Как сварить уголок из металла и приварить его к трубе или ровной металлической поверхности
При изготовлении различных металлических конструкций, стальной угловой прокат (уголок) относится к наиболее часто применяемым материалам. Кроме сварки угловых заготовок между собой, часто возникает необходимость приварить уголок к трубе или к плоской поверхности. Такие соединения используют при строительных и монтажных работах, изготовлении мебели и поделок.
Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Варианты разметки труб перед сваркой для начинающих
Процесс сварки труб под углом для начинающих сварщиков представляет определенную сложность. В первую очередь необходимо разметить трубу, после этого ровно отрезать ее при помощи болгарки и вварить в другую. Какие при этом существуют тонкости? Как правильно и быстро сделать отрезку трубы под углом?
Особенно легко произвести сварку труб под углом в 90° или 45°, а для ее разметки использовать обычный бумажный листок. Необходимо квадратный лист бумаги сложить по диагонали. Таким образом, получается простейший шаблон для нанесения угловой разметочной линии.
Можно для таких целей воспользоваться и какой-нибудь емкостью с водой, но такой метод подойдет для разметки труб небольшого диаметра. Наклонив емкость на необходимый угол, следует опустить вертикально в воду трубу, после этого надо вынуть ее и обвести полученную меточную линию.
Помимо предыдущего варианта, имеется еще один простой способ разметки труб под сварку, при использовании которого применяют небольшой металлический уголок. Его слегка прихватывают электродом в том месте, где планируется произвести сварку труб под углом, и после этого по нему ввариваемая труба обводится мелом.
Следующий метод для быстрой разметки труб и последующей их сварки под углом – с помощью приспособления в виде длинных шпажек с резинками. Для такого вида разметки нужно подставить ввариваемую трубу к другой, надев на нее две резинки, а затем плотно вставить шпажки. Достижение необходимого угла производится вытягиванием шпажек, потом производится обрезка трубы.
По завершении разметки надо взять карандаш или остро заточенный мел и нанести черту на поверхности трубы по краям шпажек. После этого, при обрезке трубы по разметочной линии, получается правильный угол для сварки.
Есть и другие высокотехнологичные способы для нанесения разметки труб под углом при сварке, к примеру, с использованием компьютерных программ. Однако такие технологии редко применяются, в основном обходятся простыми методами.
Однако такие технологии редко применяются, в основном обходятся простыми методами.
Стыковое соединение
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Для того чтобы сварить металлические детали ровно, лучше всего предварительно совместить их, зажать в специальной струбцине. Тщательно проверив и при необходимости скорректировав положение заготовок с помощью уровня, можно сделать первые прихватки.
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
Профессиональная разметка труб для последующей сварки
Перенесение необходимых размеров с чертежа на трубу для создания детали или части трубопровода называется разметкой. Этот процесс является важной и ответственной операцией, требующей точности исполнения. Специалист, наносящий метки, должен хорошо уметь читать чертежи, а также обладать развитым воображением, уметь производить геометрические построения и чертить развертки, разбираться в размерах припусков под последующую обработку деталей и труб, учитывать расход материалов, в целях экономии используя разные обрезки.
При разметке для геометрических построений знаков и линий пользуются мерительными инструментами и шаблонами. В перечень основных приспособлений можно включить линейку и угольник, циркуль и рулетку, транспортир и чертилку, уровень, нутромер, кернер, рейсмус, молоток и штангенциркуль.
Помимо этого, следует использовать и шаблоны. Они служат для разметки однотипных деталей. Материалом для изготовления, в основном, служит толь, жесть или картон.
Для нанесения знаков и меток обычно используют меловую краску с различными примесями, состоящими из жидкого стекла или столярного клея. На один литр воды достаточно взять 120 г мела и 7 г столярного клея. Таким раствором окрашивают поверхность, затем чертилкой наносят риски и, чтобы предотвратить их истирание, производят кернение. Во избежание неточностей и ошибок использовать для таких целей мел является недопустимым.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Сварка профилей под углом 90 °
Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °.
 Существует три варианта исполнения.
Существует три варианта исполнения.Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
После этого можно осуществлять сварку стыков.
Статья: Лучше подключение к дымоходу через тройник 45 или 90 градусов?
Данная статья в видеоформате:
Еще больше полезной и важной информации смотрите на нашем YouTube канале:
«Первый экспертный канал о Каминах, Печах и Дымоходах»
45 или 90 тройник? Какой угол подключения к дымоходу лучше? 135 или 90 градусов?
Преимущества подключения дымохода через тройник, по отношению к прямому — насадному варианту в том что система становится более надежной. Накапливающийся мусор не мешает работе камина или печи, т. к. просыпается ниже участка подключения в образующийся карман. Из этого кармана мы можем его легко удалять и осматривать дымоход. Так же система у нас становится независимой, мы можем отключать, менять и чистить печь без глобальных разрушений и перестроений здания.
В общем тройник — замечательная вещь!
В продаже встречаются 45° и 90° и какой предпочесть именно Вам, расскажем прямо здесь и сейчас.
Подход к выбору должен быть индивидуальным, но сегодня настало время определить, какой угол подключения к дымоходу наиболее предпочтителен. Расскажу какие есть плюсы и минусы угла ° и 90°?
А принимать окончательное решение — ваше дело!
Часто в документах на различные Твердотопливные котлы, камины, и печи а так же на некоторые дымоходы, можно встретить рекомендации производителей по подключению к дымоходу ТГА под углом именно в 45°.
Т. е. если мы переводим печь на газ нам можно 90 градусов, а если на дрова, то 45?
И за что такая нелюбовь Твердому топливу?
Отличаются условия лишь тем, что температура может быть несколько больше и сажи с золой чуть больше улетает с дымовыми газами…
Ну и при чем тогда угол подключения, спросите Вы?
Давайте разбираться!
Приведем аргументацию «За» и «Против» подвергнем анализу и выясним, угол 45° или угол 90° наиболее предпочтителен?
Начнем с преимуществ подключения в дымоход под углом в 45°
1. Чётко обнаруживаемое преимущество: При подключении к дымоходу под углом в 45°
Чётко обнаруживаемое преимущество: При подключении к дымоходу под углом в 45°
— меньше накапливается сажи и мусора в образующемся наклонном участке.
Да, это так! И это непременный, но возможно единственный его «плюс»!
Но такой «плюсик» ни как не отменяет и не умаляет необходимость периодической очистки дымохода, и необходимость обеспечения доступа на всем протяжении дымового канала…
Второе преимущество подключения под углом в 45°- поворот патрубка и горизонтальный участок не приближаются к потолку на опасное расстояние.
А значит менее опасный получится монтаж и нужна будет меньшая защита от возгорания и меньше на неё затрат.
Третье. Часто можно услышать мнение, поворот °, создает меньше завихрений и не создает препятствий повышающих сопротивления потоку дымовых газов, по сравнению с углом в 90
°
.
Далее начинают приводить некие вычисления и какие-то цифры, с рассказами про необходимость наращивания высоты на метры, помноженные на количество поворотов…
В своих экспериментах мы наглядно доказали:
На газоплотном горизонтальном участке дымохода, сделанного без заужений сечения, при особо малых скоростях, на которых двигаются газы в дымоходе (2-5 м/с), ни какими точными приборами мы не сможем установить наличие упоминаемых сопротивлений, даже если они там и впрямь имеются.
Это означает, лишь то, что ими можно и нужно пренебречь особенно в вопросе выбора тройника.
Приводимые в различных таблицах коэффициенты относятся только к потокам со сверхзвуковыми и дозвуковыми скоростями.
И ещё, если принимать за истину, что угол 45°, не препятствует свободному выходу дыма из ТГА, то он так же не может создавать преград обратному потоку охлаждающихся газов и резкому порыву ветра провоцирующих обратную тягу…
И выходит так, несомненных преимуществ у тройников 45°, практически не обнаруживается.
Переходим к минусам подключения в дымоход под углом 45
°:
- При подключении в дымоход под углом в 45°, самым термически нагруженным будет участок на верхней части врезки тройника и на задней его стенке, расположенной напротив узла подключения. Возникает перегрев этого участка, быстрый и преждевременный износ всей детали.
В виду большой ответственности и сложности замены тройника, перегрев его крайне не желателен!
- Подключая под углом в 45°, не образуется участка компенсирующего температурное линейное удлинение, совместно ТГА и дымоотводящего патрубка.
 При этом возникает подъемная сила патрубка оказывающая давление на врезку тройника вверх, в то время как весь вес дымохода давит на тройник вниз.
При этом возникает подъемная сила патрубка оказывающая давление на врезку тройника вверх, в то время как весь вес дымохода давит на тройник вниз.
 При этом возникает подъемная сила патрубка оказывающая давление на врезку тройника вверх, в то время как весь вес дымохода давит на тройник вниз.
При этом возникает подъемная сила патрубка оказывающая давление на врезку тройника вверх, в то время как весь вес дымохода давит на тройник вниз.Из-за разновекторного направления и смещенного центра массы, возникает ломающая нагрузка с искривлением конструкции и опасностью образования трещин. Это может привести к разгерметизации и разрушению тройника на участке врезки.
