Как правильно варить инверторным сварочным аппаратом
Сварочный инвертор – оборудование, которое помогает существенно упростить работу мастера и выполнять каждый этап сварочных работ более качественно. Однако, достижение такого результата возможно только в случае правильного использования агрегата. Об этом мы и расскажем далее.
Основные правила перед началом эксплуатации инвертора
- Перед эксплуатацией сварочного инвертора необходимо подготовить место для сварки, которое не будет захламлено лишними предметами и позволит вам без неудобств осуществлять работу. Не стоит использовать подобное оборудование при морозе или при повышенной влажности без навеса, также следует избегать нахождения прибора в особо пыльных помещениях и размещения возле рабочего места металлической стружки или другого мусора.
- Обратите внимание на технические возможности вашего прибора (коэффициент продолжительности включения — КП), такие характеристики помогут узнать, какое время он может работать до перегрева.

- Время бесперебойной работы считается из расчета, что при КП – 100% процесс сварки при максимальном токе – 10 мин. Как правило, инверторы выпускаются с КП 60, 70%, что позволяет осуществлять работу 6-7 мин. Оставшиеся 3-4 мин. – время для остывания аппарата, а также способ предупреждения ухудшения здоровья работающего из-за утяжеления воздуха, связанного с работой подобной техники.
- Чтоб избежать поломок не ставьте перед агрегатом непосильные задачи, не соответствующие его мощности
- Залог успеха при работе с инвертором – регулирование тока и стабильное положение дуги. Именно эти факторы помогут предотвратить залипание электрода и позволят создать правильные и аккуратные швы.
В комплекте со сварочным инвертором обязательно необходимо использовать вспомогательные средства личной защиты:
- куртку
- перчатки
- маску с затемненным стеклом
Особое внимание следует обратить на ее светофильтр, ведь они бывают разной степени тонирования. Подбирать светофильтр нужно в зависимости от используемого электрода, чтоб стекло позволяло видеть сварочную ванну и защищало ваше зрение от образующихся искр
Подбирать светофильтр нужно в зависимости от используемого электрода, чтоб стекло позволяло видеть сварочную ванну и защищало ваше зрение от образующихся искр
Категорически запрещено использовать маски с царапинами на стекле или с испачканным светофильтром.
Это позволит обеспечить максимальную безопасность вашей деятельности.
Также следует обратить особое внимание на выбор проводов, которые специальным зажимом соединяются с основным проводом. Способность пропуска электрического тока в них бывает разная от 200 до 500 А, для домашнего использования, как правило, применяют минимальные, однако, стоит подбирать их с учетом толщины выбранного электрода и силы проводимого тока.
Не стоит забыть, что перед работой со сварочным инвертором необходимо проверить качество соединений всех проводов и их целостность.
Как вспомогательное оборудование также необходимо применять держатели электродов. Это могут быть пассатижи или специальные сварочные держатели.
Подготовка к использованию сварочного инвертора
Для успешной работы с подобным оборудованием необходимо соблюдать порядок выполнения всех действий:
- Поместите инвертор на рабочую поверхность на расстоянии более 2 м от стен и других предметов.
- Проверьте заземление (кроме сварочного кабеля аналогично должен быть подключен кабель заземления)
- Выберете электроды. Их размер зависит от толщины материала, который необходимо сварить (в быту обычно используются размеры 2-5 мм)
- Выставьте сварочный ток. Этот параметр определятся исходя из толщины выбранного электрода и плотности свариваемых деталей.
Для новичков на корпусе самих инверторов размещают таблицу соотношения размера электрода с необходимым сварочным током. Например, при диаметре электрода 1,6 мм сила сварочного тока должна составлять от 25 до 50 А.
- Однако, при его недостаточности для поджигания дуги, ток можно увеличивать, но делать это стоит очень аккуратно, чтоб избежать залипания электрода.
- Подготовьте детали для сваривания (для этого их нужно зажать в тисках или надежно закрепить иным образом.

Начните процесс сварки
- Вставьте электрод в держатель
- Прикрепите зажим к детали, которую необходимо обработать
- Зажгите дугу с помощью касания (принцип схож с зажиганием спички). Только электрод лучше держать под углом на расстоянии нескольких миллиметров после однократного постукивания.
- Водите зажженной дугой, делая медленные поступательные движения, по заготовке до образования угла в 75 градусов. При этом лучше концентрировать взор не на свете, образованном дугой, а фокусироваться на сварочной ванне, чтоб следить за процессом сварки.
- Во время сваривания главное, что нужно соблюдать – это расстояние между электродом и рабочим металлом (дуговой промежуток). Правильный подбор такого зазора позволяет держать окончание на одном уровне на протяжении всего процесса и обеспечивает создание нужных швов при постепенном сгорании электрода.
- Лишнюю металлическую стружку, на образованном сварочном шве, после остывания заготовки необходимо убрать молотком, а затем зачистить до блеска щеткой.

В результате должен получиться красивый и качественный шов.
В помощь новичкам
Успешность и плодотворность работы с современными инверторами новичков обеспечивают встроенные автоматические системы, к ним относятся:
- Система Hot Start позволяет решить наиболее типичную проблему, с которой сталкиваются большинство новичков – сложность первого поджигания дуги.
- Функция Arc Force позволяет предотвратить залипание электрода в случае быстрого приближения последнего к свариваемой детали путем увеличения сварочного тока.
- Если же электрод все-таки залип можно воспользоваться функцией Anti-Stick, которая отключает сварочный ток и способствует предотвращению перегревания сварочного инвертора.
Таким образом, эксплуатация сварочного инвертора позволит существенно облегчить работу, как профессионалам, так и сгладить типичные ошибки новичков, позволяя сделать им более качественные изделия. Такое оборудование удобно в использовании и обеспечивает создание приближенных к идеалу сварочных швов.
Такое оборудование удобно в использовании и обеспечивает создание приближенных к идеалу сварочных швов.
Для получения знаний о принципах работы таких агрегатов так же можно посмотреть это видео:
Как варить сваркой или пошаговая инструкция как пользоваться сварочным аппаратом – Мои инструменты
Нуждающиеся в сваривании металлические детали возникают очень часто у людей, проживающих в частном доме. Именно поэтому количество начинающих сварщиков растет в геометрической прогрессии. После приобретения сварки, нужно научиться правильно пользоваться аппаратом. Если с обучением по использованию болгарки, перфоратора и дрели трудностей не возникает, то как варить сваркой в домашних условиях, знают далеко не многие новички.
Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.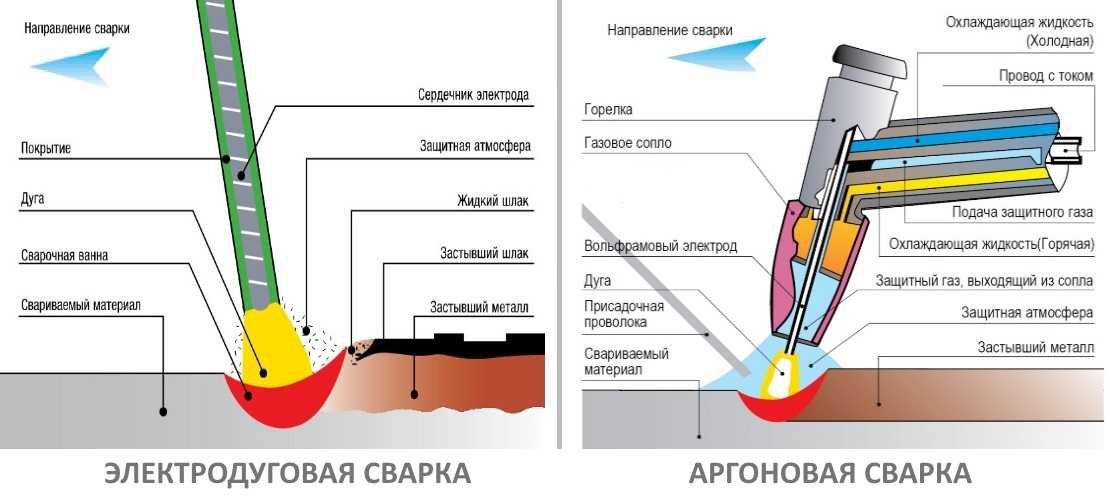
Что такое электросварка?
Электрическим называют один из методов сварки, когда для нагрева и последующего расплавления металлов применяется электрическая дуга. Температура последней доходит до 7000°С, что намного превышает температуру плавления большинства металлов.
Процесс электросварки протекает следующим образом. Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.
