Выбор диаметра электрода для РДС (ММА)
25.03.2013
Диаметр сварочных электродов
Диаметр сварочных электродов для работы с различными по химическому составу сталями прописан в различных нормативных документах. К примеру, согласно ГОСТ- 9466-75, определен номинальный диаметр электрода, который соответствует диаметру стержня. Следует отметить, что номинальный диаметр электрода для сварки не включает в себя толщину обмазки.
Толщина покрытия электродов для сваркиСогласно п. 1.5. ГОСТ-9466-75, для каждого диаметра и марки электрода существует своя индивидуальная толщина обмазки. Определяется зависимости от отношения D/d, где D — диаметр с покрытием, а d — диаметр стержня, при этом соотношение у электродов с тонким покрытием (буквенное обозначение М) должно быть менее или равно 1,2; для электродов со средним покрытием (буквенное обозначение С) должно быть менее или равно 1,45; для электродов с толстым покрытием (буквенное обозначение Д) должно быть менее или равно 1,80; а для электродов с особо толстым покрытием (буквенное обозначение Г) должно быть больше 1,80.
К примеру, сварочные электроды УОНИ-13/45, марка Э-42А УОНИИ-13/45-d4-УД Е 412(4)-Б 20. В соответствии с маркой номинальный диаметр электрода равен d. 4.0, показатель – Д означает, что покрытие толстое. Полный диаметр D электрода с покрытием равен 6 мм, отношение D/d или 6/4 равно 1,5, что соответствует параметру электродов с толстым покрытием так как попадает в диапазон от 1,45 до 1,8.
Примечательно, что иностранные производители придерживаются таких же правил, только диаметры импортных электродов не соответствуют российским стандартам. Так к примеру японские сварочные электроды LB-52U имеют номинальные диаметры d. 2.6, d. 3.2, d. 4.0, а диаметры вместе с покрытием D 3,9, D 4,8, D 6, отношение диаметров равны 1,5, что соответствует толстому покрытию. Также сварочные электроды ОК 53.70 фирмы The ESAB Group произведенные в Швеции соответствуют международным стандартам d. 2,6, d. 3,2, d. 4 мм, а принадлежащий ESAB российский Завод ЭСАБ-СВЭЛ выпускает продукцию с торговой маркой ОК с диаметрами российских стандартов.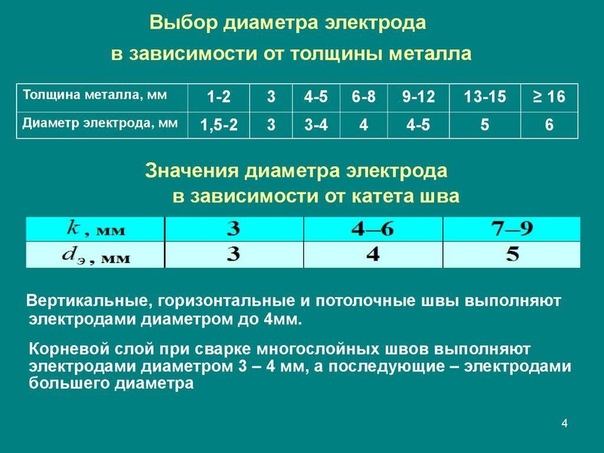
Выбор диаметра электрода для сварки осуществляется в зависимости от толщины свариваемого металла, его марки и химического состава, формы кромок, положения сварки, разновидности соединения. К основным особенностям различных диаметров электродов относятся:
1. Ø 1,0 мм – предназначены для работы с металлом, толщина которого 1-1,5 мм, при силе тока 20-25А;
2. Ø 1,6 мм – в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются двух размеров 200 или 250 мм, используемые для работы с металлами толщина которых от 1 до 2 мм с силой тока 25-50А;
3. Ø 2,0 мм – согласно ГОСТ9466-75 для низкоуглеродистой и легированной стали изготавливаются длинной 250 мм, допускается также длинна 300 мм, толщина свариваемых металлов от 1 до 2 мм, сила тока 50-70А;
4. Ø 2,5 мм – по ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются длинной 250-300мм, допускается также длинна 350 мм, толщина свариваемых металлов от 1 до 3 мм, сила тока 70-100А;
5. Ø 3,0 мм – наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
Ø 3,0 мм – наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
6. Ø 4,0 мм – широко используемый диаметр пригодный для работы как на профессиональном так и на бытовом оборудовании. Выпускается согласно ГОСТ9466-75 двух размеров 350 и 450 мм для любых видов стали, для металлов, толщина которых от 2 до 10 мм с силой тока 100-220А;
7. Ø 5,0 мм – электроды этого диаметра требуют достаточно мощного сварочного оборудования. В соответствии с ГОСТ9466-75, изготавливаются длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 150-280А;
8. Ø
Ø
9. Ø 8,0-12,0 мм – для работы на высокопроизводительном промышленном оборудовании. В соответствии с ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых свыше 8 мм с силой тока от 450А;
При этом необходимо отметить, что при определенном диаметре электрода диапазон силы тока для каждой марки электродов свои. К примеру, при диаметре электрода 3,0 мм для МР-3 сила тока 70-100А, а для УОНИ-13/55 сила тока 80-140А.
Как подобрать электрод для сварки. Плавящиеся и неплавящиеся электроды
На качество сварных работ влияет множество параметров, но самый главный из них – правильно подобранный электрод. Ответ на вопрос «как подобрать электроды для сварки» во многом зависит от типа выполняемых работ. Это может быть:
— наплавка или ремонт металлических конструкций;
— работа с углеродистыми сортами стали или чугуном;
— работа с легированными или тугоплавкими материалами;
— работа с цветными металлами (алюминий, медь и т.д.).
Для каждого типа работ следует подобрать соответствующий электрод – например, сварка алюминия подразумевает использование аргона и оптимальный решением для неё будет электрод из вольфрама.
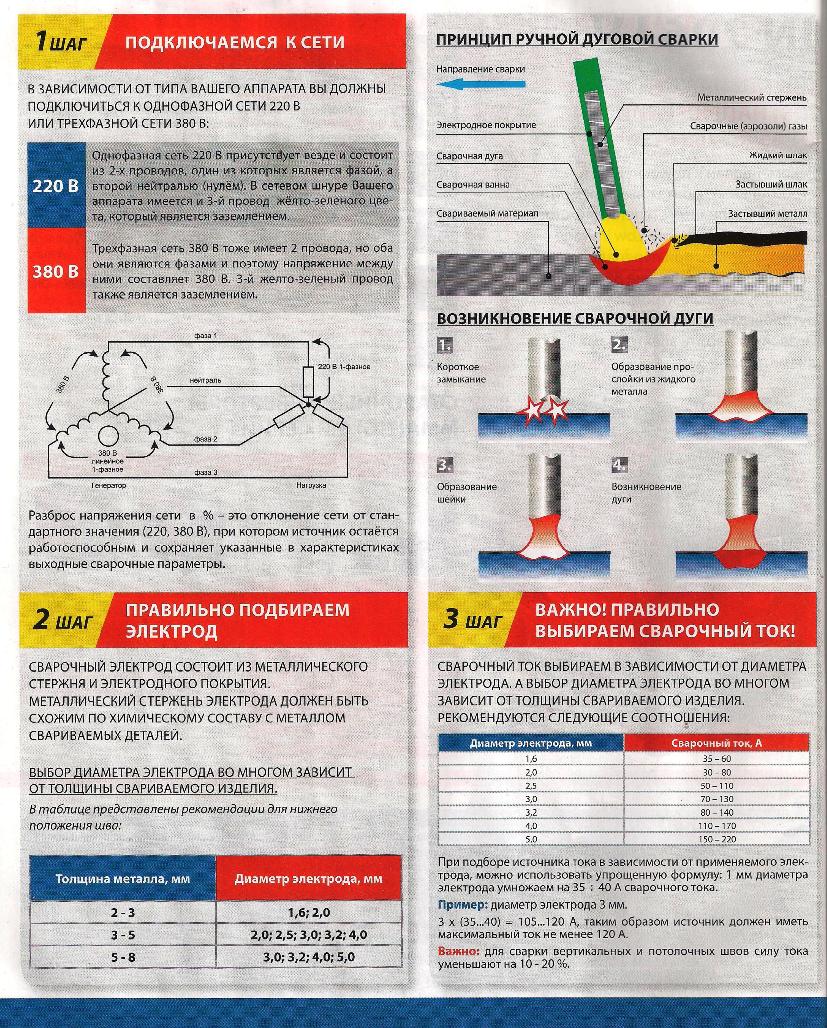
Помимо материала при выборе электрода следует учитывать толщину металла. Зависимость проста – чем толще металл, тем более крупный диаметр электрода вам понадобится.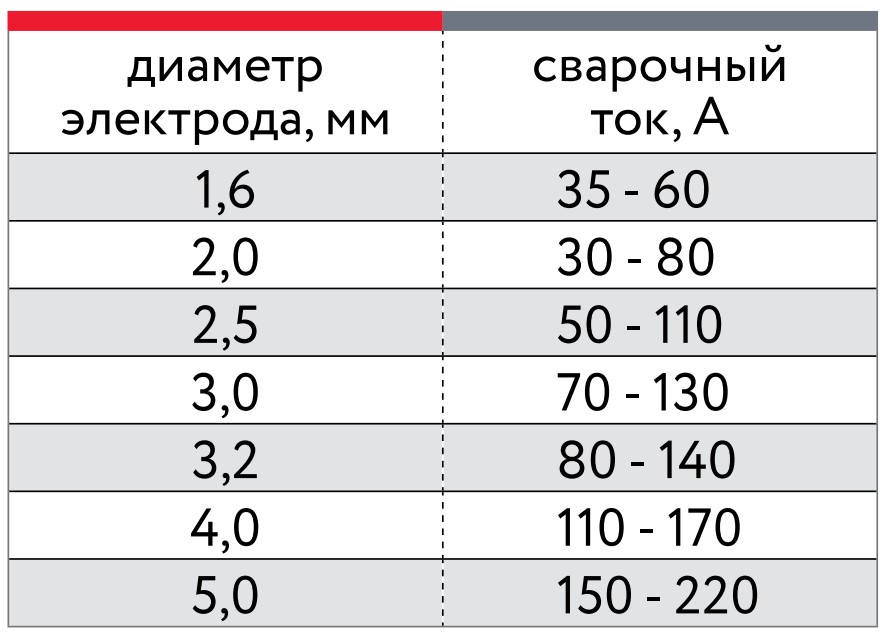 И тем больший ток придется использовать при сварке. Как подобрать диаметр электрода по значению тока? Совет от опытных сварщиков – 1 мм диаметра соответствует 30-40 А. Проще говоря – электрод диаметром 2 мм позволяет работать с током в диапазоне от 60 до 80А.
И тем больший ток придется использовать при сварке. Как подобрать диаметр электрода по значению тока? Совет от опытных сварщиков – 1 мм диаметра соответствует 30-40 А. Проще говоря – электрод диаметром 2 мм позволяет работать с током в диапазоне от 60 до 80А.
Тип сварочного аппарата на выбор не влияет – например, представленные на рынке инверторы работают со всеми видами электродов. Это значит, что подобрать электроды для инвертора можно, основываясь на типе решаемых задач, а не на конструктивных особенностях сварочного аппарата.
Разобравшись с тем, как подобрать толщину электрода, перейдем к рассмотрению их основных разновидностей.
Плавящиеся электроды
Металлический пруток, имеющий специальное покрытие для формирования стабильной сварочной дуги – вот что такое простой плавящийся электрод. Основные представители данного семейства – УОНИ 13/155. Для работы с ними необходимо использовать постоянный ток, а также обеспечить чистоту и сухость в месте сварки. Альтернатива – МР-3, электроды с покрытием из рутила. Здесь уже допускается как постоянный, так и переменный ток, да и к качеству поверхности данные электроды менее строги.
Альтернатива – МР-3, электроды с покрытием из рутила. Здесь уже допускается как постоянный, так и переменный ток, да и к качеству поверхности данные электроды менее строги.
Неплавящиеся электроды
Предназначены для сварки алюминия, магния или сплавов на их основе. Подразумевают работу в инертной среде (чаще всего – аргоне), чаще всего изготавливаются из вольфрама с небольшим количеством легирующих присадок. Как подобрать вольфрамовый электрод? Всё зависит от того, что вы хотите получить и насколько комфортно хотите работать. Цените долговечность? Тогда обратите внимание на вольфрамовые электроды, легированные иттрием. Осуществляете сварку тугоплавких металлов? На помощь придут электроды с ториевой присадкой.
Вы хотите купить сварочные электроды и ищете оптимальное сочетание цены и качества? Обратите внимание на предложения нашего портала – широкий ассортимент и привлекательная стоимость приятно вас удивят.
Каталог статей — ПромСнабСервис
Как выбрать сварочные электроды
Правильно подобранный сварочный электрод — это 90% успеха. Даже имея в своем распоряжении недорогой сварочный инвертор, вы сможете получить отличный качественный шов. Данная статья построена на ответах на ваши наиболее часто задаваемые вопросы.
Даже имея в своем распоряжении недорогой сварочный инвертор, вы сможете получить отличный качественный шов. Данная статья построена на ответах на ваши наиболее часто задаваемые вопросы.
Какие бывают типы сварочных электродов
Сварочные электроды для ручной дуговой сварки и наплавки разделяются на плавящиеся и неплавящиеся (вольфрамовые) электроды.
1Плавящийся электрод — это стальной проволочный стержень со специальным наружным покрытием (обмазкой). Электродное покрытие выполняет, как правило, несколько функций: обеспечивает стабильное горение дуги, газошлаковую защиту расплавленного металла и легирование металла шва в зависимости от назначения электрода. Для специальных электродов (для сварки нержавейки, алюминия, разнородных сталей, чугуна, меди) используется стержень не из стали, а из специального сплава.
2Неплавящийся (вольфрамовый электрод) – это непременный атрибут аргоновой (или TIG) сварки. Впрочем, они также различаются по применению.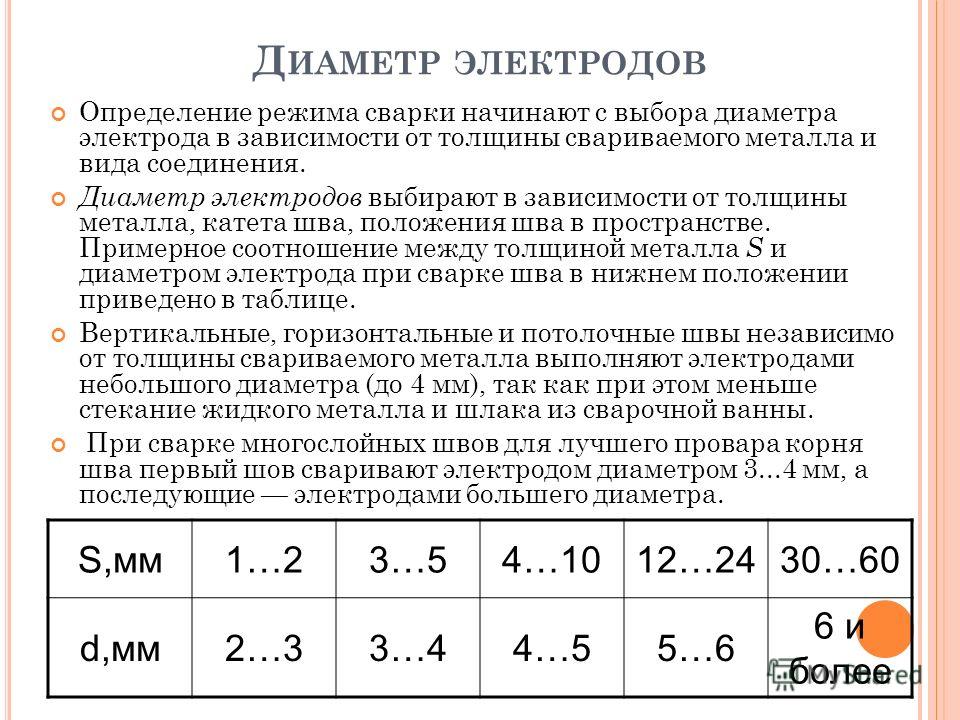
Какие бывают диаметры электродов
Размер электрода определяется размером стального стержня. Диаметр электродов: 1,6 мм, 2,0 мм, 2,5 мм, 3,0 мм, 4,0 мм, 5,0 мм, а длина 300 — 450 мм – в зависимости от характера легирования стального стержня. Электроды диаметром 1,6 мм поставляются под заказ, т.к. не находят частого применения на территории нашей страны.
