Сварка титана в домашних условиях
Как и чем варить титан? Сварка титана: технология и особенности :
Титановые детали и конструкции часто находят применение в узкоспециализированных областях, среди которых авиастроение и космическая отрасль. Столь высокое доверие к металлу обуславливается уникальным сочетанием характеристик. При небольшой удельной массе он обладает высокой прочностью, антикоррозийностью и защитными свойствами от химических воздействий. И это далеко не все качества, которыми характеризуется титан. Сварка титана по этим же причинам становится сложной задачей не только для начинающего мастера, но и для профессионалов.
Особенности сварки материала
Физико-химические свойства титана ограничивают использование некоторых высокотехнологичных способов сварки, что заставляет мастеров модифицировать подходящие, но изначально менее производительные методы. Главная сложность в использовании наиболее распространенных способов сварки заключается в повышенной температуре нагрева данного металла. В частности, эффективная работа с ним возможна при режимах термического воздействия порядка 1500-1700 °C. На уровне 500 °C заготовки чаще всего сохраняют базовые прочностные качества. Технологические особенности сварки титана определяются и негативными факторами воздействия на структуру со стороны атмосферного воздуха. В обычном состоянии этот фактор не имеет значения, но в условиях температуры более 400 °C раскаленные зоны будут требовать дополнительной защиты. И это не говоря об основной изоляции непосредственно сварочной ванны. При повышении температуры возникают и сложности другого рода. Так, при достижении 900 °C происходит увеличение зерен и образование крупных пор, что в дальнейшем сказывается на прочностных качествах заготовки.
Общие сведения о способах сварки
Базовыми методами сварочной обработки титана можно назвать дуговой ручной и автоматический способы. Что касается оптимальных сред, то наиболее эффективными считается гелий и аргон. Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки. Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.
Но важно учитывать, что в первом случае требуется включение в среду некислородного флюса. Также распространен метод электрошлаковой сварки. Его обычно используют в работах с толстыми заготовками, требующими к тому же высокой термической накалки. При грамотной организации неплохой результат обеспечивает и контактная сварка. Данный процесс требует, в частности, устройства сбалансированной защиты газом. Если применять в работе подкладки, то обеспечится высококачественная сварка титана. Технология плавления, например, подразумевает организацию специальной защиты оборотной части заготовки с помощью аргоновых газов. В свою очередь подкладка может обеспечить этой стороне дополнительное предохранение в условиях повышенной температурной нагрузки, об опасностях которой говорилось выше.
Подготовка металла к сварочной операции
Перед операцией титан необходимо соответствующим образом подготовить. В рамках этого этапа выполняется обработка кромок заготовочных элементов, создание защиты противоположных сторон (использование тех же подкладок), а также зачистка прутка присадки. Кроме этого, производится тщательная зачистка наружного слоя заготовки. Его частицы в ходе сварки могут проникнуть в структуру шва, из-за чего он станет хрупким и непригодным к работе в ответственных механических конструкциях. В случаях обработки толстых деталей от 5 см требуется разделка кромок, при которой угол раскроя должен составлять 60°. Если планируется сварка титана и его сплавов, которые до этого подвергались плазменной или газовой резке, то потребуется и зачистка поверхностей швов с ликвидацией слоя толщиной в 3-4 мм. Универсальной мерой уже финальной подготовки перед работой будет устранение внешних загрязнений, масляных пленок и окислов. Для этой процедуры используются мелкозернистые абразивы, напильник и обезжиривание с растворителями. Затем оставшиеся следы зачистки удаляются сухой ветошью.
Ручная дуговая сварка
В процессе задействуется вольфрамовый электрод с подключением источника постоянного тока. Защите подвергается зона вокруг шва, корень шва и ближние затронутые термическим воздействием зоны. Изоляция обеспечивается козырьками, насадками и термически стойкими пористыми материалами, в которые подается газ. Подкладки желательно применять из меди или стали. Если производится обработка трубы, то газ пускается прямо в дуло. Что касается оптимального режима, то для 2-миллиметрового электрода сила тока может составлять порядка 90 А. Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
Защите подвергается зона вокруг шва, корень шва и ближние затронутые термическим воздействием зоны. Изоляция обеспечивается козырьками, насадками и термически стойкими пористыми материалами, в которые подается газ. Подкладки желательно применять из меди или стали. Если производится обработка трубы, то газ пускается прямо в дуло. Что касается оптимального режима, то для 2-миллиметрового электрода сила тока может составлять порядка 90 А. Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
Автоматическая сварка
В работе также используется вольфрамовый электрод. Если применяется неплавящаяся разновидность электрода, то подключаемый ток должен иметь направленную полярность. При этом оптимальный размер выходных отверстий горелки составляет 14-15 мм. Техника выполнения в целом соответствует ручному методу, но важно учитывать, что в силу повышенной активности данного металла операции зажигания и гашения при работе с горелкой должны производиться в стороне от места шва. Автоматическая сварка титана аргоном после гашения должна обеспечивать подачу газа еще как минимум 1 мин.
Электрошлаковая сварка
Менее популярный метод, но он может быть эффективнее в работе с отдельными сплавами. Например, при сварке легированного 5-процентного титана с добавками алюминия и олова. В качестве силового источника применяется трехфазовый трансформатор, что свидетельствует о высоких нагрузках в процессе работы. Достаточно отметить силу тока при сварке толстых поковок – в среднем 1500-1600 А. Далее ход операции зависит от того, каким электродом плавится титан. Сварка титана электродом пластинчатого типа с размерами 12х60 мм обеспечивает оптимальное качество шва, который по характеристикам соответствует основной структуре заготовки. В обработке прессованных деталей часто используют такие же электроды, но с диаметром 8 мм. Это решение может показаться оправданным ввиду нетребовательности структуры металла, но прочностные качества шва будут понижены – в среднем 85% от показателя нетронутой структуры.
Сварка титана электродом пластинчатого типа с размерами 12х60 мм обеспечивает оптимальное качество шва, который по характеристикам соответствует основной структуре заготовки. В обработке прессованных деталей часто используют такие же электроды, но с диаметром 8 мм. Это решение может показаться оправданным ввиду нетребовательности структуры металла, но прочностные качества шва будут понижены – в среднем 85% от показателя нетронутой структуры.
Контактная сварка
В этом случае многое зависит от скорости работы. Практика показывает, что для крупных заготовок, к примеру, предпочтительным будет режим 2 мм/сек. Увеличение данного показателя приведет к снижению прочности заготовки и положительная функция защитного газа будет минимизирована. Неплохой по качеству результат можно получить, если заранее выполнить более глубокую механическую обработку поверхности заготовки. Благодаря зачистке крупнозернистой наждачной бумагой вкупе с легкой фрезеровкой будет обеспечена стабильная и ровная сварка титана. Отзывы также указывают на достижения хороших результатов при контактной сварке в условиях сбалансированной осадки. Ее следует подбирать из следующего расчета: в среднем на 20% выше, чем при обработке углеродистой стали.
Особенности холодной сварки
Отсутствие термического воздействия, при котором наблюдаются, по сути, разрушительные процессы в структуре титана, делают этот способ почти идеальным, но и тут есть свои нюансы. Холодная сварка производится под высоким давлением, которое деформирует кристаллы структуры, в результате смещая их и образуя общий сплав. Непосредственно сварка производится внахлест с помощью специальных зажимных механизмов. Силовое механическое воздействия также отличает этот способ, что требует более высоких финансовых затрат. Есть и другой недостаток, которым характеризуется холодная сварка. Титан, в конструкции которого есть образованные такой спайкой швы, менее надежен и может задействоваться только в конструкциях, не предполагающих высокие физические нагрузки.
Возможные дефекты при сварке
Одним из самых серьезных дефектов является образование пор. Это газовые примеси в структуре металла, в формировании которых участвовал водород. Исключить этот изъян можно двумя условиями – выполнением качественной всесторонней зачистки перед сваркой и обеспечением эффективной защиты нагретого металла в процессе обработки. Еще одной проблемой может стать появление окислов, которые переходят от места создания шва к цельной структуре. Кстати, от этого недостатка полностью страхует холодная сварка титана. Отзывы самих пользователей свидетельствуют, что предотвратить этот дефект при термической обработке помогает именно долговременное поддержание газовой защиты аргона уже после завершения процесса. Индикатором для снятия защиты станет нормализация температуры шва.
Заключение
Если сравнивать сварку титана с аналогичными операциями над другими металлами, то будет выявлен целый ряд отличий. Прежде всего, они касаются организационного процесса. От исполнителя требуется надлежащим образом подготовить металл, а также позаботиться о приспособлениях, которые защитят основной бесшовный титан. Сварка титана при соблюдении правил термической обработки и выборе оптимального режима для функции электрода с большей вероятностью обеспечит достойный результат по прочности. Собственно, о том, насколько высоко качество образуемого шва, можно судить по его оттенку уже в ходе сварки. Так, серебристый цвет свидетельствует о высокой защите и, следовательно, укреплении структуры шва. Шов с соломенным оттенком менее прочен, но эту ситуацию еще не поздно исправить, скорректировав, например, подачу газа. О том, что в ходе обеспечения защиты были допущены серьезные ошибки, скажет коричневый оттенок.
www.syl.ru
Технология сварки титана — описание и пошаговая инструкция с видео
Данный металл не относится к категории редких. В земной коре его значительно больше, чем, к примеру, свинца, цинка или меди. В титане удачно сочетаются небольшая плотность и прочность сплавов на его основе, а если учесть стойкость перед коррозией даже в агрессивной среде, то интерес к нему во многих отраслях промышленности вполне понятен.
Высокая цена на Ti (22-й элемент таблицы Менделеева) объясняется тем, что его обработка – процесс довольно сложный и затратный. Эта статья познакомит читателя с технологиями сварки титана.
Общая информация
Не зная свойств и особенностей металла и его сплавов, понять все нюансы сварки достаточно сложно.
- Плотность титана (г/см³) – 4,51.
- Прочность (МПа): металла – в пределах 267 – 337, сплавов – до 1 230.
- Температура плавления (ºС): 1668.
Специфические свойства металла
- Способность титана к самовозгоранию в кислородной среде.
- Низкая теплопроводность.
- Превышение значения температуры более 400 ºС инициирует активность металла.
- Титан интенсивно поглощает водород и бурно реагирует на контакт с азотом.
- Под воздействием углекислого газа, паров воды быстро окисляется.
Кроме этого, необходимо учитывать и то, что металл может находиться в одной из двух стабильных фаз, которые обозначают латинскими буквами α и β. Чем они характеризуются?
- Фаза α – в таком состоянии титан находится при температуре окружающей среды. Структура – мелкозернистая, и металл полностью инертен к скорости охлаждения.
- Фаза β – в такое состояние титан переходит при температуре от 880 ºС. Зерно становится крупнее, и появляется чувствительность к охлаждению (скорости процесса).
Указанные фазы можно стабилизировать, введя в металл определенные добавки и легирующие элементы – O, N, Al (для α) или V, Cr, Mn (для β). Поэтому титановые сплавы, в зависимости от вида присадок, делятся на группы:
- ВТ1 – ВТ5.1 Их называют α – сплавы. Обладают пластичностью, хорошо свариваются, однако термообработка не повышает их прочность.
- ВТ 15 – 22. Группа β – сплавов свариваются намного хуже, причем возможно появление холодных трещин. Размеры зерен структуры при этом увеличиваются, а это отражается на качестве соединения сегментов в худшую сторону.
 Плюс в том, что термообработка частично повышает прочность сплава.
Плюс в том, что термообработка частично повышает прочность сплава. - ВТ4 – 8, ОТ4. Группа α + β, по сути, промежуточное звено. Свойства таких сплавов во многом определяются видом и процентным содержанием введенных добавок.
 Плюс в том, что термообработка частично повышает прочность сплава.
Плюс в том, что термообработка частично повышает прочность сплава.Основные способы сварки титана
Не все распространенные технологии применимы к этому металлу и его сплавам. Главная причина – химическая активность титана. Попадание в рабочую зону инородных соединений (нитридов, оксидов, карбидов) резко снижают качество шва.
Используемые для сварки титана методики
- Дуговым флюсом.
- Холодная.
- Электронным лучом (плазменно-дуговая).
- В среде аргона. Наиболее популярный вариант, хотя есть и некоторые другие.
Особенности сварки титана
- Высокая скорость технологической операции. Это связано с тем, что длительное термическое воздействие на отдельном участке приводит к изменению структуры материала из-за увеличения размера зерен. Как следствие – металл становится ломким (хрупким).
- Полная изоляция от атмосферы. Причем не только рабочей зоны (сварочной ванны), но и тех участков, которые разогреваются до +625 (и более) ºС.
Сварка титана (сплавов) аргоном
Преимущества:
- Высокое качество сварного соединения.
- Работа на малых токах. Следовательно, можно сваривать детали небольшой толщины (тонкостенные), так как вероятность прожога практически исключена.
- Возможность наращивания объема детали на дефектных участках (например, в местах образования раковин).
- Получение шва с любыми параметрами, что позволяет обрабатывать (соединять) как крупногабаритные образцы, так и сравнительно мелкие.
Подготовка свариваемых образцов (кромок)
Механическая обработка и обезжиривание, при необходимости – травление кислотой. Задача – полное удаление пленки оксидов примерно на 20 мм от подлежащих соединению кромок. Специфика в том, что вся работа должна проводиться в защитных перчатках (рукавицах). Касание деталей руками недопустимо из-за возможного загрязнения сплава.
Касание деталей руками недопустимо из-за возможного загрязнения сплава.
Если механической очистки недостаточно, то прибегают к газокислородной (с помощью горелки).
Что можно использовать:
- Наждачная бумага.
- Шаберы.
- Щетки металлические с проволокой из «нержавейки» сечением 0,25 (±5) мм или иные подходящие приспособления (абразивные материалы).
- Раствор фтора, кислота соляная (подогретые до 60 – 65 ºС).
Критерии оценки качества подготовки
- Отсутствие на образце заусениц, трещин, вкраплений и так далее.
- Ровный серебристый оттенок титанового сплава.
Проволока
Она выбирается в соответствии с группой сплава, подлежащего сварке (см. выше). На бирке (или упаковке) обязательно есть необходимая информация, так как вся продукция маркируется.
Перед применением проволока зачищается (если необходимо, шкуркой не выше № 12) и обезжиривается. Ее можно готовить и заранее, но в этом случае она герметизируется (например, заворачивается в п/э) и помещается в плотно закрывающийся пенал (тубу). Но хранение в таких условиях – не более 5 суток.
Горелка
Для сварки титана любая не подходит. Используются модели с соплом из керамики и специальной (газовой) линзой.
Процесс сварки
Условия
- Электрод – вольфрамовый.
- Ток – постоянный, прямой полярности.
- Подача проволоки – непрерывная.
Сварку титана вручную возможна, если получается организовать местную защиту рабочей зоны. Вспоминаем – металл довольно быстро окисляется. Предохранение от этого лицевой стороны обеспечивается газовой струей (аргон + гелий). А как быть с тыльной? Наиболее распространенный вариант – накладки из меди или стали, которые плотно прижимаются к месту стыка свариваемых кромок. Но это применимо, если обрабатываются детали простой конфигурации.
Сложные в этом плане образцы, когда шов довольно часто меняет направление, свариваются в специальных камерах, в режиме полу- или полностью автоматическом. В таком закрытом объеме можно контролировать и поддерживать на необходимом уровне газовую среду. Предварительно рабочие камеры вакууммируются, после чего заполняются аргоном. Мастер ведет сварку в специальном скафандре.
В таком закрытом объеме можно контролировать и поддерживать на необходимом уровне газовую среду. Предварительно рабочие камеры вакууммируются, после чего заполняются аргоном. Мастер ведет сварку в специальном скафандре.
Перед началом операции проверяется качество очистки кромок. Достаточно провести по участкам будущей рабочей зоны салфеткой или тряпочкой белого цвета, чтобы понять, необходима ли еще одна, дополнительная, «финишная» подготовка металла.
Сварка ведется встык, присадка используется лишь для образцов с толщиной стенок более 1,5 мм. Сечение плавящейся проволоки, которая при этом применяется – от 1,2 до 1,8 мм. Защитная среда несколько иная – аргона меньше (порядка 20%), а гелия больше (соответственно, около 80%). Хотя эти данные – приблизительные. Этим обеспечивается снижение пористости и получение более широкого шва.
Результат работы визуально оценить несложно. Серебристый оттенок – шов хороший, желтоватый или с синевой – качество не на высоте.
Остается добавить, что при сварке титана, равно как и других металлов и сплавов, должны неукоснительно выполняться все требования по ТБ.
Автор надеется, что эта статья окажется полезной для читателя. Успехов в сварочном деле!
ismith.ru
Как варить титан в среде аргона? Премудрости аргонодуговой сварки
Аргонная сварка титана требует соблюдения некоторых технических условий. Рассмотрим эти нюансы!
При сварке титановых изделий, зону соединения рекомендуется надежно защищать от атмосферного воздуха. В защите нуждаются — сварочная ванна и участки металла нагретые свыше 400 градусов.
Титан соприкасаясь с кислородом и азотом при нагреве до высоких температур становится хрупким. Поэтому для защиты зоны сварки от окисления и азотирования на горелку устанавливают специальные приспособления.
Ниже на фото показаны приспособления для защиты вспомогательного газа и подачи аргона в повышенном количестве.
Схемы приспособлений
Подготовка материала
Сварка аргоном титана выполняется только после подготовки сварных кромок и присадки. Для наглядности таблица разделки кромок.
Для наглядности таблица разделки кромок.
Перед работой, нужно провести полировку (зачистку) поверхности изделий стальной щеткой, наждачной бумагой и обезжирить ацетоном, спиртом.
Для удаления оксидной пленки, можно приготовить смесь из 2-4% фтористоводородной кислоты и 30-40% азотной кислоты. Травление производится в течение 30 секунд, температура травления не более 60 градусов.
Сварка титана в среде защитного газа нуждается в присадочных материалах. Которые подразделяются по составу (палладий, ванадий, алюминий) и по содержанию кислорода. Таблица (ниже) с характеристиками присадок из титана и его сплава.
Присадочные прутки и проволока во время сварки в аргоне, не должны выходить за пределы защитного газа. Потому что при соприкосновении с воздухом титановые присадки загрязняются.
Технология сварки титана аргоном
Аргонодуговая сварка титана выполняется на постоянном токе прямой полярности. Электроды используются вольфрамовые. Как варить правильно?
В отдельных случаях аргонодуговая сварка титана нуждается в специальных приспособлениях, в которые поступает инертный газ вытесняя воздух. Эти принадлежности могут быть любой формы и размеров, смотрите схемы вначале статьи.
Также сварка аргоном титана возможна с использованием медных или стальных подкладок. В которых можно вырезать отверстия для подачи газа.
Для соединения труб применяют специальные фартуки с разным закруглением, зависит от диаметра трубы.
Приспособление (фартук) для труб одевается на горелку
Видео: аргонная сварка титана (труб) с фартуком.
При соединении встык или внахлест, толщина металла до 3 мм можно не использовать присадочную проволоку. Просто ставится сопло по диаметру побольше и увеличивается подача аргона.
Чтобы сварка титана в домашней мастерской проходила более качественно и быстрее, посмотрите в таблице основные режимы аргонодугового соединения.
Варить титан необходимо на короткой дуге, без колебательный движений. Подача присадочного прута происходит беспрерывно. Всё познается на практике, методом проб и ошибок.
Подачу газа после гашения дуги для остывания металла рекомендуется ещё продолжать в течение минуты. Это действие предотвратит сварной шов от окисления.
Качественный шов должен получится светлым и серебристым. Если ваше творение имеет черный цвет и синеву, значит шов получил загрязнение кислородом или азотом. В таких случаях, изделие требуется переварить.
Видео: аргонная сварка титана (советы и рекомендации от профи).
P.S. Теперь сварка титана в среде аргона вам по плечу. Смотрите таблицы, видео и дерзайте. Только практика поможет овладеть сварочными премудростями. Удачи!
(3 оценок, среднее: 4,67 из 5) Загрузка…plavitmetall.ru
Технология пайки титана в домашних условиях
Оглавление: [скрыть]
- Особенности пайки титана
- Рекомендации по проведению пайки
Титан по физико-механическим характеристикам выступает в качестве наиболее важного современного конструкционного материала. Его довольно широко используют в промышленности и быту, поэтому в некоторых случаях производится его пайка. Его вес практически в 2 раза меньше, если производить сравнение с углеродистыми сталями и рядом цветных сплавов. Показатель его плотности эквивалентен 4,5 г/см3. Титан — очень прочный (минимальный показатель σв равен 300 МПа), пластичный (δ эквивалентен пределу от 25 до 50 %) металл; показатель его коррозионной устойчивости в некоторых агрессивных средах превышает данную характеристику, свойственную коррозионно-стойким сталям.
Аргоно-дуговая сварка титана.
Особенности пайки титана
На поверхности титана есть альфированный налет, который предполагает наличие атмосферных газов. Перед процессом пайки упомянутый слой следует устранять, применяя для этого пескоструйную обработку, заменить которую можно методом травления в смеси с определенным составом: 20-30 мл h4NO3, 30-40 мл НСl и 1 л воды. Период травления должен быть ограничен 5-10 мин. тогда как температурный показатель должен быть равен 20° С. После подобной обработки на поверхности материала все же будет присутствовать оксидный налет незначительной толщины, он станет препятствовать смачиванию основания припоем. По этой причине в домашних условиях мастера пытаются паять материал с использованием специальных флюсов, состав которых походит на тот, что имеют флюсы, предназначенные для работы с алюминием. Однако стоит быть готовым к тому, что сопряжения, получаемые посредством подобных флюсов, не обладают значительной прочностью и качеством.
Период травления должен быть ограничен 5-10 мин. тогда как температурный показатель должен быть равен 20° С. После подобной обработки на поверхности материала все же будет присутствовать оксидный налет незначительной толщины, он станет препятствовать смачиванию основания припоем. По этой причине в домашних условиях мастера пытаются паять материал с использованием специальных флюсов, состав которых походит на тот, что имеют флюсы, предназначенные для работы с алюминием. Однако стоит быть готовым к тому, что сопряжения, получаемые посредством подобных флюсов, не обладают значительной прочностью и качеством.
Схема лазерной пайки расклинивающих пластин.
Как правило, титан и его сплавы претерпевают пайку в условиях вакуума или аргона, последний должен быть освобожден от частиц кислорода, водных паров и азота. Исключительно в идеальных условиях оксидный и нитридный налеты на поверхности материала нейтрализуются в металле, что верно, если температурный режим во время работ превышает показатель в 700° С. Это обуславливает работу с титаном при температурном режиме в пределах от 800 до 900° С, что гарантирует скорую очистку основания материала и интенсивное смачивание его припоями.
Пайку титановых сплавов при значительных температурах осуществляют не столь часто, что особенно касается печной плавки. Это объясняется тем, что при длительном нагреве, когда температура превышает 900° С, проявляется склонность к увеличению зерна и ухудшению пластических характеристик. Так как уровень прочности главного металла при этом почти не изменяется, в некоторых случаях сопряжение титановых сплавов методом пайки осуществляется и при отметке в 1000° С.
Водород, присутствующий в титане и понижающий его пластичность, устраняется в процессе пайки или во время нагрева при отметке в 900° С. Поэтому работа с титаном должна производиться в пространстве, лишенном воздуха, это предпочтительнее по сравнению с работами в условиях нейтральной атмосферы.
Титан хоть и предполагает обеспечение сложных условий, но все же поддается плавке, тогда как чугун относится к трудносвариваемым металлам.
Увеличение температуры при сварке и последующее охлаждение способствуют изменениям структуры характеристик чугуна в областях расплавления и шва, что указывает на то, что получить соединения, лишенные дефектов, с требуемым уровнем свойств, очень сложно.
https://moiinstrumenty.ru/youtu.be/wU8JshTLqDk
Особенности пайки:
- необходимость использования специальных флюсов;
- необходимость вакуума;
- рекомендуется использовать в качестве основы припоя серебро.
Вернуться к оглавлению
Схема установки пайки волной.
Пред тем как произвести пайку титана дома, нужно правильно подобрать припой, метод и особенности проведения работ. Следует учесть, что титан способствует возникновению хрупких интерметаллидов в паяном шве практически со всеми элементами, которые находятся в припое. По этой причине в роли основы припоя, как правило, предпочитают серебро, образующее с титаном не столь хрупкие интерметаллиды по сравнению с остальными металлами.
Произвести качественную пайку чугуна самостоятельно весьма проблематично, что касается и пайки титана в вакууме посредством бездобавочного алюминия. Это объясняется тем, что в шве возникают интерметаллидные фазы, а сопряжение не обладает никакой прочностью.
