пособие для начинающих сварщиков © Геостарт
Рубрика: Полезно
Металлические конструкции соединяют двумя способами: разъемным – с помощью винтового крепежа, и неразъемным – с помощью сварки. Второй способ надежнее и долговечнее, его часто предпочитают первому, когда в необходимости разбирать конструкцию нет нужды. В собственном доме, особенно ещё строящемся или благоустраиваемом, потребность в сварочных работах возникает часто, поэтому многим хотелось бы знать, как правильно варить металл самостоятельно, чтобы не искать специалиста для мелких работ.
Выбор аппарата для бытовой сварки
Видов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами.
Именно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
- Сварочный трансформатор варит переменным током. Для новичка такой аппарат вряд ли подойдет, так как работать с ним сложнее из-за «скачущей» дуги, для управления которой нужен немалый опыт. К другим минусам трансформаторов можно отнести негативное влияние на сеть (вызывает скачки напряжения, которые могут привести к поломке бытовой техники), сильный шум при работе, внушительные габариты прибора и большой вес.
- Инвертор имеет множество преимуществ перед трансформатором. Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.
Что ещё необходимо иметь
Сварочный аппарат без электродов – совершенно бесполезный агрегат. Электроды – это расходный материал, они тоже бывают разными: плавящимися и неплавящимися, металлическими (из стали, меди и других металлов) и неметаллическими, в виде проволоки или жесткого стержня, с разным защитным покрытием и т.д.
Электроды – это расходный материал, они тоже бывают разными: плавящимися и неплавящимися, металлическими (из стали, меди и других металлов) и неметаллическими, в виде проволоки или жесткого стержня, с разным защитным покрытием и т.д.
Тем, кто задался вопросом, как правильно варить сваркой электродами, начинать лучше всего со стальных универсальных стержней толщиной 3 мм или 4 мм. Диаметр указан на упаковке, выбрать нужные будет несложно. Освоив работу с ними, можно будет переходить на другие виды, но вряд ли они будут востребованы в быту.
Помимо расходных материалов для сварки обязательно потребуется маска сварщика. Работать без неё категорически нельзя, иначе можно быстро получить ожог роговицы глаз и много других проблем со зрением. Лучшими считаются маски со стеклом-хамелеоном. Вернее, с автоматическим светофильтром, реагирующим на изменения освещенности и защищающим глаза от вредного излучения.
Также желательно обзавестись подходящей одеждой, обувью и перчатками, которые не прожигаются искрами и в случае чего смогут защитить от удара током.
Из инструментов понадобится молоток для сбивания окалины со шва, а также всевозможные тиски, зажимы и магнитные уголки, с помощью которых можно фиксировать свариваемые детали в нужном положении.
Азы сварочных работ
Чтобы вызвать образование электрической дуги, нужно, чтобы соприкоснулись два разнозаряженных токопроводящих элемента. Одним из них, отрицательным, выступает электрод, а другим свариваемая поверхность, к которой подсоединяется металлический зажим, кабель от которого подключен положительному выходу инвертора.
Сварка электродом обусловлена расплавлением металла теплом, выделяемым дугой. Чтобы шов получился ровным, она не должна прерываться. Итак, для начала работы необходимо установить электрод, настроить инвертор, зажечь дугу и научиться её контролировать.
Установка электрода
Инверторный аппарат снабжен двумя кабелями. На конце одного из них закреплен зажим-прищепка, которым он цепляется за металлическую деталь. А второй кабель оснащен держателем для электрода, который может быть винтовым или пружинным.
А второй кабель оснащен держателем для электрода, который может быть винтовым или пружинным.
У винтового держателя нужно открутить головку на ручке, а после установки электрода в гнездо снова закрутить её. С пружинным проще: достаточно нажать на клавишу, чтобы открыть гнездо.
Подключение сварочного аппарата
Сварочные кабели подключаются к инвертору через специальные выходы на корпусе прибора с разной полярностью. К какому из них присоединить зажим, а к какому электрод, зависит прежде всего от свариваемых материалов. С этим моментом нужно разобраться, чтобы понять, как правильно варить сваркой, и не путаться:
- Стандартное подключение для сварки стальных деталей – минус на кабель массы с электродом, а плюс на кабель с зажимом. Оно носит название прямой полярности и подходит для большинства соединений, требующихся в быту. Прямая полярность обеспечивает классическое движение электронов от минуса к плюсу, при котором они передают металлу значительную часть энергии и лучше нагревают его.

- Если выполнить подключение зажима на минус, а электрода на плюс, получим обратную полярность с меньшей степенью нагрева. Что бывает необходимо при сварке изделий из нержавеющей стали и в некоторых других случаях.

Совет! Овладевать азами сварки лучше всего на деталях из «черного» металла, используя подключение с прямой полярностью.
Теперь можно включать аппарат в сеть и приступать к работе.
Зажигание электрической дуги
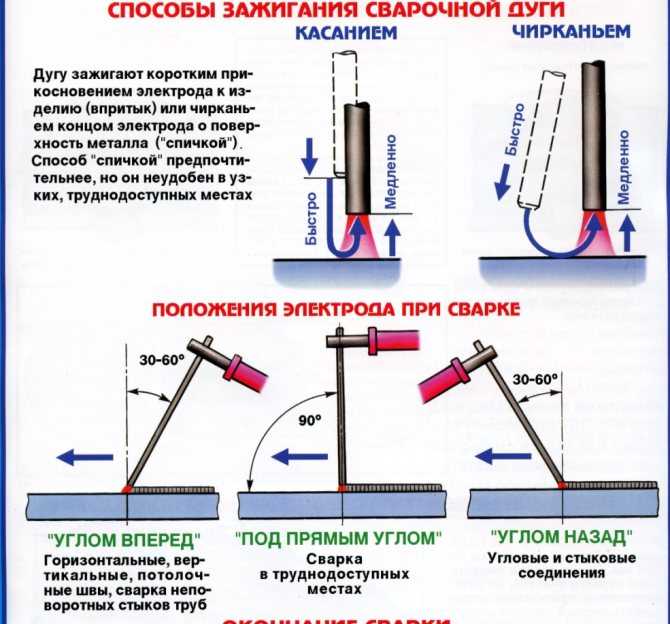
Перед тем как научиться варить сваркой, нужно вызвать появление дуги, для чего осуществляют кратковременный контакт электрода с металлической деталью. Сделать это можно двумя способами: впритык и чирканьем:
- Розжиг впритык заключается в постукивании по металлу кончиком подключенного электрода.
- Зажигание дуги чирканьем выполняется аналогично тому, как зажигается спичка о коробок.
Преимуществ ни у одного из этих способов нет – каждый делает так, как ему больше нравится и удобно.
Главное, чтобы движения были достаточно быстрыми, а контакт кратковременным, иначе электрод «прилипнет» к металлу. Особенно часто это случается с новыми, ещё не побывавшими в работе электродами.
В то же время частично израсходованный электрод может не зажечься сразу из-за образовавшегося на его кончике наплыва от расплавленного защитного покрытия. Его проще отбить методом постукивания.
Непосредственно к тому, как правильно варить электросваркой, можно переходить после уверенного овладения навыком возбуждения дуги. Но для начала стоит разобраться, что происходит или должно происходить в процессе. Без этого двигаться дальше не получится.
Анализ сварочного процесса
В месте возникновения сварочной дуги температура сильно повышается, в результате чего начинает плавиться металл и свариваемых деталей, и самого стержня электрода. Жидкий расплавленный металл заполняет собой выжженное углубление, которое на профессиональном языке зовется сварной ванной.
Одновременно разрушается и защитное покрытие электрода, выполняя свою функцию: часть покрытия плавится, превращаясь в шлак, который закрывает собой свежий стык и препятствует контакту металла с кислородом, а также сохраняет под собой высокую температуру. А другая часть переходит в газообразное состояние, создавая вокруг сварной ванны защитную атмосферу, и тоже не пропуская к ней кислород воздуха.
Шлаковую корку со сварного шва отбивают постукиванием молотка после того, как он остынет.
Важные нюансы
Основной секрет, как правильно сварить две детали и получить ровный шов, заключается в том, чтобы при перемещении электрода шлак успевал покрывать всю поверхность расплавленного металла. А это зависит от скорости перемещения, угла наклона электрода и траектории его движения. Немалое значение имеет и сила тока.
Универсальный рабочий угол наклона составляет 30-60 градусов относительно вертикали. При этом:
- двигая электрод углом вперед (от себя), удобно делать любые вертикальные, горизонтальные и круговые швы;
- углом назад (к себе) – сваривать угловые соединения;
- вертикальное положение электрода допускается только при сварке в труднодоступных местах;
- угол больше 60 градусов сильно растягивает сварную ванну, а металл свариваемых деталей при этом прогревается хуже. Его обычно используют, когда нужно обрезать излишки или подправить грубый шов.
