Автомат | 142 | |||
Автомат для дуговой сварки | 142 | |||
Агрегат сварочный | 152 | |||
Аппарат флюсовый | 168 | |||
Брызги металла | 199 | |||
Валик | 79 | |||
Ванна сварочная | 117 | |||
Включение газовое | 194 | |||
Включение сварного шва шлаковое | 198 | |||
Включение шлаковое | 198 | |||
Вогнутость корня шва | 192 | |||
Вогнутость шва | 83 | |||
Вогнутость углового шва | 83 | |||
Вращатель роликовый | 165 | |||
Вращатель сварочный | 163 | |||
Вращатель сварочный роликовый | 165 | |||
Вращатель сварочный универсальный | 164 | |||
Выпуклость шва | 82 | |||
Выпуклость сварного шва | 82 | |||
Выпрямитель сварочный | 150 | |||
Высота углового шва расчетная | 85 | |||
Высота шва расчетная | 85 | |||
Газ-заменитель | 161 | |||
Генератор ацетиленовый | 159 | |||
Генератор сварочный | 151 | |||
Генератор электролизно-водный | 160 | |||
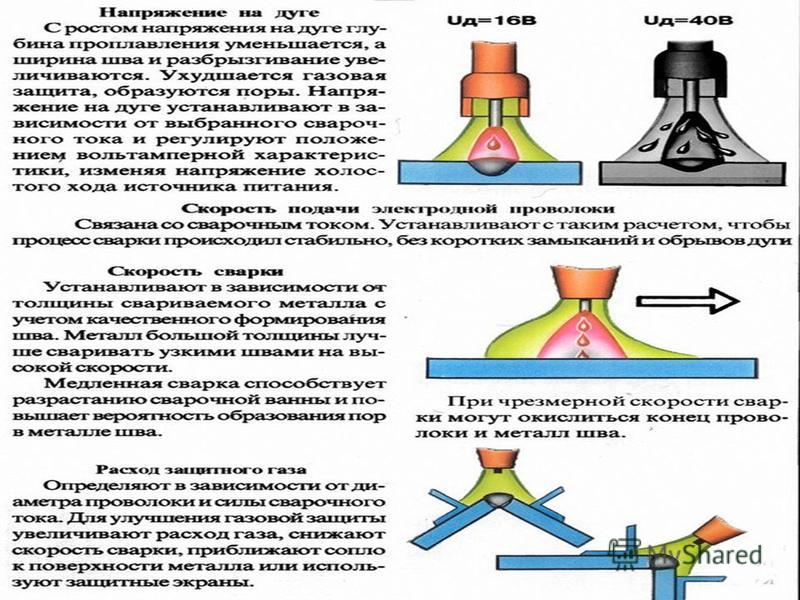
Глубина проплавления | 116 | |||
Головка сварочная | 144 | |||
Горелка | 154 | |||
Горелка безынжекторная | 156 | |||
Горелка высокого давления | 156 | |||
Горелка для газовой сварки | 154 | |||
Горелка для дуговой сварки | 147 | |||
Горелка инжекторная | 155 | |||
Горелка низкого давления | 155 | |||
Грат | 132 | |||
Грат при сварке | 132 | |||
Длина свариваемых частей установочная | 134 | |||
Длина установочная | 134 | |||
Дуга косвенного действия | 127 | |||
Дуга прямого действия | 126 | |||
Дуга сжатая | 125 | |||
Дутье магнитное | 130 | |||
Зазор | 114а | |||
Зона переходная | 124 | |||
Зона сплавления | 123 | |||
Зона сплавления при сварке | 123 | |||
Зона термического влияния | 124 | |||
Зона термического влияния при сварке | 124 | |||
Кантователь | 166 | |||
Кантователь сварочный | 166 | |||
Катет шва | 86 | |||
Катет углового шва | 86 | |||
Кондуктор | 167 | |||
Кондуктор сварочный | 167 | |||
Конструкция сварная | 63 | |||
Корень шва | 81 | |||
Коэффициент массы покрытия | 181 | |||
Коэффициент массы покрытия электрода | 181 | |||
Коэффициент наплавки | 137 | |||
Коэффициент наплавки при сварке | 137 | |||
Коэффициент потерь | 138 | |||
Коэффициент потерь при сварке | 138 | |||
Коэффициент расплавления | 136 | |||
Коэффициент формы шва | 88 | |||
Коэффициент формы сварного шва | 88 | |||
Кратер | 118 | |||
Металл наплавленный | 120 | |||
Металл основной | 115 | |||
Металл присадочный | 119 | |||
Металл шва | 121 | |||
Микротрещина | 190 | |||
Микротрещина сварного соединения | 190 | |||
Мундштук сварочной головки | 145 | |||
Наварка | 35 | |||
Наплавка | 6 | |||
Наплыв | 202 | |||
Наплыв на сварном соединении | 202 | |||
Направление сварки | 94 | |||
Неоднородность механическая | 89 | |||
Неоднородность сварного соединения механическая | 89 | |||
Непровар | 196 | |||
Обмазка электрода | 180 | |||
Оборудование для сварки механическое | 162 | |||
Окисление поверхностное | 200 | |||
Окисление сварного соединения поверхностное | 200 | |||
Осадка | 131 | |||
Осадка при сварке | 131 | |||
Ослабление шва | 83 | |||
Пламя науглероживающее | 158 | |||
Пламя окислительное | 157 | |||
Пламя сварочное науглероживающее | 158 | |||
Пламя сварочное окислительное | 157 | |||
Поддув защитного газа | 109 | |||
Подкладка | 169 | |||
Подкладка флюсо-медная | 171 | |||
Подрез | 201 | |||
Подрез зоны сплавления | 201 | |||
Подушка флюсовая | 170 | |||
Покрытие | 180 | |||
Покрытие электрода | 180 | |||
Полярность обратная | 129 | |||
Полярность прямая | 128 | |||
Полуавтомат | 143 | |||
Полуавтомат для дуговой сварки | 143 | |||
Пора | 194 | |||
Пора в сварном шве | 194 | |||
Пост сварочный | 140 | |||
Преобразователь сварочный | 153 | |||
Притупление кромки | 112 | |||
Прихватка | 77 | |||
Провар | 122 | |||
Проволока порошковая | 176 | |||
Проволока присадочная | 174 | |||
Проволока самозащитная | 175 | |||
Проволока сварочная | 172 | |||
Проволока электродная | 173 | |||
Прожог | 197 | |||
Прожог сварного шва | 197 | |||
Прослойка мягкая | 90 | |||
Прослойка сварного соединения мягкая | 90 | |||
Прослойка сварного соединения твердая | 91 | |||
Прослойка твердая | 91 | |||
Проход | 98 | |||
Проход при сварке | 98 | |||
Разделка кромок | 110 | |||
Раковина сварного шва усадочная | 191 | |||
Раковина усадочная | 191 | |||
Свариваемость | 135 | |||
Сварка | 1 | |||
Сварка автоматическая | 4 | |||
Сварка аргонодуговая | 12 | |||
Сварка блоками | 96 | |||
Сварка в защитном газе | 11 | |||
Сварка в защитном газе дуговая | 11 | |||
Сварка взрывом | 45 | |||
Сварка вибродуговая | 25 | |||
Сварка в контролируемой атмосфере | 56 | |||
Сварка вразброс | 100 | |||
Сварка в твердом состоянии | 48 | |||
Сварка в твердой фазе | 48 | |||
Сварка в углекислом газе | 13 | |||
Сварка в углекислом газе дуговая | 13 | |||
Сварка высокочастотная | 44 | |||
Сварка газовая | 32 | |||
Сварка газопрессовая | 52 | |||
Сварка газоэлектрическая | 11 | |||
Сварка гравитационная | 27 | |||
Сварка давлением | 48 | |||
Сварка двухдуговая | 19 | |||
Сварка двухэлектродная | 21 | |||
Сварка диффузионная | 53 | |||
Сварка дуговая | 7 | |||
Сварка дуговая автоматическая | 18 | |||
Сварка дуговая механизированная | 17 | |||
Сварка дуговая подводная | 14 | |||
Сварка дуговая полуавтоматическая | 17 | |||
Сварка дуговая ручная | 16 | |||
Сварка дуговая точечная | 24 | |||
Сварка импульсно-дуговая | 15 | |||
Сварка каскадом | 97 | |||
Сварка контактная | 36 | |||
Сварка контактная стыковая | 37 | |||
Сварка контактная точечная | 40 | |||
Сварка контактная шовная | 42 | |||
Сварка кузнечная | 50 | |||
Сварка лазерная | 31 | |||
Сварка лежачим электродом | 26 | |||
Сварка магнитно-импульсная | 46 | |||
Сварка механизированная | 3 | |||
Сварка многодуговая | 20 | |||
Сварка многоэлектродная | 22 | |||
Сварка на весу | 107 | |||
Сварка наклонным электродом | 27 | |||
Сварка на подъем | 104 | |||
Сварка на проход | 99 | |||
Сварка на спуск | 103 | |||
Сварка неплавящимся электродом | 9 | |||
Сварка неплавящимся электродом дуговая | 9 | |||
Сварка неповоротных стыков | 108 | |||
Сварка обратноступенчатая | 95 | |||
Сварка оплавлением | 38 | |||
Сварка оплавлением стыковая | 38 | |||
Сварка печная | 49 | |||
Сварка плавлением | 5 | |||
Сварка плавящимся электродом | 8 | |||
Сварка плавящимся электродом дуговая | 8 | |||
Сварка плазменная | 28 | |||
Сварка плазменнодуговая | 28 | |||
Сварка плазменной дугой | 28 | |||
Сварка подводная | 14 | |||
Сварка под водой дуговая | 14 | |||
Сварка по флюсу | 23 | |||
Сварка по флюсу дуговая | 23 | |||
Сварка под флюсом | 10 | |||
Сварка под флюсом дуговая | 10 | |||
Сварка прокаткой | 51 | |||
Сварка расщепленным электродом | 21 | |||
Сварка рельефная | 41 | |||
Сварка роликовая | 42 | |||
Сварка ручная | 2 | |||
Сварка с применением давления | 34 | |||
Сварка сверху вниз | 101 | |||
Сварка сопротивлением | 39 | |||
Сварка сопротивлением стыковая | 39 | |||
Сварка стыковая | 37 | |||
Сварка снизу вверх | 102 | |||
Сварка термитная | 33 | |||
Сварка точечная | 40 | |||
Сварка трением | 47 | |||
Сварка углом вперед | 105 | |||
Сварка углом назад | 106 | |||
Сварка ультразвуковая | 54 | |||
Сварка холодная | 55 | |||
Сварка шлаковая | 29 | |||
Сварка шовная | 42 | |||
Сварка шовно-стыковая | 43 | |||
Сварка электронно-лучевая | 30 | |||
Сварка электрошлаковая | 29 | |||
Свищ | 193 | |||
Свищ в сварном шве | 193 | |||
Скос кромки | 111 | |||
Слой | 80 | |||
Слой сварного шва | 80 | |||
Смещение кромок | 203 | |||
Смещение сваренных кромок | 203 | |||
Соединение боковое | 62 | |||
Соединение впритык | 61 | |||
Соединение нахлесточное | 60 | |||
Соединение сварное | 57 | |||
Соединение стыковое | 58 | |||
Соединение тавровое | 61 | |||
Соединение торцовое | 62 | |||
Соединение угловое | 59 | |||
Сопло | 148 | |||
Сопло горелки для дуговой сварки | 148 | |||
Стек | 202 | |||
Толщина углового шва | 84 | |||
Точка сварная | 69 | |||
Трактор для дуговой сварки | 146 | |||
Трещина | 186 | |||
Трещина поперечная | 188 | |||
Трещина продольная | 187 | |||
Трещина разветвленная | 189 | |||
Трещина сварного соединения | 186 | |||
Трещина сварного соединения поперечная | 188 | |||
Трещина сварного соединения продольная | 187 | |||
Трещина сварного соединения разветвленная | 189 | |||
Угар | 133 | |||
Угар при сварке | 133 | |||
Угол разделки | 114 | |||
Угол разделки кромок | 114 | |||
Угол скоса | 113 | |||
Угол скоса кромки | 113 | |||
Узел сварной | 64 | |||
Упрочнение контактное | 93 | |||
Упрочнение мягкой прослойки контактное | 93 | |||
Усиление шва | 82 | |||
Установка сварочная | 141 | |||
Участок разупрочненный | 92 | |||
Участок сварочного соединения разупрочненный | 92 | |||
Флюс | 182 | |||
Флюс для дуговой сварки | 183 | |||
Флюс керамический | 185 | |||
Флюс плавленный | 184 | |||
Флюс сварочный | 182 | |||
Флюс сварочный керамический | 185 | |||
Флюс сварочный плавленный | 184 | |||
Цепочка пор | 195 | |||
Цепочка пор в сварном шве | 195 | |||
Ширина шва | 87 | |||
Ширина сварного шва | 87 | |||
Шов | 65 | |||
Шов многослойный | 75 | |||
Шов монтажный | 78 | |||
Шов непрерывный | 71 | |||
Шов подварочный | 76 | |||
Шов прерывистый | 72 | |||
Шов прерывистый цепной | 73 | |||
Шов прерывистый шахматный | 74 | |||
Шов сварной | 65 | |||
Шов сплошной | 71 | |||
Шов стыковой | 66 | |||
Шов точечный | 68 | |||
Шов угловой | 67 | |||
Шов цепной | 73 | |||
Шов шахматный | 74 | |||
Электрод для дуговой сварки неплавящийся | 177 | |||
Электрод для дуговой сварки плавящийся | 178 | |||
Электрод неплавящийся | 177 | |||
Электрод плавящийся | 178 | |||
Электрод покрытый | 179 | |||
Электрододержатель | 149 | |||
Электрододержатель для дуговой сварки | 149 | |||
Энергия погонная | 139 | |||
Ядро точки | 70 | |||
Что такое дуговая сварка? — Определение и типы процессов.
 О сварке и сварочном оборудовании.
О сварке и сварочном оборудовании.Дуговая сварка — это тип сварочного процесса, в котором используется электрическая дуга для создания тепла для плавления и соединения металлов.
Источник питания создает электрическую дугу между расходуемым или неплавящимся электродом и основным материалом, используя либо постоянный, либо переменный ток.
Где используется дуговая сварка?
Этот общий процесс присоединения используется во всех отраслях промышленности, включая автомобилестроение, аэрокосмическую, нефтегазовую, энергетическую и строительную отрасли.
Как это работает?
Дуговая сварка — это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника переменного или постоянного тока создает интенсивное тепло, которое плавит металл в месте соединения двух заготовок.
Дуга может быть направлена вручную или механически по линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и плавится в сварочную ванну, одновременно подавая присадочный металл в соединение.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагревании до высоких температур дугой, используется защитный газ или шлак, чтобы минимизировать контакт расплавленного металла с воздухом. После охлаждения расплавленные металлы затвердевают с образованием металлургической связи.
Какие бывают виды дуговой сварки?
Этот процесс можно разделить на два разных типа: с плавящимся и неплавящимся электродом.
Методы расходуемых электродов
- Сварка металлов в инертном газе (MIG) и сварка металлов в активном газе (MAG)
- Также известная как газовая дуговая сварка металла (GMAW), использует защитный газ для защиты основных металлов от загрязнения.
Дуговая сварка защищенного металла (SMAW)
Также известная как ручная дуговая сварка металлом (MMA или MMAW), дуговая сварка в защитном флюсе или сварка стержнем — это процесс, при котором дуга возникает между металлическим стержнем (электрод с покрытием из флюса) и заготовкой, при этом поверхность стержня и заготовки плавится.
Дуговая сварка порошковой проволокой (FCAW)
Созданная как альтернатива SMAW, FCAW использует непрерывно запитанный расходный порошковый электрод и источник постоянного напряжения, что обеспечивает постоянную длину дуги. В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, чтобы обеспечить защиту от загрязнения.
Дуговая сварка под флюсом (SAW)
Часто используемый процесс с непрерывной подачей расходуемого электрода и защитным слоем плавкого флюса, который становится проводящим при расплавлении, обеспечивая путь тока между деталью и электродом. Флюс также помогает предотвратить разбрызгивание и искры, подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ЭШС)
Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход. ESW основывается на зажигании электрической дуги до того, как добавка флюса погасит дугу. Флюс плавится по мере того, как расходный материал проволоки подается в ванну расплава, что создает расплавленный шлак на поверхности ванны. Тепло для плавления проволоки и кромок пластины генерируется за счет сопротивления расплавленного шлака прохождению электрического тока. Две медные башмаки с водяным охлаждением следят за ходом процесса и предотвращают стекание расплавленного шлака.
Дуговая сварка шпилек (SW)
Подобно сварке оплавлением, SW соединяет гайку или крепеж, обычно с фланцем с выступами, которые плавятся, чтобы создать соединение, с другой металлической деталью.
Методы использования неплавящегося электрода
Сварка вольфрамом в инертном газе (TIG)
Также известная как газовая вольфрамовая дуговая сварка (GTAW), использует неплавящийся вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и расплавленной ванны от атмосферного загрязнения.
Плазменно-дуговая сварка (PAW)
Подобно TIG, PAW использует электрическую дугу между неплавящимся электродом и анодом, которые расположены внутри корпуса резака. Электрическая дуга используется для ионизации газа в горелке и создать плазму, которую затем протирают через отверстие тонкой в аноде, чтобы достигнуть опорной плиты. Таким образом плазма отделяется от защитного газа.
Типы стержней
В дуговом процессе используются различные стержни, которые имеют разные сильные и слабые стороны и способы применения, которые могут повлиять на качество сварки. Стержень подсоединяется к сварочному аппарату, и через него пропускают ток, чтобы соединить детали вместе.
В некоторых случаях, например, при SMAW, стержни плавятся, становясь частью сварного шва — это расходуемые электроды. В других случаях, например, при TIG, стержни не должны плавиться — это неплавящиеся электроды.
Стержни обычно имеют покрытие, хотя точный тип покрытия может быть разным. Хотя доступны стержни без покрытия, они встречаются гораздо реже, создают больше брызг и могут затруднить управление дугой.
Хотя доступны стержни без покрытия, они встречаются гораздо реже, создают больше брызг и могут затруднить управление дугой.
Стержни с покрытием лучше уменьшают или устраняют загрязняющие оксиды или серу. Три типа покрытия включают целлюлозу, минералы. или их комбинация.
Независимо от того, с покрытием или без покрытия, необходимо выбрать правильный стержень для создания чистых, прочных сварных швов с правильным качеством валика.
Преимущества дуговой сварки
Есть много преимуществ по сравнению с другими сварочными процессами. Поскольку стоимость оборудования относительно невысока, это доступный метод, который также требует меньшего количества оборудования из-за отсутствия газа.
Это портативный метод соединения, который также можно использовать на неочищенных металлах. Хотя во многих дуговых процессах используется защитный газ, это не всегда необходимо, что означает, что работа может выполняться независимо от погодных условий, а разбрызгивание не является проблемой.
Недостатки
Хотя у этого процесса очень много преимуществ, есть некоторые недостатки. Этот тип сварки приводит к большему количеству отходов, чем другие методы, а это означает, что стоимость проекта для некоторых работ может быть выше. Этот процесс также требует высокого уровня навыков и обучения сварщиков дуговой сварки, при этом также может быть сложно соединить тонкие материалы с помощью дуговых процессов.
Центр Сварки 21 обладает квалификацией и опытом для предоставления экспертного руководства по любому вопросу, связанному со сваркой и соединением материалов.
Наша команда, состоящая из профессионалов в области сварки, может предоставить квалифицированные консультации по любому вопросу, связанному с соединением материалов.
Что такое предварительный подогрев?
Предварительный подогрев означает проводимое перед сваркой повышение температуры основного металла до желаемого значения, называемого температурой предварительного подогрева. При этом может повышаться температура всего изделия или только в зоне вокруг точки сварки. Подогрев может продолжаться в течение всего процесса сварки, но обычно жар от сварки оказывается достаточным для того, чтобы поддерживать желаемую температуру без необходимости во внешнем источнике тепла. Межслойная температура, т. е. температура основного металла в промежуток времени между первым и последним проходом, не должна опускаться ниже температуры предварительного подогрева. Вопросы межслойной температуры в этой статье описываться не будут. Предварительный подогрев имеет много преимуществ, однако без хорошего понимания его принципов есть риск напрасно потратить деньги или, еще хуже, не суметь обеспечить нужное качество сварки. Зачем он нужен?
При этом может повышаться температура всего изделия или только в зоне вокруг точки сварки. Подогрев может продолжаться в течение всего процесса сварки, но обычно жар от сварки оказывается достаточным для того, чтобы поддерживать желаемую температуру без необходимости во внешнем источнике тепла. Межслойная температура, т. е. температура основного металла в промежуток времени между первым и последним проходом, не должна опускаться ниже температуры предварительного подогрева. Вопросы межслойной температуры в этой статье описываться не будут. Предварительный подогрев имеет много преимуществ, однако без хорошего понимания его принципов есть риск напрасно потратить деньги или, еще хуже, не суметь обеспечить нужное качество сварки. Зачем он нужен?Предварительный подогрев в основном используется по четырем причинам: (1) он снижает скорость остывания наплавленного и основного металла, что позволяет создать материал из более вязкого состава с большей устойчивостью к образованию трещин; (2) меньшая скорость охлаждения позволит диффузионному водороду безопасно рассеяться без риска образования трещин; (3) он позволяет снизить усадочное напряжение шва и прилегающего металла основы, что особенно важно для соединений под высоким напряжением и (4) он поднимает температуру некоторых марок стали до значения, при котором не может произойти хрупкий излом.

Когда стоит использовать предварительный подогрев?
Необходимость подогрева зависит от нескольких факторов: требований кодексов, толщины сечения, состава основного металла, напряжения, температуры окружающей среды, содержания водорода в окружающем металле и того, возникали ли проблемы с образованием трещин в прошлом. В сварочных кодексах обычно указывается минимальная температура предварительного подогрева для каждого металла основы, сварочного процесса и толщины сечения. Это минимальное значение нужно обеспечить независимо от напряжения и состава основного металла. При необходимости это минимальное значение может быть повышено. В следующем разделе приведен соответствующий пример.
При отсутствии кодексов с требованиями к сварке нужно самостоятельно определить необходимость в предварительном подогреве и при положительном решении выбрать наиболее подходящую температуру.
Как выбрать температуру предварительного подогрева?
В сварочных кодексах обычно указывают минимальные значения температуры предварительного подогрева, которые могут оказаться достаточными или недостаточными для предотвращения образования трещин в каждом конкретном случае. Например, при изготовлении балочно-стоечного сопряжения с помощью низководородистого электрода из сплава ASTM A572-Gr50 и очень большого сечения A36 (толщиной 10,2-12,7 см) требуется минимальная температура предварительного подогрева 107°C (AWS D1.1-96, Таблица 3.
Но как определить подходящую температуру предварительного подогрева при отсутствии сварочных кодексов? Для этого можно воспользоваться документом AWS D1.1-96, Приложение XI: «Руководство по альтернативным методам определения предварительного подогрева», которое содержит две процедуры для определения температуры подогрева, составленных в основном по результатам лабораторных тестов на образование трещин. Эти процедуры особенно полезны в случаях с высоким риском образования трещин из-за напряжения, содержания водорода, особенностей состава или низкого тепловложения при сварке.
Два представленных в Приложении XI документа AWS D1.1-96 метода представляют собой: (1) контроль твердости в зоне теплового воздействия (HAZ) и (2) контроль содержания водорода. Метод контроля твердости в зоне теплового воздействия HAZ распространяется только на угловую сварку. Он основан на предположении, что трещины не возникнут, пока твердость HAZ будет оставаться ниже некоего определенного значения. Этого можно добиться, контролируя скорость охлаждения материала. Критическую скорость охлаждения для определенного значения твердости можно соотнести с углеродным эквивалентом стали, который вычисляется по следующей формуле:
CE = C + ((Mn + Si)/6) + ((Cr + Mo + V)/5) + ((Ni + Cu)/15)
После этого на основе критической скорости охлаждения можно рассчитать минимальную температуру подогрева (в работе Блодгетта «Расчет скорости охлаждения методом компьютерного моделирования» описана процедура расчета на основе скорости охлаждения, тепловложения, толщины пластины, температуры, при которой становится критической скорость охлаждения, температуры предварительного подогрева, теплопроводимости и теплоемкости). Однако нужно отметить, что «хотя этим методом и можно воспользоваться для определения температуры предварительного подогрева, его основным предназначением является определение минимального тепловложения (и, как следствие, минимального размера шва) для предотвращения излишнего затвердевания» (Приложение XI, параграф 3.4, AWS D1.1-96).
Однако нужно отметить, что «хотя этим методом и можно воспользоваться для определения температуры предварительного подогрева, его основным предназначением является определение минимального тепловложения (и, как следствие, минимального размера шва) для предотвращения излишнего затвердевания» (Приложение XI, параграф 3.4, AWS D1.1-96).
Метод контроля водорода основывается на предположении, что трещины не возникнут, если количество остающегося в соединении водорода после охлаждения до 50°C останется ниже определенной критической величины, зависящей от состава и напряжения стали. Эта процедура очень хорошо подходит для высокопрочных низколегированных сортов стали с высокой закаливаемостью. Однако в случае углеродистой стали расчетное значение подогрева может оказаться недостаточным.
Метод контроля содержания водорода включает три основные этапа: (1) Расчет параметра состава, аналогичного углеродному эквиваленту; (2) Расчет индекса восприимчивости, представляющего собой функцию параметра состава и содержания способного к диффузии водорода в заполняющем материале; и (3) Определение минимальной температуры предварительного подогрева на основе напряжения, толщины материала и индекса восприимчивости.
Как осуществляется предварительный подогрев?
При выборе метода предварительного подогрева нужно учесть толщину материала, размер шва и доступное тепловое оборудование. Например, небольшие узлы эффективнее всего нагревать в печи. Однако крупные конструкционные компоненты часто требуют применения рядов нагревательных горелок, электрических пластинчатых радиаторов или индукционных или лучистых нагревателей.
Во время подогрева углеродистой стали высокая точность обычно не требуется. Хотя при этом по-прежнему важно, чтобы изделие достигло минимальной температуры, эту температуру можно без вреда превысить примерно на 40°C. Однако в случае закаленной и отпущенной стали (Q&T) это невозможно, так как при сварке перегретой стали Q&T можно повредить материал в зоне теплового воздействия. Как следствие, сталь Q&T требует определения и точного соблюдения минимальной и максимальной температуры.
Кодекс AWS D1.1 требует, чтобы при подогреве сварочного соединения минимальная температура измерялась на расстоянии, по крайней мере равном толщине самой толстой части соединения, но не менее 3 дюймов (75 мм) во всех направлениях от точки сварки. Чтобы убедиться, что был прогрет весь объем материала вокруг соединения, рекомендуется нагревать противоположную сторону от места сварки и измерять температуру поверхности рядом с соединением. Наконец, перед каждым проходом нужно проверять температуру стали, чтобы убедиться в обеспечении минимальной температуры подогрева непосредственно перед зажиганием дуги.
Чтобы убедиться, что был прогрет весь объем материала вокруг соединения, рекомендуется нагревать противоположную сторону от места сварки и измерять температуру поверхности рядом с соединением. Наконец, перед каждым проходом нужно проверять температуру стали, чтобы убедиться в обеспечении минимальной температуры подогрева непосредственно перед зажиганием дуги.
Краткое содержание
Предварительный подогрев может использоваться для того, чтобы предотвратить образование трещин и/или обеспечить нужные механические свойства, например, ударную вязкость.
