Как варить тонкий металл электродом 2 мм. Как варить инвертором тонкий металл – наши советы
ГлавнаяЭлектродКак варить тонкий металл электродом 2 мм
Как сваривать металл электросваркой: способы сварки тонколистового металла
Металл считается тонким, если его толщина составляет не более 5 мм. На сегодняшний день такой материал широко применяется в различных областях, поэтому с его сваркой рано или поздно сталкивается каждый, кто имеет дачный участок. Сварка тонколистового металла имеет некоторые особенности, которые должен знать как профессиональный сварщик, так и новичок. Поэтому далее будет рассмотрено, как сварить тонкий металл своими руками.
Любое неосторожное движение при сварке тонколистового металла, может привести к прожигу обрабатываемого материала.
Сложности при сварке тонколистового металла
Главная проблема при соединении тонкого металла электросваркой заключается в том, что любое неосторожное движение сварочным аппаратом может привести к прожигу обрабатываемого материала, то есть в нем может возникнуть незапланированное сквозное отверстие. С другой стороны, излишняя осторожность может привести к недостаточной прочности соединения и возникновению непровара.
С другой стороны, излишняя осторожность может привести к недостаточной прочности соединения и возникновению непровара.
Еще одной сложностью является то, что процесс сварки выполняется на малых токах, и если даже совсем немного увеличить расстояние от электрода к металлу, то дуга тут же обрывается. Поэтому для проведения подобных работ необходимо иметь определенные навыки и умения, которые позволят сварщику правильно выбрать рабочий ток, скорость подачи электродов и длину дуги.
Схема сварки тонкого металла при помощи инверторной сварки.
Следует отметить, что при соединении тонкого металла не все способы сварки подходят одинаково хорошо — существуют определенные соединения, которые применяются чаще всего, и те, которые рекомендуется использовать только в крайних случаях. При этом огромное значение имеет толщина свариваемого материала и пространственное расположение шва. Одним словом, сложностей, которые могут возникнуть при выполнении сварочных работ, достаточно много.
Вернуться к оглавлению
Требования при сварке тонколистового металла
Большое значение при выполнении подобных сварочных работ имеет толщина используемого электрода и значение рабочего тока. Эти 2 параметра напрямую зависят от толщины металла. Для первоначального выбора толщины электрода и рабочего тока можно воспользоваться таблицей, приведенной ниже.
| Толщина заготовки, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Сечение электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Рабочий ток, А | 50-60 | 110-120 | 110-160 | 140-160 | 140-300 |
При необходимости сделать потолочный или вертикальный шов, рекомендуется использовать электроды с сечением не более 4 мм. Если присутствует разделка кромок или нужно заделать зазор между деталями, то корневой шов можно создавать сварной проволокой диаметром 2-3 мм.
Если присутствует разделка кромок или нужно заделать зазор между деталями, то корневой шов можно создавать сварной проволокой диаметром 2-3 мм.
При работе с тонким металлом не менее важно правильно выбрать и тип применяемых электродов. Для сварки небольшим током необходимо использовать электроды с таким покрытием, которое позволяет добиться легкого возбуждения дуги и ее стойкость. Также такие электроды должны плавиться медленно, давая при этом жидкотекучий металл.
Вернуться к оглавлению
Способы сварки тонколистового металла
Сваривать металл небольшой толщины можно ручной дуговой сваркой или полуавтоматом. Для новичков лучше использовать полуавтоматический аппарат, так как работать им значительно легче. Но далеко не в каждом хозяйстве имеется подобное оборудование, поэтому обычно соединение металла выполняется ручной дуговой сваркой.
Существует 2 способа сварки тонкого металла:
- непрерывной сваркой всего шва;
- точечной сваркой.
В первом случае электрод ведется по всему шву без отрыва от металла. Данный способ обычно используется при необходимости создания потолочных швов. При этом очень важно внимательно следить за тем, чтобы корень шва хорошо проварился, но сам металл не прожигался. Если вести электрод слишком быстро, то корень шва не проварится, а сам шов будет наложен поверх стыка. Если же вести медленно, то существует большая вероятность прожигания заготовки.
Второй метод предусматривает гашение дуги при выполнении сварочных работ. Этот способ является наиболее оптимальным решением при сварке тонколистового металла. В этом случае значение рабочего тока устанавливается немного больше обычного, чтобы корень шва хорошо проварился.
Вернуться к оглавлению
Подготовительные работы
При выполнении сварочных работ вам могут понадобиться такие инструменты и материалы:
- сварочный аппарат;
- электроды;
- ножницы по металлу;
- крепежные элементы;
- наждачная бумага;
- обезжиривающее средство.


Перед тем как сваривать металл, нужно правильно его подготовить к данным работам. При этом очень важно тщательно очистить место будущего соединения от различных загрязнений: ржавчины, краски, жира, антикоррозийного покрытия и т.п. Наличие указанных загрязнений приведет к получению сварного шва низкого качества. Это обусловлено тем, что:
- загрязнения плохо проводят электрический ток;
- некоторые вещества при термическом воздействии выделяют газы, что приводит к разбрызгиванию жидкого металла во все стороны;
- выделяемые газы делают шов пористым;
- при проведении работ возможно сильное задымление.
После того как металл очищен, можно переходить к закреплению свариваемых поверхностей друг возле друга. Для этого применяются различные зажимы, струбцины, фиксаторы, рычаги, стяжные уголки, временные крепления на саморезах, болтах и т.п.
Вернуться к оглавлению
Технология сварки тонкого металла
Сварка листового металла может производиться внахлест или встык. Вертикальные швы рекомендуется выполнять стыковым способом, а горизонтальные — внахлест.
Вертикальные швы рекомендуется выполнять стыковым способом, а горизонтальные — внахлест.
Сварка внахлест. Сначала подготовленные листы налаживаются друг на друга таким образом, чтобы на всем протяжении шва ширина перекрытия была не менее 4-6 мм. С помощью крепежных элементов нужно добиться плотного прилегания верхней заготовки к нижней. Зазора между листами быть не должно, так как в противном случае при проведении сварочных работ произойдет прожиг верхнего листа.
Затем подберите электрод с наиболее оптимальным сечением и установите требуемое значение рабочего тока.
Перед сваркой самой заготовки рекомендуется потренироваться на ненужном куске металла аналогичной толщины
Это поможет правильно выбрать рабочий ток без повреждения изделия. После этого прихватите листы в нескольких местах. Прихват осуществляется небольшими шовными перемычками с шагом 5-10 см. Для этого электросварка ведется с периодическим гашением дуги. Время непрерывного горения дуги будет зависеть от рабочего тока и толщины заготовки. Например, для листа толщиной 1 мм оно должно составлять не более 3 с.