Не забываем, это самый перегреваемый участок, ответственный и трудно заменяемый.
- При прохождении стены под углом в 45°, для обеспечения пожарной безопасности, нам потребуется проделать отверстие гораздо большей высоты, что приведёт, как к ослаблению несущей способности ограждающей конструкций, так и к ухудшению её тепловой изоляции.
В равной степени это можно отнести к проемам в шахтах, при расположении в них дымовых труб, а так же к готовым, заводским, дымоходным системам
;
- Но еще, следует учесть, при восстановлении стены, возрастают затраты на заделку образовавшегося проема. Количество материалов и трудозатрат увеличивается, а внешний вид пересечения трубы и стены заметно ухудшается;
- Количество конденсата, стекающего в дымовой патрубок и ТГА. при подключении через тройник 45°, возрастает.
 Количество материалов и трудозатрат увеличивается, а внешний вид пересечения трубы и стены заметно ухудшается;
Количество материалов и трудозатрат увеличивается, а внешний вид пересечения трубы и стены заметно ухудшается;В современных изделиях выполняются меры существенно снижающие это явление, такие как бороздки, завесы и наклонные участки в тройниках, но факт остается фактом — через тройник 450, вероятность попадания конденсата в ТГА значительно больше!
- Патрубок стремится соскользнуть с тройника, что делает монтаж менее надежным и более сложным, т. к. требует фиксация патрубка. Потому, патрубок часто ставят «враспор» к тройнику.
На металлических дымоходах применяются хомуты, но нет удерживающего устройства фиксирующего сталь к наклонной керамике.
Процесс соскальзывания присущ и металлическим и керамическим трубам, но больше негатива проявляется именно в керамических тройниках 45 градусов.
- Сам процесс подключения дымохода под углом в 45° является более сложным, в сравнении с подключением под углом 900. Это связано с тем, что необходимо одновременно совмещать патрубок как по вертикали, так и по диагонали, пытаясь зафиксировать в неизвестной точке пространства.
- Возможность замены и снятия для очистки патрубка подключения с углом 45 градусов — более проблематична.
 Это связано с тем, что необходимо одновременно совмещать патрубок как по вертикали, так и по диагонали, пытаясь зафиксировать в неизвестной точке пространства.
Это связано с тем, что необходимо одновременно совмещать патрубок как по вертикали, так и по диагонали, пытаясь зафиксировать в неизвестной точке пространства.Конечно же можно приподнимать и наклонять тройник, но делать это работая на высоте, в не совсем доступных местах, проблематично и вовсе не желательно… А при собранном дымоходе — практически невозможно.
- Сложности расчетов и проектирования.
Можно подумать, что все проблемы предусматриваются проектными данными и заказчика они не должны заботить. Но приведу неумолимую статистику. В настоящее время, более 90% дымоходов монтируются без проекта, а 90% из них самостоятельно заказчиком, и (или) с привлечением низко квалифицированного персонала.
Вот тогда и приходится решать на месте такие «веселые» вопросы как:
- Куда установить консоли, если они попадают на проем?
- Ниже тройника нужны трубы, или и так сойдет?
- До какого предела труба должна отходить от стены и на каком уровне завершится?
- Как одновременно приподнимать дымоход, зафиксировать консоли, площадку с тройником, отклонить и выравнивать?
- Не упрется ли тройник или отвод в строительные конструкции?
- Как приподнять трубу вместе с топкой или по отдельности?
Вопросы конечно далеко не смешные, не праздные и не пустяковые.
Монтаж сложен, дорог, неудобен и плохо поддается визуальному контролю. Взамен ему приходит тактильное поглаживание, ощупывание «вслепую», с пульпированием и надавливанием…
Да-а… С углом в 45° как-то все печально… Он и дорог и неказист и со сложностями исполнения.
А что же угол 90°?
Его преимущества — это перечисленные выше негативные моменты подключения в 45°.
Вот они:
- Большую часть тепловой нагрузки примет на себя поворот в 90 градусов и горизонтальный участок. Это позволит защитить тройник от перегрева. Колено же расположенное на дымоотводящем патрубке является легко заменяемой и не очень дорогой деталью.
- При подключении в дымоход под углом 90°, образуется участок компенсирующий линейное удлинение ТГА и вертикального патрубка, предотвращающий «перелом врезки тройника».
- Проем нужен меньшего размера, стена разбирается меньше, тепловая изоляция страдает в меньшей степени;
- Оформление прохода более аккуратное и не заметное, а количество материалов и времени на заделку проема существенно меньше;
- Факт остается фактом, в тройнике 90 градусов конденсат направляет в конденсатосборник а не в патрубок и ТГА;
- Подключение и отключение патрубка существенно проще и надежней;
- Расчет не усложняется и нет не нужного удорожания.

Как уже становится понятным из выше изложенного, больше преимуществ у подключения под углом 90°!
Из чего следует вывод:
В большинстве случаев, подключение 90
°
является наиболее предпочтительным и необходимым к применению.
Хочу заметить, не являюсь «адептом и фанатичным последователем «Учения о тройниках 90°» и не призываю подвергнуть анафеме все тройники с углом в 45°.
Всему своё время и место!
Нужно подходить к каждому случаю индивидуально!
И в обязательном порядке, следует ознакомится с документацией производителя и четко следовать её рекомендациям.
С радостью готов прислушаться ко всем обоснованным возражениям и мотивированным доказательствам. Возможно с Вашей помощью мы вместе быстрее найдем Истину!
Очень надеюсь, что помог разобраться в вопросе и Вы еще на шаг приблизились к пониманию вещей и к своему Идеальному дымоходу.
С уважением, Алексей Телегин.
Новый способ разрезать круглую трубу под 45 градусов
 youtube.com/embed/vVHv3RBe57g?feature=oembed&autoplay=1″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/vVHv3RBe57g?feature=oembed&autoplay=1″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Новый способ разметить круглую трубу под 45 градусов
сварка, своими руками, труба, ровно, самоделки, сварщик, трубу, welding, как отрезать трубу, круглую, холодная ковка, гараж, сваркатрубы, сварнойтв, врезка труба в трубу, монтаж, приспособления, diy, как отрезать, дымоход, отвод, как врезать разные диаметры труб, разметка, врезка разных диаметров, сварка труб, профильную, резать, как врезать трубу под 45 градусов, как, отвод вентиляционный, колено 90 градусов, как сделать, инструменты, станки, учебный фильм по сварке, интер 160, inter 160, цу-5, трубы, плазменная сварка, кованые изделия, плазменная резка, мастерская, blacksmith, с помощью электродов делаем разметку на трубе так, художественная ковка, гибка, жди, #лайф хак., режем трубу, китай, aliexpress, #ровно., разное., медные трубы, трубу большого диаметра.
методы работы с угловой шлифовальной машиной
Очень многие, кто не сталкивался со сложными работами с использованием угловых шлифовальных машин (УШМ), считают работу с болгаркой элементарной. Однако для того, чтобы научиться пользоваться подобным инструментом, мало отпилить пару прутов арматуры. По сути, это целая наука с множеством нюансов и правил. В сегодняшней статье речь пойдёт лишь о малой части подобной работы. Редакция HouseChief предлагает читателю разобраться, как проще всего ровно отпилить цилиндрическую (водопроводную) или профильную (квадратную) трубу под тем или иным углом.
Читайте в статье
- 1 Обычная перпендикулярная резка под 90º
- 2 Резка цилиндрической трубы под углом 45º
- 2.1 Как пользоваться бумажным шаблоном для разметки распила под 45º
- 3 Как отметить место реза под 45º на профильной трубе
- 4 Заключительная часть
Обычная перпендикулярная резка под 90º
Некоторые считают, что здесь даже не нужно делать никакой разметки, особенно, если в руках крупная болгарка с большим отрезным диском. Однако после, при совмещении труб, отрезанных без разметки, могут возникнуть проблемы. Для того, чтобы их избежать, можно использовать обычную изоленту или малярный скотч, который наклеивается вокруг трубы. При этом, его края в начальной и конечной точке должны идеально совпасть. Если всё сделано правильно, после резки две трубы совместятся, образовав идеально ровную магистраль, без лишних зазоров.
При помощи изоленты разметка делается довольно простоРезка цилиндрической трубы под углом 45º
Часто приходится отрезать трубы под углом 45º, что для многих становится довольно серьёзной проблемой. Главная задача такого реза, чтобы после совмещения составляющих получился идеальный угол 90º. При помощи рулетки решить такую проблему достаточно сложно, но есть способ, который поразит некоторых начинающих мастеров своей простотой. Для его воплощения в жизнь понадобится обычный лист бумаги, формата А4. Его необходимо сложить по диагонали, точно совместив верхнюю и боковую грань. Лишнюю часть листа удаляем. Теперь нужно ещё раз сложить полученный треугольник так, чтобы линия сгиба проходила от его вершины к центру основания. Шаблон готов, можно приступать к разметке трубы.