Предварительный подогрев нужно проводить во всех случаях, когда этого требуют применимые кодексы. При отсутствии подходящих кодексов для соответствующей ситуации специалист сварочного производства должен самостоятельно принять решение о необходимости подогрева и о том, какая температура потребуется для данного сочетания основного металла и толщины сечения.
В Приложении XI документа AWS D1.1-96 содержится руководство по альтернативным методам определения подходящей степени предварительного подогрева: методу контроля твердости HAZ и методу контроля содержания водорода.
Предварительный подогрев можно проводить в печи или с помощью нагревательных горелок, электрических пластинчатых радиаторов или индукционных или лучистых нагревателей. Для углеродистых сталей точное соблюдение температурных требований не требуется, но в случае применения индукционных и лучистых нагревателей и подогрева закаленной и отпущенной стали нужно тщательно следить за максимальной и минимальной температурой.
Список литературы
ANSI/AWS D1.1-96 Structural Welding Code: Steel. The American Welding Society, 1996.
Bailey, N. Weldability of Ferritic Steels. The Welding Institute, 1995.
Bailey, N. et al, Welding Steels Without Hydrogen Cracking. The Welding Institute, 1973.
Blodgett, 0. «Calculating Cooling Rates by Computer Programming,» Welding Journal. March 1984.
Graville, B.A. The Principles of Cold Cracking Control in Welds. Dominion Bridge Company Ltd., 1975.
Irving, B. «Preheat: The Main Defense against Hydrogen Cracking. » Welding Journal. July 1992.
» Welding Journal. July 1992.
Stout, R.D. and Doty, W.D., Weldability of Steels. Welding Research Council, 1971.
The Procedure Handbook of Arc Welding. The James F. Lincoln Arc Welding Foundation, 1994.
сварка | Типы и определение
Сварка , техника соединенияметаллические части обычно в результате воздействия тепла . Этот метод был обнаружен во время попыток манипулироватьутюгом в полезные формы. Сварные клинки были разработаны в 1-м тысячелетии нашей эры , самые известные из которых были произведены арабскими оружейниками в Дамаске, Сирия. В то время был известен процесс науглероживания железа для производства твердой стали , но полученная сталь была очень хрупкой. Техника сварки, которая включала прослойку относительно мягкого и жесткого железа с высокоуглеродистым материалом с последующей ковкой с молотком, позволила получить прочное и жесткое лезвие.
В наше время улучшение техники производства чугуна, особенно введение чугуна , ограничивало сварку кузнецом и ювелиром. Другие методы соединения, такие как крепление болтами или заклепками, широко применялись для новых продуктов, от мостов и железнодорожных двигателей до кухонной утвари.
Другие методы соединения, такие как крепление болтами или заклепками, широко применялись для новых продуктов, от мостов и железнодорожных двигателей до кухонной утвари.
Современные процессы сварки плавлением являются результатом необходимости получения непрерывного соединения на больших стальных листах. Было показано, что клепка имеет недостатки, особенно для закрытых контейнеров, таких как бойлер. Газовая сварка, дуговая сварка и контактная сварка появились в конце XIX века. Первая реальная попытка широкомасштабного внедрения сварочных процессов была предпринята во время Первой мировой войны . К 1916 г.Процесс оксиацетилена был хорошо разработан, и применяемые тогда методы сварки используются до сих пор. С тех пор основные улучшения коснулись оборудования и безопасности. Дуговая сварка с использованием расходных материаловЭлектрод , также был введен в этот период, но первоначально использованные неизолированные провода приводили к хрупким сварным швам. Решение было найдено, обертывая голый провод с асбестом и обвитый алюминиевой проволоки.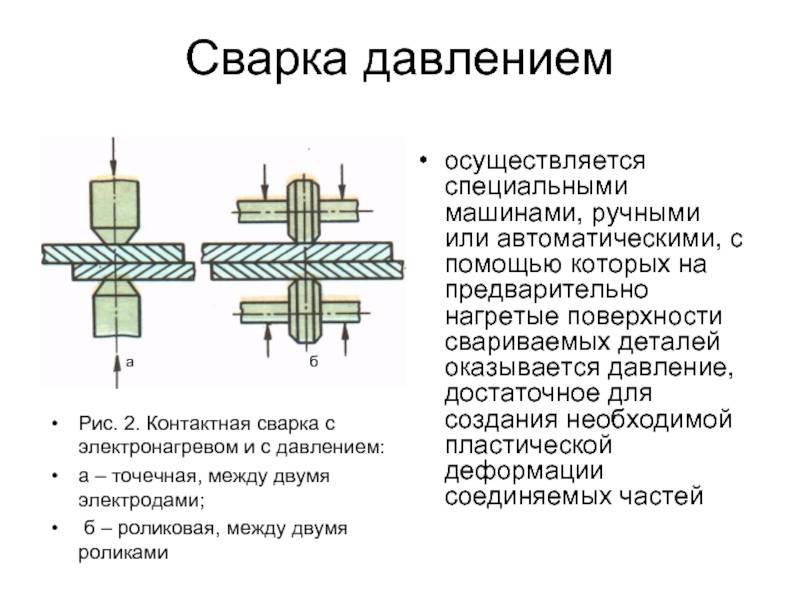 Современный электрод, представленный в 1907 году, состоит из неизолированной проволоки со сложным покрытием из минералов и металлов. Дуговая сварка не применялась повсеместно до Второй мировой войны , когда острая необходимость в быстрых средствах строительства для судоходства, электростанций, транспорта и сооружений стимулировала необходимые разработки.
Современный электрод, представленный в 1907 году, состоит из неизолированной проволоки со сложным покрытием из минералов и металлов. Дуговая сварка не применялась повсеместно до Второй мировой войны , когда острая необходимость в быстрых средствах строительства для судоходства, электростанций, транспорта и сооружений стимулировала необходимые разработки.
Сварка сопротивлением, изобретенная в 1877 г. Элиху Томсон был принят задолго до дуговой сварки для точечного и шовного соединения листов. Стыковая сварка для изготовления цепей и соединения стержней и стержней была разработана в 1920-х годах. В 1940-х годах был введен процесс вольфрам-инертный газ с использованием неплавящегося вольфрамового электрода для выполнения сварных швов плавлением. В 1948 году в новом процессе с защитой от газа использовался проволочный электрод, который расходился во время сварки. Совсем недавно были разработаны электронно-лучевая сварка, лазерная сварка и несколько твердофазных процессов, таких как диффузионная сварка, сварка трением и ультразвуковое соединение.
Основные принципы сварки
Сварной шов можно определить как слияние металлов, полученное нагреванием до подходящей температуры с приложением давления или без него, а также с использованием или без использования присадочного материала.
При сварке плавлением источник тепла выделяет достаточно тепла для создания и поддержания ванны расплавленного металла необходимого размера. Тепло может подаваться электричеством или газовым пламенем. Сварку сопротивлением можно рассматривать как сварку плавлением, поскольку образуется расплавленный металл.
При твердофазных процессах сварка производится без плавления основного материала и без добавления присадочного металла. Всегда используется давление и обычно подается немного тепла. Теплота трения возникает при ультразвуковом и трении соединения, а нагрев печи обычно используется при диффузионном соединении.
Электрическая дуга используется при сварке является сильноточный, низкого напряжения разряда обычно в диапазоне 10-2,000 ампер на 10-50 вольт. Столб дуги сложен, но, в общем, состоит из катода, который испускает электроны, газовой плазмы для проводимости тока и области анода, которая становится сравнительно более горячей, чем катод, из-за бомбардировки электронами. Постоянный ток (DC) , дуга обычно используются, но переменный ток , могут быть использована (АС) дуги.
Столб дуги сложен, но, в общем, состоит из катода, который испускает электроны, газовой плазмы для проводимости тока и области анода, которая становится сравнительно более горячей, чем катод, из-за бомбардировки электронами. Постоянный ток (DC) , дуга обычно используются, но переменный ток , могут быть использована (АС) дуги.
Общее Потребляемая энергия во всех сварочных процессах превышает то, что требуется для создания соединения, потому что не все выделяемое тепло может быть эффективно использовано. Эффективность варьируется от 60 до 90 процентов, в зависимости от процесса; некоторые специальные процессы сильно отклоняются от этой цифры. Тепло теряется из-за теплопроводности через основной металл и излучения в окружающую среду.
Большинство металлов при нагревании вступают в реакцию с атмосферой или другими близлежащими металлами. Эти реакции могут быть крайне пагубными для свойств сварного соединения. Например, большинство металлов при расплавлении быстро окисляются. Слой оксида может помешать правильному соединению металла.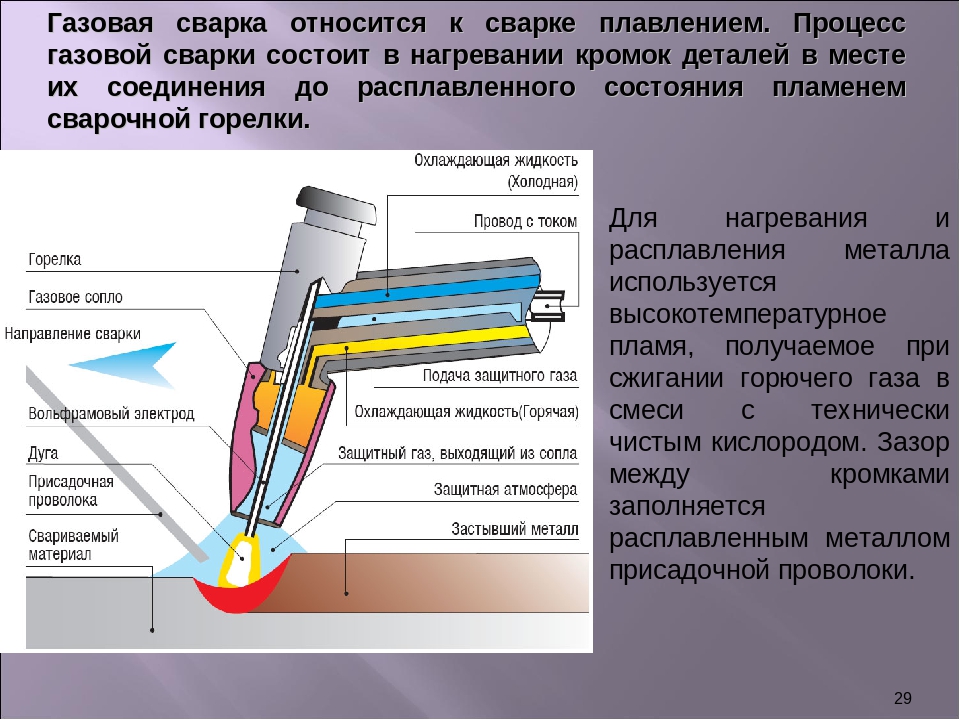 Покрытые оксидом капли расплавленного металла захватываются сварным швом и делают соединение хрупким. Некоторые ценные материалы, добавленные для определенных свойств, настолько быстро реагируют на воздействие воздуха, что осажденный металл не имеет того же состава, что и изначально. Эти проблемы привели к использованиюфлюсы и инертные атмосферы.
Покрытые оксидом капли расплавленного металла захватываются сварным швом и делают соединение хрупким. Некоторые ценные материалы, добавленные для определенных свойств, настолько быстро реагируют на воздействие воздуха, что осажденный металл не имеет того же состава, что и изначально. Эти проблемы привели к использованиюфлюсы и инертные атмосферы.
В Сварка плавлением флюс играет защитную роль в облегчении контролируемой реакции металла, а затем предотвращает окисление, образуя слой над расплавленным материалом. Флюсы могут быть активными и помогать в процессе или неактивными и просто защищать поверхности во время соединения.
Инертная атмосфера играет такую же защитную роль, как и флюсы. При дуговой сварке в среде защитного газа и вольфрамовой дугой в среде защитного газа используется инертный газ — обычноаргон — непрерывным потоком выходит из кольцевого пространства, окружающего горелку, вытесняя воздух вокруг дуги. Газ не вступает в химическую реакцию с металлом, а просто защищает его от контакта с кислородом воздуха.
Металлургии металла соединения является важной функциональными возможностями соединения. Дуговая сварка иллюстрирует все основные характеристики соединения. В результате прохождения сварочной дуги возникают три зоны: (1) металл шва или зона плавления, (2) зона термического влияния и (3) зона без воздействия. Металл сварного шва — это та часть соединения, которая была расплавлена во время сварки. Зона термического влияния — это область, прилегающая к металлу сварного шва, которая не была сварена, но претерпела изменение микроструктуры или механических свойств из-за высокой температуры сварки. Неповрежденный материал — это тот, который не был достаточно нагрет, чтобы изменить его свойства.
Состав сварочного металла и условия, при которых он замерзает (затвердевает), существенно влияют на способность соединения удовлетворять эксплуатационным требованиям. При дуговой сварке металл сварного шва состоит из присадочного материала и основного металла, который расплавился. После прохождения дуги происходит быстрое охлаждение металла шва. Однопроходный сварной шов имеет литейную структуру со столбчатыми зернами, проходящими от края ванны расплава до центра сварного шва. В многопроходном сварном шве эта литая структура может быть изменена в зависимости от конкретного свариваемого металла.
Однопроходный сварной шов имеет литейную структуру со столбчатыми зернами, проходящими от края ванны расплава до центра сварного шва. В многопроходном сварном шве эта литая структура может быть изменена в зависимости от конкретного свариваемого металла.
Основной металл, прилегающий к сварному шву, или зона термического влияния, подвергается ряду температурных циклов, и его изменение структуры напрямую связано с максимальной температурой в любой заданной точке, временем воздействия и скоростью охлаждения. . Типы основного металла слишком многочисленны, чтобы обсуждать здесь, но их можно сгруппировать в три класса: (1) материалы, не подверженные влиянию тепла сварки, (2) материалы, закаленные в результате структурных изменений, (3) материалы, закаленные в результате процессов осаждения.
Сварка вызывает напряжения в материалах. Эти силы вызваны сжатием металла шва и расширением, а затем сжатием зоны термического влияния. Не нагретый металл накладывает ограничения на вышеуказанное, и, поскольку преобладает усадка, металл сварного шва не может свободно сжиматься, и в соединении создается напряжение.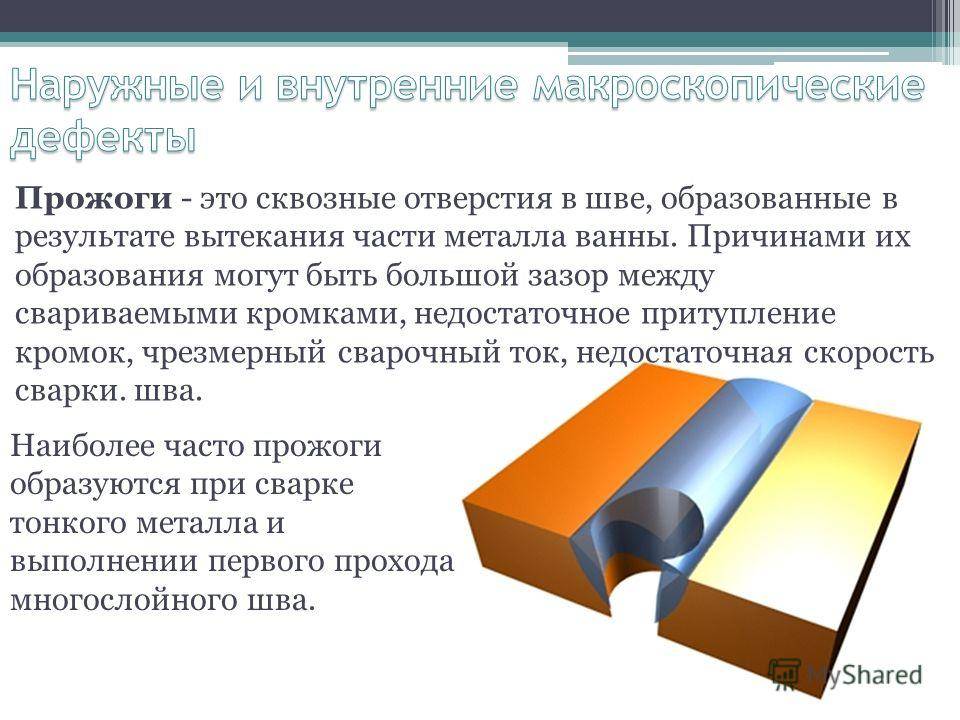 Это обычно называется остаточным напряжением, и для некоторых критических применений оно должно сниматься термической обработкой всего изделия. Остаточное напряжение неизбежно во всех сварных конструкциях, и если его не контролировать, произойдет искривление или деформация сварного соединения. Контроль осуществляется методами сварки, приспособлениями и приспособлениями , процедурами изготовления и окончательной термообработкой.
Это обычно называется остаточным напряжением, и для некоторых критических применений оно должно сниматься термической обработкой всего изделия. Остаточное напряжение неизбежно во всех сварных конструкциях, и если его не контролировать, произойдет искривление или деформация сварного соединения. Контроль осуществляется методами сварки, приспособлениями и приспособлениями , процедурами изготовления и окончательной термообработкой.
Существует большое количество разнообразных сварочных процессов. Некоторые из наиболее важных обсуждаются ниже.
Применение информационных технологий для определения параметров режима дуговой сварки разнородных материалов
Please use this identifier to cite or link to this item: http://earchive.tpu.ru/handle/11683/41015
| Title: | Применение информационных технологий для определения параметров режима дуговой сварки разнородных материалов |
| Authors: | Ганушкевич, Сергей Сергеевич |
metadata. dc.contributor.advisor: dc.contributor.advisor: | Кректулева, Раиса Алексеевна |
| Keywords: | сварка разнородных материалов; применение программного обеспечения; постановка компьютерных экспериментов; режимы сварки; медь-алюминий; heterogeneous materials welding; application of software; computer experimentation; welding modes; copper-aluminum |
| Issue Date: | 2017 |
| Citation: | Ганушкевич С. С. Применение информационных технологий для определения параметров режима дуговой сварки разнородных материалов : бакалаврская работа / С. С. Ганушкевич ; Национальный исследовательский Томский политехнический университет (ТПУ), Институт неразрушающего контроля (ИНК), Кафедра оборудования и технологии сварочного производства (ОТСП) ; науч. рук. Р. А. Кректулева. — Томск, 2017. |
| Abstract: | Объектом исследования является сварка плавлением разнородных металлов. Цель работы – определение режимов дуговой сварки разнородных материалов с помощью программного обеспечения на примере пары ”медь- алюминий”. В результате исследования были получены данные, подтверждающие возможность практического применения ручной дуговой сварки меди с алюминием. Область применения неразъёмных соединений пары медь-алюминий с требуемыми эксплуатационными свойствами: энергетика. Экономическая эффективность работы: поставленная задача решена с позиции финансовой и ресурсной эффективности.
В будущем планируется продолжение экспериментальных исследований по этой тематике. В результате исследования были получены данные, подтверждающие возможность практического применения ручной дуговой сварки меди с алюминием. Область применения неразъёмных соединений пары медь-алюминий с требуемыми эксплуатационными свойствами: энергетика. Экономическая эффективность работы: поставленная задача решена с позиции финансовой и ресурсной эффективности.
В будущем планируется продолжение экспериментальных исследований по этой тематике.The object of investigation is welding by melting dissimilar metals. The purpose of the work is to determine the modes of arc welding of dissimilar materials by means of software using the example of the copper-aluminum pair. As a result of the study, data were obtained confirming the possibility of practical application of manual arc welding of copper with aluminum. The field of application of non-removable copper-aluminum couplings with the required operational properties: power. Economic efficiency of work: the task has been solved from the standpoint of financial and resource efficiency.  In the future, it is planned to continue experimental research on this topic.
In the future, it is planned to continue experimental research on this topic. |
| URI: | http://earchive.tpu.ru/handle/11683/41015 |
| Appears in Collections: | Выпускные квалификационные работы (ВКР) |
Items in DSpace are protected by copyright, with all rights reserved, unless otherwise indicated.
Определение прочности сварных соединений с дефектами не трещиноподобного типа в стальных корпусах судов — Судостроение
Судно — это сложное техническое сооружение повышенной опасности, жизненный цикл которого проходит в неблагоприятных условиях эксплуатации. Прочность, жесткость и непроницаемость корпуса судна — это те параметры, которые характеризуют его техническое состояние.
Потребность в ремонте у каждого судна неизменно возрастает с увеличением срока его службы.
Это происходит:
-
во-первых, в результате естественного износа конструктивных элементов из-за дефектов,
-
а во-вторых, вследствие случайных повреждений (поломок, аварий).


По официальным данным, средний срок эксплуатации судна в России превышает 30 лет, а большая часть всех судов эксплуатируются сверх нормативного срока.
В настоящее время в виду сложившейся экономической ситуации судостроительным предприятиям трудно изыскивать средства на обновление флота. При ремонте судна корпусные работы составляют до 30% от общего ремонта, и характеризуются зачастую тяжелыми условиями труда. Стоимость ремонта корпусов получается весьма высокой не только по основным материальным затратам, но и еще и потому, что судно на длительный срок выводится из эксплуатации. Дополнительные работы по ремонту дефектных участков сварных швов повышают сроки и трудоемкость постройки и ремонта судов. По этой причине большую актуальность приобретает возможность продления срока межремонтного периода эксплуатации судов.
Способность конструкций судна сопротивляться усталостным разрушениям (трещинам) от переменных нагрузок и разрушениям от экстремальных нагрузок (разрывам, пластическим деформациям и потерям устойчивости связей с нарушением их формы) является комплексным понятием, определяющим прочность всего сварного корпуса [4]. В соответствии с Правилами Российского Морского Регистра Судоходства (РМРС) в части 14 «Сварка» [7] устанавливают нормативные требования к корпусу судна, исходя из двух основных критериев: усталостной и предельной прочности сварного соединения.
В соответствии с Правилами Российского Морского Регистра Судоходства (РМРС) в части 14 «Сварка» [7] устанавливают нормативные требования к корпусу судна, исходя из двух основных критериев: усталостной и предельной прочности сварного соединения.
В результате эксплуатации на сварной корпус судна, который имеет наружную обшивку, верхнюю и нижнюю палубы, продольные и поперечные перегородки, выполненные из листовых элементов и соединенные герметичными сварными швами [1, 2], действуют статические, динамические и циклические нагрузки. При длительном действии на сварной корпус судна постоянных и переменных нагрузок, происходит постепенное накопление повреждений — износ, которые могут приводить к усталостному разрушению или потери несущей способности сварного шва. Это связано с тем, что на прочность сварного шва оказывают влияние внутренние сварочные дефекты, которые могут существенно снижать прочностные характеристики сварной конструкции, так как являются концентраторами напряжений.
Анализ случаев разрушения сварных конструкций, работающих в различных условиях, свидетельствует о том, что чаще всего их разрушение начинается от дефектов, возникающих в сварном соединении или в основном металле [10]. Дефекты не трещиноподобного типа сварочных швов (газовые и твердые неметаллические включения и др.) совершенно по-разному влияют на прочностные (технологические) и эксплуатационные свойства корпусной конструкции и ее сварных соединений при различных видах нагружения. Анализ методов проектирования корпусов судов (расчетный и по правилам классификационных обществ) [4, 6, 7], а также принципов оценки усталостной прочности сварного корпуса судна [3] и результатов исследований полей деформаций, эксплуатируемых судовых корпусов [8] позволяет сделать вывод о том, что используемые РМРС нормы дефективности сварных швов корпуса судна для дефектов не трещиноподобного типа, отражают только технологический уровень качества, а не эксплуатационный.
Прочностные (технологические) и эксплуатационные характеристики сварных соединений стального корпуса и механизм разрушения при наличии разнообразных внутренних дефектов и специфического набора нагрузок можно разделить по характеру развития разрушения и последствиям, оказывающим влияния на прочность всего корпуса судна. В соответствии с требованием Правил РМРС [7] оценка качества (надежности) сварных соединений корпуса судна базируется на ИСО 5817 [11] и подразделяется на 3 уровня дефективности, а классификация дефектов осуществляется в соответствии с ИСО 6520-1. Критерии допустимости каждого из дефектов определяются в зависимости от присвоенного сварной металлоконструкции уровня качества по ИСО 5817 [11] и выбранного метода неразрушающего контроля, который осуществляется в соответствии с ИСО 17635.
В соответствии с требованием Правил РМРС [7] оценка качества (надежности) сварных соединений корпуса судна базируется на ИСО 5817 [11] и подразделяется на 3 уровня дефективности, а классификация дефектов осуществляется в соответствии с ИСО 6520-1. Критерии допустимости каждого из дефектов определяются в зависимости от присвоенного сварной металлоконструкции уровня качества по ИСО 5817 [11] и выбранного метода неразрушающего контроля, который осуществляется в соответствии с ИСО 17635.
На рисунке 1 рассмотрена общая схема формирования уровня качества (надежности) сварного соединения, где на графике вдоль оси «H» указывается изменение уровня качества сварного шва в течение времени «t». Этот процесс целесообразно рассматривать как серию условных потерь качества свариваемого металла за счет изменения его свойств. Значения потерь технологического (∆m) и производственно-технологического (∆nm) качества могут быть определены в единицах показателей работоспособности по результатам соответствующих разрушающих испытаний [9].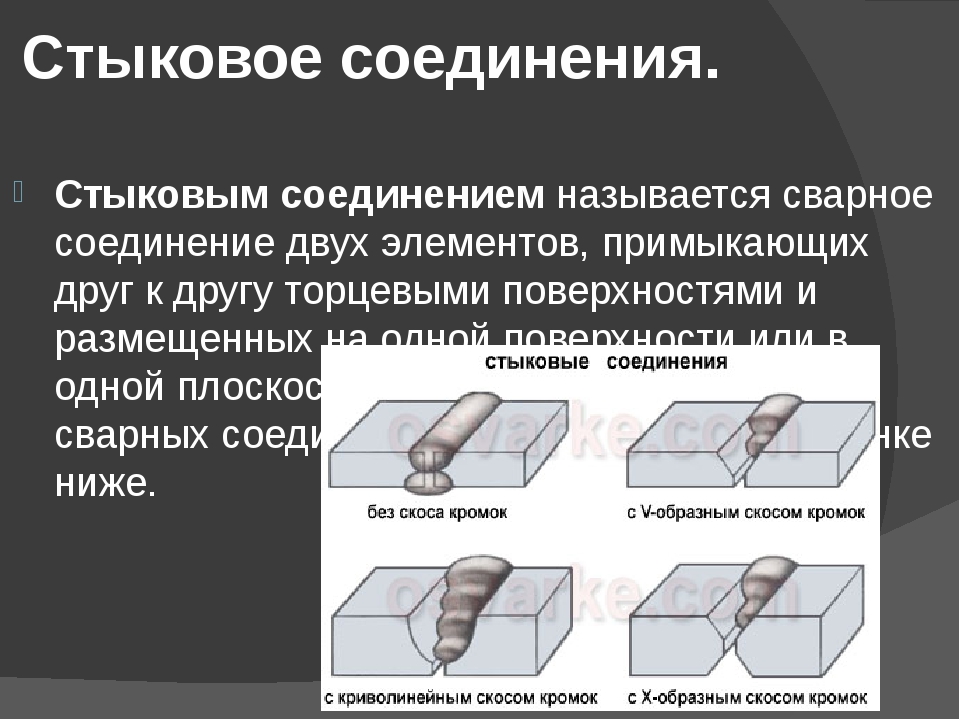
Рис. 1. Общая схема формирования уровней качества для сварных соединений
Анализ требований РМРС [7] для рентгенографического метода контроля в части оценки типа и размера внутренних дефектов в наружной обшивке стального корпуса для уровней качества 1, 2 и 3 показал, что она имеет нелинейный вид и позволяет найти зависимость между шириной шва (Wp) и допустимым количеством отдельных пор, равномерным распределением пористостей, а также скоплением пор (рис. 2).
