Типы сварных соединений — Энциклопедия по машиностроению XXL
Зажигание и поддержание дуги. Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, пространственного положения сварки, типа сварного соединения и др. (см. гл. V). Зажигать дугу можно двумя способами. При одном способе электрод приближают вертикально к поверхности изделия до касания металла и быстро отводят вверх па необходимую длину дуги. При другом — электродом вскользь чиркают по поверхности металла. Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика. [c.19]Контактную сварку классифицируют по типу сварного соединения, определяющего вид сварочной машины, и по роду тока, питающего сварочный трансформатор. По типу сварного соединения различают сварку стыковую, точечную и шовную. [c.212]
Типы сварных соединений, выполняемых стыковой сваркой сопротивлением, представлены на рис.
Типы сварных соединений, выполняемых стыковой сваркой оплавлением, приведены на рис. 5.30. [c.214]
Типы сварных соединений, выполняемых точечной сваркой, показаны на рис. 5.33. Точечной сваркой изготовляют штампосварные заготовки нри соединении отдельных штампованных элементов сварными точками, В этом случае упрощается технология изготовления сварных узлов и повышается производительность. Точечную сварку применяют для изготовления изделий из низко-углеродистых, углеродистых, низколегированных и высоколегированных сталей, алюминиевых и медных сплавов, Толи ина свариваемых металлов составляет 0.
Рис, 5,33, Типы сварных соединеннй точечной сварки [c.215]
| Рис. 5.41. Типы сварных соединений сварки трением |
Тип сварного соединения наряду с общими конструктивными соображениями выбирают с учетом обеспечения равнопрочности соединения с основным металлом н технологичности. Выбор разделки кромок зависит от толщины металла, его теплофизических свойств и вида сварки. [c.247]
Машины снабжены разнообразными захватами, позволяющими испытывать как различные типы сварных соединений — стыковые, тавровые, нахлесточные, так и сварные соединения в различных направлениях — вдоль или поперек направления сварки.
| Рис. 38. Типы сварных соединений о — стыковое Й — нахлесточное в — угловое г — тавровое |
 72). Швы встык рассчитывают на растяжение или сжатие по формуле
[c.124]
72). Швы встык рассчитывают на растяжение или сжатие по формуле
[c.124]Выбор способа сварки определяется конструкцией детали в зоне сварки, ее габаритами, степенью ответственности сварного соединения и технологическими возможностями процесса сварки (п. 6.2). Одновременно с способом выбора сварки обычно назначают тип сварного соединения. [c.156]
Зная конструктивные размеры зоны сварки и способ сварки, по соответствующим стандартам назначают тип сварного шва. Конструктивные элементы сварных швов приведены в справочниках [34], Типы сварных соединений, указанные в стандартах, могут сохраняться и для других методов сварки, для которых стандарты еще не разработаны, например, лазерная или электронно-лучевая. Но в этом случае конструктивные элементы подготовки кромок, форма и размеры сварных швов и допуски на них корректируются с учетом технологических особенностей этих способов сварки. [c.156]
Технологичность обеспечивается выбором материала заготовки, типа сварного соединения, конструкции свариваемых элементов, вида сварки и технологии сварки. [c.159]
[c.159]
Типы сварных соединений, подготовка свариваемых частей к
Основным и наиболее простым типом сварного соединения является соединение встык (рис. 64), при котором зазор между двумя соединяемыми элементами заполняется наплавленным металлом. В зависимости от толщин соединяемых элементов зазору между соединяемыми элементами придают одну из форм, показанных на рнс. 64. [c.124]
Какие бывают типы сварных соединений [c.128]
В зависимости от взаимного расположения соединяемых элементов применяют следующие типы сварных соединений. [c.27]
Обобщенная суть методов состоит в том, что, выбрав тип волн, углы ввода, число преобразователей, частоты колебаний, измеряют абсолютные или относительные значения временных, амплитудных или спектральных характеристик принимаемых сигналов, формируют из них признаки, наиболее полно характеризующие дефекты, и по конкретным значениям этих признаков относят реальные дефекты к тому или иному классу.
Влияние остаточных сварочных напряжений. Распределение остаточных сварочных напряжений в продольных, тавровых и пересекающихся сварных швах замеряли с помощью пружинных датчиков деформации полученные результаты графически представлены на рис. 6, а — в. Максимальное растягивающее напряжение было почти равным Сто,2 основного металла независимо от типа сварного соединения [5].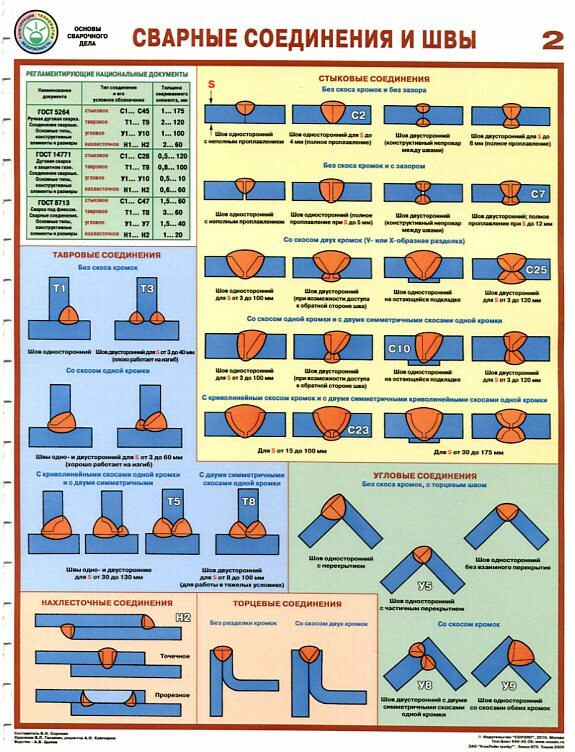
| Рис. 4.5. Типы сварных соединений а- С-12 й-С-23 в — С-29 г — С-42. |
В сварных соединениях больших толщин метод -дефектоскопии приобретает спои особенности, которые зависят от типа сварного соединения, способа и технологии сварки, толщины металла и характера дефектов, встречающихся в сварных швах. [c.339]
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И РАСЧЁТЫ ПРОЧНОСТИ [c.154]
Основным и наиболее рациональным типом сварного соединения является соединение встык. При дуговой сварке элементов встык [c.154]
Наибольшее термическое воздействие атомно-водородного пламени получается при вертикальном положении веера и расположении последнего в плоскости шва (см. фиг. 92). При небольшом боковом смещении электродов веер пламени может быть повёрнут на 90°, благодаря чему изменяется ширина зоны термического воздействия.
| Фиг. 290 Схема получения рентгеновских снимков при различных типах сварных соединений. |
Т типы СВАРНЫХ СОЕДИНЕНИИ И ШВОВ. J КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ гллвл СВАРНЫХ СОЕДИНЕНИЙ [c.7]
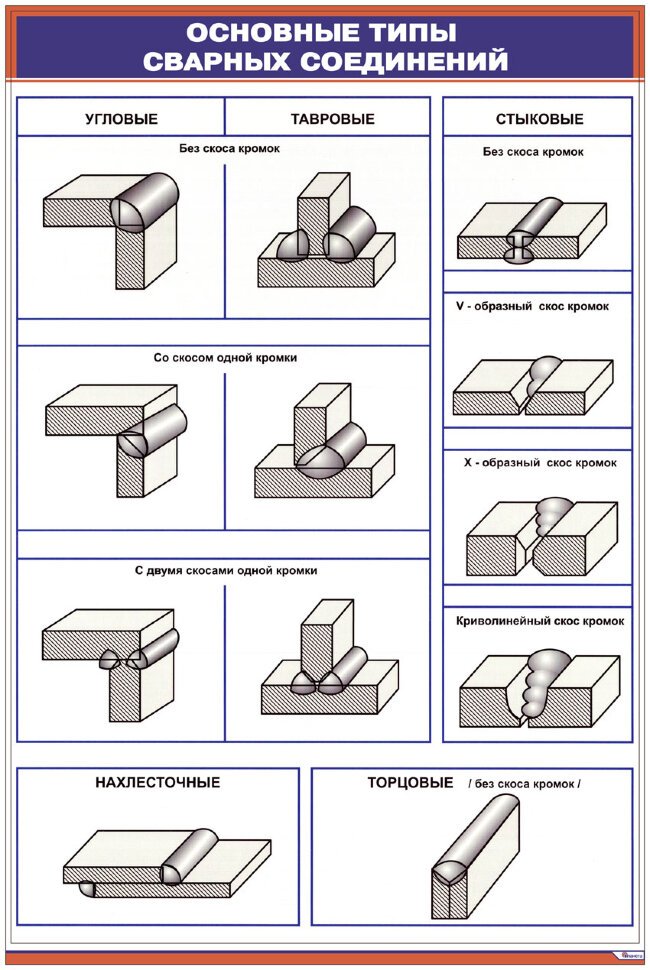
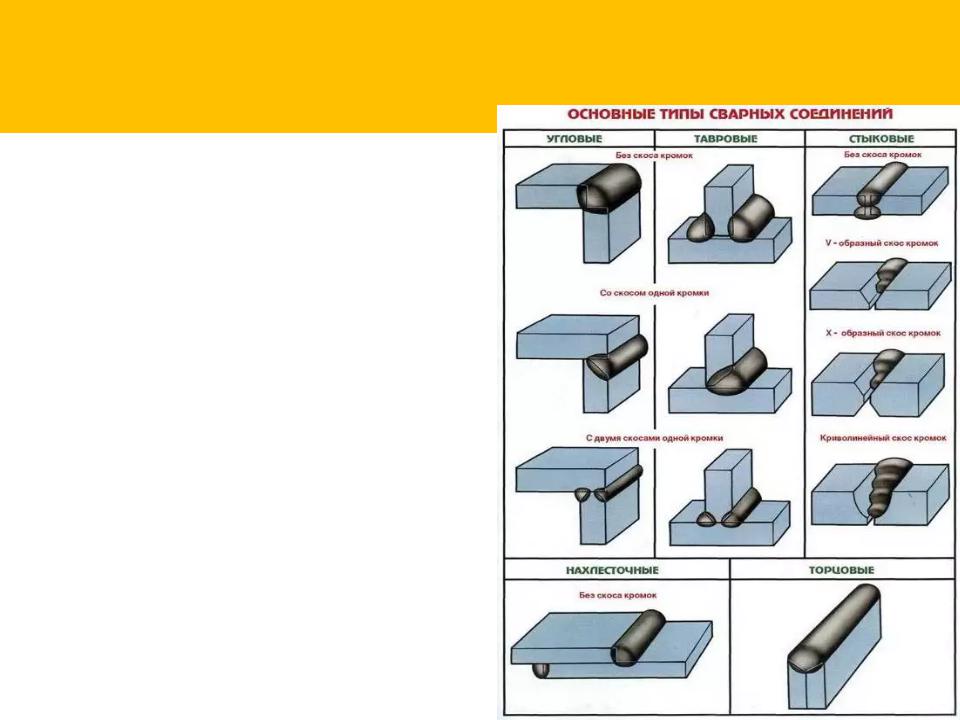
По форме сопряжения свариваолпих элементов можно выделить следующие основные типы сварных соединений стыковые (рис. 1, а), тавровые (рис. 1, б и в), угловые (рис. 1, г), нахлесточные (рис. 1,(5). [c.7]
Технологическое оборудование для сварки когерентным световым лучом квантового генератора (лазера) или лазерной срарки используют в радио- и электронной промышленности. Благодаря острой фокусировке возможно сосредоточение очень большой тепловой энергии на площадках, измеряемых сотыми и тысячными долями миллиметра. Принципиально возможно создание лазера, пригодного для сварки очень толстого металла, но процесс плавления металла становится в этом случае практически неуправляемым. Поэтому в настоящее время лазерную сварку применяют для соединения металла сверхмалых толщин (металлическая фольга), проволок малого диаметра и т. п., т. е. изделий, которые не требуют разделки кромок. Основные типы сварных соединений — нахлесточные и стыковые.
[c.16]
Благодаря острой фокусировке возможно сосредоточение очень большой тепловой энергии на площадках, измеряемых сотыми и тысячными долями миллиметра. Принципиально возможно создание лазера, пригодного для сварки очень толстого металла, но процесс плавления металла становится в этом случае практически неуправляемым. Поэтому в настоящее время лазерную сварку применяют для соединения металла сверхмалых толщин (металлическая фольга), проволок малого диаметра и т. п., т. е. изделий, которые не требуют разделки кромок. Основные типы сварных соединений — нахлесточные и стыковые.
[c.16]
Оспониые типы сварных соединений, рекомендуемые для элеитронпо-лучсвой сварки, приведены на рис. 54. Перед сваркой требуется точная сборка деталей (при толщине металла до 5 мм зазор не более 0,07 мм, при толщине до 20 мм зазор до 0,1 мм) и точное направление луча по оси стыка (отклопепие не больше 0,2-0,3 йгм). При увеличенных зазорах (для предупреждения подрезов) требуется дополнительный металл в виде технологических буртиков или присадочной проволоки. В последнем случае появляется возможность металлургического воздействия на металл шва. Изменяя величину зазора и количество дополнительного металла, й[0Л[c.69]
В последнем случае появляется возможность металлургического воздействия на металл шва. Изменяя величину зазора и количество дополнительного металла, й[0Л[c.69]
Таким образолс, различные участки основного металла характеризуются различными максимальными температурами и различными скоростями нагрева и охлаждения, т. е. подвергаются своеобразной термообработке. Поэтому структура и свойства основного металла в различных участках сварного соединения различны. Зону основного металла, в которой под воздействием термического цикла при сварке произо1нли фазовые и структурные изменения, называют зоной термического влияния. Характер этих превращений и протяженность зоны термического влияния зависят от состава и теплофизических свойств свариваемого металла, способа и режима сварки, типа сварного соединения и т. п.
В занисимости от назначения конструкций и типа стали электроды можно выбирать согласно табл. 51. Режим сварки выбирают в зависимости от толщины металла, типа сварного соединения и пространственного положения сварки. [c.222]
[c.222]
Стандарт содержит большое количество примеров, которые значительно облегчат его внедрение. В табл1гцах с примерами условных изображений швов сварных соединений не приводятся буквенно-цифровые обозначения типов швов, так как цифры, определяющие порядковый номер сварного соединения в зависимости от конструктивных элементов, могут быть установлены лишь стандартом или другим нормативно-техническим документом на конструктивные элементы. Тем самым ГОСТ 2.312—68 не будет сдерживать разработку и применение новых типов сварных соединений. [c.100]
Шовную сварку применяют в массовом производстЕШ при изготовлении различных сосудов. Толщина свариваемых листов составляет 0,3—3 мм. Шовной сваркой выполняют те же типы сварных соединений, что и точечной, но используют для получения герметичного шва. [c.217]
Тип сварного соединения определяют взаимным расположением свариваемых элементов и формой подготовки (разделки) их кромок под сварку (рис. 5.57). По первому признаку различают четыре основных 1ппа сварных соединений стыковые, тавровые, на-хлесточные и угловые. Кромки разделывают в целях полного провара заготовок по сечению, что является одним из условий равнопрочности сварного соединения с основным металлом. Форму и размеры элементов разделки (угол, притупление и зазоры) назначают, исходя из условий проплавлення, обеспечения формирования корня шва (без непроваров и прожогов) и минимального объема наплавленного металла.
[c.247]
5.57). По первому признаку различают четыре основных 1ппа сварных соединений стыковые, тавровые, на-хлесточные и угловые. Кромки разделывают в целях полного провара заготовок по сечению, что является одним из условий равнопрочности сварного соединения с основным металлом. Форму и размеры элементов разделки (угол, притупление и зазоры) назначают, исходя из условий проплавлення, обеспечения формирования корня шва (без непроваров и прожогов) и минимального объема наплавленного металла.
