Какое сечение провода нужно для сварочного инвертора
Главная » Статьи » Какое сечение провода нужно для сварочного инвертора
КАК ВЫБРАТЬ КАБЕЛЬ ДЛЯ СВАРОЧНОГО ИНВЕРТОРА
На рынке представлен большой выбор электросварочных аппаратов с разными характеристиками и возможностями применения на производстве или для индивидуальных работ. Из всех типов сварочных аппаратов, к которым относятся трансформаторные, выпрямительные и инверторные, именно последний сейчас наиболее распространён и удобен в работе. Инверторные аппараты сочетают в себе компактность, небольшой вес, лёгкость подключения, простоту применения, и хорошую силу тока. О том какой кабель нужен для подключения сварочного инвертора речь пойдёт в данной статье.
Какой кабель нужен для сварочного инвертора
Марок кабелей, которые принято считать сварочными, не так уж много – это гибкие или особо гибкие кабели с изоляцией и оболочкой из резины или ПВХ, соответствующей по составу области и условиям применения. Они предназначены на переменное напряжение до 660В и частотой до 400Гц для подвижной прокладки, как в помещении, так и открыто на воздухе. Например, такие марки как КГ или КОГ. Выбор кабеля для сварочного инвертора обусловлен назначением, силой тока и длиной. Сечение сварочного кабеля для инвертора подбирается соответственно токовой нагрузки, на которую рассчитан аппарат. Для соединения всех блоков инвертора предусмотрены разные варианты исполнения сварочного кабеля: одножильное, или многожильное с основными и дополнительными жилами.
Они предназначены на переменное напряжение до 660В и частотой до 400Гц для подвижной прокладки, как в помещении, так и открыто на воздухе. Например, такие марки как КГ или КОГ. Выбор кабеля для сварочного инвертора обусловлен назначением, силой тока и длиной. Сечение сварочного кабеля для инвертора подбирается соответственно токовой нагрузки, на которую рассчитан аппарат. Для соединения всех блоков инвертора предусмотрены разные варианты исполнения сварочного кабеля: одножильное, или многожильное с основными и дополнительными жилами.
Длина сварочного кабеля
Длина кабеля сварочных инверторов подбирается исходя из величины выходной токовой нагрузки и её потерь по длине. Чем длиннее сварочный кабель, тем больше потери напряжения и меньше сила тока, на которую рассчитана работа инвертора. Чтобы сбалансировать эти параметры приходится выставлять на аппарате увеличенный ток, что может привести к изменению сварочной дуги и выходу из строя электроники аппарата. Поэтому на вопрос о том, можно ли удлинить сварочный кабель на инверторе ради удобства работы без перемещения аппарата, правильней ответить нет. Если кто-то предлагает якобы универсальный удлинитель сварочного кабеля для инвертора, то к этому нужно относиться скептически.
Если кто-то предлагает якобы универсальный удлинитель сварочного кабеля для инвертора, то к этому нужно относиться скептически.
Все сварочные кабели представлены на Кабель.РФ, где легко сделать выбор, ознакомившись с описаниями на сайте, получить расчёт специалистов по сечению кабеля инверторного сварочного аппарата и предложения менеджеров по ценам, условиям оплаты и отгрузки продукции.
Таким образом, к вопросу о подборе сварочного кабеля для инверторного сварочного аппарата нужно подойти основательно и разборчиво, учитывая как предложения на рынке, так и физику процесса сварки.
КАК ВЫБРАТЬ КАБЕЛЬ ДЛЯ СВАРОЧНОГО ИНВЕРТОРА
2provoda.ru
Как произвести подключение сварочного инвертора к источнику питания?
Комментариев:
Рейтинг: 78
Оглавление: [скрыть]
- Подключение сварочного инвертора
- Подключение сварочного инвертора к электрическому генератору
- Бензогенератор или электрогенератор?
- Выбор кабеля для подсоединения инвертора
- Подключение сварочных инверторов с помощью удлинителей
Сварочный инвертор — это устройство, с помощью которого можно значительно облегчить процесс дуговой сварки. С каждым годом его применение становится все популярнее, потому что оно позволяет осуществлять сваривание любых конструкций быстро и качественно. Чтобы сварочные работы проходили в нужных режимах, а аппарат имел долгий срок службы, нужно правильно подключать инвертор к источнику питания. Поэтому далее будет рассмотрено, как правильно подключить сварочный инвертор.
С каждым годом его применение становится все популярнее, потому что оно позволяет осуществлять сваривание любых конструкций быстро и качественно. Чтобы сварочные работы проходили в нужных режимах, а аппарат имел долгий срок службы, нужно правильно подключать инвертор к источнику питания. Поэтому далее будет рассмотрено, как правильно подключить сварочный инвертор.
Схема устройство инверторного сварочного аппарата.
Подключение сварочного инвертора
Подсоединение сварочного аппарата может быть осуществлено к внешней сети напряжением 220 В или 380 В либо к генераторной установке определенной мощности. Соединительный кабель с вилкой соответствует максимальной мощности агрегата, поэтому здесь никаких вопросов быть не должно. Основные трудности могут возникнуть со стороны внешнего источника питания, особенно если электропроводка на дачном участке старая и имеет неизвестное сечение.
Современная проводка, вилки и розетки рассчитываются на ток не более 16 А. Суммарная мощность, которая потребляется всеми устройствами в доме, может быть больше этого значения, поэтому его ограничивают автоматическим предохранительным устройством или обычной пробкой. Чтобы осуществить подсоединение сварочного инвертора, сначала нужно убедиться, что его входная мощность не отключит защитное устройство домашней сети.
Чтобы осуществить подсоединение сварочного инвертора, сначала нужно убедиться, что его входная мощность не отключит защитное устройство домашней сети.
Устройство сварочного инвертора.
Одно из преимуществ сварочных устройств этого типа заключается в том, что их электрическая цепь имеет несколько типов защиты. В случае перегруза сети защита автоматически отключает аппарат по низкому напряжению. Такая ситуация может произойти, когда входное напряжение имеет низкое значение, или в случае недостаточного сечения электропроводки, сопротивление которой снизит напряжение при возникновении нагрузки в виде сварочного тока.
Если электрическая проводка стационарной сети не позволяет осуществить подсоединение инвертора, нужно воспользоваться другими источниками питания, которые будут рассмотрены ниже. В случае полного соответствия максимальной мощности аппарата с внешней проводкой можно подсоединять инвертор к электросети и осуществлять тестовую сварку.
Не рекомендуется подключаться к сети, если в качестве защитного устройства установлен предохранитель неизвестного номинала.
Если есть возможность, нужно контролировать просадку напряжения при зажигании дуги. Сильная просадка может быть результатом малого сечения проводов.
Вернуться к оглавлению
Из-за плохих параметров внешней электросети в некоторых ситуациях осуществить сварку бывает просто невозможно. Тогда можно воспользоваться электростанцией. При этом очень важно, чтобы мощность электростанции позволяла проводить полноценные сварочные работы.
При выборе генератора следует сначала ознакомиться с основными техническими характеристиками сварочного аппарата. В качестве примера будет взят обычный инвертор с рабочим током 160 А. Современные инверторы имеют плавную регулировку тока сварки от минимального до максимального значения. Это позволяет проводить сварку как на средней, так и на максимальной мощности оборудования. Но фирмы-изготовители часто пишут только потребляемую мощность, ничего не говоря о ее максимальном значении.
Рисунок 1. Провода марки КГ бывают разные и различаются по максимальной нагрузке, зависящей от сечения.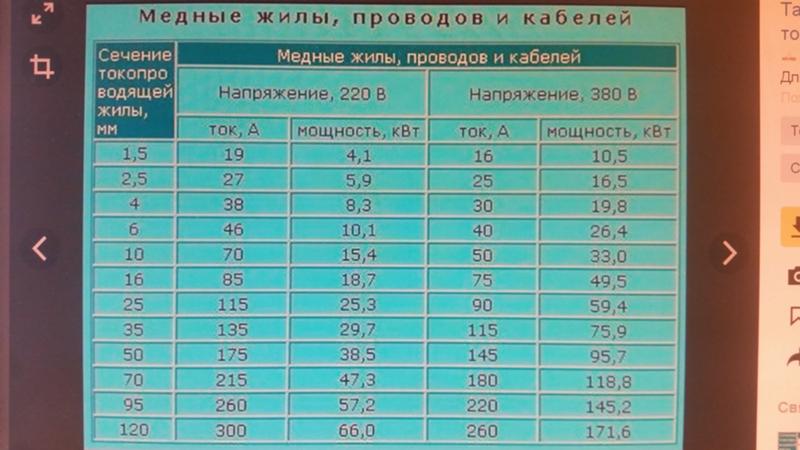
Чтобы самостоятельно рассчитать максимальную мощность, необходимо максимальный рабочий ток устройства умножить на напряжение дуги (обычно оно составляет 25 В), после чего разделить полученную цифру на КПД инвертора (приблизительно 90%). В результате максимальная мощность будет равна: 160х25/0,9=4444 Вт.
После проведения расчетов можно приступать к выбору электрогенератора. При этом ориентироваться следует на максимальную потребляемую мощность, прибавив к ней запас в 25%, чтобы не использовать электростанцию на пределе возможности. Поэтому для сварочного инвертора с рабочим током 160 А нужно купить генератор с выходной мощностью не менее: 4444+4444х0,25=5555 Вт, или 5,5 кВт.
Вернуться к оглавлению
Схема подключения инвертора к аккумулятору.
В некоторых случаях при невозможности использовать внешнюю электросеть сварщики пытаются подключить инверторную сварку через бензогенератор небольшой мощности. Такой подход является неверным, если его мощность составляет менее 5 кВт. Рабочее напряжение в таких генераторах сильно зависит от величины нагрузки. Инверторные устройства чувствительны к перепадам напряжения, поэтому если выходное напряжение бензогенератора будет часто меняться, сварочный аппарат может выйти из строя.
Рабочее напряжение в таких генераторах сильно зависит от величины нагрузки. Инверторные устройства чувствительны к перепадам напряжения, поэтому если выходное напряжение бензогенератора будет часто меняться, сварочный аппарат может выйти из строя.
При сварке электродом 3 мм рабочий ток достигает 120 А при напряжении 40 В. В этом случае выходная мощность будет составлять: 120х40=4800 Вт, или 4,8 кВт, то есть бензогенератор будет работать на предельной мощности, что также повлечет его преждевременный выход из строя. Поэтому при плохой сети лучше подключать сварочный аппарат к электрогенератору.
Вернуться к оглавлению
Для осуществления качественной сварки очень важно правильно выбрать соединительные провода. Сварочные провода выбираются по таким показателям:
Функциональные возможности сварочного инвертора.
- длине;
- площади сечения;
- значению падения напряжения в сварочном контуре.
Кабель для инвертора представляет собой гибкий проводник тока с хорошей изоляцией. В большинстве случаев такой провод изготавливается из медных проволок толщиной 0,18-0,2 мм, сплетенных между собой. Такие кабели применяются для подсоединения инвертора к электродержателю, а также для осуществления заземления аппарата. Выбор проводов зависит от их технических характеристик и характеристик самого сварочного агрегата.
В большинстве случаев такой провод изготавливается из медных проволок толщиной 0,18-0,2 мм, сплетенных между собой. Такие кабели применяются для подсоединения инвертора к электродержателю, а также для осуществления заземления аппарата. Выбор проводов зависит от их технических характеристик и характеристик самого сварочного агрегата.
Среди сварщиков самым популярным выступает провод марки КГ (рис. 1). Изготовители этого типа кабеля рекомендуют его применять в цепях переменного тока с напряжением не более 600 В или при постоянном токе с напряжением не более 1000 В.
Провода марки КГ различаются по максимальной нагрузке, зависящей от сечения. Соотношение максимальной нагрузки на кабель и его марка представлены в таблице:
| Марка кабеля | Допустимая нагрузка, А |
| КГ 1х16 | 189 |
| КГ 1х25 | 240 |
| КГ 1х35 | 289 |
| КГ 1х50 | 362 |
| КГ 1х70 | 437 |
| КГ 1х95 | 522 |
Помимо марки КГ также применяется провод марки КОГ1, который является более гибкий, нежели первый вариант..jpg) Он используется в тех случаях, когда сварщику для выполнения работ необходимо постоянно перемещаться.
Он используется в тех случаях, когда сварщику для выполнения работ необходимо постоянно перемещаться.
Подключение сварочного кабеля осуществляется с учетом некоторых правил:
- Подсоединение следует делать с помощью спрессованных или припаянных наконечников.
- Кабель подключается к силовым разъемам агрегата (+) и к держателю электродов в обратной полярности (-). Изменять полярность можно только тогда, когда изменены параметры тока.
- При проведении сварочных работ сварщику запрещено подтягивать к себе инвертор проводами.
- Ни в коем случае нельзя превышать номинальную мощность кабеля.
https://moyakovka.ru/youtu.be/54U4cqL2Ql8
Вернуться к оглавлению
Проведение сварочных работ очень часто связано с отдаленным расположением сварной конструкции от источника питания. Иногда в таких случаях требуется использовать удлинитель. Удлинитель для инвертора представляет собой проводник, имеющий некоторое сопротивление, которое является причиной падения напряжения в электрической цепи, то есть чем больше длина удлинителя, тем больше будет падение на нем рабочего напряжения.
При недостаточной силе тока могут измениться параметры сварочной дуги, управлять ей становится намного тяжелее. Чтобы добиться требуемого тока на конце сварочного кабеля, приходится выставлять увеличенный ток на самом инверторе, что негативно сказывается на его работе и может привести к выходу аппарата со строя. Поэтому легче будет поднести сварочное устройство к месту сварки, нежели покупать новое.
В случае же безысходности ситуации, подбирая удлинитель, нужно руководствоваться тем, что сечение 2,5 мм2 при длине кабеля 20 м при использовании аппарата с рабочим током 150 А будет достаточным для нормальной работы сварочного аппарата. Для проведения сварки в домашних условиях такой длины вполне хватит.
При использовании переноски следует придерживаться некоторых правил:
- Запрещено наматывать удлинитель на катушку, так как смотанный кабель обладает индуктивностью, что может вызвать его перегрев и выход из строя.
- При сварке с удлинителем нужно контролировать изменение напряжения сети.

- Нагрев удлинителя допускается до температуры 70°С.

https://moyakovka.ru/youtu.be/VWB1qmZlj50
В случае соблюдения всех правил и рекомендаций при подключении сварочного инвертора вы сможете осуществить качественную сварку без негативных последствий для самого аппарата.
moyakovka.ru
Пояснения по сварочному кабелю и удлинителям.
Пояснения по сварочному кабелю и удлинителям.
Уважаемые покупатели, в этой статье мы расскажем вам какой длины можно использовать удлинитель для подключения сварочного аппарата, какой это должен быть удлинитель и дадим практические советы на эту тему.
Сопротивление отрезка провода:
R – Сопротивление.
L – Длина в метрах.
S – Сечение провода в мм².
P – Удельное сопротивление меди (равное 0.017 Ом умноженное на мм² и разделенное на метры)
Формула выглядит так:
R = P x (L/S)
Пример:
Вы берете удлинитель 30 метров. Сечение кабеля 1,5 мм². Сварочный кабель подключенный к вашему аппарату 7 метров и сечение 25 мм² .
Получается R =0.0017 x (30×2/1,5) – 0,68 Ом.
Идем дальше.
U = 0,68 Ом умножаем на 45 (45 это максимальный потребляемый ток, за пример взят аппарат Сварог ARC 250 R112) и получается 30,6 В.
Таким образом мы видим, что если вы используете 30 метровый удлинитель с сечением 1, 5 мм² , то к вашему аппарату доходит не 220 В от розетки, а 189,4 В. (220-30,6).
Если вы возьмете удлинитель с более толстым сечением, например 25 мм² , то потеря будет меньше и составит 18,4 В. А это значит, что к аппарату от вашей розетки дойдет 201,6 В. (220-18,4).
Не нужно требовать от аппарата невозможного, если вы подключаете очень длинный удлинитель, вы должны понимать, что будут потери в мощности аппарата. Если включить чайник в розетку в Москве, а сам чайник будет стоять в Санкт-Петербурге, то он никогда не закипит.
Давайте рассмотрим еще один пример. В стандартной комплектации практически все производители используют трехметровые сварочные кабели. Люди часто подключают очень длинные сварочные кабели к аппаратам.
Формула:
R = 0,017 x (7×2/25) = 0,00952 Ом.
Мы берем кабель сварочный длиной 7 метров и умножаем на 2 (ток идет туда и обратно, по этому нужно 7 метров умножать на 2) затем делим на сечение , пусть сечение будет 25 мм². Получаем 0,00952 Ом.
А теперь вторая формула.
Возьмем сварочный ток 210 А² и умножим на 0,00952 Ом. Получаем 420 Вт. Таким образом ваш аппарат потеряет в мощности 420 Вт. Чем толще сечение сварочного кабеля, тем меньше потери. Например взяв 35 мм² сварочный кабель, вы потеряете 300 Вт от мощности.
Важно!
Если вы используете удлинитель, всегда его полностью разматывайте. Если удлинитель собран в бобину, то ухудшаются условия охлаждения, что может привести к возгоранию проводов или их расплавлению, так как потребляемый ток сварочного аппарата выше допустимого тока удлинителя, как правило.
Итоги:
Чем больше удлинитель – тем больше потери.
Чтобы избежать серьезных потерь – используйте удлинитель с толстым сечением кабеля.
Чтобы избежать дополнительных потерь при удлинении сварочного кабеля – используйте кабель с как можно более толстым сечением.
Еще один часто задаваемый вопрос от наших покупателей. Сколько же будут потери в Амперах, если использовать длинный сварочный кабель. Это очень трудно рассчитать, поскольку свойства сварочного источника определяются в ВАХ (вольт амперная характеристика). Для этого необходимо подключать сварочный аппарат к балластному реостату и замерять Амперы при той или иной длине кабеля. Но на словах можно сказать, что при использовании хорошего сварочного кабеля с правильно подобрать сечением – потери в Амперах будут незаметны. Например кабель до 10 метров с сечением кабеля 25 мм² — вы не ощутите потерь.
Существует два вида типовых ВАХ источников: штыковая и пологая ВАХ. На разных аппаратх и у разных производтелях она своя. Мы попробуем провести опыты с разными аппаратами и сообщим вам о результатах.
Баллонные редукторы и регуляторы расхода газа. →← Демонстрация сварочного оборудования Сварог и Ergomax
svarkamall. ru
ru
Выбор сварочного кабеля | Полезные статьи — Кабель.РФ
Сварочный кабель используется для соединений при дуговой сварке с применением полуавтоматических или автоматических установок. В этой статье мы раскроем базовые классификации сварочных кабелей, критерии выбора и способы подключения их к оборудованию, и можно ли удлинять сварочный кабель на инверторе. Ознакомиться с полным перечнем марок, узнать цену и купить интересующий кабель, вы можете здесь.
Виды и назначение сварочного кабеля разных классов
Рисунок 1. Кабель гибкий резиновый для сварочных работ марки КГ
На самом деле выбор кабеля для сварочного инвертора не велик. Самый распространенный вид сварочных кабелей — марка КГ. Данный кабель предназначен для работы в силовых цепях переменного тока, при напряжении до 600 В с частотой до 400 Гц или постоянного до 1000 Вт. Эти параметры обеспечивают возможность применения кабеля КГ как для передачи тока на электродержатель, так и для подключения сварочного аппарата или инвертора к сети.
Какой именно кабель нужен для подключения сварочного инвертора определяют условия эксплуатации. Кабель КГ выпускается для различных макроклиматических районов. Например, для эксплуатации в условиях отрицательных температур Крайнего Севера (до –60 °С) существует специальный кабель КГ-ХЛ. Состав оболочки КГ-ХЛ — холодостойкая резина из эластичного каучука. Для работы в климатических зонах с тропическим жарким климатом применяют кабели КГ-Т. Особенность КГ-Т является устойчивость оболочки к плесневым грибам, которые пагубно влияют на конструкцию кабеля, а также возможность эксплуатации его при температуре окружающей среды до +85 °С.
Кроме КГ, очень часто применяют кабели с особо гибкой жилой марки КОГ1. Такой кабель позволяют сварщику быстро менять положение, чтобы обеспечить себе максимально удобную точку доступа и равномерный прогрев свариваемых поверхностей.
Также в рабочих зонах с повышенной пожароопасностью часто применяют кабель КГН, оболочка которого не поддерживает процесс горения.
Критерии выбора сварочного кабеля
Назначение сварочного кабеля — подвод электричества от сварочного агрегата или источника питания к зажиму заземления, электродержателю и свариваемой поверхности. Правильно выбранный сварочный кабель — одно из условий бесперебойной работы сварочного аппарата. Выбор кабеля в первую очередь зависит от технических характеристик и потребляемой мощности каждой конкретной модели сварочного аппарата, а также условий окружающей среды, в которых предстоит работать.
Какое сечение кабеля нужно для сварочного инвертора Например: к сварочному аппарату с питающим напряжением 220 В, потребляемой мощностью 2,4 кВА (60 %), напряжением холостого тока 44 В с плавной регулировкой до 100 А для подачи питания на электрод можно использовать кабель КГ1х6. КГ1х6 с данным аппаратом совместим по параметрам ресурсов максимальных нагрузок. Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт. КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
Длина кабеля сварочных инверторов играет немалую роль в нормальной работе аппарата. Она должна подбираться так, чтобы избежать потерь силы тока. Универсального удлинителя сварочного кабеля для инвертора нет, поскольку характеристики аппарата индивидуальны и определяются тем, какого качества компоненты использованы при производстве, какой ресурс и запас мощности заложены каждым изготовителем.
Классификация сварочных кабелей
Классификация одножильных кабелей основана на области их применения:
- Для бытовых аппаратов с током 100–250 А в большинстве случаев используются кабель КГ сечением от 6 до 35 мм2.
- В случаях необходимости повышенного сварочного тока до 330 А (полупрофессиональное оборудование) применяется КГ 1х50 или КОГ1 1х50.
- Сварочное оборудование, работающее до 500 А, требует применения кабеля 1х120 или КОГ1 1х95.
- Для промышленных аппаратов с максимальным рабочим током до 680 А не обойтись без кабеля 1х185 или КОГ1 1х50.
- Кабели сечением выше 185 мм2 встречаются крайне редко, так как применяются на сверхмощных агрегатах.

Рисунок 2. Сварочный аппарат бытовой
Правила подключения и эксплуатации сварочного кабеля
- При подключении кабелей следует знать, что оно осуществляется при помощи припаянных или спрессованных кабельных наконечников.
- Соединения сварочных кабелей при необходимости тоже проводят методом опрессовки, пайки или сварки с обязательной изоляцией соединений.
- Сварочные кабели, как правило, подключаются к силовым разъемам оборудования (+), к электородержателям в обратной полярности (–). Изменение полярности выполняется на основании изменения параметров сварного тока.
- Сварочный кабель рекомендуется подключать без запаса длины, чтобы уменьшить падение мощности тока.
- Запрещается во время эксплуатации с помощью кабеля подтягивать и перемещать сварочный аппарат.
- Недопустимо подключение сварочного кабеля меньшей номинальной мощности, чем выдает сварочный аппарат.
- Приобретая сам кабель, нелишним будет побеспокоиться о покупке барабана, который облегчит передвижение и в разы сократит возможные запутывания проводов, что сильно усложняет и замедляет работу.

cable.ru
Кабель для инвертора сварочного
Главная » Статьи » Кабель для инвертора сварочного
Сварочные провода для инвертора
Для обеспечения эффективной работы инвертора необходимо применение питающего и сварочного кабелей определенного сечения и длины. Провод для сварочного инвертора должен обладать достаточной гибкостью и соответствовать по мощности агрегату.
Провод для сварочного инвертора должен обладать достаточной гибкостью и соответствовать по мощности агрегату.
Кроме того, применяемые провода не должны приводить к значительному падению напряжения, допустимым считается падение не более чем на 2 вольта.
Конструкция сварочного провода
Для обеспечения нормальной работы аппарата следует применять медный кабель для сварочного инвертора. Именно медь считается лучшим проводником электрического тока. При этом стоит использовать именно многожильные провода, так как они обладают большей гибкостью, что существенно упрощает выполнение сварочных работ и обеспечивает свободу действий исполнителю.
Конструктивно сварочный кабель состоит из следующих элементов:
- Токоведущая медная жила, состоящая из множества отдельных свитых проводников сечением до 0,2 мм. При этом сечение самого кабеля может существенно отличаться, в продаже можно встретить сварочный провод с жилой до 95 мм2.
- Во избежание короткого замыкания или поражения сварщика электрическим током токоведущая жила покрыта слоем изолирующего материала, в качестве которого обычно выступает резина.