Как классифицируются сварочные электроды
Чаще всего сварочные электроды классифицируются по назначению:
- электроды для сварки углеродистых и низколегированных сталей
- электроды для сварки легированных, высокопрочных и теплоустойчивых сталей
- электроды для сварки высоколегированных сталей («нержавеющие электроды», «электроды по нержавейке)
- электроды для сварки алюминия и его сплавов («электроды по алюминию»)
- электроды для сварки меди и ее сплавов (бронзы, латуни)
- электроды для сварки чугуна и сплавов на основе никеля («электроды по чугуну», «никелевые электроды»)
- электроды для наплавки и ремонта изделий
- для сварки разнородных и трудносвариваемых сталей
Какие бывают типы электродных покрытий
Всего существует четыре типа электродного покрытия, однако мы остановимся на двух наиболее распространенных.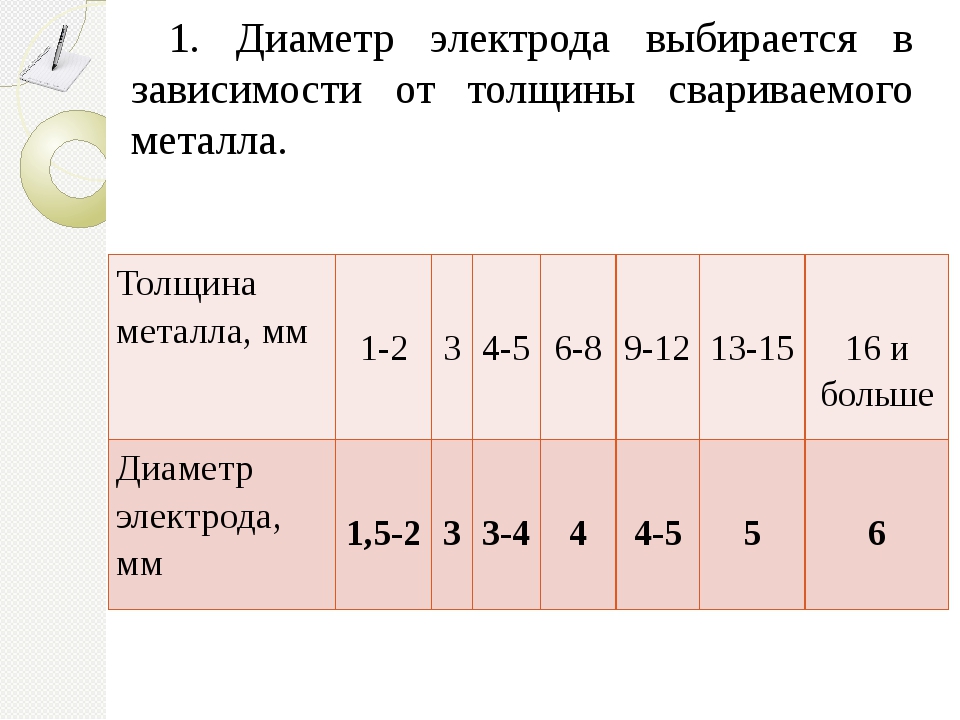
1Электроды с основным покрытием («основные электроды»)
Металл шва отличается высокими механическими свойствами, в том числе высокой пластичностью и ударной вязкостью, при комнатной и низкой температурах, мало склонен к старению и стоек против образования кристаллизационных трещин. Эти электроды рекомендуются, как правило, для сварки ответственных конструкций и изделий, эксплуатирующихся при низких температурах в условиях переменных и ударных нагрузок
К недостаткам «основных электродов» можно отнести склонность к образованию пор при наличии масла, окалины или ржавчины на кромках свариваемых деталей, при удлинении сварочной дуги или при увлажнение покрытия. Кроме того, электроды позволяют вести процесс сварки только на постоянном токе обратной полярности.
Наиболее популярный электрод с основным покрытием — УОНИ 13/55.
2Электроды с рутиловым покрытием
Электроды с рутиловым покрытием применяются главным образом для сварки конструкций из малоуглеродистых сталей.
Электроды отличаются высокими сварочно-технологическими свойствами:
- устойчивостью горения дуги на переменном и постоянном токе,
- минимальным разбрызгиванием металла,
- хорошим формированием шва во всех пространственных положениях,
- хорошей отделяемостью шлака,
- отлично сваривают загрязненную, ржавую, окисленную поверхность.
Кроме того, они обеспечивают хороший внешний вид шва: металл шва мало склонен к образованию пор при колебаниях длины дуги. Наиболее популярный электрод этого типа — МР-3.
Как правильно выбрать полярность тока при сварке электродом
У большинства сварочных инверторных аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. В этом случае (использование постоянного тока) существуют два варианта подключения электрода и детали.
При прямой полярности деталь присоединяется к зажиму « + », а электрод к зажиму « — ».
При обратной полярности деталь подключается к « — », а электрод к « + »
Обращаем ваше внимание: на положительном полюсе всегда выделяется больше тепла, чем на отрицательном.
- при работе с тонколистовым металлом, во избежание его прожога,
- при сварке высоколегированных сталей во избежание их перегрева,
- при прямой полярности лучше варить массивные детали.
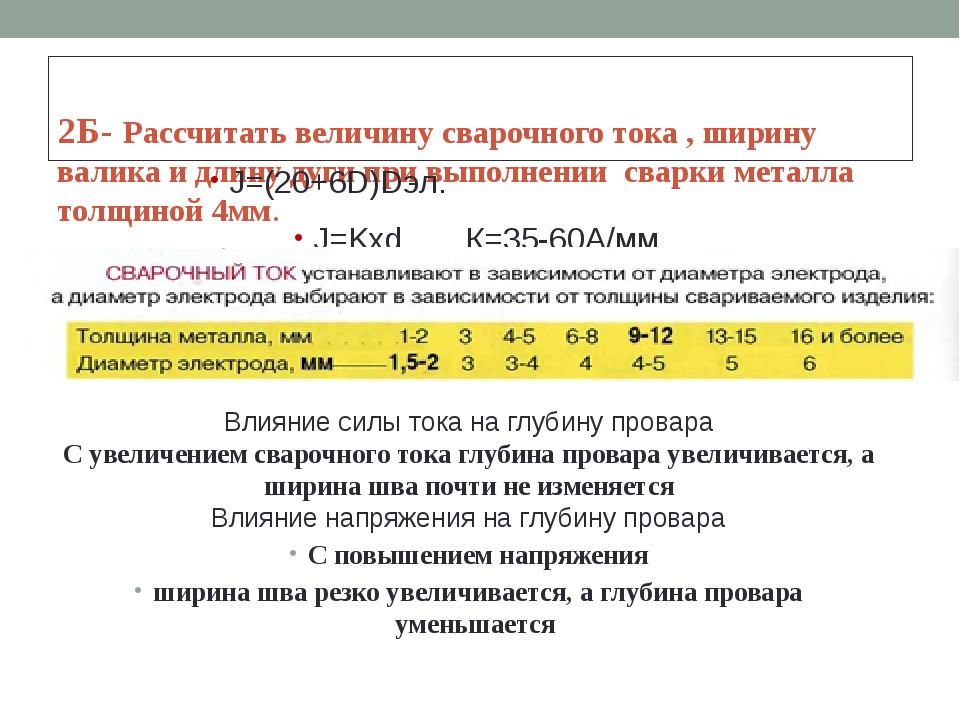
Как выбрать необходимый диаметр электрода и сварочный ток
Существуют три характеристики очень тесно взаимосвязанные между собой. Это — диаметр электрода, толщина свариваемого металла, ток сварки.
Диаметр электрода подбирается в зависимости от толщины свариваемого металла. При сварке стали толщиной от 0.5 мм до 1.5 мм чаще всего ручная дуговая сварка электродом (ММА) не применяется, а используется аргоновая сварка (TIG) или сварка полуавтоматом (MIG-MAG).
Следует помнить, что увеличение диаметра электрода уменьшает плотность сварочного тока. Это приводит к блужданию сварочной дуги, ее колебанием и изменениям длины. Как следствие — растет ширина сварочного шва и уменьшается глубина провара.
| Диаметр электрода, мм | Толщина стали, мм |
|---|---|
| 2.0 — 2.5 | 2 |
| 2.5 — 3.0 | 3 |
| 3.2 — 4.0 | 4-5 |
| 4.0 — 5.0 | 6-12 |
| 5.0 | 13 и выше |
Далее в таблице приведено взаимосвязь диаметра электрода и тока сварки. Как правило, большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках электродов.
| Диаметр электрода, мм | Толщина стали, мм |
|---|---|
| 2 мм | 55-65 |
| 2.5 мм | 55-80 |
| 3 мм | 70-130 |
| 4 мм | 130-160 |
| 5 мм | 180-210 |
| 6 мм |
Выбирая необходимый диаметр электрода, всегда обращайте внимание на толщину свариваемого металла. При сварке тонкого металла электродами большого диаметра, а также в случае сварки на повышенных токах появляется пористость в металле шва.
При сварке тонкого металла электродами большого диаметра, а также в случае сварки на повышенных токах появляется пористость в металле шва.
Что обозначают буквы «ОК» в маркировке сварочных электродов ESAB
Наши заказчики часто хотят купить сварочные электроды ESAB, называя всего две буквы «ОК». Поясняем, что все сварочные электроды произведенные компанией «ESAB» (Швеция) начинаются с буквенного обозначения «ОК», в честь основателя фирмы Оскара Кельберга. А далее за буквами «ОК» следует числовое обозначение, состоящее из четырех цифр.
Мы хотели бы познакомить вас наиболее популярными марками сварочных электродов ESAB, которые отлично зарекомендовали себя на территории Республики Беларусь:
- Электроды ESAB ОК 46.00 (аналог МР-3, ОЗС) – универсальный электрод для сварки углеродистых и низколегированных сталей («электрод для сталей»), обеспечивающий отличный сварочный шов для работы на переменном и постоянном токе;
- электроды ESAB ОК 48.
 00, ОК 48.04 (аналог электродов УОНИ 13\55) – для сварки особо ответственных конструкций на постоянном токе;
00, ОК 48.04 (аналог электродов УОНИ 13\55) – для сварки особо ответственных конструкций на постоянном токе; - электроды ESAB ОК 53.70 – специализированные электроды для сварки стыков труб и корневого прохода;
- электроды ESAB ОК 61.30 (аналог электродов ОЗЛ -8) – электроды для сварки нержавейки марок 304L, 308L, 03Х18Н9, 06Х18Н11, 08Х18Н10, 12Х18Н10;
- электроды ESAB ОК 63.20 (аналог электродов ОЗЛ -20) – электроды для сварки нержавейки марок 316L, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2. Электрод специально создан для сварки тонкостенных труб и тонколистовых конструкций;
- электроды ESAB ОК 68.81 – великолепные электроды для сварки разнородных, трудно свариваемых сталей, а также сталей неизвестного состава;
- электроды ESAB ОК 92.60 – электроды для чугуна, для сварки чугуна со сталью;
- электроды ESAB ОК 96.20 — электроды для алюминия.
 00, ОК 48.04 (аналог электродов УОНИ 13\55) – для сварки особо ответственных конструкций на постоянном токе;
00, ОК 48.04 (аналог электродов УОНИ 13\55) – для сварки особо ответственных конструкций на постоянном токе;
Для чего нужно прокаливать электроды
Прокалка электродов необходима для того, чтобы убрать лишнюю влагу из обмазки электродов. Высокое содержание влаги в покрытии может стать причиной такого дефекта при сварке, как прилипание электродов к детали. Особенно это касается сварочных электродов с основным покрытием.
Если вы открыли упаковку электродов, то вы должны либо израсходовать ее полностью, либо, начиная работу на следующий день, прокалить электроды. Для этого вам необходимо оборудование для прокалки и хранения электродов.
Как избежать этого трудоемкого процесса? Обращаем Ваше внимание на электроды шведского концерна ESAB, который все специальные марки электродов (для сварки нержавейки, чугуна, алюминия, меди) упаковывает в вакуумную упаковку ESAB VacPac. Электроды в вакууме укладываются во внутреннюю пластиковую коробку и обертываются в прочную воздухонепроницаемую фольгу. В зависимости от типа и размера, электроды пакуются в полные, половинные или четвертинные упаковки, количество электродов в которых определено из расчета использования в полсмены. Упаковки затем помещают в стандартную внешнюю коробку. Упаковка ESAB VacPac обеспечивает практически неограниченный срок их хранения.
Упаковки затем помещают в стандартную внешнюю коробку. Упаковка ESAB VacPac обеспечивает практически неограниченный срок их хранения.
Для чего нужно прокаливать электроды
Для того, что бы выбрать электрод, определяемся какие металлы (черный металл, нержавейку, чугун, алюминий или медь) мы будем сваривать? Выбираем сварочные электроды в соответствии с типом металла. Если предстоит ответственная сварка, лучше остановится на высококачественных электродах импортного производства. Например, сварочные электроды шведского концерна «ESAB» отлично зарекомендовали себя во всех областях промышленности.
При выборе электродов для сварки углеродистой стали обращаем внимание на чистоту поверхности свариваемого металла. Если поверхность покрыта ржавчиной, влажная, то применяем электроды с рутиловым покрытием (МР-3, ОК-46.00, ОЗС-12).
При сварке ответственных конструкции выбираем электроды с основным покрытием. При этом не забываем: электроды с основным покрытием требуют тщательной подготовки поверхности.
Определяемся с толщиной металла и правильно выбираем диаметр электрода и сварочный ток.
Правильно выбранные электроды даже при работе на недорогих сварочных аппаратах позволят вам сварить любой металл на высоком профессиональном уровне.
5 вещей, которые нужно знать, чтобы выбрать правильный сварочный электрод — WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте. Если вы совершите покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю от продаж от Amazon и других партнерских программ.
Выбор подходящей сварочной проволоки может стать головной болью, поскольку универсального электрода для сварки на все случаи жизни не существует. Мы избавили вас как минимум от нескольких головных болей, создав подробное руководство по выбору сварочной проволоки.Как правильно выбрать сварочный электрод?
Чтобы выбрать правильный сварочный электрод, вам необходимо:
- Учитывать основные металлы, которые вы будете сваривать
- Знать ток и полярность
- Знать прочность металлов
- Знать позиции сварки
- Ознакомьтесь с системой нумерации, используемой для описания электродов
сварочные электроды. Вы также найдете рекомендации о том, какой сварочный пруток лучше всего подходит для сварки различных металлов, включая чугун, литейную сталь, мягкую сталь.