 Его обычно используют, когда нужно обрезать излишки или подправить грубый шов.
Его обычно используют, когда нужно обрезать излишки или подправить грубый шов.Скорость сварки определяется экспериментально: нужно следить, чтобы форма и размеры сварной ванны оставались стабильными, не вытягивались и не расплывались. Очень важно при этом удерживать электрод на одинаковом расстоянии от поверхности – в 3-5 мм от неё. Причем по мере выжигания и углубления ванны его необходимо чуть опускать, а при переходе на следующий участок снова приподнимать, стараясь не выходить из указанных пределов.
Чтобы соединить кромки двух деталей, нужно добиться проникновения их частиц друг в друга. Для этого электрод должен двигаться не по прямой линии, а по определенной траектории, совершая колебания из стороны в сторону. Эта траектория может напоминать елочку, лесенку, восьмерки, связанные треугольники и т.п.
Результатом должен стать ровный валик из наплавленного металла с одинаковой по всей длине высотой и шириной. Чтобы добиться этого, нужно немало тренироваться, отрабатывая движения и регулируя силу тока. Потому что есть разница, как варить сваркой тонкие листы, толстостенные трубы или другие изделия.
Потому что есть разница, как варить сваркой тонкие листы, толстостенные трубы или другие изделия.
Изначально она подбирается по таблице и зависит от того, какую толщину имеют свариваемые детали.
Это приблизительные значения, и даны они для сварки, когда электрод направлен вниз. При выполнении вертикальных или потолочных швов силу тока уменьшают на 10-20%.
Обратите внимание! Чем тоньше свариваемая кромка, тем меньшего диаметра берут электроды, и наоборот. «Тройка» подходит для материалов самой ходовой толщины от 2 до 5 мм.
Но при скачках напряжения в сети установленной силы тока может не хватать для нормального течения процесса в отработанном режиме. Тогда приходится снижать скорость перемещения электрода или использовать другую траекторию движения, чтобы проходить по одному месту не один раз.
Все это довольно трудно описать словами – нужно пробовать и добиваться удовлетворительных результатов.
Совет! Учиться варить лучше всего не на стыках, а на плоскости, отрабатывая скорость, траекторию, уровень и угол наклона. Воображаемый стык на металлической пластине можно начертить мелом и укладывать вдоль него сварной валик до тех пор, пока он не будет получаться хорошо.
Сварка элементов
Уверенно освоив азы сварочного процесса, можно переходить к соединению элементов в единую конструкцию. И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие.
В первую очередь нужно правильно оценивать длину шва и добиваться того, чтобы он не тянул соединяемые детали на стыках. Для этого их обязательно фиксируют в заданном положении с помощью струбцин или другими способами. А чтобы закрепить фиксацию, прихватывают поперечными швами в нескольких местах. И лишь потом обваривают.
Порядок сварки зависит от длины стыка. В одном направлении и в один заход можно варить лишь короткие швы длиной до 300 мм. Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками.
Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками.
Не слишком красивые швы по окончании работы можно аккуратно срезать и отшлифовать болгаркой.
Заключение
Теперь вы имеете представление о том, как научиться варить электросваркой самостоятельно. Но в этом деле знать теорию – это практически не знать ничего. Нужна практика, отработка движений до автоматизма, а самое главное – выработка особого чутья, которое подскажет, когда нужно опустить электрод чуть ниже, когда изменить его угол или увеличить силу тока. Все это приходит со временем. Но нужно быть готовым к тому, что как минимум одна пачка электродов уйдёт на тренировки.
автор Лебедев Никита |
Электросварка для начинающих: делаем первые шаги вместе
Как ни крути, на даче без сварочных работ не обойтись: то лаги у забора поправить, то калитку сварить, то водопровод отремонтировать. Не везде и не у всех в фаворе пластик. Лично мне, чтобы приварить новые петли к старым воротам, пришлось вытаскивать себе в гости друга со сваркой. Посидели мы, конечно, хорошо, но такие мелкие работы все-таки лучше делать самому. С чего начать, если хочешь научиться сваривать металл?
Не везде и не у всех в фаворе пластик. Лично мне, чтобы приварить новые петли к старым воротам, пришлось вытаскивать себе в гости друга со сваркой. Посидели мы, конечно, хорошо, но такие мелкие работы все-таки лучше делать самому. С чего начать, если хочешь научиться сваривать металл?
Надоело звать знакомых, чтобы сделать элементарные работы
Начнем с выбора сварочного аппарата
Это было первое, о чем я задумался. Какой аппарат и какую маску купить для реализации моих задумок? А планы были грандиозные — давно хотел сварить мангал из старого бака, стол из металлического профиля и пару металлических табуреток. С этими мыслями заехал за какой-то ерундой в ОБИ и наткнулся на распродажу компактных сварочных аппаратов Wert. Аппарат в комплекте с маской «хамелеон» стоил чуть больше трех тысяч. Я планировал потратить тысячи две на маску и тысяч пять на сварочный аппарат. Поэтому купил комплект за такие деньги не раздумывая.
Итак, чтобы начать варить, мне понадобились:
- сварочный аппарат,
- маска,
- рабочие руковицы (желательно руковицы сварщика, они у меня уже были),
- электроды.

Аппаратик Wert очень компактный, в комплекте идет плечевой ремень. В описании было указано, что подойдут электроды до 4 мм в диаметре. Фото автора
Какие купить электроды?
Я перезвонил другу, который умел неплохо варить, и проконсультировался. Он посоветовал купить универсальные электроды с рутиловым покрытием марки АНО. Для начинающего сварщика они хороши тем, что легко зажигаются и ими можно варить в любом положении. При сварке этими электродами металл меньше разбрызгивается, шлак легко отходит, ими можно работать с плохо зачищенными поверхностями. Для бытовой сварки рекомендуются электроды толщиной 2-4 мм. Я собирался варить тонкий металл и купил пару пачек электродов толщиной 2,5 мм.
Ads byО технике безопасности
- Работать следует в защитной маске и сварочных рукавицах. Маску в процессе работ не снимать!
- Надевать негорючую одежду и обувь. Идеально подойдут брезентовая куртка и кирзовые сапоги.
- Сварочные работы рекомендуется проводить подальше от деревянных построек. Я варил мангал на улице в 10 метрах от дома.
 Идеально подойдут брезентовая куртка и кирзовые сапоги.
Идеально подойдут брезентовая куртка и кирзовые сапоги.Первый опыт сварки
Первое, что я сделал перед работой, — это сварочный стол. На него пошел обрезок старого мебельного щита, который давно жил на даче. Про него вообще можно отдельную историю написать. Щит установил на толстое полено перед домом, чтобы 10-метровый удлинитель дотягивался до сварочного аппарата. Заготовки фиксировал струбцинами.
Подключил сварочный аппарат к розетке через 10-метровый удлинитель (2 кВт). Но я считаю, что лучше взять удлинитель короче и мощнее. Честно говоря, мне за ним было лень идти в сарай. Подключаем провод массы и держатель электрода к аппарату. Второй провод массы крепим к заготовке. Сзади аппарата находится выключатель. Нажимаем его и ждем пару минут, чтобы аппарат прогрелся.
Какой ток установить? Начинаем с того значения, которое указано на упаковке с электродами. Ручка регулировки тока находится на передней панели сварочного аппарата. Теперь можно зажечь дугу.
Ручка регулировки тока находится на передней панели сварочного аппарата. Теперь можно зажечь дугу.
Возникает резонный вопрос: куда подключать «плюс» и «минус»? В принципе, варить можно при любом варианте. Но при подключении «плюса» к свариваемым деталям металл прогревается лучше. В моем случае, когда идет сварка тонкостенного профиля, к заготовке лучше подключить «минус», а на электрод — «плюс». Так вероятность прожечь заготовку будет меньше.
Первые заготовки из металлического профиля варил на таком сварочном столе. Понимания волшебного заклинания «держать ванну» не было пока никакого. Фото автора
Потренировался я явно мало, но руки уже чесались попробовать сварить что-нибудь нужное. Начал с табуретки из квадратной трубы 25 мм на 25 мм с толщиной стенки 1,5 мм. Немного поэкспериментировал с разными токами. На 80 А труба легко прожигалась. Пришлось научиться дырки заваривать. Уменьшил ток до 70 А — дырок стало меньше.
