Как правильно варить дуговой сваркой
Несколько десятков лет назад не было такого, чтобы люди сами могли выбирать, каким способом варить металл. Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Содержание:
- Принцип работы аппарата дуговой сварки
- Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
- Какие бывают электроды, и как не ошибиться в их выборе?
- Технология выполнения ручной дуговой сварки своими руками
- Техника безопасности или как защитить себя сварщику?
Принцип работы аппарата дуговой сварки
Преимущество дуговой сварки – температура дуги, которая достигает более 5 тыс.
Рассмотрим разницу между дугой прямого действия и косвенного. Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Зажечь дугу можно только тогда, когда сквозь основу электрода протекает ток, а конец электрода соприкасается с металлом. После, дуга начинает гореть между металлом, который расплавляется в процессе и, основанием электрода. Впоследствии этой дуги, температура мгновенно повышается, и металл начинает плавиться. Одновременно с расплавкой металла, плавиться и электрод.
Расплавленный металл имеет небольшую впадину и образует сварочную ванну.
Там он продолжает плавиться вместе с покрытием выбранного электрода. Когда расплавляется электрод, вокруг ванны образуется некий газовый слой, который защищает, шлаковую ванну. Если бы на электроды не наносили специально предназначенную обмазку, расплавленный металл не защищался бы шлаком. Когда, по каким-то причинам, в процессе проварки не нужен шлаковый защитный газ, можно это предусмотреть и выбрать электроды, которые не обработаны минеральными частицами и разными ферросплавами. Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Сварочная дуга не стоит на месте, а продвигается по мере провара. Смещение дуги вызывает охлаждение проваренного места и отвердевание его. После того, как он охладится, станет видно сварочный шов, имеющий маленький налет шлака, который напоминает корку.
Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
На сегодняшний день существует огромное количество разных материалов, требований к их проварке в труднодоступных местах, поэтому требования к сварочному аппарату очень серьезные.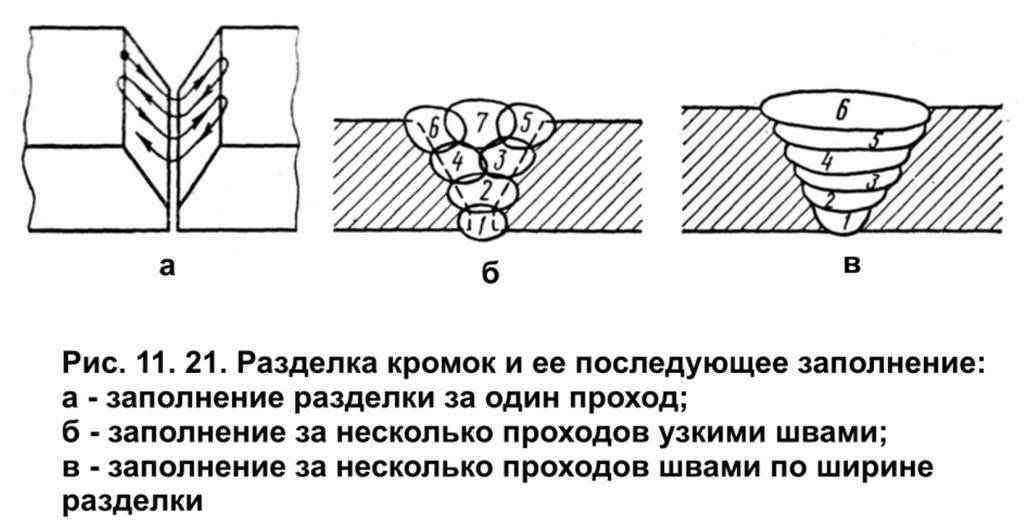 Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.
Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.
Сварочные трансформаторы
Это наиболее простое решение, для получения нужного тока. Принцип его работы – понизить сетевое напряжение, до оптимального, для работы сварочного аппарата, с чем и должна справляться его главная деталь – трансформатор. Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный. В работе довольно часто нужно регулировать силу выделяемого тока, про что не забыли изготовители, оснастив аппарат так, что передвигая первичную и вторичную обмотку, меняется сила тока. Хотя, кроме этого способа, существуют и несколько других. Но, поскольку они используются крайне редко, нет нужды говорить о них подробно.
Сварочный трансформатор имеет все необходимые возможности, чтобы варить качественно и точно, при условии, что к нему будут подобраны специальные электроды для переменного тока. В этом случае шансы на качественную проварку металла только увеличиваются. Раз уж разговор зашел о качестве и эффективности аппарата, просто нельзя позабыть о коэффициенте полезного действия (КПД). Дело в том, что сварочный трансформатор достигает отличных результатов – 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент. Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
В этом случае шансы на качественную проварку металла только увеличиваются. Раз уж разговор зашел о качестве и эффективности аппарата, просто нельзя позабыть о коэффициенте полезного действия (КПД). Дело в том, что сварочный трансформатор достигает отличных результатов – 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент. Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
Что может быть главнее эффективности трансформаторной сварки? Конечно, ее стоимость и долговечность. Удивительно, но цена – невысокая и полностью себя оправдывает, а срок работы аппаратуры – главный плюс и козырь трансформаторного сварочного аппарата.
Сварочный выпрямитель
Их основная цель – выпрямлять напряжение, преобразовывать и делать постоянный ток, используя непостоянный. Структура этих аппаратов очень простая: один трансформатор понижения тока, диодный блок (выпрямитель) и системы для регулировки защиты, а также пуска. Если сравнивать состав этого выпрямителя с компонентами трансформаторной сварки, то абсолютно точно можно подчеркнуть, что выпрямители порядком сложнее, чем трансформаторы. Что является их достоинством, ведь это непосредственно оказывается на практике – работают намного стабильнее — сварочный ток и дуга имеют лучшие характеристики.
Если сравнивать состав этого выпрямителя с компонентами трансформаторной сварки, то абсолютно точно можно подчеркнуть, что выпрямители порядком сложнее, чем трансформаторы. Что является их достоинством, ведь это непосредственно оказывается на практике – работают намного стабильнее — сварочный ток и дуга имеют лучшие характеристики.
Если качество работы выпрямителей намного выше предыдущих, то существенно лучше и качество получаемого шва.
Нельзя сказать о плохом качестве швов в трансформаторах, однако выпрямители делают его еще лучше и надежнее. Небольшие минусы здесь все-таки присутствуют: большой вес выпрямительного аппарата и работает он под очень большим напряжением, что сказывается на ухудшении напряжения в сети, во время его работы.
Современные сварочные аппараты — инверторы
Бывает и так, что для нормальной работы 50 Гц напряжения недостаточно, и использование трансформаторов, как и выпрямителей в некоторых ситуациях невозможно. Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.
Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.
Для передачи энергии, не нужен трансформатор внушительных размеров, а достаточно маленького, который обеспечит протекание постоянного тока все время. Чтобы сравнить, в сколько раз меньше весит силовой трансформатор от обычного, нужно отталкиваться от их одинаковых параметров силы тока. Силовому трансформатору для выработки тока в 160А не надо весить 20 кг и более. А это уменьшает вес полной сборки инвертора в 5-7 раз. В то время как обычному трансформатору никак не удастся избежать несколько десятков килограммов массы.
Вес полностью укомплектованного инвертора не превышает 8 кг (бывает меньше, но не больше). Это очень удобно и компактно, так как, транспортируя аппарат, тратится намного меньше усилий.
Комплектующие инвертора немного похожи на выпрямительный аппарат.
В состав инвертора входит сетевой фильтр, два выпрямителя, преобразователь переменного напряжение, работающего на очень высоких частотах и последнее – схемы управления.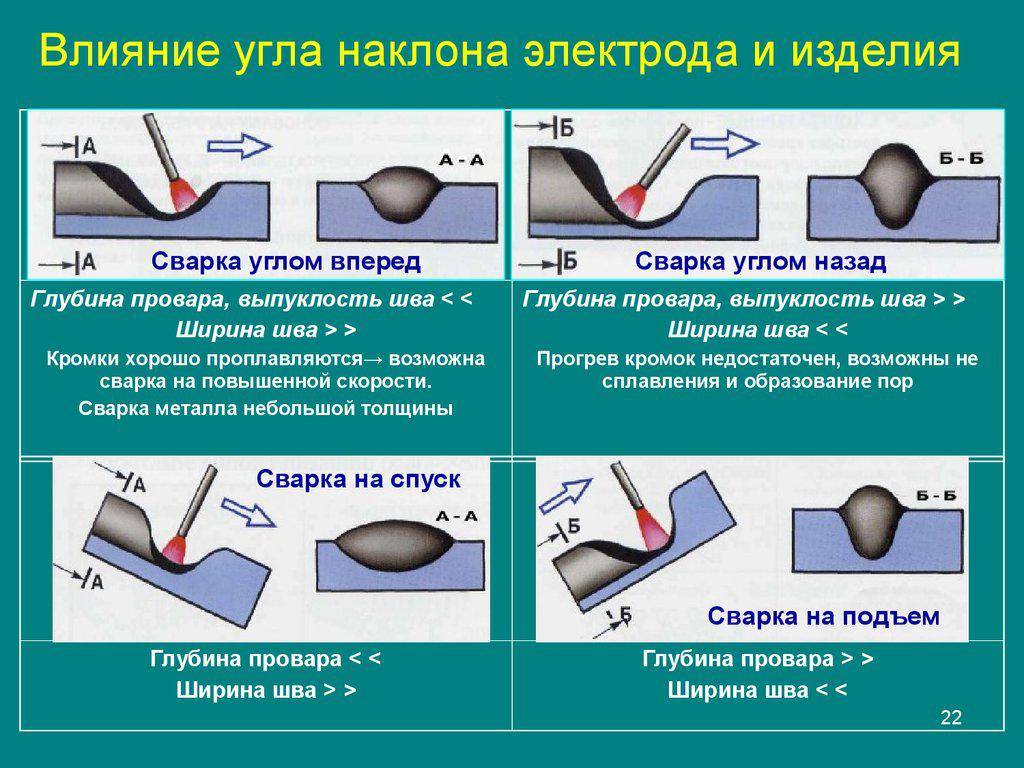
При выборе любого типа сварочного аппарата, нужно сосредотачивать внимание на диапазоне допустимого изменения сварочного тока. Именно этот показатель, указывает на его активную мощность. От широкого диапазона зависит много: выбор электродов (большой диапазон позволяет использовать электроды большого размера, но и малые тоже). Важно и то, как быстро аппарат сможет зажечь дугу, от этого, в некоторой мере, зависит продуктивность работы. Как понять, будет ли данный аппарат быстро зажигать дугу или медлить? Очень просто, эти параметры специально указываются в технических характеристиках любых сварочных аппаратов в колонке – ток холостого хода.
Достаточно редко встречаются сварочные аппараты, использующие углекислый газ, которые называются полуавтоматами.
Они имеют профессиональное качество проварки металла, работают с достаточно тонкими металлическими листами. Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Каким бы аппаратом не пользовался сварщик, трансформаторным или инверторной сваркой, все равно не сможет начать процесс без неотъемлемой части сварочного аппарата – электрода. А значит следующий этап для успешного протекания процесса — подбор электродов по определенным требованиям и в зависимости от материалов металла.
Какие бывают электроды, и как не ошибиться в их выборе?
Электрод похож на тонкую металлическую палочку с защитным покрытием. Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Электрод должен в сварочном процессе расплавиться и расплавить также необходимое место металлического листа. Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Электроды различаются по типажу:
- Чугунные, стальные и стальные с добавлением минералов.
- Плавящиеся с получаемым сечением.
- Неплавящиеся для работы при контактной сварке..
Электроды нестандартные, и бывают всевозможного диаметра и длины. В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
Не всем известно, что сварщики различают электроды: профессиональные и обычные. В полуавтоматической сварке используются только первые. Это – вольфрамовые электроды, плазменные. Принцип действия одинаковый – плавясь, они выделяют защитный газ.
Покрытие электрода, как уже известно, защищает сварочную ванну от агрессивного воздействия воздуха, но еще и помогает гореть дуге более устойчиво. На электродах можно увидеть разное покрытие: кислое, основное, целлюлозное и другие, малоиспользуемые.
Самое главное, выбирая электроды – покупать только те, которые будут соответствовать целям сварки. Выбор сварочных аппаратов напрямую меняет тип электродов. Чаще всего используют электроды марки УОНИ-13/НЖ/12х13. Их применяют при работе с низколегированной сталью и углеродистыми листами. Р-3С используют для сварки переменным и постоянным током. Используются для таких же материалов.
Используются для таких же материалов.
Технология выполнения ручной дуговой сварки своими руками
Все домашние работы, которые нуждаются в сварочной работе, не могут обойтись без ручного аппарата дуговой сварки. Даже спустя многие годы, этот аппарат не потерял своей актуальности, а стал еще более популярным и используемым.
Одним из существующих способов является вариант сварки электродом, вместе с защитными газами (аргон с добавлением небольшого количества кислорода). Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Важным моментом следует отметить качество шва. Чтобы место сварки было качественным, а не ослабленным швом, нужно правильно подбирать электроды под материал(они должны быть того же качества, что и металл). Только тогда, расплавка и смешивание химического состава электрода и металла не будет различаться, и ухудшать его. Сваривание ручной дуговой сваркой требуется проводить постоянным током. Исключение составляет сварка алюминия, которую лучше производить переменным и током с обратной полярностью. Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Сварка с аргоном более дорогая, в сравнении с обычной, и скоростью похвастаться не может, зато можно уверенно сказать о преимуществе данного типа для работы производственном масштабе. Для начинающих же сварщиков не рекомендуется использовать этот способ дуговой сварки, так как освоить и хорошо управлять им немного сложнее. Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Итак, первое, на что надо обратить внимание, начиная работу с дуговой ручной сваркой – подбор силы тока. Оптимальный выбор силы сварочного тока гарантирует шов хорошего качества. Тем, кто не знает, как в домашних условиях выбрать силу тока, расстраиваться не нужно, а всего-навсего заглянуть в документацию к сварочному аппарату, где должно быть указано, как выбирать.
Следующим этапом рассмотрим быстроту сварки. Скорость перемещения электрода зависит от толщины материала. Чем толще металл, тем дольше будет его плавка, а значит, скорость немного упадет. Главным показателем выбора скорости является наполнение сварочной ванны расплавленным металлом. Держать электрод нужно на одном место столько, чтобы эта ванна наполнилась и немного возвышалась над остальным слоем металла на несколько миллиметров. Перемещать электрод слишком медленно тоже недопустимо, так как сварочный шов, точнее расплавленный металл начнет растекаться, и препятствовать дальнейшему процессу.
Очень важный момент в работе — это зажигание сварочной дуги. Именно с ее появления начинается процесс сварки металла. Зажечь ее можно не одним способом, однако, самым активно используемым методом является соприкосновение электрода и поверхности выбранного листа металла. Касаться или чиркать нет разницы, в любом случае дуга должна появиться. Эти действия проводят только с новым электродом. Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.
Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.
Как осуществить наплавку швов поверхностей которые размещены под углом и внахлест?
При условии, что электрод находится под углом 45 градусов, относительно поверхностей, можно уверено твердить, что шов получится очень высокого качества и результат будет положительный. При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
Два элемента, которые находятся внахлест, наплавляют короткой дугой, при этом двигая электродом вперед-назад, для разогрева всей поверхности. Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Техника безопасности или как защитить себя сварщику?
Самым важным элементом защиты и безопасного проведения работ на сварочном аппарате является защитный щиток и перчатки. Эти элементы просто неотъемлемы при сварке, и должны быть одеты еще перед включением дугового аппарата. Если нет защитной маски, которая одевается на голову, сварщик может использовать щиток подобного типа, но его надо держать другой рукой. Сквозь защитное стекло будет видно расплавленный металл и место сварки. Стоит отметить, что держать щиток не нужно все время, от включения сварочного аппарата и до самого окончания. Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.
Кроме перчаток, сварщику в обязательном порядке нужно быть одетым в специальный защитный костюм, который плохо горит, а значит и возможности тлеть у материалов не будет. Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Чтобы не нарушить правила техники безопасности, приниматься за работу надо только на том оборудовании, которое изначально было проверено.
Последнее, важное замечание к безопасности относят плохое закрепление сварных деталей. Именно этим правилом пренебрегают многие любители домашней сварки. Это в некоторых случаях очень опасно, так как в противоположном случае, горячая или расплавленная часть материала может упасть на пол или на ногу.
советы и пояснения для начинающих
Хозяева частных домов, владельцы дач, гаражей многие виды работ выполняют самостоятельно, не приглашая помощников. Исключение составляет сварка металлов, традиционно считающаяся очень сложным занятием. Однако тем, кто серьезно интересуется вопросом, как научиться сваривать металл, вполне под силу освоить электросварку. После небольшой тренировки можно создавать из металла своими руками несложные конструкции, ремонтировать ворота, трубопроводы, емкости, делать ограждения, беседки, мангалы.
После небольшой тренировки можно создавать из металла своими руками несложные конструкции, ремонтировать ворота, трубопроводы, емкости, делать ограждения, беседки, мангалы.
Трансформатор или инвертор
Лучший способ соединения металлических материалов – сплавление при высоких температурах. Металлы в жидком агрегатном состоянии образуют единое целое. Такую прочность не может обеспечить никакой механический стык. Создать в строго определенной зоне температуру, при которой металл расплавится, можно электрической дугой.
Дуга неслучайно называется электрической. Она образуется под действием тока, состоит из потока электронов, отдающих по пути движения энергию металлу. Так и происходит электросварка.
Если используют переменный ток, то электросварку делают с участием трансформатора. Стоимость трансформатора небольшая, по сравнению с более современным оборудованием, но сваривать с ним сложно. Он шумит, дает нестабильную температуру в рабочей зоне, потребляет большое количество электричества. К тому же, о сварке сразу станет известно соседям, которые не преминут озвучить недовольство. Трансформатор может вызывать перепады напряжения в сети, перегружает ее.
К тому же, о сварке сразу станет известно соседям, которые не преминут озвучить недовольство. Трансформатор может вызывать перепады напряжения в сети, перегружает ее.
Гораздо удобнее пользоваться инверторной сваркой. Инвертор значительно экономичнее. Вам не придется платить по счетам огромные суммы. Агрегат имеет небольшие размеры, образует дугу хорошего качества, может работать от автономных источников энергии. Для начинающих сварщиков инвертор — идеальный аппарат.