[c.247]
В специальных и исполнительных чертежах строительных конструкций условные изображении и обоаначе-НИН швов сварных соединений выполняют по ГОСТ 11692—66 и допол няют обозначениями, уточняющими типы сварных соединений Допускается применять обозначения по ГОСТ 2.312-72 ЕСКД. [c.125]
Распределение Нд по объему сварного соединения и его концентрацию в любой заданной точке определяют экспериментальнорасчетным способом.
 Способ состоит в экспериментальном определении исходной концентрации диффузионного водорода в металле шва Нш(0), установлении зависимости коэффициента диффузии водорода от температуры для шва, ЗТВ и основного металла и параметров перехода остаточного (металлургического) водорода Но в основном металле в Нд и обратно при сварочном нагреве и охлаждении. Расчетная часть заключается в решении тепловой задачи для заданных типа сварного соединения, режима сварки и решения диффузионной задачи. Последняя для сварки однородных материалов представляет ч 1Сленное решение дифференциального уравнения второго закона Фика, описывающего неизотермическую диффузию водорода с учетом термодиффузионных потоков в двумерной системе координат
[c.534]
Способ состоит в экспериментальном определении исходной концентрации диффузионного водорода в металле шва Нш(0), установлении зависимости коэффициента диффузии водорода от температуры для шва, ЗТВ и основного металла и параметров перехода остаточного (металлургического) водорода Но в основном металле в Нд и обратно при сварочном нагреве и охлаждении. Расчетная часть заключается в решении тепловой задачи для заданных типа сварного соединения, режима сварки и решения диффузионной задачи. Последняя для сварки однородных материалов представляет ч 1Сленное решение дифференциального уравнения второго закона Фика, описывающего неизотермическую диффузию водорода с учетом термодиффузионных потоков в двумерной системе координат
[c.534]В настоящей работе описаны результаты исследования нескольких типов сварных соединений сплава на основе никеля марки In onel Х750— одного из основных перспективных материалов для использования в криогенной технике. Исследованы сварные соединения сплава, выполненные дуговой сваркой вольфрамовым электродом в среде защитного газа (ДЭС) и электронно-лучевой сваркой (ЭЛС) в трех состояниях термообработки 1) закалка перед сваркой 2) закалка и двухступенчатое старение перед сваркой 3) закалка и двухступенчатое старение после сварки. Проведены радиографический контроль сварных соединений, металлографический и фрактографический анализы. Механические свойства при растяжении и характеристики разрушения определены на поперечных сварных образцах в интервале от комнатной температуры до 4,2 К.
[c.311]
Проведены радиографический контроль сварных соединений, металлографический и фрактографический анализы. Механические свойства при растяжении и характеристики разрушения определены на поперечных сварных образцах в интервале от комнатной температуры до 4,2 К.
[c.311]
Виды сварных соединений и швов
Сеть профессиональных контактов специалистов сварки
Неразъемное соединение, выполненное сваркой, называется сварным соединением. В зависимости от взаимного расположения в пространстве соединяемых деталей различают соединения:
- Стыковые сварные соединения (Рис. 1, а) – свариваемые элементы располагаются в одной плоскости или на одной поверхности. Устанавливается 32 вида стыковых соединений. Обозначаются С1, С2, С3, С4 и т.д.
- Нахлесточные сварные соединения (Рис. 1, б). Свариваемые элементы расположены параллельно и перекрывают друг друга. Величина перекрытия должна быть в пределах 3-420 мм.
 Обозначаются Н1, Н2.
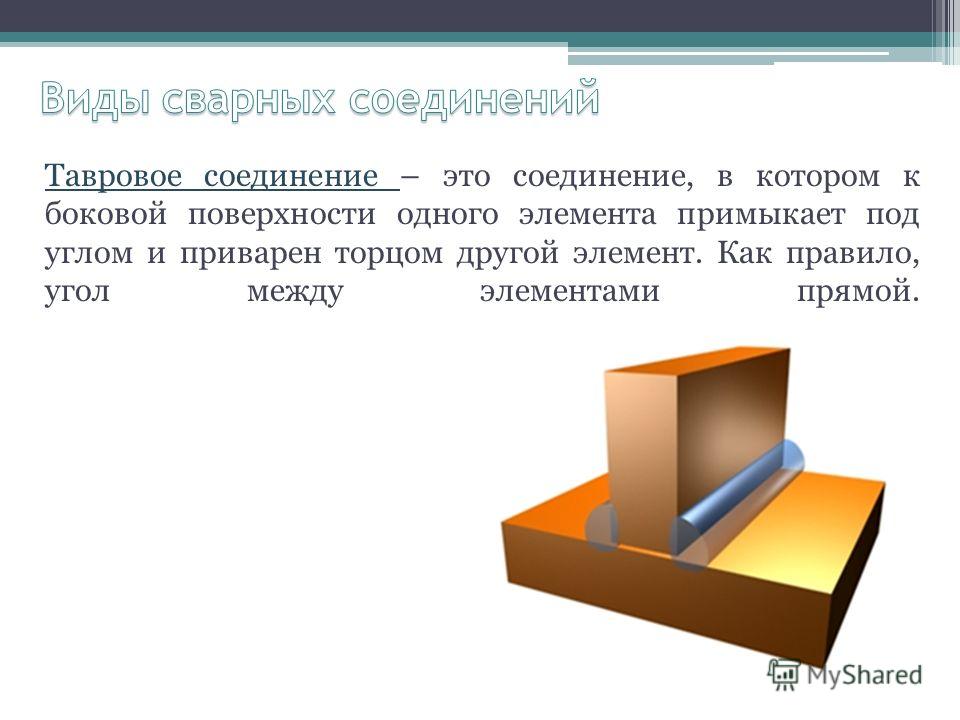
Обозначаются Н1, Н2. - Тавровые сварные соединения(Рис. 1, в). Отличительной особенностью этих соединений является то, что одна из соединяемых деталей торцом устанавливается на поверхности другой и приваривается, образуя в сечении как бы букву Т (отсюда и название – тавровое). Обозначаются Т3, Т6 и т.д.
- Угловые сварные соединения (Рис. 1, г) – сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев.
 Обозначаются Н1, Н2.
Обозначаются Н1, Н2.Рисунок 1. Типы сварных соединений.
а) стыковое; б) нахлесточное; в) тавровое; г) угловое.
Обозначаются согласнo ГОСТ 5264-80 У1, У2, У3 и т.д.
Классификация сварных швовПо виду сварного соединения – стыковые и угловые.
По положению сварного соединения в котором выполняются сварные швы бывают: «в лодочку» нижние, полугоризонтальные, горизонтальные, полувертикальные, вертикальные, полупотолочные и потолочные.
По конфигурации сварного соединения швы бывают прямолинейные кольцевые и криволинейные.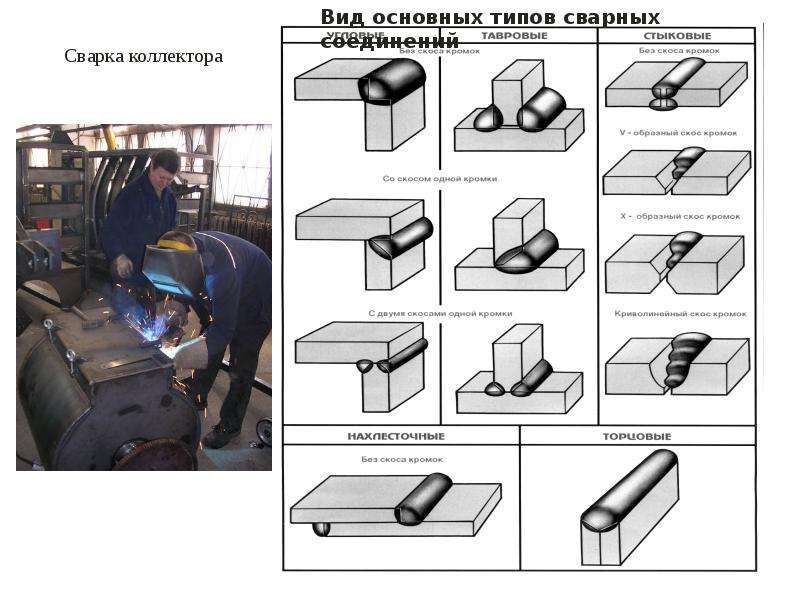
По протяженности сварного соединения – сплошные и прерывистые.
По применяемому виду сварки разделяются на швы ручной дуговой сварки, автоматической и механизированной под флюсом, швы дуговой сварки в защитных газах, швы электрошлаковой сварки, электрозаклепочные, контактной, газовой, паянных соединений.
По способу удержания сварочной ванны: на швы, выполненные без прокладок и подушек, на съемных и остающихся стальных прокладках, на медных, флюса медных, керамических и асбестовых подкладках.
По количеству наложения швов бывают односторонние, двусторонние, многослойные и многопроходные.
По применяемому для сварки материалу швы сварных соединений подразделяются на швы из углеродистых и легированных сталей, швы цветных металлов, биметалла, винипласта и полиэтилена.
По расположению свариваемых деталей относительно друг друга швы могут быть под острым, тупым, прямым углом, а также располагаться в одной плоскости.
По действующему на шов усилию швы бывают фланговые, лобовые, комбинированные и косые.
По объему наплавленного металла нормальные, ослабленные и усиленные швы.
По форме свариваемой конструкции на изделии продольные и поперечные.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Основные виды сварных соединений и швов
Основные виды сварных соединений и швов
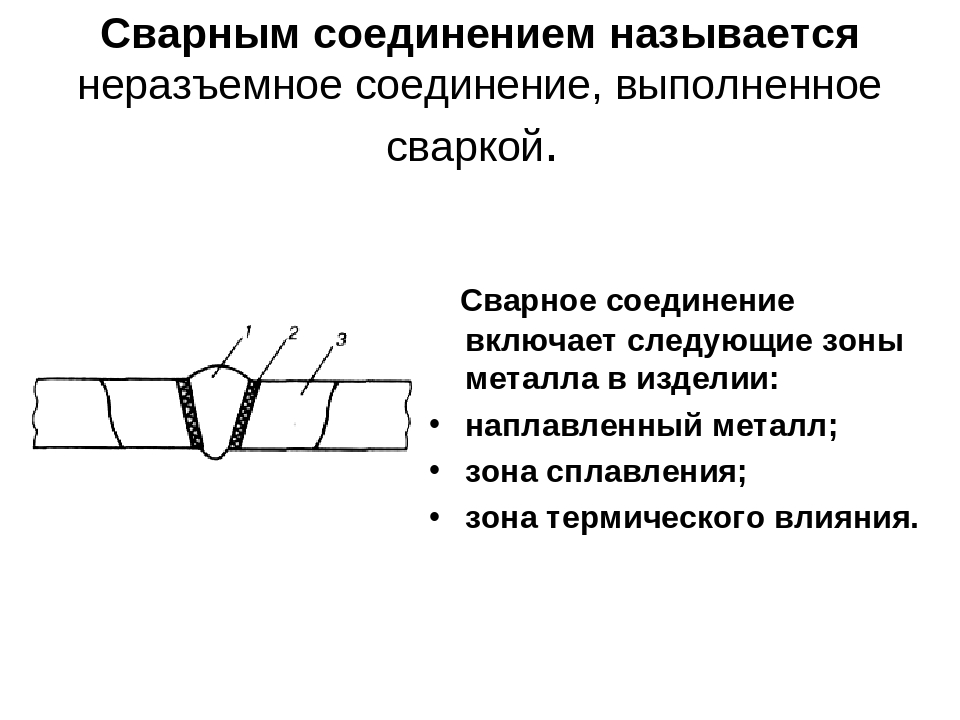
Сварное (сварочное) соединение – участок детали или конструкции, включающий в себя сварочный шов, часть изделия, в которой произошли структурные и иные изменения в результате термического воздействия в ходе сварочного процесса, а также примыкающей к этой части неизменившийся металл. Последний рассматривается в качестве части сварочного соединения из-за возможных различий в концентрации и распределения напряжений в этой зоне.
Сварочный шов – основная часть сварочного соединения, образовавшаяся в результате плавления присадочного материала или основного металла, в ходе сварки находившаяся в жидком состоянии.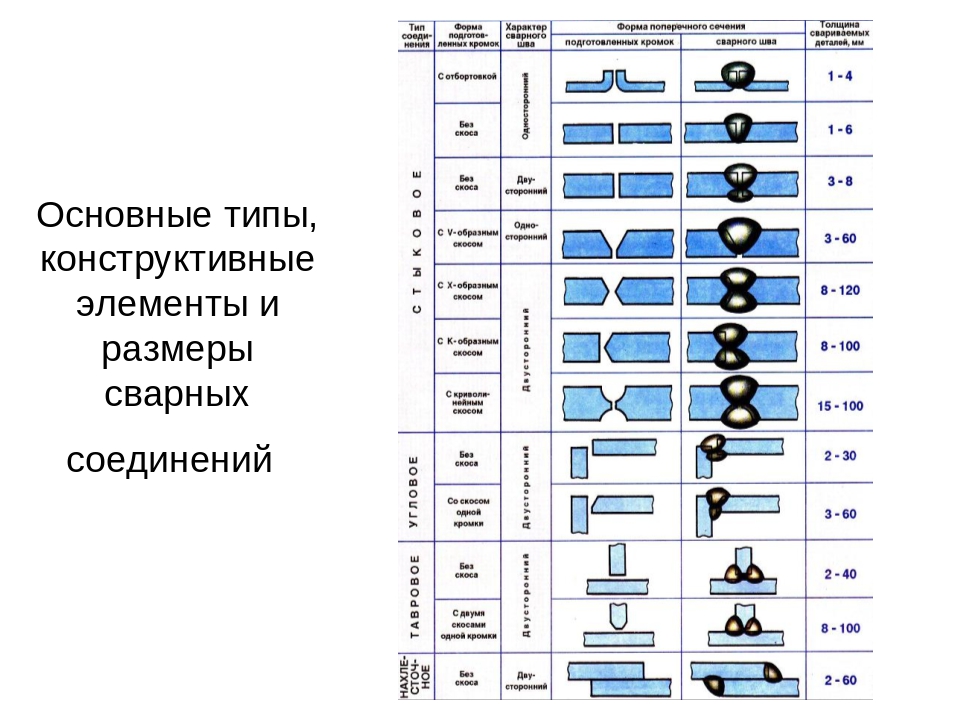 Именно он во многом определяет качество соединения, его способность выдерживать предполагаемые механические, температурные и иные нагрузки без разрушения.
Именно он во многом определяет качество соединения, его способность выдерживать предполагаемые механические, температурные и иные нагрузки без разрушения.
В зависимости от взаимного расположения свариваемых изделий различают следующие типы сварных соединений:
- Стыковые;
- Тавровые;
- Угловые;
- Внахлест.
Стыковое соединение образуется при сваривании листов или труб, расположенных на одном уровне по отношению друг к другу, при этом сплавляются их торцы. Из-за простоты и наименьшего расхода материала данное сварочное соединение используется довольно часто.
Тавровое соединение применяется в тех случаях, когда необходимо сварить изделия таким образом, чтобы одно из них прилегало своим торцом к боковой поверхности другого, в итоге образуя букву «Т». Чаще всего это соединение выполняется двухсторонним, при необходимости используется разделка кромок.
Угловое соединение подразумевает сварку изделий под углом 90 градусов в виде буквы «Г». При этом торец одной детали может прилегать к краю боковой поверхности другой или же торцы могут соприкасаться только углами.
При этом торец одной детали может прилегать к краю боковой поверхности другой или же торцы могут соприкасаться только углами.
Соединение внахлест применяется при соединении изделий не толще 10-12 мм. В данном случае соединяемые поверхности располагаются параллельно и частично перекрывают друг друга, а шов всегда делается двухсторонним для предупреждения проникновения влаги между ними.