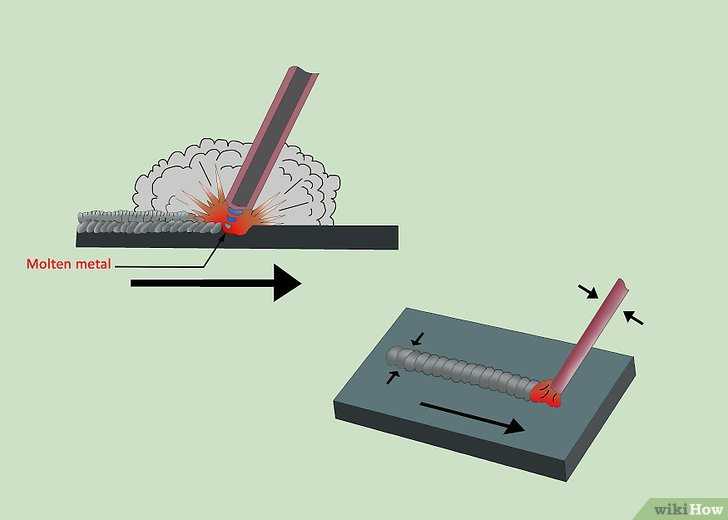
В процессе сварки основной металл и металлическая сердцевина электрода расплавляются и перемешиваются, образуя прочный и неразрывный шов (+)
Когда электродный стержень касается свариваемой поверхности, проходит сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться. Из расплава образуется, как говорят сварщики, сварочная ванна, в которой расплавленный электрод перемешивается с основным металлом.
На поверхность ванны всплывает расплавленный шлак, который образует защитную пленку. После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
Для сварки могут использоваться неплавящиеся и плавящиеся электроды. В первом случае для образования сварочного шва в расплав вводят присадочную проволоку, во втором этого не требуется. Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Навыки на поприще сварщика в бытовых условиях требуются для выполнения обширного ряда работ:
Галерея изображений
Фото из
Сооружение металлического каркаса теплицы
Сборка арматурной сетки для фундамента
Изготовление больших и малых ограждений
Устройство лестниц и входных групп
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока.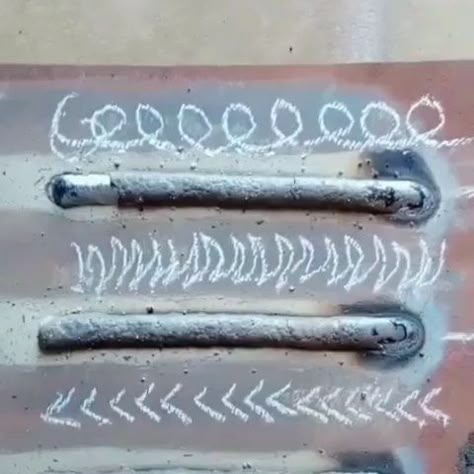 Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки
применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты
работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Выбор аппарата для бытовой сварки
Видов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами.
Электрическая дуга
Именно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
- Сварочный трансформатор варит переменным током. Для новичка такой аппарат вряд ли подойдет, так как работать с ним сложнее из-за «скачущей» дуги, для управления которой нужен немалый опыт. К другим минусам трансформаторов можно отнести негативное влияние на сеть (вызывает скачки напряжения, которые могут привести к поломке бытовой техники), сильный шум при работе, внушительные габариты прибора и большой вес.
Сварочный трансформатор
- Инвертор имеет множество преимуществ перед трансформатором. Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.
Поэтому если перед вами стоит задача, как научиться варить электросваркой, то лучше всего приобрести инверторный аппарат.
Сварочный инвертор
Как происходит сваривание металла
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
- Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
- Сварочный шов образовывается при перемещении ванны. Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
- После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода. Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Сварка электродами: пошаговая инструкция
Если вы не знаете, как правильно варить конструкции, лучше свой первый опыт проводить под присмотром профессионалов. Если же такой возможности нет, придерживайтесь базовых правил при работе со сварочным аппаратом и не забывайте о технике безопасности. На подготовительном этапе организуйте свое рабочее место, подготовьте все необходимое. Варка металла – это технически опасный процесс, поэтому важно действовать аккуратно, чтобы не допустить возгорания или пожара. В рабочей зоне исключите все воспламеняющие предметы.
Также не забывайте, что остатки электродов нужно будет куда-то выбрасывать. Помните, что даже небольшой электрод может стать причиной возгорания. Если вы решили учиться работать с электродами, рационально выбирать 3 – 4 мм стержни. С меньшим диаметром учиться неудобно, а для большего понадобится мощный сварочный аппарат.
Если вы решили учиться работать с электродами, рационально выбирать 3 – 4 мм стержни. С меньшим диаметром учиться неудобно, а для большего понадобится мощный сварочный аппарат.
Пошаговая инструкция применения сварочного аппарата:
- для начала нужно максимально зачистить расходный металл на месте шва. Чтобы он получился не очень выпуклым и выглядел эстетично, очистите поверхность от загрязнения;
- теперь берем заранее подготовленный электрод и размещаем его в сварочном аппарате. Фиксируем зажим для заземления;
- убедитесь, что шнур аппарата расправлен и не имеет неизолированных участков;
- в зависимости от выбранного электрода определяет мощность оборудования. В большинстве моделях сварочного аппарата информация о выбранном токе отображается на панели;
- переходим к ответственному этапу – поджигу дуги. Соблюдайте угол 60 градусов между деталью и электродом. Когда вы варите, электрод проходит по основанию сварочного без резких движений. Это должен быть медленный процесс, требующий сосредоточения;
- когда в результате взаимодействия аппарата и электрода появляется искра, нужно приподнять сам электрод где-то до 5 мм на высоту;
- в этот момент важно отследить состояние дуги, чтобы обязательно она находилась в рабочем положении;
- электрод в процессе сжигания становится заметно короче. Если электрод слишком близко соприкасается с заготовкой, есть риск залипания. Предотвратить это можно путем изменения вектора направления электрода. Сместите его немного в сторону;
- при сварочных работах бывают случаи, когда дуга не зажигается. Для решения этой проблемы попробуйте увеличить силу тока;
- если вам удалось удачно зажечь дугу, трудности позади. Следующий этап – наплавление калика. Электрод двигается по расположению шва, которое вы обозначили заранее;
- когда вы варите, старайтесь, чтобы шов получился схожим на валик. Небольшие «волны» на швах могут присутствовать. Они отображают места наплыва металла.
 Если электрод слишком близко соприкасается с заготовкой, есть риск залипания. Предотвратить это можно путем изменения вектора направления электрода. Сместите его немного в сторону;
Если электрод слишком близко соприкасается с заготовкой, есть риск залипания. Предотвратить это можно путем изменения вектора направления электрода. Сместите его немного в сторону;Обучение как научиться варить металл сваркой
Если вы являетесь начинающим сварщиком, то перед тем, как приступать к работе аппаратом, необходимо выполнить подготовительные работы. Эти работы включают в себя подготовку рабочего места. Рабочее место должно быть хорошо освещаемым, а работу лучше производить на открытом воздухе, чтобы не получить отравление парами металла.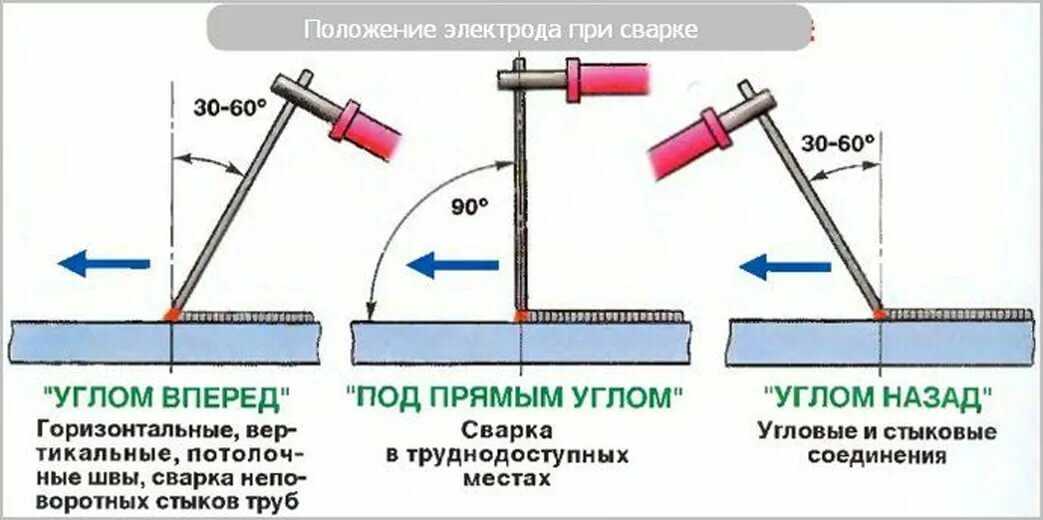
Практиковаться рекомендуется на куске металла, толщина которого должна быть не менее 3-4 мм. Кроме того, уделите внимание его габаритам, так как учиться на маленьком кусочке очень неудобно. От используемого материала зависит, как быстро вы научитесь правильно работать сваркой.
