Шовная контактная сварка
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Технологические особенности процесса
Шовная сварка во многом подобна точечной и отличается тем, что в качестве электрода используют вращающиеся ролики, обеспечивающие возможность последовательной сварки точек без снятия давления с электродов. При вращении роликов и перемещении между ними деталей сваривается последовательно сплошной ряд точек, перекрывающих одна другую и образующих сплошной шов.
Шовной сваркой наиболее часто выполняют нахлесточные соединения и по отбортовке аналогично применяемым при точечной сварке.
Для шовной сварки используют дисковые (роликовые) электроды диаметром от 40 до 400 мм с плоскоцилиндрической рабочей поверхностью при сварке сталей и со сферической поверхностью при сварке цветных и легких металлов и их сплавов.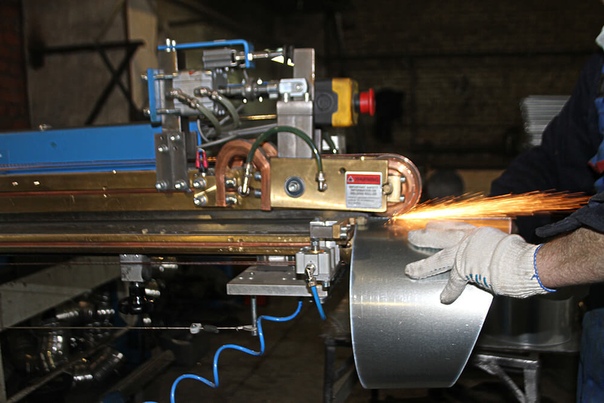
Шовной сваркой выполняют протяженные швы следующими основными способами:
непрерывной сваркой — при непрерывном вращении роликов (электродов) и непрерывном действии сварочного тока;
прерывистой сваркой — при непрерывном вращении роликов и прерывистым (импульсным) действием сварочного тока;
шаговой — с периодической остановкой роликов после поворота их на заданный угол и подачей тока в моменты остановки.
Первые два способа обеспечивают возможность получения герметических швов.
Процесс непрерывной шовной сварки весьма неустойчив, так как по мере действия тока происходит возрастающий разогрев металла, сопровождающийся глубоким внедрением в него роликов. Способ используется для сварки металла толщиной до 1 мм.
При прерывистой шовной сварке получаются отдельные сварные точки (в моменты действия тока), которые, перекрывая одна другую, образуют непрерывный шов. При этом обеспечивается устойчивый процесс сварки без перегрева металла.
Большинство конструктивных элементов (рис. XIII.6) сварных соединений шовной сварки имеют обозначения, аналогичные принятым для соединений точечной сварки.
XIII.6) сварных соединений шовной сварки имеют обозначения, аналогичные принятым для соединений точечной сварки.
Для получения плотного шва величина перекрытий f должна быть не менее 0,3 l.
Режимы сварки
Режимы шовной прерывистой (многоимпульсной) сварки сталей приводятся в табл. XIII.16 и XIII.17; сварки алюминиевых сплавов — в табл. XIII.18.
Малышев Б.Д. Сварка и резка в промышленном строительстве т.1. -M. 1989
См. также: Контактная сварка, Требования к сварным конструкциям при точечной и шовной сварке, Контроль качества соединений точечной и шовной сварки, Промышленное применение точечной и шовной сварки, Механизация и автоматизация точечной и шовной сварки
|
Наибольший вторичный ток, кА |
32 |
|
Номинальный длительный вторичный ток, кА, не менее |
22 |
|
Наибольшая мощность при коротком замыкании, кВА |
290 |
|
Мощность при ПВ=50 %, кВА |
270 |
|
Усилие сжатия электродов, даН: |
|
|
· минимальное, при давлении воздуха в сети 0,1МПа |
190 |
|
· максимальное, при давлении воздуха в сети 0,5МПа |
1350 |
|
Номинальный вылет, мм |
800 |
|
Раствор, не менее, мм |
105 |
|
Рабочий ход верхнего электрода, не менее, мм |
50 |
|
Регулирование сварочного тока |
Плавное ступенчатое |
|
Коэффициент мощности при коротком замыкании |
0,26 |
|
Трансформатор сварочный |
Номинальное напряжение первичной обмотки, В 325+/-1 Частота питающей сети, 50Гц Кол-во ступеней регулирования – не менее 8 Номинальная ступень – 8 Коэффициенты трансформации по ступеням 80/72/68/62/58/52/46/40 Ток длительный вторичный, кА, не менее 22 Мощность номинальная при ПВ=50%, кВа, не менее 270 Тип охлаждения – водяное Масса трансформатора, не более, кг -320 |
|
Число ступеней регулирования коэффициента трансформации, не менее |
8 |
|
Пределы изменения коэффициента трансформации |
40-80 |
|
Линейная скорость роликовых электродов, м/мин |
0,3…3,75 |
|
Диаметр роликовых электродов (верх. |
280/150(+/-0,1мм) |
|
Регулятор контактной сварки |
-измерение сетевого напряжения и компенсацию его изменений -отсчет выдержек времени как в периодах, так и в полупериодах сетевого напряжения -защиту от зарегулирования -возможность изменения величины тока в шовном режиме по внешнему сигналу -сохранение в энергонезависимой памяти 16 режимов(программ) сварки с возможностью выбора их с внешнего переключателя -отображение параметров программ сварки и текущих параметров на 4-х строчном ЖК-индикаторе -программное обеспечение, позволяющее: сохранять в памяти персонального компьютера архивы паспортов сварки, просматривать их -составлять программы сварки, с последующим переносом на SD карту(по запросу) Параметры цикла сварки -количество позиций цикла сварки, не менее 12 -кол-во режимов работы по усилию, не менее 5 -кол-во позиций нагрева, не менее 3 -кол-во программ сварки, 16 |
|
Расчётный расход свободного воздуха, м3/ч |
2 |
|
Расчётный расход охлаждающей воды, л/ч, не более |
2000 |
|
Материал роликовых электродов(ГОСТ 28873-90 сплавы на основе тяжелых цветных металлов, обрабатываемые давлением) |
Брх08(БрНХК) |
|
Рекомендуемый диапазон толщин свариваемых деталей из низкоуглеродистой стали, мм |
от 0,3+0,3 до 2,5+2,5 |
|
Рекомендуемый диапазон толщин свариваемых деталей из нержавеющей стали, мм |
от 0,3+0,3 до 2,0+2,0 |
|
Габаритные размеры машины |
2200*850*2000 |
|
Масса машины, кг, не более |
1500 |
 /нижн.), мм
/нижн.), ммКонтактная шовная сварка | Мир сварки
Контактная шовная сварка
Шовная сварка – способ контактной сварки, при котором соединение деталей выполняется внахлестку в виде непрерывного или прерывистого шва вращающимися дисковыми электродами (роликами), к которым подведен ток и приложено усилие сжатия.
На рисунке 1 представлена принципиальная схема шовной сварки.
Рис.1. Схема контактной шовной сварки |
Применяют три способа шовной сварки:
- непрерывную;
- прерывистую с непрерывным вращением роликов;
- шаговую с периодическим вращением роликов.
Непрерывная шовная сварка выполняется сплошным швом при постоянном давлении роликов на свариваемые поверхности и при постоянно протекающем сварочном токе в течение всего процесса сварки. При этом способе большое значение имеют тщательная зачистка свариваемых поверхностей, равнотолщинность соединяемых листов и однородность состава металла.
Прерывистая сварка с непрерывным вращением роликов также выполняется при постоянном давлении роликов, но в этом случае сварочная цепь периодически замыкается и размыкается. Шов формируется в виде перекрывающих друг друга сварных точек и отличается более высоким качеством.
Шаговая шовная сварка осуществляется при постоянном давлении роликов; при этом сварочная цепь замыкается в момент остановки роликов.
В тех случаях, когда невозможно подвести ролики к свариваемому изделию с двух сторон, применяют одностороннюю шовную сварку (рис.2).
Рис.2. Односторонняя контактная шовная сварка |
Шовно-стыковая сварка – разновидность шовной сварки, применяется для соединения труб с продольным сварным швом.