Главная задача такого реза, чтобы после совмещения составляющих получился идеальный угол 90º. При помощи рулетки решить такую проблему достаточно сложно, но есть способ, который поразит некоторых начинающих мастеров своей простотой. Для его воплощения в жизнь понадобится обычный лист бумаги, формата А4. Его необходимо сложить по диагонали, точно совместив верхнюю и боковую грань. Лишнюю часть листа удаляем. Теперь нужно ещё раз сложить полученный треугольник так, чтобы линия сгиба проходила от его вершины к центру основания. Шаблон готов, можно приступать к разметке трубы.
Как пользоваться бумажным шаблоном для разметки распила под 45º
Получившийся сложенный вдвое треугольник делим на 2 части и, обернув вокруг трубы, фиксируем положение при помощи малярного скотча. При этом шаблоны должны располагаться так, чтобы один край основания совпал с другим. Теперь у нас есть 2 заготовки нужного диаметра. При помощи ножниц скругляем верхний угол обеих, подгоняя одну к другой. Остаётся лишь надеть шаблон на трубу и отметить место реза при помощи мела или простого карандаша.
Остаётся лишь надеть шаблон на трубу и отметить место реза при помощи мела или простого карандаша.
Как отметить место реза под 45º на профильной трубе
Некоторые «специалисты» утверждают, что при квадратном сечении, какое имеет профильная труба, можно выполнить разметку для реза под 45º при помощи обычной рулетки. Редакция HouseChief не советует читателю подобный способ, если только не планируется испортить материал. Дело в том, что при замерах рулеткой очень сложно выполнить такую работу идеально. А вот школьная линейка в форме равностороннего треугольника будет здесь как нельзя кстати.
Прекрасный инструмент не только для школы, но и для работы с металломДля начала, на одной из граней очерчивается прямая полоса, перпендикулярно борту трубы. Далее, изделие поворачивается, и на соседнюю грань наносится косая разметка, идущая от края первой полоски под углом 45º. Здесь вымерять ничего не нужно, всё уже сделано производителем треугольной линейки. После этого, профильная труба снова поворачивается и проводится перпендикуляр. Теперь останется лишь соединить начало и конец линии на четвёртой грани по диагонали. Всё, можно смело работать болгаркой – такие резы идеально соединятся в прямой угол 90º. Для удобства работы можно проклеить по краю полосы малярный скотч. Это добавит чёткости и упростит резку непосредственно по линии.
После этого, профильная труба снова поворачивается и проводится перпендикуляр. Теперь останется лишь соединить начало и конец линии на четвёртой грани по диагонали. Всё, можно смело работать болгаркой – такие резы идеально соединятся в прямой угол 90º. Для удобства работы можно проклеить по краю полосы малярный скотч. Это добавит чёткости и упростит резку непосредственно по линии.
Заключительная часть
Не стоит думать, что болгарка с отрезным диском – это инструмент, используемый исключительно для демонтажа металлоконструкций и не требующий аккуратности в работе. Скорее, наоборот. УШМ требует предельной концентрации внимания и аккуратности в работе. Это довольно травмоопасный инструмент, а потому, при работе с ним, не стоит забывать не только о правильности разметки, но и о требованиях безопасности.
Только точный расчёт и резка позволит идеально совместить трубы под угломРедакция HouseChief надеется, что способы, описанные в сегодняшней статье, помогут начинающим мастерам в выполнении различных ремонтных работ. Все возникшие в процессе прочтения вопросы можно задать в комментариях ниже. Там же просьба описать свой опыт распила труб, который может быть полезен другим читателям.
Все возникшие в процессе прочтения вопросы можно задать в комментариях ниже. Там же просьба описать свой опыт распила труб, который может быть полезен другим читателям.
Напоследок предлагаем посмотреть небольшой видеоролик, который немного больше расскажет о методах работы болгаркой.
Watch this video on YouTube
круг на круг — как сварить две трубы, соприкасающиеся в одной точке
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка
- виток к витку — как сварить две трубы, соприкасающиеся в одной точке
07-12-2018 #1
Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Здравствуйте,
Я начинающий сварщик с вопросом.
Я хотел бы сварить две трубы внахлест на 90 градусов, просто соприкасаясь в одной точке, как на прикрепленном рисунке. Поскольку мне нужно сделать довольно много, я думаю о (полу)автоматизации задачи. Когда-то я работал с точечным сварочным аппаратом, сваривая металлические листы. Мне было интересно, можно ли применить что-то подобное к трубкам или материал должен быть плоским, чтобы технология работала? Я думал, что каждая часть трубки может действовать как электрод, расплавляя металл в точке контакта, если это имеет какой-то смысл. Я был бы очень рад получить некоторую информацию, пожалуйста, спрашивайте, если я что-то пропустил.
Большое спасибо!Последний раз редактировалось naitsab; 12.07.2018 в 19:30.
Ответить с цитатой
07-12-2018 #2
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Если вам нужно сделать много таких, и у вас есть навыки САПР, вы не новичок.
Похоже, вы работаете в потрясающем магазине, и для этого у вас уже должен быть WPS. Я близко?Последний раз редактировалось Оскаром; 12.07.2018 в 21:03.
Первый на WeldingWeb, у которого есть прокручивающийся знак!
Ответить с цитатой
07-12-2018 #3
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Что это за материал и для чего он предназначен?
Можно, конечно, сварить вокруг него, но трубка деформируется.
Ответить с цитатой
13.07.2018 #4
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
спасибо ребята за ответы!
Привет, Оскар! Мне пришлось гуглить WPS, что, вероятно, делает меня новичком. Однако у меня есть некоторые навыки работы с САПР, я архитектор/дизайнер, и мы думаем о создании большого количества этих элементов для инсталляции.
Но вернемся к WPS, единственное, что я знаю пока, это будет мягкая сталь (я никогда не видел лист WPS, поэтому не знаю, какая информация там содержится).@ LtBadd небольшая деформация не имеет значения, мы запланировали некоторые допуски.
Итак, мы сварили несколько образцов методом TIG, и сварной шов был хорошо виден с обеих сторон, так как мы приваривали прямо в зазор. Мы также подумали о пайке, но я думаю, нам нужно будет подготовить трубки, чтобы они имели хотя бы несколько плоских точек контакта, что опять же требует дополнительных усилий. Поскольку им не нужно нести большой вес, я просто представил (в своей немного наивной манере) систему, в которой мы могли бы прижать их друг к другу, и они сплавились бы в точке контакта (точно так же, как сварка точки контакта).
Ответить с цитатой
13.
07.2018
#5Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
1. Будут ли трубы перекачивать газ или жидкость, или они предназначены только для структурного использования?
2. Будет ли конструкция несущим вдобавок к собственному весу?
3. Какие размеры задействованы?
4. Имеются ли многочисленные стыки вдоль труб?
5. Какое расстояние(я) от открытых концов до стыков?
Последний раз редактировалось Weldordie; 13.07.2018 в 03:46.
Ответить с цитатой
13.
07.2018
#6Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Привет, Weldordie,
, очень хорошие вопросы, спасибо. Итак,1. Будут ли трубы перекачивать газ или жидкость, или они предназначены только для структурного использования? нет, они являются исключительно конструкционными
2. Будет ли конструкция несущим вдобавок к собственному весу? да, но скорее небольшие нагрузки, скорее декоративные, а также просто статические нагрузки (вертикальные).
3. Какие размеры задействованы? диаметр труб 13 мм, толщина стенки 2 мм, длина 50 мм
4.
Имеются ли многочисленные стыки вдоль труб? как на рисунке это будут две трубки, соприкасающиеся в одной точке. может быть пара модулей, где будет трубка на третьей оси, так что 3 трубки на элемент с двумя контактными точками на трубку.5. Какое расстояние(я) от открытых концов до стыков? расстояние от конца трубы до места сварки не менее 15 мм
спасибо за помощь!
Ответить с цитатой
13.07.2018 #7
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Что ж, тогда вы можете просто сварить трубы вместе, вставив электрод внутрь одной из труб на соответствующем расстоянии от того места, где он пересекается с другой трубкой.
Конечно, электрод должен быть изолирован, за исключением активного наконечника. Можно использовать различные методы давления на кончик внутри трубки. Возможно, можно использовать простое приспособление, позволяющее легко повторять/дублировать продукт.Последний раз редактировалось Weldordie; 13.07.2018 в 04:30.
Ответить с цитатой
13.07.2018 #8
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Спасибо за ваш ответ, это действительно помогает.
достаточно ли места для электрода внутри трубки? там внутренний диаметр всего около 9 мм. Электрод не может находиться снаружи трубки, а затем прижиматься снаружи? Я думал, что, поскольку трубка в любом случае касается только одного места, ток в любом случае будет проходить в этом точном месте, поэтому можно было бы прикрепить электрод где угодно (это была моя личная теория)
спасибо за помощь!Ответить с цитатой
13.07.2018 #9
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Первоначально Послано naitsab
Спасибо за ваш ответ, это действительно помогает.
Я думаю, что электрод (медь) внутри трубы возможен, но ваша идея просто произвести контактный сварной шов может сработать. Кстати… Я думаю, что вы можете паять трубы без предварительной подготовки, кроме очистки перед пайкой. Пайка создаст лужу вокруг соединения, чтобы обеспечить повышенную прочность.
