Самодельная сварка на конденсаторах: схема и описание аппарата
Содержание
- Обслуживание самодельного сварочного инвертора
- Дальнейшая настройка
- Что это такое
- Разновидности
- Точечная конденсаторная сварка
- Роликовая конденсаторная сварка
- Стыковая конденсаторная сварка
- Схема сборки агрегата своими руками
- Как происходит процесс сварки?
- Существующие разновидности точечной сварки
- Особенности применения
- Отличие точечного метода сварки от других существующих
- Разновидности
- Сферы применения
- Технологические особенности
- Используемое оборудование
- Основные приёмы
- Основные преимущества
- Некоторые недостатки
- Как своими руками сделать устройство для сварки точечным способом?
- Порядок дальнейших действий для изготовления сварочного аппарата
- Как выглядит схема инверторной сварки
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками.
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.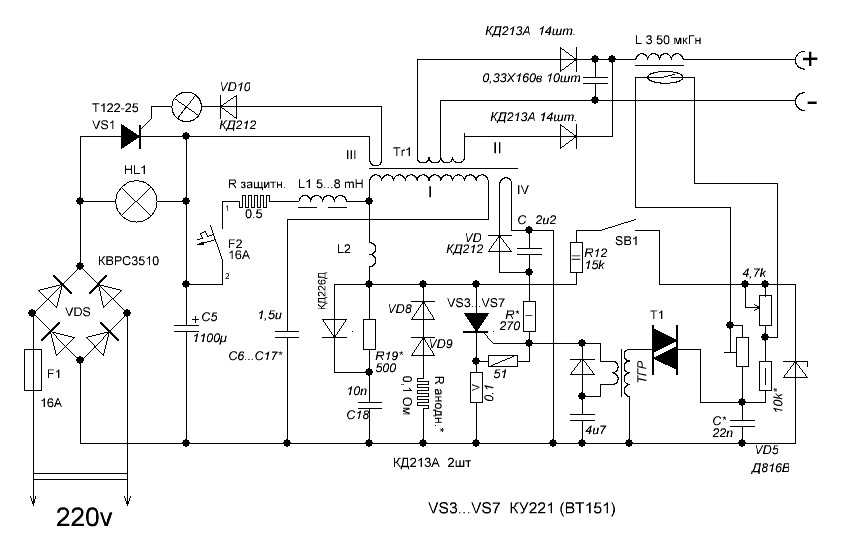
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
- Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2.
 Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА. - Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
 Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Что это такое
Конденсаторная контактная сварка появилась еще в 30-х годах ХХ века. И с тех пор она приобрела широкую известность в разных областях производства. Во время технологии производится бесшовное сваривание компонентов из металлической основы. Оно происходит благодаря кратковременным импульсам электрической энергии.
В настоящее время часто применяется на предприятиях для сваривания разных металлических элементов небольшого размера. В связи с тем, что она имеет простую технологию к ней прибегают умельцы в бытовых условиях.
Зачастую этот метод сваривания применяется в ремонтных цехах, где производятся и ремонтируются кузовные части транспортных средств. При конденсаторном сваривании во время создания шва не происходит прожигания и деформирования тонких стенок листов металлических заготовок. В последующий период деталям не потребуется дополнительное рихтование.
При конденсаторном сваривании во время создания шва не происходит прожигания и деформирования тонких стенок листов металлических заготовок. В последующий период деталям не потребуется дополнительное рихтование.
Конденсаторная точечная сварка используется в радиоэлектронике для соединения элементов, которые невозможно запаять при помощи обычных флюсов. Оборудование применяется в ювелирной области для производства и ремонта мелких элементов украшений.
Эта технология нашла применение на заводах по изготовлению шкафов коммуникационного типа. Также этот метод задействуют при производстве:
- приборов, которые применяются в лабораториях;
- элементов медицинского оборудования;
- компонентов оборудования, которое применяется в пищевой промышленности.
Разновидности
Точечная сварка для аккумуляторов своими руками
Каждая из рассматриваемых разновидностей КС применяется в зависимости от того, какой результат нужен.
Точечная конденсаторная сварка
Соединение заготовок осуществляют в определённых точках (отдельных местах), это регламентировано ГОСТ 15878-79.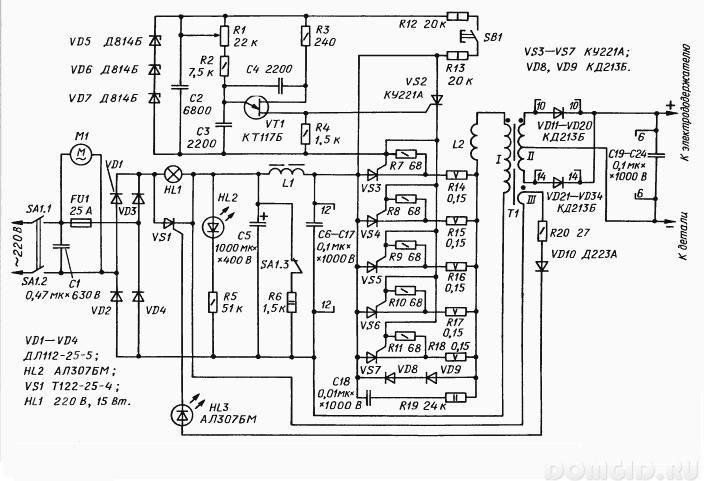
Структура и границы такой точки зависят от следующих параметров:
- геометрических поверхностных характеристик электродов;
- силы и времени пропускаемого через точку тока;
- степени сжатия соединяемых поверхностей и их состояния.
Такой вид КС отлично подходит для работы с листовыми или профильными заготовками, при этом они накладываются друг на друга внахлёст.
Типы точечных соединений
Роликовая конденсаторная сварка
Другое её название – шовная. Представляет собой непрерывный ряд из перекрывающих друг друга точек. Токопроводящие электроды в виде роликов выполняют шов при прокатке через них наложенных внахлёст заготовок.
Подобную сварку используют для производства различных ёмкостей: баков, канистр, сосудов и т.д.
Схема роликовой сварки с разрезом шва
Стыковая конденсаторная сварка
Сварку оплавлением при таком способе получают при медленном приближении деталей, на которые подаётся ток. При соприкосновении двух поверхностей в зонах микроконтактов получается взрывное оплавление из-за возникновения в этих местах высокой плотности тока.
Важно! Магнитное поле выталкивает наружу кипящий металл, а сдавливание заготовок способствует образованию шва. Таким способом сваривают между собой детали сложной конфигурации из металлов разного рода: медь, алюминий, углеродистые стали
Таким способом сваривают между собой детали сложной конфигурации из металлов разного рода: медь, алюминий, углеродистые стали.
Несложные заготовки сращивают, пользуясь способом сопротивления, прижимая друг к другу и пропуская через них ток. В результате чего металлы в месте соприкосновения становятся пластичными, и происходит их осадка. Обязательна предварительная подготовка мест контакта.
Схема сборки агрегата своими руками
Через диодный мост (выпрямительный) проводится первичная обмотка, затем подключается к источнику напряжения. С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска. Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Как источник импульса, используют конденсатор, его емкость должна быть 1000-2000 мкФ. Для конструкции системы производится трансформатор из сердечника типа Ш40, требуемый размер 7 см. Чтобы сделать первичную обмотку, нужен провод диаметром 8 мм, который обматывается 300 раз. Вторичная обмотка предполагает использование медной шины, в 10 обмоток. Для входа используют практически любые конденсаторы, единственное требование мощность в 10 В., напряжение 15.
Когда работа будет требовать соединения заготовок до 0,5 см, стоит применить кое-какие коррективы в схему конструкции. Для более удобного управления сигналом, используют пусковик серии МТТ4К, он включает параллельные тиристоры, диоды и резистор.
Такая самодельная конденсаторная сварка, работает при следующей последовательности действий:
- Нажимаем пусковую кнопку, она запустит временное реле;
- Трансформатор включается с помощью тиристоров, после реле отключается;
- Резистор используют для определения длительности импульса.
Как происходит процесс сварки?
После того как конденсаторная сварка своими руками собрана, мы готовы приступить к работам. Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Перед сварочными работами в домашних условиях, стоит приготовить такие материалы, как наждачная бумага, болгарка, нож, отвертка, любой зажим или пассатижи.
Существующие разновидности точечной сварки
Конструкция трансформаторов для точечной сварки.
Иногда используется соединение без трансформаторов. Конденсаторы в данном случае будут разряжать энергию на соединяемое основание. Допускаются следующие схемы зарядки:
- 1000 мкФ устройства будут аккумулировать энергию на напряжение до 1000 В путем повышающего трансформатора, при этом время сварки составит 0,005 с. Ток сварки находится в промежутке от 10 до 100 А. Подобный способ опасен для человека в связи с высоким напряжением.
- 40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.
В других случаях используется сварка с использованием трансформаторов.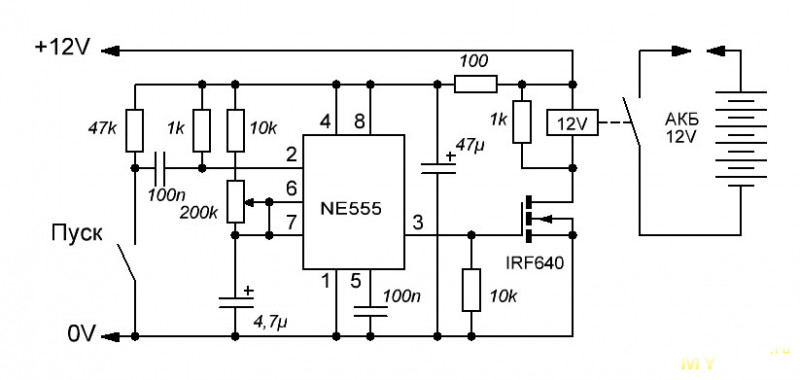 В данном случае конденсатор будет разряжать заряд энергии на первичную обмотку устройства трансформатора.
В данном случае конденсатор будет разряжать заряд энергии на первичную обмотку устройства трансформатора.
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Соединяемые детали при этом размещаются в контуре сварки, который соединяется со вторичной обмоткой трансформатора. Данный способ соединения используется в качестве микросварки со следующими параметрами:
- напряжение зарядки – 1000 В;
- ток сварки – 6000 А;
- емкость конденсаторных устройств – 1000 мкФ.
Конденсатор будет аккумулировать энергию до конкретного количества при левом размещении рычага. При правом выполняется разряд тепловых обменников на первичную обмотку трансформаторной конструкции. Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
Особенности применения
Сварочный процесс посредством аккумулированной энергии рекомендуется выполнять для соединения тонких стержней или проволоки, имеющей разную толщину.
Точечный способ конденсаторной сварки применяется при создании приборов и изготовлении электротехники. Этот тип сочленения подходит для соединения толстых заготовок с тонкими деталями.
В промышленности с помощью точечного сварочного метода осуществляются следующие работы:
- крепление болтов, крючкообразных элементов, шпилек разного диаметра и так далее;
- соединение элементов часовых механизмов, кино- и фототехники;
- сварка различных сплавов;
- производство световой и оптической аппаратуры.
Шовный способ, являющийся роликовой сваркой, применяется для сочленения электронных приборов вакуумного типа с мембранами. Метод позволяет получить герметичный шов, отличающийся сплошной структурой. Этого достичь удается за счет производства соединения с перекрытием.
Отличие точечного метода сварки от других существующих
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Конденсаторный метод сварки, как и приспособления для него, используется чаще всего в случаях, когда необходимо выполнить микросварку или соединить заготовки больших сечений и толщин. заключается в следующем:
- В конденсаторах накапливается энергия в необходимом количестве.
- Заряды превращаются в тепло, которое используется для сварки.
Следует знать, что точечная сварка является экологичной, так как она практически не оказывает влияния на окружающую среду. Используемые устройства не нуждаются в жидкости для охлаждения, так как из них не выделяется тепло. Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Вместо типичных цилиндров в конструкциях используются специальные сервоприводы, в связи с чем отсутствует необходимость в пневмоподключении. Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Конденсаторная сварка имеет следующие преимущества:
- возможность производить сварку на высокой скорости;
- точность соединения элементов;
- высокий уровень экологичности;
- надежность соединения;
- долговечность сварочных устройств.
Схема конденсаторной сварки.
За счет высокой скорости точечная сварка не будет деформировать и расплавлять металл. Устройства действуют на различные обрабатываемые заготовки щадящим образом. Отличные показатели качества можно получить при контактном или ударном способе соединения заготовок. Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Конденсаторная сварка достаточно часто используется в промышленных условиях благодаря сочетанию эксплуатационных характеристик. Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Заряды энергии будут аккумулироваться при зарядке от генератора или выпрямителя. Производить регулировку энергии можно с помощью изменения напряжения и емкости зарядки.
Разновидности
Склёпывание обоих участков случается благодаря сильному электрическому влиянию, которое накапливается в двухполюсниках, а сам процесс разделяется на три категории:
- контактная подразумевает плотное прижатие обеих заготовок, и соприкосновение электродов к необходимому месту. В результате касания на небольшое пространство предмета подаётся электроэнергия, температура которой способствует расплавке и будущему прикреплению. Относительно напряжения, оно равно 15 кА, и действует на протяжении 0,3 сек;
- ударная технология также рассчитана на присоединение обоих элементов, однако, подача электричества осуществляется при помощи кратковременного удара. Срок операций уменьшается до 1,5 м/с, что сокращает область плавления;
- точечная техника. В этой ситуации понадобится два медных контакта, которые касаются объекта с двух граней. Интенсивность тока достигает 10 кА, а скрепление изделий случается в точке прикосновения.
 В результате касания на небольшое пространство предмета подаётся электроэнергия, температура которой способствует расплавке и будущему прикреплению. Относительно напряжения, оно равно 15 кА, и действует на протяжении 0,3 сек;
В результате касания на небольшое пространство предмета подаётся электроэнергия, температура которой способствует расплавке и будущему прикреплению. Относительно напряжения, оно равно 15 кА, и действует на протяжении 0,3 сек;В первом случае воздействие электротока принимается на плоскость заготовки, а производиться склёпка путём подачи импульса с силой до 100 А, и в течении 0,005 сек. В определённых обстоятельствах ток имеет возможность достигать 1,2 кА и при напряжении в 60 В. Здесь продолжительность равняется 0,6 сек.
Во втором варианте разряд производится на вторичную обмотку, и с неё передаётся на место связи. Касательно параметров влияния можно сказать, что оно составляет 1 кВ, (на вторичном мотке 6 кА). Протяжённость всех изменений – 0,001 с.
Касательно параметров влияния можно сказать, что оно составляет 1 кВ, (на вторичном мотке 6 кА). Протяжённость всех изменений – 0,001 с.
Сферы применения
Конденсаторную сварку используют не только для сварки элементов аккумуляторов, приварки фурнитуры, но и многих других работ. Это экономичный процесс, поэтому им часто пользуются в домашних условиях. Особенно востребованной данная технология считается при ремонтных работах транспортного кузова.
Данный вид сваривания также нашел свое применение в радиоэлектронике при соединении изделий, которые не паяются обычным флюсом либо выходят из строя во время перегреваний. Активное применение данных видов аппаратов наблюдается во время сваривания и ремонта ювелирных изделий. Не обойтись без конденсаторов на предприятии, которое реализует шкафы коммуникаций, оборудование для лабораторий, пищевой, медицинской промышленности. Нередко эта такая сварка применяется во время постройки зданий, мостов и иженерных коммуникаций.
Точечная сварка конденсаторного типа используется в промышленности в следующих случаях.
- При сваривании болтов, гаек, крюков.
- Соединении металлов, не исключая цветные.
- Сваривании элементов из часов, фототехники.
- Процессе изготовления светового и оптического оборудования.
- При сборе элекроаппаратуры.
Технологические особенности
Технология, при которой место соприкосновения двух соединяемых металлов подвергается механическому усилию сжатия и последующему нагреву в результате пропускания электротока, называется контактной сваркой.
Контактная сварка
Конденсаторная сварка (КС) представляет одну из разновидностей подобной технологии с использованием аккумулированной энергии. Основное её отличие – кратковременная подача тока на стык, обусловленная временем разряда конденсаторов.
Внимание! Источником энергии электрического тока, проходящего через место контакта, служат конденсаторы, имеющие большую ёмкость. Разряжаясь через сварочную зону, они расплавляют металлы
Разряжаясь через сварочную зону, они расплавляют металлы
Время воздействия тока на шов минимизировано (до 3 мс), тем самым нагрев получается дозированный и максимально нацеленный на место контакта. Этим обеспечивается устойчивое качество соединения деталей в местах стыка.
Используемое оборудование
Существует деление установок на трансформаторные и безтрансформаторные модели. Наличие трансформатора позволяет регулировать напряжение заряда и ток разряда. Использование при разряде понижающего трансформатора даёт увеличение сварочного тока.
У безтрансформаторного оборудования свои плюсы: конструктивная простота и возможность образования теплового поля непосредственно в зоне сопротивления контакта (на плоскости). В этом случае импульс тока, доходящий до 100 А, действует на заготовки в течение 0,005 с. При необходимости токи увеличивают до 1,2 кА (при U = 60 V) и воздействуют на детали до 0,6 с.
Трансформаторная и безтрансформаторная схемы КС
Основные приёмы
Соединение двух металлов с помощью КС можно выполнять несколькими способами. К ним относятся следующие категории подобной технологии:
К ним относятся следующие категории подобной технологии:
- точечная – применяется для сопряжения элементов, у которых большая разница в толщине материала (лист и шпилька), а также используется для выполнения электровакуумных электронных изделий и в точном приборостроении;
- шовная или роликовая – с помощью такой технологии соединяют мембраны и сильфоны, контактными электродами служат ролики, а место соединения являет собой сплошной шов;
- стыковая – разряд сначала оплавляет концы заготовок, потом их прижимают (метод оплавления), или ток подают в момент соприкосновения поверхностей (метод сопротивления).
Информация. Метод оплавления требует обязательного наличия выступа на привариваемых деталях. Это цилиндр диаметром 0,6-0,8 мм и высотой 0,55-0,75 мм. Такой выступ позволяет точно позиционировать место сварки и гарантировать устойчивую дугу горения по всей поверхности при разряде конденсатора.
Основные преимущества
К плюсам КС можно отнести следующие моменты:
- прочность места соединения;
- малая потребляемая мощность агрегатов;
- возможность автоматизации работы;
- большая производительность при простоте процесса;
- узкий сектор температурного воздействия;
- отсутствие всплесков нагрузки в сети питания при наличии больших сварочных токов.
Некоторые недостатки
Наличие специальных сварочных устройств и дополнительного оборудования, лимит на применение больших сечений могут вполне считаться минусами подобной технологии.
Как своими руками сделать устройство для сварки точечным способом?
Схема шовной сварки.
Устройство для сварки проволоки из меди можно с легкостью собрать самому. Для этого следует приобрести трансформатор мощностью 450 Вт. Трансформатор нужен стандартного типа, с первичной медной обмоткой толщиной в 0,75х2 мм и вторичной обмоткой силовым кабелем из алюминия 6 мм. В данном случае понадобится и угольный электрод.
Устройство для сварки проводов из меди работает на переменном токе от 35 до 40 А. Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Если аккуратно эксплуатировать данное приспособление, то оно может прослужить несколько лет. Нужно следить за контактами, а также за тем, чтобы не разряжался аккумулятор. Схема сварки проводов из меди не подразумевает применение устройств с высокими ресурсами. Самодельное приспособление способно отлично справиться со значительными объемами работы.
Нужно следить за контактами, а также за тем, чтобы не разряжался аккумулятор. Схема сварки проводов из меди не подразумевает применение устройств с высокими ресурсами. Самодельное приспособление способно отлично справиться со значительными объемами работы.
Следует заметить: сварочные работы в данном случае можно автоматизировать, что является существенным преимуществом.
Порядок дальнейших действий для изготовления сварочного аппарата
Удаляем с катушек всю вторичную обмотку
При этом важно не повредить первичную. Пронумеровываем каждую катушку, которую создаём
Нужны провода для сварочного аппарата, созданного своими руками. Для этого срединную катушку обматываем проводом, взятым с обмотки. На каждые 30 кругов выполняем десяток отводов. Обе катушки, которые находятся по краям, наполняем многожильным кабелем.
Обе катушки, которые находятся по краям, наполняем многожильным кабелем.
Делаем клемму. Используем медную трубу с диаметром в 10 миллиметров – одна сторона обжимает. Вторую надо расплющить и просверлить. Она понадобится для крепления.
На трансформаторе заменяем крепёж на более мощный, крепим клеммы. Делаем плату для ПО. Она изготавливается из текстолита. Должно быть десять отверстий, и в каждое вставляется крепёж.
Такой полученный сварочный аппарат может питаться от 220 вольт. Для этого в завершение процесса обмотки с краёв параллельно соединяют. Среднюю также подсоединяют в эту цепь последовательно. Отводы устанавливают в клеммы изготовленной платы. Ток регулируем клеммами.
Изготовить сварочный аппарат можно и другими способами. Например, хорошо известно, что сварочный аппарат делают из автомобильных аккумуляторов. Для этого берут несколько аккумуляторов, последовательно их соединяют.
При объединении аккумуляторов нужно использовать очень надёжные зажимы.
Такой вид сварочного аппарата очень придётся кстати в полевых условиях. Его можно быстро создать самостоятельно. В дело могут пойти даже отработанные аккумуляторы (недействующие).
Нужно помнить о том, что аккумуляторы быстро нагреваются, поэтому, не получится очень долг их использовать. Кроме того, нельзя забывать о том, что из них при повышенных нагрузках быстро испаряется электролит и жидкость.
За счёт аккумуляторных батарей достаточно практичным свойством является то, что такой аппарат можно поставить на зарядку на ночь. Утром он будет готов к использованию.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли
Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см
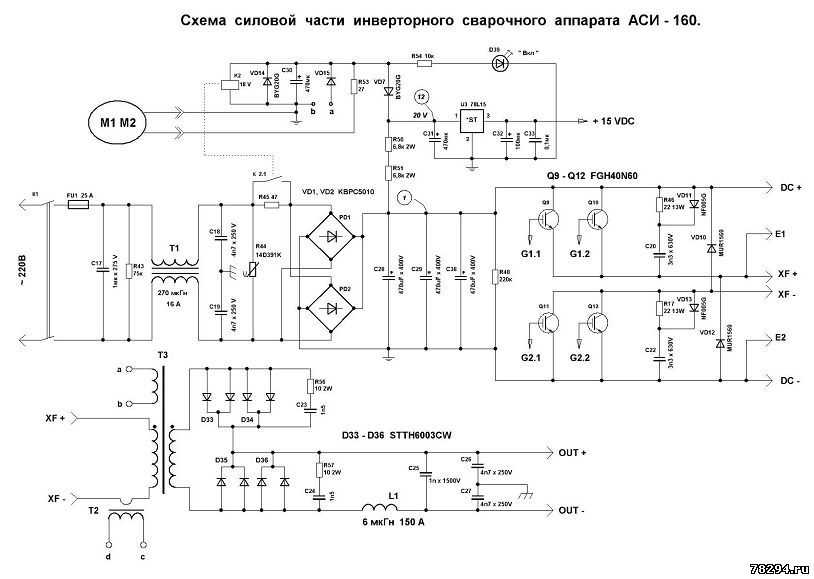
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
что это такое, характеристики, как ее сделать своими руками
Есть различное количество типов сваривания, у каждого из них есть свои преимущества и недочеты. Одни предусмотрены для выполнения работы по дому.
Одни предусмотрены для выполнения работы по дому.
Остальные выполняют роль ассистента для каждого мастера.
Мы проинформируем вас о плюсах конденсаторной сварки, а также о схеме, по которой можно изготовить такой аппарат самому.
Содержание статьиПоказать
- Краткие сведения
- Модификации
- ТОЧЕЧНАЯ КОНДЕНСАТОРНАЯ СВАРКА
- РОЛИКОВАЯ КОНДЕНСАТОРНАЯ СВАРКА
- СТЫКОВАЯ КОНДЕНСАТОРНАЯ СВАРКА
- Конденсаторная сварка своими руками
- Небольшое заключение
Краткие сведения
Технология образовалась в начале ушедшего столетия. За прошедший век он не испытала значительных метаморфоз, и показала себя качественным методом сварки металлов. Она приобрела большую популярность, отчасти благодаря ее совершенству.
Сварочное оборудование имеет очень незатейливую конструкцию. На электрическую цепь влияют незначительные нагрузки. Это преимущество крайне важно при производстве масштабных металлических продуктов. Мы перечислили далеко не все преимущества.
В ходе выполнения применяют короткие тепловые импульсы, которых хватает, чтобы образовалось соединение, но маловато для того, чтобы металл перегрелся.
В связи с этим становится возможным сваривать тонкие элементы небольшого размера, которые с легкостью видоизменяются под воздействием значительных температур.
Мастеру не обязательно иметь высокую квалификацию, для выполнения такой работы. Такой тип сваривания весьма актуален среди мастеров.
Отличие конденсаторного метода от контактного состоит в следующем: при контактном сваривании подача тока выполняется без перерывов, а при конденсаторном — толчками.
При этом практикуется короткая и мощная поставка тока. Во время сборки задействуют ёмкие конденсаторы, для выработки тока большей силы.
При помощи конденсаторной сварки становится возможным мгновенно и аккуратно сварить всевозможные виды стали, а также цветные металлы.
Во время работы принимается во внимание толщина металла, в частности присущие ему черты. Например, металл предрасположен к искажениям и аккумуляции напряжения, значит нужно будет урегулировать протяженность импульса.
Это всего одна из ее многочисленных функций. При выполнении более серьезных работ советуем внимательно изучить ГОСТ.
Модификации
Различают 3 вида конденсаторной сварки. При помощи каждого из них разрешаются конкретные задачи.
Ознакомимся подробнее с каждым из них.
ТОЧЕЧНАЯ КОНДЕНСАТОРНАЯ СВАРКА
В ходе выполнения формируется непродолжительный импульс тока, моментально плавящий и соединяющий элементы.
Такой метод очень популярен, он употребляем во многих сферах.
Он дает возможность сваривать элементы различных размеров.
РОЛИКОВАЯ КОНДЕНСАТОРНАЯ СВАРКА
Тут смысл таков же, однако образовавшиеся «точки» фрагментарно наслаиваются один на другой.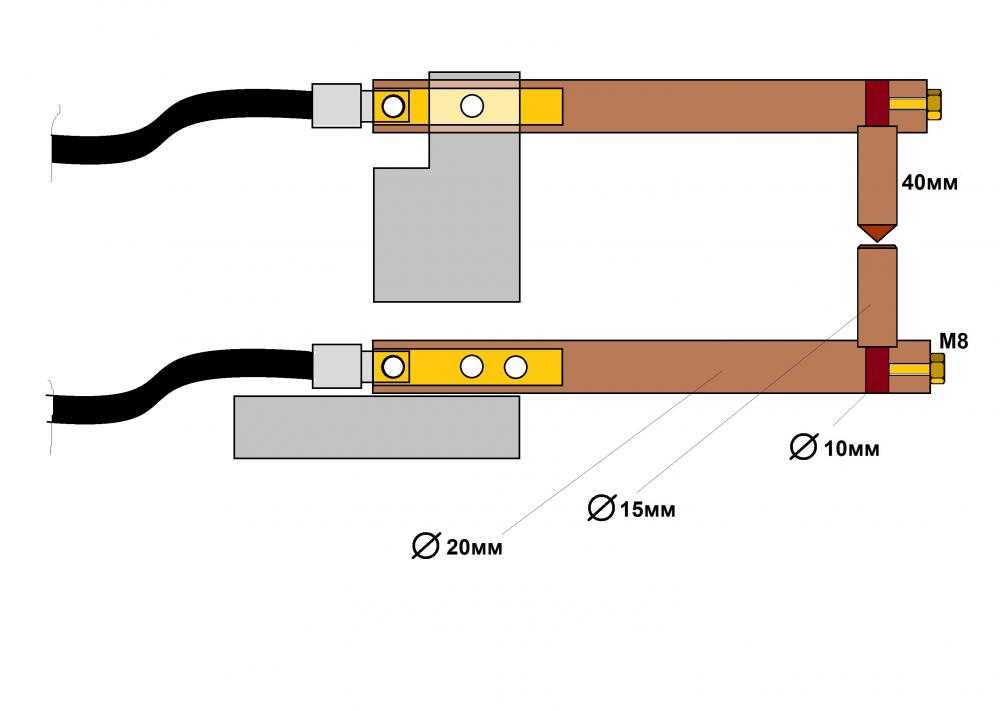
Этот способ целиком изолирован, не дает влажности и грязи никакой возможности.
Этот метод приобрел широкое распространение при выпуске мембранных и вакуумных продуктов.
СТЫКОВАЯ КОНДЕНСАТОРНАЯ СВАРКА
Этот способ непохож на остальные. Ток оплавляет грани металлического покрытия, они далее стыкуются и в процессе охлаждения формируют крепкую связь.
Этот способ весьма затруднителен.
Конденсаторная сварка своими руками
В нынешнее время сварщикам предоставлен огромный выбор установок конденсаторной сварки. Для новичков производят малозатратные удобные модели, а опытным сварщикам рекомендуют профессиональную аппаратуру.
Однако что делать в том случае, если вы всего-навсего хотите испытать эту технологию на деле без существенных затрат?
Вы сможете сделать такой аппарат собственнолично. Устройство и выполняемые функции такого аппарата предельно ясны, так довольно будет ваших примитивных познаний в электротехнике и обычных инструментов.
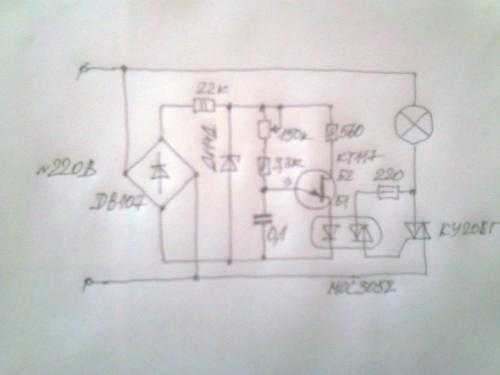
На рисунке изображена модель сварки от Aka Kasyan.
Объясним как работает такой аппарат более подробно. Изначально на начальную обмотку трансформатора доставляется сварочный ток, затем он доставляется на диодный мост. Далее принимается сигнал от тиристора на мост.
Он подсоединен к кнопке, отвечающей за доставку толчка. Затем, чтобы собрать импульсы надо поместить конденсаторы в цепь тиристора. Одновременно с тем надо подсоединить конденсатор к диодному мосту и начальной трансформаторной обмотке.
Когда сварочник включен, на конденсаторах накапливается электроэнергия, черпаемая из бытовой электрической розетки. Жмем на кнопку и накопленная электроэнергия перемещается по тиристору и резистору, формируется толчок, поступаемый на электрод.
Одновременно с этим надо прекратить доставку электричества к сварке. Если вы хотите еще раз зарядить конденсаторы, значит перестаньте жать на кнопку и опять включите прибор в сеть.
Таким образом разомкнется связь между резисторами и тиристорами. В довершение всего, вы сумеете управлять протяженностью толчка, это осуществимо при содействии управляющих резисторов. Это примитивное оборудование для сваривания.
В довершение всего, вы сумеете управлять протяженностью толчка, это осуществимо при содействии управляющих резисторов. Это примитивное оборудование для сваривания.
Конечно, его можно улучшить, применяя свои детали и улучшая его показатели. Мы только проинформировали вас о работе сварочного аппарата из конденсаторов.
Рекомендуем вам принять во внимание некоторые указания о том, какие детали задействовать при сборке примитивной конденсаторной сварки. Рекомендуется применять конденсаторы вместимостью 2000 мкФ.
Их вполне хватит, чтобы осуществить большую часть задач. Для трансформатора возьмите сердечник Ш40, толщиной 60-70 мм. В роли руководящей детали можете применять тиристоры модели ПТЛ-50.
Для начальной обмотки достаточно 300 оборотов медной проволоки сечением 6-8 мм. Для повторной обмотки будет достаточно 10 оборотов медной шины.
В сечении она должна иметь 20 кв. мм. Входящее напряжение предоставляется трансформатором, производящим мощность от 10 Вт.
Это элементарный комплект, необходимый для сборки. Разумеется, этот аппарат будет функционировать не столь слаженно, как заводское оборудование.
Мы не рекомендуем проделывать с ним значительную работу. Однако вы сможете научиться азам конденсаторной сварки с прибором, собранным собственноручно.
Небольшое заключение
Конденсаторная сварка — комфортный и испытанный аппарат, который можно сделать собственноручно.
Для того, чтобы собрать этот аппарат не нужно тратить огромные средства.
Примите во внимание наши указания и поделитесь вашим опытом применения. Желаем вам успехов в работе!
▶▷▶▷ схема точечной сварки своими руками журнал радио
▶▷▶▷ схема точечной сварки своими руками журнал радио| Интерфейс | Русский/Английский |
| Тип лицензия | Free |
| Кол-во просмотров | 257 |
| Кол-во загрузок | 132 раз |
| Обновление: | 19-05-2019 |
схема точечной сварки своими руками журнал радио — Устройство точечной сварки своими руками Схема, описание wwwdiagramcomualisthomehome421shtml Cached Более точное время цикла сварки подбирают переменным резистором r2Грубую подстройку тока сварки осуществляют путем переключения отводов силового трансформатора Т2 Аппарат контактной сварки своими руками из старых ламповых wwwfreesellerru1198-apparat-kontaktnojj Cached Аппарат контактной сварки своими руками Не выкидывайте старые ламповые телевизоры на свалку, они очень даже еще могут пригодиться в домашнем хозяйстве Точечная сварка своими руками Таймер NE555 — Страница 3 wwwrlocmanruforumshowthreadphp?t14488page3 Cached Страница 3- Точечная сварка своими руками Таймер ne555 Сварка аппарат для точечной сварки Аппарат контактно-точечной сварки своими руками Machine wwwyoutubecom watch?vZyiICM-p5Ro Cached От сети 220 вольт Выходное напряжение 49 вольта Ток 1600 ампер On 220 volts Output voltage 49 volts Current 1600 amps Таймер для аппарата точечной сварки radiomastercomua10570-taymer-dlya-apparata Cached Таймер для аппарата точечной сварки Корпус это завершающий элемент любой сколько-нибудь крупной электрической или электронной конструкции Точечная сварка из старых телевизоров radiomastercomua9760-tochechnaya-svarka-iz Cached Примером тому может быть изготовленный мною аппарат точечной сварки , предназначенный для приваривания листовой стали толщиной до 0,50,8 мм к массивным стальным деталям Инструкцию По Ремонту Радиоприемника Океан 214 — booktelecom booktelecomweeblycombloginstrukciyu-po Cached Требования к электродам Электроды, которые применяются для точечной сварки своими руками , должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую Сайт радиолюбителей — Простейший цифровой вольтметр своими electronicvladbazarcomindexphp?dosearchstoryCFF Cached Устройство точечной сварки своими руками Категория схемы: Бытовая электроника Преимущество точечной сварки неоспоримо при выполнении сварочных работ с деталями, имеющими малые размеры Схемы сварочных аппаратов и инверторов RadioHataRU radiohataruother1246-welding-machines Cached Схемы сварочных аппаратов и инверторов Большая подборка схем, фотографий, описаний конструкций современных сварочных установок Сайт радиолюбителей — Микрофонный ревербератор своими руками electronicvladbazarcomindexphp?dosearchstoryCCE Cached Устройство точечной сварки своими руками Категория схемы: Бытовая электроника Преимущество точечной сварки неоспоримо при выполнении сварочных работ с деталями, имеющими малые размеры Promotional Results For You Free Download Mozilla Firefox Web Browser wwwmozillaorg Download Firefox — the faster, smarter, easier way to browse the web and all of 1 2 3 4 5 Next 1,170
- Альбом quot;сумки со схемамиquot; пользователя paradisea . К сожалению, этот альбом доступен только
- зарегистрированным пользователям сайта Gallery.ru. Об особенностях применения и изготовления аппарата для точечной сварки рассмотрим далее. Для самостоятельного изготовления устройства точечной сварк
- та для точечной сварки рассмотрим далее. Для самостоятельного изготовления устройства точечной сварки контактного типа, используйте нижеприведенные схемы.
Схемы и описания трансиверов, усилителей, антенн и другой радиолюбительской аппаратуры, бытовой радиоаппаратуры. Справочники. Файловый архив. Библиотека литературы. Советы начинающим.
За провал своего позорного наступления отомстили, Захар Прилепин о гибели Гиви. Адольф Гитлер, 20 февраля 1938, Австрийское Радио.
Содержание номеров, электронные версии журнала с 1995 года. Сведения о подписке. Конференция для радиолюбителей. Журнал радио.
Стратегия Блицкриг 3 отказалась от условно-бесплатной модели распространения, при которой доступ к основной игре предоставляется безвозмездно, а деньги взимаются за право пользоваться различными дополнительными услугами. Авторы вернулись к традиционной схеме продаж, объяснив это решение рыночными трендами. Это не радио изменилось.
СЕРТИФИКАТ НАСТОЯЩИМ УДОСТОВЕРЯЕТСЯ, ЧТО МОДЕЛЬ AV-головного устройства Prology DVS-1440 УДОСТОЕНА ЗВАНИЯ по результатам тестирования журналом АВТОЗВУК Главный редактор журнала АВТОЗВУК Андрей ЕЛЮТИН.
В 1967-1983 гг. — сотрудник радио Свобода. Издатель бюллетеней Страницы истории и В помощь руководителю, журнала Пути русского сокольства.
Точечное расширение зон платной парковки не единственный вопрос, который на данный момент волнует заммэра Ликсутова. Автомобиль и все, что с ним связано, область компромиссных, неоптимальных решений, и у каждого из них есть свои плюсы и минусы.
 Авторы вернулись к традиционной схеме продаж, объяснив это решение рыночными трендами. Это не радио изменилось.
СЕРТИФИКАТ НАСТОЯЩИМ УДОСТОВЕРЯЕТСЯ, ЧТО МОДЕЛЬ AV-головного устройства Prology DVS-1440 УДОСТОЕНА ЗВАНИЯ по результатам тестирования журналом АВТОЗВУК Главный редактор журнала АВТОЗВУК Андрей ЕЛЮТИН.
В 1967-1983 гг. — сотрудник радио Свобода. Издатель бюллетеней Страницы истории и В помощь руководителю, журнала Пути русского сокольства.
Точечное расширение зон платной парковки не единственный вопрос, который на данный момент волнует заммэра Ликсутова. Автомобиль и все, что с ним связано, область компромиссных, неоптимальных решений, и у каждого из них есть свои плюсы и минусы.
Авторы вернулись к традиционной схеме продаж, объяснив это решение рыночными трендами. Это не радио изменилось.
СЕРТИФИКАТ НАСТОЯЩИМ УДОСТОВЕРЯЕТСЯ, ЧТО МОДЕЛЬ AV-головного устройства Prology DVS-1440 УДОСТОЕНА ЗВАНИЯ по результатам тестирования журналом АВТОЗВУК Главный редактор журнала АВТОЗВУК Андрей ЕЛЮТИН.
В 1967-1983 гг. — сотрудник радио Свобода. Издатель бюллетеней Страницы истории и В помощь руководителю, журнала Пути русского сокольства.