В зависимости от местоположения шва и геометрии кромок различают несколько разновидностей соединений. Если шов образуется с одной стороны, то соединение считается односторонним, если с обеих – двухсторонним. Последние применяют при сварке изделий толщиной от 6 мм или для обеспечения дополнительной прочности соединения.
Если толщина металла превышает 3-4 мм, для повышения надежности соединения обычно требуется дополнительная разделка торцевой части соединяемых изделий. Существует несколько вариантов разделки односторонняя, двухсторонняя, V, U, X-образные, выбор которых определяется в первую очередь типом и толщиной материала.
Также сварные соединения различают по их пространственному положению: нижнее, потолочное, горизонтальное и вертикальное. В данном случае тип определяется в зависимости от ориентации сварного шва.
Типы сварочных швов в зависимости от формы поперечного сечения:
- Стыковые;
- Угловые;
- Пробочные;
- Прорезные.
Стыковые швы применяются в основном для получения стыковых соединений, угловые – для угловых, тавровых и нахлесточных. Пробочные и прорезные швы используются для тавровых соединений. Пробочный шов образуется проплавлением верхнего листа металла и частично нижнего, прорезной – приваром нижнего по периметру предварительно сделанного в верхнем отверстия.
По протяженности или сплошности сварочные швы бывают непрерывными и прерывистыми (точечными). Последние применяют обычно в тех случаях, когда не предъявляется повышенных требований к прочности и герметичности соединения.
По форме сварочные швы могут быть нормальными, выпуклыми и вогнутыми. Это зависит от выбранного режима сварки, длины дуги, применяемых расходных материалов.
Это зависит от выбранного режима сварки, длины дуги, применяемых расходных материалов.
различных типов сварных соединений
Стать сварщиком — это интересно, и есть много возможностей карьерного роста для вас. На протяжении всего обучения В программе и карьере вы узнаете о различных типах сварных соединений.
Сварочный шов, проще говоря, это где два или несколько кусков пластика или металла соединяются вместе. Чтобы получить сварное соединение, вы должны сварить детали вместе, используя определенные геометрические расчеты.
Существует пять основных типов сварных соединений, с которыми вам следует ознакомиться, поскольку вы столкнетесь с ними как в программе профессионального обучения, так и в реальной жизни.Если у вас есть какие-либо вопросы о различных типах суставов, не стесняйтесь обращаться к команде UEI College прямо сегодня!
5 основных типов сварных соединений
стыковое соединение Чтобы получить стык, нужно два
разные пластины, положите их на одну плоскость, а затем сварите
края пластин.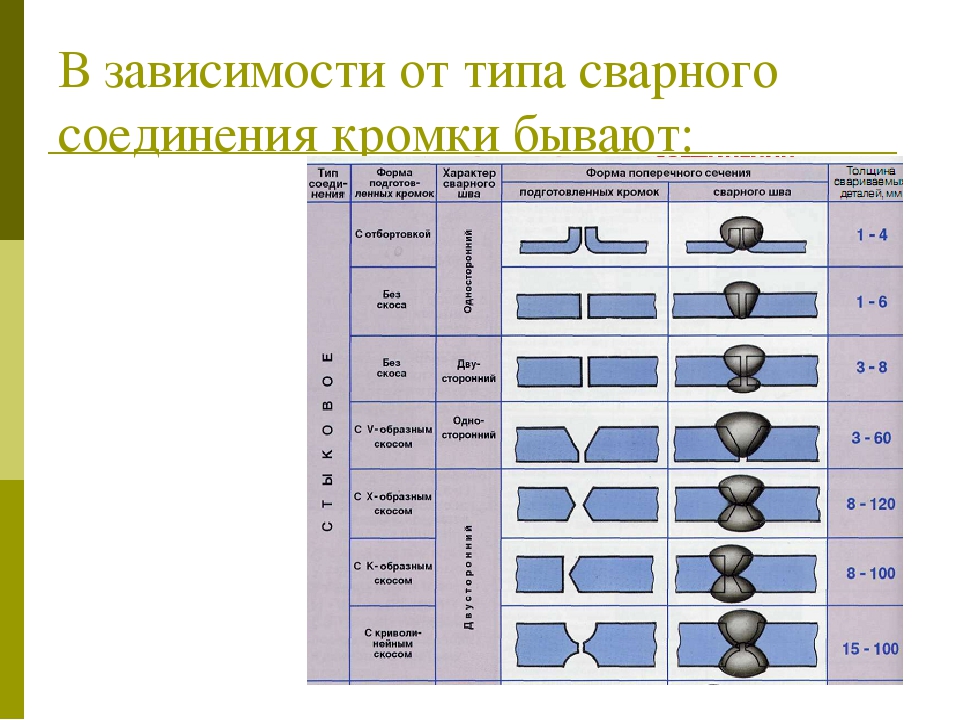 При создании ягодиц важно обращать внимание.
шов, так как следует использовать только пластины толщиной от 3 мм до 12 мм.
Вот некоторые из типов сварных швов, которые вы найдете при стыковых соединениях:
При создании ягодиц важно обращать внимание.
шов, так как следует использовать только пластины толщиной от 3 мм до 12 мм.
Вот некоторые из типов сварных швов, которые вы найдете при стыковых соединениях:
- скос паз
- Квадрат приклад
- Под отбортовку V-образный паз
- V паз
- Под отбортовку коническая канавка стык
- J паз
- U паз
Чтобы получить тройной сварной шов, вам понадобится два пластины, поверхности которых расположены под прямым углом друг к другу.Для Для достижения наилучших результатов используйте пластины толщиной до 3 мм. Если ты это сделаешь пластины толще рекомендуемых 3 мм, вам необходимо завершите сварку с обеих сторон. Некоторые из типов сварных швов, которые вы найдете с Тройник включает:
- Расплав через
- Филе
- Вспышка коническая
- Заглушка
- скос паз
- паз
- Дж паз
Чтобы получить угловой сварной шов, необходимо
необходимо соединить края двух пластин под углом 90 градусов. Этот тип
сварки используется в основном для легких и тяжелых металлов. Когда
выполняя сварку углового стыка, вы всегда хотите убедиться, что вы выполняете
шов на внешнем углу пластин. Некоторые виды сварных швов вам
найду с угловым соединением:
Этот тип
сварки используется в основном для легких и тяжелых металлов. Когда
выполняя сварку углового стыка, вы всегда хотите убедиться, что вы выполняете
шов на внешнем углу пластин. Некоторые виды сварных швов вам
найду с угловым соединением:
- Квадрат паз
- Уголок
- Фаска паз
- Пятно
- J паз
- U паз
- V паз
- Кромка
- Отбортовка V
- Уголок фланец
Краевой сварной шов происходит при двух параллельные пластины свариваются между собой.Этот тип сварного шва лучше всего использовать для пластин. толщиной 6 мм или менее. Этот тип соединения обычно встречается на листовой металл. Некоторые из типов сварных швов, которые вы найдете с краевым соединением включают:
- U паз
- Квадрат паз
- V паз
- скос паз
- J паз
- Угол фланец
- Кромка фланец
 соединение
соединение Чтобы получить сварной шов внахлест, нужно разместить два пластины вместе, а затем сварите края пластин вместе.Лучший сварной шов результаты с пластинами толщиной 3 мм или меньше. Часто эти типы Сварные швы можно встретить на тренажерах и тренажерах. Некоторые из типов сварных швов, которые вы найдете с соединением внахлест, включает:
- Пятно
- Вспышка скос
- скос паз
- Уголок
- Прорезь
- Заглушка
- Дж Groove
Если вы хотите сделать карьеру, которая будет не только полезной, но и увлекательной, ознакомьтесь с программой «Техник-сварщик» в колледже UEI.Наша сварочная программа может быть завершена всего за 10 месяцев, и вы узнаете все, что вам нужно, как в нашем классе, так и в производственной среде. Вы получите практические навыки, необходимые для успешной работы сварщика начального уровня.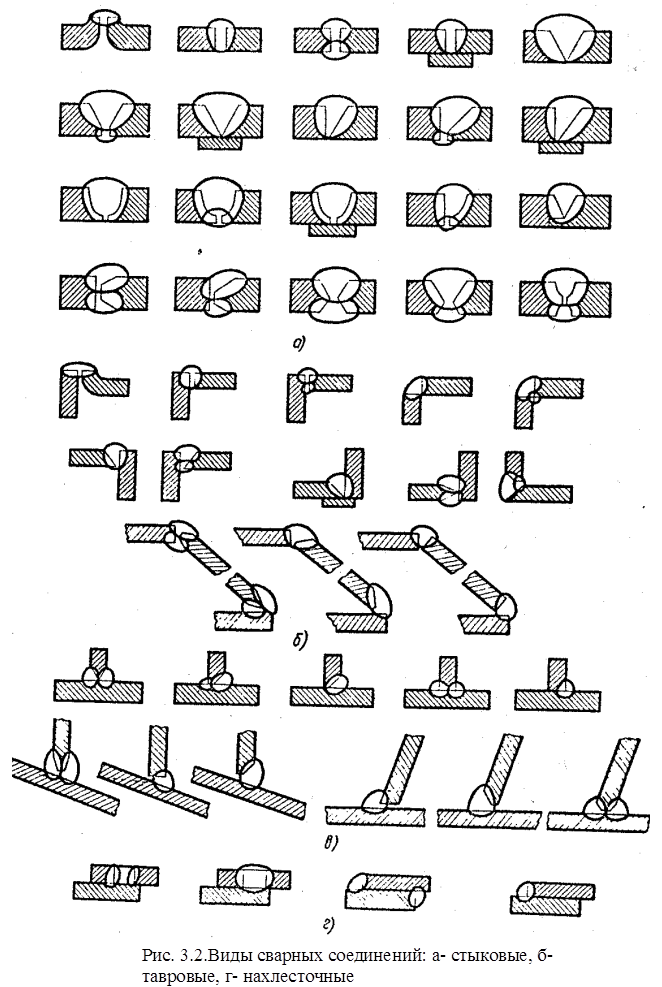 Мы обучим вас отраслевым стандартам, и вы научитесь создавать все типы сварных швов.
Мы обучим вас отраслевым стандартам, и вы научитесь создавать все типы сварных швов.
Если вы хотите узнать больше о нашей программе, позвоните в колледж UEI сегодня.
Типы сварных швов: определение, плюсы и минусы
Сварка — это сложное дело, требующее терпения, внимания к деталям и творчества.Чтобы успешно выполнять свою работу, сварщики должны иметь глубокое понимание различных методов и практик, используемых в отрасли, включая типы сварных соединений.
Термин «конструкция сварного шва» относится к способу соединения или совмещения металлических частей друг с другом. Конструкция каждого стыка влияет на качество и стоимость готового сварного шва. Выбор наиболее подходящей конструкции стыка для сварочных работ требует особого внимания и навыков.
Что такое сварное соединение?
Сварочное соединение — это точка или кромка, в которой два или более металлических или пластмассовых элемента соединяются вместе.Их формируют путем сварки двух или более деталей (металлических или пластиковых) определенной геометрии.
Американское сварочное общество определяет пять типов соединений: стыковые, угловые, кромочные, внахлест и тройники. Эти конфигурации могут иметь различные конфигурации на стыке, где может происходить фактическая сварка.
Типы сварных соединений
Согласно AWS, существует пять основных типов сварных соединений, которые обычно используются в промышленности:
- Стыковое соединение
- Тройник
- Угловое соединение
- Внахлест
- Торцевое соединение
1.Сварка стыковых соединений
Сварка стыковых соединений — один из самых простых и универсальных видов сварных соединений. Соединение выполняется простым соединением двух металлических частей и последующей сваркой их вдоль соединения. В случае стыкового соединения важно, чтобы поверхности соединяемых деталей лежали в одной плоскости, а металл сварного шва оставался в плоскостях поверхностей. В результате детали почти параллельны и не перекрываются, как, например, в случае стыков внахлест.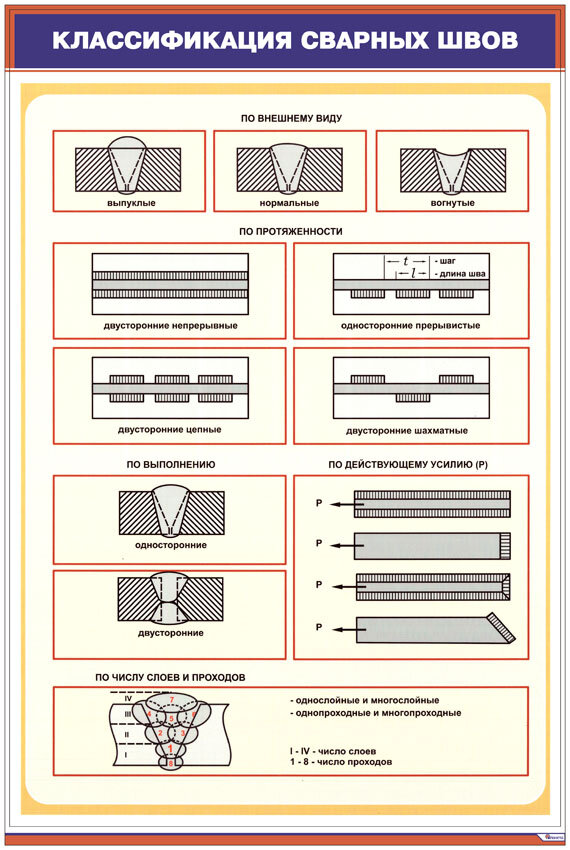
Стыковые сварные швы выполняются разными способами, и каждый из них служит разной цели. Типичные примеры стыковых сварных соединений:
- Квадратный стыковой шов. Квадратный стыковой сварной шов в основном используется в проектах, где толщина металла составляет 3/16 дюйма или меньше. Квадратный стык сварного шва достаточно прочен, но его не рекомендуется использовать, если готовая конструкция подвержена ударным нагрузкам или усталости при длительной эксплуатации.
- Стыковой сварной шов с пазами. Если вы хотите сваривать металлы толщиной более 3/16 дюйма, вам, вероятно, понадобится стыковое соединение с рифлением. Проточка металлических пластин используется для придания соединению необходимой прочности. Более толстые металлы имеют больше места для нанесения наполнителя, а рифление листов обеспечивает более прочное соединение.
- Сварка V-образная стыковая. Одиночный V-образный стыковой сварной шов чаще встречается на рамах толщиной от 1/4 «до 3/4». Конический угол соединения обычно составляет около 60 градусов для пластины и 75 градусов для трубы.Подготовить металл можно с помощью специального станка для снятия фасок или резака. Сварной шов V-образной формы дороже в изготовлении, чем стык квадратного сечения. Для этого сварного шва вам также потребуется больше присадочного материала, чем для квадратного стыка.
- Двойная V-образная стыковая сварка. Двойной V-образный стыковой шов отлично подходит для самых разных проектов. Его главное преимущество заключается в том, что на металлах толщиной более 3/4 дюйма могут быть проточки с любой стороны. Однако его можно использовать на более тонких металлических пластинах, где сопротивление нагрузке имеет решающее значение.
 Одиночный V-образный стыковой сварной шов чаще встречается на рамах толщиной от 1/4 «до 3/4». Конический угол соединения обычно составляет около 60 градусов для пластины и 75 градусов для трубы.Подготовить металл можно с помощью специального станка для снятия фасок или резака. Сварной шов V-образной формы дороже в изготовлении, чем стык квадратного сечения. Для этого сварного шва вам также потребуется больше присадочного материала, чем для квадратного стыка.
Одиночный V-образный стыковой сварной шов чаще встречается на рамах толщиной от 1/4 «до 3/4». Конический угол соединения обычно составляет около 60 градусов для пластины и 75 градусов для трубы.Подготовить металл можно с помощью специального станка для снятия фасок или резака. Сварной шов V-образной формы дороже в изготовлении, чем стык квадратного сечения. Для этого сварного шва вам также потребуется больше присадочного материала, чем для квадратного стыка.2. Сварка тройника
Сварка тройника создается, когда две детали пересекаются под углом 90 °. Это приводит к тому, что края сходятся в центре панели или компонента в Т-образной форме. Тройники считаются разновидностью углового шва, и они также могут образовываться, когда труба или труба привариваются к опорной плите.