Надев защитную одежду и маску, следует приступать к работе. Как это делать, в материале рассмотрим пошагово, что позволит начинающим сварщикам научиться не только правильно, но еще и быстро варить металл инверторной сваркой.
Азы электросварки
Скрепление металлических конструкций происходит за счет того, что материал нагревается до высоких температур плавления. Делается это с помощью электрических дуг – они могут плавить изделие только на маленькой площади (сварочная ванна), образуя шов. Расплавленный металл при правильном воздействии входит в диффузионный процесс, то есть молекулы начинают переходить из одного участка в другой, образуя прочные связи. Для разных химических элементов, пород и сплавов требуются различные электродуги и подходящий температурный режим, мощность оборудования и подаваемый ток.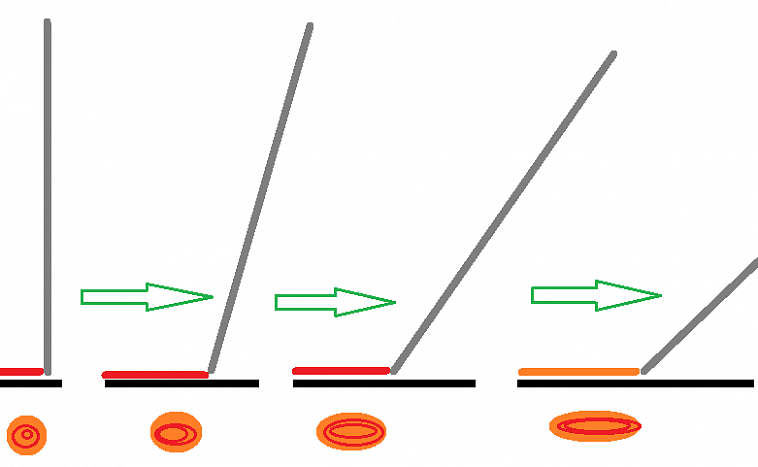
Особенности подключения электрода
Если собираетесь научиться варить сварочным аппаратом, то делать это рекомендуется с применения универсального электрода диаметром 3 мм. Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов — пружинные и винтовые. Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.
Это интересно!
Главное требование при установке электрода в зажим — обеспечить его эффективное закрепление.
Когда электрод установлен, следует подключить кабели. Один кабель с электродом крепится к плюсовому контакту, а второй провод подключается к отрицательному контакту на сварочном устройстве, который на конце имеет зажим для присоединения к привариваемой детали. Такая полярность подключения является наиболее распространенная, и называется она прямой. Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.
Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.
Сварка трубопровода
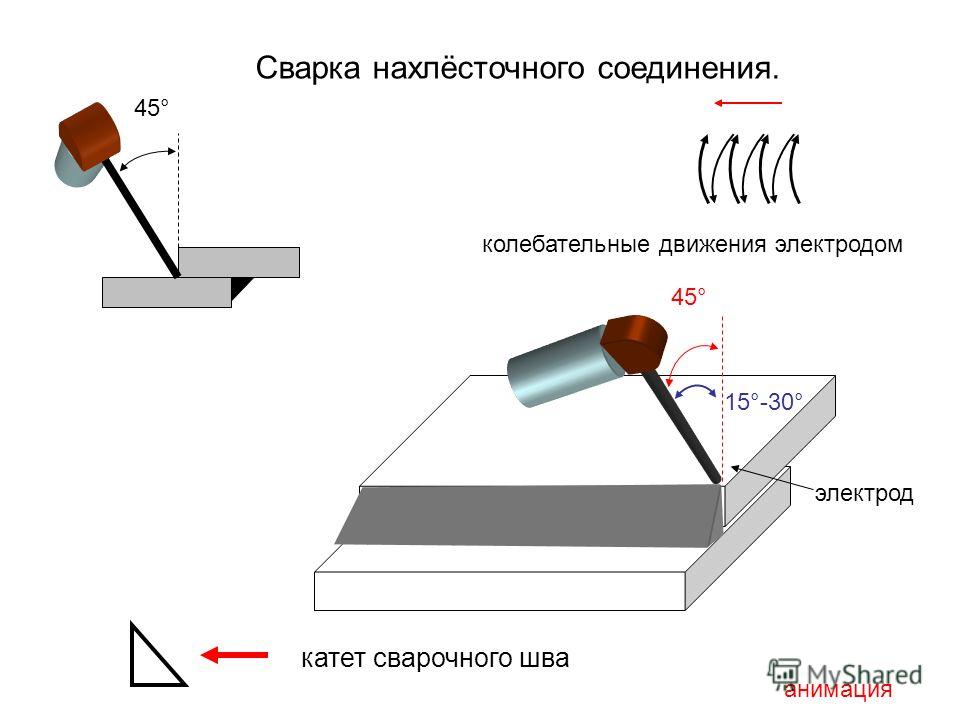
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.

После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Какой ток выставить
Одно из важных условий — научиться выбирать правильный ток. Его величина напрямую зависит от толщины свариваемого металла и соответствующего диаметра электродов. Ниже представлена таблица, по которой и выбирается величина силы тока, зависящая от толщины заготовок и размера электродов.
Ниже представлена таблица, по которой и выбирается величина силы тока, зависящая от толщины заготовок и размера электродов.
Опираясь на вышеописанную таблицу, следует установить соответствующую величину тока, и только после этого приступать к манипуляциям. Далее выясним, как правильно варить металл сварочным аппаратом.
Необходимые инструменты
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Начинаем варить деталь — как правильно это делать
Дуга возникает непосредственно после того, как электрод прикасается к детали. Однако просто взять и прикоснуться нельзя, поэтому существует два способа касания:
Однако просто взять и прикоснуться нельзя, поэтому существует два способа касания:
- Посредством чирканья электродом по наружной части заготовки. При этом способе требуется перемещать электрод вдоль шва, тем самым исключается вероятность возникновения следов
- Постукиванием — требуется постучать по детали кончиком электрода
Появляется быстро дуга на новом электроде. Если же электрод имеет оплавленную часть, то перед тем, как зажигать его, нужно стукнуть кончиком по заготовке. Перед тем, как переходить к работе, нужно потренироваться осуществлять розжиг электрода. Если не освоите особенности розжига электрода, то переходить к дальнейшим манипуляциям просто бессмысленно.
Процесс электросварки
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла, при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям:
- Поступательное.
- Поперечное.
- Продольное.
Во время работы можно накладывать один вариант на другой. Каждый мастер предпочитает работать по собственному направлению.
 Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит — не так важно.
Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит — не так важно.Под каким углом держать электрод при сварке
При работе важно соблюдать такое условие, как угол наклона электрода. Если хотите научиться правильно работать сваркой, то следует знать следующее, что электрод должен быть наклонен к сварщику на угол от 30 до 60 градусов, как показано на фото ниже. Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
На фото выше первое расположение именуется «угол назад». При нем происходит движение расплавляющегося металла за электродом. Двигать электрод требуется с такой скоростью, чтобы плавящийся шлак заполнял ванну. При таком способе варки осуществляется прогревание большой глубины металла.
Есть и другой способ — «с углом вперед». Этот метод менее популярен, и применяется он для того, чтобы обеспечить не сильный прогрев металла. Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
Некоторые моменты сварочной работы
Конечно, сварка не заключается в выписывании на куске металла замысловатых узоров. Все вышеописанное – это только подготовка и обучение этому довольно непростому ремеслу. Основное назначение сварки заключается в надежном скреплении металлических элементов и к нему необходимо стремиться в своем обучении.
Сварка металлических элементов имеет множество нюансов, знакомство и понимание которых придет с опытом. Но есть некоторые теоретические моменты, знать которые необходимо до практики:
- Соединять две детали сразу сплошным и длинным швом неверно. В большинстве случаев это перекашивает металл, так как шов начинает стягивать элементы;
- Перед выполнением основного шва необходимо прихватить детали друг к другу. Для этого выполняются маленькие точечные швы на стыках двух деталей в шагом 8-25 см в зависимости от размеров скрепляемых элементов.