Из стальной ленты необходимой ширины (рис.3) специальными формирующими роликами подготавливают трубную заготовку 3 с верхним расположением стыка 4 кромок заготовки. Заготовка подается стыком под сварочные ролики 2, к которым подводится сварочный ток от трансформатора 1. Давление прижима передается заготовке через нажимные ролики 5. После заварки шва производится его обработка фрезой, правка и разрезка заготовки на трубы заданных размеров.
Рис.3. Принцип шовно-стыковой сварки |
ЛИТЕРАТУРА
- Оборудование для контактной сварки / Под ред. В.В. Смирнова. – СПб.: Энергатомиздат. 2000. – 848с.
- Технология и оборудование контактной сварки / Б.Д. Орлов, А.А. Чакалев, Ю.В. Дмитриев и др.; Под общ. ред. Б.Д. Орлова. – М.: Машиностроение. 1986. – 352с.
- Сварка на контактных машинах / Н.С. Кабанов. – М.: Высшая школа. 1979. – 215с.
- Основы сварочного дела / В.Г. Геворкян. – М.: Высшая школа. 1991. – 239с.
- Сварка, резка и пайка металлов / К.К. Хренов. Машиностроение. 1952. 384с.
- Справочник сварщика / Под ред. В.В. Степанова. М., Машиностроение, 1974, 520с.
- Оборудование для контактной сварки: Справочное пособие / Под ред. В.В. Смирнова. – СПб.: Энергоатомиздат. 2000. – 848с.
Шовная сварка
Технология шовной сварки
Шовной сваркой можно варить герметичные швы.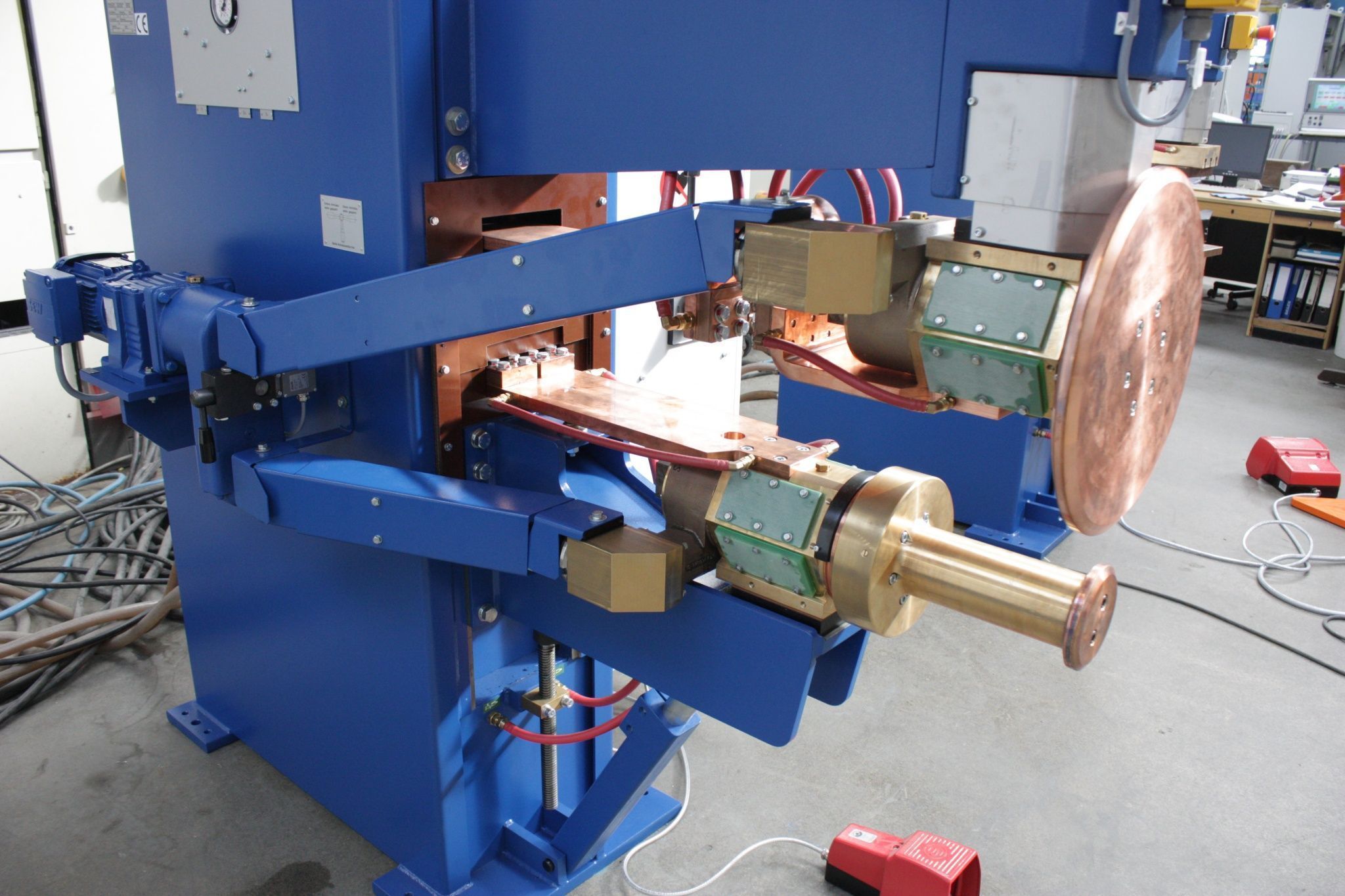
Если не требуется герметичный шов, то шаг можно увеличить и варить без перекрытия.
Для того, чтобы шов был плотный, должен быть 0,5 — 0,6 , т.е. перекрыть 40-50%
Конструкция узлов и соединений: можно руководствоваться теми же рекомендациями, что и для точечной.
Следует отметить, что варить нужно не более 2-х деталей.
Три детали можно одновременно сваривать, но при незначительных толщинах (десятые доли мм) и на машинах.
Соединение нахлесточное или с отбортовкой.
При сварке изделие лучше располагать за пределами контура.
С помощью шовной сварки нахлесточное соединение можно варить с раздавливанием кромок.
Можно варить обечайки.
Если размер D меньше 60 мм, то варить следует на медной оправке
Шовной сваркой сваривают толщины 0,1-0,3 мм.
Подготовка деталей к сварке.
Проводится так же, как при точечной. Однако, более жесткие требования к чистоте поверхности, величине зазоров и сборке.
Если поверхность загрязнена, то резко увеличивается шунтирование тока и опасность непровара резко возрастает по сравнению с точечной сваркой.
Большие зазоры могут привести к прожогу. Смещение кромок деталей должно быть минимальным, т.к. ролики катятся с определенной скоростью.
Шаг прихватки 70-150 мм. Чем больше толщина, тем больше шаг. Прихватку осуществляют на шовной машине.
Шаг 40-60 мм – если шов должен быть герметичным.
Прихват по оси шва последующим швом с перекрытием оси заваривается.
При повышенных требованиях к герметичности допускается прихватка в стороне.
Если позволяет конструкция приспособления, то предпочтительнее вести сварку без прихватки.
Параметры режима шовной сварки
Iсв , кА – сила сварочного тока
tи и tп – длительность импульса и паузы
Pсж , Н – усилие сжатия электродов
V , м/мин – скорость сварки
l , мм – шаг сварки (расстояние между осями точек)
dэ , b , r – диаметр электрода, ширина рабочей поверхности для тонких электродов и радиус для сферических.
Сферические лучше, однако, при перезаточке сложно выполнить точность размеров, поэтому чаще делают плоские.
При выполнении параллельных швов, величина тока должна быть увеличена из-за учета шунтирования.
Если при сварке изделие вводится в контур, то за счет введении ферромассы и потерь на магнитное поле, которое создает вихревые токи в изделии, в конце процесса величина тока может понизиться до 40%. Это надо учитывать – делать приспособление из ферромагнитных материалов.
Лучше всего варить по отбортовке.
Если соединение внахлестку, то лучше варить половину шва, перевернуть и варить остальные половину шва.
Длительность tи и tп зависит от толщины материала.
Обычно корректируется при сварке первого изделия.
От tи и tп зависит размер литого ядра и величина перекрытия. Можно корректировать в процессе сварки.