Процессы при сварке
Электрическую дугу образуют электрод и металлическая поверхность, подвергающаяся обработке. Учитывая советы мастеров, сначала нужно взять для электросварки металлические электроды. Графитовые и угольные предназначены для особых работ, которые домашним мастерам выполнять приходится редко.
При электросварке параллельно происходит несколько процессов, которые желательно знать начинающим:
- главным является соединение жидкого, доведенного почти до кипения, металла деталей.
 В результате образуется сварочный шов;
В результате образуется сварочный шов; - правильно перемещая электрод, формируется хороший шов;
- плавится не только металл, но и материал электрода. Расплавы стекают в рабочую зону, которая называется сварной ванной;
- сгорает защитный слой поверхности электрода. Продукты горения защитного слоя электрода выделяется в виде газов;
- образующиеся газы обволакивают рабочую зону, перекрывают доступ кислорода воздуха, препятствуя окислению металлической детали;
- из продуктов окисления образуется расплавленная масса шлака. Часто шлак покрывает всю рабочую зону (сварную ванну). В результате ухудшается видимость места плавки.
 В результате образуется сварочный шов;
В результате образуется сварочный шов;При правильной электросварке поток газов выдувает шлак из точки сварки на шов. По окончании сплавления застывший шлак аккуратно сбивают молотком.
Для того чтобы правильно варить металл, нужно научиться подбирать подходящие значения тока, угол наклона электрода и отработать технику его перемещения в рабочей зоне.
Работа с электродами
Имея представление о сути процесса электросварки, можно начинать работу со сварочным аппаратом. Нужно очень серьезно отнестись к соблюдению всех мер безопасности. Рабочее место следует освободить от лишних предметов, мусора.
Работать придется с высокими температурами и электрооборудованием. Обязательно нужно надеть специальные защитные перчатки, маску, плотную одежду и обувь. Поверхности металла, который предстоит сваривать, надо очистить.
Для электросварки понадобится электрод. На покупке первого экземпляра не стоит экономить. Начинающим сварщикам желательно взять универсальный электрод с диаметром 3,2 мм. Его нужно вставить в фиксатор сварочного кабеля. Как вставить – разобраться можно легко.
В винтовой фиксатор электрод нужно ввинтить, в пружинный держатель – вставить в нишу, которая появляется после нажатия клавиши.
Проверьте правильность подключения кабелей. Для того чтобы сварить железо (для начала это лучший вариант), к детали подсоединяют кабель из выхода инвертора со знаком «+». К электроду подсоединяют кабель от выхода со знаком «‒». Такое подключение называют прямым. Обратным образом выполняют подключение кабелей при сварке разных сплавов, например, нержавеющей стали. Это вам понадобится в будущем.
К электроду подсоединяют кабель от выхода со знаком «‒». Такое подключение называют прямым. Обратным образом выполняют подключение кабелей при сварке разных сплавов, например, нержавеющей стали. Это вам понадобится в будущем.
Зажигание дуги
Затем нужно включить инвертор. Эта самая простая процедура при электросварке выполняется включением тумблера. Значение тока следует выставить регулятором, который легко увидеть на лицевой панели агрегата. Для выбранного электрода подойдет сила тока, равная 100 А. Опустите маску и приступайте.
Прежде всего, нужно отработать навык зажигания дуги. С новым электродом это делается простым резким проведением им по детали. Вспомните, как вы зажигаете спички. Если электрод уже был в употреблении, то нужно им постучать по поверхности металла. Бывает так, что электрод в руках у новичков прилипает к металлу. Это легко исправляется резким наклоном электрода в сторону. В случае, если оторвать не получилось, нужно выключить инвертор. Тогда места слипания исчезнут сами.
Это легко исправляется резким наклоном электрода в сторону. В случае, если оторвать не получилось, нужно выключить инвертор. Тогда места слипания исчезнут сами.
Разожженный электрод образует сварочную дугу. Для ее поддержания, нужно научиться выдерживать расстояние до металла в 3-5 мм. При приближении может случиться замыкание, сопровождающееся прилипанием. При отдалении исчезнет дуга.
Сварка
После получения стабильной дуги начинается процесс сваривания. Для этого электрод перемещают, слегка покачивая им из стороны в сторону. В след за таким движением переползает сварная ванна (рабочая зона). Так формируется сварочный шов. В будущем можно освоить другие траектории выполнения шва.
Иногда при увлеченной работе новичка электрод удаляется на недопустимое расстояние, и дуга исчезает. Разжечь ее вновь несложно. Нужно приблизить электрод к рабочей зоне. Дуга восстановится.
Следует помнить, что при сварке электрод расходуется, укорачивается. В соответствии с этим придется ниже опускать руку. Когда длина электрода уменьшится до 5-6 см нужно выключить инвертор и заменить отработанный на новый.
По окончании сварки образовавшийся шов после полного застывания очищают молотком от шлаковых наслоений. Остается блестящая чистая поверхность сваренного металла.
Если удалось получить относительно красивый шов, прочно соединить металл электросваркой, значит, первый этап преодолен с успехом. Очень быстро появляется желание развивать мастерство дальше.
При электросварке иногда шов стягивает детали, изменяя форму всей конструкции. Нужно научиться пользоваться приспособлениями для фиксирования: стяжками, струбцинами. Со временем можно освоить технику изготовления поперечных швов – прихваток. Они предварительно скрепят детали, придадут им требуемую форму, которую потом можно закрепить полноценным сварочным швом.
Все навыки отрабатываются постепенно. Знания, подкрепленные желанием освоить ремесло, приведут к успеху.
Как правильно варить сваркой: советы экспертов, правила
С помощью сварки металла можно решить множество задач по дому. Особенно актуально это в частных домах, на даче, в процессе ремонта и оформления участка. Стройка без привлечения специалистов требует умений и определенных навыков. Именно поэтому, нужно учиться правильно пользоваться сварочным аппаратом. В обзоре мы разберем, как правильно варить сваркой самостоятельно, и что для этого нужно.
Сварочный аппарат и его возможности
Соединения металлических деталей считаются наиболее крепким и надежным. С помощью сварки сложно сделать швы незамеченными, поэтому требуется либо дополнительная отделка, либо швы делаются в местах, где эстетичность непринципиальна. Соединяются металлические изделия под воздействием высоких температур. Электрическая дуга, которую используют в современных аппаратах, плавится. Этот электрический метод сварки наиболее популярен в строительной индустрии.
Соединяются металлические изделия под воздействием высоких температур. Электрическая дуга, которую используют в современных аппаратах, плавится. Этот электрический метод сварки наиболее популярен в строительной индустрии.
Оптимальная температура нагрева – 7 тысяч градусов. Электрическая дуга работает за счет тока, образуемого от сварочного к самому электроду. При термическом воздействии расплав образует сварочную ванну. В итоге, электрод соединяется с металлом. За счет шлака формируется защитная пленка. По мере остывания образовывается шов.
Электрод для сварочного аппарата: как выбрать
Электрод — это металлическая проволока со специальным покрытием. Он изготовлен из материалов, аналогичных свариваемому металлу. Разделяют расходные и не расходуемые электроды.
Дуговая сварка подразумевает применение электродов, которые расходуются. Простыми словами, в процессе нагрева электрод плавится вместе со швом. Вольфрамовые электроды для сварки инертным газом – это альтернативный вариант, который не плавится и не становится частью сварочного шва. При дуговой сварке металлическим газом сварка электродов осуществляется непрерывно. Если вы выбираете метод сварки порошковой проволокой, нужно регулярно дополнять электроды.
Вольфрамовые электроды для сварки инертным газом – это альтернативный вариант, который не плавится и не становится частью сварочного шва. При дуговой сварке металлическим газом сварка электродов осуществляется непрерывно. Если вы выбираете метод сварки порошковой проволокой, нужно регулярно дополнять электроды.
При выборе электрода важно оценить специфику сварочных работ. Между собой изделия отличаются:
- уровнем прочности;
- степенью тягучести;
- антикоррозийной устойчивостью;
- качеством металла;
- полярностью;
- сварочным положением.
Электрод бывает легкого и тяжелого покрытия. Они отличаются тем, что для обработки легких электродов используют кисти или распыление. Для тяжелых покрытий применяют минералы, целлюлозу или комбинированные составы. Тяжелые электроды актуальны для сварки твердых поверхностей. Например, чугунных деталей или стальных.
Варить сваркой самостоятельно: что для этого нужно?
Без сварочного аппарата даже не стоит начинать сварочные работы. Альтернативных инструментов, с помощью которых можно было бы соединить металлические конструкции, не существует.
Альтернативных инструментов, с помощью которых можно было бы соединить металлические конструкции, не существует.
Существует несколько видов сварочных, которые вы можете приобрести для домашнего использования:
- Генератор. Он самостоятельно вырабатывает электрическую энергию, которая приходится на поддержания работы дуги. Его не всегда удобно использовать из-за массивных габаритов. То есть, если нужно использовать сварочное в ограниченном пространстве, выполнить работу будет сложно или даже невозможно. Плюс генератора – возможность работы без источника тока.
- Трансформатор. Для сварки нужен источник тока. Оборудование перерабатывает его под нужные частоты. Управление трансформатором достаточно простое и не требует определенных навыков. Проблемы могут возникнуть только при изменении напряжения в сети. При возможности установите стабилизатор напряжения.
- Выпрямитель. Сварочный аппарат работает от сети. Это компактные небольшие аппараты, которые отличаются эффективностью. Электрическая дуга работает от постоянного тока, который образовывает выпрямитель.
В домашних условиях рациональнее всего использовать выпрямители. Они удобные по размерам и отлично зарекомендовали себя в работе. Инверторные сварочные аппараты фиксируются через плечо. Их легко транспортировать, а для хранения не понадобится много места.
Работа инвертора – преобразование переменного тока в постоянный. За счет этого удается создавать качественный шов. Сварочный инструмент работает от бытового источника сети. Также это отличное решение для новичка, который раньше не сталкивался со сваркой. Если выбирать инструмент для сварки металла электродами, инверторы стоят на порядок дороже аналогов. Нужно обязательно следить, чтобы в инструмент не попадала пыль, и он не поддавался воздействию влаги. При скачках направления могут случаться сбои в работе, поэтому этот вопрос важно предусмотреть.
Если вы ищите оптимальный вариант для домашнего использования, важно учитывать показатели сварочного тока. Также существует ряд функций в определенных моделях сварочного, которые помогут новичку освоить сварку металла специальным электродом:
Также существует ряд функций в определенных моделях сварочного, которые помогут новичку освоить сварку металла специальным электродом:
- моментальное повышение тока при включении аппарата. Эта функция обеспечивает максимально быструю подачу тока к дуге. Вам не придется ждать, пока сварочный аппарат начнет выполнять свою функцию;
- автоматический регулятор тока;
- контроль подачи тока, который срабатывает сразу, если электрод подносят к прибору быстро. Функция позволяет избежать залипания.
При выборе электрода можно воспользоваться специальной таблицей. В ней указаны марки и типы электрода, соответствующие типу материала, который вы намерены варить. Для сварочных работ обязательно использовать защитную маску. Лучше выбирать модели с фиксаторами на голове. Съемные модели неудобно держать в руке при варке металла.
Эффективность сварочной маски объясняется наличием затемненного стекла. Также встречаются маски с меняющимся уровнем затемнения. При нагревании дуги оно автоматически затемняется. Перед началом сварочных работ с электродами стоит продумать и одежду. Это должны быть спецовка из плотного текстиля, перчатки, высокие ботинки.
При нагревании дуги оно автоматически затемняется. Перед началом сварочных работ с электродами стоит продумать и одежду. Это должны быть спецовка из плотного текстиля, перчатки, высокие ботинки.
Сварка электродами: пошаговая инструкция
Если вы не знаете, как правильно варить конструкции, лучше свой первый опыт проводить под присмотром профессионалов. Если же такой возможности нет, придерживайтесь базовых правил при работе со сварочным аппаратом и не забывайте о технике безопасности. На подготовительном этапе организуйте свое рабочее место, подготовьте все необходимое. Варка металла – это технически опасный процесс, поэтому важно действовать аккуратно, чтобы не допустить возгорания или пожара. В рабочей зоне исключите все воспламеняющие предметы.
Также не забывайте, что остатки электродов нужно будет куда-то выбрасывать. Помните, что даже небольшой электрод может стать причиной возгорания. Если вы решили учиться работать с электродами, рационально выбирать 3 – 4 мм стержни. С меньшим диаметром учиться неудобно, а для большего понадобится мощный сварочный аппарат.
Пошаговая инструкция применения сварочного аппарата:
- для начала нужно максимально зачистить расходный металл на месте шва. Чтобы он получился не очень выпуклым и выглядел эстетично, очистите поверхность от загрязнения;
- теперь берем заранее подготовленный электрод и размещаем его в сварочном аппарате. Фиксируем зажим для заземления;
- убедитесь, что шнур аппарата расправлен и не имеет неизолированных участков;
- в зависимости от выбранного электрода определяет мощность оборудования. В большинстве моделях сварочного аппарата информация о выбранном токе отображается на панели;
- переходим к ответственному этапу – поджигу дуги. Соблюдайте угол 60 градусов между деталью и электродом. Когда вы варите, электрод проходит по основанию сварочного без резких движений. Это должен быть медленный процесс, требующий сосредоточения;
- когда в результате взаимодействия аппарата и электрода появляется искра, нужно приподнять сам электрод где-то до 5 мм на высоту;
- в этот момент важно отследить состояние дуги, чтобы обязательно она находилась в рабочем положении;
- электрод в процессе сжигания становится заметно короче. Если электрод слишком близко соприкасается с заготовкой, есть риск залипания. Предотвратить это можно путем изменения вектора направления электрода. Сместите его немного в сторону;
- при сварочных работах бывают случаи, когда дуга не зажигается. Для решения этой проблемы попробуйте увеличить силу тока;
- если вам удалось удачно зажечь дугу, трудности позади. Следующий этап – наплавление калика. Электрод двигается по расположению шва, которое вы обозначили заранее;
- когда вы варите, старайтесь, чтобы шов получился схожим на валик. Небольшие «волны» на швах могут присутствовать. Они отображают места наплыва металла.
 Если электрод слишком близко соприкасается с заготовкой, есть риск залипания. Предотвратить это можно путем изменения вектора направления электрода. Сместите его немного в сторону;
Если электрод слишком близко соприкасается с заготовкой, есть риск залипания. Предотвратить это можно путем изменения вектора направления электрода. Сместите его немного в сторону;Обзор популярных методов сварки
Поскольку в процессе сварочных работ новички часто сталкиваются с трудностями, важно определить наиболее простой и доступный способ. Всего выделяют 4 типа:
- газовая сварка или оксиацетиленовая;
- дуговая;
- полуавтоматическая MIG/MAG;
- аргонодуговая или TIG.
Способ 1. Кислородно-ацетиленовая сварка подразумевает использование двух баллонов газа. Чаще всего это ацетилен, смешанный с кислородом. Вместо ацетилена иногда используют пропан. Особенность этого способа заключается в том, что в любом случае вы должны топливный газ смешать с кислородом. Это важно для плавления металла.
Пламя используется для нагрева металла до образования расплавленной сварочной ванны. В этот момент вы перемещаете ванну, управляя горелкой, одновременно погружая присадочный стержень. При погружении металлического стержня в сварочную ванну образовывается шов.
Использование кислородного топлива – эффективный и универсальный метод в производстве, поскольку он подходит для работы с алюминием, сталью, нержавеющими материалами.
При использовании установки с кислородным топливом важно носить защитные очки. Если вы режете или свариваете металл, будут образовываться искры, а части металла могут отлетать. Меры безопасности важны во избежание попадания в глаза металлических частиц.
Меры безопасности важны во избежание попадания в глаза металлических частиц.
Из недостатков метода можно выделить медленный процесс. Его эффективность оправдывает усилия, но в некоторых случаях это неуместно или невозможно. Если у вас есть свободное время для обучения, стоит попробовать.
Способ 2. Дуговая сварка с использованием электродов.
Суть способа заключается в креплении электрода, который пропускает электрический ток и приводит к замыканию на основании. Методом дуговой сварки можно порезать и сварить любой металл. Для сварки понадобятся электроды. Их подбирают по типу материала, с которым предстоит работать. Воспользуйтесь специальными таблицами с обозначением соответствия электродов и материалов.
Дуговая сварка известна своей способностью глубоко проникать в металл. Таким образом, метод часто используется при сварке на котлах и других поверхностях, где необходимо максимально глубокое проникновение сварочного шва. Стержневые электроды, используемые в дуговой сварке, фактически сгорают по длине при сварке. В этом случае они считаются расходными, поскольку становятся частью образовавшегося шва.
Стержневые электроды, используемые в дуговой сварке, фактически сгорают по длине при сварке. В этом случае они считаются расходными, поскольку становятся частью образовавшегося шва.
Если вы видите, что электрод практически сгорел, заменить его на новый рискованно. Иногда приходится начинать работу заново именно по этой причине. Электроды обрабатывают флюсовым покрытием. Это нужно для увеличения эксплуатационного срока стержня. Правильный сварной шов, который не поддается внешним факторам воздействия, обязательно должен быть флюсовым. В противном случае азот и кислород могут стать причиной загрязнения или образования лазеек.
Способ 3. MIG-сварка — это полуавтоматический метод варки металла. В отличие от предшествующих, он считается упрощенным. Его особенность в том, что электрод подается на проволоку. В этой технологии предусмотрена автоматическая выдача проволоки. Поскольку запасы ее большие, не придется беспокоиться за расход материала. Также удается избежать его замены, если речь идет о домашнем использовании, а не производственных процессах.
Также удается избежать его замены, если речь идет о домашнем использовании, а не производственных процессах.
MIG-сварка бывает двух типов – с помощью проволоки с флюсовой сердцевиной или сплошной проволокой. Если речь идет о флюсовом сердечнике, он располагается внутри проволоки и выполняет защитную функцию. При использовании сплошной проволоки нужно обеспечить защитный газ. Чаще всего это комбинация углекислого газа и аргона. Защитный газ, как и флюс, предотвращает окисление.