- Скрепляющие швы лучше исполнять с обеих сторон сварочной поверхности, так минимизируется возможное напряжение металла.
- После выполнения прихватов делается основной шов.

Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
- Траектория перемещения электрода должна быть выбрана предварительно. Варианты движения электродом представлены ниже
- Когда осуществляется работа аппаратом, нужно знать, что длина электрода при движении уменьшается. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
- Размер сварной ванны настраивается путем увеличения или уменьшения скорости перемещения электрода. Чем меньше скорость, тем больше размер шва
- Следить за направлением шва, так как работы проводить требуется исключительно в специализированных защитных очках или маске
 Чем меньше скорость, тем больше размер шва
Чем меньше скорость, тем больше размер шваНаучиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Это интересно!
Не торопитесь сваривать две детали. Предварительно нужно научиться класть ровные швы, а уже после этого осуществлять попытки соединения двух деталей.
Видео описание
Все это хорошо видно на замедленной съемке:
Шлаковую корку со сварного шва отбивают постукиванием молотка после того, как он остынет.
Важные нюансы
Основной секрет, как правильно сварить две детали и получить ровный шов, заключается в том, чтобы при перемещении электрода шлак успевал покрывать всю поверхность расплавленного металла. А это зависит от скорости перемещения, угла наклона электрода и траектории его движения. Немалое значение имеет и сила тока.
А это зависит от скорости перемещения, угла наклона электрода и траектории его движения. Немалое значение имеет и сила тока.
Универсальный рабочий угол наклона составляет 30-60 градусов относительно вертикали. При этом:
- двигая электрод углом вперед (от себя), удобно делать любые вертикальные, горизонтальные и круговые швы;
- углом назад (к себе) – сваривать угловые соединения;
- вертикальное положение электрода допускается только при сварке в труднодоступных местах;
- угол больше 60 градусов сильно растягивает сварную ванну, а металл свариваемых деталей при этом прогревается хуже. Его обычно используют, когда нужно обрезать излишки или подправить грубый шов.
Влияние угла наклона электрода на форму сварной ванны
Скорость сварки определяется экспериментально: нужно следить, чтобы форма и размеры сварной ванны оставались стабильными, не вытягивались и не расплывались. Очень важно при этом удерживать электрод на одинаковом расстоянии от поверхности – в 3-5 мм от неё.
 Причем по мере выжигания и углубления ванны его необходимо чуть опускать, а при переходе на следующий участок снова приподнимать, стараясь не выходить из указанных пределов.
Причем по мере выжигания и углубления ванны его необходимо чуть опускать, а при переходе на следующий участок снова приподнимать, стараясь не выходить из указанных пределов.Чтобы соединить кромки двух деталей, нужно добиться проникновения их частиц друг в друга. Для этого электрод должен двигаться не по прямой линии, а по определенной траектории, совершая колебания из стороны в сторону. Эта траектория может напоминать елочку, лесенку, восьмерки, связанные треугольники и т.п.
Варианты движений кончика электрода во время сварки
Сваривание металла — некоторые важные особенности
Если уже научились класть сварочный шов, тогда можно переходить к выполнению более сложных действий. Соединение двух деталей сварочным способом имеет некоторые особенности, которые важно знать новичку, стремящемуся научиться пользоваться сваркой. Это такие особенности:
- При соединении двух деталей надо учитывать, что может возникнуть их перекос. Это происходит по той причине, что во время протягивания шва происходит смешение детали
- Чтобы исключить перекос соединяемых деталей, понадобится предварительно их закрепить. Осуществляется это разными способами — скрепление струбцинами и прочими стяжками, а также путем сварочных прихваток
- Прихватка — это наиболее распространенный метод сваривания двух деталей. Выполняется он так — сначала нужно приложить детали друг к другу, и соединить их в этом положении путем точечного соединения. Далее осуществлять сваривание деталей между собой сварочным швом
 Осуществляется это разными способами — скрепление струбцинами и прочими стяжками, а также путем сварочных прихваток
Осуществляется это разными способами — скрепление струбцинами и прочими стяжками, а также путем сварочных прихватокОсвоив технологию применения сварочного аппарата можно переходить к выполнению более сложных манипуляций. При работе сваркой важно соблюдать технику безопасности, чтобы избежать вероятности получения травмы.
Подводя итог, надо отметить, что научиться пользоваться сваркой в домашних условиях не трудно. Для этого рекомендуется выбрать соответствующий аппарат, и подготовиться к обучению. Имея в распоряжении сварочный аппарат, остается только научиться им работать.
Подробности
Типы аппаратов для сварки
На строительном рынке есть множество моделей сварочных аппаратов, и среди всего разнообразия стоит выделить следующее:
- Выпрямители.
- Плазменные.
- Трансформаторы.
- Автоматы.
- Инверторы.
- Полуавтоматы.
В условиях дома или мастерской обычно используют трансформаторы из-за малой стоимости, а также инверторы из-за удобства и простоты выполнения работ. Остальные потребуют либо особые условия для работы, которые можно создать лишь на производстве, или потребуется длительное приобретение навыков и особое обучение.
Трансформаторные
Устройство подобных автоматов самое обычное – это понижающий и мощный трансформатор, причем именно в его вторичную обмотку и включают электрическую рабочую цепь. Достоинства такого устройства заключаются в его простоте, неприхотливости, живучести и дешевизне. А из недостатков выделим большой вес и размеры, низкий уровень стабильности дуги, работа на переменном токе и создание бросков напряжения в сети питания. Подобный аппарат потребует от сварщика большого опыта и мастерства. Для обучения начинающего мастера устройство плохо подходит.
Инверторы
Подобные аппараты имеют более сложные конструкции, причем сам блок способен многократно преобразовывать входное сетевое напряжение, и доводит его параметры до нужных. Благодаря трансформации тока с высокой частотой размеры и вес трансформатора будут куда меньше. Достоинства инвертора заключаются в малом весе и размерах, стабилизированном напряжении и токе в цепи, наличие дополнительных функций антиприлипания и горячего старта, а еще возможность регулирования параметров дуги и тока.
Кроме того, устройство не вызывает напряжения бросков в сети питания. Но есть пару недостатков – высокая стоимость и малая степень устойчивости к морозу. Обучение начать стоит именно с инвертора, потому что стабильность параметров души и наличие дополнительных функций облегчат старт и предотвратят залипание, а также дадут возможность новичкам сосредоточиться на шве и как можно скорее освоить новую для них технологию.
Что нужно для выполнения работ начинающим мастерам
Для того, чтобы приступить к обучению, потребуется выбрать соответствующую экипировку и оборудование. Особое внимание стоит уделять собственным средствам защиты, потому что сварочные работы представляют собой вредный процесс для органов дыхания и зрения. Потребуется организовать рабочее место, а если оно находится в мастерской, то комнату потребуется снабдить эффективной вытяжной системой и прекрасным освещением.
Особое внимание стоит уделять собственным средствам защиты, потому что сварочные работы представляют собой вредный процесс для органов дыхания и зрения. Потребуется организовать рабочее место, а если оно находится в мастерской, то комнату потребуется снабдить эффективной вытяжной системой и прекрасным освещением.
Чтобы правильно варить металл инвертором или другим приспособлением, немаловажную роль будет играть и место. Если вы желаете начать обучение на свежем воздухе, то делать это следует на сухом основании и под навесом, который будет защищать вас и оборудование от дождя. Рабочее место должно получится просторным, не быть захламленным, а также не стеснять движения сварщика. Кабели следует прокладывать так, чтобы вы на них не наступили и не запнулись при перемещении вокруг заготовок. В качестве заготовки для отработки навыков стоит выбирать обрезки проката и стальные листы, а начинать с важных конструкций не рекомендуется.
Средства защиты и инструменты
К средствам защиты и обмундированию можно отнести следующее:
- Маска сварщика, оснащенная встроенным светофильтром для того, чтобы защищать глаза от яркого света и УФ излучения дуги.
- Спилковые перчатки нужны для защиты рук от брызг раскаленного металла.
- Шапка под маска.
- Плотная одежда, выполненная из негорючей ткани.
- Прочная обувь.
- Респиратор для защиты дыхательных органов от появляющихся газов и пыли, а особенно при работе с цветными металлами.

Из инструментария, оборудования и материалов нужно:
- Болгарка (УШМ) для нарезания заготовок и зачистки швов.
