руководство для начинающих и профессионалов
Из этого материала вы узнаете:
- Сложности сварки тонкого металла
- Преимущества и недостатки сварки тонкого металла инвертором
- Выбор полярности для сварки тонкого металла
- Настройка оборудования перед сваркой металла
- Руководство для начинающих по сварке тонкого металла инвертором
- Техника сварки тонкого металла
- Правильная сварка тонкого металла: практические советы
- Сварка тонкого металла полуавтоматом
Соединять тонкостенные изделия – задача настолько сложная, что лишь единицы справляются с ней. Остальные вынуждены сталкиваться с прожиганием конструкции и поиском решений, как варить тонкий металл правильно. Но все становится проще, если знаешь, какие технологии применять и какие настройки оборудования выставлять.
Наша статья – ваш гид в этом процессе. Вы узнаете, как выбирается полярность для сварки, как правильно подготовить оборудование и инструменты, а также мы поделимся тонкостями технического исполнения данной процедуры.
Сложности сварки тонкого металла
Даже опытные сварщики иногда задаются вопросом о том, как варить тонкий металл. Начинающим мастерам эта задача дается еще труднее. Дело в том, что при данном процессе действуют совсем иные правила, чем во время обработки толстостенных изделий. Иными словами, существует немало нюансов и сложностей, вызывающих проблемы при выборе режимов и электродов. Проще всего соединять заготовки из металла небольшой толщины при помощи сварочных полуавтоматов, однако в домашних условиях чаще используют инверторные аппараты. Поэтому далее будем говорить именно о том, как варить тонкий металл инвертором.
Самая главная сложность связана с тем, что металл нельзя сильно нагревать, ведь изделие быстро прогорает с образованием дыр. Потому чем быстрее ведется сварка, тем лучше, при этом электрод необходимо вести строго по линии шва.
Работы ведутся на малых токах с использованием короткой дуги, ведь даже при небольшом отрыве она гаснет. Нередко появляются трудности с розжигом дуги, потому важно варить аппаратами, обеспечивающими напряжение холостого хода более 70 В, то есть с хорошей вольт-амперной характеристикой. Не менее важна плавная регулировка сварного тока, а именно от 10 А.
VT-metall предлагает услуги:
Сильный нагрев металла приводит к искривлению тонких листов, из-за чего те принимают волнообразную форму. В дальнейшем исправить этот дефект бывает очень сложно, поэтому лучше сразу постараться не перегревать заготовку. Либо можно отвести тепло – о методе использования теплоотводящих прокладок будет говориться дальше.
Обязательным этапом, предшествующим соединению встык кромок тонких листов металла, является их тщательная обработка и зачистка. Дело в том, что грязь и ржавчина вызывают дополнительные трудности при сварке, поэтому лучше не пожалеть времени и заняться выравниванием.
Так как вы собираетесь варить тонкий металл, важно разместить листы очень близко друг к другу, чтобы не оставалось зазора. Далее нужно зафиксировать их положение при помощи струбцин, прижимов и прочих доступных приспособлений. После чего необходимо прихватить элементы будущей конструкции швами-прихватками, делая их на расстоянии 7–10 см друг от друга. Таким образом удастся избежать смещения заготовок и минимизировать шансы их изгиба в процессе работы.
Преимущества и недостатки сварки тонкого металла инвертором
Использование современной сварочной техники позволяет добиться высокого качества соединений и меньше задумываться о том, как варить тонкий металл. Наличие у сварщика большого опыта становится гарантией того, что материал нормально прогрет, на нем отсутствуют прожоги и температурная деформация. Это связано с тем, что при использовании постоянного тока мастер может установить минимальную мощность. Таким образом снижается вероятность прогорания металла, и подобную ошибку могут совершить лишь недостаточно опытные специалисты.
Аппарат защищен от сбоев в работе, поскольку управляется микропроцессором, обеспечивая необходимый ток. Правда, при низкой температуре инвертор не может обеспечить стабильность во время сварки – эта проблема актуальна даже для оборудования от известных брендов.
Выбор полярности для сварки тонкого металла
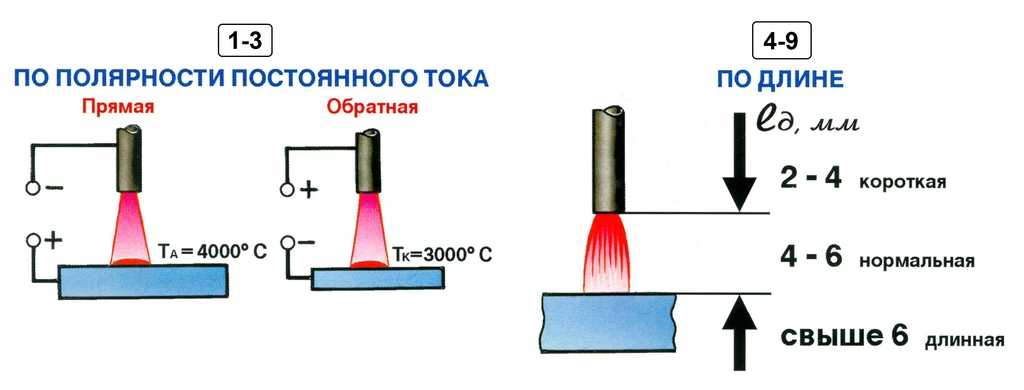
Говоря о том, как варить тонкий металл, нужно понимать, что сварочная техника инверторного типа имеет два вида полярности:
- прямой, при котором держак подключен к минусовой клемме, а масса – к плюсовой;
- обратный, предполагающий, что держак соединен с плюсовой клеммой, а масса – с минусовой.
Нагрев обеспечивается за счет плюсовой клеммы, поэтому подсоединенный к ней элемент нагревается сильнее. Данную особенность необходимо использовать при сварке аппаратом постоянного тока.
При помощи прямой полярности достигается проплавление заготовки на большую глубину, поскольку при ней, в первую очередь, нагревается металл изделия, а не электрод.
При обратной полярности изделие прогревается меньше, а температура концентрируется на электроде. Подобное распределение приводит к таким последствиям:
- металл имеет меньшую температуру, снижается вероятность его прожигания;
- происходит быстрое плавление электрода, лучше формируется шов.
Настройка оборудования перед сваркой металла
Так как нам важно качественно варить тонкий металл электродом, то в первую очередь необходимо грамотно выбрать соотношение параметров работы аппарата, инструмента и толщины заготовки. При этом важно придерживаться таких закономерностей:
| Слой материала, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Диаметр электрода, мм | 1 | 1,6–2 | 2 | 2–2,5 | 3 |
| Сила тока, ампер | 10–20 | 32–35 | 45–55 | 60–70 | 75–80 |
Говоря о том, каким током варить тонкий металл, нужно понимать, что инвертор позволяет работать с двумя видами тока:
- постоянным;
- переменным.


При использовании постоянного тока цепь подключают способом обратной полярности, то есть «минус» подсоединяют к заготовке, а «плюс» – к держателю. В результате нагрев смещается с изделия на инструмент, защищая основной материал от прогорания, деформации, наплывов.
Сварка тонкого металла переменным током связана с осуществлением работ при высокой частоте и более низком показателе силы тока, в сравнении с обработкой толстых листов. Необходимо снизить стартовые показатели тока на20–30 % и более. Бывалые мастера разжигают электрод на болванке, расположенной встык к заготовке, и сразу переносят его к месту основного соединения.
Руководство для начинающих по сварке тонкого металла инвертором
Сварка изделий из тонкого металла инвертором всегда должна производиться за кратчайшее время. Мастер проводит электрод по прямой всего раз, избегая остановок. При этом устанавливается минимальная сила тока.
Но прежде чем приступить к сварке, необходимо подготовить поверхность металлических элементов:
- Оценить изначальную геометрию и принять меры, позволяющие сохранить ее в процессе работы, если это требуется. А именно: снизить нагрев, использовать зажимы.
- Удалить с краев заготовок ржавчину, грязь, краску и другие загрязнения.
- Закрепить либо установить в требуемом положении элементы будущей конструкции, учитывая технологию.
 А именно: снизить нагрев, использовать зажимы.
А именно: снизить нагрев, использовать зажимы.Зафиксированные заготовки скрепляют друг с другом при помощи предварительных точечных прихватов. Последние выполняются с шагом в 5–10 см, они защищают от множества ошибок, таких как прожиг, наплывы, деформация.
Обеспечивающая постоянный ток сварочная техника позволяет работать с обратной полярностью. В таком случае к «плюсу» подключают кабель с держателем электрода, а к «минусу» – металлические заготовки. В итоге электрод нагревается сильнее, чем само изделие.
Так как вы хотите научиться варить тонкий металл, нужно выбирать самые тонкие электроды, то есть в пределах 1,5-2 мм. Для получения действительно качественного шва даже при малых токах необходимо, чтобы электроды имели высокий коэффициент расплавления. Для электродов размером 1,5 мм требуется ток 30–45 ампер, для 2 мм этот показатель устанавливается на уровне 40–60 ампер. Можно выставить и более низкую силу тока, но тут важно справиться с настолько трудной задачей.
Можно выставить и более низкую силу тока, но тут важно справиться с настолько трудной задачей.
Добиться меньшего нагрева металла позволяет еще одна хитрость: заготовки располагают вертикально или под наклоном. Сварку осуществляют сверху вниз, не меняя направление движения кончика электрода. Работают углом вперед величиной 30–40°, за счет чего обеспечивается минимальный прогрев материала, что всегда очень важно при сварке тонких металлов.
Чтобы работать с изделиями небольшой толщины, лучше приобрести качественные импортные электроды – так вы защитите себя от целого ряда трудностей.
Рекомендуем статьи
- Как варить инверторной сваркой: инструкция для новичков и не только
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Аргоновая сварка труб: особенности технологии
К сварке приступают с прихватки, электрод ведут вперед, избегая колебательных движений. Нужно постараться останавливаться как можно реже, пока вы варите тонкий металл.
Техника сварки тонкого металла
Одной из составляющих ответа на вопрос о том, как варить тонкий металл, является грамотный подвод краев пластин друг к другу. При соединении встык нередко остаются прожоги, поэтому подобный подход может использоваться лишь мастерами с большим опытом. По возможности рекомендуется расположить заготовки внахлест, чтобы обеспечить основание для наплавляемого металла и избежать его прожигания. Тогда электрод направляют на нижнюю пластину, чтобы не допустить подрезов верхнего элемента.
Сварка встык не предполагает разделки кромок, как и обеспечения зазора. Наоборот, сварщик как можно более плотно сводит кромки заготовок и делает прихватки. При этом работа сильно упрощается благодаря низкой силе тока и тонким электродам.
- Выставляют малый ток и быстро ведут шов, не отклоняясь от линии соединения.
- Немного увеличивают силу тока, но шов накладывают прерывистой дугой. В этом случае металл успевает остыть, прежде чем на него ляжет новая порция присадки.
- Варят указанными способами, но применяют при этом специальную подложку – она поддерживает разогретый участок, не давая ему провалиться. Лучше всего с этой целью использовать графитовую подкладку, иначе изделие может частично привариться к металлическому столу.
- Накладывают швы в шахматном порядке либо небольшими участками длиной по 100 мм, чтобы не допустить сильной деформации заготовок за счет нагрева шва по всей длине. Если выбран подход со сваркой участками, второй шов заканчивают на месте начала первого.
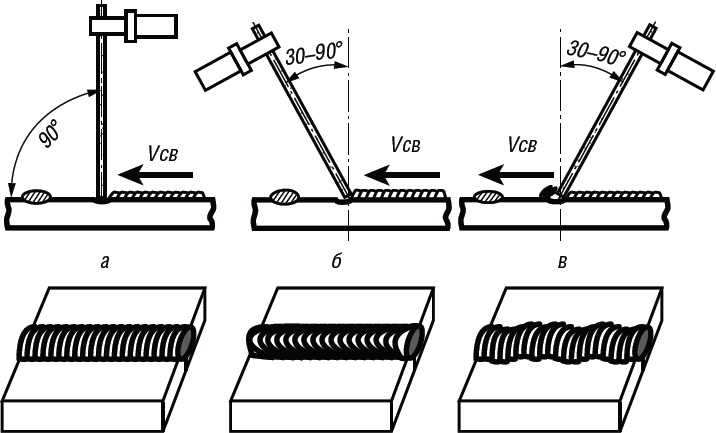
Так как варить тонкий металл нужно короткой дугой, соединение формируется быстро и без перегрева металла. При увеличении дуги не происходит визуального прожигания пластины, однако оказывается невозможно формирование сварочного валика. По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.
По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.
Правильная сварка тонкого металла: практические советы
1. Тонкий металл требует использования тонких электродов.
Речь идет об электродах толщиной 1,6–2 мм, применение которых сопровождается понижением сварочного тока. Дело в том, что более толстые электроды в сочетании с малым током гасят дугу. Если же для электрода диаметром 3 мм устанавливается необходимая сила тока, тонкий металл начинает гореть.
2. Выбирайте пониженный ток.
Это необходимо, чтобы не допустить прогорания тонкого металлического изделия. Обычно придерживаются таких норм:
- толщина металла 1-2 мм предполагает использование электрода диаметром 1,6 мм и тока 25–50 ампер;
- металл толщиной 2-3 мм варят электродом диаметром 2 мм и с силой тока 40–80 ампер;
- при толщине изделия 3-4 мм используют электрод диаметром 3 мм и ток 80–160 ампер.

3. Сохраняйте короткую дугу.
На длинной дуге в тонком металле образуются отверстия. Говоря о том, как варить тонкий металл, нужно понимать, что длинная дуга появляется, как только электрод слишком сильно поднимается над свариваемой поверхностью. Чтобы избежать прогорания тонкостенных конструкций, важно обеспечить стабильную короткую дугу: чем она короче, тем меньше вероятность подобных дефектов.
Если вы будете точно следовать указанным советам, вы не допустите прожигания тонкого металла во время сварки.
Сварка тонкого металла полуавтоматом
Для соединения изделий из тонкого металла, помимо инверторов, сегодня активно используется сварка полуавтоматом. Второй подход наиболее актуален при работе с корпусами автомобилей.
В этом случае не требуется менять электрод, поскольку оборудование обеспечивает непрерывную подачу проволоки. В итоге работа занимает гораздо меньше времени, что важно при осуществлении крупных проектов. Так как отсутствует сгораемая часть электрода, проще отслеживать расстояние от изделия до грелки.
Все перечисленные особенности приводят к тому, что неопытным сварщикам легче понять, как варить тонкий металл именно полуавтоматом. Кроме того, здесь может использоваться проволока толщиной 0,8 мм, поэтому у специалиста появляется возможность обрабатывать еще более тонкие листы стали. Однако для домашних условий инверторный способ остается наиболее востребованным из-за доступности оборудования.
Итак, теперь вы знаете больше о том, как варить тонкий металл. Пусть приведенные выше рекомендации облегчат вам работу и принесут пользу!
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Каким электродом варить 2 мм металл? Что нужно знать для выбора нужного электрода?
Екатерина
Любой сварщик, будь он новичок или профессионал, сталкивался с тонколистовым металлом. Тонколистовой (или просто тонкий) — это металл толщиной до 2 мм. Он используется повсеместно. Чаще всего с ним можно столкнуться, работая с профилированными трубами.
Чтобы проварить тонколистовой металл, вам не понадобится мощный сварочный аппарат и электроды большого диаметра. По этой причине работать с тонкими металлами не так уж сложно. Тем не менее, есть ряд особенностей, которые нужно учитывать, выполняя такую работу. И если их не учесть, то скорее всего швы будут дефектными.
В этой статье мы подробно расскажем, как и чем варить тонкие металлы, какие сварочные технологии лучше использовать, какие марки электродов подойдут и как работать с тонколистовой оцинкованной сталью.
Содержание статьи
- Сложности при соединении тонких металлов
- Виды соединения тонкого металла при ручной дуговой сварке.
- Как выбрать нужный электрод? Каким электродом варить металл? От чего зависит выбор диаметра?
- Подготовка металла и его соединение
- Соединение тонкого металла инвертором
- Техники и методы соединения тонких металлических листов
- Соединение оцинковки
- Заключение
Сложности при соединении тонких металлов
- В чем главная сложность соединения тонкого металла, так это в том, что при сильном нагревании он прогорает и в нем образуются дыры. Работать с тонким металлом нужно по принципу: «Чем быстрее, тем лучше».
- Сила тока должна быть небольшой, то есть и дуга должна быть короткой. Короткая дуга легко гаснет даже при небольшом отрыве, поэтому рекомендуется использовать при сварке аппараты с хорошими вольт-амперными показателями.
- При воздействии высокой температуры на металлические листы, они могут изменять свою форму: они волнообразно выгибаются. С этим минусом распрощаться очень сложно. Единственный выход – постараться не допускать перегрева или отводить тепло.
 С этим минусом распрощаться очень сложно. Единственный выход – постараться не допускать перегрева или отводить тепло.
С этим минусом распрощаться очень сложно. Единственный выход – постараться не допускать перегрева или отводить тепло.Тонкий металл, как правило, сваривается методом ручной дуговой сварки. Металл 1 мм-1,5 мм толщиной рекомендуется варить 2 мм электродами. Выбор электродов для сварки металлов нужно осуществлять, в том числе, с учетом типа металлического изделия. Соединение тонкого металла выполняется непрерывно на протяжении всей длины сварного шва. Средний показатель сварного тока – около 40-60 А.
Главная цель при соединении тонкого металла – это не допустить прожига. Другие дефекты при работе с тонкими металлами встречаются редко.
Виды соединения тонкого металла при ручной дуговой сварке.
- С помощью непрерывной сварочной дуги. В данном случае электрод нужно направлять со средней скоростью. Если будете вести электрод слишком быстро, то проварится не весь шов, а только его верхняя часть. Если вести электрод медленно, то можно прожечь металл.
- С прекращением дуги. Этот способ самый популярный для соединения тонкого металла.
- Точечная сварка.

Как и при при ручной дуговой сварке , так и при сварке металла инвертором, тонкий металл нужно варить очень быстро, чтобы не допустить его остывания.
Как выбрать нужный электрод? Каким электродом варить металл? От чего зависит выбор диаметра?
Одним из режимов сварки дугой является диаметр сварочных электродов. На выбор сварочных электродов определенного диаметра влияет не только положение шва, но и толщины материала.
Выбор диаметра электрода в зависимости от толщины свариваемого металла показан в таблице ниже.
Таблица: диаметр электрода в зависимости от толщины соединяемого металла.
| Толщина металла, мм | 1-2 | 3-5 | 6-11 | 12-24 | 25 и более |
| Диаметр электрода, мм | 1,6-2 | 2,5-3 мм | 4-5 | 5-6 | 6 и более |
Диаметр электрода и их самые популярные модели.
Среди огромного разнообразия электродов, многие из них имеют схожие технические характеристики.
Диаметры электродов для сварки LB-52U
| Диаметр, мм | 2.6 | 3.2 | 4 | 5 | |
| Длина, м | 0,35 | 0,35 | 0,4 | 0,4 | 0,4 |
Диаметры электродов для сварки АНО-21
| Диаметр, мм | 1.6 | 2 | 2,5 | 3 | 4 |
| Длина электрода, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 |
ОЗС-12
| Диаметр стержня, мм | Длина стержня, м |
|---|---|
| 2 | 0.3 |
| 2.5 | 0.35 |
| 3 | 0.35 |
| 4 | 0.45 |
| 5 | 0.45 |
Для сварки углеродистых и низколегированных сталей используются МТГ электроды 01к или мтг 03.
