Полярность при сварке инвертором (обратная)
Оглавление:
- Характерные черты электродуговой сварки
- Об особенностях выбора электродов
- Особенности прямой полярности при сварке инвертором
- Что может дать обратная полярность?
- Влияние постоянного и переменного тока на шов
- Чем обуславливается выбор полярности при сварке инвертором?
- Видео: Как электродом прорезать ровное отверстие
Характерные черты электродуговой сварки
Прежде чем разбираться с полярностью при сварке инвертором, следует понять базовые принципы сварочных технологий, с учетом влияния на рабочий процесс наиболее важных факторов.
Описание электродуговой сварки: обозначения всех компонентовЭлектродуговой способ сварочных работ отличается от традиционного газового большим количеством важных особенностей. Одним из главных отличий можно считать температурный режим — температура создаваемой сварочным аппаратом дуги способна достигать +5000°С, что значительно больше значений плавления большинства известных металлов. Данный факт влияет на обширное разнообразие способов сварочного процесса и сварочных технологий (что позволяет решать самые различные задачи).
Данный факт влияет на обширное разнообразие способов сварочного процесса и сварочных технологий (что позволяет решать самые различные задачи).
Об особенностях выбора электродов
Для электродуговой сварки используется несколько типов электродов, обладающих разнообразными свойствами. Параметры электродуги при создании швов в разных пространственных положениях тоже могут различаться, в зависимости от:
Типы электродов для сварки- постоянного или переменного тока;
- прямой или обратной полярности;
- скорости сварочного процесса;
- напряжение дуги;
- диаметр и марка электрода.
Выбирая электрод, следует учитывать такие факторы как:
- пространственное расположение шва;
- количество сварочных слоев;
- толщина обрабатываемого металла.
С учетом всех означенных факторов, подбирается оптимальная сила электротока и требуемая полярность. Если используется постоянный ток с обратной полярностью, то на электроде появляется большое количество тепла, что удобно при сварке тонких металлов — это помогает избегать их прожогов. При сварке инвертором обратная полярность также используется для высоколегированных сталей, чтобы предотвратить их перегрев.
При сварке инвертором обратная полярность также используется для высоколегированных сталей, чтобы предотвратить их перегрев.
Для большинства других случаев применяется переменный ток, поскольку он значительно дешевле.
Особенности прямой полярности при сварке инвертором
Аппарат для автоматической сварки трубСварка с использованием прямой полярности — это когда ток со сварочного выпрямителя подается положительным зарядом на заготовку, которая нужно обработать. Клемма аппарата, на которой расположен «плюс», присоединяется к изделию, а на электрод со значением «минус» подается отрицательный заряд.
У анода (который представляет из себя положительный полюс), температура выше, чем у отрицательного полюса — катода. Метод прямой полярности хорошо подходит для сварки изделий с толстыми стенками, для резки металлических конструкций, а также для других ситуаций, при которых требуется выделение большого количества тепла.
Что может дать обратная полярность?
Обратная полярность — для деликатной сваркиПрименение обратной полярности при сварке инвертором влечет за собой обратный порядок подключения: минусовая клемма с отрицательным зарядом подается на свариваемую конструкцию, а плюсовая клемма с положительным зарядом присоединяется к электроду. В результате этого значительные объемы тепловой энергии образуются на конце электрода, а свариваемая заготовка нагревается слабо. Это дает возможность проводить «деликатную» сварку.
В результате этого значительные объемы тепловой энергии образуются на конце электрода, а свариваемая заготовка нагревается слабо. Это дает возможность проводить «деликатную» сварку.
Зачем это нужно? При сварке инвертором обратная полярность используется, если существует высокая вероятность прожечь заготовку. Такое бывает при работе с легированными и нержавеющими сталями, а также в случае с различными сплавами и тонколистовыми конструкциями. Кроме того, обратная полярность применяется при сварке электродугой и при флюсовой сварке.
Влияние постоянного и переменного тока на шов
Постоянный ток дает возможность делать более аккуратный шов и снижать до минимума количество металлических брызг, потому что не требуется часто изменять полярность (в отличие от переменного).
Чтобы предотвратить возможные прожоги при сварке как с положительным, так и с отрицательным зарядом, рекомендуется пользоваться прижимной струбциной.
Чем обуславливается выбор полярности при сварке инвертором?
Электроды имеют несколько видов покрытияМатериал покрытия электрода
Например, угольные электроды очень сильно разогреваются во время сварки с обратной полярностью, и вследствие этого быстро разрушаются.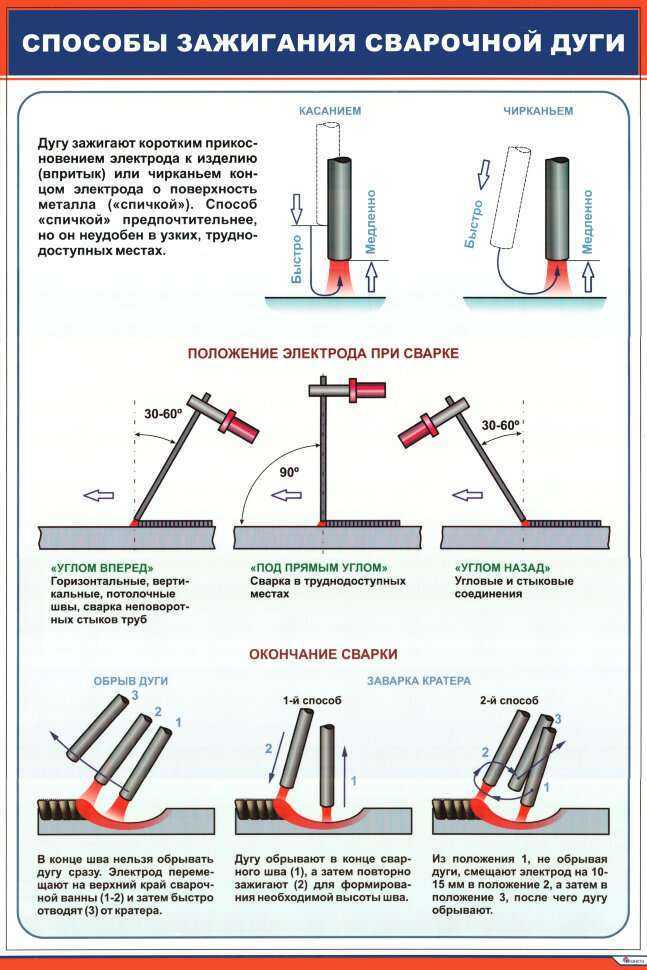 Что касается проволоки без покрытия, то она лучше горит в случае прямой полярности, а с обратной — может совсем не гореть, если используется переменный электроток.