- Набор ручных слесарных инструментов – зубила, молотки, пассатижи и прочее.
- Щетка из металла для зачистки заготовок.
- Струбцины и зажимы для того, чтобы заготовки были соединены между собой.
- Электроды.
И, конечно же, вам потребуется инвертор.
Какие выбрать электроды
Чтобы научиться хорошо варить металл, потребуется выбрать сварочные материалы по типу свариваемых материалов и их толщиной. В качестве задания для учебы стоит выбирать стандартные низкоуглеродные конструкционные стали. Для них прекрасно подойдут популярные электроды с обмазкой. Обычно требуется учить на электродах с диаметром 1.6, 2 и 3 мм (это для тонкостенных конструкций), а с толщиной от 4 до 6 мм для сваривания заготовок с толстыми стенками.
Для них прекрасно подойдут популярные электроды с обмазкой. Обычно требуется учить на электродах с диаметром 1.6, 2 и 3 мм (это для тонкостенных конструкций), а с толщиной от 4 до 6 мм для сваривания заготовок с толстыми стенками.
Чаще всего для домашних условиях применяют электроды с диаметром в 3 мм, а более тонкие подойдут для сваривания деталей с тонкими стенками. Мощность устройства обязательно должна соответствовать диаметру электрода, а в руководстве пользователя есть табличка для определения рабочего тока по номера электрода.
Особенности сварки тонкого металла
Неправильная настройка инверторного сварочника способна изуродовать тонкую деталь до неузнаваемости. Качество сварного шва зависит от настройки аппарата, размеров и качества электродов, правильного угла сварки, скорости движения электрода.
Важно знать о полярности подключения деталей. Тонкий металл обязательно подключается к минусу сварочного агрегата. Полезные советы сварки тонкого металла:
- Начиная варить, выставляйте минимальный ток (средние значения можно узнать из справочников и таблиц сварщика).
- Шов формируется углом вперед.
- Используйте обратную полярность.
- Тщательно закрепляйте деталь. Это уменьшит деформацию во время работы.

Виды электросварки
Чтобы понять основы электросварки, нужно разобраться в сути самого процесса. Соединение металлических элементов происходит в результате локального расправления под воздействием высоких температур. Создаётся дуга, которая расплавляет металл, затем готовая конструкция остывает, становится прочной, цельной.
Создать дугу можно двумя способами:
- на постоянном токе;
- на переменном токе.
Для сварки постоянным током используются инверторы. Они создают дугу со стабильными электрическими параметрами, что упрощает процесс сварки:
- формируется ровный однородный шов;
- не разбрызгивается металл.
Многие инверторы имеют стандартные предустановки, оснащенные защитными функциями, которые позволяют контролировать текущие параметры. Они могут использоваться новичками или профессионалами.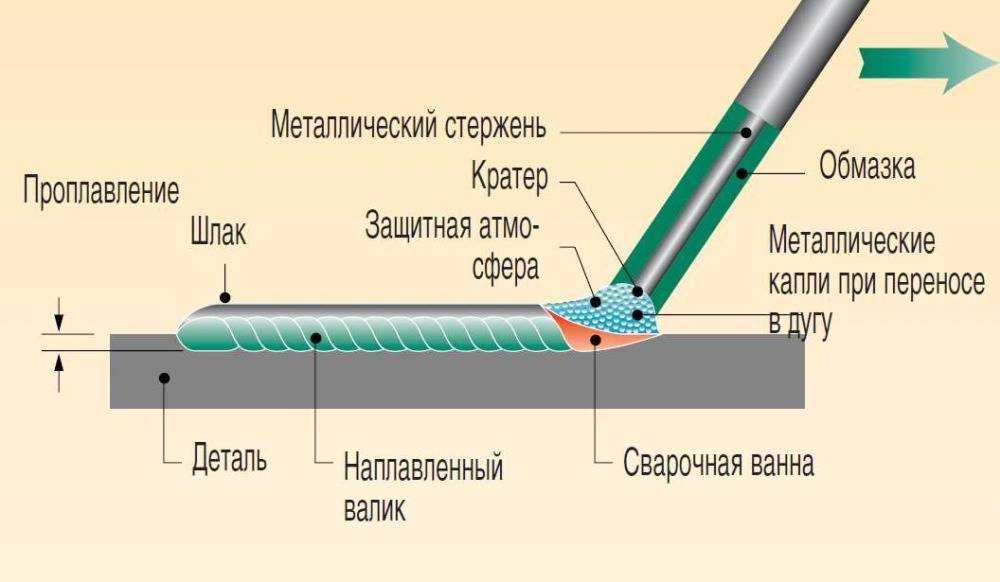
Для сварки на переменном токе необходимо применять трансформаторы. Их преимущества: высокая мощность, неприхотливость к параметрам сети. Но при этом у них большой вес, высокий уровень шума. Кроме того, они могут создавать помехи в электросетях.
Технология приваривания петель
Перед тем, как рассказать про том, как именно приваривать петли для ворот, следует подробно рассмотреть все условия, которые нужны для их нормальной работоспособности. В том случае, если нагрузка подсчитана правильно, петли могут не справляться с ней, если их положение будет хотя бы немного отклоняться от вертикали. Они будут быстро выходить из строя. А теперь о втором моменте – между петельным корпусом и опорным столбом должен остаться маленький зазор в 0.1-0.2 см, чтобы металлические столбовые части и ответная часть навеса не прикасались и не терлись друг о друга. Эту же щель требуется оставлять и со створочной стороны. Чтобы разобраться со всеми нюансами, требуется посмотреть видео.

Особенности монтажа на опоры с разным сечения
Столбы опорного типа, на которые будут навешены створки, могут быть квадратного, круглого или даже прямоугольного сечения. Существует разница между тем, как следует производить приваривание петель на ворота к столбам круглого типа или же к профильным опорным трубам.
Если профильная труба обладает ровными гранями без изгибов и искривлений, то справляться с задачей, как приварить петли на ворота к столбам квадратного типа, будет довольно просто. Их устанавливают на наружную опорную плоскость.- В случае, если идет речь про опору круглого сечения, требуется для начала решить, в какую именно сторону будут отворяться створки. Далее найдите самую выступающую линию (серединку столба относительно проема) и отступите о нее на пару мм наружу – в сторону открывания. Хватит и 0.5 см, чтобы створка или калитка ворот плавно, без дерганий «ходила» вокруг навесной оси. Так как приделывать петли на ворота к столбам круглого типа куда сложнее, нежели к квадратным, и тут требуется быть особенно аккуратными и внимательными, выдерживая один и тот же размер отступа для любых петель.
Теперь поговорим об установке.
Монтажные и сварочные работы
Опытные мастера рекомендуют для начала приварить навесы до створок, укладывать их на ровную поверхность горизонтального типа. К ним приварите половину в виде полого цилиндра, а к опорам в будущем – ответную часть со штырем (причем штырь должен быть направлен кверху).
От нижнего и верхнего края нужно отступать приблизительно 0.15 метров. Далее створку с приваренными навесами установите в проем на подставки, которые будут обеспечивать требуемое расстояние от земли, и жестко зафиксируйте клещами, струбцинами и остальными механизмам. Проделывают это для того, чтобы она стояла аккурат по вертикали, а между ней и опорой остался зазор в 0.5 см. Для этого применяют лазерный уровень или отвес, а между элементами требуется вставлять проставки требуемой толщины. Остальные мастера отдают предпочтение для начала выставить калитку, а после приварить к ней петли, а еще к столбу. Больших отличий нет, и все делают так, как им удобнее.
Полезный совет! Установите ворота таким образом, чтобы створки идеально совпадали по уровню, достаточно трудно. Чтобы они не сдвигались в рабочем процессе, их можно временно связывать между собой, прихватив через перемычку посредством сварки.
Теперь поговорим о том, как следует приваривать навесы на ворота. Рабочая последовательность выглядит следующим образом:
Вокруг петель снизу и сверху оборачивают, а после скручивают проволоку с толщиной 1.5-2.5 мм для того, чтобы появился зазор между плоскостью сварки и ней. Можно также подкладывают спички или остальные подходящие по толщине предметы, но они будут выпадать, ломаться или смещаться, что крайне неудобно.- На опорах требуется разместить места приделывания навесов и прикладывают к ним длинный ровный брусок или профильную трубу. Закрепите ее по уровню, обеспечивая вертикальное положение.
Как это выглядит в действительности
…, посмотрите на видео:
Петельки с накрученной проволокой прижимают до бруска и столба и тоже зафиксируйте в вертикальном положении.