 Их еще называют электроды лэз мр.
Их еще называют электроды лэз мр.Чем отличаются электроды помимо диаметра? Выбор сварочных электродов зависит также и от материала свариваемых поверхностей. Это необходимо в том числе для того, чтобы совпадала температура плавления электрода и используемого материала.
В данном случае работают элементарные законы физики: чем больше металла требуется расплавить, тем более высокая требуется температура. Следовательно, для повышения температуры, необходима более высокая сила тока.
| Толщина металла, мм | Толщина электрода, мм | Ток, А |
|---|---|---|
| 1-2 | 1,6 | 25-50 |
| 2-3 | 2,0 | 40-80 |
| 2-3 | 2,5 | 60-100 |
| 3 и 4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-24 | 5-6 | 220-320 |
| 30-60 | 6-8 | 300-400 |
Особенность электрода марки МР-3С в том, что он справится со сваркой даже металла, который плохо очищен от окислов или иных загрязнений, со ржавчиной или когда поверхности влажные. Подбор именно этих электродов незаменим при монтажных работах, при сварке неповоротных стыков труб. Однако, все же существует разница между сваркой подготовленного металла от плохо подготовленного либо неподготовленного вовсе.
Подбор именно этих электродов незаменим при монтажных работах, при сварке неповоротных стыков труб. Однако, все же существует разница между сваркой подготовленного металла от плохо подготовленного либо неподготовленного вовсе.
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 5кг наплавленного шва, кг |
| 23,5 | 90 | 8,5 |
Подготовка металла и его соединение
- Перед стыковой сваркой тонких металлических листов их необходимо зачистить и обработать. Оставлять ржавчину или грязь нежелательно. Чем лучше подготовишь металл, тем качественнее получится шов. Удалите с помощью растворителя следы краски, масла, грязи. С помощью болгарки, наждачки или напильника зачистите поверхность до блеска.
- Листы нужно расположить друг к другу без наличия зазоров.
- Зафиксируйте их с помощью струбцин. Можно использовать любые типы струбцины, в том числе магнитные.
- С использованием коротких швов прихватывайте элементы с интервалом 7-10 см. Это делается для того, чтобы детали не сместились, и чтобы уменьшить вероятность возникновения изгибов.
Соединение тонкого металла инвертором
Инвертор как нельзя кстати при работе с тонкими металлами. При опытном применении с его помощью можно добиться отличных результатов. Важно правильно настроить аппарат, чтобы избежать ошибок.
Положительная особенность инверторов выражается, прежде всего, в том, что можно варить, используя обратную полярность. То есть, электрод будет нагреваться больше, а металл – меньше.
При сварке инвертором нужно использовать размеры электродов от 1,5 до 2 мм с высоким коэффициентом расплавления, тогда шов будет качественным. Сила тока устанавливается небольшая: примерно 30-45 ампер для 1,5 мм электрода и 40-60 ампер для 2 мм.
Для того, чтобы минимизировать степень нагрева тонкого материала, детали нужно поставить вертикально и варить сверху вниз. Угол наклона примерно 30-40 градусов.
Угол наклона примерно 30-40 градусов.
Техники и методы соединения тонких металлических листов
В каждом конкретном случае важно определить, какой техникой нужно руководствоваться при соединении тонкостенного материала.
электроды для тонкостенного материалаМетод отбортовки подразумевает отгибание кромок листа на необходимый угол и скрепление его поперечными швами через каждые 5-10 см. Потом нужно проложить непрерывный шов сверху вниз.
Однако, не всегда получается варить непрерывный шов без прожигания материала. В таком случае, можно пробовать оторвать буквально на несколько мгновений дугу и опустить электрод обратно в то же самое место, продвигая его на пару миллиметров. Это делается для того, чтобы металл успевал остывать во время отрыва дуги. Самое главное правило при осуществлении таких действий – не дать остыть металлу слишком сильно.
Стыковая сварка тонкого железа сложно осуществима. Лучше осуществлять ее внахлест.
При стыковой сварке между листами можно разместить проволоку.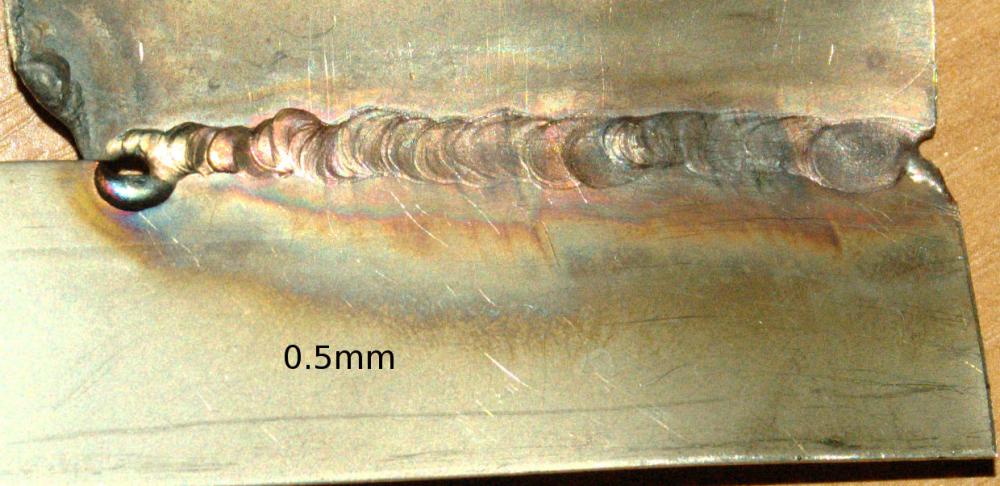 В таком случае дугу необходимо вести по ней. Она принимает на себя всю термо-нагрузку, в то время как сами листы не перегреваются.
В таком случае дугу необходимо вести по ней. Она принимает на себя всю термо-нагрузку, в то время как сами листы не перегреваются.
Между листами вместо проволоки можно разместить медные пластины. Медь имеет хорошую теплопроводность, примерно в 7 раз выше чем у стали. Пластины укладывают под место сварки, и она «забирает» тепло себе, не допуская перегрева металла.
Соединение оцинковки
Оцинковка, то есть оцинкованная сталь, это обычная сталь, чаще всего в листах, только покрытая цинком. При работе с оцинковкой у многих мастеров возникают трудности, из-за которых не удается сформировать качественный шов.
Толщина покрытия электрода цинком может быть различной. Если вам нужно ее сварить, весь цинк нужно удалить с кромок. Это можно сделать следующими способами:
- Удалить механически с помощью болгарки, шлифовальной машинки, наждачки или металлической щетки
- Выжечь с помощью сварки. Правда, в процессе этого испаряется цинк, пары которого ядовиты. Поэтому, подобные работы нужно осуществлять на улице или в помещении, где имеется исправно функционирующая вытяжка.

Таким образом, соединение тонких пластин металлических изделий требует наличия у специалиста определенных знаний и практики. Правильно с первого раза осуществить такой процесс очень сложно. Сделать правильный выбор электродов для сварки можно руководствуясь таблицами выше. Важно помнить, что диаметр электрода в зависимости от толщины свариваемого металла следует подбирать с умом. Таким образом, нужно понимать, из каких условий выбирают и какими показателями нужно руководствоваться, чтобы соединить тонкостенный металл качественно.
Заключение
В этой статье мы рассказали все, что вам нужно знать о сварке тонкостенного металла. Тонкие металлы используются повсеместно, и рано или поздно вы столкнетесь с ними в своей практике. Используйте таблицы электродов для сварки из этой статьи, чтобы подобрать электроды, и не забывайте подготавливать металл перед сваркой.
В представленных ниже видео показано, как именно осуществлять сварку металлических пластин, какой электрод, технику и метод сварки выбрать.
Похожие публикации
Как варить тонкий металл инвертором: методы и технологии сварки
Часто возникает задача, что необходимо сварить тонкий металл. Ворота для гаража, бак для банной печи, или забор на даче. Найти сварщика, привезти его, показывать-рассказывать, да еще и платить — так себе идея. Самому в этом плане гораздо проще и выгоднее. Но тут нас подстерегает сложность, так как сварка тонкого металла процесс не простой.
Содержание
- Основные трудности при выполнении сварке тонкого металла.
- Чем варить тонкий металл. Способы сварки.
- Ручная дуговая сварка (РДС)
- Аргонодуговая сварка (РАД, tig или wig).
- Полуавтоматическая сварка(МП, МИГ, МАП)
- Оборудование.
- Выбор способа.
- Полярность.
- Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
- Первый способ, при котором используется отбортовка.
- Теперь нужно настроить аппарат для тонкого металла.
- Рассмотрим еще один способ как правильно варить тонкий металл электродом.
- Все готово, можно начинать варить.
- Завершение процесса.
- Как варить полуавтоматом с углекислотой тонкий металл.
- Порядок подключения аппарата:
- Сварочная проволока.
- Сварка тонкого металла в аргоне.
- Настройка сварочного инвертора для сварки в аргоне.
- Устанавливаем прихватки.
 РДС- Ручная дуговая сварка.
РДС- Ручная дуговая сварка.Основные трудности при выполнении сварке тонкого металла.
Как уже говорилось ранее, сварить изделие из тонкого железа не так просто, как хочется. Металл с малой толщиной быстро нагревается и прогорает. Образуется прожег металла. Кроме того, тонкие изделия сильно деформируются если их перегреть.
Еще одна сложность — скорость выполнение процесса. Варить нужно быстро или использовать специальные способы. Об основных методах сварки и технологии их выполнения для тонкого металла речь пойдет ниже.
Опытные сварщики используют определенные хитрости, с помощью которых можно легко справиться с такой задачей, как сварка деталей из тонкого металла. Об этих хитростях в нашей статье.
Чем варить тонкий металл. Способы сварки.
Рассмотрим способы сварки, подходящие для деталей из тонкого металла. Самые распространенные способы:
- Ручная дуговая (РДС)
- Неплавящимся электродом из вольфрама (РАД) в аргоне или смеси газов.
- Полуавтоматом в углекислом газе.
Ручная дуговая сварка (РДС)
Очень популярна из-за недорого оборудования и простоты применения. Варить тонкий металл ей сложнее чем другими двумя способами. Основной плюс при ее использовании, вам не нужен баллон с газом, а аппарат есть у многих. Для ручной дуговой (РД) — это не проблема
Аргонодуговая сварка (РАД, tig или wig).
Её применяют для изделий из тонкой нержавейки, алюминия а также сталей. Данный метод обеспечивается очень высокая степень защиты инертным газом. Газ, который применяют, аргон в чистом виде или смешанный с другими газами в различных соотношениях.
Газ, который применяют, аргон в чистом виде или смешанный с другими газами в различных соотношениях.
Для высококачественной сварки тонких изделий в аргоне лучше всего подойдет. Но цена газа с присадочной проволоки высока, а оборудование тяжелое и габаритное (газовый баллон). Подробнее об данном способе читайте здесь.
Полуавтоматическая сварка(МП, МИГ, МАП)
Часто применяют в автосервисах, как раз для ремонта кузова автомобиля. Там толщины от 1,2 до 2 мм. Способ очень производительный и не сложный в применении. Для него так же, как и для предыдущего способа необходимо применять защитный газ. Чаще всего используют СО2.
Иногда для полуавтомата применяют порошковую проволоку. Тогда процесс идет без газа. Порошковая проволока дорогостоящая вещь которую найти бывает сложно. Ее нечасто применяют, поэтому на ней останавливаться подробно не будем. Подробнее об данном способе читайте здесь.
Оборудование.
Для всех из приведенных способов в настоящее время, сварочным аппаратом является инвертор.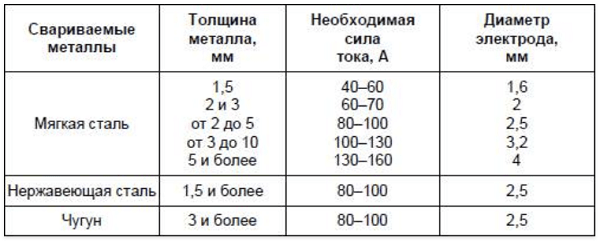 Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах.
Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах.
Для ручной дуговой кроме аппарата, держака с комплектом кабелей ничего больше не требуется. Все это, как правило, идет вместе в одном комплекте с аппаратом.
Для выполнения полуавтоматического процесса необходим баллон с защитным газом и редуктор, комплект шлангов. В холодное время года, также необходим подогреватель газа.
Помимо сварочных кабелей, массы, также нежна сварочная горелка.
Для процесса в аргоне неплавящимся электродом требуется так же, как в случае с полуавтоматом газовый баллон, шланг, редуктор, оборудованный ротаметром для контроля количества подаваемого газа.
Также используется горелка, но она имеет совершенно другую конструкцию чем горелка полуавтомата. Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.
Выбор способа.

Предварительно познакомившись со способами, необходимо выбрать подходящий нам.
Выбираем сварку в аргоне когда:
- Требуется варить тонкую нержавейку.
- Требуется варить алюминий или его сплавы.
- Если требуется варить сталь при условии того, что шов должен быть эстетичен (элементы декора, мебель и т.д.).
Выбираем полуавтоматическую когда:
- Требуется варить протяженные швы.
- Когда опыта мало или совсем нет.
В остальных случаях применяем ручную дуговую.
Полярность.
Полярность при сварке деталей из тонкого железа играет очень важную роль. От этого во многом зависит будет ли прогорать металл или нет. Так какой же полярностью варить тонкий металл инвертором?
Прямая полярность — это полярность при которой подключения клемм к изделию и аппарату происходит так, что плюс подключается к изделию, а минус (масса) на электрод.
При использовании прямой полярности на поверхности температура достигает более высоких значений, чем если бы использовалась обратная полярность. Поэтому ее применение не желательно. При использовании обратной полярностьи – «+» аппарата подключается к держаку с электродом, масса к изделию.
Поэтому ее применение не желательно. При использовании обратной полярностьи – «+» аппарата подключается к держаку с электродом, масса к изделию.
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить.
Будет просто шикарно если еще и обезжирить.
Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм.
Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед. Важно как можно реже останавливаться.
Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Как варить полуавтоматом с углекислотой тонкий металл.
Для того чтобы сваривать полуавтоматом тонкий металл, подключаем оборудование. Каждый конкретный аппарат имеет свои собственные особенности в подключении. Схему подключения лучше всего взять из инструкции завода-изготовителя. Она идет вместе с аппаратом.
Порядок подключения аппарата:
- Проверяем целостность аппарата и сварочных кабелей.
- Подключаем горелку и газовое оборудование к аппарату.
- Открываем баллон и редуктор.
- Включаем подогреватель газа (если установлен).
- Устанавливаем сварочную проволоку в устройство подачи.
- Подключаем к сети аппарат.
- Включаем аппарат и нажав кнопку на горелке и держим пока проволока не выйдет из сопла.
- Подключаем массу к изделию.
Сварочная проволока.
Сварочную проволоку необходимо прокалить 1,5-2 часа при температуре от 150 до 280 °С. Коррозию необходимо удалить, иначе процесс будет идти не стабильно. Лучше всего удалять ржавчину раствором кислоты HCL-5%.
Коррозию необходимо удалить, иначе процесс будет идти не стабильно. Лучше всего удалять ржавчину раствором кислоты HCL-5%.
Вот и все теперь можно приступать к настройке. Как же настроить полуавтомат для сварки тонкого металла? Для этого есть специальные таблицы. Они чаще всего идут совместно с полуавтоматом в комплекте. Если нет, то воспользуйтесь таблицами, приведенными ниже.
После настройки нужно проварить пробный сварочный шов на заготовке. Если процесс идет стабильно, разбрызгивание минимально и нет сильного треска, то все настроено верно. Можем приступать к сварке основной детали.
Полуавтоматическая сварка в углекислом газе прекрасно справляется с малыми толщинами. Если хотим варить тонкий металл без обрыва дуги, тогда нужно применять импульсный режим.
Сварочный процесс будет следующий:
- Выставляем зазор и устанавливаем прихватки отступив от края изделия 5-10 мм.
- Варить желательно на теплоотводе съемной подкладке, изготовленной из меди, алюминия или из нержавеющей стали;
- Предпочтительной вести процесс для изделий толщиной стенки от 0,8-1 мм в вертикальном положении на спуск т. е. сверху перемещаться вниз. Это обеспечит минимальный нагрев металла.
- Не совершать колебательных движений горелкой.
 е. сверху перемещаться вниз. Это обеспечит минимальный нагрев металла.
е. сверху перемещаться вниз. Это обеспечит минимальный нагрев металла.Также, как в случае с ручной дуговой необходим теплоотвод в виде подкладки. Полуавтоматическая сварка в среде СО2 проста, именно поэтому ее часто применяют для сварки тонкого металла автомобилей. Ее часто называют кемпи сварка.
Кстати, название кемпинговая сварка пошло от предприятия производителя полуавтоматов Kemppi. По аналогии как угловую шлифовальную машину (УШМ) называют «Болгарка». Это связано с тем, что из Болгарии на территорию СССР стали поступать первые УШМ. Так и прижилось.
Ручная дуговая электродами (MMA)
56.94%
В среде аргона неплавящимся электродом (TIG)
8.33%
Полуавтоматическая сварка в СО2 или др. газах (MAG-MIG)
23.61%
Под слоем флюса
2.78%
Газовая
8.33%
Проголосовало: 72
Сварка тонкого металла в аргоне.
Сварка аргоном деталей из тонкой нержавейки очень часто происходит именно данным способом сварки. Инертный газ – аргон обеспечивает высокую степень защиты.
Инертный газ – аргон обеспечивает высокую степень защиты.
Для выполнения сварки также, как и в предыдущих методах производим подготовку оборудования:
- Проверить целостность электрических кабелей.
- Подключить газовое оборудование к сварочному аппарату.
- Подсоединить горелку и кабель массы к аппарату.
- Включить сварочный аппарат.
- Настроить режим.
- Произвести продувку газовой магистрали.
Настройка сварочного инвертора для сварки в аргоне.
Для настройки аппарата необходимо использовать параметры, рекомендованные заводом-изготовителе. Если таких рекомендаций нет, то воспользуйтесь таблицами с нашего сайта.
Для аргонодуговой сварки тонкого металла используется – прямая полярность.
После настройки параметров сварки переходим к самой технологии. Как и в предыдущий способах, сварочный ток настраиваем на отдельной заготовке. Взяв данные из таблиц за основу.
Также производится настройка расхода газа. Стоит учитывать если процесс будет производиться при ветре необходимо использовать сопло с большим диаметром, а также увеличить расход газа. Горелку при этом приближать как можно ближе к сварочной ванне.
Стоит учитывать если процесс будет производиться при ветре необходимо использовать сопло с большим диаметром, а также увеличить расход газа. Горелку при этом приближать как можно ближе к сварочной ванне.
Подготовка к сварке:
- Сварочная проволока должна быть зачищена от ржавчины и прокалена 1.5-2 часа при температуре от 150 до 280 °С.
