, кто поднимается по служебной лестнице, поскольку старшее поколение обучало его ранее. Он отметил, что современные сварщики извлекают выгоду из новых технологий, которые облегчают часть работы, но в то время как оборудование становится моложе и инновационнее, старшее поколение с самым широким диапазоном навыков и знаний в области сварки выходит на пенсию, что затрудняет набор персонала.
«Я чувствую, что сварка и изготовление, а художественная сторона этого — умирающая профессия, правда», — признался Джон. «Сварка — это больше, чем просто наложение валика сварного шва, и сейчас уже не так много творческих людей, как раньше».
Чтобы вдохновить новое поколение, Джон посвящает много времени участию в сварочных мероприятиях и соревнованиях в средних школах Техаса. «Я помогаю, поддерживаю, вовлекаю и вдохновляю этих молодых парней и девушек, которые заканчивают среднюю школу и хотят стать сварщиками», — сказал он.:watermark(,-1,-1,0,15,none)/59203c4e69bc106.s.siteapi.org/img/2571c85d4f46684a03aa59c918c51d7083fece34.jpg) «Я позиционировал себя как наставник вместе со многими другими сварщиками, и дети, которые хотят стать сварщиками, смотрят на нас, независимо от того, хотят ли они быть чрезвычайно творческими и создавать произведения искусства, или просто те, кто хочет быть очень хорошими сварщиками. . Я жертвую много своего времени, оборудования и инструментов для этих детей, чтобы вдохновлять их и направлять их на правильный путь».
«Я позиционировал себя как наставник вместе со многими другими сварщиками, и дети, которые хотят стать сварщиками, смотрят на нас, независимо от того, хотят ли они быть чрезвычайно творческими и создавать произведения искусства, или просто те, кто хочет быть очень хорошими сварщиками. . Я жертвую много своего времени, оборудования и инструментов для этих детей, чтобы вдохновлять их и направлять их на правильный путь».
Способность Джона вдохновлять этих старшеклассников — это то, чем он также делится с другими, выступая перед сообществом и описывая лидерство. Когда его спросили, что он считает важной чертой великого лидера, он назвал уверенность самым важным. «Уверенность может открыть множество дверей, а уверенность в принятии быстрых решений и доверие к своим способностям действительно являются ключом к успеху», — заявил он. «Но я также считаю, что вы также должны снабдить свою команду правильным оборудованием, поскольку для любого успеха в работе правильное руководство — ничто без правильных инструментов. Эти двое должны работать рука об руку, если вы хотите выполнить все требования работы с честью».
Эти двое должны работать рука об руку, если вы хотите выполнить все требования работы с честью».
Благодаря управленческим подходам и стратегиям, принятым Джоном, он создал сплоченную, ориентированную на семью компанию, которая отстаивает уважение и вознаграждает тяжелый труд. Джон твердо убежден, что, как только сотрудники выходят на работу, их семейное время становится ценным, и любые тимбилдинги или корпоративные мероприятия проводятся в течение дня, чтобы отразить это. «Я ценю время каждого, поэтому, если вам звонят в нерабочее время, вы знаете, что это что-то важное — моим сотрудникам важно знать, что я уважаю их время», — добавил он.
Как и следовало ожидать, судя по его поведению и подходу, Джон очень стремился обеспечить безопасность своих сотрудников в период Covid-19 — не только на самом рабочем месте, но и в смысле сохранения занятости в ситуации, когда сварка компании переживали спад в бизнесе. Еще раз продемонстрировав способность JK Welding к творческому мышлению, компания взяла 65 резервуаров ISO, которые нуждались в внутреннем ремонте, разместила их внутри цеха и создала каждый резервуар как безопасную рабочую среду для отдельного сварщика. «Мы смогли распределить всех наших сотрудников по отдельным резервуарам, где у каждого резервуара был свой вход/выход, а в теплое время года был установлен дополнительный кондиционер. Это позволило нам соблюдать социальную дистанцию с каждым сотрудником внутри каждого резервуара, поддерживая их продуктивность и работу, а также заполняя пробелы в нашей общей рабочей нагрузке».
«Мы смогли распределить всех наших сотрудников по отдельным резервуарам, где у каждого резервуара был свой вход/выход, а в теплое время года был установлен дополнительный кондиционер. Это позволило нам соблюдать социальную дистанцию с каждым сотрудником внутри каждого резервуара, поддерживая их продуктивность и работу, а также заполняя пробелы в нашей общей рабочей нагрузке».
Проект резервуара ISO теперь является частью выдающегося портфеля работ, выполненных JK Welding, и, хотя это был скорее промышленный контракт, чем произведение искусства, Джон искренне считает, что все, что было выполнено в рамках бизнеса, является «произведением искусства». «Я всегда был более благосклонен к творческой и дизайнерской стороне производства, в то время как многие люди думают о сварке как о кованых заборах или решетках для быков, я считаю, что сварка — это искусство, независимо от того, что это такое. Я думаю, именно поэтому многие работы, за которые мы беремся, необычны — они определенно привлекают внимание».
Продолжая тему сварки как искусства, мы переходим к компании, которую Джон купил полтора года назад, и она называется Trails West Gate Company. «Эти ребята проектируют и производят входы и ворота для больших ранчо, и на многих из этих ворот изображены большие сцены дикой природы. Так что произведения искусства там экстраординарны, и этот бизнес сейчас процветает, так что мы очень счастливы».
Описав, как работает его компания и дух, становится ясно, что за последние 15 лет Джон создал не только процветающий бизнес, но и стратегию для дальнейшего успеха в будущем. Сохраняя индивидуальный подход, отдавая предпочтение качеству, скорости и мастерству превыше всего, предоставляя одну сборку, один счет, один контакт и один номер, все это объединилось в очень успешный пакет.
«У нас есть маленькие наклейки, которые мы раздаем на сварочных мероприятиях», — заключил Джон в конце нашего интервью. «Он говорит «Объединяемся как единое целое», и мы верим, что именно это мы и делаем; мы Weld as One ».