Даже новичку удастся сварить практически любой металл с помощью аппарата MIG. Алюминиевая сварка требует использования алюминиевого золотника. Эта технология подходит для создания гладких швов. Главное требование – правильно настроить сварочный аппарат. После этого запускаете оборудование и начинаете варить детали.
Если вы хотите изучить технологию сварки MIG, обязательно освойте типы сварочных соединений, разные положения сварки. Перед началом работы вам важно знать специфику разных вариаций соединений. По мнению экспертов, это самый простой способ научиться варить металл.
Способ 3. Аргонодуговая или TIG сварка. Это достаточно сложный метод, и не самый лучший вариант для обучения в домашних условиях. Однако он остается популярным, поэтому мы остановимся более детально на нем.
Аргонодуговой метод преимущественно используется в промышленных целях, где особое внимание уделяют точности и качеству сварочных швов. Если вы встречаете идеальный шов, без «волн» и дефектов, вероятнее всего, он выполнен по этой технологии.
Профессиональные сварщики часто TIG сравнивают со сваркой оксиацетиленом из-за того, что в обоих случаях есть нагревательная горелка и погружной стержень. Главное отличие в том, что с TIG вы нагреваете металл с помощью электрической дуги, одновременно погружая стержень. Аргонодуговая сварка не предусматривает короткого замыкания, поскольку из-за этого не получалось бы создавать столь точные швы. Простыми словами, в процессе электросварки не образовываются искры. При TIG-сварке обязательно используют защитный газ. Расплавленная сварочная ванна всегда должна быть защищена.
При TIG-сварке обязательно используют защитный газ. Расплавленная сварочная ванна всегда должна быть защищена.
Сварка металла электродами: какие дефекты встречаются на швах
Несмотря на то, что мы разобрали «подводные камни» методов сварочных работ, не всегда удается избежать ошибок. Особенно, если раньше вы не сталкивались со сваркой, впервые узнали о существующих технологиях, электродах. Из-за сложности технологического процесса могут быть дефекты при создании соединяющих швов. Выделяют несколько разновидностей:
- кратеры. На швах видны волновые переходы, углубления. Они появляются чаще всего из-за обрыва дуги, но могут быть и другие причины деформации;
- поры. Металл на месте сварочного шва становится пористым по разным причинам. Это происходит в том случае, если вы не придерживаетесь медленного соприкосновения электрода или нетщательно зачистили поверхность на месте будущего шва;
- подрезы. Визуально они просматриваются с обеих сторон шва. Это происходит из-за смещения электродов в процессе варки металла. Также дефект прослеживается из-за высокого тока.
- шлаковые образования. Причина – слабый сварочный ток. Также вкрапления могут появиться из-за загрязнения.
 Это происходит из-за смещения электродов в процессе варки металла. Также дефект прослеживается из-за высокого тока.
Это происходит из-за смещения электродов в процессе варки металла. Также дефект прослеживается из-за высокого тока.Это наиболее частые проблемы, с которыми сталкиваются новички. Существуют и другие деформации.
Обзор ошибок при работе со сварочным аппаратом
Чтобы не разочароваться в результате работы, давайте ознакомимся с наиболее частыми ошибками, которые допускают сварщики:
- неправильный размер дуги. Если вы выбрали слишком короткую дугу, это обернется неровностями валика. В швах будет присутствовать большое количество шлака. Если же вы переборщили с длиной дуги, в процессе сварки ожидайте сильное разбрызгивание металла;
- неправильно подобрана скорость оборотов. Большое количество оборотов сулит наличие большого количества шлаков. Если же скорость маленькая, шов будет некрасивым из-за увеличенной толщины;
- сбои в настройках сварочного аппарата. Ориентируются на тип материала и используемый электрод;
- плохая зачистка поверхности. Если на месте сварки остались частицы краски, масла или жира, шов будет с «пробелами»;
- неправильно выбран уровень наклона электрода.
 Ориентируются на тип материала и используемый электрод;
Ориентируются на тип материала и используемый электрод;
Также этот перечень можно дополнить неисправностью сварочного аппарата. Бывают проблемы и из-за плохо подготовленной рабочей поверхности.
Положение и движение электрода: ключевые правила
При работе с электродами важно соблюдать угол наклона. Он может быть 30 и 60 градусов. Этот показатель может меняться из-за особенностей создания сварного шва. Учитывается и сила тока. Когда речь идет о наклоне на 30 градусов, это положение называют «углом назад». Сварная ванна движется прямо за электродом. Этот способ применяют для серьезных углублений. Не стоит забывать, что в методе «угол назад» важно правильно рассчитать скорость движения электрода. Основное условие – шлак накрывает раскаленный металл.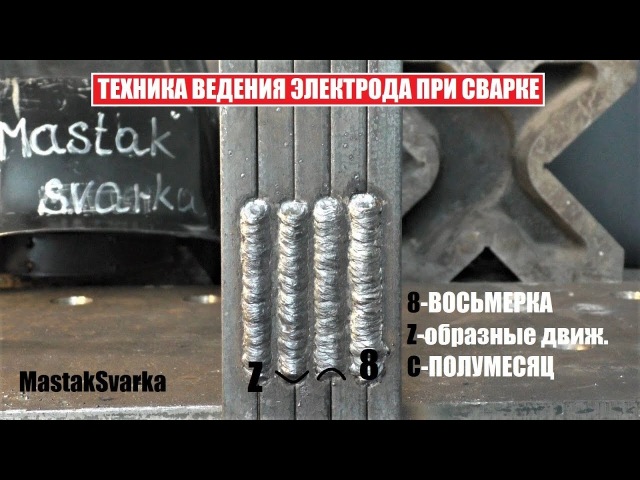
«Углом вперед» — это изменение положения электрода. Поставьте держатель и дугу на 60 градусов, когда нужен минимальный прогрев.
Чтобы понять, как правильно варить изделие электродом, нужно все время контролировать сварную ванну. Зафиксируйте расположение электрода на расстоянии 3-4 мм над уровнем основания. При его движении соблюдайте эту дистанцию. Это самая трудная задача, которая стоит перед сварщиком. В реальности это приходит с опытом, и в дальнейшем не придется слишком зацикливаться на этом.
Вам придется контролировать сразу несколько важных моментов:
- соблюдать угол наклона электрода по одной их вышеописанных технологий;
- когда электрод сгорает, опускайте его ниже без нарушения границы 2 мм от металла;
- скорость движения электрода для поддержания нужного состояния сварной ванны;
- направление сварного шва.
Если вы намерены освоить сварочный процесс, экспериментируйте на металлических пластинах.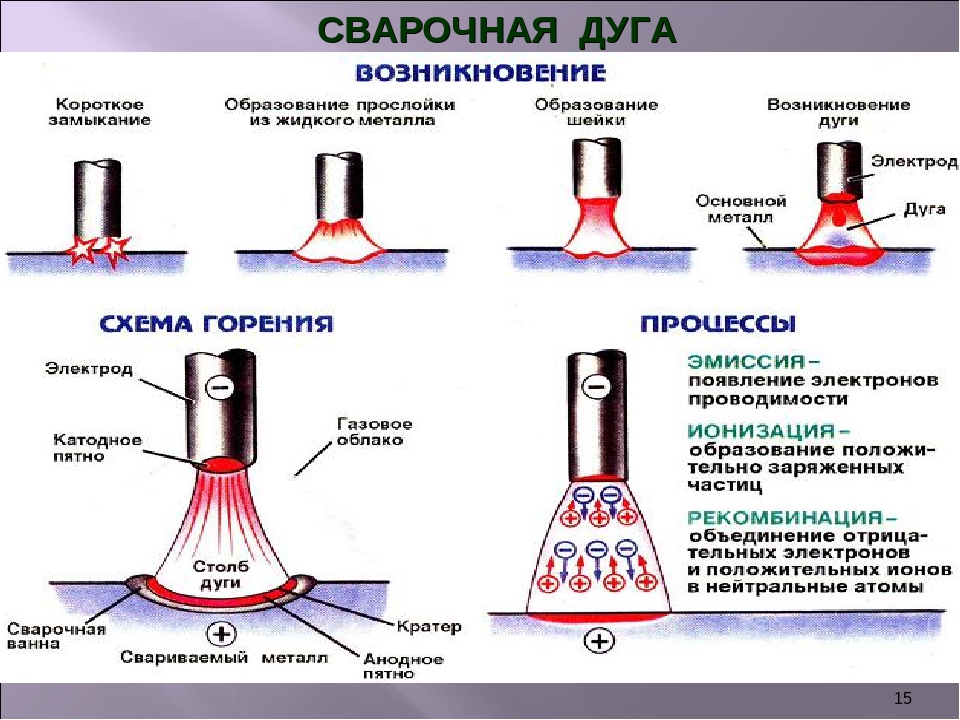 Лучше выберите толстый кусок металла. Тогда у вас будут получаться валики, на которых намного проще отследить сопутствующие дефекты, и не допускать их в дальнейшем. Азы сварочного дела вы сможете освоить с их помощью. На начальном этапе важно научиться придерживаться указанного расстояния от электрода до металла. При этом важно контролировать базовые моменты, которые мы с вами обсудили.
Лучше выберите толстый кусок металла. Тогда у вас будут получаться валики, на которых намного проще отследить сопутствующие дефекты, и не допускать их в дальнейшем. Азы сварочного дела вы сможете освоить с их помощью. На начальном этапе важно научиться придерживаться указанного расстояния от электрода до металла. При этом важно контролировать базовые моменты, которые мы с вами обсудили.
Лайфхак для новичков: берем металлическую деталь и обозначаем на ней полосу, по которой будет проходить шов. Затем нужно успешно разжечь дугу и плавными движениями попробовать начать варить. Не упускайте с вида ванну. Запаситесь не только терпением, но и электродами. После нескольких неудачных попыток у вас обязательно получиться сделать ровный шов. Как только вам удастся на практике отработать технологию дуговой сварки, можно будет переходить к соединению деталей.
Любой желающий при наличии сварочного аппарата может научиться с ним работать. Если придерживаться простых правил, не бояться практиковать с электродами, подойти к вопросу серьезно и с максимальной аккуратностью, результат превзойдет ваши ожидания.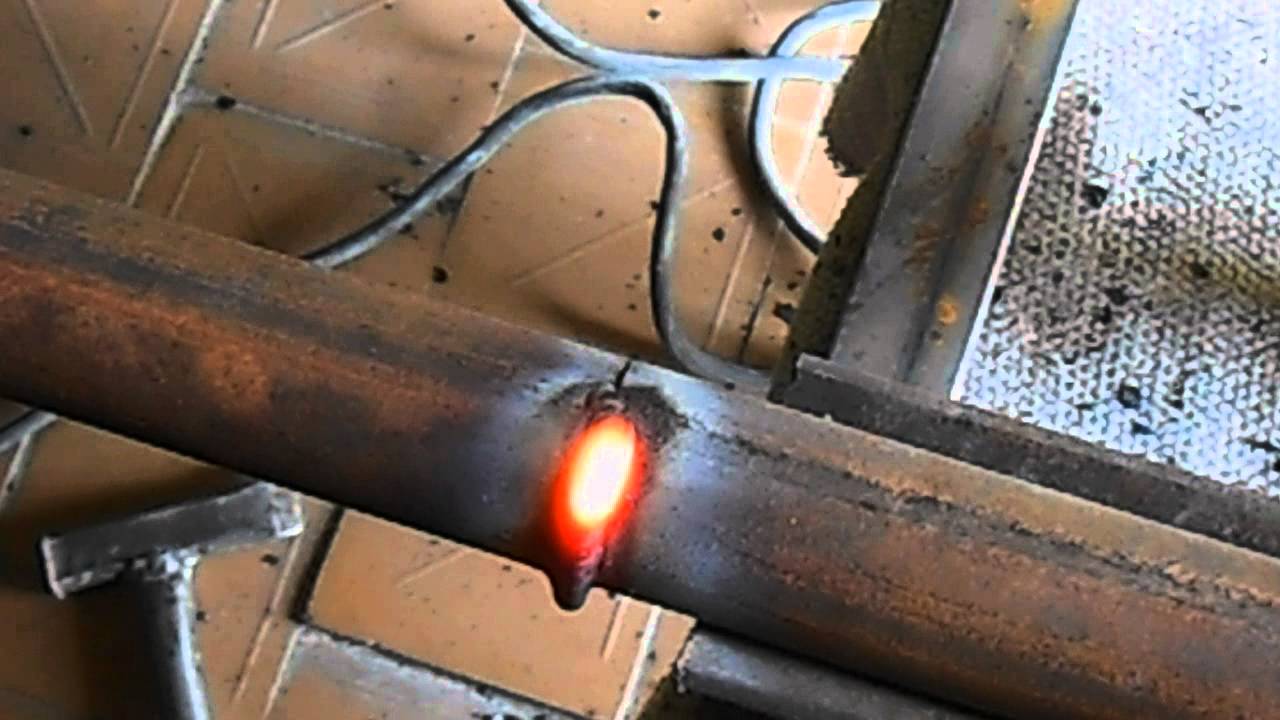
Как научиться варить электросваркой: азы для начинающих
Оглавление:
Как научиться варить электросваркой: меры предосторожности
Как варить металл электросваркой: учимся зажигать и держать дугу
Как быстро научиться варить электросваркой: принцип соединения металлов
Несомненно, самый лучший способ решить вопрос, как научиться пользоваться электросваркой, это обратиться за помощью к уже искушенному в этом деле человеку. Здесь актуально правило, которое звучит примерно так – лучше один раз увидеть, чем сто раз услышать. Необходимо, чтобы обучающийся посмотрел через сварочную маску на наплавляемый металл, и ему рассказали, где, что и как нужно делать. Через это проходят практически все сварщики, поскольку невозможно освоить принцип сварки, не познав его на вид. Только после этого, зная, как происходит сам процесс, можно приступать к практическому освоению данного процесса – именно в практике и миллионах проваренных швов и заключается профессионализм. В этой статье вместе с сайтом stroisovety.org мы расскажем о том, как научиться варить электросваркой.
В этой статье вместе с сайтом stroisovety.org мы расскажем о том, как научиться варить электросваркой.
Как варить металл электросваркой фото
Как научиться варить электросваркой: меры предосторожности
Сразу хочу начать с того, что сказать несколько слов о чистоте и культуре этой работы. Сварка – дело грязное и, несмотря на то, что интересное, оно очень опасное. Все эти опасности связаны с тремя вещами – ожоги, потеря зрения и легкие, на которых накапливается со временем очень нехороший осадок, ведущий к неприятным заболеваниям. От всего этого придется защищаться и оберегать себя по мере возможности – так сказать, соблюдать некоторые правила безопасности.
- Спецодежда – именно она в большей степени защищает от ожогов, вызванных попаданием на кожу как оплавленного металла, так и огромной дозы ультрафиолета. Сварщику приходится работать одетым, как говорится, с ног до головы, и одежда эта отнюдь не является тоненькой и легкой рубашкой – это плотный брезент, который одевается на слой нательного белья. Сами понимаете, летом это обмундирование вызывает, мягко говоря, некоторые затруднения – сказать, что работать жарко, это еще ничего не сказать. Со временем, конечно, привыкаешь, но поначалу это ужасно неприятно.
- Защита глаз – эту фразу нужно произносить громко. Ее нужно запомнить как дважды два. Без нее вопрос, как правильно научиться варить электросваркой, не решается. Клич (или предупреждение) «Глаза!» нужен для того, чтобы работающие с вами люди успели защитить свои органы зрения от воздействия яркой дуги – в народе говорят, от зайчиков, вылезающих бессонной ночью и дикой боли в глазах, с которой ничего поделать невозможно. Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.
- Органы дыхания. К сожалению, защитить их практически не получится – можно, конечно, использовать респиратор, но это дополнительные неудобства в работе. В принципе, если речь идет о пяти-десяти минутах работы, это еще куда ни шло, а вот если говорить о полноценном рабочем дне, то тут, увы, респиратор будет не лучшим помощником.
Как самому научиться варить электросваркой фото
И, естественно, голова на плечах – если ее нет, то к вопросу, как сваривать металл электросваркой, лучше вообще не подходить даже близко. Бездумное обращение с электросваркой (да и вообще с любым видом сварки) чревато не очень хорошими последствиями как в работе, так и для человека лично.
Как варить металл электросваркой: учимся зажигать и держать дугу
Научиться держать дугу это – наверное, самый главный момент. Не освоив его, к решению вопроса, как правильно научиться варить электросваркой, можно даже не приступать. В процессе работы со сварочным аппаратом дугу придется держать в любом положении тела и соединяемых металлов. Это дело практики, и теория здесь помочь практически ничем не сможет. Если же все-таки попытаться описать весь процесс теоретически, то выглядеть он будет следующим образом.
- Берем железо потолще (просто какую-либо болванку), устанавливаем на сварочном аппарате большой ток (по крайней мере, за половину его возможностей), подключаем к болванке массу, вставляем электрод, надеваем маску и пробуем касаться кончиком электрода болванки. Будет искрить, но ваша задача заключается в том, чтобы зафиксировать эту дугу и удерживать ее на протяжении длительного времени.
- Когда почувствуете и поймете, как это делается, можно пробовать двигать электрод в любом направлении, наблюдая за происходящим. Пока можно не уделять особого внимания самому процессу соединения металлов – главное дуга, а вернее ее удержание.
- Когда дуга будет получаться, на аппарате следует уменьшить ток и научиться зажигать дугу на малых токах. Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.
Как научиться варить электросваркой фото
Когда зажигание электрода и удержание дуги начнет более или менее получаться, львиную долю своего внимания можно будет перенести на металл, а вернее, разобраться с вопросом, где шлак, а где чистый металл. Шлак более темный, а металл светлее. Первый должен расходиться по краям, а второй оставаться на свариваемом стыке.
Как быстро научиться варить электросваркой: принцип соединения металлов
По большому счету, принцип соединения металлов не такой уж и сложный – электрическая дуга расплавляет края соединяемого материала и одновременно наносит на стык металл с электрода. Даже если просто вести электрод вдоль стыка, он будет завариться – как он это будет делать, это уже другой вопрос, и зависит он в большей степени от самого сварщика, а вернее от того, насколько правильно он освоил вопрос, как правильно варить шов электросваркой, и все его небольшие тонкости.