Тройники считаются разновидностью углового шва, и они также могут образовываться, когда труба или труба привариваются к опорной плите.
Тавровые соединения обычно не имеют канавок, если основной металл не толстый и сварка с обеих сторон не может выдержать нагрузку, которую должно выдерживать соединение. Распространенный дефект, возникающий в тройниковых соединениях, — это разрыв ламелей, возникающий из-за ограничения соединения.Чтобы этого не произошло, сварщики часто используют стопор для предотвращения деформации стыка.
3. Сварка углового соединения
Сварка углового соединения означает случаи, когда два материала встречаются в «углу», образуя L-образную форму. Вы можете использовать угловые соединения для создания деталей из листового металла, включая рамы, коробки и тому подобное.
Чтобы завершить это соединение, начните с прихватывания внешних краев, затем сделайте то же изогнутое зигзагообразное движение плетения, которое мы сделали для нашего тройника с угловым швом.
Угловые соединения могут быть трудными, потому что вы часто не можете положить руку на материал, чтобы удерживать руку с резаком. Вы можете потренироваться в сухом прогоне вдоль стыка, чтобы убедиться, что вы сможете сваривать комфортно. Я дошел до того, что прижал тисками к другому куску материала, чтобы создать опору для рук.
Стили, используемые для создания угловых соединений, включают V-образную канавку, J-образную канавку, U-образную канавку, пятно, кромку, скругление, угловой фланец, скос-канавку, развальцовку-V-образную канавку и квадратную канавку или стык.
4. Сварка внахлест.
Сварка внахлест — это, по сути, модифицированная версия стыкового соединения. Они образуются, когда две металлические части кладутся внахлест друг на друга. Чаще всего они используются для соединения двух частей разной толщины. Сварные швы можно делать с одной или с двух сторон.
Соединения внахлест редко используются для толстых материалов и обычно используются для листового металла. Возможные недостатки этого типа сварного соединения включают разрыв пластин или коррозию из-за перекрытия материалов.Однако, как и в любом другом случае, этого можно избежать, используя правильные методы и при необходимости изменяя переменные.
Возможные недостатки этого типа сварного соединения включают разрыв пластин или коррозию из-за перекрытия материалов.Однако, как и в любом другом случае, этого можно избежать, используя правильные методы и при необходимости изменяя переменные.
5. Сварка краевых швов
Краевая сварка Соединения часто применяются к деталям из листового металла, которые имеют отбортовки кромок, или размещаются в месте, где необходимо сделать сварной шов для присоединения к соседним деталям. При сварке канавочного типа, краевые соединения, детали устанавливаются бок о бок и привариваются к одной кромке.
При стыковке кромок металлические поверхности соединяются так, чтобы края были ровными.Одна или обе пластины могут быть сформированы путем изгиба их под углом. Назначение сварного соединения — соединить детали вместе так, чтобы напряжения были распределены. Силы, вызывающие напряжения в сварных соединениях, — это растяжение, сжатие, изгиб, кручение и сдвиг.
Способность сварного соединения противостоять этим силам зависит как от конструкции соединения, так и от его целостности. Некоторые суставы лучше других выдерживают определенные силы. Процесс сварки, который будет использоваться, как основной фактор, влияющий на выбор конструкции соединения.Каждый сварочный процесс имеет характеристики, которые влияют на его производительность.
Некоторые суставы лучше других выдерживают определенные силы. Процесс сварки, который будет использоваться, как основной фактор, влияющий на выбор конструкции соединения.Каждый сварочный процесс имеет характеристики, которые влияют на его производительность.
Угловая сварка — это процесс соединения двух металлических кусков, когда они расположены перпендикулярно или под углом. Эти сварные швы обычно называются тройниковыми соединениями, которые представляют собой два куска металла, перпендикулярных друг другу, или соединениями внахлест, которые представляют собой два куска металла, которые накладываются друг на друга и свариваются по краям.
Сварной шов имеет треугольную форму и может иметь вогнутую, плоскую или выпуклую поверхность в зависимости от техники сварщика.Сварщики используют угловые швы при соединении фланцев с трубами и при сварке поперечных сечений инфраструктуры, а также когда болты недостаточно прочны и легко изнашиваются.
Существует два основных типа углового шва: поперечный угловой шов и параллельный угловой шов.
2. Швы с разделкой кромокШов с разделкой кромок — это отверстие между двумя соединительными элементами, обеспечивающее пространство для размещения металла. Швы с разделкой кромок — это наиболее часто используемые сварные швы после углового шва.Второй по популярности вид сварного шва — это шов с разделкой кромкой.
Под сваркой с разделкой кромок понимаются валики, которые размещаются в канавке между двумя соединяемыми элементами. Тип используемого сварного шва определяет способ подготовки шва, стыка или поверхности.
3. Наплавочный шовЭто сварные швы, состоящие из одной или нескольких ниток или валиков, нанесенных на непрерывную поверхность для получения желаемых свойств или размеров.
Наплавка — это процесс сварки, используемый для нанесения твердого износостойкого слоя металла на поверхности или края изношенных деталей. Это один из самых экономичных методов сохранения и продления срока службы машин, инструментов и строительного оборудования.
Это один из самых экономичных методов сохранения и продления срока службы машин, инструментов и строительного оборудования.
Наплавочный сварной шов состоит из одного или нескольких стрингеров или валиков переплетения. Наплавка, иногда известная как наплавка твердым покрытием или износостойкая наплавка, часто используется для наращивания изношенных валов, шестерен или режущих кромок.
4. ЭлектрозаклепкаЭлектрозаклепка, также известная как розетка, представляет собой сплав двух металлов посредством сварных швов, помещенных в небольшие круглые отверстия.Этот процесс обычно выполняется на двух перекрывающихся металлах, причем в верхнем металле есть отверстия для наплавки сварного шва.
Электрозаклепка — это альтернатива точечной сварке, используемая производителями транспортных средств в условиях недостаточного доступа для точечной сварки. Для ремонта автомобилей своими руками он обычно используется вместо точечной сварки на фланцах панелей, которые изначально были приварены точечной сваркой.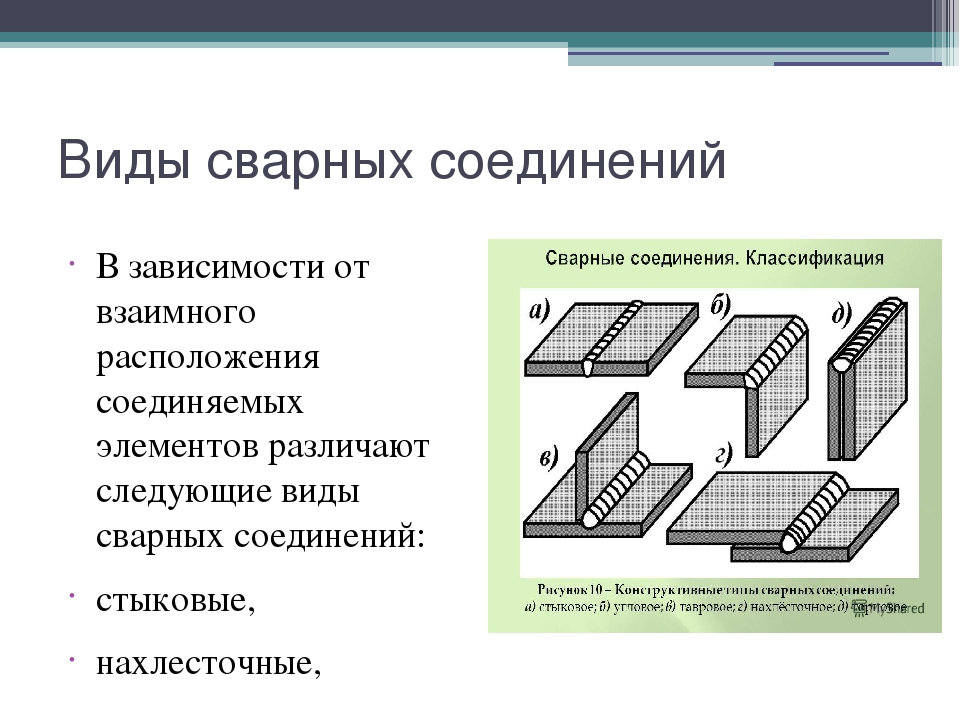
Электрозаклепка при правильном выполнении имеет тенденцию быть прочнее, чем исходная точечная сварка. Производители раллийных автомобилей часто используют эту технику, и это приемлемо для испытаний MOT в Великобритании, поскольку вместо точечной сварки при ремонте старых автомобилей
5.Пазовый сварной шовПазовый сварной шов соединяет поверхность куска материала с другой деталью через удлиненное отверстие. Отверстие может быть открытым с одного конца и может быть частично или полностью заполнено сварочным материалом.
Это сварной шов, выполненный в удлиненном отверстии в одном элементе соединения внахлестку или тройник, соединяющий этот элемент с поверхностью другого элемента, который выходит через отверстие. Это отверстие может быть открытым с одного конца и может быть частично или полностью заполнено металлом сварного шва.
6.Сварка оплавлением Сварка оплавлением — это контактная сварка без использования присадочных металлов.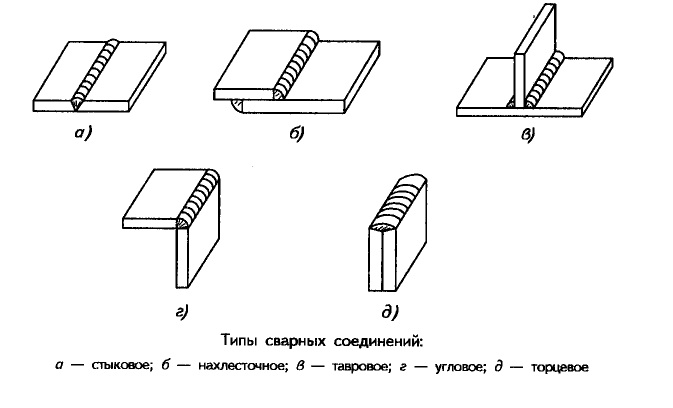 Свариваемые куски металла располагаются на заданном расстоянии в зависимости от толщины материала, состава материала и желаемых свойств готового сварного шва.
Свариваемые куски металла располагаются на заданном расстоянии в зависимости от толщины материала, состава материала и желаемых свойств готового сварного шва.
К металлу подается ток, и зазор между двумя частями создает сопротивление и создает дугу, необходимую для плавления металла. Как только куски металла достигают нужной температуры, они сжимаются друг с другом, сваривая их друг с другом.
Железные дороги используют оплавление для соединения секций магистрального рельса вместе для создания длинных сварных рельсов (LWR) в заводских настройках или непрерывных сварных рельсов (CWR) в рельсах, которые намного более гладкие, чем рельсы с механическим соединением, поскольку между ними нет зазоров. секции рельса.
Эта более гладкая направляющая снижает износ самих направляющих, эффективно сокращая частоту осмотров и технического обслуживания.
7. Шовный шов Шовный шов — это процесс соединения двух одинаковых или разных материалов в шве с помощью электрического тока и давления. Шовная сварка возможна благодаря контактному сопротивлению, создаваемому между двумя металлами. По мере прохождения тока между металлами в небольшом зазоре выделяется тепло.
Шовная сварка возможна благодаря контактному сопротивлению, создаваемому между двумя металлами. По мере прохождения тока между металлами в небольшом зазоре выделяется тепло.
Этот процесс в основном используется для металлов, поскольку они легко проводят электричество и могут выдерживать относительно высокое давление. По мере прохождения тока между металлами в небольшом зазоре выделяется тепло. Электроды поддерживают и контролируют поток электричества.
8. Точечная сваркаТочечная сварка (также известная как точечная контактная сварка) — это процесс контактной сварки.Этот процесс сварки используется в основном для сварки двух или более металлических листов вместе путем приложения давления и тепла от электрического тока к области сварного шва.
Он работает путем соприкосновения электродов из медного сплава с поверхностями листов, в результате чего прикладываются давление и электрический ток, а тепло генерируется за счет прохождения тока через резистивные материалы, такие как низкоуглеродистые стали.
Сварка с осаждением (UW) / контактная стыковая сварка — это метод сварки, при котором происходит слияние одновременно по всей площади соприкасающихся поверхностей или постепенно вдоль стыка за счет тепла, полученного от сопротивления электрическому току через область, где эти поверхности соприкасаются.
Давление прикладывается до начала нагрева и поддерживается в течение всего периода нагрева. Оборудование, используемое для сварки с осадкой, очень похоже на оборудование, используемое для сварки оплавлением. Его можно использовать только в том случае, если свариваемые детали равны по площади поперечного сечения.
Прилегающие поверхности должны быть очень тщательно подготовлены, чтобы обеспечить надлежащий нагрев. Отличие от сварки оплавлением заключается в том, что детали зажаты в сварочном аппарате, и к ним прилагается сила, плотно соединяющая их.
Затем через соединение пропускается ток большой силы тока, который нагревает соприкасающиеся поверхности. Когда они нагреваются до подходящей температуры ковки, прикладывается осаживающая сила и ток прекращается. Высокая температура работы на соприкасающихся поверхностях плюс высокое давление вызывают коалесценцию. После охлаждения усилие снимается, и сварка завершается.
Когда они нагреваются до подходящей температуры ковки, прикладывается осаживающая сила и ток прекращается. Высокая температура работы на соприкасающихся поверхностях плюс высокое давление вызывают коалесценцию. После охлаждения усилие снимается, и сварка завершается.
Преимущество сварки
- Сварное соединение имеет высокую прочность, иногда превышающую прочность основного металла.
- Можно сваривать различные материалы.
- Сварку можно производить в любом месте, при этом не требуется достаточного зазора.
- Придают гладкий внешний вид и простоту дизайна.
- Их можно делать любой формы и любого направления.
- Можно автоматизировать.
- Обеспечивает полное жесткое соединение.
- Добавление и модификация существующих конструкций просты.
Недостаток сварки
- Элементы могут деформироваться из-за неравномерного нагрева и охлаждения во время сварки.
- Они неразъемные, для демонтажа необходимо сломать сварной шов.
- Высокие начальные инвестиции

Применение сварки
Сварка широко используется для изготовления сосудов, работающих под давлением, мостов, строительных конструкций, самолетов и космических кораблей, железнодорожных вагонов и других областей применения, помимо судостроения, автомобилестроения, электротехники, электроники и т. Д. и оборонная промышленность, прокладка трубопроводов и железнодорожных путей, ядерные установки.
- Производство листового металла.
- Автомобильная и авиационная промышленность.
- Соединение черных и цветных металлов.
- Соединение тонких металлов.
Читайте также
- Заклепочные соединения: типы, применение и типы заклепок
- Пружинные соединения | Типы, режимы отказа и применение
- Поворотный шарнир: его применение, сборка и конструкция
- Шпонки вала | Типы, выбор материала, преимущества и ограничения шарнира
- Поршень: определение, типы, функция, преимущества и недостатки
- Вал | Определение, типы, преимущества и ограничения
- Поршневое кольцо | Функция, рабочий процесс и типы
- Шкив: типы, применение, преимущества и недостатки
Типы сварных соединений (подробно объяснены) Рисунки
Из этой статьи вы узнаете, что , что такое сварные соединения? Различные типы Сварочные соединения . Подробно объяснено, а также скачать файл PDF этой статьи в конце.
Подробно объяснено, а также скачать файл PDF этой статьи в конце.
Что такое сварное соединение?
Сварка — это процесс, требующий терпения, внимательности и творческого подхода. Чтобы выполнять это успешно, сварщики должны иметь понятные знания о различных методах и методах, используемых в отрасли, включая типы сварных соединений.
