Как варить аргоном
Среди разнообразия видов сваривания двух металлических изделий выделяется сварка TIG. Она применяется на различных производствах и автосервисах. Этот вид идеально подходит как для аккуратных тонких швов, так и для надежного проплавления стыков толстых изделий. Что такое TIG сварка? Каковы ее преимущества и недостатки? Как выполняется процесс ведения дуги, и какое используется оборудование?
Содержание
1 Аргонодуговая сварка TIG — что это?
2 Применение
3 Преимущества аргоновой TIG сварки
4 Технология выполнения и параметры
5 Недостатки режима TIG
6 Комплектация для TIG
Аргонодуговая сварка TIG — что это?
Аббревиатура, используемая для обозначения данного вида сваривания металлических элементов, имеет перевод с английского как «вольфрам и инертный газ». Это отражает суть сварочного процесса — электрическая дуга горит в среде инертного газа.
Основным элементом является вольфрамовый электрод. Его температура плавления немногим меньше 4000°C. Благодаря этому возможна работа практически со всеми видами стали. Электрод является не плавящимся, а лишь требует периодической заточки для точной и аккуратной работы ведения шва. Вольфрамовый элемент помещается в специальную цангу и фиксируется в горелке. Лишняя длина электрода, незадействованная в процессе выполнения шва, находится в специальном колпаке, для предотвращения замыканий об массу.
На конце горелки имеется керамическое сопло, по центру которого расположен электрод, а по окружности подается инертный газ. Роль последнего выполняет аргон. Без его участия в сварочную ванну попадает окружающий воздух и это приводит к выделению водорода и пористости шва при кристаллизации затвердевающего металла. Подобные явления можно увидеть на видео в интернете. Кнопка на горелке запускает подачу газа и напряжения.
Зажженная дуга начинает плавить кромки свариваемого металла. Если две части изделия расположены вплотную друг к другу, то для получения герметичного шва достаточно только этого металла. Если между пластинами имеется зазор, или требуется крепкий шов для сопротивления на разрыв и излом, то дополнительно используется присадочная проволока. Она подается в зону плавления свободной рукой сварщика.
Если две части изделия расположены вплотную друг к другу, то для получения герметичного шва достаточно только этого металла. Если между пластинами имеется зазор, или требуется крепкий шов для сопротивления на разрыв и излом, то дополнительно используется присадочная проволока. Она подается в зону плавления свободной рукой сварщика.
Применение
TIG сварка широко используется ввиду высокой температуры горения дуги. Это позволяет применять ее как для сваривания обычной углеродистой стали, так и для работы с цветными металлами: медью, чугуном, титаном, алюминием и драгоценными сплавами. Очень красивые швы получаются при аргоновой сварке нержавеющей стали. В отличии от сварки MMA, требующей очистки от шлака и выполняющейся на меньшей скорости, ТИГ сразу оставляет чистый шов.
В качестве присадочной проволоки используется тот же вид материала, что и свариваемые стороны. Кроме предотвращения пористости, ТИГ сварка делает возможным сварочный процесс для соединения алюминия. Без инертного газа этот расплавленный металл, при взаимодействии с кислородом, сильно окисляется. Образуется пленка не позволяющая создать жидкую сварочную ванну и вести шов. Но благодаря защитной среде, как можно увидеть на соответствующих видео в сети, происходит равномерное расплавление алюминия и формирование шва.
Образуется пленка не позволяющая создать жидкую сварочную ванну и вести шов. Но благодаря защитной среде, как можно увидеть на соответствующих видео в сети, происходит равномерное расплавление алюминия и формирование шва.
Эти преимущества TIG сварки находят применение в:
машиностроении;
изготовлении посуды для пищевой промышленности;
изготовлении емкостей для химической и нефтеперерабатывающей отрасли;
производстве полотенцесушителей;
автосервисах.
Преимущества аргоновой TIG сварки
Применение вольфрамового электрода и защитного газа имеет определенные плюсы по сравнению с иными видами сварки. Среди них:
небольшая зона прогрева свариваемого изделия, что позволяет избежать значительных деформаций;
полное вытеснение внешнего воздуха из сварочной ванны за счет подачи аргона, который тяжелее, чем кислород;
высокая скорость проведения работ;
несложный метод обучения процессу;
аккуратный шов, не требующий механической обработки, как при ММА;
разнообразие свариваемых металлов;
меньше выбросов в атмосферу вредных веществ.


Технология выполнения и параметры
Существует много видео сваривания металлов в различных режимах TIG. Для начала необходимо очистить кромки от ржавчины, масла или краски. Выбирается величина сварочного тока, толщина электрода и давление в подаче аргона.
Электрод затачивается так, чтобы риски оставались параллельно оси стержня. Чем они будут меньше, тем качественнее будет шов. После наждачного круга рекомендуется полировка кончика электрода. Когда предстоит сварка тонких металлов, выбираются соответствующие электроды и производится острая заточка их кончика. При работе с толстыми свариваемыми частыми, угол заточки можно увеличивать.
Сила тока напрямую влияет на степень проплавки и ширину шва. Вот несколько рекомендаций для основных ситуаций:
Среди видов розжига дуги выделяется три способа:
проведение иглой по металлу;
точечное касание, называемое Lift TIG;
бесконтактный розжиг.

Первый способ довольно проблематичный, поскольку ведет к частому прилипанию электрода и его быстрому притуплению. Вид розжига дуги лифт относится к аппаратам средней ценовой категории. Последний способ наиболее комфортный, но им оснащаются только дорогие устройства.
Ведение дуги производится по-разному, в зависимости от требуемого результата. Для получения тонкого и ровного шва необходимо соблюдать зазор между иглой и поверхностью в 3 мм. Увеличение этого расстояния приведет к расширению сварочной ванны, и уменьшению степени проплавки. Шов выполняется справа налево, без колебательных движений. Эта технология применяется для соединения тонких частей.
Когда работа ведется с толстыми пластинами, то выполняется разделка кромок под 45°. Корневой шов ведется ровно. Заполняющий и накладной швы выполняются поперечно-колебательными движениями с дополнительной присадкой проволоки. Вылет иглы при стыковых соединениях должен быть 5 мм. Для угловых выставляется индивидуально, исходя из диаметра сопла и доступности к зоне сварки.
Недостатки режима TIG
Аргоновая сварка очень универсальна, но не лишена недостатков. Распространенными минусами могут быть:
Вытеснение инертного газа ветром при работе на улице. Для предотвращения этого необходимо выставлять специальные щиты, закрывающие рабочее место и увеличивать подачу аргона, что ведет к перерасходу газа.
Предварительная очистка поверхности. В отличии от MMA, TIG требует тщательной зачистки свариваемых кромок от масла и ржавчины, а также краски. Без этого гарантированы поры в структуре шва.
Сопло и колпачок на горелке могут мешать вести шов в труднодоступных местах. Это относится к угловым соединением с малым градусом или к работе внутри небольших пространств для руки. В первом случае увеличивают вылет иглы, что приводит к ее перегреву, а во втором — переставляют малый колпачок, но для этого приходится обрезать вольфрамовый электрод.
TIG lift, при розжиге вне зоны шва, может оставить небольшой след на поверхности, требующий зачистки в случае если это лицевая сторона изделия.

Комплектация для TIG
Чтобы выполнять работы этим видом сварки необходим аппарат, поддерживающий различные режимы TIG, кабель для крепления на массу, газовый баллон и редуктор. Важным элементом является горелка, которая бывает двух видов: №1 и №2. Первая применяется при работе с металлом до 3мм толщины. Максимальная сила тока не очень велика, поэтому горелка остывает естественным путем. Вторая, используется для сваривания материалов от 3 мм и выше. В ручку встроено водоохлаждение, циркулирующее через весь кабель канал от аппарата к горелке. В составе жидкости применяется дисциплинированная вода и этиловый спирт, для предотвращения замерзания.
Аргоновая сварка является востребованным способом соединения большинства видов металла в промышленности. Высокая производительность, аккуратный вид шва, и хорошие показатели на прочность, делают ее выбором многих специалистов. Применяя изложенные в статье рекомендации, можно успешно выполнять необходимые сварочные работы.
Применяя изложенные в статье рекомендации, можно успешно выполнять необходимые сварочные работы.
Сварка, выполняемая в среде защитного газа (гелия или аргона), требует наличия вольфрамовых электродов, которые относятся к категории неплавящихся. За счет своей тугоплавкости вольфрамовый электрод выдерживает большие температуры и длительный беспрерывный срок работы. В настоящее время этот сварочный материал имеет достаточно обширную классификацию, где присутствует довольно большое количество типов, разделенных по маркам.
Маркировка и характеристики вольфрамовых электродов
Маркировка вольфрамовых электродов оговорена международными стандартами. Поэтому их легко выбрать по необходимому назначению в любой стране, в какой бы вы не находились. Именно маркировка отражает и тип выбранного электрода, и его химический состав.
Маркировка начинается с буквы «W», которая обозначает сам вольфрам.
Пруток из чистого вольфрама обозначается «WP». Наконечник прутка зеленого цвета. Можно говорить, что относится он к категории вольфрамовых электродов для сварки алюминия и меди переменным током. Содержание вольфрама в сплаве – не менее 99,5%. Недостаток – ограничения в тепловой нагрузке. Поэтому заточка вольфрамового электрода (его окончания) «WP» производится в виде шарика.
«C» — это оксид церия. Пруток с серым наконечником. Именно эта добавка позволяет использовать электрод при работе с любым видом тока (постоянным или переменным), поддерживает стабильную дугу даже при небольшом токе. Содержание – 2%. Кстати, церий единственный нерадиоактивный материал из серии редкоземельных металлов.
«Т» — диоксид тория. Пруток с красным наконечником.
Такие электроды используются для сварки цветных металлов, низколегированные и углеродистых сталей, нержавейки. Это часто используемый электрод при проведении сварочных работ аргоновой сваркой. У него есть один минус – радиоактивность тория, поэтому рекомендуется сварку проводить в открытых зонах и в хорошо вентилируемых помещениях. Сварщик должен соблюдать меры безопасности. Отметим, что торированные вольфрамовые электроды для аргонодуговой сварки хорошо держат свою форму при самых высоких токах. С такими нагрузками не справляется даже «WP» марка (чистый вольфрам). Содержание – 2%.«Y» — диоксид иттрия. Пруток с темно-синим наконечником. С его помощью обычно варят ответственные конструкции из разных металлов: титан, медь, нержавейка, углеродистые и низколегированные стали. Работа проводится только на постоянном токе (полярность прямая). Иттриевая добавка увеличивает такой показатель, как стабильность катодного пятна на конце самого электрода. Именно это является причиной того, что он может работать в достаточно широких пределах сварочного тока.
«Z» — оксид циркония. Пруток с белым наконечником. Используется для аргонной сварки алюминия и меди переменным током. Этот тип электродов обеспечивает очень стабильную дугу. При этом элемент достаточно требователен к чистоте сварочного стыка. Содержание – 0,8%.
«L» — оксид лантана. Здесь две позиции: WL-15 и WL-20. Первый пруток с золотистым наконечником, второй с синим. Сварка вольфрамовым электродом с добавлением оксида лантана – это возможность использовать как переменный ток, так и постоянный. Приплюсуем сюда легкость запуска дуги (первоначальную и при повторном зажигании), у этого вида самый малый износ конца прутка, стабильная дуга при самых больших показателя тока, низкая склонность к прожогам, несущая способность в два раза выше, чем у чистого вольфрамового прутка. Содержание оксида лантана в WL-15 – 1,5% и в WL-20 – 2%.
 Такие электроды используются для сварки цветных металлов, низколегированные и углеродистых сталей, нержавейки. Это часто используемый электрод при проведении сварочных работ аргоновой сваркой. У него есть один минус – радиоактивность тория, поэтому рекомендуется сварку проводить в открытых зонах и в хорошо вентилируемых помещениях. Сварщик должен соблюдать меры безопасности. Отметим, что торированные вольфрамовые электроды для аргонодуговой сварки хорошо держат свою форму при самых высоких токах. С такими нагрузками не справляется даже «WP» марка (чистый вольфрам). Содержание – 2%.
Такие электроды используются для сварки цветных металлов, низколегированные и углеродистых сталей, нержавейки. Это часто используемый электрод при проведении сварочных работ аргоновой сваркой. У него есть один минус – радиоактивность тория, поэтому рекомендуется сварку проводить в открытых зонах и в хорошо вентилируемых помещениях. Сварщик должен соблюдать меры безопасности. Отметим, что торированные вольфрамовые электроды для аргонодуговой сварки хорошо держат свою форму при самых высоких токах. С такими нагрузками не справляется даже «WP» марка (чистый вольфрам). Содержание – 2%.
Классификация по цифровой маркировке следующая. Первые после букв цифры обозначают содержание в сплаве легирующих добавок. Вторая группа цифр, отделенная от первых дефисом, это длина вольфрамового прутка. Самый распространенный размер – 175 мм. Но на рынке можно встретить и 50-миллимтровую длину, 75 и 150. К примеру, WL-15-75 – это электрод с оксидом лантана, в котором содержится 1,5% добавки. Длина прутка – 75 мм. Его наконечник – золотистый.
Вторая группа цифр, отделенная от первых дефисом, это длина вольфрамового прутка. Самый распространенный размер – 175 мм. Но на рынке можно встретить и 50-миллимтровую длину, 75 и 150. К примеру, WL-15-75 – это электрод с оксидом лантана, в котором содержится 1,5% добавки. Длина прутка – 75 мм. Его наконечник – золотистый.
Способы заточки вольфрамовых электродов
Заточка вольфрамовых электродов – наиважнейшая составляющая правильно проведенного сварочного процесса. Поэтому все сварщики, занимающиеся сваркой в среде аргона, очень тщательно проводят эту операцию. Именно от формы наконечника зависит, как правильно будет распределяться энергия, передаваемая от электрода двум свариваемым металлам, каково будет давление дуги. А от этих двух параметров уже будет зависеть форма и размеры зоны проплавки шва, а соответственно его ширина и глубина.
Внимание! Параметры и форма заточки выбирается от вида используемого электрода и от параметров двух свариваемых металлических заготовок.
Рабочий конец электродов марки WP, WL – это сфера (шарик).
На WT также делают выпуклость, но небольшого радиуса. Скорее, просто обозначают скругленность электрода.
Остальные виды затачиваются под конус.
Когда варится алюминиевый стык, на электроде сфера образуется сама. Поэтому, проводя сварку алюминия, нет необходимости проводить заточку электрода.
Какие ошибки заточки к чему могут привести.
Ширина заточки сильно отличается от нормы, то есть, может быть очень широкой или очень узкой. В этом случае вероятность непроплавления шва сильно увеличивается.
Если проведена несимметричная заточка, то это гарантия отклонения сварочной дуги в одну из сторон.
Угол заточки слишком острый – снижается срок эксплуатации электрода.
Угол заточки слишком тупой – уменьшается глубина проплавки шва.
Риски, оставленные от абразивного инструмента, расположены не вдоль оси прутка. Получите такой эффект, как блуждание дуги. То есть, нарушается стабильное и равномерное горение сварной дуги.

Кстати, существует простая формула, определяющая длину затачиваемого участка. Она равна диаметру прутка, умноженного на постоянный коэффициент – 2,5. Существует и таблица, в которой обозначается соотношение диаметра электродов с длиною затачиваемого конца.
Точить конец вольфрамового прутка надо поперек, как карандаш. Можно точить на электрическом наждаке или на болгарке. Чтобы добиться равномерного снятия металла по всей зоне заточки, можно закрепить пруток в патроне дрели. И вращать его на малых оборотах электроинструмента.
В настоящее время производители специального электрического оборудования предлагают станок для заточки неплавящихся вольфрамовых электродов. Удобный и точный вариант сделать заточку качественной. В состав станка входит:
Алмазный диск.
Фильтр для сбора пыли.
Настройка оборотов рабочего вала.
Настройка угла заточки. Этот параметр варьируется в пределах 15-180°.

Исследования, найти оптимальный угол заточки, проводятся постоянно. В одном НИИ был проведен тест, где электрод из вольфрама марки WL проверялся на качество сварного шва путем его заточки под разные углы. Были выбраны сразу несколько угловых размеров: от 17 до 60°.
Были определены точные параметры сварочного процесса:
Сваривались два металлических листа из коррозионностойкой стали толщиною 4 мм.
Ток сварки – 120 ампер.
Скорость – 10 м/ч.
Положение сварки – нижнее.
Расход инертного газа – 6 л/мин.
Результаты эксперимента таковы. Идеальный шов получился, когда использовался пруток с углом заточки в 30°. При угле в 17° форма шва была конусной. При этом сам процесс сварки проходил нестабильно. Ресурс электрода резки уменьшался. При больших углах заточки менялась и картина сварного процесса. При 60° увеличивалась ширина шва, но уменьшалась его глубина. И хотя сам процесс сварки стабилизировался, назвать его высококачественным нельзя.