Что касается проволоки без покрытия, то она лучше горит в случае прямой полярности, а с обратной — может совсем не гореть, если используется переменный электроток.
Особенности шва
Режим сварки напрямую влияет на глубину провара и ширина образующегося шва. Чем выше сила электротока, тем больше увеличивается глубина, на которую проплавливается металл. Это происходит из-за роста погонной энергии дуги (зависящей от уровня тепла, проходящего через шов). Также при увеличении силы тока поднимается давление, которое воздействует на поверхность расплава. Чрезмерно высокое давление может привести к вытеснению расплавленного металла из-под дуги, вследствие чего деталь можно проплавить насквозь.
Тип тока
Для резки металла сваркой используют постоянный токПостоянный ток, имеющий обратную полярность, дает возможность обеспечить значительно большую глубину проплавления, чем постоянный ток, имеющий прямую полярность. Это происходит по причине того, что на аноде с катодом образуются различные объемы тепловой энергии.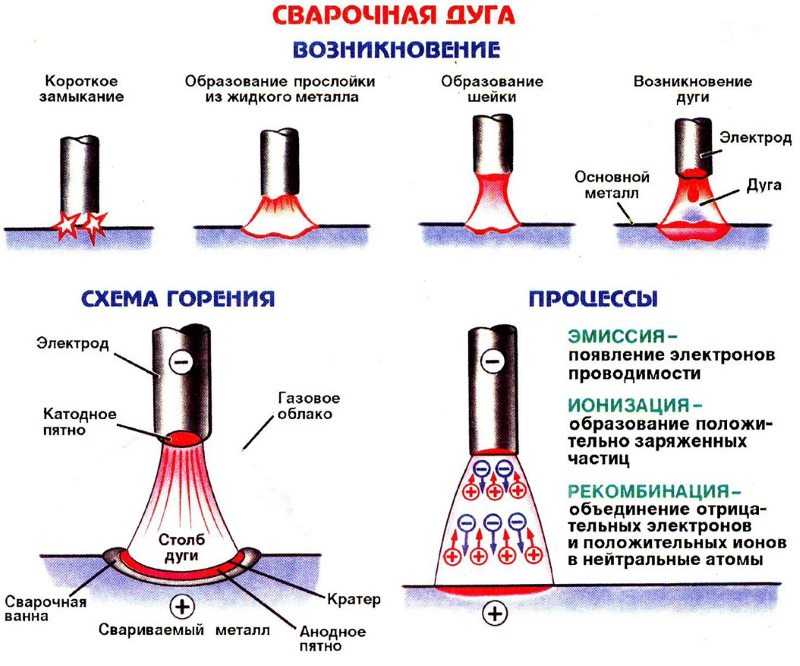 Также следует иметь в виду, что чем выше скорость сварочного процесса, тем меньше глубина провара и ширина шва.
Также следует иметь в виду, что чем выше скорость сварочного процесса, тем меньше глубина провара и ширина шва.
Видео: Как электродом прорезать ровное отверстие
Похожие статьи
Прямая и обратная полярность при сварке инвертором: особенности
Обзор видов
Газовая сварка и процесс соединения заготовок, выполняемый электрической дугой, имеет принципиальные технологические отличия. На сварочные аппараты с подключением электротока спрос намного выше, так как автоматы-инверторы или полуавтоматы, применяемые для ручной электросварки, универсальны, что дает возможность их применения в бытовых условиях.
Считается, что разница в работе с постоянным и переменным током существенна. Приобретая сварочный аппарат, пользователи редко меняют вид постоянного тока на переменный, так как варить постоянным током проще – надо лишь подключить источник питания. Однако не все так просто, как кажется.
Однако не все так просто, как кажется.
Прямая
Обозначение «сварка прямой полярности» подразумевает процесс, во время которого на рабочую поверхность заготовки поступает положительный заряд электрического тока через сварочный выпрямитель. Смена полярности в каждом случае по-разному отражается на эффективности работы электрода. Электрическому току с прямой направленностью будут соответствовать следующие характеристики:
- во время процесса электросварки рабочая поверхность заготовки не накаляется, так как приток тепловой энергии к ней минимален;
- под действием электрода происходит достаточная глубина проплавки металла заготовки, но она гораздо меньшая, по сравнению со сваркой обратной полярности;
- в процессе работы сварочный электрод довольно быстро плавится, и чтобы выполнить весь объем работы, иногда требуется его замена;
- вероятность того, что в процессе сварки будут образовываться брызги металла, достаточно высока.