Сварное соединение — это расположение или конфигурация двух металлических пластин, которые будут соединяться друг с другом.Цели сварки бесконечны, и для разных процессов требуются разные типы сварных швов и соединений.
По данным Американского общества сварщиков (AWS), существует 5 основных общеизвестных и применяемых дополнений. Каждый из этих типов сварных соединений соответствует потребностям и усилиям различных областей применения. Итак, давайте обсудим их по очереди.
Читайте также: Какие бывают виды сварочных процессов?
Типы сварных соединений
Ниже приведены 5 основных типов сварных соединений:
- Сварка стыковых стыков
- Сварка стыковых стыков
- Сварка торцевых стыков
- Сварка тройников
- Сварка угловых стыков
1.
 Сварка стыковых соединений
Сварка стыковых соединенийЭти типы сварных соединений образуются, когда две металлические детали помещаются встык друг к другу на одной и той же плоской поверхности, это называется сваркой стыкового соединения. В сварке это самый распространенный вид соединения.
Обычно стыковая сварка применяется для изготовления конструкций, сварки труб, арматуры, фитингов и прочего. Что ж, приготовить его просто, и существует множество вариаций, которые можно применить для получения желаемого результата.
Эти изменения включают, например, углы, ширину зазора, форму канавки, основание и размер сварного шва.Ниже приведены некоторые типичные примеры стыковых сварных соединений, которые используются при сварке.
- Сварка квадратного сечения
- Сварка одинарной фаски
- Сварка двойной фаски
- Сварка V-образной канавки
- Сварка двойной V-образной канавки
- Сварка U-образной канавки
- Сварка двойной U-образной канавки
- Сварка J-швом
- Двойная сварка Сварка с J-образным пазом
2.
 Сварка внахлест
Сварка внахлестЭто в основном модификация стыковой сварки, при которой две металлические пластины помещаются в положение перекрытия друг над другом, это называется сваркой внахлест. .
Сварка внахлест применяется для сварки двух металлических пластин, различающихся по толщине. При этом сварка может выполняться с обеих сторон пластин для большей прочности.
Он широко используется в комбинированной электронно-лучевой, лазерной и точечной сварке сопротивлением. Соединения внахлест редко используются для толстых материалов и большую часть времени также используются для листового металла. Выполняя сварку внахлест, вы столкнетесь с некоторыми недостатками.
Это пластинчатый разрыв или коррозия из-за перекрывающихся металлов.Но вы можете легко справиться с ними, применив правильную технику и изменив переменные по мере необходимости. Ниже приведены типичные примеры сварки внахлест,
- Угловая сварка
- Точечная сварка
- Электрозаклепка
- Щелевая сварка
- Сварка со скосом с канавкой
- Сварка со скосом под углом
- Сварка с J-образной канавкой
3.
 Кромка Joint Welding
Кромка Joint WeldingЭто очень похоже на соединение внахлест. При этом обе поверхности металлических пластин размещаются вместе, так что они являются смежными и обычно параллельны по положению в точке сварки.Это известно как сварка стыков кромок.
Формируется путем сгибания обеих пластин под углом. При сварке стыков кромок приваривается одна и та же кромка двух пластин. Однако это не очень прочное соединение, потому что сварной шов не полностью проходит через толщину соединения.
Потому что, когда два металла имеют контактную площадку, возникает коррозия. Поэтому создавайте дефекты, такие как пористость, включения лавы и отсутствие плавления, как и любой другой тип соединения.
Следовательно, он часто используется для соединения краев листового металла или глушителей, а также в других приложениях, таких как низкие напряжения и давления.Ниже приведены примеры, применимые к краевым швам.
- Сварка с V-образной канавкой
- Сварка с U-образной канавкой
- Сварка с J-образной канавкой
- Сварка с фаской
- Сварка с квадратной канавкой
- Сварка углового фланца
- Сварка кромочного фланца
4.
 Сварка тройника
Сварка тройникаIt образуется, когда две металлические пластины пересекаются под углом 90 °, при этом одна пластина лежит в центре другой пластины в виде буквы «Т». Это известно как сварка тройникового соединения.
Эти типы сварных соединений считаются использованием угловых швов, установленных с обеих сторон. Он образуется, когда труба приваривается к основному металлу. Обычно тройники изготавливаются с пазами до тех пор, пока основной металл не станет толстым.
Но, опять же, у вас будет недостаток в тройнике — разрыв ламелей. Это вызвано ограничением сустава. Если вы хотите справиться с этим, вам нужно будет поставить стопор, чтобы предотвратить повреждение суставов. Ниже приведены примеры сварки тройников.
- Сварка электрозаклепкой
- Сварка пазами
- Сварка с канавкой под углом
- Сварка с развальцовкой под углом
- Угловая сварка
- Сварка с J-образной канавкой
- Сквозная сварка
5.
 Сварка угловых швов
Сварка угловых швовОна почти аналогична сварка тройникового стыка, разница только в положении металлических пластин. По сравнению с тройником пластины размещаются посередине, тогда как в угловом стыке обе пластины встречаются либо открытым, либо закрытым образом, образуя форму, подобную «L».
Эти соединения являются одними из наиболее распространенных типов в отраслях листового металла, например, при производстве коробок, рам и в других областях. Такие недостатки, как разрыв ламелей, неполное проплавление, пористость, включение шлака и т. Д., Будут иметь место в угловом соединении.
Можно внести небольшие изменения, чтобы уменьшить появление этих дефектов. Варианты, такие как проточка сварного металла и использование открытого углового соединения, а не закрытого углового соединения. Ниже приведены типичные примеры угловых соединений.
- Угловая сварка
- Точечная сварка
- Краевая сварка
- Сварка с J-образной канавкой
- Сварка с U-образной канавкой
- Сварка с V-образной канавкой
- Сварка с развальцовкой с V-образной канавкой
- Сварка с квадратной или стыковой канавкой
- Сварка угловых фланцев
- Сварка с фаской и канавкой
Заключительная мысль
Применение сварных швов в промышленности может быть более экономичным и требует меньше труда и материалов. А также эффективность сварного соединения выше, чем у клепаного.
А также эффективность сварного соединения выше, чем у клепаного.
Итак, теперь мы надеемся, что мы развеяли все ваши сомнения по поводу сварных соединений . Если у вас остались сомнения по поводу «Типы сварных соединений », вы можете связаться с нами или задать вопрос в комментариях.
Если вам понравился этот пост, поделитесь им с друзьями. И загрузите бесплатный файл PDF этой статьи, щелкнув здесь.
Подпишитесь на нашу рассылку, чтобы получать уведомления, когда мы загружаем новые сообщения. Это бесплатно.
Вы можете узнать больше в нашем блоге:
- Какие виды дуговой сварки?
- В чем разница между сваркой TIG и MIG?
- Как работает сварка под водой?
FAQ
Что такое сварное соединение? Сварное соединение — это расположение или конфигурация двух металлических пластин, которые будут плотно прилегать друг к другу.Цели сварки бесконечны, и для разных процессов требуются разные типы сварных швов и соединений.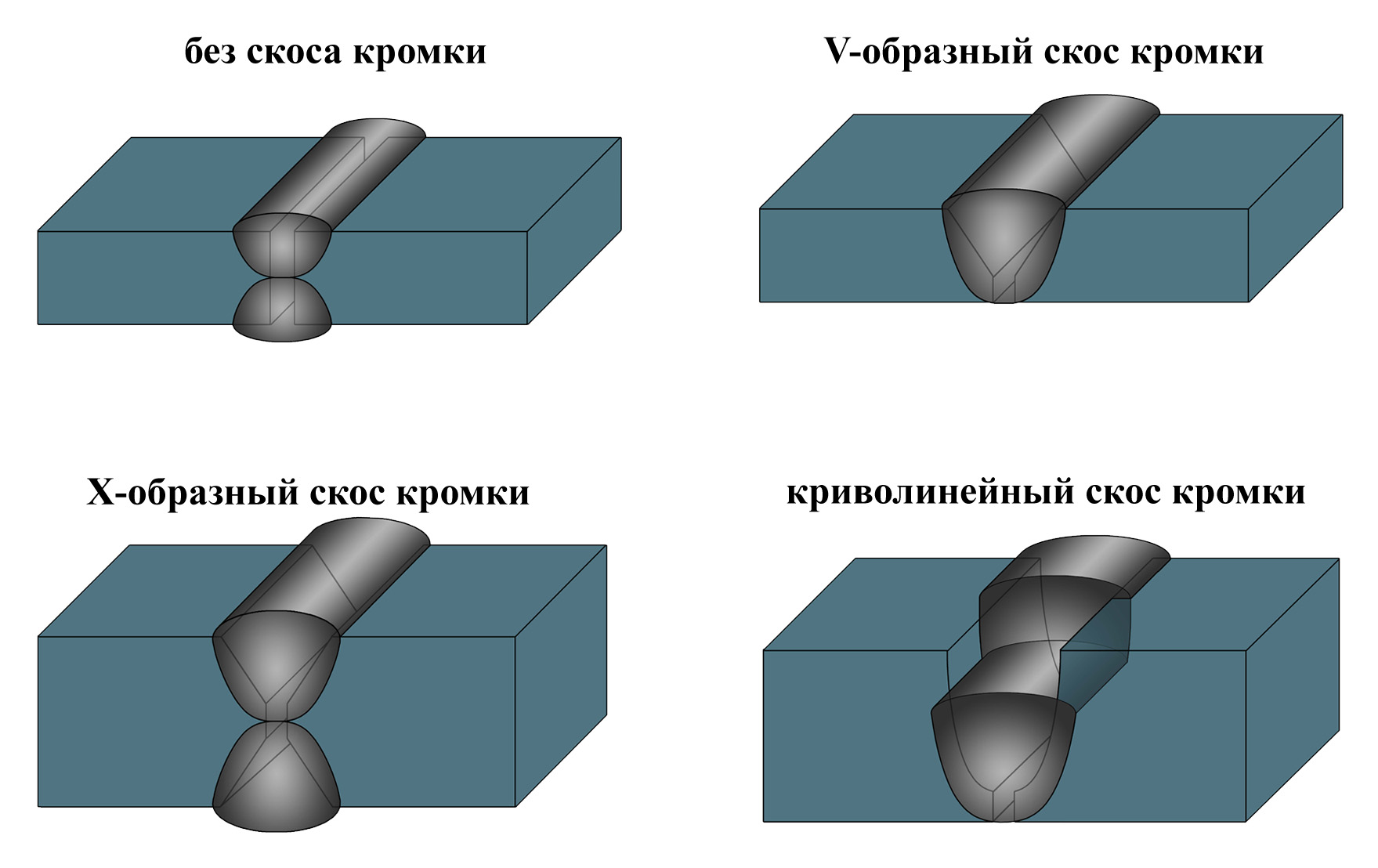
Ниже приведены 5 основных типов сварных соединений: стыковая сварка, сварка внахлест, сварка торцевых стыков, сварка тройников и сварка угловых стыков.
5 различных типов сварных соединений
Сварное соединение — это точка или край, на котором соединяются два или более металла. В мире изготовления бывают разные типы соединений, они выполняются на особых типах операций.Детали соединяются с помощью сварки, чтобы обеспечить прочное соединение, чтобы выдерживать нагрузки, прилагаемые к изделию во время эксплуатации.
Американское сварочное общество (AWS) выявило пять основных типов сварных соединений. Эти соединения включают стыковое соединение, угловое соединение, соединение внахлест, тройник и соединение кромки.
Ниже описаны основные сварочные соединения и их типы:
1. Стыковое соединение : стыковое соединение — это простейшее соединение среди остальных, которое образуется путем соединения концов двух частей вместе. Эти две части лежат в одной плоскости или бок о бок. Стыковая сварка бывает разных видов, в том числе:
Эти две части лежат в одной плоскости или бок о бок. Стыковая сварка бывает разных видов, в том числе:
- Квадратный шов встык
- Сварной шов со скосом под кромку
- Сварной шов с V-образной канавкой
- Сварной шов с J-образной канавкой
- Сварной шов с U-образной канавкой
- Сварка под развальцовку с V-образной канавкой
- Сварка встык под развальцовку, скос-канавку
2. Угловые соединения: эти типы сварных соединений образуют L-образную форму свариваемых материалов. Стык получается размещением угла двух частей под прямым углом.Угловые стыки тоже бывают разных видов, к ним относятся:
- Угловой шов
- Точечная сварка
- Сварка под квадратные кромки или стык
- Сварной шов с V-образной канавкой
- Сварной шов под фаску
- Сварной шов с U-образной канавкой
- Сварной шов с J-образной канавкой
- Сварка под развальцовку с V-образной канавкой
- Торцевой сварной шов
- Уголок-фланец
3. Т-образные соединения: t-образные соединения названы в честь формы сварного шва, в которой последняя Т-образная деталь находится в центре другой.Они образованы пересечением двух частей под прямым углом, то есть под углом 90 градусов. Тройник тоже бывает разных типов. включает
Т-образные соединения: t-образные соединения названы в честь формы сварного шва, в которой последняя Т-образная деталь находится в центре другой.Они образованы пересечением двух частей под прямым углом, то есть под углом 90 градусов. Тройник тоже бывает разных типов. включает
- Угловой шов
- Электрозаклепка
- Сварка пазом
- Сварной шов под фаску
- Сварной шов с J-образной канавкой
- Канавка под развальцовку
- Сквозной шов
4. Соединения внахлест: Эти типы сварных соединений предназначены в основном для соединения деталей разной толщины. Соединения внахлест образуются, когда одна деталь накладывается на другую.Они бывают односторонними или двусторонними. Они также бывают разных типов сварных швов.
- Угловой шов
- Сварной шов под фаску
- Сварной шов с J-образной канавкой
- Электрозаклепка
- Сварка пазом
- Точечная сварка
- Под развальцовку-коническую канавку
5. Краевые соединения: эти соединения используются там, где края двух листов должны быть соединены в смежных и приблизительно параллельных плоскостях в точке. Они образуются путем сварки кромок двух частей вместе, так как сварной шов не полностью проникает в толщину стыка.Из-за этого они не могут использоваться при нагрузках и давлениях.
Краевые соединения: эти соединения используются там, где края двух листов должны быть соединены в смежных и приблизительно параллельных плоскостях в точке. Они образуются путем сварки кромок двух частей вместе, так как сварной шов не полностью проникает в толщину стыка.Из-за этого они не могут использоваться при нагрузках и давлениях.
- Сварка под квадратные кромки или стык
- Сварной шов под фаску
- Сварной шов с V-образной канавкой
- Сварной шов с J-образной канавкой
- Сварной шов с U-образной канавкой
- Приварной фланец
- Уголок приварной
Надеюсь, вам понравился этот пост, и вы получили знания. Если да, вы можете свободно высказывать свою точку зрения в нашем разделе комментариев и, пожалуйста, поделиться с другими студентами.Спасибо!
Топ-5 типов сварных соединений
Соединения регулярно используются для длительной сварки. Требования к сварке безграничны. Для различных приложений требуются определенные типы сварных швов. Различные типы сварочных соединений созданы для удовлетворения потребностей и усилий в каждом отдельном случае.
Для различных приложений требуются определенные типы сварных швов. Различные типы сварочных соединений созданы для удовлетворения потребностей и усилий в каждом отдельном случае.
Сварка достигла высокого уровня. Применения варьировались от авиационной промышленности, автомобилестроения, гидравлических турбин, шкивов, маховиков, прокатных клетей, изготовления и домашнего использования.
Эти соединения обеспечивают высокую эффективность, малый вес, гладкий внешний вид, низкую стоимость, гибкость в изменении и соединение в труднодоступных местах с помощью сварки. Процесс сварки подходит для комбинирования компонентов.
Как определить сварной шов?AWS определяет сварку как «способ соединения материалов». Сварные стыки являются границами, в противном случае — точками соединения разнородных металлов.