Рис. 2. График изменения уровня качества сварного шва тип С17 в зависимости от ширины шва (Wp) и допустимой площади дефектов [Aдеф]
В соответствии с результатами исследования [9], при статистических нагрузках для металла сварного шва, обладающего пластичностью, потеря его прочности примерно пропорциональна общей площади -
внутренних дефектов или непроваров (рис. 3 – область «Статика»). Следует отметить, что авторами исследования приводятся данные по незначительному изменению несущей способности стыковых сварных соединений (особенно с усилением сварного шва) при
3 – область «Статика»). Следует отметить, что авторами исследования приводятся данные по незначительному изменению несущей способности стыковых сварных соединений (особенно с усилением сварного шва) при
а иногда до 20÷30% от площади плана шва Wp х L, где L — любые (с наибольшей плотностью дефектов 100 мм длины шва).
Сравнительно небольшие дефекты при воздействии на сварной шов динамической или вибрационной нагрузок, оказывают существенное влияние на прочность (рис. 3 – область «Усталость»). Это приводит к тому, что нарушается функциональная связь в виде линейной пропорциональностью между потерей работоспособности и размерами дефекта [9].
На рисунке 3 приводится результат использования рентгенографического метода контроля для выявления внутренних дефектов сварного стыкового шва и общий расчетный уровень дефективности g=5%, который позволяет по графику (точки А, Б – область «Статика» и В, Г – область «Усталость») определить диапазоны возможного разрушения сварного шва от действия статических и динамических нагрузок при заданном уровне дефективности. Выявленные дефекты – одиночные поры (dmax=0.4…0,5≤4 мм, g0.15%), скопление пор (dmax=1…1.5≤15 мм, n=4…15. g2.48%), которые снижают прочность и плотность [9] по отдельности не превышают допускаемых значений для 1-3 уровня качества сварного шва.
Выявленные дефекты – одиночные поры (dmax=0.4…0,5≤4 мм, g0.15%), скопление пор (dmax=1…1.5≤15 мм, n=4…15. g2.48%), которые снижают прочность и плотность [9] по отдельности не превышают допускаемых значений для 1-3 уровня качества сварного шва.
Прогнозируемая прочность сварного соединения на рисунке 3 с учетом общего показателя дефективности сварного шва при статических нагрузках составит σв.св=(0,93…0,96)σв.м, а при динамических нагрузках σв.св = (0,51…0,59)σв.м. Из трех типов дефектов по нормам РМРС ремонту подлежит только скопление шлаковых включений (g2.37%), что уменьшит общую дефектность до g=2,63% (точки А1, Б1, В1, Г1) и обеспечит требуемые технологические качества сварного соединения.
Рис. 3. Характер влияния суммарной относительной площади внутренних дефектов
% на прочность сварных стыковых швов
по отношению к прочности основного металла
Снижение дефектности сварного шва за счет ремонта внутренних дефектов приводит к ситуации, когда в сварном шве практически полностью отсутствуют или имеются определенного типа технологические дефекты, уровень которых не превышает значений, указанных в нормативных документах. Это позволяет обеспечить заданный уровень качества, но не гарантирует, что в процессе расчетной эксплуатации сварного корпуса судна не образуются дефекты трещиноподобного типа [8] (зона корпуса судна D) из имеющихся в сварном шве технологических дефекты не трещиноподобного типа рис. 4.
Это позволяет обеспечить заданный уровень качества, но не гарантирует, что в процессе расчетной эксплуатации сварного корпуса судна не образуются дефекты трещиноподобного типа [8] (зона корпуса судна D) из имеющихся в сварном шве технологических дефекты не трещиноподобного типа рис. 4.
Исходя из этого можно сделать вывод, что при расчете прочности сварного шва с внутренними технологическими ДНТ необходимо учитывать вероятность его развития в ДТТ эксплуатационного характера.
Рис. 4. Распределение дефектов сварных швов в процентах от общего числа по основным зонам судна
Анализ нормативных и научных источников, посвященных проблемам обеспечения безопасной эксплуатации сварных корпусов судна позволил сделать следующие выводы:
-
Процесс изготовления сварных корпусов судов регламентирован нормами качества, изложенных в РМРС, где установлены критерии качества сварных швов в отношении допустимого количества внутренних дефектов.
Сварочные дефекты являются неотъемлемой частью процесса изготовления сварочных швов, что может приводить к увеличению стоимости изготовления корпусов судна за счет проведения ремонтных работ. Установленные правилами РМРС нормы носят технологический характер и являются достаточно жесткими по отношению к условиям эксплуатации корпусов судов.
-
При расчете прочности сварного шва с внутренними технологическими ДНТ необходимо учитывать вероятность его развития в ДТТ эксплуатационного характера.
 Сварочные дефекты являются неотъемлемой частью процесса изготовления сварочных швов, что может приводить к увеличению стоимости изготовления корпусов судна за счет проведения ремонтных работ. Установленные правилами РМРС нормы носят технологический характер и являются достаточно жесткими по отношению к условиям эксплуатации корпусов судов.
Сварочные дефекты являются неотъемлемой частью процесса изготовления сварочных швов, что может приводить к увеличению стоимости изготовления корпусов судна за счет проведения ремонтных работ. Установленные правилами РМРС нормы носят технологический характер и являются достаточно жесткими по отношению к условиям эксплуатации корпусов судов.
Литература:
-
Овчинников, В.В. Производство сварных конструкций: учебник для использования в учебном процессе образовательных учреждений, реализующих программы среднего профессионального образования / В. В. Овчинников. — Москва: Форум, Москва: ИНФРА-М. — 2017. — 287 с.
-
Технология изготовления сварных конструкций: Учебник / В.
В.Овчинников — М.: ИД ФОРУМ, НИЦ ИНФРА-М. — 2015. — 208 с.
-
Коростылёв Л.И. Анализ и классификация методов оценки усталостной прочности сварных тонкостенных конструкций корпуса судна / Л.И. Коростылёв, Д.Ю. Литвиненко. — Вестник ГУМиРФ им. Адм. С.О. Макарова. – 2016. — 3(37). – с.104-118
-
Проектирование конструкций корпуса судна: Учебное пособие / Чижиумов С.Д., Бурменский А.Д. – Комсомольск-на-Амуре: ГОУВПО «КнАГТУ». — 2006. — 117 с.
-
Технология и оборудование сварочного производства. Учебное пособие /С.Ф. Демичев, А.В. Рясный, А.Л. Усольцев. — Самара: Самарский государственный аэрокосмический университет, 2010. — 78 с.
-
Российский морской Регистр судоходства. Правила классификации и постройки морских судов. Корпус. — СПб.: ФАУ «РМРС». — 2018. — Т.2. — 205 с.
-
Российский морской Регистр судоходства.
Правила классификации и постройки морских судов. Сварка. — СПб.: ФАУ «РМРС». — 2019. — Т.14. — 105 с.
-
Королев В. В. Исследование полей деформаций судовых корпусов / В. В. Королев, Н. Е. Жадобин // Эксплуатация морского транспорта. – 2008. — №3(53). – С. 73-75.
-
Контроль качества сварки: учебное пособие для машиностроительных вузов / под. ред. В.Н. Волченко – М.: Машиностроение, 1975. – 328 с.
-
Деев Г. Ф. Дефекты сварных швов / Г. Ф. Деев, И. Р. Пацкевич. Киев: Наук. думка, 1984. – 208 с.
-
ГОСТ Р ИСО 5817-2009. Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества. – Введ. 2011-01-01. – М.: Стандартинформ, 2011. – 23 с.
 В.Овчинников — М.: ИД ФОРУМ, НИЦ ИНФРА-М. — 2015. — 208 с.
В.Овчинников — М.: ИД ФОРУМ, НИЦ ИНФРА-М. — 2015. — 208 с.
 Правила классификации и постройки морских судов. Сварка. — СПб.: ФАУ «РМРС». — 2019. — Т.14. — 105 с.
Правила классификации и постройки морских судов. Сварка. — СПб.: ФАУ «РМРС». — 2019. — Т.14. — 105 с.
Термины и определения сварки
Оборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.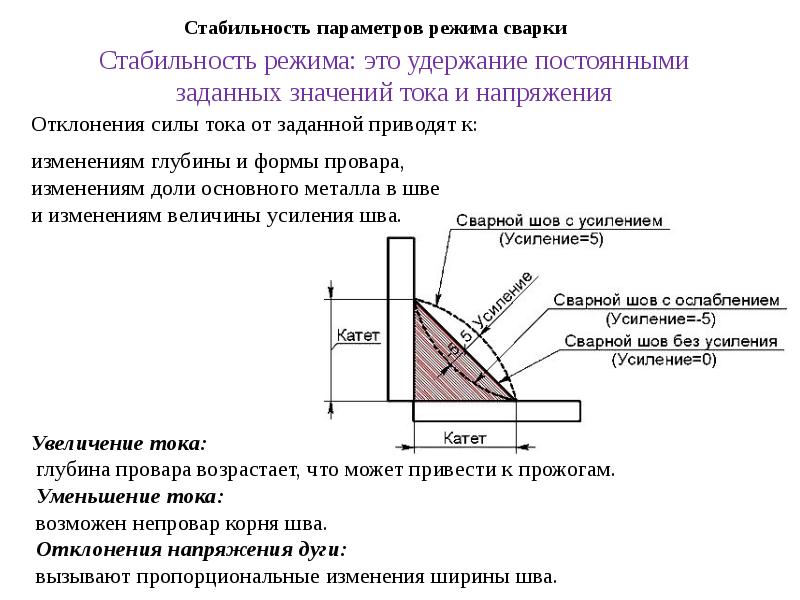
Orbitalum Tools — Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Аттестованная технология сварки — конкретная технология сварки, которая прошла приемку в данной производственной организации в соответствии с требованиями операционно-технологической карты и технологической инструкции по сварке, что подтверждается актом аттестации.
Аттестованный сварщик — квалифицированный рабочий, аттестованный в установленном порядке и имеющий первый уровень профессиональной подготовки в соответствии с действующими правилами аттестации.
Автоматическая сварка — сварочный процесс, при котором подача сварочной проволоки и перемещение сварочной головки осуществляются автоматически, а оператор устанавливает, наблюдает и корректирует параметры сварки.
Воротник — усиливающая накладка, привариваемая в процессе выполнения прямой врезки.
Горячий проход — слой шва, выполняемый по не успевшему остыть ниже регламентированной температуры металлу корневого слоя шва, как правило, способом «на спуск».
Захлест — соединение двух участков трубопроводов в месте технологического разрыва.
Зона термического влияния — участок сварного соединения,непосредственно примыкающий к шву по границе сплавления и не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке.
Катушка трубы — отрезок трубы, подготавливаемый для вварки в нефтепровод и имеющий торцы, обработанные механическим способом или путем газовой резки с последующей зачисткой.
Металл шва — сплав, образованный расплавленным основными наплавленным металлом.
Наплавленный металл — переплавленный без участия основного металла присадочный металл.
Прямая врезка — специальное сварное соединение, выполняемое в процессе строительства или ремонта нефтепровода и непосредственно соединяющее основную трубу и ответвление.
Полуавтоматическая сварка — сварочный процесс, при котором подача присадочной проволоки осуществляется автоматически,а перемещение сварочной горелки по периметру стыка осуществляется вручную.
Ремонт сварного шва — процесс устранения в готовом сварном стыке дефектов, обнаруженных неразрушающими методами контроля после завершения сварки и контроля и признанных контролером исправимыми. Исправления, производимые электросварщиком непосредственно в процессе выполнения сварного шва, в понятие «ремонт сварного шва» не входят.
Стык — неразъемное сварное соединение труб, трубы и соединительной детали или трубы и запорной арматуры.
приемочный стык — сварное соединение, выполняемое при аттестации технологии сварки;
допускной стык — стык, выполняемый при допускных испытаниях сварщиков;
контрольный стык — стык, вырезанный из сваренной нитки трубопровода, для проведения испытаний в объеме, предусмотренном действующими нормами.
гарантийный стык — стык, соединяющий участки трубопровода,подвергнутые испытательному давлению. Гарантийный стык не подвергается испытательному давлению и требует большего(в сравнении с захлестом) объема неразрушающего контроля, например,дублирования радиографического контроля ультразвуковым контролем.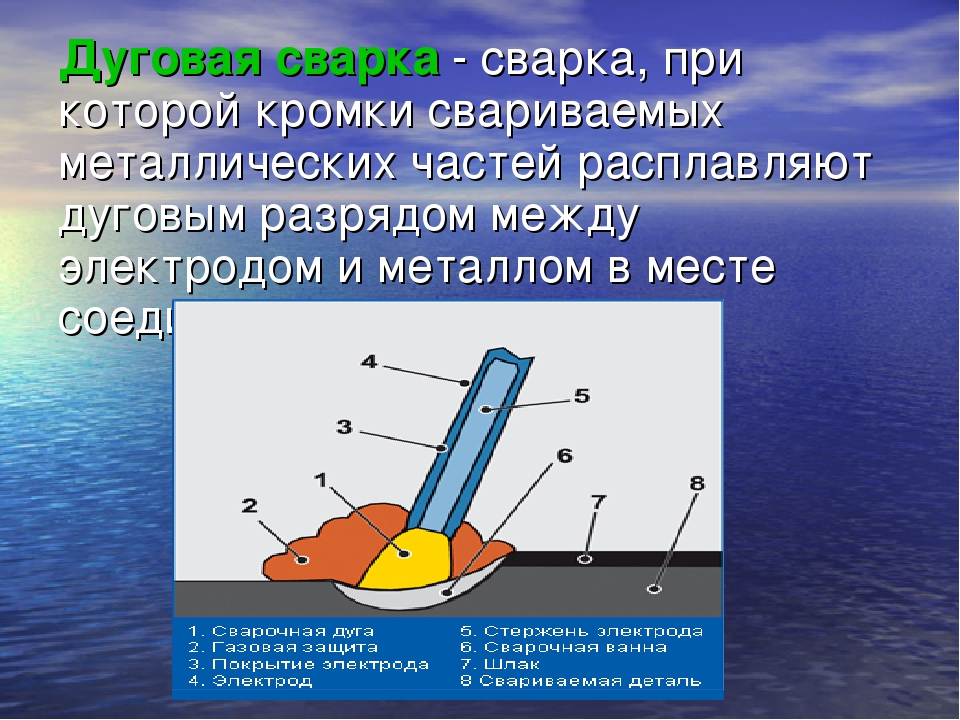
Сертификат — документ о качестве конкретных партий труб,деталей трубопроводов и сварочных материалов, удостоверяющий соответствие их качества требованиям технических условий на поставку, а также специальным требованиям, сформулированным при заключении контракта на поставку.
Технологическая инструкция по сварке — документ, содержащий комплекс конкретных операций, марок сварочных материалов,оборудования для сборки и сварки стыков, позволяющий изготовить сварное соединение в соответствии с требованиями нормативной документации и настоящей Инструкции.
Технологическая карта — документ, составленный в лаконичной,простой для пользователя табулированной форме на основе конкретной технологической инструкции по сварке для данного объекта.
Технические условия — основной документ на поставку труб,деталей трубопроводов, арматуры, сварочных материалов, разработанный и согласованный в установленном порядке.
Что такое сварка? — Определение | Виды сварки
Что такое сварка?
Сварка — это производственный процесс, в котором используется тепло, давление или и то, и другое для сплавления двух или более деталей вместе с образованием соединения по мере охлаждения деталей. Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение можно назвать сварным соединением.
Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение можно назвать сварным соединением.
Некоторые материалы требуют использования определенных процессов и методов. Некоторые из них считаются «несвариваемыми», термин, который обычно не встречается в словарях, но полезен и описателен в технике.
Соединяемые детали называются основным материалом. Материал, который добавляется для образования шва, называется наполнителем или расходным материалом. Из-за формы этих материалов их можно назвать основной пластиной или трубой, порошковой проволокой, плавящимся электродом (для дуговой сварки) и т. д. , образуя при этом однородный шов, но бывают случаи, например, при сварке хрупких чугунов, когда применяют присадку с самым разным составом и, следовательно, свойствами.Такие сварные швы называются неоднородными.
Готовое сварное соединение может называться сварным соединением.
Определение сварки
Сварка – это производственный процесс, при котором две или более деталей сплавляются друг с другом посредством тепла, давления или того и другого, образуя соединение по мере охлаждения деталей. Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение может называться сварным соединением.
Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение может называться сварным соединением.
Сварочные работы путем соединения двух материалов между собой без отдельного связующего материала.В отличие от пайки твердым припоем и пайки, в которых используется связующее вещество с более низкой температурой плавления, сварка соединяет две заготовки непосредственно друг с другом.
Большая часть сварки, производимой сегодня, относится к одной из двух категорий: дуговая сварка и сварка горелкой.
Дуговая сварка использует электрическую дугу для расплавления рабочих материалов, а также присадочного материала (иногда называемого сварочным стержнем) для сварки соединений. Дуговая сварка включает в себя присоединение заземляющего провода к сварочному материалу или другой металлической поверхности.
Другая проволока, известная как вывод электрода, помещается на свариваемый материал. Как только свинец отрывается от материала, возникает электрическая дуга. Это немного похоже на искры, которые вы видите, когда выдергиваете соединительные кабели из автомобильного аккумулятора. Затем дуга расплавляет заготовки вместе с наполнителем, который помогает соединять детали.
Как только свинец отрывается от материала, возникает электрическая дуга. Это немного похоже на искры, которые вы видите, когда выдергиваете соединительные кабели из автомобильного аккумулятора. Затем дуга расплавляет заготовки вместе с наполнителем, который помогает соединять детали.
Подача наполнителя в сварной шов требует уверенных рук и внимательного отношения к деталям. По мере плавления стержня сварщик должен непрерывно подавать присадку в соединение небольшими равномерными движениями вперед-назад.Именно эти движения придают сварным швам их отличительный вид. Слишком быстрое или медленное движение, а также слишком близкое или далекое удержание дуги от материала могут привести к некачественному сварному шву.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW или дуговая сварка) , дуговая сварка металлическим электродом в среде защитного газа (более известная как сварка металлическим инертным газом или сварка MIG) и дуговая сварка вольфрамовым электродом (часто называемая сваркой вольфрамовым электродом в среде инертного газа, или TIG, сварка ) все примеры дуговой сварки.
Каждый из этих трех распространенных методов имеет уникальные преимущества и недостатки.Сварка стержнем, например, недорога и проста в освоении. Он также медленнее и менее универсален, чем некоторые другие методы. Сварка TIG, напротив, сложна в освоении и требует сложного сварочного оборудования. Однако сварка TIG обеспечивает высококачественные сварные швы и позволяет сваривать материалы, недоступные другим методам.
Газовая сварка представляет собой еще один популярный метод сварки. В этом процессе обычно используется кислородно-ацетиленовая горелка для расплавления рабочего материала и сварочного стержня. Сварщик управляет горелкой и электродом одновременно, что дает ему или ей большой контроль над сваркой.Хотя сварка горелкой стала менее распространенной в промышленности, она по-прежнему часто используется для технического обслуживания и ремонта, а также в скульптурах.
 youtube.com/embed/RyLvVMg84xs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/RyLvVMg84xs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Виды сварки
Существует четыре основных вида сварки. MIG – дуговая сварка металлическим электродом в среде защитного газа (GMAW), TIG – дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), электродуговая сварка металлическим электродом (SMAW) и дуговая сварка с флюсовой проволокой (FCAW). Здесь мы углубимся в каждый тип сварки.
1. СВАРКА МИГ или GMAW
Сварка МИГ является одним из наиболее распространенных видов сварки, который необходимо изучить новичкам.Сварка MIG используется в автомобильной промышленности для ремонта выхлопных газов автомобилей, а также в строительстве домов и зданий. Это тип дуговой сварки, в котором используется непрерывная проволока, называемая электродом. Вы также используете защитный газ, который проходит через сварочную горелку и защищает от загрязнения.
Сварка MIG на самом деле представляет собой два разных типа сварки. В первом используется неизолированный провод, а во втором используется флюсовый сердечник. Сварка MIG неизолированной проволокой может использоваться для соединения тонких кусков металла. Сварку MIG с флюсовой сердцевиной можно использовать на открытом воздухе, поскольку она не требует расходомера или подачи газа.Сварка MIG обычно используется сварщиками-любителями и мастерами-любителями, у которых нет денег на дорогостоящее оборудование.
2. СВАРКА TIG или GTAW
Как и сварка MIG, сварка TIG также использует дугу, но это также одна из наиболее сложных для изучения технологий сварки. В сварке TIG используется вольфрамовый электрод. Вольфрам является одним из самых твердых металлических материалов. Он не растворяется и не сгорает.
Сварка TIG может выполняться с помощью процесса, известного как плавление, в котором может использоваться или не использоваться присадочный металл.TIG также использует внешний источник газа, такой как аргон или гелий.
Для сварки TIG требуются две руки. Одна рука направляет стержень, а другая держит горелку TIG. Эта горелка производит тепло и дугу, используемые для сварки наиболее распространенных металлов, включая алюминий, сталь, сплавы никеля, сплавы меди, кобальт и титан.
Сварочные аппараты TIG можно использовать для сварки стали, нержавеющей стали, хромомолибдена, алюминия, никелевых сплавов, магния, меди, латуни, бронзы и даже золота. TIG — полезный процесс сварки рам велосипедов, газонокосилок, дверных ручек, крыльев и многого другого.
В аэрокосмической и автомобильной промышленности используется сварка TIG, как и в других отраслях промышленности. Это также отличный тип сварки для Айовы, поскольку фермерам может быть очень полезно сваривать рамы вагонов, крылья и другое жизненно важное оборудование.
3. СВАРКА МЕТАЛЛИЧЕСКОЙ СВАРКИ ИЛИ ПЛАВКА
Хотите взять сварку с собой? Основным преимуществом сварки электродами является ее портативность. Сварка стержнем используется в строительстве, техническом обслуживании и ремонте, подводных трубопроводах и промышленном производстве. Для этого типа сварки используйте электродуговую сварку защитным металлом, более известную как сварка стержнем.
Для этого типа сварки используйте электродуговую сварку защитным металлом, более известную как сварка стержнем.
Сварка стержнем, также известная как дуговая сварка, выполняется по старинке. Ручную сварку немного сложнее освоить, чем сварку MIG, но вы можете купить оборудование для ручной сварки за очень небольшие деньги, если хотите попробовать его дома. При сварке стержнем используется сварочный стержень с стержневым электродом.
Они используют расходуемый и защищенный электрод или стержень. Палочка размягчает и связывает металлы путем нагревания электрической дугой между покрытым металлическим электродом и заготовкой из основного металла. По мере плавления стержня плавится и его защитный кожух, защищая зону сварки от кислорода и других газов, которые могут находиться в воздухе.
4. ДУГОВАЯ СВАРКА ПОРОШКОВОЙ ПРОБКОЙ (FCAW)
Этот тип сварки подобен сварке MIG. На самом деле, сварщики MIG часто могут работать одновременно с сварщиками FCAW. Как и при сварке MIG, проволока, служащая электродом и присадочным металлом, проходит через стержень. Здесь все начинает отличаться. Для FCAW проволока имеет флюсовую сердцевину, которая образует газовую защиту вокруг сварного шва. Это устраняет необходимость во внешнем газоснабжении.
Здесь все начинает отличаться. Для FCAW проволока имеет флюсовую сердцевину, которая образует газовую защиту вокруг сварного шва. Это устраняет необходимость во внешнем газоснабжении.
FCAW лучше подходит для более толстых и тяжелых металлов, поскольку это высокотемпературный тип сварки.Из-за этого его часто используют для ремонта тяжелой техники. Это эффективный процесс, который не производит много отходов. Поскольку внешний газ не требуется, это также экономически выгодно. Однако останется немного шлака, и его нужно немного очистить, чтобы получился хорошо законченный сварной шов.
5. ПЛАЗМЕННО-ДУГОВАЯ СВАРКА
Плазменно-дуговая сварка является точной технологией и обычно используется в аэрокосмической промышленности, где толщина металла составляет 0,015 дюйма. Примером такого применения может быть лопатка двигателя или воздушное уплотнение.Плазменная дуговая сварка технически очень похожа на сварку TIG, но электрод утоплен, а ионизирующие газы в дуге используются для выработки тепла.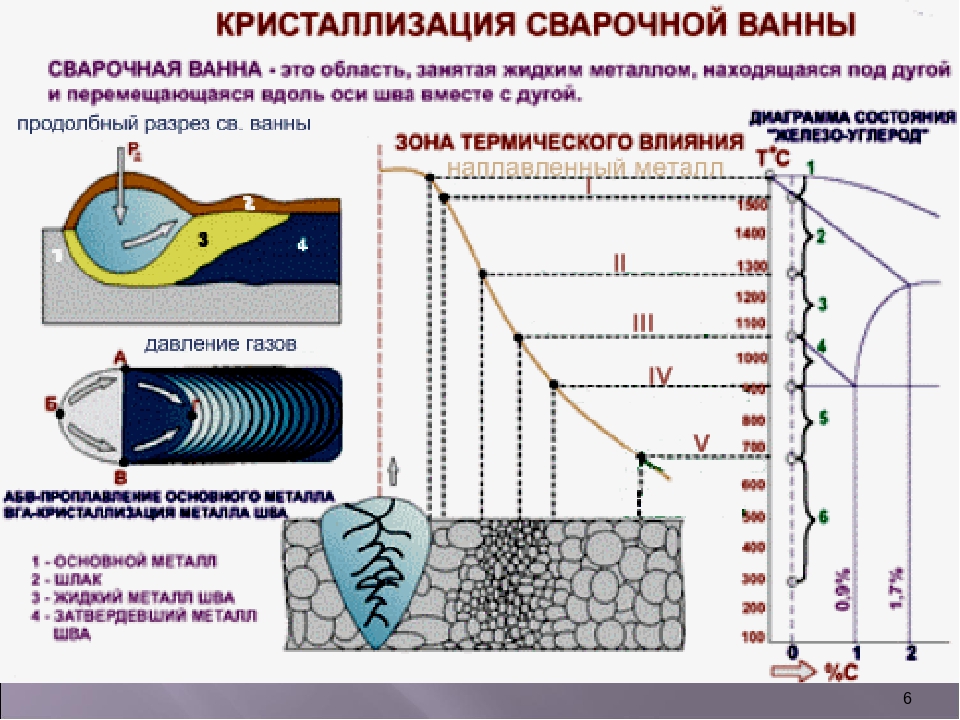
Обычной комбинацией газов является аргон в качестве плазмообразующего газа с аргоном плюс от 2 до 5% водорода в качестве защитного газа. Гелий можно использовать в качестве плазмообразующего газа, но поскольку он более горячий, это снижает силу тока сопла.
Хотите узнать больше о плазменной сварке? Прочтите эту статью.
6. ЛАЗЕРНАЯ СВАРКА
Этот тип сварки можно использовать для металлов или термопластов.Как следует из названия, лазер используется в качестве источника тепла для создания сварных швов. Его можно использовать на углеродистых сталях, нержавеющих сталях, сталях HSLA, титане и алюминии. Его можно легко автоматизировать с помощью робототехники, поэтому он широко используется в производстве, например, в автомобильной промышленности.
7. ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА
Это тип сварки, при котором высокоскоростной электронный луч использует кинетическую энергию для выработки тепла и сварки двух материалов. Это очень сложная форма сварки, которая выполняется механически, в основном в вакууме.
8. ГАЗОВАЯ СВАРКА
Газовая сварка используется редко и в значительной степени вытеснена сваркой TIG. Газовые сварщики требуют кислорода и ацетилена и очень портативны. Они до сих пор иногда используются для сварки частей автомобильного выхлопа.
9. АТОМНО-ВОДОРОДНАЯ СВАРКА
Атомно-водородная сварка — это форма сварки с очень высокой температурой, ранее известная как атомно-дуговая сварка. В этом типе сварки два вольфрамовых электрода защищены газообразным водородом. Он может достигать температур, превышающих температуру ацетиленовой горелки, и может проводиться с присадочным металлом или без него.Это более старая форма сварки, которая в последние годы была заменена сваркой MIG.
10. ЭЛЕКТРОСЛАГ
Это современный процесс сварки, используемый для вертикального соединения тонких кромок двух металлических пластин. Сварка выполняется не снаружи стыка, а между краями двух панелей.
Медная электродная проволока пропускается через расходуемую металлическую направляющую трубку, которая служит присадочным металлом. Когда подается ток, создается дуга, и сварной шов начинается в нижней части шва и медленно перемещается вверх, создавая сварной шов вместо шва по мере его продвижения.Это автоматизированный процесс и выполняется машиной.
Когда подается ток, создается дуга, и сварной шов начинается в нижней части шва и медленно перемещается вверх, создавая сварной шов вместо шва по мере его продвижения.Это автоматизированный процесс и выполняется машиной.
Типы сварных швов
1. Угловой сварной шов
Угловой сварной шов относится к процессу соединения двух металлических частей, когда они расположены перпендикулярно или под углом. Эти сварные швы обычно называют тройниковыми соединениями, которые представляют собой два куска металла, перпендикулярных друг другу, или соединениями внахлестку, которые представляют собой два куска металла, которые перекрывают друг друга и свариваются по краям.
Сварной шов имеет треугольную форму и может иметь вогнутую, плоскую или выпуклую поверхность в зависимости от техники сварщика.Сварщики используют угловые сварные швы при соединении фланцев с трубами и сварке поперечных сечений инфраструктуры, а также когда болты недостаточно прочны и легко изнашиваются.
Угловой сварной шов соединяет две поверхности перпендикулярно, образуя приблизительно прямой угол между ними. Этот тип сварного шва можно разделить на следующие подтипы:
- Полный угловой шов. При сплошных угловых швах размер сварного шва равен толщине соединяемой более тонкой детали.
- Ступенчатый прерывистый угловой шов. Ступенчатые прерывистые угловые швы характеризуются образованием двух линий прерывистой сварки со смещением по обеим сторонам соединения.
- Цепной прерывистый угловой шов. Цепные прерывистые угловые швы включают в себя формирование двух линий прерывистых угловых швов, которые расположены примерно напротив друг друга по обе стороны от таврового соединения.
Универсальность и низкая стоимость угловых швов сделали их одним из наиболее широко используемых соединений в сварочной промышленности.Типичные приложения включают в себя:
- Соединительные фланцы к трубам
- соединения сдвига
- сдвигные вкладки
- накрывающие пластины
- базы столбцов
- шва сварные швы
- шва и стежка
2.
 Каванные сварные швы
Каванные сварные швы. между двумя соединительными элементами, что обеспечивает пространство для удержания металла. Сварные швы с разделкой кромок являются наиболее часто используемыми швами после угловых швов. Вторым по популярности видом сварки является шов с разделкой кромок.
Сварной шов с канавкой относится к валикам, которые наносятся в канавку между двумя соединяемыми элементами. Тип используемого сварного шва определяет способ подготовки шва, соединения или поверхности.
Сварные швы с разделкой кромок позволяют соединять детали в одной плоскости путем нанесения сварочных валиков в разделку между ними. Основные типы сварных швов с разделкой кромок включают:
- Сварной шов с развальцовкой
- Сварной шов с развальцовкой
- Сварной шов с разделкой кромок с одинарной кромкой
- Сварной шов с одинарной кромкой J
- Сварной шов с квадратной разделкой
По сравнению с другими видами сварки процесс сварки разделкой обычно требует больше времени, сложнее в выполнении и обычно требует специальной фаски на одной или обеих соединяемых поверхностях.
Тем не менее, он создает легко контролируемый высокопрочный сварной шов и обеспечивает хороший контроль деформации. Общие области применения сварных швов с разделкой кромок включают:
- Моментные соединения
- Соединения колонн
- Соединения полых конструкционных сталей (HSS)
3. Поверхностный сварной шов
поверхности для получения желаемых свойств или размеров.
Наплавка — это процесс сварки, используемый для нанесения твердого износостойкого слоя металла на поверхности или кромки изношенных деталей.Это один из самых экономичных методов сохранения и продления срока службы машин, инструментов и строительного оборудования.
Наплавочный шов состоит из одного или нескольких валиков стрингера или переплетения. Наплавка, иногда называемая твердой наплавкой или износостойкой наплавкой, часто используется для наплавки изношенных валов, шестерен или режущих кромок.
К наиболее распространенным типам наплавочных швов относятся:
Наплавочные швы обычно используются для добавления износостойкого слоя металла к объекту для укрепления его поверхности или восстановления изношенных участков. В этих случаях для выполнения сварки применяют металл с большей износостойкостью, чем основной металл.
В этих случаях для выполнения сварки применяют металл с большей износостойкостью, чем основной металл.
Этот метод является одним из наиболее экономичных методов защиты и продления срока службы оборудования и инструментов, используемых в агрессивных средах с высоким износом. Поверхностная сварка также может использоваться в сочетании с квадратными стыковыми соединениями для повышения качества окончательного сварного шва.
4. Сварка с заглушкой
Сварка с заглушкой, также известная как сварка с розеткой, представляет собой сплавление двух металлов через сварные швы, расположенные в небольших круглых отверстиях.Этот процесс обычно выполняется на двух перекрывающихся металлах, при этом верхний металл имеет отверстия для наплавки сварного шва.
Сварка штекерным соединением является альтернативой точечной сварке, используемой производителями транспортных средств в тех случаях, когда для точечной сварки недостаточно доступа. При реставрации автомобилей своими руками он обычно используется вместо точечной сварки на фланцах панелей, которые изначально были приварены точечной сваркой.
Сварные швы при правильном выполнении имеют тенденцию быть прочнее исходных точечных швов. Этот метод часто используется производителями раллийных автомобилей, и он приемлем в тесте MOT в Великобритании в качестве альтернативы точечной сварке при ремонте старых автомобилей
Другие области применения включают:
- Сварку стержней внутри трубы
- Соединение металлов различной толщины
- Производство и ремонт автомобильных кузовов
5.Сварка в паз
Сварка в паз соединяет поверхность куска материала с другим куском через продолговатое отверстие. Отверстие может быть открытым с одной стороны и может быть частично или полностью заполнено сварочным материалом.
Это сварной шов, выполненный в удлиненном отверстии в одном элементе соединения внахлестку или таврового соединения, соединяющего этот элемент с поверхностью другого элемента, которая видна через отверстие. Это отверстие может быть открытым с одного конца и может быть частично или полностью заполнено наплавленным металлом.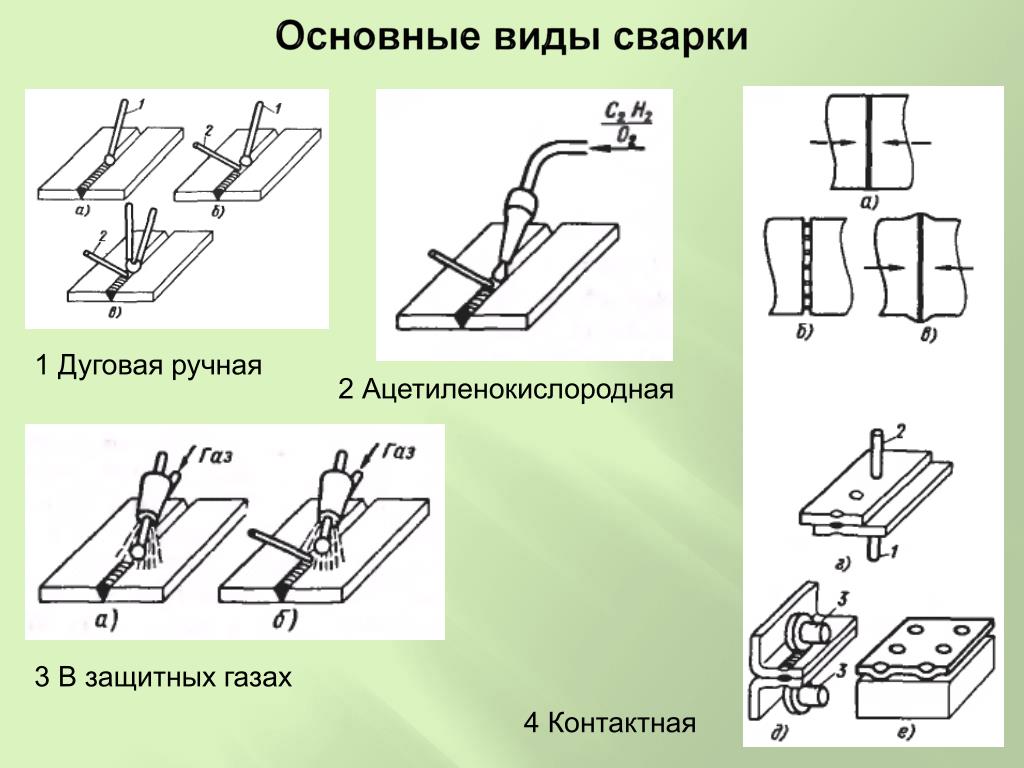
При щелевой сварке одна поверхность соединяется с другой через удлиненное отверстие.Разница между электродным и щелевым швами заключается в том, что форма электродного шва характеризуется его диаметром, тогда как форма щелевого шва характеризуется как диаметром, так и длиной.
В зависимости от спецификации детали один конец отверстия может быть открытым, либо отверстие может быть частично или полностью заполнено сварочным материалом.
Сварные швы с прорезями выгодны, когда конструкция детали требует нахлеста между двумя поверхностями. Конкретные области применения щелевых сварных швов включают:
- Передачу усилия сдвига в соединениях внахлестку
- Предотвращение коробления в перекрывающихся деталях
6.Сварка оплавлением
Сварка оплавлением — это метод контактной сварки, который устраняет необходимость в присадочных металлах. В процессе сварки оплавлением подается ток для создания сопротивления между двумя соединяемыми поверхностями. Когда две поверхности соединяются в небольших контактных точках, протекает ток и расплавляет материал.
Когда две поверхности соединяются в небольших контактных точках, протекает ток и расплавляет материал.
Затем расплавленный материал выходит из шва в виде брызг расплавленных частиц, что создает характерное вспыхивание. Оксиды и другие загрязнения удаляются с поверхности раздела, в то время как на концах двух поверхностей образуется зона теплового размягчения.
Когда расплавится достаточное количество материала, прикладывается усилие для соединения поверхностей. Это облегчает создание стыкового шва без остаточного расплавленного материала в соединении.
Процесс сварки оплавлением является быстрым, экономичным и позволяет сплавлять разнородные металлы с разными температурами плавления. Сварка оплавлением часто используется для:
- соединения секций магистральных рельсов в железнодорожном строительстве
- соединения толстых заготовок, таких как цепи или трубы
- соединения металлических листов, стержней и стержней
7.Шовная сварка
Шовная сварка — это процесс соединения двух одинаковых или разнородных материалов в шве с использованием электрического тока и давления. Сварка швов возможна благодаря контактному сопротивлению, создаваемому между двумя металлами. Когда ток проходит между металлами, в небольшом зазоре выделяется тепло.
Сварка швов возможна благодаря контактному сопротивлению, создаваемому между двумя металлами. Когда ток проходит между металлами, в небольшом зазоре выделяется тепло.
Этот процесс в основном используется для металлов, так как они легко проводят электричество и могут выдерживать относительно высокое давление. Когда ток проходит между металлами, в небольшом зазоре выделяется тепло.Электроды поддерживают и контролируют поток электричества.
Этот тип сварки может быть выполнен двумя способами:
- Сварка контактным швом. Сварка контактным швом представляет собой адаптацию точечной сварки, в которой для сварочных электродов используются колеса с приводом от двигателя вместо стационарных стержней. Обычное использование включает изготовление листового металла и производство автомобильных компонентов, таких как топливные баки, радиаторы и стальные барабаны.
- Сварка швов трением. При сварке швом трением тепло вырабатывается за счет трения вместо электродов. Это позволяет сливать поверхности, находясь в твердой фазе, тем самым исключая возникновение взаимной диффузии. Сварка швом трением часто предпочтительнее для материалов, которые по своей природе трудно сваривать традиционными методами дуговой сварки.
 Это позволяет сливать поверхности, находясь в твердой фазе, тем самым исключая возникновение взаимной диффузии. Сварка швом трением часто предпочтительнее для материалов, которые по своей природе трудно сваривать традиционными методами дуговой сварки.
Это позволяет сливать поверхности, находясь в твердой фазе, тем самым исключая возникновение взаимной диффузии. Сварка швом трением часто предпочтительнее для материалов, которые по своей природе трудно сваривать традиционными методами дуговой сварки.Преимущества шовной сварки включают:
- Обеспечивает прочный и долговечный сварной шов
- Относительно прост в выполнении
- Идеально подходит для изготовления емкостей, непроницаемых для жидкостей и газов известная как контактная точечная сварка) представляет собой процесс контактной сварки.Этот процесс сварки используется в основном для сварки двух или более металлических листов путем приложения давления и тепла от электрического тока к области сварки.
Он работает путем контакта электродов из медного сплава с поверхностью листа, при этом применяется давление и электрический ток, а тепло генерируется за счет прохождения тока через резистивные материалы, такие как низкоуглеродистая сталь.
Точечная сварка относительно проста и недорога, что делает ее популярным выбором сварки в нескольких ключевых отраслях, в том числе: .Сварка внахлест
Сварка внахлест (UW)/контактная стыковая сварка представляет собой метод сварки, при котором происходит коалесценция одновременно по всей площади соприкасающихся поверхностей или постепенно вдоль стыка за счет тепла, полученного от сопротивления электрическому току через область, где эти поверхности соприкасаются. на связи.
Давление прикладывается перед началом нагрева и сохраняется в течение всего периода нагрева. Оборудование, используемое для сварки с осадкой, очень похоже на оборудование, используемое для сварки оплавлением.Его можно использовать только в том случае, если свариваемые детали равны по площади поперечного сечения.
Соприкасающиеся поверхности должны быть очень тщательно подготовлены для обеспечения надлежащего нагрева. Отличие от сварки оплавлением заключается в том, что детали зажимаются в сварочном аппарате и прикладывается усилие, стягивающее их друг к другу.
Затем через соединение проходит ток большой силы, который нагревает соприкасающиеся поверхности. Когда они нагреваются до подходящей температуры ковки, прикладывается сила осадки, и ток прекращается.Высокая температура работы на соприкасающихся поверхностях плюс высокое давление вызывают коалесценцию. После охлаждения усилие снимается, и сварка завершается.
Процесс сварки с высадкой обеспечивает несколько явных преимуществ, в том числе:
- Высококачественные сварные швы с меньшим количеством дефектов плавления
- Совместимость с широким спектром стандартных и трудносвариваемых материалов
- Сварочное оборудование, которым легко управлять, эксплуатировать и обслуживать
- Сварное соединение имеет высокую прочность, иногда большую, чем у основного металла.
- Можно сваривать различные материалы.
- Сварку можно выполнять в любом месте, не требуется достаточного зазора.
- Придают гладкость и простоту дизайна.
- Их можно сделать любой формы и любого направления.
- Можно автоматизировать.
- Обеспечивает полное жесткое соединение.
- Легко добавлять и модифицировать существующие структуры.
Недостаток сварки
- Элементы могут деформироваться из-за неравномерного нагрева и охлаждения во время сварки.
- Неразъемное соединение, для демонтажа необходимо разорвать сварной шов.
- Высокие начальные инвестиции.
Применение сварки
Сварка широко используется для изготовления сосудов под давлением, мостов, строительных конструкций, самолетов и космических кораблей, железнодорожных вагонов, а также общего применения в судостроении, автомобилестроении, электротехнике, электронной и оборонной промышленности, укладке трубопроводов и железнодорожных путей, ядерных установок.
- Изготовление листового металла.
- Автомобильная и авиационная промышленность.
- Соединение черных и цветных металлов.
- Соединение тонких металлов.
Часто задаваемые вопросы.
Что такое сварка?Сварка – это производственный процесс, при котором две или более деталей сплавляются друг с другом под воздействием тепла, давления или того и другого вместе, образуя соединение по мере охлаждения деталей. Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение может называться сварным соединением.
Как работает сварка?Сварочные работы по соединению двух материалов без отдельного связующего материала.В отличие от пайки твердым припоем и пайки, в которых используется связующее вещество с более низкой температурой плавления, сварка соединяет две заготовки непосредственно друг с другом.
Какие существуют 4 типа сварки?Существует четыре основных типа сварки. MIG – дуговая сварка металлическим электродом в среде защитного газа (GMAW), TIG – дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), электродуговая сварка металлическим электродом (SMAW) и дуговая сварка с флюсовой проволокой (FCAW).
СВЯЗАННЫЕ СООБЩЕНИЯТермины и определения в области сварочной техники и производства
Термины и определения в области сварочного производства и производства
Сварка Дизайн меню
Ниже приведены термины и определения, относящиеся к теории и применению сварки.
- АЦЕТОН:
- Легковоспламеняющаяся летучая жидкость, используемая в баллонах с ацетиленом для растворения и стабилизации ацетилена под высоким давлением.
- АЦЕТИЛЕН:
- Легко воспламеняющийся газ, состоящий из углерода и водорода. Используется в качестве горючего газа в процессе кислородно-ацетиленовой сварки.
- НАСТОЯЩЕЕ ГОРЛО:
- См. ГОЛОВКУ УГЛОВОГО СВАРНОГО СОЕДИНЕНИЯ.
- ВОЗДУХ-АЦЕТИЛЕН:
- Низкотемпературный факел, образующийся при сжигании ацетилена с воздухом вместо кислорода.
- ВОЗДУШНО-ДУГОВАЯ РЕЗКА:
- Процесс дуговой резки, при котором металлы, подлежащие резке, плавятся под действием тепла угольной дуги.
- СПЛАВ:
- Смесь с металлическими свойствами, состоящая из двух или более элементов, из которых по крайней мере один является металлом.
- ПЕРЕМЕННОГО ТОКА:
- Электрический ток, который меняет свое направление на противоположное через регулярно повторяющиеся промежутки времени.
- АМПЕРМЕТР:
- Прибор для измерения электрического тока в амперах с помощью индикатора, приводимого в действие движением катушки в магнитном поле или
продольное расширение провода, по которому течет ток.
- ОТЖИГ:
- Обширный термин, используемый для описания цикла нагрева и охлаждения стали в твердом состоянии. Под отжигом обычно понимают относительно медленное охлаждение.При отжиге температура операции, скорость нагрева и охлаждения, а также время выдержки металла при нагревании зависят от состава. форма и размер обрабатываемого стального изделия, а также цель обработки. Более важные цели, для которых сталь отжигают, следующие: удалить стрессы; вызвать мягкость; изменять пластичность, ударную вязкость, электрические, магнитные или другие физические и механические свойства; изменить кристаллическую структуру; удалять газы; и создать определенную микроструктуру.
- УДАР ДУГИ:
- Отклонение электрической дуги от ее нормального пути под действием магнитных сил.
- ДУГОВАЯ ПАЯЯ:
- Процесс пайки, при котором тепло получают от электрической дуги, образующейся между основным металлом и электродом или между двумя
электроды.
- ДУГОВАЯ РЕЗКА:
- Группа процессов резки, при которых резка металлов осуществляется путем плавления теплом дуги между электродом и основной металл.См. ДУГОВАЯ РЕЗКА УГЛЕРОДОМ, ДУГОВАЯ РЕЗКА МЕТАЛЛА, ДУГОВАЯ РЕЗКА И ДУГОВАЯ РЕЗКА.
- ДЛИНА ДУГИ:
- Расстояние между концом электрода и сварочной ванной.
- ДУГОВО-КИСЛОРОДНАЯ РЕЗКА:
- Процесс кислородной резки, используемый для разделения металлов в результате химической реакции кислорода с основным металлом при повышенных температурах.
- ДУГОВОЕ НАПРЯЖЕНИЕ:
- Напряжение на сварочной дуге.
- ДУГОВАЯ СВАРКА:
- Группа сварочных процессов, при которых плавление достигается путем нагревания электрической дугой или дугами с использованием или без использования присадочного материала
металл.
- СВАРНЫЕ:
- Состояние металла шва, сварных соединений и сварных конструкций после сварки и до любых последующих термических, механических или химических лечения.
- АТОМНО-ВОДОРОДНАЯ СВАРКА:
- Процесс дуговой сварки, при котором сплавление достигается путем нагрева дугой, поддерживаемой между двумя металлическими электродами в атмосфере водород.Давление и/или присадочный металл могут использоваться или не использоваться.
- АУСТЕНИТ:
- Немагнитная форма железа, характеризующаяся кристаллической структурой с гранецентрированной кубической решеткой. Производится путем нагревания стали выше верхняя критическая температура и высокая растворимость в твердом состоянии углерода и легирующих элементов.
- ОСЬ СВАРКИ:
- Линия, проходящая по всей длине сварного шва, перпендикулярная поперечному сечению в его центре тяжести.
- ОБРАТНЫЙ ОГОНЬ:
- Кратковременное вспыхивание пламени в острие с последующим щелчком или хлопком, а затем немедленным появлением или выгоранием пламени.
- ЗАДНИЙ ПРОХОД:
- Проход для наплавки заднего шва.
- РЕЗЕРВНОЕ:
- При сварке оплавлением и с осадкой локатор, используемый для передачи всего или части усилия осадки на заготовки.
- ЗАДНЯЯ СВАРКА:
- Сварной шов, наплавленный на задней стороне сварного шва с разделкой кромок.
- РУЧНАЯ СВАРКА:
- Метод сварки, при котором пламя направляется на сварной шов.
- ПОДКЛАДКА:
- Кусок материала, используемый для удержания расплавленного металла в корне сварного шва и/или увеличения теплоемкости соединения, чтобы
предотвратить чрезмерное коробление основного металла.
- ОПОРНАЯ СВАРКА:
- Наплавленный валик, наносимый на основание соединения с одинарным пазом для обеспечения полного проплавления корня.
- ОБРАТНЫЙ ШАГ:
- Последовательность, в которой приращения наплавленного валика наносятся в направлении, противоположном направлению движения.
- ГОЛЫЙ ЭЛЕКТРОД:
- Электрод для дуговой сварки, не имеющий другого покрытия, кроме того, которое возникает при волочении проволоки.
- ДУГОВАЯ СВАРКА НЕЗАЩИЩЕННЫМ МЕТАЛЛОМ:
- Процесс дуговой сварки, при котором сплавление достигается путем нагрева незащищенной дугой между электродом без покрытия или слегка покрытым электродом и Работа. Давление не используется, и присадочный металл получают из электрода.
- ОСНОВНОЙ МЕТАЛЛ:
- Металл, подлежащий сварке или резке. В сплавах это металл, присутствующий в наибольшей пропорции.
- СВАРНЫЙ ВАРИАНТ:
- Тип сварного шва, состоящий из одного или нескольких нитей или плетеных валиков, нанесенных на сплошную поверхность.
- ОТДЕЛКА:
- См. СВАРОЧНЫЕ СТРУНЫ и ПЛЕТЕННЫЕ СТРУБКИ.
- УГОЛ СКАСКИ:
- Угол между подготовленной кромкой элемента и плоскостью, перпендикулярной поверхности элемента.
- КУЗНЕЧНАЯ СВАРКА:
- См. КУЗНЕЧНАЯ СВАРКА.
- БЛОК ПАЯЯ:
- Процесс пайки, при котором соединение производится за счет тепла, получаемого от нагретых блоков, прикладываемых к соединяемым частям, и
цветной присадочный металл с температурой плавления выше 800 F (427 C), но ниже температуры плавления основного металла. Присадочный металл распределяется в стыке капиллярно.
Привлечение.
- ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА:
- Последовательность наращивания непрерывных многопроходных сварных швов, при которой отдельные участки сварного шва полностью или частично нарастают перед промежуточные длины откладываются. См. ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЙКИ.
- ДЫХАТЕЛЬНОЕ ОТВЕРСТИЕ:
- см. ГАЗОВЫЙ КАРМАН.
- ОБЛИГАЦИЯ:
- Соединение металла сварки и основного металла.
- БОКС:
- Операция продолжения углового сварного шва вокруг угла элемента в качестве продолжения основного сварного шва.
- ПАЙКА:
- Группа сварочных процессов, при которых соединение разделки, углового, нахлестного или фланцевого соединения склеивается с использованием цветного присадочного металла, имеющего
температура плавления выше 800 F (427 C), но ниже, чем у неблагородных металлов. Присадочный металл распределяется в соединении за счет капиллярного притяжения.
- ПАЯНАЯ СВАРКА:
- Метод сварки с использованием присадочного металла, который плавится при температуре выше 450°C (842°F) и ниже твердого состояния основных металлов. в отличие при пайке припоем присадочный металл не распределяется в соединении за счет капиллярного действия.
- МОСТ:
- Дефект сварки, вызванный плохим проплавлением. Пустота в корне шва перекрывается металлом шва.
- ИЗГОТОВЛЕНИЕ:
- Деформация, вызванная теплом в процессе сварки.
- ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЙКИ:
- Порядок, в котором наплавляются валики многопроходного шва по отношению к поперечному сечению соединения. См. ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКОВ.
- СТЫКОВОЕ СОЕДИНЕНИЕ:
- Соединение двух деталей таким образом, что сварной шов, соединяющий детали, находится между поверхностями обеих деталей
присоединился.
- СТЫКОВАЯ СВАРКА:
- Сварка встык.
- МАСЛЯНАЯ СВАРКА:
- Сварной шов, образованный одним или несколькими валиками нити или переплетения, уложенными на сплошную поверхность для получения желаемых свойств или размеров.
- КАПИЛЛЯРНОЕ ПРИТЯЖЕНИЕ:
- Явление, при котором происходит сцепление между расплавленным присадочным металлом и основными металлами вместе с поверхностным натяжением расплавленного присадочного материала металла, вызывает распределение присадочного металла между правильно подогнанными поверхностями свариваемого соединения.
- КАРБИДНЫЕ ОСАДКИ:
- Состояние аустенитной нержавеющей стали, содержащей углерод в пересыщенном твердом растворе. Это условие
нестабильный. Перемешивание стали во время сварки приводит к осаждению избыточного углерода в растворе. Этот эффект также называют распадом сварного шва.
- УГЛЕРОДНО-ДУГОВАЯ РЕЗКА:
- Процесс резки металлов теплом дуги между угольным электродом и изделием.
- УГЛЕРОДНАЯ ДУГОВАЯ СВАРКА:
- Процесс сварки, при котором сплавление производится дугой между угольным электродом и изделием. Давление и/или присадочный металл и/или экранирование может использоваться или не использоваться.