При выполнении сварочных работ с применением прямой полярности электротока скорость плавления у металла получается наиболее высокой, она почти вдвое выше, чем при сварке с применением электротока обратной полярности.
Обратная
С целью осуществления сварочных манипуляций, где применяется электроток обратной полярности, подключение клемм выполняют противоположным методом. К рабочей поверхности детали должен поступать отрицательный заряд с минусовой клеммы, тогда как на сварочный электрод будет подаваться положительный заряд тока от плюсовой клеммы.
Особенности электросварки обратной полярности заключаются в следующем:
- в процессе выполнения сварочных работ рабочая поверхность заготовки достаточно сильно нагревается;
- данный вид технологии обеспечивает довольно глубокую проплавку металла и качественный сварочный шов;
- сварочный электрод в процессе работы расплавляется очень медленно и не требует частой замены;
- при выполнении сварки разбрызгивание расплавленного металла очень незначительно.


Работая с постоянным электротоком, для соединения заготовок важно тщательно и равномерно прогреть рабочую поверхность до момента плавления металла. Делается это с целью образования на заготовках сварочной ванны
При этом если сила электротока недостаточна, то поверхность заготовки не будет прогрета надлежащим образом, а если мощность электротока чрезмерно высока, то поверхность детали будет перекалена, и в процессе выполнения электросварки электродуга станет поступать внутрь заготовки, отталкивая назад металл.
Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент
В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса
При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
Прямая
Прямая полярность подключения обладает следующими характеристиками:
в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
электрическая дуга устойчива и постоянна, не склонна к срывам;
сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока;
сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным;
методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
нагрев присадочной проволоки или электропроводника происходит медленно;
с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
при образовании шва снижен процент введения карбона в массу расплавленного металла.
Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.
Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.
Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.

Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.
Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.

На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
Сварочные электроды
Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.

Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.
Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
I = (20 + 6d) d
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
I = 30 d;
при диаметре 3-4 мм формула меняется на:
I = 40 d.
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
 То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.. В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного
То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Подключение по схеме прямой полярности
При сварке током прямой полярности клеммная колодка “+” соединяется с обрабатываемым изделием. Подключение электродного стержня к контакту “-“ осуществляется через дуговой промежуток. При сварке с прямой полярностью электрический проводник будет нагреваться медленнее, чем металл. Поэтому температура между ними отличается на 700 °C. Во время сварки с постоянным током обратной полярности концы электродного стержня будут нагреваться сильнее поверхности заготовки. При прямом подключении роль катода исполняет электрод, обрабатываемые детали выступают в качестве анода.
При прямом подключении роль катода исполняет электрод, обрабатываемые детали выступают в качестве анода.
Образование сварочной ванны – основная задача при сварке током прямой полярности. Для этого нужно прогреть заготовку до температуры плавления. При повышении силы электротока детали будут отталкиваться от сварочной дуги, что не позволит плотно соединить детали. При сварке с прямой полярностью требуются приборы, работающие при высокочастотных токах.
В культуре
Порядок использования инвертора
Узнав об основах использования данного аппарата, необходимо рассмотреть порядок работы с ним. Сюда включают следующие стадии:
Поверхность материала отделяют от загрязнений и ржавчины. Это понадобится для того, чтобы сформировать надежный шов;
Выбираете режим сварочного тока и тип электрода
Здесь важно рассмотреть как материал, так и параметры сварного шва;
Соединяете плюсовую клемму с металлической поверхностью для проведения необходимых операций;
К держателю электрода подключаем минус;
Формируем дугу, затем молотком снимаем окалину с получившегося шва.
Это стандартная последовательность действий. Однако она не учитывает форму соединения и ориентацию электрода. Такие тонкости необходимы для формирования специальных видов швов для сварки. Последние используются для цилиндрических емкостей (сепараторы в нефтегазовой сфере, строительные резервуары).
Производительность при сварке прямой полярности.
Многие исследователи отмечают, что применение определенных сварочных материалов при сварке прямой полярности позволяет повысить коэффициент наплавки. Так, к примеру, сварка под флюсами определенных типов (к примеру, ОСЦ-45) увеличивает этот коэффициент, в сравнении с обратной полярностью. Такой же эффект можно наблюдать и при сваривании металлоизделий на прямой полярности плавящимися электродами в среде инертных и определенных активных газов.
Так, к примеру, сварка под флюсами определенных типов (к примеру, ОСЦ-45) увеличивает этот коэффициент, в сравнении с обратной полярностью. Такой же эффект можно наблюдать и при сваривании металлоизделий на прямой полярности плавящимися электродами в среде инертных и определенных активных газов.
На рисунке мы четко видим, что прямая полярность позволяет увеличить упомянутый коэффициент в 1,6-1,8 раза по сравнению с обратной.
Что же касается геометрии шва, тут также следует отметить некоторые особенности. Кроме глубины проплавления, о которой мы вспоминали немного ранее, от полярности зависит и доля наплавления металла в сварном соединении. Так, при прямой она больше, нежели при обратной.
Влияет полярность сварки и на состав шва. Отметим, что при прямой в соединении будет меньше углекислого газа, но больше марганца и кремния.