- Самое первое, что нужно понимать, это скорость наплавления металла – если вести электрод быстро, то шов будет проварен с пропусками. Если это делать медленно, то металл будет сильно оплавляться, а в некоторых случаях (при небольшой толщине соединяемых металлических элементов) даже пропаливаться. Опять-таки, этот момент нужно определять опытным путем.
- То же самое можно сказать и о силе тока, с которой производится сварка металлов – большой ток прожигает сталь, маленький проваривает не полностью (поверхностно). В принципе, сварщик сам для себя выбирает оптимальную силу тока и уже приспосабливается к ней. Спросите, как? Есть такое понятие, как сварка рваной дугой – то есть, в процессе работ, наблюдая за состоянием свариваемых поверхностей, вы просто на доли секунды прерываете дугу, давая тем самым металлу немного остыть. В большинстве случаев по такой технологии осуществляется сварка труб – металл накладывается на шов, так сказать, елочкой или короткими движениями электрода сначала слева направо, а потом справа налево. Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.
- Провар – если говорить по-простому, то глубина проплавления кромок свариваемых деталей. Опять же, здесь имеется тонкая грань, на которой и приходится балансировать сварщику. Переходя эту грань и сильно проплавляя металл, вы создаете с другой стороны шва наросты – они не критичные, если речь идет об изделиях, которые можно проваривать с двух сторон. А вот если вести разговор о трубах, то здесь эти наросты являются не чем иным, как уменьшением сечения трубы. Если речь идет о недогреве, то имеется в виду некачественная сварка. Определить плохо проваренный шов можно по тыльной стороне изделия – в процессе сварки металл (если он, конечно, не имеет толщину сантиметр и более) с обратной стороны должен раскаляться докрасна. После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.
Как варить вертикальный шов электросваркой фото
Что еще можно сказать по поводу сварки, так это о вертикальных и горизонтальных стыках. Вертикальный стык варится немного проще, чего не скажешь о горизонтальном. Кстати, здесь наблюдается один небольшой парадокс – начинающим сварщикам почему-то легче дается горизонтальный шов, а вот с вертикальными стыками наблюдаются проблемы. Как варить вертикальный шов электросваркой? По методу рваной дуги – только в таком случае наплавляемый металл будет стекать вниз меньше.
И в завершение темы, как научиться варить электросваркой, скажу несколько слов о потолочном шве, который среди всех прочих вариантов стыков является наиболее проблематичным для начинающих сварщиков. Вся его сложность заключается, опять-таки, в стекании металла вниз. Чтобы этого не происходило, потолочный шов нужно варить быстро и слегка увеличенным током – здесь нужна набивка руки. Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Автор статьи Александр Куликов
Как правильно варить электродом?
Практически каждый человек когда-то держал сварку в руках. Наверняка, кому-то приходилось искать мастера для того, чтобы что-то подварить или отремонтировать в своем доме. Сварочный аппарат – это поистине очень важная составляющая инвентаря каждого двора. Однако сваривать получается не во всех, а качественно сваривать – еще реже.
Поэтому единственным выходом многие считают наем готового мастера, который за определенную плату сделает нужную Вам работу. Однако качество такой работы не вызовет доверия, ведь работник может оказаться совсем не профессионалом. В таком случае у Вас есть выход – научиться варить самому. Эта мысль пугает многих людей, ведь для того, чтобы Ваше изделие получилось долговечным, мало будет только покупки качественных электродов, а также нужно будет иметь какой-нибудь опыт сваривания. Многие люди в таком случае задаются вопросом: как правильно варить электродом?
Для применения в быту Вам подойдет любой сварочный аппарат, который имеет максимальный ток 160 Ампер. Чтобы производить качественное сваривание нужно обеспечить устойчивое горение дуги, которое можно обеспечить с помощью не только правильного выбора электродов, а также еще и достижение оптимального расстояния между электродом и свариваемыми частями. В основном прекрасное горение дуги достигается на расстоянии от 2 до 6 миллиметров.
Под воздействием температуры электрической дуги металл электрода плавится и производит сваривание, заполняя углубление, которое образовалось под воздействием дуги на металл. Передвижение электрода вдоль шва происходит после того как сварщик нанес один шар металла или окончательно заварил углубление. Важным условием является правильный выбор присадочного материала, то есть электрода. Для того чтобы правильно варить Вам нужно ориентироваться на химический состав электрода, а также на то, из какого металла сделано свариваемое изделие.
При сваривании электросваркой применяются чугунные, медные, стальные, латунные и биметаллические электроды, которые могут обеспечить качественное сваривание.
Также для более качественного и правильного сваривания нужен хороший выбор наклона электрода при сварке. Угол должен быть около 75 градусов по направлению сварочной дуги. Для того чтобы возникала хорошая дуга Вам нужно применять метод чирканья или метод подъема.
Основополагающим фактором хорошего и стабильного горения дуги является правильный подбор тока. Если Вы подберете слабую силу тока, то дуга будет гаснуть и, электрод будет залипать. Если же сила тока будет превышать норму, то это, скорее всего, приведет к сильному плавлению металла, его разбрызгиванию и горению. Для правильного подбора сварочного тока используйте такую пропорцию: 1 миллиметр электрода равен 30 – 35 Амперам тока.
Однако все тонкости сварочного мастерства невозможно изложить в одной или нескольких статьях, поэтому наилучшим способом обучения сварочному ремеслу является практика и применение полезных советов из этой статьи.
Как варить сваркой или пошаговая инструкция как пользоваться сварочным аппаратом
Нуждающиеся в сваривании металлические детали возникают очень часто у людей, проживающих в частном доме. Именно поэтому количество начинающих сварщиков растет в геометрической прогрессии. После приобретения сварки, нужно научиться правильно пользоваться аппаратом. Если с обучением по использованию болгарки, перфоратора и дрели трудностей не возникает, то как варить сваркой в домашних условиях, знают далеко не многие новички.
Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Как происходит сваривание металла
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
- Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
- Сварочный шов образовывается при перемещении ванны. Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
- После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода. Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Обучение как научиться варить металл сваркой
Если вы являетесь начинающим сварщиком, то перед тем, как приступать к работе аппаратом, необходимо выполнить подготовительные работы. Эти работы включают в себя подготовку рабочего места. Рабочее место должно быть хорошо освещаемым, а работу лучше производить на открытом воздухе, чтобы не получить отравление парами металла.
Практиковаться рекомендуется на куске металла, толщина которого должна быть не менее 3-4 мм. Кроме того, уделите внимание его габаритам, так как учиться на маленьком кусочке очень неудобно. От используемого материала зависит, как быстро вы научитесь правильно работать сваркой.
Надев защитную одежду и маску, следует приступать к работе. Как это делать, в материале рассмотрим пошагово, что позволит начинающим сварщикам научиться не только правильно, но еще и быстро варить металл инверторной сваркой.
Особенности подключения электрода
Если собираетесь научиться варить сварочным аппаратом, то делать это рекомендуется с применения универсального электрода диаметром 3 мм. Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов — пружинные и винтовые. Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.
Это интересно! Главное требование при установке электрода в зажим — обеспечить его эффективное закрепление.
Когда электрод установлен, следует подключить кабели. Один кабель с электродом крепится к плюсовому контакту, а второй провод подключается к отрицательному контакту на сварочном устройстве, который на конце имеет зажим для присоединения к привариваемой детали. Такая полярность подключения является наиболее распространенная, и называется она прямой. Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.
Какой ток выставить
Одно из важных условий — научиться выбирать правильный ток. Его величина напрямую зависит от толщины свариваемого металла и соответствующего диаметра электродов. Ниже представлена таблица, по которой и выбирается величина силы тока, зависящая от толщины заготовок и размера электродов.
Опираясь на вышеописанную таблицу, следует установить соответствующую величину тока, и только после этого приступать к манипуляциям. Далее выясним, как правильно варить металл сварочным аппаратом.
Начинаем варить деталь — как правильно это делать
Дуга возникает непосредственно после того, как электрод прикасается к детали. Однако просто взять и прикоснуться нельзя, поэтому существует два способа касания:
- Посредством чирканья электродом по наружной части заготовки. При этом способе требуется перемещать электрод вдоль шва, тем самым исключается вероятность возникновения следов
- Постукиванием — требуется постучать по детали кончиком электрода
Появляется быстро дуга на новом электроде. Если же электрод имеет оплавленную часть, то перед тем, как зажигать его, нужно стукнуть кончиком по заготовке. Перед тем, как переходить к работе, нужно потренироваться осуществлять розжиг электрода. Если не освоите особенности розжига электрода, то переходить к дальнейшим манипуляциям просто бессмысленно.
Под каким углом держать электрод при сварке
При работе важно соблюдать такое условие, как угол наклона электрода. Если хотите научиться правильно работать сваркой, то следует знать следующее, что электрод должен быть наклонен к сварщику на угол от 30 до 60 градусов, как показано на фото ниже. Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
На фото выше первое расположение именуется «угол назад». При нем происходит движение расплавляющегося металла за электродом. Двигать электрод требуется с такой скоростью, чтобы плавящийся шлак заполнял ванну. При таком способе варки осуществляется прогревание большой глубины металла.
Есть и другой способ — «с углом вперед». Этот метод менее популярен, и применяется он для того, чтобы обеспечить не сильный прогрев металла. Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
- Траектория перемещения электрода должна быть выбрана предварительно. Варианты движения электродом представлены ниже
- Когда осуществляется работа аппаратом, нужно знать, что длина электрода при движении уменьшается. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
- Размер сварной ванны настраивается путем увеличения или уменьшения скорости перемещения электрода. Чем меньше скорость, тем больше размер шва
- Следить за направлением шва, так как работы проводить требуется исключительно в специализированных защитных очках или маске
Научиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Это интересно! Не торопитесь сваривать две детали. Предварительно нужно научиться класть ровные швы, а уже после этого осуществлять попытки соединения двух деталей.
Сваривание металла — некоторые важные особенности
Если уже научились класть сварочный шов, тогда можно переходить к выполнению более сложных действий. Соединение двух деталей сварочным способом имеет некоторые особенности, которые важно знать новичку, стремящемуся научиться пользоваться сваркой. Это такие особенности:
- При соединении двух деталей надо учитывать, что может возникнуть их перекос. Это происходит по той причине, что во время протягивания шва происходит смешение детали
- Чтобы исключить перекос соединяемых деталей, понадобится предварительно их закрепить. Осуществляется это разными способами — скрепление струбцинами и прочими стяжками, а также путем сварочных прихваток
- Прихватка — это наиболее распространенный метод сваривания двух деталей. Выполняется он так — сначала нужно приложить детали друг к другу, и соединить их в этом положении путем точечного соединения. Далее осуществлять сваривание деталей между собой сварочным швом
Освоив технологию применения сварочного аппарата можно переходить к выполнению более сложных манипуляций. При работе сваркой важно соблюдать технику безопасности, чтобы избежать вероятности получения травмы.
Подводя итог, надо отметить, что научиться пользоваться сваркой в домашних условиях не трудно. Для этого рекомендуется выбрать соответствующий аппарат, и подготовиться к обучению. Имея в распоряжении сварочный аппарат, остается только научиться им работать.
Публикации по теме
Напряжения и деформации при сварке и меры борьбы с ними
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
| Диаметр электрода, мм | 1,0 мм | 1,6 мм – 2 мм | 2 мм | 2,0 мм – 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Деформации или «поводки» — естественная реакция металла на сварку
Вы знаете, что любые вещества изменяют объем под воздействием температуры. Объем пара больше, чем объем получающейся из него воды. Объем воды больше, чем объем получающегося из нее льда. Так вот — металлы при нагревании изменяют свой объем весьма активно.
А теперь представьте себе паззл. Да, картинку‑головоломку из кусочков одинакового размера с выемками, которые цепляются друг за друга. Это — наше металлическое изделие с его внутренними связями.
А теперь один кусочек паззла — то есть один участок металла — внезапно нагреется до огромной температуры. Сколько там у нас температура катодного пятна, 2400–2700 градусов Цельсия? Окей (для правильного понимания напомню, что температура горения дерева обычно не превышает 1000 градусов, а бензина — 1400 градусов). При этом соседние кусочки паззла, естественно, начнут нагреваться от него — чем дальше, тем меньше. А на удаленных от зоны сварки частях достаточно большой детали сохранится температура порядка 25 градусов, которая была в помещении до начала работы.
И каждый из кусочков изменит свой размер в соответствии с принятой температурой.
Вы понимаете, что такой паззл было бы просто невозможно собрать — кусочки просто не подходят друг к другу по размеру. Однако проблема в том, что он уже собран.
И участки металла с различной температурой начинают давить друг на друга — или, наоборот, растягивать друг друга. Это называется напряжением металла. Когда напряжение дойдет до критического порога, металл снимет его так, как умеет — произойдет деформация.
А вот пример корпуса производства «Металл‑Кейс»:
Медицинский держатель для колб (5 фото)
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
Читать также: Как проверить генератор автомобиля на работоспособность
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Методы борьбы с температурной деформацией при сварке
Рассмотрем рекомендации по борьбе с таким эффектом, как температурная деформация металла, возникающая при сварочных работах. В конце статьи будут рассмотрены современные способы решения этой задачи.
Это напряжение возникает вследствие того, что металл нагревается неравномерно и при остывании возникают внутренние напряжения в зоне температурного воздействия. Эти напряжения могут привести к деформации металлического изделия.
Какие существуют способы чтобы при изготовлении изделие из металла не повело при сварке?
1. Последовательность прохождения сварочных швов. Сварку изделий из металла следует производить таким образом, чтобы возникающие напряжения компенсировали друг друга. Это возможно при сварке симметричных швов, при правильном выборе направления наложения швов.
Так же целесообразно в некоторых случаях собрать изделие на прихватки и потом обваривать швы, находящиеся симметрично друг другу относительно нейтральной оси.
2. Предварительный изгиб деталей в противоположную сторону от возникающих при сварке напряжений. Температурная усадка компенсирует эти напряжения и конструкцию не поведет.
3. Выбор режима сварки.
Напряжения, которые возникают в результате сварки, зависят от температуры зоны нагрева металла. Чем выше температура, тем сильнее остаточные напряжения.
Различные режимы сварки происходят при разных температурах, имеют различный объем наплавляемого металла и разную скорость прохождения шва. Чем выше скорость, тем меньше нагревается зона сварки и меньше усадочные напряжения.
При DIY сварке (кислородно-ацетиленовая сварка) возникают самые большие напряжения, так как она происходит при температуре около 3100 С. Кроме этого данный вид сварки самый медленный, а объем наплавленного металла самый большой.
ММА (ручная дуговая сварка покрытыми электродами) происходит при температуре2400-2700 оС и быстрее чем кислородно-ацетиленовая, с меньшим объемом наплавленного металла.
MIG/MAG (полуавтоматическая сварка в защитных газах) происходит при 1500оС и с еще большей скоростью. Поэтому температурная усадка будет меньше чем при MMA сварке.
4.Предварительный нагрев изделия или зоны деформации.
Самые сильные напряжения в металле возникают при остывании изделия. Величина возможной деформации зависит от теплопроводности и коэффициента линейного расширения металла. Чем ниже теплопроводность, тем более неравномерна зона нагрева и больше деформация. Например, у нержавеющей стали теплопроводность меньше, а коэф. линейного расширения больше чем у черной стали и поэтому деформация больше.
Поэтому для уменьшения напряжений, особенно в легированных сталях, сварку производят в предварительно нагретом состоянии.
5. Сварка в кондукторе.
Изделие закрепляют в жесткой оснастке, таким образом, препятствуя деформации усадки. В металле возникают напряжения, вызывающие пластические деформации. Это позволяет уменьшить температурную усадку. После изъятия детали из кондуктора деформация останется, но она будет меньше на 30% чем при сварке незакрепленной детали. При сварочных работах в кондукторе увеличивается вероятность появления трещин. Это происходит когда пластичности металла недостаточно.
6. Рихтовка металлоизделия после сварки.
Выполняется с помощью домкратов и талей. Возможна правка изделий с помощью молотка или молота. При этом необходимо отслеживать появление трещин и разрывов в металле и сварочных швах.
7. Тепловая правка изделия после сварочных работ.
Способ заключается в нагреве газовыми горелками деформированных участков металлоизделия. Нагревают выпуклую (выгнутую) сторону детали, до такой степени, когда не произойдет пластическая деформация и внутренние напряжения не локализуются. Данный метод эффективно производить совместно с механической рихтовкой (см. п. №6).
Если позволяют размеры, то возможен так же отпуск изделия в печи. При нагреве до 400-500 °С снимается около 50% внутренних напряжений.
При данном способе существуют риски появления коробления изделия. Необходимо чтобы деталь обладала жесткостью и выдерживала температурное воздействие не изменяя своей геометрии.
В заключение несколько общих рекомендации.
Детали, обладающие большей металлоемкостью, ведет при сварке меньше. Например, конструкция из трубы со стенкой 8мм, будет деформироваться меньше чем со стенкой 4 мм.
Иногда целесообразно сварку заменить на альтернативные способы соединения. Это может быть клеевое соединение. Сейчас в продаже существует достаточно большое количество клеев по металлу как российского, так и иностранного производства. Если это допустимо, то можно использовать клепочное соединение.
В некоторых случаях рационально использовать MSG-пайку (пайка на полуавтомате в защитных газах) — которая происходит при температуре 1000 оС
Возможно применение точечной сварки или комбинированного — клеесварного соединения. Данный способ представляет собой точечную сварку и использование клея по металлу.
Все эти способы и методы позволяют успешно бороться с таким явлением, как температурная деформация металлоизделий после сварки.
Рекомендуем ознакомиться со статьями:
Инновационные технологии при сварочных работах
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Методы борьбы со сварочными деформациями
Разумный расчет — главный метод борьбы с деформациями при сварке
Самое важное здесь для производственника, который заказывает ту или иную деталь или корпус со сваркой — не упереться, когда ему скажут «а давайте изменим количество и протяженность швов — иначе металл может повести».
К сожалению, многие отвечают «а давайте без давайте» — и получают на выходе деформированную, ненадежную или, в лучшем случае, существенно подорожавшую деталь.
На практике часто достаточно заменить единый сварной шов на гиб — или на надежную последовательность коротких швов. В первом случае деформаций не будет никаких — они там в принципе невозможны. Во втором случае напряжение будет, но не дойдет до той точки, когда деталь поведет.