Точечное расширение зон платной парковки не единственный вопрос, который на данный момент волнует заммэра Ликсутова. Автомобиль и все, что с ним связано, область компромиссных, неоптимальных решений, и у каждого из них есть свои плюсы и минусы.усилителей
- smarter
- smarter
- которые применяются для точечной сварки своими руками
схема точечной сварки своими руками журнал радио Картинки по запросу схема точечной сварки своими руками журнал радио Другие картинки по запросу схема точечной сварки своими руками журнал радио Жалоба отправлена Пожаловаться на картинки Благодарим за замечания Пожаловаться на другую картинку Пожаловаться на содержание картинки Отмена Пожаловаться Все результаты Точечная сварка в домашней мастерской Electrikinfo electrikinfomainpraktikatochechnayasvarkavdomashneymasterskoyhtml Похожие Точечная сварка Точечная сварка относится к разряду так называемых контактных сварок Одна из первых конструкций аппарата для точечной сварки была описана в журнале РАДИО N , г с Схема Схема аппарата для точечной сварки Прижим деталей осуществляется усилием руки Аппарат контактной сварки своими руками из старых ламповых Домашний мастер Сварочные аппараты Аппарат контактной сварки своими руками Не выкидывайте старые ламповые аппарат точечной сварки , предназначенный для приваривания листовой стали Схема устройства управления сварочным аппаратом контактной сварки Если Вы про ссылку в литературе на журнал Радио Nг стр, Точечная Электросварка Сварочные аппараты и мощные сетевые forumcxemnet Сварочные аппараты и мощные сетевые инверторы Похожие мар г Может ктото уже собирал такую, или подобную схему ? Делал давно макет точечной сварки из транса квт, вторичную Почитай статью из журнала Радио за г где описана Купить руб Точечная микросварка самоделкин samodelkynsuindex Юный техник Журналы Юный техник для умелых рук Журналы Радио Журналы Как видно из принципиальной электрической схемы , рис аппарат Сетевая обмотка сварочного трансформатора подключена к сети через типа А на контактов кабельная конструкция, см фото на вкладке Видео Точечная сварка своими руками с контроллером из микроволновки Denis Geek YouTube нояб г Точечная сварка своими руками с микроволновки , финальное Denis Geek YouTube дек г Точечная сварка из конденсаторов!!! Как сделать точечную Invex lab YouTube мар г Все результаты как сделать сварочный аппарат Форум самодельщиков samdelkarutopic апр г Скачай книгу Зубаль Сварочный апарат своими руками Там на схеме есть две незнакомые детали Q и Q GNlда и Проще чем схема аппарата для точечной сварки , описанной в в журнале РАДИО N , Точечная сварка из трансформатора микроволновки Приспособления мар г Для того, чтобы сделать точечную сварку своими руками , понадобится Трансформатор от микроволновки Медный одножильный Точечная контактная сварка Сайт радиолюбителей radiofanaticru radiofanaticruelektronikavbytutochechnayakontaktnayasvarkahtml Похожие Точечная контактная сварка относится к разряду контактных сварок аппарата для точечной сварки была описана в журнале РАДИО N , г Схема Схема сварочного аппарата достаточно проста Интересное фото Аппарат для контактной сварки Технологии сварки Технологии металлообработки Технологии сварки Желаемые технические требования точечная сварка железа до мм; Схема простейшая, любой готовый киловатный и больше транс на , Таймер для аппарата точечной сварки Схема, описание wwwdiagramcomualisthomehomeshtml Похожие Радио начинающим При расчете сварочного тока и длительности импульса сопротивление считают Схема электронного блока сварочного аппарата показана на рис журналы Elektronika Praktyczna годовые архивы собираем своими руками сварочный аппарат постоянного тока bshrustpublicradiohtml мая г Схема самодельного сварочного аппарата постоянного тока Сварка своими руками контактная, точечная схемы , расчет, Точечная сварка схема аппарата апр г Схема ПЕРЕНОСНЫЙ АППАРАТ ДЛЯ ТОЧЕЧНОЙ конструкций аппарата для точечной сварки была описана в журнале РАДИО N , Аппарат контактной сварки своими руками из старых ламп от лелевизора Точечная сварка своими руками схемы, принцип Главная Автоматизация производства Рейтинг , голоса мая г Принцип работы, как осуществляется точечная сварка своими руками Примеры самодельных конструкций точечных сварок Схемы Не найдено журнал радио VRTP Точечная сварка июн г сообщений авторов Здесь Устройство точечной сварки своими руками на базе сердечника от лабораторного Вот держи, самая простая Радио ,г По этой схеме можно сделать и более мощную сварку, применить более в журнале РАДИОЛЮБИТЕЛЬ была замечательная схема поищите Точечная сварка своими руками Таймер NE Форум РадиоЛоцман окт г Точечная сварка своими руками На разных форумах есть рабочие схемы , люди собирают и Вот схемы взяты с форума jportal СВАРОЧНЫЕ ИНВЕНТОРЫ radiobes Схема сварочного инвертора своими руками на А За основу взята схема из журнала Радио г Радио вкладка Избранное Переносный аппарат для точечной электросварки wwwradioruarchive selected Точечная сварка в домашней мастерской МеркурийДВ etkmdvru Статьи Похожие Купить электро оборудование в Хабаровске Монтажные, Точечная сварка относится к разряду так называемых контактных сварок Одна из первых конструкций аппарата для точечной сварки была описана в журнале РАДИО N , г с Схема сварочного аппарата достаточно проста Радиолюбительские схемы и самоделки Лучшие конструкции wwwtexnicrukonstrdevicehtm Похожие Схема этой радио самоделки собрана на двух биполярных Ловушка для мышей своими руками Устройство точечной сварки своими руками как сделать аппарат точечной сварки своими руками My BlogMy serelicobyethostcom?p Чтобы сделать своими руками более мощный аппарат точечной сварки лишь поинтересоваться как сделать точечную сварку приготовить схему в журнале РАДИО г с Как сделать простой сварочный аппарат своими руками Точечная сварка аккумуляторов Архив FONAREVKARU Всё о forumfonarevkaru Вторичные элементы питания Аккумуляторы Похожие февр г сообщения автора Архив Точечная сварка аккумуляторов Вторичные элементы питания Аккумуляторы Если мне не изменяет память, то в журнале Радио за Июль г была Именно эта схема и подтолкнула меня опробоватьтаки метод Если у кого есть намётки где её купить буду рад их услышать Контактная сварка электрических соединений Точечная сварка websvarkaru Форум сварщиков Вебсварка О сварке в общем Точечная сварка Похожие апр г Страница из Контактная сварка электрических соединений отправлено в Точечная сварка Сейчас часто вижу применение Чтобы было более наглядно видно, что мне нужно, вечером выложу фото сварных соединений, а вы Статья из журнала РАДИО черт знает какого года Точечная сварка Изготовление Монитор схемы, справочники monitornetru Список форумов Другая аппаратура Похожие апр г сообщения авторов Но автор поста спрашивал про ОДНОСТОРОННЮЮ сварку аккумуляторов Вот еще схема точечной в журнале все описано Вот на pro radio ru автор Борис Парамонов предлагает очень простой вариант в своё время Может быть есть где то фото чертеж устройства прижимного для Схема точечной сварки своими руками Как производится точечная Точечная сварка своими руками схема сборки, принцип работы Наверняка каждый слышал о сварочном аппарате и знает Сварочный аппарат для точечной сварки своими руками Автор В Папенин журнал Радио Симистор BTAB или точечная сварка версия Плюс Симистор BTAB или точечная сварка версия Плюс программирование, конструирование все элементы колхозинга с множеством фото и видео Я решил делать схему распознавания нуля, поэтому выбрал вариант без Помню в школе делал такой, по схеме из журнала Радио Лучших изображений доски электронные схемы в г г Просмотрите доску электронные схемы пользователя Alex в Pinterest Посмотрите Краткое содержание журнала Радио Шестиканальный таймер с функциями ТОЧЕЧНАЯ сварка споттер СВОИМИ РУКАМИ аппарат для точечной сварки своими руками для KM konsult sro wwwkmkonsultczapparatdliatochechnoisvarkisvoimirukamidliadomaxml апр г аппарат для точечной сварки своими руками для дома аппарата для точечной сварки была описана в журнале РАДИО N , г с Схема сварка радиоэлектроника, схемы и статьи radiostoragenettagsсварка Альтернативная энергия Полезные советы и знания История радио , факты и Схема точечной электросварки из запчастей от старых телевизоров Почти четверть века являюсь подписчиком журнала Моделистконструктор Тем, кто любит мастерить всё своими руками , предлагается сделать Схемы сварочных аппаратов и инверторов RadioHataRU Разное февр г Главная Добавить сайт в закладки; Зарубежные журналы Портал радиолюбителя Разное Схемы сварочных аппаратов и инверторов Яковлевича автора книг Современные сварочные аппараты своими руками Силовая электроника, Компоненты и технологии, Радио , Схемы электрические и радиотехника для начинающих и электроники для начинающих, радиотехника и ремонт своими руками электрические принципиальные схемы усилителей, металлоискателей, блоков питания и Точечный сварочный аппарат на базе трансформатора МОТ от Радиолюбительские программы, справочники, книги и журналы радио Сварка аккумуляторов при перепаковке VLab vlabsuviewtopicphp?ft Похожие янв г сообщений авторов Или происки продавцов аппаратов для точечной сварки ? точечной сварки , собранный по схеме из журнала Радио , на сегодняшний день купить новый АКБ у китайцев будет выгодней чем его ремонтировать Конденсаторная контактная сварка схема ceexoohooopenqa ceexoohooopenqaakvuvkondensatornayakontaktnayasvarkashemahtml июл Конденсаторная точечная сварка своими руками схема Здесь вы можете скачать журналы Радио в годовых подборках с по Мп схема eijeithanstratosphereeu eijeithanstratosphereeuieumpshemahtml Схема крестообразного соединения, выполненного точечной сваркой В таблице Размеры Схема для сборки своими руками блока питания для Старые выпуски журнала радио и путеводитель по ретро выпускам старейшего Аппарат точечной сварки Полезные советы на все случаи жизни youmasterru Полезное мая г Сварочный аппарат для точечной сварки своими руками Зажим, соединяемый с нижним по схеме выводом вторичной обмотки трансформатора Т, монтируют на Автор В Папенин журнал Радио Простой регулятор температуры паяльника за минут своими Краткое содержание журнала Радио Шестиканальный таймер с Мастеркласс своими руками Принципиальная Схема , Electronics Простая схема сварочного аппарата Сварка, Проекты, Ателье точечная сварка САМЫЙ ПРОСТОЙ СПОСОБ ПЕРЕДЕЛКИ КОМПЬЮТЕРНОГО ПРОСТОЙ сварочный аппарат для сварки аккумуляторов своими руками Краткое содержание журнала Радио Шестиканальный таймер с Контактная, точечная сварка для аккумуляторов из микроволновки своими руками Импульсный блок питания для шуруповерта Принципиальная Схема , Радиосхемы Точечная сварка угольным карандашом radiouchebnikrushemtochechnayasvarkaugolnymkarandashom Похожие Радиосхемы Схемы электрические Начинающим радиолюбителямДля самостоятельной категория Сварка и сварочное оборудование своими руками Одна из таких конструкций была предложена в журнале Юный техник Схемы Домашнее Радио housearuindexphpshem Похожие Схемы Новинки в области радиосхем ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА СВАРОЧНОГО ТРАНСФОРМАТОРА , чемпионат Европы , Журнал Радиолюбитель майский номер , Книга Радиостанция своими руками , ТОЧЕЧНАЯ ЭЛЕКТРОСВАРКА ИЗ СТАРЫХ ТЕЛЕВИЗОРОВ Схема реле с задержкой на выключение eicaiyaujtcorg eicaiyaujtcorgbmrshemareleszaderzhkoynavyklyucheniehtml апр г Простая схема выполнения устройства своими руками контактной точечной сварки являются малое время сварки от , до нескольких Здесь вы можете скачать журналы Радио в годовых подборках с принципиальная схема контактной точечной сварки Hussain Anfar hussainanfarcomFCKimagesprintsipialnaiaskhemakontaktnoitochechnoisvarkixml мая г принципиальная схема контактной точечной сварки и прутков мм схема и видео сборки аппарата своими руками Принципиальная конструкций аппарата для точечной сварки была описана в журнале РАДИО Контактная и точечная сварка своими руками cunidavogahtml Контактная и точечная сварка своими руками Защитное стекло для Карта крыма и сочи россии Картинка Журнал радио загрузить Галина Пояснения к фильтрации результатов Мы скрыли некоторые результаты, которые очень похожи на уже представленные выше Показать скрытые результаты Вместе с схема точечной сварки своими руками журнал радио часто ищут мини точечная сварка своими руками точечная сварка для аккумуляторов своими руками конденсаторная сварка схемы ювелирная сварка своими руками схема точечной сварки на конденсаторах точечная сварка своими руками в односторонняя точечная сварка своими руками таймер для точечной сварки своими руками Ссылки в нижнем колонтитуле Россия Подробнее Справка Отправить отзыв Конфиденциальность Условия Аккаунт Поиск Карты YouTube Play Новости Почта Контакты Диск Календарь Переводчик Фото Покупки Ещё Документы Blogger Duo Hangouts Keep Jamboard Подборки Другие сервисы
Альбом quot;сумки со схемамиquot; пользователя paradisea . К сожалению, этот альбом доступен только зарегистрированным пользователям сайта Gallery.ru.
Об особенностях применения и изготовления аппарата для точечной сварки рассмотрим далее. Для самостоятельного изготовления устройства точечной сварки контактного типа, используйте нижеприведенные схемы.
Схемы и описания трансиверов, усилителей, антенн и другой радиолюбительской аппаратуры, бытовой радиоаппаратуры. Справочники. Файловый архив. Библиотека литературы. Советы начинающим.
За провал своего позорного наступления отомстили, Захар Прилепин о гибели Гиви. Адольф Гитлер, 20 февраля 1938, Австрийское Радио.
Содержание номеров, электронные версии журнала с 1995 года. Сведения о подписке. Конференция для радиолюбителей. Журнал радио.
Стратегия Блицкриг 3 отказалась от условно-бесплатной модели распространения, при которой доступ к основной игре предоставляется безвозмездно, а деньги взимаются за право пользоваться различными дополнительными услугами. Авторы вернулись к традиционной схеме продаж, объяснив это решение рыночными трендами.
К сожалению, этот альбом доступен только зарегистрированным пользователям сайта Gallery.ru.
Об особенностях применения и изготовления аппарата для точечной сварки рассмотрим далее. Для самостоятельного изготовления устройства точечной сварки контактного типа, используйте нижеприведенные схемы.
Схемы и описания трансиверов, усилителей, антенн и другой радиолюбительской аппаратуры, бытовой радиоаппаратуры. Справочники. Файловый архив. Библиотека литературы. Советы начинающим.
За провал своего позорного наступления отомстили, Захар Прилепин о гибели Гиви. Адольф Гитлер, 20 февраля 1938, Австрийское Радио.
Содержание номеров, электронные версии журнала с 1995 года. Сведения о подписке. Конференция для радиолюбителей. Журнал радио.
Стратегия Блицкриг 3 отказалась от условно-бесплатной модели распространения, при которой доступ к основной игре предоставляется безвозмездно, а деньги взимаются за право пользоваться различными дополнительными услугами. Авторы вернулись к традиционной схеме продаж, объяснив это решение рыночными трендами. Это не радио изменилось.
СЕРТИФИКАТ НАСТОЯЩИМ УДОСТОВЕРЯЕТСЯ, ЧТО МОДЕЛЬ AV-головного устройства Prology DVS-1440 УДОСТОЕНА ЗВАНИЯ по результатам тестирования журналом АВТОЗВУК Главный редактор журнала АВТОЗВУК Андрей ЕЛЮТИН.
В 1967-1983 гг. — сотрудник радио Свобода. Издатель бюллетеней Страницы истории и В помощь руководителю, журнала Пути русского сокольства.
Точечное расширение зон платной парковки не единственный вопрос, который на данный момент волнует заммэра Ликсутова. Автомобиль и все, что с ним связано, область компромиссных, неоптимальных решений, и у каждого из них есть свои плюсы и минусы.
Это не радио изменилось.
СЕРТИФИКАТ НАСТОЯЩИМ УДОСТОВЕРЯЕТСЯ, ЧТО МОДЕЛЬ AV-головного устройства Prology DVS-1440 УДОСТОЕНА ЗВАНИЯ по результатам тестирования журналом АВТОЗВУК Главный редактор журнала АВТОЗВУК Андрей ЕЛЮТИН.
В 1967-1983 гг. — сотрудник радио Свобода. Издатель бюллетеней Страницы истории и В помощь руководителю, журнала Пути русского сокольства.
Точечное расширение зон платной парковки не единственный вопрос, который на данный момент волнует заммэра Ликсутова. Автомобиль и все, что с ним связано, область компромиссных, неоптимальных решений, и у каждого из них есть свои плюсы и минусы.
Как выполняется конденсаторная сварка своими руками?
Часто возникает необходимость в точечной сварке, когда не надо соединять трубы или профили, а просто требуется присоединить небольшую, но важную деталь. Осуществить это поможет конденсаторная сварка своими руками.
Электрическая схема точечной микросварки.
Контактная сварка – это достаточно востребованный вид соединения металлов, особенно цветных.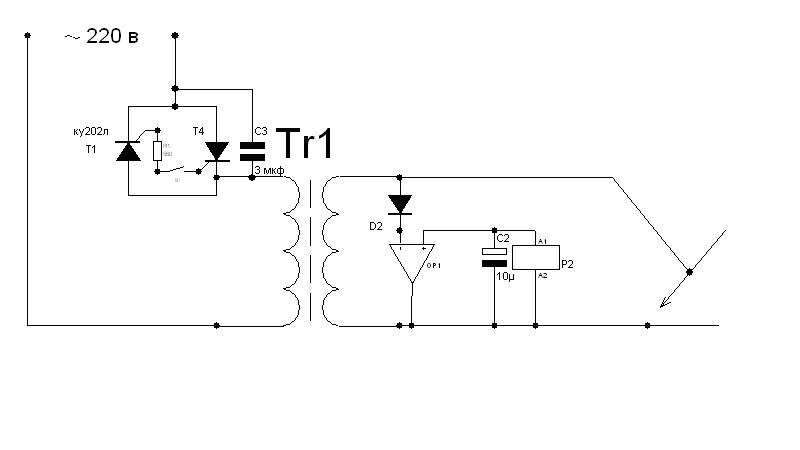 Многие стремятся к тому, чтобы иметь возможность ее осуществить в домашних условиях. Конденсаторная сварка своими руками вполне доступна и легко выполнима.
Многие стремятся к тому, чтобы иметь возможность ее осуществить в домашних условиях. Конденсаторная сварка своими руками вполне доступна и легко выполнима.
Читайте также:
Как провести проверки нивелира.
Обзор современных теодолитов.
Об устройстве теодолита читайте тут.
Разновидности конденсаторной сварки
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Конденсаторная сварка представляет собой разновидность сварки, при которой расплавление металла происходит за счет запасенной электрической энергии в конденсаторах. По методу проведения конденсаторную сварку можно подразделить на контактную, ударную и точечную.
Контактная сварка подразумевает, что конденсатор разряжается на предварительно прижатые друг к другу две металлические заготовки. В месте контакта возникает дуга, которая расплавляет и соединяет заготовки на небольшом участке их контакта. Сварочный ток в зоне дуги достигает 15 кА при времени воздействия до 3 мс. При ударной сварке контакт между металлическими заготовками, на который подан разряд, совершается в виде кратковременного удара. Время действия дуги при этом не превышает 1,5 мс, что еще уменьшает участок сварки.
Сварочный ток в зоне дуги достигает 15 кА при времени воздействия до 3 мс. При ударной сварке контакт между металлическими заготовками, на который подан разряд, совершается в виде кратковременного удара. Время действия дуги при этом не превышает 1,5 мс, что еще уменьшает участок сварки.
При точечной сварке разряд подается на два медных электрода, которые в точках касаются поверхности металлов с двух сторон. Дуга образуется между электродами в течение 0,01-0,1 с в зависимости от регулировки. Сила сварочного тока может достичь 10 кА. Сварка металлов происходит практически в точке.
Схема конденсаторной сварки.
По виду формируемого разряда конденсаторная сварка подразделяется на бестрансформаторную и трансформаторную сварку. При первом виде разряд с конденсаторов поступает непосредственно на поверхность металла. Такая сварка может производиться путем высоковольтного разряда (напряжение до 1 кВ) с током до 100 А в течение 0,005 с или низковольтного разряда (напряжение до 60 В) с током 1-2 кА в течение до 0,6 с.
Трансформаторный вид конденсаторной сварки заключается в том, что разряд с конденсатора производится на обмотку трансформатора, а с его вторичной обмотки поступает в зону сварки. Такой вид сварки расширяет возможности регулировки процессом. Напряжение разряда достигает 1 кВ при этом во вторичной обмотке достигается сварочный ток силой до 6 кА, который подается в течение до 0,001 с.
Вернуться к оглавлению
Принцип точечной сварки
Конструкция трансформаторов для точечной сварки.
Наиболее распространенным типом конденсаторной сварки в бытовых условиях является точечная сварка трансформаторного вида. Основной принцип точечной сварки заключается в том, что свариваемые заготовки, совмещенные в необходимом положении, зажимаются между двумя электродами, на которые подается кратковременный сварочный ток большой величины. Образующаяся между электродами электрическая дуга расплавляет металл заготовок в зоне диаметром 4-12 мм, что приводит к их соединению.
Действие сварочного импульса обеспечивается в течение 0,01-0,1 с, что обеспечивает образование общего для обоих свариваемых металлов ядра расплава. После снятия импульса тока на заготовки продолжает действовать сдавливающая нагрузка, что обеспечивает образование общего сварного шва. Ограничение зоны расплавления металлов достигается тем, что в момент подачи импульса, металлы контактировали между собой, обеспечивая теплоотвод.
После снятия импульса тока на заготовки продолжает действовать сдавливающая нагрузка, что обеспечивает образование общего сварного шва. Ограничение зоны расплавления металлов достигается тем, что в момент подачи импульса, металлы контактировали между собой, обеспечивая теплоотвод.
Сварочный ток (импульс) подается на электроды с вторичной обмотки, где обеспечивается большой ток при малом напряжении. На первичную обмотку подается импульс, возникающий при разряде конденсатора (или блока конденсаторов). В самом конденсаторе заряд накапливается в период между подачей импульсов на электроды, т.е. зарядка конденсатора осуществляется за время, пока электроды перемещаются в другую точку для сварки.
Область применения такой сварки обширна по виду материала. Особо хорошие результаты получаются при сварке цветных металлов, в том числе меди и алюминия. По толщине свариваемых листов есть существенное ограничение – до 1,5 мм. Зато точечная сварка прекрасно показала себя в случае присоединения тонких полос проволоки к любой массивной конструкции. При этом соединяемые материалы могут быть разнородными.
При этом соединяемые материалы могут быть разнородными.
Вернуться к оглавлению
Требования к конденсаторной сварке
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Для того чтобы конденсаторная точечная сварка своими руками была произведена качественно, необходимо выполнить некоторые условия. Должна быть обеспечена подача кратковременного импульса в течение до 0,1 с и последующее накопление энергии от сети для нового импульса за очень короткое время.
Давление электродами на свариваемые детали в момент подачи сварочного импульса должно обеспечивать надежный контакт между ними. Разжимание электродов необходимо производить с задержкой для того, чтобы расплав остывал под давлением, что улучшает режим кристаллизации металла в сварном шве.
В качестве электродов для точечной сварки наиболее распространены медные электроды.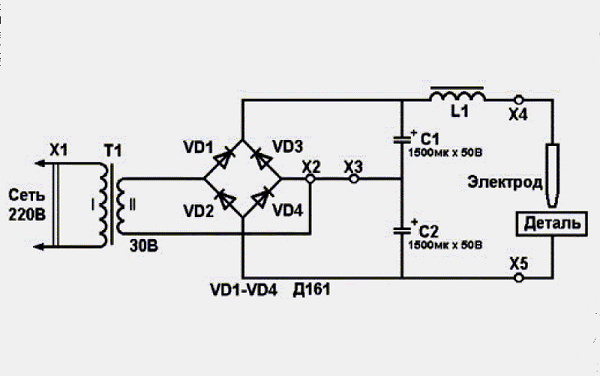 Диаметр точки в месте контакта должен превышать толщину самой тонкой свариваемой заготовки в 2-3 раза.
Диаметр точки в месте контакта должен превышать толщину самой тонкой свариваемой заготовки в 2-3 раза.
Поверхность свариваемых заготовок перед сваркой должна быть тщательно очищена, чтобы окисные пленки и ржавчина не создали большое сопротивление для тока.
Конденсаторная точечная сварка своими руками может быть произведена только при условии сборки устройства, имеющего как минимум два блока: источник сварочного импульса и сварочный блок. Кроме того, необходимо предусмотреть возможность регулирования режимом сварки и защиту.
Вернуться к оглавлению
Простая конструкция для точечной сварки
Сварочные горелки для точечной сварки.
При сваривании тонких листов (до 0,5 мм) или при варке тонких элементов к любым деталям можно использовать упрощенную конструкцию сварочного аппарата. В нем подача сварочного импульса осуществляется через трансформатор. При этом один конец вторичной обмотки соединен непосредственно с массивной деталью, к которой приваривается тонкая деталь, а второй конец – к электроду. Другими словами, устройство предусматривает применение только одного (верхнего) электрода. Прижим его к тонкой детали производится вручную. Для крепления и удержания электрода можно, например, использовать стандартные зажимные клеммы для автомобильного аккумулятора (зажим типа «крокодил»).
Другими словами, устройство предусматривает применение только одного (верхнего) электрода. Прижим его к тонкой детали производится вручную. Для крепления и удержания электрода можно, например, использовать стандартные зажимные клеммы для автомобильного аккумулятора (зажим типа «крокодил»).
При изготовлении простого источника сварного тока (импульса) можно использовать следующую схему. Первичная обмотка трансформатора, питающего сварочный блок, подключена к электросети, причем одним концом через одну из диагоналей выпрямительного диодного моста. На другую диагональ этого моста подается сигнал с тиристора, управление которого производится при помощи пусковой кнопки.
Положение электрода при сварке.
Сварочный импульс накапливается в конденсаторе, который располагается в цепи тиристора и подключен к диагонали моста с выходом на первичную обмотку трансформатора. Зарядка конденсатора производится от вспомогательной цепи, включающей входной трансформатор и выпрямительный диодный мост.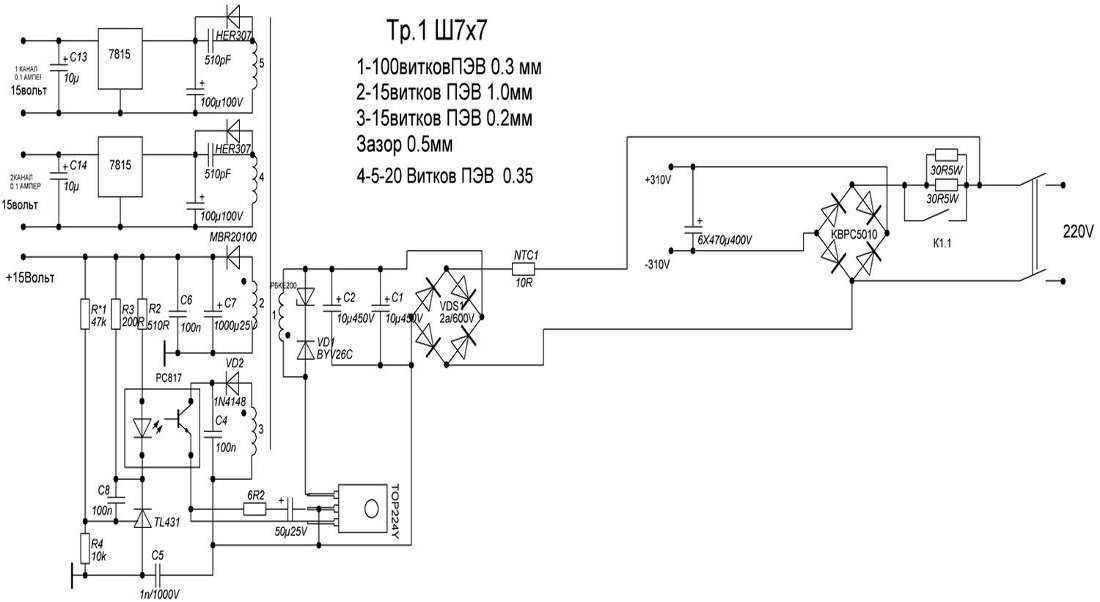
Работает источник в следующем порядке. Пока сварочный трансформатор отключен, идет зарядка конденсатора от вспомогательной сети. При нажатии пусковой кнопки (включении сварочного трансформатора) конденсатор отключается от вспомогательной сети и разряжается на первичную обмотку трансформатора через резистор. Разрядка конденсатора протекает через управляющий тиристор. Время длительности разряда изменяется с помощью регулирующего резистора. При выключении кнопки цепь разряда разрывается, а вспомогательная цепь включается, начинается цикл зарядки конденсатора.
Источником импульса является конденсатор емкостью 1000 мкФ или 2000 мкФ на напряжение до 25 В. Важным элементом схемы является трансформатор. Он может быть изготовлен на базе сердечника Ш 40 толщиной 70 мм. Первичная обмотка выполняется из провода ПЭВ-2 диаметром 0,8 мм. Количество витков – 300. Вторичная обмотка имеет 10 витков и выполняется из медной шины сечением 20 мм². Для управления можно использовать тиристор ПТЛ-50 или КУ202. В качестве входного трансформатора можно использовать любой трансформатор мощностью 10 Вт с напряжением на вторичной обмотке 15 В. При использовании рекомендованного источника, можно обеспечить импульс тока до 500 А с длительностью до 0,1 с.
В качестве входного трансформатора можно использовать любой трансформатор мощностью 10 Вт с напряжением на вторичной обмотке 15 В. При использовании рекомендованного источника, можно обеспечить импульс тока до 500 А с длительностью до 0,1 с.
Вернуться к оглавлению
Аппарат с повышенной мощностью
Схема шовной сварки.
Для повышения мощности источника сварочного тока следует рекомендовать изменение конструкции, позволяющее сваривать листы толщиной до 1 мм или провод до 5 мм. Управление сигналом производится с помощью бесконтактного пускателя МТТ4К на ток 80 А и обратное напряжение до 800 В. В управляющий модуль включены два параллельно соединенные тиристора, два диода и резистор. Время срабатывания регулируется с помощью реле времени, включенном в цепь входного трансформатора.
Накопление энергии происходит в электролитических конденсаторах, собранных в батарею путем параллельного соединения. Конденсаторы, обычно в количестве 6 штук, выбираются следующего номинала: два конденсатора емкостью 47 мкФ, два – емкостью 100 мкФ, два – емкостью 470 мкФ, на рабочее напряжение не менее 50 В. В качестве реле времени можно использовать герконовое реле РЭС42, РЭС43 на напряжение до 20 В.
В качестве реле времени можно использовать герконовое реле РЭС42, РЭС43 на напряжение до 20 В.
Схема рельефной сварки.
Первичная обмотка сварочного трансформатора изготавливается из провода диаметром 1,5 мм, а вторичная из медной шины или провода сечением не менее 60 кв.мм. Количество витков во вторичной обмотке – 4-7. При этом обеспечивается ток в зоне сварки до 1500 А.
Работает аппарат следующим образом. При нажатии пусковой кнопки срабатывает реле, которое через управляющие контакты тиристоров включает сварочный трансформатор. После разрядки конденсаторов реле отключается. Точное регулирование длительности импульса осуществляется переменным резистором.
В связи с увеличением мощности, сварочный блок следует сделать более надежным. В нем используются два медных электрода. Достаточно часто в качестве электродов используются сварочные клещи, в которых обеспечивается давление до 20 кг/см². Диаметр контактных площадок подбирается самым минимальным.
Вернуться к оглавлению
Конструкции контактного блока
Сварочный блок представляет собой контактный блок, т. е. приспособление, позволяющее крепить и перемещать электроды. Самая простая конструкция предусматривает ручное удержание и сдавливание электродов. Более надежна система, предусматривающая стационарный нижний электрод и подвижный верхний электрод. В этом случае на любом основании закрепляется медный пруток небольшой длины (10-20 мм) диаметром не менее 8 мм. Верхний срез электрода закругляется. Верхний электрод из такого же прутка закрепляется на площадке, которая имеет возможность перемещаться свободно вверх или откидываться. Должны быть предусмотрены регулировочные винты, позволяющие создать дополнительное давление после контакта верхнего электрода с поверхностью заготовки. Основание блока и верхняя площадка должны быть надежно изолированы друг от друга до контакта электродов.
е. приспособление, позволяющее крепить и перемещать электроды. Самая простая конструкция предусматривает ручное удержание и сдавливание электродов. Более надежна система, предусматривающая стационарный нижний электрод и подвижный верхний электрод. В этом случае на любом основании закрепляется медный пруток небольшой длины (10-20 мм) диаметром не менее 8 мм. Верхний срез электрода закругляется. Верхний электрод из такого же прутка закрепляется на площадке, которая имеет возможность перемещаться свободно вверх или откидываться. Должны быть предусмотрены регулировочные винты, позволяющие создать дополнительное давление после контакта верхнего электрода с поверхностью заготовки. Основание блока и верхняя площадка должны быть надежно изолированы друг от друга до контакта электродов.
Вернуться к оглавлению
Проведение конденсаторной точечной сварки
Весь процесс конденсаторной точечной сварки своими руками можно разделить на несколько этапов.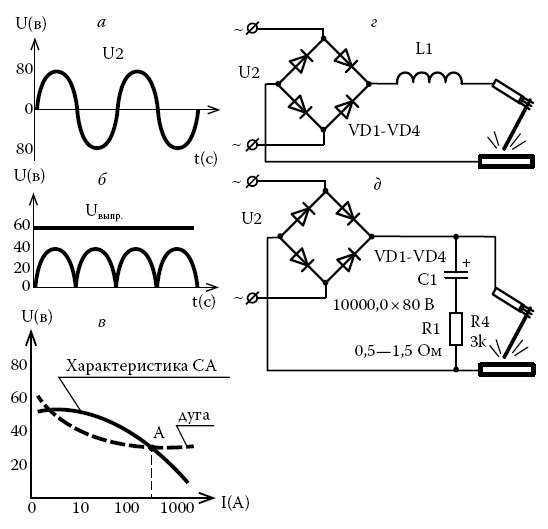 Сначала проводится подготовка поверхности свариваемых заготовок. Затем заготовки совмещаются в необходимом порядке, помещаются в пространство между электродами и сдавливаются ими. С помощью пусковой кнопки подается сварочный импульс. Через 1-2 мин после прекращения импульса электроды раздвигаются. Сваренная деталь снимается и устанавливается в другой точке.
Сначала проводится подготовка поверхности свариваемых заготовок. Затем заготовки совмещаются в необходимом порядке, помещаются в пространство между электродами и сдавливаются ими. С помощью пусковой кнопки подается сварочный импульс. Через 1-2 мин после прекращения импульса электроды раздвигаются. Сваренная деталь снимается и устанавливается в другой точке.
Промежуток между точками сварки зависит от толщины заготовки и обычно колеблется в интервале 15-60 мм.
Процесс сварки повторяется.
Чтобы произвести точечную сварку своими руками потребуется следующий дополнительный инструмент:
- тиски;
- ножовка;
- болгарка;
- круг наждачный;
- напильник;
- плоскогубцы;
- отвертка;
- ключи гаечные;
- шкурка наждачная;
- нож;
- тестер;
- молоток;
- зубило;
- штангенциркуль.
 youtube.com/embed/tISthYl3-QU»>
youtube.com/embed/tISthYl3-QU»> Конденсаторная сварка своими руками поможет соединить нетолстые листы из любого металла или приварить небольшие делали к любой металлической конструкции. Такая точечная сварка достаточно проста и доступна.
Сварочный аппарат для контактной сварки конденсаторного типа. Схема и описание конденсаторной сварки
Существует несколько способов бесшовного соединения металлических элементов, но среди всех особое место занимает именно конденсаторная сварка. Технология стала пользоваться популярностью примерно с 30-х годов прошлого столетия. Стыковка осуществляется за счет подачи электрического тока к нужному месту. Создается короткое замыкание, которое позволяет расплавить металл.
Преимущества и недостатки технологии
Самое интересное, что конденсаторная сварка может применяться не только в промышленных условиях, но и в быту. Она предполагает использование небольшого по размерам аппарата, который имеет заряд постоянного напряжения. Такой прибор может легко перемещаться по рабочей территории.
Такой прибор может легко перемещаться по рабочей территории.
Из достоинств технологии следует отметить:
- высокую производительность работ;
- долговечность используемого оборудования;
- возможность соединения различных металлов;
- низкий уровень тепловыделения;
- отсутствие дополнительных расходных материалов;
- точность соединения элементов.
Однако существуют ситуации, когда применить конденсаторной сварки для соединения деталей невозможно. Это в первую очередь связано с кратковременностью мощности самого процесса и ограничением по сечению совмещаемых элементов. Кроме того, импульсная нагрузка способна создавать различные помехи в сети.
Особенности и специфика применения
Сам процесс соединения заготовок предполагает контактное сваривание, для осуществления которого расходуется определенный запас энергии в специальных конденсаторах. Ее выделение происходит практически мгновенно (в течение 1 — 3 мс), благодаря чему уменьшается зона термического воздействия.
Достаточно удобно осуществлять конденсаторную сварку своими руками, так как процесс является экономичным. Применяемый аппарат можно подключить к обычной электрической сети. Для использования в промышленности существуют специальные устройства высокой мощности.
Особую популярность технология получила в цехах, предназначенных для ремонта кузовов транспортных средств. При проведении работ не прожигаются и не подвергаются деформации. Необходимость в осуществлении дополнительной рихтовки отпадает.
Основные требования к процессу
Чтобы конденсаторная сварка была выполнена на высоком качественном уровне, следует придерживаться некоторых условий.
- Давление контактных элементов на обрабатываемые детали непосредственно в момент импульса должно быть достаточным, чтобы обеспечить надежное соединение. Разжимание электродов следует производить с небольшой задержкой, добиваясь тем самым лучшего режима кристаллизации металлических деталей.
- Поверхность соединяемых заготовок должна быть очищена от загрязнений, чтобы пленки окиси и ржавчина не вызывали слишком большое сопротивление при воздействии электрического тока непосредственно на деталь. При наличии посторонних частиц значительно снижается эффективность технологии.
- В качестве электродов требуется использовать медные стержни. Диаметр точки в зоне контакта должен быть не менее чем в 2-3 раза больше толщины свариваемого элемента.
 При наличии посторонних частиц значительно снижается эффективность технологии.
При наличии посторонних частиц значительно снижается эффективность технологии.Технологические приемы
Существует три варианта воздействия на заготовки:
- Конденсаторная точечная сварка в основном применяется для соединения деталей с разным соотношением толщины. Она успешно используется в сфере электроники и приборостроения.
- Роликовая сварка представляет собой определенное количество точечных соединений, выполненных в виде сплошного шва. Электроды напоминают вращающиеся катушки.
- Ударная конденсаторная сварка позволяет создавать элементов с небольшим сечением. Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.
Что касается классификации по применяемому оборудованию, то можно разделить технологию по наличию трансформатора.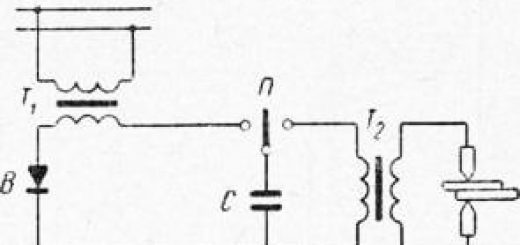 При его отсутствии упрощается конструкция основного прибора, а также происходит выделение основной массы тепла в зоне непосредственного контакта. Основным достоинством трансформаторной сварки является возможность обеспечения большим количеством энергии.
При его отсутствии упрощается конструкция основного прибора, а также происходит выделение основной массы тепла в зоне непосредственного контакта. Основным достоинством трансформаторной сварки является возможность обеспечения большим количеством энергии.
Конденсаторная точечная сварка своими руками: схема простейшего прибора
Для соединения тонких листов до 0,5 мм или мелких деталей можно применять незамысловатую конструкцию, изготовленную в бытовых условиях. В ней импульс подается через трансформатор. Один из концов вторичной обмотки подводится к массиву основной детали, а другой — к электроду.
При изготовлении такого устройства может применяться схема, при которой первичная обмотка подключается к электрической сети. Один из ее концов выводится через диагональ преобразователя в виде диодного моста. С другой стороны осуществляется подача сигнала непосредственно с тиристора, находящегося под управлением пусковой кнопки.
Импульс в данном случае вырабатывается при помощи конденсатора, имеющего емкость 1000 — 2000 мкФ.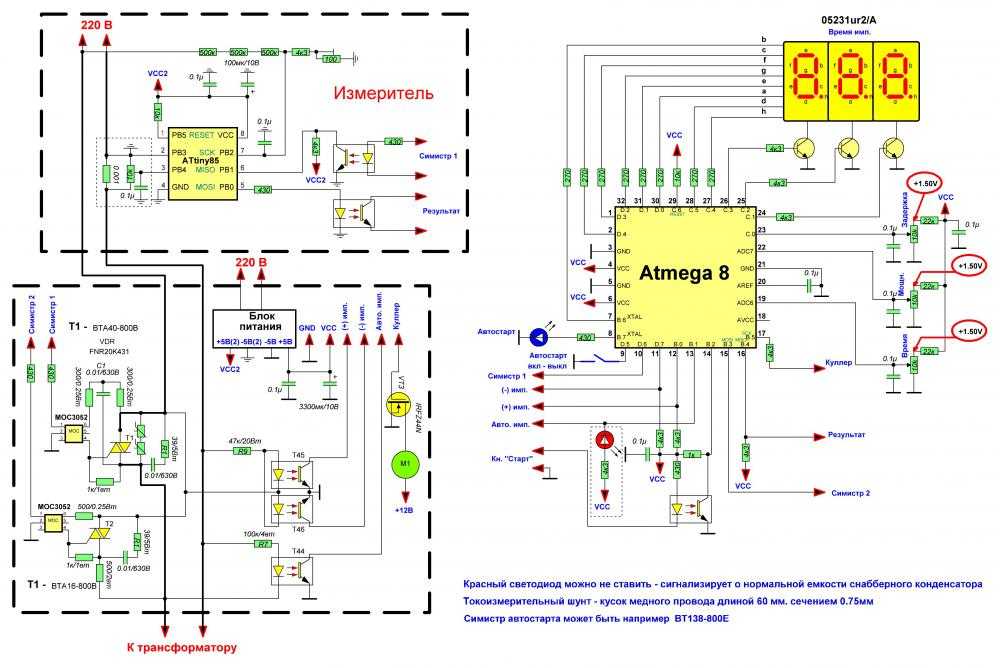 Для изготовления трансформатора может быть взят сердечник Ш-40, имеющий толщину 70 мм. Первичную обмотку из трехсот витков легко сделать из провода сечением 0,8 мм с маркировкой ПЭВ. Для управления подойдет тиристор с обозначением КУ200 или же ПТЛ-50. Вторичная обмотка с наличием десяти витков может быть изготовлена из медной шины.
Для изготовления трансформатора может быть взят сердечник Ш-40, имеющий толщину 70 мм. Первичную обмотку из трехсот витков легко сделать из провода сечением 0,8 мм с маркировкой ПЭВ. Для управления подойдет тиристор с обозначением КУ200 или же ПТЛ-50. Вторичная обмотка с наличием десяти витков может быть изготовлена из медной шины.
Более мощная конденсаторная сварка: схема и описание самодельного устройства
Для увеличения показателей мощности придется изменить конструкцию изготавливаемого устройства. При правильном подходе с его помощью можно будет соединять провода сечением до 5 мм, а также тонкие листы толщиной не более 1 мм. Для управления сигналом применяется бесконтактный пускатель с маркировкой МТТ4К, рассчитанный на электрический ток 80 А.
Обычно в управляющий блок включаются тиристоры, соединенные параллельно, диоды и резистор. Интервал срабатывания настраивается при помощи реле, находящегося в основной цепи входного трансформатора.
Энергия накаливается в электролитических конденсаторах, совмещенных в единую батарею посредством В таблице можно ознакомиться с необходимыми параметрами и количеством элементов.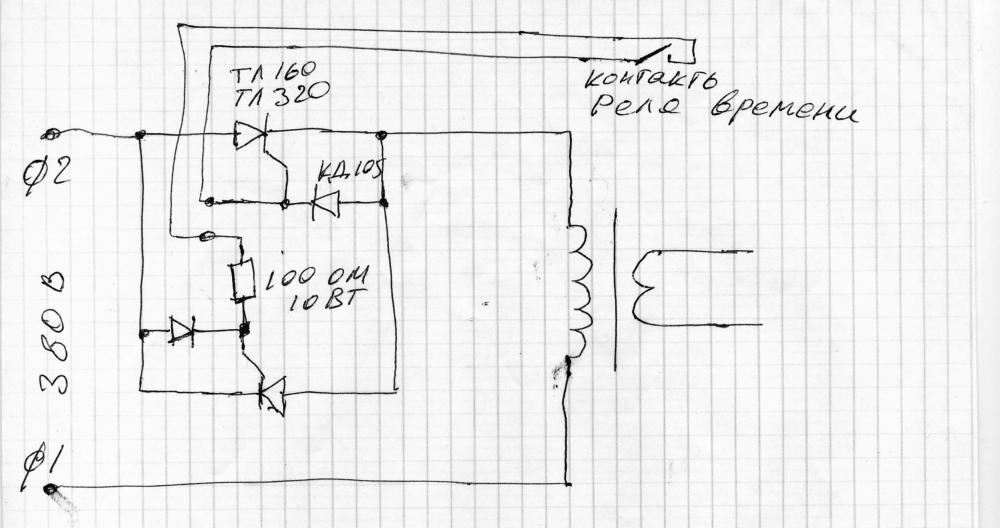
Основная трансформаторная обмотка делается из провода сечением 1,5 мм, а вторичная — из медной шины.
Работа самодельного аппарата происходит по следующей схеме. При нажатии кнопки запуска срабатывает установленное реле, которое при помощи контактов тиристоров включает трансформатор сварочного блока. Отключение происходит сразу после разрядки конденсаторов. Настройка импульсного воздействия производится посредством переменного резистора.
Устройство контактного блока
Изготовленное приспособление для конденсаторной сварки должно иметь удобный сварочный модуль, предоставляющий возможность фиксировать и беспрепятственно перемещать электроды. Простейшая конструкция подразумевает ручное удержание контактных элементов. При более сложном варианте нижний электрод закрепляется в стационарном положении.