Аппаратик вроде как держал дугу. К сожалению, не замерял ток, который он выдавал. Фото автора
К сожалению, не замерял ток, который он выдавал. Фото автора
Порадовала маска хамелеон: стекло в ней темнеет, когда появляется искра. Я несколько лет назад пробовал варить в маске старого образца. В ней я вообще ничего не видел и забросил это дело.
Были некоторые сомнения, что аппарат выдает именно установленный ток. Но дуга зажигалась, и аппарат держал дугу. Сварив три табуретки, начал ощущать, что я приобретаю навык.
Табуретки с металлическим основанием. Сидение сделано из 18-миллиметровой фанеры. Фото автора
После трех табуреток замахнулся сварить мангал из старого баллона — тут особого искусства не понадобилось: надо было приварить ножки к баллону. Потом сварил еще пару табуреток.
Новый мангал из старого, ржавого баллона. Фото автора
Инструкция от профи
В процессе сварки я пытался следовать рекомендациям бывалого сварщика Ивана. На мой взгляд, они очень толковые.
Как вставить электрод в держатель?
Если при сварке на столе вы зажимаете электрод в держатель под 90°, то он начинает плавиться. При коротком электроде ручка будет упираться в стол или в заготовку, и это вынудит вас поменять угол сварки.
При коротком электроде ручка будет упираться в стол или в заготовку, и это вынудит вас поменять угол сварки.
На коротком электроде ручка начинает мешать удерживать угол. Фото с канала «100 ампер»
Этого можно избежать, зажав электрод в держатель под углом 45°.
Электрод зажат под углом 45° — ручка уже не мешает. Фото с канала «100 ампер»
Тут вы спокойно удерживаете электрод под нужным углом до конца, и ручка не будет вам мешать.
Как правильно варить?
Электрод нужно удерживать на минимальном расстоянии от заготовки. Свариваем углом назад (на себя), делая электродом движение змейкой.
Двигаем электрод змейкой, пытаемся удержать его на минимальном расстоянии. Фото с канала «100 ампер»
Немного задерживаем электрод в крайних точках, прогревая металл.
Схема движения электродом. Фото с канала «100 ампер»
Рекомендуемый угол наклона электрода — 65°. Наклон необходим, чтобы отгонять шлак. В принципе, можно варить и под углом 90°.
Наклон необходим, чтобы отгонять шлак. В принципе, можно варить и под углом 90°.
Электрод держим с наклоном 65°. Шов получается идеальным. Фото с канала «100 ампер»
Вести электрод на длинной дуге не рекомендуется, она должна быть минимальной. (Дуга — это расстояние между электродом и заготовками).
Стараемся удерживать минимальное расстояние. Фото с канала «100 ампер»
Идеально удерживать расстояние около миллиметра, но тут все, конечно, зависит от руки сварщика. Во процессе сварки расстояние, естественно, гуляет: то увеличивается, то уменьшается. Мастерство сварщика и заключается в том, чтобы стабильно удерживать электрод на минимальном расстоянии. Если увеличить расстояние, например, до 5 мм, дуга начнет обрываться, и шов будет неровный.
В принципе, можно вести электрод и углом вперед, но так еще сложнее удерживать минимальное расстояние.
Если сделать совсем острый угол — положить электрод на 30°, — то дуга будет греть металл на меньшую глубину, и большая часть тепла уйдет на сам шов.
При остром угле наклона электрода металл проваривается на меньшую глубину. Фото с канала «100 ампер»
Вариант сварки с острым углом очень пригодится вам при сварке тонкостенных деталей (например, из профильной трубы с толщиной стенки 1,5 мм).
Свариваем тонкостенную трубу. Фото с канала «100 ампер»
При сварке с острым углом вероятность прожечь трубу значительно меньше. Электрод тройка — ток 65 ампер.
Результат налицо. Фото с канала «100 ампер»
Собственно, на этом хитрости заканчиваются, все остальное — дело практики. Чтобы сделать такой шов, мне еще долго надо тренироваться. Но свои задумки я реализовал — и мангал из старого баллона сварил, и новый стол для кухни, и табуретки уже год в эксплуатации. Поэтому смело говорю, что сварить профильную трубу уже могу!
А по эксплуатации аппарата Wert есть претензия — на второй сезон у него отвалился зажим массы. Почитал отзывы — и выяснил, что у каждого второго пользователя этот дефект был. Что ж, не так обидно.
Что ж, не так обидно.
Всё что вы хотели знать о сварке для начинающих
Изучать азы сварки для начинающих нужно с теории, плавно переходя к практике. Наша статья — это краткая инструкция по электродуговой сварке для начинающих. Здесь собраны секреты по выбору инвертора, его правильной настройке, кратко описана технология сварки и ее особенности. Конечно, этой информации недостаточно, чтобы с нуля выполнить сварку качественно и быстро, но наша статья поможет вам разобраться в основах.
Содержание статьи
- Сварочный аппарат и экипировка
- Технология сварочных работ
- Вместо заключения
СВАРОЧНЫЙ АППАРАТ И ЭКИПИРОВКА
Прежде чем мы узнаем, как научиться сваривать металл самостоятельно, нужно определиться со сварочным оборудованием. Сварочный аппарат для сварки выбирается не только по цене и внешнему виду, но и по характеристикам. Мы посвятили этой теме несколько статей: здесь мы рассказываем о том, как выбрать сварочный инвертор, а здесь мы составили рейтинг с лучшими сварочными аппаратами на любой вкус и кошелек. Со сварочным аппаратом, способным удовлетворить ваши рабочие потребности, вы сможете легко и быстро обучиться.
Со сварочным аппаратом, способным удовлетворить ваши рабочие потребности, вы сможете легко и быстро обучиться.
Также для освоения сварочного дела вам понадобится экипировка. Экипировка — это защита сварщика. Она защищает от брызг металла, от вспышек и потоков ультрафиолета. Стандартный комплект состоит из маски (мы рекомендуем маску «хамелеон» с автоматическим затемнением), подшлемника, рабочего костюма (называемого «роба») и специальных плотных перчаток. В качестве рабочего костюма можно использовать одежду, сшитую из грубой плотной ткани, этого будет достаточно для сварки в домашних условиях.
Чтобы научиться работать сварочным инвертором нужно знать и выполнять требования техники безопасности. Несоблюдение правил может привести к ожогам, пожарам и несчастным случаям. О технике безопасности мы подробно писали тут, тут и тут. Сварочные работы категорически запрещено проводить без огнетушителя рядом. Особенно, если вы работаете на даче или дома.
Также надевайте всю экипировку перед началом работ. Если вы зажжете дугу без маски, то гарантировано получите ожог сетчатки глаз. И вы даже не узнаете об этом, поскольку симптомы начнут проявляться только спустя некоторое время. Вечером поработали без маски всего пару минут, а на утро не сможете открыть веки. При этом даже профессиональные сварщики часто становятся жертвами ожогов глаз (мастера называют это «нахвататься зайчиков»), но у них это связано с большим объемом работ, а не с несоблюдением правил. Так что имейте в запасе капли для глаз. Об этом мы писали в этой статье.
Если вы зажжете дугу без маски, то гарантировано получите ожог сетчатки глаз. И вы даже не узнаете об этом, поскольку симптомы начнут проявляться только спустя некоторое время. Вечером поработали без маски всего пару минут, а на утро не сможете открыть веки. При этом даже профессиональные сварщики часто становятся жертвами ожогов глаз (мастера называют это «нахвататься зайчиков»), но у них это связано с большим объемом работ, а не с несоблюдением правил. Так что имейте в запасе капли для глаз. Об этом мы писали в этой статье.
Ручная сварка для начинающих таит и другие опасности. Не забывайте, что при сварке металла вас окружают детали, нагретые до очень высоких температур. Не прикасайтесь к ним до полного остывания, иначе также гарантировано получите ожоги.
Далее поговорим о технологии сварки. Пока можете посмотреть небольшой вводный урок, в нем рассказывается про оборудование и особенности. Обучение сварке и, в целом, обучение сварочному делу требует от вас максимальной концентрации и соблюдения правил. В противном случае сварочный процесс может закончиться плачевно.
В противном случае сварочный процесс может закончиться плачевно.
ТЕХНОЛОГИЯ СВАРОЧНЫХ РАБОТ
Как научиться сваривать металл с нуля? Этот вопрос задают все новички. Для начала определимся, какие ключевые элементы нам понадобятся для выполнения работ. Это инвертор, экипировка и, конечно, электроды. Электроды для сварки имеют широкое применение, они позволяют быстро и качественно соединить различные металлы.