Ресурс электрода резки уменьшался. При больших углах заточки менялась и картина сварного процесса. При 60° увеличивалась ширина шва, но уменьшалась его глубина. И хотя сам процесс сварки стабилизировался, назвать его высококачественным нельзя.
Как видите, угол заточки играет важную роль в сварочном процессе. И неважно, используются электроды по нержавейке, стали или меди. При любых вариантах нужно правильно заточить пруток, ведь последствия могут быть крайне отрицательными. Описание прутков по цветам и химическим характеристикам помогает правильно сделать выбор, а заодно и выбрать форму заточки.
источник информации https://svarkalegko.com/tehonology/cvarka-tig-chto-eto.html
Как варить аргоном. Как варить аргоновой сваркой – Варим аргоновой сваркой
ГлавнаяАргонКак варить аргоном
Как аргоном варить? Описание процесса и инструкция
Домашний уют 6 сентября 2016
Сварка аргоном способна защитить поверхности из металла от проникновения кислорода и вредных примесей. Она обеспечивает получение качественного шва, а также сохраняет все физические характеристики металла. При этом расходование аргона значительно ниже, чем при употреблении другого сварочного оборудования.
Она обеспечивает получение качественного шва, а также сохраняет все физические характеристики металла. При этом расходование аргона значительно ниже, чем при употреблении другого сварочного оборудования.
Аргон относится к разряду инертных газов, поэтому в среде не происходит его соединения с внешними газами и сплавами.
Многие задаются вопросом о том, как аргоном варить алюминий или нержавейку. Техника будет описана в этой статье.
Как варится алюминий?
Как аргоном варить алюминий? Следует отметить, что при работе с этим металлом без такого типа сварки не обойтись, так как от кислорода он возгорается. Этот способ обеспечивает получение высококачественного шва. Дуга образуется при помощи электрода на вольфрамовой основе. Такой электрод может прослужить долго. Между электродом из вольфрама и деталью, предназначенной для сварки, зажигается дуга. В зону горения производится подача алюминиевой проволоки. Сварка производится на узком участке при быстром перемещении электрода. Это позволяет алюминию не расплавиться. Чтобы сварочный шов обладал высоким качеством, проволока должна быть точно такой же структуры, как и свариваемый металл.
Это позволяет алюминию не расплавиться. Чтобы сварочный шов обладал высоким качеством, проволока должна быть точно такой же структуры, как и свариваемый металл.
Что нужно для сварочных работ аргоном?
Аргоновый аппарат для сварки алюминия включает следующие составляющие:
- источник питания током;
- баллон с аргоном;
- устройство для подачи присадочной проволоки.
Видео по теме
Подготовка алюминиевой поверхности
Можно ли варить аргоном неочищенную поверхность? С алюминия обязательно нужно удалить грязь, жир и машинное масло. Сделать это можно при помощи растворителя. Если толщина свариваемых деталей составляет более 4 мм, то необходимо разделать кромки.
Специалисты советуют варить алюминий в листах толщиной 4 мм только встык.
Перед тем как приступить к сварке алюминия, мастер должен поинтересоваться, какова толщина листа и ширина кромок. Защита кромок осуществляется напильником или наждачным станком. Если деталь обладает сложной формой, то место сварки следует зачистить посредством машинки для шлифования. С поверхности алюминия удаляется оксидная пленка.
Защита кромок осуществляется напильником или наждачным станком. Если деталь обладает сложной формой, то место сварки следует зачистить посредством машинки для шлифования. С поверхности алюминия удаляется оксидная пленка.
Особенности сварки алюминия аргоном
Как варить алюминий аргоном? Для качественного выполнения сварки металла этим способом следует прибегнуть к использованию вольфрамовых электродов. Диаметр их должен составлять 1,5-5,5 мм. Электрод держится под углом в 80 градусов. Присадочная проволока находится под прямым углом. Максимальная длина дуги должна составлять 3 мм.
При соблюдении этих правил расход материалов будет экономным. При работе присадочная проволока должна перемещаться спереди от горелки. Электрод и присадочная проволока при сварке алюминия должны передвигаться вдоль сварного шва. Поперечные движения делать нельзя.
При сваривании тонких листов алюминия в роли подкладки может выступить нержавейка. Так будет обеспечен повышенный отвод тепла от зоны работы, и риск прожога станет значительно меньше. Понизится и расход энергии, так как работа будет выполнена быстрее.
Понизится и расход энергии, так как работа будет выполнена быстрее.
Плюсы и минусы сварки алюминия аргоном
Сварка изделий из алюминия в аргоновой среде обладает рядом плюсов по сравнению с другими способами. Сварной шов обладает одинаковой глубиной проплавления по всей протяженности.
К минусам этого типа сварки можно отнести сложность оборудования. При сварке аргоном нужна точная настройка всех элементов устройства. Проволока должна подаваться в рабочую зону постепенно. С этой целью правильно настраивают аппарат подачи. Если подача проволоки будет проводиться неритмично, то горение дуги будет прерывистым. Это вызовет повышенный расход аргона и электрической энергии. Для качественного сваривания алюминия мастер должен обладать должным опытом. Теоретические знания и советы полезными в этом деле не будут.
Подготовка к сварке аргоном нержавейки
Как аргоном варить алюминий, понятно. Какие правила следует соблюдать при работе с нержавейкой? Для сварки этого типа металла вам будут нужны:
- аппарат для сварки;
- электроды, подбираемые в соответствии с характеристиками материала;
- проволока из нержавейки;
- щетка из стали;
- растворитель.

Перед свариванием деталей обрабатываются их кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Перед работой поверхность кромок зачищается. С этой целью применяют стальную щетку. Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, который может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Сварка аргоном с применением плавящего электрода
Как правильно варить аргоном, применяя плавящие электроды? Сваривание нержавейки с употреблением покрытых электродов дает возможность получить швы высокой прочности. Если у вас нет высоких требований к качеству соединения, то следует применить именно сварку аргоном.
В ассортименте имеется достаточно широкий ряд электродов. Каждый из них предназначен для определенного типа нержавейки. Если мастер знает тип свариваемой стали, то без труда подберет нужный вид. Следует выбирать такие электроды, которые не будут способствовать снижению коррозийной устойчивости материала и его механических показателей.
Следует выбирать такие электроды, которые не будут способствовать снижению коррозийной устойчивости материала и его механических показателей.
Как правило, работу осуществляют с применением обратного постоянного уровня. Нужно работать так, чтобы проплавление шва происходило в меньшей степени. С этой целью применяются небольшие по диаметру электроды. Следует стремиться к тому, чтобы тепловая энергия выделялась в небольшом количестве. Профессионалы в области сварки отмечают, что при работе с нержавейкой следует применять электроэнергию на 20% слабее, чем при сваривании обыкновенной стали.
Электроды обладают низким значением теплопроводности и высоким электрическим сопротивлением. По этой причине употребление высоких токов недопустимо. При нарушении этого правила, электроды будут подвержены перегреванию и разрушению. По этой причине электроды для нержавеющей стали подвержены более быстрому плавлению, чем те, при помощи которых свариваются обычные стали.
Для сохранения устойчивости шва к ржавлению нужно сделать его охлаждение быстрым. К примеру, этого можно достичь посредством прокладки из меди или воздуха. Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
К примеру, этого можно достичь посредством прокладки из меди или воздуха. Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
Как варить нержавейку вольфрамовым электродом?
Как варить нержавейку аргоном, применяя вольфрамовые электроды? Следует отметить, что такой способ применим в том случае, если требуется сварка предмета из тончайшей нержавейки и получение высококачественных сварных швов. К примеру, сварка аргоном посредством вольфрамовых электродов подходит для труб из нержавейки, по которым происходит транспортировка газов или жидкостей под давлением.
Как правильно варить аргоном нержавейку? Работа проводится при подаче переменного или постоянного тока. Переменный тип подходит для сварки алюминия.
Перед тем как приступить к работе, надо подготовить присадочную проволоку к работе. Хорошо, если она будет обладать более высоким уровнем легирования, чем у нержавейки или алюминия. При работе с вольфрамовым электродом нельзя производить колебательные движения. Они являются причиной нарушения защитного пространства сварочной зоны, металл шва будет подвержен окислению. Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
Они являются причиной нарушения защитного пространства сварочной зоны, металл шва будет подвержен окислению. Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
В ванну для сварки не должен попадать вольфрам. Можно использовать бесконтактный поджог дуги. Также ее можно поджечь на пластине из угля или графита с последующим переносом на основной металл.
По завершении процесса не следует отключать подачу аргона сразу. Сделать это надо примерно через 15 секунд. Таким образом, можно избежать чрезмерного окисления горячего рабочего электрода. Так он сможет прослужить дольше.
Как сваривать нержавейку полуавтоматом в среде аргона?
Как аргоном варить нержавейку, применяя полуавтомат. Этот метод сварки получил широкое распространение, так как обеспечивает высокий уровень производительности и позволяет получать прочные швы. Для повышения качества сварки в проволоку добавляется никель.
Такой тип сварки подходит для соединения материалов большой толщины. В этом случае сварка будет протекать очень быстро. Таким образом, повышается уровень производительности. Защитной средой в этом случае выступает смесь углекислого газа и аргона.
В этом случае сварка будет протекать очень быстро. Таким образом, повышается уровень производительности. Защитной средой в этом случае выступает смесь углекислого газа и аргона.
Применяется ряд техник, позволяющих сваривать нержавейку полуавтоматом:
- сваривание посредством короткой дуги;
- сваривание посредством струйного переноса;
- применение импульсного режима.
Струйный перенос применяется для сваривания металлов большой толщины, а короткой дугой соединяют более тонкие предметы.
Плюсом импульсного метода является то, что этот процесс наиболее контролируем. Металл проволоки подается в ванну для сварки импульсами. Каждый из них является отдельной сварочной каплей. Этот режим способствует уменьшению среднего значения тока дуги, что является важным при сварке нержавейки. При импульсном режиме металл практически не разбрызгивается. Это дает возможность расходовать материалы экономно и увеличивать уровень производительности за счет сокращения времени, которое требуется для зачистки шва.
В статье было описано, как варить аргоном алюминий и нержавейку.
Данный тип сварки как нельзя лучше подходит для алюминиевой поверхности. Также существует ряд различных техник сваривания нержавейки посредством аргона. Каждый мастер должен выбирать подходящий для конкретного случая вариант.
Источник: fb.ru
Комментарии
Идёт загрузка…
Похожие материалы
Компьютеры Как рисовать в Paint Tool Sai? Описание программы и инструкция по пользованию
Сегодня разработано огромное количество самых разных графических редакторов на разных платформах. Конечно же, наиболее популярной была и остается программа Photoshop. Однако не забыли разработчики и о тех, кто хочет р…
Автомобили Вакуумная присоска для удаления вмятин на автомобиле: описание, виды и инструкция
Рихтовочные работы с автомобильными кузовами зачастую требуют подключения специализированного оборудования. Ситуация усложняется тем, что внешние дефекты приходится удалять вместе с лакокрасочным покрытием. То есть ре… Бизнес Что такое ректификация? Описание процесса и применение в промышленности
Ситуация усложняется тем, что внешние дефекты приходится удалять вместе с лакокрасочным покрытием. То есть ре… Бизнес Что такое ректификация? Описание процесса и применение в промышленности
Спирты плотно вошли в нашу жизнь. И это не только алкоголь. Получают его путем брожения с последующей перегонкой. И часто люди ошибочно думают, что ректификация – это перегонка второй раз. На самом деле это мног…
Дом и семья Прессы для сыра своими руками в домашних условиях: описание, виды и инструкция
Чтобы получить качественный полноценный твердый сыр, на одном из этапов приготовления требуется отжим используемой массы. Причем прессовать продукт для получения отдельных типов сыров необходимо под различным давление…
Дом и семья Электронные детские качели Jetem: описание, модели и инструкция по эксплуатации
Детские электронные качели Jetem на российском рынке появились достаточно давно и успели зарекомендовать себя отличным помощником для родителей. Могут легко успокоить ребенка с помощью покачивания и мелодий. В статье …
Могут легко успокоить ребенка с помощью покачивания и мелодий. В статье …
Домашний уют Как покрыть крышу: описание процедуры и ее особенности
Бывает, что люди, делающие крышу, не знают правильной методики этого процесса. И на самом деле, несмотря на огромное разнообразие кровельных материалов, ответить на вопрос, как правильно покрыть крышу, нелегко. Но все…
Еда и напитки Подливка к макаронам как в столовой: описание приготовления и ингредиенты
В настоящее время существует множество разнообразных вариантов приготовления заправки для макаронных изделий. Кто-то использует привычные магазинные кетчупы и майонезы, любители домашних заготовок на зиму подают спаге…
Здоровье «Глюкозамин + Хондроитин» («Доппельгерц»): описание, состав и инструкция по применению
Многие люди старшего возраста (и не только) страдают от болезней костей. Такие патологии проявляются нестерпимыми болями, частыми переломами, трещинами. Пациенты вынуждены регулярно принимать нестероидные противовоспа…
Пациенты вынуждены регулярно принимать нестероидные противовоспа…
Здоровье Капсулы кишечнорастворимые «Роватинекс»: отзывы после приема, описание, состав и инструкция
Существует множество заболеваний, которые сопровождаются крайне неприятными симптомами. Так, например, особенно болезненно происходит формирование и, главное, выведение камней из почек и мочевыводящих протоков. С этой…
Здоровье Препарат от цистита «Норбактин»: отзывы, описание, состав и инструкция по применению
Каждой третьей представительнице слабого пола в течение жизни хоть раз, но приходится сталкиваться с циститом. Это заболевание не только неприятное, но и достаточно опасное. Реже с ним сталкиваются мужчины. По сути, ц…
monateka.com
Как правильно варить аргоном?
#1
К сварочной горелке необходимо подвести инертный газ и одну фазу сварочного тока, вторая фаза подводится непосредственно к изделию. В данной горелке должен быть расположен вольфрамовый электрод, который не будет плавиться в процессе сварки. В случае ручной сварки с применением аргона, его рекомендуется заточить под небольшой по диаметру конус; длина заточки – два-три диаметра сварочной проволоки.
В данной горелке должен быть расположен вольфрамовый электрод, который не будет плавиться в процессе сварки. В случае ручной сварки с применением аргона, его рекомендуется заточить под небольшой по диаметру конус; длина заточки – два-три диаметра сварочной проволоки.
#2
Зажигать дугу рекомендуется на предварительно приготовленной угольной пластине. Если зажигание проводить непосредственно на изделии, существует большая вероятность повредить электрод.
#3
Для возбуждения дуги необходимо использовать источник питания, который имеет большое напряжение холостого хода. В качестве альтернативы можно использовать дополнительный источник высокого напряжения, чтобы возбудить аргон.
#4
Для возбуждения дуги необходимо использовать источник питания, который имеет большое напряжение холостого хода. В качестве альтернативы можно использовать дополнительный источник высокого напряжения, чтобы возбудить аргон.
#5
Следуя инструкциям о том, как правильно варить аргоном, далее необходимо проследить, чтобы в сварочной цепи не возникала высокая по величине составляющая постоянного тока. Как правило, допускается соотношение, равное 1 к 1 от величины эффективного переменного тока.
Как правило, допускается соотношение, равное 1 к 1 от величины эффективного переменного тока.
#6
Во время сварки аргоном движение электрода должно осуществляться в одном единственном направлении – вдоль будущего шва. Два других движения не гарантируют качественного результата: движение вниз не позволительно, так как при сварке аргоном не плавится электрод, движения поперек не позволяют правильно лечь шву.
#7
После того, как произошло прихватывание, стык необходимо освободить от приспособления и проложить первый слой с использованием присадочной проволоки. Гасить дугу рекомендуется дистанционно, а не на изделии.
#8
Непосредственный процесс того, как варить аргоном, не имеет много существенных различий по сравнению с простой сваркой. В процессе наложения корневого шва необходимо следить за тем, чтобы отсутствовали непровареные места.
#9
Если сварочные работы проводятся вне цеха в домашних условиях, необходимо, чтобы помещение было защищено от внешних осадков и повышенной влажности, при этом хорошо проветривалось.
uznay-kak.ru
Как аргоном варить? Описание процесса и инструкция
Сварка аргоном способна защитить поверхности из металла от проникновения кислорода и вредных примесей. Она обеспечивает получение качественного шва, а также сохраняет все физические характеристики металла. При этом расходование аргона значительно ниже, чем при употреблении другого сварочного оборудования.
Аргон относится к разряду инертных газов, поэтому в среде не происходит его соединения с внешними газами и сплавами.
Многие задаются вопросом о том, как аргоном варить алюминий или нержавейку. Техника будет описана в этой статье.
Как варится алюминий?