Дополнительные методы устранения сварочных деформаций металла
- Разумный способ сварки. Существуют хитрые способы сварки, позволяющие минимизировать деформации — например, каскадный и обратноступенчатый. Суть их — в том, что длинный шов как бы состоит из множества коротких. И каждый короткий накладывается так, чтобы образовать напряжение, противоположное напряжению предыдущего. В результате после длинной и хорошо рассчитанной цепи мини‑деформаций деталь суммарно оказывается такой же, как была.
- Подогрев детали. Да, гениально и просто. К сожалению, работает не всегда и бывает дорого. Суть в том, что перед/во время/иногда даже после сварки деталь разогревается вся целиком. И расширяется — вся. Соответственно, перепад температур и объемов между рабочей зоной и остальными будет существенно меньше.
- Термическая и механическая правка детали после сварки. Есть, конечно, свои ограничения. Главным образом — то, что эти методы эффективнее работают с остаточным напряжением, которое накопилось в детали за время процесса. Уже свершившиеся деформации исправляются не очень хорошо. А проблема механической правки — еще и в том, что она сама по себе может подпортить прочность изделия.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Читать также: Как посчитать класс точности прибора
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Металл ведет при сварке
предлагаю мой вопрос по борьбе с металлом чтоб не повело обсудить отдельно, кто не против. значит из ответов я понял, что нужно предварительно прихватывать, потом минимальные штрихи, поменьше ток и т.д. типа карты сварки. А как же тогда герметичные вещи сваривают, у меня огромное желание буржуйку сделать, ее что должно вдоль и вкривь повести? Какую технологию выбрать, чтоб не ошибиться. Или сразу отговорите, плиз.
2Alexey-Gr , Может и вкривь и вкось
, а можно и нормально, если технологию соблюдать, в любой книжке по сварке есть раздел «температурные деформации и как с ними бороться» — сварка от середины или обратно ступенчатая сварка длинных швов, последовательность сварки различных конструкций, предварительная деформация, проковка и температурная обработка и тд и тп.
2Alexey-Gr , Да как хочешь так и вари. Всё-равно после протопки исколбасит. Тонкий металл (0,8-1,2) + большие площади (от 1кв.метра) вот где фокусы начинаются, еще цвета побежалости не появились (200-300 град) , а металл коробить начинает.
Полуавтоматом можно неплохо варить — там зона нагрева у шва будет минимальная.
про толщину металла думал, как минимум 2-ку или 3-ку. сам по себе корпус получится жестче. думаю и вваренная решетка должна придать жесткость. полуавтомат не доступен. про ступенчатую сварку читал, но не практиковался. может использовать уголки как усилители?
2Alexey-Gr , Может лучше найти кусок трубы сантиметров 40 в диаметре?
сам не варил. Но от сварщика (сосед по горожу) знаю что не последнию роль играет качество самого металла. Т.е. откуда он был взят. Обычно все второстепенные вещи варят из того что нашли на свалках. Потом вырезают подходящие куски и приваривают куда надо. Но при этом все забывают что у первоначальной конструкции могут быть остаточные деформации и т.д. Обычно все это проявляется на 1-2 день после сварки. Поскольку сосед постоянно что то варит по просьбам страждущих из всякого говна, то на результат я насмотрелся.
2Alexey-Gr , Мне кажется больше проблем будет с дверкой, обязательно уведет (при топке) и закрываться перестанет плотно. Толщины 2 мм должно хватить, раньше прачки вовсе из жестянки делали, но надолго боюсь не хватит — прогорит. У меня в бане печка из 6-ки, тяжеленная, троем еле затащили. С трубой все сильно упрощается, факт. В свое время тренировался на сварке теплицы. Из кусочков трубы макс. длины 30 см. Швов получилось миллион.
а трубу вертикально ставить, ее не ведет? сплошной шов смело можно делать или как? торцы ж сплошным надо заделывать. мне желательно дымовую трубу выводить в бок , чтобы верх плоским остался.
2Alexey-Gr Для герметичного шва трубу сперва прихватывают по окружности, потом обваривают поверх прихваток. Насколько я понимаю, тебе кажется, что для герметичности нужно варить непрерывным швом. Но это не так. Вполне можно остановиться, заменить электрод или просто перекурить, потом продолжив, отступив назад на полсантиметра.
2Alexey-Gr , Не загоняйся, ни чего ты не испортишь, как понимаешь так и делай, тебе на месте виднее. Главное хорошие элнктроды. Откажись по возможности от МР-3, лучше УОНИ или АНО.
to All Какие есть хорошие электроды? Поделитесь опытом?
2andrey_o , Лосиноостровские синие
Destroyer написал : 2Alexey-Gr Для герметичного шва трубу сперва прихватывают по окружности, потом обваривают поверх прихваток. Насколько я понимаю, тебе кажется, что для герметичности нужно варить непрерывным швом. Но это не так. Вполне можно остановиться, заменить электрод или просто перекурить, потом продолжив, отступив назад на полсантиметра.
спасибо, так и сделаю. у меня электроды МР-3с Лосиный остров-синие, мне про них как сказали, что лучшие, так другими не пробовал. самому оч. интересно другими попробовать, обяз. куплю.
andrey_o написал : . Откажись по возможности от МР-3, лучше УОНИ или АНО. . Какие есть хорошие электроды? Поделитесь опытом?
Зря вы так на МР-3. Это современные электроды, в обмазке которых всякие вредные связующие заменены на безопасные. ОНО — электроды старые. Ими варят по привычке. УОНИ — электроды для ответственных швов при сварке сложных сталей, например — рельс. Есть очень хорошие электроды в . Это просто чудеса можно творить такими электродами. Но они все специализированные и дороговатые. Зато можно варить например под слоем воды с 10. 30 мм. Можно варить согнув электрод на 180 градусов. Можно варить алюминий без аргона. Можно наплавить твердый сплав и металл под закалку. Можно варить медь и медные сплавы. Я не рекламирую эту фирму, просто мы пользуемся их электродами в ответственных и специальных случаях. В остальных бытовых случаях практически везде -МР-3. Для сварки нержавейки — НЕРЖ — 13, для сварки черного металла с нержавейкой — ОЗЛ — 6. Вот такого набора вполне хватит для дома, для дачи. Конечно специальными буржуйским электродами варить намного комфортнее. Ткнул электрод в шов и веди вдоль или зигзугом или еще как. Он сам держит дугу, не козырит, не пузырит и не брызжет искрой. Но дорого.
How to Weld: The Ultimate Guide
Сварка в основном заключается в соединении двух металлических частей путем их нагрева до тех пор, пока они не расплавятся, так что они затвердеют как единое целое. В отличие от других обратимых способов соединения металла, эту связь нелегко разорвать, поэтому она обычно используется во многих промышленных целях, таких как автомобилестроение, космос, нефть и газ.
Мы расскажем вам о различных типах сварки, о том, что включает в себя основной процесс и является самой простой техникой сварки.
Обратите внимание, что какой бы тип сварки вы ни выполняли, вам потребуется открытое пространство для работы, чтобы избежать вдыхания газов, выделяемых во время процесса сварки.
Различные типы сварки могут использовать электрический ток, газ, ультразвуковое трение и электронные лучи для сварки металла вместе. Мы сосредоточимся на самом распространенном и безопасном виде сварки — с использованием электрического тока.
Важные термины
Прежде чем мы перейдем к практическим методам сварки, давайте проясним некоторые важные термины, которые помогут вам лучше понять процесс:
- CC- Постоянный ток относится к сварочным аппаратам, которые имеют ограниченный ток и создают отрицательную кривую напряжения, давая им название «капельницы».«Хотя напряжение будет меняться в зависимости от длины дуги, ток останется более или менее постоянным. Обычно это встречается у аппаратов для ручной дуговой сварки и сварки TIG.
- AC- Сварка с подачей проволоки на переменном токе создает нестабильную дугу с переменным током, но эта дуга стоит меньше всего.
- Присадочный металл — Это металл, который плавится в сварочной дуге и плавится вместе с свариваемыми металлами, образуя связующий сплав для почти необратимой связи.
- Экранирование- Электрическая дуга сварочных аппаратов должна быть защищена от газов, таких как азот, в воздухе, которые могут вызвать окисление металла. Защитный газ выходит либо из сварочного пистолета, либо путем создания флюса. Этот защитный газ содержит аргон, углекислый газ и гелий (известный как тримикс).
- Флюс- Это материал, который является частью сварочного стержня или заделан в проволоку, выходящую из сварочного пистолета. Это то, что выделяет защитный газ при сварке.
- Stick- Клюшкой при сварке называют металлический электрод, который также может подаваться на свариваемые металлы. На палку нанесено электродное покрытие, известное как флюс.
Какие виды сварки?
У разных сварщиков есть свои предпочтительные методы сварки, но есть несколько основных стилей, которым все они следуют. Общим фактором для всех стилей является то, что они включают создание металлической ванны и проталкивание (или вытягивание, в зависимости от используемого метода и личных предпочтений сварщика) электрода или металлического стержня через нее.Вам нужно равномерно поработать между двумя металлическими частями, чтобы убедиться, что они обе правильно сварены.
Существуют типы стержневой сварки, которые могут использоваться в различных обстоятельствах в зависимости от типа используемого металла и уровня квалификации сварщика.
Сварка МИГ
Этот вид сварки наиболее распространен среди новичков. При сварке в среде инертного газа (MIG) возникает электрический ток между двумя металлическими объектами, которые необходимо соединить. Сварочная проволока действует как электрод для подачи тока.
Когда сварочная проволока соприкасается с металлом, образуется замкнутая цепь. Когда провод слегка отодвигается от металла, возникает электрическая искра, которая становится достаточно горячей, чтобы расплавить конец металла (температура на этом конце поднимется до нескольких тысяч по Фаренгейту) двух объектов, которые необходимо удалить. плавленая и сварочная проволока. Как только свариваемые объекты остынут, на стыке двух концов появится видимая линия (шов).
Сварочная проволока выпускается из сварочного пистолета и подается к свариваемым металлам на протяжении всего процесса, продолжая плавиться.Сварочный пистолет также выпускает газ для очистки окружающего воздуха и защиты сварного шва от таких газов, как азот и т. Д.
СваркаMIG также известна как газовая дуговая сварка металла (GMAW).
Как сделать MIG Weld
Так как это самый простой вид сварки, мы рассмотрим его поближе:
Сварочный аппарат MIG будет иметь зажим заземления, замыкающий электрическую цепь между сварочным аппаратом, сварочным пистолетом и свариваемыми металлами. Кроме того, обязательно внимательно ознакомьтесь с руководством для сварщика.
СваркаMIG идеально подходит для более толстых металлов, но вам необходимо правильно управлять напряжением, чтобы избежать прожига металла, образования комков металла или окисления металла.
Убедитесь, что сварщик бензобака использует правильную смесь газов при идеальном давлении, и все готово.
Ручная сварка
Ручная сварка немного сложнее, чем MIG, и выполняется двумя руками. Требуется металлический присадочный стержень или палочка с флюсовым покрытием. При нагревании это покрытие из флюса на стержне плавится, выделяя газ и превращаясь в жидкий шлак, которые защищают свариваемые металлы от окисления.
Этот газ рассеивается сам по себе, но шлак необходимо очистить, растворив его в растворителях и удалив шлифовальной машиной.
Ручная сварка также известна как дуговая сварка в защитном металлическом корпусе (SMAW).
Сварка TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) требует высокого уровня навыков и точности. Подобно MIG, здесь используется электрод, но вместо проволоки, которая подается в свариваемые металлы, в сварочном пистолете используется стержень из вольфрамового металла.Сварщик оснащен сварочным пистолетом и присадочным стержнем. Как и при сварке MIG, создается электрическая дуга, которая плавит металл и присадочный пруток, чтобы сварить два металла вместе. Пистолет также испускает газ для защиты свариваемого металла.
При сварке TIG ток, протекающий в цепи, можно регулировать с помощью педали на аппарате TIG. По сути, это снижает или увеличивает температуру и предохраняет металл от теплового удара и его хрупкости.
В этом процессе сварщики работают в возвратно-поступательном движении, постоянно погружая стержень в металлическую ванну, созданную плавлением металлов и вольфрамового стержня от тепла.
Сварка TIG также известна как газовая дуговая сварка вольфрамовым электродом (GTAW).
Порошковая сварка
Последний и завершающий вид дуговой сварки порошковой проволокой (FCAW). Вместо проволоки, используемой при сварке MIG, в свариваемые металлы вводится электродная трубка. Трубка имеет металлический корпус и сердечник из флюса. Флюс плавится из-за тепла, выделяемого во время сварки, и выделяет жидкий шлак и газ, чтобы предотвратить окисление металлов и защитить их от внешних загрязнений.Как и при сварке штучной сваркой, очистка этого жидкого шлака является дополнительной задачей. Однако это более надежный способ защиты металла, чем газ, выделяемый сварочной горелкой.
В этом случае сварщик использует тянущее движение, чтобы предотвратить сварку жидкого шлака — случайная сварка шлака сделает металл пористым и оставит небольшие отверстия в готовом изделии.
Контактная точечная сварка
Этот процесс включает соединение двух металлических частей с помощью электрического тока, проходящего через электроды, расположенные на противоположных сторонах свариваемых металлов.Сварка металлов — это результат того, что металл сопротивляется протеканию тока (дуга отсутствует).
Защитный газ не требуется, и это считается одним из самых простых способов сварки. Однако его использование в основном ограничивается листовым металлом.
Контактная точечная сварка также часто называется точечной сваркой.
Каковы основы сварки?
Теперь, когда мы знаем различные методы сварки, нам нужно взглянуть на основное оборудование и материалы, необходимые для этого процесса:
Сварочное оборудование
В зависимости от типа выполняемой сварки, сварщики могут выбрать сварочный аппарат MIG или универсальный сварочный аппарат, который работает для всех четырех типов.
Помимо правильного аппарата, сварщики должны быть оснащены сварочной каской, которая защитит их лицо (особенно глаза) от тепла, газов, выделяемых во время процесса, и любых брызг жидкого шлака. Некоторые высокотехнологичные шлемы также оснащены экранами цифрового зрения, где вы можете уменьшить яркость, чтобы защитить себя от бликов.
Другое необходимое оборудование включает кожаные перчатки, прочную обувь, кепки, рубашки, полностью закрывающие руки, защитный комбинезон и т. Д.
Материалы
Основные материалы для сварки:
- Проволока MIG (или проволока с флюсовым сердечником, в зависимости от типа выполняемой сварки)
- Сварочные наконечники
- Электродные стержни (или трубки)
- Сварочный пистолет
- Пруток для газовой или TIG-пайки
Другое оборудование, которое может пригодиться в процессе:
- Зажимы (или магниты) для фиксации металлических предметов во время работы
- Регулируемый сварочный стол и подставка для комфортной работы
- Сварочные одеяла для предотвращения чрезмерного распространения искр (обычно они сделаны из стекловолокна).
Использование различных методов сварки для различных материалов
Прежде чем выбирать метод сварки, необходимо учитывать свойства свариваемого металла. Например, нержавеющая сталь плохо переносит тепло, поэтому, если будет накапливаться слишком много тепла, сталь может деформироваться и с большей вероятностью подвергнуться коррозии. В этом случае лучше использовать меньшее количество тепла — ток можно уменьшить с помощью педали сварочного аппарата.Чтобы компенсировать пониженный нагрев, движение сварочного стержня ускоряется.
Некоторые металлы, например алюминий, имеют более низкую температуру плавления и хорошо проводят тепло. Они могут быть очень реактивными по отношению к воздуху, поэтому вам нужно соблюдать особые меры, чтобы защитить их от окисления. Если окисленный слой все же образуется, он, скорее всего, будет иметь более высокую температуру плавления, чем металл ниже, и вам понадобится растворитель или металлическая щетка, чтобы удалить его.
Если металл, используемый в сварочном пистолете, слишком мягкий, он может запутаться.Чтобы предотвратить это, к сварочному пистолету прикреплены направляющие трубки, которые направляют движение проволоки.
Подготовка металла к сварке
Если вы работаете со старым или окрашенным металлом, вам нужно соскрести с металла всю краску или ржавчину. Угловая шлифовальная машина и наждачная бумага с высоким зерном помогут вам выполнить работу. Отшлифуйте металл, пока он не станет полностью блестящим и гладким.
Если вы используете угловую шлифовальную машину, будьте осторожны с мягкими металлами, которые легко формуются.
Очистите металл ацетоном, чтобы удалить с него пыль и грязь.Как только металл очистится от загрязнений, он готов к сварке.
Перед началом сварки протрите металлическую поверхность чистой тканью, чтобы удалить остатки ацетона, и можно приступить к работе.
Расположите металлы так, как вы хотите сваривать — вы можете использовать зажимы, чтобы закрепить объекты на месте, чтобы они не двигались во время процесса.
Что делать, если вы новичок в сварке?
Если вы новичок в сварке, вам нужно кое-что понять, и рекомендуется потренироваться на металлоломе, прежде чем работать с самими объектами, которые необходимо сваривать.
Начните с прочтения руководства, прилагаемого к сварочному аппарату. Установите настройки в соответствии с используемым материалом.
Если вы все еще новичок в сварке, вам может потребоваться немного практики, чтобы достичь оптимального сочетания напряжения и скорости подачи проволоки.
Проволока выступает из конца сварочного пистолета примерно на ½ дюйма. Держите пистолет на расстоянии 3/8 дюймов дюймов от рабочей поверхности. Когда вы начнете работать, вы будете толкать пистолет вперед. В некоторых случаях вы можете использовать тянущее движение, но это может привести к рассеиванию защитного газа, испускаемого сварочной горелкой.
Вы должны быть осторожны со скоростью, с которой вы перемещаете пистолет — это повлияет на температуру металла и количество сварочной проволоки, которую вам нужно будет подать. Многие сварщики используют «взбивание» техника для создания постоянной скорости. Это также создает более узкий шов бисера на стыке двух металлов.
Учтите, что во время сварки не должно быть щелкающих или хлопающих звуков. В лучшем случае вы услышите жужжание во время работы (похоже на шипение жира на сковороде).В течение нескольких минут вы должны были сварить часть металла, в зависимости от размера того, над чем вы работаете.