Время непрерывного горения дуги будет зависеть от рабочего тока и толщины заготовки. Например, для листа толщиной 1 мм оно должно составлять не более 3 с.
После прихвата можно производить сварку непрерывным швом, периодически перемещая электрод в новую зону стыка. Это позволит избежать сильного коробления материала. Особенно это актуально в том случае, если длина соединения достаточно большая (более 25 см). Начните варить с одного края, после этого перейдите на другой край, а затем переместитесь в центр.
Сварка встык. В этом случае необходимо добиться между свариваемыми заготовками минимального зазора. Для осуществления сварки встык нужно воспользоваться вспомогательной металлической подкладкой, которая устанавливается под место соединения. Дальнейший сварочный процесс осуществляется так же, как и в первом случае.
moiinstrumenty.ru
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
dekormyhome.ru
Как варить инвертором тонкий металл – наши советы
Покупают инвертор в основном для работы на садовом участке, сварки забора или калитки, других несложных работ. Часто приходится сваривать металл от 2 мм и выше. Для таких работ вполне подходят электроды «двойка», ими можно варить практически весь сортовой прокат, который применяется при строительстве забора и гаража, водопроводные трубы. И лишь при сварке арматуры или приварке гаражных петель может потребоваться более толстый электрод – «тройка» и даже «четвёрка».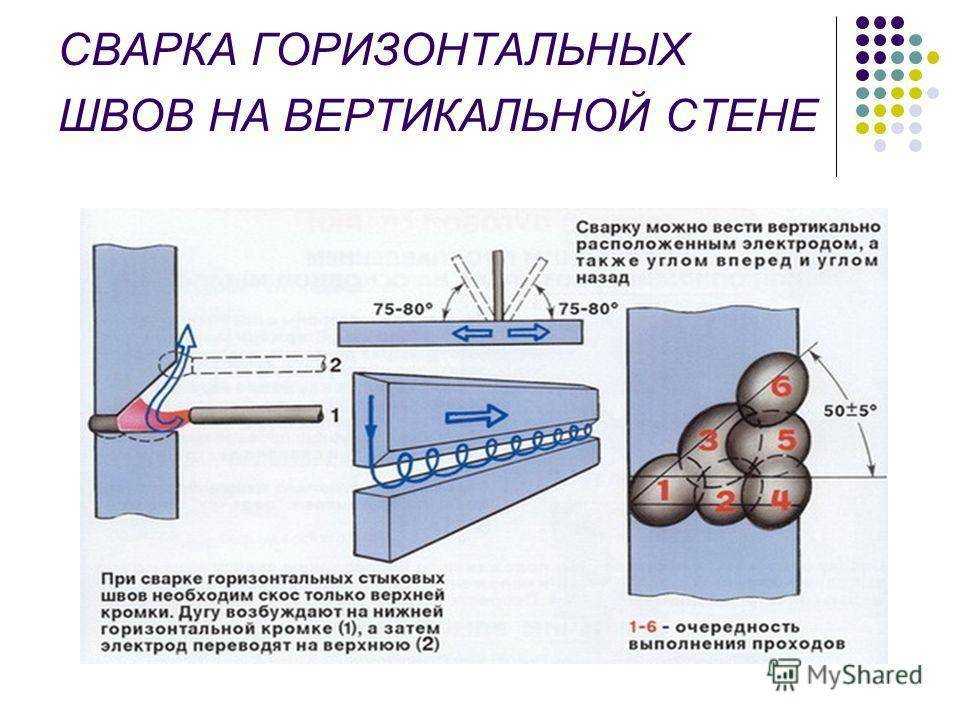
Тонкий металл
Однако, рано или поздно может встать вопрос о том, чтобы заварить днище картера у машины, подварить крыло, приварить глушитель. Толщина металла в этом случае невелика, и при сварке могут возникнуть проблемы – толстый электрод будет прожигать металл.
Лучший вариант сварки в данном случае — сварка-автомат или полуавтомат, классическая дуговая может прожечь дыры, поэтому, без подготовки и тренировки браться за инвертер не стоит!
Давайте подробно рассмотрим, как варить инвертором тонкий металл.
Подготовка к сварке тонких металлов
Самое главное в этом случае – не торопиться с выполнением работ, а тщательно выбрать режим сварки. Определите толщину свариваемых деталей, ориентировочно марку стали, тип шва, величину тока. Всё это лучше сделать по справочнику сварщика. Величину тока для инвертора следует брать такую же, как и для сварки постоянным током. В продаже сейчас имеются электроды диаметром даже 1 мм, не стесняйтесь применять тонкий электрод – проще сделать несколько проходов по сварному шву, чем латать прожженный глушитель.
Пробная сварка
Затем – попробуйте варить. Подберите примерно той же толщины две железки, и сделайте пробный шов в таком же положении, как будете варить «на чистовую». Если всё прошло нормально – можете приступать. Если нет – попробуйте поэкспериментировать. Поставьте другое значение тока, примените другой электрод и обратную полярность включения. Чаще всего помогает изменение техники сварки – варите «короткими перебежками», давая металлу остывать.
Теплоотведение при сварке тонких металлов
В значительной мере уменьшить вероятность прожогов может применение подкладок из толстого металла. Если вы варите встык – подложите с другой стороны под сварной шов лист металла толщиной 10-15 мм, или делайте сварку на тяжёлой наковальне. Это обеспечит теплоотведение от свариваемых деталей, и предотвратит прожигание металла. Иногда потребуется включать фантазию, пространственное воображение, особенно при сложных швах. Главное помните – «железка» должна располагаться как можно ближе к сварочной ванне, лучше всего – на металле меньшей толщины.
Совет напоследок
При сварке тонкого металла часто помогает применение сварного шва с отгибаемыми кромками. Конечно, это потребует дополнительных слесарных работ, да и шов будет выглядеть некрасиво. Однако, если ничего не получается, это может стать единственным возможным решением.
Видео о сварке:
VN:F [1.9.22_1171]
Рейтинг: 4.4/5 (7 проголосовало)
Как варить инвертором тонкий металл – наши советы, 4.4 out of 5 based on 7 ratings
hochu-stroitsya.ru
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Сварка тонкими электродами тонколистовых металлоконструкций
Сварка даже с помощью инверторного аппарата тонкого металла зачастую становится причиной возникновения определенных сложностей даже у опытных сварщиков. Дело в том, что здесь придется руководствоваться совершенно иными правилами, нежели при соединении между собой элементов значительной толщины.
Прежде всего, следует отметить, что чересчур сильно разогревать тонкий металл категорически запрещается, так как он будет прогорать, а в его структуре станут появляться дыры. В связи с этим, электродом при сварке довольно тонких листов металла ведут как можно быстрее, не отклоняя его в сторону.