Как аргоном варить алюминий? Следует отметить, что при работе с этим металлом без такого типа сварки не обойтись, так как от кислорода он возгорается. Этот способ обеспечивает получение высококачественного шва. Дуга образуется при помощи электрода на вольфрамовой основе. Такой электрод может прослужить долго. Между электродом из вольфрама и деталью, предназначенной для сварки, зажигается дуга. В зону горения производится подача алюминиевой проволоки. Сварка производится на узком участке при быстром перемещении электрода. Это позволяет алюминию не расплавиться. Чтобы сварочный шов обладал высоким качеством, проволока должна быть точно такой же структуры, как и свариваемый металл.
В зону горения производится подача алюминиевой проволоки. Сварка производится на узком участке при быстром перемещении электрода. Это позволяет алюминию не расплавиться. Чтобы сварочный шов обладал высоким качеством, проволока должна быть точно такой же структуры, как и свариваемый металл.
Что нужно для сварочных работ аргоном?
Аргоновый аппарат для сварки алюминия включает следующие составляющие:
- источник питания током;
- баллон с аргоном;
- устройство для подачи присадочной проволоки.
Подготовка алюминиевой поверхности
Можно ли варить аргоном неочищенную поверхность? С алюминия обязательно нужно удалить грязь, жир и машинное масло. Сделать это можно при помощи растворителя. Если толщина свариваемых деталей составляет более 4 мм, то необходимо разделать кромки.
Специалисты советуют варить алюминий в листах толщиной 4 мм только встык.
Перед тем как приступить к сварке алюминия, мастер должен поинтересоваться, какова толщина листа и ширина кромок. Защита кромок осуществляется напильником или наждачным станком. Если деталь обладает сложной формой, то место сварки следует зачистить посредством машинки для шлифования. С поверхности алюминия удаляется оксидная пленка.
Защита кромок осуществляется напильником или наждачным станком. Если деталь обладает сложной формой, то место сварки следует зачистить посредством машинки для шлифования. С поверхности алюминия удаляется оксидная пленка.
Особенности сварки алюминия аргоном
Как варить алюминий аргоном? Для качественного выполнения сварки металла этим способом следует прибегнуть к использованию вольфрамовых электродов. Диаметр их должен составлять 1,5-5,5 мм. Электрод держится под углом в 80 градусов. Присадочная проволока находится под прямым углом. Максимальная длина дуги должна составлять 3 мм.
При соблюдении этих правил расход материалов будет экономным. При работе присадочная проволока должна перемещаться спереди от горелки. Электрод и присадочная проволока при сварке алюминия должны передвигаться вдоль сварного шва. Поперечные движения делать нельзя.
При сваривании тонких листов алюминия в роли подкладки может выступить нержавейка. Так будет обеспечен повышенный отвод тепла от зоны работы, и риск прожога станет значительно меньше. Понизится и расход энергии, так как работа будет выполнена быстрее.
Понизится и расход энергии, так как работа будет выполнена быстрее.
Плюсы и минусы сварки алюминия аргоном
Сварка изделий из алюминия в аргоновой среде обладает рядом плюсов по сравнению с другими способами. Сварной шов обладает одинаковой глубиной проплавления по всей протяженности.
К минусам этого типа сварки можно отнести сложность оборудования. При сварке аргоном нужна точная настройка всех элементов устройства. Проволока должна подаваться в рабочую зону постепенно. С этой целью правильно настраивают аппарат подачи. Если подача проволоки будет проводиться неритмично, то горение дуги будет прерывистым. Это вызовет повышенный расход аргона и электрической энергии. Для качественного сваривания алюминия мастер должен обладать должным опытом. Теоретические знания и советы полезными в этом деле не будут.
Подготовка к сварке аргоном нержавейки
Как аргоном варить алюминий, понятно. Какие правила следует соблюдать при работе с нержавейкой? Для сварки этого типа металла вам будут нужны:
- аппарат для сварки;
- электроды, подбираемые в соответствии с характеристиками материала;
- проволока из нержавейки;
- щетка из стали;
- растворитель.

Перед свариванием деталей обрабатываются их кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Перед работой поверхность кромок зачищается. С этой целью применяют стальную щетку. Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, который может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Сварка аргоном с применением плавящего электрода
Как правильно варить аргоном, применяя плавящие электроды? Сваривание нержавейки с употреблением покрытых электродов дает возможность получить швы высокой прочности. Если у вас нет высоких требований к качеству соединения, то следует применить именно сварку аргоном.
В ассортименте имеется достаточно широкий ряд электродов. Каждый из них предназначен для определенного типа нержавейки. Если мастер знает тип свариваемой стали, то без труда подберет нужный вид. Следует выбирать такие электроды, которые не будут способствовать снижению коррозийной устойчивости материала и его механических показателей.
Следует выбирать такие электроды, которые не будут способствовать снижению коррозийной устойчивости материала и его механических показателей.
Как правило, работу осуществляют с применением обратного постоянного уровня. Нужно работать так, чтобы проплавление шва происходило в меньшей степени. С этой целью применяются небольшие по диаметру электроды. Следует стремиться к тому, чтобы тепловая энергия выделялась в небольшом количестве. Профессионалы в области сварки отмечают, что при работе с нержавейкой следует применять электроэнергию на 20% слабее, чем при сваривании обыкновенной стали.
Электроды обладают низким значением теплопроводности и высоким электрическим сопротивлением. По этой причине употребление высоких токов недопустимо. При нарушении этого правила, электроды будут подвержены перегреванию и разрушению. По этой причине электроды для нержавеющей стали подвержены более быстрому плавлению, чем те, при помощи которых свариваются обычные стали.
Для сохранения устойчивости шва к ржавлению нужно сделать его охлаждение быстрым. К примеру, этого можно достичь посредством прокладки из меди или воздуха. Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
К примеру, этого можно достичь посредством прокладки из меди или воздуха. Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
Как варить нержавейку вольфрамовым электродом?
Как варить нержавейку аргоном, применяя вольфрамовые электроды? Следует отметить, что такой способ применим в том случае, если требуется сварка предмета из тончайшей нержавейки и получение высококачественных сварных швов. К примеру, сварка аргоном посредством вольфрамовых электродов подходит для труб из нержавейки, по которым происходит транспортировка газов или жидкостей под давлением.
Как правильно варить аргоном нержавейку? Работа проводится при подаче переменного или постоянного тока. Переменный тип подходит для сварки алюминия.
Перед тем как приступить к работе, надо подготовить присадочную проволоку к работе. Хорошо, если она будет обладать более высоким уровнем легирования, чем у нержавейки или алюминия. При работе с вольфрамовым электродом нельзя производить колебательные движения. Они являются причиной нарушения защитного пространства сварочной зоны, металл шва будет подвержен окислению. Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
Они являются причиной нарушения защитного пространства сварочной зоны, металл шва будет подвержен окислению. Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
В ванну для сварки не должен попадать вольфрам. Можно использовать бесконтактный поджог дуги. Также ее можно поджечь на пластине из угля или графита с последующим переносом на основной металл.
По завершении процесса не следует отключать подачу аргона сразу. Сделать это надо примерно через 15 секунд. Таким образом, можно избежать чрезмерного окисления горячего рабочего электрода. Так он сможет прослужить дольше.
Как сваривать нержавейку полуавтоматом в среде аргона?
Как аргоном варить нержавейку, применяя полуавтомат. Этот метод сварки получил широкое распространение, так как обеспечивает высокий уровень производительности и позволяет получать прочные швы. Для повышения качества сварки в проволоку добавляется никель.
Такой тип сварки подходит для соединения материалов большой толщины. В этом случае сварка будет протекать очень быстро. Таким образом, повышается уровень производительности. Защитной средой в этом случае выступ
В этом случае сварка будет протекать очень быстро. Таким образом, повышается уровень производительности. Защитной средой в этом случае выступ
hochyvseznat.ru
Как варить аргоновой сваркой – Найден один из лучших ответов
Давайте разберемся о том, как варить аргоновой сваркой. Ручная аргоно — дуговая сварка выполняется следующим образом: в специальную сварочную горелку подводится инертный газ и сварочный ток, другая фаза сварочного тока подсоединяется к изделию. В этой горелке установлен вольфрамовый электрод, который в процессе сварки не плавится. Дуга горит между вольфрамовым электродом и изделием, а присадочная проволока подается в саму зону сварочной дуги.
Рассматривая более детально ответ на вопрос, как варить аргоновой сваркой отметим, что справа от текста размещены другие вопросы, интересующие большинство наших читателей. При ручной аргонодуговой сварке конец вольфрамового электрода затачивают на конус. Длина заточки, как правило, должна быть равна двум — трем диаметрам электрода. Дуга в начале зажигается на специальной угольной пластине. Зажигание дуги на основном металле не рекомендуется из-за загрязнения и оплавления конца электрода.
Дуга в начале зажигается на специальной угольной пластине. Зажигание дуги на основном металле не рекомендуется из-за загрязнения и оплавления конца электрода.
Для возбуждения дуги можно применить источник питания с повышенным напряжением холостого хода или применяется дополнительный источник питания с высоким напряжением (осциллятор), так как потенциал возбуждения и ионизации инертных газов значительно выше, чем кислорода, азота или паров металлов. Дуговой разряд инертных газов отличается высокой стабильностью. Характерной особенностью аргоно — дуговой сварки неплавящимся вольфрамовым электродом при использовании переменного тока является таки возникновение в сварочной цепи составляющей постоянного тока, величина которой может достигать 50% от величины эффективного значения переменного тока сварочной цепи. Также напоминаем по вопросу о том, как как варить аргоновой сваркой, напомним, что любой другой интересующий вопрос можно просмотреть с использованием поисковой строки.
Выпрямление тока зависит от размеров и формы вольфрамового электрода, материала изделия и режимов сварки (величины тока, скорости сварки и длины дуги). При чрезмерной величине постоянного тока нарушается стабильность горения дуги и как следствие резко ухудшается качество поверхности наплавляемого металла, появляются подрезы, чешуйчатость и самое главное снижается прочность сварных соединений и пластичность металла шва.
Особенно отрицательно появление в сварочной цепи составляющей постоянного тока сказывается на процессе сварки и качестве сварных соединений из алюминия и его сплавов. Устранение составляющей постоянного тока в сварочной цепи переменного тока является первостепенным условием для получения качественных сварных соединений. Гелие — дуговая сварка аналогична аргонодуговой и поэтому отдельно не рассматривается.
Продолжаем рассказывать про то, как варить аргоновой сваркой. В отличие от ручной дуговой сварки хорошими электродами, где необходимо давать три движения электроду (вдоль оси электрода, поперек шва и вдоль оси будущего шва), при ручной аргоно — дуговой сварке следует давать только одно движение — вдоль оси будущего шва (это правило относится и к механизированным способам сварки). Два других движения не используются при ручной аргоно — дуговой сварке по следующим причинам: движение вниз по оси электрода исключено потому, что при аргоно — дуговой сварке электрод не плавится; движение поперек шва не выполняется, чтобы не нарушать защиту расплавленного металла аргоном.
Два других движения не используются при ручной аргоно — дуговой сварке по следующим причинам: движение вниз по оси электрода исключено потому, что при аргоно — дуговой сварке электрод не плавится; движение поперек шва не выполняется, чтобы не нарушать защиту расплавленного металла аргоном.
Вследствие исключения колебательного движения электрода поперек шва сварные швы при ручной аргоно — дуговой сварке образуются значительно уже, чем при ручной дуговой сварке качественными электродами. После того как прихватками, стык освобождается от приспособления и выполняется первый слой шва с применением присадочной проволоки, марка которой устанавливается либо технологическим процессом, либо техническими условиями. Дуга зажигается не на изделии, а на угольной пластине, гасить дугу лучше дистанционно.
С целью исключения насыщения металла шва кислородом или азотом воздуха конец расплавляемой сварочной проволоки и нагретый конец вольфрамового электрода должны всегда находиться в зоне защитного газа. Для исключения разбрызгивания расплавленного металла конец проволоки необходимо подавать в жидкую ванну плавно. При опубликовании темы про то, как варить аргоновой сваркой на странице есть возможность комментирования сообщения.
Для исключения разбрызгивания расплавленного металла конец проволоки необходимо подавать в жидкую ванну плавно. При опубликовании темы про то, как варить аргоновой сваркой на странице есть возможность комментирования сообщения.
При наложении корневого слоя шва необходимо тщательно следить за полным проплавлением кромок и отсутствием непровара. Степень проплавления можно определить по форме ванны расплавленного металла: хорошему проплавлению соответствует ванна, вытянутая в сторону направления сварки, а недостаточному проплавлению – круглая или овальная. При выполнении сварочных работ вне цеховых условий необходимо стремиться к защите места сварки от атмосферных осадков и ветра. В институте электросварки им. Е.О. Патона разработан способ сварки плавящимся подогреваемым электродом.
Сущность этого способа состоит в том, что сварка осуществляется электродной проволокой, которая подогревается в горелке до 800-1200°С (подогрев осуществляется от отдельного низковольтного трансформатора). Сварочными материалами могут служить обычно применяемые проволоки и защитные газы. Этим способом сварки сваривают стыковые и угловые соединения (при толщине металла до 12 мм не требуется разделка кромок). Сварка ведется на медной подкладке с формирующей канавкой проволоками диаметром 2-5 мм, со струйным переносом электродного металла короткой дугой с обязательным зазором 3-4 мм. Механические свойства сварных соединений такие же, как и при сварке без подогрева проволоки. Можно применять подогрев проволоки и при наплавочных работах.
Сварочными материалами могут служить обычно применяемые проволоки и защитные газы. Этим способом сварки сваривают стыковые и угловые соединения (при толщине металла до 12 мм не требуется разделка кромок). Сварка ведется на медной подкладке с формирующей канавкой проволоками диаметром 2-5 мм, со струйным переносом электродного металла короткой дугой с обязательным зазором 3-4 мм. Механические свойства сварных соединений такие же, как и при сварке без подогрева проволоки. Можно применять подогрев проволоки и при наплавочных работах.
Далее в рамках ответа на запрос как варить аргоновой сваркой. Разработанный процесс сварки характеризуется высокой стабильностью, меньшим разбрызгиванием, снижением сварочного тока до 30%, повышением производительности сварки в 1,5-2 раза по сравнению с обычной аргоно — дуговой сваркой. Этот способ сварки плавящимся подогреваемым электродом может применяться в различных отраслях машиностроения с целью повышения производительности и улучшения качества сварочных работ.
Гелий и аргон являются инертными газами и не образуют с другими элементами химических соединений, за исключением некоторых гидридов, устойчивых только в узких пределах температуры и давления. Эти газы в большинстве металлов практически нерастворимы. В промышленности гелий получают из природных газов, природный газ предварительно очищают от окиси и двуокиси углерода, подвергают сушке и сжижают.
Метан и другие углеводороды отделяются в абсорберах с активированным углем. От азота газ очищают глубоким холодом в теплообменнике. Чистый гелий, применяемый для сварки, может содержать в своем составе весьма незначительное количество примесей в виде азота, водорода, кислорода и влаги. Гелий в 10 раз легче аргона, поэтому и расход его при сварке на 30-40% больше, чем аргона. Делая обзор темы про то, как варить аргоновой сваркой, также обратим внимание на то, что справа страницы размещены вопросы, пользующиеся наибольшим спросом.
При рассмотрении темы про то, как варить аргоновой сваркой выделим следующее. При сварке в гелии выделяется теплоты больше, чем при сварке в аргоне (при одинаковом токе). Напряжение дуги в гелии в 1,5-2 раза выше, чем в аргоне. Аргон получают из воздуха ректификацией, температура кипения аргона (-186°С) несколько ниже, чем кислорода (-183°С), и выше, чем азота который составляет (-196°С), поэтому в ректификационных колоннах происходит избирательное испарение отдельных газов.
При сварке в гелии выделяется теплоты больше, чем при сварке в аргоне (при одинаковом токе). Напряжение дуги в гелии в 1,5-2 раза выше, чем в аргоне. Аргон получают из воздуха ректификацией, температура кипения аргона (-186°С) несколько ниже, чем кислорода (-183°С), и выше, чем азота который составляет (-196°С), поэтому в ректификационных колоннах происходит избирательное испарение отдельных газов.
Дополняя ответ на запрос о том, как варить аргоновой сваркой предлагаем к просмотру видео ролик.
Дальнейшим глубоким охлаждением и фракционной перегонкой этой смеси увеличивают концентрацию аргона до необходимой величины. От остатков аргон очищают беспламенным сжиганием водорода в «сыром» аргоне в присутствии катализатора. Аргон несколько тяжелее воздуха, поэтому струя его хорошо очищает дугу и зону сварки. Дуга в аргоне отличается высокой стабильностью.
Аргон несколько тяжелее воздуха, поэтому струя его хорошо очищает дугу и зону сварки. Дуга в аргоне отличается высокой стабильностью.
