Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Фото ВДИ-200 Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253.
 2 DC MIG/MAG
2 DC MIG/MAG - ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini «Самурай»
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P «Самурай»
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- Фото внутренностей SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото инвертора
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- ARC-630 (Z321)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
-
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.
- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Внутренности Патон ВДИ 200
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742. D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
 2 DC MIG/MAG
2 DC MIG/MAG
 D051)
D051)Каждому сварщику известно, что сваривание без электродов невозможно, а без качественных электродов невозможно качественное сваривание, поэтому необходимо приобретать качественные сварочные электроды, чтобы производить сваривание на наивысшем уровне. Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств.Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи. Электроды изготавливаются не так и сложно. Для изготовления необходимо подобрать сварочную проволоку подходящего диаметра для создания сварочного электрода. После подбора проволоки, ее необходимо разрубить на куски по 350 миллиметров и зачистить шкуркой. Для того чтобы покрытие было ровным. Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды. Когда сваривание производится в домашних условиях, то получается удовлетворительный результат при использовании контактного метода сварки алюминия. Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими. При сваривании в домашних условиях стоит не забывать о том, что необходимо соблюдать технику безопасности и неукоснительно соблюдать все требования. Проводя сварочные работы у себя дома, требуется использовать перчатки или рукавицы, которые обезопасят Ваши руки от ожогов. От удара электрическим током Вас будут страховать резиновые сапоги. Проводя сварочные работы, требуется обязательно надевать специальную маску, чтобы защитить свое лицо от искр, угольков и ожогов. В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы. Если в помещении деревянный пол, то его следует закрыть от воспламенения с помощью металлического листа. Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание. |
 С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха. При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла.
С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха. При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла. Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются: После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
 Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения. youtube.com/embed/jIhdTIL_G7M»>
youtube.com/embed/jIhdTIL_G7M»>  Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.
Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием. В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией. Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.
Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.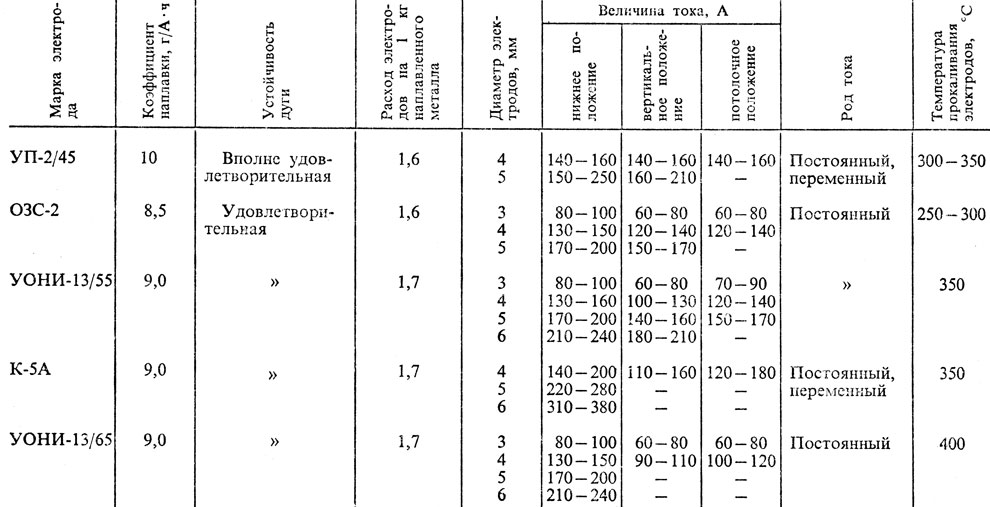 После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела.
После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела. Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
 Благодаря этому они плавятся с большей скоростью. Для создания качественного шва требуется опыт, так как вести наплавку приходится значительно быстрее и тут необходимы навыки.
Благодаря этому они плавятся с большей скоростью. Для создания качественного шва требуется опыт, так как вести наплавку приходится значительно быстрее и тут необходимы навыки. Во многом они касаются работы со сплавами, так как состав стержня алюминиевого электрода должен быть максимально схожим с тем, что им придется сваривать. Таким образом, можно условно разделить электроды для технически чистого металла и для его сплавов. Практически все марки требуют предварительный подогрев перед использованием, не говоря уже о просушке и прокалке, так как резкий перепад температуры приведет к большой степени разбрызгивания. Используются все эти разновидности только при постоянном токе обратной полярности, так как при переменном роде тока качество соединения резка падает.
Во многом они касаются работы со сплавами, так как состав стержня алюминиевого электрода должен быть максимально схожим с тем, что им придется сваривать. Таким образом, можно условно разделить электроды для технически чистого металла и для его сплавов. Практически все марки требуют предварительный подогрев перед использованием, не говоря уже о просушке и прокалке, так как резкий перепад температуры приведет к большой степени разбрызгивания. Используются все эти разновидности только при постоянном токе обратной полярности, так как при переменном роде тока качество соединения резка падает. Остальной 1% это добавки, куда входит 0,5% кремния, 0,25% титана, 0,2% железа и прочие примеси. Если же материалы предназначены для сварки алюминиево-кремниевых сплавов, то в них может содержаться около 12% кремния, а все остальное алюминий.
Остальной 1% это добавки, куда входит 0,5% кремния, 0,25% титана, 0,2% железа и прочие примеси. Если же материалы предназначены для сварки алюминиево-кремниевых сплавов, то в них может содержаться около 12% кремния, а все остальное алюминий.Температура испытаний | Временное сопротивление разрыву, Н/мм2 | Угол загиба |
+ 20 °С | 63 | 160° |
Производительность наплавки (для д. | Расход электродов на 1 кг наплавленного металла, кг |
11,70 | 2,00 |
 4 мм), г/мин
4 мм), г/минМарки электродов для сварки алюминия
ОЗА-1 — применяется при сваривании металла в чистом виде. В таких электродах наблюдается минимальный процент примеси. При сварке может потребоваться дополнительное использование алюминиевых флюсов.
Сварочные электроды ОЗА-1
ОЗА 2 – эти сварочные материалы больше подходят для сваривания сплавов алюминия и кремния. Ни применяются для наплавки металла, заваривания брака в литейном производстве и прочих отраслях, где встречается данный сплав. Здесь также требуется дополнительное использование флюса.
Сварочные электроды ОЗА-2
ОК96.10 – покрытие здесь представлено щелочно-солевым типом. Это лучше всего подходит для технического металла, в котором нет примесей. Они чувствительны к понижению силы тока, так как при низких параметрах будет слишком частое залипание материалов. Скорость плавления здесь, примерно, около трех раз выше, чем у других металлов.
Скорость плавления здесь, примерно, около трех раз выше, чем у других металлов.
Сварочные электроды ОК96.10
ОК96.20 – тут также присутствует щелочно-солевое покрытие, благодаря чему повышается качество соединения металлопроката. Эти электроды предназначены для сварки сплавов с магнием и марганцем. Сам стержень имеет добавки марганца в составе. Благодаря высокой гигроскопичности покрытия эти материалы нужно подогревать при температуре в 220 градусов Цельсия.
Сварочные электроды ОК96.20
Обозначение и маркировка
Электрода ОЗА 1 расшифруются как наплавочные материалы с основным покрытием, предназначены для сварки технического алюминия и содержащие 1% примесей.
Выбор
Электроды для сварки дюралюминия и других сплавов подбираются под основной металл. Желательно, чтобы содержание дополнительных элементов в обоих случаях было одинаковым. Допускается присутствие небольшого количества элементов, улучшающих свойства сваривания, примерно в сотых долях процента. Зачастую в марках указано, к каким именно сортам металла и сплава они предназначаются, так что выбор не будет сложным даже для новичков. Далее следует обратить внимание на толщину электрода, так как она не должна быть слишком большой. Из-за низкой температуры плавления всегда остается риск пропалить основной металл. Расхождение между толщиной должно составлять максимум 1 мм.
Зачастую в марках указано, к каким именно сортам металла и сплава они предназначаются, так что выбор не будет сложным даже для новичков. Далее следует обратить внимание на толщину электрода, так как она не должна быть слишком большой. Из-за низкой температуры плавления всегда остается риск пропалить основной металл. Расхождение между толщиной должно составлять максимум 1 мм.
«Важно!Не стоит использовать электроды, которые просушивались и более двух раз, так как это может ухудшить качество сваривания.»
Основные режимы и нюансы применения
В данном деле технология проведения процесса и подготовка оказывается не менее важной, чем выбор нужной марки. Поэтому, нужно знать особенности, как варить алюминий электродом. Прежде всего требуется заняться подготовительным этапом. Здесь наблюдается очень большая чувствительность к чистоте поверхности. Причем это касается не только физических, но и химических параметров. Перед самой сваркой нужно зачистить поверхность щеткой, а также обработать ее растворителем, чтобы снять оксидную пленку. Иным способом ее убрать не получится, так как температура ее плавления в три с половиной раза выше, чем температура плавления алюминия.
Иным способом ее убрать не получится, так как температура ее плавления в три с половиной раза выше, чем температура плавления алюминия.
Когда все подготовлено, то можно приступать к свариванию. Главной особенностью, которую стоит учесть, является скорость плавления электрода. Она в несколько раз выше, чем при сварке стали. Тут нужно только нарабатывать опыт. Если сварщик в первый раз встречается с данным процессом, то не стоит сразу браться за тонкие листы металла, а лучше попрактиковаться на более толстых разновидностях, где меньше риск пропалить основной металл.
Толщина основного металла, мм | Величина сварочного тока, А | Скорость проведения сварки, м/час |
0,6 | 70 | 73 |
1,3 | 125 | 153 |
1,6 | 130 | 73 |
2,3 | 235 | 73 |
3 | 315 | 73 |
Производители
Данный тип наплавочных материалов производят многие компании, но все они придерживаются заданных стандартов, в особенности, когда речь идет об одной марке:
- Kobatek;
- UTP;
- ESAB;
- Castolin;
- Lincoln Electric.

svarkaipayka.ru
Сварка алюминия в домашних условиях инвертором
28.02.2016
Сварка алюминия – процесс непростой. Этот металл относится к разряду трудно свариваемых. Специалистам с опытом работ по стальным заготовкам, перед соединением деталей из крылатого металла следует приобрести определенные навыки. Профессиональная сварка алюминия.