- Кромки изделия должны быть зачищены на 20-30 мм от стыка до металлического блеска и обезжирены.
Устанавливаем прихватки.
Располагать их нужно отступив от края 5-10 мм с шагом между прихватками 200-250 мм.
Начинать варить необходимо на прихватке. Производится прогрев как кромки и присадки. Варить необходимо углом вперед с минимально возможной длинной дуги. Это обеспечить высокую защиту расплавленного металла.
Присадка подается область сварочной ванны. Не делать поперечных колебаний горелкой. После окончания процесса и обрыва дуги газ необходимо подавать 10-15 секунд.
В случае если предстоять сварка аргоном детали из тонкой нержавейки, то необходимо соблюдать дополнительные условия:
- Минимальная длинна дуги. Для обеспечения высокого качества защиты.
- Не выполнять колебаний горелкой в поперечном направлении.
- Максимальная скорость выполнения.
- Минимальный сварочный ток.
 Для обеспечения высокого качества защиты.
Для обеспечения высокого качества защиты.Данные мероприятия уменьшат перегрев металла. И как следствие помогут избежать горячих трещин.
В данной статье мы познакомили Вас с основными способами сварки тонкого металла.
Бесспорно, в домашних условиях лидером является РДС — ручная дуговая сварка. Хотя, конечно, сварка неплавящимся электродом и полуавтоматическая (mag) подходят гораздо лучше. Успехов в практическом применении материала.
Если у Вас остались вопросы то Вы можете задать их в комментариях и наши эксперты ответят на них.
Сварка тонкого металла:
Как выбрать полярность?
Для получения надежного сварного соединения необходимо верно подобрать такой параметр, как полярность, причем она бывает прямой или обратной:
- Прямая полярность обеспечивает не слишком высокую температуру, причем в толщу металла тепло будет проходить в узкую, но глубокую область;
- Обратная полярность предусматривает более высокую температуру, причем область плавления будет не слишком глубокой, но весьма широкой.

Чтобы знать, как сварить тонкий металл, необходимо очень тщательно выбирать данный параметр. Если пустить положительный заряд на свариваемые заготовки, то они будут наиболее сильно нагреваться. При подключении положительного элемента к проводнику электрод будет разогреваться слишком сильно, что в конечном счете может привести к прожигам заготовки.
Желательно при соединении тонких металлических элементов пользоваться именно обратной полярностью – в этом случае удастся получить оптимальную силу тока, которая позволит смотреть за формированием сварочного шва и держать данный процесс под непосредственным контролем. Если этот процесс будет налажен максимально правильно, то в итоге удастся получить прочное соединение без прожогов заготовки и прочих дефектов. В процессе проведения сварочных работ электрод должен проводиться как можно медленнее. Тогда конечный результат получится удовлетворительным.
 youtube.com/embed/ke3qy_N0VPM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/ke3qy_N0VPM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Работа с оцинкованной сталью
Сварка тонкостенной оцинкованной стали, или, как ее называют, оцинковки, вызывает трудности при сваривании. Что такое оцинкованная сталь? Обычная сталь, как правило, листовая, с цинковым покрытием, которое и создает трудности при сваривании.
Цинковое покрытие не позволяет сделать качественный шов, поэтому его необходимо предварительно удалить с кромок.
Делается это при помощи наждачной бумаги, шлифовальной машины, болгарки, металлической щетки.
Важное условие при таких работах — зачистку надо производить на открытом воздухе либо в хорошо вентилируемом помещении. При зачистке цинк может испаряться, а его пары ядовиты
Выполнение всех перечисленных условий – правильный подбор оборудования и компонентов, оптимально настроенный аппарат, удачный выбор способа сваривания, соблюдение правил безопасной сварки – все это поможет вам добиться желаемого результата.
Хитрости, используемые при сварке тонких металлов
По возможности сварщики используют следующие приемы, облегчающие процесс:
- сварка на подкладке. Под кромки кладется толстый лист меди или алюминия. Температура плавления этих сплавов выше, чем стали. Во время работы подкладка помогает не допустить прожогов листов и отводит тепло от заготовок. Такой способ используется при сварке в нижнем положении;
- сварка сверху вниз. Метод, применяемый для получения вертикальных швов. Дуга зажигается в самой верхней точке конструкции, а шов варится быстрыми поперечными движениями – нужно добиться того, чтобы металл не стекал вниз: удерживать его электродом и не допускать залипаний. Такой способ требует навыка, а также подбора электродов – на пачке должна быть отметка о возможности сварки сверху вниз;
- сварка на длинной дуге. После появления сварочной ванны электрод отодвигается от кромок на максимальное расстояние, при котором дуга не обрывается. Силу тока нужно увеличить. Способ позволяет снизить риск появления прожогов, но удерживать длинную дугу сложно, потребуется тренировка.
 Способ позволяет снизить риск появления прожогов, но удерживать длинную дугу сложно, потребуется тренировка.
Способ позволяет снизить риск появления прожогов, но удерживать длинную дугу сложно, потребуется тренировка.Оцинкованные детали и листы нужно обязательно очищать от защитного слоя в зоне сварки. Для этого кромки обрабатывают при помощи болгарки. Рекомендуется работать на улице, так как цинк, попавший в организм, может вызывать отравление.
Если не требуется герметичное соединение, то лучше собирать конструкцию на прихватках и не обваривать сплошным швом, в этом случае металл покоробит намного меньше.
Проверку швов на протечки (сваренные емкости) проводят с помощью керосина и мелового водного раствора. Густой состав наносят на внешнюю поверхность кромок, а керосином смачивается внутренняя сторона. В тех местах, в которых присутствуют дефекты, мел очень быстро потемнеет – появятся пятна.
Техники и методики сваривания
Для сварки тонких листов из металла подойдет полуавтоматические модели сварочных аппаратов, а также ручные дуговые агрегаты. Работать полуавтоматом гораздо легче, так как часть сварочных процессов автоматизировано. Это позволяет преодолеть некоторые трудности при работе с тонколистовым металлом.
Это позволяет преодолеть некоторые трудности при работе с тонколистовым металлом.
Преимуществом полуавтоматов также является отсутствие необходимости менять электроды в процессе работы, ведь проволока подается стабильно
Это ускоряет рабочий процесс, что крайне важно в условиях выполнения объемных проектов
На заметку! В бытовых целях для необъемных операций мастера чаще используют именно ручную дуговую сварку ввиду ее дешевизны и возможности смастерить агрегат своими руками.
В процессе сваривание тонких листов металла важно не только располагать хорошим оборудованием, но и понимать, как сварить такой материал. Схема сварки тонкого листа металла
Схема сварки тонкого листа металла.
Существует разные техники и методы сварки, актуальные для данного случая:
При выполнении непрерывной сварки всего шва важно правильно подобрать ток. Оптимальный диапазона ‒ 40-60 А
Не менее важно не ошибиться со скоростью ведения электрода для варки тонкого металла. Если двигаться слишком быстро, корень сварного шва может не проварить. А при слишком медленном движении металлическая поверхность может покрыться дырами.
Если двигаться слишком быстро, корень сварного шва может не проварить. А при слишком медленном движении металлическая поверхность может покрыться дырами.
Прерывистую сварку также называют сваркой точками. Ее чаще остальных технологий используют в случае тонколистового металла. Для реализации такой технологии необходимы тонкие электроды, одним концом которых на металле ставятся точки или проводятся короткие линии с равным шагом.
На заметку! Особенность прерывистой сварки заключается в том, что так можно варить даже очень тонкие металлические листы. Главное выставить чуть более высокий, нежели обычно, сварной ток, и добиться быстрых движений, дабы не дать остыть свариваемому материалу.
Опытные сварщики при работе с ручными агрегатами и тонкими листами металла рекомендуют придерживаться следующих правил:
Получить высококачественные сварные соединения можно при условии постоянного контроля параметров сварочного шва со всех сторон в процессе электродуговой сварки инвертором.
При работе важно держать электропроводник максимально близко к металлической поверхности до того момента, пока на ней не появится красное пятнышко. Она является прямым доказательством того, что под электропроводником находится металлическая капля, за счет которой происходит соединение металлических листов.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Методика сварочного процесса
Чтобы не случилось прогорание листового материала, операцию следует выполнять максимально быстро. Электроды проводятся вдоль швов один раз, избегая задержки. Чтобы осуществить без трудности сварку металлических листов, нужно выполнить снижение рабочего тока, насколько это возможно.
Электроды проводятся вдоль швов один раз, избегая задержки. Чтобы осуществить без трудности сварку металлических листов, нужно выполнить снижение рабочего тока, насколько это возможно.
Все инверторные аппараты, с помощью которых выполняем эти операции, должны быть оснащены плавной регулировкой выходной мощности. Для того чтобы не случилось трудностей с запалом дуги, применяют аппарат, который дает холостой ход не менее 70 В при напряжении
Выполняя работу всегда обращайте внимание на геометрию тонких листов, которые могут деформироваться при сильном нагревании
Чтобы соединение встык было прочным, стоит зачищать от ржавчины кромку материала. Также необходимо заготовку выровнять и закрепить если требуется для выполнения операции. Только при ровном и чистом металлическом листе достигается высокое качество шва. После окончания подготовительных работ, на предмет наносят сварку-прихватку через каждые 7-10 см, после чего выполняют заключительное сваривание изделия.
При этом в несколько раз снижается риск прожжения материалов, а также почти нет изменений в геометрии. Чтобы уменьшить воздействие высокой температуры на свариваемое изделие встык или внахлест, следует подставить под него лист меди. Медь хорошо убирает лишнее тепло от поверхности изделия, что дает уберечь работу от искривления и не дает проявить температурное расширение при сварке поверхностей. Иногда, для этой же цели можно взять проволоку и поместить ее на место стыков двух металлов.
Чтобы уменьшить воздействие высокой температуры на свариваемое изделие встык или внахлест, следует подставить под него лист меди. Медь хорошо убирает лишнее тепло от поверхности изделия, что дает уберечь работу от искривления и не дает проявить температурное расширение при сварке поверхностей. Иногда, для этой же цели можно взять проволоку и поместить ее на место стыков двух металлов.
Как сварить без сварки
Знания о том, как правильно, с соблюдением технологий, варить электросваркой, позволят самостоятельно создавать различные виды металлических конструкций и изделий. При отсутствии опыта без проблем можно освоить азы и методики, а затем успешно применять их на практике.
Сварка без сварки – сварочный карандаш
В статье мы расскажем в форме презентации, как родилась и развивалась идея создания сварки без сварки, а также пайки и резки без специального оборудования. Что такое сварочный карандаш и с чем его едят? Также расскажем о разработках отечественных ученых и зарубежных стартапах.
Как все начиналось…
Германия в 30-х годах ХХ века являлась лидером в области термитных технологий сварки.
Свое бурное развитие технология получила в первую очередь в деле тигельной сварки –теперь соединить две части железнодорожной рельсы не составляет труда.
Если вкратце, приспособление для сварки состоит из:
- Тигель;
- Термитная смесь;
- Рельсы;
- Разъемная огнеупорная форма
Способ промежуточного литья (до, в процессе и после заливки)
Изобретение карандаша
В конечном итоге, данные технологии привели к рождению идеи компактного сварочного инструмента в форме стержня- карандаша.
Однако при воплощении идеи в жизнь «первопроходцев» ожидала неудача. Дело в том, что при быстром остывании смеси в сварочной ванне после прекращения горения карандаша, шлак и металл перемешиваются и материал становится хрупким.
В результате, основанные на алюминиевом термите смеси так и не дали позитивного результата и в профессиональной среде, и в литературе модель «карандаша» была признана «не реализуемой» и долгое время никто этой проблематикой не занимался, пока не появился профессор, доктор технических наук, академик Лебедев Владимир Георгиевич.
Случайно познакомившись с идеей, вначале он рассчитал математическую модель, а затем реализовал химическую, на основе медного термита, при которой пара металл –шлак разъединяются в процессе образования припоя-сплава.
Открытые публикации В.Г. Лебедева в российских изданиях стали основой создания нескольких сварочных инструментов, присутствующих на рынке России.
https://www.youtube.com/watch?v=K4Zub-U4LK8
Сварочные карандаши Шквал и Оксал производятся в Санкт-Петербурге и применяются для сварки, пайки и резки без применения какого-либо специального газосварочного или электросварочного оборудования.
Автономная мобильная сварка –карандаш СК-1, Москва
TEC Torch Promotion
Tech Torch -лазерный меч из «Звездных войн» — как окрестили его в США
Есть и зарубежный аналог (стартап в США) TEC Torch Promotion – термитное режущее устройство со сменным картриджем (устройство стоит 300$; картридж – 50$).
В Америке TEC Torch используется в качестве компактного инструмента, который могут использовать в своей работе американские правоохранительные органы, военнослужащие, мчсники. TEC Torch может открыть любую дверь за считанные секунды, что может спасти жизни людей, попавших в форс-мажорные обстоятельства.
TEC Torch может открыть любую дверь за считанные секунды, что может спасти жизни людей, попавших в форс-мажорные обстоятельства.
Термитный резак в действии
Картридж Rod Cutter может прожечь насквозь стержень диаметром до 2 см (при этом не важно, что перед вами, закаленная, низкоуглеродистая или нержавеющая сталь), а картридж Plate Penetrator способен вырезать отверстие до 1 см в металлической пластине толщиной до 1,3 см. Для выполнения сложных задач может потребоваться несколько картриджей или их комбинация
Зарубежный аналог – DISARM CO (Разоружающий)
Факел в гильзе – прожиг до 3 мм (цена 30 евро)
Прожиг с помощью тигеля до 10 мм ( цена 200 евро)
Это если вкратце о наработках «проклятых буржуев», а вот что можно реально приобрести для выполнения разовых бытовых задач.
Сварочный карандаш Лебедева «Элькас»
Автономный сварочный инструмент НЕ ТРЕБУЕТ
- Профессиональной квалификации
- Внешних источников энергии
- Специального оборудования
Читать еще: Лебедка из мотоблока своими руками
Все что необходимо для сварки – солнцезащитные очки, зажигалка и сам карандаш.
Материал шва- легированная бронза.
Прочность на разрыв: 35-45 кг/мм 2 .
Толщина свариваемых деталей: 0,3-6 мм
Технология и обучение
Спецодежда для сварщиков
Процесс варки металла как электросваркой, так и другими способами, начинается с подбора рабочей одежды и оборудования. Для электросварки необходимы:
- маска или очки для защиты глаз со специальным светофильтром;
- перчатки, предпочтительнее из замши;
- одежда с длинными рукавами;
- закрытая обувь.
Из оборудования:
- сварочный аппарат;
- трансформатор для преобразования переменного тока в постоянный;
- электроды в комплекте;
- молоток и другой инструмент для сбивания шлака и зачистки шва.
Набор сварщика: защитная маска, аппарат и электроды
Научиться и правильно сваривать металл электросваркой как раз зависит от подбора оборудования, и, в первую очередь, электродов. От их покрытия или обмазки зависит качество сваривания. Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.
Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.
Опыт сварочных работ лучше получать под руководством профессионального наставника, потому что часто выбор оборудования, режима его работы, расходных материалов, размещение соединяемых элементов, скорость перемещения дуги и так далее происходит эмпирическим, то есть пробным путем. С опытом придут навыки, равномерность движения, качество кромки и шва.
В чем заключаются трудности?
Важность вопроса, какими электродами лучше варить тонкий металл, обусловлена тем, что в случае их неправильного выбора или несоблюдения правил работ у мастера могут возникнуть проблемы. К ним можно отнести следующее:. Ввиду того, что работать приходится с достаточно тонким материалом, важно правильно рассчитать силу тока
В противном случае в металле могут образоваться несколько сквозных дыр. Также они являются следствием медленного ведения шва
Ввиду того, что работать приходится с достаточно тонким материалом, важно правильно рассчитать силу тока. В противном случае в металле могут образоваться несколько сквозных дыр
В противном случае в металле могут образоваться несколько сквозных дыр
Также они являются следствием медленного ведения шва.
- Стремясь не допустить прожогов, многие сварщики слишком торопятся, проходя стык. Как результат, на обрабатываемой поверхности остается непроваренное место. Специалисты такие участки называют непроварами. В итоге соединение получается с плохой герметичностью, а изделие считается непригодным для работы с жидкостью. Кроме того, металл обладает невысоким показателем сопротивления на разрыв и излом.
- Нередко те, кто не знает, как варить тонкий металл электродом, допускают еще одну ошибку, а именно оставляют с обратной стороны соединяемых изделий наплывы. Если с лицевой стороны поверхность выглядит нормально, то с обратной оставляет желать лучшего. Предотвратить это можно с помощью специальных подложек. Также желательно снизить силу тока или изменить технику сварки.
- Бывает, что конструкция деформируется. Причина – перегрев листовой стали. Поскольку у самых краев металлическая конструкция остается холодной, а в точке сваривания расширяется межмолекулярная составляющая, на поверхности стали начинают образовываться волны, что приводит к общему изгибу. Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.
 Поскольку у самых краев металлическая конструкция остается холодной, а в точке сваривания расширяется межмолекулярная составляющая, на поверхности стали начинают образовываться волны, что приводит к общему изгибу. Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.
Поскольку у самых краев металлическая конструкция остается холодной, а в точке сваривания расширяется межмолекулярная составляющая, на поверхности стали начинают образовываться волны, что приводит к общему изгибу. Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.Чтобы не допустить этих недочетов, нужно знать, как варить тонкий металл электродом.
Особенности работы с тонким металлом
Сварка тонкого металла требует опыта работы
Металл толщиной до 3 мм. или тонкий очень часто применяется для производства изделий, используемых в повседневной жизни. Потому их ремонт, в том числе и сварка, — вопрос, который часто возникает и, по общему мнению, не требует обращения к специалистам, а может быть выполнен в «домашних» условиях. Однако это не так просто, как кажется на первый взгляд.
Особенностей его сварки несколько. Основная, что совершенно очевидно, его толщина
При любом неосторожном движении и в изделии может появиться новое и совершенно ненужное прожженное отверстие. С другой стороны, излишняя «деликатность» не создаст необходимого сварного шва и соединение распадется
Лист нержавеющей стали толщиной до 3 мм
Для работы с тонким металлом применяют «малые» токи, потому электрод необходимо держать максимально близко к изделию, иначе пропадет сварная дуга и плавка прекратиться. Кроме того, для каждого металла необходимо специально подготавливать свариваемые кромки, применять разного вида и расположения сварные швы и так далее.
Перед началом работ необходимо правильно подобрать электрод. Его диаметр напрямую зависит от толщины свариваемого металла. Чем тоньше металл, тем меньше диаметр. Применяемый для сварочных работ ток должен соответствовать параметрам металла и электрода. Например, толщина листа 3 мм., диаметр электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и диаметр, тем меньшей силы ток. Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
Чем меньше ширина и диаметр, тем меньшей силы ток. Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
Сварочный аппарат полуавтомат
При наличии знаний, компенсировать недостаточный опыт или его отсутствие, можно с помощью используемого оборудования. Полуавтоматическим сварочным аппаратом работать гораздо легче и продуктивнее, чем ручным. Прежде всего, это сказывается на качестве сварного шва. Его можно накладывать несколькими способами, от чего он получается сплошной, точечный или внахлест. Для сплошного шва необходимо правильно выбрать силу тока. Начать рекомендуется с 40 – 60 А. Затем подобрать скорость ведения сварки. Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
- Например, для сварки листа толщиной 0,5 мм применяются электроды диаметром 1 мм и ток силой 10-20 А.