Источник: www.svarkaruka.blogspot.com
|
Прочитать следующие полезные советы |
Варим аргоном
|
Размещенные на сайте материалы, включая статьи, могут содержать информацию, предназначенную для пользователей старше 18 лет, согласно Федерального закона №436-ФЗ от 29.12.2010 года «О защите детей от информации, причиняющей вред их здоровью и развитию». 18+. |
|
|
www. ga-ba-na.ru
ga-ba-na.ru
Сварка аргоном черного металла. Технология сварочного процесса.
Екатерина
В настоящее время одним из простых, но в тоже время качественных и надежных соединений является сварка аргоном черного металла. Такой вид сварочных работ очень часто применяется для создания различных швов в трудносвариваемых изделиях, например для соединений деталей из стали. Используя аргонно-дуговую сварку для железа или черного металла, который хорошо поддается сварке и в обычных условиях, можно получить прочное и надежное соединение, которое не подвергнется деформации. Сварка черного металла требует наличие обычной проволоки нужного диаметра без защитного покрытия. О том как варить черный металл и тонкое железо и в чем особенности процесса пойдет речь в этой статье.
Сварка черного металла требует наличие обычной проволоки нужного диаметра без защитного покрытия. О том как варить черный металл и тонкое железо и в чем особенности процесса пойдет речь в этой статье.
Содержание статьи
- Особенности сварки аргоном
- Достоинства
- Недостатки
- Критерии выбора инструмента
- Режимы сварки листового черного металла аргоном
- Техника безопасности
Особенности сварки аргоном
Главная сложность, которая возникает в процессе работы – кипение сварочной ванны. Это происходит по причине того, что металл недостаточно разогревается. Для того, чтобы избежать этого негативного явления, нужно верно выбрать присадочный материал, а также использовать флюс, благодаря которому заготовленная деталь лучше будет плавиться. Выполнив все эти требования, вы значительно упростите себе работу и в итоге получите хороший шов.
На заметку! Весь производственный процесс должен выполняться в соответствии с ГОСТом 14771-76.

Достоинства
Если сваривать заготовки из черного металла при помощи аргона в соответствии со всеми рекомендациями, то в результате можно получить максимально качественное соединение. Отметим основные плюсы:
- процесс несложный и недлительный по времени,
- образовавшиеся в итоге сварки электродом швы, могут быть пригодны практически в каждой сфере,
- дуга зажигается быстро и легко,
- за счет применения длинной проволоки, любой шов может выполняться непрерывно,
- сами металлические изделия можно подогреть газом горелки.
Недостатки
Несмотря на большое количество достоинств, выделяется и ряд минусов:
- tig сварка – достаточно затратный процесс, если сравнивать с обычной дуговой, то стоимость первой будет больше в 10 раз,
- поскольку применяется газ, работа – небезопасна,
- возникает риск того, что сварочная ванна может вскипеть и в результате металл будет разбрызгиваться в разные стороны, что чревато попаданием на незащищенные участки тела и качество соединения будет значительно хуже,
- могут возникнуть трудности с поиском некоторых материалов, необходимых для таково вида сварки.

Однако все описанные недостатки станут незначительными по сравнению с тем, какого качества соединение может получиться у вас в итоге. К тому же, если подойди к процессу ответственно, то подобных недочетов и вовсе можно избежать.
Критерии выбора инструмента
Во многом успешное выполнение шва зависит от правильно выбранного инструмента и материалов, которыми вы будете пользоваться. Присадочный материал должен быть как можно более подходящим для металлического изделия, подвергающегося сварке. Поэтому, очень важно знать все составляющие металла. Однако, это не всегда удается выполнить, в связи с этим, основным ориентиром выступают популярные марки проволоки, которые наиболее часто используются. Большинство профессионалов советуют применять Св-08Г2С.
Выбирая проволоку, обращайте внимание на такой критерий как кипучесть. Многие пользователи, не зная как варить черный металл сталкиваются с этой проблемой. Чтобы избежать этого надо смотреть на маркировку. Если на проволоке указано значение КП, то это говорит о подверженности металла кипению, поэтому такие детали покупать не стоит. Еще один важный показатель – толщина диаметра присадочного материала. Выбирать нужно исходя из толщины изделий, подвергающихся сварке. Старайтесь подобрать материал максимально идентичный плотности металла.
Если на проволоке указано значение КП, то это говорит о подверженности металла кипению, поэтому такие детали покупать не стоит. Еще один важный показатель – толщина диаметра присадочного материала. Выбирать нужно исходя из толщины изделий, подвергающихся сварке. Старайтесь подобрать материал максимально идентичный плотности металла.
Режимы сварки листового черного металла аргоном
Даже если вы не имеете никакого опыта, не переживайте, соблюдая все требования можно получить хорошее соединение. Для того, чтобы в конечном итоге шов был как можно более прочным и надежным, надо верно подобрать режим, который будет максимально подходить заданной толщине заготовки и другим показателям.
Толщина заготовки, мм | Сила тока, А | Скорость прохождения сварки, см/мин | Присадочный материал | Расход аргона при сварке стали, л/мин | |
| Диаметр, мм | Скорость подачи, см/мин | ||||
0,9 | 95 | 26 | 1,6 | 42,5 | 8 |
1,3 | 118 | 26 | |||
1,5 | 130 | 26 | |||
| 1,5 | 200 | 30 | |||
| 2,3 | 160 | 20 | |||
Прежде чем приступить непосредственно к сварочным работам подготовить металл. Для этого надо хорошо зачистить окончания, которые будут подвергаться соединению. Также если на поверхности присутствует масляная пленка, то ее нужно убрать.Технология сварки металла аргоном
Для этого надо хорошо зачистить окончания, которые будут подвергаться соединению. Также если на поверхности присутствует масляная пленка, то ее нужно убрать.Технология сварки металла аргоном
На следующем этапе поверхность покрывается флюсом и задаются нужные параметры сварочного аппарата. После выполнения этого порядка действий можно переходить к сварочным работам. Источник энергии и присадочный материал подводятся к участку соединения и зажигается дуга. Когда возникнет сварочная ванна, дуга должна непрерывно вестись до самого конца, осуществляя медленную подачу проволоки.
Обратите внимание! Избавляться от шлака нужно только после того, как шов окончательно остынет, иначе можно попросту его повредить.
После выполнения процесса не забудьте проверить полученный результат. Изначально осмотрите соединение на наличие внешних дефектов. Для того, чтобы провести более детальный осмотр внутреннего состояния изделия можно прибегнуть к рентгено- и магнитографическому анализу. Помимо этого часто используется и контроль качества ультразвуком, благодаря которому можно убедиться в отсутствии скрытых микротрещин.
Помимо этого часто используется и контроль качества ультразвуком, благодаря которому можно убедиться в отсутствии скрытых микротрещин.
Неважно новичок ли вы или вы знаете, как варить черный металл и имеете в этом деле большой опыт, правила техники безопасности нужно соблюдать всем.
- Важно, чтобы ваше рабочее место, где осуществляется процесс сварки, не находилось рядом с легковоспламеняющимися материалами, т.к. велика возможность возникновения нечаянного возгорания. Также постарайтесь убрать все лишнее с рабочей поверхности.
- Оборудуйте помещение качественной вентиляцией и в случае необходимости подсоедините систему удаления продуктов сгорания.
- Прежде чем приступить к сварке, проверьте аппарат на исправность, проконтролируйте верно ли выставлены все нужные параметры баллона, а также для того чтобы не произошла утечка газа, надо проверить в хорошем ли состоянии находятся шланги.
- Не рекомендуется применять тройники и редукторы, которые нужны для одновременного подключения нескольких горелок.
- Несомненно весь процесс должен производиться в специальной защитной одежде. По возможности постарайтесь укрыть свое тело, чтобы раскаленный металл случайно не попал на кожу, ведь это чревато серьезным ожогом. На руки обязательно наденьте перчатки, а на лицо защитную маску и очки.

Подводя итог вышеизложенного, можно сделать некоторые выводы. В первую очередь стоит отметить, что сваривать черный металл и тонкую сталь не сложно. Для этого достаточно выполнять все правила, предъявляемые к такому способу создания шва. Несмотря на то, что такой вид сварки не из дешевых, при точном соблюдении технологии в конечном итоге вы получите надежный и прочный шов. Как и любой другой вид сварки, электродуговая сопровождается рядом нюансов, на которые следует обращать внимание. Если вы новичок, то для достижения более лучшего результата, потренируйтесь выполнять шов на каких-нибудь ненужных деталях. Так, вы наберетесь опыт и у вас будет больше шансов сварить нужные заготовки правильно. В любом случае, преимущества сварки изделий из черного металла аргоном очевидны, именно поэтому данный способ соединения так популярен у пользователей.
В любом случае, преимущества сварки изделий из черного металла аргоном очевидны, именно поэтому данный способ соединения так популярен у пользователей.
Похожие публикации
Сварка нержавейки аргоном: технология, как правильно варить
Главная » Виды сварки » Аргоном » Как правильно варить аргоном нержавеющую сталь?
0
Опубликовано: 27.04.2017
В нержавеющую сталь добавляется определенное количество хрома — не более 12%, что делает этот металл весьма податливым для обработки. Для соединения изделий из нержавейки можно использовать абсолютно все технологии сварочных работ. Однако тонкие элементы лучше всего соединять при помощи сварки нержавейки в аргоне.
Однако тонкие элементы лучше всего соединять при помощи сварки нержавейки в аргоне.
Нержавеющая сталь обладает определенными техническими и эксплуатационными характеристиками, которые оказывают существенное влияние на конечный результат сварочных работ:
- Невысокий показатель теплопроводности не позволяет использовать чересчур высокий сварочный ток, так как в этом случае можно прожечь металл в районе формирования сварного соединения. Решается подобная проблема снижением силы подаваемого на металл тока до приемлемых параметров;
- Чрезмерно высокий усадочный процент металла в процессе остывания после проведения сварных работ с нержавеющей сталью. Чтобы это не сказалось на качестве соединения, необходимо правильно выставлять зазор между свариваемыми элементами;
- Если заготовка будет в течение долгого времени разогрета до высокой температуры, то это приведет к тому, что хром начнет испаряться, соответственно антикоррозийные характеристики в районе сформированного шва будут потеряны. Чтобы этого не произошло, сварка нержавейки аргоном подразумевает быстрое охлаждение конструкции.
 Чтобы этого не произошло, сварка нержавейки аргоном подразумевает быстрое охлаждение конструкции.
Чтобы этого не произошло, сварка нержавейки аргоном подразумевает быстрое охлаждение конструкции.Оглавление:
- Какое необходимо использовать оборудование и расходные материалы
- Сварка нержавейки аргоном: технология проведения работ
- Как сварить между собой трубы из нержавеющей стали?
- Сварка в аргоновой среде с помощью неплавящегося вольфрамового электрода
Какое необходимо использовать оборудование и расходные материалы
В качестве расходных материалов придется использовать сварную проволоку и непосредственно аргон. Если планируется осуществлять аргонную сварку нержавейки, то и присадку тоже придется брать из нержавеющей стали. Как правило, заготовки производятся из материала, имеющего маркировку 304, то для него в большинстве случаев подойдет проволока марки Y308.
Вместо аргона можно использовать и ряд других газов, однако аргон расходуется наиболее экономично, к тому же его разрешается применять для соединения материалов разного рода, например меди с нержавейкой. В частности, для нержавеющей стали потребуется всего лишь 8 литров газа в минуту. Кроме того, можно дополнительно снизить расход газа, если на горелке будет размещена специальная газовая линза, обладающая специальной сеточкой.
В частности, для нержавеющей стали потребуется всего лишь 8 литров газа в минуту. Кроме того, можно дополнительно снизить расход газа, если на горелке будет размещена специальная газовая линза, обладающая специальной сеточкой.
Сварка нержавейки аргоном: технология проведения работ
В принципе, методы выполнения работ приблизительно такие, как и сварка меди, стали, алюминия и других металлов, однако здесь имеются определенные нюансы:
- Неплавящийся элемент и присадочную проволоку ведут исключительно вдоль формируемого сварного соединения. Отклоняться ни в одну из сторон нельзя, так как в этом случае расплавленный металл будет покидать аргоновую среду и вступать в контакт с воздухом, чего допустить нельзя;
- Чтобы качество шва, полученного в результате аргонодуговой сварки, было как можно более высоким, после завершения работы по его формированию, придется обдувать его аргоном с обеих сторон. Несмотря на то что это приведет к увеличению расхода газа, данная особенность не позволит не схватившемуся металлу вступить в контакт с воздухом и допустить испарение хрома;
- Не допускается соприкосновение неплавящегося элемента с поверхностью соединяемых заготовок, их сваривают без непосредственного контакта. Недопустимо касаться даже при необходимости осуществить розжиг дуги. Чтобы это выполнить, зачастую розжиг производится на специальной пластине, сделанной из графита или угля, в дальнейшем дуга переносится на основной металлом. Однако существует и бесконтактная технология, подразумевающая использование специального медного осциллятора.
 Недопустимо касаться даже при необходимости осуществить розжиг дуги. Чтобы это выполнить, зачастую розжиг производится на специальной пластине, сделанной из графита или угля, в дальнейшем дуга переносится на основной металлом. Однако существует и бесконтактная технология, подразумевающая использование специального медного осциллятора.
Недопустимо касаться даже при необходимости осуществить розжиг дуги. Чтобы это выполнить, зачастую розжиг производится на специальной пластине, сделанной из графита или угля, в дальнейшем дуга переносится на основной металлом. Однако существует и бесконтактная технология, подразумевающая использование специального медного осциллятора.Как уже говорилось выше, подачу газа после завершения сварочных работ сразу прекращать запрещается, нужно ее осуществлять еще примерно 10-15 секунд.
Как сварить между собой трубы из нержавеющей стали?
Сегодня нержавеющие элементы достаточно часто применяются в бытовых условиях, в промышленности они используются еще чаще, причем в самых разных областях производства. Соединять их между собой следует с помощью аргонодуговой сварки, причем технология в данном случае почти не будет отличаться от сварки листового металла. Все подготовительные работы точно такие же, как и режимы самой сварки, однако существует один незначительный нюанс.
Все подготовительные работы точно такие же, как и режимы самой сварки, однако существует один незначительный нюанс.
Как уже говорилось выше, желательно обдувать сварное соединение с обеих сторон аргоном. Снаружи сделать это не так проблематично. Чтобы выполнить это изнутри, нужно немного исхитриться:
- С одной стороны труба затыкается пробкой из бумаги, ткани или иного материала.
- Стыковое соединение по периметру заклеивается любым клеящим материалом — скотчем либо изоляционной лентой.
- В открытое отверстие закачивается аргон, причем давление ставят минимальное, чтобы пробка осталась на месте.
- Когда внутри труба полностью заполнилась газом, второе отверстие тоже затыкают пробкой.
- Клеящую пленку теперь снимают с заготовок и производят сварные работы.
Сварка в аргоновой среде с помощью неплавящегося вольфрамового электрода
Данная работа производится в случае, когда между собой требуется соединить элементы незначительной толщины, причем благодаря этой технологии получаются очень качественные, аккуратные и привлекательно выглядящие соединения. Обычно сварные работы промышленного типа подразумевают стыковку труб, которые в дальнейшем будут предназначаться для транспортировки жидких или газообразных продуктов. Стоит отметить, что данные трубопроводы способны функционировать даже под весьма высоким давлением.
Обычно сварные работы промышленного типа подразумевают стыковку труб, которые в дальнейшем будут предназначаться для транспортировки жидких или газообразных продуктов. Стоит отметить, что данные трубопроводы способны функционировать даже под весьма высоким давлением.
Сварное соединение будет формироваться во многом за счет металла заготовок, поэтому следует учесть этот момент и сделать их несколько больше, чем подразумевается по проекту. При необходимости допустимо использовать присадочный материал, который придется подавать в ручном режиме к участку, где будет гореть дуга. Перемещать горелку с электродом, изготовленным из вольфрама, также придется руками. Стоит сразу сказать, что производительность труда в случае применения данной технологии будет не слишком высокой. Дело в том, что подавать присадку вручную не слишком удобно, к тому же в это время придется еще и обдувать сварную ванну аргоном и проводить электрод. Одновременно выполнять такой ряд действий с качественным итогом может только весьма профессиональный сварщик, поэтому лучше воспользоваться полуавтоматической технологией.
Сергей Одинцов
tweet
Описание вариантов сварки нержавейки аргоном, особенности подготовки деталей
Нержавейка производится из высоколегированной стали, которая устойчива к ржавчине. Ее используют при изготовлении домашних приборов и промышленных устройств. Если вы знаете, как варить нержавейку аргоном, то можно избавить себя от множества серьезных проблем. Именно о том, как происходит сварка аргоном, и пойдет речь в рассматриваемой статье.