Обратите внимание, что кабель массы аппарата для сварки цепляют к тому месту навеса, которое будет приварено. Если устанавливать его на опору, то в конечном итоге от контактной сварки петельные половинки могут сцепляться друг с другом.
- Петли требуется прихватить посредством сварки к опорам в паре-тройке точек.
- Точно также прихватите вторую (а именно на верхнюю) часть петель до каркаса или створочному полотну.
- Когда прихватки застынут, ворота следует проверить на открывание – они должны распахнуться на 180 градусов, не заедая и не перекашиваясь.
- Если все отлично, створки нужно снова закрывать, зафиксировать и приварить петли на чистовую швом сплошного типа, снизу вверх.
- Остывшие швы очистите молотком от окалины и отшлифуют посредством болгарки, чтобы придавать более красивый вид. Но такую работу требуется выполнить осторожно, чтобы не повредить стыки.
Не нужно открывать ворота, пока швы сварки в полной мере не остынут и не наберут прочность.
Подготовка к процессу
В отличие от трансформаторных агрегатов, инвертор позволяет работать от бытовой сети и не перегружает ее. Он обеспечивает мягкий розжиг, плавность линий, бесперебойность процесса. Учиться сваривать с нуля стоит на толстых кусках железа — на них легче тренироваться, и нет опасности пережога.
Дуга происходит при контакте детали и металла электрода. Расплав металла и стержня формируют ванну, а электродная обмазка переходит в газ и защищает место сварки от кислорода. Это необходимо для предотвращения появления окалины на деталях.
Просто научиться варить сваркой и создавать ванну для эффективного результата недостаточно. При дуговом нагревании отдельных частей деталей шов «тянет» металл в сторону. Результат получается с сильными отличиями от задуманного на чертеже. Деталь перекашивает.
Для облегчения работы металл закрепляют тисками, струбцинами, хомутами или иными приспособлениями. Для фиксации первоначальной формы делают прихватки через 20—30 см. При работе со стыками прихватывают с обеих сторон, компенсируя взаимные напряжения на сторонах деталей. По окончании подготовки можно начинать сварочные работы.
Какие могут быть ошибки?
Сварщики, еще недостаточно знающие, как правильно пользоваться сваркой, часто допускают следующие ошибки:
- неровная линия соединения при быстром перемещении электрода;
- большое число прожогов при замедлении ведения;
- плоский шов при нарушении угла наклона стержня;
- непровары вследствие занижения (либо завышения) расстояния от кончика стержня и заготовкой.
Это лишь часть ошибок, которые делают недостаточно опытные работники. Используя инверторный источник, можно быстро научиться их избегать.
Чтобы научиться сваривать тонколистовые заготовки, профильные или водопроводные трубы, потребуется намного больше времени. Существует прием наложения на тонкие заготовки куска освобожденного от обмазки и проварки прямо по нему.
Сваривать легированные, нержавеющие и инструментальные сплавы, а также цветные и легкие металлы намного сложнее. Их сваривают в среде инертных или малоактивных газов, таких, как аргон, гелий или углекислый. Аппарат для работы представляет собой инверторный источник тока, дополненный системой подачи газа через сварочную горелку. Вместо стержневых электродов применяется сварочная проволока, подающаяся в рабочую зону с постоянной скоростью специальным механизмом. Такой аппарат называется полуавтоматом.
О каких дефектах стоит знать, чтобы сделать правильный шов?
Знания о дефектах шва необходимы даже начинающему сварщику. Их нужно вовремя определить и не начинать использовать дефектное изделие. Правильно заваренное соединение выглядит аккуратно. Типовые дефекты сварных соединений следующие:
- Непровар. Шов недостаточно заполнен металлом, обладает в этом месте недостаточной прочностью. Вызывается пониженным напряжением дуги либо превышением скорости движения держателя.
- Подрез. Углубление вдоль линии шва. Вызывается превышением расстояния от электрода до заготовки. Помогает некоторое увеличение значения рабочего тока.
- Прожог. Появление дырок в заготовках. Появляется при завышенном значении рабочего тока и при замедлении скорости ведения электрода. Бывает также при слишком большом зазоре между кромками деталей.
- Поры. Возникают при нарушении защитной среды, предотвращающей контакт сварочной ванны с воздухом. Следует принять меры к устранению сквозняков.
При недостаточно прочной фиксации заготовок или пренебрежении прихватками могут появляться трещины. Они возникают во время остывания деталей и действия на них термических напряжений.
Какие электроды использовать
Для начала обучения стоит обучиться процессу варки черных низкоуглеродистых сталей. В этом процессе подходят стержневые электроды с обмазкой.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Для подбора нужного диаметра соответствующему металлу можно воспользоваться данными из таблицы.
При подборе электрода стоит знать, что чем больший диаметр, тем более высокую мощность нужно выставить на аппарате.
Часто в самодельных трансформаторных агрегатах не хватает мощности для использования электродов выше третьего номера.
Как сваривать металлические детали ручной сваркой плавящимся электродом
Сама сварка процесс несложный, а достижение скорости и хорошего качества — вопрос опыта.
До начала работы место наложения шва должно быть хорошо зачищено от ржавчины, на ширину 2-2,5 см по обе стороны будущего шва.
Дуговая электросварка инвертором, генератором или обычным трансформатором выполняется одинаково:
- Сварочными кабелями подключаем к аппарату одну из свариваемых деталей и держатель электрода. Если детали фиксируются струбциной, то подключение выполняется к ней.
- Вставляем электрод в держатель. Включаем аппарат.
- Надеваем защитную маску и пробуем, как зажигается дуга, для чего касаемся, детали электродом и слегка отводим его. Дуга должна зажечься на отрыве и гореть ровно и устойчиво.
- При необходимости регулируем силу тока и начинаем работу.
Совет
: используйте для работы только сухие электроды. Храните их в теплом сухом месте. Планируя сварочные работы в холодное время года, заранее (скажем, вечером предыдущего дня) раскройте пачку с электродами и положите ее на теплую печь или радиатор отопления.
Как самостоятельно варить сварочным аппаратом
Для сварки металла используется такой инструмент, как сварочный аппарат. Для того чтобы им пользоваться, необходимо четко придерживаться инструкции, и тогда сварочный процесс пройдет с максимальным успехом и в безопасных условиях.
Процесс аргоновой сварки металла.
Почему пользуется популярностью полуавтоматический сварочный аппарат?
Сварочные аппараты бывают разных видов, но большой популярностью пользуется полуавтомат. Работать таким устройством совершенно несложно, эффективность работы очень высокая. Во многом это объясняется тем, что вес агрегата относительно небольшой. Сваривать металл таким аппаратом гораздо эффективнее, так как эффект примерно в 2 раза превышает обычный. А еще следует отметить, что сварочный полуавтомат способен работать даже тогда, когда режим напряжения понижен. Такое обстоятельство особенно актуально для сельской местности. Именно благодаря такому обстоятельству есть отличная возможность сделать качественный шов и добиться устойчивой дуги. Такое обстоятельство имеет большое значение для новичка.
Принцип соединения труб сваркой.
Для того чтобы эффективно работать сварочным аппаратом, нужно обязательно соблюдать правила техники безопасности. Когда осуществляются такие работы, следует в обязательном порядке надевать защитную маску сварщика или щиток. Сделать это необходимо, так как в процессе работ возникает ультрафиолетовое излучение, которое способно легко повредить глаза. Также при таких работах необходимо одеваться в защитную одежду. Таким образом есть возможность не получить ожогов, которые могут возникнуть в результате капелек расплавленного металла, надо надевать брезентовые перчатки. Надо не забывать о том, что резать металл – дело ответственное и отнюдь не легкое.
Надо отметить, что если планируется резать металл обычными сварочными аппаратами, то такое дело легким не является, так как особой силой они не отличаются (если проводить сравнение с профессиональными аппаратами). Для того чтобы мощность сварки была больше, настоятельно рекомендуется использовать для сварки электроды, диаметр которых составляет 2,5 мм.
Схема расположения электрода.
Настоятельно не рекомендуется использовать для работы более толстые электроды, так как работа с ними связана со многими трудностями (они не очень хорошо разгораются, а бывает, что не разгораются вовсе). В связи с этим нужно внимательно следить за тем, чтобы электроды не были отсыревшими, а еще не допускается электродов со сколотой обмазкой.