Другой сложностью, связанной со сваркой относительно тонкого металла, является необходимость использовать малых токов, соответственно, сваривать придется на короткой дуге. Если произойдет даже незначительный отрыв, дуга погаснет. В некоторых случаях возникают трудности даже с розжигом, поэтому нужно будет пользоваться устройствами с хорошими показателями вольт-амперных свойств, аппарат также должен позволять плавно осуществлять регулировку тока, особенно при сварке аргоном.
Если произойдет даже незначительный отрыв, дуга погаснет. В некоторых случаях возникают трудности даже с розжигом, поэтому нужно будет пользоваться устройствами с хорошими показателями вольт-амперных свойств, аппарат также должен позволять плавно осуществлять регулировку тока, особенно при сварке аргоном.
Полуавтоматический инверторный аппарат позволяет получить наиболее качественное соединение, которое будет довольно прочным и долговечным. Если у человека нет достаточного опыта в плане использования полуавтоматической сварки, то ему лучше всего набраться некоторого опыта в области сваривания толстых элементов, только после этого переходить на соединение тонкого металла. Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.
Главной положительной характеристикой полуавтоматического сварочного оборудования является их способность идеально работать на небольших токах и при незначительном напряжении.
Необходимо прислушиваться к опыту профессиональных сварщиков, которые рекомендуют обязательно позаботиться о собственной безопасности. При сварке металлов необходимо использовать специальную защитную маску, которая будет защищать глаза от повреждения слишком ярким излучением.
При сварке металлов необходимо использовать специальную защитную маску, которая будет защищать глаза от повреждения слишком ярким излучением.
Толщина электродов для аргоновой сварки должна быть не слишком большой – максимальный их диаметр будет составлять порядка 2,5 мм. Инвертор позволяет очень быстро отрегулировать силу тока. Это делается при помощи одной рукоятки, причем ток будет находиться в диапазоне от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Технология проведения работ
Чтобы хорошенько разобраться, как варить тонкий металл инвертором, сначала надо выяснить, какие есть методы проведения работ. Многие профессионалы рекомендуют держать электрод под незначительным углом к заготовкам. Здесь пригодится способ отбортовки, когда кромки деталей немного отгибают и начинают соединять наиболее короткими швами через каждые 10-15 см. После того как элементы будут зафиксированы, следует пройти по всей длине шва сверху вниз.
Сварка тонкого металла инвертором зачастую приводит к образованию прожогов (особенно если работа производится без отрыва). Чтобы не допустить появления подобного дефекта, дугу можно оторвать на одну секунду. После этого ее возвращают на то же самое место и проводят на несколько миллиметров далее. Такой способ более затратный по времени, однако, сварка металлических деталей получается качественней. Расплавленный металл за время отсутствия дуги будет несколько остывать. Это будет хорошо заметно по изменению цвета шва. Главное в данной технологии — не допустить слишком долгого отрыва дуги, иначе сталь остынет слишком сильно.
Если существует возможность использовать точечный шов, то при сварке тонких деталей лучше воспользоваться именно им. Его суть заключается в создании на небольшом расстоянии друг от друга небольших прихваток, которые и будут удерживать детали на одном месте.
Аргонодуговая сварка будет значительно легче, если под место образовывающегося шва уложить медную пластину. Дело в том, что медь обладает совершенно иными технологическими характеристиками, нежели сталь, в частности, уровень ее теплопроводности почти на порядок выше, чем у стали. Если положить ее под формирующийся шов, то она будет забирать в себя большую часть тепла, сталь при этом не будет перегреваться.
Как правильно сварить листы оцинковки?
Оцинковка или оцинкованная сталь представляет собой тонкий лист металла, который в процессе производства был обработан погружным способом таким элементом, как цинк. Если возникла необходимость соединить такие элементы, то цинковое покрытие на свариваемых кромках нужно будет полностью счистить. Делают это одним из следующих способов:
- Удалить слой механическим способом – с помощью угловой шлифовальной машины и абразивного диска, металлической щетки или наждачной бумаги;
- Выжечь сваркой – цинк испаряется при температуре порядка 900 градусов, поэтому нужно дважды пройти электродом вдоль образуемого шва. Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.
После каждого прохода электродом необходимо снимать с поверхности заготовки флюс. Когда цинк снят полностью, начинают сваривать собственно металл. Чтобы получить наиболее качественное соединение, следует пользоваться двумя разновидностями электродов.
Основу шва делают на основе материала с рутиловым покрытием, ими необходимо формировать шов максимально осторожно, не допуская слишком сильных колебаний. Облицовочный шов следует сделать значительно шире. Для этого подойдут стандартные электроды с обычным покрытием.
Как выбрать полярность?
Для получения надежного сварного соединения необходимо верно подобрать такой параметр, как полярность, причем она бывает прямой или обратной:
- Прямая полярность обеспечивает не слишком высокую температуру, причем в толщу металла тепло будет проходить в узкую, но глубокую область;
- Обратная полярность предусматривает более высокую температуру, причем область плавления будет не слишком глубокой, но весьма широкой.
Чтобы знать, как сварить тонкий металл, необходимо очень тщательно выбирать данный параметр. Если пустить положительный заряд на свариваемые заготовки, то они будут наиболее сильно нагреваться. При подключении положительного элемента к проводнику электрод будет разогреваться слишком сильно, что в конечном счете может привести к прожигам заготовки.
Желательно при соединении тонких металлических элементов пользоваться именно обратной полярностью – в этом случае удастся получить оптимальную силу тока, которая позволит смотреть за формированием сварочного шва и держать данный процесс под непосредственным контролем. Если этот процесс будет налажен максимально правильно, то в итоге удастся получить прочное соединение без прожогов заготовки и прочих дефектов. В процессе проведения сварочных работ электрод должен проводиться как можно медленнее. Тогда конечный результат получится удовлетворительным.
Для соединения металлических частей, используется большое количество приборов и методов сварки. Но, когда речь, идёт про соединение тонких (меньше 2 мм) заготовок, тогда далеко не все способы и аппараты подойдут для этой цели. Такой металл еще называют «тонколистовым». Его используют во многих сферах, таких как:
- автомобилестроение, кораблестроение, авиастроение и железнодорожный транспорт;
- всевозможные корпусные конструкции;
- обшивочные части зданий
Сварка тонколистового металла не обошла стороной домашних мастеров и умельцев. Ввиду того, что сварочные инверторы приобрели довольно широкое распространение в быту, возникает резонный вопрос: возможна ли сварка тонкого металла в домашних условиях с помощью инверторного сварочного аппарата? В данной статье попробуем разобраться как правильно варить металл электродом, выяснить тонкости и нюансы этого процесса.