Еще раз спасибо журналу Manufacturing Today Magazine за эту замечательную статью. Не забудьте подписаться на JK Welding в Instagram и LinkedIn, чтобы быть в курсе текущих проектов и событий.
Как насчет алюминиевого топливного бака?
Большинство строителей не умеют сваривать алюминий, точнее говоря, никогда не пробовали сваривать алюминий. Если да, то почему кто-то из них должен даже подумать о создании алюминиевого топливного бака? Ведь сделать исправный топливный бак из стеклопластика или композита может практически каждый.
На самом деле, у многих современных строителей может не быть выбора, когда бак спроектирован как неотъемлемая часть составной конструкции самолета, который он строит. Однако не все строят пластиковые самолеты, и существует множество самодельных конструкций, которые позволяют строителю проявлять свою индивидуальность и дают ему возможность изготовить и установить топливный бак любого типа, который он предпочитает. Я не считаю, что выбор конструкции топливного бака зависит от выбора алюминиевых баков или баков из стекловолокна. . . нисколько.
Я не считаю, что выбор конструкции топливного бака зависит от выбора алюминиевых баков или баков из стекловолокна. . . нисколько.
Каждый тип конструкции топливного бака имеет свои уникальные качества, которые могут сделать один тип более подходящим для конкретного самолета, чем другой. Поскольку эта статья о металлических резервуарах, давайте сосредоточим на них внимание.
Металлические баки, их особенности и недостатки
Металлический топливный бак почти всегда будет легче, чем бак из стекловолокна такой же емкости. Экономия веса в три или более фунтов часто может быть реализована в резервуаре большего размера.
Алюминий — чистый, стабильный, простой в обработке материал, который всегда дает предсказуемые результаты. С другой стороны, для тех из нас, у кого не было возможности узнать, как, с помощью профессионального обучения и большого количества практики, алюминий трудно сваривать. Кроме того, у большинства из нас нет оборудования. . .
Алюминий, в отличие от стали, не меняет цвет при повышении температуры до точки плавления. Кроме того, его более низкая температура плавления достигается очень быстро из-за его высокой теплопроводности. Следовательно, металл внезапно слипнется и разрушится, оставив зияющую дыру, к ужасу неопытного сварщика, когда он впервые попытается сварить алюминий.
Еще одна характеристика алюминия наверняка вызовет затруднения у неопытного сварщика. По сравнению со сталью, он имеет гораздо более высокую скорость расширения. Это в сочетании с его высокой теплопроводностью делает алюминий подверженным значительной деформации и короблению во время сварки, особенно при сварке сплошного шва.
Алюминиевый бак (в отличие от бака из стеклопластика), являясь хорошим проводником электричества, может быть легко заземлен на землю самолета во время заправки, что исключает риск накопления статического электричества. (Пусть человек, выполняющий заправку, прикрепит заземляющий кабель к вашей выхлопной трубе. )
)
Вам не нужно уметь сваривать алюминий, чтобы сделать свой собственный металлический бак! И, вопреки тому, во что вы можете поверить, это тоже не сложно. Полностью изготовить бак в своей мастерской без каких-либо специальных инструментов, за исключением самодельного приспособления для гибки фланцев (9).0147 Рисунок 1 ). Внешнюю обшивку можно вырезать с помощью жестяных пластин или на ленточной пиле и согнуть в нужную форму. Фланец сгибается в одной из обшивок с помощью самодельного инструмента для отбортовки, а затем обшивки собираются, зажимая края вместе, чтобы вы могли вытащить резервуар для дуговой сварки. Конечно, я пропустил некоторые детали, но читайте дальше.
При желании вы можете собрать бак с помощью авиационных заклепок, так что сварка не потребуется. В конце концов, интегральные крыльевые баки в металлических самолетах обычно изготавливаются таким образом, так почему бы не сделать любой танк? Клепаные швы и заклепки, разумеется, должны быть герметизированы топливостойким составом.
Примечание. Возможно, вы не в курсе, но Aircraft Spruce and Specialty Co. (и другие) продает готовые металлические баки для различных самодельных конструкций. Один из этих баков может подойти для вашего самолета.
Какие материалы использовать?
Сделайте бак(и) из свариваемого алюминия 0,040 или 0,050 дюйма. Если бак должен быть полностью склепан и сварка не требуется, можно использовать лист из алюминиевого сплава марки 2024 Т3. Однако 2024 T3, помимо того, что он не поддается сварке, нелегко формуется, за исключением случаев, когда он находится в отожженном (0) состоянии. В противном случае используйте один из общедоступных свариваемых алюминиевых сплавов, таких как алюминиевый лист серии 1100, 3003, 5052 или 6061.
Я бы не стал использовать мягкий коммерческий алюминий 1100, так как в нем просто нет прочности. Если вы используете алюминий 6061, его можно подвергнуть термообработке после сварки, хотя строители редко делают это. Учитывая все обстоятельства, рекомендуемый материал топливного бака — 5052, 1/4 или 1/2 твердого алюминия. Обозначение 5052х42 — для 1/4 харда, а обозначение 5052х44 — для 1/2 харда из алюминия. Алюминий 5052х42 очень легко формуется, и его легко можно приобрести у поставщиков, занимающихся самодельной сборкой.
Обозначение 5052х42 — для 1/4 харда, а обозначение 5052х44 — для 1/2 харда из алюминия. Алюминий 5052х42 очень легко формуется, и его легко можно приобрести у поставщиков, занимающихся самодельной сборкой.
Вы можете сделать свои перегородки из более легкого материала, чем материал толщиной 0,040 дюйма или 0,050 дюйма, используемый для обшивки бака. Это связано с тем, что перегородки обычно заклепываются и не требуют внутренней сварки. По этой причине вы также можете использовать 2024 T3, если хотите.
Заклепки, используемые для установки перегородок, должны быть мягкого (коммерческого) типа, если их головки необходимо приварить после установки. Используйте заклепки с куполообразной головкой диаметром 1/8 дюйма.