Вы также найдете рекомендации о том, какой сварочный пруток лучше всего подходит для сварки различных металлов, включая чугун, литейную сталь, мягкую сталь.
Кроме того, поскольку вы ознакомились с информацией о том, как выбрать правильный сварочный электрод, вам следует уделить время правильному его хранению. Сделайте себе одолжение и ознакомьтесь с нашим рекомендуемым постом для хранения сварочных прутков здесь.
Вы свариваете на машине переменного тока?
AdvertisementsПрежде чем приступить к сварке, очень важно подумать о полярности.Когда вы включаете сварочный аппарат, создается электрическая цепь с отрицательным и положительным полюсом.
Обеспечение надлежащей полярности является разницей между формированием прочного, последовательного сварного шва и формированием плохого сварного шва, характеризующегося неоднородностью и чрезмерным разбрызгиванием, согласно Tulsa Welding School .
Сварочные аппараты, использующие переменный ток (AC), работают с током, который последовательно меняет отрицательную и положительную полярность в соответствии с движением синусоиды.
Сварочные аппараты переменного тока предназначены для начинающих , поскольку эти аппараты имеют низкую стоимость.
Существуют также обстоятельства, при которых имеет смысл использовать сварочный аппарат переменного тока, независимо от уровня квалификации оператора.
Сварочные аппараты переменного тока часто используются в:
Какие типы сварочных электродов работают с переменным током?
Выбор сварочного электрода зависит от того, собираетесь ли вы использовать переменный ток .Есть электроды, которые можно использовать как с постоянным, так и с переменным током. Однако электроды , 6010 можно использовать только с постоянным током.
При использовании переменного тока, один электрод можно использовать электрод 6011. Этот тип сварочного стержня создает дугу, способную прорезать ржавые или грязные металлы, что делает его популярным выбором для тех, кто занимается техническим обслуживанием/ремонтом.
Вы свариваете на машине постоянного тока?
Сварочные аппараты постоянного тока (DC) работают с током одной полярности на протяжении всего процесса. Результатом сварки постоянным током является более стабильная дуга с меньшим разбрызгиванием вдоль валика сварного шва. Конечный продукт намного мягче.
Рекламные ссылки Некоторые даже говорят, что легче научиться сварке постоянным током, хотя начинающие сварщики обычно используют переменный ток из-за стоимости оборудования.
Какие типы сварочных электродов подходят для машин постоянного тока? Электроды
6010 исключительно совместимы с постоянным током. Вы часто можете найти электроды, совместимые с постоянным током, просто выполнив поиск в Интернете по запросу «сварочные электроды постоянного тока», поскольку электроды часто продаются таким образом.
Обратите внимание на материал покрытия сварочного стержня. Если электрод изготовлен из натриевой целлюлозы, то его можно использовать только с DCEP (постоянный ток, положительная полярность), как показано в этом руководстве от Miller Electric.
При этом можно использовать электроды с покрытиями, состоящими либо из оксида титана , либо из порошка железа из титана с переменным током и постоянным током любой полярности. Более подробно о выборе сварочных электродов для конкретных целей я расскажу в следующих разделах этой статьи.
Сварочный электрод какого размера следует использовать?
Обычно толщина сварочного стержня должна соответствовать толщине металла, с которым вы работаете, как это рекомендовано Summit College.
Вы можете найти брелок для измерения толщины металла, например, изготовленный YESWELDER, который поможет определить толщину металла, с которым вы планируете работать.
YESWELDER Круглый двусторонний измеритель толщины листового металла и измеритель толщины металлического листа 2 шт. Прибор для сварки проволоки из нержавеющей стали- В комплект входит — 1 кусок круглого двустороннего датчика проволоки + 1 кусок датчика толщины металлического листа
- Высококачественный материал — Изготовлен из нержавеющей стали стали, обладает антикоррозийными и антикоррозионными свойствами. Он прочен, не ржавеет в сухой среде, его легко хранить. Вы можете использовать его в течение длительного времени, не меняя его часто, компактный и легкий по весу, удобный для переноски
- Полезный удобный инструмент — Используйте эти датчики для определения толщины материала перед работой, чтобы сэкономить время и материал. Действительно полезные удобные инструменты
- Простота в использовании — просто прижмите зубья к объекту, чтобы он соответствовал контуру, а затем обведите нужную форму; экономит ваше время для маркировки точного разреза, легко читается
- Широкое применение: Двухсторонний калибр для круглой проволоки: Калибровка непокрытого листа, толстолистового железа и стали; кожа, бумага, дерево, болт и многое другое; Прибор для измерения толщины проволоки/металлического листа: Проверка размера проволоки из металлического листа перед сваркой или работой
 Он прочен, не ржавеет в сухой среде, его легко хранить. Вы можете использовать его в течение длительного времени, не меняя его часто, компактный и легкий по весу, удобный для переноски
Он прочен, не ржавеет в сухой среде, его легко хранить. Вы можете использовать его в течение длительного времени, не меняя его часто, компактный и легкий по весу, удобный для переноски Сила тока, которую может безопасно выдержать сварочный стержень, зависит от его диаметра.
Вы можете найти в Интернете таблицы размеров сварочных электродов, которые показывают взаимосвязь между диаметром сварочного электрода и силой тока, в том числе эту, разработанную Firepower.
На диаграмме видно, что диаметр сварочных прутков варьируется от 5/64” до 5/32”.
В таблице также указана соответствующая рекомендуемая толщина основного металла, который вы будете сваривать.
Имейте в виду, что это всего лишь пример диаграммы от одной компании, чтобы показать вам взаимосвязь между диаметром сварочного электрода и требуемой силой тока.
В этой таблице, опубликованной компанией Island Supply Welding, вы увидите, что существуют сварочные прутки диаметром от 1/16 дюйма до 5/16 дюйма в диаметре. Их график выглядит что-то такое:
| Электрод диаметр (Толщина) | Диапазон AMP | Plate | 291/16 « | 20 — 40 | до 3/16 « |
| 3/32″ | 40135 40130 | До 1/4 « | 1/8 | 75 — 185 | более 1/8 « |
| 5/32″ 5/32 « | 105 — 250 | более 1/4″ | |||
| 3/16 « | 140 — 305 | более 3/8 « | |||
| 1/4″ | 210 — 430 210 — 430 | старше 3/8 « | |||
| 5/16″ | 275 – 450 9000 8 | БОЛЕЕ 1/2″ |
Диапазоны силы тока на втором графике аналогичны диапазонам на первом. Общая тенденция такова: электроды с малым диаметром смогут выдержать только небольшой ток (силу тока).
Общая тенденция такова: электроды с малым диаметром смогут выдержать только небольшой ток (силу тока).
Это еще не все. Когда дело доходит до выбора электродов, я расскажу о других факторах, которые необходимо учитывать.
Что означают номера сварочных электродов?
Американское общество сварщиков (AWS) разработало систему нумерации сварочных электродов, чтобы классифицировать сварочные электроды и упростить выбор электрода для прокатки.
Когда вы покупаете сварочные электроды, вы заметите четырех- или пятизначный номер, за которым следует буква, например:
E6013
- E означает «электрод для дуговой сварки»
- Первые две цифры « 60” показывают, что прочность сварочного прутка на растяжение составляет 60 000 фунтов на квадратный дюйм (фунтов на квадратный дюйм).
- Предпоследняя цифра указывает на положение сварки, «1» – сварочный пруток во всех положениях.
- Последняя цифра указывает материал покрытия, «3», изготовлен из калия с высоким содержанием титана
Как выбрать электрод?
Существует множество факторов, влияющих на то, какой электрод лучше всего подходит для работы.
Электрод, который вы выберете с приветом в зависимости от:
- Прочность на растяжение
- Духоведение
- Устойчивость к коррозии
- Базовый металл (сталь, алюминий и т. Д.)
- Текущий и полярность
- Заставка
Прочность
Прочность на растяжение относится к максимальной величине напряжения, которое может испытать материал при растяжении или растяжении до того, как он сломается или выйдет из строя, как определено младшим колледжем Санта-Роза.
Часто измеряется в фунтах на квадратный дюйм (psi).
Минимальная прочность на растяжение электрода должна соответствовать минимальной прочности на растяжение основного металла во избежание дефектов сварного шва, таких как растрескивание.
В большинстве случаев используются сварочные электроды серии 6000 или 7000. Например, E6011 имеет прочность на растяжение 60 000 фунтов на квадратный дюйм. Сварочный пруток серии E60 по прочности на растяжение соответствует низкоуглеродистой стали согласно Miller Welds.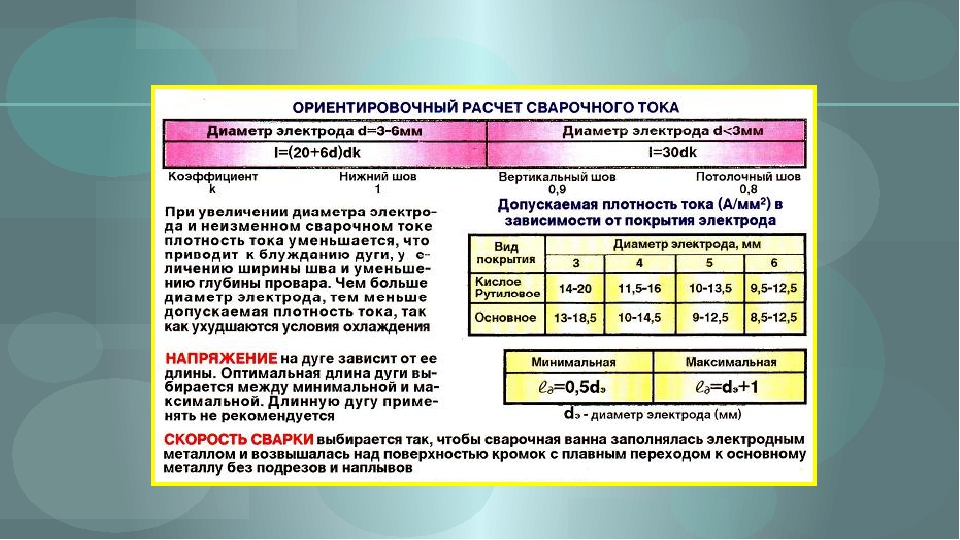
Положение при сварке
При выборе электрода необходимо также учитывать положение при сварке. Положение сварки относится к направлению, в котором сверлильщик укладывает сварочный валик.
Наиболее часто используемыми сварочными электродами являются всепозиционные сварочные электроды . Есть 4 основных положения сварки.
- Плоский
- Горизонтальный
- Вертикальный
- Вертикальный
Большинство продаваемых сварочных прутков являются электродами для всех положений, но при работе с электродом все же стоит смотреть на 4- или 5-значный номер на электроде. оборудование, которое вы не покупали.
Материал покрытия
Существует 8 различных типов покрытий, используемых на сварочных электродах, которые включены в систему классификации Американского общества сварщиков (AWS).
Я коснулся этого немного раньше. Материал покрытия определяет, какой тип тока (AC, DC+ или DC-) вы будете использовать.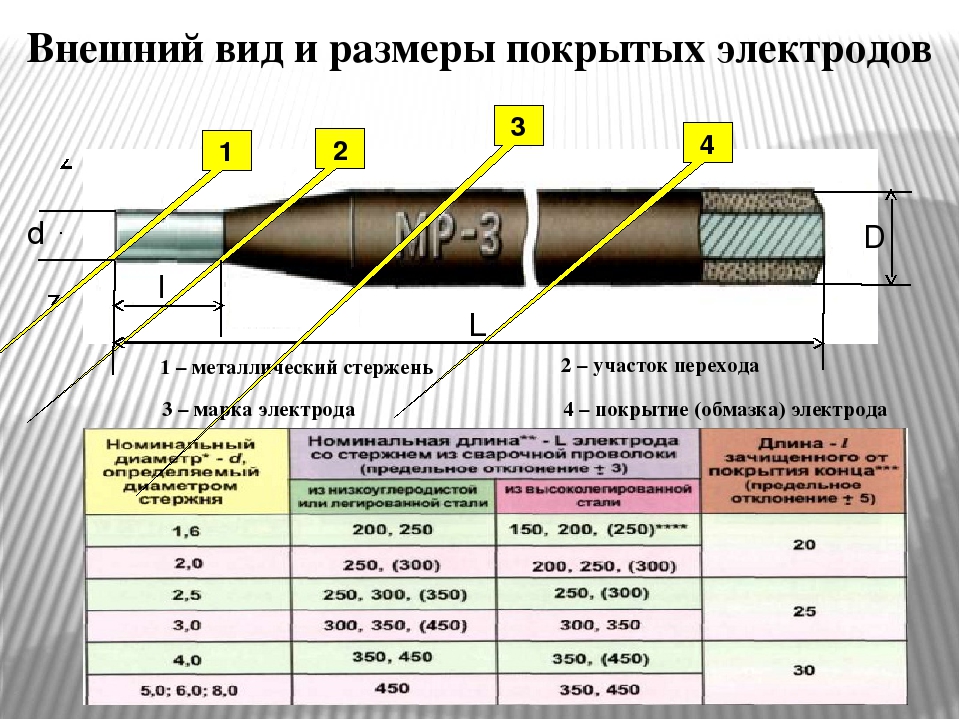 Например, покрытия с высоким содержанием титана натрия и высоким содержанием титана калия совместимы с переменным током, но если вы используете постоянный ток (постоянный ток, отрицательная полярность), вам необходимо использовать покрытие с высоким содержанием титана натрия.
Например, покрытия с высоким содержанием титана натрия и высоким содержанием титана калия совместимы с переменным током, но если вы используете постоянный ток (постоянный ток, отрицательная полярность), вам необходимо использовать покрытие с высоким содержанием титана натрия.
Натрий с высоким содержанием целлюлозы
Натриевые сварочные прутки с высоким содержанием целлюлозы можно использовать только с постоянным током +. Предназначен специально для укладки корневого валика на внутреннюю часть трубы (см. столбик lincoln electric здесь).
Электрод E6010 обеспечивает самую проникающую дугу среди всех электродов и эффективен при сварке сквозь масло, грязь, ржавчину и краску.
Калий с высоким содержанием целлюлозы
Сварочные электроды с высоким содержанием целлюлозы и калия совместимы со всеми типами тока.E6011 — популярный выбор среди тех, кто работает со старым металлом, который также может быть ржавым и грязным.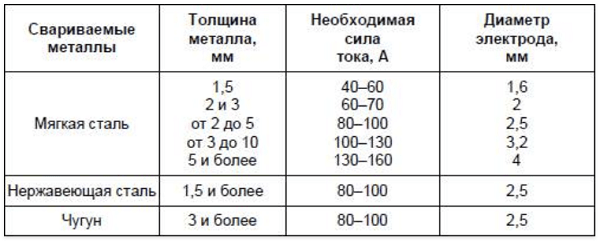 Он также имеет глубокую проникающую дугу, что делает его эффективным выбором для проведения работ по техническому обслуживанию и ремонту.
Он также имеет глубокую проникающую дугу, что делает его эффективным выбором для проведения работ по техническому обслуживанию и ремонту.
Сварочные электроды с высоким содержанием титана и калия
Сварочные электроды с высоким содержанием титана и калия дают дугу, которая легче и мягче, чем сварочные электроды с высоким содержанием целлюлозы натрия и калия. В результате они подходят для использования с тонкими материалами, такими как чистый новый листовой металл .Они также производят меньше брызг, чем другие электроды.
