Как варить оцинковку: какими электродами варить оцинковку
Оцинкованная сталь пользуется неизменным спросом и обрела популярность во многих потребительских сферах. Такую популярность материал приобрел благодаря своей устойчивости к агрессивным воздействиям из вне. Оцинкованная сталь обладает достаточно высокой устойчивостью к коррозии и способна служить довольно длительное время. Достигается это путем нанесения на стальные листы цинкового слоя толщиной от 2 до 150 мкм. Однако цинковое покрытие является не только защитой стальных изделий от неблагоприятных воздействий, но и фактором, значительно усложняющим процесс обработки металла, в частности его сварку.
Для того, чтобы ответить на вопрос: как варить оцинковку, необходимо более подробно рассмотреть все аспекты, связанные с этим процессом.
СОДЕРЖАНИЕ СТАТЬИ
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СВАРКЕ ОЦИНКОВКИ
Основными нюансами, которые следует учитывать в процессе сварки оцинковки, являются температура плавления цинка и токсичность выделяемых им паров.
Сложность сварки оцинкованных изделий обуславливается тем, что температура плавления стали составляет 1100C, а цинковое покрытие плавится при 906C. Данное расхождение не позволяет использовать обычные методы сварки в связи с риском повреждения защитного слоя и утраты изделием устойчивости к окислению.
Неблагоприятные проявления в процессе сварки оцинкованного металла заключаются в том, что:
- При температуре 906 градусов, цинк плавится и переходит в газообразное состояние;
- Проникая в основу, выделяемые пары разрушают структуру металла;
- Происходит нарушение шва оцинковки;
- Токсичные пары поступают в окружающее пространство.
Именно поэтому, обработка оцинкованных изделий требует проведения дополнительных подготовительных мероприятий и тщательного подбора используемого оборудования.
ЭТАПЫ РАБОТЫ С ОЦИНКОВКОЙ
Удаление цинкового покрытия
Данная процедура необходима для того, чтобы расплавленный цинк, попав в область шва, не ухудшил его качество.
Механический
Данный способ зачистки оцинковки осуществляется при помощи жестких абразивных средств, металлических щеток и наждачной бумаги.
Химический
Заключается в воздействии на покрытие кислотой, или щелочью. После осуществления необходимой экспозиции, изделие тщательно промывается и высушивается.
Термический
Заключается в обжиге краев изделия при помощи газовой горелки. Следует учитывать, что воздействие высоких температур провоцирует высвобождение токсичных паров.
Подбор электродов
Для того, чтобы выбрать, какими электродами варить оцинковку, необходимо учитывать ряд нюансов. Выбор электродов осуществляется с учетом типа свариваемой стали.
Можно выделить 2 основных вида электродов:
- С сильноосновными флюсами (УОНИ13/45, УОНИ13/55, ДСК-50).
 Подходят для сталей низкого легирования.
Подходят для сталей низкого легирования.
 Подходят для сталей низкого легирования.
Подходят для сталей низкого легирования.Подбор присадочного материала
Основное требование к проволоке, используемой в качестве присадочного материала — низкая температура плавления, варьирующаяся от 900 до 1100 градусов. Соблюдение этого условия позволит добиться качественного шва, так как в этом случае проволока будет плавиться, не повреждая и не оплавляя сам материал.
КАКИЕ ЕСТЬ ВИДЫ ПРОВОЛОКИ ДЛЯ СВАРКИ ОЦИНКОВКИ
- CuSi3. Проволока с 97% содержанием меди. Целевым назначением является сваривание медных изделий. Использование для сварки оцинковки является целесообразным и позволяет добиться легкообрабатываемого соединения. Минусом в данном случае будет являться то, что такое соединение не будет иметь очень высокого показателя прочности. Стоит учитывать, что входящий в состав сплава кремний обладает высокой текучестью, что требует повышенной осторожности при работе;
- Autrod 19.30. Целевым назначением является сваривание оцинкованных изделий. Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения;
- CuSi2Mn. Создает соединение с очень высокими показателями прочности. В связи с повышением показателя, усложняется процесс дальнейшей обработки;
- CuAl8. Целевым направлением является сваривание металла, обработанного сочетанным цинково-алюминиевым сплавом.
 Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения;
Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения;ОБЩИЕ ПРАВИЛА И РЕКОМЕНДАЦИИ ДЛЯ СВАРКИ ОЦИНКОВКИ
Вне зависимости от типа сварки оцинковки, необходимо:
- Исполнять шов наплывным методом по средствам частого отрыва электрода;
- Продление варочной ванны производится постепенно для недопущения риска повреждения;
- В случае, если цинковое покрытие не было удалено, необходимо дождаться его абсолютного выгорания до того момента, когда начнет расплавляться сама сталь. В противном случае после охлаждения возможно растрескивание и вспучивание шва;
- Оцинкованная сталь, толщина которой превышает 4 мм должна обрабатываться по краям по методу нанесения фаски, глубина которой составляет 1/3 листовой толщины;
- Все работы производятся со строжайшим соблюдением мер защиты и техники безопасности. Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.
 Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.
Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.ВИДЫ СВАРКИ ОЦИНКОВАННОЙ СТАЛИ
Сварка оцинковки полуавтоматом
Такой метод сварки имеет ряд особенностей:
- Подключение. «+»клемму подводят к горелке, а»-«к поверхности;
- Сила тока. Увеличение силы тока приводит к увеличению скорости подачи присадки;
- Подбор съемника тока. При подборе учитывается диаметр сечения проволоки. Необходимо вовремя производить замену, не дожидаясь значительного изнашивания;
- Выбор рукава подачи присадки. Необходимо выбирать жесткие рукава, не допускающие перегибов и нарушения подачи присадочного материала;
- Учет толщины листа. Тонкие листы толщиной 1мм. и менее, подвергаются точечной сварке;
- Напряжение. При возможности перепадов напряжения, рекомендуется использовать проволоку наименьшего диаметра, имеющую высокую скорость плавления, необходимую для компенсации недостатка напряжения сети;
- Техника без использования защитного газа. В данном случае, «+»клемма подключается к оцинкованной поверхности.
 В данном случае, «+»клемма подключается к оцинкованной поверхности.
В данном случае, «+»клемма подключается к оцинкованной поверхности.Преимущества метода:
- Возможность работы без создания защитной атмосферы;
- Хорошие показатели ровности шва;
- Простота в соблюдении параметров тока.
Отрицательные качества:
- Не рекомендуется проводить сварку при порывах ветра и в присутствии мощных вентиляционных систем;
- Необходимы крупногабаритные газовые баллоны;
- Необходимы жесткие рукава подачи присадки.
Сварка инвертором
Особенности сварки оцинковки при работе инверторным методом:
- Подбор диаметра электрода. Оптимальным сечением будет диаметр не более 2мм;
- Учет легкоплавкости электродов. Чем выше коэффициенты расплавления, тем ниже значения тока;
- Техника движения. Необходимо соблюдать плавность перемещения дуги;
- Соблюдение угла наклона. Соблюдение угла в пределах 45 градусов, позволяет избежать риска прогорания.
- Соблюдение распределения полярности. В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.

Этапы процесса сваривания оцинкованной стали при работе с трубопроводом.
- Подготовка. Учитывается толщина заготовки. Если она превышает 3мм, под углом в 80 градусов делается скашивание поверхности на расстояние 1-1.5мм по поверхности шва. Торцы изделия зачищаются от зазубрин и загрязнений и обезжириваются. Свариваемые элементы выкладываются ровно с соблюдением зазора в 3мм. Вдоль сварочного шва наносится 2мм слой флюса.
- Сварка. Производится в следующие этапы:
— детали, подлежащие сварке прогревают на расстояние не менее 300мм от свариваемых краев; — флюс подвергается нагреву до прозрачного состояния; — присадка накладывается на поверхность и расплавляется при помощи газовой горелки до полного заполнения пустоты; — припой располагается перед пламенем горелки.
- Завершение процесса. Флюс удаляется, шов зачищается. По окончании зачистки, поверхность обрабатывается антикоррозийным составом.

Точечная сварка
Метод точечной сварки оцинковки получил наиболее широкое распространение в автомобилестроении. Получаемая точка отличается высокой прочностью. Линия разрыва не затрагивает область сварки, а проходит по поверхности листа. Следует учитывать, что использование точечного метода приводит к ускоренному изнашиванию электродов и требует больших энергетических затрат. В связи с этим, наиболее целесообразно проведение автоматической корректировки режимов и настроек в условиях профессиональных сварочных рабочих мест.
КАК ВАРИТЬ ОЦИНКОВКУ: ВЫВОД
Вне зависимости от типа используемой сварки и вида оборудования, необходимо строжайшее соблюдение всех мер безопасности и технологических правил. Цинк является токсичным материалом, вдыхание его паров способно привести к серьезной интоксикации организма.
КАК ВАРИТЬ ОЦИНКОВКУ: ВИДЕО
Электроды для сварки оцинкованных труб
Цинкование является одним из наиболее эффективных способов, защиты стали от коррозии. Широко применяется при изготовлении строительных конструкций, труб, гидротехнических сооружений. Существует несколько способов нанесения цинка на металл- это гальванический метод, горячее цинкование и напыление. Толщина напиленного слоя цинка вольируется от 3 до 150 мкм.
Так как температура кипения цинка составляет 906 С, он имеет свойство интенсивно испариться во время выполнения сварочных работ. Испаряясь, цинк, выделяет вредные пары, которые в свою очередь могут вызвать приступ удушья. При интенсивном испарение в момент сварки цинк попадает в сварочную ванну и из-за этого образуются в сварном шве поры и кристаллизационные трещины. В связи с этим нужно счищать слой цинка с места проведения сварных работ. В некоторых случаях нет возможности для удаления слоя цинка, и тогда приходится применять методы позволяющие получить качественный сварной шов. При выборе способа ручной дуговой сварке большую роль играет правильный выбор электрода. Для выполнения сварки на углеродистых сталях больше всего подходят электроды с рутиловым покрытием, а для выполнения сварных работ на низколегированных сталях нужно отдать предпочтение электродам, имеющим основное покрытие.