Для сварки инвертором используются так называемые плавящиеся электроды с обмазкой (или покрытием). Покрытие играет защитную функцию, оно не позволяет кислороду проникать в сварочную зону и ухудшать качество шва. Также благодаря покрытию дуга проще зажечь и вести, она стабильна и горит равномерно.
Существует множество типов покрытий. Покрытие выбирается исходя из металла, который нам нужно сварить. Самые популярные обмазки — основная, рутиловая и кислая. Электросварка электродами с кислым покрытием производится как на постоянном, так и на переменно токе. С помощью кислых электродов можно легко сварить загрязненный металл (но мы все же рекомендуем его подготовить перед сваркой, о подготовке мы писали в этой статье).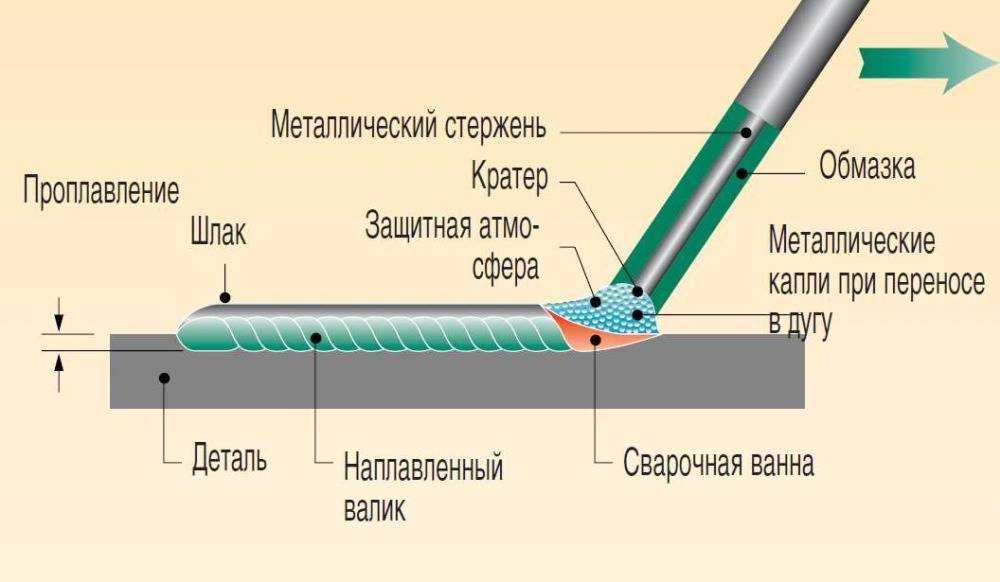 Кислые электроды принято использовать при сварке не очень важных конструкций из низкоуглеродистой стали.
Кислые электроды принято использовать при сварке не очень важных конструкций из низкоуглеродистой стали.
Электроды с основным покрытием очень интересны. При плавлении обмазка выделяет углекислый газ, который отлично справляется с защитой сварочной зоны. Швы получаются очень прочными и долговечными. При этом работать нужно только с постоянным током, установив обратную полярность. Но такие электроды требуют очень тщательной очистки металла перед сваркой, нужно зачистить поверхность, удалить все загрязнения и очаги коррозии. Если пренебречь подготовкой металла перед сваркой, то после работы со сварочными электродами с основным покрытием на шве будет много шлака и его будет трудно убрать.
Электроды с рутиловым покрытием самые популярные. Они универсальны, стоят недорого и позволяют сварить любой металл. Ими можно варить на постоянном и переменном токе, но всегда читайте упаковку. Ведь некоторые производители выпускают рутиловые электроды для работы только с переменкой или только с постоянкой.
На этом основы сварочных работ не заканчиваются. Нужно правильно подобрать размер электрода, а именно его диаметр. Здесь все просто: чем тоньше металл, тем диаметр меньше. Вот простой пример: нам нужно сварить тонкий лист металла (например, алюминия). Для этих целей мы берем электрод диаметром до 2 миллиметров. И так со всеми остальными металлами. От выбора диаметра напрямую зависит качество шва.
Кстати, существуют разные виды швов. Вы можете видеть их на картинке ниже.
Нижний шов самый простой. Варим его, положив деталь горизонтально на ровную поверхность. Мы рекомендуем начинать обучение именно с нижнего шва. Горизонтальный шов похож на нижний, но уже сложнее, поскольку требует от сварщика больше мастерства. Приступайте к горизонтальным швам только после того, как хорошо научитесь делать нижние швы.
Вертикальные швы еще сложнее, чем горизонтальные. Электрод нужно вести сверху вниз и под действием силы притяжения расплавленный металл стремительно стекает вниз. Нужно немало опыта и мастерства, чтобы научиться делать вертикальный шов, чтобы при этом он был равномерно проварен. Но самый сложный как раз потолочный шов. Здесь все трудности собраны воедино. Если сварщик может без проблем сварить потолочный шов, значит он настоящий профессионал. Стремитесь к этому и вы тоже сможете стать настоящим мастером своего дела.
Но самый сложный как раз потолочный шов. Здесь все трудности собраны воедино. Если сварщик может без проблем сварить потолочный шов, значит он настоящий профессионал. Стремитесь к этому и вы тоже сможете стать настоящим мастером своего дела.
Нас часто спрашивают, как научиться сварке трубопровода или как правильно научиться варить различные трубы? Почему-то у многих это вызывает трудности. Это не удивительно: при сварке трубы швы комбинируются, вам придется уметь варить и нижний, и вертикальный, и потолочный шов, чтобы соединить трубы. Единственное, что мы можем посоветовать — больше практиковаться. Не надейтесь узнать какой-то уникальный способ, с помощью которого можно без труда сварить сложные швы. Только практикуясь вы улучшите свои навыки.
Теперь поговорим о полярности. В статье мы уже упоминали это слово. Скажем простыми словами: при прямой полярности деталь нагревается быстро, электрод расходуется мало. А при обратной полярности все наоборот. Подробнее об обратной полярности мы писали в этой статье, обязательно прочтите ее, там мы подробно все объясняем.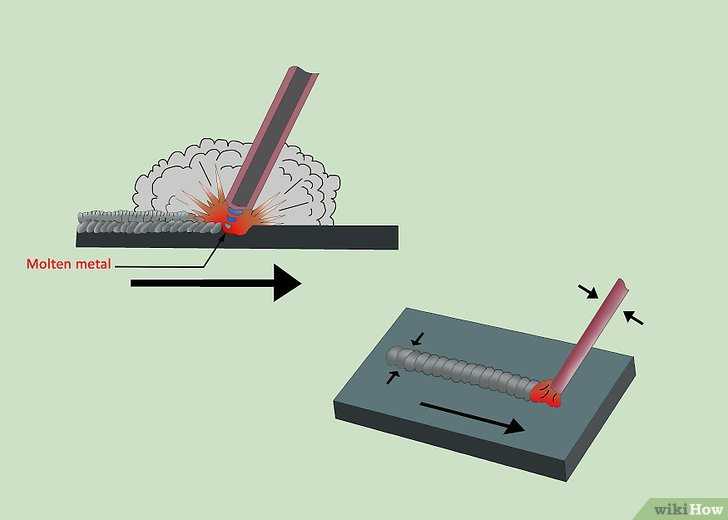 Обратную полярность используют чаще всего. Ну а прямая полярность нужна для резки металла, например.
Обратную полярность используют чаще всего. Ну а прямая полярность нужна для резки металла, например.
Первое соединение металла своими руками нужно начинать с нижнего шва, поскольку он самый простой, как мы уже писали ранее. Для теста можете использовать ненужные металлические детали, которые найдете в гараже. Купите популярные электроды (например, электроды МР-3), можно выбрать подешевле. Такие электроды позволят новичку быстро зажечь и вести дугу, а шов получится не очень качественным (но это пока не главное). Не покупайте электроды УОНИ, поскольку вы просто не справитесь с ними из-за недостатка опыта.
Далее нужно научиться зажигать дугу. Существует два способа: метод постукивания (или касания) и метод чирканья. Разогрейте кончик электрода горелкой и постучите им по детали, затем легко проведите по детали. Движения должны быть плавными и уверенными, в меру быстрыми. Иначе электрод прилипнет к металлу. Благодаря предварительному прогреву электрода дуга зажжется проще, но в дальнейшем вы должны учиться зажигать дугу без прогрева.
Метод чирканья похож на ситуацию, когда вы поджигаете спичку о коробок. Быстро проведите концом электрода по поверхности металла, без предварительного нагрева. При чирканье электрод уже достаточно разогревается и при поднесении его к поверхности металла легко зажигается. Так проще начать сварку.