- Сложность сварки
- Подготовка деталей
- Сварка вольфрамовым электродом
- Сварка полуавтоматом
Сложность сварки
Сварка аргоном нержавейки осложняется особенностями материала. За счет легирующих добавок нержавейка обладает такими свойствами:
- Низкая теплопроводность, что плохо отражается на сварочных работах;
- Из-за этого высокая температура будет концентрироваться в местах выполнения работы и плохо отводиться от них;
- Перегревается область соединения, в худших случаях происходит прожог металла;
- Повышенное электрическое сопротивление, что негативно отражается на сваривании высоколегированной стали и приводит к трещине сварного шва;
- Высокий коэффициент линейного расширения ведет к большой линейной усадке и проблемам для подобных конструкций;
- Несоблюдение термического режима становится причиной утраты антикоррозийных свойств.

Вышеописанные особенности делают сваривание нержавейки с применением аргона достаточно сложным и доставляющим немало проблем начинающим мастерам. Поэтому необходимо грамотно подготовить детали к сварочному процессу.
Подготовка деталей
Обработка не отличается от остальных металлов и заключается в следующих действиях:
- Зачищаем кромки заготовок до блеска. Здесь понадобится металлическая щетка или шлифовальная машинка;
- Обезжириваем кромки деталей с помощью ацетона или бензина для авиации. Это обеспечит устойчивость электрической дуги и повысит качество сварного шва;
- Подготовка соединяемых заготовок к сварке предусматривает увеличенный зазор. За счет него будут скомпенсированы процессы деформации.
Очень важно подобрать правильный присадочный материал. Помимо диаметра, обратите внимание на состав. Степень легирования не должна быть выше показателей металла, из которого производятся соединяемые заготовки.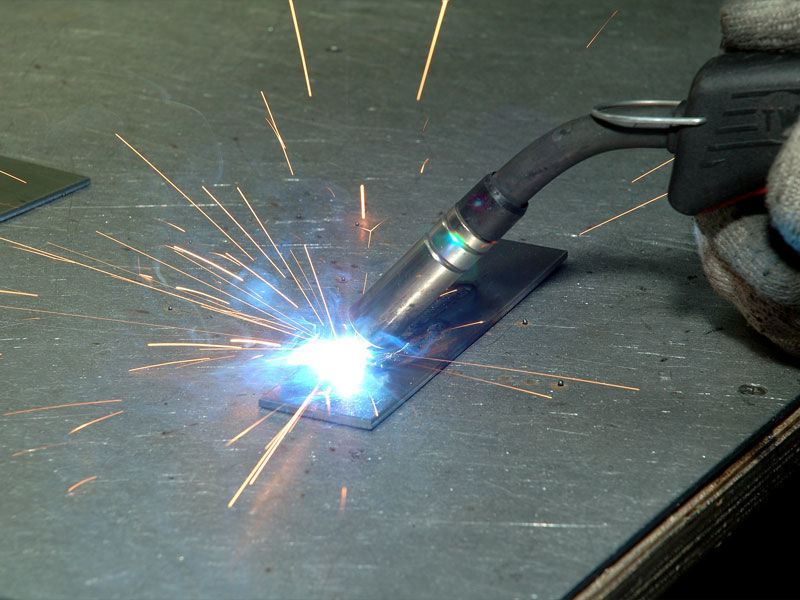 Применяемые модели сварочных проволок можно посмотреть на отдельных специализированных ресурсах.
Применяемые модели сварочных проволок можно посмотреть на отдельных специализированных ресурсах.
Сварка вольфрамовым электродом
Сварка аргоном применяется при соединении деталей небольшой толщины. Получаются качественные и надежные соединения с красивыми и очень аккуратными швами. Соединяемые таким способом трубы подойдут для транспортировки жидкостей и газов, поскольку они выдерживают высокое давление.
Сваривание таким способом можно производить при переменном или постоянном токе прямой полярности. Рабочий орган — горелка с закрепленным электродом из вольфрама. Из сопла горелки подается струя аргона. За счет присадочной проволоки формируется сварной шов. Все движения горелкой совершаются ручным способом.
Все это позволяет не выводить сварочную ванну из зоны действия аргоновой защиты. Необходима защита обратного шва от окружающего воздуха. Хотя и увеличивается расход газа, однако качество всех участков становится очень высоким.
Нельзя загрязнять поверхность свариваемого металла и оплавлять электрод. Поэтому важно применять специальную графитовую или угольную пластину. После зажигания на ней сваривание аккуратно переводят на нержавейку.
Поэтому важно применять специальную графитовую или угольную пластину. После зажигания на ней сваривание аккуратно переводят на нержавейку.
Подачу аргона отключайте не сразу, а спустя 15 секунд. Расход газа растет незначительно, срок службы электрода и качество получающегося шва значительно повышаются.
Сварка полуавтоматом
Такой метод позволяет значительно увеличить производительность проводимых работ. С ее помощью можно сваривать соединения даже значительной толщины. Получаемые конструкции обладают высоким качеством, надежностью и привлекательностью.
Есть и некоторые нюансы при таком процессе. Сварочная проволока должна иметь в своем составе никель. Кроме аргона, для соединения утолщенных соединений добавляется углекислый газ.
Из всех возможных вариантов подобной сварки стоит использовать импульсный режим. Благодаря этому снижается разбрызгиваемость металла, термическое воздействие, расход проволоки на свариваемый металл. Обработка занимает минимальное время по причине отсутствия большого количества разбрызгиваемого металла.
Мы рассмотрели разные варианты сварки. Для небольшой толщины подойдет сварка электрической дугой, а толстые соединения требуют применения полуавтоматических приборов. Также учитывайте материалы, применяемые для припоя и сварки, они должны иметь никель в своем составе для повышения надежности. А в аргон стоит добавить углекислый газ для обеспечения смачиваемости кромок шва.
что это такое, как правильно варить аргоном
Аргонодуговая сварка TIG– это сварка с использованием неплавящихся вольфрамовых электродов в среде защитного газа, расшифровывается как Tungsten Inert Gas. В данной статье мы разберем все тонкости TIG сварки от подбора материалов и оборудования, до технологии и режимов сварки.
В данной статье мы разберем все тонкости TIG сварки от подбора материалов и оборудования, до технологии и режимов сварки.
ПОДГОТОВКА ЗАГОТОВКИ
Для получения качественных сварных соединений перед процессом сварки нужно хорошо очистить поверхность заготовки в зоне сварки. Поверхность должна быть обработана и обезжирена. На поверхности не должно быть ржавчины, грязи и краски. По возможности нужно удалить чешуйчатые слои. Во многих случаях достаточно чистки. Для чистки и смазки заготовки необходимо использовать подходящие растворители. Если на поверхности есть ржавчина, краска или другие сильные загрязнения, поверхность необходимо обработать шлифованием или механическим способом.
Для обработки коррозионностойких заготовок можно использовать щетки из нержавеющей стали, что бы частицы щетки не остались на поверхности металла. В случае с алюминием важно, чтобы на поверхности не было толстой оксидной пленки, иначе в шве могут образоваться поры.
Если Вы используете вольфрамовый электрод, его необходимо заточить перед началом работы. Обычно вольфрамовые электроды затачиваются, чтобы высота конуса заточки равнялась 2-3-ем диаметрам электрода. Такая заточка позволит сфокусировать дугу, улучшить позиционирование и уменьшить рассеивание тепла от дуги при сварке.
Обычно вольфрамовые электроды затачиваются, чтобы высота конуса заточки равнялась 2-3-ем диаметрам электрода. Такая заточка позволит сфокусировать дугу, улучшить позиционирование и уменьшить рассеивание тепла от дуги при сварке.
ПОДБОР ЭЛЕКТРОДОВ
Вольфрамовые электроды имеют цветовую маркировку, отражающую их тип и химический состав. При выборе можно руководствоваться таблицей:
| Марка электрода | Маркировка цветом наконечников | Особенность состава | Ток\режим | Назначение, характеристика | |
| WP | зеленый | 100% вольфрам | переменный | алюминий, медно-алюмин. сплав, магний, никель и их сплавы. Зажигаемость дуги удовлетворит., срок эксплуатац. | |
| WC20 | серый | +-2% диоксид церия | постоянный | высоколегир.стали, нерж.стали, медь, никель, титан и их сплавы | |
| WL15 | золотой | +-1. 5% оксида лантана 5% оксида лантана | переменный постоянный | обычные и высоколегированные стали, напыление, плазменная сварка | |
| WL10 | черный | 1% оксида лантана | |||
| WL20 | синий | +-2% оксида лантана | |||
| WZ8 | белый | +-0.8% оксида циркония | переменный | алюминий, медно-алюмин.сплав, магний, никель и их сплавы | |
| WT10 | желтый | +- 1% оксида тория | постоянный | высокогегирован. стали, высоколегированные стали, медь, никель, титан и их сплавы. | |
| WT20 | красный | +-2% диоксид тория | |||
| WT30 | фиолетовый | +-3% оксида тория | |||
| WT40 | оранжевый | +-4% оксида тория | |||
| WY20 | темно-синий | +-2 % иттрия | постоянный | медь, углеродист. и низколегиров. стали, высоколегиров.стали и низколегиров. стали, высоколегиров.стали | |
Присадочный материал
Присадочные прутки, используемые при сварке TIG, обычно имеют форму стержня длиной 1000 мм. Они имеют индивидуальную маркировку (штампик) с указанием ГОСТ или AWS, чтобы избежать путаницы. Присадочный прутки по назначению делятся на:
- для сварки газовой сварки;
- для нержавеющих сталей;
- для алюминия и его сплавов;
- для меди.
Защитный газ
Защитный газ используется при TIG сварке, что бы защитить рабочую зону от внешней окружающий среды. Обычно используют аргон, либо смесь гелия с аргоном. Какие защитные газы, используются при TIG сварке?
- Аргон – инертный газ, не горючий и невзрывоопасный. Аргон тяжелее воздуха в 1.380 раз, он обеспечивает прекрасную газовую защиту сварочной ванны. Сам по себе аргон вытесняет кислород. Работа с ним должна производиться в хорошо вентилируемом помещении.
- Гелий – в отличии от аргона, гелий легче воздуха, что усложняет защиту сварочной ванны. Требует большего расхода гелия. В сравнении с аргоном гелий обеспечивает более стабильный дуговой процесс и большую глубину проплавления металла. Может применяться в смеси с аргоном.
- Азот – химически пассивный, негорючий и невзрывоопасный. Обычно используется в качестве инертного газа при сварке меди, неплавящимся электродом. Может применяться в смеси с аргоном.
 Требует большего расхода гелия. В сравнении с аргоном гелий обеспечивает более стабильный дуговой процесс и большую глубину проплавления металла. Может применяться в смеси с аргоном.
Требует большего расхода гелия. В сравнении с аргоном гелий обеспечивает более стабильный дуговой процесс и большую глубину проплавления металла. Может применяться в смеси с аргоном.Смеси защитных газов подбирают для конкретных сварочных задач. Смешение позволяет придать газу требуемые свойства. Оптимальной считается смесь 35-40% аргона, который обеспечивает стабильность дуги, и 60-65% гелия, обеспечивающий высокую степень проплавления. Азот, как правило, используется при сварке меди, т.к. в ней не растворяется и не вступает в реакцию.
НЕОБХОДИМОЕ ОБОРУДОВАНИЕ
Что бы приступить к работе, Вам понадобится аппарат и горелка для аргонодуговой сварки, вольфрамовые электроды, газовый баллон заполненный газом, редуктор, присадочный материал. Для сварки применяют выпрямители и преобразователи. Газовый редуктор приобретается в зависимости от вашего рабочего газа.
Газовый редуктор приобретается в зависимости от вашего рабочего газа.
В зависимости от назначения они имеют разную цветовую маркировку:
- Кислородный газ – голубой;
- Ацетиленовый газ – белый;
- Водородный газ – зеленый;
- Пропан-бутановый – красный
- Метановый – красный.
Данные маркировки используются в СНГ, цветовые маркировки редукторов зарубежных производителей могут отличаться от указанных.
КАК ВАРИТЬ АРГОНОМ?
Сварка в среде защитных газов TIG может выполняться с и без присадочного материала. При аргонодуговой сварке неплавящийся электрод формирует дугу, плавящую кромки соединяемых деталей и присадочный материал. В качестве неплавящихся электродов при сварке можно использовать вольфрамовые электроды. При сварке без присадочного материала шов формируется за счет расплавления кромок, при сварке с присадочным материалом – сварочная проволока или пруток.
За 30 секунд до начала сварочного процесса подайте инертный газ в рабочую зону. Горелку следует вести под углом 60-90°, а присадочный материал подается под углом 10-15° к плоскости изделия. Присадочную проволоку или пруток нужно вводить не в столб дуги, а сбоку, возвратно-поступательными плавными движениями. Поток защитного газа должен равномерно охватывать сварочную ванну и разогретую часть присадочного прутка.
Горелку следует вести под углом 60-90°, а присадочный материал подается под углом 10-15° к плоскости изделия. Присадочную проволоку или пруток нужно вводить не в столб дуги, а сбоку, возвратно-поступательными плавными движениями. Поток защитного газа должен равномерно охватывать сварочную ванну и разогретую часть присадочного прутка.
С целью защиты металла от взаимодействия с воздухом процесс сварки осуществляют на минимальных режимах. Сварку следует выполнять без перерыва. Во время горения сварочной дуги под электродом на поверхности свариваемого изделия образуется углубление, в котором находится жидкий металл (сварочная ванна). При резком обрыве дуги сварочная ванна оказывается частично не заполненным металлом. В результате уменьшается сечение шва и снижается прочность сварного соединения, образуется кратер. При любом обрыве дуги следует ее плавно гасить, медленно перемещая горелку на ранее выполненный участок шва. После прекращения сварки, нужно в течении 10-15 секунд держать горелку над швом, для защиты металла от окисления.
Расход защитного газа определяется в зависимости от положения шва в пространстве, наличия воздушных потоков, состава защитного газа и других факторов. В среднем он составляет 7-13 дм3/мин.
СВАРКА ЭЛЕКТРИЧЕСКИМИ ИМПУЛЬСАМИ
Сварка импульсной дугой применяется для соединения тонкого металла. При сварке импульсами ток большей силы включается периодическими импульсами. В перерыве между короткими импульсами сварочная ванна частично кристаллизируется, что снижает вероятность прожогов. В паузах между импульсами поддерживается дежурная дуга с меньшим значением силы тока. Регулировка соотношения между значением рабочего и дежурного тока, а так же длительности импульсов и пауз позволяет выполнять швы на весу во всех пространственных положениях.
Толщина заготовки и параметры сварки
Минимальная толщина заготовки при TIG сварке составляет 0,3 мм для стали и 0,5 мм для алюминия и меди. Скорость сварки этим методом низкая. При определении параметров сварки необходимо учитывать, что аргонодуговой аппарат позволяет выставить только силу тока, напряжение дуги определяется длиной дуги, которую поддерживает сварщик. Следовательно, чем больше длина дуги, тем выше ее напряжение.
Следовательно, чем больше длина дуги, тем выше ее напряжение.
Средства защиты
При сварке методом TIG нужно использовать средства индивидуальной защиты:
- Перчатки
- Фартук сварщика, либо специализированный костюм
- Маска
Маска предназначена для сварщика во время сварочного процесса. Маска защищает глаза от света, голову от попадания брызг, способна защитить от ультрафиолетового излучения.
Для аргонодуговой сварки мы рекомендуем выбирать маску Хамелеон. Маска Хамелеон с автоматическим светофильтром позволит контролировать процесс сварки от момента зажигания дуги, до момента ее погашения. Для TIG сварки оптимальна маска с четырьмя оптическими датчиками, по крайней мере, не менее трех. При TIG сварке на постоянном DC токе, особенно на малых токах, порой дуга бывает настолько стабильной, что практически не мерцает, и датчики воспринимают ее как фоновое освещение и светофильтр самопроизвольно открывается в процессе сварки. Вероятность случайного открытия светофильтра тем ниже, чем больше датчиков имеет светофильтр.
При выборе сварочной маски, следуют обращать внимание на описание, в котором будет указана возможность сварки аргонодуговым способом.
ИТОГИ
Аргонодуговая сварка является трудоемким и низкопроизводительным методом сварки, позволяющим получить качественные и эстетичные сварные соединения, а также позволяет варить тонколистовой металл. Это и обусловило сферы применения данного метода. Он широко применяется в аэрокосмической промышленности. В быту аргонодуговая сварка применяется при ремонте отопительных систем, а также для ремонтно-восстановительных работ автомобилей. Аргонодуговая TIG сварка широко применяется в кузовных мастерских.
Поскольку сварочная горелка TIG работает с низким током, этот метод оптимален для работы с тонкими деталями или заготовками.