Сложности, с которыми сталкиваются при работе на алюминиевых сплавах
- Алюминий текучий металл. В расплавленном состоянии его тяжело контролировать. Особенно непредсказуемым его поведение становится при перегреве. Расплав может запросто разрушить нижний слой твердого металла, и вытечь через трещину. По аналогии с чугуном, начинающим сварщикам рекомендуется использовать прокладки из тугоплавкой стали или керамики. При нагревании крылатый металл не меняет цвет, поэтому его трудно контролировать визуально;
- Самая большая проблема – высокая окисляемость алюминия. На открытом воздухе, молекулы металла образуют вместе с кислородом плотную оксидную пленку на поверхности. Окисел алюминия имеет уникальные свойства – он более прочный, чем сам металл, и отличается тугоплавкостью. Температура плавления намного превышает допустимую при работе с алюминием. К тому же оксидная пленка является хорошим диэлектриком, что препятствует зажиганию дуги. Детали перед сваркой приходится тщательно зачищать, а во время работ использовать инертный газ, препятствующий доступу кислорода;
- У алюминия очень высокий коэффициент линейного расширения. При сильном нагреве, зона сварки давит на окружающую массу. Поскольку металл хрупкий, и обладает малой упругостью, возможно появление трещин в пограничных зонах и деформация плоских поверхностей. Сварка алюминия — разница между любительским и профессиональным швами. Слева – качественный шов. Справа – бракованный. Для защиты от этого явления необходимо тщательно контролировать температуру сварки. Если это сделать невозможно – заготовка предварительно прогревается до 200° — 250°С;
- В алюминиевых сплавах содержится водород. При нагреве он активно выделяется и образует в расплаве поры. Это ухудшает прочность шва. Также в соединениях может содержаться кремний. Он формирует мелкие трещины;
- Теплопроводность алюминия почти такая же, как у меди. Термическая энергия от дуги поглощается материалом, и рассеивается в массе. Поэтому сварочный аппарат должен иметь запас по току;
- При застывании расплавленного шва, в его теле образуются так называемые горячие трещины. Это особенность структуры металла – он как бы кристаллизуется, переходя в твердую фазу. Поэтому необходимо добавлять специальные присадки при сварке, особенно – если швы расположены слишком близко друг к другу;
- Алюминиевые сплавы отличаются друг от друга свойствами материала. Это необходимо учитывать при подборе сварочного оборудования.
 Окисел алюминия имеет уникальные свойства – он более прочный, чем сам металл, и отличается тугоплавкостью. Температура плавления намного превышает допустимую при работе с алюминием. К тому же оксидная пленка является хорошим диэлектриком, что препятствует зажиганию дуги. Детали перед сваркой приходится тщательно зачищать, а во время работ использовать инертный газ, препятствующий доступу кислорода;
Окисел алюминия имеет уникальные свойства – он более прочный, чем сам металл, и отличается тугоплавкостью. Температура плавления намного превышает допустимую при работе с алюминием. К тому же оксидная пленка является хорошим диэлектриком, что препятствует зажиганию дуги. Детали перед сваркой приходится тщательно зачищать, а во время работ использовать инертный газ, препятствующий доступу кислорода; При нагреве он активно выделяется и образует в расплаве поры. Это ухудшает прочность шва. Также в соединениях может содержаться кремний. Он формирует мелкие трещины;
При нагреве он активно выделяется и образует в расплаве поры. Это ухудшает прочность шва. Также в соединениях может содержаться кремний. Он формирует мелкие трещины;ВАЖНО! При сварке металл может загореться. Тушить его водой недопустимо. Необходимо иметь в зоне проведения работ углекислотный огнетушитель.
Подготовка поверхности к работе
Удаление окислов привычной зачисткой не поможет. Пленка моментально вновь образуется на воздухе. Последовательность действий следующая:
Пленка моментально вновь образуется на воздухе. Последовательность действий следующая:
- Производится предварительная очистка любым моющим средством и жесткой щеткой. Предпочтительно – бензин;
- Промыть чистой холодной водой;
- Поверхность обезжиривается органическими растворителями: ацетоном, уайт-спиритом, или строительными составами «РС-1», «РС-2»;
- При небольшом размере детали можно погрузить ее на несколько минут в щелочную ванну, при температуре раствора свыше 60°С;
- Затем поверхность зачищается (фактически шлифуется) металлической щеткой. Использование наждака или абразивного круга не допускается, поскольку частицы рабочего слоя останутся на металле;
- Шлифованная поверхность немедленно промывается растворителем, который должен высохнуть самостоятельно. ВАЖНО! Недопустимо протирать поверхность ветошью или прикасаться к ней пальцами;
- После подготовки незамедлительно приступают к сварочным работам.
Рецепт приготовления щелочного раствора для погружения алюминиевой заготовки: На литр воды (лучше дистиллированной) берем две столовые ложки кальцинированной соды, две ложки технического три-натрий фосфата и одну ложку жидкого стекла. Компоненты тщательно размешиваем и погружаем в раствор заготовку.
Компоненты тщательно размешиваем и погружаем в раствор заготовку.
Сварка алюминия электродом
Стержни для сварки крылатого металла могут быть как плавящимися, так и неплавящимися. Первый вариант изготавливается из алюминиевой проволоки. Штучные электроды с покрытием отличаются составом присадок. Электроды для сварки алюминия
- Марка «ОК». Предназначена для соединения сплавов алюминия с магнием или марганцем. Щелочно-солевая обмазка очень гигроскопична, поэтому хранить электроды необходимо в герметичной упаковке. Вскрывать непосредственно перед употреблением;
- Популярная серия «ОЗАНА-1» и «ОЗАНА-2». В первом случае варится алюминий марки А0, А1, А2 и А3. Хорошо работают в режиме наплавки, слой которой формируется из стержня. Второй вариант предназначен для заготовок АЛ-4, АЛ-9, АЛ-11. Электродами этой серии можно выполнять сварку даже вертикальных швов, несмотря на текучесть металла;
- Марка «ОЗА» выполнена из проволоки СвА диаметром от 1 до 10 мм. Дает отличный результат при сваривании чистого алюминия любой толщины, подбирается лишь диаметр электрода. Единственные стержни, которые могут качественно соединить кремний содержащие сплавы;
- «УАНА». Этими электродами варят массивные изделия, как правило – литье. Если заготовка склонна к температурной деформации – это ваш выбор;
- Серия «ЭВЧ», «ВЛ», а также импортные аналоги WL-20, WC-20. Вольфрамовые неплавящиеся стержни;
 Дает отличный результат при сваривании чистого алюминия любой толщины, подбирается лишь диаметр электрода. Единственные стержни, которые могут качественно соединить кремний содержащие сплавы;
Дает отличный результат при сваривании чистого алюминия любой толщины, подбирается лишь диаметр электрода. Единственные стержни, которые могут качественно соединить кремний содержащие сплавы;- Присадочный пруток. Применяется при сварке вольфрамовым неплавящимся электродом. Из него формируется сварной шов.
Сварка алюминия с помощью присадочного прутка
Рецепт изготовления электродов для алюминия
Самая популярная сварка в домашних условиях – ремонт треснувших алюминиевых деталей от двигателя. Для этой работы применяются дорогостоящие электроды серии «УАНА». Аналогичные расходники можно изготовить самостоятельно.
Нарезаем алюминиевую проволоку (диаметр 3-4 мм) на куски по 25 см. Готовим обмазку: толченый мел размешиваем в силикатном клее до образования пасты. Стержни покрываем слоем 2 мм, и даем высохнуть. Рекомендуется заготовить расходников побольше – сгорают они очень быстро.
Готовим обмазку: толченый мел размешиваем в силикатном клее до образования пасты. Стержни покрываем слоем 2 мм, и даем высохнуть. Рекомендуется заготовить расходников побольше – сгорают они очень быстро.
Работа инвертором
Все эти электроды используются с помощью обычного сварочного инвертора. При хорошей подготовке поверхности (см. инструкцию выше) работы можно производить на обычном воздухе. В качестве генератора инертного газа выступает покрытие электрода.
ВАЖНО! При использовании штучных электродов по алюминию, выделяются едкие испарения. Сварку необходимо производить в хорошо проветриваемом помещении. Сварка алюминия на производстве.
Шов получается не идеальным, но достаточно надежным.
Если нет возможности подать аргоновую смесь в зону сварки – используются специальные флюсовые порошки, которые можно приготовить самостоятельно или купить в магазине стройматериалов, цена на них невысока.
Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Для этого понадобится помощник. Двигают электрод от себя со скоростью не более 40 мм в секунду. По окончании сварки алюминия следует плавно убрать стержень от шва. Если сделать это резко – образуется кратер.
И все-таки лучше найти способ подачи в зону сварки аргоновой смеси. Приобрести баллон и заправлять его аргоном – не так дорого. Зато качество шва будет идеальным.
Сварка алюминия — уроки начинающему сварщику
Сварка алюминия в домашних условиях инвертором Ссылка на основную публикацию
obinstrumente. ru
ru
Сварочные электроды МР-3. Описание, характеристики
Сфера применения электродов марки MP-3 – выполнение дуговой ручной сварки. Они входят в число наиболее востребованных подобных изделий в данном сегменте современного рынка. Ими сваривают элементы ответственных конструкций самых разнообразных типов, начиная с трубной арматуры и трубопроводных магистралей, включая котлы и крупные резервуары-цистерны, и заканчивая подъемно-транспортными агрегатами. В быту электроды MP-3 тоже находят широкое применение. Домашние мастера и непрофессиональные сварщики не испытывают при работе с ними особые трудности.
В быту электроды MP-3 тоже находят широкое применение. Домашние мастера и непрофессиональные сварщики не испытывают при работе с ними особые трудности.
Характеристики
Регламентируют производство электродов MP-3 Государственные стандарты под номерами 9467 и 9466 от 1975 года. По классификации, утвержденной положениями первого нормативного документа, эти изделия относятся к типу, который принято обозначать так: Э46. В тексте ГОСТа 9467-75 указано, какие стали конструкционные допускается сваривать такими электродами. Это, в частности, металлы:
-
с большим – до 99 процентов – содержанием железа (элемент Fе), углерода (элемент С) до 2,07 процента и не имеющие легирующих примесей. Это – сплавы углеродистые;
-
в которых суммарное содержание легирующих добавок– не считая элемента С – меньше 2,5 процента. Это уже стали малолегированные.
Но основной тезис, касающийся применимости электродов типа Э46, формулируется в данном стандарте следующим образом: использовать их нужно, когда металлическая основа сварочного шва должна соответствовать повышенным требованиям к показателю ударной вязкости и уровню пластичности.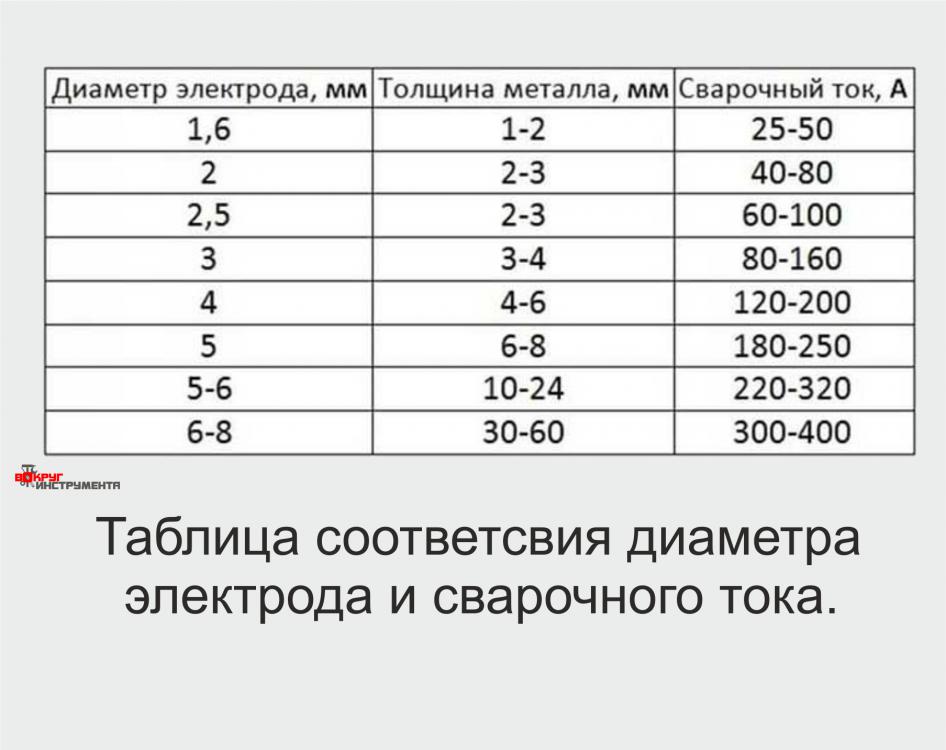 Кроме того, эти металлы должны удовлетворять еще одному важному условию: величина их временного сопротивления воздействию нагрузки на разрыв должна быть ниже отметки 50 кгс/кв. мм (приблизительно 490,3 МПа).