Доступно много типов соединений, но Общество сварки в Америке классифицировало их на стыковые, угловые, краевые, тройники и соединения внахлест. Эти соединения имеют отличный вид на стык, в котором происходит настоящая сварка.
Эти соединения имеют отличный вид на стык, в котором происходит настоящая сварка.
Нужна подготовка швов перед сваркой. Процесс подготовки включает в себя фрезерование, резку, штамповку, ковку, литье, заливку, механическую обработку, шлифование, плазменную сварку, кислородно-ацетиленовую резку.
Пять типов сварных соединенийДля различных работ в рамках проекта требуются разные типы сварных соединений , чтобы соответствовать потребностям и прочности каждого отдельного применения.Опытные специалисты после долгих лет работы классифицировали соединения по пяти типам: стыковые, нахлесточные, угловые, краевые и тройники.
1. Тройник сварочный Тройник Сварной шов может быть получен путем соединения двух концов под углом 90 градусов, при этом один элемент находится посередине другого в группе. Два конца соединены буквой Т, поэтому его название — тройник.
Тройники считаются угловыми сварными швами. Это соединение можно создать при помощи сварки труб или трубок на опорной плите.Необходимо принять дополнительные меры для обеспечения существенного проникновения сварного шва в кровлю.
Применение сварки Тройник включает, когда металлическая деталь соединяется с некоторой базой, соединение тонких пластин, структурные и машинные приложения.
Сварочные стили для создания тройников- Электрозаклепка
- Угловой сварной шов
- Щелевой сварной шов
- Конический сварной шов
- Развальцовка Конический сварной шов
- Сварной шов с J-образной канавкой
- Сквозной шов
Мы можем создать сварной шов ap l , поместив два металла разной толщины один над другим и соединив их с помощью сварки. Это угловой тип, с помощью которого можно выполнять одностороннюю или двустороннюю сварку. Он создает соединение внахлест, когда две металлические детали накладываются друг на друга внахлест.
Он создает соединение внахлест, когда две металлические детали накладываются друг на друга внахлест.
Применение для сварки внахлест. включает в себя сварку TIG, контактную точечную сварку и сварку стержнем. Мы применяем этот процесс для автоматизации производства пластика, планшетов, дерева, каркаса и корпусов.
Типы сварки для создания соединений внахлест- Угловой сварной шов
- Конический сварной шов
- Вставной шов
- J-образный шов
- Щелевой сварной шов
- Точечный сварной шов
- Развальцовочный сварной шов со скосом и канавкой
Краевые сварные швы, образованные при прикреплении деталей из листового металла с отбортованными кромками к соседним деталям. Это соединение представляет собой сварной шов с канавкой, в нем две детали размещаются рядом и свариваются на одной плоскости в сварном соединении .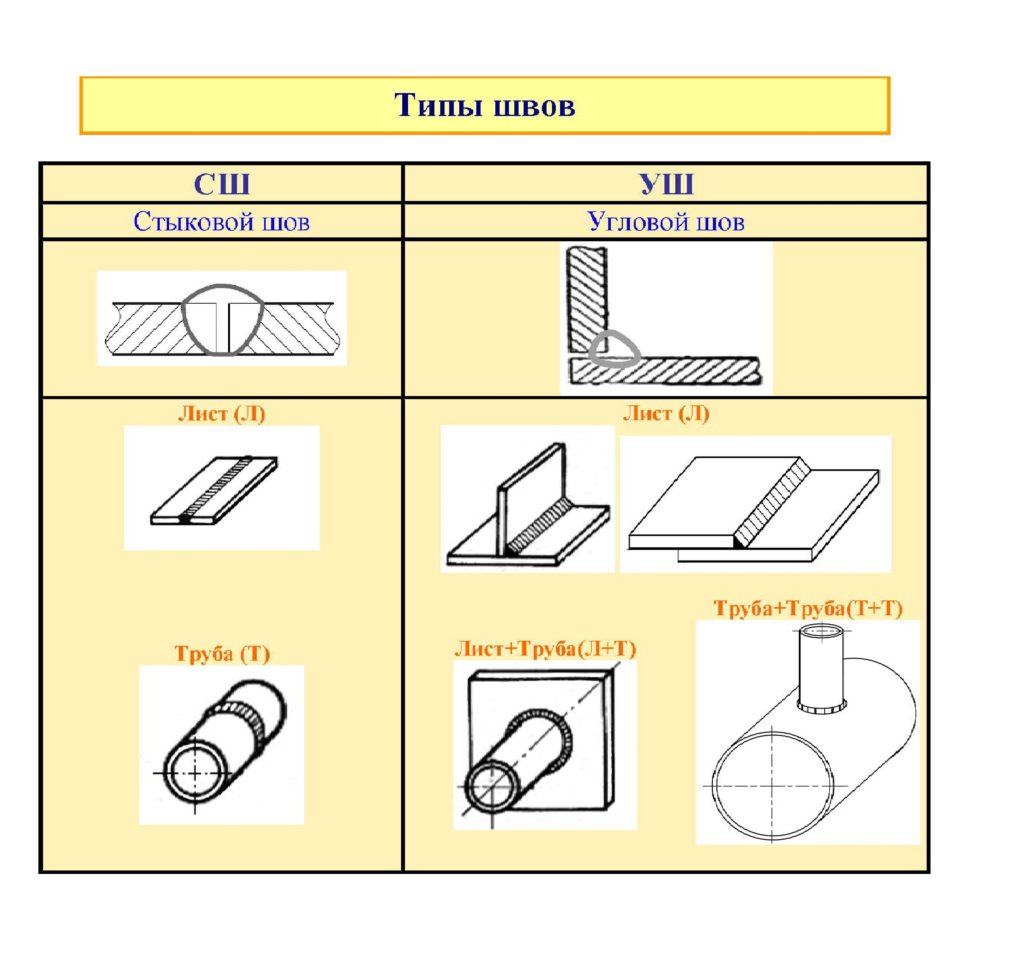 Для более тяжелых применений требуется, чтобы присадочный материал плавился и плавился в стыке для усиления основного материала.
Для более тяжелых применений требуется, чтобы присадочный материал плавился и плавился в стыке для усиления основного материала.
Сварное соединение типа Edge не входит полностью по ширине стыка, поэтому считается, что он не подходит для таких применений, как напряжение и давление. Применение этого соединения включает в себя, когда кромки листов находятся рядом и примерно в параллельной плоскости к зоне сварки, а толщина листов меньше 3 мм.
Типы сварки для создания стыков под приварку кромок- Сварной шов с квадратной канавкой
- Сварной шов с канавкой под углом
- Сварной шов с J-образной канавкой
- Сварной шов с U-образной канавкой
- Сварной шов с V-образной канавкой
- Приварной шов с кромочной кромкой
- Сварной шов с угловым фланцем
Угловое соединение может быть выполнено путем соединения угла двух металлических листов под прямым углом. Две металлические части теперь соединяются, образуя L. Это наиболее популярное сварное соединение в производстве листового металла для соединения металлического листа под прямым углом.
Две металлические части теперь соединяются, образуя L. Это наиболее популярное сварное соединение в производстве листового металла для соединения металлического листа под прямым углом.
Угловые соединения применяются при проектировании коробок, коробок и других изделий из листового металла.
Сварочные стили для создания угловых швов- Угловой шов
- Точечная сварка
- Сварка с квадратной канавкой
- Сварка с канавкой под углом
- Сварка с канавкой под V-образную канавку
- Сварка с J-образной канавкой
- Сварка с развальцовкой под V-образную канавку
- Краевая сварка с угловым швом и фланцем
- П-образная канавка приварной
- Приварной угловой фланец
Стыковое сварное соединение может быть создано путем соединения двух металлических концов вместе. Здесь два конца лежат бок о бок на вершине однородной плоскости. Это общепринятый сварочный шов. Это обычное соединение для труб, клапанов, фитингов, фланцев и других устройств. Сварка стыкового соединения также называется сваркой с квадратной канавкой. Это соединение обычно используется для соединения металлических или даже пластиковых деталей.
Здесь два конца лежат бок о бок на вершине однородной плоскости. Это общепринятый сварочный шов. Это обычное соединение для труб, клапанов, фитингов, фланцев и других устройств. Сварка стыкового соединения также называется сваркой с квадратной канавкой. Это соединение обычно используется для соединения металлических или даже пластиковых деталей.
- Квадратный шов встык
- Сварной шов под углом
- Сварной шов с U-образной канавкой
- Сварной шов с J-образной канавкой
- Сварной шов с V-образной канавкой
- Сварной шов с развальцовкой V-образной канавки
- Конический шов с развальцовкой
Это самый распространенный сварочный шов , выполненный дуговой сваркой.Он составляет около 75% стыков в процессе дуговой сварки. Угловое сварное соединение — это еще одна терминология для соединений внахлест, угловых и тройниковых соединений. Для этого углового соединения не требуется никакой подготовки краев. Эти типы сварных соединений обычно используются в системах трубопроводов для соединения труб с раструбными соединениями.
Для этого углового соединения не требуется никакой подготовки краев. Эти типы сварных соединений обычно используются в системах трубопроводов для соединения труб с раструбными соединениями.
Существует множество способов подготовки сварных швов.
- Резка
- Отливка
- Ковка
- Обработка
- Пиление
- Штамповка
- Маршрутизация
- Кислородноацетиленовая резка
- Плазменная резка
- Шлифовка
Клепка и сварка — это методы соединения металла с металлом.Оба метода имеют свои преимущества и недостатки. Выбор зависит от ситуации в проекте. Ни один из них не лучший при всех обстоятельствах. Мы обсудим сильные и слабые стороны обоих процессов соединения металлов.
Сварка предпочтительнее клепки- Сварку можно наносить на металл в любом месте. Кромки можно сваривать без нахлеста. Технология клепки требует некоторого свободного пространства от края, чтобы присоединиться к металлическому контуру.
- Сварочный процесс позволяет сэкономить лишний вес в процессе строительства. Металл сам соединяется с металлом и не добавляет никакого оборудования. Клепка имеет свой вес, чтобы добавить веса узлу.
- Прочность при клепке снижается, а при сварке она остается неизменной или даже улучшается.
- Эстетический внешний вид имеет первостепенное значение в некоторых проектах, которые могут быть поставлены под угрозу из-за клепки, в то время как это очень хорошо сделано в технике сварки.Эстетический вид и прочность идут рука об руку.
- Типы стыков при сварке лучше себя зарекомендовали, так как происходит фактическая стыковка краев свариваемым металлом.
- Соединение труб и колонн — простой вариант с помощью сварки, а с помощью клепки — невозможно.
- Более быстрый способ соединения металла — это сварка различными типами сварных соединений и выполнение проекта намного быстрее.
- Сварка требует меньше персонала, поэтому становится более экономичной.
- Сварка является гибкой, что позволяет легко вносить изменения, что невозможно при клепке.
 Кромки можно сваривать без нахлеста. Технология клепки требует некоторого свободного пространства от края, чтобы присоединиться к металлическому контуру.
Кромки можно сваривать без нахлеста. Технология клепки требует некоторого свободного пространства от края, чтобы присоединиться к металлическому контуру.
Большинство людей обычно не осознают, насколько опасной может быть сварка. При токе электричества и тепла сварка может оказаться серьезной операцией. При сварке могут возникнуть ожоги глаз, кожные ожоги, удары током, поражение электрическим током и летящие обломки.
Большинство обученных сварщиков знают о мерах предосторожности, которых следует придерживаться. Но новички или новички не знают, какие меры предосторожности следует соблюдать во время сварки.
Подробная информация об оплате: Советы по технике безопасности при сварке
Мы постараемся добавить несколько вещей, которые могут помочь. В случае ожога кожи промойте пораженный участок холодной водой и тщательно осмотрите. Если образовался волдырь или обугливание, обратитесь за медицинской помощью.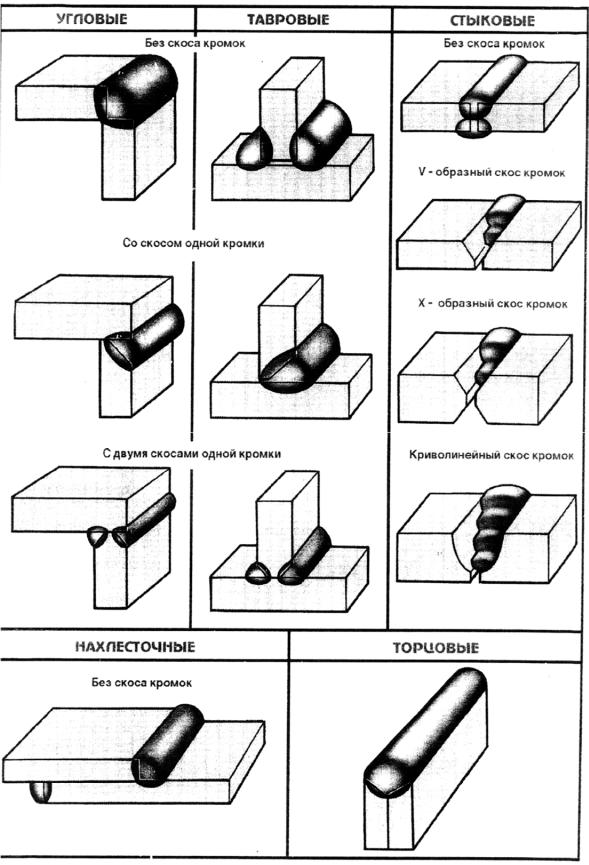 В случае легкого ожога можно обработать эту область алоэ вера, чтобы успокоить кожу, и обезболивающим, чтобы облегчить боль.
В случае легкого ожога можно обработать эту область алоэ вера, чтобы успокоить кожу, и обезболивающим, чтобы облегчить боль.
При поражении глаза случается глаз сварщика или глаз дуги. Ожог роговицы глаза.Ожог роговицы обычно заживает естественным путем в течение нескольких дней. Иногда травмы могут перерасти в шок, который не приведет к дальнейшим осложнениям и исчезнет. При осложненном шоке рекомендуется медицинская помощь.
Вам также может понравиться .
7 ошибок при сварке MIG и их предотвращение
5 самых распространенных опасностей при сварке MIG и их предотвращение
10 распространенных технических ошибок нового сварщика и способы их предотвращения
Шесть эффективных советов по профилактическому обслуживанию станков с ЧПУ
Заключение Мы работаем, экспериментируем и изучаем сварку в течение многих лет и осознаем тот факт, что некоторые соединения прочнее других, не обращая особого внимания на различия.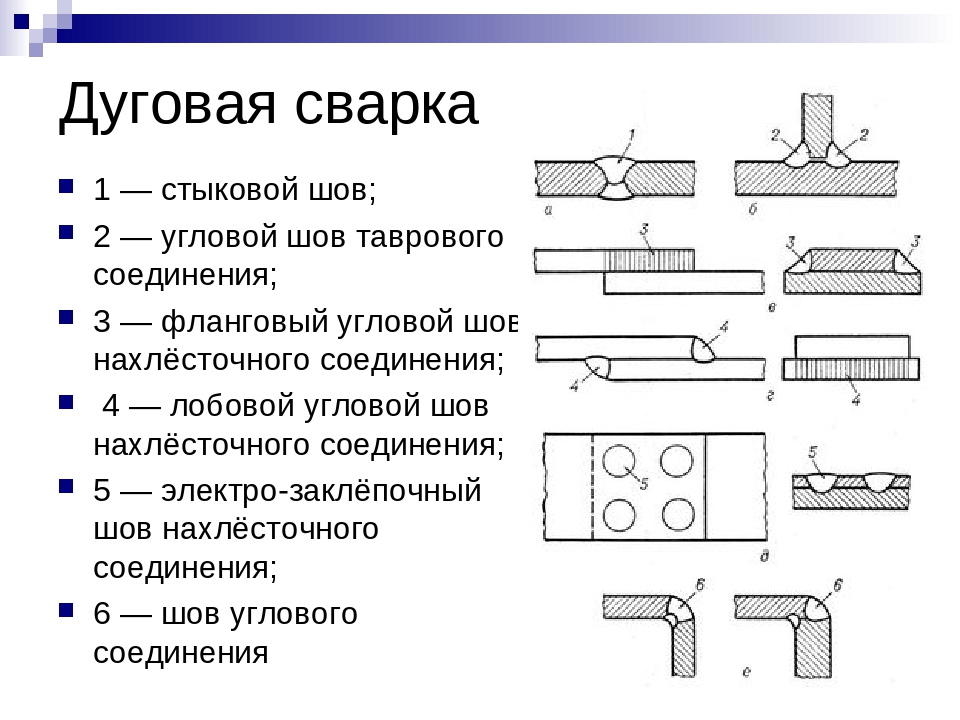 В этом руководстве по сварным соединениям информация собрана в одном месте, и в будущем она нам поможет.