Низководородный
Сварочные электроды с низким содержанием водорода классифицируются AWS как электроды с последней цифрой 5, 6 или 8. Электроды с низким содержанием водорода имеют высокую скорость наплавки, согласно журналу Изготовление и металлообработка .
Причина, по которой вам может понадобиться электрод с низким содержанием водорода, заключается в том, что они содержат меньше влаги в покрытии электрода. Они являются основным выбором в проектах, требующих дополнительных мер защиты от дефектов сварки, и чаще всего используются при дуговой сварке защитным металлом (SMAW).
Они являются основным выбором в проектах, требующих дополнительных мер защиты от дефектов сварки, и чаще всего используются при дуговой сварке защитным металлом (SMAW).
Электрод E7018 настоятельно рекомендуется компанией Miller Welds для оборудования, которое будет часто использоваться в условиях экстремальных температур и ударных нагрузок.
Электрод E6016, состоящий из калиевого покрытия с низким содержанием водорода, рекомендуется при работе с углеродистой сталью (см. статью Университета Пердью здесь).
Какой стержень проще всего сваривать?
Если вы только начинаете заниматься дуговой сваркой или хотите научить кого-то дуговой сварке, ищите электрод, который не образует слишком много брызг и совместим как с постоянным, так и с переменным током.
Сварочный пруток E6013 рекомендуется как самый простой в сварке пруток по ряду причин.
Электрод E6013:
- Прочность на растяжение 60 000 psi: делает его подходящим для использования с мягкой сталью в горизонтальном, вертикальном и потолочном положениях
- Имеет покрытие из оксида титана и калия: совместим с переменным и постоянным током +
Большинство сварочных аппаратов начального уровня работают на переменном токе. Найти сварочный электрод, совместимый с переменным током, несложно, так как 6 из 8 сварочных покрытий работают с переменным током. Еще одна причина, по которой электроды E6013 просты в использовании, заключается в том, что создает мягкую дугу, способную производить меньше шлака, чем электрод E6011.
Найти сварочный электрод, совместимый с переменным током, несложно, так как 6 из 8 сварочных покрытий работают с переменным током. Еще одна причина, по которой электроды E6013 просты в использовании, заключается в том, что создает мягкую дугу, способную производить меньше шлака, чем электрод E6011.
Дуга дуги E6013 также не проникает через основной металл так же легко, как это делает E6011, оставляя место для ошибки оператору, который еще не понял, насколько близко следует держать дугу от дуги. основной металл.
Какой сварочный электрод самый лучший?
Сварочный пруток E7018 — самый универсальный электрод. Этот всепозиционный электрод покрыт смесью порошков калия и железа с низким содержанием водорода.
Сварочная проволока E7018 универсальна, потому что она:
- Совместима с переменным, постоянным +, постоянным током
- Эффективна даже для трудносвариваемых металлов
- Сварной шов будет 90 равномерным0 читать далее
- Полученный шов может выдерживать экстремальные колебания температуры, в том числе отрицательные температуры
Электрод Э7018 также способен формировать трещиностойкие сварные швы в среднеуглеродистых и высокоуглеродистых сталях и сварные швы в легированных сталях, требующих минимального прочность на растяжение 70 000 фунтов на квадратный дюйм или выше. Этот электрод также предлагает пользователю высокую скорость осаждения, примерно в два раза выше, чем у электрода E7018. Шлак на сварном шве, хотя и тяжелый, легко удаляется.
Этот электрод также предлагает пользователю высокую скорость осаждения, примерно в два раза выше, чем у электрода E7018. Шлак на сварном шве, хотя и тяжелый, легко удаляется.
В промышленности существует множество норм сварки, которые требуют использования электрода с низким содержанием водорода, чтобы избежать растрескивания под действием водорода.
Какая сварочная проволока самая прочная?
Сварочный стержень, который считается самым прочным сварным швом, на самом деле зависит от вашего определения прочного сварочного стержня.Можно использовать прочный сварочный стержень, который дает самый прочный валик, или это может быть даже самый прочный электрод из всех имеющихся в магазине.
Если вы ищете универсальный сварочный пруток, который производит прочный валик, не ищет ничего, кроме электрода E7018. Этот электрод известен тем, что производит настолько прочные сварные швы, что его даже используют для сварки деталей на электростанциях и морских буровых установках.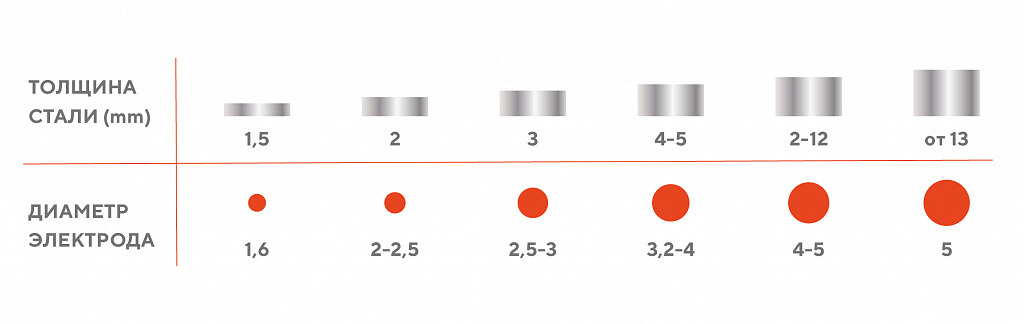
Электрод E7018 также часто используется в судостроении. Сварные швы, полученные этим электродом, также устойчивы к повреждениям от влаги и могут выдерживать сварку при низких температурах.сварка гребного винта корабля
К сожалению, электроды E7018 трудно хранить при хранении, поскольку они являются электродами с низким содержанием водорода. Хранить их нужно в теплых и сухих местах, чтобы они не повреждались.
Электроды E6010 и E6011 прочны сами по себе . Сами электроды менее легко повредить, чем электроды с низким содержанием водорода, упомянутые выше.
Они также наиболее часто используются для повседневного ремонта низкоуглеродистой стали. Эти электроды производят глубокую проникающую дугу, которая прорезает ржавые и грязные материалы, как масло. С электродами E6010 и E6011 вам не нужно беспокоиться о чистоте основного металла, который вы собираетесь сваривать.
Какая сварочная проволока лучше всего подходит для чугуна?
Чугуны относятся к семейству железоуглеродистых сплавов с высоким содержанием углерода, обычно в пределах 2-4%.
Их сварка может быть сложной задачей, поскольку они значительно менее податливы, чем сталь и кованое железо. Они также не растягиваются и не деформируются при нагревании, как другие металлы.
Под воздействием тепла или напряжения чугун начинает трескаться.
Свариваемость чугуна зависит от того, серый ли это чугун или белый чугун. Серый чугун на самом деле можно сваривать, в то время как белый чугун считается почти не поддающимся сварке.
Электроды из никелевого сплава, в том числе WeldingCity ENiFe-C1 Welding Rod, рекомендуются для сварки основных металлов из чугуна.
Enife-C1 ЭЛЕКТРОД:
-
- Высокопрочные отложения сварки
- 4
- имеет прочность на растяжение 84 000 фунтов на расстоянии
- , совместим с DC + и переменными токами
Вышеуказанные электроды из никеля-55 более доступны по цене, чем электроды из никеля-99, и по-прежнему хорошо подходят для сварки деталей из чугуна друг с другом, соединения чугуна с низкоуглеродистой сталью и ремонта отливок.
Сайт pinnaclealloys.com рекомендует предварительно нагревать чугун перед сваркой. В противном случае чугун может треснуть. Предпочтительной процедурой является предварительный нагрев чугуна при температуре от 500 до 1200 градусов по Фаренгейту, если это вообще возможно.
Какая сварочная проволока лучше всего подходит для алюминия?
Алюминий имеет репутацию чрезвычайно трудносвариваемого материала. Это связано с тем, что температура плавления алюминия составляет 1220 градусов по Фаренгейту, а температура плавления стали — 2600 градусов по Фаренгейту.
Алюминий также имеет оксидный слой, защищающий алюминий от коррозии и истирания. Температура плавления оксидного слоя алюминия составляет 3700 градусов по Фаренгейту (подробнее см. на сайте thefabricator.com).
Алюминий плохо поддается сварке, поскольку оксидный слой резервуара действует как изолятор во время процесса сварки, , как описано в журнале The Fabricator . Если вы хотите сварить алюминиевую деталь с помощью дуговой сварки, то рекомендуемым сварочным стержнем является электрод для дуговой сварки с алюминиевым покрытием E4043.
Электрод E4043:
- Имеет предел прочности при растяжении 40 000 фунтов на квадратный дюйм, что соответствует предельному пределу прочности алюминия, который составляет 45 000 фунтов на квадратный дюйм
- Предназначен для использования только с DC+ (постоянный ток положительный)
Алюминий можно сваривать только с помощью мощного сварочного аппарата постоянного тока, как описано здесь. Это оборудование предоставляет операторам-любителям/сделай сам и небольшим мастерским по производству металлоконструкций возможность сваривать алюминиевый основной металл.
Какая сварочная проволока лучше всего подходит для нержавеющей стали?
Для сварки нержавеющей стали рекомендуется использовать электрод E309L-16 для сварки нержавеющей стали.
электрод E309L-16:
- имеет прочность на растяжение 59 500 PSI
- имеет покрытие потока, которое обеспечивает плавную передачу дуги
- , создает шлак, который легко удалить
- . во всех положениях сварки, кроме вертикального вниз
- Совместимость с переменным и постоянным током
Электрод E309L-16 обычно используется для сварки нержавеющей стали с мягкой или низколегированной сталью. Эти сварочные электроды, безусловно, являются наиболее часто рекомендуемыми сварочными электродами для нержавеющей стали, но они требуют обучения, как показано в этом видео. НАПОМИНАНИЕ: ПОЖАЛУЙСТА, НАДЕВАЙТЕ РЕСПИРАТОР
При использовании этого сварочного электрода необходимо убедиться, что основной металл чистый. В противном случае влага в зоне сварки может привести к пористости, что может привести к ослаблению сварного шва. Электроды из нержавеющей стали необходимо хранить в теплом и сухом месте. Храните их в оригинальном контейнере, в котором они были доставлены, если можете.
Какая сварочная проволока лучше всего подходит для литой стали?
В то время как чугун часто содержит 2% углерода, литая сталь будет содержать 0,1-0,5% углерода.
Сварочный стержень, который вы используете для литой стали, должен иметь высокую прочность на растяжение.E8018-C3 — рекомендуемый сварочный пруток, если вы свариваете литейную сталь. Этот сварочный пруток подходит для сварки металлов с высокой прочностью на растяжение.
E8018-C3:
-
- совместим с AC и DC-токами
- — всеполосный электрод
- производит низкий брызг и легко удалить SLAG
- имеет высокий Скорость наплавки
Этот сварочный пруток также предназначен для применений, требующих 1% никеля.
Какая сварочная проволока лучше всего подходит для мягкой стали?
Мягкую сталь часто называют «низкоуглеродистой сталью». Мягкая сталь не является сплавом и поэтому не содержит большого количества каких-либо элементов, кроме железа.
Мягкая сталь обычно гораздо более ковкая и свариваемая, чем другие типы стали.
Он также имеет более низкую прочность на растяжение, чем высокоуглеродистые и легированные стали. Прочность на растяжение мягкой стали составляет около 63 800 фунтов на квадратный дюйм.Любой сварочный стержень из серии электродов 6000 подходит для сварки низкоуглеродистой стали.В частности, электрод E6011 рекомендуется для сварки низкоуглеродистой стали.
Электрод E6011:
- Имеет предел прочности при растяжении 60 000 psi
- Совместим с переменным и постоянным током +
- Является всепозиционным электродом
- Считается быстрозамораживающим электродом Электрод E 60 90 также хороший кандидат для сварки низкоуглеродистой стали, но его можно использовать только с постоянным током +. Многие сварочные аппараты начального уровня используют переменный ток, что делает электрод E6011 более полезным в этом случае.
И E6010, и E6011 классифицируются как «глубоко проникающие» сварочные электроды, что означает, что расплав на конце сварочного электрода проникает глубже в основной металл, чем у некоторых других сварочных электродов.
Единственным потенциальным недостатком является тот факт, что сварочные прутки E6011 и E6010 также считаются электродами с высоким содержанием водорода. Это означает, что сварной шов, выполненный этими электродами, будет легче подвергаться водородному растрескиванию.
Однако электроды E6011 и E6010 лучше проникают в основной металл, чем электрод E7018.Они также поставляются с менее строгими требованиями к хранению.
Какая сварочная проволока лучше всего подходит для оцинкованной стали?
К сварке оцинкованной стали предъявляются более строгие требования безопасности, чем к сварке других сталей. Это связано с тем, что защитное цинковое покрытие, также известное как «гальванический слой», довольно легко расплавляется в процессе.
Несмотря на то, что пары оксида цинка нетоксичны и не канцерогенны, они могут вызвать у сварщика кратковременное заболевание, известное как «лихорадка металлического дыма» (подробнее об этом читайте здесь).
Это кратковременное заболевание характеризуется симптомами, похожими на любой другой желудочный грипп, и звучит не очень весело.Американская ассоциация гальванистов рекомендует удалить слой цинкования с предполагаемой зоны сварки, прежде чем приступать к сварке. Возможно, таким образом вам будет легче избежать паров.
Электрод E6011 также считается превосходным электродом для сварки оцинкованной стали (подробнее об этом см. здесь). Это связано с его проникающей способностью и совместимостью с переменным током, которыми обладают многие сварочные аппараты начального уровня.
Тем не менее, в профессиональных условиях, когда вы свариваете оцинкованные трубы, вам может подойти электрод E7018 , если вы используете электродную сварку.
Использование электрода E7018:
- Снижает возможность повреждения сварного шва влагой
- Является электродом с малым разбрызгиванием
- Настолько надежен, что используется для сварки стальных конструкций на электростанциях и морских буровых установках
Тот факт, что электрод E7018 не дает большого количества брызг, делает его подходящим для сварки куска оцинкованной стали после того, как вы удалили оцинкованную сталь.
После завершения сварки вам нужно будет повторно нанести защитный слой в зоне сварки, чтобы компенсировать удаленное защитное покрытие. Это будет намного проще, если вам не придется удалять очень много шлака в процессе.
Не забывайте о важности хранения сварочной проволоки!
Диаметр электрода и плотность тока
Разоблачение мифа: диаметр электрода и плотность токаВыбор правильного диаметра проволоки для сварки MIG, сварки под флюсом (SAW) и дуговой сварки с флюсовой проволокой (FCAW) может оказаться непростой задачей.Это связано с двумя (часто неправильно понимаемыми) утверждениями, связанными с диаметром электрода:
- Проволока меньшего диаметра обеспечивает слабое проникновение и может не подходить для толстого материала
- Проволока большего диаметра обеспечивает более глубокое проникновение и отложение большего количества металла
В обоих утверждениях есть доля правды, но будьте осторожны; ни одно из этих утверждений не является полностью верным.
Влияние силы тока Чтобы принять наилучшее решение о том, какой диаметр проволоки использовать, полезно понять, как диаметр проволоки и влияние силы тока через проволоку влияют на наплавку.Предположим, у вас есть провод SAW 3/32 дюйма и провод SAW 5/32 дюйма, оба работают на 600 ампер. Какая проволока обеспечивает самое глубокое проникновение? Поскольку сила тока течет по проводу меньшего диаметра, плотность (или концентрация) тока больше, чем тот же ток, протекающий по проводу большего диаметра. Чем больше плотность тока, тем глубже проникновение. В результате провод меньшего диаметра проникнет глубже, чем провод большего диаметра при том же токе (при условии, что все другие факторы, такие как скорость перемещения, остаются постоянными).Рисунок 6.31 демонстрирует эту концепцию.