- ПЛАМЯ КАРБОНИЗАЦИИ:
- Кислородно-ацетиленовое пламя с избытком ацетилена. Также называется избыточным ацетиленом или восстановительным пламенем.
- КАСКАДНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ: Последующие бусинки останавливаются перед предыдущей бусиной, создавая эффект каскада.
- ЗАКРЕПЛЕНИЕ:
- Процесс поверхностного упрочнения, включающий изменение состава внешнего слоя сплава на основе железа путем внутренней диффузии из
газа или жидкости с последующей соответствующей термической обработкой. Типичными процессами закалки являются карбонизация, цианирование, карбонитрация и
азотирование.
- ЦЕПНЫЕ ПРЕРЫВНЫЕ УГЛОВЫЕ СВАРНЫЕ СВАРКИ:
- Две линии прерывистых угловых швов в тавровом или нахлесточном соединении, в которых швы в одной линии расположены приблизительно напротив сварных швов в другой линия.
- ФАСКИ:
- Подготовка контура сварки, отличного от сварного шва с квадратной разделкой, на кромке соединительного элемента.
- СОЕДИНЕНИЕ:
- Соединение или сплавление металлов при нагревании.
- ЭЛЕКТРОД С ПОКРЫТИЕМ:
- Электрод с нанесенным снаружи флюсом погружением, распылением, покраской или другими подобными способами.При горении пальто производит газ, который окружает дугу.
- КОММУТАЦИОННАЯ УПРАВЛЯЕМАЯ СВАРКА:
- Изготовление нескольких точечных или выступающих швов, при которых несколько электродов, находящихся в одновременном контакте с изделием, постепенно
работают под управлением электрического коммутационного устройства.
- КОМПОЗИТНЫЙ ЭЛЕКТРОД:
- Присадочный металлический электрод, используемый в дуговой сварке, состоящий из более чем одного металлического компонента, соединенного механически.Это может или не может включают материалы, которые улучшают свойства сварного шва или стабилизируют дугу.
- КОМПОЗИТНОЕ СОЕДИНЕНИЕ:
- Соединение, в котором для соединения деталей из основного металла используется как термический, так и механический процесс.
- ВОГНУТОСТЬ:
- Максимальное перпендикулярное расстояние от поверхности вогнутого сварного шва до линии, соединяющей носки.
- СОВМЕСТНОЕ ОТОПЛЕНИЕ:
- Дополнительное тепло, применяемое к конструкции в процессе сварки.
- КОНУС:
- Коническая часть газового факела рядом с отверстием наконечника.
- РАСХОДНЫЕ ВСТАВКИ:
- Предварительно нанесенный присадочный металл, который полностью вплавляется в корень шва и становится частью сварного шва.
- ВЫПУКЛОСТЬ:
- Максимальное перпендикулярное расстояние от поверхности выпуклого углового шва до линии, соединяющей носки.
- УГЛОВОЕ СОЕДИНЕНИЕ:
- Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу в форме буквы L.
- ЗАЩИТНОЕ СТЕКЛО:
- Прозрачное стекло, используемое в защитных очках, ручных щитках и шлемах для защиты стекла фильтра от брызг материала.
- ПОКРЫТЫЙ ЭЛЕКТРОД:
- Металлический электрод с покрытием, стабилизирующим дугу и улучшающим свойства свариваемого металла.Материал может
быть внешней оберткой из бумаги, асбеста и других материалов или флюсовым покрытием.
- ТРЕЩИНА:
- Неоднородность типа трещины, характеризующаяся острой вершиной и высоким отношением длины и ширины к смещению раскрытия.
- КРАТЕР:
- Углубление на конце дуговой сварки.
- КРИТИЧЕСКАЯ ТЕМПЕРАТУРА:
- Температура перехода вещества из одной кристаллической формы в другую.
- ПЛОТНОСТЬ ТОКА:
- Ампер на квадратный дюйм площади поперечного сечения электрода.
- НАКОНЕЧНИК:
- Наконечник газовой горелки, специально предназначенный для резки.
- РЕЗАК:
- Устройство, используемое при газовой резке для контроля газов, используемых для предварительного нагрева, и кислорода, используемого для резки металла.
- ЦИЛИНДР:
- Переносной цилиндрический контейнер, используемый для хранения сжатого газа.
- ДЕФЕКТ:
- Неоднородность или неоднородности, которые по своей природе или совокупному эффекту (например, общая длина трещины) делают деталь или изделие не может соответствовать минимальным применимым стандартам приемки или спецификациям. Этот термин обозначает отказоустойчивость.
- НАЛАЖДЕННЫЙ МЕТАЛЛ:
- Присадочный металл, добавленный во время сварки.
- ЭФФЕКТИВНОСТЬ НАНЕСЕНИЯ:
- Отношение массы наплавленного металла к массе нетто израсходованных электродов без учета заготовок.
- ГЛУБИНА ПЛАВКИ:
- Расстояние от исходной поверхности основного металла до точки, в которой прекращается плавление при сварке.
- МАТРИЦА:
- а. Сварка сопротивлением . Элемент, обычно имеющий форму рабочего контура, используемый для зажима свариваемых деталей и проведения сварки.
Текущий.
- б. Кузнечная сварка . Устройство, используемое при кузнечной сварке в первую очередь для формирования заготовки в горячем состоянии и приложения необходимого давления.
- МЕТАЛЛИЧЕСКАЯ СВАРКА:
- Процесс кузнечной сварки, при котором плавление производится путем нагревания в печи и приложения давления с помощью штампов.
- ПАЙКА ПОГРУЖЕНИЕМ:
- Процесс пайки, при котором соединение производится путем нагревания в ванне с расплавленным химикатом или металлом и с использованием цветного присадочного металла.
имеющий температуру плавления выше 800 F (427 C), но ниже, чем у неблагородных металлов. Присадочный металл распределяется в соединении за счет капиллярного притяжения. Когда металлическая ванна
используется, ванна обеспечивает присадочный металл.
- ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ПОСТОЯННОГО ТОКА (DCEN):
- Расположение выводов для дуговой сварки постоянным током, в которых рабочий элемент является положительным полюсом, а электрод — отрицательным полюсом сварочная дуга.
- ПОЛОЖИТЕЛЬНЫЙ ЭЛЕКТРОД ПОСТОЯННОГО ТОКА (DCEP):
- Расположение выводов для дуговой сварки постоянным током, в которых рабочий элемент является отрицательным полюсом, а электрод — положительным полюсом сварочная дуга.
- РАЗРЫВ:
- Нарушение типичной структуры сварного соединения, такое как отсутствие однородности в механических, металлургических или физических характеристики материала или сварного шва.Разрыв не обязательно является дефектом.
- ПЕРЕТАСКИВАНИЕ:
- Расстояние по горизонтали между точкой входа и точкой выхода режущего кислородного потока.
- ПЛАСТИЧНОСТЬ:
- Свойство металла, позволяющее ему постоянно деформироваться при растяжении до окончательного разрыва. Пластичность обычно оценивается испытание на растяжение, при котором измеряют и рассчитывают величину удлинения и уменьшение площади разрушенного образца по сравнению с исходным испытательным образцом.
- РАБОЧИЙ ЦИКЛ:
- Процент времени в течение произвольного периода испытаний, обычно 10 минут, в течение которого источник питания может работать с номинальной вывод без перегрузки.
- КРОМОЕ СОЕДИНЕНИЕ:
- Соединение между краями двух или более параллельных или почти параллельных элементов.
- ПОДГОТОВКА КРОМОК:
- Контур, подготовленный на кромке стыка под сварку.
- ЭФФЕКТИВНАЯ ДЛИНА СВАРНОГО ШВА:
- Длина сварного шва, на протяжении которого выходит правильно пропорциональное поперечное сечение.
- ЭЛЕКТРОД:
- а. Металлическая дуга . Присадочный металл в виде проволоки или стержня, голого или покрытого, через который проходит ток между
электрододержатель и дуга.
- б. Carbon-Arc .Углеродный или графитовый стержень, по которому проходит ток между электрододержателем и дугой.
- с. Атомный . Один из двух вольфрамовых стержней, между точками которых поддерживается дуга.
- д. Электролитическое производство кислорода и водорода . Проводники, по которым ток входит и выходит из воды, которая разлагается прохождения тока.
- эл. Сварка сопротивлением .Часть или части аппарата контактной сварки, через которые подается сварочный ток и давление. применяются непосредственно в работе.
- б. Carbon-Arc .Углеродный или графитовый стержень, по которому проходит ток между электрододержателем и дугой.
- СИЛА ЭЛЕКТРОДА:
- а. Динамический . При точечной, шовной и рельефной сварке сила (в фунтах) между электродами во время фактического цикла сварки.
- б. Теоретическая . При точечной, шовной и рельефной сварке сила, без учета трения и инерции, действующая на электроды машина контактной сварки благодаря начальному приложению силы и теоретическому механическому преимуществу системы.
- с. Статический . При точечной, шовной и рельефной сварке усилие между электродами в условиях сварки, но без тока течет и не движется в сварочном аппарате.
- б. Теоретическая . При точечной, шовной и рельефной сварке сила, без учета трения и инерции, действующая на электроды машина контактной сварки благодаря начальному приложению силы и теоретическому механическому преимуществу системы.
- ДЕРЖАТЕЛЬ ЭЛЕКТРОДА:
- Устройство, используемое для механического удержания электрода и подачи на него тока.
- ЭЛЕКТРОДНАЯ ПОДСТАВКА:
- Скольжение электрода по поверхности изделия при точечной, шовной или выступающей сварке.
- ТИСНЕНИЕ:
- Возвышение или выступ на поверхности металла.
- ТРАВЕНИЕ:
- Процесс подготовки металлических образцов и сварных швов для макрографического или микрографического исследования.
- УСИЛЕНИЕ ЛИЦА:
- Усиление сварного шва со стороны соединения, от которого производилась сварка.
- ПОВЕРХНОСТЬ СВАРКИ:
- Открытая поверхность сварного шва, выполненного дуговой или газовой сваркой, на стороне, с которой производилась сварка.
- ОБЛИЦОВОЧНАЯ ПОВЕРХНОСТЬ:
- Та поверхность элемента, которая находится в контакте с другим элементом, к которому он присоединен.
- ФЕРРИТ:
- Практически чистая форма железа, существующая ниже нижней критической температуры и характеризующаяся объемно-центрированной кубической решеткой кристалла
структура. Он магнитен и имеет очень небольшую растворимость углерода в твердом состоянии.
- ПРИПОЛНИТЕЛЬ:
- Металл, добавляемый при выполнении сварного шва.
- УГЛОВОЙ СВАР:
- Сварной шов приблизительно треугольного поперечного сечения, используемый для соединения внахлестку, соединяющий две поверхности примерно под прямым углом к каждой разное.
- СТЕКЛЯННЫЙ ФИЛЬТР:
- Цветное стекло, используемое в очках, касках и щитках для защиты от вредных световых лучей.
- ПЛАМЕННАЯ РЕЗКА:
- см. КИСЛОРОДНАЯ РЕЗКА.
- СТРЕЛКА ПЛАМЕНЕМ:
- См. КИСЛОРОДНАЯ СТРЕЛКА.
- ОТВЕРЖДЕНИЕ ПЛАМЕНЕМ:
- Способ упрочнения стальной поверхности путем нагрева газовым пламенем с последующей быстрой закалкой.
- СМЯГЧЕНИЕ ПЛАМЕНИ:
- Способ размягчения стали путем нагрева газовым пламенем с последующим медленным охлаждением.
- ФЛЭШ:
- Металл и оксид, удаленные из соединения, выполненного контактной сваркой.
- СВАРКА ПЛАВОМ:
- Процесс сварки сопротивлением, при котором плавление производится одновременно по всей площади соприкасающихся поверхностей за счет полученного тепла от сопротивления потоку тока между двумя поверхностями и от приложения давления после того, как нагрев в основном завершен. Мигание сопровождается изгнанием металла из стыка.
- ИЗ ПРОШЛОГО:
- Сгорание газов внутри горелки или за ее пределами в шланге, обычно с пронзительным шипящим звуком.
- ПЛОСКОЕ ПОЛОЖЕНИЕ:
- Положение, при котором сварка выполняется с верхней стороны стыка, а поверхность сварного шва приблизительно горизонтальна.
- ПАЙКА:
- Процесс, при котором склеивание производится путем нагревания расплавленного цветного присадочного металла, заливаемого на место соединения до пайки. достигается температура. Присадочный металл распределяется в соединении за счет капиллярного притяжения.См. ПАЙКА.
- СВАРКА ПОТОКА:
- Процесс, при котором плавление производится путем нагревания расплавленным присадочным металлом, заливаемым на свариваемые поверхности до сварки. достигается температура и добавляется требуемый присадочный металл. Присадочный металл не распределяется в соединении за счет капиллярного притяжения.
- ФЛЮС:
- Чистящее средство, используемое для растворения оксидов, удаления захваченных газов и шлака, а также для очистки металлов перед сваркой, пайкой и пайкой.
- ПЕРЕДНЯЯ СВАРКА:
- Метод газовой сварки, при котором раструб направляется на основной металл перед завершенным сварным швом.
- КУЗНЕЧНАЯ СВАРКА:
- Группа процессов сварки, при которых плавление производится путем нагревания в горне или печи и применения давления или ударов.
- БЕСПЛАТНОЕ ИСПЫТАНИЕ НА ИЗГИБ:
- Метод испытания образцов сварного шва без использования направляющей.
- ПОЛНЫЙ УГЛОВОЙ СВАР:
- Угловой сварной шов, размер которого равен толщине соединяемого более тонкого элемента.
- ПАЙКА ПЕЧИ:
- Процесс, в котором соединение производится за счет тепла печи и цветного присадочного металла, имеющего температуру плавления выше 800 F (427 C), но ниже, чем у основных металлов. Присадочный металл распределяется в соединении за счет капиллярного притяжения.
- ФУЗИОН:
- Тщательное и полное смешивание между двумя кромками основного металла, подлежащего соединению, или между основным металлом и добавленным присадочным металлом
во время сварки.
- ЗОНА СПЛАВКИ (ПРОНИКНОВЕНИЕ НАПОЛНИТЕЛЯ):
- Площадь расплавленного основного металла, определяемая по поперечному сечению сварного шва.
- ГАЗОВАЯ ДУГОВАЯ СВАРКА:
- Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой между угольным электродом и изделием.Экранирование получают из инертного газа, такого как гелий или аргон. Давление и/или присадочный металл могут использоваться или не использоваться.
- ГАЗОВАЯ ДУГОВАЯ (MIG) СВАРКА (GMAW):
- Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой металлического электрода и изделия. Экранирование получают из инертного газа, такого как гелий или аргон. Давление и/или присадочный металл могут использоваться или не использоваться.
- ГАЗОВЫЙ КАРМАН:
- Полость сварного шва, образовавшаяся в результате улавливания газов, выделяемых металлом при охлаждении.
- ГАЗОВАЯ ДУГОВАЯ (TIG) СВАРКА (GTAW):
- Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой между вольфрамовым электродом и изделием во время сварки. вокруг зоны сварки образуется инертный газ для предотвращения окисления. Флюс не используется.
- ГАЗОВАЯ СВАРКА:
- Процесс, при котором тепло для сварки получают от газового пламени.
- ШАРОВОЙ ПЕРЕНОС (ДУГОВАЯ СВАРКА):
- Тип переноса металла, при котором расплавленный присадочный металл переносится через дугу большими каплями.
- ОЧКИ:
- Устройство с цветными линзами для защиты глаз от вредного излучения при сварке и резке.
- ПАЗ:
- Отверстие между двумя элементами, которые должны быть соединены сварным швом с разделкой кромок.
- УГОЛ КАНАВКИ:
- Суммарный угол разделки разделки между деталями, которые должны быть соединены разделочной сваркой.
- ПАЗ:
- Поверхность элемента, включенная в канавку.
- РАДИУС КАНАВКИ:
- Радиус паза J или U.
- ПАЗОВАЯ СВАРКА:
- Сварка, выполненная путем нанесения присадочного металла в канавку между двумя соединяемыми элементами.
- ЗАЗЕМЛЕНИЕ:
- Соединение рабочего провода с рабочим.
- ПРОВОД ЗАЗЕМЛЕНИЯ:
- См. РАБОЧИЙ ПРОВОД.
- ИСПЫТАНИЕ НА ИЗГИБ:
- Испытание на изгиб, при котором испытуемому образцу придают определенную форму с помощью приспособления.
- МОЛОТОЧНАЯ СВАРКА:
- Процесс кузнечной сварки.
- ЗАЩИТА ДЛЯ РУЧКИ:
- Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен фильтрующей стеклянной линзой и предназначен для удержания в руке.
- ТВЕРДОЕ ПОКРЫТИЕ:
- Особая форма покрытия, при которой покрытие или плакирование наносят на поверхность с основной целью уменьшения износа или потери прочности. материала в результате истирания, ударов, эрозии, истирания и кавитации.
- ТВЕРДОЕ ПОКРЫТИЕ:
- Нанесение твердого износостойкого сплава на поверхность более мягкого металла.
- ЗАКАЛИВАНИЕ:
- а. Нагрев и закалка некоторых сплавов на основе железа от температуры выше критического диапазона температур с целью
получение твердости, превышающей ту, которая получается, когда сплав не закален. Этот термин обычно ограничивается формированием
мартенсит.
- б. Любой процесс повышения твердости металла путем соответствующей обработки, обычно включающий нагрев и охлаждение.
- ЗОНА ТЕПЛОВОГО ВОЗДЕЙСТВИЯ:
- Часть основного металла, структура или свойства которого были изменены под воздействием тепла при сварке или резке.
- ВРЕМЯ НАГРЕВАНИЯ:
- Продолжительность каждого импульса тока при импульсной сварке.
- ТЕРМООБРАБОТКА:
- Операция или комбинация операций, включающая нагрев и охлаждение металла или сплава в твердом состоянии с целью получение определенных желаемых условий или свойств.Нагрев и охлаждение с единственной целью механической обработки исключаются из значения определения.
- ОТОПЛЕНИЕ ВОРОТ:
- Отверстие в термитной форме, через которое предварительно нагревают свариваемые детали.
- ШЛЕМ:
- Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен фильтрующим стеклом и предназначен для ношения на голове.
- ВРЕМЯ УДЕРЖАНИЯ:
- Время, в течение которого сохраняется давление на электродах после прекращения подачи сварочного тока.
- ГОРИЗОНТАЛЬНАЯ СВАРКА:
- Процесс сварки швом или встык с его линейным направлением, горизонтальным или наклонным под углом менее 45 градусов к горизонтали, и свариваемые детали расположены вертикально или приблизительно вертикально.
- СИГНАЛ:
- Держатель электрода аппарата контактной точечной сварки.
- РАССТОЯНИЕ РУПОРА:
- В машине для контактной сварки — беспрепятственный рабочий зазор между выступами или плитами под прямым углом к глубине горловины. Этот
расстояние измеряется с параллельными и горизонтальными рогами на конце
ход вниз.
- ГОРЯЧАЯ КОРОТКАЯ:
- Состояние, при котором металл нагревается до такой температуры перед плавлением, при котором вся прочность теряется, но форма остается неизменной. поддерживается.
- ВОДОРОДНАЯ ПАЯЯ:
- Способ печной пайки в атмосфере водорода.
- ГИДРОМАТИЧЕСКАЯ СВАРКА:
- См. СВАРКА С РЕГУЛИРУЕМЫМ ДАВЛЕНИЕМ.
- ГИГРОСКОПИЧНЫЙ:
- Легко впитывает и удерживает влагу.
- ИСПЫТАНИЕ НА УДАР:
- Испытание, при котором по образцу внезапно наносят один или несколько ударов.Результаты обычно выражаются в единицах поглощенной энергии или
число ударов заданной силы, необходимое для разрушения образца.
- ПРОПИТАННАЯ ЛЕНТА МЕТАЛЛИЧЕСКАЯ ДУГОВАЯ СВАРКА
- Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой металлического электрода и изделия. Экранирование получается при разложении пропитанной ленты, намотанной на электрод при его подаче на дугу.Давление не используется, а присадочный металл получают из электрода.
- ИНДУКЦИОННАЯ ПАЯЯ:
- Процесс, в котором соединение производится за счет тепла, получаемого от сопротивления изделия потоку индуцированного электрического тока и с использованием цветного присадочного металла с температурой плавления выше 800 F (427 C), но ниже температуры плавления основных металлов. Присадочный металл распределяется в стыке капиллярное притяжение.
- ИНДУКЦИОННАЯ СВАРКА:
- Процесс, при котором плавление производится за счет тепла, получаемого за счет сопротивления работы потоку индуцированного электрического тока, при или
без применения давления.
- ИНЕРТНЫЙ ГАЗ:
- Газ, который обычно химически не соединяется с основным металлом или присадочным металлом.
- МЕЖПРОХОДНАЯ ТЕМПЕРАТУРА:
- При многопроходной сварке самая низкая температура наплавленной сварочной смеси перед началом следующего прохода.
- СОЕДИНЕНИЕ:
- Часть конструкции, в которой соединены отдельные части из недрагоценных металлов.
- СОВМЕСТНОЕ ПРОНИКНОВЕНИЕ:
- Максимальная глубина сварного шва с разделкой кромок от лицевой стороны до соединения, за исключением усиления.
- ПРОРЕЗ:
- Пространство, из которого металл был удален в процессе резки.
- НАКЛАДНОЕ СОЕДИНЕНИЕ:
- Соединение двух перекрывающихся элементов.
- СЛОЙ:
- Слой металла сварного шва, состоящий из одного или нескольких сварных швов.
- ЭТАЖ УГЛОВОГО СВАРНОГО СОЕДИНЕНИЯ:
- Расстояние от корня шва до носка углового шва.
- ЛИКВИДУС:
- Самая низкая температура, при которой металл или сплав полностью жидкие.
- МЕСТНЫЙ ПОДОГРЕВ:
- Предварительный нагрев определенной части конструкции.
- МЕСТНОЕ СНЯТИЕ СТРЕССА:
- Термическая обработка для снятия напряжения определенной части конструкции.
- КОЛЛЕКТОР:
- Разветвитель для подключения нескольких цилиндров к одной или нескольким линиям подачи резака.
- МАРТЕНСИТ:
- Мартенсит представляет собой микрокомпонент или структуру в закаленной стали, характеризующуюся игольчатым или игольчатым рисунком на поверхности
полировать. Обладает максимальной твердостью из всех структур, образующихся в результате продуктов распада аустенита.
- МАШЕВАЯ СВАРКА:
- Сварной шов, выполненный в соединении внахлестку, в котором толщина внахлестке уменьшена примерно до толщины одного из соединений внахлестку путем приложения давления, когда металл находится в пластическом состоянии.
- ТОЧКА ПЛАВЛЕНИЯ:
- Температура, при которой металл начинает плавиться.
- ДИАПАЗОН ПЛАВКИ:
- Диапазон температур между солидусом и ликвидусом.
- СКОРОСТЬ ПЛАВЛЕНИЯ:
- Вес или длина электрода, расплавленного в единицу времени.
- ДУГОВАЯ РЕЗКА МЕТАЛЛА:
- Процесс резки металлов плавлением с использованием тепла металлической дуги.
- ДУГОВАЯ СВАРКА МЕТАЛЛА:
- Процесс дуговой сварки, при котором металлический электрод удерживается таким образом, что тепло дуги сплавляет электрод и изделие, образуя сварка.
- МЕТАЛЛИЗАЦИЯ:
- Метод наплавки или соединения металлов для ремонта изношенных деталей.
- СМЕСИТЕЛЬНАЯ КАМЕРА:
- Часть сварочной или газовой горелки, в которой газы смешиваются для сжигания.
- МНОГОИМПУЛЬСНАЯ СВАРКА:
- Выполнение точечных, выступающих и высадочных швов более чем одним импульсом тока.При использовании переменного тока каждый импульс может состоят из части цикла или нескольких циклов.
- НЕЙТРАЛЬНОЕ ПЛАМЯ:
- Газовое пламя, в котором объемы кислорода и ацетилена сбалансированы и оба газа полностью сгорают.
- ТЕСТ НА РАЗРЫВ НИКА:
- Метод проверки прочности сварных швов путем надрезания каждого конца сварного шва с последующим нанесением по испытательному образцу резким ударом молотка для разрушения шов от зарубки к зарубке.Визуальный осмотр покажет любые дефекты сварки.
- ЦВЕТНЫЕ МЕТАЛЛЫ:
- Металлы, не содержащие железа. К цветным относятся алюминий, латунь, бронза, медь, свинец, никель и титан.
- НОРМАЛИЗАЦИЯ:
- Нагрев сплавов на основе железа примерно до 100 F (38 C) выше критического диапазона температур с последующим охлаждением до температуры ниже этого диапазона в неподвижном воздухе при обычной температуре.
- НАГГЕТ:
- Зона расплавленного металла контактной сварки.
- НАПРЯЖЕНИЕ РАЗОМКНУТОЙ ЦЕПИ:
- Напряжение между клеммами сварочного источника при отсутствии тока в сварочной цепи.
- ВЕРХНЕЕ ПОЛОЖЕНИЕ:
- Положение, при котором сварка выполняется с нижней стороны соединения, а поверхность сварного шва приблизительно горизонтальна.
- ПЕРЕКРЫТИЕ:
- Выступ металла сварного шва за пределы соединения у носка сварного шва.
- ОКИСЛИТЕЛЬНОЕ ПЛАМЯ:
- Кислородно-ацетиленовое пламя с избытком кислорода. Несгоревший избыток имеет тенденцию к окислению металла шва.
- ОКСИАЦЕТИЛЕНОВАЯ РЕЗКА:
- Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сгорании ацетилена с кислородом.
- ОКСИАЦЕТИЛЕНОВАЯ СВАРКА:
- Процесс сварки, при котором требуемая температура достигается за счет пламени, полученного при сгорании ацетилена с кислородом.
- ОКИСЛОДУГОВАЯ РЕЗКА:
- Процесс кислородной резки, при котором необходимая температура резки поддерживается с помощью дуги между электродом и основанием металл.
- OXY-CITY ГАЗОВАЯ РЕЗКА:
- Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, получаемым при сгорании бытового газа с кислородом.
- КИСЛОРОДНАЯ РЕЗКА:
- Процесс резки черных металлов посредством химического воздействия кислорода на элементы основного металла при повышенных температурах.
- КИСЛОРОДНАЯ СТРОКА:
- Применение кислородной резки, при котором формируется фаска или канавка.
- ВОДОРОДНО-КИСЛОРОДНАЯ РЕЗКА:
- Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, получаемым при сгорании бытового газа
с кислородом.
- ВОДОРОДНО-КИСЛОРОДНАЯ СВАРКА:
- Процесс газовой сварки, при котором требуемая температура сварки достигается за счет пламени, полученного при сгорании водорода с кислород.
- КИСЛОРОДНО-ГАЗОВАЯ РЕЗКА:
- Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, получаемым при сгорании природного газа с кислородом.
- ОКИСЛОПРОПАНОВАЯ РЕЗКА:
- Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, получаемым при сгорании пропана с кислородом.
- ПРОПУСК:
- Металл шва, наплавленный в одном общем направлении вдоль оси сварного шва.
- ПРОКРЕПЛЕНИЕ:
- Механическая обработка металлов ударами молота.Упрочнение имеет тенденцию растягивать поверхность холодного металла, тем самым облегчая напряжения сжатия.