Подождите, пока дуга разгорится. Затем приступайте к сварке. Как только вы поднесете электрод к металлу, вы увидите, как он начинает плавится и образовывается участок с углублением. Он называется сварочной ванной. В сварочной ванне визуально заметны все процессы: выделение защитного газа, образование шлака и брызги металла. Следите за процессами в сварочной ванне, чтобы понимать, как нужно вести шов.
Шов ведут плавно, электрод держат на равном расстоянии, не изменяя его по ходу движения. Мы рекомендуем держать короткую дугу, т.е. вести электрод на расстоянии 3 миллиметров от поверхности металла. Новички могут установить меньшее значение силы тока, чтобы случайно не расплавиться металл больше, чем нужно.
Существует три типа ведения швов. Вы можете видеть их на картинке ниже. Самый популярный тип — углом вперед (на картинке обозначается буквой «б»). Буквой «а» обозначен шов под прямым углом, буквой «в» обозначен шов, который ведется углом назад. В зависимости от выбранного направления отличаются и готовые швы. Новичкам для начала рекомендуем вести электрод именно углом вперед.
На этом сварка металла не заканчивается. Шов нужно правильно довести и закончить работу. Нельзя резко отрывать электрод от поверхности металла, иначе дуга погаснет и на конце шва останется заметный кратер. Из-за него может произойти дальнейший раскол соединения. Вместо этого подержите электрод пару секунд на одном месте и затем плавно отведите его назад.
ВМЕСТО ЗАКЛЮЧЕНИЯ
Мы рассказали все о том, что нужно знать про сварочное дело, если вы только собираетесь приобрести свой первый сварочный аппарат. Поверьте, не так уж сложно научиться варить сваркой, вы можете в свободное время прочесть пособие по сварке инвертором
или самоучитель по сварочным работам, которые можно легко найти в магазинах со специализированной литературой. Также в интернете есть наглядные уроки сварки для чайников, так что учеба сварке еще никогда не была такой простой. Желаем удачи!
Также в интернете есть наглядные уроки сварки для чайников, так что учеба сварке еще никогда не была такой простой. Желаем удачи!
Азы сварки электродами для начинающих — Сварочные электроды
Прошло уже несколько сот лет, как люди впервые соединили две металлические поверхности воедино, используя для этого процесс расплавления металлического стержня при помощи электрического тока. Этот стержень и есть электрод.
Состав электрода и его значение
Обмазка, или его поверхность, состоит из смеси металлов – никеля, марганца, железа и минералов – глинозема, магнезии, известняка, которые находятся в порошкообразном состоянии. Металлы плавятся, а минералы являются своеобразной защитой от действия кислорода. Такая защита необходима для усиления соединения. В данную смесь дополнительно добавляют краситель, который облегчает их распознавание по видам.
Основой для обмазки служит тонкая металлическая проволока. Вид которой, зависит от того, для каких работ предназначается использовать данное изделие. В основном для этого используют проволоку изготовленную из нержавеющей стали или углеродную проволоку.
В основном для этого используют проволоку изготовленную из нержавеющей стали или углеродную проволоку.
По изделию идет передача электрического тока, предназначенного для нагрева и плавления поверхности металла.
Каждый человек рано или поздно в жизни сталкивается с такой ситуацией, когда нужно в быту что — то сварить при помощи электрической сварки и аппарата. Прежде всего, для этого необходимо иметь сварочный аппарат и, естественно, навыки работы, ведь обязательно нужно знать, как правильно варить электродами.
Принцип процесса электрической сварки
Если варить электросваркой в домашних условиях, используют любой аппарат для сварки, максимальная мощность которого составляет 160 Амп. Во время работ происходит возбуждение дуги между плоскостью детали и электродом. Для успешного работы необходимо соблюдение некоторых правил:
- К плоскости деталей, которые нуждаются в сварке необходимо прикрепить один провод, который отходит от трансформатора – масса, а другой провод, к которому прикреплен электрод в держатель, нужно поднести к плоскости места приварки и по нему вести торцом изделия. При этом будет возникать дуга.
- Для того чтобы правильно провести сварку, необходимо правильно варить при помощи электродов. Это достигается в результате выбора нужного удаления от поверхности соединения. Оптимальным считается расстояние от 2 до 6 мм. В результате действия высокой температуры дуги, плавится металл на сварочной поверхности и заполняется канавка, которая образовалась в момент воздействия дуги на металлическую поверхность. Если правильно и аккуратно вести электрод по длине места соединения, эта канавка заполняется расплавленным металлом.
- Большое значение для эффективного и качественного результата имеет выбор самих элетродов. Для проведения работ используют такие его виды: стальной, медный, чугунный, биметаллический, латунный. Также их подразделяют на марки, например, 332, 350 и другие. Для обозначения их маркировки, применяют своеобразный индекс, обозначающий параметр вязкости сварочного шва, а числа на индексе указывают на уровень твердости металла. Главное правило, которым необходимо пользоваться при их подборе – расчет на толщину металла.
- Для того, чтобы сварка прошла удачно, необходимо уметь правильно удерживать сварочный электрод. Должен быть наклон приблизительно 80 градусов, по направлению к дуге. Возникновение дуги можно добиться двумя методами: черканием (изделие нужно держать, как спичку во время поджигания) и подъемом (им постукивают по поверхности и во время появления дуги поднимают).
 При этом будет возникать дуга.
При этом будет возникать дуга.
Важно не только правильно держать сварочный электрод, но и подобрать необходимую силу тока. Если она будет слишком маленькой, дуга будет постоянно тухнуть.
Умение держать электрод во время сварки, дает возможность набить руку и варить на более высоком уровне и с большей скоростью.
Выбор нужного количества
Важной операцией при подготовке к работе является подсчет необходимого количества электродов. При этом нужно учитывать такие факторы: толщина и масса металла, длина шва. Эта процедура позволяет вести работы эффективно и экономно, если при этом вести электрод равномерно. Для подсчета их количества используется несколько способов. Наиболее популярным является подсчет по весу выплавленного металла. Единица измерения, в которой исчисляют их количество – килограмм. Покупка – это довольно значительные траты. Для того, чтобы хоть немного сэкономить на покупке, необходимо учитывать их вид, силу тока во время правильной сварки электродом.
Наиболее популярным является подсчет по весу выплавленного металла. Единица измерения, в которой исчисляют их количество – килограмм. Покупка – это довольно значительные траты. Для того, чтобы хоть немного сэкономить на покупке, необходимо учитывать их вид, силу тока во время правильной сварки электродом.
Можно также использовать автоматический или полуавтоматический вид сварочного процесса. Эти способы заключаются в том, что необходимо водить электродом по кругу, они дают возможность намного уменьшить их количество, необходимое для того, чтобы варить плоскости деталей и металлов.
This entry was posted in Как просушить сварочные электроды в домашних условиях and tagged дома, материал, материалы, полы, приводы, производители, работы, технологии, управление. Bookmark the <a href=»http://smetod.ru/azy-svarki-elektrodami-dlya-nachinayushhix/» title=»Permalink to Азы сварки электродами для начинающих» rel=»bookmark»>permalink</a>.
Как выполнять сварку электродом для начинающих.
 7 шагов
7 шаговСварка электродом или электродуговая сварка в среде защитного металла в основном используется для стали и железа. Сварочные аппараты часто лучше всего подходят для проектов на открытом воздухе, поскольку электроды сравнительно устойчивы к ветру и выдерживают грязные или ржавые металлы. Ручные сварщики, как правило, самые дешевые и простые в освоении, что делает их одним из лучших типов сварки для начинающих.
Многие системы сварки электродом используют либо переменный, либо переменный/постоянный ток. Они работают над фундаментальным принципом замыкания электрической цепи.
Когда сварочный стержень перемещается к свариваемому заряженному металлу, между двумя материалами возникает скачок электричества; выделяется тепло, которое, в свою очередь, плавит сварочный стержень. Капля расплавленного электродного материала сплавляет металл.
Основные сведения о сварочном аппарате
- Все аппараты электродуговой сварки имеют одни и те же основные компоненты, в том числе: проводник: токопроводящие кабели, передающие энергию свариваемому материалу.
- Жало: эта часть, удерживающая сварочный стержень
- Положительный/отрицательный вывод: выводы, которые создают соединение между сварочным аппаратом и свариваемым металлом.
- Сварочные стержни: Стержни различных диаметров и сплавов, покрытые флюсовым покрытием, используемые для зажигания дуги. Флюс сгорает по мере плавления стержня, расходуя кислород и выделяя углекислый газ, который защищает основной металл от окисления.