Подобные провода могут применяться для подключения агрегата к питающей сети, его заземления и подвода тока к держателю электрода.
Кабель марки КГ
Среди профессионалов особым спросом пользуются сварочные провода для инвертора марки КГ.
Производители рекомендуют применять его в сетях переменного электрического тока с напряжением до 600 вольт, кроме того допускается использование при постоянном напряжении до 1000 В.
В зависимости от мощности агрегата и силы вырабатываемого сварочного тока подбирается провод определенного сечения. Так, кабель с сечением токоведущей жилы в 16 мм2 может работать при 189 А, а 95 мм2 провод эксплуатируется при силе тока до 522 А. Чаще всего применяется кабель КГ 1х35, который можно использовать при 289 А (большинство аппаратов работают именно в таком режиме).
В зависимости от свойств изолирующей оболочки сварочный кабель для инвертора может эксплуатироваться в различных климатических условиях:
- КГ-ХЛ — провод предназначен для применения в условиях крайнего севера. Он может эксплуатироваться при температуре окружающего воздуха до – 600С. Основы изолирующей оболочки составляют морозостойкие сорта резины.
- КГ-Т — кабель, предназначенный для использования в тропических условиях. Может применяться в условиях повышенной влажности и температуре до + 850С. Кроме того, изоляция имеет состав, не допускающий появление плесени на поверхности кабеля и устойчивый к гниению.
 Он может эксплуатироваться при температуре окружающего воздуха до – 600С. Основы изолирующей оболочки составляют морозостойкие сорта резины.
Он может эксплуатироваться при температуре окружающего воздуха до – 600С. Основы изолирующей оболочки составляют морозостойкие сорта резины.Кроме кабеля этого типа в определенных условиях применяют провод марок КОГ (обладает повышенной гибкостью) и КГН (оболочка сделана из негорючего материала, такой кабель рекомендуется применять при ведении работ в пожароопасных условиях).
Удлинение кабеля
Существует два противоположных мнения по вопросу можно ли удлинять сварочные кабели. Защитники такой возможности утверждают, что производители инверторной техники не устанавливают никаких ограничений по этому поводу, следовательно, удлинение кабеля вполне допустимо. Это позволяет существенно упростить выполнение работ, обеспечить сварщику большую свободу.
Но не стоит забывать о том, что значительная длина провода обеспечивает ему повышенное электрическое сопротивление, что приводит к существенному падению напряжения и снижению силы сварочного тока.
Это приводит к сложностям при установке определенных режимов и выполнении сварочных работ. Поэтому все-таки не стоит заниматься самостоятельным удлинением кабеля, производитель предлагает наиболее приемлемый вариант.
Несколько слов о подсоединении кабеля
Подключать кабель к клеммам агрегата следует при помощи специальных наконечников. Это позволит получить надежный контакт и снизить потери напряжения. Такие наконечники присоединяются к проводу пайкой или опрессовкой. При этом при эксплуатации не стоит перетаскивать аппарат при помощи питающего или сварочного кабеля, это может привести к его повреждению.
Правильно подобранный кабель для инвертора дает гарантию качественного и простого выполнения работ.
steelguide. ru
ru
КАК ВЫБРАТЬ КАБЕЛЬ ДЛЯ СВАРОЧНОГО ИНВЕРТОРА
На рынке представлен большой выбор электросварочных аппаратов с разными характеристиками и возможностями применения на производстве или для индивидуальных работ. Из всех типов сварочных аппаратов, к которым относятся трансформаторные, выпрямительные и инверторные, именно последний сейчас наиболее распространён и удобен в работе. Инверторные аппараты сочетают в себе компактность, небольшой вес, лёгкость подключения, простоту применения, и хорошую силу тока. О том какой кабель нужен для подключения сварочного инвертора речь пойдёт в данной статье.
Какой кабель нужен для сварочного инвертора
Марок кабелей, которые принято считать сварочными, не так уж много – это гибкие или особо гибкие кабели с изоляцией и оболочкой из резины или ПВХ, соответствующей по составу области и условиям применения. Они предназначены на переменное напряжение до 660В и частотой до 400Гц для подвижной прокладки, как в помещении, так и открыто на воздухе. Например, такие марки как КГ или КОГ. Выбор кабеля для сварочного инвертора обусловлен назначением, силой тока и длиной. Сечение сварочного кабеля для инвертора подбирается соответственно токовой нагрузки, на которую рассчитан аппарат. Для соединения всех блоков инвертора предусмотрены разные варианты исполнения сварочного кабеля: одножильное, или многожильное с основными и дополнительными жилами.
Например, такие марки как КГ или КОГ. Выбор кабеля для сварочного инвертора обусловлен назначением, силой тока и длиной. Сечение сварочного кабеля для инвертора подбирается соответственно токовой нагрузки, на которую рассчитан аппарат. Для соединения всех блоков инвертора предусмотрены разные варианты исполнения сварочного кабеля: одножильное, или многожильное с основными и дополнительными жилами.
Длина сварочного кабеля
Длина кабеля сварочных инверторов подбирается исходя из величины выходной токовой нагрузки и её потерь по длине. Чем длиннее сварочный кабель, тем больше потери напряжения и меньше сила тока, на которую рассчитана работа инвертора. Чтобы сбалансировать эти параметры приходится выставлять на аппарате увеличенный ток, что может привести к изменению сварочной дуги и выходу из строя электроники аппарата. Поэтому на вопрос о том, можно ли удлинить сварочный кабель на инверторе ради удобства работы без перемещения аппарата, правильней ответить нет. Если кто-то предлагает якобы универсальный удлинитель сварочного кабеля для инвертора, то к этому нужно относиться скептически.
Все сварочные кабели представлены на Кабель.РФ, где легко сделать выбор, ознакомившись с описаниями на сайте, получить расчёт специалистов по сечению кабеля инверторного сварочного аппарата и предложения менеджеров по ценам, условиям оплаты и отгрузки продукции.
Таким образом, к вопросу о подборе сварочного кабеля для инверторного сварочного аппарата нужно подойти основательно и разборчиво, учитывая как предложения на рынке, так и физику процесса сварки.
КАК ВЫБРАТЬ КАБЕЛЬ ДЛЯ СВАРОЧНОГО ИНВЕРТОРА
2provoda.ru
Выбор сварочного кабеля | Полезные статьи — Кабель.РФ
Сварочный кабель используется для соединений при дуговой сварке с применением полуавтоматических или автоматических установок. В этой статье мы раскроем базовые классификации сварочных кабелей, критерии выбора и способы подключения их к оборудованию, и можно ли удлинять сварочный кабель на инверторе. Ознакомиться с полным перечнем марок, узнать цену и купить интересующий кабель, вы можете здесь.
Виды и назначение сварочного кабеля разных классов
Рисунок 1. Кабель гибкий резиновый для сварочных работ марки КГ
На самом деле выбор кабеля для сварочного инвертора не велик. Самый распространенный вид сварочных кабелей — марка КГ. Данный кабель предназначен для работы в силовых цепях переменного тока, при напряжении до 600 В с частотой до 400 Гц или постоянного до 1000 Вт. Эти параметры обеспечивают возможность применения кабеля КГ как для передачи тока на электродержатель, так и для подключения сварочного аппарата или инвертора к сети.
Какой именно кабель нужен для подключения сварочного инвертора определяют условия эксплуатации. Кабель КГ выпускается для различных макроклиматических районов. Например, для эксплуатации в условиях отрицательных температур Крайнего Севера (до –60 °С) существует специальный кабель КГ-ХЛ. Состав оболочки КГ-ХЛ — холодостойкая резина из эластичного каучука. Для работы в климатических зонах с тропическим жарким климатом применяют кабели КГ-Т. Особенность КГ-Т является устойчивость оболочки к плесневым грибам, которые пагубно влияют на конструкцию кабеля, а также возможность эксплуатации его при температуре окружающей среды до +85 °С.
Особенность КГ-Т является устойчивость оболочки к плесневым грибам, которые пагубно влияют на конструкцию кабеля, а также возможность эксплуатации его при температуре окружающей среды до +85 °С.
Кроме КГ, очень часто применяют кабели с особо гибкой жилой марки КОГ1. Такой кабель позволяют сварщику быстро менять положение, чтобы обеспечить себе максимально удобную точку доступа и равномерный прогрев свариваемых поверхностей.
Также в рабочих зонах с повышенной пожароопасностью часто применяют кабель КГН, оболочка которого не поддерживает процесс горения.
Критерии выбора сварочного кабеля
Назначение сварочного кабеля — подвод электричества от сварочного агрегата или источника питания к зажиму заземления, электродержателю и свариваемой поверхности. Правильно выбранный сварочный кабель — одно из условий бесперебойной работы сварочного аппарата. Выбор кабеля в первую очередь зависит от технических характеристик и потребляемой мощности каждой конкретной модели сварочного аппарата, а также условий окружающей среды, в которых предстоит работать.
Какое сечение кабеля нужно для сварочного инвертора Например: к сварочному аппарату с питающим напряжением 220 В, потребляемой мощностью 2,4 кВА (60 %), напряжением холостого тока 44 В с плавной регулировкой до 100 А для подачи питания на электрод можно использовать кабель КГ1х6. КГ1х6 с данным аппаратом совместим по параметрам ресурсов максимальных нагрузок. Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт. КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
Длина кабеля сварочных инверторов играет немалую роль в нормальной работе аппарата. Она должна подбираться так, чтобы избежать потерь силы тока. Универсального удлинителя сварочного кабеля для инвертора нет, поскольку характеристики аппарата индивидуальны и определяются тем, какого качества компоненты использованы при производстве, какой ресурс и запас мощности заложены каждым изготовителем.
Классификация сварочных кабелей
Классификация одножильных кабелей основана на области их применения:
- Для бытовых аппаратов с током 100–250 А в большинстве случаев используются кабель КГ сечением от 6 до 35 мм2.
- В случаях необходимости повышенного сварочного тока до 330 А (полупрофессиональное оборудование) применяется КГ 1х50 или КОГ1 1х50.
- Сварочное оборудование, работающее до 500 А, требует применения кабеля 1х120 или КОГ1 1х95.
- Для промышленных аппаратов с максимальным рабочим током до 680 А не обойтись без кабеля 1х185 или КОГ1 1х50.
- Кабели сечением выше 185 мм2 встречаются крайне редко, так как применяются на сверхмощных агрегатах.
Рисунок 2. Сварочный аппарат бытовой
Правила подключения и эксплуатации сварочного кабеля
- При подключении кабелей следует знать, что оно осуществляется при помощи припаянных или спрессованных кабельных наконечников.
- Соединения сварочных кабелей при необходимости тоже проводят методом опрессовки, пайки или сварки с обязательной изоляцией соединений.
- Сварочные кабели, как правило, подключаются к силовым разъемам оборудования (+), к электородержателям в обратной полярности (–). Изменение полярности выполняется на основании изменения параметров сварного тока.
- Сварочный кабель рекомендуется подключать без запаса длины, чтобы уменьшить падение мощности тока.
- Запрещается во время эксплуатации с помощью кабеля подтягивать и перемещать сварочный аппарат.
- Недопустимо подключение сварочного кабеля меньшей номинальной мощности, чем выдает сварочный аппарат.
- Приобретая сам кабель, нелишним будет побеспокоиться о покупке барабана, который облегчит передвижение и в разы сократит возможные запутывания проводов, что сильно усложняет и замедляет работу.

cable.ru
Правильно подключить сварочные кабеля
Подключение сварочного инвертора начинается с того, что нужно проверить возможность его подсоединения к источнику питания. Таким источником может быть электросеть (220В или 360В), а также электрогенератор требуемой мощности. Кабель, ведущий от инвертора, обязательно должен соответствовать мощности прибора, поэтому с ним никаких трудностей быть не может.
Кабель, ведущий от инвертора, обязательно должен соответствовать мощности прибора, поэтому с ним никаких трудностей быть не может.
Обратите внимание! Единственная опасность – наружное питание, если речь идет о старом доме или же электропроводке сомнительного происхождения.
Перед подключением инвертора вы должны уяснить: современные электроприборы и кабеля рассчитываются на силу тока в 16А. Общая мощность может быть выше данного показателя, но ее ограничивает «пробка» или же предохранительный прибор. Поэтому до подключения инвертора проверьте, не сможет ли его мощность «вырубить» предохранитель в доме. Главным достоинством инвертора является то, что его защита состоит из нескольких уровней. Если сеть будет перегружена, то прибор будет отключен автоматикой по низкому напряжению.
А теперь поговорим о том, как подключить сварочный инвертор (подробнее http://sea-tools.com.ua/catalog/svarochnoe_oborudovanie/svarochniy_apparat_invertornogo_tipi ), ежели показатели электросети в здании не позволяют это сделать. Вначале убедитесь, что проводка и предохранительное устройство полностью соответствуют свойствам планируемого режима сварки. Далее подключите прибор к наружной сети и проведите пробную сварку.
Вначале убедитесь, что проводка и предохранительное устройство полностью соответствуют свойствам планируемого режима сварки. Далее подключите прибор к наружной сети и проведите пробную сварку.
Обратите внимание! Подключить устройство к автономному источнику питания достаточно просто, если мощности электрических приборов соответствуют друг другу.
Если используете переноску, то убедитесь, что параметры розетки, провода и вилки соответствуют силе тока. Принято считать, что для бытового инвертора вполне достаточно кабеля с сечением в 0,25 см². Благодаря этому можно варить с помощью тока до 150А, а вот с электродами менее 4 мм подобные режимы не были замечены. У проводов при этом достаточный запас мощности.
Получается, если сварка от электросети невозможна, то необходимо использовать дизельный или бензиновый генератор на 220В. Сама процедура сварки выглядит следующим образом.
Шаг первый. В течение нескольких секунд после начала работы прибора формируется первая сварочная дуга. После того как появилось небольшое «рябое» пятно оранжевого цвета, которое слегка дрожит, сдвиньтесь в ту или иную сторону на несколько миллиметров.
После того как появилось небольшое «рябое» пятно оранжевого цвета, которое слегка дрожит, сдвиньтесь в ту или иную сторону на несколько миллиметров.
Шаг второй. Стойте и ожидайте, пока не появится очередное оранжевое пятно с рябью. Если все сделано правильно, оно появится примерно через секунду.
Шаг третий. Сдвиньтесь еще на несколько миллиметров по шву и вернитесь ко второму шагу. Повторяйте процедуру необходимое количество раз.
Обратите внимание! Если при этом железо плавится насквозь, значит, нужно взять более тонкий электрод или же снизить сварочный ток (а с ним и рабочую температуру). Есть и другой вариант – время от времени останавливайтесь и ждите, пока железо застынет.
Теперь вы знаете, как правильно подключить сварочный инвертор и как им пользоваться. Все вопросы и мнение по поводу статьи оставляйте в комментариях ниже. Удачной работы!
Сварочные провода для инвертора: особенности применения
Содержание:
Сварочный инвертор – это аппарат, который существенно облегчает процесс дуговой сварки. И в этом успели убедиться все сварщики, которые хоть раз пользовались этим оборудованием.
И в этом успели убедиться все сварщики, которые хоть раз пользовались этим оборудованием.
Использование сварочных инверторов с каждым годом становится все популярнее. Эти аппараты позволяют производить сваривание быстро и качественно. Но очень важно при их применении правильно подключить аппарат, чтобы сварка проходила в нужных режимах и беспрерывно.
Для нормальной работы сварочных инверторов очень важно выбрать оптимальные провода. Сегодня существуют разные виды проводов, которые обеспечивают максимальную продуктивность аппарата. Сварочные провода для инвертора выбирают на основе нескольких показателей:
- длина проводов;
- значение площади сечение провода;
- значение падения напряжения в сварочном контуре должно быть не выше 2 Вт.
Что представляет собой провод для сварочного инвертора?
Сварочные провода для инвертора представляют собой проводник тока, обладающий достаточной гибкостью и имеющий изоляцию. Обычно такой кабель производится из медных проволок, которые имеют разный диаметр (0,18 — 0,2 мм) и сплетены между собой. Сверху пучок этих проволок покрывается специальным изоляционным слоем. Такой провод используется для того, чтобы подвести ток от инвертора непосредственно к электрододержателю для подключения аппарата к электрической сети, а также для заземления.
Сверху пучок этих проволок покрывается специальным изоляционным слоем. Такой провод используется для того, чтобы подвести ток от инвертора непосредственно к электрододержателю для подключения аппарата к электрической сети, а также для заземления.
Отметим, что выбор сварочных проводов для инвертора осуществляется исключительно на основе технических характеристик как самого кабеля, так и сварочного аппарата. От этого зависит стабильность и долговечность работы инвертора.
Марки сварочных кабелей для инверторов.
Считается, что наиболее популярным среди сварщиков является кабель марки КГ, а именно, специальный сварочный гибкий провод, который применяется как для подключения сварочного аппарата, а конкретно инвертора, к сети, так и для подведения тока к электрододержателю.
Производители кабеля этой марки советуют использовать его в силовых цепях переменного тока с напряжением не выше 600 В и частотой в пределах 40 Гц. Также эта марка кабеля может быть использована в цепях постоянного тока, имеющих напряжение не более 1000 Вт.
Кабели марки КГ различаются и по допустимой нагрузке тока, которая зависит от сечения. В таблице приведены эти соотношения.
Сегодня этот вид проводов выпускается в разных вариациях, которые предназначены для использования в разных климатических условиях. Так, к примеру, для работ в условиях крайнего севера, где температура воздуха в зимний период может достигать -60 С, выпускается провод марки КГ-ХЛ. Оболочка такого кабеля производится из холодостойкой резины. Для мест с тропическим климатом есть кабеля марки КГ-Т. Их оболочка устойчива к появлению плесени, кроме того, такой кабель может применяться при температуре воздуха до +85 С.
Помимо популярной марки КГ сварщики используют и кабеля марки КОГ1, которые имеют особую гибкую жилу. Этот кабель очень удобен: он позволяет сварщику перемещаться, менять положение электрододержателя без лишних движений и усилий.
Есть и специальная марка проводов – КГН, которые могут применяться на территориях с повышенной пожароопасностью. Эти кабеля имеют специальную оболочку, которая не горит.
Эти кабеля имеют специальную оболочку, которая не горит.
Эксплуатация и подключение сварочных проводов.
- Подключая провода к вашему сварочному инвертору, следует помнить такие правила:
- Подключение осуществляется посредством припаянных или спрессованных кабельных наконечников.
- Соединение проводов может осуществляться опресовкой. Главное не забыть про изоляцию собственно соединения.
- Провод подключается к силовым разъемам аппарата (+) и к держателю электродов в обратной полярности (–). Менять полярность можно только, если были изменены параметры тока.
- Во время сваривания сварщики не должны подтягивать к себе аппарат посредством проводов.
- Номинальная мощность кабеля должна строго соответствовать подключаемому аппарату.
Можно ли удлинять сварочные кабели?
Этот вопрос вызывает много споров у сварщиков. Но все же опытные мастера предпочитают этого не делать, объясняя, что слишком длинные сварочные провода для инвертора могут негативно сказаться на работоспособности самого аппарата. Сторонники же большего удобства при работе с инвертором утверждают, что в инструкциях производителей не написано ничего по поводу возможности удлинения сварочных проводов, а что не запрещено, то разрешено . И значит можно сделать сварочные провода длиннее и не носить сам аппарат к месту сварки, а пользоваться большей свободой действий на удалении от инвертора.
Сторонники же большего удобства при работе с инвертором утверждают, что в инструкциях производителей не написано ничего по поводу возможности удлинения сварочных проводов, а что не запрещено, то разрешено . И значит можно сделать сварочные провода длиннее и не носить сам аппарат к месту сварки, а пользоваться большей свободой действий на удалении от инвертора.
Для того, чтобы понять, какое из этих мнений более правильно, необходимо вспомнить один из законов физики – закон Ома. Дело в том, что по всей длине кабеля происходит утечка напряжения, а следовательно, и снижение силы тока — и чем длиннее кабель, тем больше эти потери. Работа всех систем инвертора зависит от выходного напряжения и установленной силы тока и замеряются эти значения на клеммах аппарата, а не на конце сварочного провода. При недостаточной силе тока на месте работы сварщика характеристики дуги изменяются, управлять ею становится намного сложнее. Для того, чтобы добиться желаемой силы тока на конце сварочного провода, приходится выставлять увеличенный ток на самом инверторе – а это чревато выходом из строя тонкой электроники аппарата, и, как следствие этого, дорогостоящим ремонтом или вообще заменой инвертора. Вот и получается, что гораздо выгоднее поднести сам инвертор к месту работы сварщика, чем рисковать его работоспособностью, наращивая сварочные провода.
Вот и получается, что гораздо выгоднее поднести сам инвертор к месту работы сварщика, чем рисковать его работоспособностью, наращивая сварочные провода.
Сварочные провода для инвертора
Для обеспечения эффективной работы инвертора необходимо применение питающего и сварочного кабелей определенного сечения и длины. Провод для сварочного инвертора должен обладать достаточной гибкостью и соответствовать по мощности агрегату.
Кроме того, применяемые провода не должны приводить к значительному падению напряжения, допустимым считается падение не более чем на 2 вольта.
Конструкция сварочного провода
Для обеспечения нормальной работы аппарата следует применять медный кабель для сварочного инвертора. Именно медь считается лучшим проводником электрического тока. При этом стоит использовать именно многожильные провода, так как они обладают большей гибкостью, что существенно упрощает выполнение сварочных работ и обеспечивает свободу действий исполнителю.
Конструктивно сварочный кабель состоит из следующих элементов:
- Токоведущая медная жила, состоящая из множества отдельных свитых проводников сечением до 0,2 мм. При этом сечение самого кабеля может существенно отличаться, в продаже можно встретить сварочный провод с жилой до 95 мм 2 .
- Во избежание короткого замыкания или поражения сварщика электрическим током токоведущая жила покрыта слоем изолирующего материала, в качестве которого обычно выступает резина.
Подобные провода могут применяться для подключения агрегата к питающей сети, его заземления и подвода тока к держателю электрода.
Кабель марки КГ
Среди профессионалов особым спросом пользуются сварочные провода для инвертора марки КГ.
Производители рекомендуют применять его в сетях переменного электрического тока с напряжением до 600 вольт, кроме того допускается использование при постоянном напряжении до 1000 В.
В зависимости от мощности агрегата и силы вырабатываемого сварочного тока подбирается провод определенного сечения. Так, кабель с сечением токоведущей жилы в 16 мм 2 может работать при 189 А, а 95 мм 2 провод эксплуатируется при силе тока до 522 А. Чаще всего применяется кабель КГ 1х35, который можно использовать при 289 А (большинство аппаратов работают именно в таком режиме).
В зависимости от свойств изолирующей оболочки сварочный кабель для инвертора может эксплуатироваться в различных климатических условиях:
- КГ-ХЛ — провод предназначен для применения в условиях крайнего севера. Он может эксплуатироваться при температуре окружающего воздуха до – 60 0 С. Основы изолирующей оболочки составляют морозостойкие сорта резины.
- КГ-Т — кабель, предназначенный для использования в тропических условиях. Может применяться в условиях повышенной влажности и температуре до + 85 0 С. Кроме того, изоляция имеет состав, не допускающий появление плесени на поверхности кабеля и устойчивый к гниению.