Сводка
Сварка — непростая задача, но, опять же, она включает плавление металла путем его нагрева до температуры до тысяч градусов по Фаренгейту. Прежде чем вы решите начать сварку самостоятельно, вам необходимо пройти соответствующую подготовку, знать, какой метод лучше всего подходит для используемых вами металлов и какой метод вам больше всего подходит.
Прежде чем сваривать ценные предметы, потренируйтесь на металлоломе.Как только вы будете уверены, что сможете выполнить работу чисто, не причинив себе вреда и не сделав конечный результат неровным или с крошечными дырочками, вы готовы.
Связанные вопросы
Вот ответы на некоторые часто задаваемые вопросы о сварке:
Сложная сварка?
Сварка — задача, требующая большой практики. Это определенно непростая задача, и многим людям могут потребоваться годы, чтобы овладеть этим искусством (и все же они могут не достичь совершенства). Чтобы научиться правильно сваривать, многим людям необходимо пройти сертификацию, пройдя специализированные курсы или посещая школу сварщиков.Приложив немного терпения и много практики, вы сможете овладеть навыками сварки.
Какой самый простой способ научиться сварке?
Хотя сварка сложна, сварка MIG — самый простой способ начать. Этот вид сварки является наименее сложным из всех 4 методов, и легче понять, как использовать сварочный аппарат MIG.
Сварка вредна для глаз?
Сварка производит УФ-лучи, которые могут вызвать ожоги глаз (известный как фотокератит) — это может повлиять на ваше зрение, а в крайних случаях может привести к слепоте.Вот почему сварщики должны носить соответствующие сварочные маски во время работы.
Требуется ли для сварки математика?
Для профессиональной сварки математика является важным требованием (да, вы пройдете подготовку по этому вопросу при получении сертификата). Сварщики должны уметь читать чертежи, рассчитывать количество подачи проволоки, которое им потребуется в течение всего процесса, измерять глубину проплавления и т. Д.
Какой вид сварки самый прочный?
В то время как MIG может быть самым простым, сварка стержнем и порошковой проволокой создает самые прочные связи и подходит практически для любого типа используемого металла.
Подобные сообщения:
Как выполнять сварку: руководство по сварке для начинающих
Если вы хотите научиться сваривать, то вы попали в нужное место! Я покажу вам все, что вам нужно знать, чтобы приступить к сварке с очень небольшими первоначальными затратами, даже если вы новичок!
Сварка — это процесс соединения двух металлов вместе путем их нагрева до горячих температур расплава и последующего манипулирования расплавленной сварочной лужей для создания сварного шва.
Это только начало обучения сварке.
Сварка требует очень много усилий, таких как очистка металла, подгонка, резка, измерение, проверка правильности сварочных процессов и многое другое.
Контроль сварочной ванны со сварочной жидкостью — вот где требуется много практики.
Тепло, необходимое для доведения мягкой стали до температуры плавления, составляет около 2700 ° F. В каждом процессе сварки металл нагревается до разной температуры.
Например, тепло, создаваемое наконечником кислородно-ацетиленовой горелки, составляет около 6300 ° F, что достаточно для плавления стали.
При дуговой сварке на кончике электрода нагревается примерно от 6 000 до 10 000 ° F.
Здесь я расскажу о различных сварочных процессах и расскажу вам, каковы преимущества и преимущества каждого процесса, какой из них лучше всего подходит для начинающих, которые хотят научиться сварке
Как сваривать в первые дни: Кузнечное дело
До того, как появились какие-либо процессы дуговой сварки или кислородно-ацетиленового газа для нагрева металла, были кузнецы.
Кузнецы должны были нагреть металл в кузнице, и вместо того, чтобы довести металл до температуры жидкости и сварить его, они должны были сколотить сталь вместе.
Этот процесс сплавляет металл вместе и называется кузнечной сваркой. До середины 1800-х годов большая часть сварочных работ выполнялась таким образом.
Несмотря на то, что этот процесс сварки является долгим и трудным, он по-прежнему остается тем же принципом, что и газовая сварка или дуговая сварка.
По сути, вы соединяете два металла вместе.
Кислородно-ацетиленовая сварка
Кислородно-ацетиленовая сварка была разработана и использовалась с середины до конца 1800-х годов. Этот процесс включает смешивание кислорода с ацетиленом, в результате чего образуется очень горячее пламя.
Для кислородно-ацетиленовой сварки используются газовые баллоны высокого давления, содержащие два газа — кислород и ацетилен. Газы можно смешивать и использовать для сварки с помощью регуляторов, шлангов, смесителя горелки и сварочных наконечников.
После включения газов и их зажигания их необходимо отрегулировать, чтобы обеспечить правильное пламя для правильной сварки. Вы должны направить пламя на сварной шов и использовать присадочный стержень, чтобы облегчить сварной шов.
Возможно, я немного упростил это, потому что есть еще несколько шагов по сварке с использованием кислородно-ацетиленовой сварки.Во-первых, вам нужно выбрать сварочный наконечник, соответствующий толщине металла, с которым вы работаете.
Вы должны использовать больший наконечник для более толстого металла и меньший наконечник для более тонкого металла. Вы также должны отрегулировать давление регулятора, чтобы подавать нужное количество газов на сварочные наконечники.
Если у вас неправильно настроено давление, вы можете перегреть металл или не нагреть его настолько, чтобы начать сварку. Кислородно-ацетилен — это медленный процесс сварки, так как пламени требуется время, чтобы нагреть металл до температуры расплава.
При работе с низкоуглеродистой сталью толщиной более дюйма лучше вообще избегать использования кислородно-ацетиленового процесса, так как он занимает слишком много времени, а зона термического воздействия слишком велика.
Дуговая сварка практически заменила кислородно-ацетиленовую сварку с момента ее появления. Дуговая сварка выполняется намного быстрее, эффективнее и обеспечивает более качественные сварные швы. Вы также можете сваривать более толстые металлы с помощью процесса дуговой сварки.
Кислородно-ацетиленовая пайка: соединение разнородных металлов
Пайка — это процесс соединения двух металлов вместе с помощью латунного присадочного прутка и часто разнородных металлов без фактического плавления основных металлов.
Большинство типов металлов можно паять. Например, вы можете паять медь, нержавеющую сталь, латунь, низкоуглеродистую сталь, чугун, бронзу, оцинкованную сталь и многое другое.
А с помощью пайки можно соединять разные металлы друг с другом. Вы можете соединить латунь и медь вместе, сталь с медью и т. Д.
Пайка — хороший процесс, поскольку для ее выполнения требуется гораздо меньше тепла, чем при сварке, что приводит к меньшему короблению металла. Вот почему пайка популярна в автомобильном листовом металле.
Для плавления стали требуется около 2700 ° F, но при пайке металл нагревается только до 1000 ° F.
Пайка обычно включает использование латунного присадочного стержня с флюсом для удаления поверхностных примесей и обеспечения хорошего сцепления двух металлов.
Многие люди думают, что, поскольку на самом деле вы не плавите два металла вместе, а, скорее, соединяете два куска металла с помощью латунного присадочного стержня, который прилипает к металлам, паяное соединение не такое прочное.
Однако во многих случаях во время испытаний на растяжение сталь ломается до того, как разорвется сам паяный шов.
Дуговая сварка (также известная как палочка)
Дуговая сварка — это процесс соединения двух металлов вместе с использованием электрода в качестве присадочного стержня и электрической дуги для плавления металла.
Дуговая сварка, или, как ее еще называют, «сварка палкой», использует для сварки пруток, покрытый флюсом. Флюс — это химическое покрытие, которое используется при сварке для защиты сварочной ванны от атмосферных газов, таких как азот и кислород.
Если вы попытаетесь выполнить дуговую сварку без сварочного стержня, покрытого флюсом, ваши сварные швы получатся слабыми и будут иметь пористость.
«Пористость» — это когда в сварном шве образуется много отверстий из-за отсутствия при сварке агента защиты от атмосферных воздействий, такого как флюс.
Сварочные электродыС помощью дуговой сварки можно сваривать множество различных металлов. Например, вы можете сваривать нержавеющую сталь, бронзу, алюминий, низкоуглеродистую сталь и чугун.
Вам просто нужно убедиться, что вы используете правильный стержневой электрод для того металла, который вы свариваете.Если вы свариваете сталь, вы будете использовать стальной электрод, и то же самое относится к каждому типу металла, который вы свариваете.
Процесс обучения дуговой сварке начинается с выбора правильного электрода. После выбора электрода следующим шагом будет заземление заготовки.
Сварка не может начаться, пока вы не заземлите заготовку зажимом заземления. Теперь вы можете включить станок, установить уровень производительности и зажечь дугу.
Как только дуга зажжется, вы увидите форму расплавленной лужи.Ваша задача — контролировать эту лужу и направлять ее туда, куда вы хотите.
Поскольку вы только учитесь, при обучении сварке важно попрактиковаться в использовании большого количества сварных швов в плоском положении, прежде чем пытаться делать какие-либо сварные соединения.
Сварка MIG (сварка с подачей проволоки)
Сварка MIG означает «инертный газ металла». Это процесс дуговой сварки, в котором в качестве сварочного электрода используется проволока с постоянной подачей.
Он называется инертным газом для металла, потому что в нем используется инертный газ, такой как CO2 и аргон, для защиты сварочной ванны от атмосферных газов, таких как азот и кислород, которые могут ослабить сварной шов.
Проволочный электрод на катушке помещается внутри сварочного аппарата MIG. Он проходит через пистолет, который подает проволоку при нажатии на спусковой крючок.
СваркаMIG похожа на сварку штучной сваркой, поскольку перед началом сварки необходимо заземлить заготовку с помощью зажима заземления.
Процесс обучения переносу сварного шва намного быстрее, чем сварка штучной сваркой, потому что у вас есть непрерывная подача проволоки, и вам не нужно менять отработанные электроды.
Метод сварки MIG получил широкое распространение в промышленности, когда производителям потребовался быстрый метод сварки.
СваркаMIG — это, безусловно, самый простой способ научиться сваривать благодаря своей простоте. Помимо подгонки и подготовки металла, вы действительно готовы приступить к сварке с помощью сварочного аппарата MIG прямо из коробки.
Сварка TIG (процесс Cadillac)
Сварка TIG (вольфрам в инертном газе) — это Cadillac сварочных процессов. Вы можете получить самые красивые сварные швы, используя сварочный аппарат TIG.
TIG — это чрезвычайно точный сварочный процесс. Вы можете сваривать вместе очень тонкие металлы, например, 2 коксовые банки или 2 бритвенных лезвия, с помощью TIG.Вы можете успешно сваривать очень тонкие металлы с очень толстыми, потому что сварка TIG не нагревает большую площадь детали.
Для сваркиTIG используется горелка с твердым вольфрамовым электродом, в защитном газе аргон и присадочный стержень, который погружается в сварочную ванну.
TIG очень похож на кислородно-ацетиленовую сварку, поскольку в обоих случаях используется присадочный пруток для погружения в сварочную ванну. Однако с помощью TIG вы можете сваривать сталь, нержавеющую сталь, алюминий, титан, магний и многое другое.
TIG использует ножную педаль для управления нагревом горелки.Вы продвигаетесь вперед, чтобы получить больше тепла, и отталкиваетесь, чтобы уменьшить тепло. В процессе сварки TIG в горелке выделяется много тепла, и поэтому производители делают сварочные аппараты TIG со встроенной системой водяного охлаждения.
TIG — это продвинутый процесс сварки, позволяющий научиться сваривать, от которого вы, вероятно, не захотите отказаться, пока не освоите процессы MIG и дуговой сварки.
Полное руководство по сварке клеевым слоем (SMAW)
Ручная сварка (SMAW или дуговая сварка защищенного металла) — один из самых популярных сварочных процессов наряду с MIG и TIG.Это простая процедура, популярная среди сварщиков на открытом воздухе, поскольку на нее не влияет ветер, в отличие от сварки MIG и TIG, при которой используются газовые баллоны. В нашем полном руководстве вы узнаете о преимуществах и недостатках электродной сварки, о том, как ее настроить, о процессах электродной сварки и советах по поиску и устранению неисправностей.
Что такое сварка стержнем (SMAW)?
Сварка палкой выполняется путем зажигания электрической дуги между металлическим электродом и заготовкой. Электрический ток проходит через электрод, плавит его в заготовке и образует сварочную ванну.Электрод покрыт слоем флюса, который плавится и защищает сварочную ванну от загрязнения атмосферой (точно так же защитный газ защищает ее при MIG и TIG).
Флюс образует слой шлака, который образуется поверх сварного шва, который необходимо будет отколоть и очистить щеткой после завершения сварки.
Преимущества сварки штангой
- Ручная сварка переносная. Небольшой сварочный аппарат может работать с толстым металлом, он не очень тяжелый, и вам не потребуется устройство подачи проволоки или какое-либо дополнительное оборудование, например газовый баллон.
- Сварка палкой — лучший выбор для работы на открытом воздухе. Сварка газом не даст хороших результатов в ветреную погоду.
- Это легче освоить, чем сварка TIG, но требует определенных навыков.
- Металл можно сваривать с прокатной окалиной или ржавчиной.
Недостатки сварки штангой
- Это требует большего мастерства, чем MIG, поскольку вам нужно держать электрод на определенном расстоянии от металла, когда он горит.
- Образует намного больше брызг и шлака.
- Увеличение времени очистки приводит к снижению эффективности.
- Сварка не будет такой сложной и качественной, как TIG.
Начало работы — что вам нужно
Защитное оборудованиеПри сварке самым важным фактором всегда является ваша безопасность. Вы должны прочитать и соблюдать всю информацию по технике безопасности и инструкции, прилагаемые к руководству для любого оборудования, которое вы используете при сварке штангой.
При сварке вам потребуется защита тела от тепла, ультрафиолетовых лучей и искр, создаваемых дугой.Огнестойкая одежда с длинными рукавами защитит ваше тело, а защитные очки и сварочный шлем защитят вашу голову и глаза.
Сварку следует выполнять только при наличии достаточной вентиляции из-за выделяемых паров. Если вы на улице на ветру, все будет в порядке, но если вы находитесь в помещении, вам нужна вентиляция. Выхлоп — лучший способ удалить испарения из помещения.
Сварочный аппарат
Вы не сможете выполнять ручную сварку без сварочного аппарата.Вы можете использовать универсальный сварочный аппарат, который позволит вам выполнять несколько типов сварки, например, MIG, TIG и Stick. Или вы можете использовать только ручную сварку, что намного дешевле.
На рынке много сварщиков. Вы можете ознакомиться с нашим полным руководством по выбору сварочного аппарата, чтобы узнать больше.
Зажим заземления
Зажим заземления обычно идет в комплекте со сварочным аппаратом. его следует подключить к аппарату для ручной сварки и закрепить на заготовке.
Инструмент для удаления шлака
При сварке палкой на сварном шве образуется шлак.По этой причине вам необходимо очистить сварной шов после того, как вы это сделаете. Лучше всего использовать стружку и молоток, чтобы отколоть шлак, а затем очистить металлической щеткой.
Выбор электрода
Существуют сотни различных типов стержневых электродов, и вам нужно будет выбрать тот, который подходит для вашего сварочного проекта. Самыми популярными являются 6010, 6011, 6012, 6013, 7014, 7024 и 7018. Когда вы работаете с низкоуглеродистой сталью, подойдет любой электрод E60 или E70.Электрод 7018, вероятно, самый популярный из всех этих электродов, обеспечивающий действительно прочные сварные швы, но электрод 6013 — хороший выбор для начинающих.
Чтобы понять, какой электрод выбрать, нужно понимать, что означает каждая из 4 цифр.
- Первые две цифры показывают минимальную прочность на разрыв. Например, электрод с пределом прочности на разрыв 60 000 фунтов на квадратный дюйм будет начинаться с 60. Это должно соответствовать прочностным характеристикам основного металла.
- Третья цифра указывает, в каких положениях электрод может использоваться при сварке.Номер один означает возможность использования в любом положении, в то время как номер 2 может использоваться только в горизонтальном положении.
- Четвертая цифра сообщает вам ток, который вы можете использовать для электрода, и покрытие на электроде. Ниже у нас есть справочная таблица.
| Цифра | Тип покрытия | Сварочный ток |
| 0 | Натрийцеллюлоза | dcep |
| 1 | Целлюлоза Калий | ac, dcep, dcen |
| 2 | Титан натрия | ac, dcen |
| 3 | Титания калий | ac, dcep, dcen |
| 4 | Железный порошок Титания | ac, dcep, dcen |
| 5 | Натрий с низким содержанием водорода | dcep |
| 6 | Калий с низким содержанием водорода | ac, dcep |
| 7 | Железный порошок оксид железа | ac, dcep |
| 8 | Железный порошок с низким содержанием водорода | ac, dcep, dcen |
Установка для сварки штангой
Сварка палкой— это довольно простая установка, которая будет выглядеть примерно так, как показано на рисунке ниже.Помните, что ваши настройки полярности будут зависеть от используемого электрода, поэтому обязательно дважды проверьте, является ли он AC / DC- / DC +. Для начала попробуйте электроды 6013 на DCEN на стальной пластине 3/16 дюйма.
Как сделать первый сварной шов палкой
Итак, вы все настроили, теперь вы готовы наложить сварной шов. Убедитесь, что все настройки верны, возьмите пару кусков металлолома и поместите их в стык. Сварка палкой требует определенных навыков, поэтому всегда лучше сначала потренироваться на каком-нибудь металлоломе, прежде чем вы начнете пытаться сварить реальный проект.
Удар по дуге
Когда весь электрод окажется в держателе электрода, включите сварочный аппарат. Чтобы зажечь дугу, поместите кончик электрода на металл и быстро проведите им, как будто вы зажигаете спичку. Если образовалась дуга, слегка приподнимите электрод, а затем вы можете вытянуть им также металл. Если электрод прилипает к металлу, отломите его, слегка повернув. Если дуга гаснет, значит, вы слишком высоко подняли электрод над поверхностью и должны опустить его.Когда дуга зажжется, она должна издать звук, похожий на жареный бекон, если звук громкий и агрессивный, то вам нужно уменьшить силу тока.
Перемещение электрода
После того, как вы зажгли дугу, вы должны провести электрод по стыку, чтобы выполнить сварку. Перед перемещением электрода необходимо установить его под правильным углом, который составляет от 15 до 30% к вертикали.