Одно из самых больших преимуществ сварки – это степень контроля. Сварщик может точно контролировать температуру и силу тока с помощью ножной педали или пульта дистанционного управления. Работа с пультом дистанционного управления, позволяет сварщикам быстро переключаться с работы над тонкими металлическими деталями, на толстые, за счет регулировки силы тока. Это позволит повысить производительность сварщика при работе с заготовками различных толщин.
Это позволит повысить производительность сварщика при работе с заготовками различных толщин.
TIG сварка требует навыков и терпения, поскольку этот процесс может занять много времени. Он сложен в изучении, но дает возможность выполнять задачи, для которых ни один другой метод не применим.
МЕХАНИЗИРОВАННАЯ TIG СВАРКА (GTAW)
Технологии не стоят на месте и сейчас сварщик уже не всегда должен держать горелку в руках, чтобы выполнить сварное соединение.
GTAW – это автоматизированная дуговая сварка неплавящимся электродом в среде инертного защитного газа.
В зависимости от уровня механизации, она делится на:
- Механизированная. Горелка находится в руках сварщика, присадочный пруток подается механизированным способом;
- Автоматическая. Перемещение горелки и подача присадочного прутка полностью механизированы, процессом управляет оператор;
- Роботизированная. Перемещение горелки и подача присадочного прутка полностью механизированы, не нуждается в управлении оператором.

AzuraMart — Форма для запекания Argon — Красная
В наличии
299,00 ринггитов
Артикул: AM1651102
Бесплатная доставка до полуострова (SM) для Сабаха и Саравака (СС) 50 ринггитов.Размер: 3,5 литра 4 литра
марка: Аргон
Модель: Блюдо для запекания
Безопасная оплата на кассе с помощью
- Описание
- Доставка и возврат
Информация о продукте
С историей, которую можно проследить вплоть до
Средние века скромный чугунный котел по-прежнему остается
материал выбора для любого истинного кулинарного знатока. Главным среди многих ценных свойств чугуна является
репутация фантастической термостойкости и удержания, что делает его
идеально подходит для самых разных способов приготовления, от обжаривания до
от жарки до запекания, тушения и запекания. Это естественное удержание тепла также позволяет невероятно
равномерная температура по всему блюду, что означает, что все получают
чтобы насладиться точно такими же сытными плодами трудов этого блюда. Приготовьте роскошное жаркое на газовой или электрической плите или
поместите в духовку, чтобы получить красивую густую запеканку или тушеное мясо, приготовленное на медленном огне.
Главным среди многих ценных свойств чугуна является
репутация фантастической термостойкости и удержания, что делает его
идеально подходит для самых разных способов приготовления, от обжаривания до
от жарки до запекания, тушения и запекания. Это естественное удержание тепла также позволяет невероятно
равномерная температура по всему блюду, что означает, что все получают
чтобы насладиться точно такими же сытными плодами трудов этого блюда. Приготовьте роскошное жаркое на газовой или электрической плите или
поместите в духовку, чтобы получить красивую густую запеканку или тушеное мясо, приготовленное на медленном огне.
Эта красная чугунная кастрюля из
Посуда Argon — ваш новый идеал
универсальный помощник на кухне, позволяющий готовить, жарить, тушить и
испеките почти безграничное разнообразие блюд в поистине вневременном стиле.
С начала 18 века чугун был предпочтительным материалом.
для ценителей посуды по всему миру, благодаря своей исключительной
свойства теплопроводности. Мы объединили наши модели посуды Argon с
гладкое эмалевое покрытие, предотвращающее прилипание пищи. тем самым
делает приготовление пищи и уборку проще и приятнее
опыт.
Мы объединили наши модели посуды Argon с
гладкое эмалевое покрытие, предотвращающее прилипание пищи. тем самым
делает приготовление пищи и уборку проще и приятнее
опыт.
Ряд небольших выпуклостей на внутренней стороне крышки
собирать влагу во время приготовления и направлять ее обратно на продукты,
каждый раз обеспечивая идеальные, сочные результаты. После того, как приготовление пищи завершено, очистить форму для запекания так же просто, как
протереть теплой водой и губкой, затем оставить на плите на медленном огне
нагревать до высыхания.
Характеристики:
- Размеры: Высота с крышкой: 15 см Диаметр без ручек: 25 см Диаметр с ручками: 32 см
- Классическая чугунная конструкция — неподвластный времени стиль с исключительными свойствами теплопроводности
- Универсальная посуда — тушение, медленное приготовление, жарение на сковороде, тушение и запекание на плите или в духовке
- Самозакрывающаяся крышка — собирают мелкие шипы влагой и перераспределяйте ее по продуктам, обеспечивая идеальное и равномерное приготовление
- Двойные боковые ручки, удобные для использования в духовке — для удобной переноски и перемещения между поверхностями.
- Плотно прилегающая крышка для духовки сохраняет тепло и аромат. Элегантная нержавеющая сталь Стальную ручку легко держать даже в громоздких рукавицах для духовки.

Доставка и возврат заказа
Стоимость доставки зависит от региона. Например, мы предоставляем бесплатную доставку до полуострова (SM), но для Сабаха и Саравака (SS) и Лабуана будут взиматься специальные сборы в зависимости от количества и веса продуктов. Если ваш заказ был из готового запаса, мы отправим ваш заказ в течение 2/3 рабочих дней после того, как вы полностью оплатите свой платеж. Если ваш заказ был со склада в Великобритании или со склада в пути, вам придется подождать, пока ваш заказ не прибудет в Малайзию. Когда ваш заказ будет готов, вы получите SMS или уведомление по электронной почте о прибытии вашего товара. Если у вас остались какие-либо платежи/задолженность по заказу, вам необходимо будет оплатить остаток в полном объеме в течение согласованных 90 дней / 180 дней, чтобы мы могли упаковать и отправить товар на ваш адрес доставки. После того, как мы получим ваш платеж, мы отправим ваш заказ. Если вы уже оплатили заказ, вы можете проигнорировать это сообщение. Обратите внимание, что вы получите SMS или уведомление по электронной почте, содержащее номер для отслеживания, после отправки вашего заказа.
После того, как мы получим ваш платеж, мы отправим ваш заказ. Если вы уже оплатили заказ, вы можете проигнорировать это сообщение. Обратите внимание, что вы получите SMS или уведомление по электронной почте, содержащее номер для отслеживания, после отправки вашего заказа.
**Пожалуйста, всегда обновляйте свой адрес электронной почты, телефон и адрес доставки. Если какие-либо изменения будут внесены вами и вы не сообщили нам об этом, мы не несем ответственности за потерю вашей посылки/неудачную попытку доставки заказа.**
Мы надеемся, что каждая покупка вам понравится и вы оставите положительный отзыв/отзыв о нас. В случаях, когда вам необходимо вернуть товар из-за неисправности с нашей стороны, мы сначала рассмотрим ваш случай, если ваш случай будет одобрен, тогда мы примем возврат. Для получения полной информации о том, как сделать возврат, пожалуйста, обратитесь к нашей Политике возврата и возмещения.
Нужна помощь? Пообщайтесь с нами
Глобальный рынок нижней полой вены (с 2021 по 2026 год) — с участием ALN, Argon Medical и Cook Medical среди прочих — ResearchAndMarkets.
 com
comДУБЛИН — (BUSINESS WIRE) — Отчет «Рынок нижней полой вены — прогнозы с 2021 по 2026 год» был добавлен к предложению ResearchAndMarkets.com .
Мировой рынок фильтров нижней полой вены оценивается в 590,344 млн долларов США в 2019 году, растущий в среднем на 8,77%, и к 2026 году объем рынка достигнет 1063,138 млн долларов США.
Упомянутых компаний
- АЛН
- Аргон Медикал
- Б. Браун Мельзунген АГ
- Бектон, Дикинсон и компания
- Бостонская научная корпорация
- Брайле Биомедика
- Кардинальное здоровье
- Кук Медицинский
- Вулкан Корпорация
Фильтр нижней полой вены (НПВ) — это медицинское устройство, которое имплантируют в нижнюю полую вену при тромбозе глубоких вен (ТГВ) или тромбоэмболии легочной артерии (ТЭЛА). Он используется у пациентов с высоким риском развития ТЭЛА, которым не может быть назначена достаточная антикоагулянтная терапия. Они могут быть постоянными или восстанавливаемыми; последнее, однако, представляет собой проблему для рынка, поскольку небрежность при своевременном удалении вызывала озабоченность. Факторами, влияющими на фильтр нижней полой вены, являются резкое увеличение расходов на исследования и разработки, рост рынка кардиологических устройств, рост расходов на здравоохранение в странах с развивающейся экономикой и распространение технологий на зарождающихся рынках. Географически Северная Америка и Европа доминируют на рынке фильтров IVC, в то время как Азиатско-Тихоокеанский регион является регионом быстрого роста.
Они могут быть постоянными или восстанавливаемыми; последнее, однако, представляет собой проблему для рынка, поскольку небрежность при своевременном удалении вызывала озабоченность. Факторами, влияющими на фильтр нижней полой вены, являются резкое увеличение расходов на исследования и разработки, рост рынка кардиологических устройств, рост расходов на здравоохранение в странах с развивающейся экономикой и распространение технологий на зарождающихся рынках. Географически Северная Америка и Европа доминируют на рынке фильтров IVC, в то время как Азиатско-Тихоокеанский регион является регионом быстрого роста.
Пересечение полой вены для предотвращения легочной эмболии (ТЭЛА) — это концепция, которой более 100 лет, и в то время инвазивная операция по перевязке вен была оправдана, поскольку считалось, что она приносит огромную пользу критически больным. Таким образом, когда был изобретен значительно менее инвазивный фильтр нижней полой вены (НПВ), он был принят и принят довольно быстро.
Кроме того, кажется, что преходящие противопоказания к антикоагулянтной терапии стали не по прямому назначению показанием для развертывания сменных фильтров НПВ. Эти временные противопоказания включают травмы, перинатальное состояние, кровоточащие пептические язвы, хирургические кровотечения, недавние биопсии или предстоящие операции. Суть проста: по мере совершенствования конструкций извлекаемых фильтров НПВ, которые становятся проще в развертывании и удалении, а предполагаемый повышенный риск переломов, эмболизации и проникновения через стенки НПВ снижается, их преимущества будут по-прежнему перевешивать риски, и мы увидим постоянный рост их использования.
Распространенность ВТЭ растет во всем мире. Например, по данным Центров по контролю и профилактике заболеваний (CDC), хотя точное число людей, пострадавших от ВТЭ, неизвестно, однако ежегодно в Соединенных Штатах может быть затронуто до 900 000 человек (от 1 до 2 на 1000). Состояния. Ожидается, что рынок нижних кава-фильтров будет расти высокими темпами из-за растущей распространенности.
Появление COVID-19 нанесло ущерб рынку нижней полой вены в 2020 году. Согласно отчету Национальной медицинской библиотеки, объемы венозного регистра сократились в пять раз в первом квартале 2020 года по сравнению с аналогичным периодом 2019 года.. Последствия отсрочки сосудистых процедур для амбулаторной венозной практики остаются неизвестными с вероятным увеличением заболеваемости. Проблемы с определением влияния венозной тромбоэмболии на смертность существуют из-за сложности проверки случаев смерти «на дому и в учреждениях расширенного ухода». Дальнейшие последствия прекращения пандемии, вероятно, будут усиливаться, если отсрочка плановой сосудистой помощи выходит за рамки короткого промежутка времени. Кроме того, исследование, проведенное сосудистой и интервенционной радиологией, показывает, что количество вызовов группы реагирования PE (PERT) значительно снизилось за этот период. Медиков, лечившихся от COVID-19, стало больше.пациентов, которые не привыкли управлять пациентами отделения интенсивной терапии (ОИТ) из-за огромной нехватки необходимого персонала.
Ожидается, что рост спроса на извлекаемые кава-фильтры подпитает рынок в течение прогнозируемого периода.
Извлекаемые кава-фильтры находят все более широкое профилактическое применение у новых групп пациентов, которые могут подвергаться временному риску венозной тромбоэмболии. В группу риска могут входить бариатрические, ортопедические, травматологические, нейрохирургические и онкологические пациенты. Они также все чаще используются врачами, которые боятся судебных исков. Кроме того, конструкции извлекаемых фильтров НПВ улучшаются, так что их становится легче развертывать и удалять, а их воспринимаемый повышенный риск переломов, эмболизации и проникновения в стенку НПВ снижается, их преимущества будут по-прежнему перевешивать риски, и мы увидим дальнейший рост их применения. использовать.
Ключевые темы:
1. Введение
2. Методология исследования
3. Резюме
4. Динамика рынка
4.1. Драйверы рынка
4.2. Рыночные ограничения
4.3. Анализ пяти сил Портера
4.4. Анализ цепочки создания стоимости в отрасли
5. Анализ рынка нижних кава-фильтров по типу
5.1. Введение
5.2. Окклюзионные системы
5.3. Системы фильтрации
6. Анализ рынка нижних кава-фильтров по типу продукта
6.1. Введение
6.2. Извлекаемый
6.3. Постоянный
7. Анализ рынка нижних кава-фильтров по географическому признаку
8. Конкурентная среда и анализ
8.1. Основные игроки и анализ стратегии
8.2. Новые игроки и прибыльность рынка
8.3. Слияния, поглощения, соглашения и сотрудничество
8.4. Матрица конкурентоспособности поставщиков
9. Профили компаний
Для получения дополнительной информации об этом отчете посетите https://www. researchandmarkets.com/r/9yjuw6.