Для н/у и нержавеющих сталей: tп=(1..1,2)
Для н/п закаливающихся сталей: tп=(0,5..0,8)
Для алюминиевых сплавов: tп=(1,5..2)
Для оцинкованных сталей: tп=(0,25..0,3)
Длительность импульса сварки для н/у сталей: tп=0,04(1+)
Для нержавеющих сталей: tп=0,03(1+)
Для алюминиевых сплавов: tп=0,02(1+)
Для машин переменного тока кратность равна 0,02 сек.
Для н/у сталей и алюминиевых сплавов: (1500…2000)δ+500, Н
Для нержавеющих жаропрочных титановых сплавов: (3000…4000)δ+1000, Н
0,06, м/мин
Шаг сварки зависит от свойств материала детали и от толщины.
Шовная сварка с раздавливанием кромок, когда ширина рабочей поверхности роликов больше величин нахлестки.
Такое соединение плохо работает при знакопеременных нагрузках.
Можно применять шовную сварку встык с накладками, такое соединение очень хорошо работает при знакопеременных нагрузках.
Таким способом модно соединять высокотеплопроводные материалы – медь и её сплавы.
Если накладки из молибдена, то они не привариваются к меди или стали.
Торцевая сварка
Применение этого способа требует более тщательного подбора параметров режима, т.к. можно получить выплеск жидкой фазы за пределы зоны соединения. Можем получить град.
Также по теме:
Оборудование для контактной точечной и шовной сварки
Основным временем при контактной сварке является время, затрачиваемое на сварку одного стыка при стыковой сварке, одной точки при точечной сварке или 1 м шва при шовной сварке. Оно зависит от мощности машины, типа прерывателя, способа ведения процесса (ручной, механический) и других условий, связанных с устройством оборудования. Основное время сварки определяется в соответствии с техническими характеристиками оборудования или опытным путем.
[c.520]
Оно зависит от мощности машины, типа прерывателя, способа ведения процесса (ручной, механический) и других условий, связанных с устройством оборудования. Основное время сварки определяется в соответствии с техническими характеристиками оборудования или опытным путем.
[c.520]
В книге приведены сведения о технологии контактной сварки, типовом оборудовании, инструменте и приспособлениях для стыковой, точечной, рельефной и шовной сварки, изложен материал о монтаже, эксплуатации и [c.223]
ОБОРУДОВАНИЕ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ И ШОВНОЙ СВАРКИ [c.203]
Наша промышленность в свое время прошла стадию универсальных машин стыковых, точечных, шовных и прессовых. Сейчас в контактной сварке основной задачей является применение специализированного сварочного оборудования для отдельных видов работ, внедрение полуавтоматического и автоматического оборудования и оснащение универсального оборудования приспособлениями.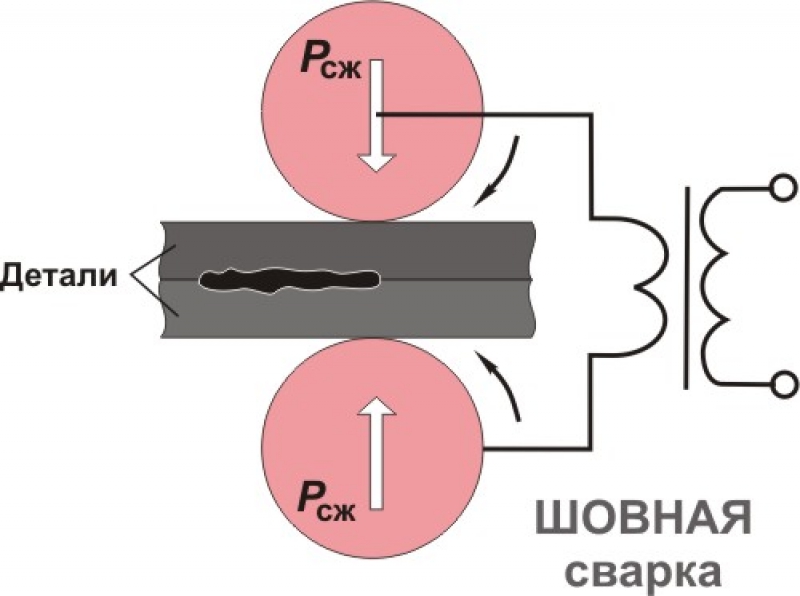 [c.101]
[c.101]
Технологическая проба при контактной сварке является самым действенным методом контроля режима и состояния оборудования. При точечной и шовной сварке проверка режима осуществляется сваркой технологической пробы, которая производится или перед началом [c.120]
В справочнике приведены сведения о физических основах контактной сварки и других видах сварки давлением, технические характеристики машин для стыковой, точечной, рельефной н шовной сварки, а также оборудования для ультразвуковой, холодной, диффузионной и сварки трением кратко даются способы контроля качества сварных соединений и вопросы техники безопасности. [c.2]
В книге изложена технология контактной сварки и описано типовое оборудование, инструменты и приспособления, применяемые при стыковой, точечной, рельефной и шовной сварке рассмотрены вопросы механизации и автоматизации, контроля качества и техники безопасности при этих способах сварки и даны краткие сведения о холодной, прессовой, диффузионной и ультразвуковой сварке, а также сварке трением и с нагревом т.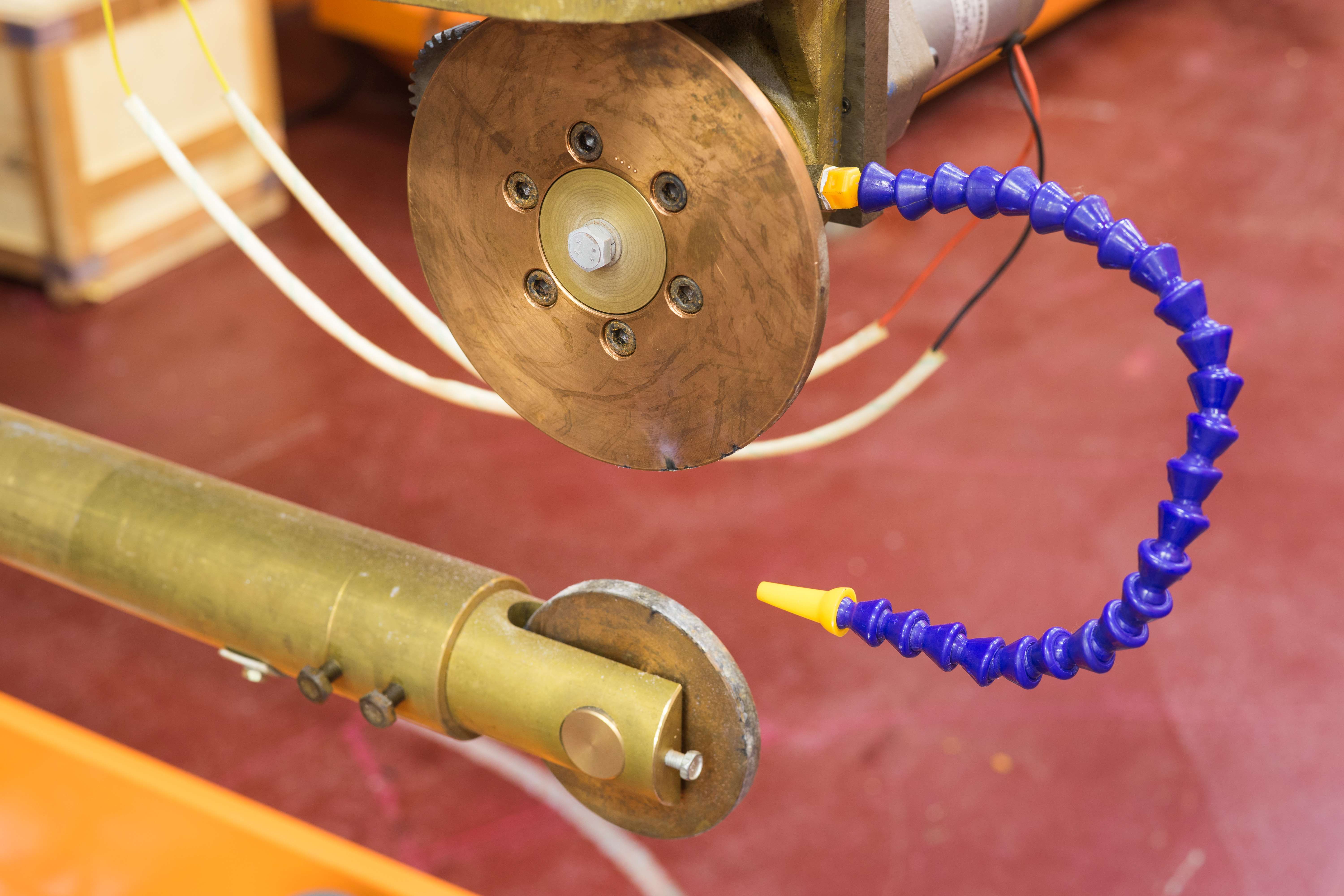 в. ч.