Если вы неопытный в сварке тонкого метала, лучше сперва ознакомьтесь с технологией и особенностями. Перед сваркой нужных вам деталей, потренируйтесь на ненужных остатках или на бракованной заготовке. Тогда будет видно, как себя ведёт плавящийся металл электрода, и как держится дуга. При инверторном сваривании используется лишь малый ток, потому что нельзя прерывать рабочий промежуток между электродом и заготовкой. Для любого вида сварки, нужно защитное снаряжения и одежда: кожаные термостойкие перчатки, грубая невоспламеняющаяся одежда, сварочный шлем или очки, желательно сапоги с толстой резиновой подошвой.
Последовательность выполняемых работ при сварке инверторным аппаратом
Подготовка к работе
Как варить тонкий металл инвертором правильно знают далеко не все. Поэтому ниже представлена пошаговая инструкция для начинающих В ней описана последовательность работы при сваривании дуговой электросваркой тонкого металла:
- Подбираем электрод и величину сварочного тока. Зачастую на корпусе сварочного аппарата написана сила тока для разных толщин метала. Оптимальным значением будет 35-40 А. Выбираем электроды для сварки тонкого металла согласно таблице
- Теперь в держатель ставим выбранный электрод, зажимаем клемму массы на обрабатываемой заготовке.
- Важно отменить что свариваемые детали должны плотно прилегать друг к другу
Процесс выполнения работ
- Сварка начинается с точечной прихватки электродом для сварки тонкого металла по краям, далее делается точка по центру будущего шва. Так металл не успевает прогреться и внутреннее напряжение распределяется равномерно. Точки выполняются короткими движениями.
- После каждого нанесения место сварки необходимо зачистить металлической щеткой для удаления следов шлака.
- Процесс нанесения точек продолжается, пока они не начинают перекрывать друг друга, при этом шов становится сплошным. Важно не торопиться и давать металлу остыть после каждого прохода точками, тогда металл не коробит и геометрия изделия не нарушается.
- После того как точечный шов стал сплошным, для герметичности, можно пройти его сплошным швом на очень короткой дуге опирая электрод на обмазку и вести нужно достаточно быстро.
Опытные сварщики советуют свариваемую поверхность наклонить относительно горизонта и вести сварочный шов от низа к верху. Шов необходимо «тянуть», в таком случае шлак будет стекать и выдуваться давлением сварочной дуги.
Главный недостаток в сваривании тонкослойных металлических изделий является большая вероятность прогорания, деформации и повреждения металла. Основная причина, неаккуратная работа сварщика, в последствии испорченное изделие.
Из всего вышесказанного можно сделать вывод, что качественная дуговая сварка электродом тонких листов металла может быть только при тщательном изучении особенностей процесса и правильно подобранном оборудовании. Сделать нужную дугу для сварки возможно лишь опытным сварщиком, который уже набил руку и подыскал необходимую величину тока.
Самая большая проблема дуговой сварки металлических листов толщиной менее 2 мм — вероятность сплошного проплавления некоторых участков свариваемого металла и появление отверстий, весьма проблематичных потом для заплавления. Чтобы не столкнуться с этой проблемой, для данного материала должен быть выбран подходящий диаметр электрода и соответствующий ему сварочный ток.
В случае возникновения необходимости приварить тонкий лист к более толстому, переходная зона может получиться неровной.
Какой электрод будет предпочтительнее?
Когда к внешнему виду изделия и форме сварного шва не выдвигаются высокие требования, например, при сварке трубопроводов низкого напора или металлических емкостей, то возможно производить сварочные работы электродом Æ 3-4 мм с максимальной величиной тока 180 A.
В случае, если в качестве заготовки используется сталь меньшей толщины или к внешнему виду изделия предъявляются повышенные требования, равно как и к сечению шва (узловые элементы металлоконструкций, швы на стыках), тогда сварка тонкими электродами выполняется с меньшими значениями тока, приведенными ниже:
Если варить внахлестку, то ток нужно будет увеличить на 10-15%, соответственно. В случае тавровых соединений — на 15-20%. Такие режимы нуждаются в специальных покрытиях для электродов, при которых горение будет устойчивым, а дуга будет возбуждаться при небольшой силе тока. Это должно соответствовать скорости прогревания изделия, для того чтобы в итоге шов имел небольшое утолщение и приемлемый вид.
Работы лучше производить электродами марок МТ-2, ОМА-2 или аналогичных на толстых медных подкладках большой толщины с хорошими свойствами теплоотдачи. Можно применять стальные подкладки. При работе с тонколистовым металлом сварщик должен помнить, что колебательные движения электродом в поперечном направлении делать нежелательно.
Предпочитаемые сварные соединения.
Холоднокатаную листовую сталь толщиной 0,5 — 1 мм допускается варить внахлест, проплавляя верхний лист с помощью сварочного электрода, исключая прожог металла насквозь (рис. 1).
Сварка тонкими электродами также подразумевает использование легкого электродержателя с гибкими электропроводами диаметром до 10мм 2 . Для пониженных режимов сварки тонколистовой стали предназначены преобразователи или трансформаторы, способные обеспечить плавную регулировку силы сварочного тока. Желательно, чтобы их холостой ход осуществлялся при повышенном напряжении.
Холоднокатаную тонколистовую сталь допускается сваривать неплавящимся электродом Æ 6-10 мм, при постоянном токе и без присадки, с отбортовкой кромок (рис. 2, а). Электрод берется Æ 6-10 мм, величина тока до 160 A. Отбортованные кромки при таком режиме начинают плавиться с образованием сварного шва. Сварка тонколистового холоднокатаного металла при помощи угольной дуги весьма продуктивная. Ее скорость доходит до 70 м/ч.
Если угольным электродом сваривать металл с большей толщиной, в зону шва нужно уложить проволоку или полоску. Они при расплавлении образуют необходимое количество присадочного материала, из которого сформируется шов (рис. 2, б).
Другие применяемые методы.
Дуговая сварка холоднокатаного тонкого металла гораздо сложнее в техническом исполнении, чем газовая, поэтому газовая сварка продолжает использоваться для изготовления тонколистовых металлоконструкций. Приемлемые результаты можно получить, используя дуговую сварку для тонколистового металлопроката в защитной среде CO 2 .
Холоднокатаные листы толщиной до 2 мм достаточно хорошо свариваются с использованием автомата и полуавтомата, с применением флюса и проволоки небольшого диаметра.
Наиболее экономичным видом сварки для тонколистового металлопроката является электрическая контактная сварка, которая может быть роликовой либо точечной. Такой сварочный метод позволит получить шов самого высокого качества, при этом деформации изделия будут минимальными.