Однако каждый провод имеет определенную плотность тока. Если сила тока, протекающая через проволоку, становится слишком большой, сварочная дуга становится нестабильной и неустойчивой.
Скорость наплавки В этот момент пришло время увеличить диаметр проволоки. Это снизит плотность тока и стабилизирует дугу. И наоборот, если сила тока слишком мала для диаметра проволоки, дуга будет стремиться «вспыхнуть», прилипнуть и произвести чрезмерное разбрызгивание. В этот момент меньший диаметр провода может решить проблему.Что касается скорости наплавки (количество металла сварного шва, которое может быть наплавлено в фунтах/час), проволока меньшего диаметра должна иметь большую скорость подачи проволоки, чтобы достичь той же силы тока в проволоке большего диаметра. Например, проволока диаметром 3/32 дюйма, описанная ранее, имеет скорость подачи проволоки 150 дюймов в минуту для достижения силы тока 600 ампер. Скорость подачи проволоки 5/32 дюйма составляет примерно 45 дюймов в минуту. В результате увеличенной скорости подачи проволоки диаметром 3/32” она будет откладывать около 17.3 фунта/час. Электрод диаметром 5/32 дюйма при токе 600 ампер откладывает примерно 14,7 фунта/час.
Более высокая скорость наплавки с использованием проволоки меньшего размера 3/32 дюйма может обеспечить более высокую скорость перемещения и потенциально увеличить производительность.Хотя в приведенных выше примерах использовалась проволока под флюсом, те же принципы справедливы для сварки MIG и FCAW. Соблюдение рекомендуемых производителем процедур для проволоки может помочь оптимизировать производительность и качество за счет выбора проволоки правильного диаметра для работы.
Фото предоставлено Lincoln ElectricЕсли у вас есть какие-либо вопросы по этой теме, обязательно обращайтесь к своим представителям в General Air.
Автор: Steve Duren
Сварочная проволока диаметром 1/16 дюйма 3 фунта
Направляющие и аксессуары
Информация о безопасности
Всегда следуйте всем инструкциям и предупреждениям и надевайте надлежащие средства защиты глаз, ушей, кожи и органов дыхания.Аксессуары
Иствуд 3 фунта 120 стержней Сварочный электродный стержень диаметром 1/16 дюйма для сварки легкого листового металла 3/16 дюймаСоветы по применению
3 фунта.1/16-дюймовые сварочные стержни типа 6013 (19001) отлично подходят для сварки тонких металлических поверхностей без прожига. Если вы свариваете металл легче 18 калибра, используйте сварочный аппарат (19045) с этими стержнями. Работайте в хорошо проветриваемом помещении. при использовании этих или других сварочных электродов.Эти электроды не содержат никеля, хрома или кадмия и могут использоваться в Калифорнии.Как выбрать сварочный аппарат, необходимый для вашего проекта
Покупка или аренда сварочного аппарата? Чтобы выяснить, какой тип подходит для вашего проекта, рассмотрите возможности каждого типа сварочных аппаратов, материалы, которые вам нужно сваривать, а также требования к мощности и мощность машин.
Объяснение типов сварки: MIG, TIG, порошковая и электродуговая сварка.
MIG, TIG, порошковая и электродуговая сварка. При дуговой сварке источник питания создает электрическую дугу между металлическим стержнем, называемым электродом, и основным материалом. Он плавит металлы там, где они встречаются.
Аппараты для дуговой сварки используют постоянный (DC) или переменный (AC) ток и плавящиеся или неплавящиеся электроды. Плавящиеся электроды плавятся и способствуют сварке.
Эти сварочные аппараты защищают зону сварки, также называемую расплавленной сварочной ванной, от атмосферы либо напрямую, с помощью защитных газов (инертных или полуинертных), либо косвенно, используя сварочный агент или флюс.
Эта защита предотвращает реакцию горячего металла с кислородом, азотом, углекислым газом и парами воды в воздухе.Сварка МИГ
Сварка МИГ (металл в среде инертного газа), также называемая дуговой сваркой металлическим газом, использует сплошную проволочный электрод с непрерывной подачей, который вплавляется в сварной шов. Инертный защитный газ, обычно двуокись углерода (CO 2 ) или смесь CO 2 и аргона, защищает расплавленную сварочную ванну от воздуха. Газ поступает из отдельной емкости через сварочный аппарат.При сварке MIG чаще используется постоянный ток, чем переменный.
Дуговая сварка с флюсовой проволокой (FCAW)
Подобно сварке MIG, дуговая сварка с флюсовой проволокой (FCAW) использует непрерывную подачу проволоки, но для защиты сварочной ванны используется флюс. Флюс находится внутри полой электродной проволоки и вступает в реакцию со сварочной дугой, образуя защитный газ. Этот экранирующий процесс делает FCAW пригодным для сварки на открытом воздухе, где ветер может помешать процессу склеивания.
FCAW использует постоянный ток в качестве источника питания.Сварка ВИГ
ВИГ означает сварку вольфрамом в среде инертного газа.Сварка TIG, также известная как дуговая сварка вольфрамовым электродом (GTAW). Как и при сварке MIG, в ней используется инертный газ для защиты. Основное различие между MIG и TIG заключается в том, что TIG использует неплавящийся электрод. Вольфрам действует как факел, который плавит металл или наполнитель. Сварка TIG обычно использует постоянный или переменный/постоянный ток.
Сварка электродом
Сварка электродом, один из наиболее распространенных методов дуговой сварки, также называется дуговой сваркой защищенным металлом или SMAW. Для формирования сварного шва используется электрод с флюсовым покрытием.Сварка электродом похожа на FCAW в том, что электричество, проходящее через электрод, вступает в реакцию с флюсом с образованием защитного газа. При сварке стержнем обычно используется постоянный ток.
Использование дуговой сварки: Применение для каждого типа сварщика
Здесь представлен обзор типов проектов и металлов, с которыми может работать каждый сварщик.
Сварочные аппараты MIG: Преимущества и применение
MIG — это один из самых простых процессов сварки. Это одна из причин, по которой сварочный аппарат MIG считается лучшим сварочным аппаратом для домашнего использования.Он производит меньше дыма, доступен по цене, требует меньше тепла и универсален.
Сварочный аппарат MIG используется для сварки различных металлов и сплавов, включая сталь, нержавеющую сталь и алюминиевые сплавы. Его можно использовать на металлах, начиная от очень тонких (начиная с 24-го калибра) и заканчивая толщиной 1/2 дюйма. Он обеспечивает лучший контроль на более тонких металлах.
Популярное использование сварочных аппаратов MIG включает общее производство для технического обслуживания и работы своими руками, а также применение в автомобилестроении, сельском хозяйстве и художественных работах по металлу.
Аппараты для дуговой сварки с флюсовой проволокой (FCAW): преимущества и применение
Если ваш следующий сварочный проект связан с тяжелыми материалами и возможностью работы на открытом воздухе, рассмотрите возможность использования аппарата для дуговой сварки с флюсовой проволокой.
Популярное использование включает общее изготовление, техническое обслуживание, работу своими руками и сельское хозяйство.Благодаря правильному составу присадочного металла и флюса эта машина хорошо работает с углеродистой, нержавеющей и низколегированной сталью. Если вы сравниваете сварку MIG с флюсом, знайте, что цветные металлы, такие как алюминий, латунь, золото и никель, не подходят для сварки порошковой проволокой.Но благодаря флюсу FCAW можно использовать на металлах, загрязненных грязью, ржавчиной или краской.
Аппараты для сварки ВИГ: преимущества и применение
Аппарат для сварки ВИГ удобен в тесных помещениях, поскольку он не создает дыма, дыма или искр. Это также практичный выбор для приложений, требующих аккуратного внешнего вида.
TIG подходит для черных и цветных металлов, таких как алюминий. Он создает высококачественные прецизионные сварные швы и используется в автомобильной, аэрокосмической, судостроительной и ремонтной отраслях.Поскольку он может работать при низкой силе тока, он также используется для сварки очень тонких материалов, таких как фольга и легкие металлические листы.
Некоторые считают его лучшим сварочным аппаратом для алюминия, хотя MIG также подходит для алюминия. Единственный металл, для которого TIG не подходит, — это чугун.Сварка ВИГ требует длительного обучения. Требуется практика, чтобы избежать перегрева и растрескивания склеиваемого металла. TIG также требует источника постоянного тока. При сварке алюминия следует использовать переменный ток, а при сварке стали и нержавеющей стали — постоянный ток.
Сварочные аппараты для сварки электродом: преимущества и применение
Поскольку при сварке электродом используется электрод с флюсовым покрытием, электродная сварка является хорошим выбором при работе в неблагоприятных условиях, таких как ветер или дождь. Портативность и более низкая чувствительность к грязи или краске в месте сварки делают сварочные аппараты популярным вариантом для использования в удаленных местах. Они практичны только для стали, нержавеющей стали и чугуна и имеют ограничения для более тонких металлов.
Сварка стержнем требует более высокого уровня навыков, чем другие виды сварки.Электродные стержни могут быть только определенной длины, и работа должна быть остановлена, чтобы заменить их, как только они израсходуются. Сварка электродами также выполняется медленно и приводит к образованию шлака или остатков, которые необходимо удалить после завершения сварки. Общие области применения включают трубопроводы, сельскохозяйственную технику и подводную сварку.
Материалы: материал должен соответствовать сварочному аппарату
Чтобы выбрать лучший сварочный аппарат, рассмотрите материал, который необходимо сваривать. Вот снимок того, какие сварочные аппараты совместимы с часто используемыми металлами и сплавами.
-
- Сталь и нержавеющая сталь: MIG, FCAW, палка и DC-сварщики TIG
- Титана: DC-Powered TIG сварки
- Магниевый сплав: сварки TIG Magnesium
- алюминий: Аппараты для сварки MIG и TIG на переменном токе
- Чугун: Аппараты для сварки FCAW и дуговой сварки
- Медь и латунь: Аппараты для сварки TIG на постоянном токе
Сварочный аппарат какого размера мне нужен?
Размер или мощность сварочного аппарата определяется напряжением, силой тока и номинальным рабочим циклом.
Многие сварочные аппараты работают от напряжения 110 или 120 вольт, то есть от маломощной бытовой розетки. Для тяжелых машин требуется от 220 до 240 вольт. Некоторые машины имеют двойное напряжение.
Вместе напряжение и сила тока определят необходимость модернизации каких-либо цепей для использования желаемого сварочного аппарата. Посмотрите на входной ток машины (что требуется для работы), а не на выходной ток (что машина может генерировать). Некоторые машины на 110 В могут работать от стандартной розетки, но некоторые другие не могут, потому что для их работы требуется 50 ампер и более.
Последнее число, которое следует учитывать, — это рабочий цикл, который обычно указан на передней панели сварочного аппарата.
Что такое рабочий цикл?
Рабочий цикл — это процент времени в течение 10-минутного периода, в течение которого машина может безопасно работать при заданной силе тока. По истечении этого времени машина перезагрузится, чтобы дать время для восстановления.
Например, если сварочный аппарат имеет рабочий цикл 60% и силу тока 180, он будет непрерывно сваривать при этой силе тока в течение шести минут и остывать в течение четырех минут.Уменьшение силы тока увеличивает рабочий цикл и наоборот. Имейте в виду, что тонкие металлы требуют меньше силы тока, чем толстые металлы.
Вот посмотрите на рабочие циклы различных аппаратов:
MIG: Сварочные аппараты MIG обычно имеют рабочий цикл от 30% до 50%, поэтому вы можете ожидать от трех до пяти минут непрерывной дуговой сварки из каждых 10 минут. .
С флюсовой сердцевиной: Рабочий цикл обычно составляет около 40 %, поэтому вы можете ожидать от трех до четырех минут работы из каждых 10 минут.
TIG: Рабочий цикл аппаратов TIG значительно различается. С маломощными машинами, подходящими для большинства применений (более тонкие металлы и мелкие детали), вы часто можете достичь рабочего цикла 100%. Для сварки более толстых металлов, таких как соединения труб, вы можете использовать сварочный аппарат TIG с более высокой силой тока, такой как этот сварочный аппарат TIG с двойным напряжением.
Палка: Рабочий цикл аппаратов для сварки электродом обычно составляет менее 25 %, поэтому сварочная операция длится всего около 2,5 минут из каждых 10 минут.
Сила тока и толщина металла
Сила тока определяет толщину материала, с которым может работать машина. Вам потребуется примерно 1 ампер мощности на каждые 0,001 дюйма толщины стали.
Вот общее руководство по толщине стали, которая может быть сварена за один проход:
- Аппарат на 140 А: примерно до 1/4 дюйма
- Аппарат на 180 А: от 5/16 дюйма до 3/8 дюйма
- Машина на 200 А: от 3/8 дюйма до 7/16 дюйма
- Машина на 250 А: 1/2 дюйма
Нержавеющая сталь требует на 10–15 % меньше тепловложения, а алюминий требуется примерно на 25% больше.
Советы по безопасности при сварке
Независимо от того, какой аппарат вы выберете, эти советы по безопасности применимы. Прочтите руководство пользователя и следуйте указаниям производителя о том, как и где следует использовать сварочное оборудование.
Носите соответствующие СИЗ. Для сварочных аппаратов, которым требуется сжатый газ, следуйте рекомендациям поставщика по безопасной транспортировке и хранению.Хорошее обучение имеет решающее значение для безопасной сварки. United Rentals предлагает онлайн-курсы по технике безопасности при сварке на английском и испанском языках.
Рекомендуемые СИЗ для сварщиков включают:
- Сварочные перчатки
- Шлем с полной защитой глаз
- Куртка сварщика для защиты от жары/пламени
- Сварочные штаны (без манжеты)
- Сварщик защитить вас от вредных газов
- Огнестойкие и нескользящие рабочие сапоги для сварщиков
- Средства защиты органов слуха
Посетите наш онлайн-магазин, чтобы ознакомиться с нашим ассортиментом сварочных аппаратов и принадлежностей для сварки.
Выбор размера и шлифовальных электродов при сварке TIG
Устарело : __autoload() устарела, вместо этого используйте spl_autoload_register() в /home/hon11950/public_html/en. hongky.com/library/class/htmlpurifier/library /HTMLPurifier.autoload.php on line 17 В технике TIG сварки используются электроды диаметром 0,25 — 6,35мм, длиной 70-610мм с зачищенной раствором или шлифованной поверхностью. После натягивания струн или стержней поверхность будет очищена соответствующими растворами.Шлифовка означает, что поверхность очищается электродным шлифованием.
В зависимости от фактического применения, типа материала, толщины, типа соединения мы выбираем различные методы шлифования. Например, при сварке переменным током применяют круговую шлифовку и электродный метод, а при сварке постоянным током — метод заточки.
На стабильность и концентрацию дуговой сварки влияет форма и шлифовка электрода. Отшлифуйте электрод на точильном камне до мелкой зернистости и шлифуйте в направлении, как показано на рисунке.Наилучшая высота заточки должна быть в 1,5-3 раза больше диаметра электрода. После сужения конус должен быть слегка закруглен, чтобы защитить электроды от повреждения при слишком высокой плотности сварочного тока. Сварщики часто сплющивают кончик электрода.Правило электродов: Когда электрод для углового шлифования меньше, электрод заострен. Это означает, что чем больше глубина ванны, тем уже ширина сварного шва.