Кроме того, эти металлы должны удовлетворять еще одному важному условию: величина их временного сопротивления воздействию нагрузки на разрыв должна быть ниже отметки 50 кгс/кв. мм (приблизительно 490,3 МПа).
Можно осуществлять электродами MP-3 сварку пластин толщиной (обозначение W), принимающей значение из диапазона 3,0 мм≤W≤20,0 мм. Производятся данные изделия из стальной холоднотянутой проволоки марки Cв-08 диаметром (обозначение Д), изменяющимся в пределах 3,0 мм≤Д≤6,0 мм. На основе значения диаметра стрежня (D) проводится классификация самих электродов. Он тоже изменяется в диапазоне 3,0 мм≤D≤6,0 мм. В соответствии с данным параметром варьируется длина изделий (L). Так, при:
· 2,0 мм≤D≤3,0 мм длина электрода L=350,0 мм;
· 4,0 мм≤D≤6,0 мм длина изделия L=450,0мм.
Эксплуатационные характеристики электродов MP-3 определяются свойствами нанесенного на них покрытия, состоящего, преимущественно, из двуокиси титана (формула ТіО2). Его общепринятое название – рутиловое.
Его общепринятое название – рутиловое.
Маркировка
Для понимания специфики применения электродов MP-3 необходимо уметь правильно расшифровывать их маркировку. Приведем конкретный пример, когда на упаковке имеется следующая буквенно-цифровая последовательность: Э46-MP-3-4-УД2 E 430(3)-P26.
-
Э46 – это тип изделий. О его особенностях речь шла выше.
-
MP-3 – обозначение марки электродов.
-
Цифра «4». Указывает диаметр изделий.
-
Литера «У» информирует о предназначении данных электродов для сварки малолегированных сталей, а также сталей углеродистых, устойчивых к воздействию нагрузки, работающей на разрыв, не превышающей отметку 60 кгс/кв. мм.
-
Буква «Д» говорит о толщине покрытия.
Согласно ГОСТу 9466 -75, эта характеристика определяется значением соотношения диаметров обмазки (dо.) и стрежня (dс.) электрода. Для литеры «Д» оно варьируется в пределах 1,45≤dо./dс.≤1,8. Такое покрытие называется толстым.
-
Буква «Е». Данной литерой на международном уровне принято обозначать электроды плавящиеся с покрытием.
-
Число «43» – это предел прочности металла сформированного шва при воздействии нагрузки, работающей на разрыв.
-
Цифра «0» отображает величину относительного удлинения – меньше 20%.
-
Цифра «3» указывает температуру шва (обозначение Т), при которой показатель его ударной вязкости не опускается ниже отметки 34 Дж/см2. В данном случае Т= -20℃.
-
Литера «P» говорит, что покрытие рутиловое.
-
Цифра «2» информирует сварщика о допустимом положении в пространстве электрода – оно может быть любым, кроме вертикального с перемещением сверху-вниз.
-
Цифра «6» означает, что напряжение х.х. (имеется в виду холостого хода) сварочного агрегата должно колебаться возле отметки 70 вольт с допуском плюс/минус 10 процентов, то есть не меньше 63 вольт и не больше 77 вольт.
 Согласно ГОСТу 9466 -75, эта характеристика определяется значением соотношения диаметров обмазки (dо.) и стрежня (dс.) электрода. Для литеры «Д» оно варьируется в пределах 1,45≤dо./dс.≤1,8. Такое покрытие называется толстым.
Согласно ГОСТу 9466 -75, эта характеристика определяется значением соотношения диаметров обмазки (dо.) и стрежня (dс.) электрода. Для литеры «Д» оно варьируется в пределах 1,45≤dо./dс.≤1,8. Такое покрытие называется толстым.

Условия хранения и прокаливание
Хранить электроды модели MP-3 необходимо в определенных условиях. Помещение должно быть отапливаемым с температурой Т>15℃ и влажностью воздуха, не превышающей 40%. Размещаться упаковки с этими изделиями должны на паллетах либо стеллажах. Так будет исключен нежелательный контакт с несущими стенами и полом.
Когда сварочные работы ведутся на открытом пространстве, нужно предпринять меры, предотвращающие попадание атмосферных осадков на коробки с электродами. Не следует формировать чрезмерные запасы этих изделий. Их должно хватать не больше, чем на 2 дня работ. А пополнять запасы необходимо по мере потребления электродов.
Не следует формировать чрезмерные запасы этих изделий. Их должно хватать не больше, чем на 2 дня работ. А пополнять запасы необходимо по мере потребления электродов.
При соблюдении вышеуказанных условий, прокаливать эти изделия перед использованием не нужно. Рутиловое покрытие не теряет в таком случае свои отличные эксплуатационные характеристики. Но если контакт электродов MP-3 с влагой все-таки был, их нужно подвергнуть прокаливанию при температуре 100℃≤Т≤150℃ на протяжении одного-двух часов.
Особенности изделий марки MP-3
Электродам марки MP-3 присущи такие технологические характеристики:
-
легкое зажигание сварочной электродуги. Ей характерно устойчивое горение;
-
сформировать сварной шов особых трудностей не составляет даже начинающему сварщику;
-
степень разбрызгивания расплавленного металла минимальная;
-
корка застывшего шлака на поверхности созданного шва без сложностей отделяется;
-
повторное зажигание электродуги не вызывает трудностей;
-
высокий уровень производительности работ, связанных со сваркой, не в ущерб качеству сформированного шва.
Особого подхода требуют настройки сварочного тока. Значение этого параметра (обозначение Iсв.) определяется двумя факторами: расположением в пространстве формируемого шва и диаметром электрода (обозначение Дэ.). Так, для изделий с
-
Дэ.= 6,0 мм на токе, изменяющемся в пределах 300,0 А≤Iсв.≤360,0 А, выполняются исключительно нижние швы;
-
Дэ.= 5,0 мм: нижние швы формируются при токе 180,0 А≤Iсв.≤260 А; швы вертикальные на токе 160,0 А≤Iсв.≤200,0 А;
-
Дэ.= 4,0 мм: формирование потолочных швов выполняется при токе 140,0 А≤Iсв.≤180,0 А; нижних – на токе 160,0 А≤Iсв.≤220,0 А; швов вертикальных — 140,0 А≤Iсв.≤180,0 А;
-
Дэ.= 3,0 мм: потолочные швы выполняются при токе 100,0 А≤Iсв.
≤120,0 А; швы нижние на токе 100,0 А≤Iсв.≤140,0 А; вертикальные — 90,0 А≤Iсв.≤110,0 А;
 ≤120,0 А; швы нижние на токе 100,0 А≤Iсв.≤140,0 А; вертикальные — 90,0 А≤Iсв.≤110,0 А;
≤120,0 А; швы нижние на токе 100,0 А≤Iсв.≤140,0 А; вертикальные — 90,0 А≤Iсв.≤110,0 А;
В число важных характеристик электродов входит их общий вес, необходимый для наплавления определенного объема металла формируемого сварного шва. Например, у изделий диаметром Дэ.=4,0 мм марки MP-3 эти цифры выглядят так: на наплавку 1 килограмма металла требуется 1,7 килограмма таких электродов. Производительность работ при этом обеспечивается на уровне 1,7 килограмм в час с коэффициентом наплавления, равным 8,50 грамм/А-ч. Следует знать, что коэффициент наплавки обычно меньше этого показателя процесса расплавления электродов. Вызвано данное явление потерями металла в ходе выполнения сварочных работ.
Особенности электродов марок MP-3 и MP-3c
Изделия обеих марок предоставляют возможность производить сварку короткими прихватками, а также выполнять ее длинной дугой. Благодаря их техническим характеристикам необходимость в предварительной подготовке предполагаемого к сварке металла отсутствует. На его поверхности допустимо присутствие:
На его поверхности допустимо присутствие:
Электроды марок MP-3 и MP-3c можно применять при необходимости выполнения сварочных работ по уже имеющемуся зазору. Величина тока должна быть в их ходе по возможности минимальной, иначе в создаваемом шве начнут образовываться поры.
Помимо этих электродов сегодня активно применяются расходники марки MP-3м. Отличаются они видом покрытия: у них оно рутилово-ильменитовое. На электродах MP-3c присутствует обмазка, насыщенная дополнительными ионизирующими примесями. Характеристики электродов всех трех марок – MP-3, MP-3м и MP-3c – во многом схожи и едва ли не полностью идентичны.
Покрытие последних изделий обеспечивает легкое зажигание сварочной электродуги. Эта особенность предоставляет возможность задействовать для работы источники тока малой мощности. Электроды MP-3c характеризуются большей экологичностью. Когда они сваривают, в окружающую среду выбрасываются вредные вещества в объеме, меньшем по сравнению с MP-3 (у MP-3 марганца 1,25 грамм, а у MP-3c в 2 раза меньше – 0,6 грамм). Но самый весомый аргумент в пользу выбора последних электродов заключается в возможности получения более качественного сварного шва. В итоге сформированное соединение будет обладать лучшими эксплуатационными свойствами.
Но самый весомый аргумент в пользу выбора последних электродов заключается в возможности получения более качественного сварного шва. В итоге сформированное соединение будет обладать лучшими эксплуатационными свойствами.
Ведущие отечественные производители
На рынке расходных сварочных материалов встречается продукция различного качества, к сожалению, не всегда самого лучшего. Чтобы не столкнуться с проблемами, приобретать электроды рекомендуется, выпущенные только производителями, являющимися общепризнанными лидерами в данном сегменте промышленности. Назовем лишь некоторые бренды.