Основные области применения аргона
выбрать продуктБесплатная аренда, 2% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIG Нержавеющая стальАренда бесплатно, 12% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIGБесплатная аренда, 12% CO2 в Аргонная смесь 50 л для сварки MIG. Баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматов по производству замороженных напитков Slushy Jack — 3,15 кг. Легкий газовый баллон 14 кг Газовый свет, вилочный погрузчик из стекловолокна Газовые баллоны с углекислым газом для конфетти-пушек и бластеров 15 кгПищевые газовые баллоны с углекислым газом для конфетти-пушек и бластеров — 34 кг CO2 для татуировок аэрографом, 1,5 кг CO2 для татуажа аэрографом, 3,15 кг CO2 для татуажа аэрографом, 6,35 кг CO2 Для выращивания аквариумных растений, 6,35 кг CO2 для выращивания аквариумных растений, 1,5 кг CO2 для выращивания аквариумных растений, 3,15 кг углекислого газа для сцены и театральных спецэффектов 6,35 кг — с погружной трубкойДвуокись углерода для сцены и Театральные спецэффекты 34 кг — с погружной трубкойДвуокись углерода для сценических и театральных спецэффектов 15 кг — с погружной трубкойГазовые баллоны с пищевым CO2 для автоматов по производству замороженных напитков Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack — 6,35 кгГазовые баллоны с пищевым CO2 для автоматов по производству замороженных напитков Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack — 34 кг Баллоны с пищевым CO2 для автоматов по производству замороженных напитков Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack — 15 кг 10 л пропиленового топливного газа для Сварка, пайка, нагрев и резкаColeman B/P C250Газовый баллончик 170g с бутаном/пропаном — 2175POWERSOURCE 445G B/P MIX CARTRIDGE350G BUTANE PROPAN MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Gas CartridgeCAMPINGAZ CV300 Gas Cartridge270 CAMPINGAZ2, Портативный пропановый обогреватель Инфракрасный обогреватель шкафа Phoenix12623, Пропановый шланг с отводом в сборе 35 дюймов ST POL x W2012622, Пропановый шланг с отводом в сборе 20 дюймов ST POL x W20Оранжевый шланг высокого давления – диаметр отверстия 8 мм, 3 м CoilOrange Шланг высокого давления – диаметр 8 мм, 2 м CoilOrange Шланг высокого давления — диаметр 8 мм, 1 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 3 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 2 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, катушка 1 м15527, комплект пропановой автогорелки Bullfinch 233P (рычажное зажигание) 14850 , Bullfinch No. 404 Autotorch Набор паяльной лампы для пайки21479, Bullfinch № 135/01 Удлиненный комплект горелки с регулятором 11325, Сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Стандартный комплект пропановой горелки Bullfinch — 110P8196, Насадка для шланга высокого давления — 3/8 дюйма BSP TM x 10 мм нар. диам. 8870, Насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм нар. Форсунка для газового шланга — 3/8 дюйма BSP, внутренняя резьба x 10 мм6244, Газовая форсунка Fulham, газовая форсунка — 1/4 дюйма, внутренняя резьба BSP x 10 мм8009, Форсунка для газового шланга Fulham — 1/8″ BSP F x 10 мм6247, Форсунка для газового шланга Fulham — 1/2″ BSP TM x 10 мм8871, Форсунка для газового шланга Fulham — 3/8″ BSP TM x 10 мм6246, Форсунка для газового шланга Fulham — 1/ 4″ BSP TM x 10мм6245, Сопло для газового шланга Fulham — 1/8″ BSP TM x 10мм8843, 3 НАСАДКА ДЛЯ ШЛАНГА — 90°8842, 3 НАСТРОЙКА ДЛЯ ШЛАНГА — 60°8844, 4 НАСТРОЙКА ДЛЯ ШЛАНГА 8862, ДВОЙНАЯ ГОРЕЛКА КИПЯЩЕГО КОЛЬЦА 24035, КИПЕНИЕ КОЛЬЦО, ОДИНАРНАЯ ТРОЙНАЯ ГОРЕЛКА19537, БОЛЬШОЕ КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА22744, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА12679, НАБОР ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ ДЛЯ ДВУХ КОМПЛЕКТОВ21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ДЛЯ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ из кованой стали POL — черный11724, Гаечный ключ из прессованной стали из поливинилхлорида — оцинкованная23142, ЗАЖИМ 12 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ ДАВЛЕНИЯ 3714 мбар, PRO3714mbar С МАНОМЕТРОМ8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА 0,5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕРЕ REG15163, 37 мбар 8888, КЛАПАН ПОЕЗДНОГО ЦИЛИНДРА 8809, Camping Gas Regulator LP8807, регулятор бутана (4,5 -километровый калорный бутылка) 8805, 21 мм зажима на бутановом регуляторе. 600’CP3622 Сварное одеяло 2m x 2m 600’cp3621 Сварное одеяло 2m x 1m 600’cfr-ext extension 0,6MP3630 Сварное одеяло 50m x 1m 600’cp3886fr Стальная рама 2,4 × 1,8 МП 3666FR. 2,4 x 1,8MP3666CG Зеленое сварки сварки Зеленого холста 1,8 x 1,8MP3646CG Зеленое холст. MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 CLEAR VISORP3261-5 SHADE 5 VISORP3260-5 SHADE 5 VISORP3260-3 SHADE 3 VISORP3390 4.5 x 2″ FLIP UP WELDING GOGGLESP3310 SKI TYPE WELDING GOGGLESXR270 VELCRO SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 FACE SEAL AND FIXINGSXR1013 HEAD GEAR FIXING KITXR1012 SWEAT BAND FOR HEAD GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ0 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ НАБОР ДЛЯ ПОДРЯДЧИКОВ В КОРОБКЕ Набор для резки с заглушками – Заглушенный – Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4″ установлен Шланг пропана 761020-OX 20 мм 10M 3/8″ установлен Кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма Кислородный шланг 760620-OX 6 мм 20 м 1/4 дюйма Кислородный шланг 760610-OX 6 мм 10 м 1/4 дюйма Кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма Кислородный шланг 761605-OX 6 мм 3/8″ Fitted Oxygen Hose760805-OX 8mm 5m 3/8″ fitted Oxygen hoseHeating Nozzle 5 705105Heating Nozzle 4 705104Heating Nozzle 3 705103Heating Nozzle 2 705102SWAGED NOZZLE 25 704225SWAGED NOZZLE 18 704218SWAGED NOZZLE 13 704213SWAGED NOZZLE 10 704210SWAGED NOZZLE 7 704207Lightwieght Nozzle 13 704113Lightwieght Nozzle 10 704110Легкое сопло 7 704107Обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5,5 703113VVC РЕЖУЩЕЕ СОПЛО 5 703112VVC РЕЖУЩЕЕ СОПЛО 4 703111VVC РЕЖУЩЕЕ СОПЛО 3Сопла резания VVC 2 703108Vv «3,2 мм 7023332PNME Режущаяся сопла 3/32» 2,4 мм 702324PNME Режущая сопла 5/64 «2,0 мм 702320PNME Режущий сопла 1/16» 1,6 мм 702316PNME режущий сопла 3/64 «1,2 мм 702312PNME RIDGER NOTRUCK 1/32» 0,8 мм 7 мм 702312PNME RINTRUCT 1/32 Сону 1/8 «3,2 мм 702132PNM Ружая сопла 3/32» 2,4 мм 702124PNM Ружая сопла 1/32 «0,8 мм 702108Pachi Режущий сопла 1/8» 3,2 мм 7123332APACHI Sutruct 3/32 «2. 4mm 712324APACHI НЕТ 1/16″ 1.6MM 712316APACHI CUTTING NOZZLE 3/64″ 1.2MM 712312APACHI CUTTING NOZZLE 1/32″ 0.8MM 712308ASNM CUTTING NOZZLE SIZE 1 705301AFNM CUTTING NOZZLE 1/16″ 1.6MM 705203AFNM CUTTING NOZZLE 3/64″ 1.2MM 705202AFNM CUTTING NOZZLE 1/32″ 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM ИЗОГНУТО РЕЖУЩАЯ СОПЛА РАЗМЕР 19702219AGNM Размер сопла сопла с нагнутой насадкой 13 702213ANME Выреженный сопло 1/8 ″ /3,2 мм 701232ANME Выреженный сопла 3/32 ″ /2,4 мм 701224ANME Вырезом сопла 5/64 ″ /2.0mm 701220ANME Cut10 1/16 ″ /1,6 мм 701 216 -мм 701 2116. /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские супертонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские, сверхтонкие отрезные диски нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Grip 250A Сварочная горелка, с кабелем 4 м и евро фитингомParweld PRO1500-40ER Pro-Grip 150A сварочная горелка, включая 5 м кабель и евро фитингPar сварка PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и европейский фитингP3788 Сварочная куртка Parweld Panther (размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Латексная перчатка с термозахватомP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (дизайн пламени)ANME CUT NOZZLE 1/32″/0,8MM /32″/2. 4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК АРГОНАРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ ДАТЧИК 2 ДАТЧИК 2 КИСЛОРОДРЕГУЛЯТОР 2 ACETYLENEREGULATOR SINGLE STAGE GAUGE ARGONREGULATOR 25 BAR SINGLE STAGE PLUGGED PROPANEREGULATOR 300 BAR 0-10 SINGLE STAGE PLUGGED OXYGENREGULATOR 25 BAR SINGLE STAGE PLUGGED ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP PACKAGE 1PARWELD TIG INVERTER XTT 200P RANGE P1 PACKAGEPARWELD XTS 163 MMA INVERTER RANGE P1 PACKAGEPARWELD XTS 403 MMA ЛИНЕЙКА ИНВЕРТОРОВ ПАКЕТ P1Parweld XTE201C Компактный автомобильный сварочный аппарат — пакет P1Parweld XTE 171 Компактный автомобильный сварочный аппарат Пакет 1GS1060 Par Сварной шлифовальный диск 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parweld PU Gripper GloveP3855 Parweld Panther Driver GloveP3854 Parweld Panther Mesh Back Driver GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированные перчатки Parweld Теплозащитный экран (одинарные)P3828 Алюминизированные рукавицы Parweld PantherP3826 Двусторонние рукавицы/перчатки Parweld Panther (одинарные)P3825 Перчатки/перчатки Parweld PantherP3822 Перчатки/перчатки Parweld, Panther Pro Ex LengthP3820 Перчатки/перчатки Parweld для сваркиP3802 Перчатки Parweld Power Rigger (SE)P380 Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4,0 мм * 350 мм, 5 кг PackParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг PACKParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, ARC 4. 0 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 3,5 кг PackPar1d 2,56 кг Электроды для дуговой сварки малоуглеродистой стали MMA, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали MMA, 2 мм * 300 мм 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Горелка для сварки TIG с водяным охлаждением, 250 А, доступна с кабелем 12 или 25 футов Инверторный сварочный аппарат TIG 400 ВParweld XTT 353P-P1 350A AC/DC 400V Импульсный инверторный сварочный аппарат TIGParweld XTT 202P-P1 AC/DC 200A 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIG, 2DV230VP1 Комплект инверторного сварочного аппарата TIGParweld PR17-25S1BG Сварочная горелка TIG Pro-Grip Max 150A, доступна с кабелями длиной 4 м или 8 мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитингиParweld XTS 203 MMA инвертор 200А, 400В с опцией Scratch Start TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Inverter 200AMP 240V with Optional Scratch Start TIG TorchParweld XTS 202 MMA Inverter 200AMP 240VParweld XTS 142 MMA Inverter 140AMP 240V with Optional Scratch Start TIG TorchParweld XTS 142 MMA Inverter 140AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Инверторный плазменный резак, комплект 400 В 1Parweld XTP40 Инверторный плазменный резак, 100/240 В, комплект 1 Тип 5, кислородно-ацетиленовая резка и сварочный комплект Легкий комплект для кислородно-ацетиленовой резки и сварки, включая футлярЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая футляр18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine XTM1C — 300AMP — Package 1Parweld XTM 301S MIG Transformer Machine 300 AMP — Package 1Parweld XTM 182I MIG Inverter, 180 AMP — Package 1Parweld XTM 160I MIG Inverter, 160 AMP — Package 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR STYLE K3 600A STRAIGHT GOUGING TORCHESEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ СТЕРЖНЯREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СТОЙКА ДЛЯ СВАРКИ / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА. NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ — SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ГОРЕЛКА TIG (ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ GOLPMM5 GOD) — 1.0 (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF — КЕРАМИКА — 1/4 АЛЮМИНИЕВАЯ СОПЛА (PK10) (13N08)HP Сварка — 1,6 мм Superstrike вольфрам продан каждый HP16616 Золотой кончик — 1,6 мм 1,5% вольфрамовый вольф WELDING — 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON — 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 — RED TOP TORED Tungsten — 1.0MM 2% THOR TUNGSTEN .040 EARO961250 TIG BRONZE BRAZING — SIFSILCOPPER NO 968 1.2MM 5.0KGRO211650 STAINLESS STEEL TIG RODS — SIFSTEEL 316L 1.6MM 5.0KG STAINLESSRO151625 ALUMINIUM TIG RODS — SIFALUMIN NO 15 4043A 1.6MM 2.5KGRA151225 SIF MILD STEEL TIG RODS — SIFSTEEL A15 1.2MM 2.5KG STEELSW120573 PLASMA Резак -запасная часть — электрод Hafniumsw020382 Запасная часть плазмы — электрод Hyp Max 20SWPC801ZR Резка запасные части плазмы — электрод Zirconiumswpc306 Electrode Zr x 14,5 мм для Binzel PSB30 PACK30303030303032030303030303030H -плазменное пластическое пластическое пластическое плаз. MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 — УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 Gramih55sd100 Песочный диск (AL -OX) 115×16 мм 100 GRITSC60100GKW LACK DISC 100×22 мм 60 ГРИТ — CERIM40DCGM DPC GRINDING DISC (100×6,4×16 мм) HELIUM BALLOON INFULATOR — PremiumHelium Balloon Inflator — STANDERVZFC08045) Гелийский баллон. Ferous MIG Wire 0.8mm 3.75kgWO270865 SifMIG 5356 Non-Ferous MIG Wire 6.5kgWO150865 SifMIG 4043 Non-Ferous 0.8mm 6.5kg MIG WireDZ10001 Oxygen and Acetylene Gas Cylinder TrollyDZ10004 Portable Gas Cylinder Trolly SmallPC600630T Welding Table Kit 600mm * 630mmP3410 NYLON BLACK FRAME SPECTACLES — CLEARP3420 Clear Safety Spectsesf287000 Kromer Swarding Safety Safety Safety Размер 6 7/8 «EHW4420010 Замена 4 1/4» x 2 «Увеличительные линзы сварки сварки — 1,0 Диоптерные маги11060SP Замена зеркального стекла. * 2» ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW1109010 Золотая замена объектива 110 мм x 90 мм глэйн с золотым покрытием SH20 для сварки Helmetehw442010G Стеклянное стекло 4 1/4 x 2 10ew 8ew Lens CE для сварки HelmeteHW442006G Замена стекла 4 1/4 x 2 6ew Lens CE для сварки HelmeteHW442005G Замена стекла 4 1/4 x 2 5ew РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ СВАРКИ MIG И TIGПищевой углекислый газ CO2, 34 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2, 15 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2 Заправка 6,35 кг Отвод жидкости для глазирования стеклаКонтрактная заправка Tecatlantis 1 л CO2 ЦилиндрWA1912250 SIFMIG ZERO SG3 1. 2MM 250KG COPPER FREEWA1910250 SIFMIG ZERO SG3 1.0MM 250KG COPPER FREEWA191218 SIFMIG ZERO SG3 1.2MM 18KG COPPER FREEWA191018 SIFMIG ZERO SG3 1.0MM 18KG COPPER FREEWA1 SIFMIG ZERO SG3 0.8MM 15KG COPPER FREEVZ181215LSG3 1.2MM SG3 MIG WIRE (15KG) REELVZ181015LSG3 1.0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG REELVZ181015LW SG2 1.0MM LAYER A18 WIRE 15KG REELVZ1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYER A18 WIRE 15KG REELVZ180850L SG2 0.8MM A18 MIG WIRE (5KG) REELVZ180807L SG2 0.8MM A18 MIG WIRE (0.7KG) REELVZ180615LW SG2 0.6MM LAYER A18 WIRE 15KG REELVZ180650L SG2 0.6MM A18 MIG WIRE (5KG) REELVZ160607L SG2 0.6MM A18 MIG WIRE (0.7KG) REELFXTIPDIP50 Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислород/пропановый режущий набор — штекер ged — Contractors Set 2OP1000w Weldability Sif Toolbox Case OnlyFO010022 Sifbronze Relay Flux 225gDZ205001 Tri Flint Spark LightDA4003838RH Муфта шланга от 3/8″ до 3/8″ правая/высотаDA4003838LH Муфта шланга от 3/8″ до 3/8″ LHDA4003814RH 1/4″ /8 «RH Шлаковая соединение 400141414 1/4» RH равна шланг -шланге 4001414LH 1/4 «LH равные шланг -шланги. MM 702116PNM CUTTING NOZZLE 3/64″ 1.2MM 702112Lightwieght Nozzle 5 704105lightwieght Nozzle 3 704103lightwieght Nozzle 2 704102CCANM04W Weldability ANM Type 5/64 Nozzle 100mmCCANM03W Weldability ANM Type 1/16 Nozzle 75mmBW8001038BFT 8mm 10m 3/8″ fitted Acetylene hoseBW8001038PFT 8mm 10m 3/8 » Установленный шланг для пропана760810-OX 8мм 10м 3/8″ Кислородный шлангBW600538PFT 6мм 5м 3/8″ Установленный шланг для пропанаBW600514RFT 6мм 5м 1/4″ Установленный ацетиленовый шланг764605-PR 6мм 5м 1/4″ Установленный пропановый шланг760605-OX 6мм 5м 1/4″ 4-дюймовый фит ed Кислородный шланг761610-OX 6 мм 10 м 3/8″ Кислородный шланг в сборе764610-PR 6 мм 10 м 1/4″ в сборе Пропановый шланг BW6002038BFT 6 мм 10 м 3/8″ Ацетиленовый шланг в сбореBW10002038RF 10 мм 20 м 3/8″ 2 0410-8/3/8 мм Ацетиленовый шланг в сборе7 «Оставленный пропановый шланг760820-OX 8 мм 20 мл 3/8» Околочный кислород HoseBW10001038RF 10 мм 10 мм 3/8 «Околочный ацетилен-штангибел10001038PF 10 мм 3/8» Установленная пропана Hose761010-OX 10 мм 3/8 «. LPG Heating Torch 45mm with leverBB6002 LW Cutting AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Cutting AttachmentBB5001 HD Welders ShankAU2001 RESETTABLE COLLAR, OXYGEN FLASH BACK ARRESTORAU2001 RESETTABLE COLLAR, FUEL GAS FLASH BACK ARRESTORAU11107 DGN BARREL, FUEL GAS, FLASH BACK ARRESTORAU111002 DGN BARREL, OXYGEN FLASH BACK ARRESTORAE3004LX ПЕРВАЯ СТУПЕНИ, ДВУХКАЧЕСТВЕННЫЕ КИСЛОРОДНЫЕ РЕГУЛЯТОРЫAE2004LX ПЕРВАЯ СТУПЕНИ, ОДИНАРНЫЕ КАМЕРЫ, СЕРИЯ LX ПРОПАН/ПРОПИЛЕН GUAGEОдноразовые гелиевые баллоны с 50 баллонами и лентой под собственной маркойСобственные Фирменные одноразовые газовые баллоны с гелием без 50 воздушных шаров и лентыОптовая продажа, цилиндр Fill’N’Away + 30 воздушных шаров и ленты.Fill’N’Away Одноразовый баллон с гелием с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и лента.Fill Одноразовые гелиевые баллоны ‘N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар — для гоночных командАзот 2 л 200 бар — для гоночных командАзот 20 л 200 бар — для гоночных командПищевой азот 9,4 л 137 бар — для хранения и раздачи винаПищевой азот 2 л 200 бар — для хранения и розлива винаПищевой азот 20 л 200 бар — для хранения и розлива вина Бескислородный азот 20 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар — для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов. Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм. Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio GasCalor Gas 13kg Patio Gas BottleCalor Gas Butane Bottle 7KG — нет в наличииCalor Gas Butane Bottle 4.5KG — Нет в наличииCalor Баллон с бутановым газом 15 кг — Доступен в ограниченном количестве — Пожалуйста, позвоните перед заказом Баллон с пропановым газом Calor 6 кг — нет в наличии Баллон с газовым пропаном 6 кг Калорийный газовый баллон с пропаном 6 кг Легкий вес Баллон с газовым пропаном 47 кг Калорийный газовый пропан 3. 9Бутылка в килограммах — Нет на складе Калорийный газ Пропан 19 кг Калорийный газ 13 кг Баллон с пропановым газомCamping Gaz 907 Бутановый газовый баллон — НЕТ В НАЛИЧИИCamping Gaz 904 Бутановый баллон — НЕТ В НАЛИЧИИCamping Gaz 901 — Только заправка — нет в наличии Калорийный газ пропан 18 кг Автогаз для вилочного погрузчика Калорийный газ пропан 12 кг Автогаз для вилочных погрузчиков Многоразовый гелиевый баллон объемом 9,4 л, идеально подходит для цветочных магазинов, магазинов открыток и вечеринок, только для торговли Многоразовый гелиевый баллон объемом 9,4 л идеально подходит для вечеринок и юбилеев, включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, магазинов открыток и вечеринок — Trade Only2L многоразовый газовый баллон с гелием, идеальные вечеринки и юбилеи20L многоразовый газовый баллон с гелием, идеально подходит для флористов, открыток и магазинов для вечеринок 200 бар для сварки TIG Без арендной платы, кислородный газовый баллон 2 л, 200 бар без арендной платы, без кислорода (OFN) Азот 2 л 200 бар без арендной платы, углекислый газ e Газ CO2 1,5 кг для сварки MIG без арендной платы, 5% смесь CO2 / аргона 2 л 200 бар для сварки MIG без арендной платы, чистый аргон 20 л 200 бар для сварки TIG без арендной платы, кислородный газ 20 л 200 бар для резки, сварки, пайки и пайки без арендной платы, без кислорода (OFN) ) Азот 20 л 200 бар без арендной платы, 20% CO2 в смеси аргона 20 л, 200 бар для сварки MIG Бесплатно 5% CO2 в смеси аргона 20 л для сварки MIG 20 л пропиленового топливного газа для сварки, пайки, нагрева и резки Бесплатно 34 кг газа CO2 для сварки MIG Без арендной платы, чистый Аргон 50 л 200 бар для сварки TIG и MIG Без арендной платы, газообразный кислород 50 л 200 бар Без арендной платы, без кислорода (OFN) Азот 50 л 200 бар Без арендной платы, 20% CO2 в аргоновой смеси Газовые баллоны 10 л, 200 бар без арендной платы, чистый аргон для сварки TIG 10 л, 200 бар без арендной платы, бескислородный (OFN) азот 9. 4 л 137 бар Без арендной платы, углекислый газ CO2 6,35 кг для сварки MIG Без арендной платы, углекислый газ CO2 3,15 кг для сварки MIG Без арендной платы, сменная смесь 5% CO2 / аргон 10 л 200 бар для сварки MIG Без арендной платы, сменная смесь 20% CO2 / аргон 10 л 200 бар для MIG Welding2L Пропиленовый топливный газ для сварки, пайки, нагрева и резкиУглекислый газ CO2, заправка 6,35 кг для дома BarУглекислый газ CO2, заправка 1,5 кг для дома BarДвуокись углерода 3,15 кг для дома Bar2L Погреб / пиво Газовая смесь 60/40 для дома bar2L Смесь погреба / пива 70/30, для домашнего бараУглекислый газ CO2 6,35 кг для коммерческого использованияУглекислый газ CO2 34 кг Для торговых пользователейУглекислый газ CO2 газ 15 кг Торговые пользователи50 л Cellar / Beer Gas 30/70 Mix для торговых пользователей20L Cellar / Beer Gas 60/40 Mix для торговых пользователей20L Cellar / Beer Gas 30/70 Mix для торговых пользователей10L Cellar / Beer Gas 60/40 смесь для торговых пользователей10L Cellar / Beer Gas Смесь 50/50 Для торговых пользователей10L Cellar / B eer Gas 30/70 Mix для профессиональных пользователей
Купить аргоновую посуду онлайн | Rinkit.
comФильтры
- от 1 до 100 мл
- от 101 до 150 мл
- от 151 до 200 мл
- от 201 до 225 мл
- от 226 до 250 мл
- от 251 до 275 мл
- от 276 до 300 мл
- от 301 до 325 мл
- от 326 до 350 мл
- от 351 до 375 мл
- от 376 до 400 мл
- от 401 до 425 мл
- от 451 до 475 мл
- от 476 до 500 мл
- от 501 до 550 мл
- от 551 до 600 мл
- от 651 до 700 мл
- от 701 до 750 мл
- от 751 до 800 мл
- от 901 до 1000 мл
- от 1001 до 1250 мл
- от 1251 до 1500 мл
- от 1501 до 2000 мл
- 2001 до 3000мл
- Наборы для пива и стаканов
- Бутылки
- Чаши
- Бренди Бокалы
- графины
- Чугунная посуда
- Бокалы для шампанского
- Зарядные пластины
- Разделочные доски
- Подстаканники
- Принадлежности для приготовления пищи и сервировки
- Наборы посуды
- Чашки
- Столовые приборы и посуда
- графины
- Чашки для яиц
- Бокалы для джина и тоника
- Стеклянные чаши
- Стеклянные чашки и кружки
- Стеклянные десертные миски
- Стеклянные кувшины и кувшины
- Стеклянные банки для хранения
- Высокие очки
- Аксессуары для кухонного стола
- Аксессуары для гостиной
- Кружки
- Кольца для салфеток
- Новый продукт
- Наборы салфеток и подставок
- Салфетки
- Пластиковое хранилище для пищевых продуктов
- Тарелки
- Сервировка блюд
- Сервировочные подносы
- Сланцевая посуда
- Шифер Теги
- Аксессуары для хранения
- Продажа посуды
- Чайники
- стаканы
- Белая посуда
- Винные холодильники
- Бокалы для вина
- Алюминий
- Бамбук
- Чугун
- Мел
- Эмаль
- Стакан
- Мрамор
- Меламин
- Металл
- Пластик
- Фарфор
- Морская трава
- Сланец
- Древесина
- Пакет из 2
- Пакет из 3
- Пакет из 4
- Пакет из 6
- Пакет из 7
- Пакет из 10
- Пакет из 12
- Набор из 2
- Набор из 3
- Набор из 4
- Набор из 6
- Набор из 7
- Набор из 8
- Набор из 12
- Набор из 13
- Набор из 16
- Набор из 18
- Набор из 24
- Набор из 30
- Набор из 48
Показаны 1 — 24 из 370 товаров
Посмотреть
Функциональные кухонные аксессуары просто необходимы, но с посудой Argon Tableware вы можете сочетать функциональность и стиль, чтобы ваша кухня действительно подходила вам. Просмотрите коллекцию, чтобы придать своему дому современный стиль, и отметьте все нужные элементы.
Получите в свои руки нашу коллекцию посуды Argon
Нужна ли вам классическая посуда, предметы первой необходимости для хранения или идеальный набор для большой встречи, в Rinkit вы найдете нашу коллекцию посуды Argon. Если это обновление кухни, вы обнаружите, что чайники Argon Tableware великолепны и добавят яркий экспонат на вашу кухню, или даже кухню, начинающуюся с нуля, вы найдете все самое необходимое и даже больше от Argon Tableware. Мы рады представить вам эту коллекцию посуды Argon, от красочной до элегантной или более винтажной, идеально подходящую для тех, кто ищет отличный подарок для друга или для себя!
Популярные продукты из нашей коллекции посуды Argon
Придайте естественности и деревенского шика своему обеденному столу с помощью набора салфеток и подставок из сланца Argon из 12 предметов для всей семьи и гостей. Каждая деталь, сделанная из натурального сланца, вырезается индивидуально, чтобы придать каждому уникальную отделку и сделать ваш набор по-настоящему уникальным для всех остальных. Они поставляются с мягкими подкладками на нижней стороне, чтобы предотвратить любые потертости и царапины на вашем столе, а после завершения просто протрите влажной тканью и дайте высохнуть — нет ничего проще для вашего дома или ресторана. В наличии выбор форм.
Как насчет предмета домашнего обихода? Бутылка для оливкового масла Argon Tableware с дозатором. Прочная стеклянная бутылка идеально подходит как для профессионального, так и для домашнего использования. Носик из нержавеющей стали предотвращает коррозию даже при контакте с уксусом. Гладкий конусообразный дизайн идеально подходит для обеспечения максимального контроля при наливании, чтобы вы не испортили 5* блюд в последнюю минуту. Можно мыть в посудомоечной машине, это не проблема, когда дело доходит до очистки — выиграй, выиграй! Доступны в различных размерах.
Идеально подходящие для вашего любимого коктейля или идеального безалкогольного напитка, наши бокалы Argon Tableware Tondo Highball Gläser – 510 мл – упаковка из 6 штук – популярный выбор. Элегантная изогнутая форма идеально подходит как для домашнего, так и для профессионального использования. Эргономично лежит в руке и повышает качество питья. Конструкция из закаленного стекла означает, что они очень устойчивы к ударам и ударам, поэтому вы можете наслаждаться коктейлем на улице!
Фильтры
- от 1 до 100 мл
- от 101 до 150 мл
- от 151 до 200 мл
- от 201 до 225 мл
- от 226 до 250 мл
- от 251 до 275 мл
- от 276 до 300 мл
- от 301 до 325 мл
- от 326 до 350 мл
- от 351 до 375 мл
- от 376 до 400 мл
- от 401 до 425 мл
- от 451 до 475 мл
- от 476 до 500 мл
- от 501 до 550 мл
- от 551 до 600 мл
- от 651 до 700 мл
- от 701 до 750 мл
- от 751 до 800 мл
- от 901 до 1000 мл
- от 1001 до 1250 мл
- от 1251 до 1500 мл
- от 1501 до 2000 мл
- 2001 до 3000мл
- Наборы для пива и стаканов
- Бутылки
- Чаши
- Бренди Бокалы
- графины
- Чугунная посуда
- Бокалы для шампанского
- Зарядные пластины
- Разделочные доски
- Подстаканники
- Принадлежности для приготовления пищи и сервировки
- Наборы посуды
- Чашки
- Столовые приборы и посуда
- графины
- Чашки для яиц
- Бокалы для джина и тоника
- Стеклянные чаши
- Стеклянные чашки и кружки
- Стеклянные десертные миски
- Стеклянные кувшины и кувшины
- Стеклянные банки для хранения
- Высокие очки
- Аксессуары для кухонного стола
- Аксессуары для гостиной
- Кружки
- Кольца для салфеток
- Новый продукт
- Наборы салфеток и подставок
- Салфетки
- Пластиковое хранилище для пищевых продуктов
- Тарелки
- Сервировка блюд
- Сервировочные подносы
- Сланцевая посуда
- Шифер Теги
- Аксессуары для хранения
- Продажа посуды
- Чайники
- стаканы
- Белая посуда
- Винные холодильники
- Бокалы для вина
- Алюминий
- Бамбук
- Чугун
- Мел
- Эмаль
- Стакан
- Мрамор
- Меламин
- Металл
- Пластик
- Фарфор
- Морская трава
- Сланец
- Древесина
- Пакет из 2
- Пакет из 3
- Пакет из 4
- Пакет из 6
- Пакет из 7
- Пакет из 10
- Пакет из 12
- Набор из 2
- Набор из 3
- Набор из 4
- Набор из 6
- Набор из 7
- Набор из 8
- Набор из 12
- Набор из 13
- Набор из 16
- Набор из 18
- Набор из 24
- Набор из 30
- Набор из 48
Umberto De Martino – San Paolo d’Argon
- Путеводитель MICHELIN
- Италия
- Ломбардия
- Рестораны San Paolo d’Argon
- Умберто Де Мартино
м
MICHELIN Guide Italia
Umberto De Martino
- via Madonna d’Argon 4/6, San Paolo d’Argon, 24060, Италия
- 105 евро • Средиземноморская кухня
Бронирование для этого ресторана на нашем сайте недоступно.
Найти доступные для бронирования рестораны рядом со мнойм
MICHELIN Guide Italia
Umberto De Martino
- via Madonna d’Argon 4/6, San Paolo d’Argon, 24060, Италия
- 105 евро • Средиземноморская кухня
Точка зрения гида MICHELIN
Элегантный и гостеприимный ресторан Umberto De Martino, расположенный на холмах с видом на Сан-Паоло-д’Аргон, является идеальным местом для вкусной еды, независимо от того, планируете ли вы деловой обед или ужин для гурманов. Что бы вы ни выбрали, кухня, приготовленная здешним шеф-поваром, превосходна во всех отношениях.
Показать больше Показывай меньше
- м Одна звезда MICHELIN: высококачественная кухня, стоит остановиться!
Т Кондиционер
В Кредитная карта American Express
ф Автостоянка
Принимаются кредитные карты / дебетовые карты
} Кредитная карта Мастеркард
Н Особенно интересная винная карта
р Терраса
Х кредитная карта виза
и Доступ для инвалидных колясок
Показать больше Показывай меньше
+39 035 425 4202
Найти ближайший ресторан
Подобрать отель в Сан-Паоло-д’Аргон
Стефано Боргези/Умберто Де Мартино
Gianfranco Rota/Umberto De Martino
Stefano Borghesi/Umberto De Martino
Gianfranco Rota/Umberto De Martino
Gianfranco Rota/Umberto De Martino
cosettapoli/Instagram
Gianfranco Rota/Umberto De Martino
Плита ARGON F900 | Уотерфорд Стэнли
Изображение 1 из 1: Газовая плита ARGON F900
Газовая плита ARGON F900 отличается стильным внешним видом и большим количеством тепла. С реалистичным газовым пламенем, включая вторую горелку, которая обеспечивает потрясающую картину пламени, и экономную модель пламени, которая позволяет увеличить пламя без увеличения потребления, ARGON F900 является идеальной печью для любого дома.
Газовая плита ARGON F900
- Регулируемая мощность от 2 до 5,5 кВт
- Доступны опции для природного газа и сжиженного нефтяного газа
- Высокий КПД до 83%
- Рама из графитовой стали с чугунной дверью
- Технология двойной горелки для изменения изображения пламени позволяет увеличить изображение пламени без увеличения потребления
- Режим экономичного пламени — снижает затраты на 50 %, делая его более эффективным
- Пульт дистанционного управления с опцией приложения для смартфона
- Функции дистанционного управления: 1) Таймер на 7 дней, 2) Блокировка от детей, 3) Таймер обратного отсчета, 4) Встроенный комнатный счетчик
- Топливная кровать из керамического бревна
- Только верхний выход LAS
- Готов к экодизайну
- Класс энергоэффективности А
Дополнительное оборудование
- Модем Wi-Fi для работы со смартфоном
- Сетевой адаптер
Печь ARGON F900 Документация
Руководство по эксплуатации печи ARGON F900 АРГОН F900 Технический паспорт газовой плиты Гарантия на газовый камин и плиту Авторизованные установщики
Поделитесь этим продуктом
Преимущества Газовые камины и печи
- Нет необходимости в дымоходе. Все, что вам нужно, это внешняя стена
- Создает потрясающий фокус в любой комнате
- Согрейте свой дом одним щелчком выключателя
- Экономичный режим пламени — снижает затраты на 50%, делая работу более эффективной
- Может быть подключен к обычной системе с использованием дымохода Stanley
- 2 года гарантии на детали и работу
Запасные части
В Waterford Stanley мы храним запасные части для всех наших плит и кухонных плит, которые мы продаем сегодня, и запасные части для плит и кухонных плит, снятых с производства до 10 лет.
Ваш местный центр Stanley или дистрибьютор Stanley будут рады поставить запасные части и предоставить любую другую необходимую информацию. Для получения дополнительной информации о вашей плите или плите, а также в разобранном виде перейдите в раздел «Технические руководства» или найдите ближайшего склада.
Где купить
Технические характеристики
| Топливо | Газ |
| Функция | Отопление помещения |
| Глубина | 300 мм |
| Ширина | 565 мм |
| Высота | 620 мм |
| Диаметр дымохода | Дымоход 6 дюймов/150 мм |
| Требования к дымоходу | Только верх |
Ресурсный центр по отоплению
В Waterford Stanley мы не просто продаем вам одну из наших замечательных печей, а затем отправляем вас в путь, у нас есть общенациональная сеть утвержденных установщиков и сервисных инженеров, которые следят за тем, чтобы все работало как надо.