При ведении сварки постоянным током или переменным переменным током острие электрода должно быть полусферическим. Чтобы получить правильный тип сварочной головки для использования на постоянном или переменном токе, мы предварительно прожигаем дугу на толстом материале. Положение дуги дуги: электрод в прямом направлении, перпендикулярном поверхности материала. Использование полупроводниковых полюсов позволяет больше нагревать площадь электрода, что требует больших поверхностей материала для ограничения плотности тока.
Специально для сварки алюминия оксид алюминия захватывает кончик электрода, что усиливает излучение электронов и лучше защищает электрод.
В частности, с циркониевыми электродами они автоматически образуют полусферы при пайке на линии переменного тока, но дуговая сварка не стабильна.
Меры по оптимизации электрода:
— Выберите соответствующий сварочный ток (тип тока и надлежащий крутящий момент) с размером используемого электрода. Если ток слишком большой, это окажет неблагоприятное воздействие на электрод. Напротив, низкие токи облегчают коррозию электродов, низкие температуры и нестабильную дугу.
Заточка электрода должна выполняться в соответствии с инструкциями производителя, чтобы ограничить перегрев электрода. Использование и техническое обслуживание электродов также должны осуществляться строго и должным образом, чтобы избежать загрязнения.
Содержание защитного газа необходимо строго соблюдать не только во время сварки, но и при отключении дуги до момента остывания конца электрода. Поддержание хорошего воздушного потока поможет полярной шапке сиять. Этот электрод охлаждается без защитного газа, что может привести к окислению и пожелтению, что приведет к ухудшению качества сварки.
Выступающая часть электрода должна быть как можно короче в зависимости от конкретного применения сварки и характеристик устройства для обеспечения защиты от инертного газа. Сведите к минимуму загрязнение электрода при контакте горячего электрода с основным материалом или сварочным стержнем.
Как выбрать сварочный электрод для дуговой сварки в среде защитного газа (SMAW) / ручной дуговой сварки металлическим электродом (MMAW)?
Выбор сварочного электрода является довольно сложным решением, поскольку при выборе электрода для спец…
Выбор сварочного электрода — довольно сложное решение, поскольку при выборе электрода для конкретного проекта/продукта необходимо учитывать множество факторов. В этом посте мы обсудим факторы, влияющие на выбор электрода для процесса дуговой сварки защищенным металлом (SMAW) для углеродистых/марганцевых сталей. Дуговая сварка защищенным металлом также известна как ручная дуговая сварка металлом (MMAW). Электроды для процесса SMAW/MMAW всегда покрыты флюсом, поэтому их называют покрытыми электродами или электродами с покрытием.Сварочные электроды идентифицируются по классификационному номеру (классификационный номер электродов AWS), он начинается с буквы E, за которой следует четырехзначный или пятизначный номер, например E7018, E6010, E6013, E10018 и т. д. Обязательные классификационные обозначения
Классификационные номера электродов предназначены не только для идентификации, каждая буква и цифра имеют особое значение; Буква «E» означает «электрод». Первые две цифры (три цифры в 5-значном электроде) обозначают минимальную прочность на растяжение наплавленного металла шва. В нашем случае «70» означает предел прочности при растяжении 70ksi (или 70000psi).Третья цифра (четвертая цифра в 5-значных электродах) указывает положение сварки, в котором можно использовать электрод. В нашем случае «1» означает, что этот электрод можно использовать во всех положениях сварки. Последние две цифры показывают состав потока, тип тока и полярность электрода.В нашем случае «18» означает, что ток основного потока (с низким содержанием водорода) может быть переменным или постоянным током (положительный электрод переменного тока/постоянного тока)
Дополнительные дополнительные обозначения
Мы можем встретить в нефтегазовой промышленности электроды, которые могут иметь дополнительные номера после него, хороший пример — «E8018-B2h5R».
В этом случае «B2» указывает на химический состав наплавленного металла.
«h5» — это обозначение диффузионного водорода, которое указывает, что максимальный уровень диффузионного водорода, полученный с продуктом, составляет 4 мл на 100 г наплавленного металла.
«R» означает обозначение влагостойкости, указывающее на способность электрода соответствовать определенным предельным значениям низкого влагопоглощения при контролируемых испытаниях на увлажнение
. Прежде чем выбрать электрод, как мы обсуждали ранее, нам необходимо рассмотреть следующие факторы, которые повлияют на осуществимость, качество и стоимость продукта. 1. Основной металл / основной металл 2. Положение сварного шва 3. Источник питания 4. Подготовка стыков 5. Качество сварного шва и отделка 6. Стоимость сварного шва (должна быть как можно ниже ) 1. Основной металл: Основной металл или основной металл является наиболее важным из перечисленных выше. Необходимо принять во внимание следующие три параметра основного металла; Механические свойства: Механические свойства, особенно прочность на растяжение основного металла и электрода, должны быть одинаковыми или максимально близкими.Существенные различия в прочности на растяжение между сварочным электродом и основным металлом всегда будут способствовать растрескиванию и другим дефектам сварного шва. Следовательно, чтобы предотвратить растрескивание и другие дефекты сварного шва, мы должны выбрать электрод с минимальной прочностью на растяжение, эквивалентной свариваемому основному металлу. (Прочность сварочного электрода на растяжение должна быть не меньше, чем у основного металла) Химические свойства: Химические свойства также должны быть проверены перед выбором электрода. Химический состав электрода должен соответствовать химическому составу основного металла, особенно процентному содержанию углерода. Толщина : Толщина основного металла очень важна при выборе электрода. Для более тонких материалов электрод с мягкой дугой и меньшей проникающей способностью может дать хорошие результаты, но для более толстого материала нам нужен электрод с копающей дугой для глубокого провара, максимальной пластичности и низкого содержания водорода для бездефектной сварки. Всегда нужно помнить, что размер электрода (диаметр) не должен превышать толщину основного металла. 2. Положение сварки: Вторым фактором является положение сварки. Все классы электродов подходят не для всех положений сварки. Каждый электрод предназначен для сварки в определенном положении. Поэтому нам нужно выбрать электрод в соответствии с нашей работой. Положение сварки указано в самом номере электрода. Как объяснялось выше, мы получим номер из классификации электродов. См. номер с приведенной ниже общей сводкой таблицы позиций сварки, подготовленной на основе AWS A5.1 Таблица 1. Классификация электродов.3. Источник питания: В зависимости от состава потока электродов тип тока и полярность варьируют класс электрода. Некоторые электроды могут использоваться с источником переменного тока (AC), некоторые могут использоваться с источником питания постоянного тока (DC), а некоторые могут использоваться в обоих случаях. В зависимости от доступного источника питания (сварочный аппарат) мы можем выбрать электрод. Однако на рынке доступны сварочные аппараты с различными источниками питания, такими как переменный, постоянный и переменный/постоянный ток.
При использовании источника питания постоянного тока, если электрод подключен к положительной клемме машины, он называется Положительная клемма электрода постоянного тока (DCEP) или обратная полярность , а если электрод подключен к отрицательной клемме машины тогда он известен как Электрод постоянного тока, отрицательный (DCEN) или прямая полярность. Последние две цифры классификационного номера электрода представляют тип тока, полярность, а также состав флюса электрода.Пожалуйста, обратитесь к приведенной ниже таблице, которая подготовлена на основе таблицы 1 AWS A5.1 для сводки электродов, флюсового покрытия, типа тока и полярности, при которых они могут использоваться. 4. Подготовка шва: Четвертый фактор, который необходимо учитывать при выборе электрода, — это подготовка шва или конфигурация канавки. При наличии плотной посадки или нескошенной притупленной поверхности (квадратное стыковое соединение) можно использовать электрод с подкапывающей дугой, обеспечивающий более глубокое проплавление. Для этой цели можно использовать такие электроды, как E6010 или E6011.Если имеется достаточный зазор и поверхность притупления (сварное соединение с одинарной или двойной V-образной канавкой), то мы можем использовать электроды, которые могут давать электроды с малым или средним проплавлением, такие как E6013 или E7018. 5. Качество сварки/обработка сварного шва: Требуемое качество и отделка сварного шва также являются важным фактором, который следует учитывать при выборе электрода. Электроды могут быть выбраны в зависимости от требований к окончательной отделке, например, плоский сварной шов, вогнутый сварной шов или выпуклый сварной шов.Качество сварного шва должно соответствовать эксплуатационным требованиям изделия. Например, для сварки деталей криогенных сосудов, которые должны работать при чрезвычайно низкой температуре и давлении с высокой ударной нагрузкой, или деталей, подвергающихся воздействию коррозионной среды, нам нужен электрод с низким содержанием водорода, такой как E7018, который может обеспечить очень качественную сварку с более высокая пластичность. Таким образом, шансы получить какой-либо отказ из-за дефектов сварки в процессе эксплуатации будут сведены к минимуму или могут быть устранены. В приведенной ниже таблице приводится сводка часто используемых характеристик сварочных электродов, которые могут оказаться полезными при выборе электрода для конкретного проекта/изделия.6. Стоимость сварки: Стоимость является наиболее важным фактором при выборе сварочного электрода. Электрод, который необходимо выбрать, должен соответствовать требованиям вашего проекта/продукта и в то же время быть рентабельным. Мы не можем выбрать дорогостоящий электрод для малобюджетного проекта. Точно так же для критически важных работ, где качество должно быть уделено повышенному вниманию, можно рассмотреть электрод с низким содержанием водорода и более высокой пластичностью, такой как E7018. Всегда помните о термине «соответствие назначению», а также качество означает соответствие минимальным требованиям к продукту.Поэтому не выбирайте самый высокий электрод в сегменте. Выбирайте всегда «дешево и лучше».
Теги: Сварочные электроды, Выбор электрода, Расходные материалы для SMAW, Расходные материалы для сварки ММА, Сварочные электроды, Сварочные материалы
Геометрия электрода при орбитальной сварке ВИГ
Электрод является важным компонентом орбитальной сварки ВИГ.
Существуют различные типы электродов, используемых при орбитальной сварке TIG. Электрод определяет качество дуги, а его геометрия напрямую влияет на качество сварки.Вот 6 параметров, которые необходимо учитывать, чтобы соблюдать геометрию электродов при сварке TIG!
#1 Вылет из электрода:Если вылет электрода слишком велик, эффект концентрации дуги отменяется, защита электрода и сварочной ванны становится неэффективной. С другой стороны, если вылет слишком короткий, дуга будет гаситься, и керамическое сопло будет нагреваться.
Обратите внимание:
Теоретическая формула – если позволяет глубина канавки – вылет должен в 2-3 раза превышать диаметр электрода.
#2 Влияние угла заточкиЭто самый важный параметр в отношении характеристик дуги и геометрии шва. Это неотъемлемая часть процесса сварки.
Этот угол напрямую влияет на ширину проходки.
Схематически: угол около 10% расширит дугу (высокое натяжение дуги) – куполообразная дуга – но при угле около 45° дуга будет более цилиндрической (уменьшенное натяжение дуги).Угол заточки наиболее важен, когда сварка производится силой более 50 ампер.Узнайте больше о 2 важных критериях при выборе электрода
#3 Плоский наконечник электродаПлоский наконечник в верхней части электрода важен, так как он определяет выбранный ток в зависимости от плотности. Заточенный электрод дает лучший ход дуги, но быстро изнашивается и вызывает включения в разделке под сварку. Большой плоский наконечник увеличивает срок службы электрода, но если он слишком большой, дуга может быть нестабильной и не иметь высокой направленности.Таким образом, адаптированный плоский кончик электрода важен для обеспечения стабильной дуги, хорошего переноса электронов и длительного срока службы электрода без риска включения вольфрама.
Толщина стенки трубы в мм Сила тока высокой силы Расстояние в мм Трубка-электрод Плоская часть < 0,5 < 20 0,5 до 0,7 0,10 0,5 бис 1 20-40 0,8 до 1,2 0,25 1,1-бис 2 40-80 1,2-1,5 0;50 2-3 80 до 120 1,5-2 0,75 > 3 > 120 > 2 1 Важно:
Для трубы диаметром > 50 мм концентричность труб станет менее заметной.
По этой причине вышеуказанные значения должны быть увеличены, чтобы избежать контакта между трубкой и электродом. Если вы используете присадочную проволоку, вы должны добавить от 0,5 до 1,5 мм к вышеуказанному, в зависимости от диаметра и скорости подачи проволоки.
#4 Дистанционная трубка-электродЭто расстояние также важно, так как оно напрямую влияет на ширину сварного шва за счет увеличения натяжения дуги и, прежде всего, на соотношение между внутренней и внешней частью сварного шва.
См. таблицу выше
#5 Направление заточки электрода.Чтобы оптимизировать стабильность дуги, затачивание всегда должно производиться по длине. Поверхность электрода должна быть отполирована для увеличения срока службы. Заточка перпендикулярно оси недопустима, так как это создаст нестабильную и неравномерную дугу, следовательно, неопределенные результаты сварки.
#6 Срок службы электродаДаже если мы говорим, что вольфрамовый электрод неплавкий на весь срок службы, они не работают вечно, и срок его службы зависит от условий его использования.
Чтобы иметь оптимальный срок службы, вам необходимо учитывать следующее:- Тип вольфрама в зависимости от вида тока, используемого при сварке, и в зависимости от свариваемых материалов
- Диаметр и плоская заточка в зависимости от используемого сварочного тока.
- Обеспечить период до и после газа, а также расход газов и индекс их чистоты.
- Качество очистки заготовок (отсутствие масла, смазки, оксидов, красок и т. д.)
- Необходимо заменить электрод, если верхняя часть окислена, деформирована, сломана или искривлена
Первыми признаками использования электрода являются: трудности с зажиганием дуги, отсутствие стабильности дуги, плавающий столб дуги, создание паразитной дуги …
Для орбитальной сварки TIG используются различные типы электродов.Прочтите эту статью, чтобы узнать больше об этом!
НИКОГДА НЕ ДЕЛАЙТЕ:
Никогда не обрезайте электрод кусачками, чтобы отрегулировать его длину! Всегда затачивайте электрод параллельно осям.


 во всех положениях сварки, кроме вертикального вниз
во всех положениях сварки, кроме вертикального вниз  Сварочный стержень, который вы используете для литой стали, должен иметь высокую прочность на растяжение.
Сварочный стержень, который вы используете для литой стали, должен иметь высокую прочность на растяжение.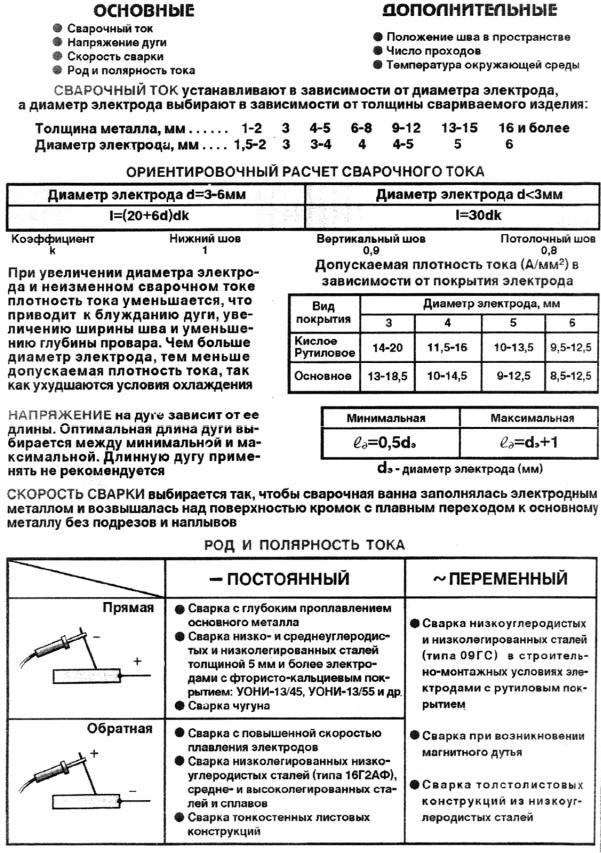 Он также имеет более низкую прочность на растяжение, чем высокоуглеродистые и легированные стали. Прочность на растяжение мягкой стали составляет около 63 800 фунтов на квадратный дюйм.