Кроме кабеля этого типа в определенных условиях применяют провод марок КОГ (обладает повышенной гибкостью) и КГН (оболочка сделана из негорючего материала, такой кабель рекомендуется применять при ведении работ в пожароопасных условиях).
Удлинение кабеля
Существует два противоположных мнения по вопросу можно ли удлинять сварочные кабели. Защитники такой возможности утверждают, что производители инверторной техники не устанавливают никаких ограничений по этому поводу, следовательно, удлинение кабеля вполне допустимо. Это позволяет существенно упростить выполнение работ, обеспечить сварщику большую свободу.
Но не стоит забывать о том, что значительная длина провода обеспечивает ему повышенное электрическое сопротивление, что приводит к существенному падению напряжения и снижению силы сварочного тока.
Это приводит к сложностям при установке определенных режимов и выполнении сварочных работ. Поэтому все-таки не стоит заниматься самостоятельным удлинением кабеля, производитель предлагает наиболее приемлемый вариант.
Поэтому все-таки не стоит заниматься самостоятельным удлинением кабеля, производитель предлагает наиболее приемлемый вариант.
Несколько слов о подсоединении кабеля
Подключать кабель к клеммам агрегата следует при помощи специальных наконечников. Это позволит получить надежный контакт и снизить потери напряжения. Такие наконечники присоединяются к проводу пайкой или опрессовкой. При этом при эксплуатации не стоит перетаскивать аппарат при помощи питающего или сварочного кабеля, это может привести к его повреждению.
Правильно подобранный кабель для инвертора дает гарантию качественного и простого выполнения работ.
Источники: http://stroy-dom.info/kak-podkluchit-svarochniy-invertor/, http://stalevarim.ru/pub/svarochnye-provoda-dlya-invertora-udlinyat-ili-ne-stoit/, http://steelguide.ru/svarka/svarochnoe-oborudovanie/svarochnye-provoda-dlya-invertora.html
Комментариев пока нет!
pravilnovsedelat.ru
Кабель для сварочного аппарата: марка, сечение, длина
Сварка – отличный способ соединения деталей, происходит посредством оплавления металлов с помощью сварочной дуги. Такой тип соединений носит название – дуговая сварка. Но для проведения работ нужно знать целый ряд тонкостей – полярность, выбор тока, электродов и, наконец, самого кабеля. Последний нужен для подключения сварочного инвертора к источнику питания, а также подключения зажима массы и электрододержателя непосредственно к самому сварочнику. В этой статье мы рассмотрим, как выбрать кабель для сварочного аппарата, каким должно быть сечение и марка проводника.
Такой тип соединений носит название – дуговая сварка. Но для проведения работ нужно знать целый ряд тонкостей – полярность, выбор тока, электродов и, наконец, самого кабеля. Последний нужен для подключения сварочного инвертора к источнику питания, а также подключения зажима массы и электрододержателя непосредственно к самому сварочнику. В этой статье мы рассмотрим, как выбрать кабель для сварочного аппарата, каким должно быть сечение и марка проводника.
Требования к кабелю для сварочника
Во-первых, если вы выбираете кабель для подключения зажима массы и держака электродов к сварочному аппарату, нужно учитывать следующие особенности работы:
- Сварочные аппараты любых типов выдают значительные токи – от 10-20 до 400-500А. При этом бытовые сварочные аппараты инверторного типа обычно рассчитаны на 200А с отклонением в 50А в каждую сторону, а промышленные сварочные трансформаторы выдают токи и по 400А.
- Сварщику в работе встречаются самые разнообразные задачи, как простые швы в удобных положениях, так и сварка изделий сложных форм или в труднодоступных местах.
- Помимо разнообразных задач, варить приходится как в очень жарких помещениях, так и зимой на морозе.
- Для транспортировки оборудования кабеля сворачивают.

Отсюда выходит, что кабель должен удовлетворять следующим требованиям:
- Силовой сварочный кабель должен быть гибким, чтобы обеспечить удобство в манипуляции электродом или горелкой для сварочного полуавтомата.
- Проводник должен иметь толстую изоляцию и быть устойчивым к агрессивным средам, ударам и разрывам.
- Для работы на холоде проводник должен быть морозостойким.
- Сварка металлов происходит пониженным напряжением, но высоким током, поэтому есть отдельное требование к сечению проводов для подсоединения электрододержателей и массы. Это значит, что провод должен быть толстым, чтобы минимизировать просадки напряжения и потери.
- Должен выдерживать многократные изгибания и сматывания/разматывания при транспортировке.
Типы используемых проводников
В сегодняшнем оборудовании для сварки применяют следующие типы проводов:
- одножильные медные, применяемые вместе с инверторными источниками тока;
- двужильные высокочастотные, используемые при импульсной сварке и разделке металлических конструкций;
- трехжильные для автоматических сварных комплексов, используемых при монтаже трубопроводов и сосудов давления.

В комплекте со сварочным аппаратом поставляются провода, рассчитанные на его максимальный сварочный ток. Он указан в паспорте устройства и на табличке на его корпусе.
Сварочный аппарат в комплекте с кабелем и маской
Так, для тока 160-190А сечение провода должно быть не менее 16 мм2. При увеличении тока до 250 А потребуется увеличить и сечение до 25 мм2, а для специализированных профессиональных моделях, развивающих ток до 500А, нужен соответственно кабель для сварки в 95 мм2.
Подходящие марки и виды кабеля
Наиболее популярным вариантом для сварочного аппарата является кабель КГ, это гибкий одножильный кабель с многопроволочной жилой в резиновой изоляции. Также популярен и КОГ – с повышенной гибкостью. Есть и специализированный КС, это основные марки проводников которые используются для сварочных работ.
В названии может присутствовать и пометка об исполнении:
- Т – тропическое исполнение, может работать при температуре окружающей среды до +50 (по некоторым источникам 85) градусов Цельсия.
- КХ или ХЛ – морозоустойчивый, работает и при -60 градусов Цельсия.

А также приставка П – дополнительная оболочка жилы из полимерных материалов.
Цифры в маркировке говорят о количестве жил и их сечении, например: КГ 1х16 говорит, о том, что он состоит из 1 жилы с площадью поперечного сечения в 16 кв. мм.
Как выбрать кабель для сварки
Настало время переходить к практическим советам по выбору оптимального варианта кабеля. Он полностью должен соответствовать сварочному аппарату, с которым будет взаимодействовать. Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Какой должна быть жила
Сварочный кабель может быть одножильным. К примеру, он маркируется 1х16. Значение первой цифры – одна неразделенная жила. Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Жила изготавливается из меди или алюминия. В торговой сети чаще встречаются именно алюминиевое исполнение, поскольку такие продукты значительно дешевле. Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
При выборе стоит особое внимание уделять китайским медным проводникам. Поскольку, как показывает практика, содержание меди в них не больше 70%. Убедиться в этом можно по срезу кабеля – жилы с примесями выглядят тусклыми. Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Выбор сечения и длины
Сечение кабеля для сварочного аппарата подбирается исходя из тока. Для примерной оценки необходимого сечения мы подготовили таблицу:
Сечение, кв. мм мм | Ток, А |
| 1х6 | 80-100 |
| 1х10 | 120 |
| 1х16 | 189 |
| 1х25 | 240 |
| 1х35 | 289 |
| 1х50 | 362 |
| 1х70 | 437 |
| 1х95 | 522 |
Длина кабеля – предмет споров многих мастеров. При увеличении длины, при неизменном сечении возрастает его сопротивление, а также индуктивность. Если выбрать слишком длинный кабель, то не придется сматывать в катушку при сварке вблизи сварочного аппарата, но если выбрать короткий – придется постоянно перемещать сварочник.
С другой стороны, если вы не варите на производстве большие объемы, то оптимальной будет длина сварочного кабеля в 5-10 метров, а аппарат подключить к сети через удлинитель. Тем более, что любительские аппараты инверторного типа, которые чаще остальных используются в последнее время, достаточно компактны и легки, поэтому их переноска не вызовет особых трудностей.
Если всё же вам нужно удлинить имеющийся провод – лучше всего подойдут гильзы.
Можно ли удлинять кабель
Среди экспертов много спорят на эту тему. Спорят о нем «до хрипоты, до крика». Одни уверяют, что провод ни в коем случае удлинять нельзя, это приведет к падению производительности, безопасности и качества шва. Другие утверждают, что, поскольку в рекомендациях производителей об этом ничего не говорится, то удлинять можно.
Истина, как всегда, находится посередине. С длинными проводами намного удобнее работать, если сварщику приходится постоянно перемещаться от одной точки сварки к другой. Длинный провод означает меньше переносов сварочного аппарата. Расплатой за такое удобство становится увеличение сопротивления кабеля. Для сохранения параметров дуги придется повышать рабочий ток, что может привести к перегрузке и ускоренному износу сварочного оборудования.
Из этой неприятной ситуации есть простой выход: более длинный кабель должен иметь большее сечение.
Удлинение кабеля
В ходе замены првода на более длинный важно правильно присоединить к нему штекерные и клеммные разъемы. Это делается с обязательной пропайкой и последующей опрессовкой.
Итак, удлинять провод допустимо, но при этом надо повышать его поперечное сечение и тщательно присоединять разъемы.
Кабель для подключения сварочника к сети
Кроме подключения электрода и массы к сварочному аппарату, нужен еще и кабель для подключения сварочника к питающей электросети. Независимо от того, какой тип аппарата, инвертор или трансформатор, сварочный ток достигает сотен ампер, а вот питающий ток гораздо ниже. Может достигать порядка 30-50 Ампер, в зависимости от мощности сварочника.
Поэтому для его питания не нужен настолько толстый кабель, как для электрододержателя. Его рассчитывают в зависимости от расстояния от точки подключения до электросети. Если у вас однофазный бытовой аппарат инверторного типа на 220, или двухфазный на 380В трансформатор – то подойдет медный проводник с сечением жил в 2,5-4 кв, мм. По количеству жил используют двухжильный кабель, если на объекте нет заземления и трёхжильный, если вы подключаетесь к заземленной розетке.
По количеству жил используют двухжильный кабель, если на объекте нет заземления и трёхжильный, если вы подключаетесь к заземленной розетке.
Для удобства, достаточно сетевого кабеля длиной 3-5 метров, а для переноски по территории объекта использовать переноску, сечение которой от 2,5 кв. мм, если длина переноски 10-20м. Для уверенной работы аппарата от более длинной переноски, например 40-60 метров, лучше взять кабель с сечением в 4 кв. мм.
Если вы собираетесь пользоваться длинной переноской, то лучше купить удлинитель с катушкой, тогда кабель не будет путаться под ногами и прослужит дольше. Однако в катушке он будет плохо охлаждаться, чтобы он не перегревался, лучше взять сечение с запасом.
Для промышленных трёхфазных аппаратов на 380В используют четырёхжильные медные кабеля сечением от 4-6 кв. мм, или алюминиевые – сечением от 16 кв. мм. Не забудьте проверить правильность подключения и направления вращения вентилятора охлаждения, если он присутствует.
Где купить сварочные кабели
Компании-продавцы предлагают покупателям практически все марки сварочных проводников. В ассортименте присутствуют все маркоразмеры. Это позволяет клиентам выбрать оптимальное сечение шнура, качественно и безопасно произвести все работы. С перечнем торговых предприятий можно ознакомиться в соответствующем разделе.
В ассортименте присутствуют все маркоразмеры. Это позволяет клиентам выбрать оптимальное сечение шнура, качественно и безопасно произвести все работы. С перечнем торговых предприятий можно ознакомиться в соответствующем разделе.
Каждый исполнитель, ознакомившись с представленной информацией, сможет выбрать оптимальный вид сварочного кабеля. Это позволит сварщику выполнить работы на высоком уровне и получить качественный результат.
Требования по безопасности
При сварных работах следует соблюдать следующие требования:
- нельзя работать проводами с нарушенной изоляцией и недостаточного сечения;
- провод в рабочей зоне должен размещаться свободно, не цепляясь за руки или ноги сварщика;
- в рабочей зоне должно быть достаточно света для уверенного перемещения сварщика;
- при соединении с аппаратом нужно соблюдать полярность.
Правильно подобранные провода для сварочного инвертора- залог безопасной и производительной работы. Нужно обращать внимание на сечение, длину и климатический класс кабеля. Удлинение кабеля можно проводить в строгом соответствии с требованиями правил.
Нужно обращать внимание на сечение, длину и климатический класс кабеля. Удлинение кабеля можно проводить в строгом соответствии с требованиями правил.
Как сделать удлинитель
Удлинение кабелей производится практически теме же способами, что и соединение: сварка, пайка, опрессовка. В случае, когда использование одного из этих методов по каким-либо причинам невозможно, следует обратить внимание на дополнительные расходные материалы.
Кабельные разъемы применяются для быстрого и простого удлинения проводов, а также для легкого подключения шнура к источнику питания. Выбор соединителей осуществляется в зависимости от сечения кабеля. Сварщикам предлагаются два вида штекеров: штыревые и в виде гнезда. Более подробная информация представлена в статье “Разъем для сварочного кабеля”.
Как удлинить провода на сварочном инверторе самостоятельно?
Некоторые мастера совершают достаточно большую ошибку, используя для удлинения кабеля классические «скрутки». Они просто переплетают между собой многочисленные тонкие проволочки, а затем кое-как изолируют их. Но это в корне неверно и даже опасно. Куда правильнее использовать для этих целей специализированные принадлежности.
Они просто переплетают между собой многочисленные тонкие проволочки, а затем кое-как изолируют их. Но это в корне неверно и даже опасно. Куда правильнее использовать для этих целей специализированные принадлежности.
Чтобы сделать удлинитель сварочного кабеля своими руками нужен сам провод необходимого сечения, а также кабельные вилка и розетка. Закрепив эти аксессуары на концах изделия вы сможете не просто быстро удлинить его, но и гарантированно обеспечить свою безопасность. Данный метод считается наиболее предпочтительным, особенно если сравнивать его с классической опрессовкой или скрутками.
Соединение
Соединение сварочных кабелей может производиться горячей пайкой, сваркой, опрессовкой или с помощью соединительных муфт с последующей изоляцией мест соединения. Также существует еще один способ, который является самым простым – это соединение “скруткой”. Соединение сварочных кабелей при наращивании длины производится всеми вышеперечисленными способами. Наиболее надежным является сваривание.
На практике используются три метода сварки:
- контактный;
- газовый;
- термитный.
Первый метод подходит для соединения жил однопроволочных проводов из меди или алюминия; подразумевает использование клещей с двумя угольными электродами. В качестве источника энергии выступает трансформатор или инвертор. Может также применяться флюс. Сплавление концов жил осуществляется в результате нагрева электродов.
Газовая сварка используется для работы с однопроволочными жилами из алюминия, площадь сечения которых не превышает 20 мм2. Применение данного метода для сваривания медных жил недопустимо. В качестве горячего газа выступает ацелитен-кислородная и пропан-воздушная смесь. Многопроволочные жилы следует сваривать в два этапа: соединение жил в единое целое, а затем сплавление между собой.
При термитной сварке используются специальные (термитные) патроны АТО, А и АТ.
Места соединений необходимо изолировать, например изоляционной лентой. Таким образом, соединение сварочных кабелей при наращивании длины будет носить надежный характер.
Таким образом, соединение сварочных кабелей при наращивании длины будет носить надежный характер.
Другие способы соединения представлены в соответствующей статье.
Медный или алюминиевый
На рынке кабельной продукции представлены медные и алюминиевые проводники. Многие исполнители задаются вопросом: какой кабель лучше и дольше прослужит?
Провода с медными жилами имеют несколько преимуществ перед алюминиевыми:
- медь является лучшим проводником тока, нежели алюминий;
- сварочные кабели должны обладать высокой гибкостью, поэтому в данном случае, также предпочтительнее применение проводов с медными жилами;
- медные шнуры способны выдерживать многократные сматывания и разматывания, при этом повреждения на проводах не появляются.
Однако, стоит отметить, что востребованные у исполнителей аппараты Ресанта оснащены алюминиевым кабелем. Поэтому, при выборе, кроме общих рекомендаций, следует ориентироваться на собственные ощущения от сварки.
Силовой для инвертора
Силовой кабель представляет собой несколько изолированных проводов в герметичной оболочке, используется для подсоединения сварочных аппаратов к электрическим сетям в 220 В или в 380 В. Наиболее распространенные марки данного вида проводников представлены в статье “Длина и соединение сварочных кабелей”.
Кроме этого, рекомендуем ознакомиться со статьей “Сварочный кабель для инвертора”, где представлены основные типы проводов для данного типа оснащения, проанализированы важные аспекты по выбору сечения шнура, перечислены правила подключения провода к оборудованию.
Конструктивные особенности
Конструкция кабеля была разработана и много лет совершенствовалась, а исходя из условий его эксплуатации. Проводящая жила имеет круглое сечение и сплетена из нескольких медных многожильных проводов. Между проводящей жилой и изоляцией проложен разделяющий слой — полимерная пленка. Если применяется специально разработанная электроизоляционная резина, предотвращающая затекание внутрь жилы, то обходятся без разделяющего слоя.
Конструктивный срок службы сварочного провода определен в четыре года. После этого производители рекомендуют заменить его на новый.
Сечение сварочного кабеля
Существует технология реновации, предусматривающая удаление изношенной изоляции и нанесение нового ее слоя. Это позволяет вернуть сварочные провода к жизни и продлить срок их эксплуатации.
как правильно подключить кабели к аппарату и сети 220в – Расходники и комплектующие на Svarka.guru
Сварочный аппарат-инвертор приобрел широкую популярность среди домашних мастеров и малых ремонтных мастерских. Чтобы получить прочный и долговечный шов, мало мощного и исправного аппарата. Необходимы также качественные провода для сварочного инвертора подходящего сечения, типа и длины.
Содержание
- 1 Устройство
- 2 Характеристики
- 3 Виды
- 3.1 Одножильный
- 3.2 Двужильный
- 3.3 Трехжильный
- 4 Выбор сечения
- 5 Правильное подключение
- 6 Можно ли удлинить сварочный кабель на инверторе
- 7 Маркировка сварочных кабелей
- 8 Требования по безопасности
Устройство
Медь из доступных металлов служит лучшим проводником. В сочетании с гибкостью это делает ее идеальным материалом для изготовления основы сварочного провода- токопроводящих жил.
В сочетании с гибкостью это делает ее идеальным материалом для изготовления основы сварочного провода- токопроводящих жил.
Конструкция состоит из следующих основных частей:
- медная жила, скрученная из большого числа медных проволочек диаметром до 0, 5 мм;
- разделительный слой- тонкая оболочка, предупреждающая слипание жилы и слоя изоляции, может дополняться тальком или другим порошком;
- изолирующее покрытие, состоит из каучука, резины или другого полимера.
На концах предусмотрены контакты для того, чтобы подключаться к инвертору и держателю. Они опрессовываются и пропаиваются для обеспечения наилучшего контакта.
Характеристики
Важнейшая характеристика нужная для провода- его сечение. Оно определяет максимальный ток, проходящий через кабель. Не менее важно и сопротивление, обуславливающее потери электроэнергии на пути от аппарата к электроду. Большое значении имеют механические параметры:
- прочность: способность выдерживать нагрузки;
- упругость: способность возвращаться к начальной форме после деформации
- температурная стойкость: способность сохранять рабочие свойства при изменении температуры;
- способность выдерживать солнечный свет и влажность;
- сопротивляемость грибку и плесени;
[stextbox id=’warning’]Комплект соединительных сварочных проводов, поставляемый вместе с аппаратом, соответствует ему по допустимому сечению и длине. [/stextbox]
[/stextbox]
Виды
С инверторами бытового и полупрофессионального класса, наиболее распространенными в домашних мастерских, в основном используются одножильные провода марки КГ.
В зависимости от назначения и характеристик они бывают:
- КГ-ХЛ, изоляция выполнена из морозоустойчивого каучука, они работают на холоде;
- КГ-Т, изоляция пропитана веществами, предотвращающими рост грибка и плесени, используются во влажном климате
- КОГ, провода повышенной гибкости, для сварки в труднодоступных местах, например, в судостроении.
По числу жил они подразделяются на:
Одножильный
Большая часть инверторных проводов выполняются одножильными.
Один провод соединяет клеммы аппарата с держателем электрода, другой- с зажимом массы на заготовке.
Двужильный
Используются для высокочастотной сварки и работы переменным током. Две жилы имеют собственную изоляцию, снаружи они покрыты еще одним изоляционным слоем. В качестве материала используются сплавы меди и других цветных металлов.
В качестве материала используются сплавы меди и других цветных металлов.
Трехжильный
Такие провода применяются, чтобы подсоединять системы автоматической сварки, соединяющих трубопроводы и большие емкости.
Каждая жила также имеет собственную изоляцию.
Выбор сечения
Корректно выбранное сечение сварочного кабеля для инвертора позволит работать безопасно и с ожидаемой производительностью. При недостаточном сечении сопротивление провода будет вызывать потери тока на его нагрев, в результате аппарат не сможет развить необходимый сварочный ток и качество шва резко ухудшится. На инверторе в таком случае начнет моргать индикатор, свидетельствующий о перегрузке.
[stextbox id=’alert’]Важно! при продолжительной работе перегревающимся кабелем возможно оплавление изоляции и клеммы соединения. Это часто приводит к выходу оборудования из строя и даже к возгоранию.[/stextbox]
Для того, чтобы подсоединить маломощные инверторы переносного типа работающие от сети 220в, используют легкие и гибкие провода сечением до 16 мм2.
Для более производительных устройств потребуется сечением до 50 мм2.
Правильное подключение
Правильное соединение гарантирует сварщику производительную и безопасную работу.
Подключение проводов к сварочному аппарату требует соблюдения ряда правил:
- на конце обязательно должна быть клемма, обжатая или пропаянная;
- провод по своему сечению должен соответствовать максимальному рабочему току аппарата плюс запас в 20%
- следует внимательно следить за полярностью подсоединения и соблюдать ее;
- кабель должен лежать в рабочей зоне свободно, без натяжения и петель.
Как подключить сварочный аппарат, если провода не хватает до зоны сварки? Можно нарастить его длину.
Можно ли удлинить сварочный кабель на инверторе
Наращивая длину, нужно понимать, что чем длиннее кабель для подключения сварочного инвертора, тем больше потери и ниже результирующая сила тока.
При необходимости вести сварку на большом удалении от аппарата следует подключать провода большего сечения, чтобы скомпенсировать потери.
При сращивании в единую схему 380в кабелей, оснащенных клеммами с отверстием, их следует зачистить и надежно соединить болтом с гайкой, не забыв проложить шайбы большого диаметра. Место соединения необходимо тщательно заизолировать с учетом того, что провод будут неоднократно протаскивать по металлу и бетону.
Как подключить инвертор, если на кабеле нет опрессованной клеммы? Провода сращивают путем многократного переплетения проволок, составляющих жилу. Потом место соединения следует пропаять и обжать.
[stextbox id=’info’]В Абакумов, сварщик 5 разряда, Северная верфь: «Я стараюсь не удлинять кабель. По мне так проще подтащить аппарат поближе, чем возиться с оплетением и опрессовкой. К тому же удлиненный чаще цепляется и запутывается, на нем большие потери тока».[/stextbox]
Существуют также специальные кабели-удлинители, имеющие опрессованные и изолированные разъемы. Их тип должен соответствовать разъему вашего аппарата.
[stextbox id=’alert’]Важно! Все разъемы перед соединением нужно тщательно зачистить нулевой шкуркой и обезжирить для улучшения контакта. [/stextbox]
[/stextbox]
Заводы-изготовители не оговаривают ограничений на длину кабеля. В каждом случае сварщик сам решает, что лучше- удлинять или почаще перетаскивать инвертор и бензогенератор.
Маркировка сварочных кабелей
Маркировка сварочного провода состоит из нескольких групп букв и цифр. По ней можно понять, какая модель перед нами.
Сначала следует несколько букв, указывающих на тип кабеля.
После типа через тире может следовать указание на климатический класс провода:
Далее идет цифра, обознающаяся число жил- 1, 2 или более. Завершает обозначение сечение кабеля в мм2.
Требования по безопасности
При сварных работах следует соблюдать следующие требования:
- нельзя работать проводами с нарушенной изоляцией и недостаточного сечения;
- провод в рабочей зоне должен размещаться свободно, не цепляясь за руки или ноги сварщика;
- в рабочей зоне должно быть достаточно света для уверенного перемещения сварщика;
- при соединении с аппаратом нужно соблюдать полярность.