Сварочные электроды 101
Доступны электроды различных типов и размеров, каждый из которых предназначен для уникальной работы или материала. Хотя многие из них могут быть взаимозаменяемыми, у каждого есть свое место, если вы хотите сделать все правильно с первого раза. Сварочные электроды классифицируются набором из четырех номеров. Что касается наиболее распространенных сварочных стержней, то для сварки стали наиболее популярны марки 6010, 6011, 6013 и 7018. Первые две цифры, в данном случае 60, обозначают предел прочности. Третье число определяет положение, в котором можно использовать стержень. Например, «1» означает, что его можно использовать в любой ситуации сварки — плоской, вертикальной, горизонтальной или потолочной, а «2» указывает только на нижнее или горизонтальное положение. В этом случае вертикальная сварка не рекомендуется. Последние две цифры вместе указывают на тип флюса, который используется в сварочном электроде. Это число имеет жизненно важное значение, поскольку оно говорит вам, сколько шлака будет произведено, а также как будут вести себя наплавленный валик и лужа.
Третье число определяет положение, в котором можно использовать стержень. Например, «1» означает, что его можно использовать в любой ситуации сварки — плоской, вертикальной, горизонтальной или потолочной, а «2» указывает только на нижнее или горизонтальное положение. В этом случае вертикальная сварка не рекомендуется. Последние две цифры вместе указывают на тип флюса, который используется в сварочном электроде. Это число имеет жизненно важное значение, поскольку оно говорит вам, сколько шлака будет произведено, а также как будут вести себя наплавленный валик и лужа.
Мы всегда советуем выполнить несколько пробных сварных швов перед тем, как приступить к основной работе, чтобы набрать своего сварщика. Чем больше времени вы потратите на правильную настройку сварочного аппарата, тем меньше времени вам потребуется на шлифовку работы по очистке грязных валиков. Давайте займемся этим!
Шаг 1. Очистите материал
Да, сварка электродами известна своими щадящими сварными швами и может обрабатывать грязные поверхности и ржавчину, как лучшие из них. Тем не менее, мы предлагаем всегда лучше не торопиться и чистить металл. Во всяком случае, это поможет удалить грязь и масла, которые могут привести к неровным и слабым сварным швам. В это время вы должны убедиться, что в месте сварки нет легковоспламеняющихся материалов, а шнуры не мешают, чтобы уменьшить опасность споткнуться.
Тем не менее, мы предлагаем всегда лучше не торопиться и чистить металл. Во всяком случае, это поможет удалить грязь и масла, которые могут привести к неровным и слабым сварным швам. В это время вы должны убедиться, что в месте сварки нет легковоспламеняющихся материалов, а шнуры не мешают, чтобы уменьшить опасность споткнуться.
Шаг 2. Подсоедините вывод и заземление
Пример: рабочий зажим, прикрепленный к заготовке или металлическому столу Присоедините провод и заземление к свариваемому металлу. Рабочий провод (+) присоединяется к жалу, удерживающему сварочный стержень. Рабочий зажим, иногда называемый наземным станком, неправильно (-) прикрепляется к заготовке. Его можно прикрепить к заготовке или к металлическому столу, на котором выполняется работа. В зависимости от используемых стержней установите силу тока в соответствии с указаниями. Рекомендуемый диапазон будет указан прямо на коробке, в которой поставлялись сварочные электроды. Если вы не сохранили коробку, поищите в Интернете характеристики конкретных электродов или разделите разницу.
Шаг 3. Сделайте дугу
Очень важно, как вы держите жало. Например, если вы правша, бассейн хорошо виден, только если бусина движется справа налево. Устройтесь поудобнее, потому что чем больше вы расслабитесь, тем легче будет контролировать сварочную ванну. Прежде чем приложить наконечник электрода к металлу, наденьте сварочную маску, чтобы защитить глаза и лицо. Перетащите стержень, как будто хотите зажечь спичку, пока не загорится электрод. В это время переместите стержень назад к области, которую вы хотите сварить. Мы предлагаем идеальное расстояние, равное диаметру стержня.
Шаг 4. Установите угол
Перемещая электродную ванну по поверхности заготовки, вы естественным образом найдете оптимальный для себя угол. Во многих случаях это комбинация того, что удобно, и того, что дает желаемую бусину. По мере того, как электрод расходуется и уменьшается по мере продвижения, ваш угол и скорость будут регулироваться. Тем не менее, мы предлагаем вам бороться с этим и поддерживать тот же угол и скорость, чтобы получить наиболее стабильную бусину. Да, 90 градусов и 45 градусов работают, но мы рекомендуем, чтобы в большинстве случаев идеальный угол составлял около 60 градусов. Однако вам нужно делать то, что наиболее удобно и безопасно для ваших конкретных условий работы.
Шаг 5: Скорость перемещения сварного шва
Сила тока, которую вы устанавливаете в сварочном аппарате, и то, насколько быстро или медленно вы перемещаете электрод, играют важную роль в качестве сварного шва. По мере того, как стержень движется по поверхности заготовки, скорость, с которой вы толкаете или тянете электрод, определяет, насколько много или мало сварочного материала прилипнет к вашей детали. Чтобы быстро и бассейн будет тонким и слабым. Это связано с тем, что у материала меньше времени, чтобы проникнуть в материал и слиться с вашей работой. При замедлении сварочная ванна станет слишком большой, что может привести к холодным соединениям и излишнему накоплению большого количества шлака. Попробуйте сварить круговыми или зигзагообразными движениями. Сосредоточьте свое внимание на луже расплавленного металла за стержнем и меньше на свете, вызванном дугой.
Шаг 6. Работа со сваркой
Теперь, когда у вас есть движение, будь то круговое или зигзагообразное движение вдоль линии сварки, сохраняя постоянный угол и скорость. По мере того, как электрод сжимается, оставьте себе немного места для маневра, не закручивая его до упора. Если стержень заедает и вам придется начинать все сначала, обязательно удалите шлак, прежде чем продолжать сварку.
Этап 7: Очистка
Удалите весь шлак с помощью сварочного молотка и проволочной щетки. Если сварные швы требуют особого внимания, вы можете использовать угловую шлифовальную машину, чтобы сгладить проблемные участки. Это будет рекомендовано, если вы собираетесь покрасить готовую работу.
Теги: Избранные SMAW WeldingWelding Tips
Какой самый простой сварочный электрод? – Weld Gears
С таким количеством различных типов сварочных стержней или электродов, как они называются, может возникнуть путаница, чтобы понять, какой из них лучше или самый простой в использовании. Однако, проведя с нашей стороны много исследований и экспериментов, я пришел к выводу, что E7018, безусловно, самый простой в использовании.
К концу этой статьи вы будете лучше понимать, какой сварочный пруток использовать для вашего собственного сварочного проекта. Я рассмотрел все аспекты сварочных электродов для вашего ознакомления, чтобы вам не приходилось тратить часы на зубрежку информации с разных веб-сайтов.
Позвольте мне сначала кратко рассказать вам о различных типах существующих сварочных электродов и о том, что означают буквы и цифры
Существуют сотни и тысячи сварочных электродов, из которых наиболее часто и широко используются следующие – Е6010, Е6011, Е6012, Е6013, Е7014, Е7018 и Е7024. Они подпадают под действие Спецификации AWS (Американского общества сварщиков) A5.1 для электродов из углеродистой стали для дуговой сварки в защитных газах .
Существует стандартная система классификации, которую AWS использует для определения свойств стержневых электродов. Я разберу это для вас, чтобы у вас было больше ясности в том, как эти числа классифицируют электрод. Вы заметите буквы и цифры, выгравированные сбоку каждого электрода, и каждая из них имеет для него значение.
- Он всегда начинается с буквы E, что означает электрод.
- Затем первые две цифры представляют минимальную прочность на растяжение полученного сварного шва.
- Использование позиции сварки электродов определяется третьей цифрой.
- Каждый электрод может использоваться для определенного типа покрытия и сварочного тока, который определяется четвертым и последним номером.
Ниже приводится описание каждого типа электрода или сварочной проволоки, которые обычно используются сварщиками
E6010: Этот тип сварочной проволоки можно использовать в любом положении сварки. Например, вертикальные, горизонтальные, плоские или над головой. Однако для использования этого электрода подходят только источники питания постоянного или постоянного тока.
Таким образом, это становится своего рода ограничением. Он может легко проникать глубоко в металл и пробивать масло, грязь, ржавчину и краску. Это быстрозамерзающий сварочный стержень, что означает, что он остывает намного быстрее, чем большинство электродов, предотвращая слишком быстрое нагревание сварочной ванны.