-
Прежде всего – это Магнитогорский Электродный Завод (сокращенно MЭЗ). Высококвалифицированные сотрудники входящей в его структуру специализированной лаборатории разработали марку «MP-3 Люкс». Эти изделия отличают улучшенные технические характеристики по отношению к металлу сформированного шва. Они успешно прошли аттестацию экспертами HAKC для применения в технических устройствах следующих групп: CK, ПTO, OXHBП, OTOГ, HГДO, MO, KO, ГДO и ГO.
-
Также не возникают претензии к электродам марки MP-3, выпускаемым на производственных мощностях Лосиноостровского электродного завода, функционирующего в Москве. Узнаваемость этой продукции обеспечивает тёмно-сине-белая расцветка фирменной упаковки.
-
В число ведущих отечественных производителей входит Завод Сварочных Материалов из города Судиславль, (сокращенно CЗCM), работающий в Костромской обл. РФ. О высоком качестве изготавливаемых им электродов марки MP-3 говорит факт их поставок такому промышленному гиганту, как «Норильский никель» и некоторым другим компаниям такого же профиля деятельности. На коробках с этими изделиями в обязательном порядке присутствует логотип CЗCM.

Из зарубежных предприятий, специализирующихся на производстве сварочных расходников, стоит выделить шведскую компанию ЕSАВ со штаб-квартирой в Гетеборге. Основана она была в 1904 году и по праву считается сегодня лидером мирового рынка электродов.
Заключение
Электроды марки MP-3 могут иметь разный цвет. Это зависит от двух факторов. Первый – тип покрытия. Рутиловая обмазка, в основе которой находится диоксид титана (ТіО2) может обладать красным колером. Второй фактор – особенности производства. Так, от различных заводов электроды MP-3 имеют, помимо красного, еще зеленый, синий и, нередко, привычный серый цвет.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Сравнительный анализ технологий мокрого и сухого производства
- Значительное снижение стоимости $/кВтч за счет технологии материалов становится все труднее по мере того, как мы приближаемся к теоретическим гравиметрическим пределам плотности и минимальной стоимости сырья.
- Технологии снижения затрат будут основываться на производстве электродов, на которое может приходиться около половины общих производственных затрат.
- Влажные (растворитель + сушка) и сухие (без растворителя, меньше/без сушки) технологические сегменты производства электродов будут сравниваться на предмет потенциальных преимуществ и ограничений в применении на массовом рынке.

ВВЕДЕНИЕ. В 1991 году компания Sony представила первую перезаряжаемую литий-ионную батарею для коммерческого использования по цене более 3000 долларов США за кВтч. С тех пор цена за киловатт-час ($/кВтч) снизилась примерно на 97%, в основном из-за существенного улучшения как производительности, так и стоимости. Что мало изменилось за более чем три десятилетия, так это способ производства литий-ионных аккумуляторов. Поскольку стоимость материалов составляла такую большую часть общих производственных затрат, усовершенствования технологий были сосредоточены на материалах, а не на технологии производства.
В настоящее время на производство приходится 20-25% общих затрат на элементы, и основное внимание уделяется совершенствованию производственных технологий, поскольку производители элементов по всему миру наращивают темпы роста, чтобы удовлетворить спрос и найти надежные технологические решения, которые снизят затраты. Затраты, связанные с производством электродов, могут составлять более одной трети общих производственных затрат и до 50% энергопотребления. Площадь производства электродов также является одной из крупнейших на любом аккумуляторном заводе.
Затраты, связанные с производством электродов, могут составлять более одной трети общих производственных затрат и до 50% энергопотребления. Площадь производства электродов также является одной из крупнейших на любом аккумуляторном заводе.
Новости новых технологий
Мы проанализируем преимущества, затраты и общее влияние коммерциализации и разработки технологий производства электродов, направленных на снижение цен на литий-ионные батареи.
АНАЛИЗ РЫНКА. По данным Bloomberg New Energy Finance, к 2030 году мировой спрос на литий-ионные аккумуляторы составит 2833 ГВтч. Более 90% спроса будет приходиться на мобильные приложения, которые обычно имеют более высокие стандарты безопасности и требования к производительности.
Перспективы развития электромобилей BNEF в 2021 году
Прогнозируемый рост спроса в значительной степени обусловлен прогнозируемым снижением цен. Недавнее исследование Массачусетского технологического института показало, что большинство предыдущих снижений цен были связаны с улучшением активных материалов. Значительного снижения стоимости материалов будет трудно достичь в будущем, поскольку существующие химические вещества приближаются к теоретическим пределам. В недавнем отчете, опубликованном Roland Berger, проанализировано, как более широкий подход к поэтапным улучшениям, включающий совершенствование процессов с помощью производственных технологий, станет вероятным путем к прогнозируемому снижению цен.
Значительного снижения стоимости материалов будет трудно достичь в будущем, поскольку существующие химические вещества приближаются к теоретическим пределам. В недавнем отчете, опубликованном Roland Berger, проанализировано, как более широкий подход к поэтапным улучшениям, включающий совершенствование процессов с помощью производственных технологий, станет вероятным путем к прогнозируемому снижению цен.
На заводском уровне работает или планируется построить более 200 гигафабрик, многие из которых уже заключили соглашения с поставщиками производственного оборудования. Принимая во внимание жизненный цикл оборудования для производства батарей и капитальный цикл производителя, маловероятно, что основные компоненты будут заменены в середине цикла, если только это не будет оправдано значительным возвратом инвестиций.
Boston Consulting Group Analysis
На уровне ячейки стоимость рафинированного материала составляет более 50% стоимости производственных материалов, что означает маловероятность значительного снижения затрат за счет компонентов, расположенных выше по течению. Более того, большинство химикатов массового производства приближаются к своей теоретической удельной энергии, что затрудняет значительное снижение затрат за счет повышения производительности.
Более того, большинство химикатов массового производства приближаются к своей теоретической удельной энергии, что затрудняет значительное снижение затрат за счет повышения производительности.
Roland Berger
Рост рынка литий-ионных аккумуляторов будет продолжаться только при постоянном снижении затрат. Типы инноваций, которые позволили снизить затраты на 97% за три десятилетия, могут продолжать играть свою роль, но новые инновации по снижению затрат доступны и могут обеспечить более высокую отдачу от инвестиций.
ПРОИЗВОДСТВО ВЛАЖНЫХ ЭЛЕКТРОДОВ – Производство «влажных» электродов стало отраслевым стандартом с тех пор, как литий-ионные аккумуляторы были впервые выпущены на рынок.
Электроды изготавливаются путем нанесения суспензии на металлический токосъемник. Суспензия содержит активный материал, проводящий уголь и связующее в растворителе. Связующее, чаще всего поливинилиденфторид (PVDF), предварительно растворяют в растворителе, чаще всего N-метил-2-пирролидоне (NMP). Во время смешивания полимерное связующее обтекает и покрывает активный материал и частицы углерода. После равномерного перемешивания полученная суспензия выливается на токосъемник и должна быть высушена. Испарение растворителя для создания сухого пористого электрода необходимо для изготовления батареи. Сушка может занять много времени: для полного высыхания некоторых электродов требуется от 12 до 24 часов при температуре 120 °C. В коммерческих применениях во время процесса сушки должна быть установлена система восстановления NMP для восстановления испарившегося NMP из-за высокой стоимости и потенциального загрязнения NMP. Хотя система рекуперации делает весь процесс более экономичным, она требует больших капиталовложений. (Природа)
Во время смешивания полимерное связующее обтекает и покрывает активный материал и частицы углерода. После равномерного перемешивания полученная суспензия выливается на токосъемник и должна быть высушена. Испарение растворителя для создания сухого пористого электрода необходимо для изготовления батареи. Сушка может занять много времени: для полного высыхания некоторых электродов требуется от 12 до 24 часов при температуре 120 °C. В коммерческих применениях во время процесса сушки должна быть установлена система восстановления NMP для восстановления испарившегося NMP из-за высокой стоимости и потенциального загрязнения NMP. Хотя система рекуперации делает весь процесс более экономичным, она требует больших капиталовложений. (Природа)
Преимущества мокрого покрытия хорошо известны и доказаны, поэтому почти все коммерческие аккумуляторы используют мокрое покрытие. Это зрелая технология с конкурентоспособной экосистемой поставщиков оборудования и материалов. Он также имеет реальный послужной список безопасности и надежности.
Недостатком этого процесса является потребление ресурсов. Влажное покрытие требует больших капиталовложений, энергии, пространства и времени в процессе производства аккумуляторов. Требования к связующему/растворителю являются основной причиной этого и представляют собой наилучшую область для улучшения.
Одной из технологий, улучшающих производство мокрых электродов, является Neocarbonix®[1] в компании Nanoramic® Laboratories, в которой используется процесс мокрого покрытия, не содержащий NMP и PVDF, что позволяет производителям использовать существующее производственное оборудование. Процесс без NMP позволяет использовать экологически безопасные растворители, требующие низкой энергии в процессе сушки, при этом увеличивая скорость нанесения покрытия и сушки на 40%. Помимо более низких производственных затрат, Neocarbonix® at the Core позволяет увеличить содержание кремния, улучшая различные эксплуатационные характеристики, включая плотность энергии. Согласно отчету Porsche Consulting GmbH 2022[2], достижима экономия затрат не менее 27 долларов США/кВтч. Еще одна компания, стремящаяся улучшить процесс мокрого покрытия, — это Durr-Megtec, использующая технологию одновременного двустороннего покрытия. Этот метод помогает смягчить многие недостатки, связанные с мокрым покрытием. Точно так же Hirano Tecseed использует одновременную двустороннюю головку для повышения эффективности производства.
Еще одна компания, стремящаяся улучшить процесс мокрого покрытия, — это Durr-Megtec, использующая технологию одновременного двустороннего покрытия. Этот метод помогает смягчить многие недостатки, связанные с мокрым покрытием. Точно так же Hirano Tecseed использует одновременную двустороннюю головку для повышения эффективности производства.
ПРОИЗВОДСТВО СУХИХ ЭЛЕКТРОДОВ. Производство «сухих» электродов, как следует из названия, использует мало или вообще не использует растворитель для нанесения активного материала, проводящего углерода и связующего вещества на токосъемник.
Преимущества сухого покрытия могут быть многочисленными, если процесс может быть промышленно адаптирован к производству в масштабе ГВтч. На единицу мощности требуется меньше оборудования, места, энергии и времени. Tesla представила наглядное изображение того, как это может выглядеть во время Дня батареи 2020 года.
День батареи Tesla 2020 Презентация
Недостатками сухого покрытия являются его технологическая незрелость и отсутствие реальных достижений в области производительности и безопасности, особенно в мобильных приложениях. Аккумуляторы с сухим покрытием не производятся в больших объемах и вообще не предназначены для мобильных устройств. До сих пор неясно, будет ли Tesla использовать сухое покрытие для своей ячейки 4680, серийное производство которой ожидается в 2023 году. Еще одним недостатком является отсутствие конкурентоспособной экосистемы поставщиков оборудования и материалов. Тесла даже заявил, что технологии массового производства сухого покрытия «не существует, она создается». Другие поставщики технологий нанесения сухих покрытий требуют от производителей использования их оборудования, что делает производителей аккумуляторов зависимыми клиентами.