- Металл в 1,2 мм сваривается электродом 1,6 – 2 мм при токе 30-35 А.
- Для толщины в 2 мм нужны электроды в 2,5 мм и ток до 65 А.
- Для швов внахлест силу тока рекомендуется увеличить на 15%, а для сплошных при тавровом соединении на 20%.
Покрытие может существенно отличаться по составу входящих в него элементов. Основу его, как правило, составляет титановый концентрат. В остальном составы существенно отличаются. В них может быть:
- марганец;
- калиевая селитра;
- полевой шпат;
- декстрин и т. д.
Накладывать шов можно в направлении удобном для работника либо исходя из расположения свариваемых поверхностей.
Полуавтоматической сваркой гораздо легче работать с тонкими металлами
Однако практика показала, что сварка в направлении «сверху вниз» дает максимально лучший результат.
Сварочные работы проводят с помощью плавящихся и не плавящихся – графитовых электродов. Соединение при помощи графитовых производится методом оплавления кромок деталей либо с использованием присадочной проволоки.
Проведение сварочных работ зависит от влияния многочисленных факторов и обстоятельств. Каждый конкретный случай требует своего подхода, метода, оборудования и расходных материалов. Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Нержавеющая сталь
Легированная сталь требует специальных электродов для дуговой сварки
Свои особенности есть и при сварке легированных видов стали. Если в ее состав входит от 12 до 20% хрома, то такую сталь называют нержавеющей. Наряду с хромом в состав этой стали входят другие вещества, которые формируют ее специфические физико-химические свойства. Именно от них зависит ее способность к свариванию и способ, которым можно соединить элементы, из нее изготовленные.
Сварка аргоном один из лучших способов соединить нержавеющую сталь
У «нержавейки» теплопроводность снижена в 1,5 – 2 раза. Отчего она легче плавится, а значит, при сварке необходимо использовать токи меньшей силы. С этой же целью, чтобы электроды с хромоникелевыми стержнями не перегревались, их изготавливают длинной не более 350 см. Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Отчего она легче плавится, а значит, при сварке необходимо использовать токи меньшей силы. С этой же целью, чтобы электроды с хромоникелевыми стержнями не перегревались, их изготавливают длинной не более 350 см. Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Электросваркой «нержавейку» сварить можно несколькими способами. Существует три способа:
- покрытыми электродами;
- в газово-аргонной среде;
- с использованием нержавеющей проволоки.
В любом случае перед проведением сварочных работ, кромки поверхностей, планируемых к соединению, необходимо обработать: зачистить и промыть растворителем.
Способ сварки выбирают в зависимости от толщины металла, требований к качеству шва и имеющегося в наличии оборудования, а также с обязательным учетом особенностей легированных сталей.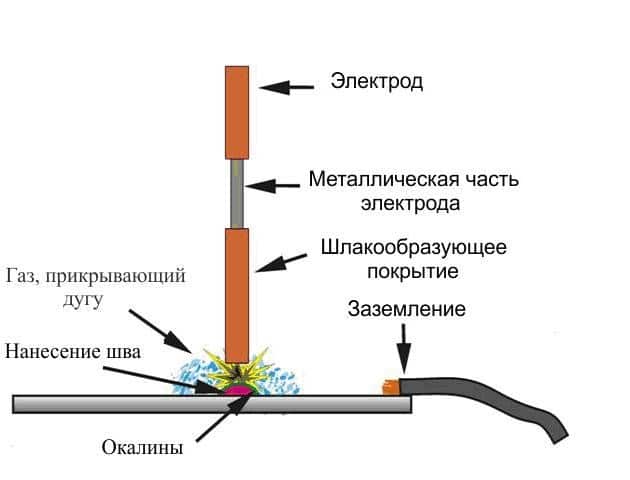
Сварка нержавеющих сталей и «черного» металла возможна при условии применения специальной присадочной проволоки и электродов.
Особенности работы с листовым железом
Не все специалисты способны работать со сталью, толщина которой составляет 1-1,5 мм. Для того чтобы получить требующееся изделие при применении подобных заготовок следует знать особенности процедуры. Особенности сварки тонкого металла связаны со сложностями, которые заключаются в нижеприведенных факторах:
- Прожоги можно назвать самым распространенным дефектом, который можно встретить при работе с тонким металлом. Подобная проблема связана с появлением сквозных отверстий. Причиной появления подобного дефекта может стать неправильный выбор расходного материала и режима работы.
- Расплав валика, неравномерное его распределение по поверхности может привести к снижению прочности и герметичности. Процесс варки тонкого металла приводит к образованию сварочной ванной появляется расплавленный сплав, который под силой тяжести проваливается на другую сторону. За счет этого качество соединения существенно снижается.
- Непровары получаются в случае, когда сварщик спешить для того, чтобы избежать появления других дефектов. За счет подобного недочета прочность соединения существенно снижается, падает герметичность. Как и во многих других случаях, в рассматриваемом решить проблему можно путем правильного выбора режима работы инвертора и электродов.
- Деформация поверхности. Из-за небольшой толщины листов они начинают быстро перегреваться, за счет чего происходит изменение кристаллической решетки. Подобная ситуация становится причиной вытягивания листа. Именно поэтому сварка тонкого металла электродом не приводит к получению качественного изделия, если не решить проблему с подобной деформацией заготовки. В некоторых случаях можно провести холодную правку при использовании молотков с резиновой рабочей частью, но добиться качественного результата будет довольно сложно.
 За счет этого качество соединения существенно снижается.
За счет этого качество соединения существенно снижается.Пример сварки тонкого металла
Все приведенные выше проблемы могут привести к серьезным последствиям. Именно поэтому сварщик должен отработать свои навыки на менее ответственных изделиях.
Именно поэтому сварщик должен отработать свои навыки на менее ответственных изделиях.
Специфика сварки тонких металлов инвертором
Лист металла признается тонким, если его толщину не превышает показатель 3 мм.
Большое число конструкций разного назначения изготавливается из стали с такой толщиной:
- кузова легковых автомобилей;
- емкости для хранения разного рода жидкостей;
- трубки маленького диаметра и др.
Особенности сварки тонкого металла.
Сварка тонколистового металла на крупных промышленных производствах реализуется с помощью специального оборудования, способного обеспечить сварному шву оптимальные параметры: долговечность, прочность, стойкость к механическому воздействию, коррозии. Такое оборудования стоит больших денег, поэтому не применяется в бытовых целях.
Мастера в домашних условиях могут применять полуавтоматическую сварку, но в большинстве случаев все же работа с тонкостенным изделием осуществляется ручными агрегатами.
Столь специфический по параметрам материал требует от мастера определенных навыков, иначе изготовить высококачественные швы на тонких металлических листах ручной сваркой не выйдет.
Сварка жести с незначительной толщиной в небольших ремонтных мастерских, на СТО или в домашних условиях на даче может сопровождаться рядом проблем, если не владеть определенными нюансами процесса.
Схема сварки тонкого металла.
Опишем их подробно:
Крайне важно выставить правильные настройки на инверторе и подобрать актуальный конкретным условиям электрод. Если этого не сделано, можно пропалить металл или оставить на нем непровары
Ввиду особой тонкости свариваемого материала он часто прожигается, из-за чего изделие сквозит дырами. Подобные оплошности происходят при неправильном подборе силы тока и медленном ведении электродом по поверхности.
Часто сварка металлических листов толщиной 2мм осложняется иной проблемой – с обратной стороны свариваемой поверхности выступают валикообразные наплывы, не смотря на то, что с лицевой части сварной шов выглядит идеально. Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва.
Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва.
При перегревании листовой стали расширяются межмолекулярные составляющие материала с толщиной 1 мм, что ведет к его деформации. Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.
Если спешить при прохождении стыка, можно оставить не проваренные участки, что снижает герметичность сварного шва и делает изделие непригодным для наполнения жидкостями. Не прожечь при сварке поверхность и создать действительно долговечный шов позволит правильный подбор силы тока и скорости перемещения электрода.
Если не знать, каким электродом стоит варить металл, можно испортить изделие. Ведь от правильности подбора сварной проволоки во многом зависит будущие эксплуатационные параметры металлической конструкции.
Оптимальный вариант для сварки тонкостенных металлических изделий является электрод с диаметром 2-3 мм и качественным покрытием.
На заметку! Сварочные работы выполняются на пониженных токах, поэтому электроды с диаметром 4-5 мм будут подавлять электрическую дугу и не дадут ей гореть в нормальном режиме.
Заключение
Не торопитесь, желая закончить сварку побыстрее
Важно тщательно проваривать детали. В этом помогут катоды моделей УОНИ 13 45, УОНИ 13 55, ДСК 50
Тонкая листовая сталь требует кропотливой обработки. Вы должны обладать определенными навыками, чтобы процесс прошел гладко.
Возможно работать как в ручном режиме, так и полуавтоматической конструкцией. Во втором случае у вас не возникнет трудностей. Ручная сварка требует усилий и напора. Соединение при этом становится прочным.
Соединение при этом становится прочным.
Выбор вида сварки – важный момент в работе. Стыковой вариант используется тогда, если мастер имеет десятилетний опыт. Вы обязаны корректно рассчитывать силу тока.
Соединение деталей требует профессионализма. Если вы у вас нет опыта, тогда варите потоком. При этом конструкция не будет провариваться с дырами. Если происходит инверторная сварка, тогда швы получаются ровными.
Как варить тонкий металл инвертором: методы и технологии сварки
Основные трудности при выполнении сварке тонкого металла.
Как уже говорилось ранее, сварить изделие из тонкого железа не так просто, как хочется. Металл с малой толщиной быстро нагревается и прогорает. Образуется прожег металла. Кроме того, тонкие изделия сильно деформируются если их перегреть.
Еще одна сложность — скорость выполнение процесса. Варить нужно быстро или использовать специальные способы. Об основных методах сварки и технологии их выполнения для тонкого металла речь пойдет ниже. Опытные сварщики используют определенные хитрости, с помощью которых можно легко справиться с такой задачей, как сварка деталей из тонкого металла. Об этих хитростях в нашей статье.
Опытные сварщики используют определенные хитрости, с помощью которых можно легко справиться с такой задачей, как сварка деталей из тонкого металла. Об этих хитростях в нашей статье.
Методика сварочного процесса
Чтобы не случилось прогорание листового материала, операцию следует выполнять максимально быстро. Электроды проводятся вдоль швов один раз, избегая задержки. Чтобы осуществить без трудности сварку металлических листов, нужно выполнить снижение рабочего тока, насколько это возможно.
Все инверторные аппараты, с помощью которых выполняем эти операции, должны быть оснащены плавной регулировкой выходной мощности. Для того чтобы не случилось трудностей с запалом дуги, применяют аппарат, который дает холостой ход не менее 70 В при напряжении. Выполняя работу всегда обращайте внимание на геометрию тонких листов, которые могут деформироваться при сильном нагревании.
Чтобы соединение встык было прочным, стоит зачищать от ржавчины кромку материала. Также необходимо заготовку выровнять и закрепить если требуется для выполнения операции. Только при ровном и чистом металлическом листе достигается высокое качество шва. После окончания подготовительных работ, на предмет наносят сварку-прихватку через каждые 7-10 см, после чего выполняют заключительное сваривание изделия.
Соединяя два тонкие листа внахлест нужно помнить, что такой сварочный способ дает возможность использования большего тока, тогда уменьшается действие высокой температуры на поверхность изделия.

При этом в несколько раз снижается риск прожжения материалов, а также почти нет изменений в геометрии. Чтобы уменьшить воздействие высокой температуры на свариваемое изделие встык или внахлест, следует подставить под него лист меди. Медь хорошо убирает лишнее тепло от поверхности изделия, что дает уберечь работу от искривления и не дает проявить температурное расширение при сварке поверхностей. Иногда, для этой же цели можно взять проволоку и поместить ее на место стыков двух металлов.
Чем варить тонкий металл. Способы сварки.
Рассмотрим способы сварки, подходящие для деталей из тонкого металла. Самые распространенные способы:
- Ручная дуговая (РДС)
- Неплавящимся электродом из вольфрама (РАД) в аргоне или смеси газов.
- Полуавтоматом в углекислом газе.
Ручная дуговая сварка (РДС)
Очень популярна из-за недорого оборудования и простоты применения. Варить тонкий металл ей сложнее чем другими двумя способами. Основной плюс при ее использовании, вам не нужен баллон с газом, а аппарат есть у многих. Для ручной дуговой (РД) — это не проблема
Для ручной дуговой (РД) — это не проблема
Аргонодуговая сварка (РАД, tig или wig).
Её применяют для изделий из тонкой нержавейки, алюминия а также сталей. Данный метод обеспечивается очень высокая степень защиты инертным газом. Газ, который применяют, аргон в чистом виде или смешанный с другими газами в различных соотношениях. Для высококачественной сварки тонких изделий в аргоне лучше всего подойдет. Но цена газа с присадочной проволоки высока, а оборудование тяжелое и габаритное (газовый баллон). Подробнее об данном способе читайте здесь.
Полуавтоматическая сварка(МП, МИГ, МАП)
Часто применяют в автосервисах, как раз для ремонта кузова автомобиля. Там толщины от 1,2 до 2 мм. Способ очень производительный и не сложный в применении. Для него так же, как и для предыдущего способа необходимо применять защитный газ. Чаще всего используют СО2. Иногда для полуавтомата применяют порошковую проволоку. Тогда процесс идет без газа. Порошковая проволока дорогостоящая вещь которую найти бывает сложно. Ее нечасто применяют, поэтому на ней останавливаться подробно не будем. Подробнее об данном способе читайте здесь.
Ее нечасто применяют, поэтому на ней останавливаться подробно не будем. Подробнее об данном способе читайте здесь.
Оборудование.
Для всех из приведенных способов в настоящее время, сварочным аппаратом является инвертор. Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах.
Для ручной дуговой кроме аппарата, держака с комплектом кабелей ничего больше не требуется. Все это, как правило, идет вместе в одном комплекте с аппаратом.
Для выполнения полуавтоматического процесса необходим баллон с защитным газом и редуктор, комплект шлангов. В холодное время года, также необходим подогреватель газа.
Помимо сварочных кабелей, массы, также нежна сварочная горелка.
Для процесса в аргоне неплавящимся электродом требуется так же, как в случае с полуавтоматом газовый баллон, шланг, редуктор, оборудованный ротаметром для контроля количества подаваемого газа. Также используется горелка, но она имеет совершенно другую конструкцию чем горелка полуавтомата. Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.
Выбор способа.
Предварительно познакомившись со способами, необходимо выбрать подходящий нам.
Выбираем сварку в аргоне когда:
- Требуется варить тонкую нержавейку.
- Требуется варить алюминий или его сплавы.
- Если требуется варить сталь при условии того, что шов должен быть эстетичен (элементы декора, мебель и т.д.).
Выбираем полуавтоматическую когда:
- Требуется варить протяженные швы.
- Когда опыта мало или совсем нет.
В остальных случаях применяем ручную дуговую.
Полярность.
Полярность при сварке деталей из тонкого железа играет очень важную роль. От этого во многом зависит будет ли прогорать металл или нет. Так какой же полярностью варить тонкий металл инвертором? Прямая полярность — это полярность при которой подключения клемм к изделию и аппарату происходит так, что плюс подключается к изделию, а минус (масса) на электрод. При использовании прямой полярности на поверхности температура достигает более высоких значений, чем если бы использовалась обратная полярность. Поэтому ее применение не желательно. При использовании обратной полярностьи – «+» аппарата подключается к держаку с электродом, масса к изделию.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.
При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык. В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку. Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т. к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
Читать также: Как варить аргонной сваркой видео
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить. Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм. Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед. Важно как можно реже останавливаться. Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Как варить полуавтоматом с углекислотой тонкий металл.
Для того чтобы сваривать полуавтоматом тонкий металл, подключаем оборудование. Каждый конкретный аппарат имеет свои собственные особенности в подключении. Схему подключения лучше всего взять из инструкции завода-изготовителя. Она идет вместе с аппаратом.
Порядок подключения аппарата:
- Проверяем целостность аппарата и сварочных кабелей.
- Подключаем горелку и газовое оборудование к аппарату.
- Открываем баллон и редуктор.
- Включаем подогреватель газа (если установлен).
- Устанавливаем сварочную проволоку в устройство подачи.
- Подключаем к сети аппарат.
- Включаем аппарат и нажав кнопку на горелке и держим пока проволока не выйдет из сопла.
- Подключаем массу к изделию.
Сварочная проволока.
Сварочную проволоку необходимо прокалить 1,5-2 часа при температуре от 150 до 280 °С. Коррозию необходимо удалить, иначе процесс будет идти не стабильно. Лучше всего удалять ржавчину раствором кислоты HCL-5%.
Вот и все теперь можно приступать к настройке. Как же настроить полуавтомат для сварки тонкого металла? Для этого есть специальные таблицы. Они чаще всего идут совместно с полуавтоматом в комплекте. Если нет, то воспользуйтесь таблицами, приведенными ниже.
После настройки нужно проварить пробный сварочный шов на заготовке. Если процесс идет стабильно, разбрызгивание минимально и нет сильного треска, то все настроено верно. Можем приступать к сварке основной детали. Полуавтоматическая сварка в углекислом газе прекрасно справляется с малыми толщинами. Если хотим варить тонкий металл без обрыва дуги, тогда нужно применять импульсный режим.
Сварочный процесс будет следующий:
- Выставляем зазор и устанавливаем прихватки отступив от края изделия 5-10 мм.
- Варить желательно на теплоотводе съемной подкладке, изготовленной из меди, алюминия или из нержавеющей стали;
- Предпочтительной вести процесс для изделий толщиной стенки от 0,8-1 мм в вертикальном положении на спуск т.е. сверху перемещаться вниз. Это обеспечит минимальный нагрев металла.
- Не совершать колебательных движений горелкой.
Также, как в случае с ручной дуговой необходим теплоотвод в виде подкладки. Полуавтоматическая сварка в среде СО2 проста, именно поэтому ее часто применяют для сварки тонкого металла автомобилей. Ее часто называют кемпи сварка.
Кстати, название кемпинговая сварка пошло от предприятия производителя полуавтоматов Kemppi. По аналогии как угловую шлифовальную машину (УШМ) называют «Болгарка». Это связано с тем, что из Болгарии на территорию СССР стали поступать первые УШМ. Так и прижилось.
Сварка тонкого металла в аргоне.
Сварка аргоном деталей из тонкой нержавейки очень часто происходит именно данным способом сварки. Инертный газ – аргон обеспечивает высокую степень защиты.
Для выполнения сварки также, как и в предыдущих методах производим подготовку оборудования:
- Проверить целостность электрических кабелей.
- Подключить газовое оборудование к сварочному аппарату.
- Подсоединить горелку и кабель массы к аппарату.
- Включить сварочный аппарат.
- Настроить режим.
- Произвести продувку газовой магистрали.
Настройка сварочного инвертора для сварки в аргоне.