Он также имеет более низкую прочность на растяжение, чем высокоуглеродистые и легированные стали. Прочность на растяжение мягкой стали составляет около 63 800 фунтов на квадратный дюйм.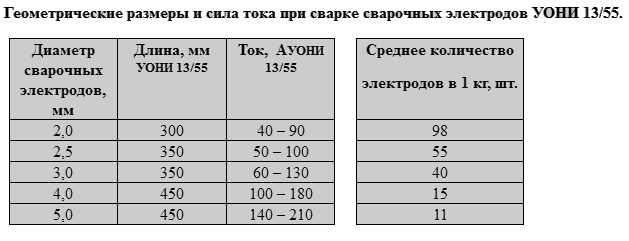
 Это кратковременное заболевание характеризуется симптомами, похожими на любой другой желудочный грипп, и звучит не очень весело.
Это кратковременное заболевание характеризуется симптомами, похожими на любой другой желудочный грипп, и звучит не очень весело.
 Чтобы принять наилучшее решение о том, какой диаметр проволоки использовать, полезно понять, как диаметр проволоки и влияние силы тока через проволоку влияют на наплавку.
Чтобы принять наилучшее решение о том, какой диаметр проволоки использовать, полезно понять, как диаметр проволоки и влияние силы тока через проволоку влияют на наплавку.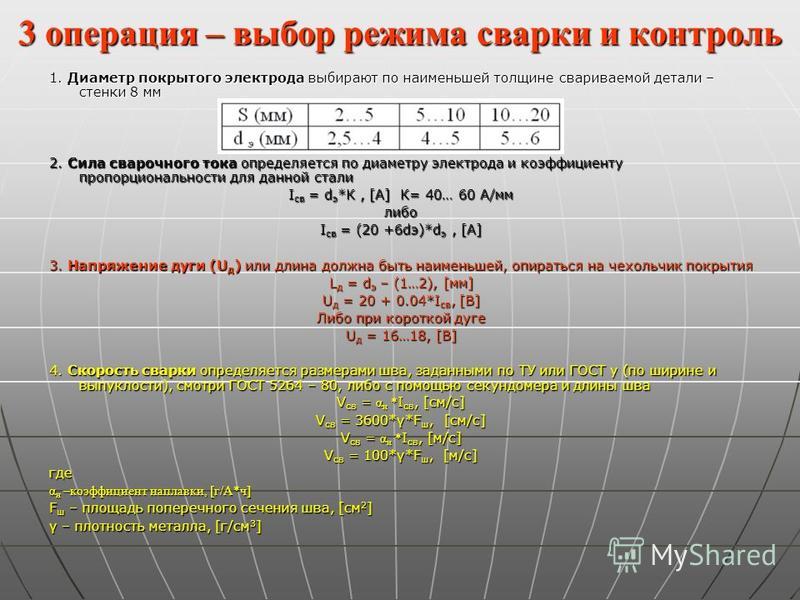 В этот момент пришло время увеличить диаметр проволоки. Это снизит плотность тока и стабилизирует дугу. И наоборот, если сила тока слишком мала для диаметра проволоки, дуга будет стремиться «вспыхнуть», прилипнуть и произвести чрезмерное разбрызгивание. В этот момент меньший диаметр провода может решить проблему.
В этот момент пришло время увеличить диаметр проволоки. Это снизит плотность тока и стабилизирует дугу. И наоборот, если сила тока слишком мала для диаметра проволоки, дуга будет стремиться «вспыхнуть», прилипнуть и произвести чрезмерное разбрызгивание. В этот момент меньший диаметр провода может решить проблему.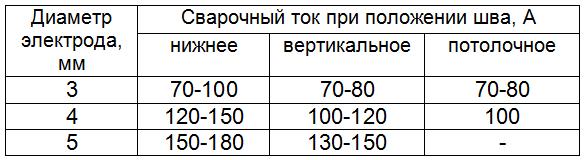 Более высокая скорость наплавки с использованием проволоки меньшего размера 3/32 дюйма может обеспечить более высокую скорость перемещения и потенциально увеличить производительность.
Более высокая скорость наплавки с использованием проволоки меньшего размера 3/32 дюйма может обеспечить более высокую скорость перемещения и потенциально увеличить производительность.

 Эта защита предотвращает реакцию горячего металла с кислородом, азотом, углекислым газом и парами воды в воздухе.
Эта защита предотвращает реакцию горячего металла с кислородом, азотом, углекислым газом и парами воды в воздухе.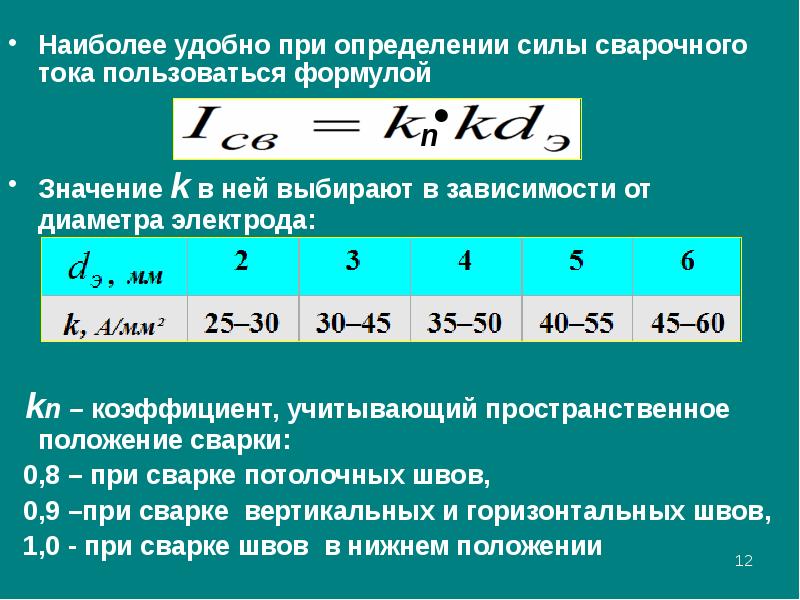 FCAW использует постоянный ток в качестве источника питания.
FCAW использует постоянный ток в качестве источника питания.
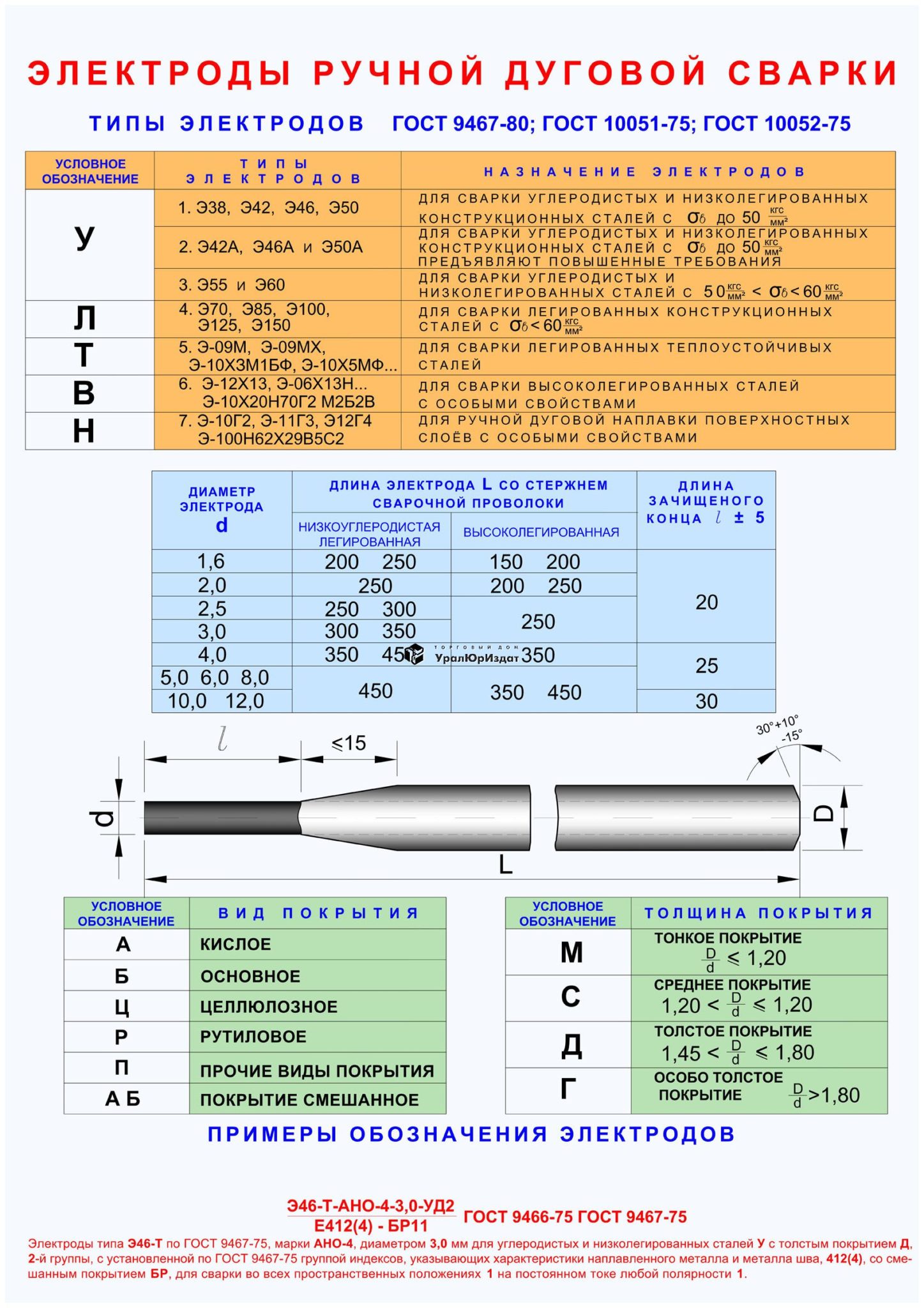 Популярное использование включает общее изготовление, техническое обслуживание, работу своими руками и сельское хозяйство.
Популярное использование включает общее изготовление, техническое обслуживание, работу своими руками и сельское хозяйство. Некоторые считают его лучшим сварочным аппаратом для алюминия, хотя MIG также подходит для алюминия. Единственный металл, для которого TIG не подходит, — это чугун.
Некоторые считают его лучшим сварочным аппаратом для алюминия, хотя MIG также подходит для алюминия. Единственный металл, для которого TIG не подходит, — это чугун.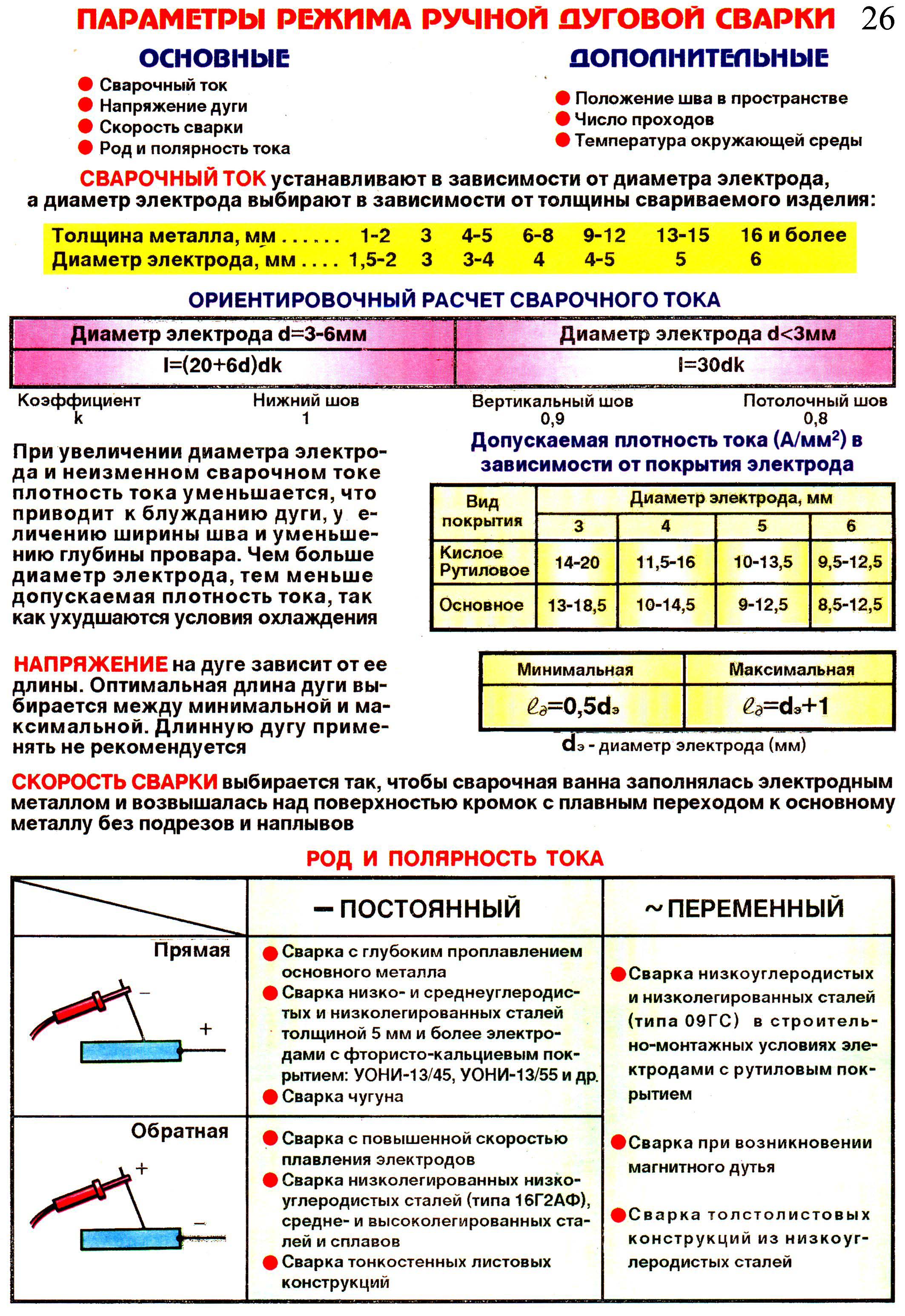


 Носите соответствующие СИЗ. Для сварочных аппаратов, которым требуется сжатый газ, следуйте рекомендациям поставщика по безопасной транспортировке и хранению.