Резервуары, которые должны быть полностью склепаны (без сварки), могут быть соединены вместе с близко расположенными авиационными заклепками (AN470AD-4). в большинстве случаев в зависимости от конструкции резервуара и толщины используемого материала. Близкое расстояние между заклепками важно для получения хороших герметичных швов, которые будут герметичными после герметизации хорошим герметиком, стойким к топливу.
Стандартные алюминиевые свариваемые фланцы можно приобрести у вашего любимого поставщика или изготовить самостоятельно из куска свариваемого алюминиевого сплава. То же самое относится к заливной горловине и заливной горловине. Заглушки, прикрепленные к прочному алюминиевому монтажному кольцу, довольно популярны среди строителей. Эти кольца горловины заливной горловины могут быть приварены или приклепаны к баку, обеспечивая плавную и обтекаемую установку крышки топливного бака.
Каждый резервуар должен иметь какой-либо отстойник, даже если это не более чем преувеличенная вмятина на дне резервуара. Это углубление, или отстойник, предназначено для обеспечения локализованного низкого места, в котором вода (если она присутствует) будет осаждаться и легко стекать во время предполетной проверки.
Особенности конструкции резервуара
Один большой резервуар дешевле в изготовлении и более эффективен, чем пара небольших резервуаров. Причина очевидна. Для постройки одного маленького резервуара требуется столько же труда, сколько и для постройки большего. Кроме того, вам придется изготовить и установить в каждый бак заливную горловину и крышку, вентиляционную линию, поддон и пальцевую сетку. Кроме того, потребуется установка хомутов, запорной арматуры и дублирующей сантехники. Установка нескольких топливных баков всегда увеличивает сложность и создает проблемы с управлением подачей топлива. Как вы уже догадались, увеличение веса и добавленная стоимость также не будут приветствоваться.
Для постройки одного маленького резервуара требуется столько же труда, сколько и для постройки большего. Кроме того, вам придется изготовить и установить в каждый бак заливную горловину и крышку, вентиляционную линию, поддон и пальцевую сетку. Кроме того, потребуется установка хомутов, запорной арматуры и дублирующей сантехники. Установка нескольких топливных баков всегда увеличивает сложность и создает проблемы с управлением подачей топлива. Как вы уже догадались, увеличение веса и добавленная стоимость также не будут приветствоваться.
Очевидно, что если вам нужно быстрое путешествие на большие расстояния, вам придется смириться с указанными недостатками и приступить к строительству и установке нескольких танков.
Если вы решите установить один бак, вы, вероятно, испытаете непреодолимое желание сделать этот бак как можно больше. Отлично . . . но будьте осторожны, чтобы не сделать его настолько большим, чтобы он не помещался в отведенное ему пространство.
Если бак будет установлен в передней части фюзеляжа, помните, что днище бака должно быть свободным от ваших ног и педалей руля направления.
Старайтесь не проектировать резервуар необычной формы, так как это только усложнит его изготовление и, возможно, установку. Простота – это цель. Сделайте свой резервуар из как можно меньшего количества отдельных кусков металла. Это уменьшит количество сварных швов и упростит сборку. Резервуар можно сделать из двух больших кусков алюминия, как видно на прилагаемых фотографиях. Подобным образом можно изготовить даже прямоугольный резервуар, если сначала будет разработана хорошая бумажная выкройка.
Конечно, в любом случае должна быть отдельная деталь для поддона и, возможно, еще пара штук для дефлекторов. Тем не менее, чем меньше деталей используется при изготовлении вашего танка, тем меньше вероятность, что у вас возникнут с ним проблемы.
Дефлекторы
Основная функция дефлекторов — сводить к минимуму выброс топлива в бак во время маневров. Второстепенная функция заключается в усилении бака за счет увеличения жесткости относительно тонкого металла.
Существуют разные мнения о том, нужны ли перегородки в самодельном металлическом резервуаре. Я считаю, что большой металлический бак должен иметь перегородки. . . но что представляет собой большой танк? Как насчет 18 литров? Конечно, конструкция бака может иметь значение. Резервуары, имеющие большие плоские поверхности, менее склонны к «масленке», если они усилены наличием перегородок. Однако вы также должны знать, что выплескивающееся топливо также может создавать значительные нагрузки на перегородки и заклепки, крепящие их. Существует вероятность того, что используемые мягкие заклепки могут упасть, и ослабленная перегородка станет помехой. Расстояние между заклепками для крепления перегородки, вероятно, должно быть не более двух дюймов друг от друга.
Фланцы и стыки
Для облегчения сборки резервуара вам необходимо сформировать фланцы в одной или нескольких обшивках резервуара ( Рисунок 1 ). Эти фланцы должны быть шириной всего около 1/8 дюйма для сварки. Однако фланец 1/8 дюйма трудно зажать, поэтому сделайте свой фланец размером от 1/4 дюйма до 3/8 дюйма. Около 1/18 дюйма из этого количества будет расплавлено при сварке. Эти фланцы можно использовать по-разному, как показано на Рис. 2 .
Однако фланец 1/8 дюйма трудно зажать, поэтому сделайте свой фланец размером от 1/4 дюйма до 3/8 дюйма. Около 1/18 дюйма из этого количества будет расплавлено при сварке. Эти фланцы можно использовать по-разному, как показано на Рис. 2 .
Фланец такого типа создает проблемы при сборке. В то время как выступающие фланцы легко зажимаются боковыми зажимами Cleco, маленькими С-образными зажимами или даже большими канцелярскими зажимами, фланец скрытого типа должен зажиматься каким-либо другим способом. Одним из способов может быть использование заклепок, но их сложно приварить. Это также может означать более сложную работу для сварщика, так как ему придется приваривать каждую из этих монтажных заклепок. вспомогательные средства для сборки не рекомендуются, также как и использование шурупов для листового металла, Clecos справится лучше, а небольшие отверстия, просверленные для их временного вставления, легко завариваются.0003
Предостережение
Это не пустые сплетни. Многие строители сталкивались с травмой из-за растрескавшихся швов в сварных алюминиевых резервуарах. Некоторые из них были обнаружены на ранней стадии, а другие — только после того, как строитель почувствовал капание топлива на ногу или почувствовал его запах в кабине, внезапно осознав во вспышке паники, что внизу пульсируют горячие выхлопные газы. Террор? Вы держите пари!