При интенсивном испарение в момент сварки цинк попадает в сварочную ванну и из-за этого образуются в сварном шве поры и кристаллизационные трещины. В связи с этим нужно счищать слой цинка с места проведения сварных работ. В некоторых случаях нет возможности для удаления слоя цинка, и тогда приходится применять методы позволяющие получить качественный сварной шов. При выборе способа ручной дуговой сварке большую роль играет правильный выбор электрода. Для выполнения сварки на углеродистых сталях больше всего подходят электроды с рутиловым покрытием, а для выполнения сварных работ на низколегированных сталях нужно отдать предпочтение электродам, имеющим основное покрытие.
Для предотвращения возникновения пор в сварных стыковых и угловых швах оцинкованных труб, нужно увеличить ток и сократить скорость сварки. Цинк не оказывает большого влияния на качество швов только при условии эксплуатации труб при положительной температуре. Для соединения оцинкованных труб без повреждения цинкового слоя производиться, используя метод пайки. Получаемый шов обладает очень высокими характеристиками, время и стоимость монтажа значительно уменьшаются, шов обладает высокой герметичностью и антикоррозийной стойкостью. Для получения швов таким методом нужно пользоваться электродами и припоем покрытых флюсом.
Обычные оцинкованные трубы для воды прекрасно свариваются при помощи обычного электрода.
Получаемый шов обладает очень высокими характеристиками, время и стоимость монтажа значительно уменьшаются, шов обладает высокой герметичностью и антикоррозийной стойкостью. Для получения швов таким методом нужно пользоваться электродами и припоем покрытых флюсом.
Обычные оцинкованные трубы для воды прекрасно свариваются при помощи обычного электрода.
Как провести сварку оцинковки?
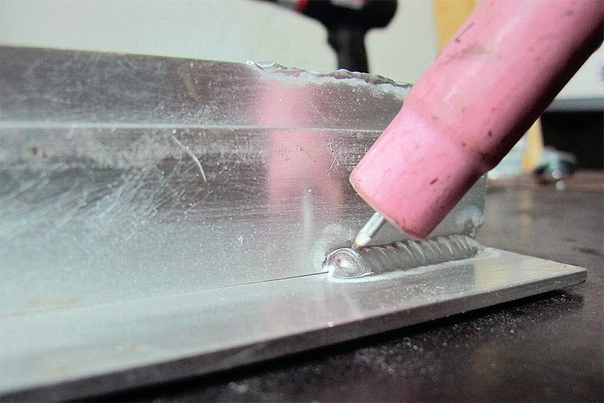
Сварка оцинковки – ответственный процесс, который характеризуется низкой рабочей температурой при расплавлении присадочных материалов. Сложность работ обусловлена свойствами цинка: его температура плавления всего 420 °C. Небрежное отношение к технологии сварочных работ может привести к выгоранию защитного слоя цинка, что влечет за собой дефекты соединения: трещины или поры шва.
Блок: 1/5 | Кол-во символов: 381
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-otsinkovki.html
Особенности сварки оцинковки
Легкоплавкость защитного слоя делает сварку оцинкованной стали непростой задачей. Подбор оптимального режима сварки не сможет ее решить. Выход из ситуации – ручная дуговая сварка инвертором с применением специальных электродов с защитным покрытием. Альтернатива – применение присадочной проволоки и полуавтомата для работы в среде защитного газа.
Подбор оптимального режима сварки не сможет ее решить. Выход из ситуации – ручная дуговая сварка инвертором с применением специальных электродов с защитным покрытием. Альтернатива – применение присадочной проволоки и полуавтомата для работы в среде защитного газа.
Важно! Пары цинка – опасное вещество. Категорически не рекомендуем производить сварку оцинковки в непроветриваемых помещениях. Не следует забывать про средства индивидуальной защиты – использование респиратора обязательно!
Присадочный материал имеет медно-кремниевую или алюминиево-бронзовую рабочую составляющую, которая положительно влияет на качество сварки. Особенности данного процесса следующие:
- Обработка шва. Полученное соединение легко поддается механической обработке.
- Качество соединения. Шов имеет катодную защиту и не подвержен воздействию коррозии.
- Стабильность процесса. Он характеризуется практически полным отсутствием брызг и малой степенью выгорания.

Сварка отверстий в оцинковке имеет свои особенности. Заделка отверстий предполагает их предварительную очистку от загрязнений, следов коррозии или нефтепродуктов. При значительном диаметре окна используют специальные конусные вставки, которые точечным методом фиксируются по периметру. При толщине металла более 2 мм применяются перегородки или пробки из низкоуглеродистого металла. Незначительные проколы предварительно рассверливают до размера 18–20 мм. Внутренняя поверхность отверстия должна быть гладкой, без следов резьбы или каких-либо загрязнений.
Блок: 2/5 | Кол-во символов: 1594
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-otsinkovki.html
Нюансы проведения
Имеется несколько технологий покрытия цинком металлических изделий, с разной толщиной защитного слоя. При сварке стали с оцинкованной плёнкой, например, листового материала, происходит резкое нагревание до температуры выше 1 тыс. градусов, а это провоцирует такие последствия:
- цинк расплавляется и начинает испаряться;
- пары проникают в металл детали и нарушают её структуру;
- испарения влияют на качество шва.

Пары цинка, содержащиеся в воздухе, имеют высокую токсичность, что особо опасно для окружающих, поэтому нужна мощная вентиляция не только около места проведения работ, но и всего помещения.
Блок: 2/7 | Кол-во символов: 618
Источник: https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
Удаление покрытия
Существует несколько способов сварки оцинковки. Выбор зависит от качества металла, толщины покрытия на нем, перспективы применения конструкции.
Проще всего снять поверхностный слой оцинковки механически. Для этого подойдут любые жесткие абразивы. Оцинковка при очистке требует больших усилий.
Можно удалять слой термическим способом, но при нагревании, опять же, возможны вредные испарения. Существуют химические способы убрать покрытие в месте будущих швов.
Опасения вызывают остатки незащищенных металлических участков рядом со швом. Оцинковка с такими оголенными участками в будущем может подвергаться коррозии, что вызовет порчу всей конструкции.
Блок: 3/7 | Кол-во символов: 669
Источник: https://svaring.com/welding/soedinenie/svarka-ocinkovki
Область применения
Эксплуатация оцинкованных изделий и конструкций редко происходит в идеальных условиях. Поэтому сварка их необходима во всех сферах, где такая технология применяется:
- нефтедобывающая и газодобывающая промышленность;
- нефтеперерабатывающая и газоперерабатывающая промышленность;
- автомобилестроение;
- строительство;
- энергетика;
- конструкции для автодорожной инфраструктуры;
- сельское хозяйство;
- металлические конструкции для зданий;
- опоры ЛЭП, рекламных баннеров и других модулей;
- судостроение;
- вагоностроение;
- крепежные и мелкие металлические детали любого назначения;
- машиностроение и другие сферы.
Если в технологических процессах предприятия предусмотрена сварка оцинкованных изделий, необходимо обеспечить эффективную вентиляцию на рабочем участке и хорошую вентиляционную систему на всей производственной площадке, где проводятся работы.
 В противном случае сотрудникам грозит удушье и серьезные формы отравления. Помимо вентиляции, рабочие должны быть одеты в специальную форму, а лицо защищено маской.
В противном случае сотрудникам грозит удушье и серьезные формы отравления. Помимо вентиляции, рабочие должны быть одеты в специальную форму, а лицо защищено маской.Блок: 3/5 | Кол-во символов: 1005
Источник: http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html
Выбор электродов
Когда при монтаже оцинкованных металлоконструкций пользуются электродуговой сваркой, обычные электроды для стали не подойдут. Чем варится оцинковка? Нужны расходные материалы (электроды или проволока для полуавтоматов) с рутиловым покрытием. Для низкоуглеродистых сплавов приобретают электроды типов:
- АНО-4, рассчитаны на сварку оцинковки при постоянном и переменном токе;
- МР-3, требуют напряжения холостого хода не менее 50 В;
- ОЗС-4, аналоги сварочной проволоки СВ08А, СВ08. Марки с высоким содержанием флюсов: УОНИ-13/45, УОНИ-13/55, ДСК-50. Они применяются для любых видов оцинковки, в том числе для сварки высокоуглеродистых сплавов, когда нужно высокое качество шва. Содержит карбонаты и фтористые соединения. Ими можно варить оцинковку любой толщины. Для толстого металла необходимо делать несколько проходов.
 Содержит карбонаты и фтористые соединения. Ими можно варить оцинковку любой толщины. Для толстого металла необходимо делать несколько проходов.
Содержит карбонаты и фтористые соединения. Ими можно варить оцинковку любой толщины. Для толстого металла необходимо делать несколько проходов.Электроды МР-3, требуют напряжения холостого хода не менее 50 В
Блок: 3/7 | Кол-во символов: 897
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku
Способы сварки оцинкованного металла
Для сварки оцинкованной стали используют сварку следующими способами:
- полуавтоматическим;
- инверторным;
- газовой горелкой.
Сварка полуавтоматом
Полуавтоматическая сварка выполняется в защитной аргоновой среде или в углекислом газе. Диаметр проволоки выбирается в зависимости от толщины свариваемых оцинкованных конструкций.
Сварка оцинковки с применением полуавтомата имеет следующие особенности:
- тонколистовой металл следует варить точечно, в таком случае вероятность сквозного прожога будет минимальной;
- получить качественный сварной шов при напряжении менее 220В можно только с применением проволоки, диаметр которой составляет меньше требуемого на 0,2 мм;
- для соединения деталей в среде без защитной газовой атмосферы нужно использовать присадки;
- к заготовке цепляется положительный контакт, а к присадке — отрицательный.