Знание особенностей сварки при разных полярностях позволяет сварщикам правильно подбирать способ сваривания для разных типов металла и получения сварных соединений с определенным химическим составом и нужных размеров.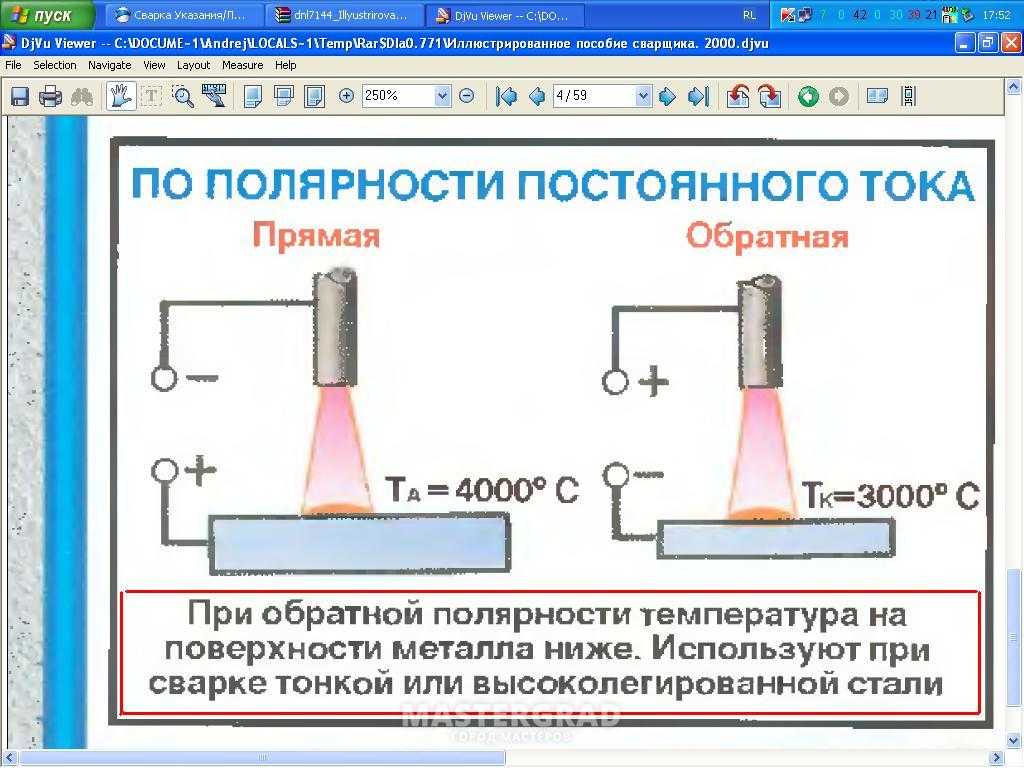
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий
Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Как выбрать правильную полярность
Но если вы работаете с разными металлами и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
Постоянный и переменный ток сварки.
Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду
Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого вида электрода. Читать инструкции самым внимательным образом еще никому не помешало.
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много. Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда “+” и “-”
В зависимости от того, к какому гнезду будет подключаться масса, а к какому – электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому – электрод
Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
Эти правила просты и бесхитростны:
Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору
Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему.
После визуальной проверки установить ручку с регулятором силы тока на минимальное значение
Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке.
Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда
Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.

Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
Характерные черты электродуговой сварки
Прежде чем разбираться с полярностью при сварке инвертором, следует понять базовые принципы сварочных технологий, с учетом влияния на рабочий процесс наиболее важных факторов.
Описание электродуговой сварки: обозначения всех компонентов
Электродуговой способ сварочных работ отличается от традиционного газового большим количеством важных особенностей. Одним из главных отличий можно считать температурный режим — температура создаваемой сварочным аппаратом дуги способна достигать +5000°С, что значительно больше значений плавления большинства известных металлов. Данный факт влияет на обширное разнообразие способов сварочного процесса и сварочных технологий (что позволяет решать самые различные задачи).
Полярность при сварке инвертором: прямая и обратная
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Содержание
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.
Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Иногда для металла и электродов требуются совершенно разные настройки, и сварщику приходится подбирать наиболее оптимальное совмещение рабочих циклов с силой тока. Кроме того, нужно обязательно учитывать рекомендации завода-изготовителя, отраженные в технической документации.
Особенности сварки с прямой и обратной полярностью
Прямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ.
Особенности сварки при подключении инвертора с прямой полярностью:
- Электроды и присадочные материалы во время работы расплавляются и переносятся в сварочную ванну в виде крупных металлических капель. Это приводит к увеличенному разбрызгиванию металла и росту коэффициента проплавления.
- Режим прямого подключения отличается нестабильностью электрической дуги.
- С одной стороны заготовки глубина проваривания снижается, а с другой – снижается количество углерода, внедряемого в металлическую массу детали.
- Металл нагревается правильно, его структура не нарушается и остается неизменной.
- Сварочная проволока или электрод нагревается меньше, что дает возможность при необходимости увеличить силу тока.
- Отдельные сварочные материалы отличаются увеличенным коэффициентом наплавки, особенно, когда в активных и инертных газах используются плавящиеся электроды. Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
- Прямая полярность при сварке оказывает влияние на структуру материала, остающегося внутри шва между сваренными металлическими деталями. Получается состав с содержанием марганца и кремния при полном отсутствии углерода.

Обратная полярность при сварке инвертором обязательно используется, когда свариваются заготовки из тонких листовых металлов. Этот процесс требует внимания и осторожности, поскольку велика вероятность прожечь и испортить материал. Данный режим подключения дополняется другими методами, позволяющими избежать неосторожных повреждений.
Среди них можно выделить следующие:
- Понижение силы тока, вызывающее уменьшение температуры на поверхности заготовки.
- В процессе сварки рекомендуется использовать прерывистый шов. Вначале свариваются несколько участков в разных местах, после чего они соединяются между собой в единое целое. Данная схема может меняться, в зависимости от конкретных условий соединения металлов. Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится.