достаточно ли места для электрода внутри трубки? там внутренний диаметр всего около 9мм. Электрод не может находиться снаружи трубки, а затем прижиматься снаружи? Я подумал, что поскольку трубка в любом случае касается только одного места, ток в любом случае будет проходить в этом точном месте, поэтому можно было бы прикрепить электрод где угодно (это была моя личная теория)
спасибо за вашу помощь!Думали ли вы о пайке?
Ответить с цитатой
13.
07.2018
#10Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Спасибо, может тогда попробую.
Не думал о пайке, звучит слишком слабо. Пару раз паял электронику, но, наверное, вы имеете в виду другой тип припоя? Можете ли вы порекомендовать веб-сайт, где я мог бы найти некоторую информацию об этом?
Суть здесь действительно в том, чтобы найти что-то быстрое и осуществимое как возможность (полу)массового производства. Я бы предпочел потратить больше времени, например, на настройку установки, например, на индивидуальный электрод или что-то еще, поскольку это может сэкономить нам рабочее время и деньги в долгосрочной перспективе. По сути, это больше для технико-экономического обоснования, чем для запуска в производство через неделю.Ответить с цитатой
13.07.2018 #11
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Использование серебряного припоя может придать соединению дополнительную прочность по сравнению с электрическим припоем. Учтите, что площадь точечного сварного шва будет очень маленькой, что может привести к отказу, по сравнению с методом «пудинга» с введением дополнительного материала, т.
е. пайки или пайки. Поскольку у меня нет информации о необходимой силе вашего устройства, трудно понять, что оптимально для ваших нужд.Вы представили интересную головоломку. Сегодня немного поэкспериментирую.
Ответить с цитатой
13.07.2018 #12
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Спасибо большое за вашу помощь! очень ценю это! Да, меня это тоже озадачивает, особенно придумывание быстрого и эффективного метода для этого.
В какой-то момент я подумал, что пайка будет решением проблемы, но потом подумал, что нужно отшлифовать плоскую поверхность каждой детали, что потребует старения. точечный сварной шов кажется довольно быстрым решением, однако вы абсолютно правы, говоря, что он будет генерировать только одну точку с меньшей избыточностью.Ответить с цитатой
13.07.2018 №13
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Без обид, но СТРУКТУРА и ЭТО совместное проектирование не могут стоять в одном предложении.
Электрод для точечной сварки, скорее всего, не подойдет:
— Во-первых, внутреннего диаметра недостаточно для размещения электрода внутри, тем более с необходимым углом 90 для касания стены там, где вы хотите, чтобы точечная сварка была. И если вы сможете что-то поместить внутрь, оно будет очень тонким, и вы не сможете оказывать давление на соединение.
— Во-вторых, оба электрода будут не параллельны (как в пинцете), а скручены на 90. Никогда не видел таких точечных сварщиков, большинство из них имеют большой радиус действия зажима. Посмотрите несколько видеороликов на YouTube о производстве автомобилей, чтобы понять, что я имею в виду).
— В-третьих, на каком расстоянии от концов труб нужно делать эти точечные сварные швы. Опять же, тонкий стержень, большая дистанция… недостаточно жесткая.Используйте квадратную трубку или переделайте всю конструкцию, чтобы можно было сделать надрез на одной из трубок (седло)
 youtube.com/embed/uY1_rBRmm4c?wmode=opaque» allowfullscreen=»true» frameborder=»0″>
youtube.com/embed/uY1_rBRmm4c?wmode=opaque» allowfullscreen=»true» frameborder=»0″> Надеюсь, это поможет. Опять же, переделывать все это!
Ответить с цитатой
13.07.2018 №14
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Спасибо Микель за вклад. Я понимаю, что вы имеете в виду, также кажется, что, видимо, я тоже действительно недооценил тяжелую технику, необходимую для такой миссии.
В видео, которое вы разместили, стержни имеют максимальную толщину 4 мм. Я посмотрел пару видеороликов о точечной сварке, однако они всегда используют листовые материалы (скорее всего, потому что это имеет смысл, ха-ха). Однако больше экспериментальных вещей не нашел.
Что вы думаете о пайке? без подготовки / с опциональной шлифовкой плоской поверхности на каждой трубе для создания зоны контакта вместо одной точки?Да, редизайн звучит как наиболее разумный вариант, однако мне стало очень любопытно и сложно его решить (функционально)
Ответить с цитатой
13.07.2018 №15
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Просто идея не думала об этом, так как я не знаю фактического применения, но может быть что-то.
?
Просверлите отверстия в обеих частях и припаяйте штифты к задним частям, затем сделайте соответствующие отверстия в другой трубе и залейте их дополнительным припоем или серебряным припоем, если он не воспринимает большую нагрузку. Штифт увеличит прочность сборки, если сварка разрушит чистый вид, который, как я полагаю, вы пытаетесь получить.Ответить с цитатой
13.07.2018 №16
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Вы думали использовать эпоксидную смолу, чтобы соединить их? Небольшая капля в точке контракта может быть всем, что вам нужно.
И никаких искажений не будет.Сейчас самолеты клеят.
Ответить с цитатой
13.07.2018 # 17
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Предполагая непросматриваемую спину. Просверлите заднюю часть одной трубы для доступа. Также просверлите меньшее отверстие на противоположной стороне.
Используйте саморезы для крепления трубок или сварки через отверстие.
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термальная дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
13.07.2018 # 18
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Ребята, спасибо за невероятный вклад! Есть несколько вариантов, которые я действительно хотел бы попробовать сейчас.
Я не думал об эпоксидной смоле, я обычно не доверяю этому материалу, но это действительно стоит рассмотреть.Дэйв, к сожалению, задняя сторона будет хорошо видна, как и все остальное, поэтому я пытаюсь найти альтернативу, чем просто грязный сварной шов по бокам. Я пробовал это, и это не очень понравилось
Спасибо, Даниэль, я думаю, что отверстия с припоем в них действительно должны быть рассмотрены, вероятно, они значительно увеличат стабильность, тем более, что мы ожидаем немного чистой силы.
Я действительно не ожидал, что это будет так сложно. Я думал об этом больше как о стандартной сварочной детали. Однако я действительно впечатлен творчеством здесь!
Ответить с цитатой
13.07.2018 # 19
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Я не вижу никаких причин, по которым контактная точечная сварка не сработает.
Сделайте пару наконечников полуседла. Ток будет течь до точки соприкосновения трубок, хотя и с некоторой потерей сопротивления. Это не сильно отличается от точечной сварки листа с трубой, что и делается.Точечная сварная сетка — это примерно то же самое в очень небольшом масштабе.
«USMCPOP» Первенец: KIA Ирак 26.01.05
Syncrowave 250 с Coolmate 3
Диаларк 250, Идеаларк 250
СП-175 +
Firepower TIG 160S (отдал TA 161 STL сыну)
Lincwelder AC180C (1952)
Фонарики Victor & Smith O/A
Аппарат точечной сварки MillerОтветить с цитатой
13.07.2018 #20
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Первоначально написал naitsab
Дэйв, к сожалению, задняя сторона будет хорошо видна, как и все остальное, поэтому я пытаюсь найти альтернативу, чем просто грязный сварной шов по бокам.
Вот ваша настоящая проблема, сделайте привлекательным сварные швы и проблема решена Я попробовал это, и это не очень понравилось глазу Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термальная дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
13.07.2018 # 21
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Я новичок в этой сварке! Почему бы не оседлать трубу? Если тепло может деформировать трубу, тепло также может это исправить!
Прикрепленные изображения
Несколько лет назад один парень опубликовал это о том, как оседлать трубу отрезной пилой, я никогда не делал этого отрезной пилой.Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
13.07.2018 # 22
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Я голосую за сверление одной трубы и приварку к другой.
Эти ММ отвлекают.
Единственные ММ, которые я знаю, это то, что они не тают в руке.Ответить с цитатой
13.07.2018 # 23
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Поисковый запрос Google:
«труба».
Ответить с цитатой
13.
07.2018
# 24Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Я сделал похожую выкройку для соседа, который хотел новые грили для барбекю, сделанные из стержня 5//16 SS.
, очевидно, я не мог проводить индукционную сварку, как вы предложили, и, как новый сварщик TIG, я не хотел пытаться сваривать два цилиндра.
Взял опорные детали, которые проходят под решетками, и использовал концевую шаровую фрезу 5/16, чтобы прорезать пазы с круглым дном в верхней части опор.
Затем я мог бы разложить все решетки и поставить опоры сверху. Выемки держали вещи на месте достаточно хорошо, чтобы я мог приварить прихваткой нижнюю сторону каждого соединения.
Решетки получились плоскими, потому что деформация, вызванная фрезерованием пазов на одной стороне опоры, компенсировалась усадкой горячего металла сварного шва.Ответить с цитатой
13.07.2018 # 25
Re: Круг на круг — как сварить две трубы, соприкасающиеся в одной точке
Решение CEP является правильным ответом. Ничто другое не будет таким сильным или красивым.