Их всегда следует хранить в герметичном контейнере, который должен храниться в сухом месте при комнатной температуре. Эти электроды лучше всего подходят для сварки труб, верфей, стального литья, стальных резервуаров для хранения, водонапорных башен и полевых сооружений.
Одним из основных недостатков этого сварочного электрода является чрезвычайно узкая дуга, что затрудняет его использование начинающим сварщиком.
E6011: Этот сварочный пруток более или менее такой же, как E6010, с одним существенным отличием: он подходит как для источников питания переменного или переменного тока, так и для источников постоянного тока.
Благодаря своей универсальности сварщики находят очень удобным переход с одного вида тока на другой в зависимости от требований к работе. Многие сварщики используют его для обслуживания и ремонтных сварочных работ.
Подобно E6010, этот сварочный пруток также может проникать глубоко в металл и отлично работает как с мягкой, так и с обычной сталью. Для сварки толстых металлов E6011, пожалуй, идеальный вариант. Кроме того, он отлично работает на поверхностях с краской, грязью и жиром. Поскольку это также быстрозамораживающий стержень, он отлично подходит для сварки труб и корневых оснований.
Если вы работаете над чем-то, что требует художественной отделки, недостаток этого электрода, заключающийся в оставлении складок и грубой отделке, наверняка вас разочарует. Это происходит из-за того, что он создает плоские сварные швы.
E6012: Этот сварочный пруток общего назначения также можно использовать с обоими типами тока, которые являются источниками питания переменного и постоянного тока. Он отлично работает для заполнения зазоров между двумя суставами, что является одним из его основных применений.
Производит минимальное количество брызг при работе на высокой скорости, а также дает очень стабильную дугу. Это делает его довольно популярным среди профессиональных сварщиков.
Этот тип сварочной проволоки отлично подходит для соединения открытых стыков, некритической сварки, ремонтных работ с помощью сварки и сварки корродированных листов углеродистой стали.
У этого электрода есть два основных недостатка: он создает неглубокий или тонкий провар, а после сварки требуется дополнительная очистка, так как при плавке образуются толстые отходы.
См. также: Сварка нержавеющей стали на переменном или постоянном токе? (Решено!)
E6013: Как и 6011 и 6012, этот сварочный пруток также подходит для источников питания переменного и постоянного тока. Это хороший вариант для начинающих или неопытных сварщиков. Этот электрод также может работать в любом положении, как и три вышеупомянутых электрода.
Известен тем, что дает мягкую дугу с небольшим разбрызгиванием, поэтому после сварки не требуется дополнительная очистка. Он имеет легко отделяемый шлак и в основном применяется, когда требуется легкое или среднее проникновение на тонкие металлы.
Учитывая все его особенности, а также тот факт, что он создает достаточно прочную и гладкую дугу или внешний вид сварного шва, это отличный вариант для применений, требующих изменения положения. Кроме того, в ситуациях, связанных с короткими или даже нерегулярными сварочными работами, этот электрод отлично работает.
В частности, их следует использовать для сварки чистых и новых листов металла, строительства и ремонта судов, а также изношенных поверхностей из мягкой стали.
E7014: Этот тип сварочных стержней используется для сварки низколегированных и углеродистых сталей и является отличным вариантом для горизонтальной сварки. Они очень похожи на E6012, когда речь идет о создании такого же проникновения в швы.
Скорость осаждения увеличивается, поскольку этот электрод состоит из большего количества железного порошка. Когда мы сравниваем его с E6012, эти электроды могут работать при более высокой силе тока. Этот электрод даст вам очень гладкую поверхность, и вам придется очень мало очищать после завершения сварки.
E7018: Этот сварочный пруток разработан для получения чрезвычайно прочного сварного шва, способного выдержать давление до 70 000 фунтов на квадратный дюйм на квадратный дюйм. Он состоит из густого флюса, а также с высоким содержанием железного порошка, который в основном используется для сварки углеродистой стали в диапазоне от низкого до среднего.
Это определенно один из самых адаптируемых электродов из всех возможных. Сварочный стержень покрыт составом железа с низким содержанием водорода, который фактически испаряется и предотвращает потускнение валика сварного шва воздухом и влагой.
Сварщики используют этот электрод для сварки конструкций, и его часто называют его основой, так как он выделяет минимальное количество брызг при средней инфильтрации дуги, создавая при этом очень гладкую тихую дугу. Он может использоваться во всех четырех положениях и подходит как для источников питания переменного, так и постоянного тока.
Электроды этого типа в основном используются для сварки на электростанциях, заводах, электростанциях и мостах. Этот стержень не должен подвергаться воздействию влаги или сырости, чтобы он функционировал эффективно. Поэтому его нужно всегда держать сухим, а если он намокнет, то перед использованием лучше всего высушить его в стержневой печи.
Таким образом, электрод E7018 зарекомендовал себя как самый универсальный стержень из всех упомянутых здесь, а также самый гладкий и простой в использовании для сварки.
E7024: Этот электрод лучше всего используется сварщиками для высокоскоростных плоских угловых или горизонтальных швов из-за высокого содержания железного порошка, который увеличивает скорость наплавки. Это, в частности, облегчает сварку. Электрод
E7024 лучше всего подходит для применений, требующих тонкой гладкой поверхности. Вам нужно иметь чистую поверхность материала для работы с этим электродом.
Стальные пластины толщиной не менее ¼ дюйма и металлы толщиной более ½ дюйма, эти электроды работают на них очень хорошо. Подобно электроду E7018, этот электрод также дает гладкий валик с легким проникновением.
Почему сварочный электрод E7018 проще всего использовать?
Как упоминалось выше в описании электрода E7018, это один из наиболее предпочтительных электродов среди профессиональных сварщиков благодаря его универсальности, высокому содержанию железного порошка, густому флюсу, прочности на растяжение и способности создавать очень ровную дугу.
Все эти особенности, характеристики и функции делают этот стержень самым простым в использовании для сварки.
Как правильно выбрать сварочную проволоку или электрод для сварки?
1.) Состав основного металла имеет первостепенное значение, поскольку сварочный пруток должен соответствовать основному металлу. Это поможет вам получить крепкий и прочный сварной шов в конце.
2.) Вы также должны проверить прочность на растяжение как основного металла, так и сварочного стержня, поскольку они также должны совпадать. В противном случае могут появиться трещины в сварных швах.
3.) При выборе сварочного электрода необходимо также проверить источник питания, поскольку некоторые электроды совместимы как с источниками питания переменного, так и постоянного тока, а некоторые нет.
Это несколько основных указаний, которые вы всегда должны помнить, чтобы помочь вам выбрать подходящую сварочную проволоку.
Подведение итоговВыбор правильного электрода для выполнения сварочных работ — не самая сложная задача. Вам просто нужно знать свои требования к сварке, прежде чем приступить к работе.
Я надеюсь, что эта статья помогла вам получить необходимую информацию и направила вас в правильном направлении. Удачной сварки!
Ошибки при сварке электродом – распространенные ошибки
Хотя сварка электродом является одним из старейших и простейших сварочных процессов, его очень трудно освоить. Простая в теории, сварка электродами все еще требует большой практики и координации для получения удовлетворительных сварных швов.
Многие новички разочаровываются в электродуговой сварке и возвращаются к MIG. Трудно наложить хорошую бусину, пока вы не проведете много времени в капюшоне за поясом. «Время вытяжки» означает только время, которое вы тратите на сварку. Вот почему школы сварщиков хотят, чтобы учащиеся занимались сваркой как можно чаще: чем больше времени в вытяжном шкафу, тем лучше результаты.
В этой статье рассматриваются наиболее распространенные проблемы сварки электродом, с которыми сталкиваются начинающие сварщики. Эти ошибки обычно легко исправить, но лучше, если опытный сварщик укажет вам на них. Часто начинающим сварщикам трудно понять, что они делают неправильно.
Чем ближе электрод, тем лучше сварка : Wikimedia Commons Хотя сварка MIG и TIG приобрела огромную популярность, сварка электродом является важным навыком. Если вы претендуете на должность сварщика в цехе, неспособность выполнять сварочные работы снизит ваше резюме на несколько ступеней.
Что хорошо в сварке электродами, так это то, что она дешевле других процессов. После того, как вы настроите машину и провода, все, что вам нужно, это стальной лом и несколько электродов. Нет необходимости в газовых баллонах или заправках! Поскольку флюсовое покрытие на электроде создает собственную защитную атмосферу, внешний газ не требуется.
Содержание
Стержень продолжает прилипать к стали
Одна из самых сложных вещей, с которой сталкиваются новички, — это начать дугу. При неправильном выполнении электрод прилипнет к стали и начнет гореть. Когда это происходит, важно разжать жало и снять электрод с заготовки вручную.