Правильно подобранные провода для сварочного инвертора- залог безопасной и производительной работы. Нужно обращать внимание на сечение, длину и климатический класс кабеля. Удлинение кабеля можно проводить в строгом соответствии с требованиями правил.
Кабель для сварочного аппарата — Кабельный завод МПКА
Сварочный кабель используется для соединений при дуговой сварке с использованием полуавтоматических или автоматических сварочных аппаратов. В этой статье мы раскроем классификацию сварочных кабелей, как выбрать сварочный кабель, на что обращать внимание при выборе, какой должна быть жила сварочного кабеля, сечение сварочного кабеля, требования к гибкости кабеля и можна ли удлинять сварочный кабель на инверторе, поговорим про потерю тока. Так, Вы сможете подобрать кабель для сварочного аппарата, которым будет комфортно работать при любой температуре воздуха, а сама электрическая магистраль сможет выдерживать заданые нагрузки.
Часто встречаются ситуации, когда необходимо заменить старый сварочный кабель на новый, либо вместе с инвертором шел слишком короткий или некачественный сварочный кабель, когда бывают случаи, что в комплекте часто идут омедненные кабели или с низким содержанием меди 60-70%. Тогда встает вопрос выбора марки кабеля для сварочного аппарата.
Тогда встает вопрос выбора марки кабеля для сварочного аппарата.
Длина сварочного кабеля может быть разная, она подбирается в каждом конкретном случае отдельно. Некоторые умудряются носить с собой аппарат на плече, это не очень хорошая практика, так как внутри устройства все-таки высокое напряжение. Чаще всего такое практикуют любители, которые не знают, что такое нормальная работа (это когда у тебя один держак в руках и не нужно таскать все оборудование с собой постоянно).
Итак перейдем к основному, поскольку сварочный кабель испытывает повышенные нагрузки как со стороны аппарата, так и от внешних факторов (строительные условия, трение о землю или бетон, нагрев, мороз), то от правильности выбора зависит срок его службы и эффективность. Сперва стоит вникнуть, какие существуют сварочные кабели и в чем их отличия, рассмотрим ниже не полный но основной список:
Сперва стоит вникнуть, какие существуют сварочные кабели и в чем их отличия, рассмотрим ниже не полный но основной список:
- КГ;
- КОГ;
- КГН;
- КГ-ХЛ;
- КГТ;
1.) Кабель КГ: (расшифровуется как «кабель гибкий») — это самый распространенный тип кабеля. Идеально подходит для эксплуатации с постоянным током до 1000 Вт или с переменным до 600 В и частотой не выше 400 Гц. Провод используется для подключения инвертора к сети 220 или 380 В, а также присоединения держателя электродов и зажима массы.
2.) Кабель КОГ: (расшифровуется как «кабель особо гибкий»). В отличие от КГ кабеля, здесь используется более тонкий диаметр жил, поэтому кабель получается особо гибким. В результате радиус поворота у него меньше. Это особенно пригодится при сварке в труднодоступных местах, когда сварщику требуется завести руку с держателем под неудобным углом. Также это практично во время работы на высоте, где нужно наматывать кабель на руку (чтобы легче удерживать) — тогда петли не будут сильно выпирать по сторонам. В отличие от КГ, он рассчитан на пропуск 220 В с частотой 50 Гц.
Также это практично во время работы на высоте, где нужно наматывать кабель на руку (чтобы легче удерживать) — тогда петли не будут сильно выпирать по сторонам. В отличие от КГ, он рассчитан на пропуск 220 В с частотой 50 Гц.
3.) Кабель КГН: (расшифровуется как «кабель гибкий негорючий») — такой сварочный кабель с добавлением в маркировку буквы «Н» означает, что материал негорючий. Изоляционная оболочка выполнена из жаростойкого материала, выдерживающего температуру свыше 200 градусов. Этот провод пригодится, если приходится вести электросварку/резку буквально в условиях возгорания (нужды МЧС, ремонтные бригады на кораблях и т. д.). В бытовой и промышленной областях это практично, когда собираемая конструкция большая, и сварщику нужно перемещаться по только что сваренным участкам для продолжения работы. Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.
4.) Кабель КГ-ХЛ: (расшифровуется как «кабель гибкий хладостойкий») — маркировка этого кабеля содержит буквы «ХЛ», подразумевающие разрешенную эксплуатацию на холоде. Для этого в состав изоляции добавлен специальный каучук. Это позволяет сохранять гибкость при температуре до -60 градусов, поэтому особенно подойдет для работы в условиях холодной погоды и сильных морозов. Если Вам часто приходится вести сварку зимой на улице, то обратите внимание на продукцию с маркировкой КГ-ХЛ.
Для этого в состав изоляции добавлен специальный каучук. Это позволяет сохранять гибкость при температуре до -60 градусов, поэтому особенно подойдет для работы в условиях холодной погоды и сильных морозов. Если Вам часто приходится вести сварку зимой на улице, то обратите внимание на продукцию с маркировкой КГ-ХЛ.
5.) Кабель КГТ: (расшифровуется как «кабель гибкий тропический») — даный тип кабеля выдерживает температуру воздуха до +85 градусов, что является оптимальным решением для эксплуатации в жаркой среде. Изоляция активно сопротивляется грибкам и плесени, и кабель подойдет для работы во влажных теплых условиях.
И теперь акцентируя внимание на двух основных сварочных кабелях в выборе которые наиболее пользуются спросом и надежностью, (если без дополнительной специфики), то это КГ и КОГ.
Разница между сварочным кабелем КГ и КОГ. Визуально конструкция сварочного одножильного кабеля КГ и КОГ похожа и разницы между ними казалось бы нет:
Кабель КГ и КОГ конструкция:
— Многопроволочная медная жила, т. е. состоящая из отдельных проволочек.
е. состоящая из отдельных проволочек.
— Синтетическая плёнка по жиле (визуально похоже на полиэтилен, целлофан).
— Резиновая изоляция
— Резиновая оболочка
— В кабеле КОГ возможно наложение общей изоляционно-защитной оболочки с большей толщиной (не менее 2-3 мм)
Тем не менее отличия между сварочными кабелями КГ и КОГ есть и весьма существенны, и это класс гибкости:
Сварочный кабель КГ имеет 5-ый класс гибкости, а КОГ – 6-ой. Что это значит?
Это значит, что диаметр проволочек 6-го класса тоньше 5-го класса. Например, у КГ 1х16 диаметр проволочек жилы составляет 0,41 мм, а у КОГ 1х16 – 0,21мм, поэтому КОГ 1х16 гибче и мягче. В связи с этим у КОГ минимальный радиус изгиба меньше, это значит, что его можно больше согнуть под нужным вам углом. Кабель КОГ более гибкий по сравнению с кабелем КГ.
Вес кабеля:
Вес 1 м кабеля КОГ 1х16 составляет 240 г, вес КГ 1х16 – 310 г. Чем длиннее вы выберете сварочный кабель, тем он более тяжелый. С учетом, что длина сварочного кабеля может достигать 40 м ,то разница составит несколько килограммов.
Чем длиннее вы выберете сварочный кабель, тем он более тяжелый. С учетом, что длина сварочного кабеля может достигать 40 м ,то разница составит несколько килограммов.
Разные параметры напряжения:
Кабель КГ рассчитан до 660 В при напряжении переменного тока (до 400 Гц) вольт, а КОГ — до 220 вольт и 50 Гц.
Теперь после ознакомления характеристик, перейдем к практическому подходу при выборе сварочного кабеля.
Сечение кабеля должно быть подобрано исходя из параметров максимального тока сварочного аппарата.
Необходимо соблюдать «золотое» правило – чем выше сила тока в сварочном аппарате, тем большего сечения кабель следует приобрести. Важно не перестараться, ведь при недостаточном диаметре жил оборудование может попросту не запуститься. При этом слишком толстый сварочный кабель – это лишние расходы и чрезмерная нагрузка для сварщика, который вынужден постоянно перемещаться с проводом.
Для выполнения относительно небольших сварочных задач, особенно это касается бытовых вопросов, достаточно использовать оборудование инверторного типа, которое отличается компактностью и доступной ценой. Параметры сечения кабеля для сварочного инвертора с различными токовыми характеристиками должны быть такими:
Параметры сечения кабеля для сварочного инвертора с различными токовыми характеристиками должны быть такими:
| Сила тока, Ампер | Сечение кабеля, мм² |
| 80-100 | 1х6 |
| 120-150 | 1х10 |
| 150-180 | 1х16 |
| 200-250 | 1х25 |
| 250-300 | 1х50 |
| 330-400 | 1х100 или 11х50 |
| 500-600 | 1х120 или 11х95 |
| 600 | 1х185 и выше |
Более масштабные и сложные работы требуют применения сварочных трансформаторов или инверторов повышенной мощности. Для токовых нагрузок 289 А необходимо выбирать кабель сечением 35 мм2, 350-362 А – 50 мм2.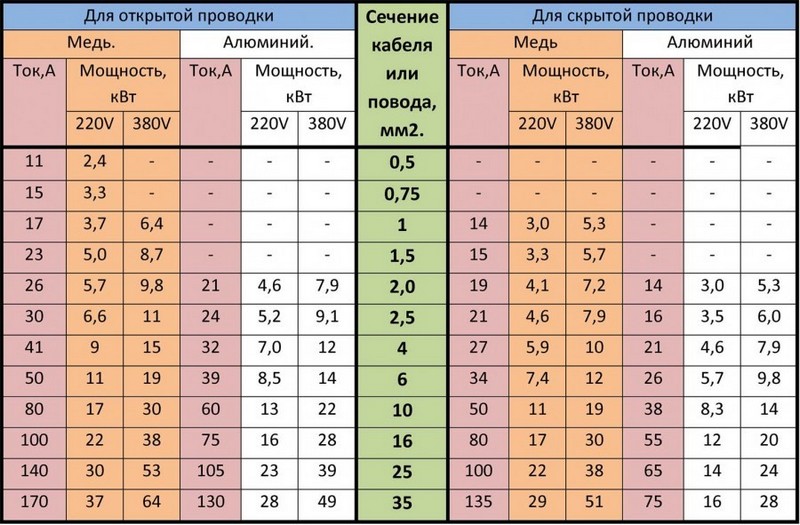 Трансформаторы, способные «выдавать» 437 А требуют 70 мм2 проводов, 522 А – 95 мм2. Для корректной работы сварочных выпрямителей с величиной тока до 600 А необходимы кабеля с сечением 120 мм2.
Трансформаторы, способные «выдавать» 437 А требуют 70 мм2 проводов, 522 А – 95 мм2. Для корректной работы сварочных выпрямителей с величиной тока до 600 А необходимы кабеля с сечением 120 мм2.
ВАЖНО!
Неправильно подобранное сечение кабеля ведет к перегреву кабеля.
Внутри металлического сердечника находятся тонкие проводки, которых может быть от 30 до 1000. Их общее сечение выбирается по мощности аппарата и используемого тока. Например, кабель сечением 1х6 мм² рассчитан на максимальную нагрузку в 11 кВт с силой тока 80-100 А. Но никогда нельзя использовать расчетные значения по максимуму. Оптимально всегда делить их на 2. В итоге, такой провод подойдет для источника питания с потребляемой мощностью 5 кВт. При возрастании силы тока (А), необходимо увеличивать и сечение кабеля.
Если Вы варите «двойкой» (2мм толщина электрода) на токе 80 А, то вполне можете обходиться тонким кабелем 1х6 мм². Но это не позволит применить электрод «тройку» (3мм толщина электрода). Поэтому аппараты требуется комплектовать исходя из возможной максимальной силы сварочного тока. Для бытового инвертора на даче достаточно минимального показателя 1х16 мм². В мастерскую необходимо 1.25 или 1х50 мм². Работа кабелем с меньшим сечением приводит к его перегреву и расплавлению.
Поэтому аппараты требуется комплектовать исходя из возможной максимальной силы сварочного тока. Для бытового инвертора на даче достаточно минимального показателя 1х16 мм². В мастерскую необходимо 1.25 или 1х50 мм². Работа кабелем с меньшим сечением приводит к его перегреву и расплавлению.
Обращайте внимание на изоляцию кабеля, она должна быть достаточной толщины. Например, для кабеля КГ 1х16 толщина изоляции составляет не менее 1,1-1,2 мм с учетом допускаемых отклонений. Изоляции чаще всего выполнена из резины, в руках кабель должен легко гнуться.
ВАЖНО! Еще один из нюансов это потеря тока в сварочных проводах если вы решили удлинить кабель. Итак какой длины можно использовать удлинитель для подключения сварочного аппарата. Формула расчета для сварочных проводов.
Сопротивление отрезка провода:
R – Сопротивление.
L – Длина в метрах.
S – Сечение провода в мм².
P – Удельное сопротивление меди (равное 0.017 Ом умноженное на мм² и разделенное на метры)
Формула выглядит так:
R = P x (L/S)
Пример:
Вы берете удлинитель 30 метров. Сечение кабеля 1,5 мм². Сварочный кабель подключенный к вашему аппарату 7 метров и сечение 25 мм² .
Сечение кабеля 1,5 мм². Сварочный кабель подключенный к вашему аппарату 7 метров и сечение 25 мм² .
Получается R =0.0017 x (30×2/1,5) – 0,68 Ом.
Идем дальше.
U = 0,68 Ом умножаем на 45 (45 это максимальный потребляемый ток, за пример взят аппарат Сварог ARC 250 R112) и получается 30,6 В.
Таким образом мы видим, что если вы используете 30 метровый удлинитель с сечением 1,5 мм² , то к вашему аппарату доходит не 220 В от розетки, а 189,4 В. (220-30,6).
Если вы возьмете удлинитель с более толстым сечением, например 25 мм² , то потеря будет меньше и составит 18,4 В. А это значит, что к аппарату от вашей розетки дойдет 201,6 В. (220-18,4).
Не нужно требовать от аппарата невозможного, если вы подключаете очень длинный удлинитель, вы должны понимать, что будут потери в мощности аппарата.
Давайте рассмотрим еще один пример. В стандартной комплектации практически все производители используют трехметровые сварочные кабели. Люди часто подключают очень длинные сварочные кабели к аппаратам.
Люди часто подключают очень длинные сварочные кабели к аппаратам.
Формула:
R = 0,017 x (7×2/25) = 0,00952 Ом.
Мы берем кабель сварочный длиной 7 метров и умножаем на 2 (ток идет туда и обратно, по этому нужно 7 метров умножать на 2) затем делим на сечение , пусть сечение будет 25 мм². Получаем 0,00952 Ом.
А теперь вторая формула.
Возьмем сварочный ток 210 А² и умножим на 0,00952 Ом. Получаем 420 Вт. Таким образом ваш аппарат потеряет в мощности 420 Вт. Чем толще сечение сварочного кабеля, тем меньше потери. Например взяв 35 мм² сварочный кабель, вы потеряете 300 Вт от мощности.
Важно!
Если вы используете удлинитель, всегда его полностью разматывайте. Если удлинитель собран в бобину, то ухудшаются условия охлаждения, что может привести к возгоранию проводов или их расплавлению, так как потребляемый ток сварочного аппарата выше допустимого тока удлинителя, как правило.
Теперь резюмируя все вышеупомянутое подведем итоги:
— Чем больше удлинитель – тем больше потери.
— Чтобы избежать серьезных потерь – используйте удлинитель с толстым сечением кабеля.
— Чтобы избежать дополнительных потерь при удлинении сварочного кабеля – используйте кабель с как можно более толстым сечением.
Еще один часто задаваемый вопрос. Сколько же будут потери в Амперах, если использовать длинный сварочный кабель? Это очень трудно рассчитать, поскольку свойства сварочного источника определяются в ВАХ (вольт амперная характеристика). Для этого необходимо подключать сварочный аппарат к балластному реостату и замерять Амперы при той или иной длине кабеля. Но на словах можно сказать, что при использовании хорошего сварочного кабеля с правильно подобранным сечением – потери в Амперах будут незаметны. Например кабель до 10 метров с сечением кабеля 25 мм² — вы не ощутите потерь.
Хотите знать больше, быть в курсе всех событий, знать о новинках в ассортименте кабельной продукции МПКА, и получать информацию об уникальности и особенностях той или иной кабельной продукции?
Обязательно подпишитесь на наши страницы в соцсети:
Facebook Instagram
Каким сечением выбрать кабель и автомат для сварочного аппарата?
Выбор сварочного кабеля
Подписка на рассылку
Сварочный кабель используется для соединений при дуговой сварке с применением полуавтоматических или автоматических установок.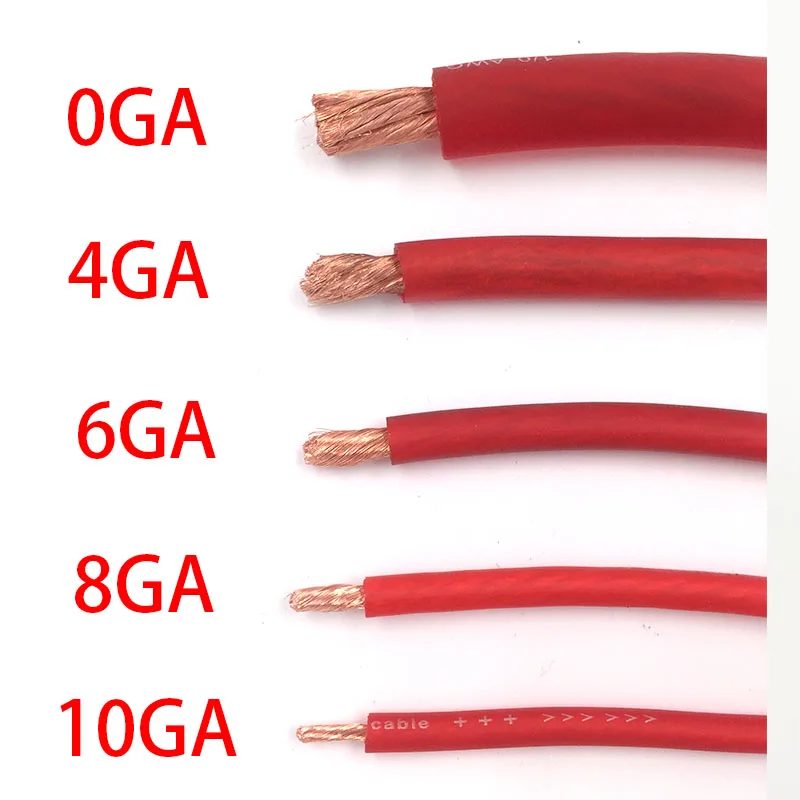 В этой статье мы раскроем базовые классификации сварочных кабелей, критерии выбора и способы подключения их к оборудованию, и можно ли удлинять сварочный кабель на инверторе. Ознакомиться с полным перечнем марок, узнать цену и купить интересующий кабель, вы можете здесь.
В этой статье мы раскроем базовые классификации сварочных кабелей, критерии выбора и способы подключения их к оборудованию, и можно ли удлинять сварочный кабель на инверторе. Ознакомиться с полным перечнем марок, узнать цену и купить интересующий кабель, вы можете здесь.
Виды и назначение сварочного кабеля разных классов
На самом деле выбор кабеля для сварочного инвертора не велик. Самый распространенный вид сварочных кабелей — марка КГ. Данный кабель предназначен для работы в силовых цепях переменного тока, при напряжении до 600 В с частотой до 400 Гц или постоянного до 1000 Вт. Эти параметры обеспечивают возможность применения кабеля КГ как для передачи тока на электродержатель, так и для подключения сварочного аппарата или инвертора к сети.
Какой именно кабель нужен для подключения сварочного инвертора определяют условия эксплуатации. Кабель КГ выпускается для различных макроклиматических районов. Например, для эксплуатации в условиях отрицательных температур Крайнего Севера (до –60 °С) существует специальный кабель КГ-ХЛ.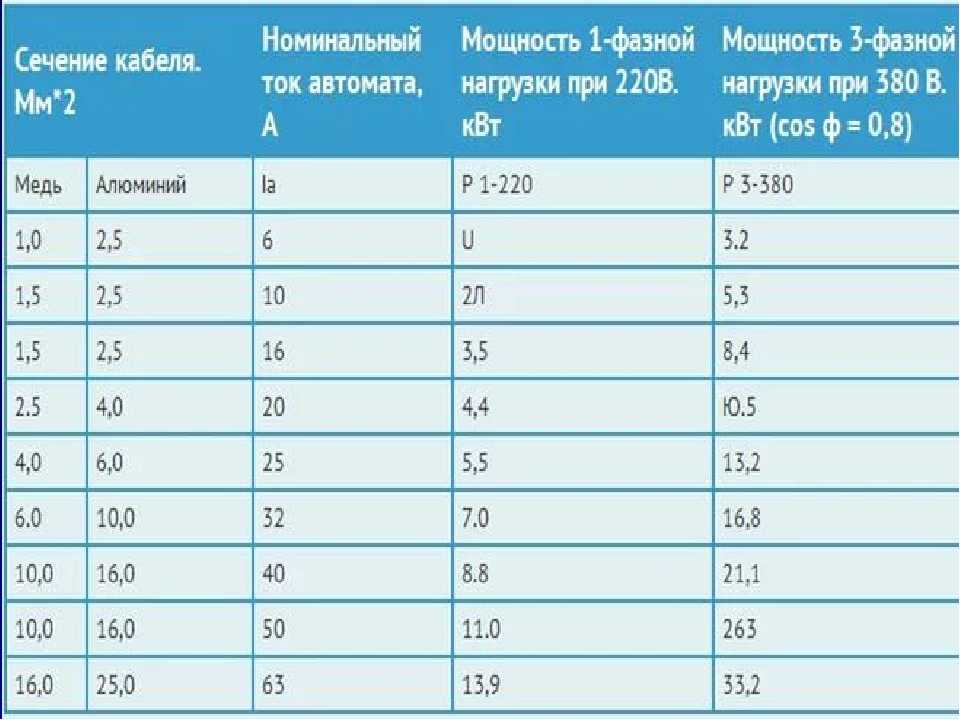 Состав оболочки КГ-ХЛ — холодостойкая резина из эластичного каучука. Для работы в климатических зонах с тропическим жарким климатом применяют кабели КГ-Т. Особенность КГ-Т является устойчивость оболочки к плесневым грибам, которые пагубно влияют на конструкцию кабеля, а также возможность эксплуатации его при температуре окружающей среды до +85 °С.
Состав оболочки КГ-ХЛ — холодостойкая резина из эластичного каучука. Для работы в климатических зонах с тропическим жарким климатом применяют кабели КГ-Т. Особенность КГ-Т является устойчивость оболочки к плесневым грибам, которые пагубно влияют на конструкцию кабеля, а также возможность эксплуатации его при температуре окружающей среды до +85 °С.
Кроме КГ, очень часто применяют кабели с особо гибкой жилой марки КОГ1. Такой кабель позволяют сварщику быстро менять положение, чтобы обеспечить себе максимально удобную точку доступа и равномерный прогрев свариваемых поверхностей.
Также в рабочих зонах с повышенной пожароопасностью часто применяют кабель КГН, оболочка которого не поддерживает процесс горения.
Критерии выбора сварочного кабеля
Назначение сварочного кабеля — подвод электричества от сварочного агрегата или источника питания к зажиму заземления, электродержателю и свариваемой поверхности. Правильно выбранный сварочный кабель — одно из условий бесперебойной работы сварочного аппарата. Выбор кабеля в первую очередь зависит от технических характеристик и потребляемой мощности каждой конкретной модели сварочного аппарата, а также условий окружающей среды, в которых предстоит работать.
Выбор кабеля в первую очередь зависит от технических характеристик и потребляемой мощности каждой конкретной модели сварочного аппарата, а также условий окружающей среды, в которых предстоит работать.
Какое сечение кабеля нужно для сварочного инвертора
Например: к сварочному аппарату с питающим напряжением 220 В, потребляемой мощностью 2,4 кВА (60 %), напряжением холостого тока 44 В с плавной регулировкой до 100 А для подачи питания на электрод можно использовать кабель КГ1х6. КГ1х6 с данным аппаратом совместим по параметрам ресурсов максимальных нагрузок. Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт. КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
Длина кабеля сварочных инверторов играет немалую роль в нормальной работе аппарата. Она должна подбираться так, чтобы избежать потерь силы тока. Универсального удлинителя сварочного кабеля для инвертора нет, поскольку характеристики аппарата индивидуальны и определяются тем, какого качества компоненты использованы при производстве, какой ресурс и запас мощности заложены каждым изготовителем.
Она должна подбираться так, чтобы избежать потерь силы тока. Универсального удлинителя сварочного кабеля для инвертора нет, поскольку характеристики аппарата индивидуальны и определяются тем, какого качества компоненты использованы при производстве, какой ресурс и запас мощности заложены каждым изготовителем.
Классификация сварочных кабелей
Классификация одножильных кабелей основана на области их применения:
- Для бытовых аппаратов с током 100–250 А в большинстве случаев используются кабель КГ сечением от 6 до 35 мм2.
- В случаях необходимости повышенного сварочного тока до 330 А (полупрофессиональное оборудование) применяется КГ 1х50 или КОГ1 1х50.
- Сварочное оборудование, работающее до 500 А, требует применения кабеля 1х120 или КОГ1 1х95.
- Для промышленных аппаратов с максимальным рабочим током до 680 А не обойтись без кабеля 1х185 или КОГ1 1х50.
- Кабели сечением выше 185 мм2 встречаются крайне редко, так как применяются на сверхмощных агрегатах.