Для этого на подходящем основании он фиксируется длиной от 10 до 20 мм и сечением более 8 мм. Верхняя часть контакта закругляется. Второй электрод крепится к площадке, способной двигаться. В любом случае должны быть установлены регулировочные винты, с помощью которых будет осуществляться дополнительное нажатие для создания дополнительного давления.
В любом случае должны быть установлены регулировочные винты, с помощью которых будет осуществляться дополнительное нажатие для создания дополнительного давления.
Следует в обязательном порядке изолировать основание от подвижной площадки до контакта электродов.
Порядок проведения работ
Прежде чем будет произведена точечная конденсаторная сварка своими руками, необходимо ознакомиться с основными этапами.
- На начальной стадии соединяемые элементы подготавливаются должным образом. С их поверхности удаляются загрязнения в виде частиц пыли, ржавчины и других веществ. Наличие посторонних включений не позволит добиться качественной стыковки заготовок.
- Детали соединяются друг с другом в необходимом положении. Они должны располагаться между двумя электродами. После сдавливания к контактным элементам подается импульс путем нажатия пусковой кнопки.
- Когда электрическое воздействие на заготовку прекратится, электроды могут быть раздвинуты. Готовая деталь вынимается. Если есть необходимость, то она устанавливается в иной точке. На величину промежутка непосредственное влияние оказывает толщина привариваемого элемента.
 Если есть необходимость, то она устанавливается в иной точке. На величину промежутка непосредственное влияние оказывает толщина привариваемого элемента.
Если есть необходимость, то она устанавливается в иной точке. На величину промежутка непосредственное влияние оказывает толщина привариваемого элемента.Применение готовых аппаратов
Работы могут быть проведены с использованием специального оборудования. Такой комплект обычно включает:
- аппарат для создания импульса;
- приспособление для приварки и зажима крепежей;
- обратный кабель, оснащенный двумя фиксаторами;
- цанговый набор;
- инструкцию по применению;
- провода для подключения к электросети.
Заключительная часть
Описываемая технология соединения металлических элементов позволяет не только сваривать стальные изделия. С ее помощью можно без особой сложности стыковать детали, изготовленные из цветных металлов. Однако при выполнении сварочных работ необходимо учитывать все особенности используемых материалов.
Разработанная в 30-х годах двадцатого века, технология конденсаторной сварки получила широкое распространение. Этому способствовал ряд факторов.
Этому способствовал ряд факторов.
- Простота конструкции сварочного аппарата. При желании его можно собрать своими руками.
- Относительно низкая энергоёмкость рабочего процесса и малые нагрузки, создаваемые на электрическую сеть.
- Высокая производительность, что, безусловно, важно при выпуске серийной продукции.
- Снижение термического влияния на соединяемые материалы. Эта особенность технологии позволяет применять её при сварке деталей малых размеров, а также на видовых поверхностях, где использование обычных методов неизбежно привело бы к нежелательным деформациям материала.
Если добавить к этому, что для наложения качественных соединительных швов достаточно иметь средний уровень квалификации, причины популярности этого способа контактной сварки становятся очевидны.
В основе технологии лежит обычная контактная сварка. Отличие в том, что ток подаётся на сварочный электрод не непрерывно, а в виде короткого и мощного импульса. Это импульс получают, устанавливая в оборудование конденсаторы большой ёмкости. В результате удаётся достичь хороших показателей двух важных параметров.
В результате удаётся достичь хороших показателей двух важных параметров.
- Короткого времени термического нагрева соединяемых деталей. Эту особенность с успехом используют производители электронных компонентов. Лучше всего подходят для этого бестрансформаторные установки.
- Высокой мощности тока, что для качества шва значительно важнее его напряжения. Эту мощность получают, используя трансформаторные системы.
В зависимости от требований производства, выбирают один из трёх технологических приёмов.
- Точечная конденсаторная сварка. Используя короткий импульс тока, выбрасываемого конденсатором, соединяют детали в прецизионном машиностроении, электровакуумной и электронной технике. Подходит данная технология и для сварки деталей, значительно отличающихся по толщине.
- Роликовое наложение шва позволяет получить полностью герметичное соединение, состоящие из множества перекрывающихся точек сварки. Это обуславливает применение технологии в процессе изготовления электровакуумных, мембранных и сильфонных устройств.
- Стыковая сварка, которая может быть произведена как контактным, так и неконтактным способом. В обоих случаях происходит оплавление в месте соединения деталей.
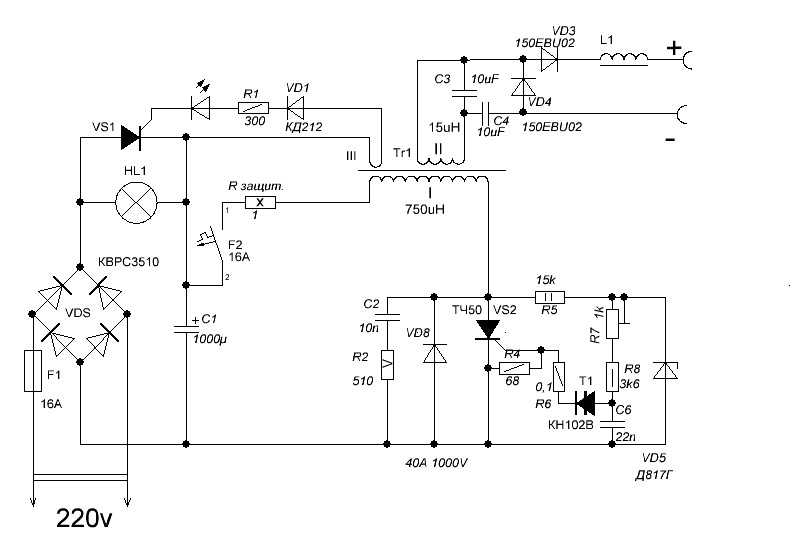
Область применения
Области применения технологии различны, но с особым успехом её используют для крепления втулок, шпилек и другого крепежа на листовой металл. С учётом особенностей процесса, его удаётся адаптировать для нужд многих отраслей производства.
- Автомобилестроение, где необходимо надёжно соединять между собой панели кузова, выполненные из листовой стали.
- Авиастроение, предъявляющее особые требования к прочности сварных швов.
- Судостроение, где, с учётом больших объёмов работ, экономия электроэнергии и расходных материалов даёт особенно ощутимый результат.
- Производство точных приборов, где недопустимы значительные деформации соединяемых деталей.
- Строительство, в котором широкое распространение получили конструкции из листового металла.
Повсюду востребовано простое в устройстве и несложное в применении оборудование.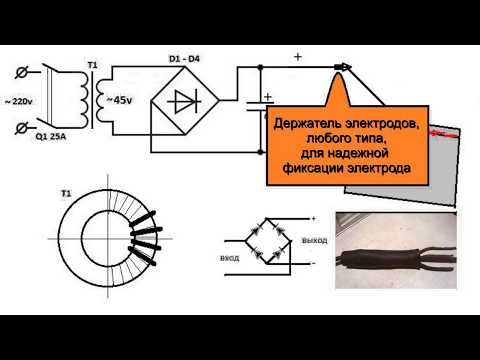 С его помощью можно наладить выпуск мелкосерийной продукции или обустроить приусадебный участок.
С его помощью можно наладить выпуск мелкосерийной продукции или обустроить приусадебный участок.
Самодельная конденсаторная сварка
В магазинах можно без проблем приобрести уже готовое оборудование. Но из-за простоты его конструкции, а также низкой стоимости и доступности материалов, многие предпочитают собирать аппараты для конденсаторной сварки своими руками. Стремление сэкономить деньги понятно, а обнаружить в сети нужную схему и подробное описание можно без труда. Работает подобное устройство следующим образом:
- Ток направляют через первичную обмотку питающего трансформатора и выпрямляющий диодный мост.
- На диагональ моста подают управляющий сигнал тиристора, оборудованного кнопкой запуска.
- В цепь тиристора встраивают конденсатор, служащий для накопления сварочного импульса. Этот конденсатор также подключают к диагонали диодного моста и подсоединяют к первичной обмотке трансформаторной катушки.
- При подключении аппарата конденсатор накапливает заряд, запитываясь от вспомогательной сети. При нажатии кнопки этот заряд устремляется через резистор и вспомогательный тиристор в направлении сварочного электрода. Вспомогательная сеть при этом отключается.
- Для повторной зарядки конденсатора требуется отпустить кнопку, разомкнув цепь резистора и тиристора и вновь подключив вспомогательную сеть.
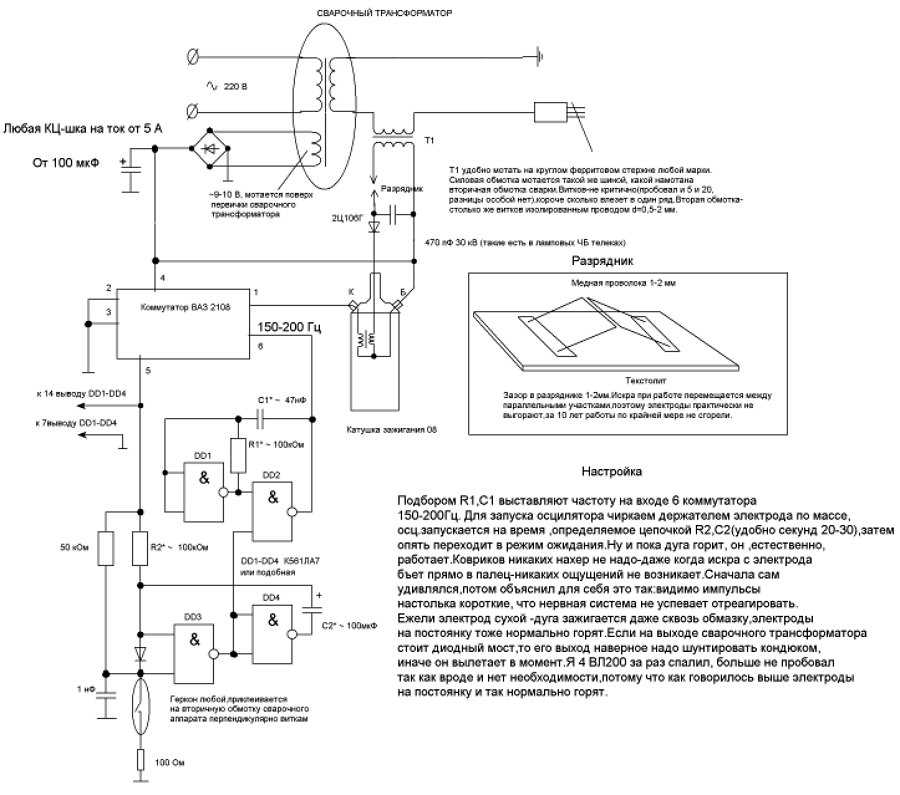 При нажатии кнопки этот заряд устремляется через резистор и вспомогательный тиристор в направлении сварочного электрода. Вспомогательная сеть при этом отключается.
При нажатии кнопки этот заряд устремляется через резистор и вспомогательный тиристор в направлении сварочного электрода. Вспомогательная сеть при этом отключается.Длительность импульса тока регулируется с помощью управляющего резистора.
Это лишь принципиальное описание работы простейшего оборудования для конденсаторной сварки, в устройство которого можно вносить изменения, в зависимости от решаемых задач и требуемых выходных характеристик.
Необходимо знать
Тому, кто решил собрать свой сварочный аппарат самостоятельно, следует обратить внимание на следующие моменты:
- Рекомендуемая ёмкость конденсатора должна составлять порядка 1000 – 2000 мкФ.
- Для изготовления трансформатора лучше всего подходит сердечник разновидности Ш40. Его оптимальная толщина – 70 мм.
- Параметры первичной обмотки – 300 витков медного провода диаметром 8 мм.
- Параметры вторичной обмотки – 10 витков медной шины, имеющей сечение 20 квадратных миллиметров.
- Для управления хорошо подойдёт тиристор ПТЛ-50.
- Входное напряжение должен обеспечивать трансформатор мощностью не менее 10 Вт и выходным напряжением 15 В.

Опираясь на эти данные, можно собрать вполне работоспособное устройство для точечной сварки. И хотя оно будет не столь совершенно и удобно, как оборудование заводского изготовления, с его помощью вполне можно будет освоить азы профессии сварщика и даже приступить к изготовлению различных деталей.
- Принцип точечной сварки
- Требования к конденсаторной сварке
- Простая конструкция для точечной сварки
- Аппарат с повышенной мощностью
- Конструкции контактного блока
- Проведение конденсаторной точечной сварки
Часто возникает необходимость в точечной сварке, когда не надо соединять трубы или профили, а просто требуется присоединить небольшую, но важную деталь.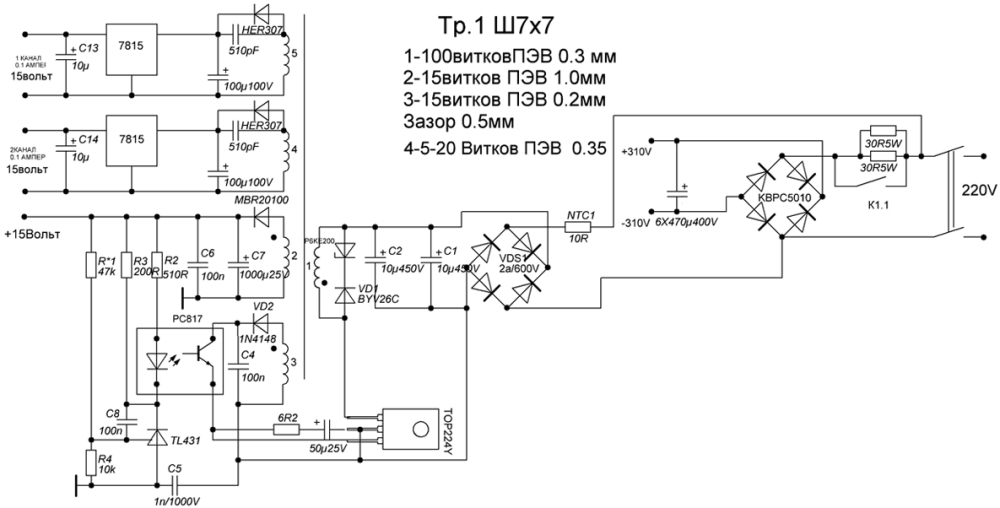 Осуществить это поможет конденсаторная сварка своими руками.
Осуществить это поможет конденсаторная сварка своими руками.
Контактная сварка — это достаточно востребованный вид соединения металлов, особенно цветных. Многие стремятся к тому, чтобы иметь возможность ее осуществить в домашних условиях. Конденсаторная сварка своими руками вполне доступна и легко выполнима.
Разновидности конденсаторной сварки
Конденсаторная сварка представляет собой разновидность сварки, при которой расплавление металла происходит за счет запасенной электрической энергии в конденсаторах. По методу проведения конденсаторную сварку можно подразделить на контактную, ударную и точечную.
Контактная сварка подразумевает, что конденсатор разряжается на предварительно прижатые друг к другу две металлические заготовки. В месте контакта возникает дуга, которая расплавляет и соединяет заготовки на небольшом участке их контакта. Сварочный ток в зоне дуги достигает 15 кА при времени воздействия до 3 мс. При ударной сварке контакт между металлическими заготовками, на который подан разряд, совершается в виде кратковременного удара. Время действия дуги при этом не превышает 1,5 мс, что еще уменьшает участок сварки.
Время действия дуги при этом не превышает 1,5 мс, что еще уменьшает участок сварки.
При точечной сварке разряд подается на два медных электрода, которые в точках касаются поверхности металлов с двух сторон. Дуга образуется между электродами в течение 0,01-0,1 с в зависимости от регулировки. Сила сварочного тока может достичь 10 кА. Сварка металлов происходит практически в точке.
Схема конденсаторной сварки.
По виду формируемого разряда конденсаторная сварка подразделяется на бестрансформаторную и трансформаторную сварку. При первом виде разряд с конденсаторов поступает непосредственно на поверхность металла. Такая сварка может производиться путем высоковольтного разряда (напряжение до 1 кВ) с током до 100 А в течение 0,005 с или низковольтного разряда (напряжение до 60 В) с током 1-2 кА в течение до 0,6 с.
Трансформаторный вид конденсаторной сварки заключается в том, что разряд с конденсатора производится на обмотку трансформатора, а с его вторичной обмотки поступает в зону сварки. Такой вид сварки расширяет возможности регулировки процессом. Напряжение разряда достигает 1 кВ при этом во вторичной обмотке достигается сварочный ток силой до 6 кА, который подается в течение до 0,001 с.
Такой вид сварки расширяет возможности регулировки процессом. Напряжение разряда достигает 1 кВ при этом во вторичной обмотке достигается сварочный ток силой до 6 кА, который подается в течение до 0,001 с.
Вернуться к оглавлению
Наиболее распространенным типом конденсаторной сварки в бытовых условиях является точечная сварка трансформаторного вида. Основной принцип точечной сварки заключается в том, что свариваемые заготовки, совмещенные в необходимом положении, зажимаются между двумя электродами, на которые подается кратковременный сварочный ток большой величины. Образующаяся между электродами электрическая дуга расплавляет металл заготовок в зоне диаметром 4-12 мм, что приводит к их соединению.
Действие сварочного импульса обеспечивается в течение 0,01-0,1 с, что обеспечивает образование общего для обоих свариваемых металлов ядра расплава. После снятия импульса тока на заготовки продолжает действовать сдавливающая нагрузка, что обеспечивает образование общего сварного шва. Ограничение зоны расплавления металлов достигается тем, что в момент подачи импульса, металлы контактировали между собой, обеспечивая теплоотвод.
Ограничение зоны расплавления металлов достигается тем, что в момент подачи импульса, металлы контактировали между собой, обеспечивая теплоотвод.
Сварочный ток (импульс) подается на электроды с вторичной обмотки, где обеспечивается большой ток при малом напряжении. На первичную обмотку подается импульс, возникающий при разряде конденсатора (или блока конденсаторов). В самом конденсаторе заряд накапливается в период между подачей импульсов на электроды, т.е. зарядка конденсатора осуществляется за время, пока электроды перемещаются в другую точку для сварки.
Область применения такой сварки обширна по виду материала. Особо хорошие результаты получаются при сварке цветных металлов, в том числе меди и алюминия. По толщине свариваемых листов есть существенное ограничение — до 1,5 мм. Зато точечная сварка прекрасно показала себя в случае присоединения тонких полос проволоки к любой массивной конструкции. При этом соединяемые материалы могут быть разнородными.
Вернуться к оглавлению
Для того чтобы конденсаторная точечная сварка своими руками была произведена качественно, необходимо выполнить некоторые условия. Должна быть обеспечена подача кратковременного импульса в течение до 0,1 с и последующее накопление энергии от сети для нового импульса за очень короткое время.
Должна быть обеспечена подача кратковременного импульса в течение до 0,1 с и последующее накопление энергии от сети для нового импульса за очень короткое время.
Давление электродами на свариваемые детали в момент подачи сварочного импульса должно обеспечивать надежный контакт между ними. Разжимание электродов необходимо производить с задержкой для того, чтобы расплав остывал под давлением, что улучшает режим кристаллизации металла в сварном шве.
В качестве электродов для точечной сварки наиболее распространены медные электроды. Диаметр точки в месте контакта должен превышать толщину самой тонкой свариваемой заготовки в 2-3 раза.
Поверхность свариваемых заготовок перед сваркой должна быть тщательно очищена, чтобы окисные пленки и ржавчина не создали большое сопротивление для тока.
Конденсаторная точечная сварка своими руками может быть произведена только при условии сборки устройства, имеющего как минимум два блока: источник сварочного импульса и сварочный блок.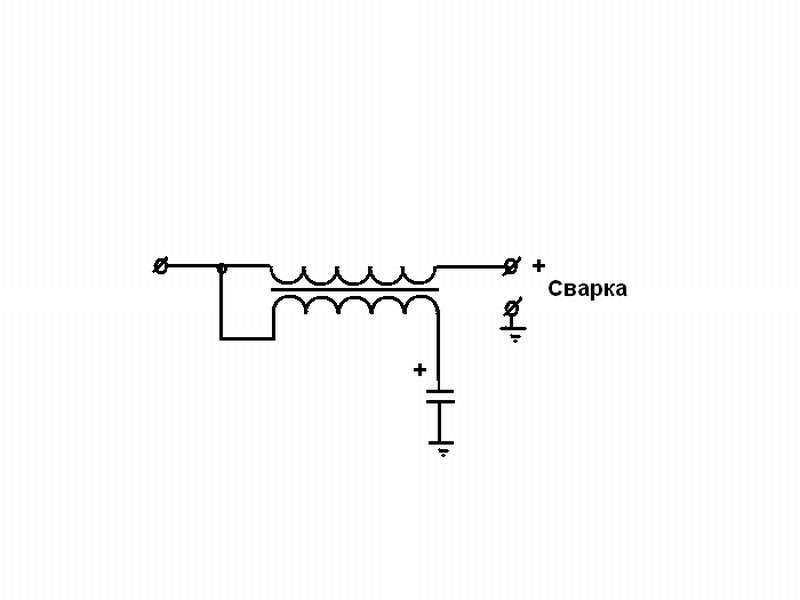 Кроме того, необходимо предусмотреть возможность регулирования режимом сварки и защиту.
Кроме того, необходимо предусмотреть возможность регулирования режимом сварки и защиту.
Вернуться к оглавлению
При сваривании тонких листов (до 0,5 мм) или при варке тонких элементов к любым деталям можно использовать упрощенную конструкцию сварочного аппарата. В нем подача сварочного импульса осуществляется через трансформатор. При этом один конец вторичной обмотки соединен непосредственно с массивной деталью, к которой приваривается тонкая деталь, а второй конец — к электроду. Другими словами, устройство предусматривает применение только одного (верхнего) электрода. Прижим его к тонкой детали производится вручную. Для крепления и удержания электрода можно, например, использовать стандартные зажимные клеммы для автомобильного аккумулятора (зажим типа «крокодил»).
При изготовлении простого источника сварного тока (импульса) можно использовать следующую схему. Первичная обмотка трансформатора, питающего сварочный блок, подключена к электросети, причем одним концом через одну из диагоналей выпрямительного диодного моста.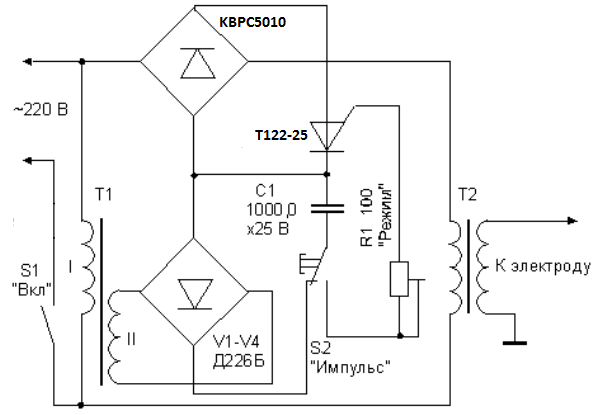 На другую диагональ этого моста подается сигнал с тиристора, управление которого производится при помощи пусковой кнопки.
На другую диагональ этого моста подается сигнал с тиристора, управление которого производится при помощи пусковой кнопки.
Сварочный импульс накапливается в конденсаторе, который располагается в цепи тиристора и подключен к диагонали моста с выходом на первичную обмотку трансформатора. Зарядка конденсатора производится от вспомогательной цепи, включающей входной трансформатор и выпрямительный диодный мост.
Работает источник в следующем порядке. Пока сварочный трансформатор отключен, идет зарядка конденсатора от вспомогательной сети. При нажатии пусковой кнопки (включении сварочного трансформатора) конденсатор отключается от вспомогательной сети и разряжается на первичную обмотку трансформатора через резистор. Разрядка конденсатора протекает через управляющий тиристор. Время длительности разряда изменяется с помощью регулирующего резистора. При выключении кнопки цепь разряда разрывается, а вспомогательная цепь включается, начинается цикл зарядки конденсатора.
Источником импульса является конденсатор емкостью 1000 мкФ или 2000 мкФ на напряжение до 25 В.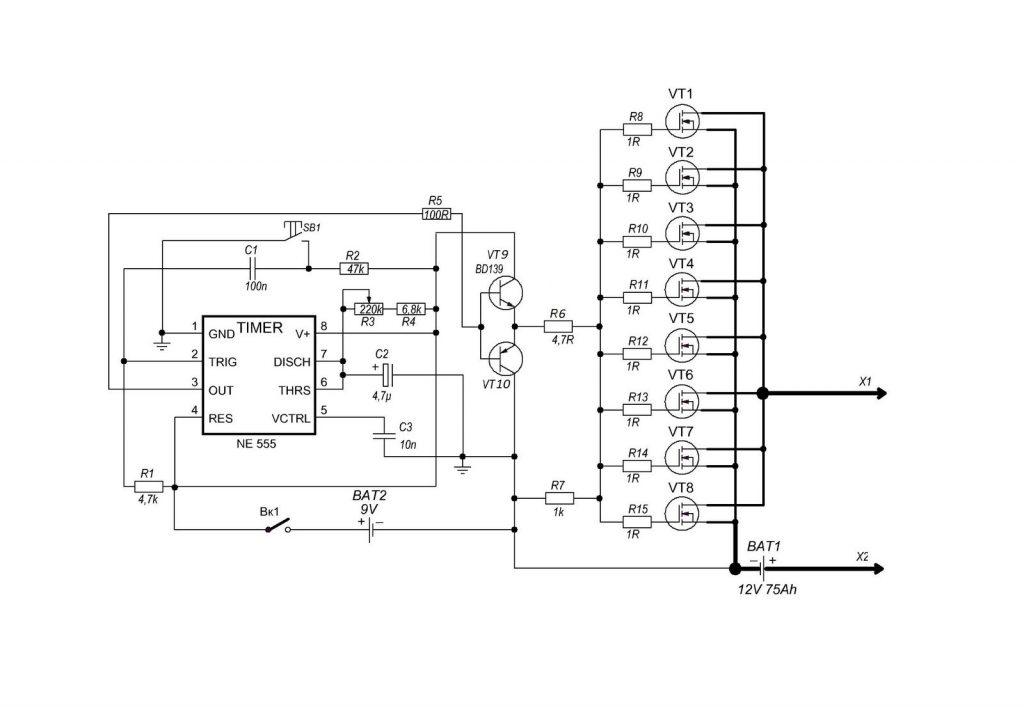 Важным элементом схемы является трансформатор. Он может быть изготовлен на базе сердечника Ш 40 толщиной 70 мм. Первичная обмотка выполняется из провода ПЭВ-2 диаметром 0,8 мм. Количество витков — 300. Вторичная обмотка имеет 10 витков и выполняется из медной шины сечением 20 мм². Для управления можно использовать тиристор ПТЛ-50 или КУ202. В качестве входного трансформатора можно использовать любой трансформатор мощностью 10 Вт с напряжением на вторичной обмотке 15 В. При использовании рекомендованного источника, можно обеспечить импульс тока до 500 А с длительностью до 0,1 с.
Важным элементом схемы является трансформатор. Он может быть изготовлен на базе сердечника Ш 40 толщиной 70 мм. Первичная обмотка выполняется из провода ПЭВ-2 диаметром 0,8 мм. Количество витков — 300. Вторичная обмотка имеет 10 витков и выполняется из медной шины сечением 20 мм². Для управления можно использовать тиристор ПТЛ-50 или КУ202. В качестве входного трансформатора можно использовать любой трансформатор мощностью 10 Вт с напряжением на вторичной обмотке 15 В. При использовании рекомендованного источника, можно обеспечить импульс тока до 500 А с длительностью до 0,1 с.
Вернуться к оглавлению
Схема шовной сварки.
Для повышения мощности источника сварочного тока следует рекомендовать изменение конструкции, позволяющее сваривать листы толщиной до 1 мм или провод до 5 мм. Управление сигналом производится с помощью бесконтактного пускателя МТТ4К на ток 80 А и обратное напряжение до 800 В. В управляющий модуль включены два параллельно соединенные тиристора, два диода и резистор. Время срабатывания регулируется с помощью реле времени, включенном в цепь входного трансформатора.
Время срабатывания регулируется с помощью реле времени, включенном в цепь входного трансформатора.
Накопление энергии происходит в электролитических конденсаторах, собранных в батарею путем параллельного соединения. Конденсаторы, обычно в количестве 6 штук, выбираются следующего номинала: два конденсатора емкостью 47 мкФ, два — емкостью 100 мкФ, два — емкостью 470 мкФ, на рабочее напряжение не менее 50 В. В качестве реле времени можно использовать герконовое реле РЭС42, РЭС43 на напряжение до 20 В.
Схема рельефной сварки.
Первичная обмотка сварочного трансформатора изготавливается из провода диаметром 1,5 мм, а вторичная из медной шины или провода сечением не менее 60 кв.мм. Количество витков во вторичной обмотке — 4-7. При этом обеспечивается ток в зоне сварки до 1500 А.
Работает аппарат следующим образом. При нажатии пусковой кнопки срабатывает реле, которое через управляющие контакты тиристоров включает сварочный трансформатор. После разрядки конденсаторов реле отключается.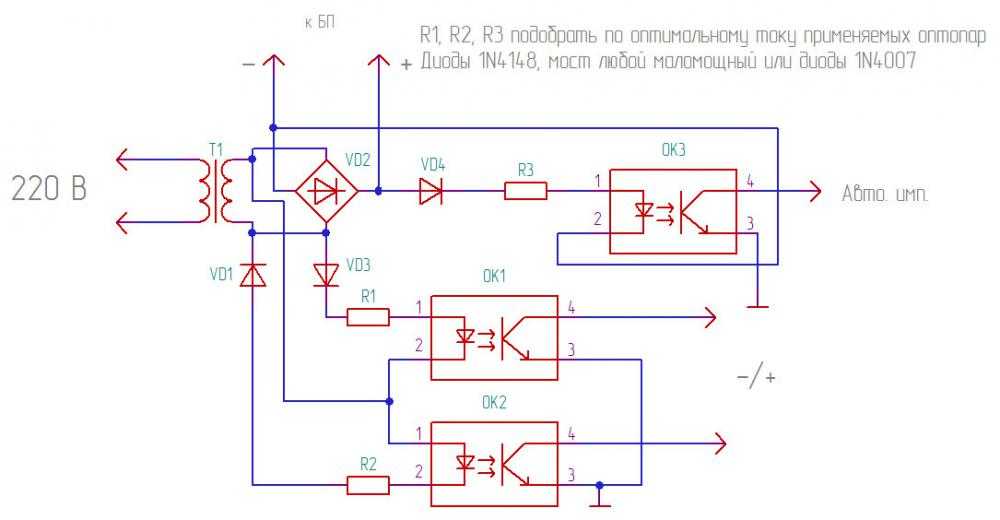 Точное регулирование длительности импульса осуществляется переменным резистором.
Точное регулирование длительности импульса осуществляется переменным резистором.
В связи с увеличением мощности, сварочный блок следует сделать более надежным. В нем используются два медных электрода. Достаточно часто в качестве электродов используются сварочные клещи, в которых обеспечивается давление до 20 кг/см². Диаметр контактных площадок подбирается самым минимальным.
Вернуться к оглавлению
Сварочный блок представляет собой контактный блок, т.е. приспособление, позволяющее крепить и перемещать электроды. Самая простая конструкция предусматривает ручное удержание и сдавливание электродов. Более надежна система, предусматривающая стационарный нижний электрод и подвижный верхний электрод. В этом случае на любом основании закрепляется медный пруток небольшой длины (10-20 мм) диаметром не менее 8 мм. Верхний срез электрода закругляется. Верхний электрод из такого же прутка закрепляется на площадке, которая имеет возможность перемещаться свободно вверх или откидываться. Должны быть предусмотрены регулировочные винты, позволяющие создать дополнительное давление после контакта верхнего электрода с поверхностью заготовки. Основание блока и верхняя площадка должны быть надежно изолированы друг от друга до контакта электродов.
Должны быть предусмотрены регулировочные винты, позволяющие создать дополнительное давление после контакта верхнего электрода с поверхностью заготовки. Основание блока и верхняя площадка должны быть надежно изолированы друг от друга до контакта электродов.
https://moiinstrumenty.ru/youtu.be/h8KOu3EnDIw
Вернуться к оглавлению
Весь процесс конденсаторной точечной сварки своими руками можно разделить на несколько этапов. Сначала проводится подготовка поверхности свариваемых заготовок. Затем заготовки совмещаются в необходимом порядке, помещаются в пространство между электродами и сдавливаются ими. С помощью пусковой кнопки подается сварочный импульс. Через 1-2 мин после прекращения импульса электроды раздвигаются. Сваренная деталь снимается и устанавливается в другой точке.
Промежуток между точками сварки зависит от толщины заготовки и обычно колеблется в интервале 15-60 мм.
https://moiinstrumenty.ru/youtu.be/WpAsbsXi_m4
Процесс сварки повторяется.
Чтобы произвести точечную сварку своими руками потребуется следующий дополнительный инструмент:
- тиски;
- ножовка;
- болгарка;
- круг наждачный;
- напильник;
- плоскогубцы;
- отвертка;
- ключи гаечные;
- шкурка наждачная;
- тестер;
- молоток;
- зубило;
- штангенциркуль.
https://moiinstrumenty.ru/youtu.be/tISthYl3-QU
Конденсаторная сварка своими руками поможет соединить нетолстые листы из любого металла или приварить небольшие делали к любой металлической конструкции. Такая точечная сварка достаточно проста и доступна.
moiinstrumenty.ru
Схема и описание конденсаторной сварки
Существует несколько способов бесшовного соединения металлических элементов, но среди всех особое место занимает именно конденсаторная сварка. Технология стала пользоваться популярностью примерно с 30-х годов прошлого столетия. Стыковка осуществляется за счет подачи электрического тока к нужному месту. Создается короткое замыкание, которое позволяет расплавить металл.
Создается короткое замыкание, которое позволяет расплавить металл.
Преимущества и недостатки технологии
Самое интересное, что конденсаторная сварка может применяться не только в промышленных условиях, но и в быту. Она предполагает использование небольшого по размерам аппарата, который имеет заряд постоянного напряжения. Такой прибор может легко перемещаться по рабочей территории.
Из достоинств технологии следует отметить:
- высокую производительность работ;
- долговечность используемого оборудования;
- возможность соединения различных металлов;
- низкий уровень тепловыделения;
- отсутствие дополнительных расходных материалов;
- точность соединения элементов.
Однако существуют ситуации, когда применить сварочный аппарат конденсаторной сварки для соединения деталей невозможно. Это в первую очередь связано с кратковременностью мощности самого процесса и ограничением по сечению совмещаемых элементов. Кроме того, импульсная нагрузка способна создавать различные помехи в сети.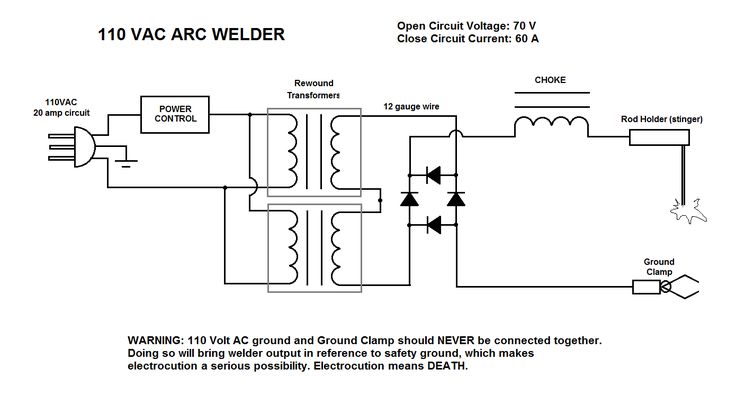
Особенности и специфика применения
Сам процесс соединения заготовок предполагает контактное сваривание, для осуществления которого расходуется определенный запас энергии в специальных конденсаторах. Ее выделение происходит практически мгновенно (в течение 1 – 3 мс), благодаря чему уменьшается зона термического воздействия.
Достаточно удобно осуществлять конденсаторную сварку своими руками, так как процесс является экономичным. Применяемый аппарат можно подключить к обычной электрической сети. Для использования в промышленности существуют специальные устройства высокой мощности.
Особую популярность технология получила в цехах, предназначенных для ремонта кузовов транспортных средств. При проведении работ тонкие листы металла не прожигаются и не подвергаются деформации. Необходимость в осуществлении дополнительной рихтовки отпадает.
Основные требования к процессу
Чтобы конденсаторная сварка была выполнена на высоком качественном уровне, следует придерживаться некоторых условий.
- Давление контактных элементов на обрабатываемые детали непосредственно в момент импульса должно быть достаточным, чтобы обеспечить надежное соединение. Разжимание электродов следует производить с небольшой задержкой, добиваясь тем самым лучшего режима кристаллизации металлических деталей.
- Поверхность соединяемых заготовок должна быть очищена от загрязнений, чтобы пленки окиси и ржавчина не вызывали слишком большое сопротивление при воздействии электрического тока непосредственно на деталь. При наличии посторонних частиц значительно снижается эффективность технологии.
- В качестве электродов требуется использовать медные стержни. Диаметр точки в зоне контакта должен быть не менее чем в 2-3 раза больше толщины свариваемого элемента.
Технологические приемы
Существует три варианта воздействия на заготовки:
- Конденсаторная точечная сварка в основном применяется для соединения деталей с разным соотношением толщины. Она успешно используется в сфере электроники и приборостроения.
- Роликовая сварка представляет собой определенное количество точечных соединений, выполненных в виде сплошного шва. Электроды напоминают вращающиеся катушки.
- Ударная конденсаторная сварка позволяет создавать стыковые соединения элементов с небольшим сечением. Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.

Что касается классификации по применяемому оборудованию, то можно разделить технологию по наличию трансформатора. При его отсутствии упрощается конструкция основного прибора, а также происходит выделение основной массы тепла в зоне непосредственного контакта. Основным достоинством трансформаторной сварки является возможность обеспечения большим количеством энергии.
Конденсаторная точечная сварка своими руками: схема простейшего прибора
Для соединения тонких листов до 0,5 мм или мелких деталей можно применять незамысловатую конструкцию, изготовленную в бытовых условиях.![]() В ней импульс подается через трансформатор. Один из концов вторичной обмотки подводится к массиву основной детали, а другой – к электроду.
В ней импульс подается через трансформатор. Один из концов вторичной обмотки подводится к массиву основной детали, а другой – к электроду.
При изготовлении такого устройства может применяться схема, при которой первичная обмотка подключается к электрической сети. Один из ее концов выводится через диагональ преобразователя в виде диодного моста. С другой стороны осуществляется подача сигнала непосредственно с тиристора, находящегося под управлением пусковой кнопки.
Импульс в данном случае вырабатывается при помощи конденсатора, имеющего емкость 1000 — 2000 мкФ. Для изготовления трансформатора может быть взят сердечник Ш-40, имеющий толщину 70 мм. Первичную обмотку из трехсот витков легко сделать из провода сечением 0,8 мм с маркировкой ПЭВ. Для управления подойдет тиристор с обозначением КУ200 или же ПТЛ-50. Вторичная обмотка с наличием десяти витков может быть изготовлена из медной шины.
Более мощная конденсаторная сварка: схема и описание самодельного устройства
Для увеличения показателей мощности придется изменить конструкцию изготавливаемого устройства.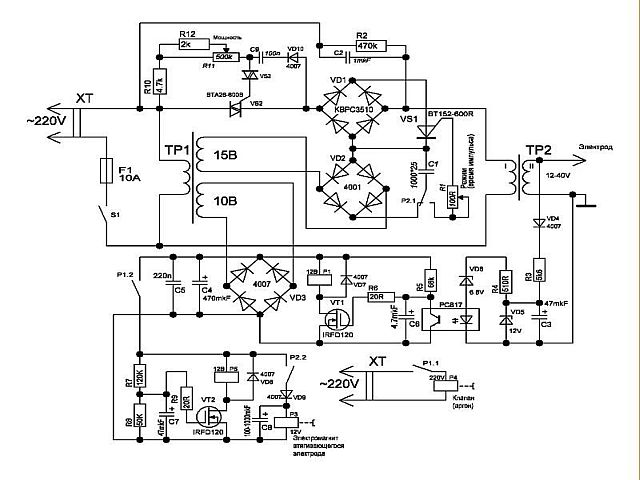 При правильном подходе с его помощью можно будет соединять провода сечением до 5 мм, а также тонкие листы толщиной не более 1 мм. Для управления сигналом применяется бесконтактный пускатель с маркировкой МТТ4К, рассчитанный на электрический ток 80 А.
При правильном подходе с его помощью можно будет соединять провода сечением до 5 мм, а также тонкие листы толщиной не более 1 мм. Для управления сигналом применяется бесконтактный пускатель с маркировкой МТТ4К, рассчитанный на электрический ток 80 А.
Обычно в управляющий блок включаются тиристоры, соединенные параллельно, диоды и резистор. Интервал срабатывания настраивается при помощи реле, находящегося в основной цепи входного трансформатора.
Энергия накаливается в электролитических конденсаторах, совмещенных в единую батарею посредством параллельного подключения. В таблице можно ознакомиться с необходимыми параметрами и количеством элементов.
Основная трансформаторная обмотка делается из провода сечением 1,5 мм, а вторичная – из медной шины.
Работа самодельного аппарата происходит по следующей схеме. При нажатии кнопки запуска срабатывает установленное реле, которое при помощи контактов тиристоров включает трансформатор сварочного блока. Отключение происходит сразу после разрядки конденсаторов. Настройка импульсного воздействия производится посредством переменного резистора.
Настройка импульсного воздействия производится посредством переменного резистора.
Устройство контактного блока
Изготовленное приспособление для конденсаторной сварки должно иметь удобный сварочный модуль, предоставляющий возможность фиксировать и беспрепятственно перемещать электроды. Простейшая конструкция подразумевает ручное удержание контактных элементов. При более сложном варианте нижний электрод закрепляется в стационарном положении.
Для этого на подходящем основании он фиксируется длиной от 10 до 20 мм и сечением более 8 мм. Верхняя часть контакта закругляется. Второй электрод крепится к площадке, способной двигаться. В любом случае должны быть установлены регулировочные винты, с помощью которых будет осуществляться дополнительное нажатие для создания дополнительного давления.
Следует в обязательном порядке изолировать основание от подвижной площадки до контакта электродов.