Толщину прослойки можно минимизировать, если в роли припоя использовать алюминий, легированный Ni. Этот и некоторые иные элементы по 1% сказываются на вытеснении интерметаллидной прослойки.
https://moiinstrumenty.ru/youtu.be/AgnuYc3kbHE
Пайку сплавов описываемого металла посредством оловянно-свинцовых или иных низкотемпературных припоев используют нечасто. В данном случае перед началом работ титан нужно покрыть никелем, применив химический или гальванический метод. А вот если необходимо использовать чугун в процессе пайки, то предпочтительнее доверить дело профессионалам.
moiinstrumenty.ru
|
Титан – сам по себе материал довольно прочный, в большинстве случаев, его довольно сложно деформировать. Именно по этой причине, сварочные работы лучше всего проводить, подготовив защитную среду, состоящую из инертных газов. Наилучшим сочетанием будет пара аргона и гелия. Еще один совет сварщикам – удаляйте поверхностный слой, он весь пропитан кислородом, так или иначе, поскольку специфика титана такова, что данный материал взаимодействует в той или иной степени с кислородом, даже без повышенной температуры. Такая реакция проходит и при обычной комнатной температуре, так что, перед началом работ – слой необходимо удалить. Следующий элемент, который так же может помешать процессу – водород. Он воздействует на титан таким образом, что на нем образуются поры и трещины, которые в свою очередь, будут способствовать разрушению металла после проведения работ. Чтобы этого всего избежать, сварочную проволоку необходимо подвергнуть процессу вакуумного отжига. Оценить уровень защиты шва можно по его цвету. В процессе сварки, во время нагрева, титан начинает активнее поглощать кислород, и цвет оксидной пленки может изменяться в секторе цвета от золотистого до фиолетового. Рекомендуем прочесть: Оксидная пленка алюминия понятно объяснит что такое Оксидная пленка.
Вот в принципе и все основные рекомендации для сварщика, перед началом проведения работ. Так же, крайне не рекомендуется браться за сварочный аппарат непрофессионалу, поскольку, вы рискуете нанести себе травмы в попытке осуществить желаемую работу, лучше обратиться за помощью к более опытному человеку.
|
 Перед началом проведения работ, необходимо выяснить технические и химические характеристики материала, который должен подвергнуться сварочным работам. К примеру, титан обладает высокой химической активностью. В чем же она выражается? Все предельно просто,
Перед началом проведения работ, необходимо выяснить технические и химические характеристики материала, который должен подвергнуться сварочным работам. К примеру, титан обладает высокой химической активностью. В чем же она выражается? Все предельно просто, 
Сварка титана и его сплавов
Титан – высокопрочный материал, сохраняющий устойчивость к коррозии в том числе в агрессивных средах. Прочность чистого титана находится в пределах от 267 до 337 МПа. Сплавы, особенно с алюминием, ванадием, хромом, оловом и другими отличаются более высоким коэффициентом прочности – до 1400 МПа. Но при этом сплавы достаточно пластичны, благодаря чему они востребованы в судостроении, машиностроении, химической отрасли, авиа- и приборостроении, в ракетной промышленности, у которых сварка титана является неотъемлемой частью производства.
Содержание статьи
- Сварка титана – возникающие сложности и пути их преодоления
- Способы сварки титана и сплавов
- Дуговой метод сварки
- Электрошлаковый метод
- Электронно-лучевой способ
- Сварка титана и его сплавов со стальными заготовками – особенности процесса
Элемент обладает высокой химической активностью, что является основной причиной сложностей, возникающих при сварке титана и его сплавов. При нагревании и находясь в расплавленном состоянии металл активно реагирует с такими элементами, как азот, водород, кислород. Взаимодействие с кислородом, которое начинается уже при комнатной температуре, приводит к образованию на поверхности титана альфинированного слоя – прочной корки, которая защищает поверхность от ее дальнейшего окисления.
Взаимодействие с азотом (реакция наступает при нагреве материала до 500 градусов) также приводит к снижению качественных характеристик изделий – повышается прочность, но при этом снижается пластичность. Поэтому перед тем, как сваривать титановые заготовки, поверхность металла нужно очистить от альфинированного слоя и азота, чтобы их частички не попадали в область сварного шва, поскольку из-за этого могут образоваться холодные трещины.
Также негативно влияет на качество титана и водород. Уже при 200-400 градусах они вступают в реакцию, в результате чего металл воспламеняется. Даже при снижении температуры сохранившиеся в изделии гидриды становятся причиной растрескивания титановой трубы, образования пор и холодных трещин. Причем они могут образоваться даже спустя длительный промежуток времени после сваривания.
Чтобы избежать насыщения титана газами, его необходимо защитить. На практике применяются специальные прокладки, изготовленные из металла или флюса, а также газовые подушки. Для защиты применяются местные камеры-насадки, закрывающие непосредственно как зону сварки, так и свариваемый узел. Максимальной защиты можно добиться, поместив в насадки сетчато-пористый материал. Он обеспечит ламинарный поток инертного газа. Также необходимо защитить обратную сторону шва при помощи подкладок или специальных насадок.
При работе на воздухе, чтобы расширить зону защиты, подача инертного газа производится из сопел, оборудованных насадками длиной до 50 см, дополнительно подается газ через специальные подкладки, установленные с обратной стороны сварного шва. Кроме того, весь свариваемый узел можно поместить внутрь герметичной камеры.
Для сварки титана используется несколько основных методов. Это дуговая, контактная, электрошлаковая, электронно-лучевая сварка. Они отличаются материалом изготовления используемых электродов, структурой образующихся соединений и толщиной изделий, которые свариваются между собой.
При любом из способов сварки титана используются присадки из схожего по составу материала – в частности, проволока ВТ1-00. Подготовка кромок титановой заготовки производится механическим способом, а их поверхность и поверхность проволоки и прилегающего металла зачищается травлением или также механически.
Дуговой метод сваркиПри дуговой сварке титановых сплавов используются вольфрамовые электроды двух типов: неплавящиеся иттрированные и лантанированные. А если выполняется сварка титана полуавтоматом или автоматическим аппаратом, применяются плавящиеся электроды.
Самый популярный тип – сварка аргоном титана автоматическими установками на воздухе. В этом случае применяется любой плавящийся электрод (чугунный, алюминиевый, медный), на сварочную горелку устанавливается насадка, которая защищает участки металла, нагретые до 250-300 градусов, от воздуха.
Сварка аргоном титана, если толщина изделий не более 1,5 мм, производится встык, и без подачи присадочной проволоки. Более толстые детали сваривают с подачей прутка. Предварительно с проволоки, с кромок заготовки и прилегающего металла нужно удалить альфинированный слой.
Если производится сварка титана полуавтоматом вручную, ее необходимо выполнять на короткой дуге, поддерживая между электродом и присадкой прямой угол. По завершении сварки титана полуавтоматом нельзя прекращать подачу аргона до снижения температуры металл ниже 400 градусов.
Чтобы повысить эффективность сварки титановой трубы плавящимся электродом в присутствии инертных газов, проволоку перед началом работы подогревают проходящим током, а также используют импульсно-дуговую сварку. Тем самым, при сварке титана полуавтоматом сокращение погонной энергии вдвое ведет к увеличению ее производительности также вдвое. А чтобы меньше расходовать дорогостоящие материалы, сварку осуществляют в щелевую разделку.
Тем самым, при сварке титана полуавтоматом сокращение погонной энергии вдвое ведет к увеличению ее производительности также вдвое. А чтобы меньше расходовать дорогостоящие материалы, сварку осуществляют в щелевую разделку.
Электрошлаковая сварка подразумевает использование электродов для сварки пластинчатого типа, изготовленных из того же материала, что и свариваемый металл. Толщина титановых электродов должна составлять 8 – 12 мм, а ширина зазора должна равняться толщине заготовки. Защиту от перегрева обеспечивает аргон. В результате прочность сварного шва оказывается высокой, поскольку полученные соединения обладают характеристиками, схожими с исходным материалом. Подобный метод, когда используются титановые электроды, эффективен при работе с деталями толщиной от 40 мм.
Электронно-лучевой способЛучевая сварка отличается тем, что сварной шов в результате обладает мелкозернистой структурой. Также такой вариант сварки титановой трубы позволяет обеспечить надежную защиту металлических поверхностей от газов. Данный способ используется при сварке титановых труб, толщина которых не превышает 160 мм.
Чтобы исключить образование пор и разрывов в соединении, сварка титана с заготовками из других металлов осуществляется при горизонтальном расположении луча.
Сварка титана и его сплавов со стальными заготовками – особенности процессаСварка титана со сталью помогает снизить вес конечных материалов. Это находит свое применение при проектировании сооружений различных типов. Однако из-за существенных различий в свойствах материалов сложно добиться высокопрочных соединений, отличающихся долговечностью. Разработки в этом направлении ведутся и сейчас. Наибольшие сложности возникают при необходимости сваривания титана с нержавейкой.
В настоящее время используются такие методы сварки со сталью, как:
- Сварка взрывом. В этом случае используются промежуточные прокладки из таких металлов, как медь (Cu), никель (Ni), серебро (Ag) либо сплавы тугоплавких металлов.
- Диффузионный метод сварки. Таким способом производится в том числе соединение титана с нержавейкой. В результате соединения получаются очень прочными, за исключением зоны шва, где их прочность будет ниже, чем у исходных заготовок.
- Клинопрессовая сварка титановой трубы. Таким способом удается получить достаточно качественное соединение.
- Контактный и ультразвуковой способы сварки.

Из всех способов, которые используются при сваривании заготовок, наиболее востребованной является технология сварки титана методом плавления – аргонодуговая.
Таким образом, существует ряд методов соединения титановых изделий, в том числе широко используется сварка титана полуавтоматом. Зная особенности сварки титана и его сплавов, можно добиться нужного результата.
Пайка титана в домашних условиях
Технологический процесс пайки металлов
Титан по совокупности физико-механических свойств является одним из важнейших современных конструкционных материалов. Он почти в 2 раза легче, чем углеродистые стали и многие цветные сплавы, его плотность равна 4,5 г/см 3 .
Титан высокопрочный (σв = 30 ÷ 60 кгс/мм 2 ) и пластичный металл (б = 25 ÷ 50%). Коррозионная стойкость титана в ряде агрессивных сред превосходит нержавеющие стали.
Титан довольно широко распространен в природе, его в 10 раз больше, чем Мп, Сr, Си, Zn, V, Ni, Со, Mn, W и Nb вместе взятых. Эти и ряд других ценных свойств открывают большие возможности широкого применения титана в промышленности.
На поверхности титана всегда имеется альфированный слой, насыщенный атмосферными газами. Перед пайкой этот слой необходимо удалить пескоструйной обработкой или травлением в растворе следующего состава: 20-30 мл H2N03, 30-40 мл.НCl на литр воды.
Время травления 5-10 мин при комнатной температуре. После такой обработки на поверхности титана все же остается тонкая окисная пленка, препятствующая смачиванию титана припоем.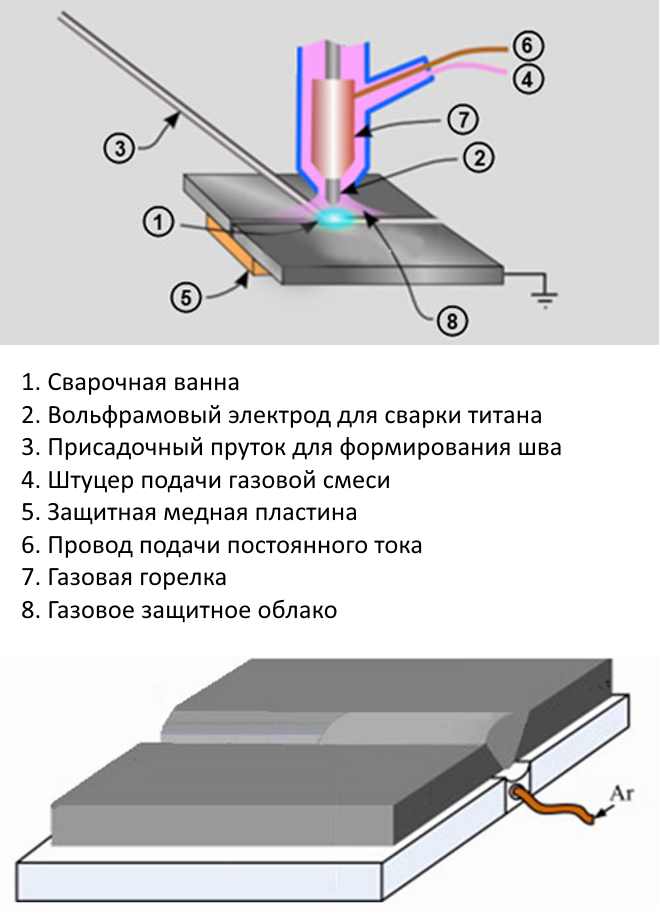
Поэтому иногда пытаются паять титан с применением специальных флюсов, по составу и химизму действия аналогичных флюсам для пайки алюминия. Но соединения титана, паянные с применением таких флюсов, получаются недостаточно качественными.
Обычно пайку титана и его сплавов ведут в вакууме или в аргоне марки А, который тщательно очищен от примесей кислорода, азота и паров воды. Только в такой чистой атмосфере или в вакууме окисная и нитридная пленки на титане растворяются в металле при условии, что температура пайки выше 700°С.
Поэтому процесс пайки титана ведут обычно при температуре 800-900°С, что способствует быстрой очистке поверхности титана и хорошему смачиванию его припоями.
Пайку титановых сплавов при более высокой температуре производят довольно редко, особенно печную, так как при длительном нагреве при температуре выше 900° С он склонен к росту зерна и к некоторому снижению пластических свойств.
Поскольку предел прочности основного металла при этом практически не снижается, то в отдельных случаях соединение титановых сплавов пайкой производят даже при 1000° С
Водород, всегда находящийся в титане и снижающий его пластичность, удаляется при пайке (или нагреве) в вакууме 10- 4 мм рт. ст. при температуре около 900° С, поэтому пайка титана в вакууме предпочтительнее чем пайка в нейтральной атмосфере.
При выборе припоя, способа и режимов пайки необходимо иметь в виду, что титан образует хрупкие интерметаллиды в паяном шве почти со всеми элементами, входящими в припои.
Поэтому в качестве основы припоя часто выбирают серебро, которое образует с титаном интерметаллиды, предположительно менее хрупкие, чем с другими металлами.
Иногда за основу припоев выбирают алюминий, который образует с титаном oграниченную область твердых растворов, что позволяет рассчитывать получение менее хрупких, паяных соединений.
Из указанных припоев практическое применение нашли серебряные припои, которые позволяют получить при пайке в печи при температуре 950-1000°С высокопрочные паяные соединения.
Так, например, при пайке титана ВТ1Д чистым серебром в атмосфере аргона предел прочности (σв) паяных соединений составляет 18- 20 кгс/мм 2 , а при пайке серебром, легированным марганцем (10-15%), предел прочности (σв) паяных соединений достигает 28 кгс/мм 2 .
При этом соединения, паянные чистым серебром, неустойчивы против коррозии и в течение года (в городской атмосфере) снижают свою прочность на 25-30%.
Еще более высокие значения предела прочности паяных соединений можно получить при высокотемпературной пайке титана припоями на основе никеля или меди (σв = 30 кгс/мм 2 ), но эти металлы очень быстро растворяют его, вызывая сильную эрозию и охрупчивание в зоне швов.
Для получения более пластичных и прочных соединений с успехом применяют диффузионную пайку титана, сущность которой заключается в том, что изделие, паянное минимально необходимым количеством припоя, например никелем, медью, железом, кобальтом и другими металлами, выдерживают при температуре пайки до тех пор, пока в паяном соединении не образуется пластичный твердый раствор. Прочность соединений, полученных таким способом, близка к прочности основного металла.
Пайка титановых сплавов оловянно-свинцовыми и другими низкотемпературными припоями применяется редко. В этом случае перед пайкой титан покрывают никелем химическим или гальваническим способом. Для увеличения сцепления никеля с титаном его подвергают нагреву до 250° С в течение 1 ч. После этого пайку производят теми же припоями и флюсами, которые применяют для чистого никеля.
Паять титан и его сплавы легкоплавкими припоями возможно также после предварительного покрытия деталей оловом, серебром или медью. Для покрытия оловом подготовленное под пайку изделие быстро опускают на 10-20 мин в нагретое до 700° С олово.
Покрыть титан оловом можно и при помощи флюса, в состав которого входит хлористое олово. Компоненты флюса просушивают и применяют в мелкоразмолотом виде. Деталь покрывают флюсом толщиной до 3 мм и нагревают в печи с нейтральной средой до 350-400°С.
Медное покрытие может быть получено погружением изделия на несколько секунд в расплавленную хлористую медь или ее смесь с другими хлоридами меди при температуре 650-700°С.
Серебром титан покрывают методом погружения изделия в расплавленное серебро. После охлаждения деталь очищают от остатков флюса и шлака паром или кипячением в воде с последующей зачисткой наждачной бумагой или щеткой. Луженое изделие паяют легкоплавкими припоями с температурой плавления не более 200°С с применением канифольных флюсов.
Перед нанесением покрытия детали обрабатывают в соответствии с технологией, применяемой в гальванотехнике.
Пайка титана и его сплавов
ные количества циркония, выполняют в вакууме с остаточным разрежением 1,33 . 10 -4 Па.
Для нагрева титана при пайке используют вакуумные или обычные электропечи. В последнем случае требуемая атмосфера вакуума или сухого инертного газа создается в герметизированном контейнере с помещенным в него изделием. Контейнеры изготовляют из тонколистовой хромоникелевой коррозионно-стойкой стали. При нагреве под пайку контакт титана со стенками контейнера недопустим во избежание их контактного плавления с образованием эвтектики Ti—Ni. Поэтому изделие изолируют прокладками из молибдена, слюды или керамики, не восстанавливаемой титаном (методом плазменного напыления наносят на приспособление слой оксида алюминия).
При пайке титана в вакууме должен отсутствовать контакт его с углеродом, так как он имеет высокое химическое сродство с титаном. При использовании графитовых нагревателей их покрывают слоем А123. Нагрев контейнера с помещенным в него изделием небольших размеров возможен в расплавленной солевой ванне. При пайке титана и его сплавов с локальным нагревом применяют, например, лучевой нагрев или газовое пламя и флюс.
При газопламенной пайке с флюсами рекомендуют нагревать детали только после того, как припой уложен в зазор и поверхность титана, подвергаемая нагреву, покрыта слоем флюса. Применяемые для пайки титана флюсы малоактивны, часто загрязняют паяемую поверхность; припои растекаются по ней плохо и не обеспечивают стабильных механических характеристик паяных соединений. Сопротивление срезу соединений из титана и его сплавов, паянных в кислородно-ацетиленовом пламени серебрянными припоями с флюсами, составляет 39,2—225,4 МПа.
Применяемые для пайки титана флюсы малоактивны, часто загрязняют паяемую поверхность; припои растекаются по ней плохо и не обеспечивают стабильных механических характеристик паяных соединений. Сопротивление срезу соединений из титана и его сплавов, паянных в кислородно-ацетиленовом пламени серебрянными припоями с флюсами, составляет 39,2—225,4 МПа.
Опыты по ультразвуковой пайке титана не дали положительных результатов. Например, после ультразвукового лужения сплава ОТ4 слои припоев П200А и ПОС 61 оказались слабо связанными с основным металлом.
Высокое химическое сродство титана с другими элементами, в том числе и металлами, обусловливает его способность образовывать с большинством из них химические соединения и широкие области ограниченных твердых растворов, чаще всего с эвтектикой. Перитектики с титаном образуют только серебро (с химическим соединением TiAg) и вольфрам (без химического соединения). Неограниченные твердые растворы с титаном образуют лишь тугоплавкие металлы (Zr, V, Mo, Nb). Среди них цирконий и ванадий образуют твердые растворы с минимумом температуры плавления, а молибден и ниобий — твердые растворы с повышающейся температурой плавления сплавов при их введении.
Необходимость ограничения температуры пайки титана и его сплавов связана с большой скоростью роста его зерна и охрупчиванием в присутствии в сплаве кислорода при температурах
выше 1000—1050 °С. Поэтому в качестве основы припоев для пайки титана и его сплавов используют среднеплавкие металлы — алюминий, серебро и легкоплавкий металл — олово, образующие с титаном химические соединения или достаточно легкоплавкие эвтектики, богатые титаном, с медью, никелем, кремнием. При пайке титана и его сплавов такими припоями в шве могут образовываться прослойки химических соединений и хрупкие эвтектики, содержащие эти соединения. Вследствие этого в паяемом металле отсутствует межзеренная химическая эрозия, но возможно охрупчивание паяемого металла при пайке.
Среди интерметаллидов, образуемых титаном с другими металлами, TiNi имеет достаточно высокую пластичность (б = 15 %; КС = 37,9 Дж/м 2 ; ов = 852,6 МПа; tпл = 1300 °С). Однако в паяных швах при перитектической реакции в процессе охлаждения TiNi превращается в хрупкий интерметаллид Ti2Ni. Интерметаллид Ti Ag, суда по его микротвердости, значительно пластичнее, чем интерметаллид Ti2Cu.
Однако в паяных швах при перитектической реакции в процессе охлаждения TiNi превращается в хрупкий интерметаллид Ti2Ni. Интерметаллид Ti Ag, суда по его микротвердости, значительно пластичнее, чем интерметаллид Ti2Cu.
Для пайки титана прежде всего нашли применение серебряные припои. При температуре перитектики в сплавах образуется неконгруэнтное соединение TiAg и широкая область твердых растворов. Интерметаллид TiAg относительно пластичен, но соединения из титана, паянные серебром, обладают невысоким сопротивлением срезу, в частности, из-за большой разницы температурных коэффициентов линейного расширения этой фазы и титана.
Введение в серебряный припой более 7—10 % Си после пайки готовым припоем приводит к резкому снижению механических свойств соединения вследствие образования по границе с паяемым металлом хрупких интерметаллидов TiCu3 и Ti2Cu. Из-за неравновесности процесса затвердевания при охлаждении паяного шва уже при содержании в серебряном припое свыше 0,3 % Си сначала образуется прослойка интерметаллидов в медью, а затем эти неравновесные фазы растворяются в припое, а по границе шва с основным металлом образуется равновесная для этих условий прослойка TiAg.
Для пайки титановых сплавов применяют также серебряные припои, легированные палладием и галлием, следующих составов (%): 1) 20 Pd, 3—10 Ga, Ag — остальное; tп=930—960 °С; 2) 10 Pd, 90 Ag; tпл = 985 °С, tп=1000 °С; 3) 7—15 Pd, 5—9 Ga, Ag — остальное; tп = 930-960 °С; 4) 3,5—6 Pd, 3,5—10 AI, Ag — остальное; tп = 650-790 °С.
Технология пайки с этими припоями: медленный нагрев до 600 °С в вакууме (р= 1,33 . 10 -3 Па), заполнение рабочей полости печи геллием, быстрый нагрев до температуры пайки, выдержка при ней 2 мин и медленное охлаждение (50 °С/мин). Получаемые при этом паяные соединения имеют высокие механические свойства, однофазны по структуре и бездефектны. Припои обладают низкой эрозионной способностью по отношению к титановым сплавам.
Другой основой припоев для капиллярной пайки титана служит алюминий. Этот металл образует с титаном двойную диаграмму состояния с химическими соединениями. Однако скорость роста интерметаллида TiAl3, образующегося по границе с паяемым металлом при температуре пайки, невелика, что обусловлено сравнительно высокой его энергией активации, равной 154 Дж/моль.
Алюминиевые припои при капиллярной пайке титановых изделий нашли применение при изготовлении звукопоглощающих сотовых панелей (при пайке обшивки с сотоблоками). В качестве припоя применен алюминиевый сплав 3003 в виде фольги толщиной 0,2 мм. Пайку проводили в вакуумной печи при давлении 2,0 . 10 -4 Па. Изделие для предотвращения стекания припоя подвергали вращению через дверцу печи. Режим пайки: нагрев до 679 °С; выдержка 3 мин с последующим охлаждением путем напуска в печь газа при температуре 66 °С. Для предотвращения заплавления перфорационных отверстий использовали стоп-пасту из А12з в виде порошка со связкой из изопрена и метакрилата. Паяные титановые панели на 30—50 % легче и имеют в 3 раза большую почность на отрыв обшивки и в 10 раз меньшую потерю акустических свойств из-за перекрытия перфорационных отверстий, чем сварные панели из никелевого сплава инконель-625 [44].
Важнейшими депрессантами титановых припоев кроме меди, никеля являются кобальт, кремний, германий, бериллий. Температура плавления наиболее легкоплавкой эвтектики титана с этими элементами соответственно 1025, 1330, 1360, 1030 ±50 °С. Эти депрессанты имеют еще одно преимущество: каждый из них образует достаточно широкую область твердых растворов с титаном и неконгруэнтные химические соединения с относительно невысокой температурой разложения (энергией активации), что является важнейшим принципом осуществления диффузионной пайки.
Высокотемпературные эвтектики титана с кремнием и германием нашли применение главным образом в качестве припоев для пайки тугоплавких металлов, в том числе с графитом. Они образуют коррозионно-стойкие паяные соединения и хорошо противостоят интенсивному ядерному излучению. Соединения из титана или ниобия, паянные титановыми припоями с кремнием, способны длительно работать при температуре выше 1200 °С.