Не существует волшебных способов сэкономить на проекте. Сделай это правильно.Ответить с цитатой
 Я хотел бы сварить две трубы внахлест на 90 градусов, просто соприкасаясь в одной точке, как на прикрепленном рисунке. Поскольку мне нужно сделать довольно много, я думаю о (полу)автоматизации задачи. Когда-то я работал с точечным сварочным аппаратом, сваривая металлические листы. Мне было интересно, можно ли применить что-то подобное к трубкам или материал должен быть плоским, чтобы технология работала? Я думал, что каждая часть трубки может действовать как электрод, расплавляя металл в точке контакта, если это имеет какой-то смысл.
Я хотел бы сварить две трубы внахлест на 90 градусов, просто соприкасаясь в одной точке, как на прикрепленном рисунке. Поскольку мне нужно сделать довольно много, я думаю о (полу)автоматизации задачи. Когда-то я работал с точечным сварочным аппаратом, сваривая металлические листы. Мне было интересно, можно ли применить что-то подобное к трубкам или материал должен быть плоским, чтобы технология работала? Я думал, что каждая часть трубки может действовать как электрод, расплавляя металл в точке контакта, если это имеет какой-то смысл.  Похоже, вы работаете в потрясающем магазине, и для этого у вас уже должен быть WPS. Я близко?
Похоже, вы работаете в потрясающем магазине, и для этого у вас уже должен быть WPS. Я близко?
 Но вернемся к WPS, единственное, что я знаю пока, это будет мягкая сталь (я никогда не видел лист WPS, поэтому не знаю, какая информация там содержится).
Но вернемся к WPS, единственное, что я знаю пока, это будет мягкая сталь (я никогда не видел лист WPS, поэтому не знаю, какая информация там содержится). 07.2018
#5
07.2018
#5 07.2018
#6
07.2018
#6 Имеются ли многочисленные стыки вдоль труб? как на рисунке это будут две трубки, соприкасающиеся в одной точке. может быть пара модулей, где будет трубка на третьей оси, так что 3 трубки на элемент с двумя контактными точками на трубку.
Имеются ли многочисленные стыки вдоль труб? как на рисунке это будут две трубки, соприкасающиеся в одной точке. может быть пара модулей, где будет трубка на третьей оси, так что 3 трубки на элемент с двумя контактными точками на трубку. Конечно, электрод должен быть изолирован, за исключением активного наконечника. Можно использовать различные методы давления на кончик внутри трубки. Возможно, можно использовать простое приспособление, позволяющее легко повторять/дублировать продукт.
Конечно, электрод должен быть изолирован, за исключением активного наконечника. Можно использовать различные методы давления на кончик внутри трубки. Возможно, можно использовать простое приспособление, позволяющее легко повторять/дублировать продукт.

 07.2018
#10
07.2018
#10 По сути, это больше для технико-экономического обоснования, чем для запуска в производство через неделю.
По сути, это больше для технико-экономического обоснования, чем для запуска в производство через неделю. е. пайки или пайки. Поскольку у меня нет информации о необходимой силе вашего устройства, трудно понять, что оптимально для ваших нужд.
е. пайки или пайки. Поскольку у меня нет информации о необходимой силе вашего устройства, трудно понять, что оптимально для ваших нужд.

 В видео, которое вы разместили, стержни имеют максимальную толщину 4 мм. Я посмотрел пару видеороликов о точечной сварке, однако они всегда используют листовые материалы (скорее всего, потому что это имеет смысл, ха-ха). Однако больше экспериментальных вещей не нашел.
В видео, которое вы разместили, стержни имеют максимальную толщину 4 мм. Я посмотрел пару видеороликов о точечной сварке, однако они всегда используют листовые материалы (скорее всего, потому что это имеет смысл, ха-ха). Однако больше экспериментальных вещей не нашел.  ?
?  И никаких искажений не будет.
И никаких искажений не будет.
 Я не думал об эпоксидной смоле, я обычно не доверяю этому материалу, но это действительно стоит рассмотреть.
Я не думал об эпоксидной смоле, я обычно не доверяю этому материалу, но это действительно стоит рассмотреть. Сделайте пару наконечников полуседла. Ток будет течь до точки соприкосновения трубок, хотя и с некоторой потерей сопротивления. Это не сильно отличается от точечной сварки листа с трубой, что и делается.
Сделайте пару наконечников полуседла. Ток будет течь до точки соприкосновения трубок, хотя и с некоторой потерей сопротивления. Это не сильно отличается от точечной сварки листа с трубой, что и делается. Я попробовал это, и это не очень понравилось глазу
Я попробовал это, и это не очень понравилось глазу 
 Эти ММ отвлекают.
Эти ММ отвлекают.  07.2018
# 24
07.2018
# 24
 Не существует волшебных способов сэкономить на проекте. Сделай это правильно.
Не существует волшебных способов сэкономить на проекте. Сделай это правильно.« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Общий | соединение двух отрезков бесшовных труб..метод? | Практик-механик
лапачача
Пластик
- #1
Каков рекомендуемый метод соединения двух отрезков бесшовных труб таким образом, чтобы соединение выдерживало определенное рабочее давление?
матовый_иссерсштедт
Алмаз
- #2
Вы можете сварить их с обратной продувкой аргоном, если это подходит. Вы можете приварить к ним фланцы, а затем скрепить их болтами. Вы можете использовать компрессионные фитинги Swagelok. Вы можете установить трубные гайки и раструбы JIC-37 на трубы …. нужна дополнительная информация.
рбкметаллоконструкции
Алюминий
- #3
Труба какого размера и при каком рабочем давлении?
лапачача
Пластик
- #4
спасибо, Мэтт… за ответ…
на самом деле это 3/4-дюймовая труба с графиком 160… материал ASTM A106 Gr b….у меня 7м штук…нужно соединить их, чтобы сформировать 14 метровая труба, способная выдерживать рабочее давление 280 бар.
как это сделать?
рбкметаллоконструкции
Алюминий
- #5
Я бы согласился с первым предложением Мэтта о сварке TIG. Полное проплавление с обратной продувкой аргоном.
матовый_иссерсштедт
Алмаз
- #6
~ 4200 фунтов на квадратный дюйм … не то, что вы найдете на доске объявлений в Интернете.
Ричард Кинг
Алмаз
- #7
Я не уверен, что вы можете сделать это с трубой 3/4. Кажется маловато для сварки трением. Я видел, как это сделали несколько лет назад на трубе диаметром 4 или 5 дюймов, используемой для бурения нефтяных скважин в Северной Дакоте. Они использовали машину, называемую аппаратом для сварки фрикционных труб на гусеничном ходу, и это был грязный и шумный цех.
https://www.youtube.com /watch?v=51Zs8iaydt0
Алекс Макгилтон
Чугун
- #8
Наружный диаметр этой трубы составляет около 1-1/16 дюйма, толщина стенки ~1/4. Такой сварной шов не простит неаккуратной работы с неравномерным нагревом, пусть этим занимается профессиональный сварщик, если только он не отвернется при мысли о давлении.
http://www.tpub.com/fluid/ch2u.h26.gif
Лимы Сами
Алмаз
- #9
лапачача сказал:
спасибо, Мэтт.
на самом деле это труба 3/4 дюйма с графиком 160… материал ASTM A106 Gr b…. у меня есть 7 м штук… нужно соединить их, чтобы сформировать 14-метровую трубу выдерживает рабочее давление 280 бар..
как мне это сделать?
Нажмите, чтобы развернуть…
 .. за ответ…
.. за ответ…Просто задумайтесь: 280 бар = 4116 фунтов на квадратный дюйм (атмосферное), каково значение SWP указанного вами материала.
4ГСР
Алмаз
- #10
Ричард Кинг сказал:
Я не уверен, что вы можете сделать это с трубой 3/4.
https://www.youtube.com /watch?v=51Zs8iaydt0Нажмите, чтобы развернуть…
 Кажется маловато для сварки трением. Я видел, как это сделали несколько лет назад на трубе диаметром 4 или 5 дюймов, используемой для бурения нефтяных скважин в Северной Дакоте. Они использовали машину, называемую аппаратом для сварки фрикционных труб на гусеничном ходу, и это был грязный и шумный цех.