Окончательное решение о том, какой способ применить для сварки тонколистового металла принимается, когда известны все параметры изделия, а также условия и возможности производства.
Как сваривать тонкий металл дуговой сваркой
Если вы впервые занимаетесь сваркой, это может показаться сложной задачей. И трудность возрастает многократно, если металл тонкий.
В этом случае я вижу, что многие выбирают сварочные аппараты MIG. Но это не всегда возможно, поскольку они довольно дорогие и поставляются с дорогими аксессуарами. И хуже всего то, что они довольно большие по размеру и, следовательно, не портативные. Таким образом, я получаю много вопросов от своих читателей о том, что является лучшей альтернативой в подобном сценарии.
Ну, я бы сказал, что нет ничего лучше, чем использовать сварочную дугу. Привет! Я Стейси Смит, и сегодня в этом руководстве я расскажу вам , как эффективно сваривать тонкий металл дуговой сваркой . Прочтите ее внимательно, и вы получите представление обо всех вещах, которые необходимо учитывать, чтобы стать профессионалом в области дуговой сварки.
Итак, без промедления приступим!
2 Наиболее распространенные методы дуговой сварки
1. Дуговая сварка с защитным металлом
Широко известный как процесс сварки электродом, вы можете выбрать этот метод, если вы застряли между электродом с покрытием и заготовкой. Из-за образования электрического тока заготовка и стержень могут иногда сплавляться друг с другом и образовывать месиво. И покрытие (флюс) играет решающую роль в предотвращении загрязнения и окисления сварного шва.
2. Дуговая сварка металлическим газом (GNAW)
Этот метод также известен как процесс сварки металлов в среде инертного газа (MIG). В этом процессе вам необходимо подавать нагретый сплошной проволочный электрод в сварочную ванну. Это помогает генерировать много тепла и позволяет соединять металлические поверхности вместе. При этом на сварной шов постоянно подается инертные газы, чтобы защитить его от загрязнений.
По своему многолетнему опыту сварки могу сказать, что GNAW — один из лучших способов соединения тонких металлических листов. 1. Индуктивность и наклон будьте уверены, что он не будет передавать много тепла. В результате образуется значительный разбрызгивание, и это может привести к тому, что ваш металлический бортик не станет таким ровным, как вам хотелось бы.
Чтобы улучшить внешний вид бус, я бы посоветовал не использовать какие-либо электрические источники, поставляемые с синицей или механизмом индукционного управления. Если вы это сделаете, индуктивность может замедлить время отклика источника питания, а наклон ограничит возможность короткого замыкания.
Я делаю это в своей мастерской, так как это помогает лучше контролировать перегорание проволоки. Вы можете продолжать увеличивать скорость, чтобы увеличить скорость цепи в секунду. И в ваши лучшие дни он будет легко колебаться между 20 и 80.
2. Прокладка
При прокладке убедитесь, что сварочное оборудование используется при слабом токе. Во время этого процесса вы зажигаете дугу вместо старта касанием. В результате вы в конечном итоге реализуете очень популярный метод зажигания спички.
В тот момент, когда дуга начинает формироваться, лучше всего ударить по металлическому листу, а затем снять его, при этом сохраняя дугу. Продолжая двигаться к рабочей области, продолжайте рисовать прямые линии.
В случае налипания сварного шва немедленно удалите его. Поверьте мне, вы будете благодарить меня позже за этот совет! Если сварной шов остынет и высохнет, вам будет очень трудно его удалить.
3. Угол горелки
При сварке тонкого металла соблюдайте особую осторожность, чтобы не сжечь материал. И для этого очень важно поддерживать правильный угол для факела. Держите его в верхнем, плоском или горизонтальном положении, и ваша проблема будет решена.
Если вы занимаетесь сваркой методом короткого замыкания (SCT), вы можете использовать небольшой контактный наконечник диаметром от 0,26 до 0,6 дюйма. Чем больше расстояние вы держите, тем более нестабильную дугу вы создаете. И это может вызвать большое сопротивление между заготовкой и наконечником.
4. Диаметр проволоки
Я всегда рекомендую своим читателям соблюдать максимальную осторожность при выборе диаметра проволоки , так как это напрямую влияет на качество сварки.
Если вы работаете с нержавеющей сталью, отлично подойдет проволока диаметром 0,030 или 0,045. С другой стороны, если вы планируете использовать углеродистую сталь, диаметр проволоки в идеале должен быть 0,030, 0,035 или 0,045.
Аналогичным образом, когда вы работаете с очень тонким металлом, всегда лучше использовать проволоку меньшего диаметра. Просто убедитесь, что он не слишком тонкий до такой степени, что он становится нефункциональным.
При сварке потребуются дополнительные сварочные электроды (Е6018 или Е7018/16) и сварочный аппарат постоянного тока мощностью не менее 20-25 ампер. Даже если ваш лист толщиной всего 0,021 дюйма, эта комбинация будет работать нормально.
Заключительные слова
Это все, что у меня есть для сегодняшнего руководства.
Действительно, сварка тонких металлов может показаться сложной задачей. Но, как вы убедились, дуговая сварка, безусловно, самый популярный и самый простой способ. А чтобы получить наилучший результат, все, что вам нужно, это следовать советам, которыми я с вами поделился.
Выберите правильный диаметр провода и используйте правильное напряжение и силу тока. Проведите небольшое исследование самостоятельно, и если у вас есть какие-либо сомнения, не забудьте написать мне в разделе комментариев ниже. При правильном сочетании вы сможете без проблем сварить практически любой стык.
Следите за этим пространством, чтобы не пропустить новые увлекательные чтения. И до следующего раза, адиос!
Теги
Вам также могут понравитьсяРуководство для начинающих по дуговой сварке в среде защитного газа – PrimeWeld
Дуговая сварка в среде защитного газа (SMAW или сварка электродом) была одним из первых изобретенных процессов дуговой сварки. Он восходит к 1890 году и является отличным вариантом для начинающих, так как оборудование для начала простое и экономичное. Но его простота не означает, что его не стоит изучать — это один из наиболее распространенных сварочных процессов, используемых сегодня в промышленности.
SMAW — это ценный навык, независимо от того, занимаетесь ли вы сваркой какое-то время или только начинаете. Это руководство по дуговой сварке защищенным металлом покажет вам все, что вам нужно знать, чтобы начать работу.
Дуговая сварка защищенным металлом представляет собой процесс электродуговой сварки.
Используются расходуемые электроды фиксированной длины, покрытые флюсом. Когда этот флюс сгорает на дуге, он образует газовую защиту, защищающую расплавленный металл сварного шва от элементов. Другие дуговые процессы, такие как MIG и TIG, также защищают дугу — с помощью подаваемого газа, а не создаваемого газа.