- Сварка слишком тонких заготовок осуществляется с периодически прерывающейся электрической дугой. Электрод быстро выходит из рабочей зоны и тут же возвращается на место и поджигается. Процесс выполняется практически непрерывно.
- При соединении внахлест прижим заготовок друг к другу должен быть максимально плотным и герметичным. Наличие даже незначительного воздушного зазора может вызвать прожигание детали, расположенной сверху. Создать плотное прилегание можно каким-нибудь грузом или струбцинами.
- Выполняя соединение встык, необходимо обеспечить минимальный зазор между свариваемыми изделиями. В идеальном варианте зазор должен вообще отсутствовать.
- Если тонкие листовые заготовки имеют слишком неровные кромки, то в этом месте под сварочным стыком укладывается материал, компенсирующий избыточное тепло. Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.
Полярность при сварке предоставляет все возможности качества
Типы сварки
Аппараты для сварки обладают блоком выпрямительных диодов. Это обеспечивает постоянную силу тока, что является непременным условием для сварочных полуавтоматов, материалом для которых служит проволока. Если для аппарата нужны электроды, то это обозначает опцию и возможность применения в процессе работы всех их марок. А полярность при сварке – основа ее качества.
Применяя полуавтомат, надо соблюсти полярность подключения. Сварка под защитой газа омедненной проволокой осуществляется при помощи тока прямой полярности. Фактически это означает:
- на держак подается минус;
- на само изделие – плюс.
Сила тока идет на него от проволоки. Изделие нагревается по сравнению со сварочной проволокой сильнее. В результате площадь свариваемого участка увеличивается. Он нуждается в значительном нагреве с целью формирования ванны для сварки. Проволока, которая обладает меньшей площадью, быстро расплавляется. Она попадает в нужное место уже расплавленной каплей. Током, протекающим от минуса к плюсу, увлекается расплавленный материал, образуется подходящая сварочная ванна.
Работая полуавтоматом вне защитной газовой среды, необходимо применять особую флюсовую (порошковую) проволоку. В таком случае меняется полярность подсоединения «массы» и держака. На последнем – плюс, а на «массе» — минус. Температура плавления флюса приблизительно соответствует температуре плавления металла. Чтобы добиться образования качественного шва, нужно, чтоб сгорел флюс. После чего ожидаются два следующих этапа:
- Должно появиться газообразное облачко.
- В его среде будет осуществляться процесс сварки.
Сила тока направляется к плюсу от минуса, и падение капли металла оказывается более низким. Как раз это обусловит меньший прогрев металла для сварки. Ведь его охлаждение не производится защитной газовой средой. По этой причине образование сварочной ванны почти не отличается от процесса сварки в среде газа. Сварка переменным током несет с собой свои преимущества. Она не имеет расхождения с дугой относительно первоначальной оси. А на качество шва как раз воздействует отклонение дуги.
Работая с генератором на переменном токе, несложно заметить: полярность его циклически меняется. Циклам присуща частота 50 Гц. Она, поднявшись до плюсового напряжения, может упасть до нуля либо опуститься до отрицательного показателя. Напряжение изменяется от плюса к минусу и наоборот.
Сваривая цветной металл и нержавейку
При сварке цветных металлов, включая алюминий, пользуются особым вольфрамовым электродом. При этом применяют в процессе сварки прямую полярность, минус на электроде. Данный тип подключения дает шанс иметь нужную температуру в зоне нагрева. Это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
Полярность напрямую при сварке способствует получению:
- узкой электрической, более концентрированной дуги;
- более основательного проплавления металла, а также стали из нержавейки;
- более качественного шва.
Есть также у процесса и немаловажная экономическая составляющая. Применяя дорогостоящий электрод из вольфрама меньшего диаметра, можно попутно добиться снижения затрат на газ. Если же подсоединить электрод из вольфрама при сварке в обратной полярности, то есть на держателе – с плюсом, то шов окажется менее глубоким. У этого метода имеются свои преимущества. Сваривая тонкие пластины, можно не бояться прожечь насквозь материал из цветного металла и нержавейки.
Существенным недостатком становится только эффект магнитного дутья. Получающаяся дуга выходит блуждающей, а шов – не очень герметичным и привлекательным. Пользуясь переменным током, нужно применять электроды для переменки. Сварщики, мастера своего дела, применяют постоянный ток. С его помощью сварка образует однонаправленный поток электронов. Полярность обеспечивает качество сварки материала, в том числе нержавейки.
Прямая полярность получается, когда с изделием соединяют «плюс» источника тока. Если соединяют электрод, то тогда налицо обратная полярность. Пользуясь сварочным инвертором, можно самому выбрать на нем полярность. Она определит для сварки направление маршрута для потока электронов. Фактически определяется подключением проводов к отрицательной и положительной клеммам. При сваривании полярность обратная означает:
- на клемме земля – минус;
- на электроде – плюс.
Ток направляется к положительному от отрицательного контакта. По данной причине электроны идут на электрод от металла. В итоге сильно нагревается конец электрода. Для традиционной сварки эффективно применяют минус на клемме, а плюс – на электроде. При сваривании полярность прямая предполагает плюс на клемме земля, минус – на электроде. Ток движется к металлу от электрода. Металл – горячий, а электрод – холодный. Такая особенность нашла применение в особых электродах, предназначенных для ускоренной сварки листов нержавейки.