Кажется маловато для сварки трением. Я видел, как это сделали несколько лет назад на трубе диаметром 4 или 5 дюймов, используемой для бурения нефтяных скважин в Северной Дакоте. Они использовали машину, называемую аппаратом для сварки фрикционных труб на гусеничном ходу, и это был грязный и шумный цех. R’ichard,
Машины в видео на YouTube произведены компанией Thomson в Великобритании. Я уверен, что в то время, когда они начали производить машины, компания Caterpillar продала им лицензию на это в Великобритании. Когда компания Caterpillar разработала технологию и процесс совместно с Университетом Брэдли в графстве 19В 70-х, может быть, в 1960-х, Machine Technology, Inc. Я полагаю, что это название, в вашей глуши леса построили эти машины, и до сих пор делают. В Навасоте, штат Техас, есть компания, в которой около восьми таких сварщиков устанавливают сварные соединения инструментов на трубу для нефтяного месторождения.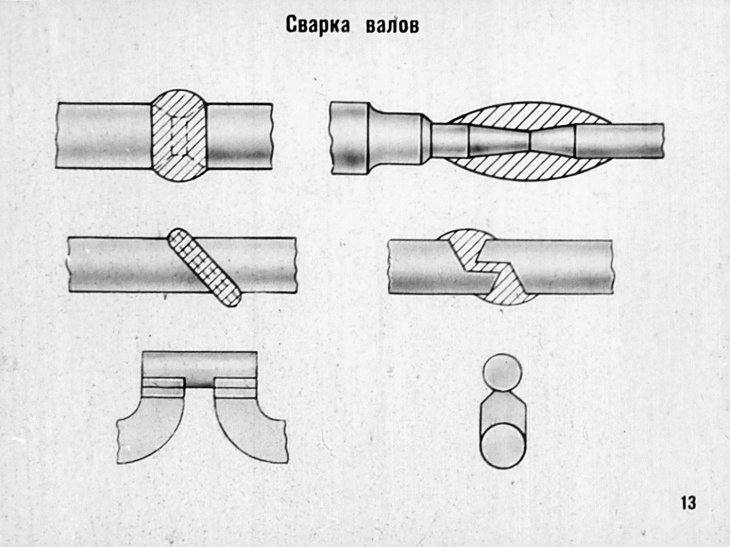 Я не думаю, что Caterpillar больше не лицензирует этот процесс, как раньше. Хотел бы я, ребята, устроить вам экскурсию по заводу, когда в следующем месяце вы будете на уроке очистки у Стива. Я не думаю, что смогу это осуществить!
Я не думаю, что Caterpillar больше не лицензирует этот процесс, как раньше. Хотел бы я, ребята, устроить вам экскурсию по заводу, когда в следующем месяце вы будете на уроке очистки у Стива. Я не думаю, что смогу это осуществить!
Кен
4ГСР
Алмаз
- #11
Если труба 3/4 sch 160 имеет минимальный предел текучести 45 000 фунтов на квадратный дюйм, что является низким значением для трубы ASTM A106 класса B, прочность на разрыв составляет приблизительно 4600 фунтов на квадратный дюйм с коэффициентом безопасности 4. Что соответствует ASME Правила Раздела 8 Раздела II требуют. Это не рассчитывается с помощью расчетов ASME и является консервативным методом, который я использую, чтобы придумать свой ответ..
Это не рассчитывается с помощью расчетов ASME и является консервативным методом, который я использую, чтобы придумать свой ответ..
Поскольку труба A106 марки B легко сваривается сертифицированным сварщиком с помощью наиболее квалифицированного процесса, должны быть получены хорошие результаты.
Я бы посоветовал проконсультироваться с кем-нибудь из местных, профессиональным инженером, знакомым с правилами и нормами эксплуатации в вашем регионе.
Не следуйте нашим советам.
Форрест Адди
Алмаз
- #12
Не говоря уже о подготовке к J-образному сварному шву и, возможно, охлаждающем кольце.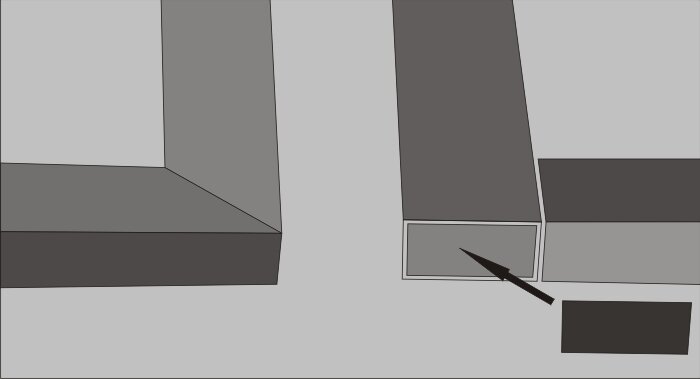 Вы попадаете в настоящий технический шов; получить ваши утки в ряд, прежде чем начать.
Вы попадаете в настоящий технический шов; получить ваши утки в ряд, прежде чем начать.
Сварка с высокой надежностью — это не высшая математика, но вы должны знать свои требования, металлургию сварки, процедуры, соблюдать требования к нагреву до, между проходами и после сварки и, прежде всего, иметь практику.
280 бар (4100 фунтов на квадратный дюйм) не так уж и важно, если ваша труба хорошая, а не водопроводная труба sch 160. ASTM A106 gr B представляет собой бесшовную трубу, рассчитанную на рабочее давление 6000+ фунтов на квадратный дюйм при температуре 600 градусов по Фаренгейту или ниже. Естественно, необходимо соблюдать утвержденную процедуру сварки. Важны подготовка к сварке, температура, обратная продувка и т. д. Сварка труб для работы под высоким давлением ежедневно выполняется специалистами в области сварки. Но они сертифицированы и практикуются, и старые умные следуют книге.
В 70-х годах я получил сертификат на огневые сосуды под давлением и т.д. Без сомнения, в наши дни требования более строгие, и есть больше подспециальностей. Если бы у меня волшебным образом были глаза и нервно-мышечная система 30-летнего, мне все равно потребовалась бы неделя практики, чтобы получить повторную сертификацию, прежде чем я отпустил бы себя в неосторожный мир как сварщик высокого давления.
Если бы у меня волшебным образом были глаза и нервно-мышечная система 30-летнего, мне все равно потребовалась бы неделя практики, чтобы получить повторную сертификацию, прежде чем я отпустил бы себя в неосторожный мир как сварщик высокого давления.
Даже если вы в настоящее время являетесь хорошим сварщиком конструкций, вам все равно рекомендуется сделать пару пробных сварных швов на трубе, которую вы будете использовать, разрезать и протравить образцы, а также проверить наплавку на наличие наплывов, включений, поперечные валиковые трещины, разрывы и другие дефекты сварки, которые таятся, чтобы укусить за задницу потенциального трубосварщика. Образцы на растяжение и по Шарпи будут плюсом. Завалить Шарпея из-за того, что вы не следили за межпроходной температурой, — настоящее откровение. Суета и перья действительно имеют значение, и парни, которые издеваются над тем, что «тебе не нужно все это дерьмо», на самом деле являются невеждами из тенистых деревьев, которые никогда не заработают надбавку. .
.
Делайте это правильно, и сварной шов и прилегающая ЗТВ будут такими же прочными и надежными, как баланс трубы. Сэкономьте или срежьте углы, и вы сделаете самый смертоносный в мире разбрызгиватель для газонов. Излишне говорить, что проверка штампа/MagnafFlux на готовом контуре сварного шва и гидравлическая обработка сварного узла до 150% рабочего давления.
DDoug
Алмаз
- №13
лапачача сказал:
спасибо, Мэтт… за ответ…
на самом деле это труба 3/4 дюйма с графиком 160.
как мне это сделать?
Нажмите, чтобы развернуть…
 .. материал ASTM A106 Gr b…. у меня есть 7 м штук… нужно соединить их, чтобы сформировать 14-метровую трубу способный выдерживать рабочее давление 280 бар..
.. материал ASTM A106 Gr b…. у меня есть 7 м штук… нужно соединить их, чтобы сформировать 14-метровую трубу способный выдерживать рабочее давление 280 бар..Что ж, мой друг в последнее время хорошо справляется с врезками на полях Марселласа.
Он говорит, что они используют 6-дюймовый диаметр sch 160 и работают под давлением 7500 фунтов на квадратный дюйм. выше, 3/4 «будет трудно правильно приварить.
Труба котла сваривается автоматически с помощью миниатюрных головок для орбитальной сварки,
вручную вносится в котел.
http://www.arcmachines.com/products/pipe-welding
Адама
Алмаз
- №14
К вашему сведению, по всему миру существуют тысячи соединений труб для гидравлических гонок при таком давлении, да, это должно быть правильно, но, ИМХО, это не имеет большого значения. Нет необходимости в препарировании J при такой толщине, просто хорошая фаска, проход по трассе с зазором и заполняющий проход. Наполнитель должен соответствовать материалу трубы, что может предполагать или не требовать строгих межпроходных температур в зависимости от сплавов, используемых как для наполнителя, так и для трубы. Для простого, но такого соединения, как этот, это не сложный шов, когда он выполняется на столе в сварочном отсеке. Другой вариант — использовать фитинг с замком, но толщина стенки трубы может быть слишком большой, для их выполнения существуют строгие правила, но они довольно просты в использовании, просто нужно иметь возможность создать достаточный крутящий момент, чтобы затянуть их, что на толстый материал стенок и при этом размеры могут быть довольно высокими! Мы используем толщину стенки около 4 мм при диаметре около 1 дюйма для бесшовных гидравлических линий на рукоятях экскаватора, что соответствует шлангам с номинальным давлением 280 бар (рабочее давление было немного меньше, но испытательное давление, наша труба значительно превзошла бы шланги).
Одна из распространенных ошибок, которую совершают люди, — это выбор слишком экзотического наполнителя, он стоит дороже, требует более строгих температур между проходами и часто имеет гораздо больше шансов расколоться! Очень важно, чтобы сварочные присадочные металлы не превышали норму, это приводит к гораздо большему количеству отказов, чем некачественные соединения. Усталостная долговечность была так же важна для пульсирующих линий экскаватора, как и высокое испытательное давление. Получение высоких испытательных давлений в соединении не сложно, получение хорошей усталостной долговечности соединения требует немного больше внимания к выбору наполнителя!