Для настройки аппарата необходимо использовать параметры, рекомендованные заводом-изготовителе. Если таких рекомендаций нет, то воспользуйтесь таблицами с нашего сайта.
Для аргонодуговой сварки тонкого металла используется – прямая полярность.
После настройки параметров сварки переходим к самой технологии. Как и в предыдущий способах, сварочный ток настраиваем на отдельной заготовке. Взяв данные из таблиц за основу. Также производится настройка расхода газа. Стоит учитывать если процесс будет производиться при ветре необходимо использовать сопло с большим диаметром, а также увеличить расход газа. Горелку при этом приближать как можно ближе к сварочной ванне.
Подготовка к сварке:
- Сварочная проволока должна быть зачищена от ржавчины и прокалена 1.5-2 часа при температуре от 150 до 280 °С.
- Кромки изделия должны быть зачищены на 20-30 мм от стыка до металлического блеска и обезжирены.
Работа инвертором
Особенность – применение обратной полярности, то есть к заготовке присоединяется к минусу, а к проводнику отходит плюс. Это способствует обеспечению защиты от пригораний и деформирования. Это объясняется тем, что электрод нагревается быстрее и сильнее, чем место сваривания. Рекомендуется брать расходный материал высокого качества, предпочтительно – иностранного производства. При этом он должен быть не толще 2 мм в диаметре и с высокой плавучестью.
Посмотрим видеозапись о том, как варить инверторной сваркой тонкий металл:
как варить электродом тонкостенный профиль?
тонкого металла инвертором может стать реальной проблемой не только для неопытного сварщика, но и для некоторых мастеров с приличным опытом в данной области.
При выполнении сварной операции приходится придерживаться иных правил, нежели при сварке толстостенных конструкций, что осложняет подбор режима и вида электродов. Но если не учитывать специфику сваривания тонколистового металла при работе, получить высококачественные швы не получится.
Содержание
- Специфика сварки тонких металлов инвертором
- Общие принципы сваривания тонких листов металла инвертором
- Техники и методики сваривания
- Подведем итоги
Специфика сварки тонких металлов инвертором
Лист металла признается тонким, если его толщину не превышает показатель 3 мм.
Большое число конструкций разного назначения изготавливается из стали с такой толщиной:
- кузова легковых автомобилей;
- емкости для хранения разного рода жидкостей;
- трубки маленького диаметра и др.
Сварка тонколистового металла на крупных промышленных производствах реализуется с помощью специального оборудования, способного обеспечить сварному шву оптимальные параметры: долговечность, прочность, стойкость к механическому воздействию, коррозии. Такое оборудования стоит больших денег, поэтому не применяется в бытовых целях.
Мастера в домашних условиях могут применять полуавтоматическую сварку, но в большинстве случаев все же работа с тонкостенным изделием осуществляется ручными агрегатами.
Столь специфический по параметрам материал требует от мастера определенных навыков, иначе изготовить высококачественные швы на тонких металлических листах ручной сваркой не выйдет.
Сварка жести с незначительной толщиной в небольших ремонтных мастерских, на СТО или в домашних условиях на даче может сопровождаться рядом проблем, если не владеть определенными нюансами процесса.
Схема сварки тонкого металла.Опишем их подробно:
- Крайне важно выставить правильные настройки на инверторе и подобрать актуальный конкретным условиям электрод.
Если этого не сделано, можно пропалить металл или оставить на нем непровары. Ввиду особой тонкости свариваемого материала он часто прожигается, из-за чего изделие сквозит дырами. Подобные оплошности происходят при неправильном подборе силы тока и медленном ведении электродом по поверхности. - Часто сварка металлических листов толщиной 2мм осложняется иной проблемой – с обратной стороны свариваемой поверхности выступают валикообразные наплывы, не смотря на то, что с лицевой части сварной шов выглядит идеально.
Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва. - При перегревании листовой стали расширяются межмолекулярные составляющие материала с толщиной 1 мм, что ведет к его деформации.
Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.
Если спешить при прохождении стыка, можно оставить не проваренные участки, что снижает герметичность и делает изделие непригодным для наполнения жидкостями. Не прожечь при сварке поверхность и создать действительно долговечный шов позволит правильный подбор силы тока и скорости перемещения электрода.
Если не знать, каким электродом стоит варить металл, можно испортить изделие. Ведь от правильности подбора сварной проволоки во многом зависит будущие эксплуатационные параметры металлической конструкции.
Оптимальный вариант для сварки тонкостенных металлических изделий является электрод с диаметром 2-3 мм и качественным покрытием.
На заметку! Сварочные работы выполняются на пониженных токах, поэтому электроды с диаметром 4-5 мм будут подавлять электрическую дугу и не дадут ей гореть в нормальном режиме.
https://youtu.be/Z8s_-2IDn0s
Общие принципы сваривания тонких листов металла инвертором
Способ сварки внахлест.Сварка тонкого листового металла будет успешной, если заранее выставить точные настройки на сварном аппарате:
- при толщине металла 0,5 мм сила тока должна равняться 10А, а диаметр электрода ‒ 1 мм;
- при толщине металла 1 мм сила тока должна равняться 25-35, а диаметр электрода ‒ 1,6 мм;
- при толщине металла 1,5 мм сила тока должна равняться 45-55, а диаметр электрода ‒ 2 мм;
- при толщине металла 2 мм сила тока должна равняться 65, а диаметр электрода ‒ 2 мм;
- при толщине металла 2,5 мм сила тока должна равняться 75, а диаметр электрода ‒ 3 мм.
с маленькой толщиной тонким электродом выполняется током, сила которого ниже, чем при работе с толстыми листами металла. Это позволяет свести риск появления прожогов и подтеков к нулю.
Прекрасно зарекомендовали себя в данной сфере инверторные агрегаты, позволяющие сваривать металл переменным напряжением и с высокой частотой.
Если настройки сварочного аппарата позволяют, нужно выставить уровень стартового напряжения меньшего значения, нежели рабочий ток приблизительно на 20%. Это позволит устранить пропаленные участки при розжиге электродуги и поможет начинать сварку непосредственно в месте соединения.
Если нет возможности отрегулировать стартовый ток вручную при дуговой сварке, можно зажечь электрод на толстой поверхности, а потом перенести его на стык.
Особенностью сварки тонкого металла инвертором считают необходимость работы на малых токах, для чего настройки агрегата поддерживают рабочие значения амперметра на уровне 10-30 А.
Когда минимальное значение регулируемой величины превышает эти параметры, понизить силу тока можно с помощью дополнительного сопротивления в цепи. Для этого пружину из высокоуглеродистой стали помещают между изделием и кабелем массы.
Также в такой ситуации может помочь установка балластника для понижения тока до актуального уровня.
Если в настройках агрегата присутствует импульсный режим, можно воспользоваться этой функции. Чрезмерно тонкие листы стали нужно сваривать прерывистой дугой. Точечная сварка выполняется следующим образом: импульсный ток автоматически разрывает дугу, предоставляя металлической поверхности время, чтобы остыть.
https://youtu.be/P2CzIuF_VhQ
Техники и методики сваривания
Для сварки тонких листов из металла подойдет полуавтоматические модели сварочных аппаратов, а также ручные дуговые агрегаты. Работать полуавтоматом гораздо легче, так как часть сварочных процессов автоматизировано. Это позволяет преодолеть некоторые трудности при работе с тонколистовым металлом.
Преимуществом полуавтоматов также является отсутствие необходимости менять электроды в процессе работы, ведь проволока подается стабильно. Это ускоряет рабочий процесс, что крайне важно в условиях выполнения объемных проектов.
На заметку! В бытовых целях для необъемных операций мастера чаще используют именно ручную дуговую сварку ввиду ее дешевизны и возможности смастерить агрегат своими руками.
В процессе сваривание тонких листов металла важно не только располагать хорошим оборудованием, но и понимать, как сварить такой материал.
Схема сварки тонкого листа металла.Существует разные техники и методы сварки, актуальные для данного случая:
- При выполнении непрерывной сварки всего шва важно правильно подобрать ток.
Оптимальный диапазона ‒ 40-60 А. Не менее важно не ошибиться со скоростью ведения электрода для варки тонкого металла. Если двигаться слишком быстро, корень сварного шва может не проварить. А при слишком медленном движении металлическая поверхность может покрыться дырами. - Прерывистую сварку также называют сваркой точками.
Ее чаще остальных технологий используют в случае тонколистового металла. Для реализации такой технологии необходимы тонкие , одним концом которых на металле ставятся точки или проводятся короткие линии с равным шагом.
На заметку! Особенность прерывистой сварки заключается в том, что так можно варить даже очень тонкие металлические листы. Главное выставить чуть более высокий, нежели обычно, сварной ток, и добиться быстрых движений, дабы не дать остыть свариваемому материалу.
Опытные сварщики при работе с ручными агрегатами и тонкими листами металла рекомендуют придерживаться следующих правил:
- Получить высококачественные сварные соединения можно при условии постоянного контроля параметров сварочного шва со всех сторон в процессе электродуговой сварки инвертором.
- При работе важно держать электропроводник максимально близко к металлической поверхности до того момента, пока на ней не появится красное пятнышко.
Она является прямым доказательством того, что под электропроводником находится металлическая капля, за счет которой происходит соединение металлических листов.
Подведем итоги
Сваривание тонкостенных металлических конструкций обладает рядом особенностей, что важно понимать неопытному сварщику: нужно знать, какими электродами стоит работать, а также понимать, как правильно варить металл инвертором.
Электроды, применяемые для сварки тонкого металла, нужно перемещать вдоль сварного шва довольно быстро, дабы не давать поверхности остыть. Но в то же время движения не должны быть чрезмерно оперативными, иначе не избежать не проваров, снижающих прочность соединения.
Как TIG листового металла для идеальной сварки
Когда вы пытаетесь сварить листовой металл, есть один главный враг: тепло. Чтобы получить хороший сварной шов и избежать коробления или прорывов, вам нужно как можно меньше нагревать основной металл.
Благодаря способности эффективно выполнять сварку при малом токе, сварка ВИГ является отличным вариантом, когда речь идет о листовом металле.
Вольфрам Отбор и подготовка Прежде всего,
выбор и подготовка вольфрама. В UNIMIG мы рекомендуем позолоченные наконечники. Лантанированные вольфрамы для низкоуглеродистой стали, но вы можете использовать любые другие, которые
также работать со сталью (например, цериевой и торированной).
Хотя тип вольфрама больше зависит от личных предпочтений, диаметр вольфрама должен быть небольшим.
Вольфрам 1,6 мм будет лучшим выбором для очень тонкого листового металла, но если вы работаете с чем-то ближе к 3 мм, вы можете использовать вольфрам 2,4 мм. Маленькому вольфраму требуется меньше ампер для полного нагрева, и чем меньше ампер, тем лучше.
Использование более низких ампер означает, что вам нужно двигаться медленнее, так как для плавления требуется больше времени, поэтому иногда лучше сменить метод. Возьмите немного больший вольфрам, увеличьте усилители и увеличьте темп.
Работа в горячем, но быстром режиме означает, что металл плавится быстрее, без необходимости долго задерживаться на одном месте, что снижает фактический уровень нагрева. Если вы не уверены, что сможете поддерживать более высокий темп, придерживайтесь меньшего вольфрама, более низких усилителей и скорости, которая вам удобна.
Независимо от области применения вольфрам нуждается в предварительной подготовке, и листовой металл не является исключением.
Если вы работаете с нержавеющей или низкоуглеродистой сталью, вам нужно заточить конец до острого конца (зашлифовать вдоль шлифовального круга!), чтобы получить наилучшие результаты.
Заостренный наконечник помогает сохранять дугу и ванну как можно более тонкими и контролируемыми, что является ключом к сохранению узкой ЗТВ (зоны термического влияния).
Если вы работаете с алюминием , необходимо закругленное или сплющенное острие на вольфраме.
Наполнитель МеталлыТолщина наполнителя очень важна, когда речь идет об обработке листового металла. Вы хотите, чтобы ваш наполнитель плавился раньше или одновременно с основным металлом.
Если у вас слишком толстый присадочный стержень (например, при использовании стержня 2,4 мм на металле толщиной 1 мм), вам потребуется больше времени и тепла, чтобы расплавить его, а это большая проблема.
Когда вы работаете со сверхтонким листовым металлом, вы можете использовать проволоку MIG в качестве присадочного стержня. Все, что вам нужно сделать, это отрезать немного от катушки (будьте осторожны, чтобы не размотать ее целиком) и выпрямить ее.
Сварка ВИГ Проволока для МИГВыпрямление проволоки для МИГ так, чтобы ее было легче пропускать сквозь пальцы, вероятно, является самой сложной задачей при использовании ее в качестве наполнителя для ВИГ.
Использование проволоки MIG хороший вариант для действительно тонких вещей, потому что вы можете получить намного меньше диаметр проволоки больше, чем у стержней TIG. Наименьший доступный стержень составляет 1,6 мм, в то время как вы можно получить проволоку MIG 0,6 мм.
Чем тоньше наполнитель
вы используете, тем легче его расплавить, и тем меньше будет ваша бусина. Просто сделай
уверен, что если вы свариваете листовой металл толщиной 2–3 мм, а не используете проволоку 0,6 мм —
вам все еще нужно достаточно металла, чтобы соединить две части с надлежащим проникновением.
В большинстве случаев TIG-сварка листового металла может выполняться при довольно низком токе. Если вы не знаете, с чего начать, ознакомьтесь с бесплатным руководством UNIMIG Ultimate Welding Guide .
Включает в себя полный список настроек, основанных на толщине вольфрама, наполнителя и основного металла. Наше руководство — это всего лишь отправная точка, поэтому, если вам нужно настроить его для достижения наилучшего результата, вперед.
Получить себе педаль, так что вы можете увеличивать и уменьшать уровень усиления по мере необходимости, также можно действительно полезно.
Подготовка металлаПри сварке листового металла методом TIG не должно быть зазоров. Вы хотите, чтобы ваши две части были заподлицо, и было бы неплохо закрепить их через равные промежутки времени, пока вы делаете закрепки, чтобы одна сторона не могла подниматься или накладываться на другую.
Хорошая и правильная сборка металла может сэкономить вам много времени в дальнейшем. Чем лучше подгонка, тем меньше проблем вам придется столкнуться, когда дело доходит до продувки.
Имейте в виду, что вы все еще работает с TIG, поэтому убедитесь, что ваш металл в чистоте, и нет никаких ржавчина, грязь, покрытие или что-то другое на вашем металле при запуске.
Tack EverythingПосле того, как вы настроили и подготовили металл, закрепив его на месте, можно приступать к сварке. TIG-сварка листового металла очень похожа на TIG-сварку любого другого металла, только с некоторыми изменениями в технике.
Первое, что вы хотите изменить, это ваши кнопки.
Вам нужно много кнопок. Как много. Делать регулярные прихватки, примерно через каждые 5-10 мм, кажется излишним, но это позволит держать все там, где оно должно быть, как только вы начнете правильно сваривать.
Прихватите сварной шов Если ваши прихватки расположены слишком далеко друг от друга, вы обнаружите, что ваши металлические листы начинают отрываться друг от друга и оставляют зазор, который вам нужно будет заполнить. Или одна сторона могла подняться выше другой, даже начать нахлест (если вы работаете на стыковом шве), что необходимо исправить.
Как бы это ни отнимало много времени, близко расположенные гвозди помогают избежать всего этого.
Когда вы делаете прихватки, вы хотите добавить как можно меньше наполнителя. Вы почти стремитесь к большему, чем сварка плавлением .
Таким образом, когда вы вернетесь поверх них для фактического соединения сварным швом, вам придется работать не только с большим куском металла.
Когда вы свариваете металл вместе, вам не нужно пропускать прихватки. Вместо этого вы привариваете прямо поверх них, чтобы не оставить зазора, поэтому чем более плоскими они будут в начале, тем лучше.
После того, как вы закрепите прихватки, вы можете забить их молотком и приколотить, чтобы удалить коробление. Таким образом, когда вы начнете окончательный сварной шов, вы все равно будете работать с плоским куском металла.
После того, как вы закончите все прихватки и металл снова остынет (что не займет много времени), вы можете приступить к окончательной сварке.
Изготовление сварного шва
TIG не так сильно нагревает металл, если он работает при гораздо более низкой температуре, поэтому теоретически, если у вас есть уровень навыков и уверенности, вы можете выполнить сварку без остановка по всей длине панели автомобиля.
Если бы вы это сделали, скорость сварки и мазки наполнителя должны были быть практически одинаковыми на всем протяжении. Если вы все еще знакомитесь с TIG или просто не очень уверены в постоянстве скорости перемещения, вы можете просто сваривать небольшие расстояния и прыгать по панели.
Но вы абсолютно точно можете использовать более длительные периоды сварки, чем MIG. Вы не ограничены только выполнением небольших швов из-за боязни продувания металла.
Сварка панели автомобиля Например, если вы разместили прихватки через каждые 10 мм, вы можете пройти по пяти из них и покрыть добрых 5 см, прежде чем остановитесь. Вам не нужно делать эти более длинные сварные швы, и часто вы можете почувствовать, как металл начинает двигаться или деформироваться уже через несколько сантиметров.
Каждый раз, когда вы чувствуете или видите движение металла, вы можете приостановить сварку, использовать молоток и тележку, чтобы распрямить ее, а затем перезапустить.
Выполнение этих более коротких сварных швов и коррекция коробления (забивание молотком) по мере продвижения — более медленный процесс, но это означает, что вместо этого половина работы после сварки выполняется во время сварки.
Вы также можете шататься ваши сварные швы TIG вместо того, чтобы идти вдоль металла по одной прямой линии. Начинать ваш шов на одном конце, сделайте шов, затем прыгайте на другой конец, затем вернуться снова, чередуя взад и вперед, чтобы присоединиться в середине.
В целом, сварку ВИГ листового металла можно выполнять так же, как сварку ВИГ любого другого металла. Запустите свои усилители, придерживайтесь постоянной скорости движения и делайте мазки, мазки, мазки.
Если посадка достаточно плотная (и тонкая), вам даже не понадобится наполнитель, но вы должны держать его под рукой, чтобы добавить при необходимости. Например, если сварной шов открывался и расширялся, вы можете добавить мазок, чтобы охладить его и закрыть образовавшийся зазор.
Вы можете, если у вас есть машина, которая на это способна, использовать настройку импульсов TIG для листового металла. Использование импульсной TIG помогает свести к минимуму количество тепла, выделяемого металлу по мере того, как сила тока уменьшается, а затем увеличивается (обратно к установленным значениям силы тока) с выбранной вами скоростью.
Это также может помочь предотвратить любые выбросы, которые могут произойти, так как у металла есть короткие моменты времени для охлаждения в «выключенном» или сниженном токе части импульсного цикла.
TIG-сварка листового металла Быстрый совет: чем плотнее
вы поддерживаете дугу, тем меньше ампер вам потребуется, чтобы правильно расплавить наполнитель
потому что тепло более концентрировано. Это означает, что вы можете путешествовать быстрее и сохранять
ваш металлический кулер в целом. Недостатком узкой дуги, очевидно, является
к основному металлу, который вы получаете, тем выше шанс окунуть ваш вольфрам в
основным металлом или с присадочной проволокой.