- КОНТРОЛЬ ПРОНИКАЮЩЕЙ СРЕДЫ:
- а. Флуоресцентный . Смываемый водой пенетрант с высокой флуоресценцией и низким поверхностным натяжением. Он втягивается в маленькую поверхность
отверстия за счет капиллярного действия. При воздействии черного света краситель флуоресцирует.
- б. Краситель . Процесс, который включает использование трех неагрессивных жидкостей.Сначала используется раствор для очистки поверхности. Затем наносится пенетрант и выдерживается не менее 5 минут. После отстаивания пенетрант удаляют более бедным раствором и наносят проявитель. Краситель Пенетрант, оставшийся в неровностях поверхности, будет вытягиваться проявителем на поверхность, что приведет к ярко-красным индикациям.
- УДАРНАЯ СВАРКА:
- Процесс контактной сварки, при котором разряд электрической энергии и приложение высокого давления происходят одновременно, или с электрическим разрядом, происходящим немного раньше приложения давления.
- ПЕРЛИТ:
- Перлит представляет собой пластинчатый агрегат феррита и карбида железа, образующийся в результате прямого превращения аустенита при более низких температурах. критическая точка.
- ШАГ:
- Расстояние между центрами сварных швов.
- ВСТАВКА ДЛЯ ПРИВАРКИ:
- Сварка выполняется в отверстии в одном элементе соединения внахлестку, соединяя этот элемент с той частью поверхности другого элемента, которая раскрывается через отверстие.Стенки отверстия могут быть или не быть параллельными, а отверстие может быть частично или полностью заполнено металлом шва.
- СВАРКА В ТЫКЕ:
- Процесс точечной сварки, при котором давление прикладывается вручную к одному электроду. Другой электрод прижимается к любой части металла. почти так же, как заземление при дуговой сварке.
- ПОРИСТОСТЬ:
- Наличие газовых карманов или включений в сварке.
- ПОЛОЖЕНИЯ ПРИВАРКИ:
- Все виды сварки выполняются в одном из четырех положений: плоское, горизонтальное, потолочное и вертикальное. Предельные углы различных положения в некоторой степени зависят от того, является ли сварной шов угловым или разделочным.
- ПОСЛЕ НАГРЕВАНИЕ:
- Нагрев сборки после сварки, пайки, термического напыления или резки.
- ПОСЛЕСВАРОЧНЫЙ ИНТЕРВАЛ:
- При контактной сварке время нагрева между окончанием времени сварки или интервалом сварки и началом времени выдержки. В течение этого интервала сварной шов подвергается механической и термической обработке.
- ПОДОГРЕВ:
- Приложение тепла к основному металлу перед сваркой или резкой.
- СВАРКА С РЕГУЛИРУЕМЫМ ДАВЛЕНИЕМ:
- Изготовление нескольких точечных или выступающих швов, при которых несколько электродов работают последовательно под контролем давления секвенирующее устройство.
- СВАРКА ДАВЛЕНИЕМ:
- Любой процесс или метод сварки, при котором для завершения сварки используется давление.
- ПРЕДСВАРОЧНЫЙ ИНТЕРВАЛ:
- При точечной, рельефной сварке и сварке с осадкой — время между окончанием времени сжатия и началом времени сварки или интервала сварки во время в котором материал предварительно нагревается. При сварке оплавлением это время, в течение которого материал предварительно нагревается.
- КВАЛИФИКАЦИЯ ПРОЦЕДУРЫ:
- Демонстрация того, что сварные швы, выполненные по определенной процедуре, могут соответствовать установленным стандартам.
- ПРОФЕССИОНАЛЬНАЯ СВАРКА:
- Процесс контактной сварки между двумя или более поверхностями или между концами одного элемента и поверхностью другого. Сварные швы локализуется в заранее определенных точках или проекциях.
- ПУЛЬСАЦИОННАЯ СВАРКА:
- Процесс точечной, выступающей или шовной сварки, при котором сварочный ток прерывается один или несколько раз без высвобождения давление или изменение расположения электродов.
- СВАРКА ПРОДВИЖЕНИЕМ:
- Выполнение точечной или рельефной сварки, при которой сила равна силе тока, прерывается один или несколько раз без высвобождения давление или изменение расположения электродов.
- СВАРКА ПРОДВИЖЕНИЕМ:
- Изготовление точечной или рельефной сварки, при котором усилие прикладывается вручную к одному электроду, а заготовка или опорный стержень берет на себя место другого электрода.
- ТУШЕНИЕ:
- Внезапное охлаждение нагретого металла маслом, водой или сжатым воздухом.
- НАПРЯЖЕНИЕ РЕАКЦИИ:
- Остаточное напряжение, которое иначе не могло бы существовать, если бы свариваемые элементы или детали были изолированы как свободные тела без соединения к другим частям конструкции.
- СНИЖЕНИЕ ПЛАМЕНИ:
- См. ПЛАМЯ КАРБОНИЗАЦИИ.
- РЕГУЛЯТОР:
- Устройство, используемое для снижения давления в цилиндре до подходящего рабочего давления горелки.
- УСИЛЕННАЯ СВАРКА:
- Металл сварного шва, нарастающий над поверхностью двух примыкающих друг к другу листов или пластин сверх размера, необходимого для сварного шва указано.
- ОСТАТОЧНОЕ НАПРЯЖЕНИЕ:
- Напряжение, остающееся в конструкции или элементе в результате термической и/или механической обработки.
- СОПРОТИВЛЯЮЩАЯ ПАЯЯ:
- Процесс пайки, при котором соединение производится за счет тепла, полученного от сопротивления потоку электрического тока в цепи деталью которого является заготовка, и с использованием цветного присадочного металла с температурой плавления выше 800 F (427 C), но ниже температуры плавления основных металлов. Присадочный металл это распространяется в суставе за счет капиллярного притяжения.
- СТЫКОВАЯ СВАРКА СОПРОТИВЛЕНИЯ:
- Группа процессов контактной сварки, при которых сварка происходит одновременно по всей площади контакта соединяемых деталей.
- СОПРОТИВНАЯ СВАРКА:
- Группа сварочных процессов, в которых плавление производится за счет тепла, получаемого за счет сопротивления протеканию электрического тока в цепи частью которого является заготовка, и приложением давления.
- ОБРАТНАЯ ПОЛЯРНОСТЬ:
- Расположение выводов для дуговой сварки постоянным током, в которых рабочий элемент является отрицательным полюсом, а электрод — положительным полюсом сварочная дуга.
- ТВЕРДОСТЬ ПО РОКВЕЛЛУ:
- В этом испытании твердость измеряется на машине путем определения глубины проникновения пенетратора в образец при определенных условиях. произвольные фиксированные условия испытаний. Пенетратор может быть как стальным шариком, так и алмазным. сфероконус.
- КОРЕНЬ:
- См. КОРЕНЬ СОЕДИНЕНИЯ и КОРЕНЬ СВАРКИ.
- КОРНЕВАЯ ТРЕЩИНА:
- Трещина в сварном шве или основном металле, возникающая в корне сварного шва.
- КОРНЕВАЯ КРОМКА:
- Край свариваемой детали, примыкающий к основанию.
- КОРНЕВАЯ ПОВЕРХНОСТЬ:
- Часть подготовленной кромки элемента, подлежащая соединению сварным швом с разделкой кромок, который не имеет фасок или канавок.
- КОРЕНЬ СОЕДИНЕНИЯ:
- Та часть свариваемого соединения, где элементы ближе всего подходят друг к другу.На поперечном сечении корень сустава может быть точка, линия или площадь.
- КОРЕНЬ СВАРКИ:
- Точки, как показано на поперечном сечении, в которых нижняя часть сварного шва пересекает поверхности основного металла.
- КОРНЕВОЕ ОТВЕРСТИЕ:
- Разделение между соединяемыми элементами в основании соединения.
- КОРНЕВОЕ ПРОНИКНОВЕНИЕ:
- Глубина шва разделки доходит до корня шва, измеренная по центральной линии поперечного сечения корня.
- ШАРФ:
- Скошенная поверхность соединения.
- СКАРФИНГ:
- Процесс удаления дефектов и дефектов, возникающих при прокатке стальных заготовок, с использованием низкоскоростной кислородной очистки факел.
- УПЛОТНИТЕЛЬНАЯ СВАРКА:
- Сварной шов, используемый в первую очередь для обеспечения герметичности и предотвращения утечек.
- ШВОВАЯ СВАРКА:
- Сварка продольного шва листового металла встык или внахлест.
- ВЫБОРОЧНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКОВ:
- Последовательность блоков, в которой последовательные блоки выполняются в определенном порядке, выбранном для создания заданной схемы напряжений.
- СЕРИЯ СВАРКИ:
- Процесс контактной сварки, при котором два или более сварных шва выполняются одновременно одним сварочным трансформатором с общим током проходящий через каждый сварной шов.
- РАЗДЕЛЕНИЕ ЛИСТОВ:
- При точечной, шовной и рельефной сварке зазор, окружающий сварной шов между сопрягаемыми поверхностями, после сварки соединения.
- ЭКРАНИРОВАННАЯ СВАРКА:
- Процесс дуговой сварки, при котором защита от атмосферы достигается за счет использования флюса, разложения электрода покрытие или инертный газ.
- ПЛЕЧО:
- См. ПРИЧИНУ.
- НАПРЯЖЕНИЕ УСАДКИ:
- См. ОСТАТОЧНОЕ НАПРЯЖЕНИЕ.
- ОДНОИМПУЛЬСНАЯ СВАРКА:
- Выполнение точечных, выступающих и высадочных швов одним импульсом тока. При использовании переменного тока импульс может состоять части цикла или нескольких циклов.
- РАЗМЕР СВАРКИ:
- а. Сварной шов с разделкой кромок . Проварка соединения (глубина снятия фаски плюс проникновение корня, если указано).
- б. Равнополочные угловые сварные швы . Длина стороны наибольшего равнобедренного прямоугольного треугольника, который может быть вписан в угловой шов. поперечное сечение.
- с. Неравнополочные угловые сварные швы . Длина стороны наибольшего прямоугольного треугольника, который может быть вписан в крестовину углового сварного шва. раздел.
- д. Приварной фланец . Толщина металла сварного шва, измеренная в корне сварного шва.
- б. Равнополочные угловые сварные швы . Длина стороны наибольшего равнобедренного прямоугольного треугольника, который может быть вписан в угловой шов. поперечное сечение.
- ПРОПУСТИТЬ ПОСЛЕДОВАТЕЛЬНОСТЬ:
- См. ПОСЛЕДОВАТЕЛЬНОСТЬ Блуждания.
- ШЛАК ВКЛЮЧЕНИЕ:
- Неметаллический твердый материал, захваченный металлом сварного шва или между металлом сварного шва и основным металлом.
- ПРОРЕЗНАЯ СВАРКА:
- Сварной шов, выполненный в удлиненном отверстии в одном элементе соединения внахлестку или тройника, соединяющего этот элемент с той частью поверхности другого элемент, выставленный через отверстие.Отверстие может быть открытым с одного конца и может быть частично или полностью заполнено наплавленным металлом. (Угловой сварной шов не должен быть толкуется как соответствующий этому определению.)
- ЗАБОРКА:
- Добавление отдельного куска или кусков материала в соединение до или во время сварки с получением в результате сварного соединения, не соответствующего требованиям с проектным чертежом или требованиями спецификации.
- ПАЙКА:
- Группа сварочных процессов, при которых происходит коалесценция материалов путем их нагрева до подходящей температуры и с использованием присадочного металла имеющие ликвидус, не превышающий 450 C (842 F) и ниже солидуса основных материалов.Присадочный металл распределяется между плотно прилегающими поверхностями соединение за счет капиллярного действия.
- СОЛИДУС:
- Самая высокая температура, при которой металл или сплав полностью затвердевают.
- ПРОКЛАДКА:
- Металлическая полоса или стержень, вставляемый в основание шва, подготовленного для сварки разделкой кромок, в качестве подложки и для сохранения отверстия в корне во время сварки.
- ОСКОЛОК:
- Небольшая стружка или фрагменты, которые иногда выделяются электродами во время сварки. Эта проблема особенно распространена электродами с толстым покрытием.
- БРЫЗГИ:
- Частицы металла, выбрасываемые во время дуговой и газовой сварки, которые не являются частью сварного шва.
- ТОЧЕЧНАЯ СВАРКА:
- Процесс контактной сварки, при котором плавление производится за счет тепла, получаемого от сопротивления протеканию электрического тока через заготовки, скрепленные под давлением электродами.Размер и форма индивидуально сформированных сварных швов ограничены размером и контуром электродов.
- РАСПЫЛИТЕЛЬНАЯ ПЕРЕДАЧА:
- Тип переноса металла, при котором расплавленный присадочный металл перемещается в осевом направлении через дугу небольшими каплями.
- ШАГОВЫЙ ПЕРИОДИЧЕСКИЙ УГЛОВОЙ СВАР:
- Две линии прерывистой сварки на стыке, таком как тройниковое соединение, в котором приращения угловых швов в одной линии расположены в шахматном порядке относительно тем, кто в другой очереди.
- ЭНЕРГЕТИЧЕСКАЯ СВАРКА:
- Выполнение сварного шва с накоплением электрической энергии электростатическим, электромагнитным или электрохимическим способом при относительно низком уровне скорости и доступны с требуемой скоростью сварки.
- ПРЯМАЯ ПОЛЯРНОСТЬ:
- Расположение выводов для дуговой сварки постоянным током, в которых рабочий элемент является положительным полюсом, а электрод — отрицательным полюсом сварочная дуга.
- СНЯТИЕ СТРЕССА:
- Процесс уменьшения внутренних остаточных напряжений в металлическом объекте путем нагревания до подходящей температуры и выдержки в течение надлежащего времени при эта температура. Эту обработку можно применять для снятия напряжений, вызванных литьем, закалкой, нормализацией, механической обработкой, холодной обработкой или сваркой.
- СВАРОЧНАЯ СТРУНА:
- Способ дуговой сварки металлом деталей диаметром 3/4 дюйма.(19 мм) толщиной или больше, в котором металл шва наносится слоями, состоящими из нитки бисера наносятся непосредственно на лицевую сторону скоса.
- ПРИВАРНЫЕ ШПИЛЬКИ:
- Процесс дуговой сварки, при котором сплавление производится путем нагревания электрической дугой между металлическим стержнем или аналогичной деталью и другую заготовку, пока соединяемые поверхности не нагреются должным образом. Их объединяют под давлением.
- ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ:
- Процесс дуговой сварки, при котором плавление производится путем нагревания электрической дугой или дугами между электродом или электродами из неизолированного металла и работа. Сварка прикрывается защитным слоем из зернистого легкоплавкого материала на рабочем месте. Давление не используется. Присадочный металл получают из электрода, а иногда от дополнительной сварочной проволоки.
- ПОКРЫТИЕ:
- Нанесение присадочного металла на металлическую поверхность для получения желаемых свойств или размеров.
- ПРИБИВКА:
- Сварка, предназначенная для удержания частей сварного соединения в правильном положении до тех пор, пока не будут выполнены окончательные сварные швы.
- ТРОЙНИК:
- Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу, в форме Т.
- ЗАКАЛ ЦВЕТА:
- Цвета, появляющиеся на поверхности стали, нагретой при низкой температуре в окислительной атмосфере.
- ВРЕМЯ ТРЕБОВАНИЯ:
- При сварке сопротивлением — часть послесварочного интервала, в течение которого протекает ток, пригодный для отпуска или термической обработки. То ток может быть одноимпульсным или многоимпульсным, с различными интервалами нагрева и охлаждения.
- ЗАКАЛКА:
- Повторный нагрев закаленной стали до температуры несколько ниже нижней критической температуры с последующим охлаждением до желаемой скорости.Объект Отпуск стали, закаленной закалкой, заключается в снятии возникших напряжений, частичном восстановлении ее пластичности и придании ударной вязкости за счет регулирования или восстановление охрупчившихся структурных составляющих металла. Температурный режим отпуска может быть выбран для данного состава стали с получением почти любое желаемое сочетание свойств.
- ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ:
- Максимальная нагрузка на единицу исходной площади поперечного сечения, выдерживаемая материалом во время испытания на растяжение.
- ИСПЫТАНИЕ НА НАТЯЖЕНИЕ:
- Испытание, при котором образец разрушается путем приложения возрастающей нагрузки к двум концам. Во время испытаний упругие свойства и определяется предел прочности материала при растяжении. После разрыва сломанный образец можно измерить на предмет удлинения и уменьшения площади.
- ТЕРМИТНЫЙ ТИГЛЬ
- Сосуд, в котором происходит термитная реакция.
- ТЕРМИТНАЯ СМЕСЬ:
- Смесь оксида металла и тонкоизмельченного алюминия с добавлением легирующих металлов по мере необходимости.
- ФОРМА ДЛЯ ТЕРМИТА:
- Форма, сформированная вокруг свариваемых деталей для приема расплавленного металла.
- ТЕРМИТНАЯ РЕАКЦИЯ:
- Химическая реакция между оксидом металла и алюминием, в результате которой образуется перегретый расплавленный металл и шлак оксида алюминия.
- ТЕРМИТНАЯ СВАРКА:
- Группа сварочных процессов, при которых плавление производится путем нагрева перегретым жидким металлом и шлаком, образующимся в результате химического реакция между оксидом металла и алюминием с приложением давления или без него. Присадочный металл, если его используют, получают из жидкого металла.
- ГЛУБИНА ГОЛОВКИ:
- В машине для контактной сварки — расстояние от осевой линии электродов или плит до ближайшей точки пересечения для плоскостопие или листы.В машине для шовной сварки с универсальной головкой глубину стыка измеряют с помощью машины, предназначенной для поперечной сварки.
- ГОЛОВКА УГЛОВОГО СВАРНОГО СОЕДИНЕНИЯ:
- а. Теоретическая . Расстояние от начала корня сустава перпендикулярно гипотенузе наибольшего правого
треугольник, который можно вписать в поперечное сечение углового шва.
- б. Фактический .Расстояние от корня углового шва до центра его поверхности.
- ТРЕЩИНА НОСКА:
- Трещина в основном металле на кромке сварного шва.
- НОСОК СВАРКИ:
- Место соединения поверхности сварного шва с основным металлом.
- ФАКЕЛ:
- См. РЕЗАК или СВАРОЧНАЯ ГОРЕЛКА.
- ГОРЕЛКА ПАЯЯ:
- Процесс пайки, при котором соединение производится путем нагрева газовым пламенем и с использованием цветного присадочного металла, имеющего температуру плавления выше 800 F (427 C), но ниже, чем у основного металла. Присадочный металл распределяется в стыке капиллярного притяжения.
- СВАРКА ПОПЕРЕЧНЫМ ШВОМ:
- Выполнение сварного шва в направлении, по существу перпендикулярном глубине горловины машины для шовной сварки.
- ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД:
- Металлический электрод без наполнителя, используемый для дуговой сварки или резки, изготовленный в основном из вольфрама.
- ТРЕЩИНА ПОД БОРТОМ:
- Трещина в зоне термического влияния, не выходящая на поверхность основного металла.
- ВЫТЯЖКА:
- Канавка, вплавленная в основной металл рядом с носком или корнем сварного шва и оставшаяся незаполненной металлом сварного шва.
- ПОДРЕЗ:
- Нежелательный кратер на краю сварного шва, вызванный плохой техникой плетения или чрезмерной скоростью сварки.
- Локальное увеличение объема в области сварного шва в результате приложения давления.
- СВАРКА ОСАЖДЕНИЯ:
- Процесс контактной сварки, при котором плавление производится одновременно по всей площади соприкасающихся поверхностей или постепенно вдоль соединения за счет тепла, полученного от сопротивления протеканию электрического тока через площадь контакта этих поверхностей.Давление прикладывается перед нагревом. запускается и поддерживается в течение всего отопительного периода.
- СИЛА ОСАЖДЕНИЯ:
- Сила, действующая на свариваемые поверхности при сварке оплавлением или сварке с осадкой.
- ВЕРТИКАЛЬНОЕ ПОЛОЖЕНИЕ:
- Положение сварки, при котором ось сварного шва приблизительно вертикальна. При сварке труб труба находится в вертикальном положении и сварка производится в горизонтальном положении.
- ПОСЛЕДОВАТЕЛЬНОСТЬ Блуждающего блока:
- Последовательность сварки блоков, при которой последовательные блоки сварки выполняются случайным образом после завершения нескольких начальных блоков.
- ПОСЛЕДОВАТЕЛЬНОСТЬ Блуждания:
- Продольная последовательность, в которой приращения наплавленного валика наносятся случайным образом.
- ВОСК УЗОР:
- Воск, формованный вокруг деталей, подлежащих сварке с помощью процесса термитной сварки, до формы, требуемой для завершенного сварного шва.
- ПЛЕТЕНАЯ БУСИНА:
- Тип наплавленного валика, выполненного с поперечным колебанием.
- ТКАЧЕСТВО:
- Метод наплавки металла шва, при котором электрод колеблется. Обычно это достигается полукруговыми движениями дуга вправо и влево от направления сварки. Переплетение служит для увеличения ширины залежи, уменьшает перекрытие и способствует образованию шлака.
- СВАРКА:
- Местный сплав металлов, полученный путем нагревания до соответствующих температур. Давление и/или присадочный металл могут использоваться или не использоваться. То присадочный материал имеет температуру плавления примерно такую же или ниже, чем у основных металлов, но всегда выше 800 F (427 C).
- СВАРНЫЙ ШАТ:
- Наплавленный шов в результате прохода.
- ПРИБОР ДЛЯ СВАРКИ:
- Прибор, предназначенный для проверки формы и размера сварных швов.
- СВАРНЫЙ МЕТАЛЛ:
- Та часть сварного шва, которая расплавилась во время сварки.
- СИМВОЛ СВАРКИ:
- Изображение, используемое для указания желаемого типа сварного шва.
- СВАРОЧНОСТЬ:
- Способность материала образовывать прочную адгезионную связь под давлением или при затвердевании из жидкости.
- СЕРТИФИКАЦИЯ СВАРЩИКА:
- Письменное подтверждение того, что сварщик выполнил сварные швы в соответствии с установленными стандартами.
- КВАЛИФИКАЦИЯ СВАРЩИКА:
- Демонстрация способности сварщика выполнять сварные швы в соответствии с установленными стандартами.
- СВАРОЧНЫЕ ПРОВОДА:
- а. Провод электрода . Электрический проводник между источником тока дуговой сварки и электрододержателем.
- б. Рабочий провод . Электрический проводник между источником тока дуговой сварки и заготовка.
- СВАРОЧНОЕ ДАВЛЕНИЕ:
- Давление, оказываемое во время операции сварки на свариваемые детали.
- ПРОЦЕДУРА СВАРКИ:
- Подробные методы и практика, включая все процедуры сварки соединений, связанные с производством сварка.
- СВАРОЧНЫЙ ПРОВОД:
- Присадочный металл в виде проволоки или прутка, используемый в процессах газовой сварки и пайки твердым припоем, а также в тех процессах дуговой сварки, в которых электрод не обеспечивает присадочный металл.
- СИМВОЛ СВАРКИ:
- Собранный символ состоит из следующих восьми элементов или таких элементов, которые необходимы: контрольная линия, стрелка, основной сварной шов символы, размеры и другие данные, дополнительные символы, символы отделки, хвост, спецификация, процесс или другие ссылки.
- ТЕХНОЛОГИЯ СВАРКИ:
- Детали ручной, машинной или полуавтоматической сварки, которые, в пределах ограничений предписанной сварки швов процедуры, контролируются сварщиком или оператором сварки.
- СВАРОЧНЫЙ НАКОНЕЧНИК:
- Наконечник газовой горелки, специально предназначенный для сварки.
- СВАРОЧНАЯ ГОРЕЛКА:
- Устройство, используемое при газовой сварке и пайке горелкой для смешивания и регулирования потока газов.
- СВАРОЧНЫЙ ТРАНСФОРМАТОР:
- Устройство для подачи тока нужного напряжения.
- СВАРКА:
- Сборка, составные части которой сформированы сваркой.
- СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ:
- Скорость в мм/с или дюйм/мин, при которой расходуется присадочный металл при дуговой сварке или термическом напылении.
- РУКОВОДСТВО ПО РАБОТЕ:
- Электрический проводник (кабель) между источником тока дуговой сварки и заготовка.
- РЕНТГЕНОВСКОЕ ИЗЛУЧЕНИЕ:
- Радиографический метод контроля, используемый для обнаружения внутренних дефектов в сварном шве.
- ПРЕДЕЛ ТЕКУЧЕСТИ:
- Предел текучести представляет собой значение нагрузки на единицу площади, при котором происходит заметное увеличение деформации образца с небольшим или нулевым увеличение нагрузки; другими словами, предел текучести — это напряжение, при котором происходит заметное увеличение деформации при незначительном увеличении напряжения или без него.
Родственные
Сварка | Encyclopedia.com
Эволюция сварки
Методы сварки
Дуговая сварка
Газовая сварка
Сварка сопротивлением
Ресурсы
Сварка представляет собой группу процессов, используемых для соединения неметаллических и металлических материалов, , или их комбинация.Для большинства сварочных процедур требуется нагрев, хотя для некоторых процедур требуется только экстремальное давление (холодная сварка). Процесс сварки, выбранный для соединения материалов, зависит от механических, физических и химических свойств соединяемых материалов, а также от использования, для которого предназначен продукт. В настоящее время наиболее распространенными сварочными процессами являются сварка сопротивлением, газовая сварка и дуговая сварка. Используемые специальные процессы сварки включают электрогазовую, электрошлаковую, плазменно-дуговую сварку, сварку под флюсом, подводную, электронно-лучевую, лазерную, ультразвуковую, сварку трением, термитную, пайку твердым припоем и пайку.
В промышленности под сваркой обычно понимают соединение металлов, хотя сварке подвергаются такие материалы, как пластик или керамика. Термопласты, такие как поливинилхлорид, полиэтилен, полипропилен и акрил, можно сваривать. Как и металл, пластмассы свариваются локальным нагревом. Новые процессы сварки были разработаны по мере создания новых металлов, сплавов, пластмасс и керамики. Сварка является средством строительства, а также методом обслуживания и ремонта. Различные процессы сварки используются во многих отраслях промышленности, таких как авиастроение, автомобилестроение, горнодобывающая промышленность, атомная промышленность, железная дорога, судоходство, строительство зданий, производство инструментов и сельскохозяйственного оборудования.Сварка роботами — одно из наиболее распространенных и впечатляющих применений роботов в промышленности.
При сварке необходимо носить защитную одежду, чтобы избежать травм от искр, металлических осколков, пламени, ультрафиолетовых и инфракрасных лучей. Различные сварочные процессы требуют специальной одежды. Одежда должна быть огнеупорной, волосы и кожа должны быть закрыты, необходимо носить специальные очки. Иногда рекомендуются кожаная одежда и шлемы, а также ботинки со стальными носками. Рабочая зона должна хорошо проветриваться; некоторые сварочные процедуры должны выполняться в специально вентилируемых помещениях или кабинах, чтобы избежать ядовитых паров.
Были разработаны тесты для проверки сварных швов на наличие дефектов и дефектов. Существует два типа контроля: неразрушающий и разрушающий. Часто достаточно визуального осмотра, но для выявления внутренних или очень мелких дефектов необходимы другие методы. Некоторые неразрушающие методы включают испытания на герметичность под давлением воздуха, а также ультразвуковые, рентгеновские, магнитопорошковые и пенетрантные проверки. Неразрушающие испытания не повреждают сварной шов. Разрушающие испытания используются для проверки физических свойств сварного шва.Обычно из сварного шва удаляют образец для испытаний или изготавливают образец сварного шва, а затем испытывают его, полностью разрушая сварной шов. Некоторыми примерами разрушающих испытаний являются испытания на растяжение, твердость, изгиб, удар, давление и испытание на скругление.