[c.2]
в. ч.
[c.2]
Система обозначения контактных машин позволяет определить назначение оборудования и его характеристики. Машины любого типа имеют буквенное и цифровое обозначения первая буква М — машина вторая буква — вид сварки (Т — точечная, Р — рельефная, Ш — шовная) третья буква — тип источника тока (Н — низкочастотный, К — разрядом конденсатора, В — постоянного тока и др.) или конструктивное исполнение машины (Р — радиальная, П — подвесная, М — многоточечная или многоэлектродная) первая цифра — наибольшая сила вторичного тока, кА, или сила осадки, кН вторая цифра — номер модификации третья цифра — вид климатического исполнения (ГОСТ 15150—69) четвертая цифра — группа машин по нормируемым требованиям затем следуют напряжение и частота питающей сети, слово экспорт при экспортном исполнении (ГОСТ 297—80 Е), обозначение технических условий на машину и ГОСТ 297-80 Е. [c.166]
Параметры точечных машин переменного тока представлены в табл.
 1.2, постоянного тока, низкочастотных и конденсаторных — в табл. 1.3 рельефных переменного тока и низкочастотных — в табл. 1.4 шовных переменного и постоянного тока, низкочастотных — в табл. 1.5 подвесных — в табл. 1.6, а сварочных клещей — в табл. 1.7. Каждая машина контактной сварки включает несущий корпус, элементы вторичного (сварочного) контура, сварочный трансформатор, систему управления, привод сжатия, систему охлаждения токоведущих элементов вторичного контура, вспомогательное оборудование.
[c.170]
1.2, постоянного тока, низкочастотных и конденсаторных — в табл. 1.3 рельефных переменного тока и низкочастотных — в табл. 1.4 шовных переменного и постоянного тока, низкочастотных — в табл. 1.5 подвесных — в табл. 1.6, а сварочных клещей — в табл. 1.7. Каждая машина контактной сварки включает несущий корпус, элементы вторичного (сварочного) контура, сварочный трансформатор, систему управления, привод сжатия, систему охлаждения токоведущих элементов вторичного контура, вспомогательное оборудование.
[c.170]Для обозначения контактных машин любого типа принята буквенно-цифровая система первая буква JV1 означает, что данное оборудование представляет собой машину вторая указывает, какой вид сварки выполняет машина Т — точечная, Р — рельефная, Ш — шовная, С — стыковая. В некоторых случаях в обозначение входит третья буква, поясняющая конструктивные особенности машины, например М — многоэлектродная. В—с выпрямлением тока во вторичном контуре, К — конденсаторная.
[c. 15]
15]
Приведены практические сведения о способах и особенностях формирования соединений контактной сварки и свариваемости различных металлов, технологии точечной, рельефной, шовной и стыковой контактной сварки и оборудования. Рассмотрены механизация и автоматизация сварки и методы контроля качества соединений, наладка и эксплуатация машин, а также техника безопасности при выполнении сварочных работ. [c.2]
Значительные успехи получены в развитии механизированных методов контактной сварки. Этому способствовало совершенствование оборудования для этого вида сварки. Промышленность СССР выпускает различные типы универсальных и специальных машин для всех видов контактной сварки, которые находят широкое применение в первую очередь в автомобильной и авиационной промышленности. Но и в других отраслях промышленности, например в вагоностроении, использование контактной сварки быстро возрастало. Калининский вагоностроительный завод построил поточную линию для многоточечной сварки цельнометаллических железнодорожных вагонов. Прочные позиции завоевала контактная сварка в котлострое-нии (при сварке аустенитных и перлитных сталей на стыках труб, приварке шипов к экранам труб и т. д.), а также в строительстве, особенно при изготовлении арматуры для железобетонных конструкций, арматурных сеток и т. д. При этом применяются оригинальные отечественные машины. Значительно расширилось использование контактной сварки на заводах сельскохозяйственного машиностроения. Были освоены точечная и роликовая сварка легких сплавов, шовно-стыковая сварка труб и т. д.
[c.128]
Прочные позиции завоевала контактная сварка в котлострое-нии (при сварке аустенитных и перлитных сталей на стыках труб, приварке шипов к экранам труб и т. д.), а также в строительстве, особенно при изготовлении арматуры для железобетонных конструкций, арматурных сеток и т. д. При этом применяются оригинальные отечественные машины. Значительно расширилось использование контактной сварки на заводах сельскохозяйственного машиностроения. Были освоены точечная и роликовая сварка легких сплавов, шовно-стыковая сварка труб и т. д.
[c.128]
Книга содержит сведения о технологии контактной сварки, типовом оборудовании, инструменте и приспособлениях для стыковой, точечной, рельефной и шовной сварке, приведен материал о монтаже, жсплуата-ции и контроле работы сварочных машин и качестве соединений, организации труда и технике безопасности. [c.287]
В книге приведены сведения о технологии контактной сварки, типовом оборудовании, инструменте в приспособлениях для стыковой, точечной, рельефной и шовной сварки, изложен материал о монтаже, эксплуатации и контроле работы сварочш>1х машин и качестве сварных соединений. [c.216]
[c.216]
Контактная шовная (роликовая) сварка FN160 (DDHI)
Сварочные машины FN используются для сварки швов при производстве резервуаров и металлических емкостей разного назначения.
Контактная шовная сварка представляет собой сварочный процесс, при котором части изделий соединяются герметичным швом. Такой шов состоит из множества частично перекрывающих друг друга сварных точек. Контактная шовная сварка производится при помощи специальных машин шовной сварки, оснащенных роликами-электродами. Эти ролики плотно сжимают и прокатывают свариваемые детали, благодаря чему получается непрерывный герметичный шов. Машины шовной сварки широко применяются для сварки всевозможных емкостей и резервуаров, таких как трубы, бензобаки, котлы, сильфоны и т.д.
Особенности
Машины контактной шовной сварки FN в своей работе используют метод контактной сварки сопротивлением. Данные машины позволяют осуществлять сварку одним из двух возможных способов: прерывистым или непрерывным швом.
Машины шовной сварки FN оборудованы водяной системой охлаждения, обеспечивающей повышенную износостойкость и длительный срок службы. Пневматические цилиндры гарантируют надежное управление всей системы. Аппараты шовной сварки оснащены современным цифровым контроллером, регулирующим все основные технологические параметры.
Технические характеристики контактной шовной (роликовой) сварки FN-160:
- — Номинальная мощность — 160 кВа;
- — Входное напряжение — 380 В 50Гц;
- — Входной ток — 420 А;
- — Напряжение холостого хода — 8.5 В;
- — Номинальная рабочая нагрузка — 50%;
- — Максимальная толщина сварки — 3.5+3.5 мм;
- — Скорость сварки — 0.8-3.2 м/мин;
- — Ход электрода — 20 мм;
- — Вылет электрода — 800 мм;
- — Минимальный диаметр заготовки — 130 мм;
- — Охлаждающая жидкость — 120 л/час;
- — Вес машины — 930 кг
Модельный ряд контактной шовной (роликовой) сварки серии FN:
| Модель | FN-35 | FN-50 | FN-75 | FN-100 | FN-125 | FN-160 | |
| Номинальная мощность | кВА | 35 | 50 | 75 | 100 | 125 | 160 |
| Входное напряжение | В | 380В 50Гц | |||||
| Входной ток | А | 92 | 131 | 197 | 263 | 328 | 420 |
| Напряжение холостого хода | В | 4. 2 2 | 5 | 6.1 | 7.2 | 8 | 8.5 |
| Номинальная рабочая нагрузка | 50% | ||||||
| Макс. толщина сварки | мм | 1+1 | 1.5+1.5 | 2+2 | 2.5+2.5 | 3+3 | 3.5+3.5 |
| Скорость сварки | м/мин | 0.8-3.2 | |||||
| Ход электрода | мм | 20 | |||||
| Вылет электрода | мм | 800 | |||||
| Мин. диаметр заготовки | мм | 130 | |||||
| Охлаждающая жидкость | л/час | 120 | |||||
| Вес машины | кг | 470 | 500 | 620 | 720 | 810 | 930 |
Применение контактной точечной, рельефной и шовной сварки. — Технологии — Статьи — Партек
Как и любой другой способ сварки, контактная сварка это способ получения неразъемного соединения. В настоящее время наиболее популярны следующие разновидности контактной сварки: точечная контактная сварка, рельефная сварка, шовная сварка.