Что означает дуговая сварка металлом?Дуговая сварка металлическим электродом означает, что основной и присадочный металлы плавятся под действием электрической дуги. Экранированный означает, что дуга защищена от кислорода и других газов, чтобы предотвратить попадание примесей в сварной шов.
Таким образом, SMAW означает сварку металла электричеством с защитой его от примесей.
Наука, стоящая за дуговой сваркой защищенным металлом SMAW использует электричество для передачи энергии через сварное соединение с выделением тепла, достаточного для расплавления металла. По мере того, как расходуемый электрод подается в соединение, он осаждает металл сварного шва и соединяет два основных материала вместе.
SMAW работает, удерживая электрод за один конец электрододержателем и кратковременно касаясь другим концом заготовки. Этот краткий контакт создает электрическую цепь, которая запускает сварочную дугу. В отличие от сварки MIG, вам необходимо вручную подавать электрод в соединение, чтобы поддерживать дугу, что требует большей зрительно-моторной координации.
Электроды SMAW покрыты флюсом, который сгорает с присадочным металлом. Когда флюс сгорает, он создает газовый экран вокруг сварочной ванны, защищающий ее от атмосферы. Поскольку вам не нужно беспокоиться о подаче защитного газа, SMAW отлично подходит для ветреных условий.
Какие расходные материалы необходимы для дуговой сварки защитным металлом? Ниже вы найдете все необходимое для начала работы с электродуговой сваркой в среде защитного газа.
Для дуговой сварки защищенным металлом вам понадобится сварочный аппарат постоянного тока. Они отличаются от машин, предназначенных для сварки MIG, поэтому убедитесь, что вы приобрели машину, способную выполнять сварку SMAW или дуговую сварку.
Перед покупкой аппарата SMAW убедитесь, что его возможности соответствуют размеру и типу электродов, которые вы будете использовать. При оценке сварочных аппаратов SMAW имейте в виду следующее.
- Полярность: Полярность может быть положительной (DCEP) или отрицательной (DCEN).
- Номинальная сила тока
- Рабочий цикл: выражает процент времени в минутах, в течение которого машина может непрерывно работать при определенном токе из 10 минут (например, рабочий цикл 40% означает, что машина может непрерывно работать при определенном токе в течение четырех минут).
- Дополнительные функции
Вам также понадобится сварочный капюшон, чтобы защитить глаза и лицо от вредных ультрафиолетовых лучей электрических дуг.
Подумайте о приобретении сварочного колпака с автоматическим затемнением, так как SMAW сложнее зажечь дугу. Таким образом, вы увидите конец электрода и добьетесь большего успеха при запуске дуги.
ПроводаПомните, что дуговая сварка возможна только при полной электрической цепи. Провода или сварочные кабели передают электрический ток к заготовке и электродам и от них. Существует два типа проводов: кабели питания, соединяющие электрододержатель со сварочным аппаратом, и обратный провод, соединяющий зажим заземления со сварочным аппаратом.
Как и в случае с источником питания и выбором электрода, вам нужно будет купить достаточно большие кабели для вашего приложения.
Зажим заземленияЗажим заземления присоединяется к обратным проводам и зажимам на заготовке. Это жизненно важно для электрической цепи, и вы заменяете зажим заземления, как только он начинает изнашиваться.
Заземляющие зажимы также имеют определенные номинальные значения силы тока, поэтому убедитесь, что вы приобрели один из них, рассчитанный на использование по назначению.
Держатель электрода соединяется с другим проводом и зажимает оголенный конец сварочного электрода. Как и в случае с заземляющими зажимами, хороший электрический контакт имеет решающее значение для успешной сварки. Некоторые держатели электродов поставляются со съемными зажимными пластинами, поэтому при износе их можно заменить, а не весь держатель.
Кроме того, как и зажимы заземления, держатели электродов рассчитаны на определенную силу тока, поэтому приобретите тот, который соответствует вашим потребностям.
Сварочные электродыСварочные электроды представляют собой присадочные материалы, которые плавятся под действием дуги, образуя сварной шов. Существует весь спектр выбора сварочных электродов от электродов из мягкой стали общего назначения до электродов из узкоспециализированных сплавов.
Отбойный молоток В процессе SMAW на сварном шве остается слой твердого шлака, который необходимо удалить. Отбойный молоток может отколоть это твердое покрытие, чтобы вы могли видеть основной сварной шов.
Более важным, чем что-либо еще в этом списке, является ваше защитное оборудование для сварки. Ниже приведены некоторые важные элементы, чтобы защитить себя.
Защитные очкиВы можете подумать, что сварочный капюшон — это все, что вам нужно для защиты глаз в сварочном цехе, но это не так. Легко забыть о том, что ваш капот поднят, когда вы измельчаете горячий шлак или просто быстро шлифуете кусок стали. Искры и мусор также легко могут попасть в глаза, если они незащищены.
Рубашки с длинными рукавами и брюки Когда горячий металл лежит на сварочном столе и во все стороны летят искры, высока вероятность того, что ваши руки или ноги коснутся чего-то достаточно горячего, чтобы обжечь вас. Лучшая защита от ожогов, связанных со сваркой, — правильная одежда. Помимо кожи, вы должны придерживаться рубашек и брюк с длинными рукавами из 100% хлопка.
Хорошая пара кожаных рабочих ботинок необходима при сварке. Гравитация сбрасывает все горячее к вашим ногам, и вы не хотите, чтобы кусок горячего шлака приземлился на верхнюю часть вашей ноги, когда вы носите шлепанцы. Приобретите ботинки со стальным носком, если вы работаете с более тяжелыми заготовками или инструментами.
Сварочные перчаткиПри сварке SMAW ваши руки будут медленно приближаться к сварному шву по мере подачи стержня в соединение. Вам понадобятся кожаные сварочные перчатки, чтобы защитить руки и сделать их удобными, когда они приближаются к дуге.
Солнцезащитный кремВсе процессы дуговой сварки излучают те же УФ-лучи, что и солнце, но находятся намного ближе друг к другу. Часто можно получить солнечные ожоги от сварки, поэтому используйте солнцезащитный крем на любых открытых участках кожи, которые вы не можете прикрыть одеждой.
Огнетушитель Пожалуй, самый важный пункт в этом списке — огнетушитель. Пренебрежение остальным защитным снаряжением может причинить вред вам, но игнорирование огнетушителя может нанести вред другим. Поэтому убедитесь, что у вас есть огнетушитель поблизости, когда вы свариваете.
Корпус данного аппарата соединен заземляющим кабелем с медным стержнем, вставленным в землю рядом с аппаратом, для непрерывного удаления блуждающих электрических зарядов, поступающих на корпус сварочного аппарата во время сварки, для защиты сварщика от любое поражение электрическим током.