Самый старый вид сварки — кузнечная сварка, процесс, который восходит к 2000 г. до н.э. Кузнечная сварка — это процедура нагрева под давлением, используемая кузнецами и ремесленниками для придания металлу определенной формы и соединения таких металлов, как медь и бронза. К началу двадцатого века было разработано несколько новых методов сварки.Открытие ацетилена в 1836 году Эдмундом Дэви привело к ацетиленовой сварке. Сварка сопротивлением была изобретена в 1877 году американским инженером-электриком британского происхождения Элиу Томсоном (1853-1937). Электрическая дуга, открытая сэром Хамфри Дэви, была впервые использована для сварки Огюстом де Меритенсом в 1881 году. В Соединенных Штатах К. Л. Коффин получил патент на процесс дуговой сварки электродом без покрытия в 1892 году. развивалась и совершенствовалась, сварка заменила заклепочные соединения как способ соединения деталей металла.В 1918 году был спущен на воду первый цельносварной корабль, а в 1920 году построен первый цельносварной корпус. Электродуговые процессы широко применялись в послевоенный период (1914-1918 гг.). Во время Второй мировой войны (1939-1945 гг.) была разработана сварка в среде инертных газов, а в 1948 г. был разработан процесс сварки в среде защитного газа. В настоящее время используется около 40 сварочных процессов. Некоторые новые процессы сварки включают электронно-лучевую сварку, лазерную сварку и процедуры твердого тела, такие как трение и ультразвуковая сварка.
Сварной шов определяется как соединение или слияние двух металлов (или неметаллов) путем их нагревания до тех пор, пока они не достигнут критической температуры и не потекут вместе. При охлаждении металл становится твердым. Свариваемый металл называется основным металлом, заготовкой или работой. Кромки основного металла часто специально готовят для сварки, например, механической обработкой, резкой или строжкой. Существует пять основных сварных соединений: стыковые, внахлестку, угловые, Т-образные и кромочные. Американское общество сварщиков разработало систему символов, которые добавляются к механическим чертежам, чтобы точно передать, как следует подготовить место сварки, какой тип сварки следует выполнить, а также любые другие соображения.
Сварка плавлением, тепловой процесс, который иногда требует использования присадочного металла, использует либо электричество (дуговая сварка), либо газ (газовая сварка) в качестве источника тепловой энергии. Процессы в твердом состоянии, такие как сварка трением и ультразвуковая сварка, сваривают металлы при температуре ниже их точки плавления без добавления присадочного металла. Для получения сварного шва с помощью этого метода всегда используется давление. При нагревании большинства металлов происходит реакция между основным металлом и окружающей атмосферой.Например, некоторые металлы при плавлении окисляются, что может сказаться на качестве сварного шва. Другими распространенными атмосферными загрязнителями являются азот и водород. Для контроля этого
КЛЮЧЕВЫЕ ТЕРМИНЫ
Ацетилен — Бесцветный горючий газ. При сгорании с кислородом ацетилен дает одну из самых высоких температур пламени.
Дуга — Поток яркого света или искр, образующийся при переходе сильного электрического тока от одного проводника к другому. При сварке дуга образуется, когда электрод, подключенный к источнику питания, касается основного металла.
Основной металл — Металл, подлежащий сварке или соединению. Его также называют заготовкой или работой.
Пайка — Процесс сварки, при котором два основных металла соединяются присадочным металлом, нагретым до температуры выше 800°F (427°C), но ниже температуры плавления основных металлов. На деталь нарезают канавки, припой плавится, и расплавленный присадочный металл затекает в канавки за счет «капиллярного действия».
Химические свойства — Способ, которым материал реагирует в данной среде.Некоторыми примерами являются стойкость к окислению и коррозионная стойкость.
Электрод — Конечная точка, к которой подводится электричество для создания сварочной дуги. Некоторые электроды расплавляются и становятся частью сварного шва.
Электронно-лучевая сварка — Процесс, при котором сфокусированный пучок электронов нагревает и сплавляет свариваемый материал.
Присадочный металл — Металл или сплав, добавляемый к основному металлу для выполнения сварных, паяных или паяных соединений.
Флюс —Материал, облегчающий плавление и удаляющий нежелательные загрязнения.
Лазерная сварка — Процесс сварки, при котором используется энергия лазерного луча для сплавления материалов.
Механические свойства — То, как материал реагирует на нагрузки или силы, такие как твердость, хрупкость, пластичность и ударная вязкость.
Физические свойства — Характеристики, используемые для описания или идентификации металла, такие как цвет, температура плавления или плотность.
Сопротивление —Свойство материала сопротивляться прохождению электрического тока.При сварке металл «сопротивляется» электрическому току и нагревается. Защитный газ — Газ, используемый для защиты сварного шва от загрязнения окружающим воздухом.
Пайка — Группа процессов сварки, при которых материалы соединяются путем нагревания присадочного металла или припоя примерно до 800°F (427°C), что ниже температуры плавления основного металла.
проблема, флюсы и инертные газы используются для очистки зоны сварки от загрязнений и для защиты зоны от атмосферных газов путем вытеснения окружающего воздуха из места сварки.Сварка выполняется механически или вручную с помощью сварочных пистолетов или горелок, а также может выполняться роботами.
Электрическая дуга, используемая в процессах сварки, создается между покрытым или оголенным металлическим электродом и основным металлом или заготовкой. При дуговой сварке защищенным металлом (SMAC) электрическая цепь устанавливается между сварочным аппаратом (источник постоянного или переменного тока), заготовкой, электрическими кабелями, электрододержателем, электродом и заземляющим проводом. Чтобы зажечь дугу, электрод должен касаться основного металла; обычно это делается путем царапания или проклевывания основного металла электродом.Когда электричество начинает течь, электрод удерживается на расстоянии от основного металла, создавая зазор. Электрический ток протекает через зазор, в результате чего возникает дуга. Интенсивное тепло от дуги расплавляет заготовку и электрод, содержащий металлический порошок, который при расплавлении становится присадочным металлом. Покрытие или покрытие на металлическом электроде представляет собой флюсовый материал, который плавится, удаляя примеси из сварного шва и иногда образуя газ, который защищает область от атмосферного загрязнения.По сути, электрод и его экранирование контролируют механические, химические и электрические характеристики сварного шва. Тепло – 6000–9000°F (3351–4982°C) – электрической дуги переводит основной металл и расходуемый электрод в расплавленное состояние за считанные секунды.
Дуговая сварка металлическим газом (GMAW или MIG) аналогична SMAW. В этом процессе всегда используется постоянный ток (DC) и имеется аппарат подачи газа. Расходуемый электрод размещается внутри сопла, через которое подается инертный защитный газ, такой как гелий или аргон.GMAW имеет несколько преимуществ перед SMAW. С GMAW скорость сварки выше, шлак не образуется, проплавление глубже, а электродная проволока подается непрерывно, что позволяет выполнять более длинные сварные швы. Тип дуговой сварки, в которой не используется плавящийся электрод, — это дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW или TIG). Дуга возникает между основным металлом и вольфрамовым электродом, используется защитный газ, и должна быть подача воды для охлаждения горелки. Вместо расходуемого электрода в качестве присадочного металла, если требуется, используется металлический стержень или сварочный стержень.Этот вид сварки еще называют гелиаруговой сваркой.
Газовая сварка, также называемая кислородно-газовой сваркой (OFW), относится к группе сварочных процессов, в которых газ используется в качестве источника тепловой энергии. Оксиацетилен и оксиводород — это два типа используемых топливных газов. Ацетилен обычно используется для сварки, потому что в сочетании с кислородом температура пламени может достигать 5 600 ° F (3 093 ° C), что является самой высокой температурой, создаваемой любой комбинацией топливного газа и кислорода. Стержень из присадочного металла может использоваться или не использоваться в этом типе процесса сварки.Топливный газ и кислород содержатся в отдельных баках или баллонах под давлением. Шланги специальной конструкции идут от газовых баллонов и соединяются со сварочной горелкой. Сварочная горелка имеет клапаны, контролирующие количество поступающих газов, и камеру смешения, в которой газы смешиваются. Смешанные газы поступают к наконечнику факела, где пламя зажигается зажигалкой, обычно кремневой и стальной бенгальской зажигалкой. После того, как пламя зажглось, его необходимо отрегулировать до достижения правильного баланса газов (нейтральное пламя).Газокислородная сварка была основным сварочным процессом в первой половине двадцатого века. По мере разработки новых методов сварки и новых материалов кислородно-газовый процесс заменяли другие, более подходящие процессы сварки. В настоящее время кислородно-ацетиленовый процесс используется для сварки твердым припоем, пайки твердым припоем и пайки.
Сварка сопротивлением или точечная сварка (RW) представляет собой процесс, при котором два или более слоев или кусков металла, уложенных друг на друга, свариваются друг с другом с помощью комбинации давления и тепла.Электрический ток вместе с соответствующим давлением подается на область или точку желаемого сварного шва. Когда электричество проходит через металл, он нагревается из-за сопротивления металла потоку электричества. Когда два или более металла соприкасаются, тепло передается от одного куска к другому. Наибольшее количество тепла выделяется в месте соприкосновения двух металлов. Когда температура достигает критической точки, при которой металлы плавятся, создается сварной шов.Давление создается за счет давления воздуха, гидравлического давления или механического рычага. Электроды, используемые для точечной сварки, не расходуются и могут быть изготовлены в определенной форме. Некоторые электроды имеют форму колесиков для шовной сварки.
См. также Металлургия; Припой и паяльник.
КНИГИ
Альтхаус, Эндрю Д. и др. Современная сварка . 10-е изд. Южная Голландия, Иллинойс: Goodheart-Willcox, 2003.
Кристин Майнер Миндерович
%PDF-1.3 % 2806 0 объект > эндообъект внешняя ссылка 2806 207 0000000016 00000 н 0000009910 00000 н 0000010244 00000 н 0000010377 00000 н 0000010415 00000 н 0000012325 00000 н 0000012377 00000 н 0000012428 00000 н 0000012481 00000 н 0000012533 00000 н 0000012584 00000 н 0000012636 00000 н 0000012688 00000 н 0000012741 00000 н 0000012780 00000 н 0000012833 00000 н 0000012885 00000 н 0000012937 00000 н 0000012989 00000 н 0000013041 00000 н 0000013093 00000 н 0000013145 00000 н 0000013260 00000 н 0000013373 00000 н 0000013425 00000 н 0000013477 00000 н 0000013529 00000 н 0000013580 00000 н 0000013631 00000 н 0000013683 00000 н 0000013735 00000 н 0000013787 00000 н 0000013839 00000 н 0000013892 00000 н 0000013944 00000 н 0000016331 00000 н 0000016514 00000 н 0000018578 00000 н 0000018759 00000 н 0000018942 00000 н 0000021184 00000 н 0000021360 00000 н 0000023530 00000 н 0000025687 00000 н 0000027724 00000 н 0000027748 00000 н 0000027865 00000 н 0000027982 00000 н 0000028566 00000 н 0000040402 00000 н 0000040471 00000 н 0000040589 00000 н 0000040910 00000 н 0000040967 00000 н 0000041085 00000 н 0000041595 00000 н 0000042278 00000 н 0000042741 00000 н 0000043111 00000 н 0000043491 00000 н 0000043634 00000 н 0000044032 00000 н 0000044308 00000 н 0000046618 00000 н 0000048847 00000 н 0000048965 00000 н 0000049022 00000 н 0000049339 00000 н 0000049488 00000 н 0000049587 00000 н 0000049667 00000 н 0000049697 00000 н 0000049776 00000 н 0000049925 00000 н 0000050049 00000 н 0000050125 00000 н 0000050201 00000 н 0000050231 00000 н 0000050310 00000 н 0000054909 00000 н 0000054988 00000 н 0000061769 00000 н 0000065754 00000 н 0000070418 00000 н 0000070574 00000 н 0000070737 00000 н 0000070899 00000 н 0000070982 00000 н 0000071065 00000 н 0000071251 00000 н 0000071385 00000 н 0000071504 00000 н 0000071664 00000 н 0000072022 00000 н 0000072129 00000 н 0000072276 00000 н 0000072347 00000 н 0000073163 00000 н 0000073349 00000 н 0000073420 00000 н 0000073554 00000 н 0000073830 00000 н 0000074193 00000 н 0000074554 00000 н 0000074908 00000 н 0000075380 00000 н 0000075527 00000 н 0000075642 00000 н 0000075887 00000 н 0000076020 00000 н 0000076123 00000 н 0000076238 00000 н 0000076363 00000 н 0000076488 00000 н 0000076559 00000 н 0000076640 00000 н 0000077999 00000 н 0000078281 00000 н 0000078514 00000 н 0000078543 00000 н 0000078907 00000 н 0000079286 00000 н 0000079633 00000 н 0000079983 00000 н 0000080362 00000 н 0000095385 00000 н 0000107568 00000 н 0000121854 00000 н 0000134503 00000 н 0000150864 00000 н 0000164113 00000 н 0000177439 00000 н 0000179554 00000 н 0000179633 00000 н 0000179827 00000 н 0000179892 00000 н 0000180086 00000 н 0000180165 00000 н 0000180458 00000 н 0000180537 00000 н 0000182004 00000 н 0000182071 00000 н 0000182317 00000 н 0000182605 00000 н 0000182910 00000 н 0000183243 00000 н 0000183505 00000 н 0000183809 00000 н 0000184142 00000 н 0000184818 00000 н 0000185721 00000 н 0000185953 00000 н 0000186185 00000 н 0000186889 00000 н 0000188058 00000 н 0000188830 00000 н 0000189101 00000 н 0000189876 00000 н 00001
- 00000 н
00001 00000 н
00001
- 00000 н 00001
- 00000 н 00001 00000 н 00001
- 00000 н 00001
00000 н 00011 00000 н 0001100000 н 00001 00000 н 0000193557 00000 н 0000193800 00000 н 0000194544 00000 н 0000195367 00000 н 0000195638 00000 н 0000196458 00000 н 0000196716 00000 н 0000197516 00000 н 0000197781 00000 н 0000198123 00000 н 0000198864 00000 н 0000199382 00000 н 0000686494 00000 н 0000687243 00000 н 0000687759 00000 н 0000
- 6 00000 н
0001003312 00000 н
0001080632 00000 н
0001083014 00000 н
0001085396 00000 н
0001087438 00000 н
0001099004 00000 н
0001104836 00000 н
0001110668 00000 н
0001114794 00000 н
0001143030 00000 н
0001147912 00000 н
0001152794 00000 н
0001155981 00000 н
0001173037 00000 н
0001178330 00000 н
0001187451 00000 н
0001189581 00000 н
0001189891 00000 н
00011
- 00000 н
00011 00000 н
00011
00000 н 00011 00000 н 0000004436 00000 н трейлер ]/предыдущая 100
>> startxref 0 %%EOF 3012 0 объект >поток hXyX ‘,,@@aE@@e$((KPVe-ZTZ*ReٔR.—+»֓`»»$aSOyuIf{‘Определение сварки Continental Industries
Сварка — это производственный или скульптурный процесс, при котором материалы, обычно металлы или термопласты, соединяются путем плавления, что отличается от низкотемпературных методов соединения металлов, таких как пайка твердым припоем и пайка, при которых основной металл не плавится. В дополнение к расплавлению основного металла в соединение часто добавляют присадочный материал, чтобы сформировать ванну расплавленного материала (сварочная ванна), которая охлаждается, образуя соединение, которое может быть таким же прочным, как основной материал.Давление также может использоваться в сочетании с теплом или само по себе для получения сварного шва.
Некоторые из наиболее известных методов сварки включают:
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как «сварка стержнем или электросварка», использует электрод с флюсом, защищающим сварочную ванну вокруг него. Держатель электрода удерживает электрод, пока он медленно тает. Шлак защищает сварочную ванну от атмосферного загрязнения.
- Газовая вольфрамовая дуговая сварка (GTAW), также известная как TIG (вольфрам, инертный газ), использует неплавящийся вольфрамовый электрод для получения сварного шва.Зона сварки защищена от атмосферного загрязнения инертным защитным газом, таким как аргон или гелий.
- Газовая дуговая сварка металлическим электродом (GMAW) — обычно называемая MIG (металл, инертный газ), использует пистолет для подачи проволоки, который подает проволоку с регулируемой скоростью и пропускает защитный газ на основе аргона или смесь аргона и двуокиси углерода (CO2). над сварочной ванной, чтобы защитить ее от атмосферного загрязнения.
- Дуговая сварка с флюсовой проволокой (FCAW) — почти идентична сварке MIG, за исключением того, что в ней используется специальная трубчатая проволока, заполненная флюсом; его можно использовать с защитным газом или без него, в зависимости от наполнителя.
- Дуговая сварка под флюсом (SAW) — используется плавящийся электрод с автоматической подачей и слой гранулированного плавкого флюса. Расплавленный шов и зона дуги защищены от атмосферного загрязнения, будучи «погруженными» под флюсовую подушку.
- Электрошлаковая сварка (ESW) — высокопроизводительный однопроходный процесс сварки более толстых материалов толщиной от 1 дюйма (25 мм) до 12 дюймов (300 мм) в вертикальном или близком к вертикальному положении.
Для сварки можно использовать множество различных источников энергии, включая газовое пламя, электрическую дугу, лазер, электронный луч, трение и ультразвук.Хотя сварка часто является промышленным процессом, сварка может выполняться в самых разных средах, в том числе на открытом воздухе, под водой и в открытом космосе. Сварка является опасным мероприятием, и необходимо соблюдать меры предосторожности, чтобы избежать ожогов, поражения электрическим током, повреждения зрения, вдыхания ядовитых газов и паров, а также воздействия интенсивного ультрафиолетового излучения.
До конца 19 века единственным сварочным процессом была кузнечная сварка, которую кузнецы веками использовали для соединения железа и стали путем нагревания и ковки.Дуговая сварка и кислородно-кислородная сварка были одними из первых процессов, разработанных в конце века, а вскоре за ними последовала сварка электрическим сопротивлением. Сварочные технологии быстро развивались в начале 20 века, поскольку Первая и Вторая мировые войны вызвали спрос на надежные и недорогие методы соединения. После войн было разработано несколько современных методов сварки, в том числе ручные методы, такие как SMAW, в настоящее время один из самых популярных методов сварки, а также полуавтоматические и автоматические процессы, такие как GMAW, SAW, FCAW и ESW.Развитие продолжилось изобретением лазерной сварки, электронно-лучевой сварки, магнитно-импульсной сварки (MPW) и сварки трением с перемешиванием во второй половине века. Сегодня наука продолжает развиваться. Роботизированная сварка является обычным явлением в промышленных условиях, и исследователи продолжают разрабатывать новые методы сварки и лучше понимать качество сварки.
Мы готовы работать с вами сегодня.
Телефон: (714) 632-9190Словарь терминов по сварке | Долговечность
А
Воздушно-дуговая резка углеродом (CAC-A) : Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода.Расплавленный металл выталкивается из разреза потоком нагнетаемого воздуха.
Переменный ток (AC) : Электрический ток, который меняет свое направление на противоположное через равные промежутки времени, например, 60 циклов переменного тока (AC) или 60 герц.
Сила тока : Измерение количества электричества, проходящего через данную точку в проводнике в секунду. Ток — другое название силы тока.
Arc : Физический зазор между концом электрода и основным металлом.Физический зазор вызывает нагрев из-за сопротивления протеканию тока и лучей дуги.
Arc-Drive : Автоматически улучшает сварку электродом, особенно на трубах, фокусируя дугу и предотвращая выход электрода из строя.
Автоматический запуск на холостом ходу : Сразу после запуска запускает двигатель на холостом ходу, продлевая срок службы двигателя и снижая расход топлива и уровень шума.
Автоматическая сварка : Используется оборудование, которое сваривает без постоянной регулировки средств управления сварщиком или оператором.Оборудование контролирует выравнивание суставов с помощью автоматического сенсорного устройства.
С
Сварочный аппарат постоянного тока (CC) : Эти сварочные аппараты имеют ограничение максимального тока короткого замыкания. Они имеют отрицательную вольт-амперную характеристику и часто называются «падуперами».
Устройство подачи проволоки с постоянной скоростью : Устройство подачи работает от напряжения 24 или 115 В переменного тока, подаваемого от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV), постоянным потенциалом (CP) : Этот тип выходного сварочного аппарата поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока.Это приводит к относительно плоской кривой вольт-ампер.
Текущий : Другое название силы тока. Количество электричества, протекающего через точку в проводнике каждую секунду.
Д
Дефект : Одна или несколько несплошностей, вызывающих сбой при проверке сварного шва.
Dig : Также называется Arc Control. Дает переменный дополнительный ток источнику питания в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «прилипания» стержневых электродов при использовании короткой дуги.
Постоянный ток (DC) : Течет в одном направлении и не меняет направление своего течения, как переменный ток.
Отрицательный электрод постоянного тока (DCEN) : Направление тока, протекающего через сварочную цепь, когда вывод электрода подключен к отрицательной клемме, а рабочий провод подключен к положительной клемме сварочного аппарата постоянного тока. Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP) : Направление тока, протекающего через сварочную цепь, когда провод электрода подключен к положительной клемме, а рабочий провод подключен к отрицательной клемме сварочного аппарата постоянного тока.Также называется постоянным током обратной полярности (DCRP).
Рабочий цикл : Количество минут из 10-минутного периода времени, в течение которого аппарат для дуговой сварки может работать с максимальной номинальной мощностью. Примером может служить 60-процентный рабочий цикл при 300 ампер. Это будет означать, что при силе тока 300 ампер сварочный аппарат можно использовать в течение шести минут, а затем ему необходимо дать остыть при работающем двигателе вентилятора в течение четырех минут.
Ф
FanAuto : Система охлаждения внутреннего источника питания, которая работает только тогда, когда это необходимо, автоматически поддерживая чистоту внутренних компонентов, когда это необходимо.
Стационарная автоматизация : Автоматизированная сварочная система с электронным управлением для простых, прямых или круговых сварных швов.
Гибкая автоматизация : Автоматизированная система сварки с роботизированным управлением для сложных форм и применений, где пути сварки требуют манипулирования углом горелки.
Дуговая сварка порошковой проволокой (FCAW) : Процесс дуговой сварки, при котором металлы плавятся и соединяются путем нагревания их дугой между непрерывной расходуемой электродной проволокой и изделием.Экранирование достигается за счет флюса, содержащегося в сердечнике электрода. Дополнительная защита может обеспечиваться или не обеспечиваться от подаваемого извне газа или газовой смеси.
Г
Дуговая сварка металлическим газом (GMAW) : См. Сварка MIG.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) : См. Сварка ВИГ.
Заземление : Защитное соединение корпуса сварочного аппарата с землей. См. «Соединение заготовки», чтобы узнать о разнице между рабочим соединением и заземлением.
Заземляющий провод : Когда речь идет о соединении сварочного аппарата с изделием, см. предпочтительный термин «Вывод заготовки».
Х
Герц : Герц часто называют «циклами в секунду». В США частота или изменение направления переменного тока обычно составляет 60 герц.
Высокая частота : Охватывает весь спектр частот выше 50 000 Гц. Используется при сварке TIG для зажигания и стабилизации дуги.
HotStart™ : Используется на некоторых стержневых (SMAW) машинах для облегчения запуска электродов, которые трудно запустить. Используется только для зажигания дуги.
я
Инвертор : Источник питания, который увеличивает частоту входного первичного питания, что обеспечивает меньший размер машины и улучшенные электрические характеристики для сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
К
кВА (киловольт-ампер) : киловольт-ампер.Общее количество вольт, умноженное на ампер, деленное на 1000, требуемое источником сварочного тока от первичной мощности, поставляемой коммунальной компанией.
кВт (киловатт) : Первичная мощность кВт — это фактическая мощность, используемая источником питания при его номинальной мощности. Вторичный кВт – это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и с учетом любого коэффициента мощности.
л
LiftArc : Эта функция позволяет запускать дугу TIG без высокой частоты.Запускает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
М
Микропроцессор : Одна или несколько интегральных схем, которые можно запрограммировать с помощью сохраненных инструкций для выполнения различных функций.
Сварка MIG (GMAW или дуговая сварка металлическим газом) : Также называется сваркой сплошной проволокой. Процесс дуговой сварки, при котором металлы соединяются путем нагревания их дугой. Дуга возникает между непрерывно подаваемым присадочным металлом (расходуемым) электродом и заготовкой.Подаваемый извне газ или газовые смеси обеспечивают защиту.
- Существует четыре основных режима переноса металла:
- Перенос короткого замыкания : Получил свое название от сварочной проволоки, которая на самом деле «замыкает» (касается) основного металла много раз в секунду. Образуется небольшое количество брызг, но перенос можно использовать во всех положениях сварки и на металле любой толщины.
- Шаровидный перенос : Назван в честь «капель» металла сварного шва, перемещающегося поперек дуги при гравитационной подаче.Капли поперек дуги обычно больше диаметра электрода. Он не дает очень гладкого внешнего вида сварного шва, и могут появиться брызги. Обычно ограничивается плоским и горизонтальным положением сварки и не используется для тонких металлов.
- Распылительный перенос : Назван в честь «распыления» крошечных капель расплава поперек дуги, обычно меньше диаметра проволоки. Используются относительно высокие значения напряжения и силы тока, а дуга «включена» все время после ее образования.Образуется очень мало брызг. Обычно используется для более толстых металлов в плоском или горизонтальном положении сварки.
- Pulsed-Spray Transfer : Для этого варианта распылительного переноса сварочный аппарат «импульсирует» выходной сигнал между высокими пиковыми токами и низкими фоновыми токами. Сварочная ванна немного остывает во время фонового цикла, что немного отличается от переноса распылением. Это позволяет выполнять сварку во всех положениях как на тонких, так и на толстых металлах.
Для получения дополнительной информации о сварке MIG см. Технические советы по сварке MIG.
О
Напряжение холостого хода (OCV) : Как следует из названия, ток в цепи отсутствует, поскольку цепь разомкнута. Однако напряжение подается на цепь, так что, когда цепь замкнута, ток потечет немедленно.
Р
PFC (компенсация коэффициента мощности) : Включает коррекцию мощности внутри машины для достижения максимальной выходной мощности машины, когда линия напряжения нестабильна или загрязнена, или когда устройство работает от генератора.
Плазменно-дуговая резка : Процесс дуговой резки, при котором металл разрезается с помощью суженной дуги для расплавления небольшого участка изделия. Этот процесс может разрезать все металлы, проводящие электричество. Дополнительную информацию о плазменной резке см. в разделе «Советы по плазменной резке».
Фунтов на квадратный дюйм (psi) : Мера, равная массе или весу, приложенному к одному квадратному дюйму площади поверхности.
Энергоэффективность : Насколько хорошо электрическая машина использует поступающую электроэнергию.
Коррекция коэффициента мощности : Обычно используется в однофазных источниках питания постоянного тока для уменьшения величины первичной силы тока, требуемой от энергетической компании во время сварки.
Первичная мощность : Часто упоминается как входное линейное напряжение и сила тока, доступные сварочному аппарату от основной линии электропередачи цеха. Часто выражаемая в ваттах или киловаттах (кВт), первичная входная мощность представляет собой переменный ток и может быть однофазным или трехфазным.