Правила подключения и эксплуатации сварочного кабеля
- При подключении кабелей следует знать, что оно осуществляется при помощи припаянных или спрессованных кабельных наконечников.
- Соединения сварочных кабелей при необходимости тоже проводят методом опрессовки, пайки или сварки с обязательной изоляцией соединений.
- Сварочные кабели, как правило, подключаются к силовым разъемам оборудования (+), к электородержателям в обратной полярности (–). Изменение полярности выполняется на основании изменения параметров сварного тока.
- Сварочный кабель рекомендуется подключать без запаса длины, чтобы уменьшить падение мощности тока.
- Запрещается во время эксплуатации с помощью кабеля подтягивать и перемещать сварочный аппарат.
- Недопустимо подключение сварочного кабеля меньшей номинальной мощности, чем выдает сварочный аппарат.
- Приобретая сам кабель, нелишним будет побеспокоиться о покупке барабана, который облегчит передвижение и в разы сократит возможные запутывания проводов, что сильно усложняет и замедляет работу.

Как выбрать кабель для сварочного аппарата и каким должно быть сечение
Требования к кабелю для сварочника
Во-первых, если вы выбираете кабель для подключения зажима массы и держака электродов к сварочному аппарату, нужно учитывать следующие особенности работы:
- Сварочные аппараты любых типов выдают значительные токи – от 10-20 до 400-500А. При этом бытовые сварочные аппараты инверторного типа обычно рассчитаны на 200А с отклонением в 50А в каждую сторону, а промышленные сварочные трансформаторы выдают токи и по 400А.
- Сварщику в работе встречаются самые разнообразные задачи, как простые швы в удобных положениях, так и сварка изделий сложных форм или в труднодоступных местах.
- Помимо разнообразных задач, варить приходится как в очень жарких помещениях, так и зимой на морозе.
- Для транспортировки оборудования кабеля сворачивают.
Отсюда выходит, что кабель должен удовлетворять следующим требованиям:
- Силовой сварочный кабель должен быть гибким, чтобы обеспечить удобство в манипуляции электродом или горелкой для сварочного полуавтомата.
- Проводник должен иметь толстую изоляцию и быть устойчивым к агрессивным средам, ударам и разрывам.
- Для работы на холоде проводник должен быть морозостойким.
- Сварка металлов происходит пониженным напряжением, но высоким током, поэтому есть отдельное требование к сечению проводов для подсоединения электрододержателей и массы. Это значит, что провод должен быть толстым, чтобы минимизировать просадки напряжения и потери.
- Должен выдерживать многократные изгибания и сматывания/разматывания при транспортировке.

Подходящие марки и виды кабеля
Наиболее популярным вариантом для сварочного аппарата является кабель КГ, это гибкий одножильный кабель с многопроволочной жилой в резиновой изоляции. Также популярен и КОГ – с повышенной гибкостью. Есть и специализированный КС, это основные марки проводников которые используются для сварочных работ.
В названии может присутствовать и пометка об исполнении:
- Т – тропическое исполнение, может работать при температуре окружающей среды до +50 (по некоторым источникам 85) градусов Цельсия.
- КХ или ХЛ – морозоустойчивый, работает и при -60 градусов Цельсия.

А также приставка П – дополнительная оболочка жилы из полимерных материалов.
Цифры в маркировке говорят о количестве жил и их сечении, например: КГ 1х16 говорит, о том, что он состоит из 1 жилы с площадью поперечного сечения в 16 кв. мм.
Выбор сечения и длины
Сечение кабеля для сварочного аппарата подбирается исходя из тока. Для примерной оценки необходимого сечения мы подготовили таблицу:
| Сечение, кв. мм | Ток, А |
| 1х6 | 80-100 |
| 1х10 | 120 |
| 1х16 | 189 |
| 1х25 | 240 |
| 1х35 | 289 |
| 1х50 | 362 |
| 1х70 | 437 |
| 1х95 | 522 |
Длина кабеля – предмет споров многих мастеров. При увеличении длины, при неизменном сечении возрастает его сопротивление, а также индуктивность. Если выбрать слишком длинный кабель, то не придется сматывать в катушку при сварке вблизи сварочного аппарата, но если выбрать короткий – придется постоянно перемещать сварочник.
При увеличении длины, при неизменном сечении возрастает его сопротивление, а также индуктивность. Если выбрать слишком длинный кабель, то не придется сматывать в катушку при сварке вблизи сварочного аппарата, но если выбрать короткий – придется постоянно перемещать сварочник.
С другой стороны, если вы не варите на производстве большие объемы, то оптимальной будет длина сварочного кабеля в 5-10 метров, а аппарат подключить к сети через удлинитель. Тем более, что любительские аппараты инверторного типа, которые чаще остальных используются в последнее время, достаточно компактны и легки, поэтому их переноска не вызовет особых трудностей.
Если всё же вам нужно удлинить имеющийся провод – лучше всего подойдут гильзы.
Кабель для подключения сварочника к сети
Кроме подключения электрода и массы к сварочному аппарату, нужен еще и кабель для подключения сварочника к питающей электросети. Независимо от того, какой тип аппарата, инвертор или трансформатор, сварочный ток достигает сотен ампер, а вот питающий ток гораздо ниже. Может достигать порядка 30-50 Ампер, в зависимости от мощности сварочника.
Может достигать порядка 30-50 Ампер, в зависимости от мощности сварочника.
Поэтому для его питания не нужен настолько толстый кабель, как для электрододержателя. Его рассчитывают в зависимости от расстояния от точки подключения до электросети. Если у вас однофазный бытовой аппарат инверторного типа на 220, или двухфазный на 380В трансформатор – то подойдет медный проводник с сечением жил в 2,5-4 кв, мм. По количеству жил используют двухжильный кабель, если на объекте нет заземления и трёхжильный, если вы подключаетесь к заземленной розетке.
Для удобства, достаточно сетевого кабеля длиной 3-5 метров, а для переноски по территории объекта использовать переноску, сечение которой от 2,5 кв. мм, если длина переноски 10-20м. Для уверенной работы аппарата от более длинной переноски, например 40-60 метров, лучше взять кабель с сечением в 4 кв. мм.
Если вы собираетесь пользоваться длинной переноской, то лучше купить удлинитель с катушкой, тогда кабель не будет путаться под ногами и прослужит дольше. Однако в катушке он будет плохо охлаждаться, чтобы он не перегревался, лучше взять сечение с запасом.
Однако в катушке он будет плохо охлаждаться, чтобы он не перегревался, лучше взять сечение с запасом.
Для промышленных трёхфазных аппаратов на 380В используют четырёхжильные медные кабеля сечением от 4-6 кв. мм, или алюминиевые – сечением от 16 кв. мм. Не забудьте проверить правильность подключения и направления вращения вентилятора охлаждения, если он присутствует.
Правила эксплуатации
Вместо заключения расскажем о том, как правильно выбрать и эксплуатировать сварочный кабель:
- Подключать провода к сварочному аппарату нужно кабельными наконечниками, их опрессовывают или паяют.
- Для удлинения и стыковки нескольких отрезков используют гильзы или другой метод соединения, кроме скрутки.
- В сварочных инверторах обычно провода подключаются с помощью байонетных разъёмов. Это нужно учесть и заблаговременно купить, иначе вы не сможете использовать кабель с таким сварочным аппаратом. С их помощью можно быстро сменить полярность тока.
- Не покупайте провода слишком большой длины и сечения, если вы не собираетесь использовать весь его потенциал. Это приведет к излишней массе проводников и затруднениям в работе.
- Не подтягивайте поближе к себе сварочник за кабеля, чтобы их не повредить.
- Не превышайте допустимый ток через провода.
- Удлинитель с катушкой станет незаменимым при частом перемещении сварщика по объекту.
 Это приведет к излишней массе проводников и затруднениям в работе.
Это приведет к излишней массе проводников и затруднениям в работе.Теперь вы знаете, как выбрать кабель для сварочного аппарата по сечению, марке и длине. Напоследок рекомендуем просмотреть полезное видео по теме статьи:
Полезное по теме:
Сечение сварочных кабелей
Раздел: Без рубрики
Сварочные кабели применяются для соединения оборудования с электрической сетью, а также с электрододержателем и клеммами массы. Поскольку провода выполняют такую важную функцию, как передача значительных величин тока, то к ним предъявляются строгие требования и высокие нормы безопасности.
Требования к кабелям
Главные требования и нормы, предъявляемые к проводникам:
- эксплуатация проводов осуществляется в различных условиях, поэтому они должны обладать устойчивостью к ударам, разрывам и агрессивным химическим средам;
- хранение шнуров осуществляется в смотанном виде, поэтому провод должен выдерживать многократные сматывания и разматывания;
- сечение кабеля для сварочного аппарата должно выдерживать токовую нагрузку оборудования. Поэтому очень важно правильно подбирать сечение провода. Именно данной теме будет посвящена наша статья.
 Поэтому очень важно правильно подбирать сечение провода. Именно данной теме будет посвящена наша статья.
Поэтому очень важно правильно подбирать сечение провода. Именно данной теме будет посвящена наша статья.Виды и маркировка
Российские и зарубежные производители предлагают достаточно широкий выбор кабелей, отличающихся между собой техническими характеристиками. К основным типам проводников относят следующие:
- одножильные провода применяются для оснащения переносных агрегатов, жила выполнена из меди или ее сплавов; самая популярная марка, сечение которой варьируется в значительных величинах – КГ, часто используется исполнителями КОГ;
- провода с двумя жилами и более имеют более широкое применение, они используются не только для различных видов сварки: дуговая, импульсная, автоматическая, но и для резки; более подробная информация представлена здесь.
Маркировка проводов для сварки осуществляется посредством сочетания буквенных и числовых обозначений: КС – кабель сварочный, цифры обозначают количество жил.
Кроме этого, производители выпускают проводники для применения в особых климатических условиях: кабели с обозначением Т – тропический, устойчивы к температурам до +50°С; КХ – подразумевает стойкость к холоду, к температурам до -60°С. Проводники без подобных обозначений предназначены для умеренных температур окружающей среды.
Сечение
Для безопасного выполнения работ, а также для исключения возможности поломки оборудования, следует правильно выбирать сечение кабеля для сварки.
Очень важно правильно соотнести два параметра: сечение и токи сварочного кабеля, так как они тесно связаны. Таким образом, каждому исполнителю важно знать, какое сечение сварочного кабеля следует выбирать при работе с различными токовыми нагрузками.
Выбор сечения
Расчет сечения сварочного кабеля по току является наиболее простым и быстрым способом подобрать оптимальный вариант проводника.
Многие исполнители располагают сварочным оборудованием инверторного типа. Его многочисленные технические достоинства и доступная стоимость делают данное оснащение популярным. Поэтому следует определить сечение сварочного кабеля для инвертора.
Его многочисленные технические достоинства и доступная стоимость делают данное оснащение популярным. Поэтому следует определить сечение сварочного кабеля для инвертора.
Для проведения работы в домашних условиях исполнители используют агрегаты, максимальная величина тока которых составляет порядка 180-200 А. Рассмотрим далее более подробно сварочный кабель для инвертора, какое сечение необходимо для определенных величин тока.
- Сечение кабеля для инверторного сварочного аппарата, выдающего максимальный ток в 80-100 А, должно составлять 6 мм2.
- Для аппаратов с выдаваемым максимальным током в 120 А предназначен провод с сечением в 10 мм2.
- Сварочный кабель сечение 16 мм2 предназначен для инверторов, которые поддерживают максимальный ток до 180 А.
- Востребован у сварщиков сварочный кабель на 200 Ампер, сечение составляет 25 мм2.
- Сварочный кабель сечение 35 мм2 выдерживает ток в 289 А, поэтому, чаще всего, он используется для оснащения трансформаторов. Однако, производителями предлагаются инверторы, которые способны выдавать ток до 300 А. В подобных случаях следует применять сварочный кабель сечение 50 мм2.

Для выполнения работ на профессиональном уровне в большинстве случаев используются уже упоминаемые ранее трансформаторы. Очень важным фактором является определенность в том, какое сечение кабеля нужно для сварочного аппарата подобного типа.
Оборудование трансформаторного типа способно выдавать ток до 500 А. Поэтому для данного оснащения следует использовать провода с сечением в 70 и 95 мм2. Первый способен проводить до 437 А, второй – до 522 А.
Сварочные выпрямители выдают ток, величина которого может достигать 600 А. Поэтому исполнителям с оснащением такого типа следует обратить внимание на провода с сечением в 120 мм2.
Поэтому исполнителям с оснащением такого типа следует обратить внимание на провода с сечением в 120 мм2.
Таблица сечений сварочного кабеля и токовых нагрузок для проводов позволяет узнать оптимальный вариант проводника для оснащения всего необходимого оборудования: инверторы, трансформаторы, выпрямители, держак, клеммы массы.
Определив два важных параметра: максимальная величина тока и сечение провода, можно рассчитать другую важную характеристику – длина кабеля. Более подробная информация здесь.
Данная статья поможет любому исполнителю определить, какого сечения должен быть сварочный кабель при определенных величинах тока.
Кабель для сварочного аппарата: марки, характеристики, как выбрать
Нередко кабели, поставляемые вместе со сварочными аппаратами, короткие и имеют алюминиевый сердечник, который быстро перегревается. Чтобы укомплектовать свой инвертор надежными шнурами для электрододержателя и зажима массы, нужно разобраться, какие марки сварочного провода бывают, и на что обращать внимание при выборе. Так, Вы сможете подобрать кабель для сварочного аппарата, которым будет комфортно работать при любой температуре воздуха, а сама электрическая магистраль сможет выдерживать оказываемые нагрузки.
Так, Вы сможете подобрать кабель для сварочного аппарата, которым будет комфортно работать при любой температуре воздуха, а сама электрическая магистраль сможет выдерживать оказываемые нагрузки.
Марки сварочного кабеля и их характеристики
Поскольку сварочный кабель испытывает повышенные нагрузки как со стороны аппарата, так и от внешних факторов (строительные условия, трение о землю или бетон, нагрев, мороз), то от правильности выбора зависит срок его службы и эффективность. Сперва вникнем, какие существуют сварочные кабели и в чем их отличия.
Это самый распространенный тип кабеля, который расшифровывается как «кабель гибкий». Он подходит для эксплуатации с постоянным током до 1000 Вт или с переменным до 600 В и частотой не выше 400 Гц. Провод используется для подключения инвертора к сети 220 или 380 В, а также присоединения держателя электродов и зажима массы.
Cварочный кабель КГ.
В отличие от предыдущего кабеля, здесь используется более тонкий диаметр жил, поэтому шнур получается особо гибким. В результате радиус поворота у него меньше. Это особенно пригодится при сварке в труднодоступных местах, когда сварщику требуется завести руку с держателем под непривычным углом. Еще это практично во время работы на высоте, где принято наматывать кабель на руку (чтобы легче удерживать) — тогда петли не будут сильно выпирать по сторонам. В отличие от КГ, он рассчитан на пропуск 220 В с частотой 50 Гц.
В результате радиус поворота у него меньше. Это особенно пригодится при сварке в труднодоступных местах, когда сварщику требуется завести руку с держателем под непривычным углом. Еще это практично во время работы на высоте, где принято наматывать кабель на руку (чтобы легче удерживать) — тогда петли не будут сильно выпирать по сторонам. В отличие от КГ, он рассчитан на пропуск 220 В с частотой 50 Гц.
Сварочный кабель КОГ1.
Такой сварочный кабель с добавлением в маркировку буквы «Н» означает, что материал негорючий. Изоляционная оболочка выполнена из жаростойкого покрытия, выдерживающего температуру свыше 200 градусов. Этот провод пригодится, если приходится вести электросварку/резку буквально в условиях возгорания (нужды МЧС, ремонтные бригады на кораблях и т. д.). В бытовой и промышленной областях это практично, когда собираемая конструкция большая, и сварщику нужно перемещаться по только что сваренным участкам для продолжения работы. Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.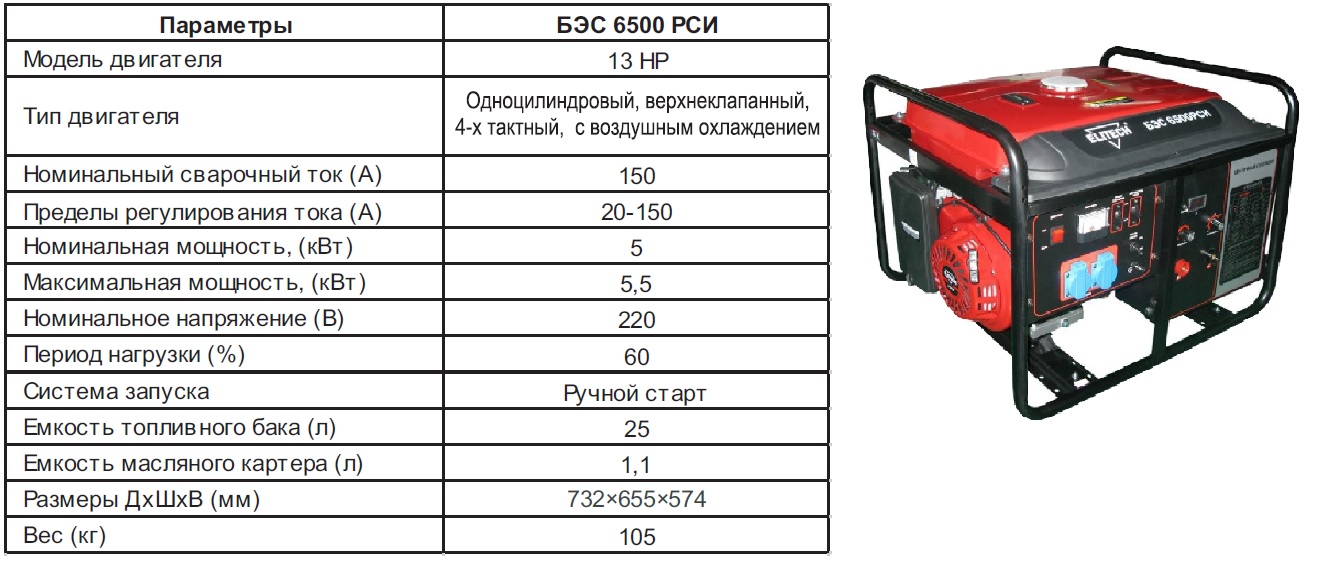
Индекс этого товара содержит буквы «ХЛ», подразумевающие разрешенную эксплуатацию на холоде. Для этого в состав добавлен специальный каучук. Он сохраняет гибкость при температуре до -60 градусов, поэтому особенно подойдет для работы в условиях крайнего Севера. Если Вам часто приходится вести сварку зимой на улице, то обратите внимание на продукцию с маркировкой КГ-ХЛ.
Сварочный кабель КГ-ХЛ.
Это тип кабеля, где вместо жилы применяется спиралевидная трубка. Он рассчитан на пропуск внутри себя проволоки, для замыкания цепи и возбуждения электрической дуги. Проволока может быть как цельной, так и трубчатой, с флюсом внутри. Применяется кабель для сварки полуавтоматом. Цена кабеля зависит от внутреннего диаметра. Но полая конструкция содействует сокращению срока службы до 1.5 года. Такая электромагистраль способна передавать напряжение 42/48 В независимо от типа тока (переменный или постоянный). Применять низковольтную линию получится при температуре до -10 градусов.
Сварочный кабель КПЭС.
Кабель с обозначением КВС подразумевает наличие в изоляции полихлорвинила. Такая оболочка более устойчива к истиранию и подходит в случаях, когда сварщику требуется часто перемещаться, волоча кабель по полу. Изоляция поможет сохранить сердечник от оголения. Кабель выдерживает стабильную передачу напряжения 127-220 В. Температурный диапазон составляет -40. +40 градусов. Но ПВХ не имеет такой гибкости как каучук, поэтому для электродержателя он не подходит. Чаще всего провод ПВХ используют для подключения сварочного аппарат к розетке.
Сварочный кабель КВС.
Этот тип кабеля выдерживает температуру воздуха до +85 градусов, поэтому оптимален для эксплуатации в жаркой среде. Покрытие активно сопротивляется грибкам и плесени, и кабель подойдет для работы во влажных теплых условиях.
Как выбрать сварочный кабель
Разобравшись в маркировке товаров, перейдем к практичным советам по выбору. Сварочный кабель должен соответствовать аппарату, с которым он будет взаимодействовать. Существуют и другие параметры, подбираемые исходя из предстоящих задач по сварке.
Существуют и другие параметры, подбираемые исходя из предстоящих задач по сварке.
Какой должна быть жила сварочного кабеля
Сварочный кабель, присоединяемый от аппарата к держателю и массе, может быть одножильным (например, 1х16). Первая цифра означает, что в разрезе у него сердечник общий, не разделенный на две или три изолированные линии под единой оболочкой. Такое исполнение уменьшает нагрев и содействует ускоренной передаче напряжения от источника к держателю.
Одножильный сварочный кабель.
Многожильные кабеля обозначаются 11х30, где первая цифра указывает на наличие 11 раздельных жил. Такое исполнение применяется на промышленных установках, использующих напряжение 500 А и выше.
Многожильный сварочный кабель.
Сама жила бывает алюминиевой или медной. В магазинах чаще всего комплектуют сварочные аппараты алюминиевыми кабелями, поскольку они дешевле. Этого достаточно для начинающего сварщика или редкого использования инвертора.
Алюминиевый сварочный кабель.
Профессионалы же всегда устанавливают медные кабели, поскольку у них удельное сопротивление в 7 раз меньше, чем у алюминия. В результате потери тока сокращаются. Еще медь лучше гнется и меньше греется.
Медный сварочный кабель.
Китайский дешевый кабель может называться медным, но содержать Cu не более 70%. Это легко заметить по тусклому цвету жилы в разрезе. Для бытовых нужд товар подойдет, а вот для производства лучше от него отказаться.
Сечение сварочного кабеля
Внутри металлического сердечника находятся тонкие проводки, которых может быть от 30 до 1000. Их общее сечение выбирается по мощности аппарата и используемого тока. Например, кабель сечением 1х6 мм² рассчитан на максимальную нагрузку в 11 кВт с силой тока 80-100 А. Но никогда нельзя использовать расчетные значения по максимуму. Оптимально всегда делить их на 2. В итоге, такой провод подойдет для источника питания с потребляемой мощностью 5 кВт. При возрастании силы тока (А), необходимо увеличивать и сечение кабеля, иначе это все-равно, что пытаться заправлять автомобиль на АЗС через соломинку — суженный проход будет снижать производительность.
Чтобы не было потерь сварочного тока, сечение выбирают исходя из выдаваемой мощности аппарата по этой таблице.
| Сила тока, А | Сечение кабеля, мм² |
|---|---|
| 80-100 | 1х6 |
| 120-150 | 1х10 |
| 150-180 | 1х16 |
| 200-250 | 1х25 |
| 250-300 | 1х50 |
| 330-400 | 1х100 или 11х50 |
| 500-600 | 1х120, 11х95 |
| 600 | 1х185 и выше |
Если Вы варите «двоечкой» на токе 80 А, то вполне можете обходиться тонким кабелем 1х6 мм². Но это не позволит применить электрод «тройку». Поэтому аппараты требуется комплектовать исходя из возможной максимальной силы сварочного тока. Для бытового инвертора на даче достаточно минимального показателя 1х16 мм². В мастерскую необходимо 1.25 или 1х50 мм². Работа кабелем с меньшим сечением приводит к его перегреву и расплавлению.
Требования к гибкости кабеля
Для сварки требуется кабель с гибкостью не ниже 4-го класса. Более жесткие провода будут выкручивать руки сварщику, их труднее сматывать для транспортировки, неудобно манипулировать держателем при ведении шва в потолочном или вертикальном положении.
Шнур с обозначением КГ относится к 5-му классу гибкости. У него диаметр «волоска» составляет 0.41 мм. Товары с маркировкой КОГ относятся к 6-му классу. Повышенная гибкость достигается за счет диаметра «волоска» 0.21 мм.
Изоляция кабеля
Оболочка кабеля изготавливается согласно ГОСТ 23286-78. Изоляция не должна быть тоньше 1.1-1.2 мм, чтобы надежно защищать токоведущую часть от оголения. Выпускают наружную обмотку из резины с добавлением различных компонентов. На ощупь она должна быть мягкой и гибкой. Класс изоляции обозначается буквами и указывает на максимальную температуру нагрева, которую способна выдержать оболочка.
Например: индекс F подразумевает 150 градусов, а Н — 180.