Порядок проведения работ
Прежде чем будет произведена точечная конденсаторная сварка своими руками, необходимо ознакомиться с основными этапами.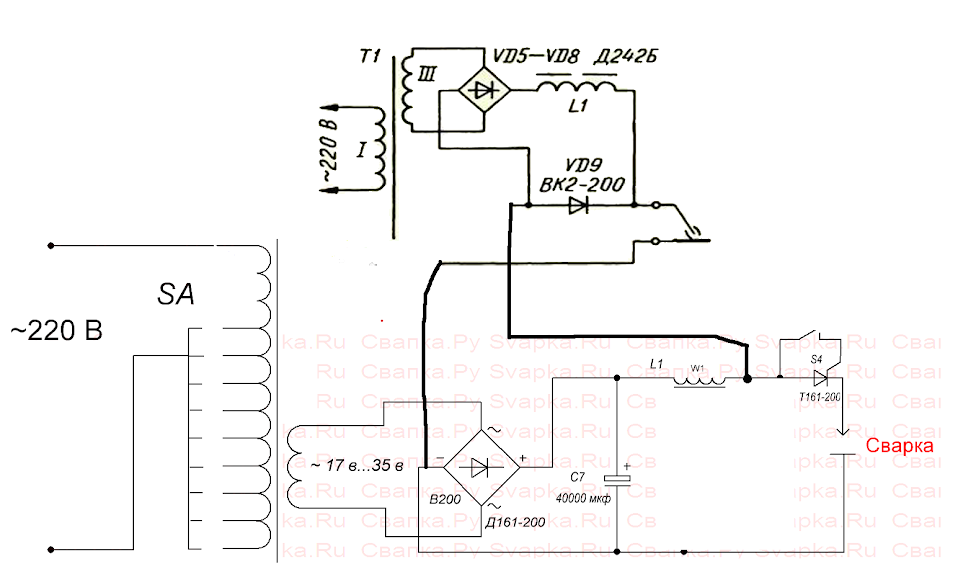
- На начальной стадии соединяемые элементы подготавливаются должным образом. С их поверхности удаляются загрязнения в виде частиц пыли, ржавчины и других веществ. Наличие посторонних включений не позволит добиться качественной стыковки заготовок.
- Детали соединяются друг с другом в необходимом положении. Они должны располагаться между двумя электродами. После сдавливания к контактным элементам подается импульс путем нажатия пусковой кнопки.
- Когда электрическое воздействие на заготовку прекратится, электроды могут быть раздвинуты. Готовая деталь вынимается. Если есть необходимость, то она устанавливается в иной точке. На величину промежутка непосредственное влияние оказывает толщина привариваемого элемента.
Применение готовых аппаратов
Работы могут быть проведены с использованием специального оборудования. Такой комплект обычно включает:
- аппарат для создания импульса;
- приспособление для приварки и зажима крепежей;
- обратный кабель, оснащенный двумя фиксаторами;
- цанговый набор;
- инструкцию по применению;
- провода для подключения к электросети.
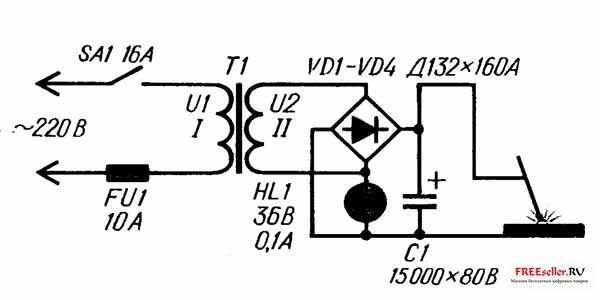
Заключительная часть
Описываемая технология соединения металлических элементов позволяет не только сваривать стальные изделия. С ее помощью можно без особой сложности стыковать детали, изготовленные из цветных металлов. Однако при выполнении сварочных работ необходимо учитывать все особенности используемых материалов.
fb.ru
Делаем конденсаторную сварку своими руками
Этот вид сварки относится к точечному способу. Он удобен в случае, когда требуется приваривать небольшие детали друг к другу, а одну и маленькую. Преимущественно конденсаторную сварку используют для работы с цветными металлами.
Как только появилась возможность проводить точеную сварку в домашних условиях, метод стал набирать популярность среди неопытных сварщиков. Такая ситуация и прибавила актуальности вопросу на сегодняшний день. Что собой представляет этот процесс и как собственноручно сделать сварку для домашнего использования? Этот вопрос мы и постараемся сегодня разобрать в деталях.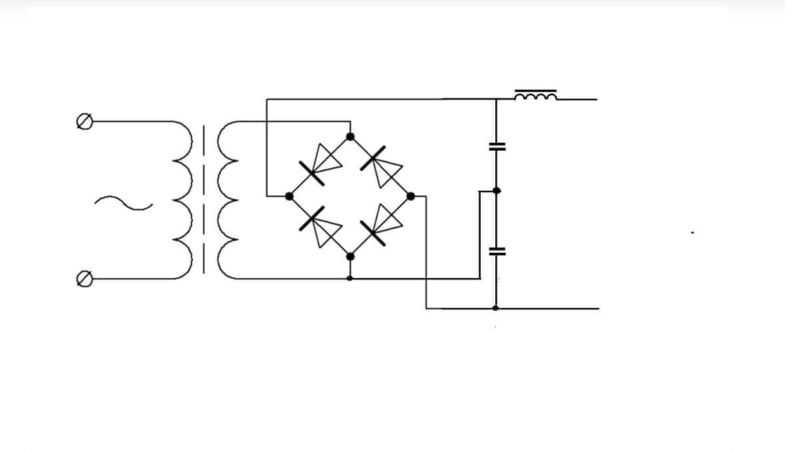
Чем отличается конденсаторный способ от других видов?
Первое отличие, которое бросается в глаза, это скорость сварки и её экологичность. Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
- Конденсаторы собирают в себе требуемое количество энергии;
- Заряд переходит в тепло, которое используется для сварки.
Принцип работы конденсаторной сварки
В процессе сваривания точечным способом, детали подвергаются зажиму двумя электродами, на которые приходит кратковременный ток. Затем между электродами образуется дуга, она и нагревает металл, расплавляя его. Сварочный импульс приходит в работу в течение 0,1 сек., он предоставляет общее ядро расплавки для обеих подвергающихся сварке частей заготовок.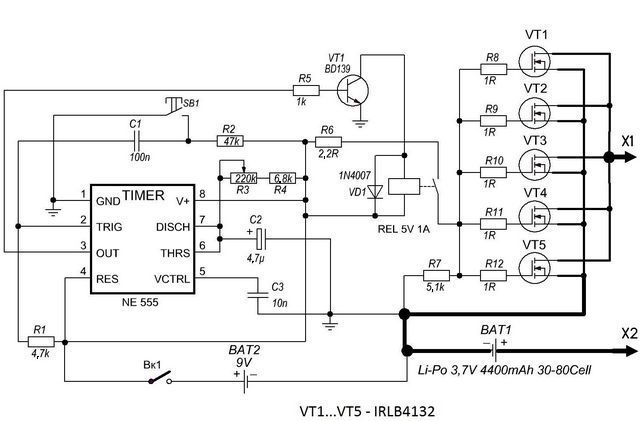 Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Существуют вторичные обмотки, с них ток попадает на электроды, а на первичную обмотку, приходится импульс, который образовался при конденсаторном заряде. В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
Виды точечной сварки
Различают два основных вида конденсаторной сварки своими руками:
- Трансформаторный. При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.
- Бестрансформаторный.

Преимущества
Как и у всех других видов, самостоятельная конденсаторная сварка отличается рядом положительных особенностей:
- При стабильной работе, есть возможность сэкономить электроэнергию;
- Надёжность и практичность. Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
- Скорость работы;
- Сварочный ток очень плотный;
- Аккуратность. Учитывая дозу потребляемой энергии, в поле соприкосновения образуется надёжный шов, компактной толщины. Такой способ широко используют для тонкой сварки цветного металла;
- Экономичность. Потребляемая мощность равна 20 кВА максимум. Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.
Схема сборки агрегата своими руками
Через диодный мост (выпрямительный) проводится первичная обмотка, затем подключается к источнику напряжения. С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска. Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Как источник импульса, используют конденсатор, его емкость должна быть 1000-2000 мкФ. Для конструкции системы производится трансформатор из сердечника типа Ш40, требуемый размер 7 см. Чтобы сделать первичную обмотку, нужен провод диаметром 8 мм, который обматывается 300 раз. Вторичная обмотка предполагает использование медной шины, в 10 обмоток. Для входа используют практически любые конденсаторы, единственное требование мощность в 10 В., напряжение 15.
Такая самодельная конденсаторная сварка, работает при следующей последовательности действий:
- Нажимаем пусковую кнопку, она запустит временное реле;
- Трансформатор включается с помощью тиристоров, после реле отключается;
- Резистор используют для определения длительности импульса.
Как происходит процесс сварки?
После того как конденсаторная сварка своими руками собрана, мы готовы приступить к работам. Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Перед сварочными работами в домашних условиях, стоит приготовить такие материалы, как наждачная бумага, болгарка, нож, отвертка, любой зажим или пассатижи.
Вывод
Конденсаторную сварку очень широко применяют как дома, так и в промышленной зоне, как мы видим, она очень удобна и проста в применении, плюс ко всему имеет большое количество преимуществ. С помощью приведённой информации, Вы сможете вывести свои знания на новый уровень и удачно примените точечную сварку на практике.
Сергей Одинцов
electrod.biz
Конденсаторная сварка является методом сварки с запасенной энергией. Энергетические заряды будут накапливаться в конденсаторах в процессе зарядки от выпрямителя, после чего трансформироваться в теплоту. Она будет образовываться в процессе протекания тока между свариваемыми деталями. Именно поэтому конденсаторная сварка также называется контактной.
Электрическая схема точечной микросварки.
Элементы, которые будут необходимы:
- устройство для сварки;
- электрод;
- трансформатор;
- проволока;
- конденсатор.
Отличие точечного метода сварки от других существующих
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а-схема процесса; б-диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Конденсаторный метод сварки, как и приспособления для него, используется чаще всего в случаях, когда необходимо выполнить микросварку или соединить заготовки больших сечений и толщин. Точечная сварка своими руками заключается в следующем:
- В конденсаторах накапливается энергия в необходимом количестве.
- Заряды превращаются в тепло, которое используется для сварки.
Следует знать, что точечная сварка является экологичной, так как она практически не оказывает влияния на окружающую среду. Используемые устройства не нуждаются в жидкости для охлаждения, так как из них не выделяется тепло. Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Вместо типичных цилиндров в конструкциях используются специальные сервоприводы, в связи с чем отсутствует необходимость в пневмоподключении. Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Конденсаторная сварка имеет следующие преимущества:
- возможность производить сварку на высокой скорости;
- точность соединения элементов;
- высокий уровень экологичности;
- надежность соединения;
- долговечность сварочных устройств.
Схема конденсаторной сварки.
За счет высокой скорости точечная сварка не будет деформировать и расплавлять металл. Устройства действуют на различные обрабатываемые заготовки щадящим образом. Отличные показатели качества можно получить при контактном или ударном способе соединения заготовок. Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Конденсаторная сварка достаточно часто используется в промышленных условиях благодаря сочетанию эксплуатационных характеристик. Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Заряды энергии будут аккумулироваться при зарядке от генератора или выпрямителя. Производить регулировку энергии можно с помощью изменения напряжения и емкости зарядки.
Существующие разновидности точечной сварки
Конструкция трансформаторов для точечной сварки.
Иногда используется соединение без трансформаторов. Конденсаторы в данном случае будут разряжать энергию на соединяемое основание. Допускаются следующие схемы зарядки:
- 1000 мкФ устройства будут аккумулировать энергию на напряжение до 1000 В путем повышающего трансформатора, при этом время сварки составит 0,005 с. Ток сварки находится в промежутке от 10 до 100 А. Подобный способ опасен для человека в связи с высоким напряжением.
- 40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.
 Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.
Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.В других случаях используется сварка с использованием трансформаторов. В данном случае конденсатор будет разряжать заряд энергии на первичную обмотку устройства трансформатора.
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Соединяемые детали при этом размещаются в контуре сварки, который соединяется со вторичной обмоткой трансформатора. Данный способ соединения используется в качестве микросварки со следующими параметрами:
- напряжение зарядки — 1000 В;
- время сварки — 0,001 с.;
- ток сварки — 6000 А;
- емкость конденсаторных устройств — 1000 мкФ.
Конденсатор будет аккумулировать энергию до конкретного количества при левом размещении рычага. При правом выполняется разряд тепловых обменников на первичную обмотку трансформаторной конструкции. Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
Сварка цветных металлов точечной сваркой
Цветные металлы контрастируют с обыкновенной сталью. В данном случае могут использоваться различные методы тепловой обработки. Все будет зависеть от вида соединяемого металла. Сварка подобных металлов имеет следующие особенности:
- температура плавления;
- плотность;
- сродство к газам атмосферы;
- механические показатели при низких и высоких температурах.
Сварочные горелки для точечной сварки.
По совокупности данных можно выделить металлы:
- тяжелые цветные;
- активные и тугоплавкие;
- легкие.
Из первой группы можно плавить металлы точечной сваркой без особых трудностей. Для проводов из меди в большинстве случаев применяются механизированные устройства. Они способны обеспечить соединение высокого качества и сохранять исходные размеры заготовок.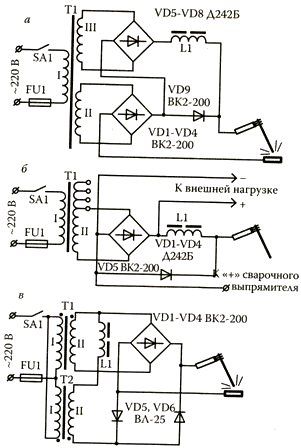
Для обработки металлов двух остальных групп понадобятся устройства с высокой концентрацией энергии. Сварка своими руками заготовок из данных групп выполняется крайне редко, так как в данном случае могут образовываться летучие вредные соединения.
Технология конденсаторной сварки
Процесс соединения заготовок точечным способом состоит из нескольких этапов. Прежде всего, соединяемые заготовки понадобится совместить в необходимом положении, поместить между электродами устройства для сварки, после чего прижать друг к другу. После этого их понадобится нагреть до состояния пластичности и подвергнуть последующей пластической деформации. В условиях промышленности в процессе использования автоматических конструкций частота сварки достигает 600 точек/мин. Чтобы можно было произвести качественную конденсаторную сварку своими руками, понадобится поддерживать одинаковую скорость перемещения всех электродов. Обязательно надо обеспечить необходимую величину давления и полный контакт свариваемых заготовок.
https://moyasvarka.ru/youtu.be/1woLk3K7oGU
Заготовки будут нагреваться за счет прохождения тока сварки в виде кратковременного импульса. Длительность импульса зависит от условий сварки и может составлять от 0,01 до 0,1 с. Данным импульсом обеспечится расплавление элемента в зоне действия электродов и образуется общее жидкое ядро двух заготовок. Диаметр ядра может составлять от 4 до 12 мм. После того как прекратит действовать импульс тока, заготовки некоторое время под давлением будут удерживаться, чтобы образованное ядро могло остыть и кристаллизоваться.
Продолжительность нагрева и сила давления
Продолжительность нагрева или прохождения тока сварки может изменяться, она зависит от условий сварки и мощности используемой конструкции. В случае соединения элементов из сталей, которые склонны к закалке и образованию трещинок, понадобится увеличить продолжительность нагрева. Это делается для того, чтобы была возможность замедлить дальнейшее охлаждение металла. Сварку заготовок из нержавеющей стали понадобится производить с минимальной продолжительностью нагрева.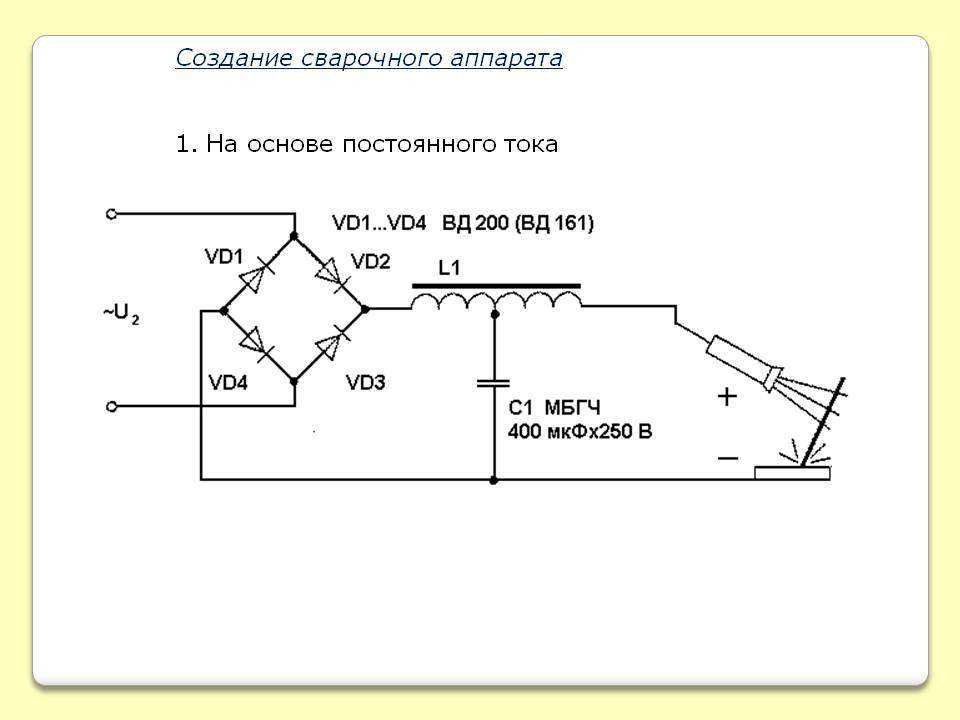 Это нужно для того, чтобы была возможность предотвратить опасность нагрева наружного основания точки соединения до температуры превращений структуры. Следует знать, что в результате могут быть нарушены высокие антикоррозийные свойства внешних слоев металла.
Это нужно для того, чтобы была возможность предотвратить опасность нагрева наружного основания точки соединения до температуры превращений структуры. Следует знать, что в результате могут быть нарушены высокие антикоррозийные свойства внешних слоев металла.
https://moyasvarka.ru/youtu.be/q-ZMndpMz6A
Сила давления между электродами должна обеспечить надежное соединение заготовок в месте сварки. Она зависит от вида соединяемого металла и толщины свариваемых заготовок. Давление после нагрева имеет важное значение, так как его величина будет обеспечивать мелкозернистую структуру металла в месте соединения, при этом прочность точки соединения будет равна прочности базового металла.
Особенности выбора и использования электродов
Положение электрода при сварке.
Факторы, от которых зависит качество сварки:
- Качество сварки будет зависеть от правильного выбора диаметра электрода из меди. Диаметр точки соединения обязательно должен превышать толщину тонкого элемента соединения сварки в несколько раз.
- Прижимом заготовок в момент прохождения импульса сварки может обеспечиться появление пояска для уплотнения возле расплавленного ядра. Благодаря этому не понадобятся какие-либо дополнительные меры защиты места соединения.
- Чтобы была возможность улучшить кристаллизацию расплавленной заготовки, электроды понадобится разжать с небольшой задержкой после прохождения импульса сварки.
- Чтобы можно было получить качественный и надежный шов сварки, соединяемые основания понадобится первым делом подготовить. В данном случае имеется в виду очистка элементов от ржавчины.
- Расстояние между точками соединения должно обеспечить уменьшение шунтирования тока через ближние точки. К примеру, для соединения двух заготовок толщиной в 2-5 мм расстояние между точками соединения будет изменяться от 15 до 50 мм.
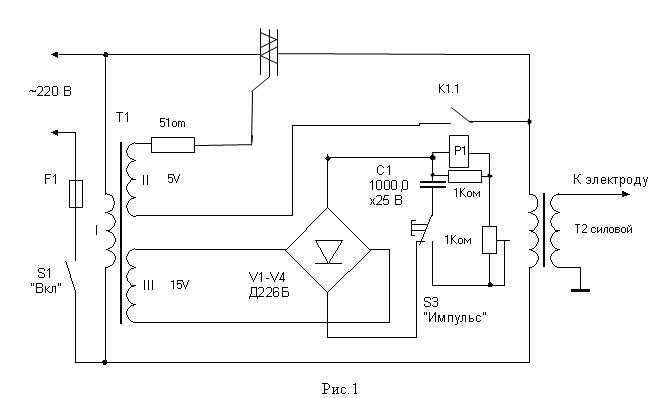
Электроды, которые используются для конденсаторной сварки, должны обеспечить прочность в интервале рабочих температур, высокую электро- и теплопроводность, а также легкость их обработки. Подобным требованиям соответствуют некоторые бронзы, которые включат в себя кобальт и кадмий. Подходят и сплавы меди с содержанием хрома. Следует знать, что по показателям тепло- и электропроводности медь существенно превосходит бронзу и сплавы, но данный металл во много раз хуже по показателям износостойкости. Поэтому лучше всего подходит для подобных целей сплав типа ЭВ, который являет собой практически чистую медь с добавлением хрома и цинка.
Подобным требованиям соответствуют некоторые бронзы, которые включат в себя кобальт и кадмий. Подходят и сплавы меди с содержанием хрома. Следует знать, что по показателям тепло- и электропроводности медь существенно превосходит бронзу и сплавы, но данный металл во много раз хуже по показателям износостойкости. Поэтому лучше всего подходит для подобных целей сплав типа ЭВ, который являет собой практически чистую медь с добавлением хрома и цинка.
Чтобы уменьшить износ электродов, в процессе использования нужно интенсивно охлаждать их водой.
Схема шовной сварки.
Устройство для сварки проволоки из меди можно с легкостью собрать самому. Для этого следует приобрести трансформатор мощностью 450 Вт. Трансформатор нужен стандартного типа, с первичной медной обмоткой толщиной в 0,75х2 мм и вторичной обмоткой силовым кабелем из алюминия 6 мм. В данном случае понадобится и угольный электрод.
Устройство для сварки проводов из меди работает на переменном токе от 35 до 40 А.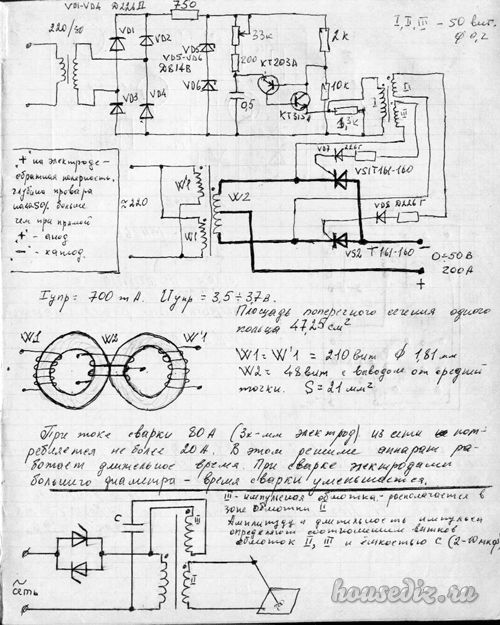 Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Если аккуратно эксплуатировать данное приспособление, то оно может прослужить несколько лет. Нужно следить за контактами, а также за тем, чтобы не разряжался аккумулятор. Схема сварки проводов из меди не подразумевает применение устройств с высокими ресурсами. Самодельное приспособление способно отлично справиться со значительными объемами работы.
Следует заметить: сварочные работы в данном случае можно автоматизировать, что является существенным преимуществом.
https://moyasvarka.ru/youtu.be/tISthYl3-QU
Конденсаторная сварка является сложным процессом, поэтому необходимо знать все нюансы.
Конденсаторная сварка является одним из видов контактной сварки, которую активно используют в промышленности, а также для выполнения сварных операций своими руками в быту.
Технологическая схема операции следующая: в конденсаторах при их зарядке от выпрямителя осуществляется накопление энергии, которая при разряде трансформируется в тепловую энергию.
С помощью этой энергии и осуществляется соединение кромок металлических изделий. Расскажем, как выполнить конденсаторную сварку своими руками: схема и описание технологии.
Конденсаторная своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.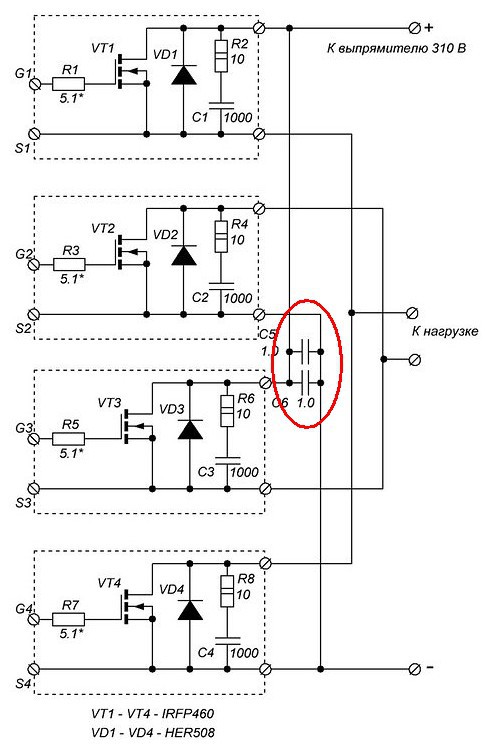
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.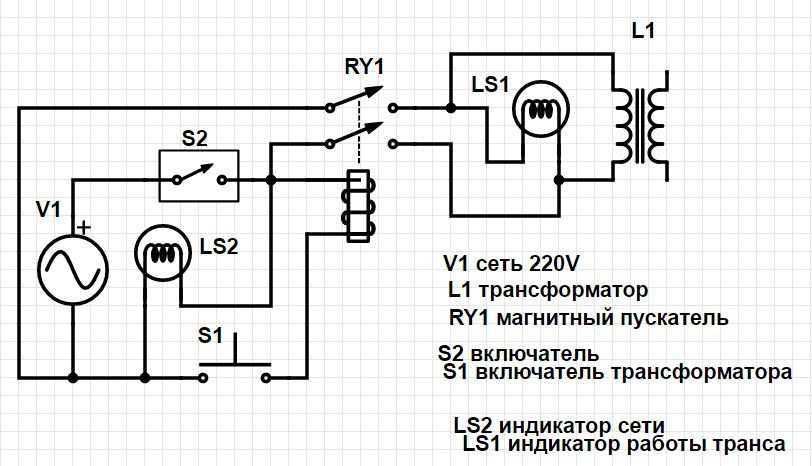
Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.

В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Выполняем конденсаторную сварку своими руками
Контактная сварка применяется сварщиками, поэтому купить заводской аппарат для ее выполнения несложно.
Модели, в отличие от агрегатов для точечной сварки, отличаются простой конструкцией, несложным управлением и стоят недорого, но многие умельцы все же принимают решение, собрать сварной аппарат конденсаторного типа своими руками.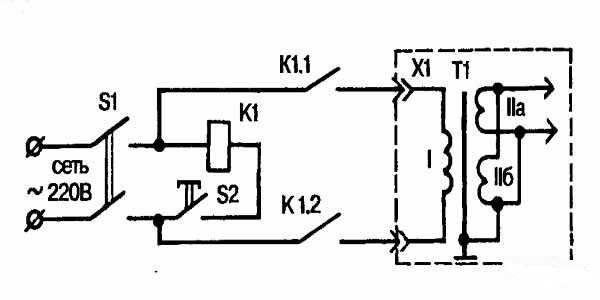 Это позволяет сэкономить деньги, реализовать собственный талант.
Это позволяет сэкономить деньги, реализовать собственный талант.
Температура сварки различных материалов.
Выполнения данного задания требует от мастера следующего:
- найти в интернете нужную схему и подробное описание конструкционных особенностей агрегата;
- уяснить механизм работы устройства;
- подобрать актуальные материалы и приспособления: шпильки приварные, сварные электроды и т.п.
Механизм функционирования аппарата для конденсаторной сварки:
- ток направляется через первичную обмотку питающего трансформатора, выпрямитель, представленный диодным мостом;
- на диагонали моста осуществляется подача управляющего сигнала тиристора с кнопкой запуска;
- в цепи тиристора вставлен конденсатор для накопления сварного импульса, который также нужно подключить к диагонали выпрямителя и первичной обмотке трансформаторной катушки.
Соединение участков металлических конструкций осуществляется при сильном электрическом влиянии, накопленном в двухполюсниках, а сам процесс делится на три категории:
- Контактная сварка.
Предполагает плотное прижатие заготовок друг к другу с последующим соприкосновением электродов к данному месту. Энергия, подающаяся на ограниченное пространство настолько велика, что это приводит к быстрому расплавлению и дальнейшему прикреплению кромок деталей. - Ударная технология.
Также предполагает соединение отдельных деталей из металла в единую конструкцию, но электричество подается к месту сваривания в виде кратковременного удара. Такая технология позволяет уменьшить продолжительность сварной операции до 1,5 м/с; - Точечная техника.
При использовании такого вида сварки потребуется два медных контакта, касающиеся объекта с двух граней. В результате изделия скрепляются в точке прикосновения к электроду.
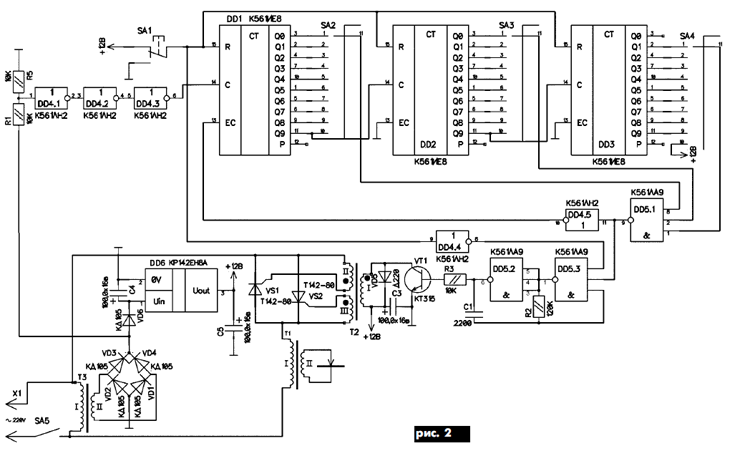
При необходимости навесить на тонколистовую металлическую конструкцию приборы, фиксируемые гайками, можно воспользоваться той же конденсаторной сваркой.
С ее помощью на стенку конструкции приваривается специальная шпилька для конденсаторной сварки, а уже на нее фиксируют прибор. Шпильку помещают напротив основного металла и настраивают оборудование для выполнения операции приварки.
Шпильку помещают напротив основного металла и настраивают оборудование для выполнения операции приварки.
Дуга плавит основание шпильки и соответствующую ему площадь основного металла, после чего изделие вводят в сварную ванну и фиксируют на поверхности до тех пор, пока металлы не остынут. На выполнение такого потребуются миллисекунды, но он будет надежен и долговечен.
Схема при конденсаторной сварке
Схема конденсаторной сварки.
Конденсаторная точечная сварка своими руками легко выполняется даже малоопытным сварщиком.
Ее основа ‒ электрическая схема с применением конденсаторов:
- Первичная обмотка проводится через выпрямитель, представленный .
Затем она подключается к источнику напряжения. - Тиристор подает сигнал на мостовую диагональ и управляется кнопкой запуска.
Конденсатор подключается к сети тиристора, диодному мосту и выводится на первичную обмотку. - Зарядить конденсатор можно путем, включения вспомогательной цепи с выпрямителем и трансформатором.

Конденсаторная сварка аккумуляторов своими руками осуществляется в следующей последовательности действий со стороны мастера:
- нажатие пусковой кнопки, запускающей временное реле;
- включение трансформатора при помощи тиристоров, после реле отключается;
- использование резистора с целью определения длительности импульса.
Требования к конденсаторной сварке
Сварные конденсаторы применяются в промышленном масштабе и в условиях небольших мастерских. В любом варианте нельзя нарушать технологию сварки для аккумуляторов своими руками, иначе сварные швы получаться низкокачественными.
Электрическая схема конденсаторной сварки.
Соблюдение следующих условий позволит получить действительно качественный результат работы:
- обеспечьте подачу кратковременного импульса в течение временного промежутка до 0,1 с, а также последующее накопление энергозаряда от источника питания для нового импульса за максимально краткое время;
- позаботьтесь о хорошем контакте свариваемых деталей путем достаточного давления электрода на детали в момент подачи сварочного импульса;
- разжимание электродов производите с задержкой, дабы расплав остывал под давлением и улучшался режим кристаллизации металла сварного шва;
- диаметр точки, образуемой на металле от контакта с электродом, должен быть крупнее, нежели самая тонкая свариваемая заготовка в 2 раза;
- тщательно очистите поверхность свариваемых заготовок перед сваркой, дабы окисные пленки и ржавчина не спровоцировали существенное сопротивление для тока.

На заметку! Наиболее удачный вариант электродов для конденсаторной сварки – это омедненная проволока.
Конденсаторную точечную сварку осуществлять своими руками можно только при условии сборки агрегата с минимум двумя блоками: источником сварного импульса и сварочного блока. Также крайне важно предусмотреть возможность регулировки режима сварки и защиты.
Особенно важно придерживаться правил безопасной со сварным аппаратом, которые предполагают следующие пункты:
- для защиты глаз от искр от сварного аппарата надевают специальную маску;
- обезопасить кожу рук от ожога помогут перчатки, а тело – специальный защитный комбинезон;
- на ноги сварщика надевают ботинки с подошвой из плотного материала, не позволяющего повредить пальцы и ступню при работе.
Конструкции контактного блока
Контактный блок конденсаторной сварки ответственен за фиксацию и перемещение сварных . В большинстве случаев фиксация обоих стержней осуществляется вручную.
Схема конденсаторной сварки ударного типа.
Более качественный вариант обеспечивает надежную фиксацию нижнего стержня, но оставляет подвижным верхний стержень. В данном случае верхний медный прут закрепляется так, чтобы он свободно двигался в вертикальной плоскости. А нижний ‒ оставляют в неподвижном состоянии.
Также на верхней части монтируют регулятор винтового образца, позволяющий создавать дополнительное давление. Главное, чтобы верхняя площадка и основание энергоблока имели хорошую изоляцию друг от друга. Некоторые модели сверху оснащены фонарем, что делает работу более комфортной.
При конструировании конденсаторной сварки своими руками потребуется иметь следующие детали:
- конденсатор, емкостью 1000-2000 мкФ, мощностью 10 В, напряжением 15;
- трансформатор требуемого размера ‒ 7 см, произведенный из сердечника типа Ш40;
- первичная обмотка, сделанная из трехсот слоев провода с диаметром 8 мм;
- вторичная обмотка из десяти обмоток медной шины;
- пусковик серии МТТ4К, включающий параллельные тиристоры, диоды и резистор.

На заметку! Если работа потребует соединения заготовок до 0,5 см, понадобится применить дополнительные коррективы в схему конструкции.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.
Самодельный аппарат конденсаторной сварки.
Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.
Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению.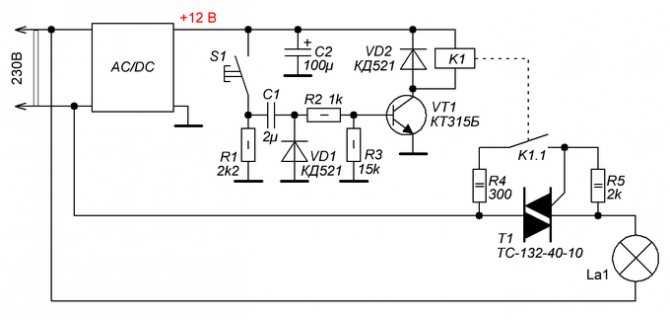 Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Подведем итоги
Конденсаторная сварка актуальна при необходимости соединить детали из цветных металлов в единую конструкцию.
Технология имеет ряд достоинств, среди которых особенно ценна возможность уменьшить площадь термовоздействия, снизить напряжение и устранить риск деформации металлоповерхностей. Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
Схема и описание конденсаторной сварки
Существует несколько способов бесшовного соединения металлических элементов, но среди всех особое место занимает именно конденсаторная сварка. Технология стала пользоваться популярностью примерно с 30-х годов прошлого столетия. Стыковка осуществляется за счет подачи электрического тока к нужному месту. Создается короткое замыкание, которое позволяет расплавить металл.
Преимущества и недостатки технологии
Самое интересное, что конденсаторная сварка может применяться не только в промышленных условиях, но и в быту. Она предполагает использование небольшого по размерам аппарата, который имеет заряд постоянного напряжения. Такой прибор может легко перемещаться по рабочей территории.
Из достоинств технологии следует отметить:
- высокую производительность работ;
- долговечность используемого оборудования;
- возможность соединения различных металлов;
- низкий уровень тепловыделения;
- отсутствие дополнительных расходных материалов;
- точность соединения элементов.
Однако существуют ситуации, когда применить сварочный аппарат конденсаторной сварки для соединения деталей невозможно. Это в первую очередь связано с кратковременностью мощности самого процесса и ограничением по сечению совмещаемых элементов. Кроме того, импульсная нагрузка способна создавать различные помехи в сети.
Особенности и специфика применения
Сам процесс соединения заготовок предполагает контактное сваривание, для осуществления которого расходуется определенный запас энергии в специальных конденсаторах. Ее выделение происходит практически мгновенно (в течение 1 – 3 мс), благодаря чему уменьшается зона термического воздействия.
Достаточно удобно осуществлять конденсаторную сварку своими руками, так как процесс является экономичным. Применяемый аппарат можно подключить к обычной электрической сети. Для использования в промышленности существуют специальные устройства высокой мощности.
Особую популярность технология получила в цехах, предназначенных для ремонта кузовов транспортных средств. При проведении работ тонкие листы металла не прожигаются и не подвергаются деформации. Необходимость в осуществлении дополнительной рихтовки отпадает.
Основные требования к процессу
Чтобы конденсаторная сварка была выполнена на высоком качественном уровне, следует придерживаться некоторых условий.
- Давление контактных элементов на обрабатываемые детали непосредственно в момент импульса должно быть достаточным, чтобы обеспечить надежное соединение. Разжимание электродов следует производить с небольшой задержкой, добиваясь тем самым лучшего режима кристаллизации металлических деталей.
- Поверхность соединяемых заготовок должна быть очищена от загрязнений, чтобы пленки окиси и ржавчина не вызывали слишком большое сопротивление при воздействии электрического тока непосредственно на деталь. При наличии посторонних частиц значительно снижается эффективность технологии.
- В качестве электродов требуется использовать медные стержни. Диаметр точки в зоне контакта должен быть не менее чем в 2-3 раза больше толщины свариваемого элемента.

Технологические приемы
Существует три варианта воздействия на заготовки:
- Конденсаторная точечная сварка в основном применяется для соединения деталей с разным соотношением толщины. Она успешно используется в сфере электроники и приборостроения.
- Роликовая сварка представляет собой определенное количество точечных соединений, выполненных в виде сплошного шва. Электроды напоминают вращающиеся катушки.
- Ударная конденсаторная сварка позволяет создавать стыковые соединения элементов с небольшим сечением. Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.
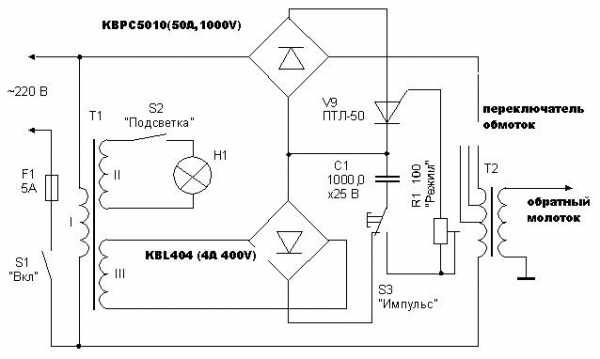 Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.
Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.Что касается классификации по применяемому оборудованию, то можно разделить технологию по наличию трансформатора. При его отсутствии упрощается конструкция основного прибора, а также происходит выделение основной массы тепла в зоне непосредственного контакта. Основным достоинством трансформаторной сварки является возможность обеспечения большим количеством энергии.
Конденсаторная точечная сварка своими руками: схема простейшего прибора
Для соединения тонких листов до 0,5 мм или мелких деталей можно применять незамысловатую конструкцию, изготовленную в бытовых условиях. В ней импульс подается через трансформатор. Один из концов вторичной обмотки подводится к массиву основной детали, а другой – к электроду.
При изготовлении такого устройства может применяться схема, при которой первичная обмотка подключается к электрической сети.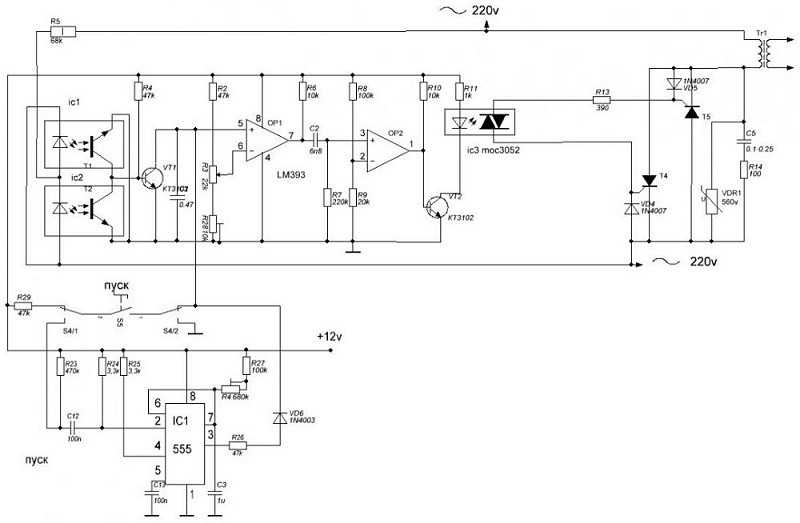 Один из ее концов выводится через диагональ преобразователя в виде диодного моста. С другой стороны осуществляется подача сигнала непосредственно с тиристора, находящегося под управлением пусковой кнопки.
Один из ее концов выводится через диагональ преобразователя в виде диодного моста. С другой стороны осуществляется подача сигнала непосредственно с тиристора, находящегося под управлением пусковой кнопки.
Импульс в данном случае вырабатывается при помощи конденсатора, имеющего емкость 1000 — 2000 мкФ. Для изготовления трансформатора может быть взят сердечник Ш-40, имеющий толщину 70 мм. Первичную обмотку из трехсот витков легко сделать из провода сечением 0,8 мм с маркировкой ПЭВ. Для управления подойдет тиристор с обозначением КУ200 или же ПТЛ-50. Вторичная обмотка с наличием десяти витков может быть изготовлена из медной шины.
Более мощная конденсаторная сварка: схема и описание самодельного устройства
Для увеличения показателей мощности придется изменить конструкцию изготавливаемого устройства. При правильном подходе с его помощью можно будет соединять провода сечением до 5 мм, а также тонкие листы толщиной не более 1 мм. Для управления сигналом применяется бесконтактный пускатель с маркировкой МТТ4К, рассчитанный на электрический ток 80 А.
Обычно в управляющий блок включаются тиристоры, соединенные параллельно, диоды и резистор. Интервал срабатывания настраивается при помощи реле, находящегося в основной цепи входного трансформатора.
Энергия накаливается в электролитических конденсаторах, совмещенных в единую батарею посредством параллельного подключения. В таблице можно ознакомиться с необходимыми параметрами и количеством элементов.
Основная трансформаторная обмотка делается из провода сечением 1,5 мм, а вторичная – из медной шины.