Преимущества варки полуавтоматом:
- выполнение работ в присутствии или отсутствии защитной газовой атмосферы;
- высокое качество сварного шва: ровный, равномерный, однородный;
- выдержка широкого диапазона токовых параметров.
Недостатки:
- при наличии воздушных потоков от ветра или вентиляционной системы запрещено пользоваться данным методом;
- нужно использование габаритных баллонов с газом;
- требуются жёсткие шланги для подачи газа к месту проведения работ от баллонов.
Сварка оцинкованной заготовки
Сварка инвертором
Инверторная сварка применяется при соединении деталей толщиной менее 2 мм. Подключение выполняется следующим образом:
- к минусу подсоединяется свариваемая конструкция;
- к плюсу — электрод.
Оцинкованный металл сваривается на токе обратной полярности. При правильном подключении разогрев электрода происходит за несколько секунд, дуга зажигается быстро, горит стабильно.
Особенности данного метода следующие:
- при варке электродами малого диаметра сварка стыков проводится точно, равномерно;
- перемещение сварочной проволоки вдоль поверхности должно быть плавным с постоянной скоростью, резких рывков быть не должно, так как важно не повредить цинковое покрытие;
- наклон электрода над поверхностью заготовки не должен превышать 450, чтобы минимизировать вероятность прожига металла.
Блок: 4/5 | Кол-во символов: 2120
Источник: https://metalloy.ru/obrabotka/svarka/otsinkovki
Методы сварки оцинковки
Существует более 150 способов и видов сварки. Но в отношении оцинкованных изделий преимущественное большинство методов не применимо, поскольку они характеризуются чрезвычайно высокими для цинка температурами:
- при высоких температурах цинк испаряется, а его пары вызывают у человека тяжелые формы отравления;
- защитное покрытие возле сварного шва разрушается, что делат металл доступным для коррозии;
- частицы цинка попадают в основной металл, что обуславливает низкое качество соединения.
Наиболее распространенным методом соединения оцинкованных деталей, а иногда – единственным, является ручная дуговая сварка. Она выполняется при сравнительно низких температурах. В нем используется расплавленная проволока, что делает процесс похожим на пайку. Сварка выполняется в среде газа, чаще всего используется аргон. Так обеспечивается небольшое содержание паров цинка, сохранение защитного слоя и минимальные повреждения. Сварку оцинковки можно выполнять полуавтоматом.
Особенности сварки оцинковки обусловлены техническими параметрами цинка. Это металл ухудшает свойства соединения, выполненного посредством сварки. Температура должна быть достаточной, чтобы полностью проплавить металл, а шов получился прочным и надежным. В отдельных случаях перед тем, как варить оцинковку полуавтоматом, целесообразно освободить место шва от цинка с помощью щеток по металлу или абразивного инструмента. Это будет гарантией отсутствия в сварном шве цинка, и повышения качества соединения. Если цинковое покрытие имеет значительную толщину, то будет рациональным постепенное его выжигание газовым резаком. Только после этого можно переходить непосредственно к сварочным работам основного металла. Удалить цинк с поверхности можно химическим способом – кислотой. В этом случае, после удаления цинка, рабочую зону нужно нейтрализовать щелочь, тщательно промыть водой и полностью высушить.
Блок: 2/5 | Кол-во символов: 1885
Источник: http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html
Применение полуавтомата
Хороший результат получается при сварке оцинковки полуавтоматом с правильно выбранными присадками. Практикой подтверждена эффективность присадок, содержащих медь в сочетании с кремнием, алюминием или марганцем. Это могут быть следующие вещества: CuSi3, CuAl8, CuSi2Mn. От соотношения компонентов зависит прочность соединения и легкость последующей механической обработки.
Соединение меди с кремнием, которое содержит оцинковка, способствует образованию не очень прочного, но легко обрабатываемого шва.
Неорганический композит из меди и алюминия, прежде всего, рекомендуют для продукции, содержащей алюминий в свариваемых конструкциях.
Трехкомпонентное вещество из меди, кремния и марганца обеспечивает шов с повышенной прочностью. Впоследствии для его обработки нужно прилагать значительные усилия.
Медь плавится при температуре более низкой, чем температура плавления стальных сплавов. Поэтому такая сварка оцинковки в значительно мере напоминает запаивание.
Провод, как присадка, должен подаваться в рабочую зону плавно и точно в наконечник, обеспечивающий контакт. Для подачи лучше применять привод с 4 роликами, а наконечник тщательно выбирать по размеру.
Если все сделано профессионально грамотно, то от корродирования защищен как базовый металл, так и шов при минимальных затратах изначальной энергии на сварку.
Рабочая зона очищается строго в обозначенных размерах. Не происходит разбрызгивания материалов при нагреве до температуры сварки. Оцинковка в этом случае сваривается прочно.
Для обеспечения стабильности процесса тщательно выбирают источник питания, режимы регулировки. Максимальное качество шва на оцинковке достигается при импульсном токе в инертной среде аргона. В качестве защитных газов могут быть применены также гелий, диоксид углерода или другие инертные газообразные вещества.
Блок: 5/7 | Кол-во символов: 1828
Источник: https://svaring.com/welding/soedinenie/svarka-ocinkovki
Как варить оцинковку
Для сварки оцинкованной стали необходимо выполнить следующее:
- подобрать подходящую по параметрам проволоку или электроды;
- собрать нужное оборудование;
- выполнить подготовительные работы, чтобы трубы или листы были надёжно соединены.
Оборудование
Заранее до проведения работ потребуется приготовить следующее оборудование:
- инвертор или полуавтомат, позволяющие работать на требуемом сварочном токе;
- горелка;
- баллоны с газом;
- держатель электродов или система подачи проволоки;
- рукав для подключения к баллону держателя.
Рекомендуется выбор сварочного аппарата с предустановленными режимами по току и напряжению, чтобы упростить подбор параметров. Особенно эта функция подходит для новичков, у которых недостаточно опыта в проведении подобного типа работ.
Подготовительные работы
На этапе подготовительных работ:
- при толщине заготовки более 3 мм делают скос под углом 800 на расстояние 1–1,5 мм на поверхности формирования шва;
- торцы чистят от пыли, грязи, зачищают заусенцы, обрабатывают кромки, обезжиривают специальными составами;
- укладывают ровно свариваемые элементы в том положении, в котором их необходимо соединить, при этом оставляют зазор 3 мм;
- на поверхности вдоль сварного шва наносят флюс равномерным слоем 2 мм на расстояние 20 мм.
Подготовка к сварке оцинковки электродом
Процесс сварки
Сваривание трубопровода:
- Включают горелку, прогревают свариваемые детали от соединяемых торцов на расстояние не менее 300 мм.
- Нагревают флюс до тех пор, пока он не станет прозрачным.
- Присадочную проволоку прижимают к поверхности металлических торцов, горелкой её расплавляют, полностью заполняют пустое пространство.
- Горелку направляют на проволоку, греют её до температуры плавления. Припой располагают перед пламенем. Предельные углы наклона следующие: горелки – 950, проволоки – 150-300.
Листы сваривают аналогичным образом, но только используют инверторы или полуавтоматы. Техника работ простая, но важно не допустить перегрева металла.
Завершающие работы
На завершающем этапе выполняются следующие работы:
- смывают флюс;
- зачищают шов;
- обрабатывают поверхность антикоррозионным составом.
Для безопасной работы требуется использование специальных защитных средств для органов дыхания либо обеспечить качественное проветривание помещений при помощи естественной или принудительной вентиляции.
Сварка труб электродом, оцинковка, водопровод
Блок: 5/5 | Кол-во символов: 2327
Источник: https://metalloy.ru/obrabotka/svarka/otsinkovki
Формат сварного шва для оцинкованных изделий
Оптимальным вариантом сварного соединения для оцинковки будет контактно-точечный метод. Такое воздействие на изделия характеризует минимальную тепловую нагрузку, защитное цинковое покрытие сохраняется, а в зоне сварки формируется защитное кольцо из цинка.
Блок: 5/5 | Кол-во символов: 299
Источник: http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html
Правила проведения работ
Следует неукоснительно выполнять такие требования:
- Нельзя допускать испарения цинка.
- Провести предварительные работы по очистке места сварки — это касается только труб с толстыми стенками.
- Для ликвидации улетучивания цинка от перегрева, флюс наносится толстым слоем.
- Небольшой избыток поступления кислорода делают во время газосварки.
- Обязательный предварительный разогрев участка сварки.
- Проволока с припоем располагается таким образом, чтобы пламя горелки воздействовало на пруток, а не на свариваемый металл.
Излишки флюса удаляются сразу после окончания сварочного процесса.
Блок: 6/7 | Кол-во символов: 604
Источник: https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
Полезные советы
Специалисты рекомендуется обращать особое внимание на некоторые моменты:
- После зачистки соединения стальной щеткой требуется восстановление цинкового покрытия специальными защитными составами. Они бывают в аэрозольных упаковках, в небольших емкостях. Ими обрабатывают шов и место присоединения клеммы (крокодильчика).
- На стыках увеличивают силу тока до 15 ампер, а скорость движения электрода снижают; должен образоваться плотный валик, способный выдержать динамическую нагрузку на изгиб.
- Короткая дуга позволяет контролировать качество шва, меньше разбрызгивается металл ванны. Снижается вероятность прожигания цинкового покрытия искрами.
- Настройка оборудования производится на низкотоковые режимы. На полуавтомате выставляется режим «Synergic», на инверторах – на 5-10 ампер ниже табличных значений.
- Начинающие не должны забывать проверять качество шва. После снятия шлака он визуально осматривается, аккуратно простукивается, так проще выявить дефект.
Блок: 7/7 | Кол-во символов: 971
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku
Выводы
Сварки металлов, имеющих оцинкованное покрытие, имеет индивидуальные отличия, которые нужно знать исполнителям, но без опыта работы к таким процессам начинающие сварщики не допускаются, т. к. высока вероятность прожога конструкции или испарение защитной цинковой плёнки.