Особая важность полярности при сварке
Ясно, что сварка на переменном токе не зависит от того, какой выбран зажим трансформатора для присоединения электрода и изделия. А вот постоянным током по давней традиции сваривают одним из двух способов. С прямой полярностью электрод, подключенный к отрицательному полюсу, становится катодом.
В анод превращается изделие, подключенное к положительному полюсу. Обратная полярность означает, что электрод после подключения к положительному полюсу является анодом. Катод в данном случае – это изделие, подключенное к отрицательному полюсу.
Материал электрода определяет характер дуги между плавящимися электродами из металла и неплавящимися электродами (вольфрамовыми либо угольными). Сварочной дуге присущ ряд как технологических, так и физических свойств. От них почти полностью зависит результат применения при сварке дуги. К свойствам физическим относят:
- световые и электрические;
- температурные и электромагнитные;
- кинетические.
Главные технологические свойства включают три разновидности:
- Саморегулирование.
- Пространственную устойчивость.
- Мощность дуги.
Для поддержки горения дуги надо получить электрически заряженные частицы в пространстве между имеющимися электродами. Эти частицы представляют собой электроны, отрицательные и положительные ионы. Процесс их образования называют ионизацией. Газ, который содержит ионы и электроны, называют ионизированным.
Дуговой промежуток ионизируется при зажигании дуги, постоянно поддерживается во время ее горения. В дуговом промежутке обычно выделяют такие области:
- катодную;
- анодную;
- область дугового разряда (столб дуги).
В анодной области имеет место существенное падение напряжения, которое вызвано скоплением возле электродов заряженных частиц (пространственных зарядов). На поверхности катода и анода происходит образование электродных пятен. Они представляют собой своеобразный фундамент столба дуги. Через них проходит путь тока к сварке. Электронные пятна отличаются яркостью свечения.
Сварка имеет общую длину дуги, которая состоит из суммы длин трех областей. Общее напряжение сварочной дуги образует сумма падений напряжения в каждой из областей дуги. Зависимость напряжения от длины дуги представляет сумму падения напряжения в прианодной и прикатодной областях. Удельное падение в дуге напряжения соотносится с 1 миллиметром столба дуги. А главной характеристикой дуги при сварке считается тепловая мощность источника нагрева.
Ее эффективность определяется количеством теплоты, которое вводится в металл (не исключая нержавейки) за определенную единицу времени и расходуется на его нагрев. Тепловая мощность – часть совокупной тепловой мощности дуги, из которой небольшая доля теплоты тратится непроизводительно:
- на нагрев разбрызгивающихся капель;
- излучение;
- на теплоотвод в металле.
Отношение результативной тепловой мощности источника теплоты к полной является в процессе нагрева коэффициентом полезного действия.
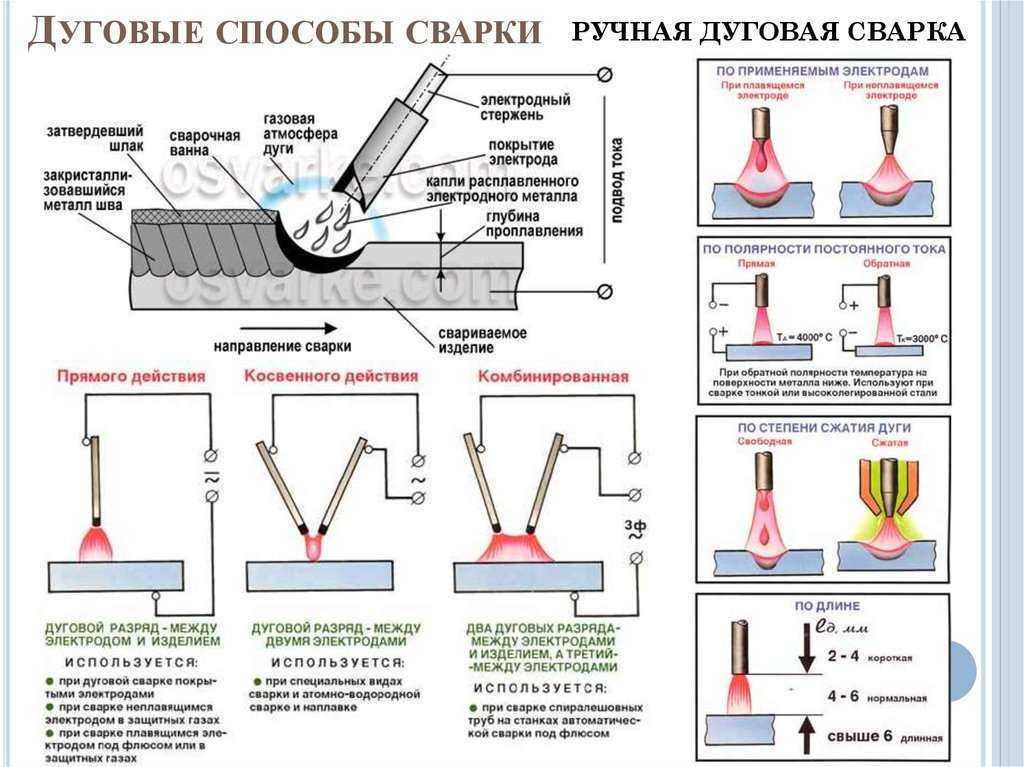
Технология дуговой сварки
Популярность дуговой сварки неоспорима. Она различается по признакам:
- по виду электродов;
- по виду применяемого тока;
- по среде, где имеет место дуговой разряд.