Работа самодельного аппарата происходит по следующей схеме. При нажатии кнопки запуска срабатывает установленное реле, которое при помощи контактов тиристоров включает трансформатор сварочного блока. Отключение происходит сразу после разрядки конденсаторов. Настройка импульсного воздействия производится посредством переменного резистора.
Устройство контактного блока
Изготовленное приспособление для конденсаторной сварки должно иметь удобный сварочный модуль, предоставляющий возможность фиксировать и беспрепятственно перемещать электроды. Простейшая конструкция подразумевает ручное удержание контактных элементов. При более сложном варианте нижний электрод закрепляется в стационарном положении.
Простейшая конструкция подразумевает ручное удержание контактных элементов. При более сложном варианте нижний электрод закрепляется в стационарном положении.
Для этого на подходящем основании он фиксируется длиной от 10 до 20 мм и сечением более 8 мм. Верхняя часть контакта закругляется. Второй электрод крепится к площадке, способной двигаться. В любом случае должны быть установлены регулировочные винты, с помощью которых будет осуществляться дополнительное нажатие для создания дополнительного давления.
Следует в обязательном порядке изолировать основание от подвижной площадки до контакта электродов.
Порядок проведения работ
Прежде чем будет произведена точечная конденсаторная сварка своими руками, необходимо ознакомиться с основными этапами.
- На начальной стадии соединяемые элементы подготавливаются должным образом. С их поверхности удаляются загрязнения в виде частиц пыли, ржавчины и других веществ. Наличие посторонних включений не позволит добиться качественной стыковки заготовок.
- Детали соединяются друг с другом в необходимом положении. Они должны располагаться между двумя электродами. После сдавливания к контактным элементам подается импульс путем нажатия пусковой кнопки.
- Когда электрическое воздействие на заготовку прекратится, электроды могут быть раздвинуты. Готовая деталь вынимается. Если есть необходимость, то она устанавливается в иной точке. На величину промежутка непосредственное влияние оказывает толщина привариваемого элемента.
Применение готовых аппаратов
Работы могут быть проведены с использованием специального оборудования. Такой комплект обычно включает:
- аппарат для создания импульса;
- приспособление для приварки и зажима крепежей;
- обратный кабель, оснащенный двумя фиксаторами;
- цанговый набор;
- инструкцию по применению;
- провода для подключения к электросети.
Заключительная часть
Описываемая технология соединения металлических элементов позволяет не только сваривать стальные изделия. С ее помощью можно без особой сложности стыковать детали, изготовленные из цветных металлов. Однако при выполнении сварочных работ необходимо учитывать все особенности используемых материалов.
С ее помощью можно без особой сложности стыковать детали, изготовленные из цветных металлов. Однако при выполнении сварочных работ необходимо учитывать все особенности используемых материалов.
fb.ru
Конденсаторная сварка своими руками — схема и описание
Апрель 8, 2017
Этот вид сварки относится к точечному способу. Он удобен в случае, когда требуется приваривать небольшие детали друг к другу, а одну и маленькую. Преимущественно конденсаторную сварку используют для работы с цветными металлами.
Как только появилась возможность проводить точеную сварку в домашних условиях, метод стал набирать популярность среди неопытных сварщиков. Такая ситуация и прибавила актуальности вопросу на сегодняшний день. Что собой представляет этот процесс и как собственноручно сделать сварку для домашнего использования? Этот вопрос мы и постараемся сегодня разобрать в деталях.
Чем отличается конденсаторный способ от других видов?
Первое отличие, которое бросается в глаза, это скорость сварки и её экологичность.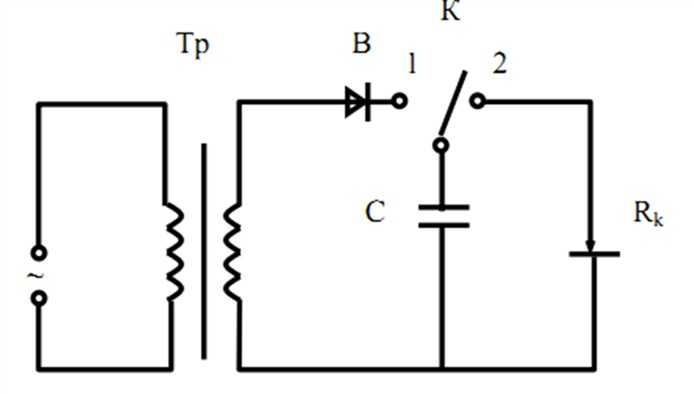 Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
- Конденсаторы собирают в себе требуемое количество энергии;
- Заряд переходит в тепло, которое используется для сварки.
Как уже упоминали ранее, этот вид сварки является экологически безопасным. Приборам не требуется жидкость для охлаждения из-за отсутствия тепловых выделений. Это преимущество позволяет прибавить времени к сроку эксплуатации конденсаторного устройства.
Принцип работы конденсаторной сварки
В процессе сваривания точечным способом, детали подвергаются зажиму двумя электродами, на которые приходит кратковременный ток. Затем между электродами образуется дуга, она и нагревает металл, расплавляя его. Сварочный импульс приходит в работу в течение 0,1 сек. , он предоставляет общее ядро расплавки для обеих подвергающихся сварке частей заготовок. Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
, он предоставляет общее ядро расплавки для обеих подвергающихся сварке частей заготовок. Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Существуют вторичные обмотки, с них ток попадает на электроды, а на первичную обмотку, приходится импульс, который образовался при конденсаторном заряде. В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
Виды точечной сварки
Различают два основных вида конденсаторной сварки своими руками:
- Трансформаторный. При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.
- Бестрансформаторный.
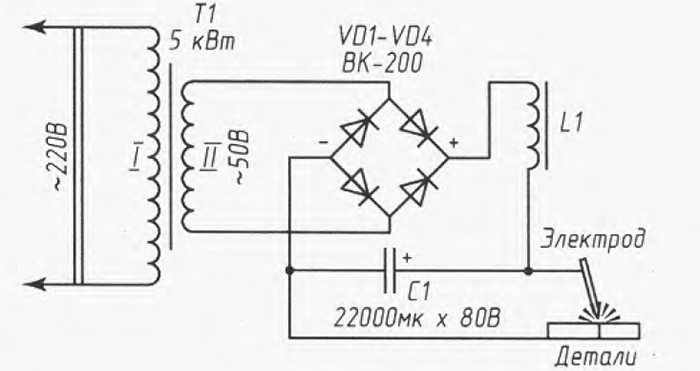
Преимущества
Как и у всех других видов, самостоятельная конденсаторная сварка отличается рядом положительных особенностей:
- При стабильной работе, есть возможность сэкономить электроэнергию;
- Надёжность и практичность. Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
- Скорость работы;
- Сварочный ток очень плотный;
- Аккуратность. Учитывая дозу потребляемой энергии, в поле соприкосновения образуется надёжный шов, компактной толщины. Такой способ широко используют для тонкой сварки цветного металла;
- Экономичность. Потребляемая мощность равна 20 кВА максимум. Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.
Схема сборки агрегата своими руками
Через диодный мост (выпрямительный) проводится первичная обмотка, затем подключается к источнику напряжения. С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска. Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Как источник импульса, используют конденсатор, его емкость должна быть 1000-2000 мкФ. Для конструкции системы производится трансформатор из сердечника типа Ш40, требуемый размер 7 см. Чтобы сделать первичную обмотку, нужен провод диаметром 8 мм, который обматывается 300 раз. Вторичная обмотка предполагает использование медной шины, в 10 обмоток. Для входа используют практически любые конденсаторы, единственное требование мощность в 10 В., напряжение 15.
Когда работа будет требовать соединения заготовок до 0,5 см, стоит применить кое-какие коррективы в схему конструкции. Для более удобного управления сигналом, используют пусковик серии МТТ4К, он включает параллельные тиристоры, диоды и резистор. Дополнительное реле позволит корректировать рабочее время.
Такая самодельная конденсаторная сварка, работает при следующей последовательности действий:
- Нажимаем пусковую кнопку, она запустит временное реле;
- Трансформатор включается с помощью тиристоров, после реле отключается;
- Резистор используют для определения длительности импульса.
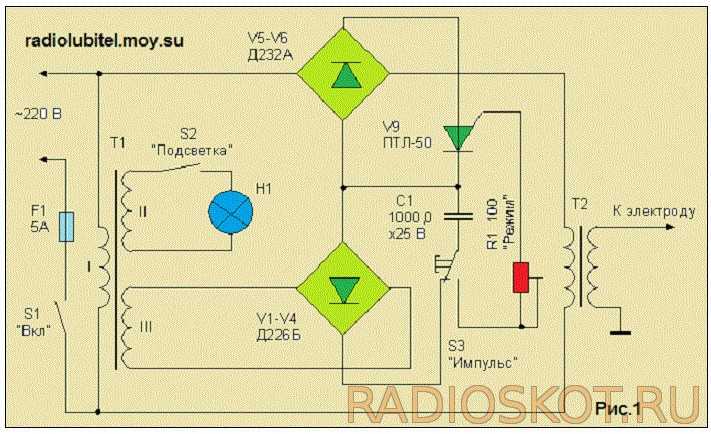
Как происходит процесс сварки?
После того как конденсаторная сварка своими руками собрана, мы готовы приступить к работам. Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Перед сварочными работами в домашних условиях, стоит приготовить такие материалы, как наждачная бумага, болгарка, нож, отвертка, любой зажим или пассатижи.
Вывод
Конденсаторную сварку очень широко применяют как дома, так и в промышленной зоне, как мы видим, она очень удобна и проста в применении, плюс ко всему имеет большое количество преимуществ. С помощью приведённой информации, Вы сможете вывести свои знания на новый уровень и удачно примените точечную сварку на практике.
С помощью приведённой информации, Вы сможете вывести свои знания на новый уровень и удачно примените точечную сварку на практике.
electrod.biz
Конденсаторная сварка своими руками: технология и разновидности
Конденсаторная сварка является методом сварки с запасенной энергией. Энергетические заряды будут накапливаться в конденсаторах в процессе зарядки от выпрямителя, после чего трансформироваться в теплоту. Она будет образовываться в процессе протекания тока между свариваемыми деталями. Именно поэтому конденсаторная сварка также называется контактной.
Элементы, которые будут необходимы:
- устройство для сварки;
- электрод;
- трансформатор;
- проволока;
- конденсатор.
Отличие точечного метода сварки от других существующих
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а-схема процесса; б-диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Конденсаторный метод сварки, как и приспособления для него, используется чаще всего в случаях, когда необходимо выполнить микросварку или соединить заготовки больших сечений и толщин. Точечная сварка своими руками заключается в следующем:
- В конденсаторах накапливается энергия в необходимом количестве.
- Заряды превращаются в тепло, которое используется для сварки.
Следует знать, что точечная сварка является экологичной, так как она практически не оказывает влияния на окружающую среду. Используемые устройства не нуждаются в жидкости для охлаждения, так как из них не выделяется тепло. Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Вместо типичных цилиндров в конструкциях используются специальные сервоприводы, в связи с чем отсутствует необходимость в пневмоподключении. Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Конденсаторная сварка имеет следующие преимущества:
- возможность производить сварку на высокой скорости;
- точность соединения элементов;
- высокий уровень экологичности;
- надежность соединения;
- долговечность сварочных устройств.
За счет высокой скорости точечная сварка не будет деформировать и расплавлять металл. Устройства действуют на различные обрабатываемые заготовки щадящим образом. Отличные показатели качества можно получить при контактном или ударном способе соединения заготовок. Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Конденсаторная сварка достаточно часто используется в промышленных условиях благодаря сочетанию эксплуатационных характеристик. Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Заряды энергии будут аккумулироваться при зарядке от генератора или выпрямителя. Производить регулировку энергии можно с помощью изменения напряжения и емкости зарядки.
Существующие разновидности точечной сварки
Иногда используется соединение без трансформаторов. Конденсаторы в данном случае будут разряжать энергию на соединяемое основание. Допускаются следующие схемы зарядки:
- 1000 мкФ устройства будут аккумулировать энергию на напряжение до 1000 В путем повышающего трансформатора, при этом время сварки составит 0,005 с. Ток сварки находится в промежутке от 10 до 100 А. Подобный способ опасен для человека в связи с высоким напряжением.
- 40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.
 Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.
Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.В других случаях используется сварка с использованием трансформаторов. В данном случае конденсатор будет разряжать заряд энергии на первичную обмотку устройства трансформатора.
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Соединяемые детали при этом размещаются в контуре сварки, который соединяется со вторичной обмоткой трансформатора. Данный способ соединения используется в качестве микросварки со следующими параметрами:
- напряжение зарядки — 1000 В;
- время сварки — 0,001 с.;
- ток сварки — 6000 А;
- емкость конденсаторных устройств — 1000 мкФ.
Конденсатор будет аккумулировать энергию до конкретного количества при левом размещении рычага. При правом выполняется разряд тепловых обменников на первичную обмотку трансформаторной конструкции. Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
Сварка цветных металлов точечной сваркой
Цветные металлы контрастируют с обыкновенной сталью. В данном случае могут использоваться различные методы тепловой обработки. Все будет зависеть от вида соединяемого металла. Сварка подобных металлов имеет следующие особенности:
- температура плавления;
- плотность;
- сродство к газам атмосферы;
- механические показатели при низких и высоких температурах.
По совокупности данных можно выделить металлы:
- тяжелые цветные;
- активные и тугоплавкие;
- легкие.
Из первой группы можно плавить металлы точечной сваркой без особых трудностей. Для проводов из меди в большинстве случаев применяются механизированные устройства. Они способны обеспечить соединение высокого качества и сохранять исходные размеры заготовок.
Для обработки металлов двух остальных групп понадобятся устройства с высокой концентрацией энергии. Сварка своими руками заготовок из данных групп выполняется крайне редко, так как в данном случае могут образовываться летучие вредные соединения.
Сварка своими руками заготовок из данных групп выполняется крайне редко, так как в данном случае могут образовываться летучие вредные соединения.
Технология конденсаторной сварки
Процесс соединения заготовок точечным способом состоит из нескольких этапов. Прежде всего, соединяемые заготовки понадобится совместить в необходимом положении, поместить между электродами устройства для сварки, после чего прижать друг к другу. После этого их понадобится нагреть до состояния пластичности и подвергнуть последующей пластической деформации. В условиях промышленности в процессе использования автоматических конструкций частота сварки достигает 600 точек/мин. Чтобы можно было произвести качественную конденсаторную сварку своими руками, понадобится поддерживать одинаковую скорость перемещения всех электродов. Обязательно надо обеспечить необходимую величину давления и полный контакт свариваемых заготовок.
Заготовки будут нагреваться за счет прохождения тока сварки в виде кратковременного импульса. Длительность импульса зависит от условий сварки и может составлять от 0,01 до 0,1 с. Данным импульсом обеспечится расплавление элемента в зоне действия электродов и образуется общее жидкое ядро двух заготовок. Диаметр ядра может составлять от 4 до 12 мм. После того как прекратит действовать импульс тока, заготовки некоторое время под давлением будут удерживаться, чтобы образованное ядро могло остыть и кристаллизоваться.
Длительность импульса зависит от условий сварки и может составлять от 0,01 до 0,1 с. Данным импульсом обеспечится расплавление элемента в зоне действия электродов и образуется общее жидкое ядро двух заготовок. Диаметр ядра может составлять от 4 до 12 мм. После того как прекратит действовать импульс тока, заготовки некоторое время под давлением будут удерживаться, чтобы образованное ядро могло остыть и кристаллизоваться.
Продолжительность нагрева и сила давления
Продолжительность нагрева или прохождения тока сварки может изменяться, она зависит от условий сварки и мощности используемой конструкции. В случае соединения элементов из сталей, которые склонны к закалке и образованию трещинок, понадобится увеличить продолжительность нагрева. Это делается для того, чтобы была возможность замедлить дальнейшее охлаждение металла. Сварку заготовок из нержавеющей стали понадобится производить с минимальной продолжительностью нагрева. Это нужно для того, чтобы была возможность предотвратить опасность нагрева наружного основания точки соединения до температуры превращений структуры. Следует знать, что в результате могут быть нарушены высокие антикоррозийные свойства внешних слоев металла.
Следует знать, что в результате могут быть нарушены высокие антикоррозийные свойства внешних слоев металла.
Сила давления между электродами должна обеспечить надежное соединение заготовок в месте сварки. Она зависит от вида соединяемого металла и толщины свариваемых заготовок. Давление после нагрева имеет важное значение, так как его величина будет обеспечивать мелкозернистую структуру металла в месте соединения, при этом прочность точки соединения будет равна прочности базового металла.
Особенности выбора и использования электродов
Факторы, от которых зависит качество сварки:
- Качество сварки будет зависеть от правильного выбора диаметра электрода из меди. Диаметр точки соединения обязательно должен превышать толщину тонкого элемента соединения сварки в несколько раз.
- Прижимом заготовок в момент прохождения импульса сварки может обеспечиться появление пояска для уплотнения возле расплавленного ядра. Благодаря этому не понадобятся какие-либо дополнительные меры защиты места соединения.
- Чтобы была возможность улучшить кристаллизацию расплавленной заготовки, электроды понадобится разжать с небольшой задержкой после прохождения импульса сварки.
- Чтобы можно было получить качественный и надежный шов сварки, соединяемые основания понадобится первым делом подготовить. В данном случае имеется в виду очистка элементов от ржавчины.
- Расстояние между точками соединения должно обеспечить уменьшение шунтирования тока через ближние точки. К примеру, для соединения двух заготовок толщиной в 2-5 мм расстояние между точками соединения будет изменяться от 15 до 50 мм.

Электроды, которые используются для конденсаторной сварки, должны обеспечить прочность в интервале рабочих температур, высокую электро- и теплопроводность, а также легкость их обработки. Подобным требованиям соответствуют некоторые бронзы, которые включат в себя кобальт и кадмий. Подходят и сплавы меди с содержанием хрома. Следует знать, что по показателям тепло- и электропроводности медь существенно превосходит бронзу и сплавы, но данный металл во много раз хуже по показателям износостойкости. Поэтому лучше всего подходит для подобных целей сплав типа ЭВ, который являет собой практически чистую медь с добавлением хрома и цинка.
Поэтому лучше всего подходит для подобных целей сплав типа ЭВ, который являет собой практически чистую медь с добавлением хрома и цинка.
Чтобы уменьшить износ электродов, в процессе использования нужно интенсивно охлаждать их водой.
Как своими руками сделать устройство для сварки точечным способом?
Устройство для сварки проволоки из меди можно с легкостью собрать самому. Для этого следует приобрести трансформатор мощностью 450 Вт. Трансформатор нужен стандартного типа, с первичной медной обмоткой толщиной в 0,75х2 мм и вторичной обмоткой силовым кабелем из алюминия 6 мм. В данном случае понадобится и угольный электрод.
Устройство для сварки проводов из меди работает на переменном токе от 35 до 40 А. Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Если аккуратно эксплуатировать данное приспособление, то оно может прослужить несколько лет.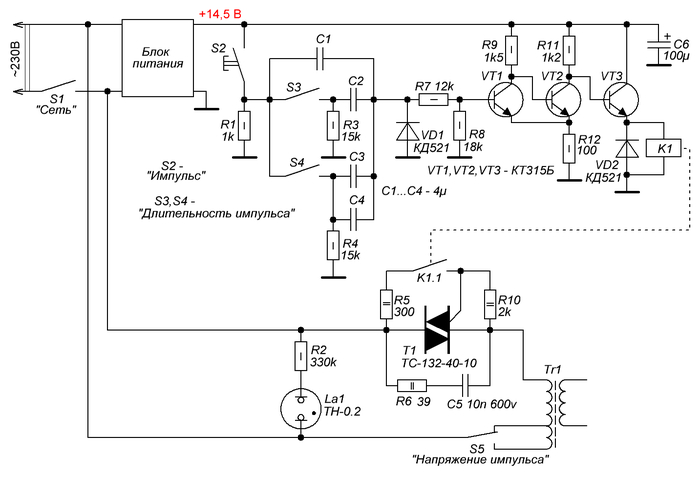 Нужно следить за контактами, а также за тем, чтобы не разряжался аккумулятор. Схема сварки проводов из меди не подразумевает применение устройств с высокими ресурсами. Самодельное приспособление способно отлично справиться со значительными объемами работы.
Нужно следить за контактами, а также за тем, чтобы не разряжался аккумулятор. Схема сварки проводов из меди не подразумевает применение устройств с высокими ресурсами. Самодельное приспособление способно отлично справиться со значительными объемами работы.
Следует заметить: сварочные работы в данном случае можно автоматизировать, что является существенным преимуществом.
Конденсаторная сварка является сложным процессом, поэтому необходимо знать все нюансы.
moyasvarka.ru
Сварочный аппарат на конденсаторах своими руками
Устройство, которые мы представим в этой статье носит название «конденсаторная сварка». Этой сваркой можно соединять очень мелкие или тонкие предметы и детали.
Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Куча электронных увлекательных штучек в этом китайском магазине.
Удобство этого вида конструкций в относительной простоте электрической схемы, которую можно собрать своими руками.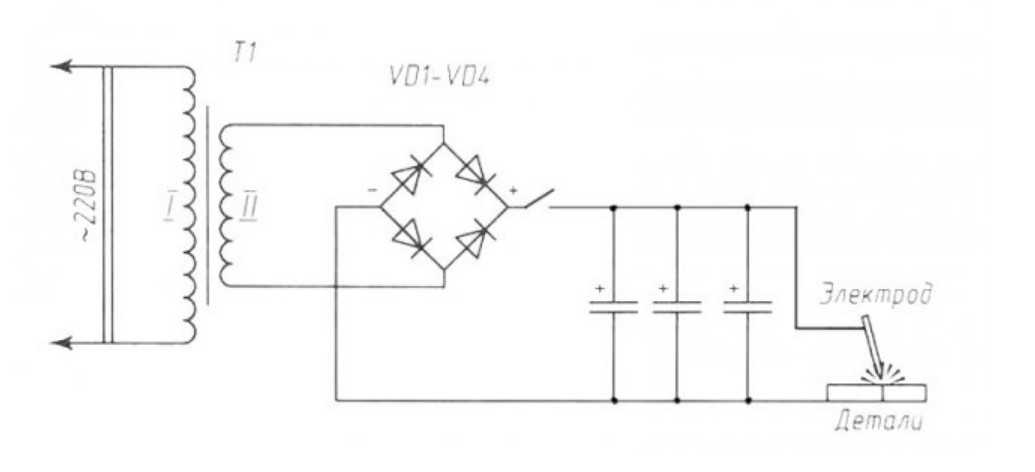 Модель, представленная на видео, питается от сварочного трансформатора, переменный ток преобразуется выпрямителем. Напряжение составляет 70 вольт. Ток поступает на емкостное сопротивление, которое при необходимости можно заменить обычным сопротивлением, равным 10 кОм. После сопротивления ток поступает на конденсаторную батарею общей емкостью 30000 Мкф. Накопленный заряд на конденсаторах высвобождается через тиристор.
Модель, представленная на видео, питается от сварочного трансформатора, переменный ток преобразуется выпрямителем. Напряжение составляет 70 вольт. Ток поступает на емкостное сопротивление, которое при необходимости можно заменить обычным сопротивлением, равным 10 кОм. После сопротивления ток поступает на конденсаторную батарею общей емкостью 30000 Мкф. Накопленный заряд на конденсаторах высвобождается через тиристор.
После включения питания загорается лампочка, которая в данном случае играет роль индикатора напряжения. Когда лампочка перестает гореть, это означает, что конденсаторная батарея полностью заряжена. После этого сварочный аппарат готов к работе. Включение разряда осуществляется нажатием на кнопку, встроенной в держатель. Такая сварка позволяет приваривать не только тонкие пластинки, но и шпильки разного диаметра к металлическим поверхностям. Для этого предусмотрена возможность удержания шпильки в держателе.
izobreteniya.net
Приветствую всех читателей сайта «Вольт-Индекс», иногда делая те или иные проекты на основы литиевых аккумуляторов, многие читатели часто критикуют, что литиевые батарейки нельзя паять. Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
На самом деле в интернете очень много вариантов построения таких аппаратов, но мы остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка, чтобы потом не путаться хочу сказать, что трансформатор на нашей схеме.
Все же есть, он предназначен для зарядки конденсатора. Но есть сварочные аппараты, где емкость конденсатора разряжается на месте сварки не напрямую, а через разделительный трансформатор.
Такие аппараты называют трансформаторными.
В отличие от обычных аппаратов контактной сварки, у которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки. Это особенно хорошо для пайки аккумуляторов.
В схеме S3 подключается на массу. В архиве на схеме, все исправлено.
Принцип работы следующий.
Напряжение с сетевого трансформатора выпрямляется двухполупериодным выпрямлителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости.
Если честно, емкости могут отличаться, но важно чтобы конденсаторы имели одинаковое расчетное напряжение.
В момент сварки вся емкость конденсатора разряжается на определенной точке, к которой подключаются съемные контакты. Притом в качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе.
Моментальный разряд емкости мощных конденсаторов вызывает огромный скачок тока, процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременный разряд такой емкости приводит к моментальному плавлению металла под электродами.
Напряжение было выбрано порядка 40 вольт. Такое напряжение полностью безопасно для человека, хотя все зависит от физиологии индивида. Для кого-то и 12 вольт максимум.
Такое напряжение полностью безопасно для человека, хотя все зависит от физиологии индивида. Для кого-то и 12 вольт максимум.
Но, во всяком случае, 40 вольт не смертельно. Поскольку аппарат планировался с питанием от сети нужно использовать понижающий трансформатор для зарядки конденсаторов.
В нашем случае был использован трансформатор, выдающий на вторичке около 30 вольт при токе в 1.5 ампера, что отлично подходит для наших целей.
После выпрямителей напряжение на конденсаторах будет порядка 40 вольт. Естественно из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети.
В принципе подойдет любой трансформатор мощностью свыше 50 ватт, которое обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсаторов.
Для ограничения тока заряда конденсатора использован 10 ваттный резистор проволочного типа с сопротивлением 10-15 Ом.
Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, в следствие чего может сгореть диодный мост.
В аппарате предусмотрен тиристорный замыкатель.
При нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкость конденсаторной батареи, то есть произойдет короткое замыкание. В нашем случает был взят тиристор Т 171-320.
Кратковременный ударный ток в нашей системе может доходить до 4 000 ампер.
Для того, чтобы этот «монстр» сработал нужно подать на управляющий электрод напряжение от 3.5 – 12 вольт. Указанное напряжение можно получить путем использования делителя напряжение на базе двух резисторов на 0.5 -1 ватт. Их подбором в средней точке нужно получить раннее указанное напряжение.
В качестве диодного выпрямителя был использован готовый мост на 10 Ампер, напряжение моста не менее 100 вольт, хотя такие мосты делают на 400 и более вольт. Мост в ходе работы не нагревается, но желательно посадить его на теплоотвод.
Цепочка из резистора, светодиода и стабилитрона представляет собой индикатор заряда конденсаторов и при достижении на них около 40 вольт светодиод загорается, что свидетельствует, о том, что аппарат готов к использованию.
Можно также использовать цифровой вольтметр.
При отсутствии стабилитронов на 40 вольт можно использовать несколько штук меньших номиналов.
Светодиод можно взять любой, а ограничительный резистор 0.25 ватт.
Конденсаторы были взяты с напряжением в 50 вольт — желательно на 63 либо 100 вольт. Общая емкость батареи составила 41 000 мкф.
Конечно можно увеличить емкость конденсатров лишь бы тиристор справился, а увеличение емкости даст возможность варить более крупные детали.
Конденсаторы были запаяны на общую плату, дорожки были дополнительно усилены. Также парралельно к конденсаторам был запаян 5 ваттный резистор на 1.5 кОм. Для разряда последних после выключения прибора. Также была предусмотрена кнопка для экстренного разряда емкости. Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.
Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.
Для запуска тиристора можно использовать абсолютно любой низковольную кнопку.
В первичной цепи трансформатора можно внедрить простой диммер. Это позволит регулировать напряжение на конденсаторах и выбрать оптимальное напряжение для сварки деталей из определенных металлов.
Прикрепленные файлы: СКАЧАТЬ.
volt-index.ru
Разработанная в 30-х годах двадцатого века, технология конденсаторной сварки получила широкое распространение. Этому способствовал ряд факторов.
- Простота конструкции сварочного аппарата. При желании его можно собрать своими руками.
- Относительно низкая энергоёмкость рабочего процесса и малые нагрузки, создаваемые на электрическую сеть.
- Высокая производительность, что, безусловно, важно при выпуске серийной продукции.
- Снижение термического влияния на соединяемые материалы. Эта особенность технологии позволяет применять её при сварке деталей малых размеров, а также на видовых поверхностях, где использование обычных методов неизбежно привело бы к нежелательным деформациям материала.

Если добавить к этому, что для наложения качественных соединительных швов достаточно иметь средний уровень квалификации, причины популярности этого способа контактной сварки становятся очевидны.
В основе технологии лежит обычная контактная сварка. Отличие в том, что ток подаётся на сварочный электрод не непрерывно, а в виде короткого и мощного импульса. Это импульс получают, устанавливая в оборудование конденсаторы большой ёмкости. В результате удаётся достичь хороших показателей двух важных параметров.
- Короткого времени термического нагрева соединяемых деталей. Эту особенность с успехом используют производители электронных компонентов. Лучше всего подходят для этого бестрансформаторные установки.
- Высокой мощности тока, что для качества шва значительно важнее его напряжения. Эту мощность получают, используя трансформаторные системы.
Разновидности технологии
В зависимости от требований производства, выбирают один из трёх технологических приёмов.
- Точечная конденсаторная сварка. Используя короткий импульс тока, выбрасываемого конденсатором, соединяют детали в прецизионном машиностроении, электровакуумной и электронной технике. Подходит данная технология и для сварки деталей, значительно отличающихся по толщине.
- Роликовое наложение шва позволяет получить полностью герметичное соединение, состоящие из множества перекрывающихся точек сварки. Это обуславливает применение технологии в процессе изготовления электровакуумных, мембранных и сильфонных устройств.
- Стыковая сварка, которая может быть произведена как контактным, так и неконтактным способом. В обоих случаях происходит оплавление в месте соединения деталей.
Область применения
Области применения технологии различны, но с особым успехом её используют для крепления втулок, шпилек и другого крепежа на листовой металл. С учётом особенностей процесса, его удаётся адаптировать для нужд многих отраслей производства.
- Автомобилестроение, где необходимо надёжно соединять между собой панели кузова, выполненные из листовой стали.
- Авиастроение, предъявляющее особые требования к прочности сварных швов.
- Судостроение, где, с учётом больших объёмов работ, экономия электроэнергии и расходных материалов даёт особенно ощутимый результат.
- Производство точных приборов, где недопустимы значительные деформации соединяемых деталей.
- Строительство, в котором широкое распространение получили конструкции из листового металла.

Повсюду востребовано простое в устройстве и несложное в применении оборудование. С его помощью можно наладить выпуск мелкосерийной продукции или обустроить приусадебный участок.
Самодельная конденсаторная сварка
В магазинах можно без проблем приобрести уже готовое оборудование. Но из-за простоты его конструкции, а также низкой стоимости и доступности материалов, многие предпочитают собирать аппараты для конденсаторной сварки своими руками. Стремление сэкономить деньги понятно, а обнаружить в сети нужную схему и подробное описание можно без труда. Работает подобное устройство следующим образом:
Работает подобное устройство следующим образом:
- Ток направляют через первичную обмотку питающего трансформатора и выпрямляющий диодный мост.
- На диагональ моста подают управляющий сигнал тиристора, оборудованного кнопкой запуска.
- В цепь тиристора встраивают конденсатор, служащий для накопления сварочного импульса. Этот конденсатор также подключают к диагонали диодного моста и подсоединяют к первичной обмотке трансформаторной катушки.
- При подключении аппарата конденсатор накапливает заряд, запитываясь от вспомогательной сети. При нажатии кнопки этот заряд устремляется через резистор и вспомогательный тиристор в направлении сварочного электрода. Вспомогательная сеть при этом отключается.
- Для повторной зарядки конденсатора требуется отпустить кнопку, разомкнув цепь резистора и тиристора и вновь подключив вспомогательную сеть.
Длительность импульса тока регулируется с помощью управляющего резистора.
Это лишь принципиальное описание работы простейшего оборудования для конденсаторной сварки, в устройство которого можно вносить изменения, в зависимости от решаемых задач и требуемых выходных характеристик.
Необходимо знать
Тому, кто решил собрать свой сварочный аппарат самостоятельно, следует обратить внимание на следующие моменты:
- Рекомендуемая ёмкость конденсатора должна составлять порядка 1000 – 2000 мкФ.
- Для изготовления трансформатора лучше всего подходит сердечник разновидности Ш40. Его оптимальная толщина – 70 мм.
- Параметры первичной обмотки – 300 витков медного провода диаметром 8 мм.
- Параметры вторичной обмотки – 10 витков медной шины, имеющей сечение 20 квадратных миллиметров.
- Для управления хорошо подойдёт тиристор ПТЛ-50.
- Входное напряжение должен обеспечивать трансформатор мощностью не менее 10 Вт и выходным напряжением 15 В.
Опираясь на эти данные, можно собрать вполне работоспособное устройство для точечной сварки. И хотя оно будет не столь совершенно и удобно, как оборудование заводского изготовления, с его помощью вполне можно будет освоить азы профессии сварщика и даже приступить к изготовлению различных деталей.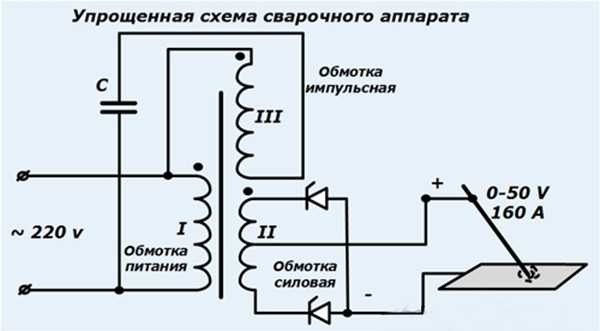
Используя описываемую технологию, удаётся соединять не только тонкие стальные листы, но и изделия из цветных металлов. При проведении работ важно учитывать не только толщину, но и другие особенности материалов. Если металл при нагреве склонен к образованию микротрещин, или при его обработке возникают высокие внутренние напряжения, необходимо увеличить длительность импульса, подняв, таким образом, температуру нагрева.
svarkalegko.com
Конденсаторная сварка по точечной, контактной и ударной технологии: устройство оборудования
Одним из главных видов контактной сварки, широко применяемой в промышленности, можно назвать конденсаторную сварку. Правила ее проведения регламентирует ГОСТ.
Ее принцип основан на разряде, накопленного на блоке конденсаторов электрического заряда на соединяемые изделия. В точке соприкосновения электродов происходит разряд и формирование краткой электрической дуги, достаточной для расплавления металла.
Разделение на виды
Конденсаторная сварка наибольшее распространение получила в приборостроении. Она способна сваривать металлы до 1,5 мм, причем толщина второй детали может быть значительно больше. В сварке тонких изделий по экономичности, производительности и качеству у конденсаторной сварки конкурентов нет.
Она способна сваривать металлы до 1,5 мм, причем толщина второй детали может быть значительно больше. В сварке тонких изделий по экономичности, производительности и качеству у конденсаторной сварки конкурентов нет.
Она бывает трансформаторная и бестрансформаторная. В первом варианте на конденсаторах можно накопить большую энергию за счет использования высокого напряжения и разряда через понижающий трансформатор с большими токами. Второй вариант отличается простотой и минимумом деталей.
В зависимости от особенностей образования шва конденсаторную сварку подразделяет на:
- точечную;
- шовную;
- стыковую.
Первый, точечный способ, в основном применяется в приборостроении и производстве электронной техники. Его активно используют для сваривания тонких деталей с толстыми.
Шовная сварка, ее еще называют роликовой, используется при сваривании мембран и электровакуумных приборов. Сплошной, герметичный шов получается за счет того, что точечные соединения производятся с перекрытием.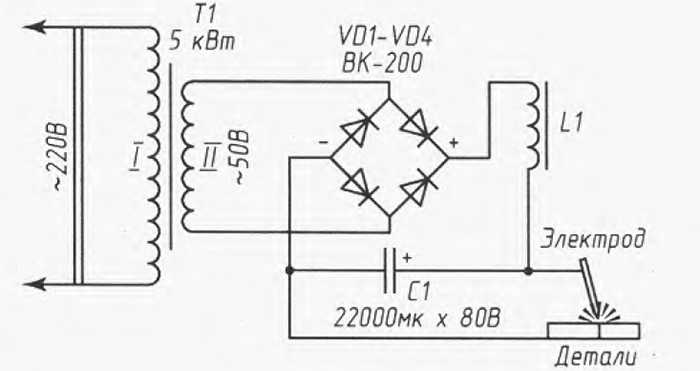 Роль электродов выполняют вращающиеся ролики.
Роль электродов выполняют вращающиеся ролики.
Стыковую сварку осуществляют оплавлением или сопротивлением. При первом способе сначала возникает разряд между свариваемыми деталями, место будущего соединения оплавляется под действием образовавшейся дуги, а потом они осаживаются, после чего происходит соединение металлов. Во втором случае разряд и последующее сваривание происходит в момент соприкосновения деталей.
Преимущества
Достоинством конденсаторной сварки является то, что из-за высокой плотности энергии и малой длительности сварочного импульса зона термического воздействия очень маленькая, напряжения и деформации минимальны. Оборудование простое и производительное.
За счет того, что в момент разряда конденсаторный блок отключен от сети, он никак не влияет на ее параметры. Единственным недостатком является то, что она применяется лишь при работе с тонкими металлами.
Другим достоинством емкостной сварки является ее компактность. Для конденсаторной сварки не нужны мощные источники питания, устройство может зарядиться между переносом электрода к следующей точке.
В процессе сваривания практически отсутствуют вредные газы. Устройство очень экономично, вся запасенная энергия идет на расплавление металлов в точке соединения. Благодаря тому, что заряд на конденсаторах постоянен, получается качественная и стабильная дуга.
Конденсаторная сварка позволяет сваривать цветные металлы малой толщины. Кроме этого она может соединять разнородные металлы и сплавы благодаря высокой концентрации энергии на маленькой площади.
Благодаря тому, что система конденсаторной сварки работает в дискретном режиме (сначала заряд, затем разряд), ей достаточно воздушного охлаждения, что упрощает устройство сварочного агрегата.
Емкостной сварочный аппарат применяется для соединения сталей всех видов, деталей из латуни, алюминия, бронзы. Он может сваривать разнородные металлы, тонкие с толстыми листами.
Возможность регулировки энергии разряда и длительности импульса позволяют производить микросварку, к примеру, в механизме часов. Конденсаторный аппарат может сваривать тугоплавкие вольфрамовые нити накаливания, применяется в ювелирном деле.
Технологические особенности
В зависимости от технологического процесса сварка конденсаторного типа бывает:
- контактной;
- ударной;
- точечной.
При контактной сварке накопленная в емкости энергия разряжается на металлические детали, которые до этого были плотно соединены между собой. В месте прижима электродов возникает электрическая дуга, при которой ток доходит до 10-15 тысяч ампер при длительности дуги до 3 мс.
В случае ударной конденсаторной сварки разряд происходит в момент краткого удара электрода о заготовку. Длительность воздействия дуги 1,5 мс. Это снижает термическое воздействие на окружающую область и повышает качество сварки.
При конденсаторной сварке точечного типа дуга появляется между электродами и заготовками, находящимися между ними. Процесс разряда длится от 10 до 100 мс (зависит от установок), и соединение металлов происходит на маленькой площади.
Бестрансформаторный аппарат
Решив самостоятельно сделать аппарат для конденсаторной сварки, вначале выбирают вариант исполнения. Самый простой вариант – это бестрансформаторная схема. Ее можно реализовать с емкостями высокого или низкого напряжения.
В первом случае потребуется повышающий трансформатор и конденсаторы на 1000 В емкостью 1000 мкФ. Кроме этого потребуется высоковольтный диодный мост для выпрямления переменного тока, переключатель, электроды с соединительными проводами.
Сваривание происходит в два этапа. На первом этапе происходит зарядка емкости, на втором после переключения ее выводов на сварочные электроды и прикосновении их к месту сварки, происходит разряд, и детали соединяются. Протекающий ток доходит до 100 А, длительность импульса 5 мс. Этот вариант опасен для человека из-за высокого рабочего напряжения.
При втором варианте требуется понижающий трансформатор, батарея конденсаторов на напряжение до 60 В емкостью 40000 мкФ и более, диодный мост, переключатель.
Процесс сварки идентичен первому случаю только через точку сваривания проходят токи силой 1-2 кА и длительностью до 600 мс. Мощность трансформатора особого значения не имеет, она может быть 100-500 Вт.
Трансформаторная схема своими руками
При использовании трансформаторной схемы потребуется повышающий трансформатор и диодный мост для зарядки на 1 кВ, конденсаторы на 1000 мкФ и понижающий трансформатор, через вторичную обмотку которого осуществляется разряд накопленного заряда в месте соединения заготовок.
При таком исполнении сварочного аппарата точечной сварки длительность разряда составляет 1 мс, а ток доходит до 6000 А. После зарядки блока конденсаторов переключателем они подключаются к первичной обмотке понижающего трансформатора. Во вторичной обмотке индуцируется ЭДС, которая вызывает огромные токи при замкнутых электродах на соединяемых заготовках.
Качество сваривания будет сильно зависеть и от состояния электродного блока. Самый простой вариант представляет собой зажимы для фиксации и прижатия контакторов.
Но более надежна конструкция, где нижний электрод неподвижен, а верхний с помощью рычага может прижиматься к нижнему. Он представляет собой медный пруток диаметром 8 мм и длиной 10-20 мм закрепленный к любому основанию.
Верхняя часть прутка закругляется для получения надежного контакта со свариваемым металлом. Аналогичный медный стержень устанавливается на рычаге, при опускании которого электроды должны плотно соединяться. Основа с нижним электродом изолируется от верхнего рычага. Вторичная обмотка соединяется с электродами проводом 20 мм2.
Первичная обмотка наматывается ПЭВ-2 0,8 мм, количество витков равно 300. Вторичная обмотка из десяти витков наматывается проводом 20 мм2. В качестве магнитопровода можно применять сердечник Ш 40 толщиной 70 мм. Для управления зарядом/разрядом применяется тиристор ПТЛ-50 или КУ202.
Подготовка деталей
Перед началом конденсаторной сварки необходимо подготовить детали, которые предстоит соединить. С них счищают ржавчину, окалину и прочих загрязнения.
Заготовки совмещают должным образом и потом помещают между нижним неподвижным электродом и верхним подвижным. Затем они сильно сдавливаются электродами. Нажимая пусковую кнопку, подают электрический разряд.
В месте соприкосновения электродов происходит сварка металла. Разжимать электроды нужно через некоторое время, необходимое для остывания и кристаллизации места сваривания под давлением.