Блок: 7/7 | Кол-во символов: 277
Источник: https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
Количество использованных доноров: 6
Информация по каждому донору:
- https://WikiMetall.ru/metalloobrabotka/svarka-otsinkovki.html: использовано 3 блоков из 5, кол-во символов 3723 (20%)
- https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku: использовано 2 блоков из 7, кол-во символов 1868 (10%)
- https://metalloy.ru/obrabotka/svarka/otsinkovki: использовано 2 блоков из 5, кол-во символов 4447 (24%)
- https://svaring.com/welding/soedinenie/svarka-ocinkovki: использовано 3 блоков из 7, кол-во символов 3711 (20%)
- http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html: использовано 3 блоков из 5, кол-во символов 3189 (17%)
- https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html: использовано 4 блоков из 7, кол-во символов 1967 (10%)
|
Известно, что оцинковка – это самый лучший способ для того, чтобы улучшить защиту изделия от коррозии. Этот метод на сегодняшний день является наиболее распространенным, чтобы защитить практически любое металлическое изделие. Сюда можно отнести все, что угодно:
Этот метод также имеет одно очень важное в работе преимущество, о котором просто нельзя не сказать – это простота в обработке. Данный технологический процесс- сравнительно прост по сравнению с другими, поэтому ему часто отдается предпочтение: качество и простота – что может быть выгоднее и удобнее? Какие существуют способы нанести цинк на металл? Естественно, что для того, чтобы зацинковать сталь, понадобятся специальные приспособления и следования отдельным технологиям. Вариантов для того, чтобы зацинковать металл на данный момент существует три. Все очень просто: нанести цинк можно методом напыления, при помощи электрохимических приспособлений, а также, если опустить металл в ванну, которая будет полностью заполнена цинком – таким образом, обмокнуть металл полностью в цинк. Что важно помнить и знать? Для того, чтобы достигнуть неимоверного желаемого результата, нужно помнить и учитывать толщину наносимого цинка – это также один из главных параметров при работе в оцинкованием металлов. Именно от того, какой слой цинка будет на поверхности изделия, и будет зависеть то, насколько это изделие будет защищено от коррозийных воздействий, а также механических повреждений. Помните также о том, что оцинкованное изделие считается качественным. Если вы изготавливаете какие- либо конструкции на продажу, то сертификация цинка обязательно послужит вам верой и правдой. Помните, что цинковый слой, конечно, в зависимости от вида изделия, должен составлять 3-150 микрон. Как правило, этого оказывается достаточно для того, чтобы изделие было надежно защищено. Для того, чтобы сварить оцинковку также применяются несколько способов. Наиболее распространенным и удобным методом считается дуговая сварка. Он заключается в том, что цинк сначала нужно до определенной температуры разогреть, а в результате сплавить. Но, тут тоже не все так просто — нужно помнить, что этот вариант будет иметь и свои особенности, о которых скажут технические характеристики самого цинка. Температура для сварки цинка должна быть обязательно очень высокой, потому что цинк сам по себе значительно ухудшает качество шва. А, для прочности шва и для того, чтобы металл был качественно и прочно проплавлен, нужно использовать высокую температуру. Кроме того, запомните и такой момент, что для прочности нужно использовать чистоту. Если поверхность качественно зачистить от малейшей пыли, то качество шва станет значительно лучше. Зачистите и место шва для того, чтобы в расплавленный металл не попал цинк – это также повлияет на качество накладываемого шва. Следуйте всем рекомендациям и у вас все получится! Успешной работы!
|
Сварка тонкого листового металла инвертором для начинающих — как варить инвертором, на какой полярности сваривать железо, аппараты с проволокой
06ДекСодержание статьи
- Как проводить процедуру с тонкостенными изделиями
- Технология: как сваривать тонкий металл инвертором
- Выбор режимов и проводников: на какой полярности и какими электродами варить тонкий металл
- Правильная технология: как сваривать тонкий металл электросваркой
- Работа инвертором
- Достоинства сварки тонкостенных заготовок инвертором
- Как правильно сварить тонкий оцинкованный металл дуговой электросваркой
- Проблемы того, как электросваркой варить тонкий металл
- Условия, которые необходимо соблюдать при работе
- Устройство сварочного аппарата для сварки тонкого металла
- Приемы сварки тонкостенных конструкций
- Подведем итоги
В статье для начинающих сварщиков расскажем о сварочных электродов для сварки тонкого листового металла и о том, как правильно варить железо проволокой от инвертора. Работа с тонколистовым материалом – высший пилотаж, поэтому нужно узнать все нюансы и особенности сваривания.
Как проводить процедуру с тонкостенными изделиями
Конструкции с небольшими стенками встречаются очень часто. Это корпус автомобиля, разные емкости, кастрюли и прочее. В заводских условиях операция проводится специальным станком с пультом ЧПУ. Но что делать дома, если у вас на руках плоскость шириной от 1 мм до 1,5 мм? Электрод размером 1,5 встречается в магазинах очень редко, на прилавке намного чаще много встретить проводник 2 или 3 мм в диаметре. Но по негласному правилу сварщиков – насадка должна быть тоньше в сечении, чем заготовка. Но изделий 0,8 мм просто не существует, да и с полуторными работать настолько трудно, что использование их встречается редко. Оптимальный вариант –
Технология: как сваривать тонкий металл инвертором
Инверторная аппаратура считается более предпочтительной, потому что генератор выдает постоянный ток высокого напряжения, который легко регулировать. С ними можно работать с тонколистовыми сплавами без прогораний и деформаций. Чтобы их не было, нужно проводить процедуру как можно быстрее, не задерживаться на одном месте, проводить проводник один раз.
Второе технологическое правило – снижение токовой силы до минимального. Для этого важно иметь аппарат, которым можно плавно изменять показатели. При этом его напряжение на холостом ходу не должно быть ниже 70 В.
Чтобы не нарушилась геометрия заготовки, следите за стыками. Их необходимо тщательно очистить от коррозии. Затем требуется крепкими зажимами зафиксировать образцы и сделать несколько соединений через каждые 5-7 см. После можно приступать к основному действию.
Выбор режимов и проводников: на какой полярности и какими электродами варить тонкий металл
Если выбирать между трансформаторным и инверторным станком, отдаем предпочтение инвертору, потому что на нем легче выставлять параметры. Тонкостенным материалом считается любой лист, не превышающий 5 мм, но проблемы могут возникнуть только с заготовками до 3 мм. Предлагаем таблицу, рекомендуем ориентироваться по ней:
Толщина листа, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
Диаметр, мм | 1 | 1 – 1,6 | 2 | 2,5 | 2 – 3 |
Сила тока, А | 10 – 20 | 30 – 35 | 35 – 45 | 50 – 65 | 65 |
Это рекомендации, но каждый специалист опытным путем может выбрать нужные режимы. С такими проволоками или проводниками нужно помнить, что они очень быстро плавятся, поэтому их ведут очень быстро.
Правильная технология: как сваривать тонкий металл электросваркой
Ширина заготовки не влияет на три основных этапа:
- подготовка;
- сваривание;
- шлифовка, зачистка швов.
Подробнее о первых двух.
Подготовительные работы
Необходимо убрать все загрязнения, особенно следует уделить внимание месту, к которому крепится масса сварочного аппарата. Ржавчину можно снять наждачкой. Если изделия оцинкованное, то можно зачистить поверхность с помощью болгарки, или варить прямо по цинку – вещество расплавится в момент нагрева.
Сваривание
- Чтобы дуга быстрее зажглась, перед началом зачистите электрод от обмазки на крайние 5 мм.
- Зажигать электродугу можно двумя классическими способами – чирканьем или постукиванием.
- Сварная ванна должна иметь форму овала.
- Держите дистанцию, чтобы проводник не налипал.
- Если на аппарате есть специальный режим антиприлипания, воспользуйтесь им. Он работает так: при приближении насадки к заготовке автоматически снижается напряжение оборудования. Если же дуга слишком сильно растянута, происходит обратный процесс и ток прибавляется. В результате получается стабильный шов даже при неравномерном проведении.
- Идеальный градус угла – 60 градусов. Его нужно сделать перед тем, как сварить тонкий металл электродом. Если делать показатель меньше, то сварное соединение получится выпуклым.
- Оптимальное движение – зигзаг. При этом не имеет значения направление от себя или к себе.
- Скорость перемещения рукояти должна быть достаточно высокой, но при этом отличаться постоянством.
Посмотрим видео самого процесса:
Работа инвертором
Особенность – применение обратной полярности, то есть к заготовке присоединяется к минусу, а к проводнику отходит плюс. Это способствует обеспечению защиты от пригораний и деформирования. Это объясняется тем, что электрод нагревается быстрее и сильнее, чем место сваривания. Рекомендуется брать расходный материал высокого качества, предпочтительно – иностранного производства. При этом он должен быть не толще 2 мм в диаметре и с высокой плавучестью.
Посмотрим видеозапись о том, как варить инверторной сваркой тонкий металл:
Достоинства сварки тонкостенных заготовок инвертором
При профессиональных действиях преимуществами и использования такого типа аппаратуры являются:
- эстетичный внешний вид, отсутствие проколов;
- без деформаций и изменение размеров – они в основном происходят из-за температурного изменения;
- нет прогораний, соответственно отсутствуют некрасивые пятна;
- напряжение постоянное, без ям и сбоев.
Одним-единственным недостатком можно считать неравномерную работу при отрицательной температуре воздуха. Но сбоить начинают практически все сварочные аппараты.
Как правильно сварить тонкий оцинкованный металл дуговой электросваркой
Такая сталь имеет свои достоинства в эксплуатации. Она достаточно крепкая и мало подвергается внешним воздействиям, фактически не покрывается ржавчиной. Но и у нее есть минусы, самый основной – сварщикам трудно работать с материалом. Его поверхность покрыта слоем цинка, который предварительно рекомендовано убрать с помощью шлифовального станка или простой болгарки со специальным диском.