В настоящее время наиболее популярны следующие разновидности контактной сварки: точечная контактная сварка, рельефная сварка, шовная сварка.Точечная контактная сварка
При контактной сварке детали соединяются в одной или в нескольких точках. Качество сварного соединения зависят от формы и размеров контактной поверхности электродов, силы сварочного тока, времени его протекания через заготовки, усилия сжатия электродов и состояния поверхностей свариваемых деталей.
Применяется в автомобилестроении, самолётостроение, судостроении, сельскохозяйственном машиностроении, строительстве и других отраслях промышленности.
Наиболее частое применение контактной точеной сварки при изготовлении следующих изделий:
— кузовные элементы автомобиля, распределительные электрощиты, шкафы управления, мебельные комплектующие, замочно-скобяные изделия, металлическая мебель, металлическая посуда и другие изделия.
Рельефная сварка
Также как и при точечной сварке детали соединяются в одной или одновременно нескольких точках, но имеющих выступы, рельефную поверхность. Рельефная поверхность может быть образована штамповкой или другим способом и быть как на одной так и на обеих свариваемых деталях, поверхностях.
Рельефная поверхность может быть образована штамповкой или другим способом и быть как на одной так и на обеих свариваемых деталях, поверхностях.
Наиболее часто применяется при изготовлении следующих изделий:
В автомобилестроении, крепление различных кронштейнов, шайб, втулок, петель к листовым деталям, для приварки разнообразного крепежа, болтов, гаек и шпилек. При производстве арматурных каркасов для железобетонных конструкций. При изготовлении металлической посуды, приварка ручек к емкости. При изготовлении металлической мебели.
Шовная контактная сварка
При шовной контактной сварке детали соединяются швом, состоящим из последовательного ряда отдельных сварных точек, которые могут перекрывать или не перекрывать друг друга. При этом способе можно получить герметичное соединение или последовательные сварные швы. Как правило толщина свариваемых деталей не превышает 3 мм.
Наиболее часто применяется при изготовлении следующих изделий:
Производство различных емкостей, баков, бензобаков, вентиляционных и дымовых труб, различные бочки, сильфоны, компрессорные ресиверы, автомобильные глушители. Секции электрических радиаторов.
Секции электрических радиаторов.
Шовная сварка: применение, преимущества и недостатки
Шовная сварка — это процесс соединения двух одинаковых или разнородных материалов в шве с помощью электрического тока и давления. Этот процесс в основном используется для металлов, поскольку они легко проводят электричество и могут выдерживать относительно высокое давление.
Шовная сварка возможна благодаря контактному сопротивлению, создаваемому между двумя металлами.
При прохождении тока между металлами в небольшом зазоре выделяется тепло.Электроды поддерживают и контролируют поток электричества.
СВЯЗАННЫЙ С: УЛЬТРАЗВУКОВАЯ СВАРКА: ПЕРСПЕКТИВНАЯ ТЕХНОЛОГИЯ ДЛЯ СВАРАНИЯ И ПЛАСТИКА И МЕТАЛЛА
Давайте подробно рассмотрим эту технологию сварки, используемую в различных отраслях промышленности.
Что такое сварка контактным швом?
Шовная сварка или контактная сварка — это разновидность контактной сварки, которая представляет собой процесс сварки двух материалов с использованием электрического тока.
Существует четыре основных типа контактной сварки:
- Контактная точечная сварка
- Контактная сварка с выступом
- Контактная стыковая сварка
- Контактная сварка
Контактная сварка — один из наиболее распространенных сварочных процессов, используемых для соединения металлические листы со сплошным сварным швом.
Когда два одинаковых или разных материала прижимаются друг к другу, между ними образуется небольшой зазор из-за неровностей поверхности. При контактной сварке швом этот зазор создает электрическое сопротивление между двумя материалами и вызывает их нагрев на стыке.
Это также известно как контактное сопротивление.
Сварочный ток имеет первостепенное значение при сварке швов. Количество тепла, выделяемого в швах, будет зависеть от силы тока, протекающего через него.
Однако слишком сильное включение электричества может вызвать выбросы и порчу электрода. Переменный ток (AC) по-прежнему является наиболее предпочтительным видом электрического тока, применяемого при шовной сварке.
Переменный ток (AC) по-прежнему является наиболее предпочтительным видом электрического тока, применяемого при шовной сварке.
При сварке швов используются электроды в форме колеса. Эти колеса прикладывают к деталям силу и электричество.
Сила сварки должна быть пропорциональна твердости материалов. Следовательно, более твердым металлам требуется большее сварочное усилие по сравнению с более мягкими металлами.
В более широком смысле, сварка сопротивлением шва подразделяется на:
Шовная сварка прерывистым движением
Ролики и подача электрического тока остаются активными до тех пор, пока не будет достигнуто положение сварки. Это означает, что сварка происходит в определенных точках или области, а не в виде сплошной линии.
Сварка швов прерывистым движением полезна для сварки толстых металлов, где непрерывная сварка невозможна. Существует два типа сварки прерывистым швом:
- Ролик Точечная сварка
- Сварка швом внахлест
Шовная сварка непрерывным движением
При сварке непрерывным швом возможен непрерывный шов. Металл соединяется по мере прохождения через электроды с постоянной скоростью роликов. Он обеспечивает равномерный сварной шов внахлест, поскольку детали остаются под постоянным давлением.
Металл соединяется по мере прохождения через электроды с постоянной скоростью роликов. Он обеспечивает равномерный сварной шов внахлест, поскольку детали остаются под постоянным давлением.
Тип электродов, используемых при контактной сварке швом, зависит от свариваемого материала. Например, если мы используем шовную сварку для сварки алюминия, то часто избегают использования медных электродов. Это связано с тем, что медь сплавляется с алюминием, что приводит к гораздо более быстрому износу электрода.
Лазерная сварка швом и контактная сварка швом
Термин шовная сварка стал почти синонимом контактной сварки.Однако существует и другой процесс шовной сварки, называемый лазерной сваркой швов.
Лазерная шовная сварка — это разновидность лазерной точечной сварки. При лазерной точечной сварке высокоинтенсивный лазер направляется в точку, где луч заставляет целевое пятно плавиться и свариваться.
Однако в этом случае головка лазерного инструмента неподвижна. В этой технике сварки лазер перемещается вдоль шва, чтобы создать постоянный сварной шов.
Этот тип сварки обычно используется для сварки датчиков, компонентов радара, инсулиновых помп, батарейных отсеков и корпусов кардиостимуляторов.
Преимущества контактной шовной сварки
Контактная шовная сварка обладает уникальным набором преимуществ, которые делают ее очень востребованной во многих отраслях промышленности.
Герметичные сварные швы: Одной из наиболее важных характеристик непрерывного шва является то, что он может создавать воздухонепроницаемые и водонепроницаемые уплотнения. Это очень важно при создании металлических конструкций, которые нуждаются в защите от утечки воздуха или воды, например, герметичных сосудов или сосудов.
Быстрый процесс сварки: Сварка возможна на высоких скоростях.А поскольку весь процесс является автоматическим, сварка контактным швом выполняется быстрее, чем другие альтернативы, такие как точечная сварка.
Присадочный материал / флюс не требуется: Сварка возможна без использования присадочного материала или флюса.
Недостатки контактной шовной сварки
Способ настройки контактной шовной сварки, с ней связаны некоторые недостатки. Ниже приведены некоторые ограничения или недостатки контактной сварки сопротивлением.
Ограниченные линии сварки: Поскольку аппарат для сварки швов состоит из роликов, возможны только прямолинейные или равномерно изогнутые линейные швы.
Ограничения по толщине: Существуют ограничения, когда дело доходит до толщины листов, потому что сварка швов может стать довольно обременительной, если толщина одного листа превышает 3 мм.