Неважно, заварите ли вы его Tig или просто приварите электродом, он как бы спускается к оператору, но приклеивается намного быстрее, если у вас есть навыки, чтобы осуществить это. Тиг, пока вы внимательны, это довольно легко, когда вы можете перекатывать трубу — ни хрена в положении 🙂
Коул2534
Алмаз
- №15
копатель Дуг сказал:
Что ж, мой друг в последнее время хорошо справляется с врезками на полях Марселласа.
Он говорит, что они используют 6-дюймовый диаметр sch 160 и работают под давлением 7500 фунтов на квадратный дюйм. выше, 3/4 «будет трудно правильно приварить.
Труба котла сваривается автоматически с помощью миниатюрных головок для орбитальной сварки,
вручную внесен в котел.
Сварка труб | Орбитальная сварка | Арк Машины, Инк.Нажмите, чтобы развернуть…
Надежная процедура, но здесь она не нужна. В основном любой наполнитель сварного шва превысит SMYS трубы. ЭР70С6 и рулон.
Форрест Адди
Алмаз
- №16
Адама сказал:
К вашему сведению, по всему миру тысячи стыков труб были перетянуты для гидравлических пробегов при таком давлении, да, это должно быть правильно, но, ИМХО, это не имеет большого значения. Нет необходимости в препарировании J при такой толщине, просто хорошая фаска, проход по трассе с зазором и заполняющий проход. Наполнитель должен соответствовать материалу трубы, что может предполагать или не требовать строгих межпроходных температур в зависимости от сплавов, используемых как для наполнителя, так и для трубы. Для простого, но такого соединения, как этот, это не сложный шов, когда он выполняется на столе в сварочном отсеке. Другой вариант — использовать фитинг с замком, но толщина стенки трубы может быть слишком большой, для их выполнения существуют строгие правила, но они довольно просты в использовании, просто нужно иметь возможность создать достаточный крутящий момент, чтобы затянуть их, что на толстый материал стенок и при этом размеры могут быть довольно высокими! Мы используем толщину стенки около 4 мм при диаметре около 1 дюйма для бесшовных гидравлических линий на рукоятях экскаватора, что соответствует шлангам с номинальным давлением 280 бар (рабочее давление было немного меньше, но испытательное давление, наша труба значительно превзошла бы шланги).
Одна из распространенных ошибок, которую совершают люди, — это выбор слишком экзотического наполнителя, он стоит дороже, требует более строгих температур между проходами и часто имеет гораздо больше шансов расколоться! Очень важно, чтобы сварочные присадочные металлы не превышали норму, это приводит к гораздо большему количеству отказов, чем некачественные соединения. Усталостная долговечность была так же важна для пульсирующих линий экскаватора, как и высокое испытательное давление. Получение высоких испытательных давлений в соединении не сложно, получение хорошей усталостной долговечности соединения требует немного больше внимания к выбору наполнителя!
Неважно, заварите ли вы его Tig или просто приварите электродом, он как бы спускается к оператору, но приклеивается намного быстрее, если у вас есть навыки, чтобы осуществить это. Тиг, пока вы обращаете внимание, это довольно легко, когда вы можете катить трубу — никакого дерьма в положении 🙂
Нажмите, чтобы развернуть.

 ..
..Вы предлагаете сваривать трубу из соображений личного удобства и кошелька сварщика? Подготовка к сварке и обязательная процедура сварки существуют по экономическим причинам: стоимость отказа, объединенная с вероятностью отказа, превышает постоянную стоимость более дорогих и требовательных процедур; процедуры с большей вероятностью принесут успех с первого раза..
Я понимаю ваши опасения по поводу более дорогого, но возможного неправильного применения наполнителя, когда важным фактором является пластичность отложенного материала. Будем надеяться, что сварщик является профессионалом и сверяется со многими книгами по процедурам сварки и подходит для своих материалов для работы. Однако OP звучит так, как будто это контролируемая сварка, то есть инженеры по сварке могут устанавливать требования и процедуры. Предпочтения сварщика могут не иметь значения. Большинство дипломированных инженеров-сварщиков прошли обучение на мини-сварке, изучили их металлургию, поняли деформацию, ЗТВ, управление нагревом, последовательность и т. д. — мы можем надеяться. Большинство из тех, с кем я работал, были компетентны, и любой возникающий люлус разрешался путем консультаций с более мудрыми головами. В любом случае, я люблю авторитетные источники и стараюсь им следовать. Они никогда не подводили меня за те годы, когда я работал сварщиком на заднем дворе, где я проделывал довольно причудливую работу,
д. — мы можем надеяться. Большинство из тех, с кем я работал, были компетентны, и любой возникающий люлус разрешался путем консультаций с более мудрыми головами. В любом случае, я люблю авторитетные источники и стараюсь им следовать. Они никогда не подводили меня за те годы, когда я работал сварщиком на заднем дворе, где я проделывал довольно причудливую работу,
Я верующий. Я приваривал J-образные сварные швы и фаски на трубе Sch 160 (также 3/4 IPS, IIRC) из нержавеющей стали. Относительно толстая стенка (0,219″). Я думаю, что TIG предпочтительнее для ручной сварки, но я знаю, что палка использовалась для труб меньшего размера при высоконадежной сварке в мои дни nuc. Рентгеновское качество сварного шва J намного выше. гарантированно, чем препарирование со скосом, с гораздо меньшей вероятностью повторной обработки.При препарировании со скосом всегда существует вероятность частичного срастания корня, оставляющего незаплавленную щель в качестве очага усталости или места загрязнения. 0018
0018
J-образный шов имеет тонкую кромку, которую можно автогенно прихватить, а затем выполнить корневой проход прямо поверх. Посмотрите на корень с помощью бороскопа, и все, что вы увидите, это аккуратный шарик сплавления — даже моими неуклюжими руками. Если машинист может делать рентгеновские сварные швы над головой в перчаточном мешке, используя зеркало для сварки дальней стороны (я пробрался в школу сварки на сеанс), тогда дорогостоящие подготовительные работы могут стоить затрат для обеспечения надежных результатов.
лапачача
Пластик
- # 17
спасибо всем за ответы.
предназначен для использования в воде для струйной промывки при нормальной температуре и продолжительности работы 14 часов при рабочем давлении 280 бар
Материал бесшовных труб: ASTM A 106 Grade B
Труба расписание: 160
¾” (номинальный размер трубы)
Важное замечание: 1) эта труба проходит горизонтально между круглыми опорами/направляющими. Поэтому сварные швы должны быть заподлицо с наружной поверхностью трубы, чтобы избежать помех/заклинивания с круглым гиды.
2) выравнивание.. допуски и вопросы выравнивания имеют первостепенное значение, поскольку любая несоосность будет препятствовать плавному проходу через круглые опоры
стыковая сварка бесшовных труб по окружности должна несколько отличаться от стыковой сварки сварных труб. должна быть принята процедура? Каковы особенности стыковой сварки бесшовных труб, например правильный выбор присадочного металла
каков будет план испытаний сварного соединения для обеспечения целостности при таких рабочих давлениях?какой должна быть возможная конфигурация испытательных образцов
Коул2534
Алмаз
- # 18
Id сварка TIG, обратная продувка 100% аргоном, с наполнителем ER70S6 и 100% проплавлением. 60* скос на обе стороны Возможно 4 прохода- корень, наполнитель наполнитель, заглушка. Можно легко настроить полуавтоматический режим, если вам нужно сделать много таких соединений.
Без комментариев по поводу сглаживания крышки, я никогда этого не делал.
100% рентгеновское испытание, а затем гидроиспытание при 1,5-кратном рабочем давлении (420 бар) в течение не менее 8 часов, в идеале в цеху для контроля тепловых характеристик, отклонение +/- 1% от расчетного испытательного давления.
Проверьте все расчеты напряжений перед испытанием, проверьте MTR перед началом работы, обратитесь к разделу 8 ASME за дальнейшими указаниями.
Я бы так и сделал, но я не ЧП.
-Коул
Коул2534
Алмаз
- # 19
Только что посмотрел подготовительные курсы J, не знал, что это такое, и после получения образования я бы пошел в этом направлении, если бы позволяли ресурсы. Контролируемая толщина, отсутствие зазора и аутогенный корень? ДА, ПОЖАЛУЙСТА!
Жаль, что не налезет на ролики под поддугой…
Коул2534
Алмаз
- #20
ОК, только что получил ответ от моего друга-сварщика.
Он говорит, что пока шов чистый, конструкция стыка не имеет значения. J или V предназначены для определения доступа к шву по сравнению с фунтами наполнителя для внесения, V требует больше, но легче наблюдать за врезкой сторон.
Он владеет/управляет магазином судов по стандарту ASME.
Как сварить 2 трубы встык прямо?