Сам аппарат подает такую температуру, что напыленное вещество само плавится быстрее, чем происходит образование шва. Но во время работы без предварительной зачистки кромок следует помнить о наличии ядовитых цинковых паров, которые нельзя вдыхать человеку. Используйте респиратор и прочие средства защиты.
Варить рекомендуется в цеху с хорошей принудительной вентиляцией, вытяжкой, или в уличных условиях.
Проблемы того, как электросваркой варить тонкий металл
Фактически любые полученные на выходе недостатки не отличаются от классического брака у сварщиков. Выделим 4 основных дефекта и расположим их по степени популярности:
- Прожигание заготовки. Это чрезмерное расплавление металлической пластинки до образования сквозного отверстия. Это происходит в связи с неправильно выбранной, слишком высокой, силой тока.
- Прилипание электрода. Это происходит из-за обратной причины – было подано слишком низкое напряжение. Второй вариант – конец проводника находился слишком близко к свариваемой поверхности. В результате получается некрасивая бляшка, которую придется спиливать.
- Непроваренный шов. Это случается часто у начинающих сварщиков. В страхе допустить прожигание, они отводят присадочную проволоку слишком далеко. В результате температура получается недостаточной для расплавления кромок соединительных материалов. Шв образуется только за счет присадки. А при зачистке можно увидеть непроваренные пятна.
- Деформация. Лист может помяться, согнуться, пойти волной. Это происходит из-за высокого температурного режима.
Условия, которые необходимо соблюдать при работе
Требуется внимательно подойти к выбору электрода. Он должен быть:
- диаметром не превышающий толщину листа;
- идеальный размер – 1,6 мм;
- внутри находиться тот же сплав, что у заготовки;
- обмазка из элементов, которые считаются тугоплавкими;
- любая марка.
Также следует использовать подходящий инвертор:
- полуавтомат выгоднее, чем ручная дуговая электросварка;
- сила тока варьируется в зависимости от сечения проводника, регулировка производиться в границах 10 – 15 А.
Достоинство инверторного оборудования – КПД намного выше (до 90%), чем у трансформатора, да и задействует оно намного меньше электричества.
Устройство сварочного аппарата для сварки тонкого металла
Это непростое оборудование. Оно работает со множеством частот и величин. Для того чтобы разжечь дугу, происходит два преобразования – из переменного в 220 В в постоянный, а затем в высокочастотный.
На этой схеме видно, как преобразуется электрический импульс. Ниже представлены следующие этапы прохождения волны через мост, конденсаторный фильтр, сам инвертор, высокочастотный трансформатор, высокочастотный переходник и к сварочной дуге.
На изображении ниже посмотрим, какие основные элементы есть на внешней части устройства. Здесь представлены и все индикаторы, и рукояти для регулировки режима, и разъемы. Это классический вид изделия, которое подходит для работы с тонколистовой сталью.
сварка полуавтоматом. При таком аппарате применяется в качестве электрика проволока того же материала, что и основание. Она может быть тончайшей.
Приемы сварки тонкостенных конструкций
Мы предлагаем следующие технологии, которые помогут избежать самого распространенного брака и упростят задачу сварщика:
- Внахлест. Для этого располагают заготовку не двумя кромками друг к другу, а одной частью прикрыть вторую на 1-2 мм. Теперь задача становится проще, ведь прожигание займет в два раза больше времени, тока и температуры, а значит можно не беспокоиться оставить сквозное отверстие.
- Точечное соединение. Такие прихватки делаются через каждые 5-7 см. Для этого понадобится каждый раз зажигать и гасить электродугу. Зато потом не будет деформаций и можно быть уверенным в ровном шве.
- По электроду. Это более грубый и не самый красивый вариант, зато надежный. Проводник нужно полностью очистить от обмазки, затем положить вдоль соединения и использовать материал как присадку.
Подведем итоги
В статье мы рассказали, как приварить тонкий металл электросваркой, а также раскрыли несколько секретов работы. В качестве завершения посмотрим еще 2 видеоролика от профессиональных сварщиков.
Сварка оцинкованного металла и вред: симптомы отравления цинком
Сварка оцинкованного металла и вред: симптомы отравления цинкомСварка оцинкованного металла сопровождается выделением вредных веществ. Сам цинк не представляет вреда для здоровья, а вот его оксиды и соли способны привести к интоксикации, и степень её может быть различной.
Вдыхая пары цинка при осуществлении сварочных работ, присутствует риск отравиться. Но в большинстве случаев интоксикация происходит из-за нарушения правил безопасности.
Каковы симптомы острого отравления цинком при сварке?
Вдыхая фосфид либо хлорид цинка можно отравиться. В результате поражается дыхательная система, а соответственно наблюдаются такие симптомы:
- появляется жажда;
- увеличивается температура;
- наблюдается сухой кашель, одышка и першение в носу;
- возникает сонливость и вялость;
- теряется аппетит;
- учащается ЧСС.
Во время отравления окисями цинка при сварке, возможно проявление цинковой лихорадки.
Она обычно происходит на протяжении нескольких часов. Вначале сварщик чувствует сильную слабость, после теряется аппетит, наблюдается кашель и першение в области горла. Далее у больного проявляется тошнота и ломота, порой даже боли в животе, голове.
Каковы симптомы хронического отравления?
Следует отметить, что бывает еще и хроническая форма отравления цинком. Так происходит из-за накопления большого количества металла в организме. В данном варианте металл доходит до организма постепенно. Спустя некоторое время он накапливается и человек заболевает.
Среди симптомов хронического отравления цинком при сварке стоит выделить:
- боли в мышцах;
- чрезмерная утомляемость;
- вялость;
- головная боль;
- головокружение;
- печеночная и почечная недостаточность.
Как оказать первую помощь при отравлении цинком?
В первую очередь требуется поскорее вывести пострадавшего из помещения. Нельзя чтобы он продолжал вдыхать вредные пары.
После этого необходимо предпринять следующее:
- Дать пострадавшему выпить минералки либо молока;
- Провести ингаляции содой;
- Больной должен отдохнуть;
- Необходимо осуществить оксигенотерапию;
- Пациенту промывается желудок;
- Назначаются энтеросорбенты;
- Внутривенно вводятся инфузионные растворы;
- Вводится антидот;
- Если ситуация усложнилась, нужна искусственная вентиляция легких.
В том варианте, если у сварщика наблюдается рвота с кровью, постоянная лихорадка, бред либо впадения в коматоз, требуется поскорее отвезти его в больницу.
Вследствие острого отравления человек может умереть. В связи с этим, рекомендуется как можно быстрей обратиться за помощью к медикам.
Чтобы рабочий во время сварки не отравился цинком, нужно соблюдать технику безопасности. Сварочные работы проводятся строго с использованием респиратора Помещение должно хорошо проветриваться. Также стоит предварительно надеть специальную одежду, защитные очки и перчатки.
Если так вышло, что сварщик отравился парами цинка, лучше всего сразу же обратиться в больницу. Так больше шансов избежать серьёзных последствий.
Поделиться в соцсетях
Как сваривают оцинкованный металл | ТОВ НВП Систар
Як зварюють оцинкований метал: методи, особливості
24.10.2020
Необхідність зварювання оцинкованої сталі виникає при виробництві труб або фасонного металопрокату, з’єднаннях труб під кутом без вигину, прямого з’єднання труб для отримання довгого трубопроводу і т.п. Оцинкований метал, по суті, залишається звичайним металом з його високою або низькою здатністю до зварювання, поверхня якого вкрита захисним шаром цинку товщиною від 2 до 150 мкм.
У чому особливості зварювання оцинкованого металу?
Способи та методи зварювання оцинкованого металу і звичайного мають деякі відмінності, пов’язані, перш за все, з температурними умовами. Сварка оцинкованного листа або рулонної сталі відбувається при температурі понад 1000 градусів Цельсія, тоді як температура плавлення цинку знаходиться на рівні 450 градусів. Цинк, який плавиться переходить у рідкий, а потім, при температурі понад 900 градусів – в газоподібний стан. Цинкові пари проникають у структуру металу в місці зварювання, порушуючи її та роблячи метал більш ламким, утворюючи пори й мікротріщини. Вдихання парів цинку небезпечно для здоров’я, особливо у великих кількостях.
Крім того, в біляшовній зоні виходять ділянки з відсутністю цинкового шару, що надалі призведе до корозії металів в цьому місці.
З огляду на вищевказані причини, шар цинку в місці шва перед зварюванням варто видалити, і варити метал, а місце шва захищати окремо.
Які методи зварювання застосовуються для оцинкованого металу?
Як правило, для оцинкованої сталі використовуються ті ж методи зварювання, що і для вуглецевих марок сталі. Це:
- ММА – ручне електродугове зварювання;
- TIG – ручне аргонодугове зварювання;
- MIG / MAG – напівавтоматичне зварювання при зануренні металу в середу активних і інертних газів;
- Контактне точкове зварювання – для тонколистової сталі (жерсть 0,45 мм).
Для низьковуглецевих сталей підбираються особливі види електродів – електроди з сильноосновними флюсами (УОНИ-13/45, УОНИ-13/55, ДСК-50).
Видалення цинкового покриття
Цинкове покриття в місці шва видаляють механічним способом (абразивом – наждачним папером, шліфувальним кругом), термічним (випаровують при нагріванні, але метод шкідливий для здоров’я) або хімічним.
Якщо шар оцинковки тонколистової сталі малий, то видалення механічним способом проблематичне. Його випаровують термічним способом, чекаючи, поки цинк вигорить весь, інакше якість зварного шва буде значно знижено.
Обробка зварного шва
Для методів, які залишають шов відкритим (без застосування електродів на міді, алюмінію і т.п.), потрібна додаткова обробка шва грунтовкою або спреєм на основі цинку або інших антикорозійних сполук.