Когда вы останавливаете сварку, вам нужно перезапустить ее примерно на 5 мм назад вдоль верхней части предыдущей сварки. Подождите, пока лужа снова не сформируется, а затем продолжайте на следующей части сварного шва.
Вы перезапускаете таким образом, чтобы сохранить целостность сварного шва и чтобы между ними не было маленьких зазоров или отверстий. Отверстия позволяют влаге проникать внутрь, а влага в вашем металле приведет к ржавчине на дорожке.
Деформация Несмотря на то, что TIG может
работать с гораздо более низкой силой тока, чем MIG, вы все равно получите некоторую деформацию. коробление
происходит несмотря ни на что, хотя листовой металл гораздо более подвержен этому, потому что
вы добавляете тепла к тонкому металлу. Вопрос только в том, насколько вы можете ограничить
деформация.
Есть пара Способы ускорить охлаждение металла. Один из них — дуть на него сжатым воздухом, а другой — полив холодной водой. Ни то, ни другое не охладит металл мгновенно, но они ускорят процесс.
Благодаря невозможности чтобы полностью остановить коробление, имея возможность пройтись по нему с помощью тележки и молотка для тела это один из способов выровнять металл обратно. Это возможно при сварке TIG. (и только на листовом металле), так как это более мягкий шов, поэтому он не трескается под молотком.
Если вы сделаете свой процесс сварки как можно более последовательным, когда вы вернетесь, чтобы исправить коробление, потребуется только последовательное забивание вместо легкого и тяжелого ковкой, чтобы приспособиться к различным уровням коробления.
Продувки Если вы случайно пробьете металл, не волнуйтесь; вам не придется начинать заново. Чтобы устранить выброс, вам просто нужно заполнить его обратно, поэтому начните с небольшого снижения мощности усилителей.
Чтобы заполнить отверстие, начните с внешнего края и продвигайтесь внутрь, вбивая наполнитель, пока не дойдете до центра. После того, как вы снова заполнили отверстие, вы можете просто отшлифовать или отшлифовать его, чтобы заподлицо с остальным металлом, как при обычном сварном шве.
Заполнение небольшого сквозного отверстияСварка ВИГ обычно используется для более тонких участков листового металла, поскольку она более контролируема, нет брызг, вы можете лучше видеть, что вы делаете, и вы можете получить более точную посадку. Кроме того, вы можете молотить и подкатывать его во время работы, потому что сварной шов мягче. Тем не менее, это более медленный процесс, чем MIG, и может занять довольно много времени, если вам нужно сварить большую панель, поэтому вам придется запастись терпением.
← Просмотреть все статьи
Путаница по поводу сварки листового металла
- Форум
- Дисциплины WeldingWeb
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка
- Путаница по поводу сварки листового металла
02.
12.2016
#1Путаница по поводу сварки листового металла палкой
Здравствуйте, меня смущает 6013 стержни для листового металла. Я читал на упаковке, что стержни 6013 представляют собой стержни с низким проникновением и используются для листового металла. Я пробовал сваривать калибр 22, и если я не делаю быструю 1 секунду. прихватка остальная часть сварного шва просто прогорает. Я читал, что палка не подходит для тонкого металла. Итак, что считается калибром листового металла для палки? или это оксюморон? заранее спасибо.
Ответить с цитатой
02.
12.2016
#2Re: Путаница со сваркой листового металла.
тонкий листовой металл с палкой будет труден для тех, кто не имеет опыта. Попробуйте приобрести удилища 1/16 или 5/64, если у вас еще нет таких размеров.
Династия Миллер Dx 200
Миллер Бобкэт 250
Эсаб Миниарк 161Ответить с цитатой
02.12.
2016
#3Re: Путаница со сваркой листового металла.
Первоначально Послано hothead2016
Здравствуйте, я запутался насчет стержней 6013 для листового металла. Я читал на упаковке, что стержни 6013 представляют собой стержни с низким проникновением и используются для листового металла. Я пробовал сваривать калибр 22, и если я не делаю быструю 1 секунду. прихватка остальная часть сварного шва просто прогорает. Я читал, что палка не подходит для тонкого металла. Итак, что считается калибром листового металла для палки? или это оксюморон? заранее спасибо.
.
.
сварной шов не должен иметь зазоров.
.
16ga можно сваривать палкой. 22ga обычно лучше паятьОтветить с цитатой
02.12.2016 #4
Re: Путаница со сваркой листового металла.
Некоторое время работал в цеху по обработке листового металла. Мы использовали проволоку Mig из кремниевой бронзы для сварки всего листового металла.
Прикрепленные изображения Я в основном делал все сварные швы вертикально вниз по склону.Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200
Vantage 400Ответить с цитатой
02.12.2016 #5
Re: Путаница со сваркой листового металла.
Первоначально Послано hothead2016
Здравствуйте, я запутался насчет стержней 6013 для листового металла. Я читал на упаковке, что стержни 6013 представляют собой стержни с низким проникновением и используются для листового металла. Я пробовал сваривать калибр 22, и если я не делаю быструю 1 секунду. прихватка остальная часть сварного шва просто прогорает. Я читал, что палка не подходит для тонкого металла. Итак, что считается калибром листового металла для палки? или это оксюморон? заранее спасибо.
Со временем стальные конструкции стали изготавливаться из все более и более тонкой стали. Сварные конструкции впервые были использованы для замены отливок и заклепок. В то время тонкий листовой металл сваривали кислородно-ацетиленовым методом.Но 22-й калибр невозможно сварить палкой, более чем возможно быстрой прихваткой. 20-го калибра можно стрелять короткими очередями при особых обстоятельствах. 16 калибра и толще — это то место, где реально сварить палкой.
16-й калибр по-прежнему легко прожигается, поэтому вы не можете задерживаться. Но никто из тех, кого я знаю, не выбрал бы клюшку 16-го калибра, если бы у них были в наличии миг или тиг. 1/8″ вообще не проблема, и именно тогда начинает иметь смысл клеевой шов по конструктивным причинам.Ответить с цитатой
02.12.2016 #6
Re: Путаница со сваркой листового металла.
В старом Справочнике по процедурам Линкольна есть пара советов по сварке встык (плоское положение) на тонких материалах:
18-й калибр: 3/32 дюйма E6010 при 45 А, отрицательный электрод (DCEN) при 25 дюймов/мин.
16-й калибр: 1 /8″ E6011 на 80 А, отрицательный электрод (DCEN) на 30 дюймов/мин.
Для угловых швов (плоских/горизонтальных):
18 калибр: 3/32 E6013 при 65 А, отрицательный электрод (DCEN) при 14 дюймов/мин.
«USMCPOP» Первенец: KIA Ирак 26.01.05
Syncrowave 250 с Coolmate 3
Диаларк 250, Идеаларк 250
СП-175 +
Firepower TIG 160S (отдал TA 161 STL сыну)
Lincwelder AC180C (1952)
Фонарики Victor & Smith O/A
Аппарат точечной сварки MillerОтветить с цитатой
02.
12.2016
#7Re: Путаница со сваркой листового металла.
Первоначальное сообщение от Oldendum
В старом Справочнике по процедурам Линкольна есть пара предложений для стыковых сварных швов (плоское положение) на тонком материале:
18 калибр: 3/32 дюйма E6010 при 45 А, отрицательный электрод (DCEN) при 25 дюймов/мин
16 калибр: 1/8″ E6011 на 80 А, отрицательный электрод (DCEN) на 30 дюймов/мин.
Для угловых швов (плоских/горизонтальных):
18 калибр: 3/32 E6013 на 65 А, отрицательный электрод (DCEN) на 14 дюймов/мин.
.
.
это идеальное соединение без зазоров при макс. усилителях
.
16ga с 1/8 6011 на 80 ампер не будет моим первым выбором, больше похоже на 40 ампер с стержнем 3/32. также 30 дюймов в минуту — это быстро, икота, и вы получите дефект длиной 1/2 дюйма.Ответить с цитатой
02.12.2016 #8
Re: Путаница со сваркой листового металла.
Книга Линкольна, кажется, поощряет быструю и яростную сварку.
«USMCPOP» Первенец: KIA Ирак 26.01.05
Syncrowave 250 с Coolmate 3
Диаларк 250, Идеаларк 250
СП-175 +
Firepower TIG 160S (отдал TA 161 STL сыну)
Lincwelder AC180C (1952)
Фонарики Victor & Smith O/A
Аппарат точечной сварки MillerОтветить с цитатой
02.12.2016 #9
Re: Путаница со сваркой листового металла.
Первоначально Послано Oldendum
Книга Линкольна, кажется, поощряет быструю и яростную сварку.
.
это максимальные скорости с идеальными соединениями. часто даже зазор в 1/32 дюйма, и у вас будут проблемы в пределах 1 дюйма от сварки
.
большинство людей урежут его на несколько уровней или даже попробуют на 50% и, возможно, постепенно попробуют быстрее/больше ампер после сварки на многие футы.Ответить с цитатой
02.12.2016 #10
Re: Путаница со сваркой листового металла.
Первоначально Послано hothead2016
Здравствуйте, я запутался насчет стержней 6013 для листового металла. Я читал на упаковке, что стержни 6013 представляют собой стержни с низким проникновением и используются для листового металла. Я пробовал сваривать калибр 22, и если я не делаю быструю 1 секунду. прихватка остальная часть сварного шва просто прогорает. Я читал, что палка не подходит для тонкого металла. Итак, что считается калибром листового металла для палки? или это оксюморон? заранее спасибо.
Сталь калибра 22 трудно сваривать даже сваркой MIG и самой тонкой проволокой 0,023 дюйма. Любой электрод для сварки палочкой будет иметь большее усилие дуги, чем может выдержать калибр 22. К тому времени, когда вы получите хорошую дугу, вы уже прожгли корыто. металл. Мне также нравится проволока из кремниевой бронзы со 100% аргоном для стали калибра 22. Я могу сваривать тонкую сталь калибра 22 с проволокой . 023″ ER70S6 и газом 75/25, используя свой 120-вольтовый сварочный аппарат Hobart MIG. Более крупные сварочные аппараты MIG, такие как мой Millermatic 200, который работает от входной мощности 230 вольт, кажется, имеют большую силу дуги даже при низких настройках с точно такой же 0,023-дюймовой проволокой и газом. Я не знаю, почему это может быть размер трансформатор ограничивает нижний диапазон?Заключение да, вы можете прихватить тонкий листовой металл с помощью 6013 1/16″, но вы сильно прожжете, и это принесет больше хлопот, чем пользы. Если вам абсолютно необходимо сделать ремонт, и это все, что у вас есть, это можно сделать. Вот Совет. Поместите кусок стального лома толщиной около 1/8 дюйма поверх листового металла, который необходимо сварить. Запустите дугу на более толстом металле, и как только вы получите хорошую дугу, переместите дугу на 22 калибр с длинной дугой, затем быстро входите и выходите. Вы также должны поместить медный или алюминиевый блок (1/4 дюйма или толще) за листовым металлом, чтобы он действовал как радиатор.
Кроме того, если вы прожжете желоб, он отделится от медного или алюминиевого радиатора. Это займет много времени. навыки даже для опытного сварщика. Реалистичный размер листового металла будет 18-14 калибра со стержнями 1/16 «6013. Обычно листовой металл имеет калибр 24 до 1/8 дюйма и считается листовым металлом, а 3/16 дюйма и выше считается толстолистовой сталью.Последний раз редактировалось 69sa200; 02.12.2016 в 11:28.
Ответить с цитатой
02.12.2016 #11
Re: Путаница со сваркой листового металла.
Первоначально Послано hothead2016
Здравствуйте, я запутался насчет стержней 6013 для листового металла. Я читал на упаковке, что стержни 6013 представляют собой стержни с низким проникновением и используются для листового металла. Я пробовал сваривать калибр 22, и если я не делаю быструю 1 секунду. прихватка остальная часть сварного шва просто прогорает. Я читал, что палка не подходит для тонкого металла. Итак, что считается калибром листового металла для палки? или это оксюморон? заранее спасибо.
Меня учили, что листовой металл — это все, что меньше 1/4 дюйма,
1/4 дюйма и толще называется толстолистовой сталью.
Но фактическое отсечение немного отличается в зависимости от того, кого вы спрашиваете или где вы читаете.Но по вашему вопросу, сварка очень тонкого листового металла (ниже 1/8″) с помощью сварочного аппарата — это просто способ сойти с ума
1/8″ и выше очень хорошо работает при сварке электродом.
Правило: вообще никогда не сваривайте что-то тоньше диаметра используемой палочки.
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термальная дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
02.12.2016 #12
Re: Путаница со сваркой листового металла.
Первоначально написал MinnesotaDave
Меня учили, что листовой металл — это все, что меньше 1/4 дюйма
Иногда я думаю, что 3/8 — это листовой металл. Особенно после месяцев сращивания балок размером 36 X 300 #!Не платите Любое внимание ко мне
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Шпульный пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
02.12.2016 №13
Re: Путаница со сваркой листового металла.
Первоначально написал CEP
Иногда я думаю, что 3/8 дюйма — это листовой металл. Особенно после нескольких месяцев сращивания балок размером 36 дюймов X 300 #!
Я бы к тому времени тоже смотрел на него как на тонкийЯ никогда ничего не сваривал «месяцами».
Думаю, мне никогда не будет скучно
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Синкро 350
Инвертек v250-с
Термальная дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
02.
12.2016
№14Re: Путаница со сваркой листового металла.
Первоначально Послано MinnesotaDave
Я никогда не сварил «месяцы» ничего.
Некоторые из нас, любителей хобби, делают это время от времени.Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200
Vantage 400Ответить с цитатой
02.
12.2016
№15Re: Путаница со сваркой листового металла.
» Правило: вообще никогда не сваривайте что-то тоньше, чем диаметр вашей палки.»
Эй, Дэйв, вот что она сказала.
Ответить с цитатой
02.12.2016 №16
Re: Путаница со сваркой листового металла.
Это зависит и от того, с кем вы говорите. Я знаю, что 1/4 дюйма — это порог для толстолистовой стали. Но я слышал, что 3/16 дюйма называется листовым металлом гораздо чаще, чем листовым металлом. Для меня листовой металл — это то, что можно разрезать ножницами по металлу, электрическими ножницами или ножницами. Это как называть сварщика сварщиком против сварщика. В своей жизни я делал много импровизированных ремонтов, таких как сварка листового металла. Это непросто, но при наличии достаточной решимости и умения это можно сделать. Помните телешоу Macgyver? Однажды он сделал сварочный аппарат из пятицентовой батареи и набора соединительных кабелей.
Последний раз редактировалось 69sa200; 02.12.2016 в 12:39.
Ответить с цитатой
02.
12.2016
# 17Re: Путаница со сваркой листового металла.
Первоначально Послано 69sa200
Это тоже зависит от того, с кем вы говорите. Я знаю, что 1/4 дюйма — это порог для толстолистовой стали. Но я слышал, что 3/16 дюйма называется листовым металлом гораздо чаще, чем листовым металлом. Для меня листовой металл — это то, что можно разрезать ножницами по металлу, электрическими ножницами или ножницами. Это как называть сварщика сварщиком против сварщика. В своей жизни я делал много импровизированных ремонтов, таких как сварка листового металла.
. Это непросто, но при наличии достаточной решимости и умения это можно сделать. Помните телешоу Macgyver? Однажды он сделал сварочный аппарат из пятицентовой батареи и набора соединительных кабелей.
.
тв буллш т
.
Однажды я взял 10 автомобильных аккумуляторов, подключил их, чтобы получить 120 вольт постоянного тока, и зажег дугу. 400 ампер (номинал батареи) при 120 вольт = 48000 Вт мощности. один только шум резал уши. слишком большая мощность конечно. мой идеал состоял в том, чтобы сделать небольшую печь, чтобы расплавить около одной кварты стали.
.
, поэтому я делаю пружинные резисторы из самой большой проволоки MIG, которую я мог найти в рулоне проволоки 3/32, я думаю, и сделал 10 пружин каждой длиной 8 футов и диаметром около 1,5 дюйма, свисающих с 2 стальных скоб, прикрепленных к потолку. резисторы стали горячими, буквально раскаленными докрасна и начали провисать до пола. Очевидно, что мощность все еще была слишком большой0190 .
вы в конечном итоге потратите больше на неконтролируемую настройку батареи, гораздо лучше просто купить сварочный аппарат. очень базовые знания, что вы закорачиваете батареи, и вы повредите их при непрерывном использовании полной мощности. Морские батареи глубокого цикла могут выдержать это, но стоят гораздо больше денег. средний автомобильный аккумулятор, не рассчитанный на использование полной мощности, намного дольше 1 минуты без времени на охлаждение
.
, если бы было так легко и дешево сваривать аккумуляторы, разве вы не думаете, что большинство вещей сварилось бы??Ответить с цитатой
02.12.2016 # 18
Re: Путаница со сваркой листового металла.
Я знаю, что это подделка. Я использовал это как метафору. Думать нестандартно. Он мог сделать бомбу из тампона, жевательной резинки, зубной пасты, острого соуса, лосьона для рук и батарейки АА. Это развлечение, но в детстве оно будило мое воображение.
Вы действительно можете сваривать с помощью 2 автомобильных аккумуляторов, соединительных кабелей и стержня 6011. Стержень должен быть отрицательным для достижения наилучших результатов. У меня есть сварочный аппарат MIG, который использует 2 автомобильных аккумулятора в качестве источника питания. Он может сваривать флюсом, MIG и даже алюминий.
Ответить с цитатой
02.12.2016 # 19
Re: Путаница со сваркой листового металла.
Найдите немного Hilco 6013 Red Extra 3/32,50 ампер. Кондиционер
Положите его примерно на 30 и быстро перетащите.
Я варил 18 с ним целый день.Ответить с цитатой
02.12.2016 #20
Re: Путаница со сваркой листового металла.
Первоначально написал CEP
.
CEP, теперь, когда у вас есть пара месяцев опыта, вы сможете сделать это немного быстрее. Иди, сынок, иди! Вы можете сделать эт, пн! .. Особенно после нескольких месяцев сращивания балок размером 36” X 300 #!«USMCPOP» Первенец: KIA Ирак 26.01.05
Syncrowave 250 с Coolmate 3
Диаларк 250, Идеаларк 250
СП-175 +
Firepower TIG 160S (отдал TA 161 STL сыну)
Lincwelder AC180C (1952)
Фонарики Victor & Smith O/A
Аппарат точечной сварки MillerОтветить с цитатой
02.12.2016 # 21
Re: Путаница со сваркой листового металла.
Первоначальное сообщение от Oldendum
В старом Справочнике по процедурам Линкольна есть пара предложений для стыковых сварных швов (плоское положение) на тонком материале:
18 калибр: 3/32 дюйма E6010 при 45 А, отрицательный электрод (DCEN) при 25 дюймов/мин
16 калибр: 1/8″ E6011 на 80 А, отрицательный электрод (DCEN) на 30 дюймов/мин.
Для угловых швов (плоских/горизонтальных):
18 калибр: 3/32 E6013 на 65 А, отрицательный электрод (DCEN) на 14 дюймов/мин.