Импульсная сварка MIG (MIG-P) : Модифицированный процесс распыления, при котором не образуются брызги, поскольку проволока не касается сварочной ванны.Импульсная сварка MIG лучше всего подходит для тех областей применения, в которых в настоящее время используется метод передачи короткого замыкания для сварки стали калибра 14 (1,8 мм) и выше.
Импульсная сварка TIG (TIG-P) : Модифицированный процесс сварки TIG, подходящий для сварки более тонких материалов.
Импульсный : Последовательность и контроль силы тока, частоты и продолжительности сварочной дуги.
Вспомогательная дуга : Автоматическое управление вспомогательной дугой при резке просечно-вытяжного листа или нескольких кусков металла без повторного запуска вручную.
Р
Номинальная нагрузка : Сила тока и напряжение, на которые источник питания рассчитан в течение заданного периода рабочего цикла. Например, 150 ампер, 26 вольт нагрузки при 60-процентном рабочем цикле.
Точечная сварка сопротивлением (RSW) : Процесс, при котором два куска металла соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых кусков. В этом процессе нет дуги. Для получения дополнительной информации о контактной точечной сварке см. Технические советы по контактной точечной сварке.
RMS (среднеквадратичное значение) : «Эффективные» значения измеренного переменного напряжения или силы тока. Среднеквадратичное значение равно 0,707, умноженному на максимальное или пиковое значение.
С
Полуавтоматическая сварка : Оборудование контролирует только подачу электродной проволоки. Движение сварочного пистолета контролируется вручную.
Дуговая сварка защищенным металлом : См. Сварка электродом.
Защитный газ : Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь : Электрическая цепь, производящая только один цикл переменного тока в течение 360-градусного промежутка времени.
Smart Fuel Tank : Конструкция бака сводит к минимуму вероятность обратного потока топлива.
Брызги : Металлические частицы, сдуваемые сварочной дугой. Эти частицы не становятся частью завершенного сварного шва.
Точечная сварка : Обычно изготавливается на материалах с некоторым типом конструкции соединения внахлестку. Может относиться к точечной сварке сопротивлением, MIG или TIG.Точечная сварка сопротивлением выполняется электродами с обеих сторон соединения, тогда как точки TIG и MIG выполняются только с одной стороны.
Сварка стержнем (SMAW или дуговая сварка металлическим электродом) : Процесс дуговой сварки, при котором металлы плавятся и соединяются путем нагревания их дугой между покрытым металлическим электродом и изделием. Защитный газ получают из внешнего покрытия электрода, часто называемого флюсом. Присадочный металл в основном получают из сердечника электрода. Для получения дополнительной информации о сварке электродами см. Советы Stick Tech.
Дуговая сварка под флюсом (SAW) : Процесс, при котором металлы соединяются дугой или дугами между электродом или электродами без покрытия и изделием. Экранирование обеспечивается гранулированным легкоплавким материалом, обычно доставляемым на работу из бункера для флюса.
Т
Трехфазная цепь : Электрическая цепь, обеспечивающая три цикла в течение 360-градусного промежутка времени, и циклы разнесены на 120 электрических градусов.
Сварка ВИГ (GTAW или газовая вольфрамовая дуга) : Этот процесс сварки, часто называемый сваркой ВИГ (вольфрам в инертном газе), соединяет металлы путем нагревания их вольфрамовым электродом, который не должен становиться частью законченного сварного шва.Иногда используется присадочный металл, а для защиты используется инертный газ аргон или смеси инертных газов. Дополнительную информацию о сварке TIG см. в разделе TIG Tech Tips.
Горелка : Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, подачи тока на дугу и направления потока защитного газа.
Touch Start : Процедура запуска дуги при низком напряжении и малой силе тока для сварки TIG (GTAW). Вольфрам касается заготовки; когда вольфрам отрывается от заготовки, возникает дуга.
Вольфрам : Редкий металлический элемент с очень высокой температурой плавления (3410° по Цельсию). Используется в производстве электродов TIG.
Вт
Сварной металл : Электрод и основной металл, который расплавился во время сварки. Это формирует сварочный шов.
Сварочный перенос : Метод переноса металла с проволоки на расплавленную ванну.
Wet-Stacking : Несгоревшее топливо и моторное масло, собирающееся в выхлопной трубе дизельного двигателя, характеризующееся тем, что выхлопная труба покрыта черным липким маслянистым веществом.Это состояние вызвано тем, что двигатель работает со слишком малой нагрузкой в течение продолжительных периодов времени. Выявленное на ранней стадии, это не приводит к необратимому повреждению и может быть уменьшено за счет приложения дополнительной нагрузки. В случае игнорирования возможно необратимое повреждение стенок цилиндров и поршневых колец. Улучшенные стандарты выбросов и более высокое качество топлива в последние годы делают двигатели менее склонными к мокрому сгоранию.
Скорость подачи проволоки : Выражается в дюймах/мин или мм/с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов.Вообще говоря, чем выше скорость подачи проволоки, тем выше сила тока.
Соединение заготовки : Средство для крепления рабочего провода (рабочего кабеля) к заготовке (металлу, к которому приваривается). Кроме того, точка, в которой выполняется это соединение. Один тип рабочего соединения осуществляется с помощью регулируемого хомута.
Провод заготовки : Токопроводящий кабель или электрический проводник между аппаратом для дуговой сварки и изделием.
сварка — Англо-русский словарь на WordReference.com
Словарь американского английского для учащихся WordReference Random House © 2022
сварка 1 в.- Строительство, Металлургиядля соединения (металлических или пластиковых деталей) путем их сбивания или сдавливания вместе, особенно после применения тепла: [~ + объект]заварил стальные двери.[нет возражений]Инженер все еще сваривает.
- для приведения в полный союз или гармонию: [~ + объект]Сплотил рекрутов в сильную команду.
сущ. [исчисляемый]- Здание, Металлургия Соединение сварное.
сварка 1 (сварка), произношение США v.т.- Строительство, металлургиядля соединения или сплавления (в виде кусков металла) путем удара молотком, прессования и т.п., особенно после придания мягкости или пастообразности при нагревании, а иногда и с добавлением плавкого материала, похожего или непохожего на соединяемые части.
- привести к полному союзу, гармонии, согласию и т. д.
в.и.- Строительство, Металлургиядля проведения сварочных работ;
быть пригодным для сварки: металл, который легко сваривается.
сущ.- Строительство, Металлургия Сварной стык или соединение.
- Строительство, МеталлургияАкт сварки или состояние сварки.
- вариант колодца 2 в устаревшем смысле «варить, сваривать» 1590–1600
сварка•бил ′ и•ты , н.
шов ′ er, шов ′ dor , n.
сварной шов ′ без , прил.сварной шов 2 (сварка), произношение США сущ.
- Биология растений a mignonette, Reseda luteola, из южной Европы, дает желтый краситель.
- краситель.
- 1325–75; Среднеанглийский Welde ; родственен средненижненемецкому walde , средненижненемецкому woude
Сварка (сварка), произношение США сущ.- Биографический Теодор Дуайт , 1803–95, У.Лидер С. аболиционистов.
Collins Concise English Dictionary © HarperCollins Publishers::
сварка /wɛld/ vb- (переходная) для соединения (кусков металла или пластика) вместе, например, путем размягчения при нагревании и ударе молотком или путем плавления
- для приведения или допущения соединения в тесную связь или соединение
- Сустав, образованный сваркой
Weldable ALC ˌ Weldability N сварщик , Сварит N
сварки /wɛld/, wold , woald /wəʊld/ n- желтая краска, получаемая из растения красильной ракеты
Collins Concise English Dictionary © HarperCollins Publishers::
Weld /wɛld/ n


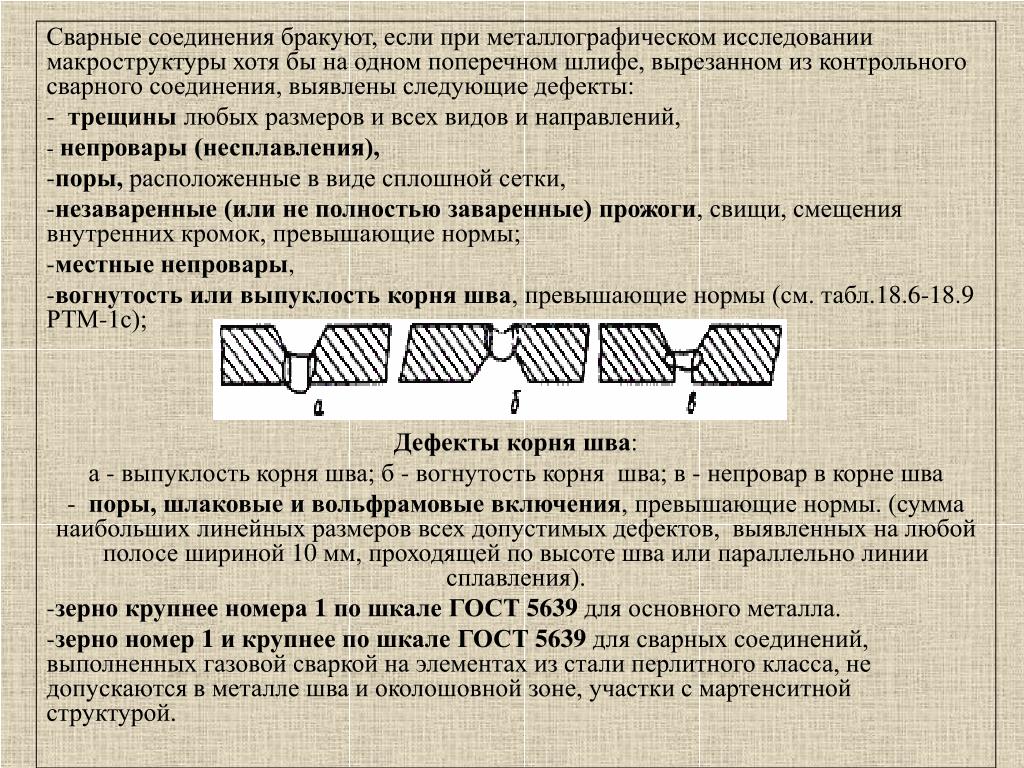







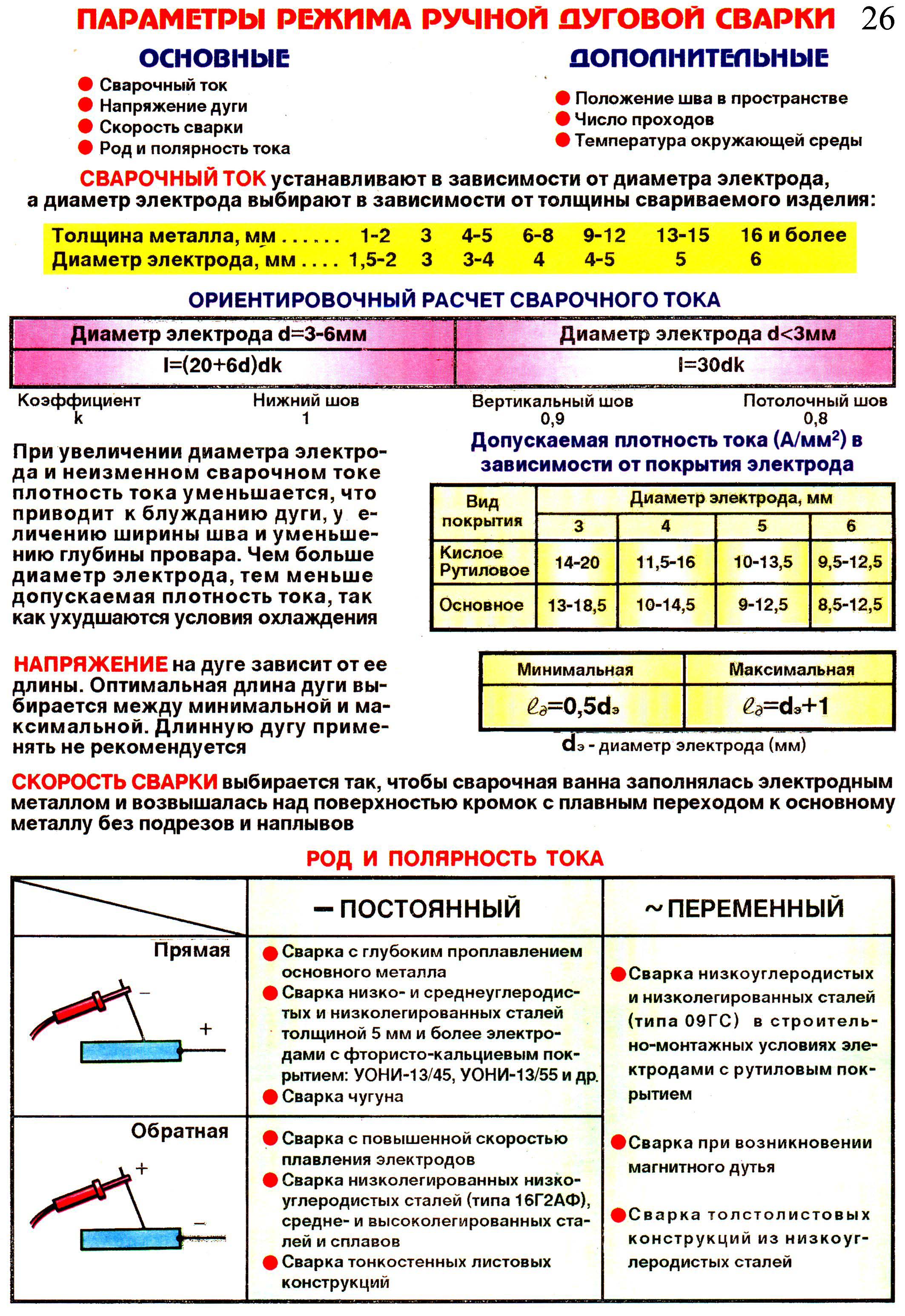 В сплавах это металл, присутствующий в наибольшей пропорции.
В сплавах это металл, присутствующий в наибольшей пропорции. Присадочный металл распределяется в стыке капиллярно.
Привлечение.
Присадочный металл распределяется в стыке капиллярно.
Привлечение. Присадочный металл распределяется в соединении за счет капиллярного притяжения.
Присадочный металл распределяется в соединении за счет капиллярного притяжения.
 Этот эффект также называют распадом сварного шва.
Этот эффект также называют распадом сварного шва. Типичными процессами закалки являются карбонизация, цианирование, карбонитрация и
азотирование.
Типичными процессами закалки являются карбонизация, цианирование, карбонитрация и
азотирование.



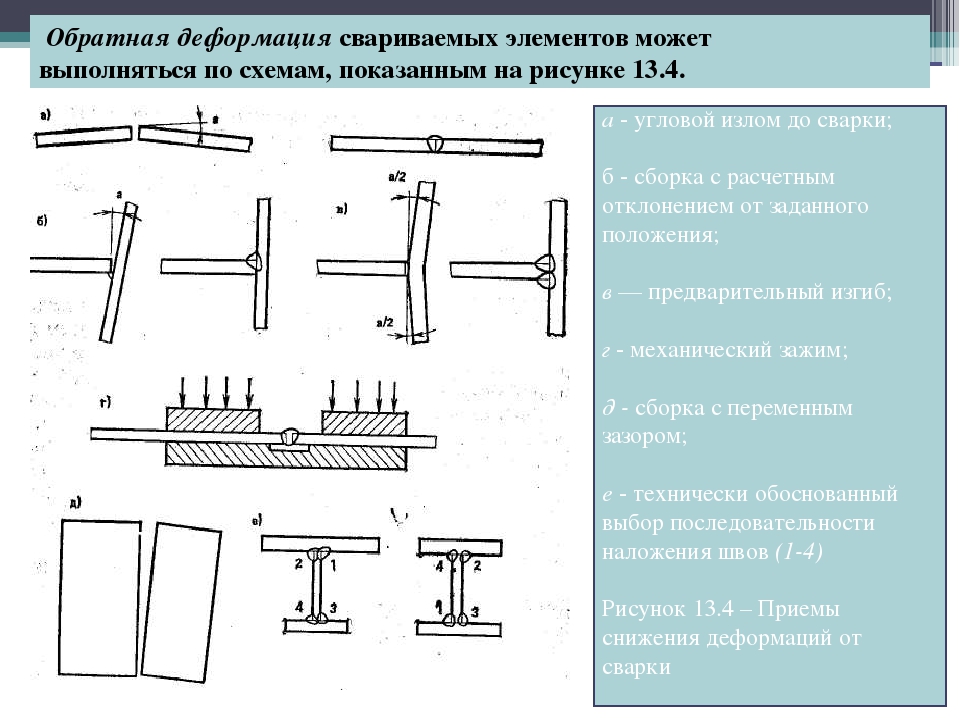 Элемент, обычно имеющий форму рабочего контура, используемый для зажима свариваемых деталей и проведения сварки.
Текущий.
Элемент, обычно имеющий форму рабочего контура, используемый для зажима свариваемых деталей и проведения сварки.
Текущий.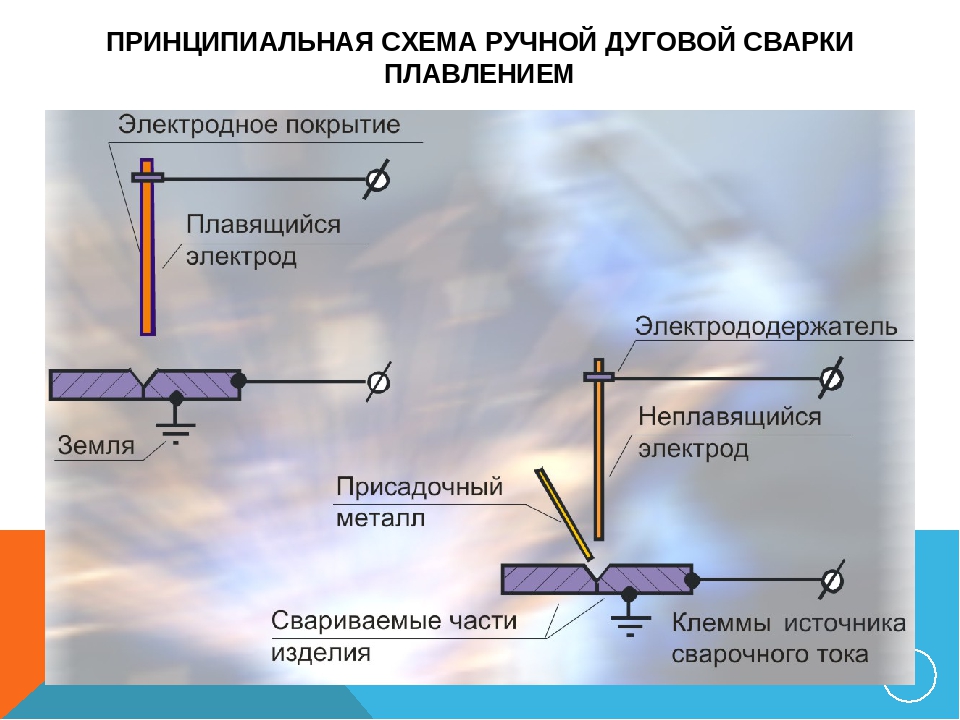

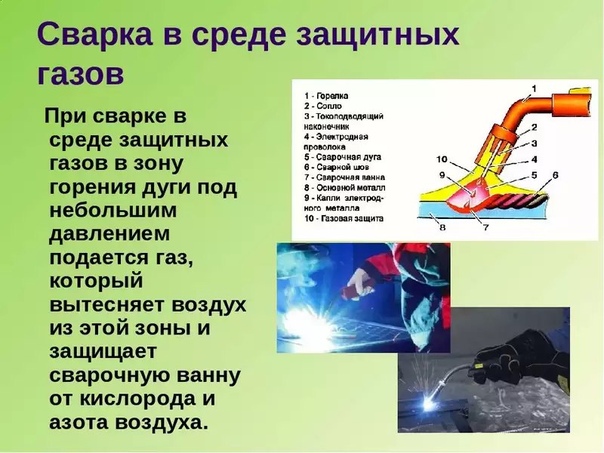
 Динамический . При точечной, шовной и рельефной сварке сила (в фунтах) между электродами во время фактического цикла сварки.
Динамический . При точечной, шовной и рельефной сварке сила (в фунтах) между электродами во время фактического цикла сварки.
 Он магнитен и имеет очень небольшую растворимость углерода в твердом состоянии.
Он магнитен и имеет очень небольшую растворимость углерода в твердом состоянии.

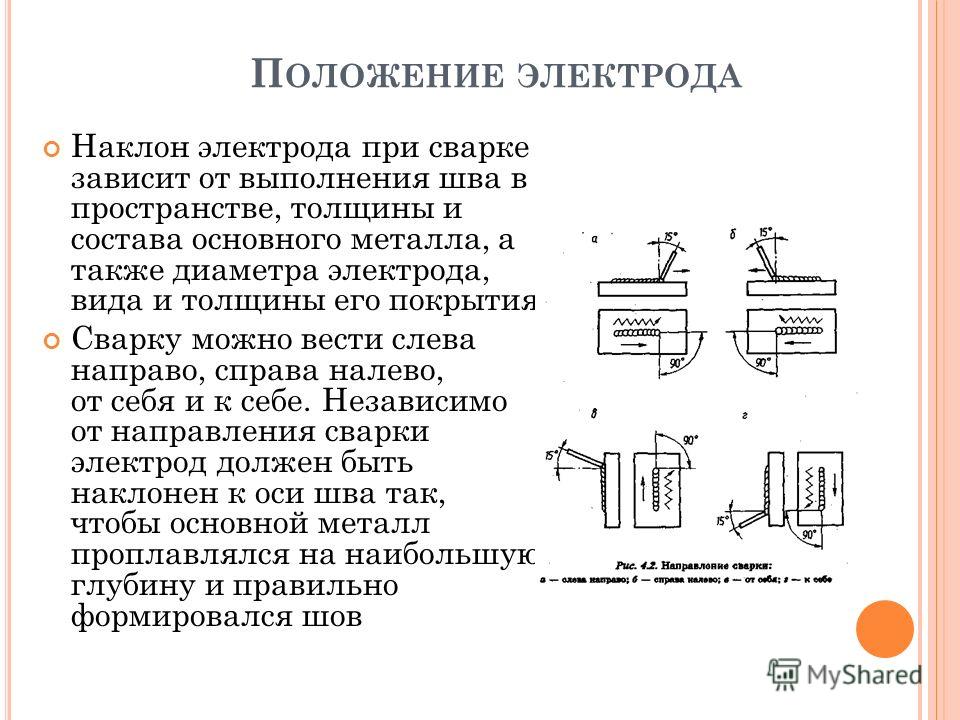



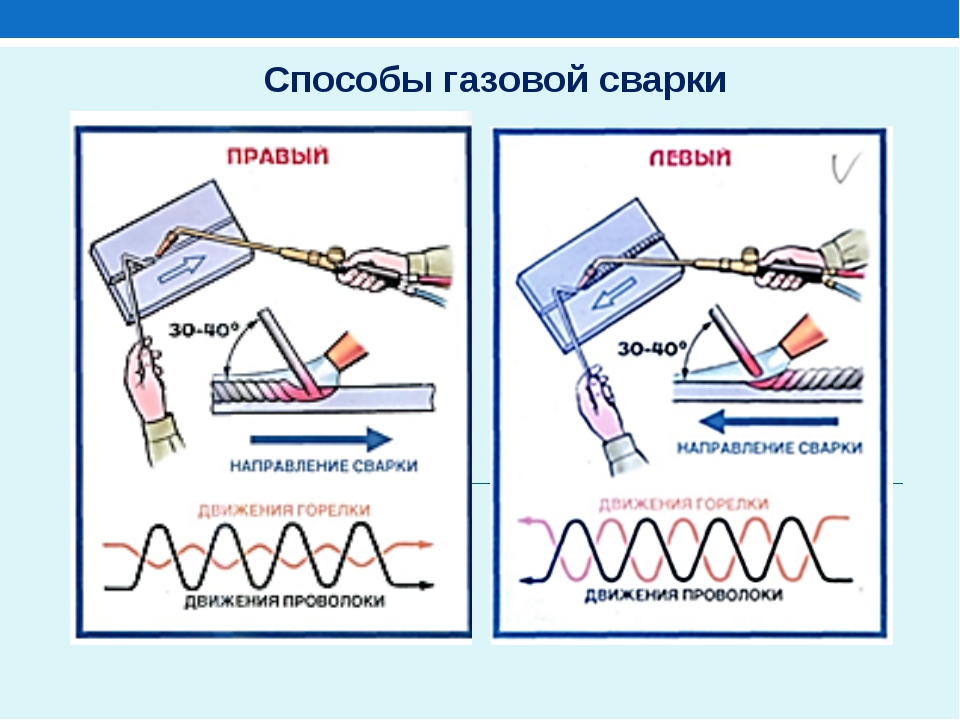
 Этот термин обычно ограничивается формированием
мартенсит.
Этот термин обычно ограничивается формированием
мартенсит.
 Этот
расстояние измеряется с параллельными и горизонтальными рогами на конце
ход вниз.
Этот
расстояние измеряется с параллельными и горизонтальными рогами на конце
ход вниз.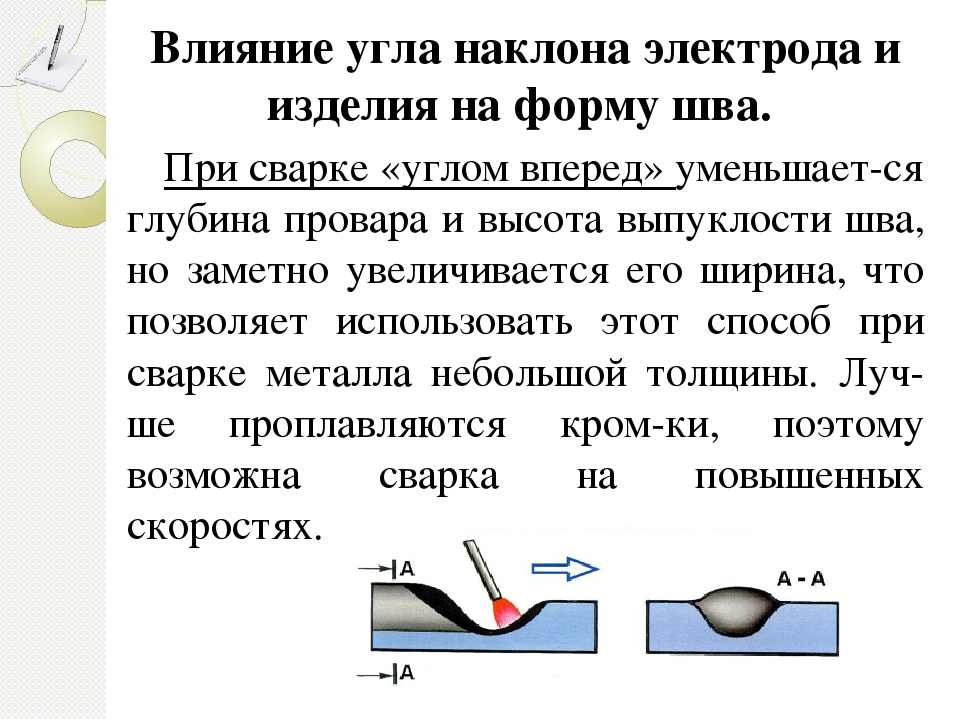


 Обладает максимальной твердостью из всех структур, образующихся в результате продуктов распада аустенита.
Обладает максимальной твердостью из всех структур, образующихся в результате продуктов распада аустенита.