Для ремонта кузовов авто широко применяется дуговая сварка полуавтоматом в газовой защитной среде. Для индивидуального использования самой доступной считается ручная дуговая сварка. Она осуществляется плавящимися электродами на постоянном либо переменном токах. Предоставляет отличный шанс сварить в непроизводственной обстановке большую часть разновидностей сталей, не исключая нержавейки.
Расстояние между дном кратера и поверхностью главного металла считается глубиной его проплавления или глубиной провара. Она зависит:
- от скорости перемещения дуги;
- величины тока сварки.
Если длина сварочной дуги не больше, чем диаметр стержня электрода, то дугу называют короткой или нормальной. Она способна гарантировать превосходное качество сварного шва. Дугу, имеющую большую протяженность, считают длинной. Чересчур значительное наращивание длины дуги приводит к снижению качества сварки. Влияние электромагнитного поля приводит к отклонению дуги от намеченного направления. Это явление назвали магнитным дутьем.
Электрод в ходе процесса перемещается поперек и вдоль сварного шва в направлении оси, чтобы сохранить намеченную длину дуги. Ускоренное движение электрода приводит к появлению неплотного, неровного и узкого шва. При замедлении движения появляется опасность пережога металла, в том числе нержавейки. Ширина большого шва не должна превышать 15 миллиметров, ниточного – на два-три миллиметра больше в сравнении с диаметром электрода.
Сварные швы по своей форме могут быть:
- нахлесточными,
- тавровыми,
- угловыми,
- стыковыми.
По протяженности швы делятся на прерывистые и сплошные. По пространственному положению они имеют четыре разновидности:
- Потолочные.
- Вертикальные.
- Горизонтальные.
- Нижние.
Источники питания: генератор, выпрямитель, сварочный трансформатор – при внешней характеристике представляют связь величины тока нагрузки с напряжением на выходных зажимах. Вольтамперная характеристика дуги – это зависимость между током дуги и напряжением в статическом режиме. Внешние характеристики генераторов для сварки считаются падающими.
Длина дуги определяется напряжением. Напряжение будет выше, если сварочная дуга длинней. Равное изменение длины дуги (падение напряжения) означает, что при различной внешней характеристике источника изменение тока при сварке неодинаково. Лучше характеристика – значит, длина сварочной дуги оказывает меньшее влияние на ток для сварки.
Похожие статьи
- Сварка нержавеющей стали — применяемые технологии
- Какие катоды нужны для соединения нержавеющих сталей?
- Сварка труб под давлением — сложно ли это на практике?
- Как сделать сварку нержавеющей стали, используя инвертор?
Прямая и обратная полярность
Как правильно подключить инвертор – плюсом на электрод или минусом? Что нужно знать о прямой и обратной полярности инвертора, чтобы не прожигать металл
Содержание
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Обратная и прямая полярность при сварке инвертором
В отличие от сварочного аппарата переменного тока, инвертор умеет работать только на «постоянке». Следовательно, у сварочного инвертора есть «минус» и «плюс» для подключения держателя электрода и кабеля с массой. Меняя подключения держателя и массы, можно добиться различных режимов сварки.
Рассмотрим, что даёт прямая и обратная полярность при сварке инвертором:
Прямая полярность — чтобы перевести инвертор в работу на прямой полярности, нужно держатель с электродом подключить к минусовому разъёму, а кабель массы к плюсовому. В данном случае большая температура будет приходиться не на кончик электрода, а на свариваемую заготовку. Режим сварки на прямой полярности даёт возможность качественно варить толстый металл и хорошо проваривать корень сварного шва.
Обратная полярность — при сварке в обратной полярности инвертор подключается следующим образом: к плюсу подсоединяется держатель с электродом, а к минусу — кабель массы. Таким образом, самая большая температура будет приходиться на электрод, а не на свариваемую заготовку. Это позволит варить тонкие металлы без прожога, ведь температура на кончике электрода, почти что на 1000 градусов меньше, чем при сварке в прямой полярности.
Сварка постоянным током (общие положения)
Сварка на постоянном токе имеет свои отличия. Поэтому купив сварочный инвертор, приготовьтесь привыкать, ведь это не старый трансформаторный аппарат.
Чтобы качественно варить инвертором, следует учесть некоторые особенности:
- Используйте прижимные струбцины — из-за особенностей сварки постоянным током (а именно, из-за возникновения в месте подсоединения кабеля с положительным или отрицательным зарядом, микроразряда), струбцина позволит плотно прилегать заготовкам и не повредить их в момент сварки.
- В отличие от сварки на переменном токе, сварка на постоянном, даёт возможность получения более качественного сварочного шва. Здесь нет, как на переменке, таких сильных брызг металла, а сварочный шов получается более ровным и аккуратным.
- Следует учитывать, что анод и катод нагреваются неравномерно, поэтому режим подключения инвертора, влияет на расход электродов. При подключении сварочного инвертора в обратной полярности, расход электродов будет гораздо выше, чем при подключении в прямой.
Прямая полярность при сварке инвертором даёт возможность хорошо прогреть основной металл, чтобы достичь образования нужной сварочной ванны. При обратной полярности, эффект совершенно другой, поэтому данный режим инвертора, предпочтителен для сварки тонких металлов.
Установка и подключение агрегата
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.
Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов. В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.
Следует помнить, что при подключении аппарата к сети через переноску оставшуюся ее часть не следует держать смотанной, поскольку при включении агрегата она превратится в катушку индуктивности. В результате проводники перегреются, и удлинитель выйдет из строя.
Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.
Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.
Читайте также: как сделать полуавтомат из инвертора.
Характерные черты электродуговой сварки
Прежде чем разбираться с полярностью при сварке инвертором, следует понять базовые принципы сварочных технологий, с учетом влияния на рабочий процесс наиболее важных факторов.