Длина сварочного кабеля и можно ли его увеличивать
Длина сварочного кабеля влияет на удобство перемещения сварщика, когда работы ведутся вдоль длинной конструкции (например забора) или на высоте. Тогда аппарат можно реже переставлять, и передвигаться только с держателем в руке. Для стационарной деятельности достаточно 2 метров на массу и 3 метра на держатель. Для цеха лучше купить на электрододержатель 5 метров.
Но удлинять кабеля по своему произволу нельзя. Увеличение длины повышает сопротивление, а значит сила тока будет снижаться.
Максимальная длина рассчитывается по формуле:
Максимальный сварочный ток деленный на 100 = множитель.
Например, аппарат с показателем 160 А:100=1.6.
Сечение существующего кабеля нужно разделить на полученный множитель. Имеем кабель 1х25 мм². Если 25 разделить на 1.6, то получим 15 метров. Это максимальная длина, которую требуется разбить на массу и держатель, например 10 и 5 м. Если использовать кабель 20 м, то сила тока из аппарата 160 А понизится до 120 А. Каждое увеличение длины добавляет и вес, что сказывается на удобстве транспортировки.
Если использовать кабель 20 м, то сила тока из аппарата 160 А понизится до 120 А. Каждое увеличение длины добавляет и вес, что сказывается на удобстве транспортировки.
Чтобы дорастить кабель, применяют медную опрессовку. Это обеспечивает плотный контакт и отсутствие перегрева. Скрутки не допускаются, поскольку создают дополнительное сопротивление.
Пример соединения кабеля опрессовкой.
Применяя эти советы получится выбрать сварочный кабель, точно соответствующий мощности аппарата и предстоящим задачам.
Как выбрать сварочный кабель самостоятельно. Характеристики, требования, марки и таблицы.
Приветствую уважаемые коллеги, сегодня хотелось бы поговорить о том, какой выбрать сварочный кабель для сварочного аппарата. И это хорошая затея, ведь не все понимают на сколько это важно.
Основной задачей кабеля является доставка электрической энергии до электрода или сварочной проволоки, с последующим возбуждением сварочной дуги и выполнения сварочных задач.
Выдвигаемые к кабелям требования
Так как, кабель неотъемлемая часть сварочного оборудования, к нему предъявляется ряд требований, соответствовать которым просто необходимо.
- Минимальные потери напряжения
Это значит, что наш сварочный кабель обязан доставить к месту непосредственной сварки рабочее напряжение такое, которое нам необходимо. Для этого кабель должен обладать минимальный сопротивление, а значит, быть медным, так как медь обладает наилучшей проводимостью тока. Соответственно есть вероятность нагрева кабеля с последующим возгоранием. Для решения этой опасности необходимо выбирать правильное сечение(толщину) кабеля.
- Высокая износостойкость
Из названия понятно, что изоляция кабеля и внутренний проводник должны обладать высокой стойкостью к износу. Что значит выдерживать трение о поверхность пола и не стираться, выдерживать частые перегибы или даже удары падающих объектов. Для достижения этих целей, изоляцию кабеля изготавливают из специальной, высокопрочной резины, а проводник из множества мелких как волос медных волокон скрученных в одно.
Для достижения этих целей, изоляцию кабеля изготавливают из специальной, высокопрочной резины, а проводник из множества мелких как волос медных волокон скрученных в одно.
- Гибкость и мобильность
Как правило, каждый сварщик сталкивается с постоянным перемещением во время работы. А так же, работает в разных положениях, за частую в довольно неудобных или даже экстремальных. Что бы все это происходило безопасно, кабель должен обладать высокой гибкость, что бы легко огибать необходимые элементы конструкций, а так же, быть максимально легким, что бы сварщику было комфортне с ним работать.
- Соответствие климатическим условиям
Сварочные работы необходимы по всему земному шару. Необходимо, что бы сварочные кабеля чувствовали себя уверенно и в среде высоких природных температур, экстремально низких температур, в средах с повышенной влажностью и подобных.
Этим, основным требованиям должны соответствовать одножильные и многожильные сварочные кабеля в 21 веке.
Марки сварочных кабелей
В связи с различием рабочих условий, существуют разные кабеля для сварки. Различать их можно с помощью специальной маркировки. Давайте разберемся более детально.
Гибкий Кабель — так расшифровывается данная маркировка. Самый используемый сварщиками кабель. Кабель отличается своей универсальностью и неплохими прочностными показателями. Более того, весят такие кабели в сравнении не много. Сечение такого кабеля бывает от 16 мм в квадрате до 95.
Менее универсальный и менее прочный кабель данной марки. Как правило его используют для работы в труднодоступных местах и неудобных положениях, так как кабель КОГ1 обладает повышенной гибкостью. По весу не сильно отличается от ГК.
Аналог кабеля ГК, но еще и негорючий, об этом сообщает добавочная буква «Н» в маркировке. Очень полезный кабель в специальных сварочных, спасательных и ремонтных бригадах. Такой кабель готов выдержать температуру аж в 200 градусов по цельсию. Так же, такой кабель полезный для сварки конструкций, где велик риск соприкосновения кабеля с только что проваренными участками, будьте спокойны, кабель КГН не начнет плавиться или дымиться.
Так же, такой кабель полезный для сварки конструкций, где велик риск соприкосновения кабеля с только что проваренными участками, будьте спокойны, кабель КГН не начнет плавиться или дымиться.
Широко используется сварщиками в условиях севера. Так как данный кабель остается максимально гибким и при такой низкой температуре как -60 градусов цельсии. Все по тому, что в составе изоляции используется каучук, он та и сохраняет свою изначальную гибкость в условиях низких температур.
Кабель для сварочных полуавтоматов. В центре такого кабеля используется спиралевидная трубка, необходимая для того, что бы пропускать через себя сварочную проволоку различного диаметра. Такие кабеля используются при отрицательных температурах до -10 градусов по цельсию.
Данный кабель актуально использовать в жарких и влажных тропических условиях. Он уверенно переносит постоянное воздействие внешней температуры в 85 градусов по цельсию.
Только что, мы узнали о существовании различий в маркировке сварочных кабелей.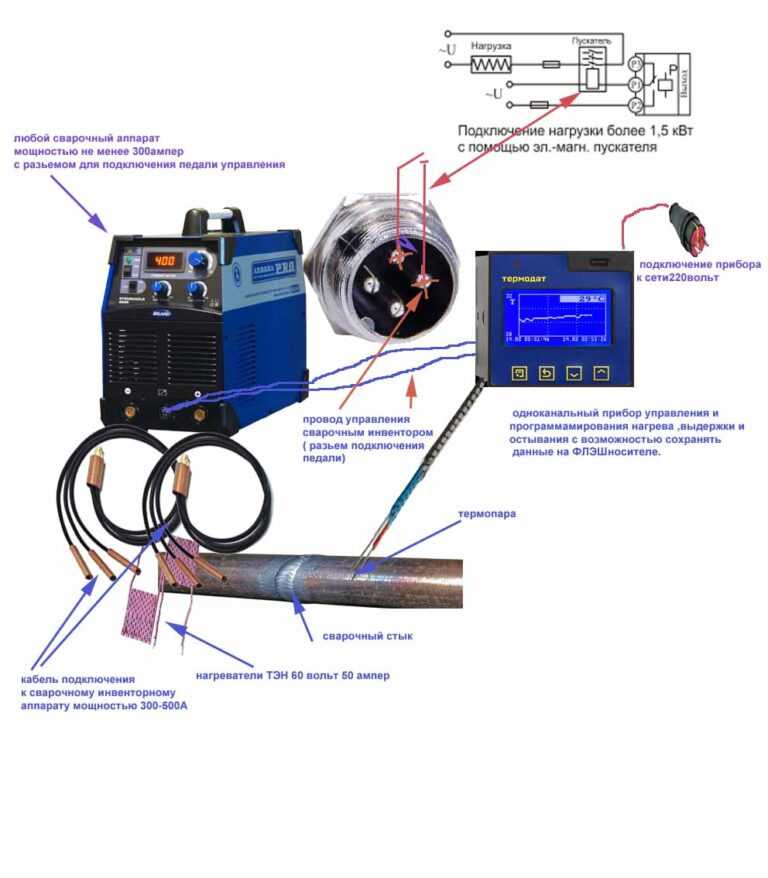 Даже с этой информацией можно начинать делать выбор.
Даже с этой информацией можно начинать делать выбор.
А вот что нам предлагает Яндекс.Маркет — тык.
Как выбрать сварочный кабель самостоятельно
Плавно переходим к главному вопросу — как выбрать сварочный кабель самостоятельно. С нашими советами каждый сможет сделать правильный выбор.
Выбор сварочного кабеля происходит непосредственно под аппарат, с которым он будет эксплуатироваться. А это значит нам должно быть известно максимальное напряжение, который может выдать сварочный аппарат. Есть и другие критерии выбора, давайте разбираться по порядку.
Непосредственный проводник
Выбор сварочного кабеля начинается с определения необходимого проводника в нем. Они могут быть медными или алюминиевыми. Для сварщиков-новичков оптимальным вариантом является кабель с алюминиевым проводником, так как в этом случае сварка происходит не так интенсивно, а такие кабеля стоят гораздо дешевле.
Профессионалам лучше делать выбор в сторону медного проводника, все по тому, что кабель с медным проводником имеет в семь раз меньшее сопротивление в сравнение с алюминиевым, а значит будет меньше греться, а потери рабочего напряжения будут минимальными или не будет вообще. Более того, медь более гибкая, а это уже речь об комфортабельности и эффективности выполнения работ.
Более того, медь более гибкая, а это уже речь об комфортабельности и эффективности выполнения работ.
Проводники могут быть одножильными или многожильными. Как правило, многожильные кабеля используются в промышленных масштабах, так как нагрузки и напряжение там гораздо выше. Сколько жил в кабеле говорится в маркировке, например 1×25. Цифра 1 указывает на наличие одной жилы, а когда указанно, к примеру 11×30, соответственно 11 жил в кабеле.
Многожильные и одножильные сварочные кабеля
Сечение проводника
Не все знают о том, что при возрастании напряжения в сварочной цепи необходимо использовать соответствующий кабель с необходимым сечением. Чем больше ампер вы используете, тем больше должно быть сечение сварочного проводника.
Проще рассмотреть таблицу ниже, где все станет ясно даже новичкам.
Таблица сечений сварочного кабеля
| Сила тока в Амперах | Сечение кабеля в мм квадратных |
| 80-100 | 1×16 |
| 120-150 | 1×10 |
| 150-180 | 1×16 |
| 200-250 | 1×25 |
| 250-300 | 1×50 |
| 330-400 | 1×100; 11×50 |
| 500-600 | 1×120; 11×95 |
Самый распространенный кабель для бытовых нужд с сечением равным 1×16. Для того что бы постоянно заниматься изготовлением металлических конструкций и выполнять сварку на заказ необходим кабель посерьезнее, 1×25 или 1×50.
Для того что бы постоянно заниматься изготовлением металлических конструкций и выполнять сварку на заказ необходим кабель посерьезнее, 1×25 или 1×50.
Изоляция
Задавая вопрос, какой выбрать сварочный кабель не забудьте обратить внимание на внешнюю изоляцию. Она должна быть более гибкой и иметь толщину не менее 1.1 мм.
Обратите внимание, в маркировке так же указывается температура, которую способен выдержать кабель. F — 150, H 180 градусов по цельсию.
Длина
Оптимальная длина должна подбираться от видов основных работ. Если к примеру, в занимаетесь изготовлением и монтажем заборов, стоило бы рассмотреть кабель по длиннее, что бы не переносить пролет за пролетом сварочный аппарат. Если речь идет о стационарной работе, то достаточно будет 3-5 метров и от 2 метров на кабель массы. Главное помнить о том, что с увеличением длины кабеля, увеличивается и сопротивление, что как правило приводит к расплавлению изоляционного слоя и замыкания цепи на токопроводящие объекты.
Существует универсальная формула для вычисления оптимальной длины кабеля.
В формуле используется — максимальный ток выдаваемый аппаратом, к примеру 230А, его необходимо разделить на 100, так мы получим число для вычисления оптимальной длины кабеля.
Живой пример:
230А:100=2.3
У нас имеется соответствующий мощности аппарата кабель 1×25.
Значит, 25 делим на 2.3 и получаем 11 метров кабеля. Их необходимо разделить с массой и электрододержателем. Например 3 метра на массу и 7 на держак. Если мы решим увеличить кабель больше чем получилось при вычислении, то наша максимальная мощность существенно понизится.
Все просто, не так ли?
А что если мы хотим увеличить(нарастить) существующий кабель. Читаем дальше…
Удлиняем сварочный кабель
Удлиняем сварочный кабель с осторожностью и пониманием того, что это нужно сделать правильно. Во первых, не в коем случае не стоит применять скрутку, это увеличит сопротивление, и повысит шансы на нагрев. Во-вторых, используйте специальную медную опрессовку -таким образом мы получим максимально возможное идеальное соединение.
Во-вторых, используйте специальную медную опрессовку -таким образом мы получим максимально возможное идеальное соединение.
Заключение
Воспользовавшись нашей статьей, у вас появляются все шансы подобрать сварочный кабель тот, который отлично подойдет к вашему аппарату, виду работы и условиям в которых они будут производиться.
Небольшая просьба в нашим читателям, не оставайтесь равнодушным и поделитесь ссылкой на эту страницу в социальных сетях, оптимальный вариант отблагодарить автора! Спасибо!
Какой размер провода для удлинителей сварочного аппарата? 120 В/240 В
Выдергивание удлинителя для большинства электроприборов — это то, что вы обычно делаете, когда вилка находится слишком далеко.
Но не так быстро, если использовать удлинитель со сварочным аппаратом. Сварщики потребляют большое количество тока.
Используйте шнур из тонкой проволоки, и вы рискуете возгоранием, срабатыванием автоматических выключателей, повреждением сварочного аппарата и даже повреждением проводов, автоматических выключателей и розетки, подающей ток.
Собираете ли вы или покупаете удлинитель для сварочного аппарата, вы должны использовать провод правильного размера, чтобы выдержать нагрузку.
Размер удлинителя сварочного аппарата
Размер или сечение необходимой проволоки напрямую зависит от напряжения и силы тока, используемых вашим сварочным аппаратом, а также от длины удлинителя.
Это настолько важно, что существуют провода минимального сечения, продиктованные строительными нормами и всевозможными противоречивыми инструкциями.
Чтобы упростить процесс, я создал приведенную ниже диаграмму в качестве удобного справочника.
Просто сопоставьте входную силу тока и напряжение вашего сварочного аппарата слева.
Затем сопоставьте это с соответствующей колонкой длины удлинителя, и у вас есть нужный калибр провода.
Размеры проводов часто указываются с использованием размера американского калибра проводов («AWG»).
Поначалу это может сбить с толку, но размер AWG просто относится к тому, сколько раз протягивался и растягивался провод.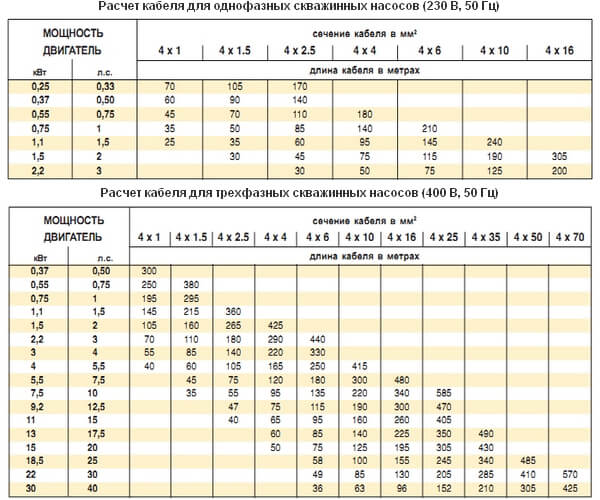
Чем больше раз вы растягиваете проволоку, тем тоньше она становится.
Так что имейте в виду, что большой номер AWG означает тонкий провод, а маленький номер AWG означает толстый провод.
Минимальный размер провода для удлинителей сварочного аппарата
Ниже приведена таблица минимального размера провода (AWG), необходимого в зависимости от силы тока и напряжения вашего сварочного аппарата. Он рассчитан на температуру не менее 60°C и падение напряжения на 3%.
| Источник питания | Длина удлинительного шнура | ||||
|---|---|---|---|---|---|
| Сила тока | Напряжение | 25 футов | 50 ft. | 75 ft. | 100 ft. |
| 15A | 120V | 12 AWG | 12 AWG | 10 AWG | 8 AWG |
| 20A | 120V | 10 AWG | 10 AWG | 8 AWG | 8 AWG |
| 30A | 120 / 240V | 8 AWG | 8 AWG | 8 AWG | 6 AWG |
| 40A | 240V | 6 AWG | 6 AWG | 6 AWG | 6 AWG |
| 50A | 240V | 6 AWG | 6 AWG | 6 AWG | 6 AWG |
Remember – это минимальные требования. Обычно я бы использовал шнур 8 AWG как минимум для 120 В, чтобы устранить любые проблемы. Для сварочного аппарата на 240 В следует использовать провод 6 AWG.
Обычно я бы использовал шнур 8 AWG как минимум для 120 В, чтобы устранить любые проблемы. Для сварочного аппарата на 240 В следует использовать провод 6 AWG.
Допущения для таблиц размеров
В приведенной выше таблице предполагается максимальное падение напряжения 3% и провод, рассчитанный на температуру 60°C.
В целях безопасности провод следующего наибольшего размера указывался, если номинальная мощность была близка к максимальной или была максимальной. Кроме того, если ваш провод рассчитан на более высокие температуры, ток, который он может пропускать, может быть выше.
В этих расчетах предполагается, что удлинитель питает только сварочный аппарат. Если вы попытаетесь добавить что-либо еще к этому кабелю питания, приведенная выше таблица не будет применяться.
Все рекомендуемые калибры предназначены только для медных проводов.
При оценке допустимой температуры провода я предусмотрел некоторый запас прочности в целях безопасности.
Оболочка на проводе для сервисных приложений утолщена для защиты кабеля. Таким образом, он также держит тепло больше, чем другие провода.
Таким образом, он также держит тепло больше, чем другие провода.
И последнее, но не менее важное: вы можете использовать более толстый провод (меньший номер калибра AWG), чем рекомендуется, но никогда не используйте провод большего калибра AWG.
Предполагается, что вы понимаете, что рекомендации в таблице являются минимальными рекомендациями по толщине проволоки.
Готовые кабели и удлинители для сварки своими руками
Готовые кабели
Самый простой способ получить удлинитель для сварщика — это купить готовый продукт.
Вам просто нужно найти шнур, который выдержит нагрузку вашего сварщика с подходящими вилками. Но будьте осторожны с заявленной мощностью и обязательно приобретите маслостойкий удлинитель.
Например, в этом сверхмощном 25-футовом удлинителе используется провод калибра 8, и он может выдерживать нагрузку 50 ампер, которая без проблем справится со сварочным аппаратом на 120 В.
Доступны шнуры другой длины. Этот 50-футовый шнур использует провод калибра 8 и может безопасно выдерживать 30 ампер при напряжении питания 120 или 240 В.
Этот 50-футовый шнур использует провод калибра 8 и может безопасно выдерживать 30 ампер при напряжении питания 120 или 240 В.
Если вы хотите запустить сварочный аппарат на 240 В с более высокими амперами, вам понадобится 5-футовый шнур с проводом 6-го калибра, чтобы справиться с ним.
Если вам нужен более длинный шнур, этот 75-футовый размер, сделанный из провода 8 калибра, выдерживает 40 ампер при 240 В без больших перепадов напряжения или перегрева.
Вы даже можете найти более длинные, сверхмощные удлинители, такие как этот, длиной 100 футов, сделанные из провода 6-го калибра, который передает 50 ампер при 240 В. Это дорого и очень тяжело, но чем больше у вас усилителей и чем длиннее удлинитель, тем выше цена.
Однако, если вы хотите сэкономить или не можете найти идеальный удлинитель для ваших нужд, у вас есть другой вариант – сделать его самостоятельно.
Самостоятельный шнур
Сделать удлинитель своими руками несложно.
Нужный провод и вилку найти довольно легко. Кроме того, собрать их вместе — это то, на что большинство сварщиков более чем способны.
Кроме того, собрать их вместе — это то, на что большинство сварщиков более чем способны.
Выбор размера провода — одна из самых сложных задач, поэтому подумайте заранее.
Если вы планируете добавить в будущем сварочный аппарат большего размера, вы можете сделать удлинитель достаточно толстым, чтобы выдержать будущую нагрузку. Вы можете увеличить размер удлинительного провода, но никогда не занижать необходимый калибр.
Что можно, а что нельзя…
- Первое может быть очевидным, но используйте как можно более короткий удлинитель. Чем дольше это происходит, тем выше падение напряжения и выделение тепла.
- Используйте провод SOOW. Кабель с таким рейтингом используется в тяжелых промышленных условиях, где требуются гибкость и долговечность.
(Обозначение SOOW означает, что провод представляет собой сервисный шнур, рассчитанный на 600 вольт, а внешняя оболочка и внутренняя изоляция провода являются маслостойкими. Буква W на конце обозначает водонепроницаемость и устойчивость к атмосферным воздействиям. ) - Никогда не используйте Romex. Это сплошной одножильный провод, который не предназначен для частого скручивания. Постоянное сгибание и манипуляции могут привести к разрыву провода, создавая для вас опасность поражения электрическим током и/или возгорания. Кроме того, покрытие недостаточно прочное, чтобы выдержать небрежное отношение к магазину и брызги.
- И, наконец, всегда создавайте и устанавливайте заземленный кабель и розетку. Никогда не используйте кабель или розетку, которые не заземлены.
 )
)Калибр провода и сила тока – почему это важно
Короче говоря, провод в удлинителе сварочного аппарата должен быть достаточно толстым, чтобы выдерживать нагрузку, не вызывая большого падения напряжения.
Национальный электротехнический кодекс определяет падение напряжения не более чем на 5% для любой «ветви» электрической цепи.
Некоторые производители проводов рекомендуют падение не более 3%.
Включая ответвления удлинителей. Вы можете найти в Интернете калькуляторы падения напряжения, которые сделают расчеты за вас.
Для расчета падения напряжения с помощью связанного калькулятора обязательно используйте входные электрические параметры сварочного аппарата, а не выходной ток и напряжение. Для «параллелей» просто введите 1, если только вы не будете использовать более 1 кабеля для подачи сока на сварочный аппарат (что было бы крайне необычно).
Удлинительный шнур также должен выдерживать силу тока, требуемую сварщиком, не нагревая его выше номинальной температуры провода. В приведенной выше таблице я предположил, что нижний предел безопасности большинства проводов составляет 60°C. Но некоторые провода рассчитаны на более высокие температуры.
Вы можете самостоятельно ориентироваться в таблицах допустимых токов, чтобы подобрать размер провода таким образом, чтобы рабочая температура не превышала номинальную тепловую нагрузку. Как и в случае с калькулятором напряжения, обязательно используйте входной ток, а не выходной ток для сварщика при использовании диаграммы силы тока.
Таким образом, сечение провода напрямую связано со способностью провода выдерживать силу тока без перегрева при падении напряжения на 3% или менее. Это означает, что ваш автоматический выключатель не будет срабатывать каждые 10 минут, и ваш сварочный аппарат сможет безопасно работать на полную мощность.
Это означает, что ваш автоматический выключатель не будет срабатывать каждые 10 минут, и ваш сварочный аппарат сможет безопасно работать на полную мощность.
Используйте провод слишком большого сечения (т. е. слишком тонкий), и это, скорее всего, вызовет только раздражение и даже может привести к катастрофе в вашей мастерской.
Сворачивание
Независимо от того, используете ли вы предварительно купленный удлинитель для сварочного аппарата или изготавливаете его самостоятельно, вам потребуется провод нужного сечения. Это защитит вас и предотвратит повреждение вашего оборудования и магазина.
Необходимый калибр проволоки лучше всего определяется напряжением и силой тока, потребляемым вашим сварочным аппаратом (т. е. потребляемой мощностью), а также длиной удлинительного шнура.
Есть много способов узнать, какой диаметр провода вам нужен, в том числе спросить на интернет-форумах. Но таблицу в этой статье можно использовать в качестве краткого справочника, если вы нервничаете при расчетах или не хотите продираться через множество советов на форуме.
Похожие материалы
Какой размер кабеля лучше всего подходит для сварки?
Размер провода для сварочного аппарата в зависимости от силы тока, напряжения и расстояния – PortablePowerGuides
У вас дома есть сварочный аппарат? Можете ли вы позволить себе подключить его к любой случайной цепи? Нет, вы не можете. Сварщики — это мощные инструменты, которые могут легко сжечь ваш дом. Вам нужен подходящий автоматический выключатель с правильным сечением провода. Но каков правильный размер проволоки для сварщика? Это руководство расскажет вам.
Какой размер проволоки мне нужен для сварщика?Вам понадобится проволока калибра 6-8 для сварщика. Вы можете использовать 8AWG для выключателя на 40 А и 6AWG для выключателя на 50 А. Эти размеры проводов могут работать с моделью на 225 А, которая является отраслевым стандартом.
Домовладельцы предпочитают покупать модели меньшего размера, потому что им не нужны мощные сварочные аппараты для использования в мастерских. Они отдают приоритет тем же цепям 50 А 240 В, которые могут работать со сварочным аппаратом 225 А. Это те же схемы, которые работают на проводниках 6 или 8AWG.
Они отдают приоритет тем же цепям 50 А 240 В, которые могут работать со сварочным аппаратом 225 А. Это те же схемы, которые работают на проводниках 6 или 8AWG.
Идея состоит в том, чтобы создать систему, которая может управлять более крупным сварочным аппаратом. Позволяет модернизировать сварочный аппарат без замены проводки. Другими словами, вы должны подключить свой дом с расчетом на будущее.
Если вы подключаете свою схему к модели меньшего размера, что произойдет, когда возникнет потребность в модели большего размера? Не забывайте: вы не можете просто поменять автоматический выключатель. Каждому размеру выключателя соответствует размер провода.
Маленький выключатель не опасен. Это неприятно. Прерыватель будет постоянно отключаться, потому что он не может справиться с электрическими требованиями более крупного сварочного аппарата. Это делается для того, чтобы провода не плавились.
Если вы замените выключатель, не модернизировав провода, они расплавятся, потому что они не могут полагаться на выключатель для их защиты. Вы можете избежать этой головной боли, купив автоматический выключатель большего размера.
Вы можете избежать этой головной боли, купив автоматический выключатель большего размера.
Сварочные аппараты ничем не отличаются от других устройств. Они не так сложны, как думают люди. Когда дело доходит до поиска правильного размера провода, у вас есть несколько способов, в том числе:
1). Используйте проводку калибра 6-8 для сварочного аппарата промышленного стандарта
Вы можете просто использовать промышленный стандарт. Средний сварщик может работать с электропроводкой 6 или 8 калибра . Люди рекомендуют этот размер по причине. Не используйте эти размеры, если у вас есть более крупный и мощный сварочный аппарат. Вы можете использовать другие шаги, чтобы определить правильный размер проволоки для тяжелого инструмента.
Но если у вас есть одна из меньших моделей, вполне достаточно кабелей 6 и 8 калибра.
2). Проверьте таблицу NEC
Вы когда-нибудь задумывались, почему люди рекомендуют кабели 6 и 8AWG? Они используют номиналы усилителей.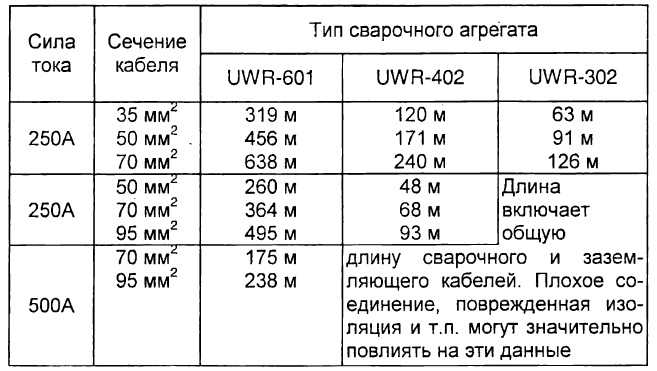 Каждый номинал усилителя имеет соответствующий размер провода. Как рассчитать сечение провода для данного номинала усилителя?
Каждый номинал усилителя имеет соответствующий размер провода. Как рассчитать сечение провода для данного номинала усилителя?
Вам не нужно. Просто взгляните на таблицу NEC 310-16 . Он показывает все номиналы усилителей и размеры их проводов. Рассмотрим таблицу ниже. Вы можете видеть, что 8AWG может передавать 40 ампер при 60 градусах Цельсия.
| Copper | Aluminum | |||||
| Wire Gauge Size | 60˚C NM-B, UF-B | 75˚C THW, THWN, SE, USE, XHHW | 90°C THWN-2, THHN, XHHW-2, USE-2 | 60°C NM-B, UF-B | C THW, THWN, SE, USE, XHHW | 90°C XHHW-2, THHN, THWN-2 |
| 14 | 20 | 20 | 25 | – | – | – |
| 12 | 25 | 25 | 30 | 20 | 20 | 25 |
| 10 | 30 | 30 | 30 | 25 | 25 | 25 |
| 8 | 40 | 50 | 55 | 30 | 40 | 45 |
| 6 | 55 | 65 | 75 | 40 | 50 | 60 |
| 4 | 70 | 85 | 95 | 55 | .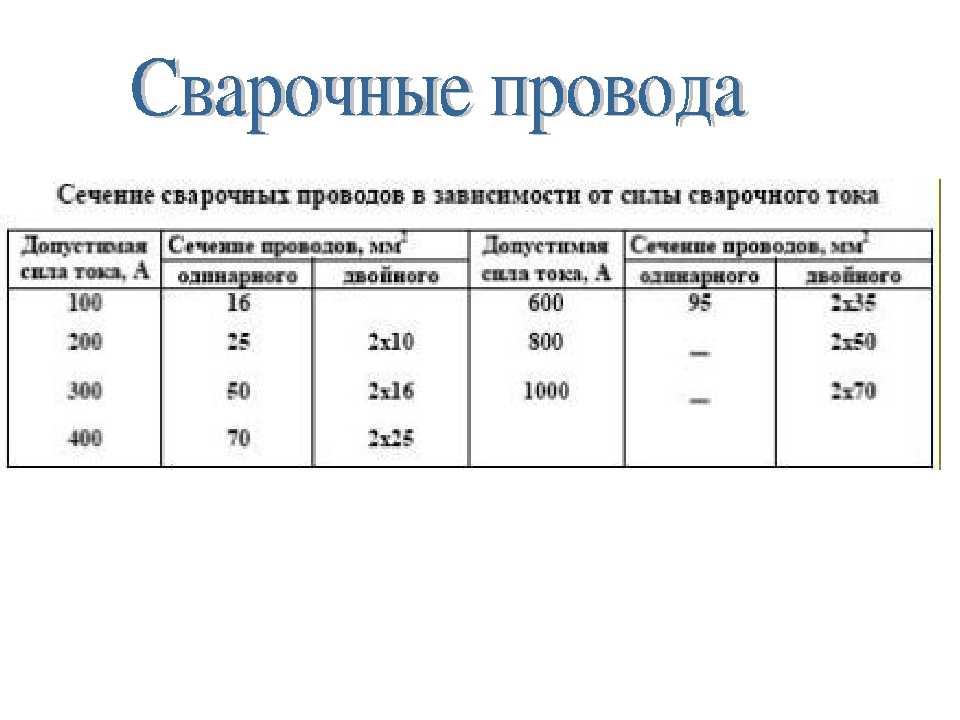 0046 0046 | |
| 2 | 95 | 115 | 130 | 75 | 90 | 100 |
| 1 | 110 | 130 | 150 | 85 | 100 | 115 |
Вы также можете видеть, что номинальный ток увеличивается с температурным рейтингом. Проводники с более высокими температурными характеристиками могут передавать больше электричества. В таблице указаны номинальные значения силы тока для различных типов проводов.
6AWG работает с током 55–75 ампер. Почему профессионалы рекомендуют 6 и 8AWG? Потому что они ожидают, что номинальные токи современных сварщиков будут находиться в диапазоне от 40 до 60 ампер.
Рекомендации не являются случайными предположениями. Они учитывали силу тока сварщика. Вы должны сделать то же самое. Найдите номинал тока сварщика и используйте таблицу NEC, чтобы найти соответствующий калибр.
Это самый безопасный метод, поскольку он позволяет потребителю согласовать электрические требования сварщика с максимально возможным калибром.
3). Сила автоматического выключателя должна превышать силу тока сварщика
Размер автоматического выключателя важнее, чем номинальная сила тока сварщика. Если вы попросите профессионала установить выключатель, способный выдержать сварщика, вам понадобится калибр, соответствующий номинальному току выключателя.
Электрики выбирают мощность выключателя, рассчитав общую силу тока всего вашего оборудования. Если у вас есть выделенная цепь для сварщика, электрик, вероятно, установил выключатель большей силы, чем сила тока сварщика, просто на всякий случай.
Если вы не установили прерыватель, получите размер прерывателя, который превышает силу тока сварщика . В противном случае сварщик будет неоднократно отключать выключатель.
4). См. руководство
Вы можете использовать выключатель на 60 А для сварочного аппарата Lincoln 225 ARC. Из приведенной выше таблицы NEC 310-16 видно, что для 60 ампер требуется от 6 до 4 AWG в зависимости от номинальной температуры.
Попробуйте поискать аналогичную информацию о вашем сварочном аппарате в Интернете. Кто-нибудь подскажет, какой калибр провода использовать. Очевидно, что вы не можете использовать один источник. Проверьте несколько источников. Если они все совпадают, вы можете продолжить.
Лучше посмотреть инструкцию . Производитель не будет рисковать. Они скажут вам точную силу тока и сечение провода. Поэтому вопрос о размере провода не должен вас волновать.
Имеет ли значение напряжение для сварщика?Настройка напряжения влияет на длину дуги. Если вас больше всего беспокоит размер провода, вы все равно можете использовать 6 или 8AWG. Эти кабели подходят для сварочных аппаратов как на 220 В, так и на 115 В.
Больше всего беспокоят усилители. Размер провода будет меняться в зависимости от силы тока, а не напряжения.
| VOLTAGE | WIRE SIZE |
| 220V Welder | 6 – 8AWG |
| 230V Welder | 6 – 8AWG |
| 240V Welder | 6 – 8AWG |
Расстояние может означать разницу между жизнью и смертью, особенно для потребителей, которые полагаются на удлинители. Люди не ожидают, что удлинители будут работать со сварщиками. Но если вы можете получить удлинитель соответствующего калибра и рейтинга , он без проблем запустит ваш сварочный аппарат. Расстояние имеет значение, потому что оно влияет на падение напряжения.
Люди не ожидают, что удлинители будут работать со сварщиками. Но если вы можете получить удлинитель соответствующего калибра и рейтинга , он без проблем запустит ваш сварочный аппарат. Расстояние имеет значение, потому что оно влияет на падение напряжения.
Вы получаете более высокое падение напряжения в длинных кабелях. К сожалению, высокое падение напряжения ограничивает мощность, которую получает сварщик. Вы должны удерживать падение напряжения ниже 3 процентов, поднимая манометр.
Тонкие провода имеют более высокие падения напряжения, потому что их сопротивление больше. Увеличение калибра повышает количество электричества, которое могут нести проводники. Это компенсирует большое расстояние.
Стоит отметить, что вас беспокоит не только высокое падение напряжения. Длинные кабели с большей вероятностью перегреваются, потому что их сопротивление намного выше. Вот почему профессионалы ненавидят удлинители.
Люди используют удлинители, когда поблизости нет розеток. К сожалению, домовладельцы имеют репутацию покупателей очень длинных удлинителей на тот случай, если им придется преодолевать большие расстояния. Они не осознают опасности, которую представляют такие длины.
К сожалению, домовладельцы имеют репутацию покупателей очень длинных удлинителей на тот случай, если им придется преодолевать большие расстояния. Они не осознают опасности, которую представляют такие длины.
| AMPS | WIRE SIZE |
| 30A Welder | 8AWG |
| 50A Welder | 6AWG |
| 60A Welder | 4AWG |
| 180A Welder | 4/0 |
| 200A Welder | 215kcmil |
| 225A Welder | 300kcmil |
Да. Вы должны сопоставить манометр с силой тока сварщика. Например, вам нужно использовать сварочные аппараты от 40 до 50 А для работы с выключателем на 50 А с проводами 6AWG. С другой стороны, сварочные аппараты на 30 или 40 А могут работать от выключателя на 40 А с проводкой 8AWG.
Вы не можете определить подходящее сечение провода, не найдя ампер. Большинство таблиц NEC, в которых упоминаются усилители, также выделяют соответствующий датчик. У вас не может быть одного без другого.
Напряжение имеет значение, но не влияет на датчик. Если вы знаете напряжение, но амперы отсутствуют, вы не можете определить манометр. Однако, если вы знаете ампер, но напряжение отсутствует, вы все равно можете найти размер провода.
Факторы, которые следует учитывать перед использованием Welder- Тип провода
Какой провод вы хотите использовать? Медь обладает большей проводимостью, чем алюминий. Но алюминий дешевле. Вы не можете использовать алюминий 6AWG вместо меди 6AWG. Поскольку медь обладает большей проводимостью, вам понадобится более толстый алюминиевый провод вместо меди.
Опять же, в таблицах NEC вы найдете все, что вам нужно знать, включая соответствующий калибр проводов и номинальные значения силы тока для каждого материала.
- Размер молотка
Размер выключателя имеет жизненно важное значение. Если выключатель слишком мал, он будет постоянно отключаться, потому что не может справиться с мощностью сварочного аппарата. Провода перегреются и расплавятся, если вы улучшите размер выключателя без увеличения калибра.
- Напряжение
Перед продолжением необходимо учитывать входное напряжение. В большинстве случаев у вас есть только два варианта на выбор. Поэтому принять решение не так уж сложно. Вам нужно 110 В для тонких материалов и 230 В для толстых материалов.
- УЗО
Вам необходимо установить УЗО, если у вас есть сварочный аппарат в таких местах, как гараж, где требуется УЗО. Люди ожидают, что сварщики отключат GFCI, но это не так. Вы можете соединить GFCI со сварочным аппаратом.
- Удлинитель
Если вам необходимо использовать удлинитель, согласуйте калибр удлинителя с номинальным током сварочного аппарата. Держите удлинитель коротким. Ищите сверхмощные 25-футовые модели с калибром 8AWG или толще.
Связанный пост:
- Сколько ампер может выдержать провод калибра 20 при напряжении 12, 24, 120 вольт?
- Номинальный ток провода 6/3 (поясняется на примере)
- Размер провода для 220 В (объяснены размеры 20, 30, 40, 50, 60 А)
Какой ток для сварочного аппарата?
Galvin Power поддерживается считывателем. Когда вы покупаете по нашим ссылкам, мы можем получать комиссию бесплатно для вас. Узнать больше
При выяснении размера провода для сварочного аппарата на 50 ампер лучше всего придерживаться рекомендаций строительных норм и правил. Стандартной практикой является использование проводов 6 калибра на сварочных аппаратах с силой тока от 40 до 50 ампер. Я использую этот размер провода для сварочного аппарата на 50 ампер вместе с автоматическим выключателем на 50 ампер для большинства инструментов, которые я подключаю.
Хотите знать, почему это особое требование к размеру провода сварочной вилки на 50 ампер? Я подробно рассказал об этом ниже.
Содержание
- Сечения проводов и сила тока всегда напрямую связаны
- Всегда проверяйте и следуйте инструкциям по подключению используемого сварочного аппарата
- Почти всегда есть другие факторы, которые необходимо учитывать
- Заключение
Сечения проводов и сила тока Всегда напрямую связаны
Поскольку мы фокусируемся только на этих двух факторах (а не на других, таких как электрическое сопротивление, расстояние и диаметр провода), и знаем, что размер или калибр провода всегда обратно пропорционален любому инструменту. сила тока
Например, для бытового прибора на 15 ампер потребуется провод только 14-го калибра, а для более мощного электроинструмента на 70 ампер потребуется провод 4-го калибра. Выключатель на 50 ампер довольно высок для большинства оборудования; таким образом, он подпадает под более крупную проводку 6-го калибра, диаметр которой составляет около 3,6 мм.
Эти цифры распечатаны в виде строительных норм или диаграмм, которые электрики используют в качестве справочного материала при принятии решения. Конечно, это только ответ на точный вопрос: «Какой калибр провода для сварочного аппарата на 50 ампер?» без учета других факторов.
Тем не менее, следует ли всегда использовать провод 6-го калибра при подключении сварочного аппарата на 50 ампер 220 В? Ну, короткий ответ — нет. Попробуйте спросить 5 разных электриков, какой размер провода цепи на 50 ампер использовать для этого конкретного ответа, и я более чем готов поспорить, что вы получите разные ответы. Читайте дальше, чтобы узнать, почему.
Всегда проверяйте и следуйте инструкциям по подключению сварочного аппарата, который вы используете
Я не могу подчеркнуть это больше, потому что, в конечном счете, производитель сварочного аппарата знает это лучше всего. Я, конечно, несколько раз отступал от указанного правила и вместо этого следовал инструкциям в руководстве. Сварщики по-прежнему работали как часы.
Ниже я собрал некоторые сценарии, с которыми я столкнулся при подключении 50-амперной цепи сварочного аппарата, что подчеркивает необходимость делать исключения время от времени.
- Я подключил сварочный аппарат на 5 ампер с помощью прерывателя на 50 ампер и провода 10 калибра. Я смог использовать кабель меньшего размера из-за ограничений рабочего цикла. По сути, я связываю это в основном с тем, что сварщики используются не постоянно, а периодически. Вы даете им возможность остыть, и каждый раз, когда вы это делаете, проволока тоже делает это.
- Некоторые бренды, такие как Hobart, в моем случае, даже указывают рекомендуемый размер провода как кабель 12-го или 14-го калибра для своих инструментов, рассчитанных на ток до 130 ампер. Это явно ниже средних строительных норм, но они все же работают, несмотря на кажущиеся странными рекомендации.
Один совет, который я могу дать, если вы не уверены, — ошибаться в сторону большего размера. Переход на провод большего размера имеет недостаток, заключающийся в том, что в конечном итоге приходится иметь дело с более толстыми и, следовательно, более тяжелыми цепями. Однако вы будете уверены, что, включив сварочный аппарат, вы не получите более короткий конец палки и вместо этого столкнетесь с опасностью возгорания.
Почти всегда есть другие факторы, которые необходимо учитывать
Этот вопрос, по общему признанию, почти не касается того, как проходит большинство проектов электромонтажа для сварщиков. Вы не можете игнорировать другие важные факторы, такие как общая длина провода и, конечно же, какой автоматический выключатель использовать.
Я также был бы удивлен, если бы вам вообще не пришлось учитывать падение напряжения из-за сопротивления. Если вы это сделаете, вам, возможно, придется решить, будете ли вы покупать удлинители только для того, чтобы соблюдать необходимое расстояние.
Кроме того, имейте в виду, что чем длиннее шнур, тем больше требуется провод большего сечения. Вы делаете это, чтобы противодействовать возможной потере напряжения из-за нагрева и сопротивления. Помните: как только вы увеличиваете размер провода, вы также существенно увеличиваете его силу тока.
Если вы еще новичок или вам нужно освежить в памяти основы калибров проволоки, то я рекомендую вам уделить время просмотру этого видео:
Заключение
нужно слишком сильно отходить от того, что рекомендуют строительные нормы и правила. Всегда стремитесь встретиться с ними в первую очередь. К счастью, это определенный размер провода: 6-й калибр. Тем не менее, это не абсолютное правило, и вы всегда можете выбрать проволоку большего размера, чтобы гарантировать, что проволока не будет работать в плохом рабочем состоянии при регулярном использовании сварочного аппарата.
- Если вы не уверены, доверьтесь инструкциям производителя сварочного аппарата.
- Не забывайте о других основных параметрах, таких как расстояние, возможное падение напряжения и выбор автоматического выключателя.
Надеюсь, вам понравилась эта статья о том, какой размер провода для 50-амперного сварочного аппарата. Если вы хотите, чтобы я что-то добавил, дайте мне знать в комментариях ниже!
Эдвин Джонс
Меня зовут Эдвин Джонс, я отвечаю за разработку контента для Galvinpower. Я стремлюсь использовать свой опыт в маркетинге для создания надежной и необходимой информации, чтобы помочь нашим читателям. Было весело работать с Эндрю и применять его невероятные знания к нашему контенту.
Хотите подключить сварочный аппарат Lincoln 225 amp:
20.11.2010 #1
Хотите подключить сварочный аппарат Lincoln 225 amp:
У меня в доме есть главный сервисный щит на 200 ампер, и я хочу проложить провод длиной 20-30 футов от запасных выключателей к сварочной вилке для сварочного аппарата TIG/Stick Lincoln 225.
Какой размер провода мне нужен и какой размер прерывателя я должен использовать? 8 AWG и 50 ампер?
Любая помощь спасибо.
~ СтэнОтветить с цитатой
20.11.2010 #2
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
В руководстве к машине указаны рекомендуемые сечения проводов для различных длин и рекомендуемые параметры прерывателя.
Lincoln (и Miller) предоставляют руководства для загрузки на своем веб-сайте. У вас действительно должно быть руководство для вашего сварщика под рукой в любом случае. www.lincolnelectric.com. Нажмите на продукты, затем на руководства по эксплуатации. Держите под рукой кодовый номер вашей машины.Ответить с цитатой
20.11.2010 #3
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Нет руководства.
Это очень старая машина.
Поищу номер модели машины и попробую найти инструкцию в сети.Ответить с цитатой
20.11.2010 #4
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Ищите табличку с линейным напряжением и силой тока и, если возможно, с наименьшим рабочим циклом. Вы можете использовать рабочий цикл и номинальный ток, чтобы «занизить» проводники ответвленной цепи, но это не обязательно.
Но у вас должен быть хотя бы номинальный ток с шильдика для расчета проводников ответвления.Конечно, если у него есть фирменная табличка, на ней должен быть где-то номер модели, и звонок в Линкольн позволит им заполнить пробелы для вас и, возможно, получить руководство для машины.
Ответить с цитатой
21-11-2010 #5
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Какой у него штекер? Сможете ли вы определить его по этому фото?
http://www.
nooutage.com/images/nema-config-1ph-250v.gifОтветить с цитатой
21-11-2010 #6
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Спасибо Ав и ТК. Несколько хороших советов для поиска.
Спасибо за диаграмму Joisey.
Я все проверю и выложу результаты.
Надеюсь, провод питания не слишком дорого стоит.
Я хотел бы, наконец, настроить сварочный аппарат.
Еще раз спасибо, ребята.
~СтэнОтветить с цитатой
22.11.2010 #7
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
2-полюсный выключатель 240 В на 50 А и провод минимум № 12. Проволока меньшего размера отлично подходит, потому что у этой машины рабочий цикл 20%. Таких установок тысячи по всей стране.
Многие выбирают провод большего размера, но это полностью зависит от вас.
Вам нужно три провода: два хот и земля. Если вы используете кабель NM (Romex), это будет 12/2, 10/2 или 8/2 и т. д., поскольку они не учитывают неизолированное заземление при подсчете проводов для кабеля.Если у него есть стандартная сварочная вилка (как это было, когда он был новым), вам понадобится розетка NEMA 6-50R.
Я этим зарабатываю на жизнь.
Ответить с цитатой
22.11.2010 #8
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
вы не можете использовать 50A на проводе № 12 на законных основаниях в соответствии с NEC.
Вам нужен № 8 для медного провода, если ваша защита цепи составляет 50 А.Ответить с цитатой
22.11.2010 #9
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Для цепей, питающих только сварочное оборудование, допустим коэффициент снижения. Снижение номинальных характеристик (уменьшение размера провода) основано на рабочем цикле конкретной единицы оборудования или модели.
«Что разрушит Америку, так это процветание любой ценой, мир любой ценой, безопасность превыше долга, любовь к легкой жизни и теория жизни о быстром обогащении.
» -Теодор РузвельтОтветить с цитатой
23.11.2010 #10
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Сэнди, можешь дать мне ссылку на код, чтобы я мог прочитать?
Ответить с цитатой
23.
11.2010
#11Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Первоначально Послано joiseystud
Сэнди, можете ли вы дать мне ссылку на код, чтобы я мог прочитать?
НЭК Арт. 630, в частности 630.11(A) для отдельных сварщиков, используется с таблицей 630.11(A), которая представляет собой множители цепи, повышающие мощность в зависимости от рабочего цикла сварщика.Ответить с цитатой
23.
11.2010
#12Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Спасибо за информацию. Мое предложение заключается в том, что если это не запрограммировано, используйте обычную практику определения размеров. Просто легко подумать, что когда-нибудь кто-то может принять этот СКТ за 50А СКТ и перегрузить его чем-то другим. Также я думаю, что если вы когда-нибудь увидите шанс, что вы будете использовать плазму на этом блоке управления, снижение номинальных характеристик исчезнет. Я настрою свой с двумя розетками на 1 кт с плазмой и сварочным аппаратом, подключенными таким образом, что я могу резать столько, сколько захочу, а затем сразу приступлю к сварке, не торопясь, чтобы дать проводам остыть.
Ответить с цитатой
24.09.2011 №13
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Интересно, может ли кто-нибудь помочь здесь. Я новичок в сварке, у меня сварочный аппарат lincoln 225. Я установил выключатель на 50 ампер в панель предохранителей, у меня есть 200 ампер в гараже, где находится сварочный аппарат, и я протянул провод 10/2 от панели.
Проникновение в металл не так хорошо, как должно быть… Я что-то пропустил?Ответить с цитатой
24.09.2011 №14
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Домовой проверь, какое напряжение на панели и на штекере между двумя горячими выводами. Оно должно быть одинаковым на обоих и около 230в плюс-минус около 10 вольт. Поскольку это звучит так, как будто машина сваривает, я предполагаю, что напряжение хорошее, и ваш вклад здесь не проблема.
Обычно, если у вас неправильно подключена машина, она просто не будет работать.Я предполагаю, что ваша проблема связана с чем-то другим, например, с вашей техникой или выбором удочки. Если это так, вам лучше создать новую тему, чтобы задавать вопросы, а не использовать эту. Разместите как можно больше информации, чтобы мы могли помочь. Сила тока, на которую настроена ваша машина, Ac, Dc+ или Dc-, используемый стержень и размер, толщина материала, угол стержня, длина дуги, скорость перемещения (сколько сварного шва вы получили из одного стержня, является хорошим представлением о скорости) и так далее… чем больше информации вы дадите, тем лучше мы сможем помочь. Также не забудьте опубликовать фото, чтобы мы могли увидеть проблему, с которой вы столкнулись. «отсутствие проникновения» само по себе мало что значит, но с помощью нескольких пиктов это может объяснить гораздо больше.
Я могу придумать множество распространенных ошибок новичков с палкой, которые могут вызвать у вас проблему «недостаточного проникновения».
С помощью приведенной выше информации мы можем помочь вам двигаться в правильном направлении.Удачи.
.
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
25.09.2011 №15
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Я пошел в хоум депо, чтобы поговорить с кем-нибудь об этом.
Я думаю, что я решил проблему. Я переключился на провод 8/2 с 50-амперным выключателем для панели … Он, кажется, думает так же, как и я раньше, к сварщику поступает недостаточно тока, поэтому по этой причине у меня были только искры и немного поверхностного сварного шва, но ничего, что на самом деле держалось бы как надлежащий сварной шов. Спасибо за ответ, буду держать вас в курсе!!!Ура,
Брауни
Ответить с цитатой
26.09.2011 №16
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
это 30 минут до или после всех поворотов?
6-го калибра было бы лучше всего, но вы, вероятно, могли бы обойтись и 8-м.
Ответить с цитатой
10-10-2011 # 17
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Я тут запутался….. Думаю, здесь все подключено нормально….
У меня есть провод 8 калибра, красный и черный провода к вилке, а также масса. Белый провод заизолирован.
К панели,
У меня есть двухполюсный выключатель на 50 ампер, на входе панель показывает 200 (я предполагаю, что это 200 ампер). Красный и черный провода от вилки подключены. Заземление на панель бара, тоже белого цвета.
Вилку проверил, питание есть, но сварочный аппарат не включается. Сначала я подумал, что это сварочный аппарат (Lincoln ac225), но после того, как я попробовал его на работе, он работает нормально…..не могу понять, почему он не работает дома……Кто-нибудь???Ответить с цитатой
10-10-2011 # 18
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Попробуйте раздвинуть или защемить штыри на вилке.
Плохой контакт внутри розетки. Обычная проблема, дешевое китайское барахло, тем более. Обычно это 115 В переменного тока, но возможно и 220 В переменного тока.Почти все, что может быть, если у вас есть надлежащее питание в розетке, а сварщик работает от другого источника.
Ответить с цитатой
10-10-2011 # 19
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Я попробую.
.. надеюсь, это сработает… очень расстраивает! хаха. спасибо за ответ, буду держать вас в курсе… Ура!Ответить с цитатой
10-10-2011 #20
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Lincoln AC225 требует минимальной цепи 40 ампер (таблица для медного провода)
Номинальная сила тока Калибр провода
10 Ампер 18 Калибр
13 Ампер 16 Калибр
15 Ампер 14 Калибр
20 Ампер 12 Калибр
30 Ампер 10 Калибр
45 Ампер 8 Калибр
60 Ампер 6 Калибр
80 Ампер 4 Калибр
100 А 2 Манометр
150 ампер 1/0 калибр
200 ампер 2/0 манометрwww.
georgesplasmacuttershop.com
Продажа и ремонт плазменной резки и сварочных аппаратов — магазин Ebay
Тех.Мо. Дилерские расходные материалы для горелок PT и IPTОтветить с цитатой
10-10-2011 # 21
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Первоначально Послано Брауни
Я тут запутался.
Какой марки ваша электрическая панель и какой у вас двухполюсный выключатель шириной один дюйм или два дюйма? …. У меня все подключено, думаю, здесь все в порядке….
У меня есть провод 8 калибра, красный и черный провода к вилке, а также масса. Белый провод заизолирован.
К панели,
У меня есть двухполюсный выключатель на 50 ампер, на входе панель показывает 200 (я предполагаю, что это 200 ампер). Красный и черный провода от вилки подключены. Заземление на панель бара, тоже белого цвета.
Вилку проверил, питание есть, но сварочный аппарат не включается. Сначала я подумал, что это сварочный аппарат (Lincoln ac225), но после того, как я попробовал его на работе, он работает нормально…..не могу понять, почему он не работает дома……Кто-нибудь???Миллер Челленджер 172
Миллер Тандерболт AC/DC 225/150
Миллер Maxstar 150 STL
Виктор 100С
Виктор Подмастерье
Оксвелд ОА
Харрис О/А
Smith O/A Маленький фонарикНет, это не моя машина.
Ответить с цитатой
10-10-2011 # 22
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Судя по присланной вами схеме, я думаю, что провод правильный, у меня есть выключатель на 50 ампер, купленный в домашнем складе, панель stablock ….. выключатель двухполюсный, общая ширина около дюйма.
Ответить с цитатой
10-10-2011 # 23
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Первоначальное сообщение от Brownie
Судя по присланной вами схеме, я думаю, что провод правильный, у меня есть выключатель на 50 ампер, купленный в домашнем складе, панель stablock .
Вы заметите, что на вашей панели Stab-Lok шина состоит из квадратов размером один дюйм, разделенных пластиковыми перегородками. Вы должны вставить двухполюсный выключатель так, чтобы он располагался между пластиковыми перегородками так, чтобы половина его находилась в одном квадрате, а половина в другом, иначе вы не получите 240 вольт. Другими словами, переместите его вверх или вниз на 1/2 пробела. …. выключатель двухполюсный, общая ширина около дюйма.Миллер Челленджер 172
Миллер Тандерболт AC/DC 225/150
Миллер Maxstar 150 STL
Виктор 100С
Виктор Подмастерье
Оксвелд ОА
Харрис О/А
Smith O/A Маленький фонарикНет, это не моя машина.
Ответить с цитатой
10-10-2011 # 24
Re: Требуется провод для сварочного аппарата Lincoln 225 ампер:
Я думаю, в чем проблема.
…. (или, по крайней мере, я на это надеюсь), ха-ха.
Я попробую это. Это имеет общий смысл!!! . Буду держать вас в курсе
большое спасибо боссОтветить с цитатой
Повышение производительности за счет дуговой сварки под флюсом
Рис. 1: Однодуговая сварка под флюсом (двойная проволока)
В простейшей форме дуговой сварки под флюсом (SAW) используется одна проволока и источник питания постоянного тока. В то время как провода многих размеров могут работать при силе тока от 300 до 1500 ампер, наиболее распространенные размеры имеют диаметр от 3/32 дюйма до 5/32 дюйма и работают при полярности постоянного тока (+) от 400 до 1000 ампер.
SAW не производит дыма, брызг или дугового излучения. Хотя возможно, но нецелесообразно автоматизировать дуговую сварку металлическим электродом большого диаметра (диаметром от 1/16 до 7/64 дюйма) (GMAW) или дуговую сварку с флюсовой проволокой (FCAW) при силе тока в 500 до диапазона 700 SAW почти всегда лучше подходит из-за этих преимуществ. Кроме того, процесс ПАВ очень стабилен при этих и более высоких токах.
Диаметр проволоки
Выбор правильного диаметра проволоки для работы зависит от нескольких факторов. Во-первых, размер доступного источника сварочного тока ограничивает размер проволоки. В то время как большинство источников питания SAW рассчитаны на 1000 ампер постоянного или переменного/постоянного тока, иногда используется источник питания на 600 ампер. Диаметр 3/32 дюйма. проволока обычно рекомендуется для сварки при силе тока от 300 до 600 ампер, 1/8 дюйма. провод работает в диапазоне от 300 до 800 ампер, а 5/32 дюйма в диаметре провод работает от 400 до 900 ампер.
Вы также должны учитывать требования к проникновению и заполнению. Чем меньше диаметр проволоки, тем больше плотность тока при данной силе тока и тем выше скорость осаждения при этой силе тока. Например, диаметр 3/32 дюйма. сварка проволокой при 600 ампер может дать 17 фунтов в час; 5/32 дюйма. провод при том же токе откладывает 15 фунтов/час. Провода меньшего диаметра также обеспечивают большее проникновение, чем
провода большего диаметра при том же токе.
Доступно несколько опций для повышения производительности по сравнению с однопроводной электропилой постоянного тока. Каждый вариант имеет определенные преимущества и недостатки по сравнению с однопроволочной пилой.
Двойная проволока для лучшего наплавления
Двойная проволока под флюсом ( Рисунок 1 ) признана Американским обществом сварщиков (AWS) параллельной проволокой, в которой используются две проволоки относительно малого диаметра, но только один источник питания и, как правило, одна контактный наконечник. Он может увеличить скорость наплавки на 20-30 процентов по сравнению с однопроводной электропроводной сваркой на спирали постоянного тока без существенного увеличения тепловложения. Увеличение происходит за счет большего тока
плотность достигается за счет пропускания аналогичного тока по проводу меньшего поперечного сечения.
Сварка двумя проволоками обеспечивает превосходное проплавление, поскольку плотность тока направлена вдоль каждой проволоки в осевом направлении. Проволоки могут быть выровнены в направлении движения для высоких скоростей движения или ориентированы перпендикулярно направлению движения для получения более широкого профиля борта.
При сварке двумя проволоками необходимо использовать усиленный контактный узел. Хороший контактный узел состоит из прочных контактных наконечников или одного контактного наконечника с прорезями для обоих проводов.
Остерегайтесь контактных узлов, в которых используются наконечники, предназначенные для ручной ручной сварки. Эти наконечники не выдержат сильного нагрева двух проводов, сходящихся в одну лужу при высоких рабочих циклах.
SAW с металлическим сердечником
SAW с металлическим сердечником обладает теми же преимуществами, что и SAW с двойной проволокой. Высокая плотность тока достигается за счет токоведущей оболочки. Порошкообразный металлический сердечник увеличивает скорость осаждения. Однако проникновение шире и меньше по сравнению с двойной проволокой. Это может быть преимуществом при сварке соединений с монтажными зазорами. Зазоры в деталях распространены в стыковых и угловых сварных швах.
Рисунок 2: Тандемная сварка
Последние версии проволоки SAW с металлическим сердечником могут достигать ударных характеристик 20 футо-фунтов. при -40 градусов по Фаренгейту.
Металлопорошковая проволока легче интегрируется, чем двухпроволочная сварка под флюсом, потому что при использовании всего одной проволоки требования к оборудованию ничем не отличаются от требований для стандартной однопроволочной сварки.
Сварка под флюсом с металлическим сердечником обеспечивает хорошее смачивание при высоких скоростях перемещения и стойкость к прожогам деталей с зазорами лучше, чем сварка одиночной сплошной проволокой.
DC(-) Отрицательная полярность
Использование постоянного тока отрицательной полярности для SAW обеспечивает увеличение скорости осаждения на 20-30% по сравнению со стандартным постоянным током положительной полярности. Однако малая глубина проникновения с отрицательной полярностью может препятствовать плавлению или проникновению.
AC SAW
Сварка на переменном токе представляет собой нечто среднее между постоянным (+) и постоянным (-). Он обеспечивает повышенную скорость наплавки по сравнению со сваркой с положительной полярностью и большее проникновение по сравнению со сваркой с отрицательной полярностью. Кроме того, ключевым преимуществом сварки переменным током является устранение дугового разряда, который может возникнуть при сварке различных сталей. Дуговой удар часто встречается в приложениях постоянного тока с большой силой тока вблизи светильников, заземляющие зажимы и уголки.
Достижения в области сварки переменным током включают прямоугольную переменную волну и переменную форму волны. Выход переменного тока прямоугольной формы обеспечивает более стабильную дугу, чем обычная сварка переменным током с синусоидальной волной, потому что ток гораздо быстрее переключается с пикового положительного тока на пиковый отрицательный ток, при этом практически нет времени вблизи нулевого тока. Дальнейшие достижения привели к прямоугольной волне, которой можно манипулировать, чтобы сделать мощность более похожей на
дуга постоянного тока (-) с малым проникновением или дуга постоянного тока (+) с более глубоким проникновением.
Тандем SAW
Следующий шаг к повышению производительности — тандемная сварка. При тандемной сварке используются два отдельных источника питания, два механизма подачи проволоки и две проволоки большого диаметра (обычно 5/32 дюйма). Оба провода подаются в одну и ту же расплавленную ванну, но каждый имеет отдельный контактный наконечник, отдельный источник питания и отдельное управление. Скорость наплавки как минимум в два раза выше, чем при использовании однопроволочной сварки под флюсом.
На рис. 2 показана типичная конфигурация тандемной сварки. Ведущая дуга чаще всего представляет собой постоянный ток (+), а ведомая дуга — переменный ток. Токопроводящая проволока постоянного тока (+) обеспечивает глубокое проплавление даже при высоких скоростях перемещения, в то время как вспомогательная проволока переменного тока заполняет сварной шов с более высокой скоростью наплавки.
Наиболее важным аспектом ведомой дуги переменного тока является то, что она не создает значительных помех ведущей дуге. (Было бы нецелесообразно запускать две дуги постоянного тока в непосредственной близости друг от друга. Они будут отклонять друг друга и вызывать крайне нестабильный процесс.)
Тандемная двойная = проволока
При тандемной сварке можно получить еще более высокую скорость наплавки. в сочетании с двойной проволокой, проволокой с металлическим сердечником или модифицированной волной переменного тока. Сдвоенная сварочная головка тандемного типа показана на рис. 3 9 .0004 .
Рис. 3: Дуговая сварка под флюсом в тандеме
Дуговая сварка в тандеме представляет собой просто комбинацию тандемной сварки и сварки двумя проволоками. Он может использовать комбинацию DC(+)/AC или AC/AC для большей скорости осаждения.
Тандем переменного тока с модифицированной формой волны
Тандемная сварка с модифицированной формой волны — это процесс, в котором используется инверторный источник питания для изменения запаздывающей прямоугольной волны переменного тока, так что ее время и амплитуда становятся несбалансированными. Дисбаланс смещен в сторону отрицательной полярности. Этот процесс обеспечивает скорость наплавки, близкую к DC(-), но ограничена меньшим проплавлением при сварке с отрицательной полярностью.
Тандемная сварка холодной проволокой
В относительно большую ванну для тандемной сварки можно подавать дополнительную электрически «холодную» проволоку. Эта холодная проволока увеличивает скорость процесса осаждения без добавления тепла. Холодная проволока на самом деле помогает уменьшить поступление тепла, потребляя энергию, когда она тает в ванне.
Выбор наилучшего процесса
При выборе наилучшего варианта процесса для вашего приложения необходимо учитывать множество вопросов. Одним из способов оценки изменений является сравнение типичных процедур сварки для каждого варианта при одном и том же подводе тепла.
На рис. 4 показано сравнение каждого варианта процесса, обсуждаемого в этой статье. Время сварки рассчитывалось для каждого процесса с использованием одной и той же геометрии соединения, длины шва и тепловложения. Используемое соединение представляло собой V-образную канавку глубиной ¾ дюйма с углом наклона 60 градусов; длина сварного шва представляла собой окружность 48-дюймового диаметра. цилиндр, подвод тепла 65 кДж/дюйм. Сварочные токи и напряжения
соответствующие процессу были выбраны и, где это возможно, были равными.
С учетом этих параметров тандемная сварка двойной проволокой с добавлением холодной проволоки является наиболее производительным процессом. Кроме того, как и ожидалось, все тандемные процессы в этом испытании обеспечивают значительно более короткое время цикла. Это связано с тем, что расчет для тандемных процессов использует комбинированный сварочный ток 1400 ампер и обеспечивает скорость наплавки от 40 до 60 фунтов/час. диапазон. Сравните это с
процесс с одним источником питания, использующий токи 700 ампер для каждого из 5/32-дюймовых. проволочные процессы и 900 ампер и 500 ампер для 3/32 дюйма. двойные и одинарные провода. Различия в производительности между тандемными вариантами были не такими большими, как для однопроволочных процессов.
Варианты стандартного процесса дуговой сварки под флюсом могут обеспечить большую производительность за счет использования более высоких сварочных токов и/или плотности тока. Однако, прежде чем выбрать вариант, необходимо учитывать другие факторы, такие как толщина материала, уровень производства, размер партии, требования к пропускной способности, подготовка соединения и качество кода.
Тино Орсини ранее был менеджером по развитию бизнеса в области продуктов для сварки и резки ESAB. Дэн Гербек (Dan Gerbec) — менеджер по продукции, расходные материалы для сварки под флюсом, ESAB Welding & Cutting Products, 801 Wilson Ave., Hannover, PA 17331, 717-630-3371, [email protected], www.esabna.com.
электрика — Гаражные цепи с каким напряжением/силой тока следует установить для сварочных инструментов и воздушного компрессора?
спросил
Изменено 6 месяцев назад
Просмотрено 65 тысяч раз
В рамках ремонта моего гаража этой осенью большая часть проводки будет переделана. Поскольку выполнять работу перед установкой стен сейчас будет намного проще, чем добавлять схемы в будущем, я хотел бы запустить две схемы для будущих «больших» инструментов.
Во-первых, это сварщик. Мне очень интересно научиться сварке, и я, вероятно, куплю сварщика в ближайшие 1-2 года. Я слышал, что большинство качественных сварочных аппаратов работают на 220-230 вольт и используют от 30 до 60 ампер. Если бы вы делали ремонт в гараже, и хотели бы поставить цепь для будущего сварщика, какую бы амперажную ответвленную цепь вы бы проложили?
Во-вторых, в ближайшие несколько месяцев я куплю хороший воздушный компрессор. В настоящее время у меня есть небольшой 1-галлонный компрессор в стиле блинов. В гараже я бы в идеале хотел что-то, что могло бы управлять набором пневматических инструментов, использоваться для накачивания шин и т. д. Я знаю, что компрессоры бывают размером от крошечных до гигантских. Компрессор какого размера (и соответствующий ответвленный контур) вы бы порекомендовали запланировать?
- электрика
- инструменты
- электропроводка
- гараж
- планирование
необходимость.
Сварочный аппарат на 220 В потребляет примерно половину силы тока аналогичного сварочного аппарата на 110 В. 90-100 ампер довольно распространены, но вы можете найти сварочные аппараты меньшего (и большего) размера. Воздушный компрессор, вероятно, будет потреблять намного меньше тока, может быть, 20-30 ампер для 220 В или 20-50 ампер для 110 В.
Посмотрите на воздушные компрессоры и сварочные аппараты, которые могут вас заинтересовать, и вы сможете получить представление о силе тока, на которую хотите подключить провод.
1
Я уверен, что этот вопрос является спорным для первоначального автора, но для всех, кто интересуется подобным, важным моментом является то, что гараж будет использоваться как магазин, а электрическая инфраструктура должна быть гибкой, чтобы приспособиться к будущим потребностям. Таким образом, я бы порекомендовал вам установить вспомогательную панель на 100 AMP (конечно, 220 В) и смонтировать ее на поверхности, чтобы при необходимости вы могли подключать новый romex к новым розеткам для поверхностного монтажа. Идите вперед и установите розетки, которые, как вы знаете, вам нужны сейчас. Когда/если вы захотите перестроить свой магазин или приобрести новую тяжелую технику, вам будет проще подключить их.
Быстрая проверка на Amazon показывает, что многие сварочные аппараты работают на 115 В / 20 А, что немного. Если это все, что вам нужно, то подпанели любого размера, которую вы поместите в гараже, будет достаточно. 60A — это обычный размер субпанели.
Когда я решил подключить 30-амперную подпанель к своей септической системе, я обнаружил, что самый маленький допустимый медный провод был в два раза дороже, чем огромный (№2) алюминиевый провод. Этого достаточно для 90А, не считая падения напряжения на длинных дистанциях. Дело в том, что вы можете в конечном итоге использовать питатели, которые намного больше, чем вы думаете, что вам нужно, что даст вам достаточно места для ваших машин позже.
Если вы прокладываете все в большом кабелепроводе (2 дюйма), у вас есть возможность проложить один 20A MWBC в гараж сейчас, с выключателями на главной панели, и модернизировать, когда вы выберете свой сварочный аппарат.