Применение шовной сварки
Контактная сварка швов находит свое применение при сборке топливных баков, поскольку она должна быть непроницаемой для жидкости. Он также используется для сварки частей сосудов, которые должны быть водо- или воздухонепроницаемыми.
Он также используется для сварки частей сосудов, которые должны быть водо- или воздухонепроницаемыми.
Некоторые другие виды сварки также могут создавать водонепроницаемые и воздухонепроницаемые уплотнения, но они не обязательно обеспечивают чистый сварной шов.Подобно тому, что можно получить с помощью шовной сварки.
Другое распространенное применение — сварка труб. Сварка контактным швом особенно используется в этой области, поскольку в процессе не используются сплавы металлов.
Следовательно, нет сварных швов, которые испортили бы эстетический вид трубок или труб. Эта технология сварки позволяет создавать бесшовные стыки, которые трудно даже почувствовать на стыковой поверхности.
СВЯЗАННЫЕ С: РУКОВОДСТВО ПО ЗАРАБОТКЕ ДЕНЕГ НА СВАРКЕ: ВАРИАНТЫ И СОВЕТЫ ДЛЯ КАРЬЕРЫ
Сварка швов также используется при производстве резервуаров из листового металла, используемых в качестве резервуаров для керосина, бензина и других жидкостей.В таком применении важную роль играют как воздухонепроницаемые, так и непроницаемые для жидкости сварные швы. Это связано с тем, что жидкости, такие как бензин, испаряются при контакте с воздухом.
Это связано с тем, что жидкости, такие как бензин, испаряются при контакте с воздухом.
Сварка контактным швом находит свое применение во многих отраслях промышленности благодаря уникальным возможностям сварки. Как и любой сварочный процесс, у него есть свои достоинства и недостатки.
Однако для определенного набора требований контактная сварка швом идеальна по своим характеристикам и возможностям сварки.
Шовная сварка — обзор
Введение
Все методы шовной сварки требуют больших затрат тепловой энергии для сварки деталей.В отличие от точечной сварки, шовный сварной шов представляет собой непрерывный шов с различной геометрией сварки, например угловыми и стыковыми швами. В этой главе рассматриваются только сварные швы, тогда как анализ и поведение точечных сварных соединений — это особая область, которая рассматривалась по-разному и будет обсуждаться в главе 11.
В течение срока службы сварных конструкций, подверженных воздействию В различных условиях эксплуатации сварные соединения обычно являются потенциальными очагами усталостного разрушения из-за областей наибольшей концентрации напряжений и измененных свойств материала. Таким образом, инженеры и ученые всегда заинтересованы в понимании усталостных характеристик сварных соединений и пытаются разработать аналитические инструменты для оценки усталостной долговечности сварных соединений. Однако прогнозирование усталостной долговечности сварных соединений часто бывает сложным и неточным, поскольку многие параметры влияют на усталостную долговечность сварных соединений.
Таким образом, инженеры и ученые всегда заинтересованы в понимании усталостных характеристик сварных соединений и пытаются разработать аналитические инструменты для оценки усталостной долговечности сварных соединений. Однако прогнозирование усталостной долговечности сварных соединений часто бывает сложным и неточным, поскольку многие параметры влияют на усталостную долговечность сварных соединений.
Сварка сильно влияет на материалы в процессе нагрева и последующего охлаждения, а также в процессе плавления с дополнительным присадочным материалом, в результате чего получаются неоднородные и разные материалы.Кроме того, сварной шов обычно далек от совершенства, он содержит включения, поры, полости, поднутрения и т. Д. Форма профиля сварного шва и несваренные корневые зазоры создают высокие концентрации напряжений с различными геометрическими параметрами. Кроме того, остаточные напряжения и деформации, возникающие в процессе сварки, влияют на усталостные характеристики.
Принимая во внимание сложность модели прогнозирования усталостной долговечности сварных швов и широкую область применения, неудивительно, что существует несколько аналитических подходов, и ни один из них не может учесть вышеупомянутые переменные процесса. Таким образом, это постоянная область исследований, представляющая интерес для всех инженерных дисциплин, с целью улучшения прогнозируемого срока службы сварных швов.
Таким образом, это постоянная область исследований, представляющая интерес для всех инженерных дисциплин, с целью улучшения прогнозируемого срока службы сварных швов.
Из-за большого количества соответствующей литературы в этой главе будут представлены только подходы Донга и Фермера к структурному напряжению (Dong, 2001a, b; Fermer et al., 1998) и подход псевдонапряжения с надрезом, поскольку эти три подхода были закодированы в некоторые коммерческие модули анализа усталости в качестве одного из инструментов автоматизированного проектирования (CAE), используемых в автомобильной инженерии.Обратитесь к книге Radaj et al. (2006) для подробного обзора всех других методов. Однако эта глава начнется с введения параметров, влияющих на усталостную долговечность сварных соединений, чтобы помочь вам понять возможные источники изменчивости данных об усталости.
Шовная сварка | Сварка давлением | Основы автоматизированной сварки
Шовная сварка — это метод, используемый в случаях, когда требуется высокая герметичность и водонепроницаемость. На этой странице представлены принципы и преимущества / недостатки метода сварки швом, также известного как сварка швом внахлест.На этой странице также представлена стыковая сварка и сварка заторным швом — два метода, в которых используются схожие принципы сварки.
На этой странице представлены принципы и преимущества / недостатки метода сварки швом, также известного как сварка швом внахлест.На этой странице также представлена стыковая сварка и сварка заторным швом — два метода, в которых используются схожие принципы сварки.
Сварочные материалы удерживаются сверху и снизу круглыми электродами.При вращении электродов пропускается ток, и тепло, генерируемое электрическим сопротивлением, непрерывно соединяет сварочные материалы. Метод также называют сваркой швом внахлест.
Выполнение линии точечной сварки внахлест обеспечивает герметичность. Это экономически выгодно, поскольку скорость сварки высокая и газ не используется. Поскольку во время сварки не образуются искры, нет проблем с безопасностью и необходимости в средствах защиты.
Практическое применение включает сварку деталей или секций, требующих герметичности или водонепроницаемости, таких как топливные баки.Помимо шовной сварки внахлест, шовная сварка имеет различные вариации, такие как стыковая сварка, при которой продолжается нагрев стыковых поверхностей за счет приложения давления и пропускания сварочного тока для сваривания шва, и сварка швом-швом, при которой используются роликовые электроды для сглаживания слегка перекрывающихся краев основания. материалы, пропуская электрический ток и прикладывая давление для непрерывной сварки шва.
- Электрод роликовый
- Сварной шов
- Источник сварочного тока
При производстве небольших кварцевых генераторов и датчиков гироскопа необходимо сваривать их крышки в вакууме, чтобы улучшить характеристики продукта и предотвратить ухудшение характеристик с течением времени.Это делается с помощью аппарата для вакуумной сварки швов, который может обеспечить герметичное уплотнение с помощью роликовых электродов в вакууме.
Дом
Проектирование и изготовление сварных швов в центре внимания
Шовная сварка набирает обороты в отрасли производства листового металла. В больших и малых цехах применяется сварка контактным швом, лазерная шовная сварка или, возможно, и то, и другое. И еще больше людей ищут услуги по контрактной сварке.
Что делает сварку швов звездой во многих проектах по производству листового металла?
Услуги по проектированию и изготовлению сварных швов
Используется для шовной сварки:
- Труба металлическая прямоугольная и круглая
- Бочки стальные
- Топливные баки
- Прочие изделия, для которых требуются прямые или изогнутые сварные швы
Шовные сварные швы особенно хорошо подходят для создания соединений, которые должны быть газонепроницаемыми или непроницаемыми для жидкости.
С введением в процесс лазерной технологии область применения расширилась до производства продуктов, начиная от компонентов радара и заканчивая датчиками и корпусами для инсулиновых помп .
Одна из причин, по которой шовная сварка так полезна при изготовлении листового металла, заключается в том, что в результате получается соединение, которое может быть прочнее, чем металл, из которого он сформирован. Это означает, что конечная продукция более прочная и надежная .
Как работает сварной шов?
Это зависит от того, используется ли сварка контактным швом или лазерная шовная сварка.Хотя конечный результат почти такой же, методы различаются.