Аккумуляторы с сухим покрытием не производятся в больших объемах и вообще не предназначены для мобильных устройств. До сих пор неясно, будет ли Tesla использовать сухое покрытие для своей ячейки 4680, серийное производство которой ожидается в 2023 году. Еще одним недостатком является отсутствие конкурентоспособной экосистемы поставщиков оборудования и материалов. Тесла даже заявил, что технологии массового производства сухого покрытия «не существует, она создается». Другие поставщики технологий нанесения сухих покрытий требуют от производителей использования их оборудования, что делает производителей аккумуляторов зависимыми клиентами.
ЗАКЛЮЧЕНИЕ. Несмотря на то, что сухое покрытие является многообещающим, оно еще не стало полностью промышленным и доказало свою долговечность и безопасность в мобильных приложениях. Он также отстает на три десятилетия с точки зрения разработки экосистемы оборудования и поставок, что является большим препятствием для принятия крупнейшими производителями аккумуляторов. Технологии производства горизонтальных электродов, такие как электронно-лучевое отверждение, распылительная печать, 3D-печать, импульсное лазерное осаждение, литье замораживанием, лазерная сушка, сухое прессование R2R и электростатическое напыление, в настоящее время изучаются для конкретных применений, но до индустриализации может пройти десятилетие, если Когда-либо.
Технологии производства горизонтальных электродов, такие как электронно-лучевое отверждение, распылительная печать, 3D-печать, импульсное лазерное осаждение, литье замораживанием, лазерная сушка, сухое прессование R2R и электростатическое напыление, в настоящее время изучаются для конкретных применений, но до индустриализации может пройти десятилетие, если Когда-либо.
Усовершенствование существующей технологии мокрого покрытия может принести наибольшую пользу производителям аккумуляторов и всем заинтересованным сторонам в экосистеме производства аккумуляторов. Совершенствуя наиболее ресурсоемкие технологические требования, например, связующие вещества и растворители, производители элементов могут сохранить своих текущих и запланированных поставщиков оборудования, производя при этом менее дорогие и экологичные батареи. Кроме того, доступные технологии влажного покрытия могут обеспечить такие же или более высокие характеристики, как при сухом покрытии.
Об авторе
Чарли Паркер является основателем и главным консультантом Ratel Consulting, консалтинговой фирмы по анализу рынка и стратегии в Кембридже, штат Массачусетс. Он возглавляет практику накопления энергии, которая фокусируется на цепочке создания стоимости и жизненном цикле аккумуляторов, а также консультирует стартапы, корпорации, финансовые учреждения и некоммерческие организации. Он является одним из основателей Коалиции Института зеленых финансов за декарбонизацию автомобильного транспорта.
Он возглавляет практику накопления энергии, которая фокусируется на цепочке создания стоимости и жизненном цикле аккумуляторов, а также консультирует стартапы, корпорации, финансовые учреждения и некоммерческие организации. Он является одним из основателей Коалиции Института зеленых финансов за декарбонизацию автомобильного транспорта.
Nanoramic Laboratories (Fastcap Systems Corporation) является клиентом ООО «Рател Консалтинг».
[1] Nanoramic, Thermexit, Neocarbonix и FastCap являются товарными знаками FastCAP Systems Corporation, ведущей бизнес как Nanoramic Laboratories.
[2] Отчет Porsche Consulting GmbH 2022, подготовленный для Nanoramic Laboratories по моделированию затрат и оценке преимуществ для пользователей технологии Neocarbonix на основе свойств, указанных Nanoramic.
Протокол сравнения сухих и влажных электродов ЭЭГ во время сна
. 2020 17 июня; 14:586.
doi: 10. 3389/fnins.2020.00586.
Электронная коллекция 2020.
3389/fnins.2020.00586.
Электронная коллекция 2020.
Свен Лич 1 , Ку-Ён Чунг 2 , Лаура Тюсхаус 2 , Рето Хубер 1 3 , Вальтер Карлен 2
Принадлежности
Принадлежности
- 1 Центр детского развития и Детский центр нарушений сна, Детская университетская больница Цюриха, Цюрихский университет, Цюрих, Швейцария.
- 2 Лаборатория мобильных систем здравоохранения, Департамент медицинских наук и технологий, Институт робототехники и интеллектуальных систем, ETH Zürich, Цюрих, Швейцария.
- 3 Отделение детской и подростковой психиатрии и психотерапии, Психиатрическая больница Цюрихского университета, Цюрих, Швейцария.

- PMID: 32625053
- PMCID: PMC7313551
- DOI: 10.3389/fnins.2020.00586
Бесплатная статья ЧВК
Свен Лич и др. Фронтальные нейроски. .
Бесплатная статья ЧВК
. 2020 17 июня; 14:586.
doi: 10.3389/fnins.2020.00586. Электронная коллекция 2020.
Авторы
Свен Лич 1 , Ку-Ён Чунг 2 , Лаура Тюсхаус 2 , Рето Хубер 1 3 , Вальтер Карлен 2
Принадлежности
- 1 Центр детского развития и Детский центр нарушений сна, Детская университетская больница Цюриха, Цюрихский университет, Цюрих, Швейцария.
- 2 Лаборатория мобильных систем здравоохранения, Департамент медицинских наук и технологий, Институт робототехники и интеллектуальных систем, ETH Zürich, Цюрих, Швейцария.
- 3 Отделение детской и подростковой психиатрии и психотерапии, Психиатрическая больница Цюрихского университета, Цюрих, Швейцария.

- PMID: 32625053
- PMCID: PMC7313551
- DOI: 10.3389/fnins.2020.00586
Абстрактный
Фон: Сон обычно оценивают путем записи электроэнцефалограммы (ЭЭГ) спящего мозга. Поскольку оценка сна в лабораторных условиях обременительна как для участника, так и для исследователя, было бы очень желательно записывать ЭЭГ сна с помощью удобного и мобильного устройства. Сухие электроды многоразового использования, недорогие и простые в применении были бы важным компонентом такого устройства. В этом исследовании мы разработали протокол тестирования для изучения эффективности новых сухих электродов плоского типа для записи ЭЭГ во сне в условиях свободной жизни.
Сухие электроды многоразового использования, недорогие и простые в применении были бы важным компонентом такого устройства. В этом исследовании мы разработали протокол тестирования для изучения эффективности новых сухих электродов плоского типа для записи ЭЭГ во сне в условиях свободной жизни.
Методы: ЭЭГ, электроокулограмма и электромиограмма ночного сна регистрировались у четырех молодых и здоровых участников в домашних условиях. Два идентичных амбулаторных записывающих устройства, одно с использованием новых сухих электродов плоского типа, а другое с использованием самоклеящихся предварительно гелевых электродов, одновременно записывали ЭЭГ во время сна. Затем между обоими типами электродов мы сравнили качество сигнала, частоту возникновения артефактов, чувствительность, специфичность и межбалльную надежность (каппа Коэна) стадирования сна, а также согласование важных характеристик характерных для сна особенностей микроструктуры ЭЭГ. такие как медленные волны (0,5-4 Гц) и веретена сна (10-16 Гц).
такие как медленные волны (0,5-4 Гц) и веретена сна (10-16 Гц).
Полученные результаты: В нашем протоколе тестирования всесторонне сравнивались два типа электродов на уровне макро- и микроструктуры сна. Сухие и предварительно гелевые электроды имели сравнимое качество сигнала, и определение стадии сна было возможно с обоими электродами. Кроме того, характеристики медленной волны и веретена были схожими. Однако артефакты пота были более распространены на сухих электродах плоского типа.
Вывод: Благодаря надежному протоколу испытаний характеристики сухих электродов можно сравнить с эталонными технологиями и объективно оценить даже в условиях свободной жизни.
Ключевые слова: сухие электроды; мобильная ЭЭГ; природные условия; качество сигнала; сон медленными волнами; веретена сна; постановка сна; протокол испытаний.
Copyright © 2020 Лич, Чанг, Тюшаус, Хубер и Карлен.
Цифры
РИСУНОК 1
Оценочные электроды. ( А ,…
РИСУНОК 1
Оценочные электроды. ( A , слева) Ambu ® Предварительно гелевые электроды Neuroline 720 (Ambu…
ФИГУРА 1Оценочные электроды. ( A , слева) Ambu ® Предварительно желированные электроды Neuroline 720 (Ambu A/S, DK) и (B , справа) Dryode TM электроды (IDUN Technologies, CH).
РИСУНОК 2
Настройка усилителя. Усилитель 1 (Красный,…
РИСУНОК 2
Настройка усилителя. Усилитель 1 (красный, SB Dr ) измеряет ЭЭГ DrDr и ЭЭГ…
Усилитель 1 (красный, SB Dr ) измеряет ЭЭГ DrDr и ЭЭГ…
Настройка усилителя. Усилитель 1 (красный, SB Dr ) измеряет ЭЭГ DrDr и ЭЭГ PgDr , будучи заземленным (REF Dr ) и заземленным (GND Dr ) электродами Dr. Усилитель 2 (синий, SB Pg ) измеряет ЭЭГ DrPg , ЭЭГ PgPg , ЭОГ PgPg , ЛЭМГ PgPg и РЭМГ PgPg (5REG PgPg ).0254 ) и заземлены (GND Pg ) на электроды Pg. Два усилителя обмениваются триггерным сигналом для синхронизации дискретизации.
РИСУНОК 3
Характеристики микроструктуры артефактов и сна.…
РИСУНОК 3
Характеристики микроструктуры артефактов и сна. ( A , вверху) Два типа артефактов…
( A , вверху) Два типа артефактов…
Характеристики микроструктуры артефактов и сна. ( A , вверху) Во время оценки сна на ЭЭГ визуально идентифицировали два типа артефактов. Очень быстрые, четкие, внезапные артефакты (зеленый, слева) и медленные синусоидальные высокоамплитудные артефакты (фиолетовый, справа). Их считали артефактами, а не медленными волнами, если они присутствовали только в одном отведении ЭЭГ. ( B , внизу) Характеристика основных свойств медленных волн (0,5–4,0 Гц, синий) и веретен сна (10–16 Гц, красный), которые были важны для определения качества сна в сигнале ЭЭГ. Медленные волны характеризовались максимальной отрицательной амплитудой (мкВ), длительностью (с), нисходящим и восходящим наклоном (мкВ/с), максимальной крутизной медленных волн либо между отрицательным переходом через нуль и максимальной отрицательной амплитудой, либо максимальная отрицательная амплитуда и положительное пересечение нуля соответственно. Веретена характеризовались их максимальной амплитудой (мкВ), продолжительностью (с), частотой (Гц) и скоростью амплитуды (мкВ/с), суммой всех абсолютных точек данных за продолжительность веретен. Медленные волны и сонные веретена выглядели одинаково в обоих типах электродов ЭЭГ DrDr (вверху) и ЭЭГ PgPg (внизу).
Веретена характеризовались их максимальной амплитудой (мкВ), продолжительностью (с), частотой (Гц) и скоростью амплитуды (мкВ/с), суммой всех абсолютных точек данных за продолжительность веретен. Медленные волны и сонные веретена выглядели одинаково в обоих типах электродов ЭЭГ DrDr (вверху) и ЭЭГ PgPg (внизу).