Они образуют коррозионно-стойкие паяные соединения и хорошо противостоят интенсивному ядерному излучению. Соединения из титана или ниобия, паянные титановыми припоями с кремнием, способны длительно работать при температуре выше 1200 °С.
В контакте паяемого металла А с припоем А—В или В могут образоваться прослойки только тех химических соединений, которые на диаграмме состояния А—В располагаются между паяемым металлом и припоем. Между титаном и эвтектиками Ti—Ni или Ti—Sn на соответствующих диаграммах состояния химических соединений нет. Поэтому при пайке титана припоями, содержащими никель или кремний в количествах, не больших, чем в эвтектике, по границе паяемого металла и жидкого припоя прослойки химических соединений не образуются. Однако присутствие в припое меди и кремния, вследствие чего число атомов алюминия на единицу площади паяемого металла, смоченного
припоем, уменьшается, может привести к торможению роста интерметаллида TiAl3. Это подтверждается данными о том, что при пайке титанового сплава припоем Al—48 % Si—3,8 % Сu скорость роста интерметаллида TiAl3 при температуре 680 °С в 3 раза меньше, чем при пайке припоем А1—1,2 % Мп; при температуре пайки 510°С образуются галтельные участки, но хрупкие интерметаллидные прослойки не возникают.
Введение алюминия в серебряные припои для снижения их температуры плавления возможно лишь в ограниченных количествах; обычно это количество не превышает 5 %. Для улучшения смачивания такими припоями титана в проточном аргоне в них вводят
0,2 % Li. Снижение температуры плавления серебряных припоев может быть достигнуто при введении в них олова. Олово, как и алюминий, образует с титаном тугоплавкие химические соединения. Предельное содержание олова в серебряных припоях 5 %. Такие припои имеют более низкие механические характеристики, чем припои на основе серебра, легированные алюминием.
Наибольшую прочность паяных соединений можно обеспечить при пайке припоями на той же основе, что и паяемый металл, а также на основе металлов, образующих с ним неограниченные твердые растворы. Такой основой припоев при пайке титана могут быть цирконий и ванадий, образующие с титаном непрерывные твердые растворы с минимумом на диаграмме состояния.
Такой основой припоев при пайке титана могут быть цирконий и ванадий, образующие с титаном непрерывные твердые растворы с минимумом на диаграмме состояния.
Вследствие более высокого химического сродства циркония к кислороду, по сравнению с титаном, пайка титана и его сплавов припоями, содержащими цирконий, требует более высокого вакуума (р = 1,33 . 10 -4 Па) или сохранения вакуума (р = 1,33 . 10 — 1,33 . 10 -2 Па), но с предварительной очисткой пространства контейнера сухим чистым аргоном.
Титан с большинством металлов образует системы сплавов эвтектического типа. Во всех таких сплавах одна или две фазы эвтектики являются малопластичными химическими соединениями. Поэтому титановые припои, легированные такими элементами, за исключением тугоплавких металлов, с которыми титан образует непрерывные ряды твердых растворов с минимумом, малопластичны и применяются в виде порошковых паст или в виде фольги, состоящей из нескольких слоев пластичных составляющих сплавов, чередующихся с прослойкой титана и вступающих с ней в контактно-реактивное плавление в процессе пайки.
Возможна контактно-реактивная диффузионная пайка сплава ВТ14 с прослойкой палладия при температуре 1160 ?С с выдержкой 15 мин. Гомогенизирующий отжиг производится при 900 °С в течение 12 ч. Капиллярная диффузионная пайка припоями Сu—Ti, Ni—Ti, Fe—Ti выполняется при температуре 960 °С в течение 15 мин с гомогенизирующим отжигом при 900 °С в течение 12 ч. Такие режимы обеспечивают равнопрочность паяных соединений с основным материалом.
Автор: Администрация Общая оценка статьи: Опубликовано: 2012.02.11 Обновлено: 2020.03.04
Поговорим о титане или все что Вы хотели спросить.
Титан – блестящий металл серебристого цвета, легко поддающийся различным видам обработки – сверлению, точению, фрезерованию, шлифованию. При распиловке, сверлении и фрезеровании титана необходимо постоянно применять охлаждающую смазку, при этом на инструмент сильно надавливать нельзя; титан не поддается пайке, но хорошо куется (и в горячем, и в холодном состоянии), перед волочением титановой проволоки необходимо осуществить ее отжиг. Он обладает высокой прочностью, имеет низкую плотность, является достаточно легким.
Он обладает высокой прочностью, имеет низкую плотность, является достаточно легким.
По коррозионной стойкости титан сравним с драгоценными металлами.
В последнее время в зарубежных странах из титана изготовляют широкий ассортимент самых разнообразных ювелирных украшений. Титан стал привлекательным для изготовления украшений благодаря интересным цветовым эффектам, образующимся на его поверхности при нагревании.
Явление это объясняется тем, что при нагревании на поверхности титана образуется окисный слой, поглощающий определенное количество света, и только оставшаяся часть его отражается в виде спектрального цвета, который нами воспринимается.
С повышением температуры отжига пропорционально увеличивается слой окиси. С увеличением толщины окисной пленки света поглощается больше и образуется четко разграниченная гамма цветов побежалости, начиная от светло-желтого (в тонком слое поглощается мало света) до зеленоватого, фиолетового и голубого, вплоть до темно-синего (толстый слой отражает лишь незначительную часть света).
При изготовлении, например, браслета один конец полосы нагревается узким горячим пламенем: образующийся сначала желтый тон медленно, что позволяет наблюдать за ним, проходит по всей длине полосы, за ним же следуют зеленоватые, фиолетовые и синие тона.
Примечательно, что при высокой температуре отжига титан еще раз окрашивается в желтый цвет. Если окрашенную таким образом полосу изогнуть в кольцо, то оба конца желтого цвета будут отличаться по интенсивности. Таким же методом можно изготавливать пластины для брошей и подвесок.
Цветовой эффект на титановой пластине можно усилить последующим травлением, для чего обычным образом наносится защитный лак и выскабливается рисунок, а затем осуществляется травление в холодном растворе плавиковой кислоты. После травления между цветами побежалости проявляется серый цвет металла, удачно дополняя и подчеркивая многоцветность всей поверхности.
Термическое оксидирование можно осуществить с помощью муфельной печи или обычной горелки.
Сначала титан приобретает первый цвет – золотистый. С ростом температуры появляются разнообразные оттенки: от светло-желтого до зеленоватого, фиолетового и голубого, вплоть до темно-синего. Для получения на поверхности специальных эффектов можно использовать различные тонизирующие присадки, придающие изделиям очень красивый угольно-серый цвет.
Пламенное окрашивание выполняется с помощью газовой горелки, которая в этом случае становится кистью художника. Поскольку точный контроль цвета невозможен, то полагаться следует на собственный художественный вкус и подход. В работе пригодна любая горелка, так как высокие температуры здесь не требуются; большое, мягкое пламя может дать участки ровного цвета, а маленький горячий язычок – радугу цветов. Пламенное окрашивание можно произвести также в стандартной муфельной печи. Поместив украшения в печь всего на несколько минут, можно получить золотой, пурпурный и синий цвета. Температура нагрева и время пребывания изделий в печи в каждом конкретном случае зависит от размера и толщины украшения. Этим методом можно получить и одноцветные краски.
Более точно окраску титана можно выполнить электролитическим методом окисления. В зависимости от используемого напряжения можно получать слои различной толщины и, следовательно, различные оттенки: желтый, темно-синий, голубой, фиолетовый, сине-зеленый. Если на одном изделии необходимо получить несколько цветовых оттенков, то пластина обрабатывается сначала при самом низком напряжении, а затем участок, на котором остается данный оттенок, закрывается, а обработка остальной поверхности продолжается таким же образом, но уже при более высоком напряжении.
Обработку можно производить и в другой последовательности: сначала прикладывается самое высокое напряжение, обработанный участок закрывается, а все остальное обрабатывается пескоструйным аппаратом. Цветные слои, получаемые электролитическим способом, можно сделать блестящими, а также белыми, для чего соответствующие участки также закрываются, а другие подвергаются обработке пескоструйным устройством, или же на них наносится защитный лак и выполняется травление плавиковой кислотой.
Цветные слои, получаемые электролитическим способом, можно сделать блестящими, а также белыми, для чего соответствующие участки также закрываются, а другие подвергаются обработке пескоструйным устройством, или же на них наносится защитный лак и выполняется травление плавиковой кислотой.
Распиловка, сверление, волочение и пайка титана.
Титан в некоторых случаях ведет себя иначе, чем обычно применяемые в ювелирном деле металлы.
При распиловке титана ножовкой сначала делается легкий надрез, и лишь после того, как ножовочное полотно захватило металл, можно увеличить силу нажатия.
Титан можно обрабатывать обычными напильниками, не сильно надавливая при этом, в противном случае насечка напильника забивается, и он «засаливается», отчего время от времени его необходимо прочищать.
При сверлении полагается пользоваться смазкой и помнить, что сверло быстро затупляется, а потому требуется новая заточка. При фрезеровании инструмент подвергается большим нагрузкам, поэтому его нужно обязательно охлаждать маслом. Токарную обработку, чтобы резец не затуплялся быстро, следует выполнять при низком числе оборотов детали; рекомендуется обработка алмазными и керамическими шлифовальными кругами.
Титан поддается обработке давлением, но в этом случае следует часто производить промежуточный отжиг, потому что он быстро нагартовывается. При прокатке необходимо большое усилие.
При волочении проволоки целесообразно сначала произвести ее отжиг – в этом случае смазка (масло или мыло) лучше ложится на окисную пленку; отжиг следует производить и после «прохождения» каждой третьей фильеры. При температуре 650-950°С можно производить горячую ковку титана, его можно обрабатывать также и в холодном состоянии – в этом случае он лучше поддается растяжению, чем сжатию.
Титан не поддается пайке ни мягким, ни твердым припоем, а сварка его производится только в среде защитного газа. Ювелир может соединять титановые детали и только механическим способом, например, клепкой. Как и все другие металлы, титан можно склеивать, если при этом соединяемые поверхности достаточно большие.
Как и все другие металлы, титан можно склеивать, если при этом соединяемые поверхности достаточно большие.
Поверхностная обработка титана производится сначала наждачной бумагой различной зернистости, а затем полировальной; блестящая поверхность получается лучше всего с помощью пасты из окиси никеля или шлифовальных средств для благородных металлов.
Для подготовки поверхности изделия из титана под окраску рекомендуется слегка ее протравить: изделие на мгновение опускается в 2 %-й раствор плавиковой кислоты, затем промывается, а потом обрабатывается обычным травильным раствором серной кислоты.
Используемые материалы: ХУДОЖЕСТВЕННОЕ МАТЕРИАЛОВЕДЕНИЕ. ЮВЕЛИРНЫЕ СПЛАВЫ: УЧЕБНОЕ ПОСОБИЕ . Автор/создатель: Мутылина И.Н.
ПАЙКА ТИТАНА И ЕГО СПЛАВОВТитан и сплавы на его основе обладают высокой активностью к взаимодействию с большинством газов (кислородом, азотом, водородом) и почти со всеми элементами, входящими в состав припоев. Последствием такого взаимодействия является снижение пластических свойств металла и образование на границе припой—титан интерметаллических соединений, охрупчивающих спай.
В связи с высокой активностью титана смачивание его припоями при температурах выше 750—800° С обычно не вызывает трудностей. При температурах выше 750—800° С происходит растворение кислорода в титане и своеобразная
самоочистка поверхности. Эти процессы возможны при нагреве в среде нейтральных газов аргона, гелия высокой чистоты или в вакууме.
Одним из способов уменьшения влияния примесей кислорода в нейтральной газовой среде и в вакууме является применение негерметичных защитных экранов (рис. 3), ограничивающих объем газовой среды, способной взаимодействовать с поверхностью детали. При применении защитных экранов кислород в объеме экрана быстро исчерпывается и в процессе дальнейшего нагрева происходит очистка поверхности титана. Такой же механизм очистки поверхности наблюдается и в нахлестке соединений. В связи с этим при печном относительно длительном нагреве затекание припоя в зазор и его заполнение происходит достаточно активно, однако поверхности деталей после пайки оказываются темными. При применении защитных экранов поверхность деталей после пайки не темнеет и имеет цвет металла в исходном состоянии.
При применении защитных экранов поверхность деталей после пайки не темнеет и имеет цвет металла в исходном состоянии.
Пайку титана и его сплавов можно проводить при температурах до 1000е С; при более высоких температурах наблюдается заметный рост зерна основного металла, снижение его прочностных свойств и уменьшение угла изгиба а.
1 — герметичный контейнер; 2 —* защитный экран; 3 — паяемый образец; 4 — припой
В табл. 8 приведены механические свойства сплава ОТ4 толщиной 1 мм после нагрева по режимам пайки и механические свойства этого сплава после лужения припоями ПСр 72 и ПСр 85—15 при различных гем — пера турах. Механические свойства сплава ОТ4 при нагреве до температур пайки и последующем контакте с припоем заметно снижаются. Сказанное позволяет считать, что
основные трудности пайки титана и его сплавов заключаются в защите поверх ности деталей от взаимодействия с газами и предотвращении образования иш терметаллических соединений на границе припой—титан.
В настоящее время наметились определенные направления в решении проб лемы пайки титана.
1. Пайка по барьерным или защитным покрытиям, исключающим взаимодействие титана с припоем.
2. Диффузионная пайка, основанная на использовании тонких покрытий из металлов (например, меди и никеля), образующих в контакте с титаном легкоплав-
8, Изменение механических свойств сплава ОТ4, нагретого по режимам пайки без припоев и с припоями
шческие СВ кге/мм2
* Толщина покрытия 10—15 мкм.
кие эвтектики с последующим рассасыванием их в процессе выдержки при повышенных температурах.
3. Применение порошковых припоев на основе гитана с добавками меди, никеля, циркония с ограничением количества жидкой фазы из элементов, растворяющихся в титановой основе припоя.
4. Применение серебряных припоев с ограниченным содержанием меди.
В качестве барьерных покрытий при пайке титана используют медные, никелевые, хромо-никелевые, кобальто-никелевые покрытия.
Пайка по медным и никелевым покрытиям позволяет получить хорошие результаты при ограниченной температуре нагрева под пайку, не превосходящей температуры образования эвтектики в системах Ті—Си, Ті—Ni.
Так, при пайке сплава ОТ4 по медному покрытию припоем ПСрМО 68-27-5 максимальная прочность получена при температурах пайки 790—810° С; при более высоких температурах начинается растворение медного покрытия в титане и прочность соединения снижается [1].
Применение хромоникелевого и кобальто-никелевого покрытий снимает ограничения по температуре, однако прочность соединений определяется прочностью на границе припой—покрытие и зависит от качества нанесения покрытии и прочности его сцепления с поверхностью титана.
Диффузионная пайка титана по тонким слоям металлов, нанесенных гальваническим способом или термовакуумным напылением, обеспечивает получение высоких прочностных свойств паяных соединений (тср = 40-ь-60 кгс/мм2) [4].
Режимы диффузионной пайки для различных покрытий приведены в табл. 9.
При пайке титана порошковыми припоями системы Ті—Си—Ni—Zr, основу которых составляет титан, получены высокие значения прочности (тср = 40-f — — І-50 кгс/мм2).
В припоях содержится, как правило, до 40—50% титана и циркония, а также медь и никель, образующие легкоплавкие эвтектики с титаном и цирконием. При гаком составе припоев сохраняется температура пайки в интервале 950—
В промышленности нашел применение припой ВПр 16, позволяющий вести пайку при температурах 920—960° С. Прочность соединений, паяных припоем ВПр 16, возрастает с увеличением времени выдержки при температуре пайки.
В соединениях, паянных серебряными припоями, прочностные свойства определяются характером взаимодействия титана с компонентами, входящими в состав припоев, таких, как медь, никель, серебро, цинк и др. [11].
Сопротивление срезу соединений, паянных серебряными припоями, 10— 23 кгс/мм2, а предел выносливости о_х на базе 107 циклов 8—20 кгс/мм2.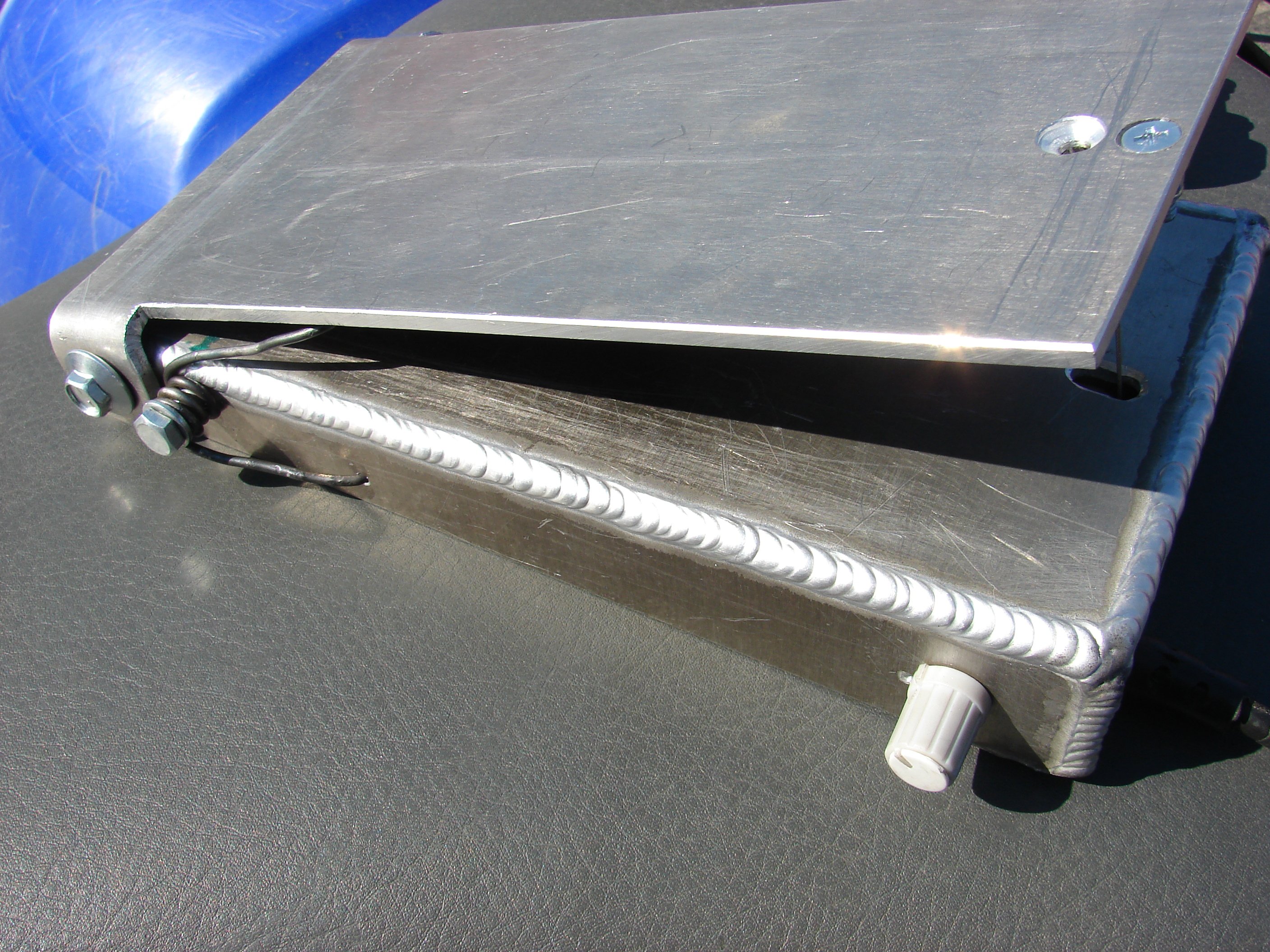
Охрупчивание титана под действием расплавленных серебряных припоев и получение низких прочностных свойств обусловлено образованием интерметаллических соединений типа Ti2Cu, TiAg, Ti2Ni и др. Из многих серебряных припоев
наибольшую прочность при пайке можно получить, применяя серебряные припои с ограниченным содержанием меди.
Припои, содержащие до 28% Си, такие как ПСр 72, ПСр 62, ПСрМО 68-27-5 образуют на границе титан—припой нитерметаллические соединения с концентрацией меди до 35—40%, что приводит к снижению прочностных свойств паяных соединений. Для сплавов ОТ4-1 и ВТ20 получены тСр = 10—15 кгс/мм2, a_j = = 8-f-lO кгс/мм2.
При пайке припоем ПСр 92 концентрация меди на границе титан—припой остается на уровне 8—10%, что позволяет получить более высокие прочностные свойства паяных соединений (тср = 18-г-22 кгс/мм2, a_j = 15-М8 кгс/мм2).
Результаты измерения твердости и распределения химических элементов по сечению паяных соединений для припоев ПСр 72 и ПСр 92 приведены на рис. 4. Эти же данные подтверждаются японскими учеными, которые считают, что содержание меди в серебряных припоях для пайки сплавов титана не должно превышать 10%, а в случаях превышения указанного содержания меди в припое в состав припоя целесообразно вводить никель, образующий с медью твердый раствор и тем самым снижающий концентрацию меди на границе припой—титан.
Пайка титана низкотемпературными припоями затруднена из-за окисной пленки, находящейся на его поверхности. В связи с этим пайку указанными припоями можно проводить в безокислительной среде при температурах выше 750е С или на воздухе по покрытиям при более низких температурах. В качестве покрытий наибольшее распространение получили: никель, наносимый гальваническим и химическим способами, и медь, наносимая гальваническим способом. Возможно горячее лужение титана оловом в ваннах при температурах выше 700—750е С и процесс пайки оловом в вакууме или аргоне при тех же температурах.
Пайка титана и сплавов на основе титана
Пайка титана и его сплавов
Титан по совокупности физико-механических свойств является одним из важнейших современных конструкционных материалов. Он почти в 2 раза легче, чем углеродистые стали и многие цветные сплавы, его плотность равна 4,5 г/см3. Титан — высокопрочный (σв = 300 . 600 МПа) и пластичный (δ = 25 . 50 %) металл; его коррозионная стойкость в ряде агрессивных сред превосходит коррозионно-стойкие стали. Титан довольно широко распространен в природе; его в 10 раз больше, чем Mn, Cr, Cu, Zn, V, Ni, Co, W и Nb вместе взятых. Эти и ряд других ценных свойств открывают большие возможности для широкого применения титана в промышленности.
На поверхности титана всегда имеется альфированный слой, насыщенный атмосферными газами. Перед пайкой этот слой необходимо удалить пескоструйной обработкой или травлением в растворе следующего состава: 20 . 30 мл h3NO3, 30 . 40 мл НСl на литр воды. Время травления 5 . 10 мин при 20 °С. После такой обработки на поверхности титана все же остается тонкая оксидная пленка, препятствующая смачиванию его поверхности припоем. Поэтому иногда пытаются паять титан с применением специальных флюсов, по составу аналогичных флюсам для пайки алюминия. Но соединения титана, паянные с применением таких флюсов, не отличаются высоким качеством. Обычно пайку титана и его сплавов ведут в вакууме или аргоне, который тщательно очищен от примесей кислорода, азота и паров воды. Только в такой чистой атмосфере или в вакууме оксидная и нитридная пленки на титане растворяются в металле при условии, что температура пайки выше 700 °С.
Поэтому процесс пайки титана ведут обычно при температуре 800 . 900 °С, что способствует быстрой очистке поверхности титана и хорошему смачиванию его припоями.
Пайку титановых сплавов при более высоких температурах производят довольно редко (особенно печную), так как при его длительном нагреве при температурах выше 900 °С отмечаются склонность к росту зерна и некоторое снижение пластических свойств. Поскольку предел прочности основного металла при этом практически не снижается, то в отдельных случаях соединение титановых сплавов пайкой производят даже при 1000 °С.
Водород, всегда находящийся в титане и снижающий его пластичность, удаляется при пайке (или нагреве) в вакууме 10-2 Па при температуре около 900 °С, поэтому пайка титана в вакууме предпочтительнее, чем пайка в нейтральной атмосфере.
При выборе припоя, способа и режимов пайки необходимо иметь в виду, что титан образует хрупкие интерметаллиды в паяном шве почти со всеми элементами, входящими в припои. Поэтому в качестве основы припоя часто выбирают серебро, которое образует с титаном интерметаллиды, предположительно менее хрупкие, чем с другими металлами. Иногда за основу припоев выбирают алюминий, который образует с титаном ограниченную область твердых растворов, что позволяет рассчитывать на получение менее хрупких паяных соединений.
При пайке титана в вакууме чистым алюминием, из-за образования в шве интерметал-лидных фаз, соединения имеют практически нулевую прочность. Толщина интерметаллидной прослойки уменьшается, если при пайке титана в качестве припоя применяется алюминий, легированный Си, Fe, Ge, Mg, Mn, Ni, Sb, Ti, Zr и Si. Все названные добавки (по 1 % в отдельности) способствуют подавлению роста интерметаллидной прослойки. Наиболее эффективное торможение обеспечивает 0,8 % Si в Al.
При пайке в вакууме титана таким припоем образуется интерметаллидный слой небольшой толщины состава AI3Ti, но прочность соединений не превышает 80 МПа. При применении другого припоя на основе Аl, содержащего 4,8 % Si; 3,8 % Си; 0,2 % Fe и 0,2 % Ni, при пайке титана ВТ1 в вакуумной печи при температуре 670 ± 10 °С и выдержке 5 мин прочность соединений равна 140 МПа. Пайка ТВЧ в среде аргона при температуре 720 ± 10 °С трубопроводов из сплава ВТ1 припоем на основе алюминия, содержащего: 0,3 % Fe; 0,35 % Si и 0,05 % Сu, дает возможность получить герметичные соединения с прочностью τ ср = 110 . 130 МПа.
Пайка титановых сплавов оловянно-свинцовыми и другими низкотемпературными припоями применяется редко. В этом случае перед пайкой титан покрывают никелем химическим или гальваническим способом. Для увеличения сцепления никеля с титаном детали подвергают нагреву до 250 °С в течение 1 ч. После этого пайку производят теми же припоями и флюсами, которые используют для чистого никеля. Паять титан и его сплавы низкотемпературными припоями можно также после предварительного покрытия изделий оловом, серебром или медью.
Для увеличения сцепления никеля с титаном детали подвергают нагреву до 250 °С в течение 1 ч. После этого пайку производят теми же припоями и флюсами, которые используют для чистого никеля. Паять титан и его сплавы низкотемпературными припоями можно также после предварительного покрытия изделий оловом, серебром или медью.
Для покрытия оловом подготовленное под пайку изделие быстро опускают на 10 . 20 мин в нагретое до 700 °С олово. Покрыть титан оловом можно и при помощи флюса, в состав которого входит хлористое олово. Компоненты флюса просушивают и применяют в мелкоразмолотом виде. Изделие покрывают флюсом толщиной до 3 мм и нагревают в печи с нейтральной средой до 350 . 400 °С. Медное покрытие может быть получено погружением изделия на несколько секунд в расплавленную хлористую медь или ее смесь с другими хлоридами меди при 650 . 700 °С.
Серебром титан покрывают методом погружения изделия в расплавленное серебро. После охлаждения деталь очищают от остатков флюса и шлака паром или кипячением в воде с последующей зачисткой наждачной бумагой или щеткой. Луженое изделие паяют легкоплавкими припоями с Тпл ≤ 200 °С с применением канифольных флюсов.
Особенности сварки титана: аргонодуговая технология
Сварка титана, технология которой представляет сложность, заключающуюся в его активном взаимодействии с газами в жидком и нагретом состоянии, является крайне востребованной процедурой.
Сварка – это процесс создания неразрывного соединения путем нагрева элементов.
В процессе нагрева титан образует такие соединения, снижающие качество шва:
- оксиды;
- нитриды;
- карбиды.
Сварка титана и его сплавов ввиду его высокой химической активности не проводится методом электродуговой сварки с односторонней защитой поверхности сваривания заготовок, температурой более 600°. При аргонодуговом методе важным условием получения высококачественного шва является защита с обеих сторон всего участка сваривания от контакта с атмосферным воздухом. Как правило, это удается достичь посредством бескислородных флюсов, содержащих фтор. Аргон подается с использованием специальных газовых насадок. Чтобы обеспечить полноценную защиту оборотной стороне шва, используются специальные газовые подушки, а также подкладки, выполненные из металла и флюсов. О качественной защите сварочной зоны свидетельствует отсутствие образования оксидной пленки на поверхности шва.
Как правило, это удается достичь посредством бескислородных флюсов, содержащих фтор. Аргон подается с использованием специальных газовых насадок. Чтобы обеспечить полноценную защиту оборотной стороне шва, используются специальные газовые подушки, а также подкладки, выполненные из металла и флюсов. О качественной защите сварочной зоны свидетельствует отсутствие образования оксидной пленки на поверхности шва.
Для качественной сварки титановые заготовки необходимо подвергнуть абразивной обработке.
До начала сборки поверхности заготовки возле краев, в местах сваривания и в пространстве около шва производится абразивная обработка на расстоянии 2 см от краев. Не допускается наличие трещин, заусенцев и других дефектов. Перед началом работ производится очистка титановых заготовок стальной щеткой от грязи и обезжиривание растворителем. Не допускается прихватывать заготовки, не обработанные растворителем, а также прикасаться к ним без рукавиц. По окончании сборки следует:
- проверить величину зазора;
- качество прихваток;
- убедиться в отсутствии грязи в местах соединения.
Требования, предъявляемые к рабочему месту. Во время сварки титановых сплавов необходимо обеспечить чистоту рабочего места, которое должно быть надежно защищено от таких факторов:
- сквозняки;
- повышенная влажность;
- пыль;
- жир.
Аргонодуговая и сварка полуавтоматом
Наиболее распространенными способами являются технология аргонодуговой сварки неплавящимся электродом и сварка полуавтоматом.
Схема аргоно-дуговой сварки титана.
Если соблюдены все требования технологии, получаемый шов обладает коррозионностойкостью, как и вся деталь. Наоборот, если имеют место нарушения технологии, качество соединения заметно снижается.
Титан в сравнении с остальными цветными металлами требует особого внимания к качеству подаваемого аргона. Жидкому металлу сварного соединения необходима стопроцентная защита от контакта с атмосферным воздухом. Помимо этого горячая зона около шва с корнем сварочного шва должна быть защищена в процессе кристаллизации и последующего остывания до 427°.
Помимо этого горячая зона около шва с корнем сварочного шва должна быть защищена в процессе кристаллизации и последующего остывания до 427°.
Аргонодуговой метод можно применять для соединения стыков без присадочной проволоки, если толщина листа не превышает 3 мм. В случае соединения металла большей толщины потребуется присадочный материал и разделка кромок. Здесь подойдет как сварка титана аргоном с подачей присадочной проволоки, так и полуавтоматическая, которая отличается экономичностью и большей производительностью при соединении заготовок толщиной более 10 мм.
Совет: использовать аргонодуговую сварку следует с осторожностью, чтобы не допустить взаимодействия вольфрамового электрода и сварочной ванны. Таким образом удастся предотвратить попадание частиц вольфрама в сварочный шов.
Вернуться к оглавлению
Источники питания
Для аргонодуговой сварки используется источник питания постоянного тока DC прямой полярности (DCSP), а для полуавтоматической – источник питания обратной полярности (DCRP). Сварочная горелка должна быть оборудована устройством дистанционного регулирования силы тока во избежание нарушения сварочного процесса и контроля охлаждения соединения посредством защиты аргоном, который обеспечивает:
Источник питания постоянного тока DC прямой полярности .
- первичную защиту жидкой сварочной ванны;
- вторичную защиту кристаллизующегося металла и зоны около шва;
- защиту оборотной стороны соединения.
Первичная защита жидкой сварочной ванны. Для обеспечения первичной защиты следует грамотно выбрать сварочную горелку. Она оборудована большим керамическим соплом, надежно защищающим жидкую сварочную ванну, и газовой линзой, равномерно подающей аргон.
Чтобы определить эффективность и расход аргона для данной операции, необходимо сделать пробный шов на отдельной титановой пластине. Качественное сварное соединение должно иметь серебристый цвет.
Вторичная защита кристаллизующегося металла и зоны около шва. Как правило, вторичная защита производится посредством специальной насадки на сварочную горелку. Насадка должна обеспечивать равномерное распределение аргона внутри устройства.
Как правило, вторичная защита производится посредством специальной насадки на сварочную горелку. Насадка должна обеспечивать равномерное распределение аргона внутри устройства.
Совет: если используется большая насадка, необходимо позаботиться о водяном охлаждении. Если в насадке имеются медные диффузоры, то удается получить равномерный поток газа.
Вернуться к оглавлению
Защита оборотной стороны шва
Устройство для защиты оборотной стороны соединения представляет собой медные подкладки, которые защищают корневую часть шва и зону вокруг него и могут быть водоохлаждаемыми. Также могут быть использованы массивные стальные болванки в качестве радиаторов, охлаждающие сварные швы. Подкладки оснащены канавкой, расположенной под местом соединения. Давление аргона при данной операции необходимо вдвое меньше в сравнении с первичной защитой. Потребуются отдельные газовые редукторы для каждой из упомянутых выше видов защиты.
Вернуться к оглавлению
Особенности технологии
Немаловажное значение имеет техника сваривания титановых сплавов. Перед началом работы необходимо продуть:
Схема подключения аргоно-дуговой сварки.
- горелку;
- защитную насадку;
- подкладки для оборотной стороны соединения для удаления атмосферного воздуха из системы.
Электрическую дугу следует зажигать посредством осциллятора. По окончании работы затухание электрической дуги производится плавным снижением силы тока. Газ следует подавать в область соединения и зону вокруг него до охлаждения титана до 427 и менее градусов.
Если сварной шов имеет желтый или синий оттенок, это свидетельствует о преждевременном снятии аргона. Как правило, нет необходимости в предварительном нагреве заготовки перед началом сварочного процесса. Но если влага все же присутствует, сварные поверхности необходимо прогреть до 70°. Для аргонодуговой сварки длина электрической дуги без присадочной проволоки должна равняться диаметру неплавящегося электрода. В случае добавления присадочной проволоки этот показатель составляет 1-1,5 диаметра электрода.
В очистке между проходами нет необходимости, если шов имеет серебристый цвет. Если имеют место желтый или синий оттенки, потребуется очистка при помощи проволочной щетки. Швы темно-синего, серого или белого цветов зачищаются до полного удаления.
Вернуться к оглавлению
Холодная сварка титана
Процесс холодной сварки титана происходит посредством разрушения кристаллической решетки, взамен которой происходит образование новой путем соединения слоев титана. Холодную сварку титана ведут в твердом состоянии на открытом воздухе.
Холодная сварка белого титана имеет существенное отличие в том, что процесс происходит под воздействием давления без внешнего нагрева. Согласно инструкции по холодной сварке титана, работы разрешается производить при любой температуре воздуха.
В случае приложения нормальных усилий данный способ соединения титановых листов производится внахлест. Для этого используются специальные зажимы для фиксации, после чего начинается сварочный процесс. После снятия зажимов листы деформируются и надежно соединяются между собой.
Посредством аргонодуговой сварки титановых сплавов удается получать ровное и цельное соединение, что гарантирует высокую герметичность, прочность и продолжительный срок службы изделия.
сварка титана (технология). Сварка аргоном титана
В авиации, судостроении, машиностроении и в некоторых других отраслях промышленности для изготовления сложных и ответственных узлов используют такие дорогостоящие материалы, как титан. Он хорош не только своим небольшим весом, но и тем, что данный металл не подвергается коррозионным процессам. Давайте более подробно рассмотрим, что же такое титан. Сварка титана – это довольно интересная тема для разговора, об этом и пойдет речь.
Немного общих сведений
Просто так взять и использовать кусок титана получается редко. Зачастую его предварительно обрабатывают. Стоит понимать, что обычно он подвергается сварке. Но так как данный металл относится к труднообрабатываемым, то специалисты столкнулись с проблемой разрушения материала при температуре от 400 градусов по Цельсию под воздействием водяного пара, кислорода, а также азота. Сам по себе процесс является достаточно сложным, так как необходимо соблюдать большое количество технологических правил, да и не любой вид сварки подходит для обработки данного металла. В любом случае, сегодня научились обрабатывать титан. Сварка титана осуществляется несколькими методами:
- электронным лучом;
- дуговым флюсом;
- аргоном.
В настоящее время популярностью пользуются все методы, но наибольшее распространение получила аргонная сварка по нескольким причинам, о которых мы поговорим немного позже.
Титан и его сплавы
Данный металл в природе достаточно распространен. Многие говорят о том, что его мало, но это смотря с чем сравнивать. В любом случае, количество титана в земной коре больше, нежели меди или свинца. Это весьма прочный металл. В чистом виде его прочность достигает 337 МПа, а в сплаве порядка 1 250 МПа. Температура плавления титана – 1668 градусов по Цельсию.
При нормальных температурах он устойчив к коррозии и работает в агрессивных средах. Тем не менее при достижении температуры 400 градусов по Цельсию его эксплуатационные свойства резко падают. Он вступает в бурную реакцию с азотом, начинает окисляться кислородом и водяным паром, что сильно ограничивает сферу его применения. Примечательно то, что материал совершенно не склонен к образованию горячих трещин во время сварки, однако его зерно становится крупнее, что ухудшает технические характеристики металла и качество шва. В принципе, мы немного разобрались с тем, что такое титан. Сварка титана – вот, что еще интересно. Давайте об этом и поговорим.
Технологические особенности сварки
В настоящее время нельзя говорить о том, что титан является редкостью в том или ином изделии. С ним работает достаточно много производителей из самых различных отраслей. Но необходимо понимать, что титан – активный химический элемент. Это говорит о том, что использование обычной сварки недопустимо. Обусловлено это тем, что в процессе попадают загрязнения в виде карбидов и нитридов, которые понижают эксплуатационные свойства материала.
Поэтому основное условие при сварке – полная изоляция от окружающей среды. К таковым относится: кислород, азот, водород и другие. Кроме того, сварочные работы должны производиться на относительно больших скоростях. При длительном нагревании зерна в кристаллической решетке расширяются, что значительно повышает хрупкость. В любом случае, сварка титана, технология которой более подробно будет рассмотрена ниже – сложный и ответственный процесс. Ну а сейчас пойдем дальше.
Сварка аргоном титана
Аргонный вид сварки данного металла наиболее популярен среди специалистов во всем мире. Обусловлено это тем, что тут не используются флюсы и электроды, следовательно, выполняются более тонкие и сложные сварочные работы. Кроме того, аргонный метод получения сварных соединений относится к высококачественным видам сварки. При соблюдении технологии получается шов высокого качества.
Нельзя не сказать и об универсальности аргонной сварки. Она заключается в том, что тут есть возможность обработки как крупногабаритных конструкций, так и деталей небольшого размера. Шов при этом получается одинаково качественный. Кроме того, сварка аргоном титана хороша еще и тем, что можно работать на малом токе, а это позволяет сваривать материал толщиной от 0,5 мм. Аргон позволяет восстанавливать детали, утратившие свои первоначальные объемы.
Сварка титана и его сплавов: технология
Работы должны выполняться квалифицированным специалистом при наличии соответствующего оборудования. Кроме того, данный процесс многоэтапный. Все стадии должны идти в строго установленной последовательности и выполняться согласно нормам.
Первый этап – подготовительный. На этой стадии необходимо зачистить поверхность металла. При этом крайне важно удалить оксидную пленку. Кромки обычно обрабатывают методом газокислородной резки. Деталь или заготовка обрабатывается фтором и кислотой (соляной). При этом должна поддерживаться постоянная температура 60 градусов по Цельсию. Тут крайне важно обеспечить защиту обрабатываемого металла от реакции с атмосферным воздухом как с наружной, так и с тыльной стороны. Для этого подойдут медные или стальные прокладки, которые нужно прикладывать к шву. Помимо прокладок допустимо использование защитных козырьков и специальных насадок.
В процессе сварки
Процесс протекает на постоянном токе. В горелку устанавливается специальный вольфрамовый электрод. Когда металл вступает в контакт с электрической дугой, образуется сварочная ванна. Температура в ней нередко достигает 6 тысяч градусов по Цельсию.
Под давлением сварочной дуги расплавленный титан несколько оттесняется. Получается так, что горелка горит в углублении. Это можно считать преимуществом, так как значительно улучшается проплавляющая способность. Кроме того, постоянно нагнетается аргон, который обеспечивает надежную защиту от воздействия кислорода, азота и других вредных примесей.
Еще кое-что
Примерно так и обрабатывается титан. Холодная сварка подразумевает использование присадочной проволоки только в том случае, если толщина металла превышает 1,5 мм. Если же толщина достигает 10-15 мм, то сварка выполняется погруженной дугой в один проход. Если работы были выполнены с соблюдением технологии, то шов не потребуется обрабатывать от шлаков. Он будет ровный и качественный. Такие соединения отличаются высокой герметичностью и долговечностью.
Дуговая и электронно-лучевая сварка
Дуговая сварка под флюсом появилась относительно недавно. Метод основан на изоляции материала от внешней среды специальными флюсами. Флюс представляет собой некую пасту. Чаще всего используют АНТ-А различных модификаций. Особенность способа заключается в том, что удалось добиться лучшей структуры кристаллической решетки, нежели при сварке в инертной среде. Поэтому предпочтительно именно так обрабатывать титан. Сварка титана таким методом не ухудшает эксплуатационные характеристики детали.
Электронно-лучевая сварка имеет большое количество недостатков. Но есть один существенный плюс, который заключается в полной защите металла от внешней среды. Это позволяет получить очень качественную кристаллическую решетку. При этом процесс протекает при большой скорости, что значительно снижает энергоемкость выполняемых работ. Есть еще и электрошлаковая сварка, которая на сегодняшний день не получила должного распространения. Ее особенность заключается в том, что в процессе используются электроды такого же материала, как и свариваемая поверхность.
Заключение
Теперь вы имеете общее представление о том, что такое сварка. Титан, инверторная сварка для которого широко используется, обладает уникальными техническими характеристиками. Именно поэтому его используют там, где не подходит сталь или другие металлы. Но высокая стоимость оборудования для выполнения сварочных работ, энергоемкость процесса, а также многие другие отрицательные факторы не способствуют развитию использования данного металла. Тем не менее некоторые компании постоянно стараются сделать как можно больше для того, чтобы было проще и легче получить качественный шов. К примеру, лидером по продажам присадок является фирма «Эльф филлинг» — «Титан». Холодная сварка с помощью данной компании становится не такой сложной и длительной. Конечно, новичок все равно не справится с такой задачей, а вот специалисту будет куда проще выполнить свою работу. В принципе, это все, что можно рассказать о сварке такого металла, как титан.
Как варить титан — Портал о стройке
Аргонная сварка титана требует соблюдения некоторых технических условий. Рассмотрим эти нюансы!
При сварке титановых изделий, зону соединения рекомендуется надежно защищать от атмосферного воздуха. В защите нуждаются — сварочная ванна и участки металла нагретые свыше 400 градусов.
Титан соприкасаясь с кислородом и азотом при нагреве до высоких температур становится хрупким. Поэтому для защиты зоны сварки от окисления и азотирования на горелку устанавливают специальные приспособления.
Ниже на фото показаны приспособления для защиты вспомогательного газа и подачи аргона в повышенном количестве.
Содержание статьи:
Подготовка материала
Сварка аргоном титана выполняется только после подготовки сварных кромок и присадки. Для наглядности таблица разделки кромок.
Перед работой, нужно провести полировку (зачистку) поверхности изделий стальной щеткой, наждачной бумагой и обезжирить ацетоном, спиртом.
Для удаления оксидной пленки, можно приготовить смесь из 2-4% фтористоводородной кислоты и 30-40% азотной кислоты. Травление производится в течение 30 секунд, температура травления не более 60 градусов.
Сварка титана в среде защитного газа нуждается в присадочных материалах. Которые подразделяются по составу (палладий, ванадий, алюминий) и по содержанию кислорода. Таблица (ниже) с характеристиками присадок из титана и его сплава.
Присадочные прутки и проволока во время сварки в аргоне, не должны выходить за пределы защитного газа. Потому что при соприкосновении с воздухом титановые присадки загрязняются.
Технология сварки титана аргоном
Аргонодуговая сварка титана выполняется на постоянном токе прямой полярности. Электроды используются вольфрамовые. Как варить правильно?
В отдельных случаях аргонодуговая сварка титана нуждается в специальных приспособлениях, в которые поступает инертный газ вытесняя воздух. Эти принадлежности могут быть любой формы и размеров, смотрите схемы вначале статьи.
Также сварка аргоном титана возможна с использованием медных или стальных подкладок. В которых можно вырезать отверстия для подачи газа.
Для соединения труб применяют специальные фартуки с разным закруглением, зависит от диаметра трубы.
Приспособление (фартук) для труб одевается на горелку
Видео: аргонная сварка титана (труб) с фартуком.
При соединении встык или внахлест, толщина металла до 3 мм можно не использовать присадочную проволоку. Просто ставится сопло по диаметру побольше и увеличивается подача аргона.
Чтобы сварка титана в домашней мастерской проходила более качественно и быстрее, посмотрите в таблице основные режимы аргонодугового соединения.
Варить титан необходимо на короткой дуге, без колебательный движений. Подача присадочного прута происходит беспрерывно. Всё познается на практике, методом проб и ошибок.
Подачу газа после гашения дуги для остывания металла рекомендуется ещё продолжать в течение минуты. Это действие предотвратит сварной шов от окисления.
Качественный шов должен получится светлым и серебристым. Если ваше творение имеет черный цвет и синеву, значит шов получил загрязнение кислородом или азотом. В таких случаях, изделие требуется переварить.
Видео: аргонная сварка титана (советы и рекомендации от профи).
P.S. Теперь сварка титана в среде аргона вам по плечу. Смотрите таблицы, видео и дерзайте. Только практика поможет овладеть сварочными премудростями. Удачи!
Высокая прочность и большая коррозионная стойкость, при малом удельном весе, обеспечивают титану и его сплавам все более широкое применение в различных областях человеческой деятельности. В наше время титан используется не только в авиа- и космостроении, химической промышленности и прочих высокотехнологичных отраслях, но и в производстве устройств бытового назначения. Сварка титана — задача, сталкиваться с которой обычному мастеру случается не так уж и редко.
Сварка титана в специальной камере
Свариваемость
На свариваемость титана накладывают отпечаток две особенности — высокая химическая активность металла в отношении газов, содержащихся в воздухе (кислорода, азота и водорода) и его повышенная склонность к росту зерна при температуре выше 800-850°C.
При нагреве до температуры 350°С и выше титан активно поглощает кислород, образуя различные окислы с высокими твердостью, прочностью и низкой пластичностью. По мере окисления оксидная пленка меняет окраску от желто-золотистой до темно-фиолетовой, переходящей в белую. Эти цвета в околошовной зоне характеризуют качество защиты титана при сварке.
При температуре выше 500°С титан активно взаимодействует с азотом с образованием нитридов, повышающих твердость и прочность металла, но снижающих его пластичность.
Что касается водорода (водород образуется в результате разложения воды на водород и кислород под воздействием высокой температуры дуги), то под его влиянием, с титаном происходит очень вредное явление, называемое водородным охрупчиванием. Химическая природа этого процесса состоит в образовании в остывающем и холодном металле, содержащем растворенный водород, гидридов титана, повышающих хрупкость металла и вызывающих возникновение в нем трещин. На практике это приводит к тому, что спустя некоторое время после сварки (иногда довольно продолжительное) приваренная деталь, не имевшая, казалось бы, никаких дефектов, просто отваливается — сама по себе или после легкого удара.
Рост зерна, имеющий место при высоких температурах, также отрицательно сказывается на прочности титана. Ему способствует низкая теплопроводность титана, увеличивающая время пребывания шва и околошовного металла в зоне высоких температур. Чтобы снизить рост зерна, сварку необходимо выполнять при минимально возможной погонной энергии.
Кроме всего перечисленного, титан имеет высокую температуру плавления (1660°С), поэтому при сварке требуется мощный, концентрированный источник теплоты.
И все же основная проблема сварки титановых сплавов — это надежная защита металла, нагреваемого выше 300-400°C, от водорода, кислорода и азота, содержащихся в воздухе.
Способы сварки титана
Для сваривания титана и его сплавов могут применяться различные способы сварки. Все способы предполагают защиту зоны сварки от воздуха. Сварка с защитой инертными газами является самой широко применяемой. Способ защиты зависит от конфигурации и размеров свариваемой детали. Это может быть местная защита в виде струи газа, выходящего из сопла горелки, и различных накладок на свариваемую деталь или защита с использованием специальных камер. Последние могут быть локальными (необитаемыми), куда помещаются только деталь, сварочная оснастка и горелка, и обитаемыми. Обитаемые камеры вакуумируются, заполняются аргоном, затем через шлюзы в них входят сварщики в скафандрах.
Сварка титана в специальной камере
Сварка титана в специальной камере
Сварка титана в специальной камере
Сварка титана в специальной камере
Диаметр неплавящегося электрода выбирается в зависимости от величины тока сварки с учетом рабочего тока электрода. Расход аргона для защиты зоны сварки 5-8 л/мин, для защиты корня шва — 2 л/мин.
При сварке электрод располагают под углом 70-80° к поверхности детали, присадочный материал — под углом 90-100° к оси электрода. Вылет электрода должен быть 6-8 мм, длина дуги — в пределах 1-2 мм. Для лучшей защиты шва, присадочную проволоку следует вести перед горелкой, а не за ней.
Положение электрода и присадочной проволоки
Горелку перемещают равномерно, без поперечных колебаний. Присадочный материал вводится в зону сварки также равномерно и без поперечных движений. Его конец опирается на край сварочной ванны. Во время сварки нельзя выводить нагретый конец прутка из зоны газовой защиты.
Подачу защитного газа прекращают только через 5-10 сек после потемнения шва, когда его температура опустится ниже 400°С.
Во избежание перегрева околошовных участков и роста зерна металла, сварку необходимо выполнять при минимально возможном токе.
Дефекты сварки титана
При соблюдении технологии сварки титана, прочность сварного соединения достигает 80% от прочности основного металла. Дефекты швов могут снизить показатели прочности на 40-60 и более процентов. Наиболее частыми из них являются поры и холодные трещины.
Основная причина образования пор — газовые примеси (главным образом водорода), растворенные в присадочном и основном металле. Чтобы получать беспористые швы, нужно обеспечивать чистоту сварочных материалов и основного металла и выполнять сварку на оптимальных режимах.
Холодные трещины могут возникать сразу после сварки или по истечении какого-то времени — иногда недель и даже месяцев. Основной причиной их возникновения является водородное охрупчивание.
О качестве газовой защиты, осуществленной в процессе сварки, можно судить по внешнему виду шва. Серебристый цвет (1) говорит о хорошей защите и качественном шве, светлый соломенный оттенок (2) свидетельствует о незначительных нарушениях защиты. Прочие цвета — коричневый, голубой, серый с налетом — говорят о плохой защите шва.
Внешний вид швов после сварки титана
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
В авиации, судостроении, машиностроении и в некоторых других отраслях промышленности для изготовления сложных и ответственных узлов используют такие дорогостоящие материалы, как титан. Он хорош не только своим небольшим весом, но и тем, что данный металл не подвергается коррозионным процессам. Давайте более подробно рассмотрим, что же такое титан. Сварка титана – это довольно интересная тема для разговора, об этом и пойдет речь.
Немного общих сведений
Просто так взять и использовать кусок титана получается редко. Зачастую его предварительно обрабатывают. Стоит понимать, что обычно он подвергается сварке. Но так как данный металл относится к труднообрабатываемым, то специалисты столкнулись с проблемой разрушения материала при температуре от 400 градусов по Цельсию под воздействием водяного пара, кислорода, а также азота. Сам по себе процесс является достаточно сложным, так как необходимо соблюдать большое количество технологических правил, да и не любой вид сварки подходит для обработки данного металла. В любом случае, сегодня научились обрабатывать титан. Сварка титана осуществляется несколькими методами:
В настоящее время популярностью пользуются все методы, но наибольшее распространение получила аргонная сварка по нескольким причинам, о которых мы поговорим немного позже.
Титан и его сплавы
Данный металл в природе достаточно распространен. Многие говорят о том, что его мало, но это смотря с чем сравнивать. В любом случае, количество титана в земной коре больше, нежели меди или свинца. Это весьма прочный металл. В чистом виде его прочность достигает 337 МПа, а в сплаве порядка 1 250 МПа. Температура плавления титана – 1668 градусов по Цельсию.
При нормальных температурах он устойчив к коррозии и работает в агрессивных средах. Тем не менее при достижении температуры 400 градусов по Цельсию его эксплуатационные свойства резко падают. Он вступает в бурную реакцию с азотом, начинает окисляться кислородом и водяным паром, что сильно ограничивает сферу его применения. Примечательно то, что материал совершенно не склонен к образованию горячих трещин во время сварки, однако его зерно становится крупнее, что ухудшает технические характеристики металла и качество шва. В принципе, мы немного разобрались с тем, что такое титан. Сварка титана – вот, что еще интересно. Давайте об этом и поговорим.
Технологические особенности сварки
В настоящее время нельзя говорить о том, что титан является редкостью в том или ином изделии. С ним работает достаточно много производителей из самых различных отраслей. Но необходимо понимать, что титан – активный химический элемент. Это говорит о том, что использование обычной сварки недопустимо. Обусловлено это тем, что в процессе попадают загрязнения в виде карбидов и нитридов, которые понижают эксплуатационные свойства материала.
Поэтому основное условие при сварке – полная изоляция от окружающей среды. К таковым относится: кислород, азот, водород и другие. Кроме того, сварочные работы должны производиться на относительно больших скоростях. При длительном нагревании зерна в кристаллической решетке расширяются, что значительно повышает хрупкость. В любом случае, сварка титана, технология которой более подробно будет рассмотрена ниже – сложный и ответственный процесс. Ну а сейчас пойдем дальше.
Сварка аргоном титана
Аргонный вид сварки данного металла наиболее популярен среди специалистов во всем мире. Обусловлено это тем, что тут не используются флюсы и электроды, следовательно, выполняются более тонкие и сложные сварочные работы. Кроме того, аргонный метод получения сварных соединений относится к высококачественным видам сварки. При соблюдении технологии получается шов высокого качества.
Нельзя не сказать и об универсальности аргонной сварки. Она заключается в том, что тут есть возможность обработки как крупногабаритных конструкций, так и деталей небольшого размера. Шов при этом получается одинаково качественный. Кроме того, сварка аргоном титана хороша еще и тем, что можно работать на малом токе, а это позволяет сваривать материал толщиной от 0,5 мм. Аргон позволяет восстанавливать детали, утратившие свои первоначальные объемы.
Сварка титана и его сплавов: технология
Работы должны выполняться квалифицированным специалистом при наличии соответствующего оборудования. Кроме того, данный процесс многоэтапный. Все стадии должны идти в строго установленной последовательности и выполняться согласно нормам.
Первый этап – подготовительный. На этой стадии необходимо зачистить поверхность металла. При этом крайне важно удалить оксидную пленку. Кромки обычно обрабатывают методом газокислородной резки. Деталь или заготовка обрабатывается фтором и кислотой (соляной). При этом должна поддерживаться постоянная температура 60 градусов по Цельсию. Тут крайне важно обеспечить защиту обрабатываемого металла от реакции с атмосферным воздухом как с наружной, так и с тыльной стороны. Для этого подойдут медные или стальные прокладки, которые нужно прикладывать к шву. Помимо прокладок допустимо использование защитных козырьков и специальных насадок.
В процессе сварки
Процесс протекает на постоянном токе. В горелку устанавливается специальный вольфрамовый электрод. Когда металл вступает в контакт с электрической дугой, образуется сварочная ванна. Температура в ней нередко достигает 6 тысяч градусов по Цельсию.
Под давлением сварочной дуги расплавленный титан несколько оттесняется. Получается так, что горелка горит в углублении. Это можно считать преимуществом, так как значительно улучшается проплавляющая способность. Кроме того, постоянно нагнетается аргон, который обеспечивает надежную защиту от воздействия кислорода, азота и других вредных примесей.
Еще кое-что
Примерно так и обрабатывается титан. Холодная сварка подразумевает использование присадочной проволоки только в том случае, если толщина металла превышает 1,5 мм. Если же толщина достигает 10-15 мм, то сварка выполняется погруженной дугой в один проход. Если работы были выполнены с соблюдением технологии, то шов не потребуется обрабатывать от шлаков. Он будет ровный и качественный. Такие соединения отличаются высокой герметичностью и долговечностью.
Дуговая и электронно-лучевая сварка
Дуговая сварка под флюсом появилась относительно недавно. Метод основан на изоляции материала от внешней среды специальными флюсами. Флюс представляет собой некую пасту. Чаще всего используют АНТ-А различных модификаций. Особенность способа заключается в том, что удалось добиться лучшей структуры кристаллической решетки, нежели при сварке в инертной среде. Поэтому предпочтительно именно так обрабатывать титан. Сварка титана таким методом не ухудшает эксплуатационные характеристики детали.
Электронно-лучевая сварка имеет большое количество недостатков. Но есть один существенный плюс, который заключается в полной защите металла от внешней среды. Это позволяет получить очень качественную кристаллическую решетку. При этом процесс протекает при большой скорости, что значительно снижает энергоемкость выполняемых работ. Есть еще и электрошлаковая сварка, которая на сегодняшний день не получила должного распространения. Ее особенность заключается в том, что в процессе используются электроды такого же материала, как и свариваемая поверхность.
Заключение
Теперь вы имеете общее представление о том, что такое сварка. Титан, инверторная сварка для которого широко используется, обладает уникальными техническими характеристиками. Именно поэтому его используют там, где не подходит сталь или другие металлы. Но высокая стоимость оборудования для выполнения сварочных работ, энергоемкость процесса, а также многие другие отрицательные факторы не способствуют развитию использования данного металла. Тем не менее некоторые компании постоянно стараются сделать как можно больше для того, чтобы было проще и легче получить качественный шов. К примеру, лидером по продажам присадок является фирма «Эльф филлинг» — «Титан9raquo;. Холодная сварка с помощью данной компании становится не такой сложной и длительной. Конечно, новичок все равно не справится с такой задачей, а вот специалисту будет куда проще выполнить свою работу. В принципе, это все, что можно рассказать о сварке такого металла, как титан.
Зачем нужен крошечный карман на джинсах? Все знают, что есть крошечный карман на джинсах, но мало кто задумывался, зачем он может быть нужен. Интересно, что первоначально он был местом для хр.
15 симптомов рака, которые женщины чаще всего игнорируют Многие признаки рака похожи на симптомы других заболеваний или состояний, поэтому их часто игнорируют. Обращайте внимание на свое тело. Если вы замети.
11 странных признаков, указывающих, что вы хороши в постели Вам тоже хочется верить в то, что вы доставляете своему романтическому партнеру удовольствие в постели? По крайней мере, вы не хотите краснеть и извин.
13 признаков, что у вас самый лучший муж Мужья – это воистину великие люди. Как жаль, что хорошие супруги не растут на деревьях. Если ваша вторая половинка делает эти 13 вещей, то вы можете с.
Что форма носа может сказать о вашей личности? Многие эксперты считают, что, посмотрев на нос, можно многое сказать о личности человека. Поэтому при первой встрече обратите внимание на нос незнаком.
Каково быть девственницей в 30 лет? Каково, интересно, женщинам, которые не занимались сексом практически до достижения среднего возраста.
Содержание
Особенности сварки титана и сплавов на его основе
Сварка титана и титановых сплавов всё чаще применяется в промышленности из-за их физико-химических свойств. Температура плавления титана составляет, по разным данным, 1470-1825°C. Титан способен сохранять высокую прочность до температуры 500°C, а также высокую коррозионную стойкость во многих агрессивных средах.
Основное условие для качественной сварки титана — это необходимость надёжной защиты зоны сварки и обратной стороны шва от вредного воздействия атмосферного воздуха. При этом, защищать нужно не только сварочную ванну, но и те участки металла, температура нагрева которых превышает 400°C. Кроме этого, необходимо обеспечить минимальный по времени нагрев свариваемых кромок.
Дополнительными трудностями при сварке титана являются его склонность к увеличению размера зерна при высоких температурах (выше 880°C) и к образованию пор.
Титановые сплавы склонны к закалке, в зависимости от легирующего элемента. Такие элементы как Cr, Fe, Mn, W, Mo, V, входящие в состав сплава, снижают его пластичность. Так, при температуре 250°C начинается интенсивное поглощение водорода, при 400°C кислорода и при 600°C азота.
Прочность сварного соединения титана и титановых сплавов, в зависимости от марки сплава и способа сварки плавлением составляет 0,6-0,8 прочности основного металла. Сварные соединения из титановых сплавов марок ВТ5, ОТ4, ВТ4 и др. не последующей термической обработке не подвергают. В отдельных случаях допускается выполнять отжиг для снятия напряжений.
Какие способы используют для сварки титана и его сплавов?
Титан и его сплавы свариваются плавлением только дуговой (ручной или автоматической) сваркой. Наибольшее распространение получила сварка в среде аргона или гелия под некислородным флюсом марки АН-11. Для изделий большой толщины применяют электрошлаковую сварку под флюсом марки АН-Т2. Кроме того, титан хорошо сваривается контактной сваркой в среде защитных газов или без неё. При сварке плавлением необходимо обеспечивать газовую защиту оборотной стороны шва в среде аргона. В связи с этим, рекомендуется применять сварку на подкладках или производить сварку встык.
Подготовка титана и его сплавов под сварку
Качество титанового сварного соединения во многом будет зависеть от технологической подготовки сварных кромок и сварной проволоки под сварку. У деталей из титана и титановых сплавов поверхность покрыта оксидно-нитридными плёнками, появляющимися после горячей обработки полуфабрикатов, из которых эти детали изготовлены.
Удалить эту плёнку можно при помощи механической обработки и следующего за ней травления в смеси 350мл соляной кислоты, 50г фторида натрия и 650мл воды. Время травления составляет 5-10мин, температура травления 60°C. Перед сваркой необходимо зачистить металлическими щётками сами сварные кромки, а также участки, на расстоянии 15-20мм от стыка до металлического блеска и обезжирить.
Ручная дуговая сварка титана и титановых сплавов
Технология, техника и режимы сварки
Ручную дуговую сварку титана вольфрамовым электродом выполняют постоянным током прямой полярности. При сварке используют специальные приспособления, с помощью которых обеспечивается защита зоны сварки, околошовной зоны, корня шва, а также остывающих участков шва. Такими приспособлениями могут быть, в частности, удлинённые насадки с отверстиями, защитные козырьки и др.
Защиту корня шва можно обеспечить, если плотно поджать сварные кромки к медной или стальной подкладке. Можно, также, использовать подкладку с отверстиями, или изготовленную из пористого материала и подавать через неё защитный газ. При сварке труб из титана защитный газ пропускают внутрь трубы.
Если толщина свариваемого металла не превышает 3,0мм, то при их сборке допускается зазор от 0,5мм до 1,5мм. В этом случае сварку производят без использования присадочного материала. Если используют присадочный материал, по составу сходный со свариваемым металлом, то диаметр электрода принимается равным толщине основного металла.
Приблизительные режимы для ручной дуговой сварки титана и его сплавов вольфрамовым электродом диаметром 1,5-2мм и присадочной проволокой диаметром 2мм составляют: сила тока 90-100А для сварки металла, толщиной 2мм и 120-140А для металла толщиной 3-4мм. Сварку производят постоянным током прямой полярности, как уже говорилось выше.
Ручную сварку титана проводят без колебательных движений, на короткой дуге. При этом наклон электрода должен быть в противоположную сторону от направления его движения, т.е. сварка выполняется «углом вперёд». Если используется присадочный материал, то рекомендуемый угол между электродом и присадочным прутком составляет 90°. Подача присадочной проволоки осуществляется без перерыва.
После окончания процесса сварки и гашения электрической дуги, необходимо продолжать подачу защитного газа в течение 0,5-1мин, пока металл не остынет до температуры ниже 400°C. Этот приём помогает предотвратить окисление металла сварного шва и зоны термического влияния. Окисленный шов хорошо различается по цвету. Качественный шов окрашен в светлый, жёлтый или соломенный цвет. Некачественный шов имеет серый или чёрный цвет и наличие синевы в переходной зоне. На рисунке справа показаны неокисленный, качественный шов (сверху) и шов окисленный (снизу).
Видео: аргонодуговая сварка труб из титана
В представленных ниже коротких видеороликах подробно показан процесс сварки труб из титана в среде аргона с использованием специальных фартуков для защиты зоны сварки:
Автоматическая сварка титана и его сплавов
Автоматическая сварка титана и титановых сплавов выполняется вольфрамовым электродом. Выходные отверстия сварочной горелки должны быть не менее 12-15мм. При сварке неплавящимся электродом рекомендуются постоянный ток прямой полярности.
В связи с высокой активностью титана, зажигание и гашение горелки необходимо производить вне свариваемого изделия — на специальных планках. Также, как и при ручной сварки, после гашения дуги защитный газ необходимо подавать ещё в течение, примерно 1мин, чтобы предотвратить окислении шва и переходной зоны. Рекомендуемые режимы сварки титана для автоматической сварки в защитных газах и автоматической сварки под флюсом представлены в таблицах ниже:
Режимы автоматической аргонодуговой сварки титана
Толщина металла, мм
Электрошлаковая сварка титановых сплавов
На практике широкое распространение получила электрошлаковая сварка титановых сплавов, в частности, сплава ВТ5-1, в состав которого входит титан, легированный до 5% алюминием и до 3% оловом. Изготавливается сплав, преимущественно, прессованием с последующей прокаткой до тонких листов, а также ковкой заготовок крупных сечений.
Технология сварки деталей крупных сечений из сплава ВТ5-1 наиболее сложна, но вполне выполнима электрошлаковой сваркой под флюсом АН-Т2 в среде аргона. Источник переменного тока — трёхфазный трансформатор, должен обладать жёсткой характеристикой.
Для сварки поковок небольшого размера (60х60мм) рекомендуются следующие режимы сварки: сила тока 1600-1800А, напряжение дуги 14-16В. Рекомендуемый зазор между кромками свариваемых поковок составляет 26мм, масса засыпанного флюса 130г и расход аргона 8л/мин.
Такие режимы, при условии использования пластинчатого электрода размером 12х60мм, обеспечивает стабильный процесс и удовлетворительное качество сварного соединения, не уступающего по прочности основному металлу.
При сварке прессованных профилей крупного сечения на таких же режимах электродом толщиной 8мм прочность сварного соединения оказывается несколько ниже (примерно, 80-85% от прочности основного металла) из-за применения пластинчатых электродов из нелегированного сплава ВТ1-1. А применять легированные электродные сплавы не рекомендуется, т.к. они не обеспечивают достаточной пластичности соединения, потому что прессованный металл сильно насыщен газами.
Контактная сварка титана
По опытным данным, впервые проверенным на практике Забурдиным М.К. Захаренко В.Ф. и др. оптимальная скорость оплавления, при сварке больших заготовок, составляет 2-2,5 мм/сек. Более высокая скорость оплавления приводит к снижению прочности, даже при защите аргоном.
Перед сваркой торцы лучше всего фрезеровать или зачищать наждачной бумагой. Из-за склонности титана к перегреву, величина осадки выбирается на 15-20% больше, чем для сварки углеродистых сталей.
Режимы стыковой сварки титана
Ориентировочные режимы стыковой сварки титана при начальной скорости оплавления 0,5мм/сек представлены в таблице ниже:
Площадь свариваемого сечения, мм
Рассмотрим, в чём состоит технология сварки титана аргоном и чем она отличается от остальных видов сварки. Варить титан трудно, главным образом, по той причине, что его для расплавления приходится разогревать до высокой температуры. При этом данный металл становится химически очень активным к газам, содержащимся в составе воздуха. Так, при температуре порядка 400 °C воздух способствует образованию окиси титана в виде плёнки на поверхности детали. Что касается водорода (которого не так уж много в атмосферном воздухе), то от него страдают свойства самого титана. Так что сварка титана требует изоляции его от окружающего воздуха.
Исходные данные и история вопроса
Мало кто знает, что один из самых прочных металлов на Земле — титан — довольно распространён в природе. Его проще найти, чем цинк или медь. Этот тусклый металл сероватого оттенка плавится при 1700 °C, но после нагревания до 400 °C начинает проявлять бурную химическую активность. Его техническая ценность заключается в высокой коррозиостойкости и сравнительно небольшой теплоте при сваривании.
Ещё интереснее особенность кристаллической решётки титана. В зависимости от температуры, он может существовать в альфа или бета фазе. Титан и его сплавы учёные-химики разделили на α, α + β и β группы. Особенность их сварки сильно различается.
Не обойти вопрос о насыщенном альфированном слое, возникающем даже при обычной температуре на поверхности титана. Это растворённый кислород! Плёнка бывает золотистого, фиолетового и даже белого цвета. Ну а взаимодействие с атмосферным азотом приводит к росту прочности, но титан начинает крошиться. Водород же порождает трещины и поры в швах.
Подготовка к сварке
Приступая к сварке титана, нужно зачистить детали стальной щёткой либо наждаком, а также обезжирить их поверхность спиртом или ацетоном. Как правило, на поверхности титановых изделий уже имеется оксидная плёнка. Её следует удалить. Для этого понадобится раствор азотной и фтористой кислоты. Данный процесс ещё называют травлением, длится он всего пол минуты. Важно контролировать, чтобы температура не поднялась выше 60 градусов. Выше мы уже упоминали о присадочных материалах. Добавим палладий и ванадий, а самый доступный их них — алюминий.
Материалом электрода в данном случае является тугоплавкий металл- вольфрам, а вставок — тантал, ниобий и бронза. Здесь свариваются бронза и сталь, тантал и титан; вольфрамовый электрод остаётся не плавящимся; защитой служит аргоновая атмосфера либо другая контролируемая смесь инертных газов.
Как сварить титан
Над данной технической проблемой первым задумался Уильям Джон Арбегаст, инженер из США. Именно он разработал технологию сварки титана и его сплавов в аргоне.
Чем варят титан ?Ознакомимся с дуговой сваркой титана. Её осуществляют в среде, состоящей из смеси двух инертных газов: аргона и гелия. Они и защищают место сварки металла от губительного воздуха, не нанося никакого вреда сами по себе. Блестящая идея! Но реализовать её на практике оказалось непростой задачей… Решили, что смесь будет поступать из сопла горелки, а чтобы увеличить защищённую потоком площадь, применили специальные насадки. А как же быть с противоположной стороной соприкосновения деталей? Чтобы надёжно заварить, тут на помощь пришли планки из меди с желобом для поступления аргона.
А как быть, если конструкция свариваемых деталей сложная? В таком случае не обойтись без специальной камеры с заданной атмосферой (упоминавшаяся выше смесь). Она может быть небольшой, в виде локальной насадки из ткани, для конкретного узла. Либо жёсткой, побольше, из металла, в которые предварительно ставят детали и всю требуемую для сварки оснастку. Но в любом случае сварщик должен хорошо видеть место сварки и свободно выполнять все необходимые манипуляции, что обеспечивают специальные рукавицы и иллюминаторы.
Защитная камера для сварки титана
Наконец, для сварки самых крупных деталей сварочная камера может достигать размеров приличной жилой комнаты, выполненной в металле, герметичной и со шлюзами. Внутри устанавливается всё необходимое, взамен откачанного воздуха пространство заполняется аргоном, а сварщики на время выполнения работ превращаются в космонавтов с настоящими скафандрами!
Технологии сварки титана
Также сварка титана аргоном возможна под флюсами АНТ из фтора электрошлаковым способом или на прокладке из меди. Диаметр электрода составляет здесь 2 — 5 мм, а его вылет — до 22 мм. Благодаря действию флюса качество шва получается ещё выше: в его структуре практически отсутствуют поры. Отдельного рассмотрения заслуживает часто встречающаяся в металлургии сварка титана и стали. Здесь появляются нюансы, диктующие дополнительные жёсткие требования к технологии процесса. Так, образующиеся в сварочном шве фазы типа FeTi являются хрупкими по своей природе.
Сварка титана аргоном со сталью проводится в защитном газе аргоне вольфрамовым электродом или через промежуточные вставки. Комбинированные вставки выполняются из тантала и бронзы. При этом бронза сваривается со сталью аргоно-дуговой сваркой не плавящимися электродом, а тантал с титаном сваривается в камерах с контролируемой атмосферой. Используются также комбинированные вставки из бронзы и ниобия. При этом сварку осуществляет вольфрамовый электрод в камере с контролируемой атмосферой.
В любом случае недопустим перегрев, с ним борются различными способами: электромагнитным и ультразвуковым воздействием, импульсами и колебаниями луча или электрода.
Source: studvesna73.ru
Читайте также
Из чего на самом деле сделана титановая посуда?
Титан — легкий, стабильный и исключительно прочный металл. По соотношению прочности к весу он имеет наивысший рейтинг среди всех металлических элементов. Несмотря на то, что он весит примерно половину средней стали, он такой же прочный, как нержавеющая сталь. Титан чрезвычайно устойчив к кислотам и не подвержен коррозии; под воздействием кислорода он образует слой оксида титана, который постепенно накапливается. Покрытие из оксида титана на поверхности защищает металл от дальнейшей деградации.В случае, если металл действительно поцарапан, оксидная пленка служит своего рода заживляющим средством, и царапина заживет сама.
Титан нашел все более широкое применение в современном мире, особенно из-за его совместимости с тканями человека. Он широко используется в различных хирургических процедурах, а также для изготовления имплантатов человеческого тела. Титан немагнитен и плохо проводит тепло и электричество. Однако тот факт, что он легкий, прочный и очень устойчивый к коррозии, делает его пригодным для множества различных применений, где требуются эти характеристики.
Посуда, сделанная из титана, кажется, сейчас в ходу, и ее можно найти в большинстве интернет-магазинов. Однако есть некоторая путаница в отношении названия, потому что большая часть рекламируемой «титановой посуды» на самом деле изготовлена не из чистого титана.
Как устроена титановая посуда?
С точки зрения используемых материалов и технологии производства «титановую посуду» можно разделить на два типа.
- Посуда из чистого титана с титановой сердцевиной, которая может иметь или не иметь силикон-керамическое покрытие.
- Посуда, армированная титаном, с алюминиевым основанием и покрытием из титана в качестве рабочей поверхности.
Посуда из чистого титана
Посуда этого типа очень прочная, очень легкая и может использоваться для особых целей. Плохие характеристики распределения тепла делают посуду из чистого титана непригодной для повседневного приготовления, поскольку она неравномерно передает тепло, а еда имеет тенденцию прилипать к дну и стенкам кастрюли. Тем не менее, благодаря своему легкому весу, он неплохо подходит для походов, таких как походы и походы, и является любимой посудой для таких занятий.Посуда из чистого титана прочна, не деформируется при сгибании и устойчива к коррозии. Чтобы уменьшить прилипание, варочную поверхность можно покрыть кремний-керамическим антипригарным покрытием.
Посуда, армированная титаном
Сковорода с антипригарным покрытием из титана, 8 дюймов (продукт от Amazon)В посуде с антипригарным покрытием, армированной титаном, используется литая алюминиевая основа для обеспечения быстрого и равномерного распределения тепла и хорошего удержания тепла. Алюминиевый сердечник проводит тепло в семь раз быстрее, чем такие металлы, как сталь или железо.Основание покрыто керамическим покрытием с добавлением титана. Добавление титана улучшает антипригарные свойства, увеличивает срок службы и обеспечивает лучшие характеристики приготовления. Это непористое покрытие также предотвращает контакт алюминиевой основы с пищевыми продуктами.
Безопасна ли титановая посуда?
Чистый титан считается безопасным выбором для изготовления посуды, поскольку он нетоксичен, стабилен, устойчив к кислотной деградации и не влияет на вкус пищи.
Что касается посуды , армированной титаном, , то ее безопасность в значительной степени зависит от материалов, используемых в покрытии, чтобы обеспечить антипригарные свойства. Некоторые производители заявляют, что даже не используют керамику, смешанную с титаном. Например, титановые сковороды Young Living изготовлены из литого алюминия, а их внутренняя поверхность покрыта запатентованным антипригарным титановым покрытием, устойчивым к царапинам. Слой титана предотвращает просачивание алюминия в пищу.Благодаря антипригарным свойствам для приготовления пищи требуется меньшее количество масла. Поэтому посуда, армированная титаном, — хороший выбор для людей, заботящихся о своем здоровье.
Поверхность посуды с титановым покрытием премиум-класса не отслаивается даже при использовании металлической посуды. Даже если поверхность отслоится, химически инертный титан не окажет токсического воздействия на человеческий организм при проглатывании. О случаях аллергии на титан не сообщалось, и титан считается нетоксичным даже в высоких дозах.
Когда дело доходит до посуды с керамическим покрытием , пропитанным титаном, металлы и сплавы, используемые при изготовлении подставки, не попадут в пищу, потому что эта посуда непористая. Кроме того, материалы, используемые для обеспечения антипригарного свойства, не токсичны и не реагируют. Некоторые из этих материалов используются для производства имплантатов в медицинских целях. Посуда, покрытая титаном и керамикой с добавлением титана, считается нереактивной и безопасной для приготовления пищи.Однако, если вы думаете о покупке этого типа посуды, убедитесь, что вы проверили все вещества, используемые при производстве антипригарного покрытия. Таким образом, вы можете быть уверены, что покрытие не содержит ПФОК, никеля, тяжелых металлов и других вредных материалов, которые присутствуют в некоторых антипригарных покрытиях.
Преимущества титанового антипригарного покрытия
Некоторые производители заявляют, что покрытие, наполненное титаном, дает достаточно преимуществ, чтобы оправдать связанные с ним высокие цены. Эти преимущества включают:
Устойчивость к царапинам и долговечность
Поскольку керамические покрытия хрупкие и требуют ручной стирки и использования пластиковой или деревянной посуды, в покрытие добавлен титан для повышения износостойкости и продления срока службы посуды. .Посуда с пропиткой титаном имеет долговечную и стойкую к истиранию поверхность, которая обеспечивает большую долговечность, чем обычные антипригарные покрытия. Даже при длительном использовании посуда сохранит новый вид и стильный внешний вид. Покрытие безопасно для металла, и нормальная деградация из-за использования металлической посуды не повлияет на характеристики приготовления и антипригарные свойства. Ножи могут оставлять небольшие царапины, которые могут быть физическими недостатками, и сковороду можно использовать, не беспокоясь.
На некоторые марки посуды с пропиткой титаном распространяется 20-летняя гарантия качества поверхности.
Меньше жира
Благодаря антипригарным свойствам керамического покрытия, пропитанного титаном, вам не нужно использовать масло, жир или сливочное масло при приготовлении пищи. Это делает посуду с керамическим покрытием, усиленным титаном, идеальным для обезжиренных, нежирных и в целом здоровых блюд. Благодаря антипригарным свойствам такой посуды еда не пригорит, даже если она готовится на сильном огне.
Простота очистки aning
Это одно из самых больших преимуществ посуды с титановым покрытием. Его можно легко протереть тканью или промыть теплой мыльной водой и губкой. Некоторые марки посуды с титановым покрытием можно мыть в посудомоечной машине. Еще один плюс в том, что вам никогда не придется приправлять сковороду керамическим покрытием, усиленным титаном.
Титановая посуда для знатока
Качественная посуда — это инвестиция.Почему выбирают нашу?
Предлагает лучшую посуду из титана с антипригарным покрытием с 1999 года. Если вы сделаете правильный выбор, вы сможете передавать свою посуду из поколения в поколение. С этой посудой у вас все получится.
На всю нашу титановую посуду предоставляется 20-летняя гарантия качества поверхности и пожизненная гарантия , потому что эти сковороды покрыты настоящим титаном, вторым по твердости металлом, известным человечеству.
♦ ВЫПОЛНЯЕТ ВСЕ ПОВЕРХНОСТИ, ВКЛЮЧАЯ ИНДУКЦИОННЫЕ ♦
♦ ПРИГОТОВЛЕНИЕ БЕЗ МАСЛА
♦ ЕСТЕСТВЕННО НЕПРИПЫВАЮЩИЙСЯ
♦ РУЧНАЯ ЛИТЬЯ, НЕ БУДЕТ ИЗМЕНИТЬ
♦ БЕСПРОВОДНАЯ, ПАРОВАРКА
♦ ЗДОРОВАЯ, БЕЗОПАСНАЯ ПОВЕРХНОСТЬ
♦ ПРОЧНЫЙ, ЛЕГКАЯ УБОРКА
Ищете посуду, которая не коробится?
Ваш поиск окончен.В Titanium Cookware Collection у нас есть лучшая антипригарная сковорода на рынке , и мы гарантируем, что она никогда не покоробится. При поиске посуды, которая не деформируется, все решает конструкция сковороды. Наша посуда отлита в литейном цехе в Германии, поэтому она просто не деформируется. У него нет «памяти» о предыдущей форме, к которой можно было бы вернуться, потому что сплошная литая сковорода выливается в отливку по фактической форме сковороды. Это резко контрастирует с многослойными (цельноклееными) или многослойными сковородами, предлагаемыми на рынке США.Эти сковороды изначально плоские, и когда они подвергаются резким колебаниям температуры, они хотят вернуться к тому, как они были начаты, поэтому они деформируются. Мы настолько уверены, что наша посуда никогда не деформируется, никогда не изменит форму и всегда будет твердо и ровно сидеть на вашей варочной панели, что предлагаем пожизненную гарантию на качество изготовления сковороды!
Каждая кастрюля и сковорода превосходят строгие немецкие стандарты контроля качества и удостоены престижного знака одобрения немецкой независимой ассоциации технического контроля TUV о безопасности продукции за долговечность.
Да, вы можете платить меньше за посуду «Сделано в США или Сделано в Китае». Если там написано, что он сделан в США, еще раз проверьте, откуда ИСТОЧНИК металла. В основном Китай … В любом случае вы платите за качество, которое получаете! Наша посуда будет оставаться «антипригарной» на неопределенный срок, даже после того, как вы что-то сожжете или опалите в ней. Сделано в Германии, наши производственные стандарты строги, поэтому мы производим качественный продукт, который выдержит испытания временем и эксплуатацией!
Простая очистка, отсутствие химикатов, отсутствие прилипания и энергоэффективность
- Нет прилипания
- Без ПФОК
- Нет необходимости в масле или сливочном масле (меньше жиров!)
- При приготовлении овощей вода не нужна (не теряйте питательные вещества!)
- Нет необходимости использовать духовку (готовить на пару на плите!)
- Нет Уборка, требующая много времени (очищаются даже пригоревшие пищевые салфетки!)
- Без деформации (даже если чистить в горячем состоянии)
Если вы в настоящее время используете массово продаваемую посуду, то, скорее всего, в вашу пищу попадают токсичные химические вещества или тяжелые металлы — или и то, и другое! Наша посуда изготовлена без токсичных химикатов , таких как ПФОК.Титан полностью инертен в организме человека и используется в медицине, например, при замене тазобедренного сустава и имплантатах. Литой алюминиевый термоядерный элемент полностью закрыт, поэтому вы не подвергаетесь воздействию алюминия, который обеспечивает быстрое и равномерное нагревание, но никогда не соприкасается с едой. Вам также не придется беспокоиться о никеле, который выщелачивается из нержавеющей стали, или о железе, которое выщелачивается из чугуна.
Для ЧИСТОГО решения для приготовления пищи … мы предлагаем нашу коллекцию посуды из титана:
Эти сковороды действительно антипригарные, но НЕ имеют «химического» покрытия.Вместо этого у них безопасная титановая поверхность. Титан инертен в организме человека, поэтому его используют для замены тазобедренного сустава и зубных имплантатов. Мы заботимся о том, чтобы алюминиевый термоядер никогда не контактировал с продуктами питания. Титан является вторым по твердости металлом и обеспечивает отличную поверхность для приготовления пищи и непроницаемое уплотнение над алюминиевым сердечником. Безопасно и не содержит токсинов!
Принимаю только оригинал:
Остерегайтесь подделок… Реплики, которые называют себя титаном, уже находятся на рынке, и некоторые из них фактически представляют собой следующий этап «химических» покрытий, которые столь же токсичны. Эти подделки могут называть себя «титановой посудой», но это не так. «Покрытие» на этих кастрюлях стирается и перестает работать. Другие компании используют керамику для своей антипригарной поверхности или смесь керамики и титана (чтобы иметь возможность использовать слово «титан» в своем маркетинге). Это означает, что им нужно использовать клей, чтобы приклеить керамическое покрытие к металлической основе.
Чтобы быть уверенным в том, что вы покупаете оригинальную посуду из коллекции Titanium Cookware Collection, отлитую вручную в Германии … купите ее здесь, на этом сайте. Мы не продаем в других местах. Мы не продаем на Amazon или в каких-либо больших коробочных магазинах.
- Процесс: Запатентованное высокотехнологичное покрытие титановой поверхности наносится с удвоенной скоростью звука. Примечание. После тщательного тестирования, проведенного Государственным бизнес-институтом (LGA), отделом защиты окружающей среды Баварии, было установлено, что: внутреннее уплотнение соответствует рекомендациям Федерального министерства здравоохранения (BGA) и, таким образом, соответствует пункту 1 статьи 31 Закона о пищевых продуктах и продуктах питания. Закон о внутренних статьях, Германия.
Мы предлагаем 20-летнюю гарантию качества поверхности и пожизненную гарантию, потому что наши сковороды покрыты настоящим титаном, вторым по твердости металлом, известным человеку.
Лучшая титановая посуда 2021 года (Обзор и руководство по покупке)
Вы наверняка встречали наборы посуды из самых разных материалов. Все, что вам нужно сделать, это зайти в любой магазин товаров для дома, и вы столкнетесь с большим разнообразием товаров, от чугунных наборов до посуды из нержавеющей стали.Но знаете ли вы, что есть еще наборы посуды из титана?
Они становятся все более популярными, и не зря. Они легкие, устойчивые к царапинам, почти всегда антипригарные и прочные. Кроме того, они отлично распределяют тепло и полностью безопасны для вашего здоровья.
Приобретение титановой посуды для кухни — хорошая идея, если вы любите пробовать что-то новое. Благодаря тому, как работают эти кастрюли и сковороды, вы можете добиться разных результатов при приготовлении пищи.
В этой статье мы рассмотрим лучшие наборы посуды из титана, которые вы можете купить в Интернете.Мы составили рейтинг и проанализировали эти продукты с учетом их эффективности, практичности и безопасности. Мы также составили руководство для покупателя, чтобы помочь вам выбрать лучший набор посуды для ваших нужд. Наконец, вы найдете раздел часто задаваемых вопросов об этих необходимых кухонных принадлежностях.
1) Набор кастрюль и кастрюль с титановым покрытием из 10 предметов Fleischer & Wolf: Premium Pick
Проверить последнюю цену
Если вы готовы потратить на несколько сотен долларов больше, мы рекомендуем приобрести набор посуды Fleischer & Wolf из твердого анодированного титана.Он стоит почти 300 долларов, но его привлекательный дизайн и отличная производительность оправдывают затраты.
В наборе десять штук, если пересчитать крышки. Вы получите две сковороды, три крытые кастрюли и одну крытую голландскую печь. Конечно, это немного меньше того, что вы получаете с двумя уже упомянутыми наборами, но этого более чем достаточно для повседневного приготовления.
Каждая кастрюля и сковорода сделаны из нержавеющей стали и титана. Это гарантирует, что ваши блюда будут приготовлены идеально и равномерно.
Все детали антипригарные и нетоксичные. Это позволяет вам готовить без масла, если вы этого хотите. Это также значительно упрощает уборку, когда вы закончите готовить.
Самое замечательное в этом наборе — каждая вещь имеет качественные ручки. Все они сделаны из нержавеющей стали и закреплены прочными винтами. Это одна из причин, почему эти кастрюли и сковороды такие долговечные.
Внешний вид тоже важен. Вот почему изделия Fleischer & Wolf выглядят так стильно и профессионально.У кастрюль даже есть причудливый прямоугольник из нержавеющей стали с выгравированным на нем названием бренда.
Наконец, все части этого набора можно мыть в посудомоечной машине и духовке.
Основные характеристики:
- Элегантный профессиональный дизайн
- Включает основную посуду
- Безопасно для использования в духовке
- Можно мыть в посудомоечной машине
- Хорошее распределение тепла
- Быстро нагревается
- Антипригарный и устойчивый к царапинам
Минусы:
- Высокая цена может быть выше бюджета для некоторых
- Небезопасно для индукционных плит
2) T-fal E765SH Ultimate Набор титановой посуды из 17 предметов: общий выбор
Проверить последнюю цену
Этот набор из твердого анодированного алюминия является нашим фаворитом в этом списке и получил титул «лучший набор посуды из титана».«Это универсальный продукт, его можно мыть в духовке и мыть в посудомоечной машине, и он имеет довольно разумную цену.
Для начала отметим, насколько разнообразен набор на самом деле. Он состоит из семнадцати разных штук, если считать и стеклянные крышки. Вы получите три сковороды (одна из которых накрыта), противень для яиц, квадратная сковородка, закрытый глубокий сотейник, три закрытых кастрюли, паровая вставка и голландская печь под крышкой. Одних этих кастрюль и сковородок хватит, чтобы приготовить самые разные блюда.
Нам также очень нравится, что все эти предметы не прилипают и не токсичны. Вам не нужно использовать столько (или любое количество) масла или сливочного масла, чтобы еда не прилипала, даже во время приготовления на сильном огне.
Вдобавок ко всему, в основе всех этих предметов лежит технология Thermo Spot компании T-fal. Это означает, что кастрюли и сковороды нагреваются равномерно. Таким образом, вы получите более стабильные результаты приготовления, а ваша еда со временем станет лучше на вкус.
Очистить этот набор на удивление легко.Все можно мыть в посудомоечной машине, поэтому нет необходимости все вытирать после использования.
Кроме того, вы также можете поставить набор в духовку. Кастрюли и сковороды выдерживают температуру до 400 ° F без деформации или вымывания. Крышки можно подвергать воздействию температур до 350ºF. Это хорошая дополнительная функция для готовых к приключениям поваров, которые любят играть с текстурами и ароматами.
Основные характеристики:
- Простая очистка, так как ее можно мыть в посудомоечной машине.
- Можно помещать в духовку (до 400ºF)
- Включает в себя множество различных и универсальных предметов
- Равномерное распределение тепла
- Дно с антипригарным покрытием
- Доступный ценник
Минусы:
- Не подходит для индукционных плит
3) T-fal B210SA Stackables Набор посуды из 10 предметов: Второе место: бюджетный выбор
Проверить последнюю цену
Это второй продукт T-fal в нашем списке, который почти свергнул модель E765SH как лучшую титановую посуду.Это отличный набор, который может быть дома у любого повара. Он достаточно универсален как для повседневного приготовления, так и для приготовления праздничных блюд.
С этим набором вы получите десять штук. Внутри упаковки вы найдете одну сковороду, закрытый глубокий сотейник, две закрытые кастрюли, закрытую голландскую духовку и две пластиковые крышки. У всех этих предметов есть две точки заливки.
Если вы хотите попробовать что-то другое, вы можете поставить эти кастрюли и сковороды в духовку. Стеклянные крышки могут выдерживать высокую температуру до 350ºF, но сами кастрюли и сковороды могут подвергаться воздействию температуры до 400ºF.Это замечательно, если вы хотите приготовить соусы, ароматные соусы и вкусные запеканки.
В основе каждого изделия лежит запатентованная технология Thermo Spot. Это означает, что кастрюли и сковороды нагреваются равномерно. В свою очередь, ваша еда будет приготовлена до совершенства.
Хранить эти предметы очень просто. Они созданы так, чтобы поместиться друг в друга, как матрешки. Это сэкономит вам много места для хранения.
Силиконовые ручки тоже довольно прочные. Они отлично держатся даже при высоких температурах (400ºF).К счастью, они не перегреваются. Это значительно упрощает перемещение горячих кастрюль и сковородок, не обжигая себя.
Основные характеристики:
- Можно мыть в посудомоечной машине
- Можно помещать в духовку
- Легко хранить
- Отличное распределение тепла
Минусы:
- Не подходит для индукционных плит
- Покупатели жалуются на антипригарное покрытие
4) Набор посуды из титана с антипригарным покрытием из меди и керамики Микеланджело из 12 предметов
Проверить последнюю цену
Титановая посуда Michelangelo выгодно отличается от других кастрюль и сковородок, представленных на рынке.Медная отделка придает ему характерный ярко-оранжевый цвет. Но это не просто красивый набор, на который можно смотреть. Он отлично подойдет для кухни и станет прекрасным дополнением к любой кухне.
Предметов, входящих в набор, более чем достаточно для большинства поваров США. Вы получите сковороду, кастрюлю с крышкой, пароварку, две кастрюли с крышкой, сотейник с крышкой и сковороду с крышкой.
То, что вся посуда в этом наборе антипригарная, тоже большой плюс.Керамическое покрытие помогает продуктам не прилипать к дну сковород и кастрюль. Это означает, что очистка выполняется легко. Это также позволяет вам не использовать масло в кулинарии, если вы этого не хотите.
Еще здорово, что эти сковороды и кастрюли можно использовать в духовке. Таким образом, вы сможете приготовить из этого набора еще больше блюд, таких как соусы, сытные соусы и запеканки.
Вы также можете мыть любую посуду Michelangelo в посудомоечной машине, не беспокоясь о том, что она испортится. Они прочные и устойчивы к царапинам.
Основные характеристики:
- Подходит для посудомоечных машин
- Можно в духовку
- Превосходное антипригарное покрытие
- Прочные и прочные ручки
- Равномерное распределение тепла
- Без царапин
Минусы:
- Не подходит для индукционных плит
5) T-fal C561SC Улучшенный титановый набор посуды с антипригарным покрытием из 12 предметов
Проверить последнюю цену
Это третий набор T-fal в нашем списке, который показывает, насколько велика и надежна эта компания.Устройство C561SC не является исключением, о чем свидетельствуют сотни ярких отзывов покупателей на Amazon.
В упаковке шесть кастрюль и сковородок. Вы получаете две сковороды, две кастрюли с крышкой, одну глубокую сотейник и одну голландскую духовку. Вы также получите твердую ложку и щелевой шпатель. Это универсальный набор, подходящий для повседневного использования.
Внутренняя часть каждого предмета имеет титановое покрытие с антипригарным покрытием. Он предотвращает пригорание и прилипание пищи к дну посуды. Это позволяет вам готовить без масла, если вы этого хотите.
Когда вы закончите пользоваться посудой, вы можете мыть ее в посудомоечной машине. Поскольку внешнее и внутреннее покрытие устойчивы к царапинам, у вас не возникнет никаких проблем.
Вы также можете положить его в духовку, чтобы переодеться. Каждый элемент этого набора выдерживает высокие температуры до 350ºF.
Еще одна особенность, на которую мы должны обратить внимание, — это интегрированная технология Thermo Spot. Он равномерно распределяет тепло, так что в итоге вы получаете идеально приготовленную пищу.
Основные характеристики:
- Антипригарное покрытие
- Сейф
- Можно мыть в посудомоечной машине
- Равномерное распределение тепла
Минусы:
- Не подходит для индукционного приготовления
6) Gotham Steel 1752 Титановая посуда, 15 предм.
Проверить последнюю цену
Если вы ищете более дешевый набор, Gotham Steel поможет вам.Этот набор — лучшая бюджетная титановая посуда, которую вы найдете в Интернете. Его пятнадцать штук обойдутся вам примерно в 100 долларов, но они прослужат вам долго.
В наборе пятнадцать штук, если пересчитать крышки. Внутри упаковки вы найдете сковороду, сковороду с крышкой, три кастрюли с крышкой, вставку для пароварки, квадратную сковороду с крышкой, корзину для жарки, решетку для варки и квадратную сковороду. Для большинства поваров этого более чем достаточно.
Каждая деталь в наборе антипригарная. Титано-керамическое покрытие предотвращает пригорание и прилипание вещей к дну кастрюль и сковородок.Это не только ускорит и упростит уборку, но и позволит сократить количество масла или сливочного масла, которое вы используете при готовке.
Поскольку эти предметы легкие, вы можете повесить их на подвесную решетку для горшков. Их также легко складывать и убирать.
Когда вы закончите пользоваться набором, вы можете просто положить его в посудомоечную машину и не беспокоиться о том, что он поцарапается или потеряет свои свойства. Это сделает уборку еще проще и практичнее.
Если хотите, можете также поместить эти предметы в духовку.Они выдерживают даже температуру до 500 ° F. Это дополнительное преимущество.
Основные характеристики:
- Равномерное распределение тепла
- Легкий и простой в использовании
- Сейф до 500ºF
- Можно мыть в посудомоечной машине
- Устойчивость к царапинам
- Дно с антипригарным покрытием
- Очень доступный ценник
Минусы:
- Не подходит для индукционных плит
7) Snow Peak Multi Compact Cook Set из 4 предметов: лучшая титановая походная посуда
Проверить последнюю цену
Лучшая титановая посуда для кемпинга, которую мы смогли найти, — это набор Snow Peak Multi Compact.Это очень удобно, если вы в пути и не можете носить с собой большой вес.
Прежде всего, этот набор получил восторженные отзывы покупателей из-за своей простоты. В комплекте всего четыре предмета: две сковороды и две кастрюли. Но для обычного похода этого более чем достаточно, в конце концов, вы не готовите обед из трех блюд.
Самое лучшее в кастрюлях и сковородках Snow Peak — это их легкий вес. Фактически, все части вместе весят около 11,6 унций. Его можно легко носить с собой в рюкзаке, при этом не болит спина.
Кроме того, они компактны и удобны в хранении. Просто сложите маленькую кастрюлю вверх дном на маленькую кастрюлю и загните ручки вниз. То же самое можно сделать для большой сковороды и большой кастрюли. Это сэкономит вам много места в рюкзаке.
Титановое покрытие качественное и устойчивое к царапинам. Вся продукция Snow Peak разработана и произведена в Японии, поэтому соответствует стандартам качества и совершенно безопасна в использовании.
Основные характеристики:
- Кастрюли и сковороды легкие
- Компактная конструкция
- Практичные ручки упрощают использование
- Достаточно большой для двух человек
Минусы:
- Не антипригарное
- Не подходит для индукционных плит
- Нельзя мыть в посудомоечной машине
- Ценник может быть не по карману
8) Набор посуды Gotham Steel Professional Titanium
Проверить последнюю цену
Набор титановой посуды Gotham Steel отлично подходит для любого повара.Он может похвастаться отличными онлайн-отзывами, выглядит так, как будто он принадлежит профессиональной кухне, и, прежде всего, отлично работает.
Вы получите в общей сложности тринадцать штук, как только получите этот пакет. Внутри вы найдете одну сковороду, две сковороды, две закрытые кастрюли, закрытую поварскую кастрюлю, закрытую сотейник и закрытую кастрюлю.
Посуда изготовлена из алюминия и покрыта керамикой и титаном. В результате изделия получаются непористыми, плотными и износостойкими. Вот что делает их такими хорошими вложениями.
Каждая деталь антипригарная. Вы можете готовить без масла, не беспокоясь о прилипании пищи ко дну кастрюли или сковороды. Это также упрощает очистку.
Вы можете мыть каждую деталь набора в посудомоечной машине. Он не потеряет своих антипригарных свойств и не поцарапается на своем красивом оранжевом покрытии.
Наконец, вы можете безопасно ставить посуду в духовку. Он останется прочным и не попадет в пищу.
Основные характеристики:
- Отличное антипригарное покрытие
- Толстые прочные ручки
- Посуда длительного пользования
- Хорошее распределение тепла
- Сейф
- Можно мыть в посудомоечной машине
Минусы:
- Нельзя использовать с индукционными плитами
- Стоит немного дороже аналогичных наборов
9) Набор посуды из 14 предметов с антипригарным покрытием из титана и титана
Проверить последнюю цену
Последний товар в нашем списке может быть немного дороже, чем большинство других наборов, но он того стоит.Это разнообразный набор, который отлично работает и надежен. Что еще вы можете попросить?
Титановая посуда Saflon включает две сковороды, сковороду с крышкой, три кастрюли с крышкой, одну кастрюлю с крышкой и кастрюлю с крышкой. Это разнообразный набор, который удовлетворит потребности подавляющего большинства поваров.
Нам нравится, насколько прочными и крепкими являются эти сафлоновые детали. Они имеют тройное титановое покрытие, устойчивое к царапинам. Они также утяжелены, что не дает им деформироваться или терять форму с течением времени.
При приготовлении пищи с использованием этих продуктов можно не добавлять масло. Это потому, что они имеют прочное антипригарное и нетоксичное покрытие. Это также упрощает их очистку.
Наконец, все кастрюли и сковороды в этом наборе можно мыть в посудомоечной машине. Это сэкономит вам время, когда вы закончите готовить.
Основные характеристики:
- Равномерно распределяет тепло
- Отличное антипригарное покрытие
- Отлично выдерживает высокие температуры на плите
- Прочная и прочная конструкция
- Можно мыть в посудомоечной машине
Минусы:
- Не подходит для индукционного приготовления
- Невозможно безопасно использовать в духовке
- Немного дороговато по сравнению с аналогичными наборами
Из чего сделана титановая посуда?
Несмотря на название, титановая посуда не полностью сделана из титана.Этот материал дорогой и не очень хорошо сохраняет тепло. В итоге вы получите набор посуды по завышенной цене, который не будет хорошо готовить пищу.
Напротив, титановая посуда обычно изготавливается в основном из алюминия, покрытого слоем титана и керамики. Это одна из лучших комбинаций, которые мы когда-либо видели. Алюминий (или нержавеющая сталь) улавливает тепло и быстро нагревает поверхность для готовки. Титановое покрытие предотвращает контакт вредных химикатов с продуктами питания. А добавленный керамический слой придает посуде антипригарные свойства.Это брак, заключенный на небесах.
Что лучше: керамическая или титановая посуда?
Это действительно зависит от того, что вы считаете самым важным в посуде.
Титановая посуда нагревается более равномерно и быстрее, чем керамическая. Таким образом, он более энергоэффективен и экономит время.
Кроме того, титановая посуда более долговечна, чем керамическая. Керамические сковороды и кастрюли печально известны тем, что их легче раскалывать.
Наконец, титановая посуда может лучше распределять тепло, чем керамическая. В результате еда будет приготовлена более равномерно.
Если ничто из перечисленного не является для вас препятствием, хорошая идея — приобрести керамическую посуду. Мы даже написали целую статью о лучших изделиях на рынке.
Как выбрать наборы посуды из титана ?: Руководство по покупке
Давайте перейдем к важному: выберем лучший набор титановой посуды для ваших нужд. У всех разные проблемы и пожелания на кухне, поэтому, если вы пока не нашли тот набор, который вам нравится, не волнуйтесь.Вы можете самостоятельно начать поиск с помощью этих основных функций.
Диапазон и использование
Спросите себя, по каким рецептам вы будете готовить свою новую титановую посуду. Важно знать, какая посуда вам понадобится на регулярной основе. Как правило, чем разнообразнее набор, тем он дороже.
Например, если вы любите хорошее жаркое, вам понадобится вок (или, по крайней мере, широкая и глубокая сковорода). Но если супы часто приходят в ваш дом, вам понадобится достаточно большая кастрюля или голландская печь.
Имейте это в виду, наряду с вашим бюджетом. Если вы можете позволить себе купить полный комплект со всеми видами посуды, дерзайте! Чем больше тем лучше. Но если у вас не получается, придерживайтесь тех, которые будете использовать снова и снова.
Размер
Также важно учитывать размер каждой посуды в наборе. Например, если вы готовите для одного или двух человек, вам не понадобится особенно большая кастрюля. Но если вы готовите для семьи из четырех человек, ваша посуда должна быть больше и вмещать больше еды.В конце концов, вы будете готовить больше порций за раз.
Покрытие
Вообще говоря, все комплекты имеют титановое покрытие. Но все эти покрытия одинаковы. Компании с хорошей репутацией стремятся создавать высококачественные продукты, покрытие которых не царапается и не портится даже после многих лет использования. Однако другие компании печально известны непрочным титановым покрытием, которое разрушается всего через несколько недель.
Перед тем, как выбрать продукт, убедитесь, что в отзывах упоминаются положительные моменты о покрытии.Долго ли горит? Или он начинает пузыриться уже через несколько недель? Как только посуда теряет покрытие, пользоваться ею становится небезопасно.
Прочность
С предыдущим пунктом связана долговечность. Посуда из титана стоит дорого, поэтому вы хотите вложить свои деньги в набор, который прослужит вам долго. Если вы приобретаете качественные продукты, используете их правильно и бережно обращаетесь с ними, вы можете использовать один и тот же набор в течение десяти лет.
Функции безопасности
Есть несколько встроенных оборудования системы безопасности, производители работают над разработкой.Например, прочные ручки, которые не сильно нагреваются. Они не только останутся на месте в течение длительного времени, если они хорошо сложены, но и вы не обожжете руку или руку, перемещая посуду.
Стоимость
При поиске титановой посуды не нужно выходить за рамки бюджета. Есть много наборов, доступных за 100 долларов, которые работают так же хорошо, как наборы за 300 долларов.
Подсчитайте цифры, решите, сколько вы готовы потратить, и сузьте область поиска по цене.Мы уверены, что вы найдете хороший набор, который можно добавить на свою кухню, не потратив при этом много денег.
Стиль и дизайн
Этот вопрос не так важен, как другие, которые мы подняли, но его все же стоит рассмотреть. Если вы разрываетесь между несколькими наборами, выберите тот, который вам больше всего нравится. Может быть, одно привлекло ваше внимание, потому что оно имеет красивую медную отделку. Или, может быть, это из-за его профессионального глянцевого черного дизайна. Выбирать между двумя замечательными товарами по внешнему виду — неплохая идея.
Заключительные слова: какая титановая посуда самая лучшая?
В заключение, давайте подведем итоги наших выборов для этой статьи. Когда все сказано и сделано, какая марка титановой посуды лучшая? Мы должны передать этот приз Т-фалу. Они занимают лидирующие позиции на рынке, и их продукция неизменно высоко ценится. Кроме того, это надежная компания с хорошей системой поддержки клиентов, на которую можно положиться, если у вас возникнут какие-либо проблемы.
Часто задаваемые вопросы о титановой посуде
Q: Где купить титановую посуду?
Титановые кухонные гарнитуры можно найти в большинстве магазинов товаров для дома и розничной торговли.Но вы найдете больше разнообразия в Интернете на Amazon.
Q: Сколько стоит титановая посуда?
Самые дешевые наборы, которые мы видели, начинаются с 75 долларов и могут стоить до 300 долларов за самые полные.
В: Как готовить с использованием титановой посуды?
Готовить с использованием титановой посуды очень просто. Кусочки поставляются заправленными прямо из коробки, а это значит, что вы можете сразу приступить к приготовлению. Только не готовьте все время при очень высоких температурах, если ваша посуда имеет керамическое покрытие, так как оно может испортиться.В остальном просто следуйте инструкциям производителя (не кладите его в духовку, если она не пригодна для использования в духовке, не кладите ее в посудомоечную машину, если она не подходит для мытья в посудомоечной машине, и т. Д.).
В: Какова опасность для здоровья от титановой посуды?
Если вы приобрели посуду в надежной компании, вам не о чем беспокоиться. Тем не менее, если вы получите его от неизвестной компании, у которой нет отзывов, это может быть серьезным риском для здоровья. Вот почему вам всегда следует платить немного больше за узнаваемость бренда, даже если вы найдете дешевый набор в Интернете.
В: Титановая посуда выщелачивается?
Опять же, если он сделан популярной компанией, он не будет пиявкой. Если он сделан неизвестной компанией, отзывы о которой вы не можете найти, есть шанс, что он выйдет из строя.
В: Насколько полезна титановая посуда?
Это совершенно здорово для нас. Подавляющее большинство наборов не содержит каких-либо токсичных элементов. Держитесь подальше от кадмия, бисфенола А и других вредных химикатов. Это то, что вы найдете в дешевых наборах, которые поставляются из Азии и производятся неизвестными брендами.Еще один повод проявить бдительность.
В: Как мыть титановую посуду?
Большинство наборов можно мыть в посудомоечной машине. Если вы опасаетесь этого, вы можете мыть руки мягким мылом, теплой водой и мягкой губкой.
В: Насколько сложно мыть титановую посуду?
Большинство моделей совсем несложно чистить. Если они антипригарные, тем лучше: еда не пригорит и не прилипнет ко дну.
Q: Как удалить сажу с титановой посуды?
Вы можете легко найти средства для удаления сажи в хозяйственных магазинах или на Amazon.Они отлично подойдут. Вы наносите немного продукта на влажное полотенце и вытираете сажу на посуде. Он сразу начнет отрываться.
Существуют также натуральные домашние средства от сажи. В большую емкость добавьте в равных частях кипяток и белый уксус. Поместите пропитанную сажей посуду в емкость и накройте ее. Оставьте на пять-десять минут. Затем смойте теплой водой и потрите нейлоновой губкой. Повторите процесс, если сажа еще не сошла.
Q: Титановая посуда работает на индукции?
Подавляющее большинство посуды из титана не подходят для индукционных плит.Вам нужно найти тот, который был специально разработан для этой цели.
Как очистить обгоревшую и покрытую сажей титановую походную посудуЭтнический пир — полное руководство по приключенческим пикникам
Когда дело доходит до сверхлегкой уличной посуды, титан трудно превзойти. Несмотря на то, что он весит в несколько раз меньше, чем весит горшок из нержавеющей стали, титан достаточно прочен, чтобы выдерживать суровые условия на открытом воздухе. Но если вы когда-либо готовили в тонкостенном титановом походном горшке или сковороде, вы знаете, как легко сжечь пищу и как трудно ее очистить.Титан определенно не антипригарный.
Ключом к очистке сильно обгоревшей титановой походной посуды является смягчение пригоревшего материала кипячением воды в кастрюле или сковороде, а затем использование правильной смеси абразивного материала, мыла и смазки для локтей, чтобы вернуть тот интригующий серый титановый блеск, который мы все очень люблю. Использование более сильных химикатов и растворителей может повредить кастрюлю или сделать ее небезопасной для приготовления пищи.
Давайте углубимся в некоторые хитрости очистки титана, которые сделают вашу кастрюлю снова похожей на новую и избавят вас от соблазна прибегнуть к более жестким и, возможно, опасным методам очистки.Но я должен прояснить, что все описанные здесь методы предназначены для кастрюль и сковородок, которые ничем не покрыты. ЗАПРЕЩАЕТСЯ использовать любой из этих методов на поверхностях с тефлоновым покрытием или аналогичных антипригарных поверхностях!
Даже самую стойкую сажу и смолу можно стереть с помощью небольшого количества смазки для локтей и описанных здесь методов.
Как избежать неприятностей с горшком
Я знаю, что это звучит как настоящий умный совет, но потерпите меня. Прежде чем приступить к приготовлению пищи, подумайте о том, как тяжело мыть перегоревшую кастрюлю, а затем будьте более методичны в приготовлении пищи в лагере, следуя приведенным ниже советам.Как бы глупо это ни звучало, но подумайте, прежде чем поставить горшок на открытый огонь, и это может иметь огромное значение.
Не сжигайте еду
Ду. Но реальность для меня такова, что единственный способ избежать этого — хорошо осознавать, что я делаю, когда готовлю. Обращение пристального внимания на интенсивность пламени походной печи и перемешивание содержимого кастрюли часто имеет большое значение для поддержания ее в чистоте.
Еще я научился притормозить при приготовлении пищи в лагере.Даже когда я немного голоден после долгой прогулки, я стараюсь подавить желание поторопиться с приготовлением еды. В конце концов, будучи бдительным и методичным поваром лагеря, вы сможете приготовить более вкусную еду и упростить уборку.
Избегайте готовки из сосны
Если вы готовите на огне или на костре, то же самое правило применяется к тому, чтобы следить за этим пламенем, чтобы убедиться, что огонь не слишком сильно нагревается под вашей кастрюлей. Но вы также должны знать, какую древесину вы используете. Дерево, такое как сосна, которое насыщено смолой, фактически оставит слой черной смолы на внешней стороне вашего горшка.
Накопление смолы и сажи на дне титановой посуды объемом 750 мл в результате готовки на костре на выходных.
Собирая дрова, отделите их от твердых пород и используйте их для приготовления пищи. Когда ужин будет готов, бросьте эти сосновые поленья в огонь. Любая древесина оставляет на вашем горшке смолистые остатки, но сосна может быть особенно плохой.
Мыльный трюк
Если вы все же готовите на открытом огне, это один из лучших приемов, которые вы когда-либо изучили, чтобы содержать в чистоте внешнюю поверхность ваших титановых кастрюль и сковородок.Перед приготовлением слегка смажьте кастрюлю снаружи средством для мытья посуды. Мыло приваривается в кастрюле и создает барьер против сажи и смолы. Когда вы пойдете мыть кастрюлю, мыло растворится в воде, унося с собой грязь от огня.
Огромное спасибо моему хорошему другу Яну на ianslack.com за то, что поделился со мной этим советом. Это работает как амулет и избавит вас от лишних хлопот и разочарования.
Пакеты для готовки в морозильной камере
Если вы никогда не слышали о готовке из пакетов для замораживания и устали мыть посуду, приготовьтесь поразить ваш мозг! По сути, вместо того, чтобы готовить еду прямо в кастрюле, вы кладете ингредиенты в пакет для заморозки Ziploc и варите еду в воде.Очевидно, что это не лучший способ приготовления многих блюд, но он может быть отличным подходом для многих рецептов из яиц, рыбы и овощей. А когда у вас есть омлет из морозильной камеры, вам больше никогда не захочется пачкать сковороду. Подробнее о приготовлении в морозильных пакетах читайте здесь.
Пакет с морозильной камерой — отличный способ приготовить омлет, который не испортит вашу походную посуду.
Удаление пригоревшей пищи
Независимо от того, насколько вы бдительны, когда готовите на походной плите или костре, это обязательно произойдет: вы в конечном итоге подожжете пищу на дне своего титанового горшка или сковороды.Но, к счастью, титан может выдержать много злоупотреблений, и удалить обугленную, хрустящую пищу на самом деле довольно просто, если вы следуете приведенным ниже советам.
Отварите
Без сомнения, лучшее, что вы можете сделать, чтобы вынуть пригоревшую пищу из кастрюли или сковороды, — это вскипятить в ней воду, чтобы смягчить пригоревшую гадость.
Удалите как можно больше пригоревшей пищи, измельчив ее ложкой, затем наполните кастрюлю водой и снова поставьте на огонь.
Один большой недостаток этого метода — количество печного топлива, которое требуется, если единственным источником огня для приготовления пищи является походная печь.Вы можете сжечь много ценного печного топлива, пытаясь испарить остатки пищи, поэтому стоит развести небольшой огонь, просто чтобы вскипятить воду в кастрюле для очистки. Но имейте в виду, что теперь вам нужно очистить горшок снаружи!
Воспользуйтесь уловкой с мылом, описанной выше, и методами очистки, описанными ниже, и сбалансируйте стоимость походного топлива с необходимостью чистой кастрюли. Если проблема с топливом, используйте другие методы, чтобы удалить пригоревшие продукты. Чем больше у вас в арсенале уловок для чистки кастрюль, тем лучше.
Метод с полиэтиленовым пакетом
На самом деле это не столько метод очистки, сколько способ уменьшить расход топлива для походных печей и время, проведенное в лесу. И вы можете сделать это, просто взяв с собой запасной полиэтиленовый пакет.
Если это ваш последний день в лагере, откажитесь от мытья посуды и просто заверните ее в полиэтиленовый пакет. Возьмите на себя эту работу, когда вернетесь домой и у вас будет легкий доступ к воде, чистящим подушечкам и другим чистящим средствам. Это также называется методом прокрастинации.
Когда собирает приключенческий пикник , я всегда использую этот метод. Обычно из-за нехватки времени я не могу мыть кастрюли, сковороды и посуду на тропе. Обычно я просто бросаю их в полиэтиленовый пакет, а затем опускаю в раковину с горячей мыльной водой, чтобы они впитались, когда прихожу домой.
Одна капля мыла
Когда вы все-таки моете посуду на тропе, есть множество причин, по которым нужно свести к минимуму использование мыла. Помимо того, что мы хотим нести меньший вес (меньше мыла), мы также должны беспокоиться о влиянии, которое мы оказываем на окружающую среду.
Реальность такова, что для мытья кастрюли не нужно много мыла, и большинство людей используют слишком много мыла. Как правило, одной капли вместе с абразивом достаточно, чтобы очистить довольно грязную кастрюлю. Их хитрость состоит в том, чтобы сбалансировать воду, абразивную среду (см. Ниже) и каплю мыла, чтобы создать своего рода песчаную пену, которую можно перенести в другой горшок или использовать для очистки посуды после того, как оригинальный горшок станет чистым.
Хотя обычное мыло для мытья посуды не очень токсично, для любителей активного отдыха на природе есть варианты получше.Лучшее мыло для кемпинга — это, без сомнения, чистое кастильское жидкое мыло доктора Броннера, и хотя вы можете найти его практически в любом продуктовом магазине, я обычно нахожу его дешевле на Amazon . Это высококонцентрированное, полностью натуральное, полностью биоразлагаемое мыло — не только эффективное средство для мытья посуды, но и отличное средство для стирки, мыло для тела и даже шампунь!
Пригоршня грязи
Вы не поверите, но один из лучших способов вычистить грязный горшок на тропе — это грязь! Просто возьмите небольшую пригоршню, добавьте каплю мыла и достаточно воды, чтобы получилась абразивная паста, и начните тереть.
Эффективность конкретной грязи как очистителя во многом зависит от того, насколько она песчанистая. Если почва, на которой вы собираетесь разбить лагерь, не очень песчаная, попробуйте найти камешек или тоже добавить в горшок во время чистки.
Горсть песка
Если вы разбили лагерь у воды, у горного ручья или у побережья, у вас не должно возникнуть проблем с поиском песчаного участка и хорошего места для мытья посуды.
Sand, без сомнения, является одним из лучших абразивных средств для чистки титановых горшков, которые вы можете использовать, когда находитесь на трассе.Он не только на 100% натуральный, но и обычно встречается в изобилии. Хотя это очень агрессивная вещь для чистки кастрюли, у меня никогда не было причин, чтобы она повредила или сильно поцарапала мою титановую посуду. Титан — крепкая вещь!
Если у вас есть горшок с особенно плохой коркой подгоревшей пищи, начните с простой воды и небольшой горсти песка и камней и приступайте к работе с вредными остатками. Время от времени высыпайте песок и камни, чтобы увидеть, что у вас осталось, и повторяйте процесс, пока большая часть пригоревшей пищи не исчезнет.
Как только у вас останется что-то более похожее на пятно, чем на корку, возьмите небольшую горсть свежего песка и смешайте его с землей, мылом и небольшим количеством воды до консистенции зубной пасты. Как указано выше, повторяйте этот процесс с периодическим полосканием, пока не будете довольны результатом.
Удаление черной смолы и копоти
Как упоминалось выше, если вы готовите на огне или используете печь из веток, например, Bushbox Ultralight (, прочтите мой обзор здесь, ), вам может быть сложнее очистить внешнюю часть кастрюли, чем внутреннюю.Смола и сажа могут стать довольно густыми на кастрюле после долгих выходных на приготовлении пищи, и образовавшиеся черные липкие остатки могут стать настоящей проблемой для очистки.
Используйте вышеупомянутый трюк с мылом, чтобы предотвратить накопление сажи и смолы, протирая горшок песком или землей снаружи между приемами пищи и повторно нанося слой средства для мытья посуды по мере необходимости. Но имейте в виду, что даже это не сохранит вашу кастрюлю на 100% чистой.
Обычно, находясь в лесу, если накапливается слой черной сажи и смолы, я просто игнорирую это и сосредотачиваюсь на поддержании чистоты внутри своего горшка.Когда пришло время отправиться в поход, я просто запихиваю горшок в пластиковый пакет и занимаюсь им, когда прихожу домой — метод с пластиковым пакетом, описанный выше.
Когда пришло время разобраться с этой неприятной липкой смолой, следующие советы по домашней очистке раковины помогут сделать титановый горшок или сковородку снова похожими на новые.
Избегайте химикатов
Я вижу много сообщений на форумах и в блогах в Интернете, предлагающих использовать больше едких веществ, таких как очиститель для духовки и спрей для карбюратора, для очистки грязного титанового походного горшка.Я думаю, что если бы кухонный горшок ушел так далеко, что мне пришлось бы прибегнуть к таким химическим веществам, как эти, я бы выбросил горшок и заменил его новым.
Здоровье — еще одна проблема, поскольку эти химические вещества не предназначены для использования на посуде и могут оставлять токсичные вещества, которые будут контактировать с вашей пищей. Будьте осторожны и избегайте соблазна использовать токсичные химические вещества в качестве ярлыка. У меня никогда не было кастрюли, которую я бы не мог очистить ни одним из более безопасных методов, которые я рекомендую.
Натуральные чистящие средства
Хотя это не мой предпочтительный метод, отличный естественный способ очистить стойкую костровую смолу и сажу с титановой посуды — это смесь лимонного сока и поваренной соли. Я не уверен в том, какие именно химические реакции вступают в игру, но лимонная кислота, кажется, действительно отлично справляется с растворением смолы, а соль, похоже, действует как эффективный абразив.
Лучше всего использовать тряпку, смоченную лимонным соком. Насыпьте в него здоровую дозу поваренной соли и начните тереть.Тряпка для посуды в конечном итоге будет изрядно потрепанной после мытья кастрюли, поэтому настоятельно рекомендуется иметь специальную жертвенную тряпку исключительно для чистки походной посуды.
Друг хранителей бара
Это, без сомнения, мой самый любимый кухонный уборщик всех времен. По сути, это более естественная альтернатива Comet и полностью безопасна для использования в посуде. Насколько я понимаю, чистящие средства для кухни, такие как Comet и Ajax, имеют щелочную основу (отбеливатель) и содержат жесткие искусственные химические вещества, тогда как Bar Keepers Friend основаны на кислоте и используют для очистки более мягкие природные средства.
В любом случае, по опыту использования я знаю, что он не так агрессивен ни для моих кастрюль, ни для рук, как чистящие средства на основе отбеливателя, но он обладает абразивными качествами порошковых чистящих средств, таких как Comet, что делает его отличным средством для удаления стойкая костровая смола и копоть.
Если ваш горшок сильно обуглен, вам нужно будет использовать много Bar Keepers Friend, чтобы очистить его. Обычно я вываливаю небольшую кучу на поверхность, которую хочу очистить, и капаю на нее воду, пока не получу густую пасту.Это не сильно отличается от приготовления пасты из мыла, воды и грязи, когда вы находитесь на тропе, и я думаю, что настоящая хитрость очистки заключается в том, чтобы получить пасту нужной консистенции.
Для очень стойкого накопления кострового дегтя или запекания еды используйте Bar Keepers Friend с полной отдачей.
Для чистки я использую шероховатую сторону губки Scotch-Brite. Кажется, они хорошо держатся, а более толстый профиль губки дает вам как то, что держится, так и некоторую защиту ваших суставов.
После того, как вы немного почистите, вы заметите, что паста Bar Keepers Friend станет водянистой. На этом этапе я обычно споласкиваю его, чтобы увидеть, какого прогресса я достиг. Если все еще есть остатки, я просто добавляю еще немного Bar Keepers Friend и повторяю процесс, пока не буду удовлетворен результатами. Еще один продукт, который я обычно покупаю упаковками по 2 шт. На Amazon .
Восстановление обесцвеченной или вороненой титановой посуды
Я иногда сталкивался с кем-то, кто был очень обеспокоен тем, что их титановая посуда постоянно обесцвечивается от использования.И мы не говорим о черной корке смолы, а скорее о голубоватых, радужных оттенках, которые являются обычным явлением, когда титан неоднократно подвергается воздействию тепла и пламени.
Я лично нахожу это воронение титана крутым и просто считаю его почетным знаком для всеми любимого походного горшка. И я также рекомендую вам занять эту позицию, потому что реальность такова, что никакая чистка или очистка не помогут избавиться от этого обесцвечивания.
Это посинение является обычным явлением и является результатом воздействия на титан сильного тепла.Если нет физических повреждений кастрюли, таких как растрескивание или плавление (маловероятно и то, и другое), обесцвечивание не проблема, и кастрюлю можно использовать.
Так что примите свою причудливую голубоватую кастрюлю! Знайте, что обесцвечивание только доказывает, что вы заядлый гость!
Последние мысли о титановой посуде
Много лет назад, когда я впервые начал заниматься кемпингом и путешествовать пешком, титановая посуда была экзотикой и безумно дорогой.Поскольку в то время я не мог себе этого позволить, моя первая походная плита была отличного качества, но очень тяжелая, из нержавеющей стали производства MSR.
Многие из описанных выше методов очистки я узнал, очищая пригоревшую пищу и костровую шину от своей походной посуды из нержавеющей стали, и будет работать с вашей походной посудой из нержавеющей стали, а также с нержавеющими кастрюлями и сковородками на кухне дома.
Но титан — это действительно единственный вариант для создания приключенческой посуды. С тех пор, как я начал заниматься кемпингом, она существенно упала в цене, и существует множество компаний, производящих высококачественную, но доступную по цене титановую походную посуду.
Мой любимый, без сомнения, TOAKS, поэтому, если вы хотите заменить свою текущую посуду на титановую, прочтите мой обзор TOAKS и мои рекомендации о том, какие титановые кастрюли и сковороды лучше всего подходят для конкретного применения на открытом воздухе.
Если вы еще не перешли на титановую посуду, настоятельно рекомендую вам это сделать!
4 Лучшие наборы титановой посуды
Однако, когда он используется в антипригарном покрытии , некоторые люди могут возразить, что это часть небезопасной поверхности для приготовления пищи.Это не из-за титана. Наоборот, это потому, что некоторые люди не убеждены в том, что производители и государственные учреждения утверждают, что современные антипригарные покрытия безопасны.
Вывод заключается в том, что посуда с титаном так же безопасна, как и сопоставимая посуда без титана. Лично я считаю, что новые антипригарные покрытия без ПФОК, вероятно, столь же безопасны, как заявляют производители.
Если материал разработан с научной точки зрения, чтобы быть полностью инертным и нереактивным, этот материал вряд ли каким-либо образом повлияет на человеческое тело, если я случайно проглочу его.Меня гораздо больше беспокоит, как различные антипригарные покрытия взаимодействуют с высокими температурами, но это то, что я могу контролировать в своей собственной кулинарии.
Этот набор T-Fal очень популярен , и легко понять, почему. У него множество полезных функций, которые помогают ему конкурировать с самой лучшей посудой с антипригарным покрытием. Стеклянные крышки, силиконовые ручки и обширная пожизненная гарантия означают, что все удобства полностью покрыты.
Для ясности, этот набор посуды в основном не из титана.
Каждая кастрюля и сковорода в этом наборе T-образной формы изготовлены из анодированного алюминия. Титан используется в усовершенствованном антипригарном покрытии , которое покрывает поверхность каждой детали. Титан помогает создавать невероятно жесткую и скользкую поверхность, по которой еда легко скользит.
Предполагается, что конкретное антипригарное покрытие с добавлением титана, используемое в этом наборе, будет иметь на более длительный срок службы , чем некоторые другие антипригарные покрытия, что означает, что вы можете использовать этот набор в течение длительного времени, прежде чем вам придется его заменять. Его металлическую посуду и мыть в посудомоечной машине. тоже, так что вы можете время от времени использовать металлический шпатель и чистить этот набор с невероятной легкостью.
Если говорить о производительности приготовления , то этот набор довольно хорош . Конечно, он не будет нагреваться или остывать так быстро, как набор медной посуды, но твердо анодированный алюминий по-прежнему великолепен, когда дело доходит до распределения тепла. Кастрюли, включая сковороды, достаточно легкие, а силиконовые ручки можно удобно использовать без какой-либо тепловой защиты.Антипригарное покрытие отлично справляется с . У вас не будет проблем с жаркой яиц без всякого жира. Он также кажется очень прочным, хотя фактический срок службы на вашей кухне будет зависеть от того, как вы его используете.
Обычно следует ожидать, что антипригарные покрытия имеют функциональный срок службы от двух до пяти лет . Этот набор должен комфортно прослужить хотя бы столько же при небольшом уходе.
Я уже упоминал о стеклянных крышках, но стоит еще раз отметить, что в этот набор входит хорошо подогнанных вентилируемых крышек из прозрачного стекла.Конечно, в наши дни это довольно стандартно, но все же приятно знать, что этот набор посуды позволит вам наблюдать за едой, сохраняя тепло и пар под крышкой.
Это не совсем недостаток, но технология «термо-точка» , которая так широко используется в маркетинге T-fal, не имеет большого значения. Предварительный нагрев вашей титановой сковороды с антипригарным покрытием — хорошая идея, но точка не особенно полезна для определения того, когда сковорода предварительно нагрета. Скорее всего, вы обнаружите, что точка начинает показывать слишком высокую температуру, чтобы ее можно было использовать.Намного проще измерить температуру посуды с помощью капельки воды или даже инфракрасного термометра.
С этим набором связаны два допустимых отрицания .
Первый , несовместим с индукционными диапазонами. Если вы планируете использовать необычную индукционную плиту, вам обязательно понадобится другой набор посуды.
Второй , он безопасен только в духовке до 400 градусов. Вероятно, это связано с силиконовыми ручками. Вы, вероятно, не захотите слишком часто бросать свои кастрюли и сковороды в духовку, но это ограничивает вашу способность поджарить мясо, а затем, например, бросить его под жаровню, и это знак того, что вам нужно быть справедливым. осторожно с использованием сильного тепла на диапазоне.
В качестве последнего положительного момента, многие версии этого набора поставляются с паровой вставкой . Я считаю, что вставки для пароварки — невероятно полезный инструмент для приготовления множества обычных блюд. Однако найти тот, который подходит к вашей кастрюле, может быть (небольшой) трудностью, поэтому включение этого инструмента в этот набор посуды является долгожданным штрихом. Конечно, это не такая уж большая проблема, но она может помочь вам выбрать этот набор посуды по сравнению с альтернативой по сопоставимой цене.
T-Fal производит этот набор различных размеров.Набор из 17 предметов:
- Сковорода 8 дюймов
- Сковорода 10,25 дюйма
- Сковорода 11,5 дюймов с подходящей крышкой
- Квадратная сковорода 10,25 дюйма
- Кастрюля на 1 кварту с подходящей крышкой
- Кастрюля на 2 кварты с соответствующей крышкой крышка
- Кастрюля на 3 кварты с подходящей крышкой
- Глубокий сотейник на 3,5 литра
- Голландская духовка на 5 литров с подходящей крышкой
- Вставка для пароварки на 3 кварты
- One Egg Wonder
В целом, эта посуда из чистого титана Набор предлагает довольно много, особенно с учетом разумной цены.У него фантастическая теплоотдача, антипригарное покрытие удивительно эффективно, и на набор распространяется пожизненная гарантия. Я думаю, что это, наверное, лучший набор посуды из титана, доступный на данный момент. Что не любить?
2. Black + Decker 83355 Титановая посуда с антипригарным покрытием
Этот набор во многом сравним с набором T-Fal выше . Он сделан из аналогичных материалов (алюминиевый сердечник с современным титановым антипригарным покрытием), у него стеклянные крышки и прорезиненные ручки, и он обеспечивает невероятное рассеивание тепла за свою цену.
Однако есть две большие разницы.
Этот набор Black and Decker НЕ подходит для мытья в посудомоечной машине , в то время как набор T-Fal и этот набор Black and Decker доступны в трех разных цветах . Все они довольно приглушенные (у вас есть выбор между гранитом, медью и сланцем), но приятно иметь небольшой выбор, когда дело доходит до вашей посуды.
Прежде чем я буду слишком углубляться в этот набор, я должен отметить, что он включает в себя действительно хорошую посуду .Как я уже сказал ранее, эта алюминиевая посуда обеспечивает довольно хорошее распределение тепла. Антипригарное покрытие также отлично предотвращает прилипание продуктов. Если этот набор есть в продаже или вы просто предпочитаете бренд Black + Decker, а не T-Fal, вам обязательно нужно выбрать этот набор.
Тем не менее, имеет недостатки . Первый (и что самое неприятное), Black + Decker не обеспечивает безопасную температуру печи . Вероятно, что этот набор посуды безопасен для духовки примерно до тех же 400 F, что и набор T-Fal, но я не могу сказать наверняка.Это означает, что вы должны быть особенно осторожны, когда готовите на плите на сильном огне, и по возможности не используйте этот набор в духовке.
Второй , этот набор включает в себя две силиконовые принадлежности в коробке. Было бы хорошо, если бы это были «лишние» штуки. Вместо этого они засчитывают «14», когда Black + Decker говорит «набор из 14 предметов». Другими словами, в этом наборе 7 кастрюль с кастрюлями, 5 крышек и две посуды. Напротив, набор T-Fal из 17 предметов включает 10 кастрюль с кастрюлями, 6 крышек, нулевую посуду и вставку для пароварки.При сравнении убедитесь, что помните о фактическом составе каждой посуды, а не только о количестве предметов.
Black + Decker утверждает, что этот набор имеет специальных эргономичных ручек . На практике, я думаю, маловероятно, что вы заметите разницу между этими и другими прорезиненными ручками. В этом нет ничего плохого, тем более, что ручки этих титановых сковородок остаются безопасными для прикосновения даже после длительного приготовления на довольно сильном огне. Это просто означает, что вам, вероятно, не стоит слишком высоко ценить их «эргономичный» дизайн при выборе качественной титановой посуды.
Последний положительный момент заключается в том, что этот набор защищен ограниченной пожизненной гарантией , как и набор T-Fal. Точно неясно, как долго этот набор посуды будет работать на вашей кухне, но, безусловно, очень приятно знать, что Black + Decker поддерживает свое качество и заменяет неисправный набор через несколько недель или месяцев.
Доступны как по отдельности, так и в комплекте.
Набор из 14 предметов:
- Сковорода 8 дюймов
- Сковорода 1 дюйм
- Кастрюля на 1 кварту с крышкой
- Кастрюля на 2 литра с крышкой
- Кастрюля на 3 литра с крышкой
- 5 литров голландская духовка с крышкой
- Сотейник с крышкой, 10 дюймов
- 2 инструмента из нейлона
В целом, этот набор является отличной альтернативой вышеупомянутому набору T-Fal.Это отличный вариант, если он есть в продаже, вы предпочитаете бренд Black + Decker T-Fal или просто предпочитаете эстетику. Поскольку этот набор Black + Decker доступен в трех цветах, его гораздо проще подобрать к уже имеющимся предметам или к декору вашей кухни.
3. Антипригарная сковорода Scanpan CTQ
Несмотря на то, что это довольно серьезная сковорода для довольно серьезного повара, эта алюминиевая сковорода с антипригарным покрытием остается достаточно доступной для повседневной кухни. Он совместим с индукционным нагревом, подходит для духовки при температуре 500 F, полностью подходит для мытья в посудомоечной машине и подходит для использования с металлической посудой .
Лучшее из всех , антипригарное покрытие — это специальная смесь керамика / титан , которая может похвастаться уникальными кулинарными характеристиками и удивительной стойкостью к царапинам .
Антипригарные покрытия тефлонового типа имеют интересный недостаток. Когда вы готовите определенные продукты на внешнем кухонном столе из нержавеющей стали на сильном огне, у вас образуется ароматный осадок, который называется помадой. Однако довольно сложно вызвать любовь к чему-либо, напоминающему тефлон, потому что ничего не прилипает.Это означает, что удалить глазурь с тефлоновой сковороды или даже поджарить мясо таким же способом непросто.
Керамическое и титановое антипригарное покрытие, используемое в этом Scanpan, немного отличается. Несмотря на то, что это абсолютно антипригарный продукт , не так уж сложно дать немного ароматного осадка скопиться на сковороде.
Это позволяет приготовить восхитительные соусы для сковороды после того, как мясо будет приготовлено до совершенства. Все, что вам нужно сделать, это налить немного вина или другой жидкости и добавить любые дополнительные ароматизаторы, которые вы хотите, чтобы ваш соус был!В целом, то, как эта сковорода работает во время готовки, довольно впечатляет .У него отличное распределение тепла, антипригарное покрытие более чем достаточно эффективно, и он имеет достаточно веса, чтобы чувствовать себя твердым в ваших руках. Ручка на сковороде сделана из металла , поэтому она немного нагревается после того, как сковорода какое-то время нагревается, но это довольно легко исправить с помощью прихватки.
Если вы более серьезный повар и вам нужна титановая сковорода с антипригарным покрытием, этот Scanpan определенно будет правильным выбором. .Тот факт, что его можно мыть в посудомоечной машине и духовке, делает его довольно хорошим выбором практически для любой другой кухни. Он прочный и его легко чистить.
Что еще вы могли бы пожелать?
4. T-Fal Jumbo Cooker из твердого анодированного титана с антипригарным покрытием
Эта гигантская плита T-Fal очень похожа на те, которые вы найдете в наборе T-Fal выше. Я, конечно, большой поклонник этого набора, поэтому эта гигантская плита получила от меня положительных рекомендаций .Моя любимая особенность — это форм-фактор этой сковороды. Он большой, плоский и глубокий, поэтому вы можете использовать его практически для любой задачи на кухне, от приготовления макарон до жарки яиц.
Сначала основы . Эта кастрюля вмещает до 5 литров жидкости и поставляется с подходящей стеклянной крышкой. Он изготовлен из твердого анодированного алюминия, который очень хорошо проводит тепло. Внутри имеется титановое антипригарное покрытие, без ПФОК, и невероятно эффективно предотвращает прилипание продуктов.Сковорода имеет мягкие ручки, которые остаются прохладными, пока вы готовите. К сожалению, он не совместим с индукционным нагревом, и он безопасен только для духовки до 350 F.
Есть несколько отличий между этим и предметами, которые вы найдете в полном наборе. Что еще важнее, это, похоже, нельзя мыть в посудомоечной машине. Учитывая, насколько легко мыть сковороду с антипригарным покрытием, это, вероятно, не имеет большого значения, но стоит отметить, что вы не должны выбрасывать эту сковороду в посудомоечную машину. Это также немного менее безопасно для духовки. Вероятно, это признак того, что ручки этой гигантской плиты сделаны из немного другого материала.
Если вас не слишком интересуют индукционная совместимость или безопасность духовки, я думаю, что это лучший способ добавить немного титана в вашу домашнюю посуду . Вместо того, чтобы покупать титановую кастрюлю или титановую сковороду , вы можете получить одну единицу, которая сможет быть и тем, и другим одновременно. Глубокие стенки, плотно прилегающая крышка и большая плоская поверхность с отличным антипригарным покрытием делают его подходящим практически для любого рецепта.
Заключение
Антипригарные покрытия с пропиткой титаном предлагают уникальное сочетание прочности, долговечности и эффективности .Хотя это не единственный вариант создания устойчивых к царапинам антипригарных покрытий, они довольно доступны и эффективны.
Титановая и керамическая посуда, рассмотренная выше, представляет собой , одни из лучших предложений на рынке сегодня . Как наборы, так и отдельные сковороды отлично распределяют тепло, будучи достаточно прочными, чтобы выдерживать регулярное использование на кухне. Вы не ошибетесь ни с одним из них.
Другой тип посуды: https://onthegas.org/cookware/best-copper-cookware-pots-and-pans-reviews
В чем разница между титановыми и алюминиевыми походными кастрюлями?
Титановые кастрюли для кемпинга лучше алюминиевых, если ваш главный приоритет — экономия веса.Они прочнее алюминиевых кастрюль, устойчивы к коррозии и довольно быстро остывают, поэтому вы можете разогреть еду в одной, а затем использовать ее как чашку или миску. Однако титановые кастрюли нагреваются неравномерно, что позволяет легко сжечь любую пищу, которую вы в них готовите. Это делает их лучшими для кипячения воды для регидратации лиофилизированной или обезвоженной походной еды вместо более сложного приготовления.
Алюминиевые кастрюли для кемпинга дешевле, чем титановые кастрюли, и лишь немного тяжелее в меньших размерах.Они лучше подходят для тушения и приготовления пищи, потому что они равномерно нагреваются и держатся дольше, чем титановые кастрюли. Большинство алюминиевых кухонных горшков для рюкзака изготавливаются из анодированного алюминия, что делает его более прочным и устойчивым к коррозии. Процесс анодирования превращает алюминиевую поверхность в прочную анодно-оксидную отделку, которая имеет очень плоский и темно-серый вид. Эта анодно-оксидная отделка не наносится на поверхность, как краска или покрытие, но полностью интегрирована с лежащей под ней алюминиевой подложкой, поэтому она не может отслаиваться или сниматься.GSI, крупный производитель алюминиевых кастрюль, называет свой анодированный алюминий торговой маркой «Halulite», но на самом деле это просто анодированный алюминий.
Если вы турист и хотите купить небольшую кастрюлю из анодированного алюминия объемом менее 1000 мл (1 литр), вы обнаружите, что их трудно найти. Этот конец рынка наводнен титановыми горшками, что на самом деле имеет смысл, потому что большинство сверхлегких туристов не заботятся о приготовлении еды и вместо этого кипятят воду.Посуда из анодированного алюминия гораздо более распространена в посуде большей емкости, объемом более 1000 мл (1 литр), и в кухонных плитах с несколькими кастрюлями, где упор делается на тушение и приготовление более сложных блюд для семей и больших групп людей.
Сравнение походных кастрюль из титана и анодированного алюминия
Нетто. Титановые кастрюли хороши, если вам нужно только вскипятить воду, чтобы увлажнить пакет с едой в рюкзаке или замороженную еду. Если вы хотите приготовить что-то посложнее.Как и еда в одной кастрюле, кастрюля из анодированного алюминия лучше, потому что она распространяет тепло и предотвращает подгорание пищи. Тем не менее, ваш выбор кастрюль из анодированного алюминия небольших размеров будет ограничен.
Примечание редактора: Помогите поддержать этот сайт, сделав следующее приобретение снаряжения по одной из партнерских ссылок выше. Щелкните ссылку, купите то, что вам нужно, и некоторые продавцы могут внести небольшую часть стоимости покупки для поддержки независимых и независимых обзоров оборудования SectionHiker, часто задаваемых вопросов для начинающих и бесплатных путеводителей.Самые популярные запросы
- Алюминиевая кастрюля объемом 1 литр против титановой кастрюли объемом 1 литр
- Алюминий против титановой кастрюли
- все 9ep
Безопасная керамическая титановая посуда
Многие люди выбирают тефлоновые сковороды, потому что они просты в использовании, а цена невысока, но тефлон опасен. Потому что нелипкий тефлон покрыт ПТФЭ (политетрафторэтилен), где полимерный пластиковый слой начнет плавить яд при нагревании выше 300 градусов по Цельсию.
Этот яд может вызвать симптомы гриппа, называемые лихорадкой от паров полимеров или обычно известные как тефлоновый грипп. Это опасно не только для людей, но и для птиц, например, для попугаев.
Еще один ингредиент, содержащийся в тефлоне, — это ПФОК (перфтороктановая кислота), которая вызывает несколько типов рака, таких как рак простаты, груди и яичников. Несмотря на то, что считается, что тефлон находится в небольших количествах, при случайном употреблении людьми этого не произойдет, но при ежедневном использовании, конечно, это то, что заслуживает внимания.
Безопасна ли керамическая титановая посуда? Есть посуда со слоями, не содержащими ПТФЭ и ПФОК, например, гранит, но это безопасно только тогда, когда слои еще не повреждены, потому что слои очень тонкие и легко трескаются. После того, как треснули, все кухонные принадлежности необходимо немедленно остановить.
Для большей безопасности используйте кухонные инструменты с чистым железом. Потому что железо не только отлично отдает тепло, но и не выделяет никаких токсинов, которые могут абсорбироваться с пищей, и на самом деле было бы лучше поднять температуру естественным путем с помощью железа.
А как насчет алюминиевого материала?
Алюминиевая посуда — фаворит многих людей, потому что она доступна по цене, легка и ее легко найти. Но за избытком алюминия таится скрытая опасность. Высокий уровень алюминия убивает несколько болезней, таких как болезнь Альцгеймера и БАС. Хотя некоторая алюминиевая посуда обычно имеет покрытие, оно иногда быстро разрушается, выделяя токсичные металлы с пищевыми продуктами.
Попробуйте использовать стеклянную плиту. Это более безопасный выбор, который можно рассматривать.Потому что стеклянный материал никогда не выделяет ядов при нагревании. К тому же стекломатериал более прочный, экологически чистый, не сковывает аромат и вкус.
А, медь?
Многие женщины выбирают этот кухонный инвентарь из-за его привлекательного внешнего вида. Кроме того, считается, что медь быстро отводит тепло. Но оказывается, что этот материал опасен, когда его используют в кулинарии.
Как и другие тяжелые металлы, медь очень важна для здоровья человека, если она присутствует в небольших количествах.Но если количество в организме чрезмерно, это может вызвать отравление тяжелыми металлами. Если кухонная утварь из меди не покрыта покрытием, она может выделять медь при приготовлении кислых продуктов. А в покрытии покрытие даже содержит никель, который является еще одним токсичным элементом.
Мы рекомендуем выбирать посуду из нержавеющей стали или нержавеющей стали. Эта посуда не только легкая и устойчивая к царапинам, но и может быть нелипкой. Просто убедитесь, что Адан покупает посуду из нержавеющей стали с безопасным уровнем для еды и не содержит никель или хром.
Итак, безопасна ли титановая и керамическая посуда?
Как и медь, керамическая посуда имеет красивый и привлекательный вид для женщин. Но керамическое покрытие обычно скрывает внутри плохие материалы.
Мягкие покрытия на керамике недолговечны и через несколько месяцев использования начнут трескаться. Когда это происходит, свинец и кадмий иногда обнаруживаются в слоях, они прилипают к пище и попадают в организм. Свинцовый яд — один из самых опасных видов металлических ядов, который может вызывать боли в животе, головные боли, бесплодие и другие осложнения для здоровья.
Если вы все еще хотите использовать керамическую титановую посуду, вам следует искать Лучшую керамическую титановую посуду , которая действительно на 100% керамическая. Это лучший и безопасный способ, потому что он использует натуральные ингредиенты, не токсичен и покрытие не отслаивается.
Кроме того, эта плита липкая, и ее можно мыть в посудомоечной машине. Несмотря на то, что эта плита довольно дорогая, ее можно использовать в течение длительного времени.
Посуда из нержавеющей стали 316 все еще нова для нас, потому что более или менее 9 лет назад она была представлена в мире, особенно в США.
Эта плита состоит из 3-х слоев ингредиентов, а именно:
В качестве внешнего слоя используется нержавеющая сталь серии 400, смешанная с молибденом для получения яркой, устойчивой к ржавчине поверхности, и может использоваться для индукционных плит.
Средний слой используется в алюминиевой оболочке в качестве проводника тепла, который может быстро переносить тепло ко всем поверхностям. Теплопроводность алюминия составляет 112 БТЕ / час / фут / фут / фут, в то время как теплопроводность нержавеющей стали 304 составляет 9,4112 БТЕ / час / фут / фут / фут, поэтому алюминий может примерно в 12 раз быстрее передавать тепло, чем нержавеющая сталь. .
Очень высокая теплопроводность алюминиевого сердечника нагревателя не только приводит к нагреву, но также и распространение тепла от одной точки источника тепла на дне сковороды по всей поверхности боковых стенок сковороды.
Самый глубокий слой, контактирующий с варкой, — это нержавеющая сталь 316 Ti (титан). 316 Ti — самый безопасный металл, когда речь идет о готовке и нагревании, потому что нет химической реакции, которая вызывает миграцию металлов в кухню, поэтому он не меняет вкус пищи и не отравляет вашу кухню.
Мы рекомендуем из соображений безопасности и гигиены готовить только из высококачественной нержавеющей стали, соответствующей стандартам для хирургических инструментов (316 Ti), это наивысший сорт в индустрии кухонной посуды. Нержавеющая сталь 316 Ti обладает идеальной теплопередачей, а это значит, что вам не нужно готовить на растительном масле, поэтому ее легче чистить. 316 Ti безопасен, поскольку не вступает в реакцию с натуральными кислотами и солями в продуктах питания
Факты безопасности керамической титановой посуды
Титан обеспечивает самую чистую и здоровую поверхность среди всех кухонных принадлежностей, производимых во всем мире.Вы предоставляете вам нержавеющую сталь, которая обеспечивает максимальную стойкость к химическим реакциям с солью, кислотами и щелочами при приготовлении пищи. Это гарантирует, что пища, которая готовится для всей семьи, не содержит металлов, добавленных в результате химической реакции с металлом в процессе приготовления. Вы можете обеспечить максимальное питание, а экономия времени и энергии — это реальная вещь.
Вы сами не должны преувеличивать, вводить в заблуждение или преувеличивать заявления о качестве, производительности и ценности наших ИТ-решений.Правда о тебе уже довольно удивительна. Вы применяете высокие стандарты технологий, преимуществ для пользователей, ценности и честности. Используйте только самую безопасную металлическую посуду — титан марки 316. Итак, безопасна ли керамическая титановая посуда? Ответ: да, безусловно!
Нравится:
Нравится Загрузка …
Связанные .