У меня успешно больной сварил .093, но ЕР. Никогда не пробовал электродуговую сварку EN.Я читал об этом, правда, очень мало. Кто-то давным-давно сказал мне, что в этом районе был кузовной цех, который приклеивал сварные панели кузова с помощью маленьких стержней EN. Хотя я им тогда не поверил.
Династия Миллеров 350
Миллер CP300
Миллер CP200
Линкольн Идеаларк 250/250
Факел Смита
Лагун ФТВ-2
Токарный станок Kent 13×40 TRL
Набор других инструментов для резки металлаОтветить с цитатой
02.
12.2016
# 22Re: Путаница со сваркой листового металла.
Я сварил много переработанных квадратных труб 0,065, используя сплошную проволоку 0,023, и это может быть немного сложно.
МайкСтарый Камнелом
«Опыт — это имя, которое все дают своим ошибкам»
Хобарт G-213 портативный
Миллер 175 миг
Стик переменного/постоянного тока Miller Thunderbolt
Установка Виктора О/А
Отбивная пила MakitaОтветить с цитатой
03.
12.2016
# 23Re: Путаница со сваркой листового металла.
Первоначально Послано 69sa200
Я знаю, что это подделка. Я использовал это как метафору. Думать нестандартно. Он мог сделать бомбу из тампона, жевательной резинки, зубной пасты, острого соуса, лосьона для рук и батарейки АА. Это развлечение, но в детстве оно будило мое воображение.
Сварку можно выполнять с помощью двух автомобильных аккумуляторов, соединительных кабелей и стержня 6011. Стержень должен быть отрицательным для достижения наилучших результатов.
. У меня есть сварочный аппарат MIG, который использует 2 автомобильных аккумулятора в качестве источника питания. Он может сваривать флюсом, MIG и даже алюминий.
. Сварка
аккумуляторами похожа на сварку сварочным аппаратом воткнутым на 400 ампер. не могли бы вы найти аккумуляторы на 100 ампер с максимальным выходом? может быть, что вы делаете, когда вам нужно только 60 ампер??
.
есть причина, по которой батареи не используются для сварки. не очень практично.Ответить с цитатой
03.12.2016 # 24
Re: Путаница со сваркой листового металла.
Первоначально Послано WNY_TomB
что вы делаете, когда вам нужно только 60 ампер??
На сварочных проводах можно завязывать узлы!Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200
Vantage 400Ответить с цитатой
03.12.2016 # 25
Re: Путаница со сваркой листового металла.
Первоначально отправлено WNY_TomB
.
Имеет регуляторы напряжения и скорости подачи проволоки. Стержни разного размера для разной силы тока. Опция соединительного кабеля предназначена для капитального ремонта. Держите стержень назад и сделайте длинную дугу, чтобы уменьшить силу тока. 1/8″ или 5/32″ 6011 будет работать с двумя батареями.
. Сварка
аккумуляторами похожа на сварку сварочным аппаратом воткнутым на 400 ампер. не могли бы вы найти аккумуляторы на 100 ампер с максимальным выходом? может быть, что вы делаете, когда вам нужно только 60 ампер??
.
есть причина, по которой батареи не используются для сварки. не очень практично.Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
4 типа сварки металлов
Обработка листового металла на заказ требует впечатляющих навыков, которые профессиональные мастера приобретают после многих лет профессионального обучения и практического опыта. Металлообработка может быть пугающей для новичка, но мало кто смотрит на изготовленное на заказ изделие, не замечая гладких столярных изделий и точных швов, которые вы увидите в готовом изделии. Больше всего впечатляют безупречные сварные швы, которые кажутся почти волшебными.
В теории сварка звучит просто. Процесс сварки соединяет металлические детали путем плавления. Это связано с чрезвычайно высокими температурами, которые плавят металл и сплавляют соединения. На практике сварка может быть сложной. Существует так много различных типов металлов, а также различных методов сварки. Без сомнения, вы слышали такие термины, как дуговая сварка, сварка MIG, сварка TIG и газовая сварка.
Если вы планируете изготовить изделие из листового металла по индивидуальному заказу, очень важно понимать, какие методы сварки может использовать ваш производитель. Таким образом, вы будете в лучшем положении, чтобы утвердить процесс сварки, который рекомендует ваша компания-производитель. Металлоконструкции на заказ — это серьезные инвестиции, и вам нужна уверенность в том, что вы все делаете правильно.
В сварочной терминологии легко запутаться. Существует так много акронимов и аббревиатур, используемых в производстве листового металла и сварке, и каждый термин имеет свое значение и применение. Чтобы помочь вам узнать о формах сварки, используемых в металлообработке на заказ, здесь приводится подробное объяснение типов, терминов и методов сварки.
Дуговая сварка защитным металлом (SMAW)
Дуговая сварка защитным металлом, или SMAW, представляет собой старейшую форму соединения металлов, наряду с древним методом нагрева и растирания, используемым кузнецами. На протяжении бесчисленных столетий рабочие по металлу сплавляли свои детали, нагревая их до вишнево-красной температуры в горне, а затем забивая швы на наковальне. Эта древняя техника все еще существует в небольших мастерских и хобби-магазинах, но в конце 1800-х годов электрическая сварка заменила кузнечное дело.
К началу 20-го века электросварка достигла технологического совершенства и стала основным направлением в столярном деле. По данным Ассоциации производителей и производителей, дуговая сварка защищенным металлом по-прежнему остается самой популярной формой электросварки, несмотря на многие высокотехнологичные достижения в области сварки. SMAW прост в освоении и очень универсален для различных металлов. Это также очень портативный процесс, поэтому его можно использовать везде, от магазинов до поля.
Дуговая сварка защищенным металлом обычно называется «сваркой стержнем». Это связано с простым сварочным электродом или стержневым компонентом, который отличает его от других типов сварки. Термин «экранированный» происходит от части этого сварочного процесса, где определенные газы от плавящегося электрода защищают свежий сварной шов от обычных атмосферных газов, таких как кислород и азот, которые угрожают целостности нового сварного шва.
Сварка SMAW работает по простому принципу. Положительный электрический ток высокого напряжения от электросети или генератора течет через тяжелые сварочные кабели к сварочному электроду или стержню, закрепленному в ручном захвате. Металлическая рабочая поверхность имеет заземленный отрицательный заряд. Как только положительный заряд электрода вступает в тесный контакт с рабочей поверхностью, вспыхивает ослепительно яркая электрическая дуга.
Эта энергетическая дуга создает огромное количество тепла в диапазоне 7000 градусов по Фаренгейту. Это приводит к тому, что и сварочный стержень, и рабочая поверхность расплавляются и соединяются друг с другом. Когда стержень электрода растворяется в жидкости, его флюсовое покрытие переходит в газообразное состояние, защищая или защищая сварочную ванну от атмосферных воздействий. Шлаковый налет образуется на охлаждающемся сварном шве, когда он возвращается в твердую форму. Обычно шлак счищается или счищается, открывая новый блестящий сварной шов.
Сварщики и изготовители листового металла на заказ обычно используют электродуговую сварку или сварку SMAW на рутинных работах, связанных с углеродистой и нержавеющей сталью. Сварка SMAW позволяет соединять достаточно толстые металлические детали из-за огромного тепловыделения. Высококачественное сварочное оборудование позволяет сварщику регулировать температуру в зависимости от объема работы и состава металла. Многие сварщики заявляют, что их сварные соединения обладают большей прочностью на растяжение, чем исходный или родной материал.
Дуговая сварка металлическим газом (GMAW)
Дуговая сварка металлическим газом, или GMAW, является второй по популярности формой сварки, используемой при изготовлении листового металла на заказ. Обычно вы слышите, как сварка GMAW называется «сварка MIG», что происходит от «металлического инертного газа» (MIG). На самом деле, термин «MIG» настолько хорошо знаком в мире сварки, что использование аббревиатуры GMAW может озадачить даже самого опытного сварщика. Они, вероятно, узнают термин «гелиаруговая» сварка вместо GMAW из-за газообразного гелия, который когда-то использовался, когда начался процесс MIG.
Большая разница между сваркой SMAW и GMAW заключается в составе электрода. Обе формы сварки основаны на токе высокого напряжения для создания электрически заряженной дуги, которая расплавляет электрод и рабочую поверхность, образуя соединение. Однако в процессе сварки GMAW или MIG атмосферный защитный газ искусственно вводится отдельной подачей, а не выделяется газом из плавящегося электрода.
Сварка GMAW/MIG также использует другой тип электрода. Вместо расходуемого стержня, который плавится и дымит, MIG-электрод представляет собой непрерывную подачу проволоки с предварительно запасенной катушки. Этот металлический наполнитель автоматически подается в сварной шов и работает с постоянной скоростью. Там, где электрод для сварки SMAW расплавляется и требует постоянной замены, процесс GMAW обеспечивает непрерывную сварку стыков и швов.
В процессе сварки MIG нет разрывов или пропусков. Сварной шов получается гладким и однородным, что гораздо лучше отражается на готовом изделии, чем при дуговой сварке методом «стоп-и-гоу». Вы получаете более быстрое и надежное изделие при дуговой сварке в среде защитного газа, чем при дуговой сварке в среде защитного газа.
Системы GMAW работают на постоянном защитном потоке аргона, углекислого газа или гелия. Некоторые используют смешанную смесь двух или всех трех. Эти безопасные и распространенные газы эффективно защищают новый сварной шов от кислорода и азота, которые немедленно разрушают свежий сварной шов и вызывают его окисление или преждевременную ржавчину по мере схватывания. Поскольку аргон, углекислый газ и гелий широко распространены, они также недороги, что снижает общие затраты на сварку.
Более крупное сварочное оборудование MIG использует несколько катушек с электродной проволокой. Вы найдете подход с несколькими катушками в крупных магазинах, которые производят продукцию серийно. Однако вы также найдете компактные установки для сварки MIG или GMAW на небольших производственных предприятиях. Помимо того, что оборудование является экономичным, технология сварки MIG проста в освоении и очень надежна для получения чистых сварных соединений.
Дуговая сварка вольфрамовым электродом (GTAW)
Дуговая сварка вольфрамовым электродом также называется «дуговая сварка вольфрамовым электродом в среде инертного газа» или «дуговая сварка ВИГ». Как и в методах сварки SMAW и GMAW, в GTAW используется электричество высокого напряжения для нагрева изделия и металлического присадочного стержня до чрезвычайно высоких температур, в результате чего изделие и присадочный материал плавятся, объединяются и сплавляются после охлаждения. Основное отличие сварки TIG заключается в том, что она использует инертный вольфрамовый газ для защиты сварного шва по мере его образования.
Сварка GTAW/TIG также может выполняться без наполнителей. Некоторое оборудование GTAW имеет катушки с проволокой, подобные тем, которые вы видите в системе heliarc или MIG. Вместо использования недорогих газов гелия, углекислого газа или аргона система сварки TIG использует вольфрамовый газ, источник которого для производственного цеха значительно дороже.
Вольфрамовый газ имеет преимущество перед конкурентами. Хотя газообразный вольфрам дороже, он стабилен при всех уровнях нагрева. Сварка GTAW может достигать гораздо более высоких температур при защите вольфрамом. Это делает сварочную систему GTAW универсальной для работы вне сварочного электрода или наполнителя катушки с проволокой.
В некоторых процессах сварки TIG не используется расходуемая проволока, наполнитель или электрод. В них используется нерасходуемый электрод, который создает очень горячую дугу, которая заставляет металлические поверхности соединяться или смешиваться без добавок. Впрыск газа вольфрама вокруг кончика электрода защищает плавящийся металл от загрязнения кислородом и азотом.
Без добавления наполнителя или вспомогательного материала в сплав остается только исходный металл, который теперь плавно сплавляется. Сварной шов сохраняет ту же прочность на растяжение, что и родной металл, и практически не поддается разрушению. Поскольку сварные швы TIG очень точны и используют оригинальный металл, при работе без наполнителя сварной шов практически не виден.
Техника сварки TIG или GTAW идеально подходит для тонких и специальных металлов. Вы обнаружите, что сварщики TIG часто работают с алюминиевыми проектами, поскольку алюминий, как известно, труден для сварки. Сварка GTAW также подходит для латуни, меди, магния, титана и высокопрочных сплавов. Как правило, TIG или сварка вольфрамовым электродом в среде инертного газа подходит для более дорогих материалов и более сложных металлических столярных изделий.
Кислородно-ацетиленовая сварка (кислородно-ацетиленовая)
Большинство студентов, изучающих сварку, наточили свои навыки на оборудовании для кислородно-ацетиленовой сварки. Окси-ацетиленовый процесс работает на тепле горючего газа, а не на электричестве. Здесь сварщик зажигает открытое пламя, используя смесь сжатого кислорода и ацетилена, испускаемую головкой горелки, установленной на шлангах, соединяющих газовые баллоны. Пламя горелки нагревает рабочую поверхность до температуры немного ниже, чем в процессах SMAW и GMAW.
Все процессы кислородно-ацетиленовой сварки требуют наполнителей. При кислородно-ацетиленовых операциях это обычно сварочный пруток из металла, такого как латунь или сталь. При кислородно-ацетиленовой сварке нет газовой защиты. Этот метод не предназначен для такой же защиты от кислорода и азота, как при обычной дуговой сварке, сварке MIG и TIG.
«пайка» и «пайка» — два термина, которые вы часто слышите применительно к кислородно-ацетиленовой сварке. Пайка – это умеренное термическое воздействие, при котором металлические рабочие поверхности нагреваются, в то время как припой плавится и заливается в зазор стыка. Из-за более низких температур и более постепенного нагрева, прочность сварного шва не приближается к тому, что можно получить при быстродействующих сварных швах SMAW, GMAW и GTAW. Прочность при пайке в основном зависит от наполнителя, а не от исходного материала. Он часто используется для быстрого ремонта, а не для изготовления изделий из листового металла на заказ.
Для пайки требуется еще меньше тепла. Припой представляет собой изделие из мягкого металла, содержащее внутренний жидкий флюс. По мере плавления припоя флюс капает в рабочий шов и очищает его от грязи, масла и окисления. Вместо ремонтных работ, таких как пайка, вы обнаружите, что припой часто используется для металлических соединений в электрических и сантехнических работах. Практически невозможно найти припой при изготовлении листового металла.
Хотя кислородно-ацетиленовая сварка больше подходит для легких строительных и металлических работ, где внешний вид не важен, у кислородно-ацетиленовой сварки есть одно явное преимущество. Это оборудование отлично подходит для резки металла там, где дуговая сварка не справится. Все кислородно-ацетиленовые комплекты имеют две головки горелки. Одна из них представляет собой низкотемпературную конфигурацию для сварки, пайки и пайки. Вторая головка — режущая насадка.
Типы сварных соединений и положения
Так же, как существуют различные формы сварки и типы оборудования, существуют различные типы сварных соединений и места их применения, о которых следует знать. Вы обнаружите, что эти соединения и положения распространены на большинстве сварочных установок и приложений. Это варьируется от мастерских по изготовлению листового металла на заказ до крупных промышленных и производственных предприятий.
Не каждое сварочное оборудование работает со всеми соединениями и положениями. SMAC, или сварка стержнем, является наиболее универсальной формой. Но она не обеспечивает такого совершенства, как сварка MIG или TIG. Как правило, существует четыре позиции сварки, в которых может быть любое количество типов соединений:
Плоская сварка: Эти рабочие поверхности расположены как скамья или столешница. Сварщик подходит к ним сверху вниз и позволяет гравитации помочь с потоком расплава. Плоские поверхности действительно подходят для оборудования для сварки MIG и TIG, где подача проволоки и подача газа лучше всего работают на прямой и ровной поверхности.
Горизонтальная сварка: Это положение относится к сварке на линии прямой видимости, например, на вертикальной стене. Сварка SMAW с использованием стержневого электрода хорошо работает в горизонтальном положении, где сложнее сбалансировать сварочный аппарат MIG или TIG.
Кислородно-ацетиленовая сварка также более жесткая на горизонтальных поверхностях, чем на плоских.Вертикальная сварка: Как и горизонтальные сварные швы, наплавка валиков на вертикальную или вертикальную поверхность имеет свои проблемы. Сварщику SMAW легко нарезать вертикальные валики, но не так просто для сварщиков TIG и MIG. Когда это возможно, производители металла регулируют горизонтальную и вертикальную работу до горизонтального положения.
Потолочная сварка: Безусловно, потолочная сварка — самая сложная задача для любого сварщика. К счастью, у вас редко будет такая потребность на предприятии по изготовлению листового металла на заказ. Потолочные сварные швы появляются на фабриках и промышленных площадках с подвешенным оборудованием. Традиционное сварочное оборудование SMAW является единственным практическим решением проблем с потолком.
Независимо от того, какое положение сварки у вас может быть, у вас будут регулярно появляться некоторые основные типы или стили сварных соединений. У каждого соединения есть свои процедуры, которым учатся сварщики металлов. Это наиболее распространенные соединения при сварке:
Стыковые соединения имеют рабочие поверхности, обращенные друг к другу от конца до конца.
Соединения внахлестку имеют перекрывающиеся поверхности с сопрягаемыми поверхностями на каждой рабочей стороне.
Т-образные соединения пересекаются друг с другом под углами 90 градусов Т-образно. Пересекаются друг с другом под углами 90 градусов Т-образно.
Угловые соединения касаются внутренних и внешних углов, обычно образуя прямой угол.
Краевые соединения аналогичны стыковым соединениям, но имеют более металлическую поверхность, соединяющую изделие.
Сварка листового металла по индивидуальному заказу
APX York Sheet Metal — ваша компания по производству металлоконструкций премиум-класса, обслуживающая центральную Пенсильванию и север Мэриленда. С 1946, мы заработали репутацию благодаря надежности и совершенству в сварке и изготовлении выдающихся изделий из листового металла, а также в обслуживании клиентов. Мы добились этого, используя материалы высочайшего качества, лучшие передовые технологии и самые эффективные процессы сварки.
Чтобы запросить ценовое предложение (RFQ) по изготовленным на заказ металлическим проектам и деталям, позвоните в APX York Sheet Metal сегодня по телефону 717-767-2704. Вы также можете связаться с нами для получения предложения через нашу онлайн-форму обратной связи.
Как правильно сварить листовой металл кузова
Как вы думаете, вы уже имели опыт сварки толстых металлов и узнали все тонкости сварки? Я предлагаю вам попробовать сварить несколько тонких металлических листов, таких как листовой металл кузова автомобиля. Даже самые опытные сварщики ошибутся, когда дело доходит до правильной сварки и придания формы соединениям, не разрушая их.
Итак, вы знаете, как сваривать, и думаете о том, чтобы прыгнуть прямо в нечто столь деликатное, как листовой металл кузова автомобиля? Я надеюсь, вы понимаете, что велика вероятность того, что вы испортите металл и оставите его бесполезным. Ну так что ты делаешь? Как сварить листовой металл кузова автомобиля? Что ж, вот несколько советов, которые уберегут вас от возможных бедствий, если вы отправляетесь в это впервые.
Сварка листового металла кузова автомобиля различными сварочными аппаратами
Планируете ли вы сварку листового металла кузова автомобиля или любой сварки тонкого металла с помощью сварочного аппарата MIG или сварочного аппарата TIG ? Вы должны помнить о некоторых важных вещах, чтобы избежать нежелательных ситуаций, и мы решили включить их прямо здесь.