Носите соответствующие СИЗ. Для сварочных аппаратов, которым требуется сжатый газ, следуйте рекомендациям поставщика по безопасной транспортировке и хранению. hongky.com/library/class/htmlpurifier/library /HTMLPurifier.autoload.php on line 17
hongky.com/library/class/htmlpurifier/library /HTMLPurifier.autoload.php on line 17 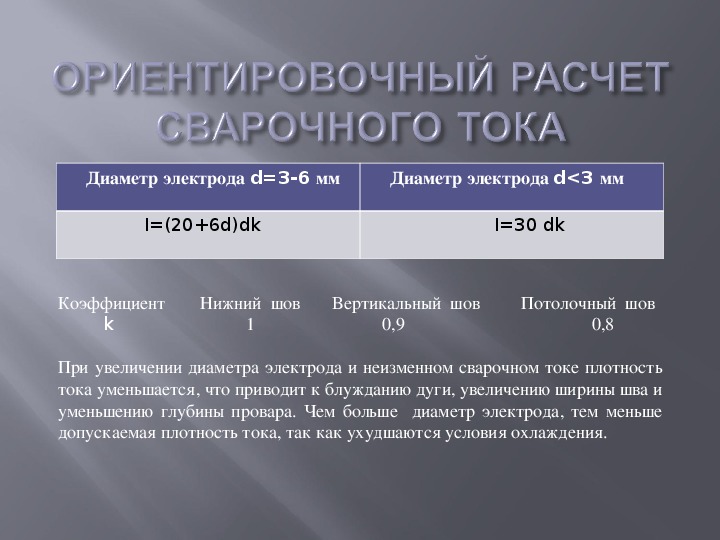 Сварщики часто сплющивают кончик электрода.
Сварщики часто сплющивают кончик электрода.

 Электроды для процесса SMAW/MMAW всегда покрыты флюсом, поэтому их называют покрытыми электродами или электродами с покрытием.Сварочные электроды идентифицируются по классификационному номеру (классификационный номер электродов AWS), он начинается с буквы E, за которой следует четырехзначный или пятизначный номер, например E7018, E6010, E6013, E10018 и т. д.
Электроды для процесса SMAW/MMAW всегда покрыты флюсом, поэтому их называют покрытыми электродами или электродами с покрытием.Сварочные электроды идентифицируются по классификационному номеру (классификационный номер электродов AWS), он начинается с буквы E, за которой следует четырехзначный или пятизначный номер, например E7018, E6010, E6013, E10018 и т. д.  Последние две цифры показывают состав потока, тип тока и полярность электрода.
Последние две цифры показывают состав потока, тип тока и полярность электрода.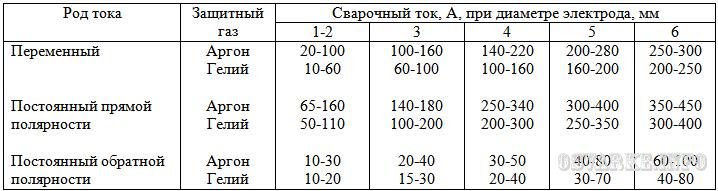 1. Основной металл / основной металл 2. Положение сварного шва 3. Источник питания 4. Подготовка стыков 5. Качество сварного шва и отделка 6. Стоимость сварного шва (должна быть как можно ниже ) 1. Основной металл: Основной металл или основной металл является наиболее важным из перечисленных выше. Необходимо принять во внимание следующие три параметра основного металла; Механические свойства: Механические свойства, особенно прочность на растяжение основного металла и электрода, должны быть одинаковыми или максимально близкими.Существенные различия в прочности на растяжение между сварочным электродом и основным металлом всегда будут способствовать растрескиванию и другим дефектам сварного шва. Следовательно, чтобы предотвратить растрескивание и другие дефекты сварного шва, мы должны выбрать электрод с минимальной прочностью на растяжение, эквивалентной свариваемому основному металлу. (Прочность сварочного электрода на растяжение должна быть не меньше, чем у основного металла) Химические свойства: Химические свойства также должны быть проверены перед выбором электрода.
1. Основной металл / основной металл 2. Положение сварного шва 3. Источник питания 4. Подготовка стыков 5. Качество сварного шва и отделка 6. Стоимость сварного шва (должна быть как можно ниже ) 1. Основной металл: Основной металл или основной металл является наиболее важным из перечисленных выше. Необходимо принять во внимание следующие три параметра основного металла; Механические свойства: Механические свойства, особенно прочность на растяжение основного металла и электрода, должны быть одинаковыми или максимально близкими.Существенные различия в прочности на растяжение между сварочным электродом и основным металлом всегда будут способствовать растрескиванию и другим дефектам сварного шва. Следовательно, чтобы предотвратить растрескивание и другие дефекты сварного шва, мы должны выбрать электрод с минимальной прочностью на растяжение, эквивалентной свариваемому основному металлу. (Прочность сварочного электрода на растяжение должна быть не меньше, чем у основного металла) Химические свойства: Химические свойства также должны быть проверены перед выбором электрода. Химический состав электрода должен соответствовать химическому составу основного металла, особенно процентному содержанию углерода. Толщина : Толщина основного металла очень важна при выборе электрода. Для более тонких материалов электрод с мягкой дугой и меньшей проникающей способностью может дать хорошие результаты, но для более толстого материала нам нужен электрод с копающей дугой для глубокого провара, максимальной пластичности и низкого содержания водорода для бездефектной сварки. Всегда нужно помнить, что размер электрода (диаметр) не должен превышать толщину основного металла. 2. Положение сварки: Вторым фактором является положение сварки. Все классы электродов подходят не для всех положений сварки. Каждый электрод предназначен для сварки в определенном положении. Поэтому нам нужно выбрать электрод в соответствии с нашей работой. Положение сварки указано в самом номере электрода. Как объяснялось выше, мы получим номер из классификации электродов.
Химический состав электрода должен соответствовать химическому составу основного металла, особенно процентному содержанию углерода. Толщина : Толщина основного металла очень важна при выборе электрода. Для более тонких материалов электрод с мягкой дугой и меньшей проникающей способностью может дать хорошие результаты, но для более толстого материала нам нужен электрод с копающей дугой для глубокого провара, максимальной пластичности и низкого содержания водорода для бездефектной сварки. Всегда нужно помнить, что размер электрода (диаметр) не должен превышать толщину основного металла. 2. Положение сварки: Вторым фактором является положение сварки. Все классы электродов подходят не для всех положений сварки. Каждый электрод предназначен для сварки в определенном положении. Поэтому нам нужно выбрать электрод в соответствии с нашей работой. Положение сварки указано в самом номере электрода. Как объяснялось выше, мы получим номер из классификации электродов.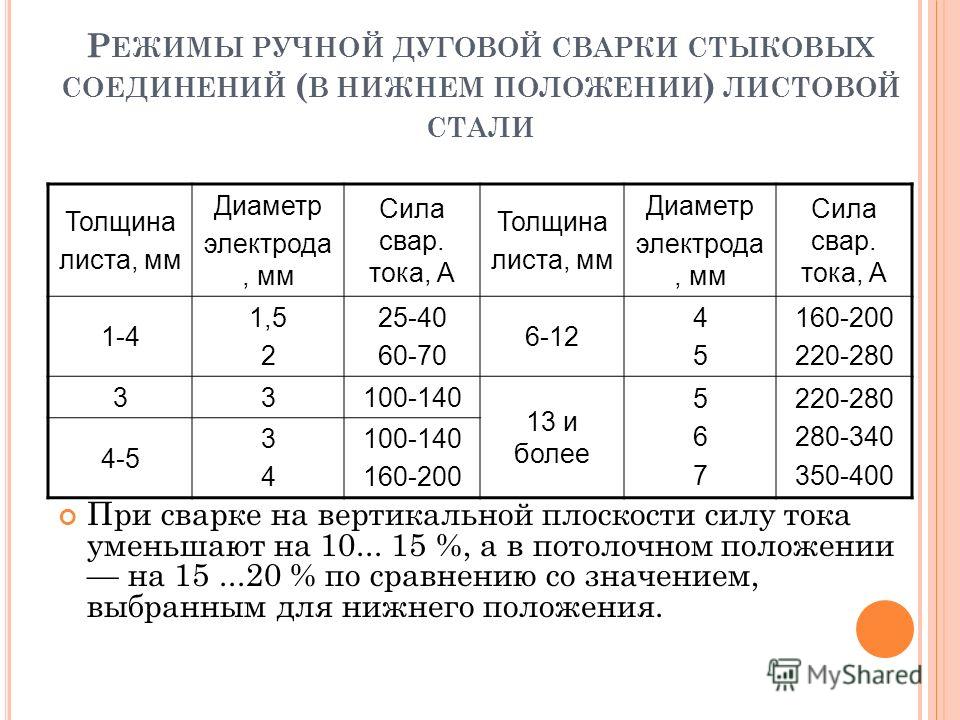 См. номер с приведенной ниже общей сводкой таблицы позиций сварки, подготовленной на основе AWS A5.1 Таблица 1. Классификация электродов.
См. номер с приведенной ниже общей сводкой таблицы позиций сварки, подготовленной на основе AWS A5.1 Таблица 1. Классификация электродов. Последние две цифры классификационного номера электрода представляют тип тока, полярность, а также состав флюса электрода.Пожалуйста, обратитесь к приведенной ниже таблице, которая подготовлена на основе таблицы 1 AWS A5.1 для сводки электродов, флюсового покрытия, типа тока и полярности, при которых они могут использоваться. 4. Подготовка шва: Четвертый фактор, который необходимо учитывать при выборе электрода, — это подготовка шва или конфигурация канавки. При наличии плотной посадки или нескошенной притупленной поверхности (квадратное стыковое соединение) можно использовать электрод с подкапывающей дугой, обеспечивающий более глубокое проплавление. Для этой цели можно использовать такие электроды, как E6010 или E6011.Если имеется достаточный зазор и поверхность притупления (сварное соединение с одинарной или двойной V-образной канавкой), то мы можем использовать электроды, которые могут давать электроды с малым или средним проплавлением, такие как E6013 или E7018.
Последние две цифры классификационного номера электрода представляют тип тока, полярность, а также состав флюса электрода.Пожалуйста, обратитесь к приведенной ниже таблице, которая подготовлена на основе таблицы 1 AWS A5.1 для сводки электродов, флюсового покрытия, типа тока и полярности, при которых они могут использоваться. 4. Подготовка шва: Четвертый фактор, который необходимо учитывать при выборе электрода, — это подготовка шва или конфигурация канавки. При наличии плотной посадки или нескошенной притупленной поверхности (квадратное стыковое соединение) можно использовать электрод с подкапывающей дугой, обеспечивающий более глубокое проплавление. Для этой цели можно использовать такие электроды, как E6010 или E6011.Если имеется достаточный зазор и поверхность притупления (сварное соединение с одинарной или двойной V-образной канавкой), то мы можем использовать электроды, которые могут давать электроды с малым или средним проплавлением, такие как E6013 или E7018. 5. Качество сварки/обработка сварного шва: Требуемое качество и отделка сварного шва также являются важным фактором, который следует учитывать при выборе электрода. Электроды могут быть выбраны в зависимости от требований к окончательной отделке, например, плоский сварной шов, вогнутый сварной шов или выпуклый сварной шов.Качество сварного шва должно соответствовать эксплуатационным требованиям изделия. Например, для сварки деталей криогенных сосудов, которые должны работать при чрезвычайно низкой температуре и давлении с высокой ударной нагрузкой, или деталей, подвергающихся воздействию коррозионной среды, нам нужен электрод с низким содержанием водорода, такой как E7018, который может обеспечить очень качественную сварку с более высокая пластичность. Таким образом, шансы получить какой-либо отказ из-за дефектов сварки в процессе эксплуатации будут сведены к минимуму или могут быть устранены. В приведенной ниже таблице приводится сводка часто используемых характеристик сварочных электродов, которые могут оказаться полезными при выборе электрода для конкретного проекта/изделия.
5. Качество сварки/обработка сварного шва: Требуемое качество и отделка сварного шва также являются важным фактором, который следует учитывать при выборе электрода. Электроды могут быть выбраны в зависимости от требований к окончательной отделке, например, плоский сварной шов, вогнутый сварной шов или выпуклый сварной шов.Качество сварного шва должно соответствовать эксплуатационным требованиям изделия. Например, для сварки деталей криогенных сосудов, которые должны работать при чрезвычайно низкой температуре и давлении с высокой ударной нагрузкой, или деталей, подвергающихся воздействию коррозионной среды, нам нужен электрод с низким содержанием водорода, такой как E7018, который может обеспечить очень качественную сварку с более высокая пластичность. Таким образом, шансы получить какой-либо отказ из-за дефектов сварки в процессе эксплуатации будут сведены к минимуму или могут быть устранены. В приведенной ниже таблице приводится сводка часто используемых характеристик сварочных электродов, которые могут оказаться полезными при выборе электрода для конкретного проекта/изделия.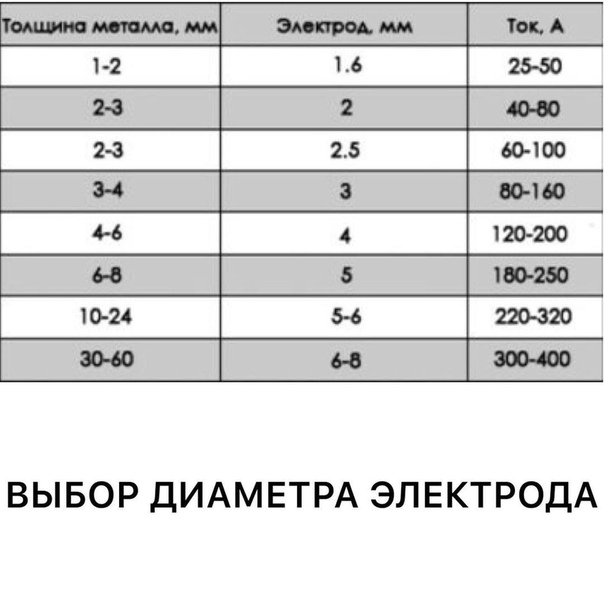 Существуют различные типы электродов, используемых при орбитальной сварке TIG. Электрод определяет качество дуги, а его геометрия напрямую влияет на качество сварки.Вот 6 параметров, которые необходимо учитывать, чтобы соблюдать геометрию электродов при сварке TIG!
Существуют различные типы электродов, используемых при орбитальной сварке TIG. Электрод определяет качество дуги, а его геометрия напрямую влияет на качество сварки.Вот 6 параметров, которые необходимо учитывать, чтобы соблюдать геометрию электродов при сварке TIG! Схематически: угол около 10% расширит дугу (высокое натяжение дуги) – куполообразная дуга – но при угле около 45° дуга будет более цилиндрической (уменьшенное натяжение дуги).Угол заточки наиболее важен, когда сварка производится силой более 50 ампер.
Схематически: угол около 10% расширит дугу (высокое натяжение дуги) – куполообразная дуга – но при угле около 45° дуга будет более цилиндрической (уменьшенное натяжение дуги).Угол заточки наиболее важен, когда сварка производится силой более 50 ампер. По этой причине вышеуказанные значения должны быть увеличены, чтобы избежать контакта между трубкой и электродом. Если вы используете присадочную проволоку, вы должны добавить от 0,5 до 1,5 мм к вышеуказанному, в зависимости от диаметра и скорости подачи проволоки.
По этой причине вышеуказанные значения должны быть увеличены, чтобы избежать контакта между трубкой и электродом. Если вы используете присадочную проволоку, вы должны добавить от 0,5 до 1,5 мм к вышеуказанному, в зависимости от диаметра и скорости подачи проволоки. Чтобы иметь оптимальный срок службы, вам необходимо учитывать следующее:
Чтобы иметь оптимальный срок службы, вам необходимо учитывать следующее: