Глубина сварки полипропиленовых труб. Как сваривать полипропиленовые трубы: необходимые инструменты, этапы, рекомендации
ГлавнаяПолГлубина сварки полипропиленовых труб
Температура и время пайки полипропиленовых труб: таблица
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.

- Температуру помещения.
- Время нагрева.

Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
В результате таких неучтенных моментов, возникает сильное ослабление шва.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
Похожие статьи:
vseprotruby.ru
Сварка полипропиленовых труб
Герметичное соединение полипропиленовых труб и фитингов между собой осуществляется методом термической сварки с применением специального сварочного аппарата (паяльника), снабженного парными насадками необходимого диаметра.
Сварку полипропиленовых труб рекомендуется производить при температуре окружающей среды не ниже –10°С.
Комплект для сварки полипропиленовых труб
Сварочный аппарат устанавливается на ровной рабочей поверхности. На нагревательном элементе аппарата крепятся парные насадки соответствующего диаметра. При загрязнении насадок их необходимо протереть чистой тканью. Ткань для протирки использовать только из натуральных материалов.
Паяльник для сварки полипропиленовых труб
После включения аппарата в сеть, нагрев насадок до нужной температуры длится минут 10-15. Индикатором окончания нагрева служит контрольная лампочка. При достижении установленного порога она, в зависимости от модели сварочного аппарата, гаснет или загорается. Первую сварку полипропиленовых труб рекомендуется проводить через 5 минут после полного нагрева аппарата.
Резка полипропиленовой трубы
Специальными ножницами, обычно входящими в комплект сварочного аппарата, необходимый кусок пропиленовой трубы отрезается под прямым углом.
Трубы с внутренним армированием после резки нужно торцевать при необходимости – удалить остатки армирующего слоя с торца трубы.
Если диаметр свариваемой трубы равен или больше 40 мм, ножом или специальным приспособлением наружный конец, предназначенный для сварки надо скосить под углом 30-45.
Соединимые при сварке поверхности на концах труб и фитингах очистить при необходимости от грязи и пыли и обезжирить спиртом.
Отметка маркером необходимой глубины
Маркером отметить на трубе глубину сварки – расстояние, которое на 1-3 мм меньше глубины фитинга.
Полипропиленовая труба и фитинг на насадках паяльника
Установить фитинг и трубу на соответствующие насадки сварочного аппарата. Труба вставляется в насадку до нанесенной отметки. При установке трубу и фитинг нельзя вращать и поворачивать.
Выдержать время нагрева еобходимое для данного диаметра полипропиленовой трубы.
После нагревания снять с насадок трубу и фитинг и плавно соединить их, без осевого поворота стыкуемых деталей, на всю глубину сварки (до ранее нанесенной отметки маркером).
Выдержать необходимое время охлаждения полипропилена.
Готовый стык полипропиленовой трубы
Полипропиленовые трубы диаметром 50 мм и больше рекомендуется сваривать применяя специальное монтажное приспособление, обеспечивающее необходимое сжатие деталей без их осевого смещения.
Непосредственно время сварки начинается в момент соединения фитинга и трубы. Процесс охлаждения полипропилена должен быть естественным. Нельзя применять для его ускорения какие-либо средства, например, холодную воду.
Технологическое время термической сварки фитингов и труб из полипропилена при температуре насадок 260°С — 280°С
| Наружный диаметр трубы (мм) | Время нагрева (с) | Время сварки (с) | Время охлаждения (с) |
| 20 | 6 | 4 | 120 |
| 25 | 7 | 4 | 180 |
| 32 | 8 | 4 | 240 |
| 40 | 12 | 5 | 240 |
| 50 | 18 | 5 | 300 |
| 63 | 24 | 6 | 360 |
| 75 | 30 | 6 | 390 |
| 90 | 40 | 8 | 390 |
| 110 | 50 | 10 | 480 |
901sovet. ru
ru
как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
Содержание:
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.
Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.
Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
Этапы будут таковыми:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: «Какие пропиленовые трубы используют для отопления и водоснабжения».
В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: «Правила и технология сварки полипропиленовых труб – важные особенности»). .
Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: «Как делается сварка полипропиленовых труб – технологичные способы».
В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
trubaspec.com
в труднодоступных местах без аппарата
Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка.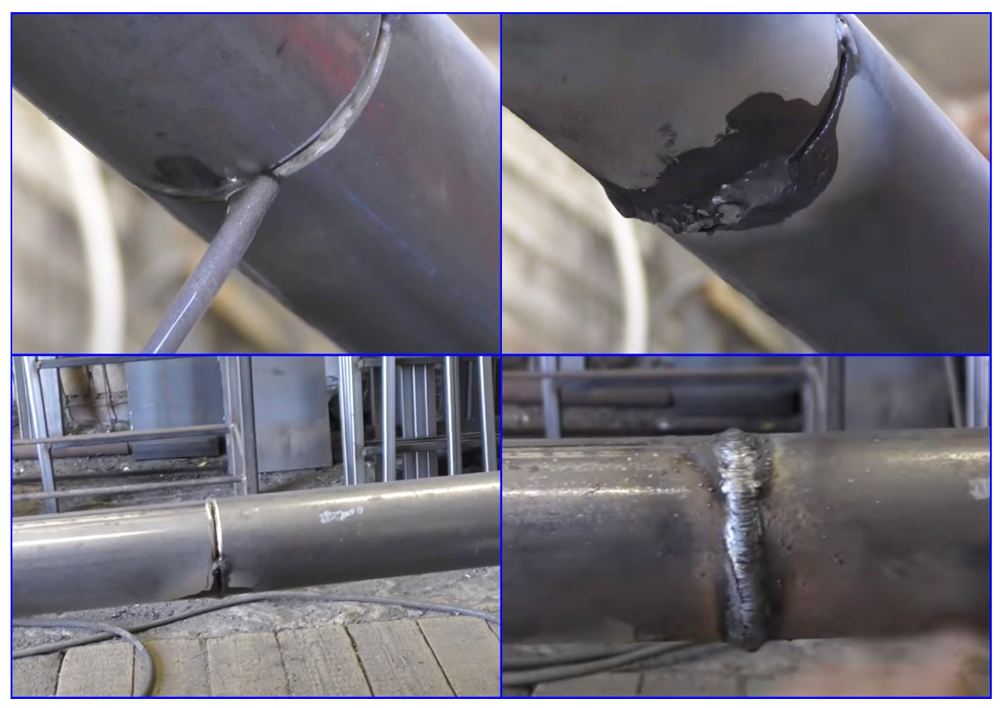 На сегодняшний день это лучший продукт из того, что могут предложить производители.
На сегодняшний день это лучший продукт из того, что могут предложить производители.
Эта статья будет полезна тем, перед кем стоял вопрос — как сварить полипропиленовые трубы? Описание процесса и какие инструменты необходимо использовать – вы узнаете в нашей статье.
Несмотря на кажущуюся простоту соединения пластиковых труб, есть некоторые нюансы, которые стоит учитывать. Во-первых, это обеспечит необходимую герметизацию стыков и швов. Во-вторых, сделает возможной эксплуатацию на протяжении нескольких десятилетий.
Фото 1 Сварочный аппарат для сварки полипропиленовых труб
Процесс
Да, вы не ослышались, полипропиленовые трубы также свариваются друг с другом, но это не стандартная горячая сварка, но припой посредством специального инструмента.
Для начала понадобятся специальные фитинги, о разновидностях которых вы узнаете в нашей отдельной статье «Латунные фитинги для ПНД труб».
Имейте в виду, что фитинги нагреваются изнутри, тогда как трубы только снаружи. Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.
Существует практика спаивания труб друг с другом без использования соединительных элементов. Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Таблица 1 Определение времени нагрева деталей
|
Глубина сварки мм |
Диаметр трубы, мм |
Время нагревания, с |
Время соединения, с |
Время остывания, мин |
|
14 |
20 |
6 |
4 |
2 |
|
16 |
25 |
7 |
4 |
2 |
|
18 |
32 |
8 |
6 |
4 |
|
20 |
40 |
12 |
6 |
4 |
|
23 |
50 |
18 |
6 |
4 |
|
26 |
63 |
24 |
8 |
6 |
|
28 |
75 |
30 |
10 |
8 |
|
30 |
90 |
40 |
11 |
8 |
|
33 |
110 |
50 |
12 |
8 |
Основные этапы
Для того, чтобы провести сварку (читай – спайку) полипропиленовых труб и элементов понадобится специальный сварочный аппарат с нагревательной насадкой муфта/дорн. В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
Фото 2 Трубу нужно отрезать под углом 90 градусов к оси
Фото 3 Край ПП трубы нужно обязательно зачистить (снять фаску)
Фото 4 Когда аппарат нагреется нужно насадить фитинг на дорн, а трубу вставить в гильзу
Обязательно аппарат надежно закрепите на станке или станине. Любое отклонение затруднит припой труб, а сам аппарат может упасть от давления.
Работает агрегат от обычной розетки 220 В, при однократном применении использование отдельной линии не требуется. Далее выставляете необходимую температуру. При работе с пластиковыми трубами она должна составлять не менее 2600С.
После того, как аппарат нагрелся до заданной температуры, можно начинать пайку. Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Фото 5 Процесс сварки полипропиленовой трубы
Категорически запрещено при соединении трубы и фитинга прокручивать их относительно друг друга. Просто вставляете ровно и до упора. Только в этом случае герметичность будет 100-процентной.
Особенности
Ремонтируя уже существующую систему отопления с полипропиленовыми трубами, основная сложность возникает с водой, которая скапливается на стыке. Варить (паять) такие трубы категорически запрещено. При температуре пайки вода попросту превращается в пар и выступает конденсатом на самой трубе, а также образует воздушные поры. Буквально через несколько часов место стыка начнет протекать.
Специалисты рекомендуют использовать обычный хлебный мякиш, который используется как пробка в трубе. Уже после монтажа хлеб растворяется в воде и не создает никаких препятствий движению теплоносителя. Одна проблема – мякиш размокает практически моментально, но у вас будет около 10 секунд, так что при определенной сноровке можно справиться. О том, какой должна быть схема обвязки котла отопления, вы узнаете в нашей статье.
Время
И хотя речь идет всего о нескольких секундах, очень важно соблюсти точное время. Если не додержать или, что еще хуже, передержать, то серьезный урон будет нанесен герметичности стыка. Если в работе вы используете трубы диаметром до 20 миллиметров, время на нагрев не превышает 3 секунд, диаметр трубы от 32 мм потребует чуть больше – уже 7 секунд. Точное время нагрева выбирают по Таблице 1.
При выборе трубы учитывайте также такой фактор, как линейное расширение. Обычные пластиковые трубы без армирующего элемента удлиняются обычно на 305 мм в одной стыке. Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если свариваются стабильные трубы, обязательно снимаются на конце трубы и металлический и пропиленовый слой. Если в качестве армирования используется стекловолокно, ничего снимать или срезать не следует.
Полезные советы
Фото 5 В процессе сварки труб запрещается поворот деталей по оси относительно друг друга
- При монтаже системы отопления и установке батарей весь контур представлен полипропиленовыми трубами, тогда как с самим котлом соединение осуществляется посредством металлического патрубка. Длина этого элемента может быть разной, но не должна быть менее 1500 см.
- Если вы новичок и решили сделать трубопровод самостоятельно, обязательно перед тем как приступить к пайке потренируйтесь. Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
-
Заранее разрежьте по схеме всю трубу и разложите все соединительные элементы – муфты, фитинги, тройники и т. д. Так работа будет идти гораздо быстрее и не придется уже в процессе разбираться, что зачем и куда это приложить.
- Все трубы должны быть чистыми и без жирных (масляных) пятен. Если такие вкрапления присутствуют, обязательно обезжирьте их, чтобы в дальнейшем стыки были герметичными.
- Уже после того, как сварены трубы и фитинги, остывание происходит в естественном режиме. Не стоит окунать трубу в воду или иным способом пытаться ее искусственно охладить. Все это приведет к искривлению материала а, как следствие, к нарушению прочности.
- Обязательно обращайте внимание на то, насколько прямым является сваренный отрезок. Соблюдение соосности гарантирует точность соединение и отсутствие складок и прочих дефектов, которые могут снизить качество соединения.
Видео 1 Руководство как сварить трубы из полипропилена, работа паяльником
Видео 2 Особенности работы с пластиковыми трубами
www.portaltepla.ru
Как сваривать полипропиленовые трубы: инструкция и рекомендации
Содержание статьи
Изделия из полипропилена используют, как правило, при создании дренажных и оросительных систем, а также при прокладке водопровода или обустройстве системы отопления.
Полипропилен относится к классу полиолефинов, а это означает, что вся изготовленная из данного материала продукция отличается высокой степенью экологической безопасности.
Кроме того, водоотводы из полипропилена способны прослужить очень долго, при этом затраты на их эксплуатацию будут минимальными.
Однако работая с такими изделиями необходимо знать, как сваривать полипропиленовые трубы таким образом, чтобы избежать их деформации и предупредить появление течи.
Почему полипропилен для сварки лучше, чем металл
Сварочный аппарат
Разнообразные колена и фитинги, а также профильные и круглые отводы из полипропилена пользуются заслуженной популярностью, поскольку:
- Образуют после правильно проведенной сварки монолитные детали, которые способны прослужить более пятидесяти лет.
- В процессе эксплуатации не снижают своей пропускной способности.
- Обладают очень высокой устойчивостью к различной бытовой химии.
- Стоимость таких изделий в несколько раз ниже стоимости аналогичной продукции, произведенной из металла.
Кроме того, если изделие подобрано правильно и сварка произведена качественно, то можно сказать, что полипропиленовые трубы во многих случаях являются просто идеальным элементом соответствующей системы в том числе и для отопления дома.
Инструменты для сварки полипропиленовых труб
Инструменты для сварки
Для проведения сварки вам потребуются следующие инструменты:
- Специальный сварочный аппарат для работы с пластиковыми деталями (его еще называют «утюгом»). Он представляет собой обычный нагревательный элемент, дополнительно снабженный подставкой и ручкой (за счет этого варить можно практически в любом положении). Кроме того, данный аппарат оснащен также регулировочным колесиком, которое дает возможность выставлять нужную температуру нагрева. В самом нагревательном элементе проделаны отверстия, предназначенные для насадок нужного диаметра.
- Рулетка, при помощи которой будут производиться замеры.
- Парные тефлоновые насадки. Они закрепляются на нагревательном элементе и служат для одновременного прогрева свариваемых деталей. Диаметр насадок зависит от диаметра свариваемых изделий.
- Маркер для проставления необходимых отметок.
- Ножницы. Речь идет, конечно же, не о канцелярских ножницах, а о специфическом инструменте, который легко перерезает полипропилен. Как правило, нижняя часть такого инструмента является неподвижной, а верхняя обладает отлично заточенным лезвием, которое, опускаясь, и производит резку.
- Устройство для зачистки (необходимо только при сварке армированных изделий). Представляет собой головку, снабженную острыми ножами. Вращаясь, данная головка аккуратно снимает верхний слой покрытия. От глубины зачистки зависит и глубина сварки.
Устройство для зачистки
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике.
Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Подготовка труб к сварке
Отмериваем нужный отрезок, делаем на нем пометку маркером. Затем специальными ножницами обрезаем изделие под углом 90º к его оси. При этом инструмент должен быть очень острым, иначе водоотвод может быть деформирован.
В армированных изделиях перед сваркой край обязательно зачищается: полностью снимается верхний слой и фольга. Если не произвести зачистку, то алюминиевая фольга из-за воздействия жидкости будет подвержена коррозии. А это в свою очередь может привести к нарушению целостности шва. В результате соединение со временем потечет.
А это в свою очередь может привести к нарушению целостности шва. В результате соединение со временем потечет.
Если же изделия неармированные, то на них просто обозначают глубину сварки, которая определяется в зависимости от длины муфты фитинга. После этого место предполагаемого соединения обезжиривают (обрабатывают спиртом) для того, чтобы при сварке обеспечить максимально надежный контакт элементов. Также необходимо учитывать, что свариваемые части должны быть идеально чистыми, поскольку даже крупинка песка, попавшая в шов, может стать причиной прорыва водоотвода.
Подготовка сварочного аппарата
Конечно же, перед сваркой необходимо привести в рабочую готовность и сварочный аппарат. Устройство крепят на ровной поверхности, детали прибора протирают материей, смоченной в спирте, и проверяют на наличие дефектов. Затем – на выключенный аппарат – надевают нагревательные элементы. Если нужно оплавить фитинг, то применяю дорн, а если трубу, то используют гильзу. После этого прибор включают в сеть.
Если нужно оплавить фитинг, то применяю дорн, а если трубу, то используют гильзу. После этого прибор включают в сеть.
Если с устройством все в порядке, то на корпусе сварочного аппарата загораются сответствующие индикаторы: один подтверждает подключение к сети, а второй, когда температура нагрева будет достаточной для сварки, — гаснет. После того, как погаснет второй индикатор, имеет смысл подождать еще около пяти минут и тогда уже начинать сварку.
Сварка полипропиленовых труб
- В одну руку берется фитинг, а в другую – труба. Затем данные элементы одновременно вводятся в насадки. Фитинг вводят до упора, а трубу — немного не доводя до конца (иначе прогреется торец и образуется наплыв внутри) и держим так некоторое время (сверяемся по таблице – колонка времени нагрева). Когда аппарат нагреется, фитинг насаживают на дорн, а трубу вставляют в гильзу. Сделать это необходимо одновременно и с определенным усилием.
- Детали нагреваются и их можно соединять, сохраняя при этом их соосность и следуя произведенным ранее отметкам. Труба вводится в фитинг и очень аккуратно производится соединение, время выдержки которого не должно превышать значения, указанные в таблице.
- Сваренный узел фиксируется до полного затвердения материала. Никаких механических воздействий на созданный шов производится не должно. Если технология соблюдена, то соединение получится прочным и герметичным.
Узнать, как сваривать полипропиленовые трубы правильно вам поможет следующее видео:
Особенности проведения сварки
- Нельзя начинать работу со сварочным аппаратом, который не был прогрет до определенной температуры.
- Продольная ось фитинга и продольная ось трубы обязательно должны совпадать.
- Уже после стыковки деталей на внешней поверхности трубы (там, где она примыкает к фитингу) должен наличествовать небольшой равномерный наплыв из пластика.
- Соединенные детали нужно проверить на просвет: внутри никаких наплывов быть не должно! Иначе проходимость водоотвода будет хуже.
- Между свариваемыми элементами должны отсутствовать любые щели.

phoenix-master.com
Сварка полипропиленовых труб требует определенных навыков и знаний
В современных системах водопровода и отопления, практически не используются стальные трубы. От металла не отказались, существуют трубопроводы из меди, и комплекты, выполненные из алюминиевых сплавов. У данных решений есть достоинства и недостатки, главным из которых является высокая цена. Современное решение – полипропиленовые трубы. Отличная защита от коррозии, и устойчивость к образованию известкового налета. При этом стоимость материала ниже, чем у труб стальных, не говоря уже про алюминиевые и тем более медные. Единственная сложность – это способ соединения.
При выполнении работ профессиональной бригадой, создается впечатление, что сварка полипропилена выполняется просто: нагрел, состыковал, дождался остывания – и получаем вечный стык. На самом деле не все так безоблачно.
Главный недостаток – отсутствие контроля сразу по окончании работ. Течь обнаруживается после заполнения системы теплоносителем, когда исправить недоработки достаточно сложно.Справедливости ради отметим, что эта проблема характерна для многоквартирных домов, где слив воды при обнаружении течи – целая боевая операция. В частном доме устранить протечку проще, это не приведет к потере отопления у целого подъезда.
Течь обнаруживается после заполнения системы теплоносителем, когда исправить недоработки достаточно сложно.Справедливости ради отметим, что эта проблема характерна для многоквартирных домов, где слив воды при обнаружении течи – целая боевая операция. В частном доме устранить протечку проще, это не приведет к потере отопления у целого подъезда.
Соединения медных труб (пайка) также требует просушки системы. Стальные или алюминиевые системы, с точки зрения аварийного обслуживания проще. Зачастую достаточно просто подтянуть резьбовое соединение.
Технология сварки полипропиленовых труб основана на методе термической полифузии. При нагревании до определенной температуры, материал переходит в пастообразное состояние, две части заготовки объединяются в одно целое, как будто смешиваются две жидкости.
Разумеется, речь идет не о стекании капель жидкой пластмассы на пол. Правильно разогретый полипропилен сохраняет форму, и полифузия происходит при создании определенного давления, когда мастер плотно соединяет заготовки.
Температура сварки полипропиленовых труб составляет приблизительно 260°С, при внешних условиях 18°С — 25°С. Таблица расчета времени нагревания, полифузии и остывания, обычно прилагается в инструкции к аппарату для сварки.
Кроме того, температура сварки полипропилена может зависеть от типа используемой трубы. Если материал предназначен для отопления или горячего водоснабжения – время нагрева увеличивается.
Чаще всего, прокладку труб доверяют профессиональным бригадам. Но благодаря доступности оборудования, сварка полипропиленовых труб может производиться своими руками.
Как сварить полипропиленовые трубы?
В принципе, существует всего три способа соединения труб из пластмассы.
Сварка встык
Такая технология применяется для трубопроводов большого диаметра. Как правило, – это не домашние сети, а магистральные системы.Стык получается относительно компактным, однако большой диаметр плоскости сварки требует специального центровочного оборудования. Удержать трубы руками строго по оси, практически невозможно. Кроме того, обработка стыка также производится с помощью точной оснастки.В домашних условиях это оборудование использовать сложно. Да и трубы такого диаметра внутри помещений не применяются. Сварка встык производится на трубопроводах диаметром от 2,5 дюймов (63,4 мм).
Кроме того, обработка стыка также производится с помощью точной оснастки.В домашних условиях это оборудование использовать сложно. Да и трубы такого диаметра внутри помещений не применяются. Сварка встык производится на трубопроводах диаметром от 2,5 дюймов (63,4 мм).
Недостаток такого соединения – слабая стойкость к поперечным нагрузкам. Поэтому магистральные трубопроводы обязательно должны иметь поддержку. Например, песчаную подушку или опорные подставки на небольшом расстоянии.Если допустить свободное провисание – стык со временем разрушится.
Раструбная сварка полипропиленовых труб
Это основной способ соединения, применяемый при прокладке внутридомовых систем. На конце одной из свариваемых труб, имеет раструб, внутренний диаметр которого соответствует наружному размеру трубы. Это может быть муфта, фитинг, или готовая отформовка трубы.Между соединяемыми заготовками помещается нагревательный элемент. Чаще всего применяется специальный паяльник с массивной плоской поверхностью (жаргонное название – утюг). По разные стороны размещаются насадки, соответствующие размерам трубы.Наружная часть тонкой трубы нагревается с помощью муфты. Заготовка вставляется внутрь. Внутренняя часть раструба (муфты, фитинга) разогревается на дорне. Заготовка нанизывается на разогретый наконечник, время нагрева полипропиленовых труб определено для разных диаметров в секундах.
По разные стороны размещаются насадки, соответствующие размерам трубы.Наружная часть тонкой трубы нагревается с помощью муфты. Заготовка вставляется внутрь. Внутренняя часть раструба (муфты, фитинга) разогревается на дорне. Заготовка нанизывается на разогретый наконечник, время нагрева полипропиленовых труб определено для разных диаметров в секундах.
Таблица расчета времени сварки полипропиленовых труб
| Наружный диаметр трубы (мм) | Глубина раструба (мм) | Время нагрева на паяльнике (сек) | Сохранение подвижности полипропилена (сек) | Время остывания соединения (мин) |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
По истечении установленного времени, трубы немедленно снимаются с нагревателя, меньшая труба вставляется в раструб до появления, так называемого грата – бортика из расплавленного полипропилена.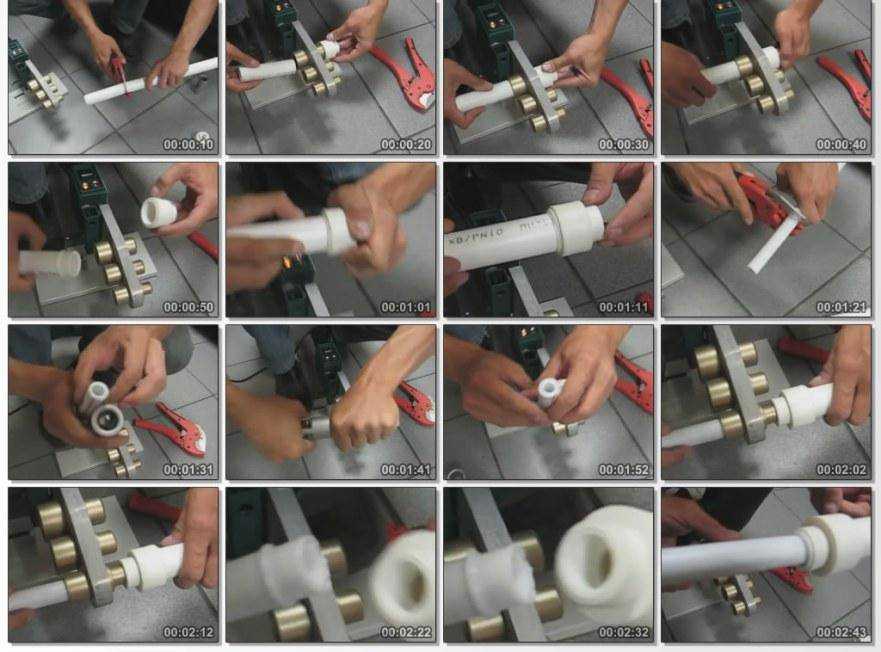
В течение времени сохранения подвижности соединение можно перемещать для подгонки, только на небольшое расстояние. Затем необходимо удерживать трубы в неподвижном состоянии 10-15 сек. Нормальную нагрузку соединение может переносить после полного остывания.
[note]Информация: Для того чтобы заготовка не прилипала к поверхности нагревательной муфты и дорна, поверхность насадок покрывается тефлоном.[/note]
Помимо специального паяльника, может применяться фен для сварки полипропилена. Принцип действия тот же – разогреть тефлоновые насадки для размягчения трубы.
Любой соединительный элемент (тройник, уголок, муфта) имеет раструб с указанным внутренним диаметром. Поэтому при покупке оснастки для полипропиленовых труб уточняйте совместимость с магистралью.Если возникает необходимость соединения пластиковой трубы с металлической, или присоединения к магистрали элемента системы (радиатор отопления, вентиль и пр.), применяются фитинги-переходники. Эти элементы с одной стороны имеют раструб для сварного соединения, и с другой стороны – герметично впаянную врезку с резьбой.
Эти элементы с одной стороны имеют раструб для сварного соединения, и с другой стороны – герметично впаянную врезку с резьбой.
Важно! Преимущество раструбной сварки в надежности и прочности соединения. Благодаря глубине проникновения заготовки в раструб, достигается высокая устойчивость к поперечным нагрузкам.
Недостаток – громоздкость соединительных элементов, невысокая эстетика. Эта проблема нивелируется малым диаметром трубы и грамотным подбором цвета материала.
Электросварные муфты
Прогрессивная технология, объединяющая в себе достоинства двух вышеперечисленных способов. Предназначение – сборка и ремонт магистральных трубопроводов. Суть метода в том, что соединительная муфта имеет в своем составе нагревательную спираль. После ввода труб в раструбы муфты, к спирали (с помощью выведенных контактов) подключаются электроды от сварочного аппарата.Материал на всей поверхности стыка плавится, происходит полифузия. Трубы и муфта превращаются в монолитный кусок полипропилена. Соединение настолько прочное, что не требует дополнительного поддерживающего оборудование. Участок трубы с муфтой имеет такие же несущие свойства, как и цельная труба.Для особо надежных соединений применяется метод активного обжима. Муфта представляет собой сэндвич. Внутренний слой (с интегрированной нагревательной обмоткой), выполнен из такого же полипропилена, как и магистральная труба. Снаружи на него надевается (на стадии производства) обжимающий рукав, создающий давление вокруг муфты.Когда внутренний слой под действием высокой температуры размягчается, он прижимается к поверхности трубы, не оставляя даже микроскопических трещин.
Соединение настолько прочное, что не требует дополнительного поддерживающего оборудование. Участок трубы с муфтой имеет такие же несущие свойства, как и цельная труба.Для особо надежных соединений применяется метод активного обжима. Муфта представляет собой сэндвич. Внутренний слой (с интегрированной нагревательной обмоткой), выполнен из такого же полипропилена, как и магистральная труба. Снаружи на него надевается (на стадии производства) обжимающий рукав, создающий давление вокруг муфты.Когда внутренний слой под действием высокой температуры размягчается, он прижимается к поверхности трубы, не оставляя даже микроскопических трещин.
Сварочный аппарат, или блок питания, подает электрический ток на контакты, со строго заданными параметрами. «Продвинутые» сварочники могут считывать параметры муфты со штрихкода (он обязательно наносится на муфту), и самостоятельно рассчитывают напряжение и силу тока, а также продолжительность нагрева.Более простые блоки питания работают в ручном режиме – оператор сам задает параметры.
Как и фитинги для труб малого диаметра, сварочные муфты имеют различные варианты исполнения, и габаритные размеры.
Итог:Технологии разнообразны не только по способу соединения, но и по стоимости оборудования. Для домашнего применения подойдет паяльник или фен с насадками. А при выборе бригады для восстановления магистрального водовода, вы сможете проконтролировать, какой способ используется.
obinstrumente.ru
инструкция и видео по установке трубопровода
Время металлических водопроводных труб уже давно прошло. Такой материал, как полипропилен, а также технология пайки труб из полипропилена находятся сегодня во главе угла в обустройстве систем отопления и водопровода в квартире или частном доме.
На рубеже веков жители старых многоэтажных домов начали менять металлический трубопровод на пластиковый, который в то время еще был далеко идеальным и сегодня нуждается в очередной замене. Статистика показывает, что сейчас более 80% трубопроводов устанавливают из полипропилена.
Статистика показывает, что сейчас более 80% трубопроводов устанавливают из полипропилена.
По цене полипропиленовые изделия намного дешевле металлических, причем время эксплуатации этих труб гораздо дольше, а требуемые усилия и работа по их монтажу – намного меньше. Кроме этого, вес полипропилена меньше, чем у других полимеров, в том числе и полиэтилена.
Естественно, этот факт влияет на снижение затрат по доставке материала, при этом компактности полипропиленовых труб можно добиться, уложив трубы меньшего сечения в изделия с большим диаметром.
Планируя поменять стояк или проложить водопровод из полипропиленовых труб в своем доме, не нужно торопиться с вызовом специалиста – всю работу можно проделать своими руками, конечно же, при наличии свободного времени и желания.
Работа с полипропиленовыми трубами
Сегодня разработана технология укладки полипропиленовых труб, включающая в себя монтаж изделий разного диаметров, а также все дополнительные элементы соединений, включения, обводы, запорную и крепежную арматуру.
Система комплектации создана таким образом, что дает возможность сконструировать схему водопровода любой сложности и конфигурации. Единственный недостаток полипропиленовых трубопроводов, да и тот, по большому счету, относительный – невозможность распайки при сварном способе крепления.
Потому технология крепления полипропиленовых труб нуждается в предельной аккуратности, чтобы избежать ошибок во время их сварки.
Самостоятельно освоить сварочный способ пайки может любой домашний мастер, просмотрев видео и ознакомившись с инструкцией, но новичка в этом деле поджидает множество возможных оплошностей, которые связаны, как правило, со спешкой или невнимательностью. Перед пайкой элементов трубопровода нужно несколько раз убедиться в точности их размеров и расчетов.
Теперь что касается сварки – способа крепления труб из полипропилена с конструктивными элементами и фитингами. Инструмент, при помощи которого производят сварку, в народе имеет название паяльник. И хоть с технической точки зрения это название некорректно, этот понятный и простой термин прижился и начал использоваться даже в кругу специалистов.
Процесс пайки выглядит таким образом:
- сварочным устройством (паяльником) одновременно разогревают обе свариваемые части;
- соединяют их друг с другом;
- после относительно непродолжительного времени охлаждения извлекают из паяльника уже готовый крепеж.
Это сварочное соединение имеет такую прочность и герметичность, что может выдержать почти любое давление в системе.
Паяльник для полипропиленовых труб
В комплекте для пайки труб из полипропилена находится собственный сварочный аппарат, который по своей конструкции довольно прост.
Паяльник состоит из ручки, нагревательной плиты и терморегулятора. В нагревательной плите находятся два отверстия, которые позволяют соединять в ней сварные части.
Так как при пайке, как правило, используют непосредственно трубу и какой-то конструктивный элемент (фитинг), куда вставляется труба, то и пара элементов сварки (насадок) устройства также внешне различается.
Самыми популярными трубами, которые используются в домашних системах водопровода и отопления, являются изделия с наружным диаметром 32 и 20 миллиметра. Маркировка сечения находится на всех изделиях из полипропилена.
Маркировка сечения находится на всех изделиях из полипропилена.
В стандартную комплектацию для пайки входит обычно 4 пары сварочных элементов, они дают возможность выполнять почти любые задачи – от 20 до 40 миллиметров в диаметре.
Элементы обработаны тефлоновым напылением, что делает изготовление этого устройства своими руками невозможным. И даже если получится сделать все элементы на токарном станке, что не составляет большого труда, во время нагревания без тефлонового напыления пластик начнет прилипать к металлу.
Особенности сварки
Одним из главных требований во время пайки полипропиленовых труб, которое очень часто не выполняется, является обезжиривание стенок свариваемых участков. Естественно, пайку можно делать и без этого, но качество сварки будет гораздо ниже.
- Перед тем как начать пайку, торец трубы и поверхность внутри элемента фитинга необходимо протереть спиртом. Причем это еще поспособствует удалению частиц пыли и мелкого абразива с поверхности, которые отрицательно влияют на целостность тефлонового напыления насадок сварочного устройства.

Перед самим креплением, поверхности насадок тоже нуждаются в осмотре и очистки спиртом для предотвращения прилипания горячего пластика, при дальнейшем механическом удалении которого тефлон можно повредить.
- Разметка глубины вставки труб из полипропилена является также немаловажным моментом, который нужно учитывать при пайке.
Фитинги разного диаметра подразумевают различную глубину крепления сварки. Это обозначает, что перед пайкой нужно промерить глубину при помощи линейки или штангенциркуля.
Таким образом, не будет сделана ошибка с вводом трубы в отверстие сварочного элемента глубже необходимого. В противном случае может быть сужен диаметр проходного отверстия или же полностью запайка трубы.
Важно! Если вы решили научиться, как правильно нужно паять трубы из полипропилена – видео в Интернете, или инструкция, которая прилагается в комплекте к сварочному устройству, могут вам помочь.
- Обычно выполнение разметки является довольно трудоемким процессом. Глубину посадки всех частей специалисты определяют на глаз, но этот опыт возможен только в результате долгой практики и не для любого мастера.
 Глубину посадки всех частей специалисты определяют на глаз, но этот опыт возможен только в результате долгой практики и не для любого мастера.
Глубину посадки всех частей специалисты определяют на глаз, но этот опыт возможен только в результате долгой практики и не для любого мастера.Чтобы облегчить задачу зачастую изготавливают специальный прибор, который дает возможность не только сделать проще процесс замеров, но также и экономит время. Это приспособление для трубы 20 миллиметров в диаметре изготавливают из куска трубы 32 миллиметра в диаметре.
При глубине установки 20 мм трубы в 15 миллиметров, нужно обрезать от 32 мм трубы кольцо 15 миллиметров в ширину. Его можно использовать для четкой отметки линии, которая обозначает глубину посадки, что довольно удобно при необходимости пайки большого количества элементов друг с другом.
Кольцо разметки можно модернизировать приклейкой картонного или пластмассового дна, это сведет сложность работ по разметке до минимума. Эти кольца можно изготовить для полипропиленовых труб любых диаметров, исключение составляет только наибольший диаметр.
Как правило, самостоятельная сварка происходит одним человеком на полу или на столе. Но иногда при монтаже водопровода появляется необходимость пайки труб на месте, где они устанавливаются. В этом случае без еще пары рук ни как не обойтись. Причем помощник обязан быть ознакомлен с тем, как нужно сваривать пластиковые изделия.
Но иногда при монтаже водопровода появляется необходимость пайки труб на месте, где они устанавливаются. В этом случае без еще пары рук ни как не обойтись. Причем помощник обязан быть ознакомлен с тем, как нужно сваривать пластиковые изделия.
Во время пайки ни в коем разе не нужно медлить. Надо четко соблюдать время прогрева соединяемых частей, которое описано в соответствующей таблице для всех диаметров, тем более, если сварка происходит на месте установки, и не будет возможности проверки качества.
Самой распространенной ошибкой является перегрев элементов, в результате этого происходит сужение диаметра трубопровода.
Важно! При пайке на месте установки, одному человеку нужно удерживать сварочный аппарат, а второму соединять фитинг и трубу сначала с горячими насадками сварочного устройства, а затем друг с другом. Самому не всегда получается снять одновременно со сварочного аппарата и фитинг, и трубу. Что-то одно иногда остается, и в этом случае помощнику нужно быстро помочь с извлечением.
Работы по сварке полипропиленовых труб
Включают паяльник. Индикатор клавиши включения должен загореться. Прогрев паяльника проходит в течение 15-35 минут, это зависит от температуры окружающей среды. Рабочая температура устройства 260 гр. Если сварочное устройство эксплуатируется в первый раз, после прогрева ему нужно дать постоять около 5 минут, и лишь затем начинают сварочные работы.
Фитинг и труба одновременно устанавливаются в нагревательную насадку в одной плоскости. Прогрев делается в соответствии с таблицей и с учетом диаметра свариваемых частей.
По завершении времени прогрева, трубу и фитинг достают из сварочного устройства и сразу же соединяют, держа их неподвижно на протяжении определенного времени.
Остывшее крепление говорит о том, что сварка завершена, и эти части можно использовать как одно целое.
Подводя итог
Как видно, помимо организационных проблем во время проектировке, сварка полипропиленовых труб не составит большой сложности для любого домашнего. В ваших силах влиять и на температуру, и на время пайки труб, поэтому нужна только аккуратность и внимательность.
В ваших силах влиять и на температуру, и на время пайки труб, поэтому нужна только аккуратность и внимательность.
stoki.guru
Как самостоятельно сварить полипропиленовые трубы
Причина популярности этого пластика в частном секторе – приемлемая стоимость, универсальность использования и простота монтажа инженерных коммуникаций. Технология сварки труб из полипропилена несложная, и освоить ее не составит труда. Но чтобы добиться высокого качества, надежности соединений, нужно знать все нюансы такой работы.
Что понадобится:
- Аппарат полифузной сварки. В обиходе именуется «утюгом» и продается в комплекте с насадками. Для одноразового монтажа полипропиленовых труб целесообразнее арендовать.
- Труборез или специальные ножницы. Раскрой иным инструментом с острой кромкой вести не рекомендуется – точность реза вряд ли будет соблюдена.
- Контактный термометр. Им контролируется температура насадки перед установкой на нее полипропиленовой трубы, фитинга.
- Приспособления: калибратор, фаскосниматель. При сварке изделий с армированием понадобится торцеватель.
- Маркер, рулетка.
- Спиртосодержащая жидкость для обезжиривания соединяемых деталей.
Инструкция по сварке полипропилена
Труборез
Опытные мастера советуют начинать с проверки готовности к работе этого приспособления. Чтобы определить, насколько качественным получается раскрой полипропилена, делается тестовый рез. Сдавливание полимера, образование характерных впадин на поверхности трубы – верный признак, что острая грань инструмента нуждается в заточке.
Сдавливание полимера, образование характерных впадин на поверхности трубы – верный признак, что острая грань инструмента нуждается в заточке.
Свариваемые детали
Здесь все просто – проверяется состояние образцов и совпадение их размеров.
- Стенки полипропиленовых труб, фитингов должны быть без видимых повреждений. Любой изъян на поверхности – причина отбраковки.
- Чтобы сварка получилась качественной, нужно сделать сочленение деталей «всухую». На данном этапе проверяется, насколько плотно «сидит» конец трубы в фитинге. Даже небольшой шат влияет на надежность соединения. Кроме того, стык в этом случае может получиться искривленным. С учетом, сколько их по всей длине трассы, она будет ломаной, что существенно усложнит крепление труб в держателях (клипсах) и их маскировку под облицовкой поверхности. Если полипропиленовые трубы и фитинги приобретались в разных торговых точках, детали из купленного запаса придется подбирать.
- При сварке участка коммуникации с установкой элементов запорной арматуры (например, вентилей) они также тестируются на работоспособность.
- Отводы фитингов под резьбовые соединения тоже подлежат проверке. Например, если с полипропиленовой трубой сваривается переходник с пластика на металл. Для этого используется ответная деталь, и по легкости ее вкручивания делается вывод, нет ли на резьбе дефектов.

Опытные мастера советуют полипропиленовые трубы, фитинги, вентили и тому подобное покупать в одном месте и обязательно того же производителя. Выгода двойная: хорошая скидка + гарантия, что все комплектующие подходят по размерам. А значит, при сварке не возникнет проблем.
Аппарат
- Из комплекта выбираются насадки по диаметру стыкуемых полипропиленовых деталей. Перед установкой на утюг их нужно протереть спиртом, чтобы удалить имеющиеся загрязнения, оставшиеся от предыдущей сварки.
- Регулятором выставляется требуемая температура. Для полипропилена рекомендованное значение +260±10 0С.
Особенность. Степень нагрева насадок зависит от внешних условий: на это влияют сквозняки, температура воздуха в помещении или на улице. Чтобы определить точное значение, используется контактный термометр. На основании его показаний производится корректировка положения регулятора. Перегрев, равно как и недогрев насадок, отрицательно сказывается на качестве сварки полипропилена. Выход аппарата на режим занимает не более 15 минут. О его готовности к работе сигнализирует зеленый индикатор.
Степень нагрева насадок зависит от внешних условий: на это влияют сквозняки, температура воздуха в помещении или на улице. Чтобы определить точное значение, используется контактный термометр. На основании его показаний производится корректировка положения регулятора. Перегрев, равно как и недогрев насадок, отрицательно сказывается на качестве сварки полипропилена. Выход аппарата на режим занимает не более 15 минут. О его готовности к работе сигнализирует зеленый индикатор.
Тестовое соединение
Оно проводится, чтобы выяснить, каково оптимальное время выдержки полипропиленовых деталей на насадках и после сочленения друг с другом. Специальная таблица в инструкции на сварочный аппарат дает лишь ориентировочные данные применительно к работе при +20. Чтобы добиться качественного монтажа труб, нужно определить реальные значения. Прочность стыка зависит как от степени расплавления полимера, так и от его полного отвердевания.
Особенность. Одной пробной сваркой ограничиваться не стоит. Фитинги для полипропилена недорогие, да и отрезать полметра от трубы – потеря небольшая. Каждый раз нужно менять время нагрева и кристаллизации пластика. Оптимальный режим выбирается опытным путем в месте монтажа.
Фитинги для полипропилена недорогие, да и отрезать полметра от трубы – потеря небольшая. Каждый раз нужно менять время нагрева и кристаллизации пластика. Оптимальный режим выбирается опытным путем в месте монтажа.
Технология сварки полипропилена
- Подготовка деталей. В соответствии со схемой монтажа по длине нарезаются куски полипропиленовой трубы и раскладываются привариваемые фитинги. Это позволит в процессе работы не перепутать комплектующие.
- Обработка торцевой части. Снимается фаска для упрощения стыковки трубы с муфтой. Ее отсутствие чревато тем, что в момент соединения деталей размягченный полимер «заворачивается», и приходится вести сварку заново, удаляя испорченный участок. Следующий шаг – калибровка. Она необходима в основном для выравнивания ДУ тонкостенных образцов, так как в процессе раскроя полипропилен немного деформируется. Защита полимера (из алюминиевой фольги) снимается полностью. Для этого на конец трубы надевается торцеватель, и производится вращение его корпуса. За счет режущих элементов армирование на этом участке зачищается до появления пластика (внутреннего слоя композитного изделия).
- Разметка. Полипропиленовая труба вставляется в фитинг до упора, и на ее поверхности маркером ставится метка. Это поможет не ошибиться с глубиной погружения в процессе сварки.
- Обезжиривание деталей. Торцевая часть трубы и отвод муфты обрабатываются специальной жидкостью (спирт, авиационный бензин или подобное).
- Разогрев пластика. Торец полипропиленовой трубы и отвод фитинга помещаются на насадки сварочного аппарата. Делается выдержка по времени, необходимого для расплавления полимера.
- Стыковка деталей. Делается быстро, так как разогретый пластик интенсивно твердеет. Но после соединения конца полипропиленовой трубы с фитингом нужно немного выждать, пока расплавленный полимер не кристаллизуется.
- Обработка шва. Делается, если трасса из полипропилена монтируется открытым способом. Окультурить» места соединений труб несложно мелкой шкуркой, аккуратно, избегая излишнего воздействия на полимер. Иначе на поверхности пластика останутся видимые царапины.
 За счет режущих элементов армирование на этом участке зачищается до появления пластика (внутреннего слоя композитного изделия).
За счет режущих элементов армирование на этом участке зачищается до появления пластика (внутреннего слоя композитного изделия).Особенность. Стенки отводов муфт всегда толще, чем трубы. Рекомендуется разогрев пластика начинать с фитинга. И только через пару секунд пристыковывать к утюгу торец полипропиленового изделия.
 Но после соединения конца полипропиленовой трубы с фитингом нужно немного выждать, пока расплавленный полимер не кристаллизуется.
Но после соединения конца полипропиленовой трубы с фитингом нужно немного выждать, пока расплавленный полимер не кристаллизуется.Особенность. При стыковке вращать детали нельзя. Они соединяются в направлении продольной оси, до упора. Попытка повысить надежность поворотом фитинга приведет к обратному результату – микротрещинам и протечкам на данном участке.
При стыковой сварке отличие методики в том, что фитинг не используется. Торцы труб, предварительно нагретые до размягчения полипропилена, соединяются напрямую. Особенность работы в том, что здесь требуется богатый практический опыт. К тому же при монтаже коммуникации небольшого сечения не избежать значительных наплывов в полости, которые существенно повлияют на Ду. А удалить их не получится. Самостоятельно при обустройстве инженерных систем в доме стыковую сварку лучше не практиковать. Да и схема разводки коммуникаций в нем такова, что обязательно понадобятся фитинги (отводы, тройники, переходные муфты и так далее).
А удалить их не получится. Самостоятельно при обустройстве инженерных систем в доме стыковую сварку лучше не практиковать. Да и схема разводки коммуникаций в нем такова, что обязательно понадобятся фитинги (отводы, тройники, переходные муфты и так далее).
Особенности монтажа:
- Сварку полипропиленовых труб при температуре ниже +5 вести нельзя – стык получится ненадежным.
- Если рядом прокладываются коммуникации ХВС из ПП и отопления, то минимальный интервал между ними – 0,3 м. Полипропиленовые трубы не любят нагрева, равно как и УФ-лучей. Последнее при монтаже также учитывается.
- При соединении разнородных материалов не нужно забывать об особенности этого пластика: при повышении температуры он начинает плавиться. А потому вести сварочные работы на металлопроводе вблизи места установки комбинированного фитинга запрещается.
- Если длина участка трассы превышает 5м, нужно учитывать способность полипропилена к линейному расширению. В интернете есть специальные таблицы с рекомендациями по поправкам.
- Изгиб изделия из ПП на большой угол (в пределах 20–300) делается только после предварительного разогрева пластика. Иначе полипропиленовая труба может деформироваться.
- Участок магистрали, прокладываемый вне строения, нуждается в качественной теплоизоляции.
 В интернете есть специальные таблицы с рекомендациями по поправкам.
В интернете есть специальные таблицы с рекомендациями по поправкам.Наш интернет-магазин предлагает оборудование и инструмент для монтажа коммуникаций из пластиков, полимерные трубы и фитинги всех видов. Продукция известных марок по заводским ценам. Оставить заявку на приобретение можно на сайте alfatep.ru («Обратная связь») или по телефону 8 (495) 109 00 95. Здесь же и задать интересующие вопросы: специалисты компании оперативно и исчерпывающе вам ответят. Организуем доставку товара силами региональных подразделений, делаем внушительные скидки, предоставляем удобные условия кредитования – обращайтесь.