Как только вы установили правильный угол, вам нужно медленно потянуть электрод на себя.Вы не можете толкать электрод, потому что шлак попадет в сварочную ванну и вызовет пористость. Вам нужно будет держать устойчивую руку, поэтому попробуйте положить другой локоть на стол и удерживать руку, которая держит электрод, чтобы удерживать его. Протестируйте его несколько раз и устраните неполадки, используя раздел устранения неполадок в конце этого сообщения.
Другие позиции для сварки
При угловой сварке перевернутого Т-образного шва следует отрегулировать угол примерно на 35% от горизонтали.Это связано с тем, что сварной шов начнет немного опускаться под действием силы тяжести, если угол не будет отрегулирован, чтобы помочь подтолкнуть валик вверх против силы тяжести.
Чем больше образуется шлака, тем больший угол вам понадобится. Если ваш угол слишком мал, шлак попадет в сварочную ванну и вызовет дефекты сварного шва.
Распространенные ошибки и устранение неисправностей
Начав сварку штучной сваркой, вы, скорее всего, сделаете несколько ошибок, даже если у вас есть опыт работы с MIG или TIG.Наиболее частые ошибки, которые я вижу, — это слишком длинная дуга, неправильный угол сопротивления, сварка с неправильной скоростью и неправильной температурой.
Много брызг
Существует множество причин появления слишком большого количества брызг при сварке, одна из самых распространенных — слишком длинная дуга. Вы должны держать электрод только очень немного выше заготовки, иначе дуга не сможет сфокусироваться и будет беспорядочно прыгать, вместо того, чтобы быть плавной.
Если есть брызги и дуга издает громкий визг, возможно, у вас слишком высокая сила тока, и вам следует уменьшить ее.
Пористость
Одна из основных причин пористости в сварном шве при сварке штучным электродом — слишком крутой угол наклона электрода. Если не удерживать шлак в задней части сварочной ванны, оттягивая электрод назад под углом, шлак смешается с лужей и вызовет пористость.
Выточка
Поднутрение — это небольшая воронка на носке сварного шва между сварным швом и металлической пластиной, которая делает сварной шов более слабым. Если у вас есть подрез и сварной шов выглядит выжженным, попробуйте уменьшить силу тока, потому что он слишком горячий.
Тонкий сварной шов
Идеальный валик сварного шва должен быть примерно в 2,5 раза больше диаметра электрода. Если сварной шов действительно узкий, он не будет иметь достаточного проплавления. Попробуйте снизить скорость примерно на половину скорости, с которой вы первоначально тянули электрод, и вы увидите лучшие результаты.
Кусковой сварной шов
Если вы будете тянуть электрод слишком медленно, присадочный металл будет накапливаться и становиться комковатым. Другая причина — слишком низкая сила тока, которая ограничивает проникновение и приводит к тому, что присадочный металл просто ложится поверх стыка.
Неисправность при запуске дуги
Если у вас возникли проблемы с зажиганием дуги, это может быть связано с тем, что она слишком холодная, что вызывает слабую дугу. Попробуйте увеличить его на 15 ампер или около того и посмотрите, не станет ли это проще.
Последние мысли
Надеемся, вам понравилось наше руководство по сварке штучной сваркой. Мы были бы очень признательны, если бы вы оценили его и поделитесь им.
Способ сварки (дуга)
Эта статья предназначена для того, чтобы научить вас пользоваться аппаратом для дуговой сварки флюсом.Этот аппарат является одним из самых простых сварочных аппаратов, доступных сегодня на рынке, и известен как удобство в использовании, так и рентабельность. Несмотря на то, что есть несколько ограничений в отношении того, что вам может сойти с рук на этом аппарате, он отлично подходит для начинающих и идеально подходит для выполнения неструктурной декоративной сварки.
Пример сварочного аппарата для порошковой дуговой сваркиШаг 1: Безопасность
Первое и самое важное, что нужно учитывать при использовании любого сварочного аппарата, — это безопасность. Электричество, необходимое для дуговой сварки, не только очень горячее, но и генерирует опасный ультрафиолетовый свет, который может легко повредить ваши глаза, если вы посмотрите прямо на него.Вот почему вы всегда должны использовать соответствующие средства индивидуальной защиты (СИЗ) при работе над сварочным проектом. Сюда входят, помимо прочего: защитные очки, кожаная сварочная куртка, сварочные перчатки и, конечно же, сварочная маска (также известная как сварочный капюшон). Также очень помогает, если у вас длинные брюки и обувь с закрытым носком. Известно, что дуговая сварка порошковой проволокой (FCAW) генерирует множество искр, которые могут легко обжечь любые незащищенные участки вашего тела, так что прикрывайте себя! Эти искры также могут легко вызвать возгорание, поэтому любые легковоспламеняющиеся материалы следует хранить на разумном расстоянии от места сварки.
При этом сварка может быть забавным и увлекательным способом изготовления изделий из металла, и после небольшой практики появляется бесконечный потенциал для изготовления действительно крутых вещей. Итак, приступим.
Шаг 2: Собрать необходимое оборудование
Перед тем, как приступить к сварке, убедитесь, что у вас под рукой есть все инструменты, необходимые для проекта. Следующий список должен содержать все, что вам понадобится в ходе вашего сварочного проекта:
- Защитные очки
- Сварочная маска
- Перчатки
- Кожаная куртка
- Средства защиты органов слуха
- Плоскогубцы
- Отбойный молоток
- Проволочная щетка
- Шлифовальный станок с отрезными / шлифовальными / проволочными кругами
- Зажимы
- Магниты
- Рулетка / металлическая линейка
- Вытяжной аппарат
- и конечно же сварщик!
Шаг 3. Очистите металл
Несмотря на то, что FCAW известен тем, что это процесс, который можно избежать при сварке грязного металла, все же важно очистить область металла, которую вы планируете сваривать.Обычно это делается с помощью проволочной щетки, шлифовальной машины или, что еще лучше, шлифовальной машины с проволочным колесом. Удаление загрязнений, таких как ржавчина или краска, резко повысит качество ваших сварных швов, поэтому всегда полезно потратить время на очистку вашего проекта перед началом сварки.
Перед тем, как приступить к работе со шлифовальной машиной, вы всегда должны принимать меры, чтобы обеспечить надежность шлифования металла, который вы планируете шлифовать. Обычно это делается с помощью зажимов, но предпочтительно не пружинных зажимов, поскольку они не всегда оказывают необходимое усилие, необходимое для удержания металла на месте при шлифовании.Сварщики часто предпочитают настольные тиски или С-образный зажим, поскольку эти инструменты позволяют сварщику контролировать величину давления, прикладываемого к заготовке.
Когда металл закреплен, вы можете шлифовать его до тех пор, пока не удалите большую часть вещества, мешающего голому металлу. Во время шлифования обязательно направляйте искры в безопасном направлении (т. Е. Не на людей или легковоспламеняющиеся предметы).
Сварщик чистит лист перед сваркойШаг 4: Обрежьте металл
Помимо сварочного металла, который был достаточно очищен, вы должны также убедиться, что ваш металл был обрезан до необходимой длины.Правильная резка металла может быть не менее, если не более сложной, чем настоящая сварка, в зависимости от того, с чем вы работаете.
Точный рез начинается с точной отметки на заготовке. Обычно это делается с помощью мыльного камня или фломастера и линейки с прямым краем. Как только вы будете удовлетворены своей маркировкой, вы можете приступить к резке заготовки.При резке листового металла большой длины рекомендуется использовать какую-либо направляющую, чтобы обеспечить прямой разрез, например, угол или длинный квадрат. Пруток.Для каждого разреза вы должны зажимать заготовку так, чтобы она никуда не уходила после начала резки.
Раскрой листа металлаШаг 5: Настройте заготовку
После того, как вы очистили металл и отрезали его до нужных размеров, пора настроить заготовку так, чтобы вы могли легко сварить ее прихваточным швом, не слишком сильно с ней борясь. Для массового производства именно здесь вы обычно разрабатываете своего рода приспособление, которое позволит вам легко установить детали на свои места, не задумываясь об этом.
Чрезвычайно важно убедиться, что детали, которые вы собираетесь сваривать, закреплены в точном положении, в котором вы планируете их сваривать. Сварка незакрепленных материалов может привести к бесчисленным ошибкам и может добавить к вашему проекту ненужную дополнительную работу, поэтому обязательно дважды и трижды проверяйте заготовку, прежде чем делать первый прихваточный шов. После того, как вы все выровняли точно, пора приступать к сварке!
Шаг 6: Включите сварочный аппарат и отрегулируйте настройки
Конечно, настройка сварочного аппарата до соответствующих настроек — еще одна важная часть вашего проекта.Если у вас довольно тонкий листовой металл, приваривайте меньшее значение с меньшей скоростью подачи проволоки. По мере увеличения толщины свариваемого металла вам может потребоваться увеличить напряжение и скорость подачи проволоки по своему усмотрению. Всегда полезно сделать пару пробных сварных швов на металлоломе, чтобы убедиться, что ваши настройки правильные, прежде чем вы действительно начнете свой проект.
Если вы не уверены, какие настройки следует использовать для вашего собственного проекта, обратитесь к руководству пользователя.
Шаг 7: Прихватите заготовку
После того, как вы правильно выровняли все и настроили сварочный аппарат на соответствующие настройки, сварите прихваточными швами углы заготовки. При прихваточной сварке важно убедиться, что вы действительно соединяете обе стороны металла вместе. Когда вы нажимаете на спусковой крючок горелки, обратите внимание на то, куда вы наносите сварочный металл, и что вы попадаете на заготовку именно там, где одна деталь контактирует с другой.Сварка одной стороны больше, чем другой, приведет к недостаточному сплавлению, что может привести к тому, что два куска металла не будут соединяться должным образом. Не забудьте очистить только что сваренную область проволочной щеткой, чтобы удалить шлак, образовавшийся в результате прихваточного шва.
В идеале, когда вы скрепите каждый угол вместе, ваша заготовка обретет форму, и вы сможете увидеть, выровнены ли стороны и приварены ли они в правильном положении. Если нет, то сейчас самое время исправить свои ошибки, так как после завершения сварки их будет гораздо сложнее исправить!
Небольшая коробка со сваренными прихваточными швами уголкамиШаг 8: Заполните оставшиеся области сварными швами «валиком»
Предполагая, что вы правильно соединили все вместе, теперь вы можете вернуться и заполнить оставшиеся швы сварными швами.Здесь вы действительно сможете отточить свои сварочные навыки, поэтому обратите особое внимание на то, как угол наклона горелки, скорость хода и вылет электрического тока влияют на внешний вид ваших сварных швов.
Самое важное, что нужно учитывать при выполнении этих сварных швов, — это поддерживать согласованность в вышеуказанных категориях. Другими словами, как только вы определились с правильным углом резака, не меняйте его в процессе сварки. Скорость вашего движения должна быть достаточно высокой, и вы не хотите ускорять или замедлять середину сварного шва, а поддерживайте постоянный темп.Наконец, ваш электрический вылет никогда не должен быть больше 1/2 дюйма или меньше 1/4 дюйма, поэтому лучше всего держать его на уровне 3/8 дюйма.
Постоянное владение техникой сварки является ключом к умению вести профессиональную сварку, и потребуется некоторая практика, прежде чем ваши сварные швы получатся безупречными. Помните об этом, если они не выглядят хорошо с первого раза, просто наберитесь терпения, напомните себе, что практика ведет к совершенству.
Сварка сварными швами сваренных прихваточными швами листов между собойШаг 9: Очистите свой кусок
После того, как вы все сварите, от флюса останется много брызг и шлака.Пришло время использовать отбойный молоток и металлическую щетку, чтобы удалить как можно больше этого, прежде чем начинать шлифование.
После того, как вы удалите столько, сколько сможете, возьмите пару плоскогубцев и прижмите их к одному из внешних краев заготовки. Осторожно используйте настольную шлифовальную машину для шлифовки сварных швов до тех пор, пока вы не удалите в основном внешние слои сварного шва, а углы не окажутся заподлицо со сторонами. Во время шлифования убедитесь, что обрабатываемая деталь надежно закреплена на защитном кожухе.Возможно, вам придется повторно зажать клещи один или два раза, чтобы эффективно отшлифовать каждый угол. Если вы правильно сварили края, каждый угол должен выглядеть как плавный переход с каждой стороны и не иметь отверстий или трещин. Если нет, возможно, вам придется снова сварить участки с дефектами и повторить процесс очистки / шлифовки до тех пор, пока вы не достигнете желаемых результатов.
На этом сварка практически завершена!
Шаг 10: Очистите территорию
Очистите место, где вы работали, и положите все инструменты на место, где вы их нашли.Это сделает ваш следующий сеанс сварки еще более эффективным.
Шаг 11: Прибыль!
Когда вы освоитесь со сваркой, попробуйте проявить творческий подход и сделать что-нибудь отличное для дома или сада. Чем больше вы практикуетесь и чем больше проектов выполняете, тем больше удивляетесь, почему вы не научились сварке раньше!
Источник: Instructables
Пять шагов к совершенствованию техники сварки штангой
Основные элементы для улучшения результатов
Для многих людей, особенно тех, кто плохо знаком с ней или, возможно, не занимается сваркой каждый день, сварка электродом, также известная как дуговая сварка в экранированном металле (SMAW), является одним из самых сложных процессов для изучения.Опытные сварщики, которые могут взять в руки жало, вставить электрод и раз за разом наложить отличные сварные швы, могут внушать большой трепет остальным. Они заставляют это выглядеть легко.
Однако остальные из нас могут с этим бороться. И в этом нет необходимости, если мы не обратим внимание на пять основных элементов нашей техники: установка тока, длина дуги, угол наклона электрода, манипуляции с электродом и скорость перемещения — или сокращенно CLAMS. Правильное решение этих пяти основных вопросов может улучшить ваши результаты.
Подготовить
Хотя сварка электродом может оказаться наиболее щадящим процессом для грязного или ржавого металла, не используйте это как оправдание для неправильной очистки материала. С помощью металлической щетки или шлифовального станка удалите грязь, копоть или ржавчину с места сварки. Игнорирование этих шагов снижает ваши шансы на сварку с первого раза. Нечистые условия могут привести к растрескиванию, пористости, неплавлению или включениям. Пока вы работаете, убедитесь, что у вас есть чистое место для рабочего зажима. Хорошее и надежное электрическое соединение важно для поддержания качества дуги.
Расположитесь так, чтобы хорошо видеть сварочную ванну. Для наилучшего обзора держите голову подальше от сварочного дыма, чтобы обеспечить сварку в стыке и удерживать дугу на переднем крае лужи. Убедитесь, что ваша стойка позволяет вам удобно поддерживать электрод и манипулировать им.
МОЛОЧКИ
Объединение всех точек CLAMS (текущая настройка, длина дуги, угол наклона электрода, манипуляции с электродом и скорость перемещения) может показаться серьезным занятием во время сварки, но с практикой это становится второй натурой.Не расстраивайтесь! Сварка штучной сваркой — это кривая обучения, которая, по мнению многих, получила свое название, потому что, обучаясь сварке, каждый прикрепляет электрод к заготовке.
Настройка тока : Выбранный вами электрод будет определять, какой режим работы вашей машины должен быть настроен на положительный, отрицательный или постоянный ток. Убедитесь, что вы правильно настроили его для вашего приложения. (Положительный электрод обеспечивает примерно на 10 процентов большее проникновение при заданной силе тока, чем переменный ток, в то время как постоянный ток прямой полярности, отрицательный электрод лучше сваривает более тонкие металлы.) Правильная установка силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Изготовитель электродов обычно указывает рабочие диапазоны электрода на коробке или прилагаемых материалах. Выберите силу тока на основе электрода (общее практическое правило — 1 ампер на каждые 0,001 дюйма диаметра электрода), положения сварки (примерно на 15 процентов меньше тепла для работы над головой по сравнению с плоским сварным швом) и визуального осмотра сварного шва. готовая сварка. Отрегулируйте сварочный аппарат на 5–10 ампер за раз, пока не будет достигнута идеальная настройка.
Если производителем электродов не указано иное, используйте 1 ампер на каждые 0,001 дюйма диаметра электрода. Здесь 1/8 дюйма. Используется электрод (0,125 дюйма), поэтому оператор начинает с 125 ампер. Затем он отрегулирует с шагом от 5 до 10 ампер, если необходимо, чтобы найти оптимальную настройку для своей техники и применения.
Если у вас слишком низкая сила тока, ваш электрод будет особенно липким при зажигании дуги, ваша дуга будет продолжать гаснуть, сохраняя правильную длину дуги, или дуга будет прерываться.
Этот шов возник в результате слишком слабого тока. Если вы выполняете сварку со слишком низкой силой тока, ваш электрод будет особенно липким при зажигании дуги, дуга будет продолжать гаснуть, сохраняя правильную длину дуги, или дуга будет прерываться.
После зажигания дуги, если лужа слишком жидкая и ее трудно контролировать, ваш электрод горит, когда она только наполовину исчезла, или дуга звучит громче обычного, возможно, ваша сила тока слишком высока.Слишком большое количество тепла также может отрицательно повлиять на свойства флюса электрода.
Сварка — результат слишком большого тока. Когда сила тока установлена слишком высокой, лужа будет слишком жидкой, и ее будет трудно контролировать. Это может привести к чрезмерному разбрызгиванию и более высокому риску подрезания. Кроме того, электрод станет горячим — возможно, достаточно горячим, чтобы раскалиться к концу сварного шва, — что может отрицательно повлиять на экранирующие свойства флюса .
Признаком слишком большого тока является то, что электрод становится достаточно горячим, чтобы раскалиться.
Длина дуги : Правильная длина дуги зависит от электрода и приложения. В качестве отправной точки длина дуги не должна превышать диаметр металлической части (сердечника) электрода. Например, электрод 6010 диаметром 1/8 дюйма удерживается на расстоянии примерно 1/8 дюйма от основного материала.
Длина дуги: Оптимальная длина дуги или расстояние между электродом и лужей такое же, как диаметр электрода (фактическая металлическая часть внутри флюсового покрытия). Удерживание электрода слишком близко к стыку снижает сварочное напряжение, что создает неустойчивую дугу, которая может погаснуть сама по себе или привести к более быстрому замораживанию электрода и образованию сварного шва с высоким гребнем.