После этого деталь перемещается, за это время устройство успевает зарядиться, и процесс сварки повторяется. Размер места сварки должен быть в 2-3 раза больше наименьшей толщины соединяемых заготовок.
Когда нужно приварить лист до 0,5 мм толщиной к другим деталям независимо от их толщины, можно применить упрощенный способ сварки. Один электрод с помощью зажима присоединяется к свариваемой толстой детали в любом удобном месте.
В том месте, где нужно приварить тонкую деталь, она прижимается вручную вторым электродом. Можно использовать автомобильные зажимы. Затем производится сварка. Как видно, процесс не слишком сложный, и доступный для домашних условий.
Что такое аппарат точечной сварки и чем он отличается?
Главная / Техника сварки
Назад
Время на чтение: 2 мин
0
1004
Начинающие сварщики имеют приблизительное представление о разнообразии сварочных аппаратов. Они считают, что инверторы небольшие, их легко самостоятельно перевозить с места на место.
Но сейчас выбор устройств большой. Кроме дуговой и полуавтоматической сварки есть еще точечная.
Чтобы практиковать такой вид сварки, надо знать, где она востребована, какой аппарат для этого нужен (с его плюсами и минусами) и можно ли его создать самостоятельно.
- Особенности технологии
- Разновидности сварочных аппаратов
- Плюсы и минусы точечной сварки
- Когда следует прибегать к точечной сварке
Описание технологии точечной сварки
Техника соединения деталей различается в зависимости от вида металла, толщины заготовок, но общий порядок выполнения работ одинаковый.
Основные этапы сварочного процесса:
- Подготовительные мероприятия. Поверхности соединяемых элементов конструкции очищаются от лакокрасочных покрытий, которые не пропускают ток.
- Сжимание деталей. Поверхности соединяемых заготовок берут клещами для образования участков проведения тока непосредственно между контактами.
- Прогрев заготовок электрическим импульсом (постоянным или переменным). Дольше нагреваются более толстые элементы.
- Ослабление давления на соединяемые детали (для автоматических сварочных агрегатов). Эта процедура предупреждает выдавливание расплавленного материала.
- Отключение тока при покраснении материала на участке размещения электродов.
- Завершающий этап – проковка (прижим) деталей в период остывания материала. Эта процедура выполняется для создания прочного шва.
Настройка оборудования осуществляется в зависимости от типа металла. Качество соединения деталей зависит от применяемой сварочной технологии, импульса и режимов сжимания элементов конструкции.
Методы и способы
В основе данного типа сварки лежит уже давно известный и достаточно часто практикуемый метод контактной сварки.
В данном случае сварное соединение на поверхности стали, меди, нержавейки либо каких-то других металлов получается за счет определенного нагрева заготовок.
Это происходит за счет того, что через трансформатор ток поступает на поверхность металла и далее на свариваемую поверхность, в результате чего металл пластически деформируется и под определенным сжимающим усилием прочно фиксируется, образуя однородную структуру.
Получаемый таким образом сварной шов должен обязательно соответствовать ГОСТ и обеспечивать прочность соединения на должном уровне.
ВАЖНО ЗНАТЬ: Технология сварки полуавтоматом своими руками
В данном типе сварки электроды не только подают ток на поверхность металлов, но и обеспечивают необходимое сжатие, как клещи. В зависимости от металла подбираются электроды, которые могут иметь самый разный состав.
Их размер и диаметр регламентирует ГОСТ. Следует отметить, что точечная сварка алюминия производится электродами с наконечниками, так как плоские могут привести к образованию вмятин.
В любом случае, клещи должны обеспечивать эффективное прижимное усилие, которое обеспечит качественное сжатие поверхностей. Для более точной работы используется конденсаторная сварка.
Конденсаторная сварка является полным аналогом точечной и обеспечивает скрепление мелких деталей. Используется конденсаторная сварка там, где нужна точность — чаще всего в ремонте техники.
При необходимости на металлическую поверхность наложить заплатку, лучше всего воспользоваться сварочным полуавтоматом. Полуавтоматом можно нанести на металл несколько разновидностей швов.
Данное устройство достаточно часто используют для данного типа сварки в автомастерских или в домашних условиях.
Следует отметить, что сварным полуавтоматом можно получить сварной шов точечного типа и о том, как это сделать, рассказывает видео, размещенное ниже. В данном случае в процесс сварки клещи не участвуют, кроме этого, используются обыкновенные электроды.
Видео:
В любом случае получаемое соединение должно обязательно соответствовать ГОСТ и иметь необходимую прочность. Очень часто для сварки стали, меди, нержавейки или алюминия используется лазерная сварка.
В этом случае металл достигает необходимой температуры не через клещи, а посредством специального излучения — именно так происходит лазерная сварка.
Лазерная сварка характеризуется такими параметрами, как мощность излучения, фокусирующим пятном, а также скоростью подачи металлических листов. Следует отметить, что лазерная сварка имеет свой ГОСТ, который и определяет ее режимы работы.
Схема точечной сварки, а также тип точечного соединения и его принцип во многом зависит от используемого оборудования.
Точечная сварка характеризуется крепким швом, который иногда приходится убирать путем высверливания. Сверло применяется обычно в случае ремонта автомобиля. Именно там приходится высверлить шов.
Нужно отметить, что существует специальное сверло для быстрого высверливания точечной сварки. Сверло лучше купить, а не использовать какое-то подходящее на ваш взгляд сверло. Цена на такое сверло невысока.
Работа высверливания должна быть проделана достаточно аккуратно, чтобы можно было в дальнейшем отремонтировать кузов.
Обозначения по ГОСТу на чертежах
Порядок выполнения работ устанавливается технической документацией. Контактно точечная сварка на чертежах имеет свои обозначения с буквенным кодом. С лицевой стороны наносятся контуры области спайки, крестами обозначаются точки, к которым подводят стрелки с описанием, например ГОСТ 15878-79-Кт-5. Соединения в разрезе выглядят, как заштрихованные плоскости.
Обозначение контактных швов по ГОСТу на чертежах.
Сфера применения и как это работает
Основные отличия контактной точечной сварки:
- кратковременное воздействие на соединяемые элементы;
- малая площадь расплавления материала;
- напряжение – 1-3 В;
- ток – от 2000 А;
- усилие в точке соединения – 10-100 кг.
Благодаря таким особенностям этот вид сварки применяют для спайки металлических изделий, толщина которых не превышает 3 см.
Область применения:
- производство радиоэлектронного оборудования;
- производство автомобилей, авиационной техники;
- строительная сфера и пр.
Точечная сварка получила широкое распространение в промышленности.
Трансформаторы для выполнения точечной сварки используются в автомастерских (устранение вмятин). По этой технологии также осуществляется пайка литиевых батарей ноутбуков.
Разновидности контактной сварки в общем
Контактные соединения подразделяют на 4 группы:
- точечные;
- стыковые;
- шовные;
- рельефные.
Каждый вид сварки имеет свои характеристики, область применения.
Точечный метод
Соединение деталей выполняется точками в одном или нескольких местах. Под воздействием импульсного тока и давлением электродов осуществляется нагревание поверхностей материалов, расплавление и соединение металла.
Рекомендуем к прочтению Как сделать точечную сварку для АКБ 18650
Точечная сварка является наиболее распространенным видом контактной сварки.
Сварка рельефная
Этот вариант спаивания напоминает предыдущий. В этом случае предварительно готовят выпуклые места для соединения. А форма точки зависит не от электрода, а от самой выпуклости.
Рельефная сварка используется при производстве электротехнического оборудования, автомобильной техники.
Создание шва
Шовные соединения получают нанесением в ряд одновременно двух и более точек. Если их наносить внахлест, получаются герметичные швы. Сварка выполняется с использованием одного или нескольких аппаратов.
Шовные соединения получаются в результате нанесения ряда точек.
Такая техника спаивания позволяет получать качественные швы при соединении изделий толщиной до 3 мм. Ее используют для производства стальных и алюминиевых емкостей (канистр, бочек и пр.).
Стык встык
Контактное сваривание встык осуществляется по всей площади соединяемых компонентов.
Работы выполняются одним из 3 способов:
- сопротивлением;
- непрерывным оплавлением места спайки;
- оплавлением с параллельным нагреванием участка соединения.
Первый способ используется для сваривания элементов малого сечения – до 2 см², труб, изготовленных из металлов с малым процентом содержания углерода.
Техника оплавления применяется для деталей с площадью сечения до 10 тыс. см².
Особенности процесса сварки
Точечную сварку активно используют, как в промышленных целях, так и в бытовых.
На производстве, как правило, ее используют при необходимости сварить между собой всевозможные листовые заготовки из стали самых разных марок, в том числе нержавейки, меди, а также многих других категорий цветных металлов.
При помощи нее сваривают профильные заготовки различной толщины и формы, а также пересекающиеся стержни.
В домашних целях точечной сваркой в большинстве случаев пользуются при необходимости произвести ремонт самой разной бытовой техники, если требуется сварить кабель, а также для починки всевозможной кухонной утвари в виде кастрюль и тазов.
Следует отметить, что технология сварки точечного типа состоит из нескольких отдельных этапов. Принцип проведения работы всегда один и тот же.
Для начала заготовки из стали, нержавейки, меди, либо других металлов соединяются между собой в определенном положении, после чего помещаются в станок между электродами и тщательно прижимаются.
Далее запускается трансформатор, обеспечивающий необходимый нагрев металла до пластического состояния, в результате чего происходит требуемая деформация. О том, как сделать точечную сварку сварочным аппаратом полуавтоматом, рассказано на видео ниже.
Видео:
В промышленной сфере на крупных предприятиях в большинстве случаев используют оборудование автоматического типа, в домашних условиях пользуются сварочным полуавтоматом.
В некоторых случаях при использовании точечной сварки можно добиться скорости работы порядка шестисот точек в минуту.
Есть еще одна технология точечной сварки — лазерная, которая позволяет выполнять необходимые работы с большой точностью при максимальной прочности соединения.
Принцип точечной сварки состоит в сильном нагреве рабочих поверхностей металлов, в результате чего и происходит их плавление и далее образование однородной структуры.
Основную роль в сварочном процессе играет импульсная характеристика тока, которая и является основным параметром, обеспечивающим необходимый нагрев.
ВАЖНО ЗНАТЬ: Технология лазерной сварки металлов
Также имеет значение при точечной сварке время, а также сила удержания заготовок, в результате которых металлическая структура кристаллизуется.
Данная импульсная сварка обеспечивает максимальную прочность швов при полной автоматизации самого процесса. К недостаткам можно отнести невозможность выполнить полностью герметичное соединение металлов между собой.
Какие плюсы и минусы имеет
Благодаря высокой производительности и простоте эксплуатации оборудования точечная технология сварки получила широкое применение.
Точечная сварка позволяет быстро и качественно соединить тонкие металлы.
Преимущества:
- при малом расходе электрической энергии агрегат обеспечивает более 100 спаиваний в минуту;
- возможна автоматизация рабочего процесса;
- отсутствует необходимость в применении флюсов, присадок и проволоки;
- получаются прочные соединения без остаточных деформаций.
Недостаток: негерметичные швы. Агрегат работает прерывисто, спайка материалов осуществляется в нескольких отдельных точках.
Точечная сварка своими руками из инвертора
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.
Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.
Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.
Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные.
Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию. - Ручные.
Основной функцией служит передача электротока на электроды.
Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.
Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
| Наименование металла | Температура плавления, Сᵒ |
| Железо (низкоуглеродистая сталь) | ~1400 |
| Медь | ~690 |
| Алюминий | ~430 |
| Цинк | ~1120 |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.
Контактная сварка
Контактная сварка позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Видео по теме контактная сварка своими руками.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.
Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
Требуемое оборудование и электроды
Точечные сварочные агрегаты подразделяют на 2 группы:
- стационарные;
- переносные.
Агрегаты переносного типа отличаются небольшими габаритами и малым весом. Их чаще используют для возведения крупногабаритных металлоконструкций и кузовного ремонта. С помощью такой сварки можно соединять детали толщиной до 5 мм.
Стационарное оборудование используется на производственных предприятиях для изготовления металлических изделий, которые мастер может держать в руках. При серийном производстве с их помощью быстро создаются однотипные соединения. Такие установки достаточно тяжелые и занимают много места, но наличие мощного источника питания позволяет спаивать заготовки толщиной до 8 мм.
Выполнение работ по сварке всегда начинается с подготовки оборудования.
Характеристика используемых электродов для сварных точечных соединений:
- повышенная температурная стойкость – более 600º;
- высокая плотность материала, позволяющая удерживать форму при сжатиях до 6 кг/мм²;
- повышенная электро- и теплопроводность без потери импульсного тока.
Плоские электроды применяют для одно- и двухсторонней сварки. В остальных случаях используют элементы бочкообразной формы.
Советы и рекомендации
Трансформатор для данного типа сварки имеет некоторые отличия от остальных. В данном случае производится точечный нагрев поверхности металла, который обеспечивают специальные клещи, в которых установлены электроды.
При выполнении данного вида соединения размеры металлических листов не играют роли, кроме этого, работы могут вестись, в том числе, и с нержавеющей сталью. При выборе аппарата для домашнего использования главным фактором не должна быть его цена.
Рекомендуется, прежде всего, обратить внимание на функциональные возможности устройства, а также прочностные характеристики соединения.
Также имеет значение и производительность агрегата, и наличие автоматизации самого процесса.
Все устройства данного типа отличаются доступностью выполнения необходимых работ, даже при отсутствии соответствующей квалификации, что делает их доступными и популярными среди домашних мастеров.
Собрать такое устройство можно и самостоятельно.
В этом случае потребуется соответствующий трансформатор, который сможет обеспечить необходимый электрический импульс, а также материал, из которого изготовятся клещи.
Все необходимые элементы следует собрать по определенному принципу и схеме, и если всю работу выполнить не только правильно, но и в соответствии с технологией, то можно будет получить устройство, которое обеспечит прочное соединение между собой самых разных металлов.
О том, как самостоятельно собрать аппарат точечной сварки в домашних условиях, подробно рассказано на видео, которое размещено ниже.
Видео:
Техника безопасности при работах
При эксплуатации агрегатов точечного типа нужно соблюдать правила техники безопасности:
- не должно быть повреждений изоляции электрических кабелей, оголенных контактов;
- агрегат следует заземлить;
- при подсоединении к электросети оборудования контакты должны соответствовать номинальным значениям;
- необходимо использовать дифавтоматы;
- настройка и обслуживание аппарата в процессе эксплуатации осуществляется только после отсоединения от электросети.
Рекомендуем к прочтению Самодельный аппарат для точечной сварки
Проведение сварочных работ связано с повышенной опасностью для сварщика.
Сварщик должен быть в плотной робе, специальной маске или очках, диэлектрических перчатках. При этом надежно изолируется рукоять клещей. Работать в помещении нужно в респираторе, должна присутствовать вытяжка.
Аппарат точечной сварки
Физические принципы, лежащие в основе работы аппаратов точечной сварки, определяют его конструкцию и основные элементы. Ток большой силы предполагает наличие мощного силового трансформатора. Этот трансформатор отличается от большинства своих собратьев наличием вторичной обмотки с малым числом витков, намотанных очень толстым проводом. Это связано с прохождением по нему токов в десятки тысяч ампер.
С силового трансформатора ток поступает на электроды различной конструкции, чаще всего выполненных в форме клещей. Наконечники клещей выполняются из меди, что обеспечивает им малое электрическое сопротивление, в сравнении с сопротивлением свариваемых металлов. Благодаря этой разнице, львиная доля падения напряжения приходится на детали, что и обеспечивает их разогрев. Однако часть тепла выделяется и на электродах, поэтому аппараты точечной варки обязательно имеют систему принудительного охлаждения. Чаще – водяного, реже – воздушного. Качество охлаждающей воды определяется по ГОСТ 297 – 80Е.
Несущий корпус должен имеет достаточную жесткость, чтобы при сжатии электродов не допустить их смещения, превышающего норму. В корпусе расположена и система управления, состоящая из электрических, электронных, пневмо и гидроустройств. Система обеспечивает алгоритм управления всеми частями машины.
И последнее, о чем стоит упомянуть, — это механизм сжатия сварочных электродов. Эти механизмы бывают очень разных конструкций и сложности: от элементарных ручных клещей до мощных узлов, управляемых электроникой, снабженных пневмо- или гидроприводом.
Типы используемых аппаратов
При контактной точечной сварке агрегат способен выдавать разный ток.
По этим признакам оборудование делится на категории:
- с постоянным и переменным током;
- низкочастотное;
- конденсаторное.
Для сваривания стальных сеток на предприятиях используют многоточечные агрегаты, которые позволяют делать соединения одновременно в нескольких местах.
Но самыми востребованными являются одноточечные модели, для которых используется переменный ток.
Виды и типы аппаратов
Существует несколько методов, при которых можно сделать сварное соединение данного типа, а именно, мягкий и жесткий. Исходя из этого, и подбираются аппараты, соответствующие ГОСТ.
В настоящее время для данного типа сварки в специализированных магазинах предлагается большой выбор соответствующих аппаратов, на каждый из которых установлена своя цена.
Цена на сварочный аппарат зависит, в том числе, и от того, какой именно трансформатор установлен. В большинстве случаев на предприятиях установлен станок для данного типа сварки, цена которого достаточно высокая.
Такой станок позволяет выполнять большой объем работы с самым разным металлом. Также станок для данного типа сварки имеет большие функциональные возможности и высокий потенциал работы.
ВАЖНО ЗНАТЬ: Техника сварки тонкого металла инвертором
Кроме этого, на крупных предприятиях используется и лазерная сварка, цена которой также находится на высоком уровне.
В бытовых целях используют более компактные аппараты, в состав которых входят трансформатор определенной мощности и, соответственно, клещи.
Цена на такие мини устройства определяется, исходя из его функциональных возможностей и марки производителя. И станок, и компактный сварочный аппарат обеспечивают точечное соединение меди, стали, нержавейки, а также многих других металлов.
Наиболее востребованной машиной считается споттер, цена которого достаточно доступная. В таких агрегатах отсутствуют специальные клещи, а ток передается через вывод, подсоединенный непосредственно к детали и электроду.
Видео:
Споттер имеет компактные размеры, притом, что прижимное усилие заготовкам передается ручным методом. Его основным достоинством является низкая цена при возможности осуществлять соединение стали, меди, а также нержавейки.
Схема работы споттера достаточно примитивная, при этом качество работы полностью отвечает ГОСТ. В данном устройстве установлен достаточно мощный трансформатор, который и обеспечивает необходимое напряжение.
На видео, которое размещено выше, показана схема работы ручного споттера. При покупке ручного устройства следует учитывать, что цена определяется, исходя из нескольких условий, в том числе и от того, какой именно трансформатор установлен.
Более профессиональное оборудование, такое как лазерная сварка или специальный станок, как правило, в домашних условиях не используется, так как цена на него достаточно высокая.
По каким характеристикам выбирать устройство
При выборе оборудования нужно учитывать следующие параметры: рабочие режимы аппарата, мощность, толщину материла, потребление электричества.
Режимы работы аппарата
В зависимости от свойств тока режим функционирования агрегата может быть жестким или мягким.
В первом случае используют ток большой плотности, сварочный цикл меньше 1.5 с. В таком режиме увеличивается производительность, но соединяемые детали нужно сильно сдавливать. Для работы используют электроды, диаметр которых превышает суммарное сечение спаиваемых элементов в несколько раз.
Сварка может выполняться в жестком или мягком режиме.
Во втором случае применяют ток меньшей плотности, цикл сварки увеличивается до 5 с. Это позволяет снизить давление клещей на заготовки и работать электродами, диаметр которых равен толщине деталей.
Мощность напряжения
Сварочный аппарат можно подсоединять к однофазной линии на 220 В и трехфазной на 380 В. Мощность потребления в зависимости от модели может составлять от 3 до 12 кВт. К стандартной электросети не рекомендуется подключать оборудование, работающее с мощностью выше 5 кВт, т.к. проводка может расплавиться.
Толщина свариваемых листов
Этот параметр определяет максимальное сечение деталей, которые можно проварить агрегатом. При спаивании более толстых заготовок получаются некачественные швы.
Обозначение параметра может быть общим или раздельным. Например, в первом случае – «5 мм», во втором – «2,5+2,5 мм», но значение этих параметров одинаковое.
Промышленные модели, способные сваривать одновременно 3 стальных листа обозначают – «3+3+3 мм».
Экономичность потребления
Дешевые агрегаты предназначены для ручного управления. Некоторые модели работают только на максимальной силе тока, т.к. его регулировка не предусмотрена. Сварщик самостоятельно сжимает клещи, следит за периодом соприкосновения электродов, пока не будет выполнен нужный провар.
Мощность сварочного аппарата – это одна из основных характеристик.
Чтобы шов получился качественным, предварительно трансформатор опробуется на черновых заготовках того же сечения, что и основные элементы. Это делается для определения времени прижима. После этого можно переходить к чистовой работе.
Выпускаются модели, на которых сила тока регулируется – синергетическое (микропроцессорное) управление. Это существенно упрощает выполнение сварочных работ. Оператор указывает на панели прибора тип соединения и толщину заготовок. Механизм управления самостоятельно выбирает оптимальные параметры для работы, включает/отключает подачу тока. Задача мастера – только подносить электроды к месту соединения деталей. Но это дорогое оборудование.
Рекомендуем к прочтению Как сделать аппарат для сварки из микроволновки
Какие дефекты возможны при точечной сварке
В производстве и бытовых условиях востребована многоточечная технология сваривания стальных изделий. Ее используют для соединения тонких деталей. Швы получаются качественными и прочными.
Но не исключены и дефекты:
- Прожог. В изделиях в процессе перегрева материала и стекания стали образуются отверстия и легко отрываются сплавленные кромки. Это происходит при высокой силе тока, избыточной силе сжатия, продолжительном импульсе. Для предупреждения прожогов рекомендуется уменьшить прижим клещей и ток.
- Стекание расплавленного металла. Расплавленный материал способен выйти из ядра из-за продолжительного применения слабого импульса или сильного сжимания клещей. При выполнении сварочных работ сталь выплескивается из точек в виде искр. А при таком продолжительном факторе прочность соединения существенно снижается.
- Непровар. Причиной того, что слабо нагревается ядро, может быть недостаточная сила сжатия и слабый импульс. Непровар возникает при близких точках сварки, т.к. соседняя точка является шунтом, который пропускает через себя часть энергии.
Непровар -это дефект, возникающий в виде несплавления деталей.
Также из-за короткого импульса или плотного прилегания соединяемых деталей может получаться недостаточная площадь расплава. В подобных случаях в одной сварной точке образуется несколько микросплавов, которые суммарно дают более слабое соединение, чем цельная точка.
Исправление ошибок
Точечная бесконтактная или контактная сварка осуществляется согласно разработанной технологии. Но в этой методике есть сложности, способные вызвать различные дефекты. А достаточно сложная диагностика точную картину о виде и качестве шва не дает.
Для устранения дефектов рекомендуется выполнить следующие действия:
- высверлить соединение, повторить спаивание полуавтоматом;
- проварить точечный шов еще раз;
- зачистить наружные выплески материала;
- установить вытяжную или сварную заклепку;
- проковку разогретой точки.
Чтобы не приходилось исправлять недочеты, рекомендуется перед выполнением работ потренироваться на черновых заготовках.
Самоделка или заводской аппарат
Станок для точечной сварки, сделанный своими руками, позволяет сэкономить на кузовном ремонте и спаивании металлических конструкций. Профессиональное оборудование достаточно дорогое. Оно окупается только при выполнении больших объемов работ, т.е. на производстве.
Но для сооружения аппарата своими руками нужно знать его конструкцию, последовательность сборки. Для этого предварительно придется изучать техническую документацию, схемы и инструкции по сборке.
Самодельный агрегат для сварки стальных деталей – это незаменимый инструмент в гараже. С его помощью при необходимости можно подварить собственный автомобиль, собирать металлические конструкции (например, стеллажи), ремонтировать радиотехническое оборудование и т.д.
Для частых работ рекомендуется приобретать заводские аппараты с регулировкой тока для соединения деталей разной толщины, из разных металлических сплавов.
БУ-209: Как работает суперконденсатор?
Суперконденсатор, также известный как ультраконденсатор или двухслойный конденсатор, отличается от обычного конденсатора очень высокой емкостью. Конденсатор накапливает энергию за счет статического заряда, а не за счет электрохимической реакции. Применение перепада напряжения на положительной и отрицательной пластинах заряжает конденсатор. Это похоже на накопление электрического заряда при ходьбе по ковру. Прикосновение к объекту высвобождает энергию через палец.
Существует три типа конденсаторов, самый простой из которых — электростатический конденсатор с сухим сепаратором. Этот классический конденсатор имеет очень низкую емкость и в основном используется для настройки радиочастот и фильтрации. Размер варьируется от нескольких пикофарад (пФ) до микрофарад (мкФ).
Электролитический конденсатор имеет более высокую емкость, чем электростатический конденсатор, и измеряется в микрофарадах (мкФ), что в миллион раз больше, чем пикофарад. Эти конденсаторы используют влажный сепаратор и используются для фильтрации, буферизации и передачи сигналов. Подобно батарее, электростатическая емкость имеет положительные и отрицательные стороны, которые необходимо соблюдать.
Третий тип — суперконденсатор , номинал в фарадах, что в тысячи раз выше электролитического конденсатора. Суперконденсатор используется для хранения энергии, подвергаясь частым циклам зарядки и разрядки при высоком токе и короткой продолжительности.
Фарад — единица измерения емкости, названная в честь английского физика Майкла Фарадея (1791–1867). Один фарад хранит один кулон электрического заряда при приложении одного вольта. Один микрофарад в миллион раз меньше фарада, а один пикофарад опять же в миллион раз меньше микрофарада.
Инженеры General Electric впервые провели эксперименты с ранней версией суперконденсатора в 1957 году, но коммерческого применения не было. В 1966 году Standard Oil случайно заново открыла эффект двухслойного конденсатора, работая над экспериментальными конструкциями топливных элементов. Двойной слой значительно улучшил способность накапливать энергию. Компания не стала коммерциализировать изобретение и передала его по лицензии компании NEC, которая в 1978 году продала технологию как «суперконденсатор» для резервного копирования компьютерной памяти. Так было до 1990-х, достижения в области материалов и методов производства привели к повышению производительности и снижению стоимости.
Суперконденсатор эволюционировал и перешел в аккумуляторную технологию с использованием специальных электродов и электролита. В то время как базовый электрохимический двухслойный конденсатор (EDLC) зависит от электростатического воздействия, в асимметричном электрохимическом двухслойном конденсаторе (AEDLC) используются электроды, подобные батареям, для получения более высокой плотности энергии, но это имеет более короткий срок службы и другие нагрузки, которые разделяются с конденсатором. батарея. Графеновые электроды обещают улучшения суперконденсаторов и аккумуляторов, но до таких разработок осталось 15 лет.
Было опробовано несколько типов электродов, и наиболее распространенные сегодня системы построены на электрохимическом двухслойном конденсаторе на основе углерода, с органическим электролитом и просты в изготовлении.
Все конденсаторы имеют ограничения по напряжению. В то время как электростатический конденсатор может выдерживать высокие напряжения, суперконденсатор ограничен 2,5–2,7 В. Возможны напряжения 2,8В и выше, но с меньшим сроком службы. Чтобы получить более высокое напряжение, несколько суперконденсаторов соединяют последовательно. Последовательное соединение уменьшает общую емкость и увеличивает внутреннее сопротивление. В цепочках из более чем трех конденсаторов требуется выравнивание напряжения, чтобы предотвратить перенапряжение какой-либо ячейки. Литий-ионные аккумуляторы имеют аналогичную схему защиты.
Удельная энергия суперконденсатора колеблется от 1 Втч/кг до 30 Втч/кг, что в 10–50 раз меньше, чем у литий-ионных. Кривая разряда является еще одним недостатком. В то время как электрохимическая батарея обеспечивает постоянное напряжение в используемом диапазоне мощности, напряжение суперконденсатора уменьшается по линейной шкале, уменьшая полезный спектр мощности. (См. BU-501: Основные сведения о разрядке)
Возьмите источник питания на 6 В, который должен разрядиться до 4,5 В, прежде чем оборудование отключится. К тому времени, когда суперконденсатор достигает этого порога напряжения, линейный разряд отдает только 44% энергии; остальные 56% зарезервированы. Дополнительный преобразователь постоянного тока помогает восстановить энергию, находящуюся в диапазоне низкого напряжения, но это увеличивает затраты и приводит к потерям. Батарея с плоской кривой разряда, для сравнения, обеспечивает 9от 0 до 95 процентов своего запаса энергии до достижения порога напряжения.
На рисунках 1 и 2 показаны характеристики напряжения и тока при заряде и разряде суперконденсатора. При зарядке напряжение увеличивается линейно, а ток падает по умолчанию, когда конденсатор заполнен, и нет необходимости в схеме обнаружения полного заряда. Это верно при постоянном токе питания и пределе напряжения, соответствующем номинальному напряжению конденсатора; превышение напряжения может повредить конденсатор.
Напряжение возрастает линейно во время заряда постоянным током. Когда конденсатор заполнен, ток по умолчанию падает. Рис.
2. Профиль разряда суперконденсатора Напряжение при разряде падает линейно. Дополнительный преобразователь постоянного тока поддерживает уровень мощности, потребляя более высокий ток при падении напряжения.
Время заряда суперконденсатора 1–10 секунд. Характеристики заряда аналогичны характеристикам электрохимической батареи, а ток заряда в значительной степени ограничен токоведущей способностью зарядного устройства. Первоначальная зарядка может быть произведена очень быстро, а дополнительная зарядка займет дополнительное время. Необходимо предусмотреть ограничение пускового тока при зарядке пустого суперконденсатора, так как он поглощает все, что может. Суперконденсатор не подвержен перезаряду и не требует обнаружения полного заряда; ток просто перестает течь при заполнении.
В таблице 3 суперконденсатор сравнивается с типичным литий-ионным аккумулятором.
| Функция | Суперконденсатор | Литий-ионный (общий) |
| Время зарядки | 1–10 секунд | 10–60 минут |
| Срок службы | 1 миллион или 30 000 ч | 500 и выше |
| Напряжение ячейки | от 2,3 до 2,75 В | 3,6 В номинальное |
| Удельная энергия (Втч/кг) | 5 (типовой) | 120–240 |
| Удельная мощность (Вт/кг) | До 10 000 | 1 000–3 000 |
| Стоимость за кВтч | 10 000 долларов США (типовой) | 250–1000 долларов США (большая система) |
| Срок службы (промышленный) | 10-15 лет | от 5 до 10 лет |
| Температура заряда | от –40 до 65°C (от –40 до 149°F) | от 0 до 45°C (от 32° до 113°F) |
| Температура нагнетания | от –40 до 65°C (от –40 до 149°F) | от –20 до 60°C (от –4 до 140°F) |
| Саморазряд (30 дней) | Высокий (5-40%) | 5% или менее |
| Cost per kWh | $100 to $ 500 | $1,000 and higher |
The specific energy of ultra- суперконденсаторы высокой плотности с электродами на основе графена имеют рейтинг Втч / кг, аналогичный литий-ионному.
Суперконденсатор можно заряжать и разряжать практически неограниченное количество раз. В отличие от электрохимической батареи, которая имеет определенный срок службы, при циклировании суперконденсатор практически не изнашивается. Возраст также добрее к суперконденсатору, чем к батарее. В нормальных условиях суперконденсатор теряет свою первоначальную 100-процентную емкость до 80 процентов за 10 лет. Применение более высоких напряжений, чем указано, сокращает срок службы. Суперконденсатор не боится ни высоких, ни низких температур, а это преимущество, с которым батареи не могут одинаково хорошо справляться.
Саморазряд суперконденсатора существенно выше, чем у электростатического конденсатора, и несколько выше, чем у электрохимической батареи; этому способствует органический электролит. Суперконденсатор разряжается со 100 до 50 процентов за 30-40 дней. Для сравнения, свинцовые и литиевые батареи саморазряжаются примерно на 5 процентов в месяц.
Сравнение суперконденсатора с аккумулятором имеет свои достоинства, но опора на сходство препятствует более глубокому пониманию этого отличительного устройства. Вот уникальные различия между батареей и суперкапом.
Химический состав батареи определяет рабочее напряжение; заряд и разряд являются электрохимическими реакциями. Для сравнения, конденсатор неэлектрохимический, и максимально допустимое напряжение определяется типом диэлектрического материала, используемого в качестве сепаратора между пластинами. Наличие электролита в некоторых конденсаторах увеличивает емкость, что может вызвать путаницу.
Поскольку суперконденсатор не является химическим, напряжение может расти до тех пор, пока диэлектрик не выйдет из строя. Часто это происходит в виде короткого замыкания. Избегайте превышения указанного напряжения.
ПрименениеСуперконденсатор часто неправильно понимают; это не замена батареи для длительного хранения энергии. Если, например, время зарядки и разрядки превышает 60 секунд, используйте батарею; если короче, то суперконденсатор становится экономичным.
Суперконденсаторы идеальны, когда требуется быстрая зарядка для удовлетворения краткосрочной потребности в энергии; тогда как батареи выбраны для обеспечения долгосрочной энергии. Объединение этих двух элементов в гибридную батарею удовлетворяет обе потребности и снижает нагрузку на батарею, что отражается на более длительном сроке службы. Такие батареи доступны сегодня в семействе свинцово-кислотных.
Суперконденсаторы наиболее эффективны для восполнения перебоев в подаче электроэнергии, длящихся от нескольких секунд до нескольких минут, и могут быть быстро перезаряжены. Маховик обладает аналогичными качествами, и приложением, в котором суперконденсатор конкурирует с маховиком, является испытание Long Island Rail Road (LIRR) в Нью-Йорке. LIRR — одна из самых загруженных железных дорог в Северной Америке.
Чтобы предотвратить провалы напряжения во время ускорения поезда и снизить потребление пиковой мощности, в Нью-Йорке проводится испытание батареи суперконденсаторов мощностью 2 МВт против маховиков, обеспечивающих мощность 2,5 МВт. Обе системы должны обеспечивать постоянную мощность в течение 30 секунд при соответствующей мегаваттной мощности и полностью перезаряжаться за одно и то же время. Цель состоит в том, чтобы добиться регулирования в пределах 10 процентов от номинального напряжения; обе системы должны иметь низкие эксплуатационные расходы и служить 20 лет. (Власти считают, что маховики более прочны и энергоэффективны для этого применения, чем батареи. Время покажет.)
Япония также использует большие суперконденсаторы. Системы мощностью 4 МВт устанавливаются в коммерческих зданиях для снижения потребления электроэнергии в периоды пиковой нагрузки и облегчения нагрузки. Другими приложениями являются запуск резервных генераторов во время отключения электроэнергии и подача электроэнергии до тех пор, пока переключение не стабилизируется.
Суперконденсаторы также нашли важное применение в электрических силовых агрегатах. Благодаря сверхбыстрой зарядке во время рекуперативного торможения и выдаче большого тока при ускорении суперконденсатор идеально подходит в качестве усилителя пиковой нагрузки для гибридных автомобилей, а также для приложений на топливных элементах. Его широкий температурный диапазон и длительный срок службы дают преимущество перед батареей.
Суперконденсаторы имеют низкую удельную энергию и дороги с точки зрения стоимости на ватт. Некоторые инженеры-конструкторы утверждают, что деньги на суперконденсатор лучше потратить на батарею большего размера. В таблице 4 приведены преимущества и недостатки суперконденсатора.
| Преимущества |
|
| Limitations |
[1] Source: PPM Power
[2] Источник: Maxwell Technologies, Inc.
Конденсаторы 101 — iFixit
Вот немного сухой информации, просто чтобы помочь понять, что такое конденсатор и как он вообще работает. Конденсатор — это небольшой (чаще всего) электрический/электронный компонент на большинстве печатных плат, который может выполнять различные функции. Когда конденсатор помещается в цепь с активным током, электроны с отрицательной стороны накапливаются на ближайшей пластине. Отрицательный течет к положительному, поэтому отрицательный является активным выводом, хотя многие конденсаторы не поляризованы. Как только пластина больше не может их удерживать, они вытесняются через диэлектрик на другую пластину, тем самым вытесняя электроны обратно в цепь. Это называется разрядкой. Электрические компоненты очень чувствительны к перепадам напряжения, поэтому скачок напряжения может вывести из строя эти дорогие детали. Конденсаторы передают постоянное напряжение другим компонентам и, таким образом, обеспечивают стабильное питание. Переменный ток выпрямляется диодами, поэтому вместо переменного тока есть импульсы постоянного тока от нуля до пика. Когда конденсатор из линии питания подключен к земле, постоянный ток не будет проходить, но по мере того, как импульс заполняет конденсатор, он уменьшает протекающий ток и действующее напряжение. Пока напряжение питания падает до нуля, конденсатор начинает вытекать свое содержимое, это сгладит выходное напряжение и ток. Поэтому конденсатор помещается в компонент, что позволяет поглощать всплески и дополнять провалы, что, в свою очередь, поддерживает постоянную подачу питания на компонент.
Существует множество различных типов конденсаторов. Они часто используются по-разному в схемах. Слишком знакомые круглые конденсаторы в виде жестяных банок обычно представляют собой электролитические конденсаторы. Изготавливаются из одного или двух листов металла, разделенных диэлектриком. Диэлектриком может быть воздух (простейший конденсатор) или другие непроводящие материалы. Металлические пластины из фольги, разделенные диэлектриком, затем сворачиваются, как фруктовый рулет, и помещаются в банку. Они отлично подходят для объемной фильтрации, но не очень эффективны на высоких частотах.
Вот конденсатор, который некоторые еще помнят со времен старого радио. Это многосекционный консервный конденсатор. Этот конкретный конденсатор представляет собой счетверенный (4) секционный конденсатор. Все это означает, что в одной банке содержится четыре отдельных конденсатора с разными номиналами.
Дисковые керамические конденсаторы идеально подходят для высоких частот, но не годятся для объемной фильтрации, поскольку керамические дисковые конденсаторы имеют большие размеры при более высоких значениях емкости. В цепях, где жизненно важно поддерживать стабильность источника напряжения, обычно параллельно с керамическим дисковым конденсатором используется большой электролитический конденсатор. Электролитический будет выполнять большую часть работы, в то время как маленький керамический дисковый конденсатор будет отфильтровывать высокие частоты, которые пропускает большой электролитический конденсатор.
Затем идут танталовые конденсаторы. Они маленькие, но имеют большую емкость по отношению к их размеру, чем керамические дисковые конденсаторы. Они более дорогие, но находят широкое применение на печатных платах небольших электронных устройств.
Несмотря на то, что старые бумажные конденсаторы неполярные, они имели черные полосы на одном конце. Черная полоса указывала, на каком конце бумажного конденсатора была металлическая фольга (которая действовала как экран). Конец с металлической фольгой был подключен к земле (или наименьшему напряжению). Основная цель экрана из фольги заключалась в том, чтобы продлить срок службы бумажного конденсатора.
Вот тот, который нас, скорее всего, интересует больше всего, когда речь идет об iDevices. Они очень малы по сравнению с ранее перечисленными конденсаторами. Это крышки для устройств поверхностного монтажа (SMD). Несмотря на то, что они миниатюрны по размеру по сравнению с предыдущими конденсаторами, функция остается прежней. Одним из важных, помимо номиналов этих конденсаторов, является их «упаковка». Размер этих компонентов стандартизирован, т. е. упаковка 0201 — 0,6 мм x 0,3 мм (0,02 дюйма x 0,01 дюйма). Размер корпуса керамических SMD-конденсаторов такой же, как у SMD-резисторов. Это делает почти невозможным визуально определить, конденсатор это или резистор. Вот хорошее описание индивидуального размера на основе номеров пакетов.
SMD на печатной плате
Большие SMD
Определение емкости конденсатора может быть выполнено несколькими способами. Номер один, конечно, маркировка на самом конденсаторе.
Емкость этого конкретного конденсатора составляет 220 мкФ (микрофарад) с допуском 20%. Это означает, что она может быть где-то между 176 мкФ и 264 мкФ. Он имеет номинальное напряжение 160В. Расположение выводов показывает, что это радиальный конденсатор. Оба вывода выходят с одной стороны по сравнению с осевым расположением, когда один вывод выходит с любой стороны корпуса конденсатора. Также полоска со стрелкой сбоку конденсатора указывает на полярность, стрелки указывают на отрицательный контакт .
Теперь главный вопрос, как проверить конденсатор на предмет замены.
Для проверки конденсатора, когда он все еще установлен в цепи, потребуется измеритель ESR. Если конденсатор удален из цепи, то можно использовать мультиметр, настроенный как омметр, , но только для выполнения проверки по принципу «все или ничего» . Этот тест покажет только, полностью ли разряжен конденсатор или нет. Он , а не определит, в хорошем или плохом состоянии находится конденсатор. Чтобы определить, работает ли конденсатор с правильным значением (емкостью), потребуется тестер конденсатора. Конечно, это справедливо и для определения номинала неизвестного конденсатора.
Счетчик, используемый для этой Wiki, самый дешевый из доступных в любом универмаге. Для этих тестов также рекомендуется использовать аналоговый мультиметр. Он покажет движение более наглядно, чем цифровой мультиметр, который отображает только быстро меняющиеся числа. Это должно позволить любому выполнить эти тесты, не тратя целое состояние на что-то вроде измерителя Fluke.
Всегда разряжайте конденсатор перед его проверкой, если этого не сделать, это будет шокирующим сюрпризом. Очень маленькие конденсаторы можно разрядить, соединив оба провода отверткой. Лучший способ сделать это — разрядить конденсатор через нагрузку. В этом случае для этого подойдут кабели типа «крокодил» и резистор. Вот отличный сайт, показывающий, как сконструировать разгрузочные инструменты.
Чтобы проверить конденсатор с помощью мультиметра, установите мультиметр на показания в диапазоне высоких сопротивлений, где-то выше 10 кОм и 1 м Ом. Прикоснитесь измерительными проводами к соответствующим выводам на конденсаторе, красный к положительному, а черный к отрицательному. Индикатор должен начинаться с нуля, а затем медленно двигаться к бесконечности. Это означает, что конденсатор находится в рабочем состоянии. Если счетчик остается на нуле, конденсатор не заряжается через батарею счетчика, что означает, что он не работает.
Также совместим с крышками SMD. Тот же тест со стрелкой мультиметра, медленно движущейся в том же направлении.
Еще один тест, который можно провести с конденсатором, — это тест напряжения. Мы знаем, что конденсаторы хранят разность потенциалов зарядов на своей пластине, то есть напряжения. Конденсатор имеет анод с положительным напряжением и катод с отрицательным напряжением. Один из способов проверить, работает ли конденсатор, — зарядить его напряжением, а затем считать напряжение на аноде и катоде. Для этого необходимо зарядить конденсатор напряжением, а на выводы конденсатора подать постоянное напряжение. В этом случае очень важна полярность. Если этот конденсатор имеет положительный и отрицательный выводы, это поляризованные конденсаторы (электролитические конденсаторы). Положительное напряжение пойдет на анод, а отрицательное на катод конденсатора. Не забудьте проверить маркировку на проверяемом конденсаторе. Затем подайте напряжение, которое должно быть меньше напряжения, на которое рассчитан конденсатор, на несколько секунд. В этом примере конденсатор на 160 В будет заряжаться током 9V постоянного тока на несколько секунд.