Многие строители сталкивались с травмой из-за растрескавшихся швов в сварных алюминиевых резервуарах. Некоторые из них были обнаружены на ранней стадии, а другие — только после того, как строитель почувствовал капание топлива на ногу или почувствовал его запах в кабине, внезапно осознав во вспышке паники, что внизу пульсируют горячие выхлопные газы. Террор? Вы держите пари!
Каждый случай треснувшего шва топливного бака (из тех, что я видел) происходил из-за того, что швы были неправильно проварены. Сварщик в большинстве случаев просто расплавлял и сплавлял кромки фланцев с небольшим добавлением присадочной проволоки или без него. Сварные швы в целом выглядели красиво с их маленькими равномерными валиками. Но если у вас есть бак, который выглядит так, вам лучше внимательно осматривать его перед каждым полетом или относить в сварочный цех и добавлять в сварные швы еще немного присадочной проволоки.
Кто бы ни делал сварку на вашем баке, должен знать, что это не обычная емкость. Под этим я подразумеваю, что он должен знать, что это топливный бак, который будет подвергаться вибрации и внутренним напряжениям от выброса топлива.
Под этим я подразумеваю, что он должен знать, что это топливный бак, который будет подвергаться вибрации и внутренним напряжениям от выброса топлива.
Скажите своему сварщику, что простое сплавление краев неприемлемо и что красота не является вашей главной задачей. Вы хотите, чтобы на всех ваших швах был дополнительный толстый валик. Неважно, сделан ли тяжелый валик на первом проходе или на втором. Важно, чтобы в швы было добавлено много шпатлевки.
Стандартные алюминиевые фитинги AN могут быть приварены к баку для подсоединения вентиляции бака ( рис. 3 ) и/или для соединения между собой баков. Напилите или отшлифуйте анодированное покрытие перед сваркой.
Насколько мне известно, я не знаю ни одной работы по сварке резервуаров, которая была бы завершена без укрытия хотя бы пары точечных отверстий. Так что не вините своего сварщика, если в вашем танке тоже есть несколько. Проблема, по-видимому, связана с необходимостью сначала приваривать металл резервуара прихватками через каждые два дюйма или около того, чтобы он не деформировался и не выровнялся. Позже, когда сварщик доходит до прихваточного шва, в нем присутствует много локализованного металла, который как бы нарушает ритм сварки, и вышеупомянутые точечные отверстия проскальзывают мимо сварщика.
Позже, когда сварщик доходит до прихваточного шва, в нем присутствует много локализованного металла, который как бы нарушает ритм сварки, и вышеупомянутые точечные отверстия проскальзывают мимо сварщика.
Герметизация клепаных цистерн и встроенных цистерн
Клепаные цистерны должны быть собраны путем нанесения на каждое ребро, переборку, стык и поверхность тонкого слоя подходящего топливостойкого герметика. Эти герметики не являются общедоступными и должны быть заказаны по специальному заказу. Пара указана ниже.
Products Research and Chemical Corporation (PRC является зарегистрированной торговой маркой компании Monsanto) имеет продукт, давно используемый по крайней мере одним из крупных производителей военных самолетов и большим количеством производителей BD-4. Это PR-1422 класса B, шпаклевка, разработанная специально для герметизации встроенных топливных баков. Родственный продукт, PRC 1005-L, наносится в качестве защитного покрытия поверх синтетических каучуковых герметиков, таких как PR-1422. Это жидкое вещество, которое, по-видимому, используется таким же образом, как и другие выплескивающиеся соединения.
Это жидкое вещество, которое, по-видимому, используется таким же образом, как и другие выплескивающиеся соединения.
Срок годности большинства герметиков для топливных баков довольно короткий — примерно шесть месяцев при комнатной температуре. Это означает, что вам не следует заказывать герметик, если вы не можете использовать его в течение этого периода времени.
Важно, чтобы металлические поверхности резервуаров, на которые наносится герметик, были чистыми до скрипа. Очистите поверхности метилэтилкетоном (МЭК) или нафтой, или другим чистящим средством, указанным в инструкции. Будьте абсолютно уверены, что не прикасаетесь к очищенным поверхностям голыми руками, так как масла для тела разрушат уплотнение в каждой точке контакта.
Нанесение герметика — очень грязная, но важная операция, для которой нет коротких путей. После того, как заклепки были высажены, нанесите 1/8-дюймовый валик или галтель герметика вдоль каждого ребра, шва, угла, стыка и заклепки. Сделайте это тщательно, и вас не будут беспокоить просачивание или утечка топлива. Герметик наиболее эффективно наносится на поверхность резервуара, находящуюся под давлением… то есть внутри резервуара, а не снаружи
Герметик наиболее эффективно наносится на поверхность резервуара, находящуюся под давлением… то есть внутри резервуара, а не снаружи
Как насчет выплескивающего состава? Учитывая присадки, которые нефтяные компании добавляют в автомобильный бензин. Если вы собираетесь использовать автомобильный газ, вам может быть разумно не разбрызгивать ваш бак. Присутствие метанола (спирта) может смягчить и ослабить выплескивающуюся смесь до такой степени, что она может ухудшаться настолько, чтобы засорить вашу топливную систему. Конечным последствием? Отказ двигателя из-за нехватки топлива. Если ваш бак был залит, рекомендуется избегать использования любого топлива с присадками, если вы не знаете, что добавка не включает метанол или какое-то столь же несовместимое вещество. внутри вашего танка(ов) регулярно, если они выплеснулись.