В этом руководстве по сварным соединениям информация собрана в одном месте, и в будущем она нам поможет.
Убедитесь, что вы выбрали правильного сварщика и правильную технику сварки, чтобы добиться почти идеальных результатов. Выбор правильной техники и процесса — лучшая привычка, которую нужно выработать как можно раньше.
Сварочный пол должен держать под рукой отличный запас аптечки. Оцените свой сварочный проект и примите соответствующее решение. Безопасность — это привычка, выработайте ее как можно раньше.Убедитесь, что все, что вы делаете, на «STAY SAFE»
Достаточно, я сказал, теперь ваша очередь задать вопрос, глядя на вас в поисках каких-либо сомнений.
Подробнее: Типы сварных соединений
Download: типы сварных соединений pdf
Типы сварных соединений и стили сварки для подготовки сварных соединений
Сварка — одна из самых сильных вещей, которые люди когда-либо открывали с момента своего существования. Применение сварки безгранично в различных формах на земле, в космосе и в воде. Сварка может соединять разные металлы вместе под разными углами. Обычно сварочная промышленность использует пять типов сварных соединений в повседневной деятельности.
Применение сварки безгранично в различных формах на земле, в космосе и в воде. Сварка может соединять разные металлы вместе под разными углами. Обычно сварочная промышленность использует пять типов сварных соединений в повседневной деятельности.
Основные моменты публикации:
- Что такое сварное соединение?
- Типы сварных соединений
1) Соединение для стыковой сварки
2) Угловой сварочный шов
3) Сварное соединение внахлест
4) Тройник сварочный
5) Кромочный сварочный шов
6) Угловой сварной шов
Что такое сварное соединение?
Сварное соединение — это кромка или острие двух или более металлических частей.Еще один сварочный шов — это место, где металл шва полностью проникает в шов с полным проплавлением корня. Американское сварочное общество объясняет пять типов сварных соединений: тройник, кромка, стык, нахлест и угол.
Американское сварочное общество объясняет пять типов сварных соединений: тройник, кромка, стык, нахлест и угол.
Обычно существует пять типов, и они следующие.
1. Соединение для стыковой сварки
Стыковое сварное соединение или сварное соединение с квадратной канавкой — очень простой и распространенный тип сварного соединения.Он выполнен на двух плоских бок о бок параллельных металлических кусках. Концы или края двух частей составляют угол 135-180 ° друг к другу. Обычно этот тип соединения доступен по цене и используется для соединения трубы с трубой, фланцев, фитингов, клапанов и другого оборудования.Типы сварки для стыкового соединения
Для стыкового соединения используются следующие стили подготовки.
- Под сварку встык под углом
- Стыковая сварка под развальцовку, скос-канавку
- Сварка встык под развальцовку с V-образной канавкой
- Сварка встык с J-образной канавкой
- Стыковая сварка с квадратной канавкой
- Стыковая сварка с U-образной канавкой
- Сварка встык с V-образной канавкой
2. Угловой сварочный шов
Угловой сварочный шов
Стиль сварки для углового соединения
Используемые стили следующие.
- Сварка со скосом под кромку
- Приварной угловой фланец
- Кромочный сварной шов
- Угловой шов
- Сварной шов с развальцовкой и V-образной канавкой
- Сварной шов с J-образной канавкой
- Точечная сварка
- Сварка под квадратные канавки или стыковая сварка
- Сварной шов с U-образной канавкой
- Сварной шов с V-образной канавкой
3.Сварное соединение внахлест
Сварка внахлест выполняется путем размещения двух металлических частей внахлест друг над другом.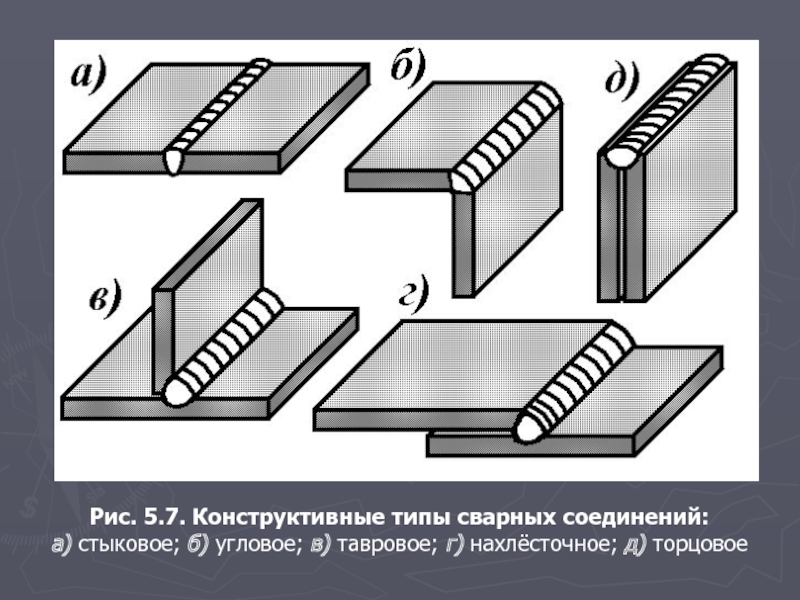 А перекрывающиеся части составляют друг к другу угол 0-5 °. В основном сварное соединение внахлест используется для двух металлов разной толщины. Это также в некотором роде похоже на тип соединения угловой сварки.
А перекрывающиеся части составляют друг к другу угол 0-5 °. В основном сварное соединение внахлест используется для двух металлов разной толщины. Это также в некотором роде похоже на тип соединения угловой сварки.Стиль сварки для соединения внахлест
- Сварка со скосом под кромку
- Сварной шов с развальцовкой, скосом и канавкой
- Сварной шов с J-образной канавкой
- Сварной шов
- Сварной паз
- Точечная сварка
4.Тройник сварной
Т-образное сварное соединение образуется, когда два металла или формы пересекаются под углом 90 °. Далее кладет один край металла в центр другого. При этом требуется особая осторожность, особенно с краями металлов для эффективного проплавления. Он также считается угловым сварным швом.Тип сварки для тройника
- Сварка со скосом под кромку
- Угловой шов
- Сварной шов с развальцовкой, скосом и канавкой
- Сварной шов с J-образной канавкой
- Сквозной шов
- Сварной шов
- Сварной паз
5. Кромочный сварочный шов
Кромочный сварочный шов
Стиль сварки для краевого соединения
Совместное создание происходит с использованием следующих стилей.
- Сварка со скосом под кромку
- Приварной угловой фланец
- Приварной фланец с кромкой
- Сварной шов с J-образной канавкой
- Сварка под квадратные канавки или стыковая сварка
- Сварной шов с U-образной канавкой
- Сварной шов с V-образной канавкой
6.Соединение угловой сварки
Угловое сварное соединение — это еще один термин для типов соединений внахлестку, углов и тройников. В дуговой сварке угловые сварные соединения составляют почти 75% всех соединений. Для этого типа стыка не нужно подготавливать кромки. Следовательно, в трубопроводной системе он широко используется для соединения труб с муфтовыми соединениями.
Для этого типа стыка не нужно подготавливать кромки. Следовательно, в трубопроводной системе он широко используется для соединения труб с муфтовыми соединениями.
Стиль сварки углового соединения
Шов готовится следующими способами.
- Отливка
- Подача
- Ковка
- Шлифовальный
- Обработка
- Кислородно-ацетиленовая резка (процесс термической резки)
- Плазменно-дуговая резка (процесс термической резки)
- Маршрут
- Стрижка
- Штамповка
Таким образом, вышеупомянутая информация о различных типах сварных соединений и стилях сварки, используемых для создания соединения, имеет решающее значение для студентов и сварщиков.Они должны понимать основы создания стыков при использовании типов сварки.
Связанные: Другие типы сварки
Нравится:
Нравится Загрузка …
Вам также может понравиться:Тип сварных соединений: применение, преимущества и недостатки
Сварочное соединение Что такое сварное соединение? Типы сварных соединений: применение, преимущества и недостатки: — Сварное соединение называется точкой или кромкой, в которой два или более куска металла или пластика оказываются соединенными вместе. В основном они формируются путем сварки двух или более деталей, которые могут быть металлическими или пластиковыми в зависимости от конкретной геометрии. Американское сварочное общество называет следующие пять распространенных типов соединений: стык
В основном они формируются путем сварки двух или более деталей, которые могут быть металлическими или пластиковыми в зависимости от конкретной геометрии. Американское сварочное общество называет следующие пять распространенных типов соединений: стык
, угол, кромка, нахлест и тройник.
Сварка — это сложный процесс, требующий терпения, внимания к деталям и творчества. Чтобы проект был успешным, сварщики должны хорошо разбираться в различных методах и приемах, используемых в отрасли, которые могут включать типы сварных соединений.
Конструкция сварного соединения — это способ соединения или совмещения металлических частей друг с другом. Конструкция каждого стыка влияет как на качество, так и на стоимость готового сварного шва. Чтобы выбрать наиболее подходящую конструкцию стыка для сварочных работ, может потребоваться особое внимание, а также навыки.
Существует пять основных типов сварных соединений, которые обычно используются в промышленности:
- Стык
- Угловой стык
- Тройник
- Торцевой стык
- Стык внахлест
 Сварка стыковых соединений: (Типы сварных соединений)
Сварка стыковых соединений: (Типы сварных соединений) Сварка стыкового соединения — это процесс, при котором два металлических куска соединяются в одной плоскости и стороны каждого металла соединяются с помощью сварки. Этот вид сварного шва используется при изготовлении конструкций и трубопроводных систем.
Его довольно легко приготовить, так как существуют различные варианты, которые можно применять для получения ожидаемого результата.
Стыковые швы выполняются разными способами, каждый из которых служит для разных целей.Существует множество факторов, связанных с формой канавки, слоистостью, а также шириной зазора. Прокрутите вниз, чтобы ознакомиться с примерами стыковых сварных соединений.
- Квадратный
- Одинарный скос
- Двойной скос
- Одинарный J
- Двойной J
- Одинарный V
- Двойной V
- Одинарный U
- Двойные U-образные канавки
Площадь поверхности металла, который необходимо расплавить в основном происходит во время процесса сварки, который также известен как стыковочная поверхность.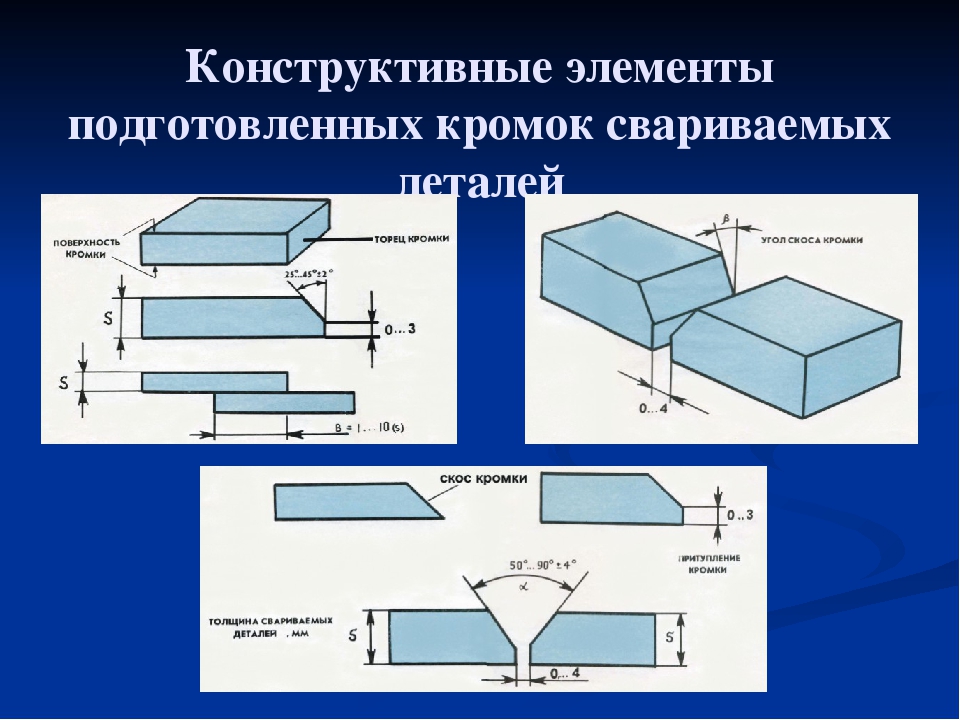 Установлено, что процесс стыковки поверхности перед сваркой формируется так, что прочность сварного шва увеличивается. Это называется подготовкой края.
Установлено, что процесс стыковки поверхности перед сваркой формируется так, что прочность сварного шва увеличивается. Это называется подготовкой края.
- Нормы и стандарты
- Металлы
- Более глубокое проплавление шва
- Гладкий внешний вид
- Повышенная прочность
Чаще всего для обработки канавок необходимо указать размер, форму и угол.Если точные размеры не указаны, то паз делается до необходимого размера. Очень важно помнить, что чем шире будет канавка, тем больше сварочных работ потребуется для завершения соединения.
Чем больше толщина металла, тем больше необходимо изменить конструкцию стыка, чтобы обеспечить качественную сварку. Возможно выполнение сварных швов с полным проплавлением с помощью стыкового соединения квадратного сечения.