Перед тем как начать сварку металла, необходимо «разжечь» электрод. Для этого им нужно провести несколько сантиметров по ровной металлической поверхности, причем нужно быть готовыми к тому, что такой процесс будет сопровождаться брызгами металла и яркими вспышками. И только после этого можно начинать непосредственную сварку металла.
Варить сварочным аппаратом самостоятельно не так сложно, как может показаться на первый взгляд, по крайней мере, если это полуавтомат. При этом необходимо помнить о том, что большая часть металлов сваривается током прямой полярности, то есть «плюс» необходимо подключать к свариваемой детали.
Вернуться к оглавлению
Полезные рекомендации
Типы сварных соединений.
- Необходимо помнить о том, что все нужно делать с максимальной аккуратностью. Если планируется сваривать металл, толщина которого составляет 1-3 мм, а толщина электрода 1-1,5 мм, ток должен быть от 20 до 60 А. Если толщина металла доходит до 5 мм, а диаметр электрода до 3 мм, то ток растет примерно до 100 А.
- Если есть необходимость сваривать 2 трубы, которые находятся горизонтально, нужно начинать вести шов с самой нижней точки (это называется потолочным швом). То есть когда сваривается металл полуавтоматом, то идти нужно снизу вверх, а не никак не наоборот. Потом следует таким же образом проварить и вторую половину швов.
- Когда осуществляется работа, необходимо обращать самое пристальное внимание на качество швов, чтобы металл, свариваемый полуавтоматом, как следует проплавился. При этом нужно учитывать, что если металл будет прожигаться, то это говорит о том, что сварочный ток слишком большой. Таким образом, его обязательно необходимо уменьшить. Однако слишком маленький ток тоже не подходит, так как это будет препятствием для того, чтобы обеспечить необходимое проплавление стыка.
Сварочный аппарат полуавтомат хорош в работе тем, что можно плавно менять ток, благодаря чему есть отличная возможность достичь наиболее оптимальных параметров сварки.
Еще необходимо обязательно учитывать то обстоятельство, что для качественной сварки нужно использовать только самое качественное оборудование. Именно это является одним из условий того, что качество работы будет высоким. В противном случае рассчитывать на положительный результат не стоит. И нет никакой необходимости приглашать для сварки специалистов. Сомневаться в качестве их работы, конечно, в большинстве случаев не приходится, но вот стоимость их услуг далеко не самая маленькая.
Сварочные аппараты — английский язык
Аппарат для ультразвуковой сварки или сварки горячим воздухом
Типичная область применения:
Фильтровальные трубки, опорные оболочки и предварительные фильтры —> Трубы с продольными швами
3 Блок встроенный 3-головочный ультразвуковой сварочный аппарат
Типичная область применения:
Производство изоляции труб, фильтров
Аппарат для сварки горячим клином или горячим воздухом
Типичная область применения
Фильтровальные трубки – трубы с продольным швом
Система фильтровальных рукавов с узлами сварки горячим воздухом и ультразвуком для фильтрации жидкости
Типичная область применения с программируемыми фильтрующими рукавами
9 90 длина рукава для фильтрации жидкости
Термовоздушная машина для сварки непрерывных швов на водостойких, водонепроницаемых и дышащих материалах
Типичная область применения:
Герметизация швов материалов для производства обуви. Подготовка швов автомобильных сидений, подголовников и боковых подушек с поролоновой подкладкой. герметизация лентой для палаток, тентов, уличной, военной, правительственной и защитной одежды
Программируемая ультразвуковая сварочная машина с постоянной версией пост-кровати
Типичное поле применения:
Обработка каплей, покрытие
Программируемый ультразонный поля для версия с рычагом (сбоку)
Типичная область применения:
Фильтровальные трубки, опорные оболочки и предварительные фильтры, защитная одежда и аналогичные изделия (трубчатые)
Программируемый ультразвуковой сварочный аппарат с сонотродом сверху, версия с подачей из руки (сбоку)
Типичная область применения:
Фильтровальные трубки, опорные корпуса и предварительные фильтры, защитная одежда и т.п. изделия (трубчатые)
Новый Ультразвуковой сварочный аппарат с непрерывным контролем сварочного усилия
Типичная область применения:
Технический раздел:
Фильтровальные мешки, медицинские изделия, медицинские матрасы и подушки, войлок, операционные простыни, фольга, пуленепробиваемые жилеты, жалюзи и навесы, гофрированные фильтры, занавески для душа, прокладочные ткани, чехлы для сидений, модули MBR и многое другое
Секция одежды:
Верхняя одежда, защитная одежда tyvek, бюстгальтеры, нижнее белье, медицинская одежда и простыни, софтшелл, спортивная одежда, одежда для чистых помещений и многое другое
Секция для автомобилей:
Элементы салона и изоляции автомобиля, защитные автомобильные чехлы , солнцезащитные зонты и многое другое
Электронный ультразвуковой сварочный аппарат с плоской платформой — версия с длинной рукой «1000 мм»
Типичная область применения:
Защитные автомобильные чехлы, звукоизоляционные изделия, защита от солнца, воздушный шар, дирижабль, парашюты . ..
Программируемый ультразвуковой блок с одной головкой (CS DUAL) с системой транспортировочных ремней
Типичная область применения:
Закрытие гофрированных фильтров, фильтровальных мешков, фильтров, солнцезащитных чехлов, изоляции, солнцезащитного крема
Программируемый аппарат для сварки горячим клином или горячим воздухом
Типичная область применения:
Чехлы для автомобилей, Мягкие резервуары, Производство кедеров, Тенты для грузовиков, Пленки для бассейнов, Баннеры, Маленькие палатки, Надувные материалы, Складной верх для автомобилей, Фильтр (трубки, карманы, кольца)
Закрытие и герметизация частей складного верха с помощью аппарата для сварки горячим воздухом PFAFF 8320/8323
Типичная область применения:
Closing and sealing of convertible top parts
Unit with PFAFF 8320 hot wedge welding machine
Typical field of application:
Production of piping work for PVC tarpaulin
Hot-air welding устройство для застежки-молнии
Типичная область применения:
Сварка ленты молнии
Программируемый аппарат для сварки горячим клином или горячим воздухом
Типичная область применения:
Резиновая лодка, цистерны, надувные фигуры, большие палатки
Аппарат для сварки горячим воздухом для сварки непрерывным швом
Типичная область применения:
9 90 например, палатки, сложный текстиль, костюмы химзащиты, трансформируемые мягкие крыши и т. д.)
Аппарат для сварки горячим воздухом для сварки непрерывным швом
Типичная область применения:
Для высоких технических применений (например, фильтровальные трубы)
Аппарат для сварки горячим воздухом отражающих полос
Типичная область применения:
Работа, спорт, защита — и защитная одежда
Термовоздушная машина для сварки непрерывных швов на водостойких, водонепроницаемых и дышащих материалах. Его также можно использовать для поперечных швов с 3 слоями материала.
Типичная область применения:
Заделка швов лентой для палаток, навесов, верхней, военной, правительственной и защитной одежды материалы. Его также можно использовать для поперечных швов с 3 слоями материала.
Типичная область применения:
Герметизация швов материалов для производства обуви. Подготовка швов автомобильных сидений, подголовников и боковых подушек с поролоновой подкладкой.
Машина для сварки непрерывных швов на водостойких, водонепроницаемых и воздухопроницаемых материалах
Типичная область применения:
Герметизация швов (лентой) в области палаток, навесов, верхняя, военная и защитная одежда, обувь, фильтрация и др.
Мобильная термосварочная машина с горячим клином (серебряным или алюминиевым) для сварки пластиковых листов внахлестку, подшивки швов и др. Новая машина оснащена различными новыми функциями SMART
Типичная область применения:
Предварительное изготовление больших листов для свалок и изоляционных брезентов, пленок и покрытий для бассейнов, пленок для прудов, конвейерных лент, труб, палаток
или версия с горячим клином) для прямой сварки тяжелых, больших гибких термопластичных материалов
Типичная область применения:
Резервуары, производство трубопроводов, брезент, пленка для бассейнов, ПВХ, баннеры, фольга, рекламные плакаты, надувные фигуры, большие палатки
Типичная область применения:
Проверка водонепроницаемости запаянных/сварных швов (аналогично DIN EN ISO 811)
NASD — Безопасность дуговой сварки
0 Уметь выполнять сварку безопасными способами и знать, какие средства индивидуальной защиты следует использовать.
При сварке важно соблюдать меры предосторожности. Существует много опасностей, связанных к сварке. Во время тренировки имейте под рукой средства индивидуальной защиты, чтобы показать и для примерки сотрудниками.