Выполняется сварной шов для соединения стыковых поверхностей двух деталей из одинаковых металлов. «Файинг» относится к поверхностям, которые соприкасаются в стыке.
Процесс контактной шовной сварки может быть непрерывным или прерывистым. В непрерывном режиме машина выполняет точечную сварку внахлест, в результате чего сварной шов является герметичным для жидкости и газа. В прерывистом режиме между сварными швами остается зазор, а шов не является водо- и газонепроницаемым.
Как ваш производитель выполняет сварку контактным швом?
Здесь мы поговорим о технических деталях. Для сварки контактным швом требуются два электрода, обычно из меди. Соединение листового металла формируется, когда металл проходит между обычно дискообразными электродами, которые создают давление и ток для выполнения работы. Полученное соединение называется сварным швом сопротивлением качению или негерметичным швом.
Прочные швы, сформированные контактной сваркой, используются во многих изделиях.Рынки, на которых обычно находят применений для контактной сварки сопротивлением, включают :
.- Строительство и инфраструктура
- Транспорт
- Товары длительного пользования
Как насчет лазерного шва?
Лазерная сварка листового металла швом пользуется успехом благодаря важным преимуществам, которые предлагает , в том числе:
- Исключение отделки
- Удаление присадочного материала
- Повышенная прочность, гибкость и стабильность суставов
Шовная сварка лазером отличается от контактной сварки тем, что с ее помощью выполняются только герметичные швы. Чтобы сформировать сварной шов, материал перемещается под головкой лазерной фокусировки. Это звучит просто, но прежде чем приступить к сварке, необходимо учесть несколько важных моментов.
Чтобы сформировать сварной шов, материал перемещается под головкой лазерной фокусировки. Это звучит просто, но прежде чем приступить к сварке, необходимо учесть несколько важных моментов.
Например, операторы должны определить правильные параметры для выполняемой работы, в том числе:
- Частота следования лазерных импульсов
- Скорость линейного перемещения детали
- Процент перекрытия точек
- Частота следования импульсов
- Диаметр фокусируемого пятна
С другой стороны, знание всех этих технических деталей действительно дает производителям возможность выйти на новые рынки, а это всегда хорошо.
Для шовной сварки будущее выглядит ярким
Шовная сварка перспективна не только для производителей, но и для проектировщиков. Это дает им более широкий выбор и более экономичных способов удовлетворить широкий спектр требований.
Чтобы узнать больше о контактной сварке и лазерной сварке, обратитесь к производителю. Чтобы узнать больше о том, что должно входить в конструкцию точечной сварки, щелкните здесь.
Чтобы узнать больше о том, что должно входить в конструкцию точечной сварки, щелкните здесь.
( Примечание редактора: Эта статья была первоначально опубликована в августе 2018 года и недавно была обновлена)
Какие материалы используются для изготовления колес для шовной сварки?
Сварка контактным швом идеально подходит для создания высококачественных сварных швов в кратчайшие сроки.Однако для этого материал, из которого изготовлено колесо, должен обладать соответствующими свойствами.
Сварка контактным швом происходит непосредственно от точечной сварки. Электрический ток и давление используются для сварки двух одинаковых или разнородных материалов. Однако, в отличие от точечной сварки, два электрода имеют форму колес, обычно сделанных из меди. Одно из этих двух колес ведомое. При прохождении двух заготовок точки сварки генерируются импульсами тока.Выше определенной частоты импульсов точки сварки могут даже перекрываться — создается непрерывный сварной шов.
Преимущество контактной шовной сварки по сравнению с точечной сваркой состоит в том, что детали не нужно продвигать вручную в каждом случае. Это означает, что пара электродов не должна открываться и закрываться индивидуально после каждой отдельной точки. При сварке контактным швом вращающиеся электроды сварочного колеса автоматически продвигают детали.
Благодаря этим электродам сварочного колеса можно не только получать непрерывные сварные швы, но и износ электродов значительно ниже, чем при точечной сварке. Поскольку сварка сопротивлением дает непрерывные сварные швы, еще одним замечательным преимуществом является то, что ее можно использовать для изготовления воздухо- и водонепроницаемых уплотнений.
В каких отраслях применяется сварка контактным швом? Из-за таких непрерывных сварных швов этот процесс используется при производстве контейнеров, которые должны быть водонепроницаемыми и / или воздухонепроницаемыми. Например, при производстве топливных баков. Кроме того, с помощью этого процесса часто сваривают трубы и шланги, поскольку в этом процессе не используются плавящиеся металлы и, следовательно, сварочные валики не образуются.
Например, при производстве топливных баков. Кроме того, с помощью этого процесса часто сваривают трубы и шланги, поскольку в этом процессе не используются плавящиеся металлы и, следовательно, сварочные валики не образуются.
Этот метод также очень хорошо подходит для процессов, которые можно автоматизировать. Например, сварка роликовым швом используется для изготовления барабанов стиральных машин, посудомоечных машин, раковин или дымоходных труб.
Из каких материалов изготавливают колеса для шовной сварки? Медь и медные сплавы идеально подходят в качестве материалов для колес для шовной сварки, поскольку они обладают высокой теплопроводностью и электропроводностью.В основном для электродов при шовной сварке используются те же сплавы, что и для электродов при точечной сварке. Например, материалы RWMA класса 2 используются для деталей с высокой проводимостью. Они идеально подходят для сварки холоднокатаной и горячекатаной стали, а также латуни и бронзы.
Для сварки материалов с высоким сопротивлением, таких как нержавеющая сталь, монель и нихром, используются материалы класса 3 RWMA.
В чем преимущества сварочных колес из сплавов AMPCO?AMPCO METAL производит широкий спектр сплавов, которые можно использовать в различных областях.Сплавы с высоким содержанием меди AMPCOLOY® 83, AMPCOLOY® 88, AMPCOLOY®89, AMPCOLOY® 91, AMPCOLOY® 95, AMPCOLOY® 940, AMPCOLOY® 944 и AMPCOLOY® 972 особенно хорошо подходят для использования при контактной сварке. Материалы используются как пластины, так и электроды сварочного колеса.
Сварочные круги из AMPCOLOY® 972 или AMPCOLOY® 940 рекомендуются для сварки низкоуглеродистой и углеродистой стали, тогда как сварочные круги из AMPCOLOY® 95 рекомендуются для сварки нержавеющей стали. Сварочные колеса должны иметь достаточное охлаждение, особенно при сварке стальных листов с металлическими покрытиями или алюминиевых и магниевых сплавов, поскольку они имеют тенденцию образовывать сплавы с материалом сварочного колеса. Поэтому сварочные колеса обычно имеют полый вал. Этот вал может быть наполнен водой и отвечает за охлаждение.
Поэтому сварочные колеса обычно имеют полый вал. Этот вал может быть наполнен водой и отвечает за охлаждение.
Для получения дополнительной информации о контактной сварке, пожалуйста, загрузите наше бесплатное «Руководство AMPCO METAL по контактной сварке и защите от брызг»
: Добро пожаловать в Mipalloy ::.
Колеса для швов Mipalloy являются эталоном качества в отрасли. Мы производим кованые и полностью термообработанные колеса для сварочных аппаратов из сплава Mipalloy 3ZR. Колеса изготавливаются различной толщины от 2 дюймов до 28 дюймов в хорошо обработанном состоянии или полностью обработаны и готовы к использованию. Колеса Mipalloy гарантируют более высокую твердость и электрическую проводимость, что приводит к превосходным характеристикам. Наиболее распространенные размеры доступны на полке. На удивление, большинство размеров, которые считаются нестандартными, доступны на полке Mipalloy. Mipalloy — крупнейший в Индии экспортер колес для шовных сварочных аппаратов, подвергнутых испытательной и чистовой механической обработке.
Mipalloy — крупнейший в Индии экспортер колес для шовных сварочных аппаратов, подвергнутых испытательной и чистовой механической обработке.
Электроды для шовной сварки выполняют три важные функции во всех операциях контактной сварки
- Они проводят сварочный ток на работу.
- Они передают на изделие надлежащее давление или силу электрода, чтобы обеспечить удовлетворительный сварной шов.
- Отводят тепло из зоны сварного шва.