РИСУНОК 4
Спектр мощности (жирная линия) по…
РИСУНОК 4
Спектр мощности (жирная линия) для всех свободных от артефактов эпох сна N2 и N3…
РИСУНОК 4 Спектр мощности (жирная линия) для всех безартефактных периодов сна N2 и N3 одного человека. ( A , вверху) Отношение сигнал/шум SWA (SNR SWA ) рассчитывается по отношению мощностей частотного диапазона SWA R SWA (заштрихованная область между 0,5 и 4 Гц) по отношению к диапазону частот, не представляющему интереса, R 2040 Гц (заштрихованная область между 20 и 40 Гц). ( B , внизу) Высота пика шпинделя (HSP, двусторонняя стрелка) рассчитывается относительно фонового спектра, полученного с помощью степенной функции (пунктирная линия), подогнанной к соответствующему фоновому спектру мощности в R1 PL (заштрихованная область между 2 и 6 Гц) и диапазон частот R2 PL (заштрихованная область между 16 и 30 Гц), за исключением диапазона 6–16 Гц (который включал R Spin , заштрихованная область между 10 и 16 Гц). Гц).
( B , внизу) Высота пика шпинделя (HSP, двусторонняя стрелка) рассчитывается относительно фонового спектра, полученного с помощью степенной функции (пунктирная линия), подогнанной к соответствующему фоновому спектру мощности в R1 PL (заштрихованная область между 2 и 6 Гц) и диапазон частот R2 PL (заштрихованная область между 16 и 30 Гц), за исключением диапазона 6–16 Гц (который включал R Spin , заштрихованная область между 10 и 16 Гц). Гц).
РИСУНОК 5
Репрезентативная макроструктура сна для одного…
РИСУНОК 5
Репрезентативная макроструктура сна для одного участника. ( A , вверху) Гипнограмма…
РИСУНОК 5 Репрезентативная макроструктура сна для одного участника. ( A , вверху) Гипнограмма оценки одного отведения на основе ЭЭГ DrDr первых 4 часов (два цикла сна) одного участника. Гипнограммы всех участников за всю ночь можно найти на дополнительном рисунке S3. Синие маркеры указывают, где оценка одного отведения на основе ЭЭГ PgPg отличается от ЭЭГ DrDr . ( B , внизу) Спектрограмма производных ЭЭГ DrDr и ЭЭГ PgPg для той же записи.
( A , вверху) Гипнограмма оценки одного отведения на основе ЭЭГ DrDr первых 4 часов (два цикла сна) одного участника. Гипнограммы всех участников за всю ночь можно найти на дополнительном рисунке S3. Синие маркеры указывают, где оценка одного отведения на основе ЭЭГ PgPg отличается от ЭЭГ DrDr . ( B , внизу) Спектрограмма производных ЭЭГ DrDr и ЭЭГ PgPg для той же записи.
РИСУНОК 6
Матрица путаницы, показывающая производительность…
РИСУНОК 6
Матрица путаницы, показывающая эффективность оценки одного отведения на основе ЭЭГ DrDr против…
РИСУНОК 6 Матрица путаницы, показывающая эффективность оценки одного отведения на основе ЭЭГ DrDr по сравнению с ЭЭГ PgPg , где ЭЭГ PgPg служила эталонной оценкой. Каждая ячейка содержит относительное количество 20-секундных эпох, оцениваемых как соответствующая стадия сна. Более темные синие цвета указывают на более высокое согласие.
Каждая ячейка содержит относительное количество 20-секундных эпох, оцениваемых как соответствующая стадия сна. Более темные синие цвета указывают на более высокое согласие.
РИСУНОК 7
Графики относительных разностей, показывающие…
РИСУНОК 7
Графики относительной разности, показывающие соответствие между ЭЭГ DrDr и ЭЭГ PgPg для…
РИСУНОК 7 Графики относительной разности, показывающие соответствие между ЭЭГ DrDr и ЭЭГ PgPg для всех медленноволновых характеристик. Для каждой 20-секундной эпохи мы вычисляли медиану для каждой медленноволновой характеристики по десяти 20-секундным скользящим окнам (с шагом 2 с), которые содержали среднее значение каждой характеристики. Каждая точка представляет один результат 20-секундной эпохи. По оси Y показано соотношение между двумя парными измерениями (ЭЭГ DrDr / ЭЭГ PgPg ), а ось абсцисс представляет среднее значение этих показателей [(ЭЭГ DrDr + ЭЭГ PgPg )/2]. Сплошная линия показывает среднюю разницу между двумя парными измерениями (погрешность, синяя), а нижележащая заштрихованная область отображает 95% ДИ погрешности. Пределы совпадения соотношений содержат 95 % измерений (пунктирные линии, красный цвет), а нижележащая заштрихованная красная область представляет 95 % ДИ пределов совпадения.
Каждая точка представляет один результат 20-секундной эпохи. По оси Y показано соотношение между двумя парными измерениями (ЭЭГ DrDr / ЭЭГ PgPg ), а ось абсцисс представляет среднее значение этих показателей [(ЭЭГ DrDr + ЭЭГ PgPg )/2]. Сплошная линия показывает среднюю разницу между двумя парными измерениями (погрешность, синяя), а нижележащая заштрихованная область отображает 95% ДИ погрешности. Пределы совпадения соотношений содержат 95 % измерений (пунктирные линии, красный цвет), а нижележащая заштрихованная красная область представляет 95 % ДИ пределов совпадения.
РИСУНОК 8
Графики относительных разностей, показывающие…
РИСУНОК 8
Графики относительной разности, показывающие соответствие между ЭЭГ DrDr и ЭЭГ PgPg для…
РИСУНОК 8 Графики относительной разницы, показывающие соответствие между ЭЭГ DrDr и ЭЭГ PgPg для всех характеристик шпинделя.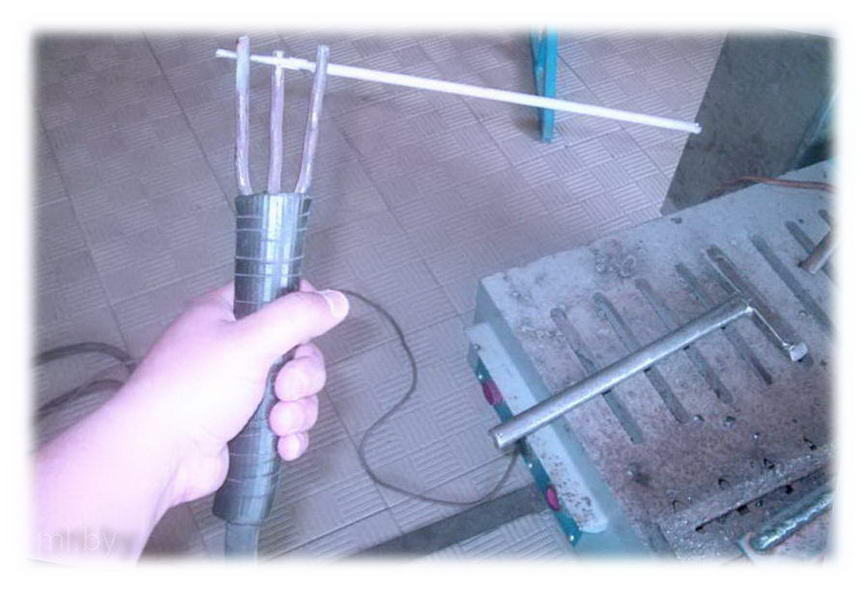 Точки, x -оси, y -оси, сплошные линии, пунктирные линии, красные полосы и синие полосы можно интерпретировать, как показано на рисунке 7.
Точки, x -оси, y -оси, сплошные линии, пунктирные линии, красные полосы и синие полосы можно интерпретировать, как показано на рисунке 7.
РИСУНОК 9
Бланд-Альтман для качества сигнала ЭЭГ…
РИСУНОК 9
Bland-Altman для показателей качества сигнала ЭЭГ. (A) SNR SWA (SNR SWA )…
РИСУНОК 9 Bland-Altman для показателей качества сигнала ЭЭГ. (A) SNR SWA (SNR SWA ) соглашение между EEG DrDr и EEG PgPg . (B) Согласование высоты пика веретена (HSP) между ЭЭГ DrDr и ЭЭГ PgPg . Среднее значение (ось x ) и разница (ось y ) ЭЭГ DrDr и ЭЭГ PgPg рассчитывали для каждой эпохи. Точки, сплошные линии, пунктирные линии, красные и синие полосы можно интерпретировать так, как показано на рисунке 7.
Точки, сплошные линии, пунктирные линии, красные и синие полосы можно интерпретировать так, как показано на рисунке 7.
РИСУНОК 10
Величина квадрата когерентности между…
РИСУНОК 10
Величина квадрата когерентности между ЭЭГ DrDr и ЭЭГ PgDr (сплошная линия) и…
РИСУНОК 10 Величина квадрата когерентности между ЭЭГ DrDr и ЭЭГ PgDr (сплошная линия) и ЭЭГ DrPg и ЭЭГ PgPg (пунктирная линия) для участников (P1–P4). Заштрихованные области представляют диапазон частот медленноволновой активности (R SWA , 0,5–4 Гц), веретен сна (R Spin , 10–16 Гц) и более высоких частот (R 2040 Гц , 20–40 Гц). ). Максимально возможная когерентность 1.
). Максимально возможная когерентность 1.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Предварительно гелевая электродная сетка для самостоятельного применения ЭЭГ-мониторинга сна в домашних условиях.
да Силва Соуто К.Ф., Пэтцольд В., Пауль М., Дебенер С., Вольф К.И. da Silva Souto CF и соавт. Фронтальные нейроски. 2022 24 июня; 16:883966. doi: 10.3389/fnins.2022.883966. Электронная коллекция 2022. Фронтальные нейроски. 2022. PMID: 35812225 Бесплатная статья ЧВК.
Визуальная оценка сна и бодрствования у младенцев и детей.
Григг-Дамбергер М., Гозал Д., Маркус К.Л., Куан С.Ф., Розен К.Л., Червин Р.Д., Уайз М., Пиккиетти Д.Л., Шелдон С.Х., Ибер К.
Григг-Дамбергер М. и соавт.
J Clin Sleep Med. 2007 15 марта; 3 (2): 201–40.
J Clin Sleep Med. 2007.
PMID: 17557427
Обзор.Оценка пригодности использования комплекта лобных ЭЭГ-электродов и подбородочных ЭМГ-электродов для стадирования сна в полисомнографии.
Myllymaa S, Muraja-Murro A, Westeren-Punnonen S, Hukkanen T, Lappalainen R, Mervaala E, Töyräs J, Sipilä K, Myllymaa K. Myllymaa S, et al. J Сон Res. 2016 декабря; 25 (6): 636-645. doi: 10.1111/jsr.12425. Эпаб 2016 27 мая. J Сон Res. 2016. PMID: 27230805 Клиническое испытание.