Дуговая сварка включает дуговую сварку в среде защитного газа, сварку в среде защитных газов и контактную сварку. Поскольку оборудование для дуговой сварки
различаются по размеру и типу, важно прочитать и следовать рекомендациям производителя.
- Перед началом любой операции дуговой сварки необходимо провести полную проверку сварочного аппарата.
- Прочтите все предупреждающие этикетки и руководства по эксплуатации.
- Удалите все потенциальные источники возгорания из зоны сварки.
- Всегда имейте огнетушитель наготове для немедленного использования.
- Оборудуйте сварочные аппараты выключателями питания, которые можно быстро отключить.
- Перед ремонтом необходимо отключить питание машины.
- Надлежащее заземление сварочных аппаратов имеет важное значение.
- Держатели электродов не следует использовать, если они имеют ослабленные кабельные соединения, дефектные губки или плохая изоляция.
- Дуга не должна загораться, если поблизости находится человек без надлежащей защиты глаз.
- Инфракрасное излучение является причиной ожога сетчатки и катаракты. Защитите глаза и лицо с помощью правильно подобранный сварочный шлем и фильтрующая пластина надлежащего класса.
- Защитите свое тело от сварочных брызг и вспышки дуги с помощью защитной одежды. Например:
- Одежда шерстяная
- Огнестойкий фартук
- Перчатки
- Правильно подобранная одежда, не потрепанная и не изношенная.
- Рубашки должны быть с длинными рукавами.
- Брюки должны быть прямого кроя и прикрывать обувь при дуговой сварке.
- Огнеупорный плащ или наплечники необходимы для работы над головой.
- Проверяйте защитную одежду перед каждым использованием, чтобы убедиться, что она в хорошем состоянии.
- Очищайте одежду от жира и масла.
Обеспечьте достаточную вентиляцию при сварке в ограниченном пространстве или там, где есть препятствия для движения воздуха. Естественные сквозняки, вентиляторы и положение головы помогают предотвратить попадание дыма на лицо сварщика.
- В помещении или зоне сварки должно быть не менее 10 000 кубических футов на каждого сварщика.
- Высота потолков не менее 16 футов.
- Поперечная вентиляция не блокируется перегородками, оборудованием или другими структурными барьерами.
- Сварка не производится в замкнутом пространстве.
**Если эти требования к помещению не соблюдены, то помещение должно быть оборудовано механическим вентиляционным оборудованием, которое отводит не менее 2000 кубических футов воздуха в минуту на каждого сварщика, за исключением случаев, когда используются местные вытяжные шкафы или кабины или респираторы с воздухопроводом.
Поражение электрическим током может убить. Во избежание поражения электрическим током:
- Используйте держатели электродов и кабели с хорошей изоляцией.
- Убедитесь, что сварочные кабели сухие и не содержат смазки и масла.
- Держите сварочные кабели вдали от кабелей питания.
- Носите сухие перчатки без дырок.
- Одежда также должна быть сухой.
- Изолируйте сварочный аппарат от земли с помощью сухой изоляции, такой как резиновый коврик или сухое дерево.
- Грунтовые рамы сварочных агрегатов.
- Никогда не меняйте электроды голыми руками или в мокрых перчатках.
- Большое значение имеет правильное использование средств индивидуальной защиты.
- Поражение электрическим током может быть смертельным.
- Если вентиляция недостаточна, то место сварки должно быть оборудовано механической вентиляцией оборудование.
- Всегда имейте огнетушитель наготове для немедленного использования.
Верно или неверно
| 1. Все потенциальные источники пожара должны быть удалены из зоны сварки. | Т | Ф |
| 2. Используйте естественные сквозняки или вентиляторы, чтобы пары не попадали на лицо. | Т | Ф |
| 3. Защита глаз не всегда требуется. | Т | Ф |
| 4. Допускается использование электрододержателей с ослабленными кабельными соединениями. | Т | Ф |
| 5. Электроды нельзя менять голыми руками или в мокрых перчатках. | Т | Ф |
Ключ ответа
1. Т, 2. Т, 3. Ж, 4. Ж, 5. Т
Отказ от ответственности и информация о воспроизведении: Информация в
NASD не представляет политику NIOSH. Информация, включенная в
NASD появляется с разрешения автора и/или правообладателя. Более
Недорогой сварочный аппарат: экономить значит тратить больше0006
Считать цену основным фактором при выборе сварочного аппарата не рекомендуется по ряду причин, о которых знают те, кто разбирается в этом типе оборудования и в этом секторе.
О них мы расскажем и опишем ниже.
Если вам просто нужно сварить несколько вещей дома для нескольких проектов своими руками, вы могли бы рискнуть и купить недорогую машину , принимая во внимание только основные функции, в дополнение к цене . Слово «риск» употреблено здесь неслучайно, ведь если 9Недорогой сварочный аппарат 0195 через некоторое время ломается или не достигает желаемой производительности, тогда то, что должно было стать расслабляющим хобби , становится разочаровывающим испытанием .
Если мы говорим о сварочных аппаратах для профессиональной работы – на предприятиях, на стройках и для использования независимыми работниками, которым поэтому нужны качественные аппараты – то цена должна быть лишь одним из факторов, которые следует учитывать во внимание при выборе подходящей для работы.
Недорогой вариант в этом случае настоятельно не рекомендуется.
Читайте также: «Почему выбор производителей итальянских сварочных машин«
ИССЛЕДОВАНИЯ И ЗАБУДЕНИЯ В ПРОИЗВОДСТВОМ СВОИ
A Series. производительность и удобство использования своих сварочных аппаратов , не может обойтись без Отдел исследований и разработок .
Неосведомленность о проблемах , которые возникают во время определенной обработки – например, о разбрызгивании при сварке MIG/MAG или избыточном подводе тепла к сварочной ванне – пренебрежение развитием отрасли и растущими потребностями клиентов являются факторами, которые переводят в производство сварочных аппаратов , которые не удовлетворяют рынок и в перспективе приводят к снижению продаж.
Те, кто создает сварочные системы в ногу со временем и обеспечить обслуживание клиентов , которое не тратит время и деньги клиентов , не может основывать свою бизнес-модель на снижении цен.
Использование передовых технологий , таких как те, которые делают сварочные аппараты синергетическими и, следовательно, помогают сварщику работать быстро и с отличными результатами, или, проще говоря, те, которые уменьшают вес аппарата без снижения его мощности, относятся к результат исследований и испытаний , которые необходимы для обеспечения инструментов, помогающих в повседневной работе.
Обслуживание клиентов позволяет сэкономить
При покупке машин для профессионального использования мы не можем игнорировать тип помощи , предоставляемой в случае сбоев или технического обслуживания.
В мире нет машины или инструмента, которые могли бы существовать полностью невосприимчивыми к поломкам или не требовали бы регулярных проверок. При остановке автоматизированной системы для ремонта сварочного аппарата сервисная служба должна быть быстрой и запасные части должны быть доступны как можно быстрее.
Каждая минута, когда машина не работает, стоит компании.
ЧИТАЙТЕ ТАКЖЕ: «Обеспечение качества сварки при хорошем обслуживании клиентов»
Очень часто, когда сварочный аппарат стоит недорого, обслуживание клиентов не такое своевременное и надежное . Если производитель не имеет широкого охвата, но продает по всему миру, даже поиск простой детали для замены становится затяжной битвой.
Поэтому становится необходимым обратиться к технологиям прогнозирования и 4.0, которые мы подробно обсуждали.
Недорогой сварочный аппарат: обратите внимание на важные детали
Покупка недорогих продуктов низкого качества также может привести к высоким затратам с точки зрения потребления электроэнергии или длительного времени обработки
.Современные сварочные аппараты должны иметь системы экономии энергия , которая может иметь меньшее воздействие на окружающую среду и также приводит к экономии для пользователя.
ЧИТАЙТЕ ТАКЖЕ: «Европа против Китая: покупайте сварочные аппараты, выбирая лучшее качество» функции, разработанные специально для облегчения работы оператора, позволяют снизить производственные затраты .
Безусловно, покупка такого важного и технологически продвинутого оборудования должна сопровождаться изучением и анализом различных игроков, присутствующих на рынке. Особенности, которые следует оценить перед рассмотрением цены, как мы уже упоминали, — это профессионализм, опыт, качество продукции, обслуживание клиентов и предлагаемая забота о клиентах.
Покупка оборудования у такого игрока обеспечит стабильность, постоянство производства и преимущества в среднесрочной и долгосрочной перспективе.