MOPARoldtimer
Запрещено
- #1
Мой Toad V8 сейчас работает хорошо и, кажется, не имеет никаких проблем (постучите по дереву), поэтому я использую его в качестве водителя, и два других моих автомобиля находятся на ремонте. У обеих этих машин сняты колеса, но мне нужно иметь возможность перемещать их по магазину, чтобы установить верхние фонари, поэтому мне нужно построить стальную раму на роликах, которая будет крепиться к осям этих машин. Я могу сделать это нормально, за исключением того, что пол в моем гараже НЕ ровный, и мне нужно сварить встык два куска трубы, чтобы получился один длинный прямой кусок. Как убедиться, что они прямые перед сваркой? Зажать что-то прямо к ним, очевидно, но я не уверен, как бы я сделал это и в горизонтальной, и в вертикальной плоскостях одновременно, и еще осталось место для нагрева трубы и ее сварки. Кроме того, разве все, что я собираюсь зажать, чтобы держать трубы прямо, не будет действовать как большой радиатор?
Как убедиться, что они прямые перед сваркой? Зажать что-то прямо к ним, очевидно, но я не уверен, как бы я сделал это и в горизонтальной, и в вертикальной плоскостях одновременно, и еще осталось место для нагрева трубы и ее сварки. Кроме того, разве все, что я собираюсь зажать, чтобы держать трубы прямо, не будет действовать как большой радиатор?
Я уже давно свариваю трубы встык, но так и не понял, как сварить прямо. Я знаю, что действительно должен прикрепить его к столу слесаря, но не задерживай дыхание, пока я не получу один из них. Предложения приветствуются. Простой джиг, может быть? Большое спасибо.
ослабленный
Ослабленный
- #2
Я использовал кусок уголка и струбцины, а затем соединил их вместе.
ХТХ
чернильные наркоманы
Известный член
- #3
ослабленный сказал:
Я использовал кусок уголка и струбцины, а затем соединил их вместе.
ХТН
Нажмите, чтобы развернуть…
мне 2
акваланг0331
Известный член
- #4
Как насчет того, чтобы вставить заглушку между трубами? Это сделало бы его прочным и прямым в суставе.
Просто возьмите трубу с таким же наружным диаметром, как и внутренний диаметр двух соединяемых деталей.
440outlawdart
Известный член
- #5
какой тип сварочного аппарата мы используем, MIG, Stick или вешалки
75Спорт
Дедушка
- #6
Предлагаемый угловой утюг подойдет вам наилучшим образом. Не стыкуйте трубы плотно, потому что они будут деформироваться (вытягиваться), когда вы будете их сваривать. Вместо этого оставляйте между ними небольшой зазор, чуть меньше диаметра сварочного стержня или проволоки. Прихватите трубы в 4-х местах короткими прихваточными швами, затем снимите уголок и завершите сварку чередующихся четвертей (между прихваточными швами), и труба не будет искривляться. В зависимости от толщины стенки вашей трубы может потребоваться два или три прохода, чтобы заполнить зазор. Первый проход называется корневым проходом, второй — горячим проходом, а последний — проходом покрытия или заглушки. Очищайте каждый проход проволочным колесом или щеткой перед каждым последующим проходом. Помогает, если вы слегка скосите оба конца трубы, прежде чем соединить ее вместе. В полевых условиях мы использовали устройство под названием «Jewel Clamp», которое представляло собой прославленный кусок уголка с цепями и резьбовыми стягивающими винтами, которые удерживали оба конца трубы вместе до тех пор, пока прихваточные швы не были на месте.
cudaman51
Известный член
- #7
Трудно найти трубу, которая бы подходила внутрь, не обтачивая ее на токарном станке. угловой утюг отлично работает
67Dart273
Золотой член FABO
- #8
ослабленный сказал:
Я использовал кусок уголка и струбцины, а затем соединил их вместе.
ХТН
Нажмите, чтобы развернуть…

Уголок, двутавровая балка или канал, что-либо такого размера, чтобы труба «укладывалась» в
Я использовал, чтобы «бросить» вентиляционное отверстие из листового металла в угол цокольного этажа и стены, чтобы соединить две части прямо.
У меня был очень умный ученик с высшим образованием, который не мог этого понять.
cudaman51
Известный член
- #9
другое дело приметать по 4 углам и не приваривать сразу все с одной стороны
Оклакарколлекто
Жизнь — это эксперимент
- #10
У меня есть приятель, который был сварщиком трубопроводов, и он всегда говорил, что правильный способ сварки труб состоит в том, чтобы выточить небольшой конус на внешней кромке, чтобы получилась буква «V» для сварки. Он также использует длинный кусок Уголок, чтобы удерживать трубу, сваривает ее прихватками в четырех точках, а затем равномерно приваривает, как указано выше.
Oldmanmopar
Налево с поворотом направо
- #11
Труба дешевая при поставке трактора.
MOPARoldtimer
Запрещено
- #12
Спасибо за все ваши полезные ответы. Я должен был подумать об использовании углового железа.
Я использую кислородно-ацетиленовую сварку. Я всегда чувствовал, что это дает мне лучший контроль над сварочной ванной, чем сварщик MIG.
Недавно в городке поблизости открылся магазин тракторной техники. Я пошел туда, но они отрицали, что у них есть стальная труба. Однако я не проверял их онлайн-каталог.
Я подобрал много тонкостенных оцинкованных труб диаметром 2-1/8 дюйма, которые служили каркасом некоторых переносных стойл на конезаводе поблизости, которые разорились и закрылись. (Раньше в этом районе содержание лошадей было очень популярен, но кажется роскошью, которую многие уже не могут себе позволить.)
воздуховод
Известный член
- №13
Будьте немного осторожны с чем-либо оцинкованным, покрытие опасно, когда вы начинаете сваривать его, старайтесь держать голову подальше от желоба и, если возможно, делайте это на открытом воздухе.
MOPARoldtimer
Запрещено
- №14
«Будьте немного осторожны с чем-либо оцинкованным, покрытие опасно…»
Верно. Как вы думаете, обычный малярный респиратор предотвратит вдыхание этих паров или следует использовать систему подачи воздуха? Я видел планы по созданию системы подачи воздуха, которые выглядят довольно просто, к тому же мне очень нужна система для пескоструйной обработки.
Оклакарколлекто
Жизнь — это эксперимент
- №15
MOPARолдтаймер сказал:
«Будьте немного осторожны с чем-либо оцинкованным, покрытие опасно…»
Правильно. Как вы думаете, обычный малярный респиратор предотвратит вдыхание этих паров или следует использовать систему подачи воздуха? Я видел планы по созданию системы подачи воздуха, которые выглядят довольно просто, к тому же мне очень нужна система для пескоструйной обработки.
Нажмите, чтобы развернуть.
 ..
..Для оцинкованных строительных конструкций цинковое покрытие должно быть удалено не менее чем на один-четыре дюйма с каждой стороны предполагаемой зоны сварки и с обеих сторон детали. Шлифование цинкового покрытия является предпочтительным и наиболее распространенным методом; сжигание цинка или отталкивание расплавленного цинка от зоны сварки также эффективны.
http://www.galvanizeit.org/designin…iderations/welding/welding-after-galvanizing/
MOPARoldtimer
Запрещено
- №16
Да, специалисты по технике безопасности всегда скажут вам полностью удалить цинковое покрытие, что, конечно, предпочтительнее, но трудно сделать вне промышленных условий. Но я не знаю, как парень, работающий в своем гараже, будет снимать цинковое покрытие перед сваркой.
Но я не знаю, как парень, работающий в своем гараже, будет снимать цинковое покрытие перед сваркой.
Айдахо
Известный член
- # 17
Бывшие в употреблении СИПАП-аппараты отлично подходят для создания системы подачи воздуха. Я купил капюшон/маску Tyvek примерно за 60 долларов, а затем просто длинный кусок трубки CPAP. Очень приятно иметь.
2 дротика
Пристрастие к телу
- # 18
Вы сказали сварка встык, не так ли? Вы можете попробовать это так или использовать метод, чтобы зажечь факел.
:wack:
[ame=»http://www.youtube.com/watch?v=0XcoFArR1y8″]огненный пердеж — YouTube[/ame]
64 SRT8 Дротик
Известный член
- # 19
Если у вас есть шлифовальная машина, вы можете снять гальви таким образом.
Если вы собираетесь сваривать трубы, я предлагаю то, что уже было предложено ….. V-образный паз.
Соединение должно выглядеть так ______/\______
Таким образом, вы должны получить полное проникновение в соединение, и оно никогда не должно сломаться.
О, установите минимальное корневое отверстие 1/16″; максимальное 3/16″… в зависимости от размера трубы.
автомобиль392
Участник
- #20
Все советы по сварке труб хороши, шлифуя свариваемые концы под небольшим углом и сохраняя небольшой зазор между трубами. Зажмите два уголка, по одному с каждой стороны. Я использую большой и достаточно малый угол, чтобы дать мне приличную область для прихватки, затем я поворачиваю трубу, чтобы убедиться, что она все еще прямая, и прикрепляю области, которые ранее были покрыты углом. Не торопитесь, дайте ему немного остыть, прежде чем переставить его под углом.