Особливості різних методів зварювання
Електродугове зварювання
Використовується для сталі товщиною не менше 1,5 мм зі значним зниженням швидкості зварювання щодо швидкості для неоцинкованої сталі. Використовувана сила струму відрізняється для різних видів електродів: на звичайних електродах зниження сили струму щодо вимог для неоцинкованої сталі становить 6-10 А. Використання електродів, призначених для оцинковки (ЦУ-5, ЦЛ-20, ЦЛ-39) вимагає, навпаки, підвищення сили струму на 10-50А, а також збільшується проріз між елементами. Збільшуючи силу струму, важливо не допустити наскрізного прогорання тонколистової сталі.
Напівавтоматичне зварювання
Для металів 1,5-2 мм завтовшки й вище. До 4 мм метал обробляється за один прохід, понад – за кілька. Більшість напівавтоматів пропонують вибрати режим роботи для конкретного типу металу. Якщо на даному напівавтоматі необхідний режим відсутній, має сенс провести експеримент на обрізанні для визначення оптимального варіанту без пошкодження стали. Для створення захисного газу в місці зварювання використовують присадні матеріали на основі міді або алюмінію: це дозволяє нагрівати меншу площу металу, не розбризкувати розплав і відразу захистити шов від проявів корозії. Присадки на основі кремнію також дозволяють захистити шов, але знижують його міцність, через те, що з’єднання має високу плинністю.
Після зварювання залишки припою знімаються щіткою і водою.
Аргонодугове зварювання
Це зварювання із застосуванням захисного газу аргону для захисту металу від прогорання. Використовується для сталі товщиною 0,3-1 мм. У роботі застосовуються вольфрамові електроди. Особливості зварювання – в можливому розбризкування металу, що може знизити декоративні властивості, тому залишки привару й бризки видаляють відразу. Шов обробляють цинковим спреєм-грунтовкою.
Контактне (точкове) зварювання
Ідеально підходить для жерсті, бо знижує ймовірність прогорання. Використовується разом з електродами БрХ і БРХЦр на основі бронзи. Шов рівномірно проварюється по всій довжині, залишається міцним, але перевитрачатиме електроенергію. Для зварювання сталі товщиною понад 1,5 мм потрібна попереднє проковування – з’єднання деталей ударами молота.
Безопасно ли находиться в…
Дом » Безопасно ли контактирование пищевых продуктов с оцинкованной сталью?
Автор Кристин Клин
Для большинства пищевых продуктов контакт с оцинкованной сталью совершенно безопасен.Согласно Управлению по санитарному надзору за качеством пищевых продуктов и медикаментов США, только кислые продукты не должны контактировать с оцинкованной сталью. Кислота в некоторых пищевых продуктах вступает в реакцию с цинковым покрытием с образованием солей, которые легко усваиваются организмом и в избытке могут вызвать очень легкое недомогание. Итак, где оцинкованная сталь используется в производстве продуктов питания? Есть две основные и отдельные области: для несущих конструкций здания, таких как пекарня или бойня, и для подносов, стеллажей, конвейера, морозильных камер, холодильников и столешниц, непосредственно контактирующих с продуктами питания.Квалификацией всего этого обсуждения является тот факт, что цинк является необходимой частью нашей суточной нормы потребления, примерно 15 мг должно быть частью вашего ежедневного потребления.
Для получения более подробной информации, пожалуйста, просмотрите эту статью доктора Галва о HDG в контакте с пищевыми продуктами.
© Американская ассоциация гальванизаторов, 2021 г. Приведенный здесь материал был разработан для предоставления точной и достоверной информации о стали, оцинкованной горячим способом после изготовления.Этот материал предоставляет только общую информацию и не предназначен для замены компетентной профессиональной экспертизы и проверки на пригодность и применимость. Информация, представленная здесь, не предназначена для представления или гарантии со стороны AGA. Любой, кто использует эту информацию, принимает на себя всю ответственность, связанную с таким использованием.
Был ли этот ответ полезным? ДА | НЕТ
Оцинкованная сталь: как это делается
Многие знают, что такое оцинкованная сталь.Он используется для самых разных целей, от воздуховодов для систем отопления, вентиляции и кондиционирования воздуха до садовых ведер; от бытовых украшений до мусорных баков. Блестящая отделка поверхности делает ее визуально привлекательной, но также делает ее более прочной и устойчивой к коррозии.
Итак, как изготавливается оцинкованная сталь? Откуда этот блесток? Что ж, давай узнаем.
Горячее цинкование
Оцинкованная сталь — это углеродистая сталь с цинковым покрытием. Самый распространенный метод цинкования — это процесс горячего погружения.
Процесс горячего погружения состоит из погружения углеродистой стали в ванну с расплавленным цинком (приблизительно 680 градусов по Фаренгейту). Когда материал удаляется из ванны с цинком и охлаждается, происходит реакция на кислород воздуха. В результате реакции цинк становится частью стали (связка из сплава железа и цинка). Новая отделка поверхности выглядит кристаллической или блестящей.
Хотя это наиболее распространенная форма гальванизации, она часто используется для стальных изделий, которые ранее были изготовлены, поскольку толщину конечного продукта нелегко контролировать.Другой метод цинкования — это непрерывное цинкование.
Непрерывное цинкование
При непрерывном цинковании цинковое покрытие наносится на поверхность непрерывной стальной ленты (рулон), проходящей через ванну с цинком. Катушка движется со скоростью примерно 600 футов в минуту.
Когда змеевик покидает ванну с цинком, он несет с собой дополнительный слой расплавленного цинка. Излишки цинка удаляются воздухом под высоким давлением (воздушные ножи) для получения желаемой толщины.Затем материалу дают остыть, и образуется блестящее покрытие.
Непрерывное цинкование позволяет более точно контролировать толщину и обычно используется для стальных изделий, которые еще не были изготовлены. По мере увеличения толщины покрытия также увеличивается риск потери некоторого покрытия во время изготовления или формовки.
Общая обработка поверхности
Оцинкованные рулоны и листы производятся для применений, в которых важна коррозионная стойкость. Цинковое покрытие продлевает срок службы конечного продукта, что делает его желанным для производителей.Привлекательная отделка поверхности также делает ее желанной для потребителя.
Безопасно ли жарить оцинкованный металл?
Оцинкованные металлические контейнеры не считаются безопасными для приготовления или хранения пищевых продуктов. Процесс цинкования создает на металле покрытие, предотвращающее ржавчину. Это покрытие содержит цинк, который при употреблении может быть токсичным. Кухонная утварь и емкости для хранения обычно не делают из оцинкованной стали.
При нагревании оцинкованной металлической поверхности выделяются пары цинка.Эти пары накапливаются в пище, но также токсичны для дыхания. По этой причине посуду с оцинкованными поверхностями нельзя использовать при приготовлении пищи.
Как правило, барбекю более высокого качества состоят из стали, чугуна или их комбинации. Эти грили просты в обслуживании и очень долговечны, как правило, служат в течение многих лет. И если вы ищете тепло, то чугун или нержавеющая сталь — ваш лучший выбор.
Цинк сгорит в достаточно горячем огне.Получите хороший бушующий ожог и дайте ему погаснуть самостоятельно. Цинк свернется в виде белого пепла. Наденьте перчатки и хорошую респираторную маску и возьмите к ней металлическую щетку.
Токсична ли оцинкованная сталь на ощупь?
Тогда безопасно ли касаться оцинкованной стали? Для большинства продуктов контакт с оцинкованной сталью совершенно безопасен. Кислота в некоторых пищевых продуктах вступает в реакцию с цинковым покрытием с образованием солей, которые легко усваиваются организмом и в избытке могут вызвать очень легкое недомогание.
Вредно ли готовить на ржавом гриле?
Гриль со рыхлой ржавчиной небезопасен, так как ржавчина может приставать к продуктам; решетку с незначительной поверхностной ржавчиной можно очистить и обработать, чтобы продолжить ее использование. … Хотя проглатывание ржавчины вряд ли может причинить вред от одного приема пищи, постоянное употребление может быть проблематичным для кишечного тракта.
Что лучше для гриля: чугун или нержавеющая сталь?
Решетки из чугуна служат дольше, сохраняют больше тепла и обладают лучшими антипригарными свойствами, тогда как решетки из нержавеющей стали лучше защищены от ржавчины и коррозии и их легче чистить.Если вы изо всех сил пытаетесь выбрать между ними, вы всегда можете приобрести оба типа решеток для гриля или коптильни.
Как долго прослужит гриль из нержавеющей стали?
Горелки из нержавеющей стали более низкого качества на менее дорогих грилях обычно служат около трех лет. Варочные поверхности обычно бывают из чугуна или прочной нержавеющей стали. Тяжелые поверхности из нержавеющей стали при регулярной чистке и уходе могут служить долго.
Можно ли обжарить сталь?
Большой кусок стали — это то, что позволяет им готовить сразу много еды и легко поджаривать еду.Гриль отлично подходит, когда вы хотите готовить еду прямо на углях или на огне, но на сковороде можно приготовить все те же продукты и многое другое. Например, обжаренные стейки, кебаб, начинка для фахитас и даже жаркое.
Безопасно ли жарить алюминий на решетке?
Повседневное воздействие алюминия через пищу и приготовление пищи считается безопасным. Это связано с тем, что здоровые люди могут эффективно выводить небольшое количество алюминия, которое поглощает организм (12).
Удаляет ли уксус гальванизацию?
Оцинковку можно легко удалить, смочив ее в уксусе.Этот способ — самый простой способ удалить гальванику.
Пары цинка выходят наружу при нагревании оцинкованной стали. Эти пары очень токсичны для дыхания. Отложения цинка из паров накапливаются в пище. … По данным Американской ассоциации гальванизаторов, при длительном непрерывном воздействии рекомендуемая максимальная температура для горячеоцинкованной стали составляет 392 F (200 C).
Можно ли развести огонь в оцинкованной ванне?
Яма для костра
Они не только могут хранить ваши вещи в собранном виде, но и оцинкованные ванны могут служить центральным элементом для вашего следующего собрания людей.Эти ванны более чем подходят для несложной и легко перемещаемой костровой чаши.