Сварочный аппарат MIG
- Убедитесь, что вы всегда работаете с проволокой небольшого диаметра, чтобы избежать образования отверстий в листовом металле. Небольшой диаметр провода позволит вам иметь гибкость, если вы что-то испортите. Это также нанесет меньше вреда металлу.
- Никогда не выбирайте более тонкий основной металл для сварки листов кузова автомобиля, чтобы получить наилучший результат.
- Приступая к обучению сварке листового металла кузова автомобиля с помощью сварочного аппарата MIG , вам следует выбрать защитный газ с более высоким содержанием аргона. Вместо него лучше использовать высокий процент СО2. В противном случае вы можете обнаружить гораздо больше брызг, чем вы себе представляли.
- При сварке листового металла лучше не использовать порошковую проволоку. Это сделает основной металл более восприимчивым к нагреву.
Сварка листового металла кузова с помощью сварочного аппарата TIG
- Два лучших электрода для сварка листового металла кузова либо цериатированного вольфрама, либо торированный вольфрам.
- Откажитесь от вольфрамового сплава 1/8 дюйма электрод для чего-то гораздо меньшего, например, 1/16-дюймового вольфрама. Потому что это даст вам гораздо больше контроля над всем процессом. и это более снисходительно, если вы сделаете что-то не так.
- Найдите что-нибудь помягче, например
кремниевая бронза в качестве наполнителя, которая также тоньше, чем
также основной металл. В противном случае вы не сможете сделать стыки
должным образом из-за проблем с перегревом.
- Если вы предпочитаете больше контроль, выбор заостренного электрода может быть лучшей идеей для TIG сварщики.
Важные советы по сварке листового металла кузова автомобиля
Использование технологии сварки с пропуском
Согласно Kings of Welding , использование метода сварки с пропуском помогает предотвратить накопление тепла и коробление. Пропускная сварка состоит из укладки ряда прихваточных швов на расстоянии около дюйма друг от друга и соединения их вместе в другом порядке вместо одного длинного валика. Эти короткие сварные швы в разных точках помогут металлу остыть и не перегреться в одном месте.
Не торопитесь при сварке металлический лист кузова.
Когда вы новичок во всем процессе сварки автомобильного кузова из листового металла, предпочтительно идти немного медленнее, чем вы можете справиться. Да, вам может показаться довольно унизительным и откровенно разочаровывающим то, что вы не можете работать намного быстрее. Но это для твоего же блага. Это сведет к минимуму вероятность совершения каких-либо ошибок, таких как деформация или дырка в листе, до 90%! Так что терпение окупается, когда дело доходит до сварки чего-то столь деликатного, как листовой металл кузова автомобиля.
Пуск с наименьшей мощностью параметр.
Почему мы советуем вам начать с более низкой доступной мощности, когда вы можете работать с чем-то, что намного удобнее для вас? Ну, это не о вас, а о характере листового металла, с которым вы работаете. Поскольку металлические листы, используемые в автомобильных кузовных деталях, таких как автомобили, довольно тонкие, есть вероятность, что вы в конечном итоге сделаете отверстие или два в листе. Это может произойти, если вы с самого начала начнете с более высокой мощности!
Очистите металл перед вы начинаете
Согласно WeldingHubs , вы должны убедиться, что металлы должным образом очищены, чтобы предотвратить образование оксидных слоев. Все металлы должны быть очищены еще до того, как вы начнете процесс сварки. В противном случае все ваши усилия и усилия пройдут даром.
Измерьте перед началом
Если листы не будут точно измерены, то в процессе сварки могут образоваться отверстия. Вы можете даже не осознавать этого до того, как закончите.
Поэтому необходимо получить надлежащие суставные и другие измерения прямо перед тем, как начать сварка листового металла кузова? В противном случае это может показаться сложным чтобы соответствовать суставам или не в состоянии сделать это вообще.
Советы по безопасности при сварке листового металла кузова автомобиля
Ношение защитного снаряжения
Не идите на компромисс с ношением
надлежащее защитное снаряжение, такое как сварочный капюшон и перчатки, чтобы избежать
неприятные удары по глазам или всему телу. Лучше не быть слишком
дерзко вокруг этих листовых металлов и сварщиков и забываю надеть их.
Достаточно даже второго яркого брызга или воздействия ядовитых паров. испортить себе глаз на всю жизнь.
Обеспечьте надлежащую вентиляцию.
И последнее, но не менее важное: вы никогда не должны находиться в местах, где отсутствует надлежащая вентиляция. Всегда избегайте работать в закрытых помещениях, куда ничто не может проникнуть внутрь. Такие среды являются откровенно опасными токсичными, так как пары, которые будут накапливаться, не смогут выйти наружу, и результаты могут быть смертельными.
Последние слова
Подводя итог, во-первых, вы должны никогда не торопитесь и не делайте слишком быстро, когда дело доходит до сварки кузова автомобиля листовой металл. Кроме того, очистите металлы, прежде чем даже начать, чтобы избежать образование оксидных слоев. Остальное зависит от того, как вы делаете вашей сварки и каких результатов вы хотите достичь, но это также важно также принять надлежащие меры безопасности.
Производство: лазер с ЧПУ, гидроабразивная резка, плазма, сварка | Сварка тонких материалов с помощью сварочного аппарата | Практик-механик
Человек-кошка
Горячекатаный
- #1
Какой хороший совет по сварке тонких материалов с помощью сварочного аппарата? У меня есть удаленная работа на стороне, которая потребует сварки некоторых деталей из мягкой стали 11GA и 14GA.
В список оборудования входит либо генератор мощностью 10 кВт/автомат для сварки электродов, либо генератор для питания сварочного аппарата с подачей проволоки 120 В.
Я понимаю, что палочная машина не идеальна, но мне не пришлось бы тянуть сварочный аппарат. Может быть, я мог бы взять достаточно маленький электрод и выключить машину, чтобы не прожечь?
Сварочный аппарат больше подходит для этой задачи, но он будет снаружи. Даже при использовании проволоки с флюсовым сердечником я беспокоюсь о хорошем сварном шве. Я также беспокоюсь о рабочем цикле машины. Это несложная работа, вероятно, необходимо намотать около 120 дюймов валика.
Что бы вы выбрали?
DDoug
Алмаз
- #2
Вам не нужно «стрелять от бедра»
Установите несколько образцов в своем магазине, проверяя предполагаемое оборудование/процесс.
Предлагаю комплект 7014 на переменный ток. и немного жарко.
Попробуйте 1/8 дюйма и уменьшите диаметр только в случае необходимости.
Клайв603
Титан
- #3
Выпросите, купите, одолжите, возьмите напрокат или украдите современный инверторный сварочный аппарат достойного качества. Если у вас есть только коробка для жужжания, это будет очень неприятно, но, я думаю, выполнимо с небольшими короткими стежками. Моя инверторная коробка Fronius Transpocket справится с калибром UK 16 / толщиной 0,064, если вы сосредоточитесь и не будете пытаться работать на длинных дистанциях.
Я сделал ставку на 1 мм, когда усилители были сильно урезаны. Циферблат опускается до 5 ампер на входе 110 В или 15 на 220. Он также зажжет и удержит дугу при 15.
Не могу вспомнить, когда в последний раз я выкапывал MIG, бутылка вернулась много лет назад, так как это того не стоило, поскольку в очень редких случаях MIG был единственным способом для того, что я делаю.
Еще одно преимущество инверторов, когда речь идет о транспортировке, — это размер. Крошечные звери. Мой ненамного больше настольной версии Machinery’s Handbook, напечатанной крупным шрифтом.
Клайв
медсар
Чугун
- #4
Мягкая сталь 11G SMAW/MMA не должна быть проблемой. 14 г немного сложнее с жужжанием, но все же вполне выполнимо. Я бы поддержал предложение Клайва приобрести современный инвертор. Если вас беспокоит 14g, новые инверторы позволяют выполнять импульсную дуговую сварку.
Роб Ф.
Алмаз
- #5
Используйте небольшой стержень 6013, наименьший размер может быть 3/32 или 5/64. Классический стержень из листового металла.
Вид зависит от толщины, к которой вы привариваете кронштейны.
LKeithR
Нержавеющая сталь
- #6
медсар сказал:
… SMAW/MMA из низкоуглеродистой стали 11G не представляет проблем. 14 г немного сложнее с жужжанием, но все же вполне выполнимо…
Нажмите, чтобы развернуть…
Роб Ф. сказал:
Используйте небольшой стержень 6013, наименьший размер может быть 3/32 или 5/64. Классический стержень из листового металла.
Вид зависит от толщины, к которой вы привариваете кронштейны.Нажмите, чтобы развернуть…
Этот.
Вы должны быть в состоянии сваривать 14 GA или больше в течение всего дня с 3/32 6013 или 7014. Поскольку материал становится легче
, вам нужно двигаться немного быстрее. Научитесь правильно сваривать, и вам редко понадобится импульсный вариант на
сварщик….
кентон
Горячекатаный
- #7
Если вы работаете на постоянном токе, переключение проводов таким образом, чтобы электрод был отрицательным, а земля положительным, может помочь на более тонких материалах.
DDoug
Алмаз
- #8
кентон сказал:
Если вы работаете на постоянном токе, переключение выводов таким образом, чтобы электрод был отрицательным, а заземление положительным, может помочь на более тонких материалах.
Нажмите, чтобы развернуть…
Или запустить переменный ток и получают меньше тепла, чем при обратной полярности, и не имеют проблем с дуговым разрядом…..
атомарк
Алмаз
- #9
Многие из приведенных выше рекомендаций должны работать нормально, но если вы очень нервничаете, вы можете использовать стержень для выдалбливания Air-Arc. . в жале и использовать бронзовый стержень в качестве наполнителя. Люди с духовыми трубками делают это целыми днями, висят на ногтях на ногах в воздуховоде в стратосфере на духовой трубке только 20-го калибра. Угольный стержень раскаляется докрасна и плавит бронзовый стержень… так же, как вы свариваете кислородно-ацетиленовым стержнем… почти.
Вот пост со сварочного форума.. не мой, но проливает свет на процесс.
«Вы прекрасно это описали. Используйте 1/4» стержни, прямую полярность, малый ток и используйте стержни для выдалбливания вместо вольфрама и аргона. Я использовал 100% аргон и вольфрам. до того, как я узнал об этом. Я сварил трубу и сталь более 20 лет, когда попробовал это, и я был очень скептичен. Звучит безумно, но работает отлично. Из любопытства попробуйте.
Этот процесс называется угольной дуговой сваркой CAW, в основном устаревшим процессом. Вы заявили, что это было для работы без кода. Худшее, с чем вы можете столкнуться, — это углеродное загрязнение». 0003
Потратив всю эту полосу пропускания, я закончу с этой мыслью… тонкий электрод на палочке все еще лучший вариант.
Стюарт
джонок
Чугун
- #10
Или возьмите свой инвертор с ножной педалью и высокочастотным пуском и сделайте действительно точную сварку электродом с помощью вышеупомянутого 3/32 6013. Он отлично работает.
Скоттл
Алмаз
- #11
Это наименьший диаметр. электроды.
Сварочный стержень диаметром 1/16 дюйма 3 фунта
Много лет назад я купил у них приспособление для сварки швов, и с электродами 1/16 оно хорошо работает на тонком листе. Сварочный аппарат имеет соленоид, который пульсирует на стержне, а также диод, который можно использовать для преобразования выхода гудка в постоянный ток. Очень гладкие швы.
Еще одна вещь, которая может помочь, это если вы можете временно подкрепить сварной шов медью. Это предотвращает прогорание. В крайнем случае я использовал плоскую медную водопроводную трубу.
cg285
Нержавеющая сталь
- #12
Человек-кот сказал:
Что бы вы выбрали?
Нажмите, чтобы развернуть…
сегодня в полевых условиях я бы использовал флюсовый сердечник на 120 В, поэтому я взял его, потому что он портативный. В свое время я бы использовал надгробную плиту Линкольна, поскольку это было то, что у меня было тогда, и никогда не думал об этом. В то время местный кузовной цех использовал кондиционер на панелях кузова. (я бы использовал о/а…)
фмустанг1981
Пластик
- №13
Спасибо, что поделились этими советами, ребята. У меня было очень похожее оборудование, включая сварочный аппарат и генератор на 10 кВт. Я новичок в этой области, так как я только недавно начал работать на заводе. Я еще только набираюсь опыта и такие темы очень помогают мне влиться в работу сварщика. Каждый день я узнаю что-то новое. Что бы вы еще посоветовали мне сделать, чтобы я как можно быстрее прогрессировал, чтобы быть похожим на ребят с этой страницы, так как это моя цель на несколько лет. Это было не так просто даже после прочтения этой темы, но в итоге я справился с этой задачей. Еще раз спасибо, ребята!
атомарк
Алмаз
- №14
Первый пост со ссылкой в середине сообщения…yowzer! Может это мясные консервы.
Стюарт
Гарвуд
Алмаз
- №15
Я приварил тонкую выхлопную трубу с флюсовым сердечником 110 В и 3/32 7014 на переменном токе. Оба работали отлично.
Фил в Монтане
Нержавеющая сталь
- №16
Если вы можете подкрепить сварной шов медным стержнем и проложить 6011,12,13 как можно ниже…Фил
Стростковый
Нержавеющая сталь
- # 17
копатель Дуг сказал:
Или запустите переменный ток. меньше тепла, чем при обратной полярности, и нет проблем с дуновением дуги…..
Нажмите, чтобы развернуть…
Для данной силы тока, конечно.
Но если у вас есть машина, которая выдает чистый постоянный ток, вы можете работать с гораздо меньшей силой тока и по-прежнему иметь стабильную дугу.
Стержень вставляется в цангу сварочного аппарата TIG и работает довольно плавно. На случай, если кто-то увлекался подобными вещами.
DDoug
Алмаз
- # 18
Стростковый сказал:
Для данной силы тока, конечно.
Но если у вас есть машина, которая выдает чистый постоянный ток, вы можете работать с гораздо меньшей силой тока и по-прежнему иметь стабильную дугу.
Стержень вставляется в цангу сварочного аппарата TIG и работает довольно плавно. На случай, если кто-то увлекался подобными вещами.
Нажмите, чтобы развернуть…
… и все же… по какой-то странной причине лучше (по крайней мере, для меня) делать по-моему.
И да, у меня есть несколько машин переменного/постоянного тока.
пластиковые мечты
Алмаз
- # 19
Стростковый сказал:
Для данной силы тока, конечно.
Но если у вас есть машина, которая выдает чистый постоянный ток, вы можете работать с гораздо меньшей силой тока и по-прежнему иметь стабильную дугу.
Стержень вставляется в цангу сварочного аппарата TIG и работает довольно плавно. На случай, если кто-то увлекался подобными вещами.
Нажмите, чтобы развернуть…
Хм, надо будет попробовать, лол… прямая или обратная полярность? Или вы используете переменный ток?
Стростковый
Нержавеющая сталь
- #20
plastikdreams сказал:
Хм, надо попробовать, лол…прямая или обратная полярность? Или вы используете переменный ток?
Нажмите, чтобы развернуть.
Независимо от того, что вы обычно используете для стержня, прямоугольная волна переменного тока намного лучше, чем синусоида 60 Гц. Высокочастотный запуск и управление ножной педалью также очень приятны.
СВАРОЧНЫЕ УСЛУГИ
ABC Sheet Metal полностью оснащен новейшим современным оборудованием и технологиями, отвечающими требованиям наших клиентов. Соответствующая система качества сварки является основой для предоставления качественных сварных изделий или услуг. Используя стандарты AWS Американского общества сварщиков, сертифицированные сварщики и инспекторы ABC гарантируют, что ежедневные производственные операции будут более последовательными и отслеживаемыми. Эта система также позволяет писать новые процедуры сварки по мере необходимости для удовлетворения конкретных требований заказчика.
В ABC Sheet Metal мы обслуживаем:
- Компания ABC Sheet Metal гордится тем, что ее признали устойчивым членом Американского общества сварщиков (AWS) .
- Полная библиотека сварочных норм, стандартов, спецификаций и руководств AWS, а также других законодательных и нормативных требований.
- Лучшее сварочное оборудование.
- Спецификации процедуры сварки для соответствия нормам.
- Записи квалификации процедур для поддержки наших WPS.
- Квалификационные записи сварщика, удостоверяющие, что наш сварочный персонал соответствует требованиям кодекса.
- Процедуры сварки для различных требований
- AWS D1.1, структурный код, сталь
- AWS D1.2, структурный код, алюминий
- AWS D1.3, Структурные нормы, листовая сталь (тонколистовая)
- AWS D1.4, Структурный код, Арматурная сталь
- AWS D1.6, структурный код, нержавеющая сталь
- AWS D9.1, Структурный код, Листовой металл
- AWS D17.1, Сварка плавлением для аэрокосмических применений
- , и мы можем помочь обеспечить соответствие сварки другим спецификациям в соответствии с потребностями вашего продукта
Дуговая сварка в защитном металле (SMAW)
Также известна как дуговая сварка. Электрический ток используется для зажигания дуги между основным материалом и плавящимся стержнем электрода, который изготовлен из стали и покрыт флюсом, который защищает зону сварки от окисления и загрязнения за счет выделения газа CO 2 в процессе сварки. Этот процесс обычно ограничивается сваркой черных металлов.
Дуговая сварка металлическим газом (GMAW)
Также известный как сварка в среде инертного газа или сварка MIG, представляет собой полуавтоматический или автоматический процесс, в котором используется непрерывная подача проволоки в качестве электрода и смесь инертного или полуинертного газа для защиты сварного шва от загрязнения. Поскольку электрод сплошной, скорость сварки GMAW выше, чем для SMAW. Оборудование, необходимое для выполнения процесса GMAW, более сложное и дорогое, чем оборудование, необходимое для SMAW, и требует более сложной процедуры настройки. GMAW хорошо подходит для производственной сварки. Этот процесс может применяться к широкому спектру металлов, как черных, так и цветных
Дуговая сварка порошковой проволокой (FCAW)
Относится к GMAW, в нем используется аналогичное оборудование, но используется проволока, состоящая из стального электрода, окружающего порошковый наполнитель. Эта порошковая проволока дороже стандартной сплошной проволоки и может образовывать шлак, но она обеспечивает еще более высокую скорость сварки и большее проникновение металла
Газовая вольфрамовая дуговая сварка (GTAW)
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это процесс ручной сварки, в котором используется вольфрамовый электрод, смесь инертного или полуинертного газа и отдельный присадочный материал. Особенно полезный для сварки тонких материалов, этот метод характеризуется стабильной дугой и высоким качеством сварных швов, но требует значительных навыков оператора и может выполняться только на относительно низких скоростях. GTAW можно использовать практически для всех свариваемых металлов, хотя чаще всего он применяется для нержавеющей стали и легких металлов.
Точечная сварка
Метод контактной сварки, используемый для соединения внахлест металлических листов толщиной до 3 мм. Два электрода одновременно используются для зажима металлических листов и пропускания тока через листы. К преимуществам метода относятся эффективное использование энергии, ограниченная деформация обрабатываемой детали и отсутствие необходимых присадочных материалов. Прочность сварного шва значительно ниже, чем при других методах сварки, что делает процесс пригодным только для определенных применений на черных металлах.