Начало работы с дуговой сваркой в среде защитного газаВот краткое руководство по выполнению первых сварных швов с помощью SMAW.
Подготовьте инструменты и рабочее местоПрежде всего, убедитесь, что ваше рабочее место чистое и не содержит легковоспламеняющихся материалов.
Соберите свои инструменты и оборудование и разложите их так, чтобы не наткнуться на них, когда ваш капюшон опущен.
Хорошей практикой является информирование других о том, что вы собираетесь заниматься сваркой, чтобы они могли держаться подальше от вашей рабочей зоны, если только они не носят защитное снаряжение.
Выберите свой электродЗная тип стали, которую вы свариваете, вы можете выбрать подходящий электрод. Вам нужно будет подобрать электрод к основному металлу и возможностям полярности вашей машины.
Все электроды имеют классификацию AWS, в которой содержится вся необходимая информация о сварке электродом.
В соответствии с AWS A5.1 для электродов из углеродистой стали четвертая цифра указывает, с какой полярностью работают сварочные электроды.
Подсоедините проводаТеперь, когда вы знаете, какие сварочные электроды и полярность будете использовать, пришло время подключить провода.
В соответствии с приведенной выше таблицей AWS вам необходимо подключить провод электрода (тот, который подключен к электрододержателю):
- К положительной клемме сварочного аппарата при использовании DC+
- К отрицательной клемме сварочного аппарата при использовании DC- .
- К любой клемме сварочного аппарата при использовании AC
Затем подключите заземляющий провод к другой клемме.
Установите силу токаЗатем включите машину и выберите силу тока, соответствующую размеру и типу используемых электродов.
Ваш поставщик сварочного электрода должен предоставить вам спецификацию, в которой указаны типичные значения силы тока для приобретаемых вами электродов. Если это не так, хорошим практическим правилом для электродов 7018 является преобразование десятичного эквивалента размера электрода в ампер.
Например, сварочный электрод ⅛ дюйма 7018 будет иметь размер 0,125 дюйма в десятичной форме, поэтому для начала потребуется 125 ампер. Вы можете точно настроить силу тока в зависимости от того, как выглядит сварной шов.
СваркаОсталось сварить. Опустите капюшон и осторожно проведите кончиком электрода по металлу-основе в начале соединения, чтобы зажечь дугу.
Будьте осторожны, не прижимайте электрод слишком плотно к основному металлу во время инициализации дуги, иначе электрод может «прилипнуть» к заготовке.
Когда дуга стабилизируется, подайте электрод в шов, одновременно перемещая конец электрода по траектории сварки. Это потребует некоторой практики, но старайтесь подавать электрод с постоянной скоростью для достижения наилучших результатов.
Приложения SMAWХотя другие процессы начинают заменять SMAW для некоторых приложений, в некоторых отраслях он по-прежнему широко используется.
Сельское хозяйствоОдной из наиболее важных особенностей SMAW является простота. Вы выбираете стержень, устанавливаете силу тока, и вы готовы к сварке. Сварочные работы на ферме, от ограждения до ремонта оборудования, обычно самые простые, поэтому SMAW часто удовлетворяет эти потребности.
Горнодобывающая промышленность Горнодобывающее оборудование часто ломается или изнашивается, что приводит к дистанционному ремонту и наращиванию. SMAW хорошо работает в этих ситуациях, поскольку он очень портативный, и существуют электроды SMAW, специально предназначенные для этих приложений.
Несмотря на то, что многие детали стальных конструкций изготавливаются в цеху, при монтаже в полевых условиях по-прежнему требуется переносная сварка. Опять же, SMAW сияет здесь, поскольку вы можете использовать его в ветреную погоду и в труднодоступных местах.
МашиностроениеВ некоторых отраслях машиностроения все еще широко используется SMAW. Трубопроводные проекты по-прежнему отдают предпочтение портативности и согласованности SMAW, а некоторые нефтяные компании предпочитают придерживаться проверенных методов.
Плюсы и минусы SMAW Плюсы Простое оборудованиеЕсть только одна настройка, о которой нужно подумать, и вы можете начать работу с минимальными вложениями. Вам не нужно покупать сварочный газ или беспокоиться об опасностях хранения баллонов со сжатым газом.
Портативность Поскольку оборудование довольно простое, его легче переносить с места работы на место работы. Кроме того, благодаря природе самозащитных электродов SMAW хорошо подходит для сварки на открытом воздухе независимо от ветровых условий.
Электроды SMAW обычно имеют длину не менее 12 дюймов в начале и не имеют громоздкой горелки MIG для их подачи. Это позволяет вам получить доступ к труднодоступным местам, которые иначе вы не смогли бы сварить.
Минусы Не подходит для сварки тонких металловСуществуют методы сварки более тонких металлов с помощью SMAW, но его ограничения со временем перекрываются. Поэтому, если вы хотите сварить листовой металл, лучше переключиться на такой процесс, как MIG или TIG.
Требуются опытные сварщики Несмотря на простоту процесса, ручная подача электрода во время сварки для некоторых может быть сложной задачей. Поэтому для получения качественных сварных швов потребуется больше практики, чем если бы вы использовали другой процесс, такой как MIG.
Существует множество вариантов сварочных электродов SMAW для более распространенных металлов, но не так много для некоторых экзотических металлов. При сварке тонких металлов вам, возможно, придется переключиться на MIG или TIG при сварке специальных металлов.
Часто задаваемые вопросы по дуговой сварке в защитном металле В чем разница между сваркой SMAW и MIG?
SMAW и MIG представляют собой процессы электродуговой сварки, но отличаются способом подачи электрода в сварочную ванну. Например, электроды SMAW подаются вручную, тогда как электроды MIG подаются автоматически.
MIG также использует подаваемый защитный газ, в то время как SMAW создает свой собственный за счет сжигания флюса на электроде.
MIG использует источники питания постоянного тока и постоянного напряжения, но SMAW работает только от источников питания постоянного тока.
В чем разница между сваркой SMAW и TIG?
Как и MIG, процесс TIG подает защитный газ, а не создает свой собственный, как SMAW.
TIG также отличается тем, что в нем используется неплавящийся вольфрамовый электрод, который не входит в соединение во время сварки. Вместо этого в SMAW используются расходуемые электроды, которые одновременно служат присадочным металлом.
Как узнать, какую полярность использовать?Если ваш электрод работает с несколькими полярностями, вам нужно выбрать ту, которая дает желаемый эффект.