Mipalloy специализируется на производстве колес для сварочных машин высшего качества для промышленности.При сварке швов электроды подвергаются значительным напряжениям. Они должны выдерживать эти нагрузки при повышенных температурах без чрезмерной деформации. Это потому, что ток должен быть локализован в фиксированной области. Передаваемое электродное усилие не только сковывает нагретые детали вместе, но и концентрирует сварочный ток в определенной области.
Колеса для шовной сварки
Электроды для шовной сварки обычно имеют форму колес и называются роликами или роликами для шовной сварки. Исключение составляют случаи, когда плоская наковальня или оправка используется с одной стороны, а противоположная сторона является колесом на подвижной головке. Mipalloy в основном производит колеса для сварки швов из Mipalloy3ZR. Однако диски Mipalloy100 доступны по запросу. Для достижения наилучших результатов и сокращения времени простоя валы и корпуса сварочных аппаратов должны быть изготовлены из Mipalloy3ZR. Mipalloy поставляет колеса для шовно-сварочных аппаратов в испытанном и полностью обработанном состоянии. Все колеса для шовной сварки изготавливаются из индивидуально кованных заготовок.
Исключение составляют случаи, когда плоская наковальня или оправка используется с одной стороны, а противоположная сторона является колесом на подвижной головке. Mipalloy в основном производит колеса для сварки швов из Mipalloy3ZR. Однако диски Mipalloy100 доступны по запросу. Для достижения наилучших результатов и сокращения времени простоя валы и корпуса сварочных аппаратов должны быть изготовлены из Mipalloy3ZR. Mipalloy поставляет колеса для шовно-сварочных аппаратов в испытанном и полностью обработанном состоянии. Все колеса для шовной сварки изготавливаются из индивидуально кованных заготовок.
Что такое сварка швов и как она работает?
Когда мы слышим название «сварка», нам в голову приходит множество способов сварки. В сегодняшней статье мы узнаем об одном из самых полезных сварочных процессов — шовной сварке. Очень интересно знать об этом процессе сварки. Итак, продолжайте читать эту статью, чтобы узнать все об этом.
Что такое сварка швов? Шовная сварка — это технология сварки, при которой два одинаковых или разных металла соединяются подачей электрического тока, и в этом процессе происходит формирование самородка. Чаще всего эти самородки формируются в виде стыковых или накладывающихся друг на друга сварочных компонентов. Вы знаете значение этих самородков? Ну, самородки — это не что иное, как небольшие лужи расплавленного металла, которые образуются в месте с высоким электрическим сопротивлением. Шовная сварка — один из видов контактной сварки.
Чаще всего эти самородки формируются в виде стыковых или накладывающихся друг на друга сварочных компонентов. Вы знаете значение этих самородков? Ну, самородки — это не что иное, как небольшие лужи расплавленного металла, которые образуются в месте с высоким электрическим сопротивлением. Шовная сварка — один из видов контактной сварки.
Принцип работы шовной сварки аналогичен принципу работы контактной сварки. Согласно принципу работы шовной сварки, тепло, необходимое во время сварки, вырабатывается за счет сопротивления материала.Говоря простым языком, тепловыделение происходит из-за сопротивления материала. Вы когда-нибудь слышали о непрерывной точечной сварке? Непрерывная точечная сварка — это не что иное, как шовная сварка. При шовной сварке мы используем электрод роликового типа. Два ролика имеют одинаковый размер. Здесь эти электроды роликового типа контактируют с заготовкой. Затем на эти ролики подается электрический ток. Поскольку подаваемый ток очень высок, поверхность раздела между роликом и заготовкой начинает плавиться, и, таким образом, образуется прочное сварное соединение. После этого эти ролики начинают вращаться на поверхности заготовки. По мере движения этих роликов образуется непрерывное соединение. Интересно узнать о скорости сварки при шовной сварке? Что ж, скорость сварки при этой технике сварки составляет 60 дюймов / мин. Предполагается, что эта скорость является стандартной, но если вы рассматриваете практические приложения, есть вероятность, что эта скорость может увеличиваться или уменьшаться.
После этого эти ролики начинают вращаться на поверхности заготовки. По мере движения этих роликов образуется непрерывное соединение. Интересно узнать о скорости сварки при шовной сварке? Что ж, скорость сварки при этой технике сварки составляет 60 дюймов / мин. Предполагается, что эта скорость является стандартной, но если вы рассматриваете практические приложения, есть вероятность, что эта скорость может увеличиваться или уменьшаться.
Также читайте:
Изображение ниже покажет вам точный процесс сварки швов.Здесь, на изображении, вы можете видеть, что электроды двух роликового типа перемещаются по пластинам. А между этими двумя пластинами видно образование сварного шва.
Меры предосторожностиСамая важная мера предосторожности, которую вы должны соблюдать при выполнении шовной сварки:
Когда бы мы ни рассматривали какой-либо сварочный процесс, мы должны принять множество мер предосторожности, чтобы выполнить эту сварку. процесс успешный. То же самое и для шовной сварки.В случае шовной сварки нужно позаботиться о подаваемом токе. Если подаваемый ток слишком велик, то граница между сварочными пластинами и роликом будет очень горячей, в таких условиях шовная сварка не может быть выполнена должным образом. Кроме того, вы должны знать скорость сварки при выполнении этого процесса.
процесс успешный. То же самое и для шовной сварки.В случае шовной сварки нужно позаботиться о подаваемом токе. Если подаваемый ток слишком велик, то граница между сварочными пластинами и роликом будет очень горячей, в таких условиях шовная сварка не может быть выполнена должным образом. Кроме того, вы должны знать скорость сварки при выполнении этого процесса.
Чтобы сделать шовную сварку более эффективной, иногда зону сварки промывают водой, чтобы электроды роликового типа оставались холодными в течение всего процесса.
Существует два типа шовной сварки:
- Прерывистое движение Шовная сварка
Здесь ролик движется, но его скорость не определена заранее, как при сварке швов непрерывным движением.
- Шовная сварка непрерывным движением
При шовной сварке непрерывным движением сначала всегда определяется скорость роликового электрода, а затем подается ток.
Также читайте:
Преимущества Давайте внимательно рассмотрим преимущества этого процесса сварки.
- Эта сварка известна как образование прозрачного шва.
- Существует всего несколько типов сварочных процессов, во время которых не происходит газообразования или не выделяются другие пары. И шовная сварка — один из таких видов сварочного процесса.
- Еще одно преимущество этого процесса сварки заключается в том, что при этом методе сварки не требуется присадочный материал.
- В настоящее время все области в мире автоматизируются. Сварку швов можно автоматизировать, поэтому для этого не требуется дополнительных усилий.
- Вы хотите одновременное формирование одинарного и параллельного шва? Тогда сварка шва предназначена только для вас. Этот процесс сварки обеспечивает одновременную сварку параллельным швом и одинарным швом.
- С помощью непрерывной точечной сварки можно создавать как газонепроницаемые, так и водонепроницаемые соединения.
- Этот процесс сварки очень трудно осуществить для металлических листов толщиной более 3 мм.
 Таким образом, рекомендуется использовать эту технику, если у вас есть металлические листы толщиной менее 3 мм. В простом мире это неприменимо, если у вас есть металлические детали более определенной толщины.
Таким образом, рекомендуется использовать эту технику, если у вас есть металлические листы толщиной менее 3 мм. В простом мире это неприменимо, если у вас есть металлические детали более определенной толщины. - В этом процессе сварки вы должны следовать определенному пути. Это означает, что ролики всегда движутся по прямой линии. Итак, если вы хотите сделать сварной шов в каком-то сложном месте, этот процесс не применим.
- Требуется высококвалифицированный оператор или машина, которая может управлять скоростью катка в зависимости от ситуации.
- Оборудование, которое используется для этой сварки, имеет очень высокую цену. Из-за чрезмерной стоимости оборудования он используется в очень небольшой пропорции.
 Таким образом, рекомендуется использовать эту технику, если у вас есть металлические листы толщиной менее 3 мм. В простом мире это неприменимо, если у вас есть металлические детали более определенной толщины.
Таким образом, рекомендуется использовать эту технику, если у вас есть металлические листы толщиной менее 3 мм. В простом мире это неприменимо, если у вас есть металлические детали более определенной толщины.- Он играет важную роль в производстве всех типов стволов, а также почти всех типов выхлопной системы.
- Он широко используется в баках самолетов, холодильниках, масляных трансформаторах и т.