Если вы оставите жало прикрепленным, стержень перегреется и приобретет ярко-оранжевый цвет, так как в вашем металле все еще есть сила тока.
Одним из самых простых способов решения этой проблемы является увеличение силы тока. Недостаточная сила тока почти всегда приводит к тому, что стержень прилипает к стали. Поскольку тепла недостаточно, электрод просто сплавляется со сталью. Попробуйте увеличить силу тока на 5-10 ампер и посмотрите, поможет ли это (почти всегда помогает!).
Сверка с таблицей силы тока — отличный способ настроить силу тока в зависимости от толщины материала.
PixabayДругим решением этой проблемы является практика зажигания дуги. Зажигание сварочной дуги очень похоже на зажигание спички. Как только вы скользите электродом по стали, вернитесь в исходное положение и удерживайте тугую дугу. Удерживая тугую дугу, ваш стержень почти касается стали, что создает сварной шов с более высоким проплавлением.
Независимо от того, в каком положении вы выполняете сварку, устойчивая дуга обеспечит удовлетворительный сварной шов.
Практика зажигания дуги позволит вам сваривать более последовательно, не прилипая к металлу. Это делает рабочий день более приятным.
Длинная дуга
Если держать электрод слишком далеко от сварочной ванны, образуется мощная дуга, которая может серьезно снизить прочность сварного шва.
При длительном дуговом разряде присадочный металл не может должным образом сплавиться с заготовкой. Это создает много брызг и делает сварной шов плохо выглядящим.
Поскольку электрод постоянно укорачивается по мере сварки, новички часто забывают поддерживать тугую дугу во время сварки. Важно знать, что стержень становится короче, чтобы вы могли продолжать сохранять близкое расстояние между стержнем и сталью.
Длительная дуга также может вызвать пористость сварных швов. Пористость определяется как небольшие отверстия в сварном шве и является одним из самых серьезных дефектов. Если вы видите сварной шов с порами, скорее всего, это очень слабый шов.
PixabayПрактика удержания дуги поможет вам не только при дуговой сварке, но и при сварке MIG и TIG. Это гарантирует, что вы получите максимальное проплавление при каждом сварном шве.
Провар определяется тем, насколько глубоко ваш сварной шов входит в материал. Используя тесты на резку и травление, сварщики могут определить, является ли их проникновение адекватным или слишком поверхностным. Неглубокое проникновение значительно повышает вероятность взлома.
Стержневые электроды большего размера, требующие большой силы тока, часто обеспечивают сварку с более высоким проплавлением. Электроды меньшего размера, как правило, имеют более мелкое проплавление сварного шва.
Толкать, а не тащить
Поскольку при сварке электродом образуется шлак, важно перетаскивать стержень. Это связано с тем, что толкание стержня может привести к тому, что шлак «застрянет» внутри сварного шва. Эти «шлаковые включения» являются серьезным дефектом и приводят к неудовлетворительному результату сварки. Они обнаруживаются на рентгеновских снимках и часто вызывают растрескивание при испытаниях на изгиб.
Шлак образуется при покрытии электрода флюсом. Поскольку защитный газ не используется, атмосфера, создаваемая флюсовым покрытием, вызывает образование шлака в верхней части сварного шва. В таких процессах, как MIG с жесткой проволокой, где используется внешний газовый баллон, шлак не образуется.
Очистить шлак очень просто. Вы можете использовать ручную проволочную щетку или проволочный круг, прикрепленный к угловой шлифовальной машине. Помните, что шлак очень горячий после завершения сварки. Лучше дать ему остыть в течение нескольких минут.
При перетаскивании стержневого электрода шлак образуется на задней стороне ванны. Это означает, что шлак затвердевает только в верхней части сварного шва, а под ним образуется красивый блестящий валик.
Pixabay Это правило также применяется к другим процессам, в результате которых образуется шлак. Для сварки MIG с двойным экраном лучше всего работает перетаскивание сварочной ванны. Хотя некоторые люди толкают сварочную ванну, это может привести к дефектам сварки, упомянутым выше.
Чтобы не рисковать, лучше всего придерживаться старой поговорки: «Если это производит шлак, вы должны тащить».
Проблемы с перезапуском
Перезапуск стержневых электродов может быть затруднен. Допустим, вы сожгли половину стержня, и вам нужно перезапустить его для следующего сварного шва — кажется простым, не так ли? Проблема в том, что на кончике электрода образуется блестящий шлаковый налет. Это затрудняет возобновление сварки, так как присадочный металл покрыт.
Наличие напильника может сильно помочь при перезапуске электродуговой сварки. Если вы подпилите кончик электрода, это обнажит присадочный металл, что значительно облегчит перезапуск.
При этом обычно легче сжечь весь электрод, если это возможно. Для более длинных бусин это работает очень хорошо.
Если вы сжигаете более короткие бусины и вам нужно часто перезапускать дугу, то вам придется потренироваться в подпиливании стержня и перезапуске при необходимости.
С помощью аппарата MIG вы можете просто нажать на курок и начать сварку. Это облегчает новичкам выполнение нескольких сварных швов в разных областях.
Хотя перезапуск стержневых электродов требует некоторой практики, через некоторое время это становится второй натурой. Стержни 6010 перезапускаются намного легче, так как на электроде меньше налета. Для стержней 7018 и других стержней с низким содержанием водорода потребуется напильник, если вы хотите перезапустить их. Вы также можете перетащить их на бетон или шероховатую поверхность, если у вас нет файла.
Поскольку сварочные стержни в настоящее время дороги, лучше всего прожечь стержень до конца. Если вы выбрасываете наполовину использованные электроды, это может значительно сократить ваши расходы.
Трясущиеся руки
Поскольку стержни для ручной сварки обычно имеют длину 14 дюймов, трясущиеся руки могут поставить под угрозу сварку. Эти движения рук усиливаются, когда стержень длиннее, но их легче контролировать, когда стержень сгорает и становится короче.
Если у вас трясутся руки, вы можете использовать не доминирующую руку, чтобы подпирать удилище выше. Это позволяет вам лучше манипулировать лужей, так как в удилище меньше люфта.
Хотя это и хорошая техника, вы должны убедиться, что ваш электрод не перегревается. Если вы подпираете ее другой рукой, тепло может быстро нагреть вашу перчатку. Это особенно верно для больших электродов, таких как 5/32-дюймовые стержни.
На видео ниже показано, как этот метод проппинга можно использовать для закрепления проекта. TFS показывает, что, задыхаясь от электрода, вы получаете гораздо больший контроль и можете быть более точными.
Этот метод распорки обычно лучше всего подходит для начинающих, но по мере того, как вы будете совершенствоваться, вы сможете сваривать без распорки. Опытные сварщики палочек обычно могут сваривать большинство швов, удерживая жало одной рукой.
Техника проппинга может быть действительно полезной при трясущихся руках. Тем не менее, сварка стержнем одной рукой является конечной целью. Не следует слишком полагаться на технику проппинга.
PixabayПолучение стабильной сварки одной рукой даст вам большое преимущество. Хотя вам не обязательно иметь руки хирурга, это действительно помогает тренировать вашу ловкость, когда это возможно. Если вы боретесь с трясущимися руками, сварке может быть очень сложно научиться. Отказ от кофеина действительно может помочь, если вы боретесь с дрожью в руках.
Обычно я не пью кофе в те дни, когда у меня экзамен по сварке. Это мне очень помогает.
Скорость перемещения
Определяется скоростью перемещения лужи. Если вы используете слишком высокую скорость движения, ваша лужа будет слабой, слишком тонкой и уродливой. Если вы не позволите луже сплавить металлы, это приведет к очень неглубокому сварному шву.
Слишком низкая скорость движения будет означать, что ваш борт слишком широк, слишком высок, и вы можете дуть сквозь тонкий материал, так как вы двигаетесь недостаточно быстро.
Для улучшения скорости движения требуется время, и оно зависит от материала, который вы свариваете.
Для использования толстых электродов на толстой стали лучше всего использовать более низкую скорость, чтобы вы могли прижечь сталь для максимального проникновения. Для более тонких сталей лучше всего подходит более высокая скорость, чтобы вы могли получить хороший валик, не прожигая отверстие в материале.
Какой бы ни была скорость вашего перемещения, лучше всего поддерживать ее на протяжении всего сварного шва. Если вы ускоритесь, а затем замедлитесь, сварной шов будет шире в одних местах и уже в других.
Для получения однородного валика без дефектов необходимо поддерживать скорость перемещения. Продолжайте работать и расслабьтесь — сохраняя скорость на одном уровне, вы обеспечите более непрерывный шов.