Вы толкаете или тянете при сварке?Из-за шлака, образующегося при сварке стыковым швом, важно использовать метод натяжения (или перетаскивания), чтобы предотвратить шлаковые включения в сварном шве. Помните: Если это шлак, то вы тащите.
Следующие шаги: что делать после изучения SMAWТеперь вы знаете, как сваривать SMAW. Когда вы будете готовы, вот несколько советов, как вывести свои навыки на новый уровень.
Четыре основных шага сварки
Команда Customized Sheet Metal занимается сваркой металлов и готовых металлических материалов уже 27 лет. Это непростой процесс, но благодаря многолетнему опыту мы полностью готовы объяснить вам основные этапы обучения сварке.
Сварка — это процесс использования электричества для плавления и соединения кусков металла в единое целое. Соединение, созданное сваркой, не может быть легко разрушено.
Это нелегкий процесс, но команда Customized Sheet Metal привыкла делать это на регулярной основе. Давайте подробнее рассмотрим, как сваривать.
Существует четыре основных типа сварки. К ним относятся сварка металлическим инертным газом (MIG), сварка металлическим активным газом (MAG), сварка вольфрамовым инертным газом (TIG), а также газовая сварка и пайка.
В CSM мы можем сваривать различные материалы, включая нержавеющую сталь, мягкую сталь, медь, латунь, цинк и титан. Мы также свариваем материалы разной толщины в различных секторах, в зависимости от металлоконструкций, требуемых нашими клиентами.
Преимущества импульсной сварки MIG/MAG
Стандартная «прямая» сварка MIG имеет более низкую энергию дуги – она будет работать в режиме погружения или распыления, но в режиме погружения будут короткие замыкания и брызги. Это может быть полезно для тонких срезов или позиционной сварки, потому что более высокая энергия импульса может быть слишком большой для того, чтобы сварочная ванна оставалась под контролем.
Тем не менее, импульс позволяет дуге войти в режим струйного переноса даже при низких токах и скоростях подачи. Благодаря дополнительной энергии дуги это обеспечивает более быструю и аккуратную сварку с более высоким наплавлением и меньшими зонами термического влияния.
Двойной импульс возвращает вам возможность сварки в более медленном темпе. Поскольку двойной импульс дает время для охлаждения и затвердевания сварного шва, он особенно полезен в сложных ситуациях, когда необходимо быстро и осторожно перемещать горелку, сохраняя при этом контроль над горячей сварочной ванной. Примеры этого могут включать вокруг трубы или поручней. Двойной импульс также очень удобен для вертикальной сварки вверх.
Сварка MIG/MAG похожа на TIG, что может быть положительным моментом, если вы к этому стремитесь. Рябь в стопке также может быть легко достигнута легким движением горелки вперед-назад.
Преимущества импульсной сварки TIG/TAG
Импульсная сварка TIG с импульсным током имеет ряд преимуществ, в том числе более низкое тепловложение и, следовательно, снижение деформации и деформации тонких заготовок. Кроме того, он позволяет лучше контролировать сварочную ванну и может увеличить проплавление, скорость и качество сварки.
Здесь, в Customized Sheet Metal, мы используем импульсную сварку TIG для пробивки корня шва на нескольких различных изделиях из нержавеющей стали, а также используем приспособление для продувки аргоном для защиты корня шва от кислорода в атмосфере.
Как наиболее распространенный и простой вид сварки, мы собираемся более подробно рассмотреть сварку MIG в этом блоге:
Как сваривать
Шаг 1. Безопасность превыше всего можно начинать сварку — это ваша безопасность и безопасность окружающих вас людей. Использование средств индивидуальной защиты является ключевым фактором при сварке.
Что делать – Носите защитную одежду
Сюда входит шлем для защиты глаз от очень яркого света, одежда с длинными рукавами для защиты кожи в случае ожогов и изолированные перчатки для предотвращения поражения электрическим током, вызванного жарой.
Не носите обувь с открытым носком или синтетическую обувь
Горячий металл часто может падать прямо вниз во время сварки, поэтому не носите во время процесса обувь с открытым носком. Защитная обувь с резиновой подошвой — лучшая обувь, которую вы можете носить во время сварки.
Что нужно сделать: Содержите свое рабочее место в чистоте и держите поблизости огнетушитель
Расплавленный металл может выплеснуться на несколько футов, а любые опилки, бумажные или пластиковые пакеты могут легко загореться. Держите свое рабочее место в чистоте, чтобы ограничить возможность возгорания. И в случае чрезвычайной ситуации убедитесь, что у вас есть огнетушитель поблизости.
Не работайте в плохо проветриваемом помещении
При сварке выделяются опасные пары, которые при чрезмерном вдыхании могут нанести вред. Работа в хорошо проветриваемом помещении — лучший способ предотвратить вдыхание слишком большого количества вредных паров.
Шаг 2.
Подготовка имеет ключевое значениеПрежде чем приступить к сварке, убедитесь, что и сварочный аппарат, и свариваемые детали правильно настроены.
Сварщик
Перед каждой сварочной работой необходимо проводить проверку качества сварки. Команда сварщиков в CSM хорошо приспособлена к проверке аспектов сварочного аппарата перед его использованием, таких как визуальный осмотр, проверка сборки и оборудования.
Металл
Металл, который вы собираетесь сваривать, также нуждается в проверке. Вы должны убедиться, что ваш металл чист от любого масла, краски или ржавчины. Вы также должны проверить химические компоненты металла на соответствие требованиям и убедиться, что знаете свойства материалов, с которыми работаете. Например, если вы слишком рано очистите большие площади алюминия перед сваркой из-за окисления, это может привести к неправильной сварке и потребовать повторной обработки.
Сварочное уплотнение на алюминиевой тележке Шаг 3. Сварка металла
Материалы, которые вам понадобятся перед началом сварки, включают проволоку MIG, сварочные наконечники, электродные стержни, сварочный пистолет и стержень для газовой или TIG-пайки. Другие элементы могут включать зажимы и регулируемый сварочный стол.
Вам необходимо прочитать план спецификации; рассчитайте необходимое количество подачи проволоки и измерьте глубину проникновения.
Заземлите заготовку с помощью зажима для заземления, соедините два материала в том месте, где вы хотите, чтобы они соединились, и кончиком сварочного аппарата сделайте зигзагообразные движения по верхней части шва.
Шаг 4. Отшлифуйте сварной шов и разгладьте его
Если вы хотите, чтобы сварной шов выглядел аккуратно и профессионально, последним шагом будет шлифовка сварного шва на угловой шлифовальной машине по сварному шву и его сглаживание для завершения работы. профессионально.
И это процесс сварки от начала до конца.
В Customized Sheet Metal мы используем комбинацию старых и новых процессов, когда речь идет о сварке, в зависимости от продукта, который мы производим.