Стойкая ли оцинкованная сталь к ржавчине?
Оцинкованная сталь покрыта тонким слоем цинка. Цинковое покрытие защищает находящуюся под ним сталь от ржавчины. Он используется для изготовления гаек, болтов, винтов и гвоздей, устойчивых к разрушению при воздействии погодных условий. Оцинкованная сталь хорошо выдерживает воду — если это не соленая вода.
Свинец специально не добавляют в ванны для цинкования, он является примесью цинка.Различные типы цинка имеют разное содержание свинца. Указанные максимальные значения содержания свинца для различных типов цинка можно найти в ASTM B6. … Это создает более тонкие оцинкованные покрытия с меньшим количеством потеков и подтеков.
Чем отличается нержавеющая сталь от оцинкованной стали?
Состав. Оцинкованную сталь получают путем нанесения на ее поверхность слоя цинкового покрытия для предотвращения коррозии, в то время как нержавеющая сталь смешивается с десятью или более процентами хрома в расплавленном состоянии.
Могу ли я готовить на куриной проволоке?
Нас часто спрашивают, безопасно ли готовить на костре, используя проволочную сетку или внутренности больших металлических машин, таких как сушильные или стиральные машины, — поэтому мы подумали, что напишем небольшой пост о возможных опасностях, с которыми вы можете столкнуться. Возможно, не учли, есть ли внутри огонь или плита над металлами, которые не были предназначены для этой цели.
Конечно, на этот вопрос никогда не будет однозначного ответа, поскольку он зависит от того, что именно вы используете, но честный ответ таков.Если то, что вы используете для приготовления пищи или сдерживания огня внутри, не предназначено исключительно для этой цели, вы рискуете нанести вред своему здоровью или здоровью окружающих.
Например, грили и кастрюли на открытом воздухе, которые мы храним здесь, в магазине Forest School Shop, сделаны из пищевых материалов. Это означает, что в пищу не будут попадать вредные химические вещества, а также не будет никаких вредных химикатов, выделяющих дым при нагревании у костра.
Одним из наиболее популярных материалов для приготовления пищи на открытом воздухе и барбекю является оцинкованная проволочная сетка или решетки от холодильников — но многие ли из вас знают, что эти материалы опасны для вашего здоровья?
Многие решетки или проволочные сетки оцинкованы, что при нагревании испаряет цинк внутри покрытия.Это вредно для дыхания в ваши легкие, и вы, конечно же, не хотите, чтобы он попадал в ваши гамбургеры!
Старые стеллажи от холодильников (в зависимости от возраста) могут содержать кадмий, а соединения этого химического элемента чрезвычайно ядовиты, их воздействие известно как канцерогенное, а также поражает желудочно-кишечный тракт, почечную, сердечно-сосудистую, репродуктивную и дыхательную системы. . При нагревании кадмий становится настоящей проблемой.
Так что насчет кострищ, сделанных из материалов, найденных в доме или вокруг него? Мы часто видим костровые ямы и даже грили, сделанные из старых барабанов стиральных машин и т. Д.Хотя те, которые сделаны из прочной нержавеющей стали, не должны вызывать проблем, жизненно важно знать, что они действительно из него сделаны, и что на стали нет покрытий.
Наше намерение в этом блоге — не отпугнуть вас от приготовления пищи на открытом воздухе — это очень весело и полезно для нас, но вам нужно быть осторожным, когда вы готовите на костре.
Все продукты, представленные в нашем магазине для готовки на открытом воздухе , предназначены для использования над кострами или газовыми плитами — и даже некоторые из них могут быть использованы на кухонной плите дома.
Что такое гальванизация? Ржавеет ли оцинкованная сталь?
Гальванизация покрывает железо или сталь цинком. Покрытие защищает металл, но со временем он ржавеет.Гальванизация или гальванизация (или гальванизация или гальванизация) — это процесс нанесения цинкового покрытия на железо или сталь для защиты от ржавчины. Вот объяснение основных процессов гальванизации, использования гальванизации, ржавчины ли оцинкованной стали и рисков для здоровья, связанных с этим процессом.
Процессы цинкования
Существует несколько методов цинкования металла.
Процесс горячего цинкования (jimpg2_2015, CC 2.0)- Горячее цинкование : Этот процесс наносит толстый слой цинка или цинкового сплава на железо или сталь. Сначала металлическая поверхность подготавливается путем щелочной очистки, ополаскивания, травления в горячей разбавленной серной кислоте и повторной промывки. Деталь погружают в раствор флюса (обычно водный раствор хлорида цинка и аммония) и сушат перед тем, как погрузить в ванну с расплавленным цинком.Горячее цинкование образует устойчивое к коррозии покрытие равномерной толщины. В случае повреждения окружающее цинковое покрытие действует как расходный анод, который коррозирует раньше, чем лежащее под ним железо или сталь. Тепло от процесса дает эффект пайки.
- Электрогальванизация : При электрогальванизации или гальванике электрический ток проходит через раствор электролита, нанесенный на сталь, осаждая тонкий слой металлического цинка. В то время как гальваническое цинкование обеспечивает меньшую защиту от коррозии, более тонкое покрытие делает его лучшим выбором для мелких деталей или деталей.Процесс не требует нагрева и наносит цинк контролируемой толщины.
- Sherardizing : Шерардизация или термодиффузионная гальванизация наносят диффузионное цинковое покрытие на материалы на основе железа или меди. При вращении и нагревании металлических деталей цинковым порошком цинк диффундирует по поверхности металла, образуя цинковый сплав. Из-за отсутствия жидкостей этот процесс также называют «сухим цинкованием». Шерардизация предпочтительна, когда важно избежать водородной хрупкости или подготовить поверхность к порошковой окраске или окраске.
Ржавеет ли оцинкованная сталь?
Оцинкованная сталь действительно ржавеет, но гальванизация может защитить основной металл на долгие годы. Продолжительность защиты зависит от метода цинкования и условий окружающей среды. Соли, кислоты и основания разрушают цинк. Глубокие царапины и другие механические повреждения могут обнажить лежащий под ним металл, оставив ржавчину опорой.
Применение гальваники
Оцинкованная сталь имеет множество применений:
- Транспортные средства : Автомобили и велосипеды изготавливаются из оцинкованного металла.
- Вода : ведра и поилки из оцинкованного металла предназначены для транспортировки и хранения воды для людей и животных. Питьевую воду можно собирать с оцинкованной кровли. В некоторых сантехнических трубах использовался гальванизированный металл, хотя эта практика в значительной степени прекращена.
- Конструкция : Инструменты, проволока, гайки и болты часто оцинкованы. Оцинкованная сталь находит применение в зданиях, заборах, лестницах, кровлях и лестницах.
- Связь : В ящиках для телефонной проводки и оборудования используется оцинкованная сталь, что сокращает объем технического обслуживания.
- Энергетика : В солнечной и ветровой энергии используются оцинкованные детали, поскольку они устойчивы к воздействию окружающей среды.
Токсично ли цинкование?
Готовые изделия из оцинкованной стали, такие как ведра, гвозди или кровля, не представляют опасности токсичности для людей, животных или растений. Безопасно собирать дождевую воду для питья в оцинкованных контейнерах и использовать оцинкованные ванны для полива домашних животных, скота и растений. Оцинкованные кашпо обычно считаются безопасными для выращивания овощей и зелени.Растения действительно поглощают некоторое количество цинка из металла, но если количество будет чрезмерным, растения покажут признаки токсичности цинка перед сбором урожая.
Однако цинковое покрытие со временем повреждается. Это обнажает основной металл, который может быть токсичным. Оцинкованные стальные трубы и емкости, используемые для питьевой воды, следует заменять при очевидных повреждениях или не реже одного раза в 50 лет. Старые оцинкованные контейнеры небезопасны для выращивания сельскохозяйственных культур, потому что их покрытие с большей вероятностью будет повреждено, что может вызвать поглощение нежелательных металлов (например,г., хром, никель) от нижележащего металла.
Оцинкованный металл небезопасен для использования с кислыми продуктами (например, фруктовыми соками, газированными напитками, вином, помидорами и уксусом). Кислота растворяет цинковое покрытие. Аналогичным образом сильноосновные или щелочные жидкости (например, стиральный порошок, щелочь, отбеливатель) не следует хранить в оцинкованных контейнерах.
Иногда люди используют большие оцинкованные контейнеры для хранения еды для вечеринок или посиделок. Гальванизированная корзина для мусора хороша в качестве гигантского ящика для льда, но это неразумный выбор для хранения жидкостей или горячей еды. Никогда не готовьте в оцинкованном металле или с использованием оцинкованной посуды. По данным Американской ассоциации гальванизаторов, при температуре около 392 ° F (200 ° C) тепло вызывает выделение из гальванизированного металла паров цинка. Небольшое количество цинка необходимо для питания человека, животных и растений, но слишком много цинка токсично.
Процесс цинкования, особенно горячее цинкование и шерардирование, представляет собой угрозу безопасности. В обоих этих процессах используется расплавленный цинк, поэтому рабочие нуждаются в защите от паров цинка, оксида цинка и оксида магния.Вдыхание пара может вызвать заболевание, похожее на грипп, которое называется лихорадкой от дыма металла.
История
Гальванизация получила свое название от итальянского ученого 18 века Луиджи Гальвани. Однако на самом деле Гальвани не работал с цинковыми покрытиями. Гальвани продемонстрировал, что мышцы стимулируются электричеством. В современном обиходе быть «гальванизированным» — значит стимулировать к действию. В то время как термины «гальванизация» и «гальваника» имеют несколько определений, «гальванизация» относится только к цинковым покрытиям. Первое использование процесса предшествует Гальвани.В индийских доспехах 17 века используется оцинкованное железо.