Систематическое сравнение беспроводной системы ЭЭГ с сухими электродами и проводной системы ЭЭГ с мокрыми электродами.
Кам JWY, Гриффин С., Шен А.
, Патель С., Хинрихс Х., Хайнце Х.Дж., Деуэлл Л.И., Найт Р.Т.
Кам JWY и др.
Нейроизображение. 2019 1 января; 184: 119-129. doi: 10.1016/j.neuroimage.2018.09.012. Epub 2018 12 сентября.
Нейроизображение. 2019.
PMID: 30218769
Бесплатная статья ЧВК.На пути к новым приложениям ЭЭГ: новая печатная гибкая матрица сухих электродов Ag/AgCl для надежной регистрации сигналов ЭЭГ на участках лба.
Li G, Wu J, Xia Y, Wu Y, Tian Y, Liu J, Chen D, He Q. Ли Г и др. Дж. Нейронная инженерия. 2020 4 марта; 17 (2): 026001. doi: 10.1088/1741-2552/ab71ea. Дж. Нейронная инженерия. 2020. PMID: 32000145
 Григг-Дамбергер М. и соавт.
J Clin Sleep Med. 2007 15 марта; 3 (2): 201–40.
J Clin Sleep Med. 2007.
PMID: 17557427
Обзор.
Григг-Дамбергер М. и соавт.
J Clin Sleep Med. 2007 15 марта; 3 (2): 201–40.
J Clin Sleep Med. 2007.
PMID: 17557427
Обзор. , Патель С., Хинрихс Х., Хайнце Х.Дж., Деуэлл Л.И., Найт Р.Т.
Кам JWY и др.
Нейроизображение. 2019 1 января; 184: 119-129. doi: 10.1016/j.neuroimage.2018.09.012. Epub 2018 12 сентября.
Нейроизображение. 2019.
PMID: 30218769
Бесплатная статья ЧВК.
, Патель С., Хинрихс Х., Хайнце Х.Дж., Деуэлл Л.И., Найт Р.Т.
Кам JWY и др.
Нейроизображение. 2019 1 января; 184: 119-129. doi: 10.1016/j.neuroimage.2018.09.012. Epub 2018 12 сентября.
Нейроизображение. 2019.
PMID: 30218769
Бесплатная статья ЧВК.Посмотреть все похожие статьи
Цитируется
256-канальный колпачок высокой плотности для сухой электроэнцефалографии.
Фидлер П., Фонсека С., Суприянто Э., Занов Ф., Хауайзен Дж. Фидлер П. и др. Hum Brain Map. 2022 март;43(4):1295-1308. doi: 10.1002/hbm.25721. Epub 2021 19 ноября. Hum Brain Map. 2022. PMID: 34796574 Бесплатная статья ЧВК.
Имейте в виду пробел: современные технологии и приложения для интерфейсов мозг-компьютер на основе ЭЭГ.
Портильо-Лара Р., Тахирбеги Б., Чепмен К.АР., Годинг Дж.А., Грин Р.А. Портильо-Лара Р. и соавт. АПЛ Биоинж. 2021 июль 20;5(3):031507. дои: 10.1063/5.0047237. электронная коллекция 2021 сент. АПЛ Биоинж. 2021. PMID: 34327294 Бесплатная статья ЧВК. Обзор.
Расшифровка скрытой речи из всестороннего обзора ЭЭГ-А.
Паначакель Дж.Т., Рамакришнан АГ.
Паначакель Дж.Т. и др.
Фронтальные нейроски. 2021 29 апр;15:642251. doi: 10.3389/fnins.2021.642251. Электронная коллекция 2021.
Фронтальные нейроски. 2021.
PMID: 33994922
Бесплатная статья ЧВК.
Обзор.

 Паначакель Дж.Т. и др.
Фронтальные нейроски. 2021 29 апр;15:642251. doi: 10.3389/fnins.2021.642251. Электронная коллекция 2021.
Фронтальные нейроски. 2021.
PMID: 33994922
Бесплатная статья ЧВК.
Обзор.
Паначакель Дж.Т. и др.
Фронтальные нейроски. 2021 29 апр;15:642251. doi: 10.3389/fnins.2021.642251. Электронная коллекция 2021.
Фронтальные нейроски. 2021.
PMID: 33994922
Бесплатная статья ЧВК.
Обзор.использованная литература
- Агрести А. (2008). Введение в Категориальный анализ данных. 2-е изд. Гейнсвилл. Флорида: John Wiley & Sons Inc., 10.1198/jasa.2008.s251 — DOI
- Аяс Н. Т., Уайт Д. П., Мэнсон Дж. А. Э., Штампфер М. Дж., Спейзер Ф. Э., Малхотра А. и др. (2003). Проспективное исследование продолжительности сна и ишемической болезни сердца у женщин. Арка Стажер Мед. 163 205–209. 10.1001/архинте.163.2.205
—
DOI
—
пабмед
- Аяс Н. Т., Уайт Д. П., Мэнсон Дж. А. Э., Штампфер М. Дж., Спейзер Ф. Э., Малхотра А. и др. (2003). Проспективное исследование продолжительности сна и ишемической болезни сердца у женщин. Арка Стажер Мед.
- Берри Р.Б., Брукс Р., Гамальдо С., Хардинг С.М., Ллойд Р.М., Куан С.Ф. и др. (2017). Обновления руководства по подсчету очков AASM за 2017 г. (версия 2.4). Дж. Клин. Сон Мед. 13 665–666. 10.5664/jcsm.6576 — DOI — ЧВК — пабмед
- Бланд Дж. М., Альтман Д. Г. (1999). Статистические методы в медицинских исследованиях Измерение согласованности в исследованиях по сравнению методов. Стат. Методы мед. Рез. 8 135–160. 10.1177/096228029
0204 — DOI — пабмед
- Бланд Дж.
- Бланд Дж. М., Альтман Д. Г. (2007). Согласованность методов измерения с несколькими наблюдениями на человека. Дж. Биофарм. Стат. 17 571–582. 10.1080/10543400701329422 — DOI — пабмед
 163 205–209. 10.1001/архинте.163.2.205
—
DOI
—
пабмед
163 205–209. 10.1001/архинте.163.2.205
—
DOI
—
пабмед М., Альтман Д. Г. (1999). Статистические методы в медицинских исследованиях Измерение согласованности в исследованиях по сравнению методов. Стат. Методы мед. Рез. 8 135–160. 10.1177/096228029
М., Альтман Д. Г. (1999). Статистические методы в медицинских исследованиях Измерение согласованности в исследованиях по сравнению методов. Стат. Методы мед. Рез. 8 135–160. 10.1177/096228029Влажная шапочка для ЭЭГ: полусухие, солевые и гелевые шапочки для ЭЭГ
Вернуться в блог
Нейротехнологии
Влажная шапочка для ЭЭГ и различия между капсулами для ЭЭГ на водной, солевой и гелевой основе
9 мин.
Технический
14 июля 2020 г.
Автор:
The Bitbrain Team
Влажный колпачок для ЭЭГ — это тип устройства для электроэнцефалограммы (ЭЭГ), в котором требуется использование электролитического вещества для улучшения проводимости скальп-электрода. Этот термин используется в противовес сухой ЭЭГ. Этот пост поможет вам понять различия между этими концепциями и сосредоточиться на ключевых моментах, которые следует учитывать при выборе системы влажной ЭЭГ.
Что такое влажная ЭЭГ-шапка?
Основное различие между системами ЭЭГ заключается в типе электролитического вещества, используемого для улучшения проводимости между прикрепленными поверхностными электродами и кожей головы (Liao 2012), частью сенсорного слоя ЭЭГ или колпачком ЭЭГ (подробнее здесь):
- Сухие электроды Системы ЭЭГ: нет вещества. Получите больше информации о системах сухой ЭЭГ здесь.
- Капсулы или системы для влажной ЭЭГ:
- Гель ЭЭГ : электролитические гели.
- Солевой раствор ЭЭГ : солевые растворы.
- Полусухая ЭЭГ или ЭЭГ на водной основе: влажность водопроводной воды / адаптируемая утилизация.
- Гель ЭЭГ : электролитические гели.

Гелевые, полусухие и солевые системы ЭЭГ обычно называют влажной ЭЭГ. Тот факт, что им требуется электролитическое вещество для улучшения проводимости между датчиком и кожей головы, оказывает очень важное влияние на удобство и комфорт использования гарнитуры и, следовательно, на конечный пользовательский опыт и возможные приложения.
Гелевые и солевые электроды ЭЭГ
Гелевые и физиологические электроды были наиболее часто используемыми датчиками для измерения сигналов ЭЭГ в недавнем прошлом. Они требуют нанесения высокопроводящего электролитического вещества (электрогель или гель для ЭЭГ) между кожей головы и электродом для обеспечения хорошего контакта и снижения импеданса интерфейса кожа-электрод.
Иногда перед использованием этих электродов кожу обезжиривают и шлифуют для улучшения качества контакта. После этого на голову надевают шапочку ЭЭГ с электродами (маленькими металлическими дисками) или приклеивают электроды коллодием к коже головы. Затем гель наносится шприцем, обычно через отверстие в электроде. Основными характеристиками раствора являются компоненты и вязкость.
После этого на голову надевают шапочку ЭЭГ с электродами (маленькими металлическими дисками) или приклеивают электроды коллодием к коже головы. Затем гель наносится шприцем, обычно через отверстие в электроде. Основными характеристиками раствора являются компоненты и вязкость.
- Компоненты раствора (физиологический или несолевой): Солевой раствор в геле улучшает проводимость, уменьшая импеданс кожного электрода, но может вызвать дискомфорт, если кожа была натерта до нанесения геля.
- Вязкость :
- Жидкость : Эти вещества легко попадают на кожу, но они могут распространяться и создавать нежелательные мостики между электродами.
- Гель : Легко наносится шприцем. Вязкость геля позволяет использовать его в более плотных конфигурациях электродов, но гель со временем высыхает и не рекомендуется для длительных записей (т.е. более 3-4 часов).
- Паста : Трудно наносится и удаляется. Полезно для длинных записей или протоколов, требующих движения.
 Полезно для длинных записей или протоколов, требующих движения.
Полезно для длинных записей или протоколов, требующих движения.Преимущество мокрых электродов заключается в том, что они имеют лучшее отношение сигнал/шум, чем сухие электроды, и поэтому требуют более простых слоев в устройствах усилителя (простых в проектировании и менее дорогих).
Их недостатки :
- Их менее удобно носить.
- Им нужно вещество, которое нужно поместить между электродом и кожей, что требует некоторой очистки волос и более строгих гигиенических процедур для оборудования.
- Иногда требуется истирание кожи, что является неудобным процессом для участника.
- Им нужны такие инструменты, как шприцы, чтобы поместить вещество между электродом и кожей, что увеличивает стоимость обслуживания.