После завершения зарядки отсоедините батарею от конденсатора. Используйте мультиметр и измерьте напряжение на выводах конденсатора. Напряжение должно быть около 9 вольт. Напряжение быстро разряжается до 0 В, потому что конденсатор разряжается через мультиметр. Если конденсатор не удерживает это напряжение, он неисправен и должен быть заменен.
Проще всего конечно будет проверить конденсатор емкостным измерителем. Вот осевой GPF FRAKO 1000 мкФ 40 В с допуском 5%. Проверить этот конденсатор с помощью измерителя емкости несложно. На этих конденсаторах плюсовой вывод помечен. Подсоедините положительный (красный) провод от мультиметра к нему, а отрицательный (черный) к противоположному. Этот конденсатор показывает 1038 мкФ, явно в пределах допуска.
Проверка конденсатора SMD может быть затруднена громоздкими щупами. Можно либо припаять иглы к концам этих зондов, либо вложиться в какой-нибудь умный пинцет. Предпочтительным способом будет использование умного пинцета.
Некоторые конденсаторы не требуют проведения испытаний для определения отказа. Если при визуальном осмотре конденсаторов обнаружены какие-либо признаки вздутия, их необходимо заменить. Это самая распространенная неисправность в блоках питания. При замене конденсатора крайне важно заменить его конденсатором того же или большего номинала. Никогда не субсидируйте конденсатор меньшей стоимости.
Если конденсатор, подлежащий замене или проверке, не имеет маркировки, потребуется схема. На изображении ниже показано несколько символов для конденсаторов, которые используются на схеме.
Этот отрывок из схемы iPhone показывает символ конденсаторов, а также значения этих конденсаторов.
Эта Вики содержит лишь основные сведения о том, что нужно искать в конденсаторе, она никоим образом не является полной. Чтобы узнать больше о любом из распространенных электронных компонентов, существует множество хороших онлайн-курсов и офлайн-курсов.
Eaton Electronics
Maxwell
Digikey
Mouser
Катушка Тесла: проектирование, конструкция и руководство по эксплуатации
Схема катушки Тесла
Конструкция катушки
Это основная схема катушки Тесла. На схеме показан статический разрядник. Если вы используете вращающийся искровой разрядник, просто замените статический разрядник (проводка такая же). Старые схемы иногда меняют расположение искрового промежутка и первичной катушки. Катушка Тесла будет работать в любой конфигурации, но по некоторым техническим причинам конфигурация, показанная на схеме, предпочтительнее.
Корпус NST должен быть заземлен. Есть некоторые споры о том, что является подходящей основой для NST. Некоторые выступают за подключение его к ВЧ-земле, другие считают, что его следует подключать к заземлению сети. На схеме я показал переключатель, указывающий, что заземление может быть подключено к любому из них.
top
Источник питания
Конструкция
Трансформаторы неоновых вывесок (NST) являются предпочтительными источниками питания. Я упомяну некоторые другие типы блоков питания позже в этом разделе. Вы должны выбрать трансформатор, который подает не менее 5 кВ, иначе у вас могут возникнуть проблемы с несрабатыванием искрового разрядника.
Если NST имеет цепь GFCI (также известную как GFI или прерыватель замыкания на землю), он «отключит» или автоматически отключит NST, когда обнаружит необычный ток на выходе NST. К сожалению, катушки Тесла производят пики тока, которые часто заставляют схему GFCI отключать NST, что делает NST с цепями GFCI ненадежными в катушке Теслы. NST со схемой GFCI обычно имеют кнопку сброса GFCI где-то на корпусе или, возможно, под верхней крышкой. Возможно перемонтировать и обойти цепь GFCI в NST, хотя это может быть очень сложным процессом в зависимости от сложности и расположения проводки GFCI. Адам Джонсон сообщил, что он может использовать NST с GFCI при использовании с фильтром Терри. Более новые, небольшие NST на самом деле представляют собой твердотельные источники питания, которые обычно не подходят для катушек Теслы. я настоятельно рекомендуется использовать старую модель NST для питания катушки Тесла. Хороший NST должен быть очень тяжелым и содержать только первичную обмотку, вторичную обмотку и металлический сердечник (и, возможно, немного герметика). Выходная частота должна совпадать с входной частотой (50 или 60 Гц).
Этот защищенный авторским правом материал был незаконно использован без разрешения владельца. Пожалуйста, посетите сайт www.teslacoildesign.com для получения оригинальной и самой последней версии этого материала.
NST обычно довольно легко получить, и они достаточно надежны при использовании с надлежащей схемой защиты. Подержанные NST часто намного дешевле новых. Их можно найти в магазинах вывесок и центрах утилизации/переработки. Обычно они либо работают, либо нет. Чтобы проверить NST, просто подключите его к сетевому напряжению (настенной розетке) и убедитесь, что он будет создавать дуги между выходными клеммами или каждой выходной клеммой с корпусом (при условии, что корпус заземлен).
Если NST умирает, причиной смерти иногда может стать дуга, пробившая внутренний материал заливки. Заливка — изолятор, обычно твердое, похожее на смолу вещество. NST можно воскресить, сняв верхнюю часть корпуса и нагрев NST над грилем, чтобы расплавить заливочный материал. Выпекать в духовке не рекомендуется из-за токсичных паров и утечки заливочного материала. Как только заливка расплавится, ее можно перемешать, чтобы удалить короткое замыкание, или вылить и заменить трансформаторным маслом. Этот процесс очень запутанный и, вероятно, не стоит усилий, если удастся найти другой NST. Использование растворителей для растворения герметика также может быть вариантом.
NST имеют шунты или металлические пластины между первичной и вторичной обмотками, что ограничивает ток даже при коротком замыкании на выходе. Ограничение тока делает NST более надежными, чем другие трансформаторы. Шунты можно снять, чтобы обеспечить немного больший ток, но вероятность повреждения обмотки возрастает.
Первичная сторона низкого напряжения NST должна быть подключена через сетевой фильтр, подключенный к сети дома или здания. Крышка PFC должна быть подключена к первичным клеммам, но NST может работать без нее. Общие выходные мощности NST 9кВ, 12 кВ или 15 кВ при 30 мА или 60 мА.
NST могут быть подключены параллельно для подачи дополнительного тока на катушку Тесла. Не пытайтесь соединить их последовательно, дополнительное напряжение приведет к короткому замыканию вторичных обмоток и повреждению NST. NST с разным выходным током можно включать параллельно, но если выходные напряжения сильно различаются (более нескольких вольт), один NST начнет перегреваться. Выполните эту процедуру, чтобы проверить совместимость NST…
- Определите фазу выходов NST, проверив дуги между выходными клеммами NST. Соединение выходной клеммы одного NST с выходной клеммой второго NST (оставляя небольшой искровой разрядник). Если вы видите дугу, клеммы не в фазе.
- Пометьте выходные клеммы, находящиеся в фазе. Также пометьте входные клеммы низкого напряжения, так как переключение одной из входных клемм изменит фазу выходных клемм.
- Подключите резистор 1 кОм 1/4 Вт между выходными клеммами, которые находятся в фазе.
- Запустите NST на несколько минут, отключите питание от NST и убедитесь, что резистор горячий.
Если резистор кажется горячим, значит, через NST протекает слишком большой ток, и их нельзя использовать параллельно.
Можно использовать и другие трансформаторы, такие как воспламеняющие трансформаторы масляных горелок (OBIT), сверхвысокочастотные трансформаторы (MOT) или распределительные трансформаторы, используемые в энергосистеме, которые часто можно увидеть на телефонных столбах и иногда называют «полюсными скребками». Свиней-шестов иногда отдают энергетические компании, но они чрезвычайно опасны и тяжелы.
Полюсные свиньи не имеют ограничений по току и могут легко вас убить. Некоторые из них могут содержать опасные химические вещества, такие как ПХД. Я не рекомендую использовать полюсные свиньи для питания катушки Тесла, если только вы не действительно знаешь, что делаешь!
Другой вариант блока питания — бомбардировочный трансформатор. Моя информация ограничена, но, похоже, это мощные трансформаторы, используемые для изготовления неоновых вывесок. Обычно они работают около 450-800 мА при 22-26 кВ. Очевидно, они очень тяжелые (150-200 фунтов), дорогие и их трудно найти. Я добавлю больше информации, как я узнаю больше.
top
Первичные конденсаторы (MMC)
Конструкция
Первичный конденсатор используется с первичной катушкой для создания первичной LC-цепи.
Первичный конденсатор обычно состоит из нескольких десятков конденсаторов, соединенных последовательно/параллельно, и называется мульти-мини-конденсатором (MMC). Можно использовать один конденсатор импульсного типа, но его сложнее найти, его нельзя отрегулировать и сложнее заменить. Кроме того, когда MMC выходит из строя, это обычно можно исправить, заменив отдельный конденсатор в массиве, но если выходит из строя импульсный конденсатор, его необходимо заменить.
Могут быть изготовлены другие типы конденсаторов, в том числе крышки для пивных бутылок с соленой водой, крышки из свернутой алюминиевой фольги и пластинчатые крышки. Самодельные конденсаторы обычно требуют много работы и часто выходят из строя. Крышки от бутылок с соленой водой неэффективны, и трудно понять, с какой емкостью вы работаете. Сворачивание или укладка колпачков со слоями алюминиевой фольги и пластиковых изоляторов не дали особых результатов. Часто пластик имеет микроскопические отверстия или слабые места, которые быстро замыкаются. Небольшие воздушные карманы между слоями нагреваются и могут взорваться. Свернутые и уложенные друг на друга колпачки необходимо погружать в масло, чтобы уменьшить коронный разряд, который может привести к беспорядку. Несмотря на более высокую стоимость, я рекомендую использовать колпачки заводского производства. Первичный конденсатор работает в чрезвычайно сложных условиях. Он подвергается воздействию высокого напряжения и очень короткого времени цикла зарядки/разрядки. Фабричные бейсболки могут переносить эти условия намного лучше, чем все, что большинство из нас может сделать самостоятельно дома.
Этот защищенный авторским правом материал был незаконно использован без разрешения владельца. Пожалуйста, посетите сайт www.teslacoildesign.com для получения оригинальной и самой последней версии этого материала.
Крышки обычно рассчитаны на напряжение переменного и постоянного тока. При использовании колпачков в качестве основного конденсатора в катушке Тесла они будут заряжаться и разряжаться только в течение очень короткого времени. Поскольку колпачки «импульсные», мы можем использовать номинал VDC при разработке MMC. Хотя это кажется странным, рейтинг VAC следует игнорировать.
Обычно в массиве MMC используются конденсаторы от 1,6 кВ до 2 кВ. Несколько конденсаторов соединены последовательно, чтобы обеспечить адекватное номинальное напряжение. Хорошей практикой является создание MMC таким образом, чтобы оно выдерживало пиковое напряжение в 2 или 3 раза выше, чем у NST. Например, при использовании источника питания со среднеквадратичным значением 15 кВ (15000 * 1,414 = пиковое значение 21 кВ) MMC должна иметь минимальное номинальное напряжение от 40 до 60 кВ. Тем не менее, крышки хорошего качества могут работать ближе к их указанному рейтингу. Терри Фриц протестировал три конденсатора CD942C20P15K при их номинальном постоянном напряжении, и они проработали 75 часов, прежде чем вышли из строя. Хотя 75 часов могут показаться недолгим сроком службы, большинство катушек Теслы работают только с короткими интервалами. Типичный MMC будет иметь около дюжины крышек в каждой серии. Обычно несколько последовательных цепочек подключаются параллельно, чтобы обеспечить достаточную емкость. В программе TeslaMap есть калькулятор MMC, который упрощает и ускоряет проектирование MMC.
Многие люди в конечном итоге модернизируют свои катушки Тесла, переключаясь на вращающийся разрядник или добавляя дополнительные NST. Оба эти изменения повлияют на требуемую емкость MMC. При планировании и сборке MMC целесообразно учитывать будущие обновления. MMC может быть сконструирован с точками отвода между конденсаторами, чтобы можно было легко регулировать емкость массива. Также рекомендуется оставить место для добавления дополнительной цепочки конденсаторов в будущем. Иногда крышка в MMC может выйти из строя, поэтому MMC должна быть спроектирована таким образом, чтобы можно было заменять отдельные крышки.
Колпачки MMC могут взорваться (на самом деле просто лопнуть) и/или загореться при выходе из строя. MMC должен быть сконструирован и расположен таким образом, чтобы свести к минимуму повреждения в случае выхода из строя крышки.
Всегда припаивайте стабилизирующие резисторы параллельно каждому конденсатору. Высокое сопротивление позволит конденсаторам медленно разряжаться и не даст им удерживать опасный заряд.
Резистор от 1 МОм до 10 МОм должен быть подключен к каждому конденсатору, чтобы крышки не удерживали опасный заряд. Я рекомендую использовать высоковольтные «металлопленочные» или «толстопленочные» резисторы. Они обычно доступны с номинальным напряжением 3,5 кВ и выше. Высоковольтные резисторы с номинальной мощностью 1/2 Вт и 1 Вт обычно имеют более высокое номинальное напряжение, чем резисторы 1/4 Вт. Некоторые высоковольтные резисторы физически длинные, поэтому я рекомендую вам проверить указанную длину, чтобы убедиться, что резисторы можно легко подключить параллельно вашим конденсаторам. Разгрузочные резисторы не должны находиться в непосредственном контакте с корпусом конденсатора, так как это может привести к возникновению дуги (см. спецификацию резистора «выдерживаемое напряжение диэлектрика»). Хорошей идеей будет припаять резисторы к противоположной стороне преф-платы или к тому, на что вы устанавливаете колпачки. При подключении MMC лучше всего скрутить выводы конденсатора, а затем припаять. Не утруждайте себя травлением медных дорожек на печатной плате. Тонкая медь не может выдержать ток в MMC.
Я рекомендую, чтобы все соединения в MMC были как можно короче, особенно соединения, которые соединяют цепочки разных серий. Длинные или плохие соединения между последовательными цепями могут создать дисбаланс тока через них. Струны, расположенные ближе всего (с наименьшим сопротивлением) к основному соединению, получат больший ток.
Важно использовать правильный тип заглушек в MMC. Большинство колпачков быстро выходят из строя при использовании в катушке Тесла. Ищите эти качества в хорошей кепке MMC:
- Крышки из полипропилена
- Металлические «фольговые» электроды, особенно электроды из фольги
- Высокий рейтинг dV/dT (мин. 1000–2000 В/мкс)
- Максимальный среднеквадратичный ток (минимум 10–15 А)
- Максимальный пиковый ток (не менее нескольких сотен ампер)
- Способность к самовосстановлению
Избегайте «металлизированной» или «металлической пленки» (металлическая пленка слишком тонкая, чтобы выдерживать токи катушки Тесла). Избегайте полиэфирных конденсаторов.
dV/dT является важной характеристикой конденсаторов катушки Тесла. Он указывает, как быстро может измениться напряжение в конденсаторе. Катушки Тесла работают при высоких напряжениях и высоких частотах, поэтому важно использовать конденсаторы с высокими значениями dV/dT. dV/dT обычно указывается как V/uS. dV/dT рассчитывается как:
dV/dT = 2 x pi x Vpeak x Частота
Например:
Если у нас есть MMC, работающий на 15 кВ RMS (15000 * 1,414 = 21 кВ пик), но в нашей MMC есть конденсаторы 10 серий, поэтому каждый конденсатор имеет 2,1 кВ. Предположим, что резонансная частота составляет 160 кГц. dV/dT рассчитывается следующим образом.
dV/dT = 2 x pi x Vpeak x частота
dV/dT = 2 x pi x 2121 x 160000
dV/dT = 2132261765 В/с В этих условиях следует выбирать конденсаторы с минимальным значением dV/dT около 2000 В/мкс. Вы можете использовать dV/dT для оценки пикового тока, используя следующий расчет:
Ipeak = емкость * dV/dT
Используя наше dV/dT сверху с конденсатором 0,056 мкФ:
Ipeak = 0,000000056 * 2132261765
4
= 1190,4 Ампер
Ниже приведен список хороших/плохих конденсаторов, который был создан много лет назад несколькими производителями катушек Tesla. Некоторые шапки могут быть недоступны. Значение VDC используется, потому что конденсаторы в катушке Тесла имеют импульс.
Рекомендуемые колпачки MMC
| Производитель | Номер детали | Напряжение (В постоянного тока) | Значение (мкФ) |
|---|---|---|---|
| Корнелл Дубилье | Серия 941C (1) 942C20P15K 942C16P15K 942C20P10K 942C20S47K 942C20S68K Серия 942C не тестировалась* Серия 943C не тестировалась* | 600-3000 2000 1600 2000 2000 ? 1600 — 2000 1600 — 2000 | 0,01-4,7 0,15 0,15 0,1 0,047 0,068 |
| Панасоник | ECW-h26473JV ECW-h26563JV Серия ECW-H не тестировалась* | 1600 | 0,047 0,056 .0047-.056 |
| Сикор | КП25 | 1600 | 0,047 |
| СБ Электроникс | 16ПСС50 | 1600 | 0,05 |
| Аркотроникс | РС-114-474 КП1-72 | 1500 | 0,047 0,1 |
| Вима | ФКП-1 ФКП-4 непроверенный* | | |
| Филипс | КП/ММКП КП/ММКП-376 | 2000 1600 | 0,0047 0,056 |
| Мэллори | ПВХ1611 | 1600 | 0,01 |
| Иллинойс Кап. | 683ППБ202К 683ППБ102К | 2000 1000 | 0,068 |
| Компоненты BC | БК1971-НД | 1600 | 0,01 |
| Evox RIFA (Кермент) | PHE450 (2) | 2000 | 0,15 |
* Не все колпачки, перечисленные в этой строке, были протестированы. Они должны работать с , но проверьте характеристики конденсатора (dV/dT, среднеквадратический ток и т. д.)0002 Не рекомендуется для колпачков MMC
Примечание. Некоторые из этих колпачков могут работать с катушкой Теслы, но они имеют плохие характеристики dV/dT и выйдут из строя раньше, чем рекомендованные колпачки.
| Производитель | Номер детали | Напряжение (В постоянного тока) | Значение (мкФ) |
|---|---|---|---|
| Корнелл Дубилье | 940C20S33K избегать серии 940 | 2000 | 0,033 |
| Филипс | МКП336-2 | ||
| Г. Е. | 42Л4102 | 3000 | 0,01 |
| Г.Е. | 42L3332 | 2000 | 0,33 |
Этот защищенный авторским правом материал был незаконно использован без разрешения владельца. Пожалуйста, посетите сайт www.teslacoildesign.com для получения оригинальной и самой последней версии этого материала.
NST плохо работают с резонансной емкостью. Крышка резонирующего размера может вызвать состояние, известное как резонансное повышение, которое приводит к увеличению напряжения в первичной цепи намного выше нормального уровня. Эти высокие напряжения могут легко повредить NST, поэтому NST следует использовать только с первичными конденсаторами с большим резонансом (LTR). Чтобы свести к минимуму риск возникновения резонанса в первичном контуре, я использую MMC с 1,618-кратным размером резонатора. Соотношение 1:1,618 известно как число Пи или золотое сечение. Любые два числа в этом отношении будут иметь наименьшее количество общих кратных, что практически исключает вероятность резонанса. Кроме того, конденсаторы LTR будут передавать наибольшую мощность через катушку Тесла.
Конденсаторы можно заказать в Интернете, хотя их может быть трудно найти. Иногда коллега-намотчик заказывает несколько сотен и перепродает их другим намотчикам. Хорошей отправной точкой должны стать следующие ссылки:
Tesla Stuff
octopart.com
Параллельно с первичной емкостью должен быть размещен предохранительный зазор для защиты конденсатора от скачков напряжения. Однако не следует допускать короткого замыкания крышек непосредственно через предохранительный зазор, потому что быстрый разряд вызовет нагрузку на крышки. Чтобы предохранительный зазор не закорачивал конденсаторы (что почти так же плохо, как и скачки напряжения), последовательно с защитным зазором должен быть включен резистор большой мощности и низкого номинала (несколько Ом). Резистор не должен быть проволочным, так как он может иметь индуктивность и создавать нежелательные эффекты. Закалка в безопасном зазоре не требуется.
top
Искровой разрядник
Конструкция
Искровой разрядник используется в качестве переключателя для мгновенного подключения первичного конденсатора к первичной обмотке. Когда зазор закорочен, крышка может разряжаться в катушку.
Можно использовать многие конструкции искрового разрядника. Искровые разрядники бывают двух основных конструкций: статические и поворотные. Когда электроды зазора неподвижны, зазор называется «статическим» зазором. Во вращающемся зазоре используются вращающиеся электроды.
Самая простая конструкция зазора представляет собой статический зазор, состоящий из 2 болтов, проводов, ручек выдвижных ящиков или других проводников, которые действуют как электроды. Электроды должны быть гладкими и закругленными, без острых краев, которые могут привести к неравномерному замыканию зазора. Зазор между электродами устанавливается определенной ширины. Ширина определяет напряжение, необходимое для замыкания промежутка. Идеальный зазор будет коротким, как только первичный конденсатор достигнет своего пикового напряжения. Зазор должен быть сконструирован таким образом, чтобы можно было легко регулировать его ширину. Ручки, навинченные на болты, являются хорошим выбором. Отрегулировать ширину зазора так же просто, как повернуть ручку или болт.
Статические гэпы просты и легки, но у них есть некоторые недостатки. Часто зазор будет продолжать замыкаться после того, как напряжение на конденсаторе упадет значительно ниже своего пикового значения и даже ниже напряжения, необходимого для замыкания зазора. Это происходит потому, что воздух между зазором становится ионизированным, когда зазор замыкается. Ионизированный воздух обладает большей проводимостью и позволяет зазору оставаться накоротко. Производительность статического зазора может быть улучшена путем продувки зазора воздухом. Это называется «гашением» разрыва. Цель тушения – выдуть из зазора ионизированный воздух. Я использовал 12-вольтовые компьютерные вентиляторы, другие использовали двигатели от пылесосов. Как правило, чем больше воздуха вы можете продуть через зазор, тем лучше.
В конструкции Richard Quick (RQ) используется несколько медных трубок для разделения искрового промежутка на несколько меньших промежутков. Конструкция Richard Quick обычно работает лучше, чем стандартный статический зазор с двумя электродами.
Улучшением простого статического зазора является поворотный зазор. Вращающийся зазор использует двигатель для вращения электродов зазора, который может точно контролировать замыкание зазора. Для привода вращающегося зазора можно использовать два разных типа двигателей; синхронный и асинхронный (также называемый «синхронным» и «асинхронным»). Синхронные двигатели вращаются синхронно с частотой сети (50 или 60 Гц). Синхронные двигатели всегда будут работать с частотой, кратной входной частоте. Общие скорости 1200 об/мин, 1800 об/мин и 3600 об/мин для входных частот 60 Гц. Асинхронные двигатели не вращаются синхронно с частотой сети.
Вращающиеся зазоры бывают двух основных конструкций: дисковые и пропеллерные. Дисковая конструкция более распространена и использует диск, установленный на валу двигателя. Диск имеет электроды, расположенные по краю, которые вращаются и выстраиваются в линию с неподвижными электродами для создания искрового промежутка. Конструкция пропеллера похожа на пропеллер самолета. Электрод установлен на валу двигателя (но изолирован от вала) и вращается, чтобы выровняться с неподвижными электродами для создания искрового промежутка.
Меньшие или более слабые синхронизирующие двигатели могут иметь проблемы с вращением диска или пропеллера. В этом случае двигатель может не запуститься или потерять синхронизацию. Когда двигатель теряет синхронизацию, он попытается повторно синхронизироваться. В это время число оборотов в минуту будет немного меняться, так как двигатель «охотится» за синхронизирующим числом оборотов в минуту. Если это проблема, то более легкий зазор винта является хорошим решением. Вращательная мощность синхронного двигателя называется крутящим моментом и обычно измеряется в дюймах на унцию (дюйм-унциях). Крутящий момент может быть сложным, поэтому я предпочитаю использовать ватты при работе с синхронными двигателями. Для большинства вращающихся искровых разрядников мощность двигателя должна составлять не менее 10–15 Вт. Больше всегда лучше. У меня не было большого успеха с 5-ваттными синхронными двигателями.
Необходимо соблюдать осторожность, чтобы электрод не вылетел из зазора на высоких скоростях. Вращающиеся зазоры всегда должны быть установлены в коробе или иметь несколько стенок, чтобы в них помещался незакрепленный пропеллер, диск или электрод. Терри Блейк (Terry Blake) имеет много информации о безопасности зазоров здесь: http://www.tb3.com/tesla/sparkgaps/safety.html
Обычно зазор предназначен для короткого замыкания или «разрыва» 120 раз в секунду (120 бит/с). ) при работе от сети 60 Гц. Это будет соответствовать зарядке первичной конденсаторной батареи 60 Гц. Может показаться, что искровой разрядник будет срабатывать в два раза быстрее требуемой частоты, но помните, что форма волны 60 Гц включает положительный и отрицательный пики, поэтому разрядник срабатывает на обоих пиках.
Этот защищенный авторским правом материал был незаконно использован без разрешения владельца. Пожалуйста, посетите сайт www.teslacoildesign.com для получения оригинальной и самой последней версии этого материала.
Необходимо выбрать количество электродов, чтобы обеспечить скорость 120 ударов в секунду в зависимости от оборотов двигателя. В следующей таблице перечислены электроды, необходимые для производства 120 BPS с различными оборотами двигателя.
RPM = число оборотов в минуту
RPS = число оборотов в секунду
BPR = количество остановов на оборот (требуется для 120 BPS)
Скорость двигателя синхронизации и требуемые электроды
| Об/мин | РПС | БПР | Электроды |
|---|---|---|---|
| 3600 | 60 | 2 | 2 |
| 1800 | 30 | 4 | 4 |
| 1200 | 20 | 6 | 6 |
| 900 | 15 | 8 | 8 |
Я не рекомендую диски диаметром менее 5 дюймов, особенно с двигателями с высокими оборотами, поскольку они могут создать в зазоре вихревое облако ионизированного газа.
Старые двигатели синхронизации можно найти на проигрывателях или старом оборудовании компьютерных катушек. Некоторые из них были найдены в магазинах военных запасов. Новые можно заказать онлайн. Hurst and Oriental Motor делает хорошие моторы.
У Терри Блейка много полезной информации о вращающихся искровых разрядниках здесь: http://www.tb3.com/tesla/sparkgaps/index.html
Искровые разрядники должны выдерживать чрезвычайно высокие токи. На поверхности большинства электродов быстро появляются ожоги и точечная коррозия. Вольфрам — хороший выбор электродов искрового промежутка. У него самая высокая температура плавления среди всех металлов, поэтому он устойчив к образованию заусенцев и точечной коррозии. Его можно найти в качестве сварочных стержней, сверл и т. д. Вольфрамовые сварочные стержни бывают нескольких различных типов, каждый из которых имеет разные свойства. Стержни имеют цветную полосу на конце, чтобы определить тип стержня. Код цвета:
| Цвет | Добавка |
|---|---|
| Зеленый | Чистый |
| Красный | Торированный |
| Черный, золотой или синий | Лантанат |
| Белый или коричневый | Цирконированный |
| Оранжевый | Сериал |
| Серый | Редкоземельные элементы |
Примечание. Цветовой код может различаться между странами.
Торированные вольфрамовые сварочные стержни содержат очень небольшое количество радиоактивного тория.
Торий является радиоактивным элементом и может быть опасен для здоровья. Всегда используйте солнцезащитную маску при шлифовке или резке торированного вольфрама. Тщательно очистите от шлифовальной пыли и вымойте руки. Будьте осторожны, чтобы не вдыхать и не глотать пыль от торированного вольфрама. Если в ваших искровых разрядниках используется торированный вольфрам, всегда используйте их в хорошо проветриваемых местах.
Прежде чем вы начнете паниковать, имейте в виду, что торий на самом деле совершенно безопасен. Он используется в очень малых количествах (2%) в торированных сварочных электродах. Он испускает альфа-излучение, которое обычно безвредно. Альфа-излучение очень слабое и непроникающее. Торированные сварочные стержни не радиоактивны, потому что вольфрам блокирует любое излучение, испускаемое торием в стержне. Однако торий может быть вредным, если вы вдыхаете или проглатываете пыль, образовавшуюся в результате шлифовки или резки стержня. Но опять же, это не опасно, если вы избегаете пыли.
Этот защищенный авторским правом материал был незаконно использован без разрешения владельца. Пожалуйста, посетите сайт www.teslacoildesign.com для получения оригинальной и самой последней версии этого материала.
Хотя вольфрам кажется идеальным для искровых разрядников, он может быть дорогим. Он очень твердый и довольно хрупкий. У меня были некоторые трудности с резкой вольфрамовых сварочных стержней. Ножовкой не получится. Отрезной круг Dremel — это сложно, но, похоже, это самый простой способ резки, который я нашел. Сварочные стержни имеют тенденцию легко трескаться при нагрузке. Мне сообщили, что вольфрамовые стержни можно легко подогнать по размеру с помощью двух пар плоскогубцев или плоскогубцев и тисков. После защелкивания или обрезки по размеру концы должны быть отшлифованы или отшлифованы до красивой круглой формы, чтобы они изгибались равномерно.
Какой бы тип искрового разрядника вы ни выбрали, его необходимо отрегулировать для оптимальной работы. Процедура регулировки описана в разделе, посвященном регулировке искрового зазора.
top
Первичная катушка
Конструкция
Первичная катушка используется с первичным конденсатором для создания первичной LC-контурной цепи. Первичная катушка также соединяется со вторичной катушкой для передачи энергии от первичной цепи к вторичной.
Обычно для изготовления первичного змеевика используется медная трубка диаметром 1/4 дюйма. Я успешно использовал сплошную медь 6 AWG, хотя у меня болели руки в течение нескольких дней после изгиба провода. Некоторые люди использовали плоскую медную ленту для экономии места, но подключение витков (присоединение провода) может быть более сложным. Избегайте использования других металлов, таких как сталь, из-за ее более высокого сопротивления на высоких частотах. Оставьте между витками расстояние около 1/4 дюйма. Это предотвратит образование дуги и оставит место для точки ответвления. Первичная катушка может быть изготовлена практически из любого непроводящего материала. Материал должен быть достаточно прочным, чтобы выдержать вес меди. Вам понадобится форма с некоторыми средствами для удержания медных витков на месте. Распространены пластиковые проволочные стяжки или пластиковые стержни с насечками через каждые 1/4 дюйма. Если у вас есть медная трубка или проволока, свернутая в спираль или намотанная на катушку, не разматывайте ее перед изготовлением первичной обмотки. Используйте естественную форму катушки, чтобы облегчить намотку. Старайтесь не выпрямлять и не сгибать трубку или проволоку слишком сильно, так как это приведет к их затвердеванию.
Первичная катушка обычно плоская, называемая «блинчатой» катушкой. Форма конуса или коническая первичная форма также очень распространена. Некоторые меньшие катушки Тесла могут использовать первичную обмотку в форме вертикальной спирали. Как правило, в больших катушках Теслы используются плоские первичные обмотки, а в меньших катушках могут использоваться первичные обмотки конической формы. Я рекомендую использовать плоскую катушку. Плоские катушки легче построить, а форма конической / вертикальной спирали поднимет верхнюю часть первичной катушки ближе к верхней нагрузке, что увеличивает вероятность того, что дуга ударит по первичной катушке. Коническая и вертикальная формы спирали также увеличат связь между первичной и вторичной обмотками. Максимальная связь обычно является целью большинства трансформаторов, но катушки Тесла должны быть слабо связаны. Чрезмерная связь (или плохое радиочастотное заземление) может вызвать искрение вверх и вниз по вторичной обмотке. Если вы видите дуги, идущие вверх по вашей вторичной обмотке, то это может означать, что первичная и вторичная обмотки чрезмерно связаны, и их следует раздвинуть дальше друг от друга. Самый простой способ сделать это — просто немного приподнять вторичную катушку. Если используется коническая первичная часть, угол не должен превышать 45 градусов.
Первичная катушка должна иметь ударное кольцо примерно на 2 дюйма выше самого внешнего витка. Мы надеемся, что это кольцо предотвратит попадание дуги от верхней нагрузки на первичную обмотку. Появление дуги на первичной обмотке может вызвать всплеск напряжения, достаточно большой, чтобы вывести из строя первичные крышки и/или NST. Кольцо не должно быть полностью замкнуто. Один конец должен быть присоединен к вторичному заземлению. Меньшие катушки, которые не производят дугу достаточной длины, чтобы достичь первичной катушки, не требуют ударного кольца, хотя оно никогда не помешает.
Перед изготовлением первичной катушки вы должны знать, сколько витков потребуется для настройки катушки, а также длину трубок или проводов, которые вам понадобятся. Программа TeslaMap может помочь вам легко спроектировать вашу первичную катушку.
верхняя часть
Вторичный змеевик
Конструкция
Вторичный змеевик и верхняя нагрузка образуют вторичный контур бака LC. Вторичная обмотка также соединяется с первичной обмоткой и передает энергию от первичной цепи к вторичной.
Размер вторичной катушки обычно зависит от размера блока питания. Для катушки Тесла среднего размера (около 1 кВт) вам понадобится вторичная катушка диаметром от 4 до 6 дюймов. Меньшие катушки должны иметь диаметр от 3 до 4 дюймов, а большие катушки должны иметь диаметр не менее 6 дюймов. Отношение высоты к ширине (также известное как соотношение сторон) важно. Если катушка слишком короткая, вы получите много ударов от верхней нагрузки к первичной катушке. Высота вторичной катушки должна быть примерно в 4 или 5 раз больше диаметра катушки Тесла среднего размера. Например, вторичная катушка на катушке Теслы мощностью 1 кВт диаметром 4 дюйма должна иметь высоту от 16 до 20 дюймов. Не забудьте обрезать вторичную форму на пару дюймов длиннее высоты намотки, чтобы оставить немного места на каждом конце! Меньшие катушки должны иметь отношение высоты к ширине, близкое к 6:1, а большие катушки должны быть ближе к 3:1.
Вторичный провод обычно представляет собой тонкий (от 22 AWG до 28 AWG) магнитный провод. Магнитная проволока представляет собой сплошную медную проволоку с тонким покрытием из лака в качестве изолятора. Он продается фунтами или граммами. Вам, вероятно, понадобится около 2 фунтов, чтобы намотать обычную катушку. Двойной магнитный провод доступен с дополнительной изоляцией, но это не обязательно. Ориентируйтесь примерно на 1000 витков (+-200) на вторичной обмотке.
Вторичная обмотка обычно наматывается на трубу из ПВХ, хотя можно использовать картон и многие другие непроводящие материалы. Белая труба из ПВХ почти всегда безопасна в использовании. Серый ПВХ обычно безопасен, но черный ПВХ может содержать большее количество углерода, что может вызвать проблемы в некоторых катушках Теслы. Некоторые ПВХ могут поставляться с тонкой металлической полосой. Это используется, чтобы помочь найти трубу после того, как она похоронена. Не используйте эту трубу, так как металлическая полоса быстро закоротит катушку. На самом деле вам следует избегать любых металлических винтов, болтов, пластин и т. д. на вторичной обмотке. Для крепления верхней нагрузки к вторичной обмотке можно использовать непроводящий нейлоновый болт.
Этот защищенный авторским правом материал был незаконно использован без разрешения владельца. Пожалуйста, посетите сайт www.teslacoildesign.com для получения оригинальной и самой последней версии этого материала.
Перед тем, как начать наматывать вторичную катушку, вы должны рассчитать, сколько витков вы можете намотать с данным весом магнитной проволоки и какой длины (или высоты) будет катушка. Это скажет вам, сколько труб из ПВХ или другого опалубочного материала вам понадобится. Конечно, все расчеты за вас может сделать программа TeslaMap. Труба из ПВХ должна быть чистой и сухой.
Намотка катушки займет довольно много времени. Найдите удобное место с хорошим освещением и планируйте находиться там некоторое время. Токарный станок идеально подходит для удерживания трубы из ПВХ, пока вы наматываете магнитную проволоку. К сожалению, токарный станок, который я использовал, даже на самой низкой скорости вращался слишком быстро, чтобы намотать катушку, поэтому я просто вставил трубу в токарный станок и вращал трубу вручную. Катушка с магнитной проволокой должна быть установлена так, чтобы ее можно было легко размотать и распутать во время намотки. Вы можете надеть тонкую перчатку, чтобы сохранить кожу на пальцах. Прежде чем начать наматывать катушку, убедитесь, что труба из ПВХ или другая форма чистая и сухая. Убедитесь, что на форме нет металлической стружки. Вероятно, хорошей идеей будет нанести на форму слой Dolph’s AC-43, полиуретана или лака, внутри и снаружи, чтобы убедиться, что она остается сухой. Начните с закрепления конца магнитной проволоки в нескольких дюймах от конца ПВХ. Вы можете закрепить провод лентой или просверлить пару небольших отверстий в ПВХ и продеть провод. Не забудьте оставить около фута или двух размотанного провода магнита на конце. Имейте под рукой немного ленты, чтобы легко держать провод для перерывов или распутывания. Будьте осторожны, чтобы не оставить никакого пространства между обмотками. Убедитесь, что провод лежит ровно и прямо. Сохраняйте некоторое натяжение проволоки, пока вы ее наматываете. Когда закончите, закрепите конец магнитной проволоки и оставьте пару футов дополнительной проволоки на каждом конце. Надеюсь, если ваши расчеты были правильными, у вас осталось всего несколько дюймов ПВХ-трубы с каждой стороны. Начните с покрытия Dolph’s AC-43, полиуретана или лака. Не забудьте не покрывать основание дополнительной проволоки на каждом конце. Я обычно сворачиваю этот дополнительный провод и позволяю ему торчать и не мешать, пока покрываю его лаком. Следуйте инструкциям Dolph’s AC-43, полиуретана или лака и нанесите несколько слоев. Продолжайте вращать трубу, пока покрытие высыхает. Токарный станок идеален, но я использовал ручную дрель на низкой скорости, чтобы вращать трубу из ПВХ. Вы можете использовать другие эпоксидные смолы или герметики, если они не проводят ток и не разъедают изоляцию магнитного провода или трубу из ПВХ.
верхняя часть
Верхняя нагрузка
Конструкция
Верхняя нагрузка действует как конденсатор во вторичной цепи.
Форма верхней нагрузки поможет определить место разрыва дуги. Кольцевая или тороидальная (также называемая тором) предпочтительна форма верхней загрузки. Когда катушка работает, заряд будет накапливаться вокруг поверхности верхней нагрузки. Сфера будет иметь равномерно распределенную напряженность поля по всей ее поверхности. При сплющивании сферы в тороид напряженность поля будет увеличиваться по радиусу тороида. Дуги разорвутся там, где напряженность поля наибольшая. Преимущество концентрации поля вокруг радиуса состоит в том, что это помогает направить дуги наружу. Использование сферы приведет к более равномерному распределению дуг меньшего размера.
Размер верхней нагрузки и количество подаваемой энергии определяют размер и количество одновременных дуг, которые производит катушка Тесла. Если верхняя нагрузка мала по сравнению с входной мощностью, то она будет производить много одновременных более коротких дуг. По мере увеличения размера верхней нагрузки количество дуг будет уменьшаться, а длина дуги увеличиваться. Если тороид слишком велик, напряженность поля будет недостаточной для возникновения дуги. Размещение на тороиде остроконечного предмета, например кнопки для большого пальца или небольшого металлического шарика (называемого точкой разрыва), приведет к нарушению поля и позволит дуге выйти из точки разрыва.
Наиболее распространенный метод изготовления тороида заключается в обертывании алюминиевого воздуховода сушилки вокруг алюминиевой формы для пирога. Вы также можете купить алюминиевый тороид. Верхняя загрузка может быть сделана практически из чего угодно с гладкой формой, покрытой алюминиевой фольгой. Избегайте использования «металлической» краски. Обычно в краске недостаточно металла для создания проводящей поверхности, а даже если металла достаточно, он обычно быстро выгорает.
Как правило, диаметр тороидального кольца должен быть примерно таким же, как у вторичной обмотки, что означает, что вторичная обмотка, намотанная на 4-дюймовую трубу из ПВХ, должна использовать воздуховод осушителя диаметром 4 дюйма. Общий диаметр тороида должен быть примерно в 4 раза больше диаметра кольца, поэтому сушильный канал диаметром 4 дюйма должен быть обернут вокруг формы для пирога диаметром 8 дюймов, чтобы общий диаметр составил 16 дюймов.
Важно физически прикрепить тор к верхней части вторичной обмотки. Вы можете обойтись просто установкой тороида поверх вторичной катушки, но в конечном итоге он упадет или оторвется. В лучшем случае вы сломаете тор или первичную катушку, в худшем случае может произойти короткое замыкание, которое выбьет ваши первичные конденсаторы или что-то еще. Хороший способ подсоединить тороид к вторичной обмотке — взять торцевую заглушку из ПВХ для вторичной обмотки, просверлить отверстие посередине и вставить нейлоновый болт, торчащий вверх. Просверлите отверстие в центре формы для пирога и наденьте ее на нейлоновый болт. Вам придется использовать нейлон или другой непроводящий болт. Металлический болт выстрелит дугой прямо вверх. Можно использовать деревянное крепление, но следует избегать дерева. Древесина всегда имеет немного влаги и обладает небольшой электропроводностью. Он также может набухать, сжиматься, деформироваться и трескаться.
Важно, чтобы тороид находился на правильной высоте над вторичными обмотками. Если тор слишком высок, вы увидите коронный разряд в верхней части вторичных обмоток. Вы также можете увидеть небольшие дуги в верхней части вторичной катушки. Коронный разряд и дуги могут повредить изоляцию вторичной обмотки. Если это проблема, попробуйте переместить тороид вниз. Если тор слишком низкий, у вас могут быть частые дуги, ударяющие по первичной обмотке. В этом случае попытайтесь переместить тороид вверх. Если вы не можете найти подходящее место для тороида, вы можете попробовать добавить тороид меньшего размера сразу под основным тороидом. Это может помочь предотвратить коронный разряд на вторичных обмотках и удары по первичной обмотке.
top
Конденсаторы PFC
Конструкция
Конденсаторы коррекции коэффициента мощности (PFC) используются для коррекции коэффициента мощности переменного тока, подаваемого на NST. Когда цепь содержит большую индуктивность или емкость, напряжение и ток будут сдвинуты по фазе, что приведет к снижению эффективности.
Коэффициент мощности ухудшится из-за большой индуктивности NST. Емкость в крышке PFC выравнивает фазы напряжения и тока. Величина емкости должна соответствовать величине индуктивности, чтобы емкость и индуктивность компенсировали друг друга. Емкость PFC не обязательно должна точно соответствовать трансформатору. Часто крышка PFC меньше рекомендуемого размера для снижения затрат. Если у вас есть подходящий конденсатор, используйте его, даже если он недостаточно большой. Даже небольшое количество емкости поможет. Несколько небольших конденсаторов PFC можно соединить параллельно, чтобы увеличить их емкость. Крышки PFC должны быть подключены к низковольтным входам NST. Если вы не можете получить какие-либо колпачки PFC, NST можно запускать без них.
Этот защищенный авторским правом материал был незаконно использован без разрешения владельца. Пожалуйста, посетите сайт www.teslacoildesign.com для получения оригинальной и самой последней версии этого материала.
Используйте только рабочие конденсаторы для приложений PFC.
Обязательно используйте только конденсаторы «рабочего» типа, а не конденсаторы «пускового» типа. Пусковые конденсаторы предназначены для использования только в течение коротких периодов времени, например, для запуска двигателя. Они перегреются и, возможно, взорвутся, если будут работать непрерывно. Электролитические колпачки не следует использовать в качестве колпачков PFC, они также нагреваются и лопаются.
Крышки из ПФУ можно найти в центрах утилизации/утилизации двигателей переменного тока, двигателей стиральных машин, двигателей холодильников и т. д. Я считаю, что закапывать крышки из ПФУ противозаконно, поскольку они содержат опасные химические вещества, а в центрах утилизации обычно имеется куча они ждут вас. Крышки PFC также можно заказать в Интернете.
top
Защита NST
Конструкция
Провод во вторичной обмотке NST очень, очень тонкий и легко замыкается скачками высокого напряжения, возникающими в первичной цепи. Искровой разрядник и фильтр нижних частот помогут защитить NST от скачков напряжения и преждевременного выхода из строя.
Я использую фильтр, известный как «Фильтр Терри», разработанный Терри Фритцем в течение нескольких лет и с большим успехом. Несколько других людей также добились успеха с фильтром. Фильтр представляет собой типичную RC-конструкцию нижних частот, состоящую из нескольких конденсаторов, соединенных последовательно для шунтирования высокочастотных пиков на землю, и мощных резисторов для развязки NST от первичной цепи. Мой фильтр имеет сопротивление 1000 Ом и емкость 0,28 нФ, что дает частоту среза около 570 кГц. Искровой разрядник позволяет пикам высокого напряжения проходить на землю. Искровой разрядник должен быть достаточно широким, чтобы не произошло короткое замыкание при прямом подключении к выходу NST. Я пропустил MOV в своем фильтре. Они шунтируют скачки напряжения на землю. Каждая крышка имеет высокоомный (10 МОм) продувочный резистор между выводами. Я рекомендую использовать высоковольтные резисторы. Разгрузочные резисторы не должны находиться в прямом контакте с корпусом конденсатора, так как может возникнуть искрение. Несколько конденсаторов соединены последовательно, чтобы выдерживать высокие напряжения с выхода NST. Общее номинальное напряжение последовательных конденсаторов должно примерно в 2-3 раза превышать пиковое напряжение выхода NST, хотя конденсаторы хорошего качества могут работать при их номинальном напряжении. Например, при использовании источника питания 15 кВ RMS (15000 * 1,414 = пиковое значение 21 кВ).
Всегда припаивайте стабилизирующие резисторы параллельно каждому конденсатору. Высокое сопротивление позволит конденсаторам медленно разряжаться и не даст им удерживать опасный заряд.
Тип используемых колпачков не так важен, как выбор колпачков в MMC. Предпочтительны полипропиленовые пленки фольгированного типа. Следует избегать металлизированных колпачков.
top
Сетевые фильтры
Строительство
Сетевые фильтры используются для предотвращения попадания скачков напряжения обратно в дом или проводку здания.
Сетевые фильтры обычно состоят из конденсатора для шунтирования высоких частот на землю. В большинстве из них также используются катушки индуктивности для подавления высокочастотных всплесков. У некоторых могут быть MOV для шунтирования скачков напряжения на землю.
Сетевой фильтр должен быть подключен последовательно с сетью питания. Он должен быть подключен как можно дальше от катушки Тесла. Если он подключен слишком близко, провода за фильтром могут иметь наведенное напряжение, которое обходит фильтр. При подключении фильтра некоторые люди рекомендуют подключать фильтр в обратном порядке (выход ведет к проводке дома). Логика заключается в том, что фильтры обычно используются для защиты устройства от скачков напряжения в домашней проводке, но мы используем их для защиты домашней проводки от устройства. Другие люди рекомендуют стандартную ориентацию соединения. Я думаю, это сработает в любом направлении, но я позволю вам решить.
Фильтры можно купить в Интернете или извлечь из оборудования. Можно спроектировать и построить самостоятельно, но обычно гораздо проще купить. Обязательно используйте фильтр, рассчитанный на подаваемую на него мощность.
top
Шасси
Конструкция
Все отдельные компоненты, из которых состоит катушка Тесла (NST, MMC, искровые разрядники и т. д.), должны быть установлены в каком-либо шасси, раме или корпусе. Можно разложить все детали на полу (как я обычно делаю) и запустить катушку Тесла без какого-либо шасси, но использование шасси имеет много преимуществ. Катушку Теслы передвигать будет гораздо проще. Крепление колес к нижней части шасси — хорошая идея. Установка деталей на шасси предотвратит их перемещение или падение. Части и будут лучше организованы, и проводка также может быть более организованной, более постоянной и безопасной.
Наиболее распространенная конструкция шасси представляет собой несколько пластиковых или деревянных платформ, установленных друг на друга с достаточным пространством между платформами для размещения деталей. Например, нижняя платформа будет удерживать NST и крышки PFC. Вторая платформа будет содержать защитный фильтр NST и массив конденсаторов MMC. Следующая платформа будет удерживать основной искровой разрядник. Следующая платформа будет поддерживать первичную катушку и вторичную катушку. Можно также использовать коробку.
Корпус обычно изготавливается из дерева, пластика или другого непроводящего материала. Он должен быть структурно стабильным, чтобы выдерживать вес компонентов.
top
Инструменты
Строительство
У вас должен быть доступ к хорошему набору инструментов и оборудования. Помогает хорошая мастерская или гараж с хорошим верстаком. Инструменты, которые вы будете использовать, могут варьироваться в зависимости от вашего выбора материалов и техники строительства. Вы также должны иметь опыт или помощь в безопасном использовании инструментов. Я перечислю несколько вещей, которые вам могут понадобиться.
- Паяльник и припой
- Мультиметр
- Сверло
- Пила для резки фанеры
- Ножовка по дереву и ПВХ
- Кусачки, плоскогубцы
- Рулетка, штангенциркуль, линейка и т. д.
- Отвертки, торцевые головки, гаечные ключи и т. д.
- Эпоксидная смола или клей
Я уверен, что вы будете использовать много других инструментов, но этот поможет вам начать работу.
верхняя часть
Проводка
Конструкция
Вся проводка должна быть как можно короче. Избегайте петель, которые создают индуктивность в проводе. Старайтесь не прокладывать провода параллельно или близко друг к другу, так как это может индуцировать ток в соседних проводах.
Важно использовать соответствующий тип проводки. Вся проводка между электрической розеткой и стороной нижнего напряжения силового трансформатора (НСТ) должна быть силовой проводкой 120/240 вольт соответствующего калибра. Обычно допустимо использовать старые шнуры питания, удлинители и т. д. Можно также использовать домашнюю электропроводку (Romex), однако я считаю, что она, как правило, жесткая и с ней трудно работать.
Со стороны высокого напряжения силового трансформатора все провода должны быть высоковольтными «GTO» или «EHT». Также можно использовать провод свечи зажигания с низким сопротивлением. Хотя я не рекомендую это делать, можно использовать провод с изоляцией низкого напряжения, но вам нужно будет тщательно проложить его вдали от чего-либо проводящего или заземленного. Первичная цепь будет нести очень большой ток, однако ток возникает относительно короткими импульсами, поэтому толстый провод обычно не нужен.
Провод, соединяющий нижнюю часть вторичной катушки с землей, в идеале должен быть плетеным медным проводом. Плетеный провод будет лучшим проводником из-за скин-эффекта и высокой частоты во вторичной обмотке. Тем не менее, я использовал сплошной и многожильный медный провод с приемлемыми результатами.
Все соединения должны быть чистыми. Пайка — лучший способ соединения проводов и выводов. Когда через соединение протекает большой ток, не требуется большого сопротивления, чтобы создать достаточно тепла, чтобы сжечь соединение. Плохой контакт снизит эффективность катушки и может привести к пожару!
top
Заземление
Конструкция
Заземление очень важно для безопасности и правильной работы катушки Тесла.
Катушка Тесла должна иметь два отдельных заземления. Первая земля — это земля дома или здания (также известная как заземление сети). Это зеленый провод в розетке. Вторая земля – радиочастотная. Вам нужно будет создать собственное радиочастотное заземление для катушки Теслы.
Этот защищенный авторским правом материал был незаконно использован без разрешения владельца. Пожалуйста, посетите сайт www.teslacoildesign.com для получения оригинальной и самой последней версии этого материала.
Вопрос о правильном заземлении компонентов катушки Теслы обсуждался довольно давно. По общему мнению, все, к чему вы прикоснетесь во время работы катушки Теслы, следует подключать к дому или строительной площадке. Вторичная обмотка и все, на что может воздействовать дуга или могут возникать переходные процессы высокого напряжения, должны быть подключены к ВЧ-земле. Вы можете обратиться к схеме катушки Тесла. Общая идея состоит в том, чтобы использовать ВЧ-землю для замыкания вторичной LC-цепи (плоскость заземления и тороид будут действовать как пластины конденсатора) и передавать все высокое напряжение, генерируемое катушкой Тесла, на ВЧ-землю. Мы надеемся, что это предотвратит попадание скачков высокого напряжения в дом или проводку здания. NST кажется хорошей границей между домашней проводкой и проводкой катушки Тесла, потому что первичная и вторичная обмотки в основном изолированы друг от друга. Следовательно, все, что подключено между розеткой дома и первичной обмоткой NST (вариатор, панель управления, сетевой фильтр), должно быть заземлено на землю дома. Нижняя часть вторичной катушки, первичная ответная планка, защитный зазор NST и фильтр должны быть подключены к ВЧ-земле. Заземление дела NST, похоже, вызвало наибольшую путаницу. Я рекомендую подключить его к ВЧ-земле, потому что обычно более вероятно, что он поразит дугой или испытает всплеск напряжения.
Очень важно иметь хорошее радиочастотное заземление. Я перечислю несколько способов создания радиочастотного заземления, как правило, в порядке от наиболее предпочтительного к наименее предпочтительному. Лучшее радиочастотное заземление — это металлический заземляющий стержень, который вы вбиваете в землю. Несмотря на то, что за пределами домов и зданий уже установлен заземляющий стержень, вам не следует использовать этот стержень, поскольку он подключен к дому или зданию. Вам придется вбить собственный заземляющий стержень. Заземляющий стержень должен находиться как можно ближе к катушке Тесла и как можно дальше от заземляющего стержня дома или здания. Обычно рекомендуется глубина 6 или 8 футов, но это действительно зависит от состояния почвы и других факторов. Глубже всегда лучше. Вокруг катушки Тесла можно разместить несколько более коротких заземляющих стержней, если нельзя использовать один стержень. Если земля очень твердая или каменистая, вы можете зарыть заземляющий стержень горизонтально на глубину от 1 до 2 футов. Если заземляющий стержень невозможен, вы можете создать «противовесное» заземление, поместив большой кусок металлической пластины, проволочной сетки или сетки под катушку Тесла и используя ее в качестве радиочастотного заземления. Радиус пластины или сетки должен быть примерно равен высоте вторичного змеевика и верхней нагрузки. Если вы находитесь на бетонном фундаменте с арматурой (например, в гараже), вы можете подключиться к арматуре в бетонном фундаменте. Это известно как заземление Уфера или «электрод в бетонном корпусе». Если вы находитесь на первом этаже, который является хотя бы полупроводящим, вы можете намочить небольшой участок пола и положить вниз слой алюминиевой фольги, соединенный с радиочастотным заземлением. Это не рекомендуется из соображений безопасности, и вам придется использовать этот метод на свой страх и риск. В крайнем случае можно подключиться к трубе с холодной водой, но я не рекомендую этого делать. Вводить РЧ в трубы холодной воды небезопасно.
Медный провод в оплетке может улучшить проводимость радиочастотного заземления, но обычный провод тоже подойдет. Смачивание земли вокруг заземляющего стержня перед запуском катушки улучшает проводимость земли. Будьте осторожны, чтобы не повредить подземные коммуникации при забивании заземляющего стержня. Плохое радиочастотное заземление может не оказывать никакого видимого влияния на катушку Тесла или может привести к уменьшению длины дуги, возникновению дуги во вторичной катушке или между первичной и вторичной катушками.
Не существует абсолютного правила правильного заземления катушки Тесла. Вы обязаны понимать электрические принципы заземления, обращаться за советом и информацией, принимать во внимание вашу ситуацию и предвидеть потенциальные опасности.
top
Использование суперконденсаторов в обороне и на транспорте
— Реклама —
Суперконденсаторы представляют собой накопители энергии, которые занимают промежуточное положение между электролитическими конденсаторами и аккумуляторными батареями. В этой статье объясняется их важность и использование в оборонном и транспортном секторах.
Электричество — чрезвычайно универсальная форма энергии, но у нее есть один существенный недостаток. его относительно сложно хранить. Батареи могут хранить большое количество энергии, но для их зарядки требуется несколько часов. Конденсаторы, с другой стороны, заряжаются почти мгновенно, но сохраняют лишь незначительное количество энергии.
В ближайшие несколько десятилетий наши автомобили, работающие на ископаемом топливе, и бытовые отопительные приборы должны будут перейти на электроэнергию, если мы хотим предотвратить катастрофические изменения климата. Кроме того, в современной оборонной технике возникает потребность в подаче электрического импульса большой энергии. В нашем электрическом будущем, когда нам нужно будет очень быстро хранить и высвобождать большое количество электроэнергии, вполне вероятно, что мы обратимся к суперконденсаторам, которые сочетают в себе лучшее из обоих миров.
Что такое суперконденсатор?
— Реклама —
Устройство конденсатора довольно простое. Он состоит из двух электрических проводников, называемых пластинами, и изолирующего слоя между ними, называемого диэлектрической средой. Если эти две пластины подключить к постоянному напряжению, они заряжаются, и величина электрического заряда, накопленного на пластинах, становится пропорциональной величине напряжения. Чем больше заряда требуется при подаче напряжения, тем выше емкость. Суперконденсатор отличается от обычного конденсатора главным образом двумя важными моментами: его пластины фактически имеют гораздо большую площадь, а расстояние между ними намного меньше, потому что разделитель между ними работает иначе, чем обычный диэлектрик.
Как и обычный конденсатор, суперконденсатор имеет две разделенные пластины. Пластины изготовлены из металла, покрытого пористым материалом, таким как активированный уголь, который эффективно обеспечивает пластинам большую площадь поверхности, позволяя ей хранить гораздо больше заряда. Для лучшего понимания давайте представим электричество в виде воды, где обычный конденсатор подобен ткани, которая может впитать лишь крошечную каплю воды, а пористые пластины суперконденсатора могут впитать во много раз больше, потому что они больше похожи на толстую губку. Пористые суперконденсаторы — это большие электрические губки.
В обычном конденсаторе пластины разделены относительно толстым диэлектриком из слюды или пластика, а то и просто воздуха. Когда конденсатор заряжается, на одной пластине образуются положительные заряды, а на другой — отрицательные, что создает между ними электрическое поле. Поле поляризует диэлектрик, поэтому его молекулы выстраиваются в направлении, противоположном полю, и уменьшают его напряженность. Это означает, что пластины могут хранить больше заряда при заданном напряжении. Это показано на рис. 1.
Классификация суперконденсаторов
Суперконденсаторы в основном подразделяются на три типа: двухслойные конденсаторы; псевдоконденсаторы; Гибридные конденсаторы.
Двухслойный конденсатор (DLC)
Конденсатор состоит из двух электродов, сепаратора и электролита. Как показано на рис. 2, в двухслойном конденсаторе (DLC) диэлектрика как такового нет. Суперконденсаторы часто называют DLC. Электролит в DLC представляет собой смесь положительных и отрицательных ионов, растворенных в растворителе. Обе пластины пропитаны электролитом и разделены очень тонким изолятором из углерода, бумаги или пластика.
Когда пластины заряжаются, на границе между проводящим электродом и соседним жидким электролитом появляется двойной электрический слой. На границе образуются два слоя заряда с противоположной полярностью, один на поверхности электрода и один в электролите.
Эти два слоя обычно разделены одним слоем молекул растворителя (обычно толщиной в одну молекулу), которые прилипают к поверхности электрода и действуют как диэлектрик, как в обычном конденсаторе. Молекулы растворителя действуют как барьер и препятствуют объединению противоположных зарядов. Поэтому между электродом и электролитом не протекает электрический заряд. В обычных конденсаторах толщина диэлектрика может варьироваться от нескольких микрон до миллиметра и более.
Короче говоря, суперконденсаторы получают гораздо большую емкость за счет комбинации пластин с большей площадью поверхности и меньшим расстоянием между ними (из-за очень эффективного двойного слоя). Емкость суперконденсатора прямо пропорциональна площади двойного электрического слоя.
При подаче напряжения создается двойной электрический слой, который выравнивает как отрицательные, так и положительные заряды по границам электродов и раствора электролита. Когда эти отрицательные или положительные ионы мигрируют близко к электроду, они испытывают сильное сопротивление со стороны молекул растворителя. Следовательно, между электролитом и электродом не происходит переноса заряда.
Однако эти противоположные заряды действуют друг на друга электростатическими силами. Таким образом, на общей границе электрода и электролита накапливается большое количество заряда. Слой активированного угля, нанесенный на электроды, очень пористый, обеспечивает поразительную площадь поверхности и действует как хранилище для накопления электрических зарядов во время зарядки.
Псевдоконденсатор
Псевдоконденсатор представляет собой гибрид батареи и электрического двухслойного конденсатора. Он также состоит из двух электродов, разделенных электролитом. Накопление заряда происходит химическим и электростатическим путем. Химический процесс включает перенос заряда посредством восстановительно-окислительной реакции, которая представляет собой окислительно-восстановительную реакцию, когда большая часть заряда переносится вблизи поверхности электрода.
С другой стороны, в двухслойных конденсаторах положительные и отрицательные заряды располагаются на двух поверхностях электродов. Хотя перенос заряда аналогичен переносу в батарее, скорость переноса выше из-за использования более тонкого окислительно-восстановительного материала на электроде или меньшего проникновения ионов из электролита в структуру.
Из-за нескольких процессов накопления заряда значения емкости выше. Псевдоемкость сопровождается переносом электронного заряда между электролитом и электродом от десольватированного и адсорбированного иона. Адсорбированный ион не вступает в химическую реакцию с атомами электрода, так как происходит только перенос заряда. В нем используются оксиды переходных металлов, такие как RuO2, IrO2 или MnO2, введенные путем легирования в проводящий материал, такой как активированный уголь, который покрывает электрод. И псевдоемкость, и емкость двойного слоя вносят неразделимый вклад в общее значение емкости.
Гибридный суперконденсатор
Гибридный суперконденсатор — это устройства с повышенной способностью накопления энергии и повышенной емкостью. Он сочетает в себе электрический двухслойный конденсатор и литий-ионную технологию, в результате чего плотность энергии повышается на 115%. Гибридный конденсатор предлагает расширенные возможности накопления энергии, обеспечивая питание приложений быстрее и эффективнее.
Детали конструкции
Электроды
Внутреннее устройство цилиндрического суперконденсатора с обмоткой показано на рис. 3. Он включает активные слои, изготовленные из электродов из активированного угля, и сепаратор с алюминиевыми выступами, вставленными между активными слоями. Алюминиевая фольга должна распределять пиковый ток 100 А и действовать как токосъемник. Они покрыты активированным углем, который подвергается электрохимическому травлению, так что площадь поверхности материала примерно в 100 000 раз больше, чем у гладкой поверхности. Электроды разделены очень тонким ионопроницаемым разделителем из пористых полимерных пленок или тканых керамических волокон.
Практически все производители суперконденсаторов используют активированный уголь из скорлупы кокосовых орехов в качестве активного компонента электрода. Во время обработки зола удаляется и поддерживается на уровне ниже одного процента, содержание железа поддерживается на уровне ниже 100 частей на миллион, а галогены удаляются для увеличения рабочего цикла. Высокая пористость этого материала позволяет обеспечить площадь электрода до 3000 кв. м/г. Его емкость может достигать 145 Ф/г. Активный материал составляет половину общей стоимости суперконденсатора. Поскольку стоимость активированного угля дешевле, около 1050 фунтов стерлингов за кг, он широко используется.
Углеродная нанотрубка (молекулы углерода с цилиндрической наноструктурой) — еще один многообещающий активный материал, но он довольно дорог в производстве. Углеродные нанотрубки стоят около 3500 фунтов стерлингов за кг, но имеют двойную плотность энергии и поэтому используются для суперконденсаторов специального назначения. Поверхность нанотрубок обеспечивает большую смачиваемость и обладает высокой проводимостью. Его емкость может достигать 180 Ф/г.
Графен, двумерный углеродный монослой, является еще одним многообещающим кандидатом, стоимость которого варьируется от 350 до 2800 фунтов стерлингов за кг. Но его пушистость ограничивает плотность энергии суперконденсатора и не может быть конкурентоспособным, если только не будет найден способ плотно его упаковать.
Для псевдоконденсаторов на основе окислительно-восстановительного потенциала в качестве электродов обычно используют диоксид рутения с емкостью 750 Ф/г, диоксид марганца с емкостью 350 Ф/г, IrO2 и т. д.
Электролиты
Электролиты состоят из растворителя и растворенных химических веществ, которые диссоциируют на положительные катионы и отрицательные анионы. Водные кислотные или щелочные электролиты используются в суперконденсаторах с низкой удельной энергией и высокой удельной мощностью. Электролиты с органическими растворителями дороже, но могут давать более высокое напряжение конденсатора 2,7 В.
Использование суперконденсаторов
Транспортные средства
Суперконденсаторы используются в транспортных средствах для рекуперативного торможения. У них гораздо более высокая удельная мощность, чем у аккумуляторов, и они могут быстрее заряжаться и разряжаться. Они также хранят гораздо больше энергии по сравнению с обычными электролитическими конденсаторами. Это делает их более подходящими для захвата кинетической энергии при замедлении транспортного средства и высвобождения ее при резком ускорении.
У них нет возможности хранить большое количество энергии, но они являются мощными устройствами, прежде всего потому, что электроны могут двигаться вперед и назад очень быстро.
Суперконденсаторы могут обеспечить дополнительную мощность до 34 л.с. и могут использоваться для сглаживания ускорения, устраняя пробелы в подаче мощности, возникающие при переключении передач механической трансмиссии. Это устраняет любые рывки, которые могут возникнуть во время смены. Поскольку суперконденсаторы могут заряжаться и разряжаться симметрично и за считанные секунды, они представляют собой невероятно эффективное средство обеспечения короткой, но мощной электрической помощи в автомобиле во время вождения. Суперконденсатор разряжается во время ускорения и перезаряжается во время торможения, а это означает, что гибридный или электронный двигатель никогда не испытывает недостатка в мощности, необходимой ему во время вождения, что в конечном итоге повышает эффективность транспортного средства.
Как показано на рис. 4, в системе обычно используется генератор переменного тока с переменным напряжением 12–25 В, который вырабатывает электричество во время рекуперативного торможения при напряжении до 25 В, а затем подает его на низкоомный электрический двухслойный конденсатор, который можно полностью зарядить за секунды. . Затем преобразователь постоянного тока понижает напряжение с 25 В до 12 В, прежде чем распределять его по электрической системе автомобиля.
Автобус Capa
Транспортное средство с конденсатором или транспортное средство с конденсатором, как показано на рис. 5, представляет собой тяговое транспортное средство, в котором для хранения электроэнергии используются суперконденсаторы. В целом, суперконденсаторы могут хранить около 5% энергии, которую могут хранить литий-ионные аккумуляторы. Это ограничение ограничивает диапазон движения до пары километров на одной зарядке. Но их можно зарядить за считанные секунды. Таким образом, в системах общественного транспорта, таких как автобусы, которые должны часто останавливаться в известных точках, где установлены зарядные устройства, использование суперконденсатора в качестве накопителя энергии вполне оправдано.
Рис. 5: Автобус Capa С 2010 года автобусы Capa курсируют в Белграде в Сербии, Шанхае, Гонконге, Софии, Болгарии и Граце в Австрии без каких-либо серьезных проблем. Эти автобусы снабжены суперконденсаторами из активированного угля и имеют типичную плотность энергии около 10 ватт-часов/кг по сравнению с 200 ватт-часами/кг высокоэффективной литий-ионной батареи. Эти автобусы потребляют энергию, которая составляет лишь одну десятую стоимости топлива, потребляемого дизельным автобусом, и могут обеспечить экономию топлива в течение всего срока службы примерно в 15 миллионов фунтов стерлингов на автобус.
Автобусы потребляют на 40% меньше электроэнергии, даже по сравнению с электрическим троллейбусом, в основном потому, что они легче. Автобус Capa на 40% дешевле, чем автобус с литий-ионным аккумулятором, и намного надежнее. Автобусы должны регулярно останавливаться каждые 5 км, что позволяет быстро подзарядиться на зарядных станциях на автобусных остановках. Коллектор на крыше автобуса поднимается на несколько футов и касается воздушной линии зарядки на остановке. В течение нескольких минут батареи суперконденсаторов, хранящиеся под сиденьями автобуса, полностью заряжаются. Автобусы также получают энергию от торможения.
Зарядные станции могут быть оснащены солнечными панелями. Разработан автобус третьего поколения, который может увеличить дальность полета до 32 км. В будущем автобусы будут использовать суперконденсаторы с вертикально ориентированными углеродными нанотрубками в качестве активного элемента, плотность энергии которых будет составлять четверть плотности энергии литий-ионного аккумулятора. Будущие разработки включают использование индуктивной зарядки под улицей, чтобы избежать воздушной проводки.
Пистолет для точечной сварки
Пистолет для точечной сварки обычно используется в современной роботизированной системе на сборочных линиях для контактной сварки тонколистовой стали (около 0,8 мм). В этих машинах используется пневматическая/электромеханическая принудительная система для приложения усилия к электродам и источнику питания для подачи энергии для сварки. Он весит около 50 кг, включая вес трансформатора, который составляет около 25 кг.
Эти сварочные пистолеты постепенно заменяются устройствами на основе суперконденсаторов, что приводит к снижению веса на 50 процентов за счет отказа от громоздких трансформаторов. Это приводит к снижению стоимости на 7 миллионов фунтов стерлингов за единицу, а также снижает масштабы автоматизации сборочной линии. Эти машины нового поколения снабжены суперконденсаторами до уровня 5000 Ф и работают при напряжении менее 10 В.
Применение в обороне
Где использовать суперконденсаторы в военных устройствах? В приложениях, где заряд может поддерживаться более или менее непрерывно, но иногда требуется импульсивное получение огромного количества энергии за очень короткий период времени. Суперконденсаторы уже вошли в военную технику.
Лазерное оружие (LaWs)
Лазерное оружие больше не существует только в научной фантастике. У США, России, Китая, Индии есть системы, с помощью которых лазерным лучом уничтожаются вражеские самолеты, баллистические ракеты, противокорабельные баллистические ракеты. Бортовой генератор самолета или корабля вырабатывает электрическую энергию, которая запасается в банках суперконденсаторов.
В случае быстро движущейся удаленной цели, такой как вражеский самолет, ракета и т. д. невозможно удержать лазерный луч на цели. Поэтому энергия, способная уничтожить цель, должна подаваться в виде одиночного излучения мощностью 10-100 кВт в импульсе за несколько миллисекунд. Только суперконденсаторы способны выполнять эту задачу. Системы лазерного оружия привязаны к навигационному радару корабля или самолета и могут управляться через боевой информационный центр базовой машины.
Типичное расположение ЛР показано на рис. 6.
Рис. 6: Лазерная пушка, установленная на эсминцеРейлган
Рейлган — военное устройство, использующее электромагнитную силу, известную как сила Лоренца, для запуска снарядов длиной 2 м и весом 100-120кг на скоростях свыше 7-8М с использованием скользящего якоря, который разгоняется вместе с парой токопроводящих рельсов. Снаряд обычно не содержит взрывчатки, но полагается на высокую скорость снаряда, чтобы нанести урон.
В рельсотроне используется пара параллельных проводников или рельсов, по которым скользящий якорь ускоряется за счет электромагнитного воздействия тока, который течет по одному рельсу в якорь, а затем обратно по другому рельсу. Он основан на принципах, аналогичных принципам униполярного двигателя. Однако проблема в том, что корабли, такие как авианосец или эсминец, которые могут генерировать мощность 25 МВт, подходят для его установки только из-за высокой потребности в мощности рельсовой пушки. В устройстве используются суперконденсаторы для накопления огромной мощности и подачи ее в виде импульса за короткий промежуток времени. На рис. 7 показано устройство рельсотрона.
Рис. 7: РейлганТяжелый мобильный грузовик
Heavy Expanded Mobility Tactical Truck (HEMTT) — восьмиколесный тактический грузовик массой 9100 кг с дизельным двигателем мощностью 470 л.с., используемый армией США и многих других стран для перевозки боевых машин и оружие. Этот дизель-электрический гибридный грузовик не использует батареи. Вместо этого он использует суперконденсаторы, которые принимают больше энергии, создаваемой рекуперативным торможением, и передают мощность на колеса во время ускорения. Это повышает эффективность до 20 процентов. Эта гибридная технология обеспечивает мощность до 120 кВт для работы аэродрома, вооружения, радиолокационных систем, больниц или командного центра по оказанию помощи при стихийных бедствиях.
Импульсное оружие с линейным ускорителем
Это футуристическое оружие с направленной энергией, предназначенное для работы таким образом, что если любая вражеская ракета будет запущена в сторону страны, она будет быстро испускать мощные импульсы релятивистского электронного луча, который преобразуется другие компоненты машины превращаются во вспышку рентгеновского излучения и мощную микроволновую печь, которые уничтожают цель. В отличие от лазерных лучей, он не пробивает цель, а полностью разрушает бортовую электронную систему.
Как показано на рис. 8, схема генерирует импульс высокого напряжения с помощью генератора Маркса путем параллельной зарядки нескольких конденсаторов (вероятно, суперконденсаторов) источником питания постоянного тока через резисторы и разрядить их последовательно. Выход доступен в виде короткого импульса. Это мощное оружие есть у США, России, Китая и Индии. Индия разработала эту машину и назвала ее KALI (килоамперный линейный инжектор) (см. рис. 9).). Система KALI 5000 может производить импульсы электронов длительностью около 100 нс с энергией около 1 МэВ, током 40 кА, мощностью 40 ГВт и микроволновым излучением на частоте 3-5 ГГц.
Рис. 9: Система KALI 5000 Ратиндра Натх Бисвас окончил в 1964 году факультет химической инженерии Джадавпурского университета в Калькутте. Награжден сертификатом Гипрококса СССР за проектирование бензольного завода и Почетной грамотой Индийского института металлов. Опубликовал 35 научных статей в различных журналах. Он ушел со службы в качестве начальника MECON, Дургапур.
Конденсаторы в приложениях и системах возобновляемой энергии
При планировании приложений, где важна энергоэффективность, полезно знать отличительные особенности электролитических, пленочных и суперконденсаторов.MORRIE GOLDMAN, ILLINOIS CAPACITOR INC.
Силовые пленочные конденсаторы выпускаются в нескольких сериях и широко используются в инверторных схемах. ВОЗОБНОВЛЯЕМЫЕ ЭНЕРГЕТИЧЕСКИЕ СИСТЕМЫ все имеют общую потребность в высокоэффективных силовых цепях. Независимо от того, является ли первоначальным источником энергии свет, тепло или механическое движение, вспомогательные схемы, вероятно, будут либо накапливать энергию, либо преобразовывать ее из постоянного тока в переменный или наоборот, или даже из одного уровня постоянного тока в другой. Конденсаторы являются общим компонентом во всех этих сценариях.
Конденсаторы — один из тех компонентов, которые инженеры часто считают само собой разумеющимся. В отличие от интегральных схем или силовых полупроводников, их технология радикально не меняется каждые несколько лет. Тем не менее, конденсаторы неуклонно развиваются, чтобы работать лучше и дольше. А некоторые новейшие технологии, такие как суперконденсаторы (также называемые двухслойными конденсаторами), в последние годы стали намного дешевле, что сделало их доступными для большего числа приложений, чем когда-либо.
Упрощенная схема сбора энергии на основе суперконденсатора, хотя и не является полноценной системой, иллюстрирует эту концепцию. В крайнем левом углу входное напряжение может исходить от фотоэлемента, пьезоэлектрического устройства или другого устройства преобразования механической энергии. Суперкап C1 накапливает энергию. Диод D1 предотвращает возврат накопленной энергии суперконденсатора обратно в источник. Перед подключением к нагрузке необходима защита от перенапряжения. В практическом применении необходимы дополнительные схемы для более эффективного захвата и регулирования мощности.Обычно считается, что экологически чистые источники энергии спроектированы как системы с низким уровнем обслуживания, поскольку они часто являются автономными ресурсами в удаленных местах. Из-за требований, предъявляемых к этим схемам, и сложности обслуживания в полевых условиях надежность компонентов даже важнее, чем в обычных приложениях.
Солнечная энергия
Массивы фотоэлектрических элементов (PV) представляют собой наиболее распространенный тип солнечной энергии. Ячейки вырабатывают энергию, вытягивая или «выбивая» электроны из поглощенной солнечной энергии, чтобы создать поток электронов, который захватывается в виде постоянного тока. Энергия постоянного тока преобразуется в переменный ток с помощью инверторов. Инверторная технология может быть либо в виде одного микроинвертора, подключенного к каждой солнечной панели, либо в виде струнного инвертора, который преобразует накопленную мощность нескольких солнечных панелей, соединенных последовательно. В каждом инверторе пленочные конденсаторы или электролиты с длительным сроком службы находят применение в цепи постоянного тока, демпфирующих и выходных фильтрах переменного тока.
Одним из самых быстрорастущих секторов рынка фотоэлектрических солнечных батарей является «автономная электроэнергия». Автономные установки питания — это полностью самодостаточные источники питания на солнечной энергии для освещения, удаленного мониторинга и других приложений. Например, удаленная парковка может быть освещена высокоэффективными светодиодными лампами и питаться от солнечной энергии без подключения к электросети. В этом приложении обычно используются микроинверторы.
Другим типом солнечной энергии является солнечная печь, которая концентрирует солнечный свет в фокусе. Температура в этой фокусной точке может достигать 3500 °C и обеспечивать питание парового генератора переменного тока, как на обычной электростанции. Чтобы солнечная печь работала с максимальной эффективностью, необходимо постоянно менять положение зеркал, перенаправляющих солнечный свет. Электродвигатели, работающие от перезаряжаемых батарей или суперконденсаторов, справляются с изменением положения. Ключевым преимуществом технологии солнечных печей является то, что использование в ней проверенных временем парогенераторов делает ее безопасной и чистой — она не выделяет загрязняющих веществ даже в случае стихийного бедствия.
Франция является домом для крупнейшей солнечной электростанции в Одейо. Он охватывает около 2000 м 2 . Большинство из них значительно меньше.
Ветер
Ветряные турбины имеют систему шага, которая регулирует угол наклона винтов в зависимости от ветровых условий. Система управления шагом может быть гидравлической или электрической, хотя большинство из них электрические. Здесь электродвигатели с питанием от батарей или модулей суперконденсаторов изменяют угол наклона.
Хорошо известно, что характеристики перезаряжаемых батарей ухудшаются с увеличением числа циклов зарядки/разрядки. Кроме того, аккумуляторы могут терять емкость в холодную погоду и сокращать срок службы в жаркую погоду. Опубликованная литература предполагает, что батареи опорного шага нуждаются в замене примерно каждые пять лет.
В отличие от батарей, суперконденсаторы не сильно разлагаются при каждом цикле зарядки/разрядки. Существенным дополнительным преимуществом является то, что они должны работать в два-четыре раза дольше, чем аккумуляторные блоки, что снижает затраты на долгосрочное обслуживание. Массивы суперконденсаторов уже используются крупными производителями ветроэнергетики, что демонстрирует привлекательность такого подхода.
Сбор энергии
Системы удаленного мониторинга, такие как устройства IoT, передающие сложные данные или простое обнаружение включения/выключения, требуют надежных источников питания в различных условиях. Здесь преобразователи сбора энергии часто служат первичными или вторичными источниками энергии. Примеры включают датчики вибрации, пьезоэлектрические преобразователи, небольшие ветряные турбины или небольшие фотоэлементы. Supercaps может быть отличным способом хранения энергии для этих приложений. Способность суперконденсаторов быстро обеспечивать всплеск мощности делает их хорошими кандидатами на роль удаленных датчиков. В таких схемах суперконденсаторы могут быть единственным источником питания или дополнять батарею, когда удаленный датчик передает данные обратно на станцию мониторинга.
Конденсаторы в экологически безопасных приложениях
Пленочные конденсаторы Power Film представляют собой специализированное семейство пленочных конденсаторов, предназначенных в первую очередь для высоковольтных и сильноточных приложений, таких как звенья постоянного тока и силовые полупроводниковые демпферы. Они особенно хорошо подходят для типов высокочастотных инверторов, используемых в преобразовании экологически чистой энергии. Силовые пленочные конденсаторы могут обеспечить высокую надежность и долгий срок службы. Тем не менее, высокопроизводительные силовые приложения характеризуются гармониками, нерегулярными сигналами, сложными формами сигналов и постоянно меняющимися уровнями сигналов. Эти условия — наряду с рабочим напряжением, рабочей частотой и температурой, а также ESR — учитываются при выборе силовых пленочных конденсаторов, поскольку их игнорирование может привести к значительному сокращению срока службы устройства.
доступны с различными типами выводов и корпусов. Концевые выводы варьируются от стандартных двухвыводных осевых и радиальных типов до многовыводных, наконечников или винтовых клемм.
Снабберные конденсаторы представляют собой специальные типы пленочных конденсаторов, размещаемых на полупроводниковых устройствах для защиты и улучшения характеристик схемы. В модулях большой мощности напряжение на силовом полупроводнике может превышать напряжение на шине постоянного тока. Когда это происходит, снабберный конденсатор поглощает избыточную энергию.
Демпферы могут уменьшать или устранять скачки напряжения или тока при быстром переключении, ограничивать d I/ d t или d V/ d t, формировать линию нагрузки так, чтобы она оставалась в пределах безопасной рабочей зоны (SOA) и передавать рассеиваемую мощность от коммутационного устройства на резистор или полезную нагрузку. (В некоторых приложениях требуется только конденсатор.) Они также могут уменьшить как общие потери из-за переключения, так и электромагнитные помехи за счет демпфирования скачков напряжения и тока.
В зависимости от конфигурации схемы демпфирующий конденсатор может устанавливаться непосредственно на выходные клеммы силового полупроводника или на печатную плату.
Как известно, суперконденсаторы обладают невероятно высокой плотностью энергии по сравнению с другими типами. В то время как отдельные устройства имеют номинальное напряжение, выражающееся однозначной цифрой, суперконденсаторы могут быть объединены в блоки для создания модулей практически для любого требуемого напряжения. В приложениях для хранения энергии их наиболее значительным преимуществом перед батареями является их способность непрерывно заряжаться и разряжаться без потери емкости.
Суперконденсаторы могут служить либо отдельными накопителями энергии, либо подключаться параллельно батареям. В последнем случае суперконденсаторы быстро реагируют, когда требуются выбросы энергии. В отличие от батарей, они могут быстро заряжаться и разряжаться, в то время как батареи лучше обеспечивают объемную энергию в течение более длительных периодов времени. Модули
Illinois Capacitor сочетают в себе суперконденсаторы с соответствующей схемой балансировки для работы при более высоком напряжении и большей емкости. Суперконденсаторы имеют конструкцию, кардинально отличающуюся от конструкции других конденсаторов. Суперкап обычно основан на углеродной (нанотрубной) технологии. Конструкция создает большую площадь поверхности с чрезвычайно малым расстоянием между слоями. Обычные конденсаторы имеют два металлических электрода, разделенных диэлектрическим материалом. Напротив, суперколпачки разделяют электроды физическим барьером из активированного угля. Когда к материалу прикладывается электрический заряд, создается двойное электрическое поле, которое действует как диэлектрик. Толщина двойного электрического слоя может быть равна диаметру молекулы. В результате площадь поверхности слоя активированного угля чрезвычайно велика, несколько тысяч квадратных метров на грамм. Итак, по идее он ведет себя как конденсатор, имеющий физический размер во много раз больше.
Отдельные суперконденсаторы можно найти в небольших приложениях по сбору энергии; Модули обычно требуются для более крупных приложений, в которых используется стандартное линейное напряжение переменного тока. Конструкция этих модулей требует схемы балансировки, чтобы поддерживать примерно одинаковое напряжение на каждой ячейке, а также может включать защитные устройства. Когда суперконденсатор не имеет накопленного заряда, он «выглядит как» короткое замыкание на зарядное устройство. К счастью, фотоэлектрические элементы не страдают от этого состояния. Другие схемы зарядки должны быть разработаны для решения этой задачи.
Электролиты хорошо подходят для многих инверторов возобновляемой энергии. Обладая гораздо более высокой удельной мощностью, чем пленочные конденсаторы, они могут быть хорошим выбором в цепях с напряжением ниже 600 В постоянного тока. Инверторам обычно требуется высокая емкость, чтобы справиться с пиковыми нагрузками, с которыми хорошо справляются электролиты.
Электролитические конденсаторы, как правило, стоят дешевле, чем пленочные конденсаторы, и имеют более высокую емкость для своего размера, но недоступны для уровней шины, превышающих 550 В постоянного тока. В цепях с уровнями выше этого потребуются последовательно соединенные алюминиевые электролитические конденсаторы, что снижает емкость. Их более высокое номинальное напряжение часто делает силовые пленочные конденсаторы более экономичными, когда напряжение на шине превышает 550 В постоянного тока. Хотя обычно считается, что электролиты имеют гораздо более короткий срок службы, чем пленочные колпачки, правильный выбор может дать срок службы, примерно равный ожидаемому сроку службы инвертора. Кроме того, новейшие электролиты обеспечивают более низкое ESR и более длительный срок службы. (Чтобы увидеть, как можно значительно продлить срок службы любого электролита за счет снижения номинальных характеристик, поэкспериментируйте с калькулятором срока службы Illinois Capacitor.
Как электролитические, так и пленочные конденсаторы могут использоваться для фильтрации шума, создаваемого в схемах импульсного источника питания, и для защиты от внешних кондуктивных помех.
Конденсаторы для подавления электромагнитных помех делятся на две категории: X и Y.