Проверка бака на герметичность
Это можно сделать очень просто. Закройте все отверстия бака и прикрепите манометр низкого давления к отстойнику бака. Добавьте около 2 или 2 1/2 фунтов на квадратный дюйм давления воздуха. . . никогда не более 3 фунтов на квадратный дюйм. Покройте внешние поверхности резервуара мыльной водой и смажьте все швы мыльной пеной. Внимательно осмотрите каждый квадратный дюйм в поисках пузырьков воздуха, которые указывают на наличие утечки через точечное отверстие. Повторите процесс несколько раз, пока не убедитесь, что вы нашли все источники утечки или не смогли их обнаружить.
Добавьте около 2 или 2 1/2 фунтов на квадратный дюйм давления воздуха. . . никогда не более 3 фунтов на квадратный дюйм. Покройте внешние поверхности резервуара мыльной водой и смажьте все швы мыльной пеной. Внимательно осмотрите каждый квадратный дюйм в поисках пузырьков воздуха, которые указывают на наличие утечки через точечное отверстие. Повторите процесс несколько раз, пока не убедитесь, что вы нашли все источники утечки или не смогли их обнаружить.
Если в сварном баке имеется утечка через точечное отверстие, отметьте область черным фломастером и верните бак сварщику для устранения неполадок.
При возврате бака снова проверьте его на герметичность. Не думайте, что все будет хорошо только потому, что вы этого ожидаете. Будьте абсолютно уверены, что бак не протекает!
Снятие и установка топливного бака после того, как самолет летит, требует огромных усилий. В некоторых случаях вам, возможно, придется снять всю приборную панель и большую часть электропроводки, чтобы достать ее.
Сборка металлического бака доставляет удовольствие любому, но тем более строителю, который чувствует, что его алюминиевый бак избавит его от назойливого беспокойства о том, что когда-нибудь ему, возможно, придется использовать топливо, которое может отрицательно сказаться на стеклопластиковом баке.
Полезные ссылки на топливные баки
СПОРТИВНАЯ АВИАЦИЯ —
«Проблема управления топливом», октябрь 1979 г.
«Топливные баки», август, сентябрь, октябрь, ноябрь, декабрь 1982 г.
3 распространенные ошибки При обращении с нержавеющей сталью
Изготовление компонентов из нержавеющей стали является разумным выбором для обеспечения прочности и долговечности продукта благодаря защитному слою из натурального оксида. Однако, если не используются передовые методы, может произойти коробление, коррозия или даже металлургические изменения.
Металлисты, плохо знакомые с нержавеющей сталью, или даже опытные сварщики и изготовители, которые спешат, должны уделять пристальное внимание надлежащим методам и процедурам обращения с нержавеющей сталью, чтобы сохранить целостность металла и сохранить конечный продукт в соответствии со спецификациями.
Узнайте, почему загрязнение поверхности является одной из самых опасных ошибок при работе с нержавеющей сталью, и как избежать этой и других ошибок при изготовлении нержавеющей стали.
1. Металлургические изменения
Как это происходит:
- Зона термического влияния (ЗТВ) во время сварки или термической резки больше на нержавеющей стали из-за более низкой температуропроводности (4,2 мм2/с) по сравнению с другие металлы
- Это может привести к изменению сорта (аустенитная нержавеющая сталь становится мартенситной, более хрупкой и твердой) или нагреваемый металл становится слабее
Варианты резки:
В своей статье о ЗТВ Андреа Бустрео отмечает четыре типа резки и факторы, которые следует учитывать при их использовании при производстве нержавеющей стали.
- Резка ножницами, ручная резка и гидроабразивная резка не вызывают ЗТВ, поскольку они не перегревают листовой металл.
- Лазерная резка создает наименьшую зону термического влияния среди всех методов термической резки, поскольку нагревает очень небольшую площадь.
- Плазменная резка создает промежуточную ЗТВ, поскольку плазменный импульс шире, чем лазерный луч. Более высокие токи обеспечивают более высокую скорость резания, уменьшая продолжительность воздействия и ширину ЗТВ.
- Кислородно-ацетиленовая резка создает самую широкую зону термического влияния из всех систем термической резки из-за сильного нагрева, низкой скорости и широкого пламени.

Распад сварного шва:
Интенсивный локальный нагрев от сварки может привести к истощению хрома в основном металле вокруг сварного шва. Это изменение в металле делает его чувствительным к коррозии. ASM International опубликовала документ, в котором перечислены эти варианты контроля чувствительности нержавеющей стали.
- Послесварочный высокотемпературный отжиг и закалка для повторного растворения хрома на границах зерен и предотвращения образования карбида хрома при охлаждении.
- Низкоуглеродистая нержавеющая сталь (например, 304L или 316L), позволяющая избежать образования карбидов.
- Стабилизированная марка нержавеющей стали, содержащая титан (сплав 321) или ниобий (сплав 327), которые предпочтительно образуют карбиды и оставляют хром в растворе.
- Сплав с высоким содержанием хрома (например, сплав 310)

Как это происходит:
Низкая теплопроводность и высокая скорость расширения нержавеющей стали делают ее легкой мишенью для деформации во время сварки
Сварочные наконечники:
- Используйте минимально возможную силу тока без ущерба для качества сварки
- Контроль межпроходной температуры
- Используйте контролируемую сварку прихватками, зажимные приспособления или медную опорную пластину
3. Загрязнение поверхности
Как это происходит:
- Железные опилки и другие загрязнители из окружающей среды вступают в контакт с нержавеющей сталью
- Жир на руках, мел и другие предметы, попавшие во время работы, могут загрязнить поверхность
- Оба они могут привести к локальной коррозии
- Используйте абразив, предназначенный для шлифования, смешивания и удаления заусенцев из нержавеющей стали
- Храните абразивные изделия из нержавеющей стали отдельно от других абразивов, используемых для обработки различных металлов. Никогда не используйте абразивный продукт, который использовался для обработки другого типа металла
- Хранить нержавеющую сталь отдельно от углеродистой стали и других металлов
- Храните нержавеющую сталь в упаковке и защищайте от непогоды как можно дольше
- Удалите клей, используемый при транспортировке, с нержавеющей стали: он может затвердеть и вызвать щелевую коррозию на месте
 Никогда не используйте абразивный продукт, который использовался для обработки другого типа металла
Никогда не используйте абразивный продукт, который использовался для обработки другого типа металлаНадлежащие методы сварки и резки, знание ЗТВ и соблюдение надлежащего контроля качества и мер по защите от загрязнения обеспечат вам продукт из нержавеющей стали, соответствующий техническим требованиям, с хорошей отделкой. Убедитесь, что вы и ваша команда прочитали эту статью, чтобы избежать распространенных ошибок при изготовлении изделий из нержавеющей стали.
Чтобы узнать больше о производстве нержавеющей стали, загрузите свою копию Руководства металлиста по нержавеющей стали.
Источники
https://www.assda.asn.au/technical-info/surface-finishes/stainless-fabrication-common-traps-to-avoidhttp://www. thefabricator.com/article/arcwelding/common -технические-ошибки-новичков-сварщиков-и-как-их-избежать
thefabricator.com/article/arcwelding/common -технические-ошибки-новичков-сварщиков-и-как-их-избежать
https://www.huntingdonfusion.com/index.php/en/technical-support /technical-papers-61691/796-mechanical-weld-backing-methods
http://www.thefabricator.com/article/shopmanagement/all-you-need-to-know-about-the-heat-affected- zone
Что делает сварщик TIG: Описание работы, обязанности и ответственность
Сварщик вольфрамового электрода в среде инертного газа (TIG) — это тот, кто собирает и сваривает металлические детали для использования в производственных или строительных проектах. В обязанности и ответственность сварщика TIG входит обеспечение качества металлических деталей перед их сборкой, чтение и интерпретация чертежей, а также соблюдение техники безопасности. Требования для получения этой должности включают знание металлургии, хорошую зрительно-моторную координацию и хорошие математические способности. Диплом средней школы или сертификат общего образования (GED) является минимальным требованием к образованию для работы.
Диплом средней школы или сертификат общего образования (GED) является минимальным требованием к образованию для работы.
Потратьте несколько минут, чтобы создать или обновить свое резюме. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 10+ шаблонов резюме, чтобы создать свое резюме сварщика TIG.
Обязанности сварщика TIG
Вот примеры обязанностей из резюме реальных сварщиков TIG, представляющие типичные задачи, которые они могут выполнять в своих ролях.
- Сварка 7ga-22ga с помощью процессов GMAW (TIG) и (MIG).
- Используйте сварку GTAW для корневого прохода, а затем сварку SMAW для заполнения и придания формы чашечкам.
- Сварка прихватками на производственной линии с использованием мостовых кранов и вилочных погрузчиков для размещения готовой продукции на складе
- Сварка компонентов и изготовление или ремонт изделий в соответствии с макетами и чертежами с использованием сварочного оборудования MIG и TIG.
- Сварка деталей с использованием оборудования и инструментов TIG и MIG, гибка отрезанных и молотковых деталей для подгонки под нужную производственную деталь.
- Используемые шлифовальные машины для снятия краски со стали и прихватки сварной пластины на место с использованием процессов FCAW и SMAW.
- Обрабатывайте нержавеющую сталь, алюминий или пластмассу с определенными допусками в соответствии со спецификациями чертежа.
- Подгонка и выполнение рентгеновских сварных швов на ш.
- Сварка труб из углеродистой стали размером от 2 до 18 дюймов.
- Сертификат Inconel, Hastelloy.
- Сварка деталей Caterpillar и John Deere
- Помощь в распределении деталей для сборки автомобилей Chrysler
- Сварка металлических деталей с помощью оборудования для газовой сварки в соответствии с компоновкой, схемой сварки или рабочим заданием.
- Помощь в позиционировании деталей приспособлений и приспособлений на верстаке и полу, а также в сжатии деталей по разметке.
- Спасательный ремонт алюминиевого литья после осмотра.


Работа с сварщиками TIG, возможно, вы могли бы
Высокие рабочие места для сварщиков TIG — 49 тыс. Долл. США и выше
Поисково
Вакансии сварщика TIG с частичной занятостью
Вакансии сварщика TIG с частичной занятостью Сейчас нанимаются
Активно нанимаются
Вакансии сварщика TIG добавлены за последние 7 дней
Вакансии сварщика TIG без диплома
Поиск работы без диплома
Нужно идеальное резюме сварщика TIG?
Наш конструктор резюме на основе искусственного интеллекта поможет вам составить привлекательное и релевантное резюме для работы, которую вы хотите.
TIG сварщик Должностная инструкция
Пожалуй, самый сложный вопрос, на который нужно ответить при принятии решения о карьере сварщика TIG: «Должен ли я стать сварщиком TIG?» Возможно, эта информация окажется вам полезной. Прогнозируется, что по сравнению с другими профессиями карьера сварщика TIG будет иметь темпы роста, описываемые как «медленнее, чем в среднем», на уровне 3% в период с 2018 по 2028 год. Это соответствует данным Бюро статистики труда. Более того, прогнозируемое количество вакансий, которые, по прогнозам, станут доступными для сварщика TIG к 2028 году, составляет 14 500.
Это соответствует данным Бюро статистики труда. Более того, прогнозируемое количество вакансий, которые, по прогнозам, станут доступными для сварщика TIG к 2028 году, составляет 14 500.
Среднегодовая зарплата сварщика TIG составляет 38 192 доллара, что составляет 18,36 доллара в час. Однако сварщики TIG могут зарабатывать от 29 000 до 49 000 долларов в год. Это означает, что сварщики с самым высоким доходом зарабатывают на 18 000 долларов больше, чем самые низкооплачиваемые.
Как и в случае с большинством профессий, чтобы стать сварщиком TIG, нужно потрудиться. Иногда люди меняют свое мнение о своей карьере после работы в профессии. Вот почему мы рассмотрели некоторые другие профессии, которые могут помочь вам найти следующую возможность. К таким профессиям относятся судоремонтник, сварщик-машинист, сварщик первого разряда, слесарь-сварщик.
Вакансии сварщика TIG, которые могут вам понравиться
Создайте резюме профессионального сварщика TIG за считанные минуты. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 12+ шаблонов резюме, чтобы создать свое резюме сварщика TIG.
Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 12+ шаблонов резюме, чтобы создать свое резюме сварщика TIG.
|
Ann Ortiz TIG Welder Contact Information San Diego, CA (750) 555-4094 Skills
Employment History TIG Welder 2020 — настоящее время General Dynamics, Сан-Диего, Калифорния
Роботизированный сварочный аппарат 2016–2020 KraftubeBig Rapids, MI
Алюминиевый сварщик 2013 — 2016 MANPOWERGROUPBIG RAPIDS, MI Образование . State UniversityBig Rapids, MI |
|

|
James Holmes TIG Welder Contact Info Detroit, MI (830) 555-7093 jholmes@example. Skills Storage TanksAPILayout PlansCompany PoliciesConstruction SitesHand ToolsSmawWeldersMIGAWS Опыт работы Сварщик TIG 2019 – настоящее время Aerotek Детройт, Мичиган
Tank Welder 2011–2019 ManpowerGroup Fort Wayne, IN
Сварщик стали 2005–2011 Huntington Ingalls Industries Pascagoula, MS
Education Some College Courses Precision Metal Working 2005 — 2005 Dunwoody College of Technology Minneapolis, MN |
|
 com
com
|
Heather Lopez TIG Welder Griffin, GA (710) 555-5073 hlopez@example. Experience TIG Welder2018 — Present Caterpillar•Griffin, GA
Tank Welder2008–2018 Huntington Ingalls Industries•Pascagoula, MS
General Helper2001 — 2008 General Motors•Milford, MI
Skills Engineering RequirementsCar PartsStorage TanksTackTitaniumInconelDifferent PartsCustomer ServiceComponent PartsBulkheads Education Some College Courses Precision Metal Working2001 — 2001 South Texas College•McAllen, TX |
|
 com
com
Create Мое резюме
Создайте профессиональное резюме за считанные минуты с помощью этого шаблона.
Навыки сварщика TIG и личностные качества
Мы подсчитали, что 10% сварщиков TIG хорошо разбираются в компонентах, алюминии и стали. Они также известны своими мягкими навыками, такими как ориентация на детали, ловкость рук и физическая сила.
Мы разбили процент сварщиков TIG, которые имеют эти навыки, указанные в их резюме, здесь:
- Компоненты, 10% необходимые конфигурации и положения для сварки.
- Алюминий, 9%
Спасательный ремонт алюминиевого литья после осмотра.
- Gtaw, 9%
Barrack Gold mine NV-GTAW, приваренный углеродом зажим на двигателе шаровой мельницы
- Ручной инструмент, 7% , правильные прессы и ручной инструмент.
- Разметка, 5%
Помогает располагать детали в приспособлениях и приспособлениях на столе и полу, а также скреплять детали вместе по разметке.
- Gmaw, 5%
Сварка 7ga-22ga посредством процессов GMAW (TIG) и (MIG).

«компонентные детали», «алюминий» и «gtaw» — не единственные навыки, которые мы нашли в списке сварщиков TIG в их резюме. На самом деле, мы нашли целый список обязанностей аргонодугового сварщика, в том числе:
 1 конструкции octaweb ракеты Falcon 9».
1 конструкции octaweb ракеты Falcon 9». См. полный список навыков аргонодуговой сварки.
полный список навыков аргонодуговой сварки.
Те сварщики, которые учатся в колледже, обычно получают либо диплом по точной металлообработке, либо диплом по бизнесу. Менее распространенные степени для сварщиков TIG включают степень общего образования или степень в области автомобильных технологий.
Когда вы будете готовы стать сварщиком TIG, вам может быть интересно, какие компании нанимают сварщиков TIG. Согласно нашему исследованию на основе резюме сварщиков TIG, сварщиков TIG в основном нанимают Aerotek, Express Employment Indy South и SpaceX. Сейчас самое подходящее время для подачи заявки, так как у Aerotek есть 44 вакансии сварщиков TIG, 13 в Express Employment Indy South и 7 в SpaceX.
Но если вас интересуют компании, в которых вы могли бы получать высокую зарплату, обратите внимание на то, что сварщики TIG, как правило, получают самые большие зарплаты в Alfa Laval, Johnson Controls и ESPO. Возьмем, к примеру, Альфа Лаваль. Средняя зарплата сварщика TIG составляет 52 123 доллара. В Johnson Controls сварщики TIG зарабатывают в среднем 51 685 долларов, а в ESPO — 47 400 долларов. Вы должны принять во внимание, насколько сложно может быть найти работу в одной из этих компаний.
В Johnson Controls сварщики TIG зарабатывают в среднем 51 685 долларов, а в ESPO — 47 400 долларов. Вы должны принять во внимание, насколько сложно может быть найти работу в одной из этих компаний.
Подробнее о зарплатах сварщиков TIG в США.
Как правило, сварщики TIG выполняют функции в профессиональной и производственной отраслях. В то время как количество рабочих мест в этих отраслях велико, годовая заработная плата сварщиков TIG является самой высокой в розничной торговле и составляет 43 370 долларов США в качестве средней заработной платы. Между тем, автомобильная и транспортная отрасли платят 41 711 и 41 133 доллара соответственно. Это означает, что аргонодуговые сварщики, работающие в сфере розничной торговли, зарабатывают на 24,3% больше, чем аргонодуговые сварщики, работающие в профессиональной отрасли.
Три компании, которые нанимают наиболее престижных сварщиков TIG:
- Aerotek44 TIG WELDERS WASS
- Express Rocytance Indy South23 WIG WARSERS WASS
- СПАСКА Вакансии сварщика TIG — $49K и выше
Поиск работы рядом с США
Вакансии сварщика TIG начального уровня
Практически не требуется опыта
Неполный рабочий день рабочих мест сварщика TIG
Неполный рабочий день.
Найм работы в настоящее времяАктивное наем
Работа с сварщиками TIG, добавленные в течение последних 7 дней
Нет степени сварщики TIG
. Создайте идеальное резюме
Наш инструмент для создания резюме проведет вас через процесс создания выдающегося резюме архитектора.
Что делают судовые слесари
Судовые слесари — это гражданские лица или военнослужащие, работающие с такими материалами, как сталь с высоким пределом текучести и высокопрочная сталь. Эти люди изготавливают, собирают и строят структурные части кораблей. Именно они координируют работу стационарных танков на кораблях и подводных лодках, а также работу гидроакустического купола. Они служат в составе бригады судостроителей. В их обязанности входит руководство и помощь в сварке меди, ПВХ, фланцевых труб и стали. Они также должны модернизировать старые буровые установки с использованием передовых технологий.
В этом разделе мы рассмотрим ежегодные зарплаты представителей других профессий.
Возьмем, к примеру, судоремонтника. В среднем годовая заработная плата судостроителей на 7 055 долларов выше, чем в среднем за год сварщики.Несмотря на то, что зарплаты в этих двух профессиях могут быть разными, у них есть некоторые общие обязанности. Работники, занимающие должности аргонодуговых сварщиков и судовых слесарей, имеют опыт работы с алюминием, ручными инструментами и ГМО.
В этих наборах навыков заканчивается общее. Ответственность сварщика TIG, скорее всего, потребует таких навыков, как «компонентные детали», «gtaw», «компоновка» и «аэрокосмическая промышленность». В то время как судоремонтнику требуются такие навыки, как «прихватка», «цеховое оборудование», «опорные линии» и «талрепы». Просто поняв эти различные навыки, вы можете увидеть, насколько различны эти профессии.
Корабельные механики действительно блестящи в технологической отрасли со средней зарплатой в 54 661 доллар. В то время как сварщики TIG, как правило, зарабатывают больше всего денег в розничной торговле со средней зарплатой в 43 370 долларов.
В среднем судовые механики имеют тот же уровень образования, что и аргонодуговые сварщики. Судоремонтники имеют на 0,0% меньше шансов получить степень магистра и на 0,1% больше шансов получить докторскую степень.
Каковы обязанности сварщика-машиниста?
На очереди профессия сварщика-станочника. Эта карьера приносит более низкую среднюю заработную плату по сравнению с годовой зарплатой сварщика. На самом деле разница в зарплате сварщиков-станочников на 1021 доллар меньше, чем годовая зарплата аргонодуговых сварщиков.
Сходство между двумя карьерами аргонодуговых сварщиков и операторов сварочных аппаратов заключается в некоторых навыках, связанных с обеими ролями. Мы использовали резюме представителей обеих профессий и обнаружили, что в обеих профессиях используются такие навыки, как «компонентные детали», «алюминий» и «gtaw». В то время как обязанности сварщика TIG могут включать такие навыки, как «ручные инструменты», «разметка», «авиакосмическая промышленность» и «титан», некоторые операторы сварочных аппаратов используют такие навыки, как «автомобильные детали», «детали машин», «прихватка» и « проверки качества».
Было обнаружено, что операторы сварочных аппаратов получают более низкую заработную плату по сравнению с сварщиками TIG, но мы хотели выяснить, где операторы сварочных аппаратов зарабатывают больше всего. Ответ? Технологическая индустрия. Средняя зарплата в отрасли составляет 54 740 долларов. Кроме того, сварщики TIG получают самые высокие зарплаты в розничной торговле со средней зарплатой 43 370 долларов.
Как правило, операторы сварочных аппаратов учатся на том же уровне образования, что и сварщики TIG. У них на 0,8% меньше шансов получить степень магистра и на 0,1% больше шансов получить докторскую степень.
Чем отличается первоклассный сварщик
Давайте теперь посмотрим на профессию первоклассного сварщика. В среднем эти рабочие получают более высокую заработную плату, чем сварщики TIG, с разницей в 6 824 доллара в год.
Используя резюме сварщиков TIG и сварщиков первого класса, мы обнаружили, что обе профессии имеют схожие навыки, такие как «компонентные детали», «gtaw» и «ручные инструменты», но другие требуемые навыки очень разные.
Как уже упоминалось, эти две профессии различаются между собой другими навыками, которые необходимы для выполнения работы чрезвычайно хорошо. Например, собирая резюме сварщиков TIG, они, скорее всего, будут иметь такие навыки, как «алюминий», «рулетка», «аэрокосмическая» и «титан». Но сварщик первого класса может иметь такие навыки, как «инструкции по технике безопасности», «СИЗ», «прихватка» и «скругление».
Сварщики первого класса обычно учатся на том же уровне, что и сварщики TIG. Например, у них на 2,2% больше шансов получить степень магистра и на 0,1% больше шансов получить докторскую степень.
Описание монтажника/сварщика
Монтажник/сварщик устанавливает, разбирает, ремонтирует и перемещает оборудование на фабриках, электростанциях и строительных площадках. Они режут и соединяют металлы и другие материалы.
Теперь давайте посмотрим на слесарей/сварщиков, которые обычно получают в среднем более низкую заработную плату по сравнению с годовой зарплатой аргонодуговых сварщиков.
 Найм работы в настоящее время
Найм работы в настоящее время Возьмем, к примеру, судоремонтника. В среднем годовая заработная плата судостроителей на 7 055 долларов выше, чем в среднем за год сварщики.
Возьмем, к примеру, судоремонтника. В среднем годовая заработная плата судостроителей на 7 055 долларов выше, чем в среднем за год сварщики.