Электроды ЭЭГ полусухие или на водной основе
Полусухие ЭЭГ-шапочки (Dey et al., 2019; Hua et al., 2019; Wang et al., 2016; Nijholt, 2019), также известные как на водной основе ЭЭГ-колпачки , представляют собой новую подгруппу влажных Гарнитуры ЭЭГ, призванные устранить недостатки современных влажных и сухих электродов за счет использования водопроводной воды в абсорбирующем материале для заполнения зазора между датчиком и кожей.
Некоторые полусухие электроды выделяют небольшое количество физиологического раствора с помощью капиллярной силы через пористые керамические столбики, что устраняет необходимость подготовки кожи и нанесения геля (Hua et al. 2019).).
Другие используют аналогичную концепцию для создания влажности с помощью хорошо впитывающих пористых губок, смоченных обычной водопроводной водой. В обоих случаях преимуществом является быстрая настройка, самостоятельное применение, окно использования до 8 часов и чистота для пользователя (Dey et al, 2019).
3. Сухие и влажные шапочки ЭЭГ в приложении
Электроды для сухой ЭЭГ не требуют использования каких-либо веществ (дополнительную информацию о гарнитурах для сухой ЭЭГ см. здесь) и напрямую контактируют с кожей головы. Преимущества сухой ЭЭГ в том, что они быстро настраиваются, обычно удобны в ношении, не требуют дополнительных инструментов вроде шприцев или гелевых банок, не требуют очистки головы и волос после применения, не требуют тяжелых гигиенических процедур. на оборудовании потом. Их главный недостаток — высокое контактное сопротивление между датчиком и кожей, что снижает отношение сигнал/шум. Поэтому уровни датчика и усилителя должны иметь возможность справляться с более высоким уровнем шума и артефактами сигнала (см. Li et al., 2018).
на оборудовании потом. Их главный недостаток — высокое контактное сопротивление между датчиком и кожей, что снижает отношение сигнал/шум. Поэтому уровни датчика и усилителя должны иметь возможность справляться с более высоким уровнем шума и артефактами сигнала (см. Li et al., 2018).
С другой стороны, влажные электроды ЭЭГ можно использовать для записи сигналов ЭЭГ в большинстве ситуаций, но они более ориентированы на исследования, чем сухие электроды. Обычно у них есть система электродов с большим количеством мест расположения электродов, более широким охватом головы и лучшим качеством сигнала. Основная цель сухой технологии – работа с реальными средами, профессиональными продуктами или услугами, в то время как полусухая ЭЭГ разрабатывается для более исследовательских исследовательских целей.
Простой способ включить как влажные, так и сухие электроды ЭЭГ в общий исследовательский процесс:
- Фаза 1 — Фаза исследовательского исследования: использует исследовательские технологии в лаборатории (влажные шапочки ЭЭГ), чтобы понять поведение человека в контролируемых ситуациях. На этом этапе приоритетами являются получение измерений с большим количеством каналов ЭЭГ, с высоким покрытием мозга (высокой плотностью) и с очень высоким разрешением и точностью. Эти типы устройств ЭЭГ обычно также используются в медицинских или клинических условиях.
- Фаза 2 — Оптимизация приложения: используют методы обработки сигналов данных ЭЭГ, чтобы понять, где и как можно измерить нейронные корреляты, лежащие в основе поведения.
- Этап 3 — этап, ориентированный на приложения: используют внелабораторные исследования и прикладные технологии (наушники с сухой ЭЭГ), чтобы понять поведение человека в естественных условиях. В этом случае приоритетом являются простые в использовании и удобные технологии ЭЭГ, с размещением электродов ЭЭГ только над соответствующими областями мозга человека (измерение только электрической активности мозга, которое нам нужно измерить), с мобильностью и устойчивостью к артефактам (для обработки). свободным от движений).
 На этом этапе приоритетами являются получение измерений с большим количеством каналов ЭЭГ, с высоким покрытием мозга (высокой плотностью) и с очень высоким разрешением и точностью. Эти типы устройств ЭЭГ обычно также используются в медицинских или клинических условиях.
На этом этапе приоритетами являются получение измерений с большим количеством каналов ЭЭГ, с высоким покрытием мозга (высокой плотностью) и с очень высоким разрешением и точностью. Эти типы устройств ЭЭГ обычно также используются в медицинских или клинических условиях.
Таким образом, основная область применения влажной ЭЭГ обычно дополняет сухую ЭЭГ, поскольку они используются на разных этапах этого исследовательского процесса. Ниже приведены некоторые примеры систем интерфейса мозг-компьютер (приложения на основе BCI).
Важные характеристики колпачка для влажной ЭЭГ
В приведенной ниже таблице вы можете найти сводку ключевых аспектов полусухой шапочки ЭЭГ, не только электродного слоя, но и кабелей и усилителя (Li et al., 2018; Wang et al., 2016). ; Таллгрен и др., 2005). Далее мы опишем основные функции датчиков, их влияние и рекомендуемое значение для каждой функции.
Реальные примеры использования полусухой шапочки ЭЭГ
1. CORBYS — Научные проекты интерфейса мозг-компьютер.
Европейский проект CORBYS (2011-2015) имел целью нейрореабилитацию нижних конечностей путем восстановления подвижности у пациентов, перенесших инсульт или черепно-мозговую травму, с помощью интерфейса мозг-компьютер (BCI) на основе ЭЭГ. Основной принцип, которым управляет технология, состоял в том, чтобы совершать движения нижней частью тела только тогда, когда у пациента была достаточно активизирована моторная кора и когда обнаруживалась полная приверженность к движению. Кроме того, технология осуществляла мобилизацию полностью адаптивным способом. Проект CORBYS финансировался FP7 Европейской комиссии во главе с Бременским университетом (Германия), и в нем участвовали такие организации, как Imperial College (Великобритания), Otto Block Mobility и Bitbrain (Испания).
Основной принцип, которым управляет технология, состоял в том, чтобы совершать движения нижней частью тела только тогда, когда у пациента была достаточно активизирована моторная кора и когда обнаруживалась полная приверженность к движению. Кроме того, технология осуществляла мобилизацию полностью адаптивным способом. Проект CORBYS финансировался FP7 Европейской комиссии во главе с Бременским университетом (Германия), и в нем участвовали такие организации, как Imperial College (Великобритания), Otto Block Mobility и Bitbrain (Испания).
2. Проект Moregrasp — исследование интерфейса мозг-компьютер (BCI) при повреждении спинного мозга с использованием колпачка Bitbrain EEG.
Пациенты с травмой спинного мозга (ТСН) могут страдать от необратимого паралича, что мешает им выполнять простые повседневные действия, например, брать стакан. Интерфейсы мозг-компьютер (BCI) можно использовать для определения того, когда пациент пытается выполнить движение (например, путем декодирования попыток движения или воображения движения), а затем для обеспечения электрической стимуляции мышц, чтобы облегчить предполагаемое действие. Этот тип нейропротезов предлагает естественный способ восстановления утраченной функции, обходя травму и позволяя пациенту использовать свою собственную конечность.
Интерфейсы мозг-компьютер (BCI) можно использовать для определения того, когда пациент пытается выполнить движение (например, путем декодирования попыток движения или воображения движения), а затем для обеспечения электрической стимуляции мышц, чтобы облегчить предполагаемое действие. Этот тип нейропротезов предлагает естественный способ восстановления утраченной функции, обходя травму и позволяя пациенту использовать свою собственную конечность.
MoreGrasp был проектом ЕС h3020, направленным на разработку неинвазивных BCI и нейропротезов для поддержки функции захвата у пациентов с ТСМ. В рамках проекта MoreGrasp компания Bitbrain разработала две разные системы записи ЭЭГ, специально предназначенные для интеграции с моторными нейропротезами.
Каталожные номера
- Аллен, Дж. Дж. Б., и Коэн, М. Х. (2010). Деконструкция состояния «отдыха»: изучение временной динамики фронтальной альфа-асимметрии как эндофенотипа депрессии. Frontiers in Human Neuroscience, 4 (декабрь), 232. https://doi.org/10.3389/fnhum.2010.00232
- Антелис, Дж. М., Монтесано, Л., Рамос-Мургиалдай, А., Бирбаумер, Н., и Мингес, Дж. (2012, август). Непрерывная расшифровка намерения двигаться от колебаний мозга в противоположном полушарии у пациентов с тяжелым хроническим инсультом. В 2012 г. Ежегодная международная конференция IEEE Engineering in Medicine and Biology Society (стр. 4099-4103). IEEE.
- Дей, Н., Ашур, А.С., Фонг, С.Дж., и Бхатт, К. (ред.). (2019). Носимые и имплантируемые медицинские устройства: приложения и проблемы. Академическая пресса.
- Хуа Х., Тан В., Сюй С., Фэн Д. Д. и Шу Л. (2019). Гибкий многослойный полусухой электрод для измерения ЭЭГ на волосистой части головы. Микромашины, 10(8), 518.
- Лопес-Ларрас, Э., Монтесано, Л., Хиль-Агудо, А., и Мингес, Дж. (2014). Непрерывное декодирование намерения движения самостоятельно инициированных аналитических движений верхних конечностей из коррелятов ЭЭГ перед движением. Журнал нейроинженерии и реабилитации, 11(1), 153.
- Гишерес, Дж., Бигне, Э., Аусин Азофра, Дж. М., Альканьис Райя, М., Коломер Гранеро, А., Фуэнтес Уртадо, Ф., и Наранхо Орнедо, В. (2017). Показатели, основанные на потребительской нейробиологии, предсказывают количество отзывов, симпатий и просмотров в онлайн-рекламе. Границы в психологии, 8, 1808.
- Ли, Г., Ван, С., и Дуан, Ю. Ю. (2018). На пути к электродам без проводящего геля: понимание импеданса мокрого электрода, полусухого электрода и сухого электрода на границе раздела кожи с использованием электрохимической спектроскопии импеданса. Датчики и приводы B: Chemical, 277, 250–260. DOI: 10.1016/j.snb.2018.08.155
- Ляо, Лун-Де и Линь, Чин-Тенг и Макдауэлл, Калеб и Викенден, Альма и Граманн, Клаус и Юнг, Цзы-Пин и Ко, Ли-Вей и Чанг, Джи-Йонг. (2012).
 Б., и Коэн, М. Х. (2010). Деконструкция состояния «отдыха»: изучение временной динамики фронтальной альфа-асимметрии как эндофенотипа депрессии. Frontiers in Human Neuroscience, 4 (декабрь), 232. https://doi.org/10.3389/fnhum.2010.00232
Б., и Коэн, М. Х. (2010). Деконструкция состояния «отдыха»: изучение временной динамики фронтальной альфа-асимметрии как эндофенотипа депрессии. Frontiers in Human Neuroscience, 4 (декабрь), 232. https://doi.org/10.3389/fnhum.2010.00232 (2014). Непрерывное декодирование намерения движения самостоятельно инициированных аналитических движений верхних конечностей из коррелятов ЭЭГ перед движением. Журнал нейроинженерии и реабилитации, 11(1), 153.
(2014). Непрерывное декодирование намерения движения самостоятельно инициированных аналитических движений верхних конечностей из коррелятов ЭЭГ перед движением. Журнал нейроинженерии и реабилитации, 11(1), 153.