Если речь идет о стыковых соединениях, все часто встречающиеся дефекты могут включать прожигание, пористость, растрескивание или неполное проплавление.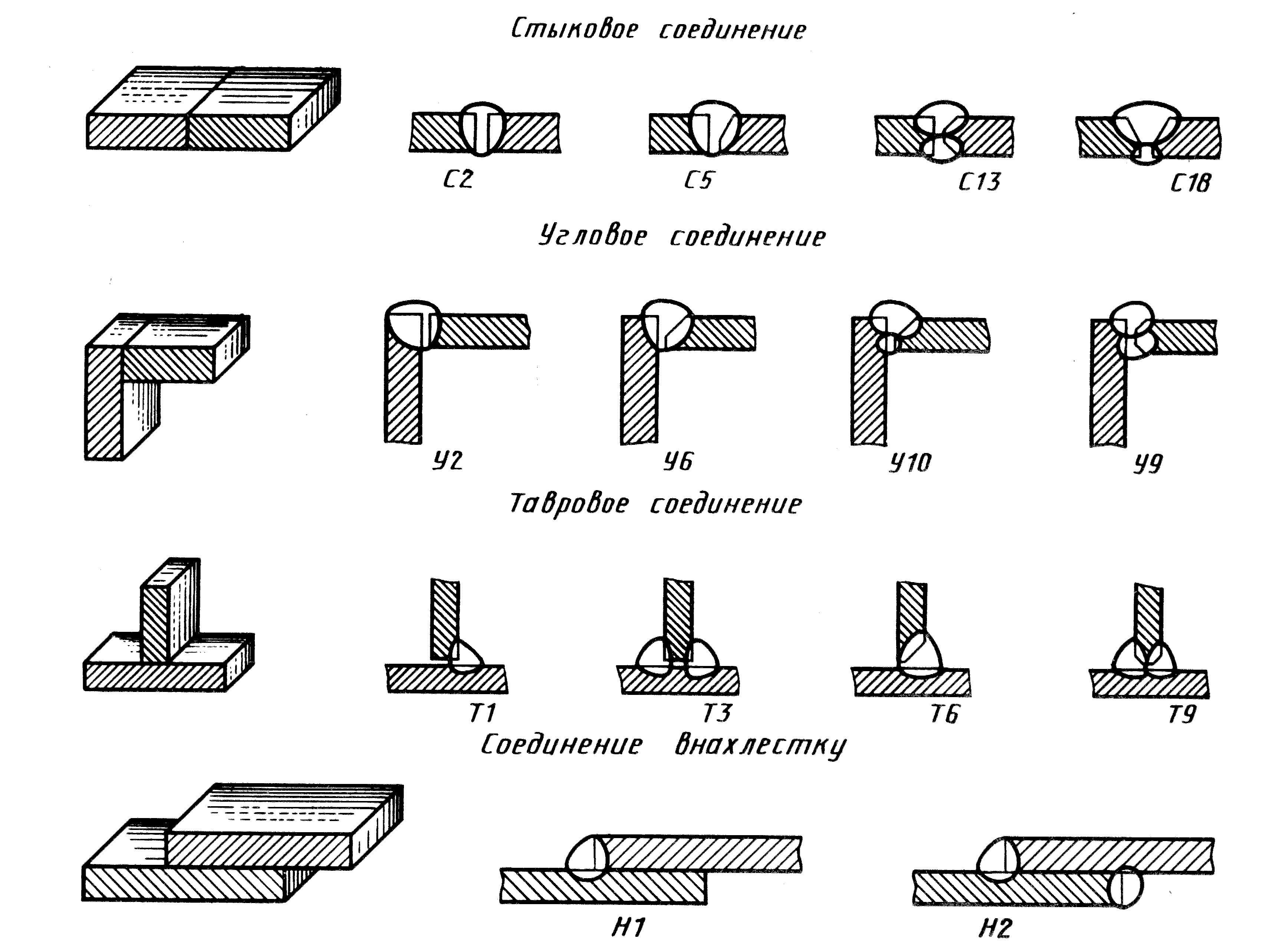 Принимая во внимание, что это те, которых можно избежать, изменив параметры сварки.
Принимая во внимание, что это те, которых можно избежать, изменив параметры сварки.
Общее различие заключается только в том, где находится металл. В тройниковом соединении они расположены посередине, тогда как угловые соединения встречаются в углу либо открытым, либо закрытым образом, что предполагает формирование L-образной формы.
Известно, что они относятся к тем типам, которые обычно считаются одними из самых распространенных, популярных в индустрии листового металла, например, при строительстве таких вещей, как рамы, коробки и других приложений.Обычно существует два способа подгонки внешнего углового соединения, при котором он образует V-образную канавку или образует квадратное стыковое соединение.
Это стили, которые чаще всего используются для создания угловых соединений, включая V-образную канавку, J-образную канавку, U-образную канавку, пятно, кромку, скругление, угловой фланец, скос-канавку, отбортовку-V. -паз и квадрат-паз или стык.
-паз и квадрат-паз или стык.
Тавровые сварные соединения — это те сварочные соединения, которые в основном образуются, когда есть две детали, которые могут пересекаться под углом 90 °.Это приводит к тому, что края сходятся вместе в центре пластины или, как у компонента, имеют Т-образную форму.
Это типы сварных швов, которые имеют решающее значение и всегда обеспечивают эффективное проникновение в свод сварного шва. Существует несколько стилей сварки, которые можно использовать для создания тройника:
- Вставной шов
- Щелевой сварной шов
- Канавочный сварной шов
- Угловой шов
- J-образный сварной шов
- Сквозной шов
- Сварной шов с развальцовкой, скосом и канавкой
Эти соединения не подготовлены канавки, за исключением случаев, когда основной металл оказывается толстым и, таким образом, оказывается сваренным с обеих сторон, которые могут выдерживать нагрузку, которую соединение должно выдерживать. Есть некоторые из распространенных дефектов, которые возникают в тройниковых соединениях и, следовательно, известны как ламеллярный разрыв, который происходит из-за ограничения, которое испытывает соединение. Чтобы этого не произошло, сварщикам часто необходимо установить стопор, чтобы предотвратить деформацию стыка.
Есть некоторые из распространенных дефектов, которые возникают в тройниковых соединениях и, следовательно, известны как ламеллярный разрыв, который происходит из-за ограничения, которое испытывает соединение. Чтобы этого не произошло, сварщикам часто необходимо установить стопор, чтобы предотвратить деформацию стыка.
Краевое соединение — это металлические поверхности, которые были соединены вместе так, чтобы края стали ровными.Одна или обе пластины могут быть сформированы путем изгиба их под любым определенным углом.
Основное назначение сварного соединения — соединение различных частей в комбинированной форме, чтобы напряжения могли распределяться между собой. Существуют определенные силы, которые являются причиной напряжений, возникающих в сварных соединениях, например, растяжения, сжатия, изгиба, скручивания или сдвига.
Обнаружено, что способность любого сварного соединения, выдерживающего эти силы, зависит от двух факторов: конструкции соединения и целостности сварного шва.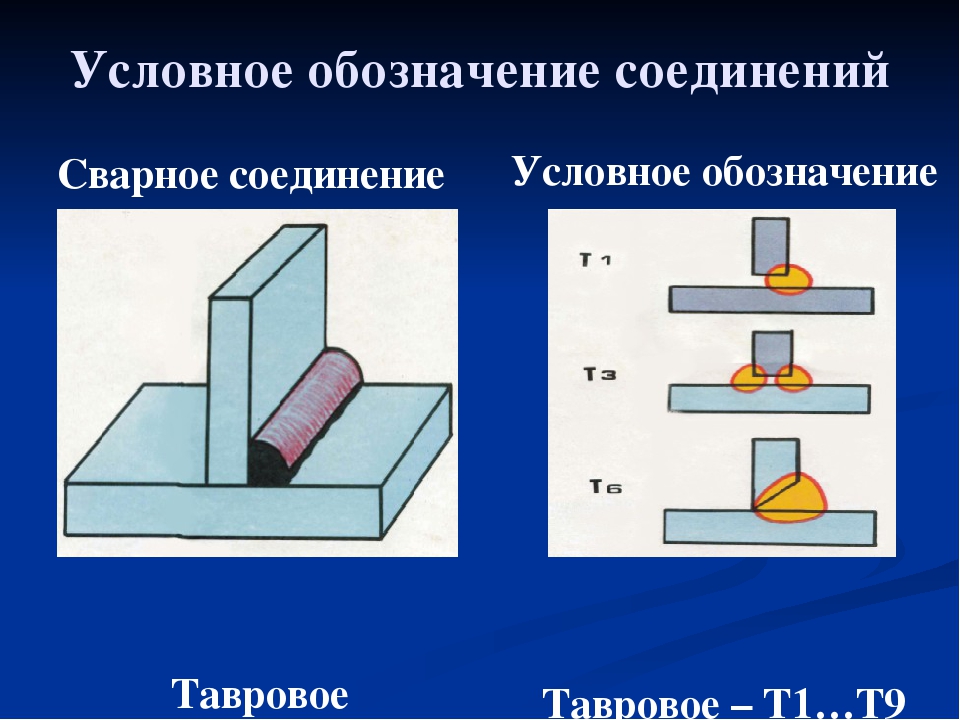 Некоторые суставы могут противостоять определенным силам, которые оказываются лучше других.
Некоторые суставы могут противостоять определенным силам, которые оказываются лучше других.
Процесс сварки необходимо использовать как основной эффект для выбора правильной конструкции соединения. Каждый сварочный процесс имеет различные характеристики, которые влияют на его характеристики. Количество проплавленного металла, скорость наплавки и погонная энергия также являются важными факторами, влияющими на сварные швы, которые используются на некоторых конструкциях соединений.Есть несколько стилей, которые применимы только для краевых швов и поэтому здесь упоминаются:
- U-образный паз
- V-образный паз
- J-образный паз
- Угловой фланец
- Угловой паз
- Квадратный паз
- Краевой фланец
Из-за перекрытия деталей этот тип соединений является обнаружено, что он более подвержен коррозии. Сварщики должны иметь в виду, что могут быть другие дефекты, такие как включения шлака, отсутствие плавления и пористость, которые также могут возникать во время выполнения работы.
Сварочные соединения внахлест относятся к сварным швам, которые, как установлено, представляют собой модифицированный вариант стыкового соединения. Это сварные швы, которые образуются, когда есть два куска металла, которые накладываются друг на друга с перекрытием. Эти сварные швы обычно используются для соединения двух деталей разной толщины. Эти типы сварных швов могут выполняться как с одной, так и с обеих сторон.
Это соединения, которые не используются обычно для толстых материалов и обычно используются для листового металла. Известно, что потенциальным недостатком сварочных соединений такого типа является разрыв ламелей, а также эффект коррозии из-за перекрытия материалов. Этого можно избежать, используя правильные методы и изменяя переменные в соответствии с требованиями.
Применение сварного шва Сварка широко используется для изготовления сосудов, работающих под давлением, мостов, строительных конструкций, самолетов и космических кораблей, железнодорожных вагонов, а также для других целей, помимо судостроения, автомобильной, электротехнической, электронной и оборонной промышленности, прокладки трубопроводов и железнодорожных путей. , и ядерные установки.Помимо этого, существуют различные другие применения сварки, а именно:
, и ядерные установки.Помимо этого, существуют различные другие применения сварки, а именно:
- Производство листового металла.
- Автомобильная и авиационная промышленность.
- Соединение черных и цветных металлов.
- Соединение тонких металлов.
Известно, что сварное соединение является неразъемным. К неразъемным соединениям относятся те, которые не позволяют без повреждений демонтировать соединяемые части.Это позволяет использовать только соединенные компоненты, которые необходимо удерживать на месте без поломки или утечки.
1. Герметичное соединениеСварное соединение — это соединение, которое требуется для обеспечения абсолютно герметичного соединения при правильной сварке.
2. Превосходная прочность суставов Связь между сварным швом любого прочного сварного соединения должна быть очень похожа на связь между компонентами более высокого уровня, которая в конечном итоге может быть больше в разы.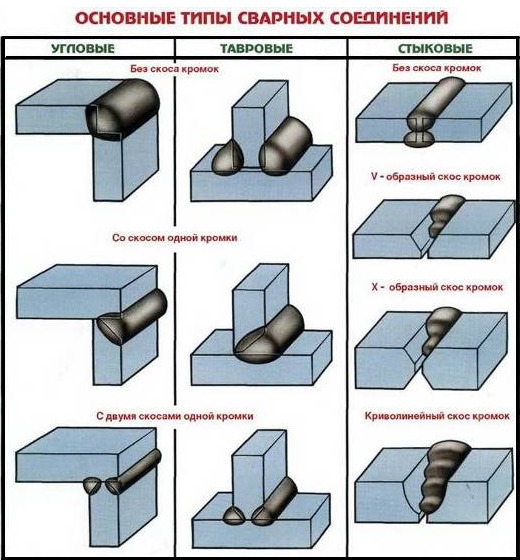 Согласно эмпирическому правилу прочность сварного шва считается 100%.
Согласно эмпирическому правилу прочность сварного шва считается 100%.
Также возможно соединение двух или более разнородных металлов с нанесением наполнителя или без него. Различный металл отвечает за объединение потребностей с дополнительными мерами предосторожности.
4. Нет необходимости сверлить отверстия в основных деталяхЕсли имеется клепаное соединение, в отверстиях потребуется просверлить родительские компоненты, что может значительно снизить прочность родительских компонентов.Чаще всего нет необходимости сверлить такие отверстия на основных деталях сварного шва, за исключением подготовки кромок.
5. Высокая грузоподъемностьБыло обнаружено, что прочность сварного соединения практически аналогична прочности основных деталей, при этом несущая способность свариваемых компонентов остается неизменной до и после соединения.
6.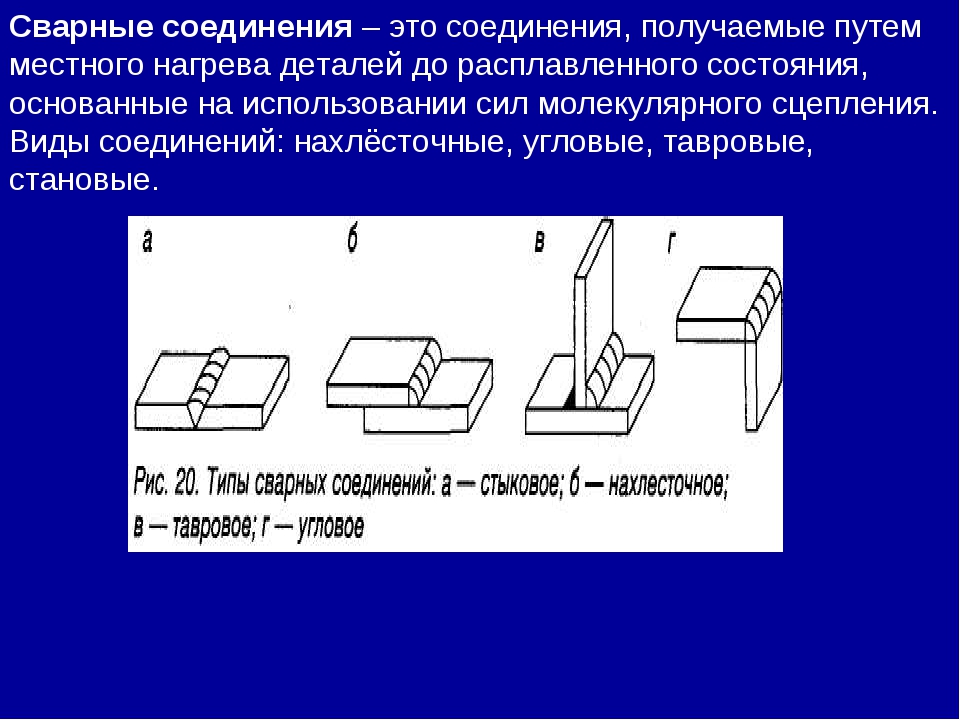 Соединение разных форм
Соединение разных форм Возможность соединения различных форм может включать пластины, стержни, листы и т. Д.что, таким образом, может сделать процесс сварки уникальным среди различных процессов соединения.
7. Легкие сварные узлыДля заклепочных соединений требуются дополнительные ленты, заклепки и т. Д., Поэтому сварные соединения легкие.
8. Возможность соединения пластмассПластмассы также можно сваривать различными способами.
9. Возможность изменения механических свойствПри использовании подходящего присадочного материала, защитного газа и электродного покрытия появляются различные механические свойства сварного шва, которые необходимо улучшить до желаемого уровня.
Недостатки сварного шва 1. Искажение компонентов Отмечается ненадежный нагрев и охлаждение, которое, как было установлено, связано с деформацией сочлененных конструкций, которая может привести к неточности размеров и, таким образом, отбраковывать детали.
Опорные плиты перегреваются до повышенной температуры, затем охлаждают до комнатной температуры во время сварки, обнаруживаются металлургические изменения вокруг сварного шва.В большинстве случаев эти изменения нежелательны.
3. Создание остаточного напряженияНеравномерный нагрев и охлаждение создают в сварных конструкциях остаточные напряжения. Эти типы остаточных напряжений обычно нежелательны, поскольку они значительно снижают несущую способность сварных конструкций.
4. Осмотр сложенВыявить наличие дефектов в сварных соединениях — задача немного сложная, так как для этого требуются сложные методы контроля, включая неразрушающий контроль для проверки, которые обычно очень дороги.
5. Устойчивость к слабой вибрации Установлено, что сварные соединения подвержены вибрации и, следовательно, выходят из строя при длительной эксплуатации под действием вибрации.