Сварка полипропиленовых труб требует определенных навыков и знаний
В современных системах водопровода и отопления, практически не используются стальные трубы. От металла не отказались, существуют трубопроводы из меди, и комплекты, выполненные из алюминиевых сплавов. У данных решений есть достоинства и недостатки, главным из которых является высокая цена.
От металла не отказались, существуют трубопроводы из меди, и комплекты, выполненные из алюминиевых сплавов. У данных решений есть достоинства и недостатки, главным из которых является высокая цена.
Современное решение – полипропиленовые трубы. Отличная защита от коррозии, и устойчивость к образованию известкового налета. При этом стоимость материала ниже, чем у труб стальных, не говоря уже про алюминиевые и тем более медные. Единственная сложность – это способ соединения.
При выполнении работ профессиональной бригадой, создается впечатление, что сварка полипропилена выполняется просто: нагрел, состыковал, дождался остывания – и получаем вечный стык. На самом деле не все так безоблачно.
Главный недостаток – отсутствие контроля сразу по окончании работ. Течь обнаруживается после заполнения системы теплоносителем, когда исправить недоработки достаточно сложно.
Справедливости ради отметим, что эта проблема характерна для многоквартирных домов, где слив воды при обнаружении течи – целая боевая операция.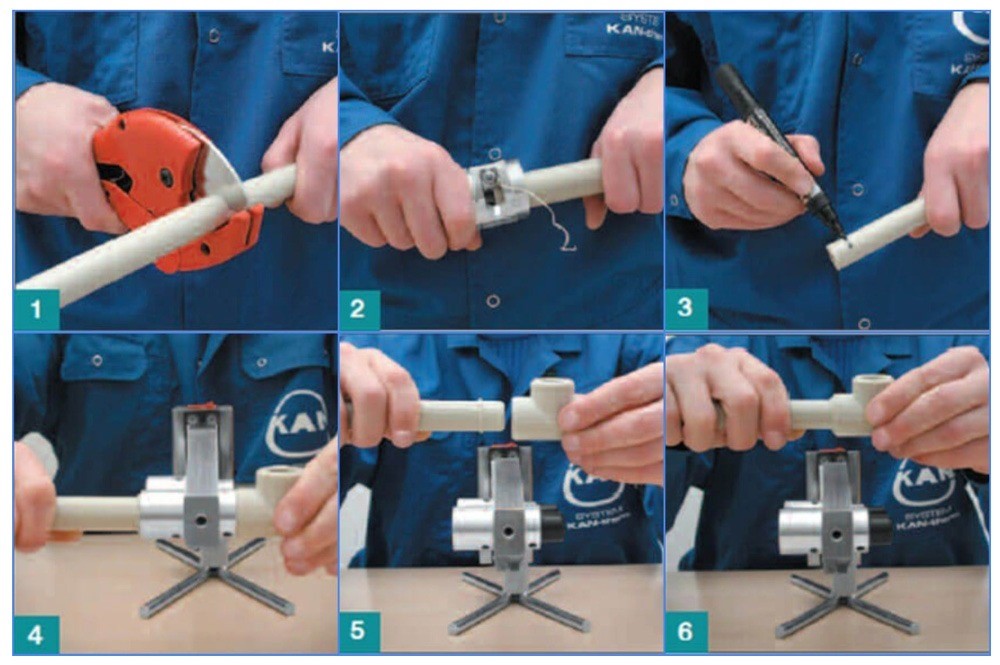 В частном доме устранить протечку проще, это не приведет к потере отопления у целого подъезда.
В частном доме устранить протечку проще, это не приведет к потере отопления у целого подъезда.
Соединения медных труб (пайка) также требует просушки системы. Стальные или алюминиевые системы, с точки зрения аварийного обслуживания проще. Зачастую достаточно просто подтянуть резьбовое соединение.
Технология сварки полипропиленовых труб основана на методе термической полифузии. При нагревании до определенной температуры, материал переходит в пастообразное состояние, две части заготовки объединяются в одно целое, как будто смешиваются две жидкости.
Разумеется, речь идет не о стекании капель жидкой пластмассы на пол. Правильно разогретый полипропилен сохраняет форму, и полифузия происходит при создании определенного давления, когда мастер плотно соединяет заготовки.
Температура сварки полипропиленовых труб составляет приблизительно 260°С, при внешних условиях 18°С — 25°С. Таблица расчета времени нагревания, полифузии и остывания, обычно прилагается в инструкции к аппарату для сварки.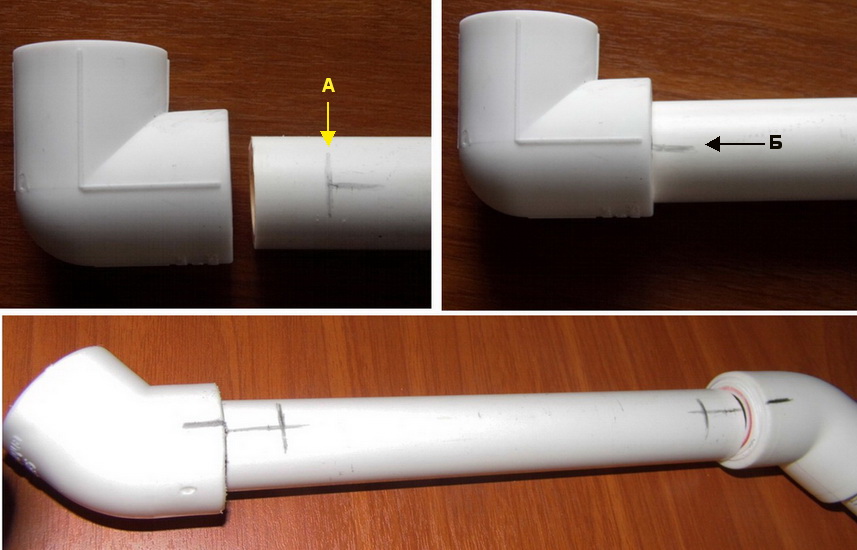
Кроме того, температура сварки полипропилена может зависеть от типа используемой трубы. Если материал предназначен для отопления или горячего водоснабжения – время нагрева увеличивается.
Чаще всего, прокладку труб доверяют профессиональным бригадам. Но благодаря доступности оборудования, сварка полипропиленовых труб может производиться своими руками.
В принципе, существует всего три способа соединения труб из пластмассы.
Сварка встык
Такая технология применяется для трубопроводов большого диаметра. Как правило, – это не домашние сети, а магистральные системы.
Стык получается относительно компактным, однако большой диаметр плоскости сварки требует специального центровочного оборудования. Удержать трубы руками строго по оси, практически невозможно. Кроме того, обработка стыка также производится с помощью точной оснастки.
В домашних условиях это оборудование использовать сложно. Да и трубы такого диаметра внутри помещений не применяются. Сварка встык производится на трубопроводах диаметром от 2,5 дюймов (63,4 мм).
Недостаток такого соединения – слабая стойкость к поперечным нагрузкам. Поэтому магистральные трубопроводы обязательно должны иметь поддержку. Например, песчаную подушку или опорные подставки на небольшом расстоянии.
Если допустить свободное провисание – стык со временем разрушится.
Раструбная сварка полипропиленовых труб
Это основной способ соединения, применяемый при прокладке внутридомовых систем. На конце одной из свариваемых труб, имеет раструб, внутренний диаметр которого соответствует наружному размеру трубы. Это может быть муфта, фитинг, или готовая отформовка трубы.
Между соединяемыми заготовками помещается нагревательный элемент. Чаще всего применяется специальный паяльник с массивной плоской поверхностью (жаргонное название – утюг). По разные стороны размещаются насадки, соответствующие размерам трубы.
Наружная часть тонкой трубы нагревается с помощью муфты. Заготовка вставляется внутрь. Внутренняя часть раструба (муфты, фитинга) разогревается на дорне. Заготовка нанизывается на разогретый наконечник, время нагрева полипропиленовых труб определено для разных диаметров в секундах.
Заготовка нанизывается на разогретый наконечник, время нагрева полипропиленовых труб определено для разных диаметров в секундах.
Таблица расчета времени сварки полипропиленовых труб
| Наружный диаметр трубы (мм) | Глубина раструба (мм) | Время нагрева на паяльнике (сек) | Сохранение подвижности полипропилена (сек) | Время остывания соединения (мин) |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
По истечении установленного времени, трубы немедленно снимаются с нагревателя, меньшая труба вставляется в раструб до появления, так называемого грата – бортика из расплавленного полипропилена.
В течение времени сохранения подвижности соединение можно перемещать для подгонки, только на небольшое расстояние.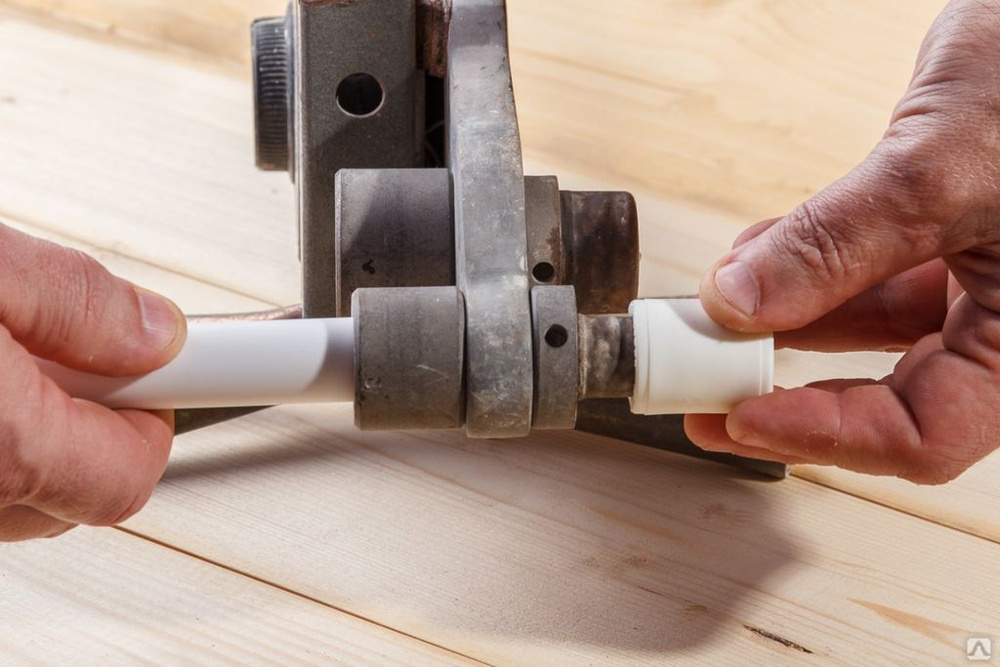 Затем необходимо удерживать трубы в неподвижном состоянии 10-15 сек. Нормальную нагрузку соединение может переносить после полного остывания.
Затем необходимо удерживать трубы в неподвижном состоянии 10-15 сек. Нормальную нагрузку соединение может переносить после полного остывания.
Информация: Для того чтобы заготовка не прилипала к поверхности нагревательной муфты и дорна, поверхность насадок покрывается тефлоном.
Помимо специального паяльника, может применяться фен для сварки полипропилена. Принцип действия тот же – разогреть тефлоновые насадки для размягчения трубы.
Любой соединительный элемент (тройник, уголок, муфта) имеет раструб с указанным внутренним диаметром. Поэтому при покупке оснастки для полипропиленовых труб уточняйте совместимость с магистралью.
Если возникает необходимость соединения пластиковой трубы с металлической, или присоединения к магистрали элемента системы (радиатор отопления, вентиль и пр.), применяются фитинги-переходники. Эти элементы с одной стороны имеют раструб для сварного соединения, и с другой стороны – герметично впаянную врезку с резьбой.
Важно! Преимущество раструбной сварки в надежности и прочности соединения. Благодаря глубине проникновения заготовки в раструб, достигается высокая устойчивость к поперечным нагрузкам.
Недостаток – громоздкость соединительных элементов, невысокая эстетика. Эта проблема нивелируется малым диаметром трубы и грамотным подбором цвета материала.
Электросварные муфты
Прогрессивная технология, объединяющая в себе достоинства двух вышеперечисленных способов. Предназначение – сборка и ремонт магистральных трубопроводов. Суть метода в том, что соединительная муфта имеет в своем составе нагревательную спираль. После ввода труб в раструбы муфты, к спирали (с помощью выведенных контактов) подключаются электроды от сварочного аппарата.
Материал на всей поверхности стыка плавится, происходит полифузия. Трубы и муфта превращаются в монолитный кусок полипропилена. Соединение настолько прочное, что не требует дополнительного поддерживающего оборудование.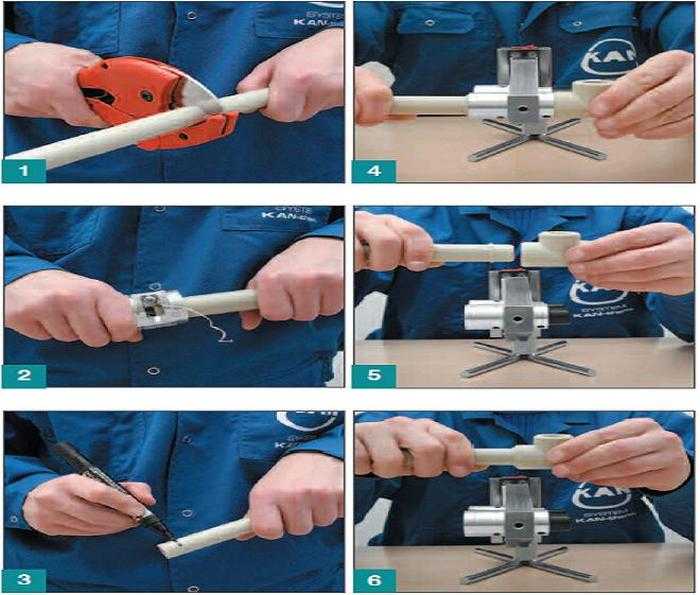 Участок трубы с муфтой имеет такие же несущие свойства, как и цельная труба.
Участок трубы с муфтой имеет такие же несущие свойства, как и цельная труба.
Для особо надежных соединений применяется метод активного обжима. Муфта представляет собой сэндвич. Внутренний слой (с интегрированной нагревательной обмоткой), выполнен из такого же полипропилена, как и магистральная труба. Снаружи на него надевается (на стадии производства) обжимающий рукав, создающий давление вокруг муфты.
Когда внутренний слой под действием высокой температуры размягчается, он прижимается к поверхности трубы, не оставляя даже микроскопических трещин.
Сварочный аппарат, или блок питания, подает электрический ток на контакты, со строго заданными параметрами. «Продвинутые» сварочники могут считывать параметры муфты со штрихкода (он обязательно наносится на муфту), и самостоятельно рассчитывают напряжение и силу тока, а также продолжительность нагрева.
Более простые блоки питания работают в ручном режиме – оператор сам задает параметры.
Как и фитинги для труб малого диаметра, сварочные муфты имеют различные варианты исполнения, и габаритные размеры.
Итог:
Технологии разнообразны не только по способу соединения, но и по стоимости оборудования. Для домашнего применения подойдет паяльник или фен с насадками. А при выборе бригады для восстановления магистрального водовода, вы сможете проконтролировать, какой способ используется.
Polypropylene Pipe Plastic Welding — Bilder und Stockfotos
376Bilder
- Bilder
- Fotos
- Grafiken
- Vektoren
- Videos
Niedrigster Preis
SignatureBeste Qualität
Durchstöbern Sie 376
polypropylene pipe plastic welding Фото и фотографии. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken. zeiger eines männlichen klempners erhitzt polypropylen-kunststoffrohre mit einer elektrischen schweißmaschine für rohre in nahaufnahme — polypropylene pipe plastic welding stock-fotos und bilder
zeiger eines männlichen klempners erhitzt polypropylen-kunststoffrohre mit einer elektrischen schweißmaschine für rohre in nahaufnahme — polypropylene pipe plastic welding stock-fotos und bilderZeiger eines männlichen Klempners erhitzt Polypropylen-Kunststoffr
lötkolben für kunststoffrohre, automatische elektrische schweißmaschine — polypropylene pipe plastic welding stock -fotos und bilderLötkolben für Kunststoffrohre, autosche elektrische Schweißmas
bei kunststoff pipe — полипропиленовая труба пластиковая сварка стоковые фотографии и фотоBei Kunststoff pipe
reglerrohr geschnitten — полипропиленовая труба, пластиковая сварка, графика, -клипарт, -мультфильмы и -символы полиэтилен или полиэтилен ist der am häufigsten verwendete kunststoff. es ist ein полимер, das hauptsächlich für verpackungen verwendet wird. — полипропиленовая труба, пластиковая сварка, фото и фотографииBlick auf das Schweißen von Polyethylen und Kunststoff….
bei kunststoff pipe — полипропиленовая труба, сварка пластика, стоковые фотографии и изображенияBei Kunststoff pipe
sanitärwerkzeuge ausrüstung für das rohrlöten — полипропиленовые трубы, сварка пластика, стоковые фотографии и изображения -fotos und bilderBeschläge aus Polyпропилен
оранжевый schere zum schneiden von пропиленрохрен — полипропиленовая труба пластиковая сварка stock-fotos und bilderоранжевый Schere zum Schneiden von Propylenrohren
bei kunststoff pipe — полипропиленовая труба, сварка пластика, стоковые фотографии и изображенияBei Kunststoff pipe
489 — полипропиленовая труба, сварка пластика, stock-fotos und bilderder arbeiter lötete zwei rohre, um den boden mit einem löter .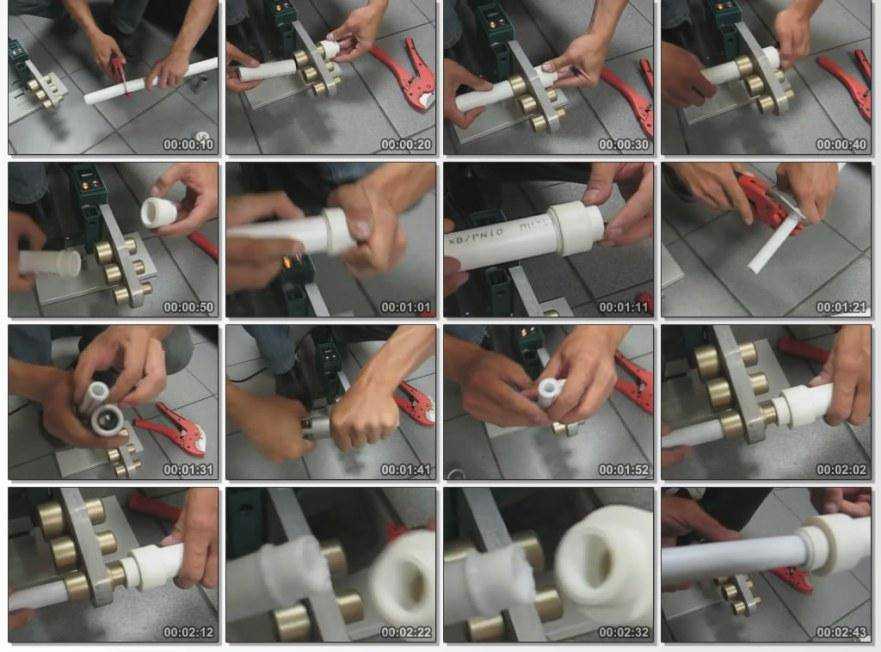 — полипропиленовые трубы, сварка пластмасс, фотографии и материалы
— полипропиленовые трубы, сварка пластмасс, фотографии и материалыDer Arbeiter lötete zwei Rohre, um den Boden mit einem Lötkolben…
zweikreis-warmwasserbereeiter und sanitäranschlüsse. — полипропиленовая труба пластиковая сварка сток фото и билдерZweikreis-Warmwasserbereiteter und Sanitäranschlüsse.
der arbeiter arbeitet an der install von rohren für die fußbodenheizung. — полипропиленовые трубы пластиковые сварочные фото и сборкаDer Arbeiter arbeitet and der Installation von Rohren für die Fußbo
bei kunststoff pipe — полипропиленовые трубы пластиковые сварочные стоковые фотографии и сборкаBei Kunststoff pipe
nahaufnahme auf den händen von klempner schunstrooffer schweiß sanitärinstallation — полипропиленовая труба сварка пластика сток фото и фотоNahaufnahme auf den Händen von Klempner Schweißen Kunststoff…
kunststoff-schweißwerkzeug zum verkauf im laden — полипропиленовая труба, сварка пластика, фото и сборка BilderButt Schweißvorrichtung
bei kunststoff pipe — полипропиленовая труба, сварка пластика, фото и сборкаBei Kunststoff pipe
schweißen von kunststoffrohren für eine wasserleitung im haus, schneidet die arbeitskraft das rohr — полипропиленовая труба, сварка пластика stock-fotos Schweißen von Kunststoffrohren für eine Wasserleitung im Haus,. ..
..
Werkzeuge für die Arbeit mit Rohren und Verlegung der…
klempner-warme pfeife vor dem anschluss. — полипропиленовая труба для сварки пластиковых труб
Klempner-warme Pfeife vor dem Anschluss.
bei kunststoff pipe — полипропиленовая труба, пластиковая сварка, фото и фотографииТруба Bei Kunststoff
лоток из полипропилена. — полипропиленовые трубы пластиковые сварные фото и фотоLötkolben для полипропилен-роре.
полипропиленовая труба, опалубка и резак — полипропиленовая труба, сварка пластика, фотографии и комплектация rohr — полипропиленовая труба, сварка пластика, стоковые фотографии и изображенияKlempner schweißen zwei Stücke ppR Rohr
montagearbeiten an ersatz stahl-rohrleitungen mit dickwandigen rohren aus polymerer werkstoffe — polypropylene pipe plastic welding stock-fotos und bilder Montagearbeiten an Ersatz Stahl-Rohrleitungen mit dickwandigen. ..
..
auf dunklem Holzhintergrund erhitzen Hände in gelben Handschuhen…
инсталляция einer eingebauten dusche. — сварка полипропиленовых труб, пластика, фото и фотоУстановка einer eingebauten Dusche.
Lötkolben zum schweißen von kunststoff-wasserrohren auf dem boden liegend neben sanitärarmaturen, ansicht von oben, platz für text — полипропиленовая труба, пластиковая сварка, фотографии и комплектация Рорен Цум Хайзен. klempner repariert heizungsrohre. — полипропиленовая труба пластиковая сварка сток фото и билдерИнсталляция фон Полипропилен-Рорен цум Хайзен. Klempner…
Схема и количество деталей для сварки полипропиленовых труб — полипропиленовые трубы для сварки пластиковых трубСхема и количество деталей для сварки полипропиленовых труб
arbeiten an der Installation von heizung oder sanitär. Männliche klempner lötet полипропилен-kunststoffrohre mit einem elektrischen gerät zum schweißen von rohren. — полипропиленовая труба, пластиковая сварка, фото и фотоArbeiten an der Installation von Heizung oder Sanitär. Мужчины…
установка фон Heizungsoder wasserversorgungssystemen. ein mannlicher klempner erhitzt полипропилен-kunststoffrohre mit einer elektrischen rohrschweißmachine. — полипропиленовая труба, сварка пластика, фото и фотоУстановка von Heizungsoder Wasserversorgungssystemen. Ein män
verschiedene kunststoffarmaturen für полипропиленрохре auf weißem hintergrund — полипропиленовая труба пластиковая сварка сток фото и сборкаVerschiedene Kunststoffarmaturen für полипропиленрохре auf weißem
der Arbeitnehmer führt sanitär arbeiten im haus, reittiere wasserleitungen aus полипропилен — полипропиленовая труба, сварка пластиковых труб, фото и сборкаDer Arbeitnehmer führt Sanitär arbeiten im Haus, Reittiere… -fotos und bilder
Полипропилен-Rohre, Formstücke und Cutter
lötkolben kunststoffrohre — полипропиленовая труба пластиковая сварка stock-fotos und bilderLötkolben Kunststoffrohre
lötkolben — полипропиленовая труба для сварки пластиковых труб, фотографии и изображенияLötkolben
schweißen von полипропилен-рохре в raffinerie vor der Installation im Graben — полипропиленовые трубы пластиковые сварные фотографии и изображения Schweißen von Polyпропилен-Rohre в der Raffinerie vor der. ..
Lötkolben für Kunststoffrohre. Automatische Elektrische Schweißmas
Установка фон Рорена для демпфирования. полипропилен-рохр для очистки и очистки. — полипропиленовая труба, пластиковая сварка, фото и фотоУстановка von Rohren für die Dampfheizung. Полипропиленовая труба…
Аппарат для сварки пластиковых труб из полипропиленаАппарат для сварки пластиковых труб
Аппарат для сварки пластиковых труб из полипропилена Резьбовые трубы из полипропилена0002 Роршнайдер и полипропилен резной Rohre auf Holz Brett желтые лотки для пвх-роре на шлифовальной основе с копировальным оборудованием — полипропиленовые трубы пластиковые сварочные фото и бильдер Роре. — полипропиленовые трубы, сварка пластиковых труб, фото и фотоLöten von Polyпропилен-Рохре.
лоток для ПВХ-профиля. schweißen von kunststoffrohren — сварка полипропиленовых труб, пластика, фото и фотографии Lötkolben für PVC-Rohre. Schweißen von Kunststoffrohren
Hitzebeständige Handschuhe für das Schweißen, isoliert auf einem…
полипропилен-рохре швайсен, hände arbeiten hautnah. — полипропиленовые трубы пластиковые сварные фото и фотографииПолипропилен-Rohre Schweißen, Hände arbeiten hautnah.
das löten von sanitärrohren, individuelles heizsystem. — полипропиленовая труба пластиковая сварка сток фото и билдерDas Löten von Sanitärrohren, individuelles Heizsystem.
Rohrschneider isoliert sehr nahaufnahme — полипропиленовая труба, сварка пластика, фото и сборка фон демпфхейцунг. löten von полипропилен-рорен нах. — полипропиленовая труба пластиковая сварка сток фото и билдерИнсталляция Dampfheizung. Летен фон Полипропилен-Рорен нах.
Werkzeug zum löten von полипропилен-рохр — полипропиленовые трубы сварка пластика сток фото и сборка — полипропиленовая труба, сварка пластика, фото и фото Verbinden der Rohre durch Schmelzen mit Plastikrohr Schweißgerät.
Полипропилен Rohr und Handschuhe löten. Arbeitswerkzeug
klempner armaturen und rohrschneider auf holz-board — полипропиленовая труба, пластиковая сварка, стоковые фотографии и сборкаKlempner Armaturen und Rohrschneider auf Holz-board
, монохромный klempner Emblem elemente — полипропиленовая труба, пластиковая сварка, Stock-grafiken, -clipart, -cartoons und — SymboleМонохромный Klempner Emblem Elemente
Колба для полипропилена. arbeitswerkzeug — сварка полипропиленовых труб, пластика, фото и фотографииLötkolben для полипропилена. Arbeitswerkzeug
фон 7Сварка полипропиленовых труб. Методы, технологии. Заказ-наряд
Качественные, практичные и прочные трубы из синтетических материалов заменяют менее прочные, массивные и сложные в монтаже металлические трубы. Применяют пластиковые трубы для монтажа систем отопления и водопровода. Главное преимущество в том, что качественная сварка полипропиленовых труб своими руками при наличии необходимого оборудования доступна даже непрофессионалам. Температура безопасной эксплуатации пластиковых труб от -10 до +90 градусов Цельсия.
Из полипропиленовых труб создают системы водоснабжения и отопления
Содержание
- 1 Преимущества полипропиленовых труб
- 2 Способы соединения ПП труб
- 3 Ручная сварка полипропиленовых труб
- 5 Способы монтажа 503 6 и особенности пайки 90 сварить трубу из полипропилена с помощью сварочного агрегата
Преимущества полипропиленовых труб
Длительное время эксплуатации, высокая температура теплоносителя и отсутствие коррозии на внутренних стенках, легкий вес и быстрый способ сварки полипропиленовых труб — основные преимущества полипропиленовых ( ПП) трубы. Стоимость армированной пластиковой трубы, которая используется, например, в системах отопления, сравнима с ценой металлической трубы, но долговечность намного больше. Как правильно сварить полипропиленовую трубу, знает даже начинающий монтажник.
Код маркировки полипропиленовых труб, принятый производителями по всему миру, представляет собой буквенное обозначение PN, что означает «полипропилен», и цифровой код, обозначающий максимальное рабочее давление трубы. Маркировка указывает, где можно использовать изделие и как правильно отапливать отопление из этого вида полипропиленовой трубы.
Монтируемые трубы для отопления должны выдерживать значительное давление с учетом постоянного нагрева.
Характеристики труб указаны на внешней стороне изделия.
При отсутствии прямого нагрева внешней стороны полипропиленовой трубы от источников тепла — котла отопления, прямых солнечных лучей, промышленного оборудования — система водоснабжения будет работать без сбоев. Важна и температура, сварка полипропиленовой трубы своими руками будет безупречной при точном соблюдении режима нагрева деталей и минимальном количестве деталей, соединяемых стыковым методом.
Способы соединения труб ПП
Для правильного монтажа системы необходимо выдерживать технологию монтажа труб ПП. Цель проекта определяет последовательность сборки системы и то, как сварить (варить) полипропиленовую трубу.
Виды стыковки:
- Муфтовое соединение — в этом случае концевая часть трубы ПП сваривается со сплошным отводом с помощью штуцера в виде муфты. При этом чаще всего применяется такая техника сварки полипропиленовых труб, когда наружные поверхности полипропиленовых труб и внутренние поверхности муфты нагреваются, так называемая «раструбная» сварка. В результате получается прочное, надежное и герметичное соединение, выдерживающее все этапы сварки и температуру нагрева. Метод раструбной сварки полипропиленовых труб является наиболее распространенным;
- стыковое соединение. Свариваемые поверхности — концевые участки ведущего отвода и ответной части полипропиленового трубопровода. Сварка встык чаще всего применяется при прокладке труб большого (от 40мм и выше) диаметра.
- Технология сварки полипропиленовых труб большого диаметра предполагает использование специального, профессионального оборудования. Состав имеет высокую прочность. Если температура и усилие зажима подобраны правильно, соединение получается герметичным; соединение
- с помощью зажимных или самостопорящихся фитингов. Рационально использовать для магистральных трубопроводов с низким уровнем давления;
- холодная сварка полипропиленовой трубы.
Использование клеев и быстротвердеющих компонентов с высокой адгезией для создания прочных и герметичных соединений.
Трубы малого диаметра проще всего соединить с фитингами.
Холодная сварка позволяет решить проблему, как сварить полипропиленовую трубу для отопления в местах, где нет возможности использовать электрооборудование.
Важно! Качество соединений зависит от класса сварочного оборудования не меньше, чем от квалификации мастера-монтажника.
Ручная сварка полипропиленовых труб
Для сварки полипропиленовых труб необходимо запастись необходимым оборудованием и приспособлениями. В первую очередь составляется подробный проект, определяется вариант сборки и принимается решение, как сварить полипропиленовую трубу с фитингами и ответной частью трубопровода. Исходя из конфигурации и геометрической формы будущего трубопровода, также определяется сварка для полипропиленовой трубы, которая лучше всего подходит для конкретного проекта и не влечет увеличения сметы строительства. Рассчитывается количество поворотных фитингов, тройников и муфт и порядок монтажа, порядок сварки полипропиленовых труб.
При монтаже возможна регулировка обвязки, но за счет простоты подключения особых проблем это не вызывает.
Для ручной сварки полипропиленовых труб не потребуется большого запаса инструмента и специальных навыков. Точное соблюдение последовательности сборки позволяет создать надежную герметичную на всем протяжении систему водоснабжения или отопления.
Ручная сварка труб с использованием компактного нагревателя
Инструменты и оборудование:
- ножницы или кусачки для пластиковых труб. Более предпочтительны ножницы гильотинного типа, с мощным лезвием и зубчатым узлом передачи усилия; Инструмент
- для зачистки армированных полипропиленовых труб. Это специальный резак, а в примитивном виде — прочный нож с удобной ручкой и коротким лезвием;
- целесообразно использовать спиртовые компоненты для обезжиривания поверхности. Обычно используют этиловый (изобутиловый) спирт. Ацетон, очень распространенный в качестве обезжиривателя лакокрасочных материалов, для полипропиленовых труб не подходит – он просто разрушает поверхность, делает ее рыхлой и хрупкой; Паяльник
- для полипропиленовых труб представляет собой поверхность — оправку — на которую крепятся насадки для труб и фитингов, нагретую до выбранной температуры (не ниже 260 градусов Цельсия). Паяльники имеют трубчатую форму и форму вытянутого молотка. Трубчатым паяльником удобнее варить трубы в труднодоступных местах;
- Обычная строительная рулетка поможет избежать перерасхода средств. Правильно измеренная длина участка сведет к минимуму количество срезов и подгонок; Шаблон
- в виде короткого отрезка трубы большего диаметра. Длина шаблона должна точно соответствовать глубине трубы в фитинге. Лучше и удобнее использовать шаблон с дном. Стыковая сварка не требует использования шаблонов.
При правильном соблюдении технологии сварки полипропиленовой трубы для отопления, то после остывания шва образуется ровный аккуратный валик, равный по высоте по всей длине.
Важно! Избыток расплавленного пластика внутри свариваемых деталей приведет к уменьшению внутреннего сечения трубопровода. Это приводит к незапланированному повышению давления, и ухудшает поступление воды или теплоносителя внутрь системы отопления.
Этапы монтажа и особенности пайки
Необходимо строгое соблюдение всех этапов создания трубопровода, только так можно получить надежную систему.
Перед монтажом труб необходимо рассчитать и разметить места для крепежа и обозначить сложные узлы
Порядок действий следующий:
- Трубы ПП подготовлены к работе. Тщательный осмотр снаружи еще до этапа сборки выявит те трубы, которые могут иметь производственные дефекты. Особенно это важно для труб, из которых монтируется скрытая система отопления. Определяется температура труб отопления.
- Готовится поверхность для установки. Производится предварительный расчет мест крепления ответвления трубопровода ответвления и выявляются проблемные места будущей системы: пересечение стен и перекрытий, порядок подключения к существующим коммуникациям. Сварка полипропиленовой трубы своими руками напрямую не представляет сложности, хотя иногда приходится варить элементы системы поочередно.
- Готовятся инструменты. Обрезное лезвие необходимо заточить так, чтобы создать ровный перпендикулярный срез без изменения геометрии труб.
- Насадки утюга для труб (паяльника) должны быть чистыми, без следов расплавленного пластика и других загрязнений. Жала паяльника чистят во время нагревания хлопчатобумажной тканью или древесной стружкой. Производитель сообщает производителю, как правильно варить полипропиленовую трубу каждого конкретного вида – уровень температуры и время нагрева указаны в инструкции к паяльному оборудованию.
- Насадки монтируются на паяльник, нагретый до температуры плавления полипропиленовой трубы, сварка происходит путем размягчения наружного слоя труб или внутренней поверхности фитинга. Монтаж выполнен правильно, если температура нагрева компонентов соответствует сечению трубы и фитинга.
Качественный инструмент имеет регулировку нагрева и устойчивую подставку. Сваривать трубы таким паяльником удобно, а при минимальном уходе безопасно.
Магистральные технологические трубопроводы, технологические системы и системы отопления, в которых используются трубы большого диаметра, принято соединять между собой с помощью специального оборудования, необходимого для равномерного обогрева соединяемых участков. Так происходит сварка полипропиленовых труб, температура нагрева регулируется машиной автоматически.
Для сварки труб большого диаметра стыковым способом используется специальный аппарат
Трубопроводную магистраль принято варить, а при наличии механического сварного комплекса соединение получается очень прочным.
Составные части стационарного комплекса автоматической сварки:
- несущая рама, на которой смонтированы все составные части; механическая пила
- для обрезки труб;
- автоматические захваты для полипропиленовых труб;
- внутренние самовыравнивающиеся вставки для надежной фиксации труб;
- электронный блок контроля температуры;
- нагревательный элемент.
Как сварить трубу из полипропилена с помощью сварочного аппарата
Последовательность операций при работе с механическим сварочным аппаратом несколько отличается от работы с ручным паяльником. Технология сварки полипропиленовых труб в автоматическом режиме аналогична ручной пайке, за исключением того, что труба разрезается (обрезается) с помощью механическая пила и хомуты на месте пайки обеспечивают механический захват. Процесс называется стыковой сваркой полипропиленовых труб.
Контроль уровня температуры нагрева при сварке полипропиленовых труб и автоматическое отключение ТЭНа обеспечивает блок системы управления.
Стыковая сварка полипропиленовой трубы на автомате занимает минимум времени и отличается высоким качеством шовных соединений. Еще одним преимуществом автоматической системы является точная температура сварки полипропиленовой трубы. Для систем отопления это важно, но стоимость профессионального оборудования довольно высока. Но эта проблема решается просто: вы можете арендовать необходимые устройства.
Сварка труб — HDPE, PP-R и PP-RCT Poly Piping Fusion
ложь
- Главная
- Решения
- Решения для строительной площадки
- Сварка труб
Инженерные решения Ferguson
Компания Ferguson, обладающая более чем 40-летним опытом в области комплексных решений для сварки полиэтиленовых труб из полипропилена и полипропилена, является лидером. и труба PP-RCT. От услуг по сварке на месте до изготовленных по индивидуальному заказу систем труб — наши высококвалифицированные сотрудники помогут вам безопасно и эффективно завершить ваши проекты. Откройте для себя наше полное предложение услуг по сварке труб и узнайте, какую выгоду вы получите, сотрудничая с нами в своем следующем проекте с ПЭВП.
Ваши специалисты по сварке труб
Команда специалистов по трубам от побережья до побережья компании Ferguson предоставляет полный спектр комплексных услуг, выступая в качестве органичного расширения вашей существующей команды. Давайте сравним затраты, предоставим предложения, спланируем и разработаем ваш проект и даже предоставим надлежащие трубопроводы для проекта. Когда вы воспользуетесь нашими услугами виртуального проектирования и строительства, вы получите цифровое трехмерное изображение ваших трубопроводов и строительных систем, чтобы вы могли визуализировать окончательные результаты, сохраняя при этом свою прибыль. Этот полный спектр услуг по сварке труб из PP-R, PP-RCT и HDPE включает сканирование, моделирование и детализацию, изготовление труб, диагностику и управление проектом.
Трубы из полиэтилена высокой плотности
Трубы из полиэтилена высокой плотности, популярные для транспортировки газа и жидкости, представляют собой термопластичные трубы, которые часто используются для замены старых, устаревших стальных магистралей. Он прочный и непроницаемый, что делает его отличным выбором для различных применений. Мы предоставляем индивидуальные услуги по сварке труб из полиэтилена высокой плотности.
PP-R Pipe Services
Трубы PP-R стали основным продуктом в современных транспортных системах, поскольку они намного легче металлических труб и более долговечны, чем трубы из термопластика. В этих трубках имеются соединения, которые могут быть сварены при нагревании для использования в условиях высокого давления. Эта сварка плавлением делает соединения труб PP-R такими же прочными, как и сама труба.
PP-RCT Pipe Services
Трубы из PP-RCT очень похожи на трубы из PP-R в том, что обе они представляют собой легкое решение как для коммерческого, так и для промышленного применения. Различия между ними заключаются в их применении под давлением и температурой, в соответствующих фитингах и в их изоляции. Трубы PP-RCT поставляются предварительно изолированными и выпускаются как в бухтах, так и в виде прямых участков для универсальности.
Сварка труб на строительной площадке
В некоторых местах наша собственная команда опытных техников-технологов может выполнить для вас сварку труб на вашей строительной площадке. Вы можете расслабиться, зная, что наши выездные специалисты имеют самые современные сертификаты по обучению сварке труб HDPE, PP-R и PP-RCT. Рекомендации и квалификация могут быть предоставлены по запросу. Мы также предлагаем регистрацию данных для всех сварных швов для документирования качества сварки.
Наши выездные специалисты предоставляют ряд услуг по сварке, включая:
Сварка встык
Экструзионная сварка
Гнездо сплавлено
Двойная защитная оболочка
Боковой сплав
Электромуфта
Воспользуйтесь нашими услугами по сварке труб.
Связаться с Фергюсоном
Производство труб
Наша стратегически расположенная сеть производственных мощностей предлагает высококачественные системы полиэтиленовых труб по индивидуальному заказу. Для труб PP-R и PP-RCT диаметром до 24 дюймов и труб из полиэтилена высокой плотности до 65 дюймов мы можем разработать и сплавить систему труб в соответствии с вашими требованиями. Наши предприятия сертифицированы по стандарту ISO, а наши квалифицированные специалисты обучены новейшим методам сварки труб. Вся наша трубная продукция проходит тщательную проверку качества и контроля качества, поэтому вы можете быть уверены, что готовая трубная система, которую мы поставляем, будет на 100 % герметичной и изготовлена в соответствии с вашими спецификациями. Мы также можем предоставить поддержку чертежей САПР по запросу.
Обучение сварке труб
Ваша бригада может получить квалификацию для выполнения сварки труб на рабочем месте с экспертной помощью Ferguson. Наши сертифицированные на заводе инструкторы предлагают обучение навыкам на месте и образовательные программы, посвященные сварке труб из HDPE, PP-R и PP-RCT. Мы будем информировать ваших сотрудников о последних процедурах сварки. С обучением по сварке труб от Ferguson вы можете быть уверены, что ваша бригада будет обладать знаниями для безопасного и надежного выполнения проектов по сварке труб.
Обучение плавке труб Explore
Сопутствующие услуги
3D-сканирование
Управление проектами
Аренда сварочного аппарата
Программа выездного аудита
Регулируемая подставка на роликах Регулируемые роликовые опоры уменьшают усилие, необходимое для выравнивания труб во время сварки. | |
Инструмент для снятия фаски с труб Инструмент для снятия фаски с трубы используется для снятия части материала с внешней передней кромки трубы при сварке враструб. Это пространство позволяет скапливаться части лишнего расплавленного пластика, не вызывая ограничения внутреннего диаметра трубы. Он состоит из V-образного держателя и ручки скорости, а также вращающегося внутреннего штифта, которые Инструмент для снятия фаски доступен для различных диапазонов размеров труб: | |
Инструмент для очистки трубИнструмент для зачистки труб используется для удаления тонкого внешнего слоя трубы, чтобы обеспечить надлежащие сварные швы при электросварке. Он регулируется для труб разной толщины и перемещается вниз по трубе при вращении вокруг нее, обеспечивая равномерный съем материала на необходимую длину, заданную пользователем. Устройство для очистки труб доступно для труб диаметром от 32 до 125 мм. (20/15/15 см, 2,1 кг/4,6 фунта). | |
Санитарный фланец Бывший Формирователь санитарных фланцев представляет собой настольную формовочную машину для изготовления санитарных фланцев Tri-Clamp® непосредственно на трубах из ПП или ПВДФ от 3/4” до 2” в любом месте. | |
315 Ротационная циркулярная пила Циркулярная пила с числом оборотов 315 используется для резки прямоугольных труб диаметром от 110 мм до 315 мм с максимальной толщиной стенки 40 мм. Он удерживается на трубе с помощью регулируемой J-образной опорной планки. Пила комплектуется зажимным рычагом для крепления к трубе, регулировочной рукояткой маховика, направляющими рукоятками, J-образной штангой/призмой, крепежным ремнем, чехлом для пильного диска и транспортировочным кейсом. Опоры для труб должны быть предусмотрены отдельно. Пила 315 RC работает от сети 110 В переменного тока с 1 вилкой. пила | |
Устройство для удаления кромок снаружи Устройство для наружного удаления кромок представляет собой сверхлегкое устройство для безопасного и простого удаления внешних сварных швов из ПЭ, ПП и ПВДФ после стыковой сварки. Внешний съемник доступен для различных диапазонов размеров труб: | |
Раздельный нагреватель для сварки в шахматном порядке Специально адаптированные сплит-нагреватели Chemline используются для каскадной сварки трубопроводов с двойной защитной оболочкой, когда несущая и защитная трубы изготовлены из разных материалов. Внутренняя труба сначала приваривается к стандартной пластине нагревателя, затем пластина разъемного нагревателя может быть размещена вокруг держателя 9. | |
Инструмент для зажимных головок Ручной сварочный инструмент для сварки на месте или в труднодоступных местах. JIG оснащен призматическим операционным набором Master Clamps, охватывающим диапазон размеров от 63 мм до 170 мм, подвижными пластинами для выравнивания фитингов, обеспечивающими правильную установку в любом положении, опорным кронштейном для фиксации фитингов на месте во время процесса сварки, быстровращающимся винтовым приводом для быстрого , легкое открывание и закрывание в тесных полевых условиях. |
PPH Трубы и муфты для сварки и фитинги для сварки встык
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Как соединить полипропиленовую трубу?
by Wes Rose
Как вы соединяете полипропиленовые трубы?
Подходит ли ПВХ клей для полипропилена?
Re: Соединение ПВХ с пластиковым полипропиленом – Подходит для любого материала ловушки, металла, абс, ПВХ, поли . Убедитесь, что у вас есть подходящий клей для фитинга и трубы из ПВХ.
Как установить полиэтиленовые фитинги?
Можно ли использовать фитинги из ПВХ на полиэтиленовых трубах?
Можно ли использовать хомуты PEX на полиэтиленовой трубе?
Соединения, выполненные с помощью обжимных зажимов из нержавеющей стали с замковым соединением, обеспечивают такое же надежное соединение, как и соединение с медным обжимным кольцом. Пружинные зажимы можно использовать с фитингами из нержавеющей стали, латуни и пластика .
Как соединить пластиковые трубы?
Как соединить полипропилен?
Как склеить полипропилен с полипропиленом?
Нанесите SI Structural Cyanoacrylate на одну из полипропиленовых поверхностей. Нанесите клей SI непрерывными кругами, следя за тем, чтобы клей не порвался .
Что произойдет, если использовать клей Gorilla Glue на полипропилене?
По словам производителя, клей Gorilla может хорошо работать со многими типами пластика, но не рекомендуется использовать с полипропиленом или полиэтиленом или с каучуком с высоким содержанием масла или пластификатора. Однако компания производит специальные продукты для этих материалов.
Можно ли использовать горячий клей для полипропилена?
Термоклей не требует смешивания – Это особенно важно при использовании клея-расплава для склеивания полипропилена. SuperTac 500 хорошо связывается с полипропиленом благодаря тому, что он имеет сходный химический состав, что позволяет материалам хорошо смешиваться и прочно прилипать друг к другу.
Приклеится ли клеевой пистолет к полипропилену?
Настоятельно рекомендуется использовать клеевой пистолет Tec хорошего качества с высокой производительностью, чтобы обеспечить постоянное прочное склеивание. Клеи Tecbond 267/43 и Tecbond 263/12 специально разработаны для склеивания полипропилена (ПП) и не подходят для склеивания других пластиков.
Как соединить полиэтиленовые трубы?
Что такое аппарат для сварки плавлением?
Сварка плавлением — это процесс, в котором используется тепло для соединения или сплавления двух или более материалов путем нагревания их до точки плавления . Процесс может требовать или не требовать использования наполнителя.
Что такое труба PP RCT?
PP-RCT — это система высокотемпературных пластиковых напорных трубопроводов, впервые использованная для водопровода и водяного отопления в 2000-х годах в Европе и Северной Америке . PP-RCT — это материал PP-R нового поколения с более высокой долговременной прочностью при повышенных температурах, чем более ранние смолы PP-R 80 и PP-R 100.
Как пользоваться аппаратом для стыковой сварки?
Видео
Другие статьи
Можно ли сваривать оцинкованную сетку?
Кто изобрел индукционную сварку?
Как очистить сварной металл?
Какой газ используется при кислородно-ацетиленовой сварке?
Можно ли укладывать сварочные резервуары?
Уэс Роуз
Уэс Роуз — опытный сварщик с более чем 15-летним опытом. Он работал в различных областях сварки, в том числе в автомобилестроении, судостроении и строительстве. Он сертифицированный сварщик и выиграл несколько соревнований по сварке. Уэс увлечен обучением других сварке и любит делиться своими знаниями с другими.