Ссылки
- Magalhães, A. A. O; Маргарит, И. С. П; Маттос, О. Р. (1999). «Электрохимическая характеристика хроматных покрытий на оцинкованной стали». Электрохимика Акта . 44 (24): 4281–4287. DOI: 10.1016 / S0013-4686 (99) 00143-7
- Мюррей, Джеймс А. Х .; и другие. (ред.) (1989). Оксфордский словарь английского языка . VI (2-е изд.). Издательство Оксфордского университета. ISBN 0 19 861218-4.
- Натруп, Ф.; Граф, В. (2014). «Шерардизинг: защита стали от коррозии с помощью покрытий диффузией цинка». В Mittemeijer, Eric J .; Somers, Марсель А. Дж. (Ред.). Термохимическая обработка поверхности сталей: улучшение характеристик материалов . Elsevier Science. ISBN 978-0-85709-652-4. ,
- Портер, Фрэнк К. (1991). Справочник по цинку . CRC Press. ISBN 978-0-8247-8340-2.
4 этапа покраски оцинкованной стали
Если вы когда-либо пытались закрасить гальванизированную сталь, вы, вероятно, знаете, что она не очень хорошо прилипает.Слой цинка на стали защищает ее от коррозии, но также отторгает краску. Это приводит к тому, что краска со временем осыпается или отслаивается.
К счастью, для всех, кто когда-либо хотел покрасить оцинкованную сталь, есть решение! Вы можете нанести слой краски на свою оцинкованную сталь, если у вас есть подходящие инструменты, и следуйте этим четырем шагам.
1. Очистите поверхность
Убедитесь, что вы удаляете все скопления пыли или грязи, которые могут повлиять на то, как слой краски ложится на металл.Независимо от того, что это за материал, трудно нанести подходящий слой, если вы стряхиваете остатки частиц.
2. Используйте свое секретное оружие
Секретное оружие процесса покраски оцинкованной стали: белый уксус. Да, вы правильно прочитали! Как и у большинства, у вас, вероятно, уже есть белый уксус в качестве моющего раствора для вашего дома. Белый уксус эффективен и нетоксичен, поэтому его гораздо безопаснее использовать, чем промышленный растворитель. Все, что вам нужно сделать, это нанести уксус на чистую тряпку, а затем просто протереть оцинкованную поверхность.Самое замечательное в уксусе то, что он обладает кислотностью, которая вступает в реакцию с металлом, способствуя прилипанию боли.
3. Выберите тип краски
Перед покраской рекомендуется грунтовать поверхность. После нанесения грунтовки нужно будет определиться с типом краски. Многие любят использовать акриловую латексную краску, которая не предназначена специально для оцинкованной стали, но все же может работать с грунтовкой. Однако краски, предназначенные для оцинкованной стали, требуют меньше подготовительных работ и лучше держатся, чем другие типы красок.Наш единственный совет — держитесь подальше от красок на алкидной или масляной основе, так как они могут не подойти для проекта.
4. Идите в город и раскрасьте!
Оцинкованная сталь — отличный материал для множества применений, а окраска дает вам возможность эстетически изменить вашу сталь, чтобы она соответствовала окружающей среде. Вы красите оцинкованную сталь? Присылайте нам свои фото! Нам бы очень хотелось увидеть, как получился ваш проект.
Пилинг — от оцинкованного металла
Пилинг — от оцинкованного металла — Sherwin-Williams Диалог сообщений Показать сообщение об обновленииОПИСАНИЕ
Краска, утратившая адгезию к оцинкованной металлической основе (например,грамм. окрашенная поверхность).
ВОЗМОЖНАЯ ПРИЧИНА
Новый оцинкованный металл, продукт, используемый для изготовления гофрированных листов, желобов и водосточных труб, обычно гладкий и покрыт слоем масла для предотвращения появления белой ржавчины или пассивирован. Краска, нанесенная на масляную поверхность или прозрачный пассиватор, быстро отслаивается.
Алкидные / масляные краски, которые наносятся на оцинкованный металл, сначала прилипают, но быстро выходят из строя.Оцинкованный цинк вступает в химическую реакцию с алкидным связующим в краске, образуя «мыльную» пленку (омыление) на оцинкованном металле и вызывая отслаивание покрытия.
Когда неокрашенный оцинкованный металл подвергается воздействию атмосферы и выдержке без окраски, а также воздействию атмосферы, защитное цинковое покрытие окисляется до белой ржавчины, пока в конечном итоге металлический цинк не истощится. Нижележащая сталь тогда заржавеет.
Когда новый, этот масляный / пассивированный оцинкованный металл окрашивается в холодных или очень влажных условиях, отверждение пленки краски замедляется, что приводит к образованию складок и потере адгезии.
РЕШЕНИЕ
См. Информацию о свинце.
Защитный слой масла / пассиватора оцинкованного металла должен быть полностью удален. Обычно при очистке водорастворимым чистящим средством удаляются маслянистые остатки.Однако такие чистящие средства не повреждают и не удаляют пассиватор. Это можно легко подтвердить, очистив небольшую испытательную площадку с помощью очистителя на водной основе или на основе растворителя. Когда эта область высохнет, проверьте чистую оцинкованную поверхность раствором сульфата меди. Если оцинкованная поверхность не почернеет, пассиватор остается на поверхности. Его необходимо удалить с помощью SSPC-SP7, чтобы покрыть основу.
Большинство углеводородных растворителей, включая уайт-спирит, оставляют тонкий слой осадка, который приводит к нарушению адгезии пленки краски.Вместо этого используйте очиститель / обезжириватель на водной основе для очистки оцинкованной поверхности. Большинство акриловых покрытий приклеиваются непосредственно к очищенному оцинкованному металлу.
На оцинкованной поверхности, подвергшейся атмосферным воздействиям, образуется слой белой ржавчины, которую необходимо удалить для обеспечения хорошей адгезии покрытия. Для удаления белой ржавчины рекомендуется чистка проволочной щеткой или жесткой щеткой или абразивным диском.
Удалите железную ржавчину металлической щеткой, шлифованием или другим методом шлифования; загрунтовать голую сталь в тот же день, когда она будет очищена.Сильно заржавевшие желоба следует заменить.
Протестируйте покрытие в радиусе от 6 до 12 дюймов вокруг любых отслоившихся участков, чтобы убедиться в достаточной адгезии.
ИНТЕРЬЕР
Primer
(при необходимости)
All Surface Enamel Latex Primer
Pro Industrial ™ Pro-Cryl ® Universal Primer
DTM Primer / Finish
DTM Wash Primer
Рекомендуемое покрытие
Duration Home ®
Кашемир ®
SuperPaint ®
ProClassic ®
См. Внутренние краски
НАРУЖНЫЙ
Primer
(при необходимости)
All Surface Enamel Latex Primer
Pro Industrial ™ Pro-Cryl ® Universal Acrylic Primer
DTM Primer / Finish
DTM Wash Primer
Рекомендуемое покрытие
Продолжительность ®
SuperPaint ®
A-100 ®
WoodScapes ®
См. Краски для фасадов
Канада
Мексика
Общая информация
Наши продукты доступны по всей Южной Америке, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Аргентина
Наши продукты доступны по всей Южной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Бразилия
Наши продукты доступны по всей Южной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Чили
Наши продукты доступны по всей Южной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Колумбия
Наши продукты доступны по всей Южной Америке, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Эквадор
Наши продукты доступны по всей Южной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Уругвай
Наши продукты доступны по всей Южной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Общая информация
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Коста-Рика
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Сальвадор
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Гватемала
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Гондурас
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Мексика
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Никарагуа
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Панама
Наши продукты доступны по всей Центральной Америке, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Общая информация
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Багамы
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Bermuda
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Бонайре, Синт-Эстатиус и Саба
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Каймановы острова
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Доминиканская Республика
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Гаити
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Ямайка
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Пуэрто-Рико
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Сент-Китс и Невис
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Острова Теркс и Кайкос
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Виргинские острова (Британские)
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Другие островные страны Карибского бассейна
Наши продукты доступны по всему Карибскому региону, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Общая информация
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Китай
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Индонезия
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Япония
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Малайзия
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Сингапур
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Южная Корея
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Таиланд
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Вьетнам
Наши продукты доступны во всем Азиатско-Тихоокеанском регионе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Общая информация
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Хорватия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Кипр
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Чешская Республика
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Дания
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Общие промышленные покрытия
Danske
Промышленные покрытия для древесины
Danske
Упаковочные покрытия
Английский
Защитные и морские покрытия
Danske
Финляндия
Наша продукция доступна по всей Европе, см. свяжитесь с нами по адресу globalsales @ sherwin.com.
Общие промышленные покрытия
Suomi
Промышленные покрытия для древесины
Suomi
Упаковочные покрытия
Английский
Защитные и морские покрытия
Suomi
Франция
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Германия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Венгрия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Италия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Литва
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Норвегия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Общие промышленные покрытия
Norsk
Промышленные покрытия для древесины
Norsk
Упаковочные покрытия
Английский
Защитные и морские покрытия
Nynorsk
Польша
Наши продукты доступны по всей Европе, см. свяжитесь с нами по адресу [email protected].
Общие промышленные покрытия
Polski
Промышленные покрытия для древесины
Polski
Упаковочные покрытия
Английский
Защитные и морские покрытия
Polski
Португалия
Наши продукты доступны по всей Европе, см. свяжитесь с нами по адресу globalsales @ sherwin.com.
Румыния
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Россия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Сербия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Словакия
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Словения
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Испания
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Швеция
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Украина
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу globalsales @ sherwin.com.
Великобритания
Наши продукты доступны по всей Европе, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Ближний Восток
Наши продукты доступны по всему Ближнему Востоку, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
Австралия
Наши продукты доступны по всей Австралии, см. Адреса ниже или свяжитесь с нами по адресу [email protected].
сгенерировано: Пн, июн, 07 10:20:00 UTC 2021
Хост: tsapp-7588686f74-rl2sd
Порт сервера: 443
Локальный порт: 5443
Экземпляр: server1
Создание этой страницы заняло 1 миллисекунду.