Слишком короткая дуга создает большую вероятность прилипания электрода к основному материалу.
Чрезмерно длинные дуги (слишком высокое напряжение) приводят к разбрызгиванию, низкой производительности наплавки, поднутрениям и часто оставляют пористость.
Слишком большая длина дуги приведет к образованию чрезмерных брызг в сварном шве. Также существует высокая вероятность поднутрения.
При первой попытке сварного шва кажется естественным использовать слишком длинную дугу, возможно, чтобы лучше видеть дугу и лужу. Если у вас проблемы со зрением, поверните голову, а не удлиняйте дугу. Начните с поиска правильного положения тела, которое дает вам адекватный обзор лужи, а также позволяет стабилизировать электрод и манипулировать им.Небольшая практика покажет вам, что жесткая регулируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Угол перемещения : Сварка стержнем в плоском, горизонтальном и верхнем положениях осуществляется методом перетягивания или обратной сваркой. Держите электрод перпендикулярно стыку, а затем наклоните верхнюю часть в направлении движения примерно на 5–15 градусов. Для сварки вертикально вверх используйте технику толкания или переда и наклоните верх электрода от 0 до 15 градусов от направления движения.
Угол перемещения. При сварке слева направо сохраняйте угол наклона от 0 до 15 градусов по направлению движения. Это называется техникой перетаскивания или бэкхенда.
Манипуляции с электродом : Каждый сварщик манипулирует электродом немного по-своему. Развивайте свой собственный стиль, наблюдая за другими, практикуясь и отмечая, какие техники дают наилучшие результаты. Обратите внимание, что для материала толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо.Во многих случаях достаточно прямой бусинки.
Чтобы создать более широкий валик на более толстом материале, перемещайте электрод из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов в форме «Z», полукруга или ступенчатого рисунка. Ограничьте поперечное движение до двух диаметров сердечника электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или используйте бусинки для ниток.
Здесь сварщик использует полукруглое движение для создания более широкого валика с уложенными друг на друга монетами.Для более тонких сварных швов может быть достаточно ровного валика.
При сварке вертикально вверх, если вы сосредоточитесь на сварке сторон стыка, середина позаботится о себе сама. Двигайтесь через середину стыка достаточно медленно, чтобы сварочная лужа могла догнать сварочную лужу, и слегка остановитесь по бокам, чтобы обеспечить надежное соединение с боковой стенкой. Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро продвинулись вперед и недостаточно долго держались по бокам.
Скорость движения : Ваша скорость движения должна позволять вам сохранять дугу в передней трети сварочной ванны.
Чтобы установить оптимальную скорость движения, сначала создайте сварочную ванну желаемого диаметра, а затем двигайтесь со скоростью, которая удерживает вас в передней одной трети лужи. Если вы путешествуете слишком медленно, тепло будет направлено в лужу, а не на сварной шов, что приведет к холодному притирку или плохой сварке.
При слишком медленном перемещении образуется широкий выпуклый валик с неглубоким проплавлением и возможностью холодной притирки, когда сварной шов кажется просто прилегающим к поверхности материала.
Слишком низкая скорость движения приведет к образованию валика со слишком большим наплавленным слоем, что может привести к холодному притирку. Это может привести к недостаточному проникновению в эти области. Слишком медленное движение также может направить тепло в лужу, а не на основной материал.
Чрезмерно высокие скорости перемещения также уменьшают проплавление, создают более узкий и / или сильно выпуклый валик и, возможно, недозаливку или поднутрение, когда область за пределами сварного шва вогнута или углублена.Обратите внимание на конец бусинки на изображении ниже, как бусинка кажется непоследовательной, как если бы лужа пыталась не отставать.
Слишком быстрое перемещение приведет к получению более тонкого / меньшего размера бусинки, которая будет иметь больше эффекта V-образной ряби в луже, чем красивого U-образного или сложенного эффекта десятицентовиков.
Эти советы, наряду с практикой и терпением, направят вас в правильном направлении, чтобы улучшить вашу технику сварки штангой.
Основы электродной сварки — Что можно и чего нельзя делать — Советы для начинающих
Ручная сварка — это слоган, используемый для описания дуговой сварки в экранированном металле (SMAW), которая также известна как ручная металлическая дуговая сварка (MMAW) или дуга в среде защитного флюса. сварка.Использование слова «палка» связано с тем фактом, что электрод, который используется для сварки, выполнен в виде «палки». Электрод состоит из твердого металлического стержня, покрытого металлическими порошками и другими соединениями, которые удерживаются на поверхности связующим веществом.
Сварка палкой — это относительно несложный процесс, и это наиболее распространенный вид сварки, в котором используется простое оборудование, которое легко освоить. Как правило, в процессе используется электрод, в котором сварочный аппарат подключен к источнику питания, чтобы создать ток, который является либо постоянным (DC), либо переменным (AC) током, чтобы образовать дугу между электродом и свариваемым материалом. обеспечение сварного шва присадочным металлом.
Ручная сварка в основном используется для сварки тяжелых металлов и стали, но ее также можно использовать для сварки других металлов, например алюминия. Он широко применяется в ремонтно-эксплуатационных отраслях, а также в строительстве тяжелых стальных и металлических конструкций.
В этой статье приводятся важные советы по созданию высококачественных сварных швов, а также освещаются типичные проблемы при сварке и способы их устранения.
Основные советы по сварке штангой — что можно и чего нельзя делать
Вот несколько важных вещей, на которых должен сосредоточиться каждый сварщик штанги.
Выбор настройки тока
Настройка тока (постоянного или переменного тока) будет определяться типом используемого электрода.Убедитесь, что вы используете правильный параметр в соответствии с задачей. Положительный электрод обеспечивает хорошее проникновение, а отрицательный электрод хорошо работает с тонкими металлами. Таким образом, идеальная установка силы тока должна определяться типом электрода, положением сварки и характером окончательного сварного шва.
Правильный размер электрода
Как правило, при высоких нормах наплавки вам потребуется сварка больших электродов при больших токах. Таким образом, для обеспечения однородности сварного шва используйте самый большой из практичных электродов.Однако так должно быть не всегда, особенно когда речь идет о листовом металле, где может произойти прожог. Таким образом, рекомендуемый размер для потолочного и вертикального сварного шва составляет 3/16 дюйма, а для швов с низким содержанием водорода наиболее практичным размером является 5/32 дюйма. Кроме того, размер стыка будет определять диаметр электрода, который будет вставлен в стык.
Длина дуги
Определение длины дуги важно для каждого сварщика штангой.Для разных электродов и различных применений потребуется разная длина дуги, которая никогда не должна превышать диаметр электрода.
Угол перемещения
В разных положениях сварки используются разные методы перемещения электрода в заданном направлении относительно угла перемещения. Вертикальная сварка движется вверх и использует технику толкания, которая требует наклона электрода в противоположном направлении под углом 15 градусов.
Плоское и горизонтальное положения — это самые простые положения для сварки, поскольку они используют технику перетаскивания, которая требует размещения электрода перпендикулярно сварному шву.
Очистите и высушите стык перед сваркой
Для вас важно удалить ржавчину, краску, влагу или масло с поверхности стыка, чтобы вы могли достичь заданной скорости движения. Это также поможет вам справиться с другими проблемами, такими как пористость, которая имеет тенденцию ослаблять сварной шов.В качестве альтернативы вы можете использовать определенные марки высокоскоростных электродов для проникновения сквозь вещества вглубь металла.
Не используйте электрод повторно
Если вы хотите получить чистый сварной шов без пористости, постарайтесь по возможности не использовать частично использованный электрод для последующей сварки. Таким образом, вы всегда должны отдавать приоритет качеству и не учитывать дополнительные расходы.
Имейте необходимые материалы для отделки
Подумайте о том, чтобы иметь все необходимые материалы для красивого и аккуратного сварного шва.Они включают в себя наждачную бумагу, угловую шлифовальную машину и отбойный молоток, которые пригодятся для выполнения некоторых последних штрихов, а также помогут в процессе очистки, когда вы закончите сварку.
Проблемы с ручной сваркой и советы по поиску и устранению неисправностей
Существует целый ряд проблем, с которыми вы обязательно столкнетесь, пытаясь привыкнуть к ручной сварке. Это часть учебного процесса, поэтому вам следует изучить различные приемы, которые помогут вам выбраться из неприятных ситуаций и усовершенствовать свое искусство сварки.
Мокрые электроды
Иногда может наблюдаться грубая дуга, несмотря на то, что настройки тока и полярности соответствуют рекомендациям производителя. Это могло произойти из-за намокания электродов. В этом случае вам следует заменить электроды на сухие, а во избежание повторения вы должны хранить все электроды в отапливаемом шкафу.
Неправильная сварка
Правильная сварка — это когда сварной шов прочно прикреплен к стенкам соединения, что приводит к прочному соединению поперек соединения.Неправильная сварка физически видна, и с ней нужно бороться, чтобы сварка была надежной. Чтобы исправить это неправильное соединение, введите более высокую валюту и убедитесь, что соединение чистое. Если это не решит проблему, попробуйте альтернативное решение, например, технику плетения, чтобы заполнить зазор.
Блуждающая дуга
Дуга может отклоняться от заданного направления, особенно при сварке постоянным током из-за паразитных магнитных полей. Это может стать серьезной проблемой при высоких токах и при сварке сложных стыков.Решение — переключиться на AC, чтобы противостоять действию. Вы можете попробовать использовать слабые токи, и если это не сработает, попробуйте уменьшить длину дуги или использовать электроды меньшего размера.
Мелкое проникновение
Это просто глубина сварочного аппарата, которая обычно не видна. Проникновение до нижней части основного металла необходимо для прочных сварных швов. Более медленное движение или более высокие токи могут помочь противодействовать неглубокому проникновению. Вы также можете использовать небольшой электрод, чтобы углубиться в узкие канавки.
Растрескивание
Растрескивание — обычное явление, которое может возникнуть в любой точке сварного шва. Большинство трещин возникает в результате высокого содержания серы, углерода или сплава в основном металле, что потенциально может привести к сбою всего проекта. Известно, что электроды с низким содержанием водорода значительно снижают риск растрескивания. Вы также можете попробовать уменьшить проникновение, если есть риск растрескивания.
Заключение
Следуя этому руководству, вы будете на правильном пути создания высококачественных сварных швов даже в качестве начинающего сварщика.Очистите рабочий материал, выберите длину дуги, скорость сварки, правильный электрод, и вы уверены, что начнете с правильной ноги. Возможность идентифицировать проблему и возможность ее устранения будет иметь большое значение для обеспечения того, чтобы ваши сварные швы были близки к совершенству.
Советы и методы для ручной / SMAW-сварки
Для дуговой сварки экранированного металла (SMAW) требуется настройка, а затем сварка.
В целом фактор оператора или процент времени, затрачиваемого оператором на укладку сварного шва, составляет примерно 25%.Остальное уходит на подготовку и удаление шлака.
Фактическая используемая технология сварки зависит от электрода, состава заготовки и положения свариваемого соединения.
Выбор электрода и положения сварки также определяет скорость сварки.
Плоские сварные швы требуют минимум навыков оператора и могут выполняться электродами, которые быстро плавятся, но медленно затвердевают. Это позволяет повысить скорость сварки.
Сварка под наклоном, вертикальная или перевернутая сварка требует большего мастерства оператора и часто требует использования электрода, который быстро затвердевает, чтобы предотвратить вытекание расплавленного металла из сварочной ванны.
Однако обычно это означает, что электрод плавится медленнее, что увеличивает время, необходимое для наложения сварного шва.
Настройка работы SMAW
Перед началом убедитесь, что вы используете хороший шлем для сварки SMAW, а также защитную одежду.
- Очистить заготовку
- Зажать деталь вплотную к сварному шву
- Вставьте электрод в изолированный держатель держателя. Установите силу тока на уровне, рекомендованном производителем электродов.
- Определите наилучшую длину дуги. Ориентировочно дуга для электрода диаметром от 1/16 ″ до 3/32 ″ составляет 1/16 ″ (1,6 мм). Длина дуги для электрода 1/8 ″ и 5/32 ″ составляет 1/8 ″ (3 мм).
- Перед выполнением второго прохода сварного шва приготовьте отбойный молоток для удаления шлака.
Примеры сварки штангой
Плохие характеристики сварного шва включают большие отложения брызг, использование неправильной дуги, более высокие / более низкие уровни силы тока, чем рекомендовано, и плохое проплавление.Операция
Запуск дуги
Техника запуска с нуля:
Для зажигания электрической дуги при запуске SMAW электрод вводят в контакт с заготовкой, тянут, как зажигающую спичку, а затем слегка отводят.Если дуга загорается, а затем гаснет, это означает, что электрод был отведен слишком далеко от основного металла. Если электрод прилипает к металлу, поверните его, и он освободится.
Техника нарезания резьбы:
Переместите электрод прямо вниз к основному металлу. Затем слегка приподнимите. Дуга должна начаться. Если дуга гаснет, это означает, что она слишком высоко поднята над заготовкой.
Работа с держателем электрода
Это инициирует плавление заготовки и расходуемого электрода и вызывает попадание капель электрода от электрода в сварочную ванну.
По мере плавления электрода покрытие из флюса распадается, выделяя пары, которые защищают зону сварки от кислорода и других атмосферных газов.
Кроме того, флюс образует расплавленный шлак, который покрывает присадочный металл при его перемещении от электрода к сварочной ванне.
Попав в сварочную ванну, шлак всплывает на поверхность и защищает сварной шов от загрязнения по мере его затвердевания.
Сварка пазовых (стыковых) стыков
Прихваточные швы
Прихваточный шовПрихваточный сварочный шов сварите два металлических куска, чтобы удерживать их на месте.Это уменьшит деформацию соединения, которая вызвана расширением и сжатием металла при нагревании и охлаждении.
Сварные швы с двумя V-образными, одинарными и квадратными канавками
При выполнении шва с разделкой кромок держите электрод перпендикулярно сварному шву. Наклоните электрод в направлении сварного шва.
Однорядный валик — это все, что нужно для сварного шва с узкой канавкой. Для шва с более широкими бороздками лучшим вариантом будет переплетенный валик или много бусин стрингера.
Прочтите по теме: Типы сварных швов: стрингер и канавка
Сварной шов с квадратной канавкой
Сварной шов с квадратной канавкойЕсли толщина материала составляет 3/16 ″ (5 мм), их обычно можно сваривать сварным швом с квадратной канавкой без предварительной подготовки.
Сварные швы с одинарной и двойной V-образной канавкой
Сварные швы с одинарной и двойной V-образной канавкойV-образная канавка
Для сварных швов SMAW, требующих более толстых металлов, может потребоваться подготовка кромок (V-образная канавка) стыковых соединений для получения хороших сварных швов.
V-образная канавка рекомендуется для металла толщиной от 3/16 ″ до 3/4 ″ (от 5 до 19 мм). Он также используется для любой толщины, когда сварка может выполняться только с одной стороны.
Фаску можно создать (под углом 30 градусов) с помощью шлифовального станка, оборудования для плазменной или кислородно-ацетиленовой резки. После создания фаски удалите окалину.
Связанная сварка стержнем Читать: Лучшие машины для сварки стержнем
Сварка тройников
Угловой шов
Электрод (1) следует держать под углом 45 градусов или меньше при выполнении углового шва.Для углового шва держите электрод под углом 45 градусов или меньше к сварному шву. Наклоните электрод на 10–30 градусов в направлении сварного шва.
Используйте короткую дугу и двигайтесь с постоянной скоростью. Для вертикальных секций сваривайте с обеих сторон.
При необходимости для прочности добавьте второй слой (удалите шлак перед добавлением следующего слоя).
Перемещайте электрод круговыми движениями.
Однослойный угловой сварной шов
При нанесении однослойного или многослойного сварочного прохода перемещайте электрод круговым движениемПри сварке внахлестку электрод следует держать под углом 30 градусов или меньше.При необходимости используйте один или два сварочных прохода. Перед вторым проходом удалите шлак.
Сварочные позиции
Каждое положение при сварке описано ниже. Обратите внимание, что не каждый электрод подходит для каждой позиции . Перед тем, как приступить к любой операции SMAW, ознакомьтесь с инструкциями производителя.
горизонтальный
Однопроходный сварной шов
При выполнении горизонтального шва сварщику необходимо учитывать деформацию, вызванную гравитациейПроблема горизонтальной сварки заключается в искажающем влиянии силы тяжести на сварочную ванну.При необходимости или если это поможет, приварите подкладочную ленту прихваточным швом. Также могут помочь скошенные края.
При сварке в режиме SMAW держите электрод под углом 90 градусов к сварному шву. Наклонитесь к направлению сварки на 15 градусов.
Материалы со скошенной кромкой для горизонтального сварного шва
Расположение многопроходных сварных швов
Каждый номер указывает расположение каждого сварного шва. Обратите внимание на использование опорной пластины. Шлепки необходимо убирать после каждой сварки.Вертикальное сварочное положение
Схема многопроходного вертикального сварного шва
Иллюстрация направления сварки и расположения каждого прохода при выполнении вертикального сварного шваНаправление сварки может изменяться сверху вниз или снизу вверх.Сваривать легче снизу вверх.
При необходимости используйте опорную пластину, сваренную прихваточным швом, а для более толстых материалов скосите края.
Держите электрод под углом 90 градусов к свариваемому материалу.
Схема сварки вертикальных тройников Помните об искажающем влиянии гравитации. Сварите соединение с обеих сторон, чтобы добиться максимальной прочности. Двигаясь вдоль сварного шва с электродом, используйте движение плетения.Схема сварного шва внахлест
Позиция потолочной сварки
При сварке над головой дугу следует располагать немного дальше от кратера.Приварите опорную пластину прихватками и при необходимости используйте скошенные кромки.
Схема соединения с пазом под потолком
Тройник накладной
Проверка сварного шва
Схема испытания прочности сварного шва
Проверьте сварные швы с помощью молотка в указанном выше направлении. Слабость может быть из-за пористости (отверстия в сварном шве), неправильного нагрева или высокой скорости перемещения.Ударьте молотком по материалу, приваренному к основанию. Сварной шов должен немного гнуться и не ломаться.
Поломка может произойти из-за слишком большого количества отверстий (пористых) в сварном шве или из-за того, что сварной шов содержит шлак.