Описание электродуговой сварки: обозначения всех компонентов
Электродуговой способ сварочных работ отличается от традиционного газового большим количеством важных особенностей. Одним из главных отличий можно считать температурный режим — температура создаваемой сварочным аппаратом дуги способна достигать +5000°С, что значительно больше значений плавления большинства известных металлов. Данный факт влияет на обширное разнообразие способов сварочного процесса и сварочных технологий (что позволяет решать самые различные задачи).
Особенности прямой и обратной сварки
Прямо-полярный метод рассчитан на:
- прокатный монтаж из спецсталей методом наплавления;
- неплавящуюся вольфрамовую сварку с применением проволоки для наплавки;
- работу с текучими материалами;
- раскрой заготовок с использованием сварочных приспособлений.
Тепловым балансом дуги определяют характер распределения тепловой мощности.
Если случайно сменить полюс, рабочий процесс с постоянным током затянется, шов получится широким, а скорость сжигания расходников увеличится. Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.
Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Иногда для металла и электродов требуются совершенно разные настройки, и сварщику приходится подбирать наиболее оптимальное совмещение рабочих циклов с силой тока. Кроме того, нужно обязательно учитывать рекомендации завода-изготовителя, отраженные в технической документации.
Особенности сварки при использовании прямой полярности
Работая сварочным аппаратом постоянного тока и применяя способ подключение схемы прямой полярности, следует учитывать такие особенности процесса:
- Шов сварочного соединения — глубоко проникающий, узкий по ширине, более крепкий по качеству;
- Можно варить практически все типы сталей, толщина которых начинается от трех миллиметров и выше;
- При использовании вольфрамового стержня для цветных металлов можно применять только метод прямой полярности при сварке;
- Сварная дуга отличается стабильностью, устойчивостью к срывам, в результате чего легче контролировать процесс работы и получить красивый шов;
- Для работы таким методом не подходят электроды, рассчитанные на использование в сварке переменным током;
- При использовании сварочного аппарата в качестве резака, заготовка легче поддается раскройке.
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.
- Если сварочные работы проводятся в закрытом помещении, то для защиты органов дыхания и предотвращения отравления вредными газами применяют респираторы со сменными картриджами либо маски, через которые принудительно подается очищенный воздух.
- Для защиты рук от брызг металла используют специальные перчатки — краги сварщика.
- Для защиты тела используют комбинезоны, куртки и штаны из огнеупорной ткани.
- Для защиты ног требуется одевать высокие ботинки, чтобы исключить попадание в них искр металла. Ботинки должны прикрываться сверху штанами.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный настил, предотвращающие человека от удара током.
- Вокруг рабочего места не должно находиться никаких посторонних предметов, через которые можно споткнуться.
- Вблизи рабочего места должен находится песок и огнетушитель для своевременного тушения очага возгорания.
- Заземление сварочного аппарата является обязательным условием.
Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Особенности прямой полярности при сварке инвертором
Аппарат для автоматической сварки труб
Сварка с использованием прямой полярности — это когда ток со сварочного выпрямителя подается положительным зарядом на заготовку, которая нужно обработать. Клемма аппарата, на которой расположен «плюс», присоединяется к изделию, а на электрод со значением «минус» подается отрицательный заряд.
У анода (который представляет из себя положительный полюс), температура выше, чем у отрицательного полюса — катода. Метод прямой полярности хорошо подходит для сварки изделий с толстыми стенками, для резки металлических конструкций, а также для других ситуаций, при которых требуется выделение большого количества тепла.
Сварка тонкого металла
В частном доме или на даче обычно свариваются тонкие элементы. Выполнять работу нужно аккуратно, так как при недостаточном опыте можно легко прожечь металл. Поэтому лучше перед ответственной сваркой потренироваться на изделиях большей толщины. После этого можно пробовать варить тонкий металл. При этом следует руководствоваться следующими советами.
- При сварке изделий необходимо настраивать минимально рекомендованную силу тока.
- Варить нужно углом вперёд.
- Проводить работу нужно на обратной полярности.
- Чтобы уменьшить деформации деталей при нагреве, рекомендуется закрепить их тисками или струбцинами.
- Если стыкуются элементы длиной более 50 мм, то для начала необходимо выполнить прихватки.
На какой полярности лучше варить инвертором. Сварка постоянным током.
Электродуговой способ сварки, в отличие от традиционной газовой, отличается некоторыми особенностями. Одной из самых главных является температура нагрева дуги, которая может достигать 5000С, что значительно превышает температуру плавления какого-либо из существующих металлов. Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.
Виды сварки
Сварочные аппараты имеют блок выпрямительных диодов . Что создает постоянный ток, это обязательное условие для сварочных полуавтоматических аппаратов, для которых материалом является проволока. Если для аппарата требуются электроды, то это обозначает возможность использования во время работы всех их моделей. А полярность во время сварки – это залог ее качества.
Используя полуавтомат, надо соблюдать полярность подсоединения. Сварка под газовой защитой омедненной проволокой происходит с помощью полярности прямого тока. Фактически это значит:
- на деталь идет плюс;
- на держак идет минус.
Сила тока подается на деталь от проволоки, и она нагревается, в отличие от сварочной проволоки, сильнее. В итоге повышается площадь свариваемого участка. Ему необходим значительный нагрев для образования варочной ванны . Проволока, имеющая меньшее сечение, быстрей плавится и попадает на необходимый участок уже жидкой каплей. Током, который проходит от разных полярностей, увлекается расплавленный материал, получается подходящая ванна для сварки.
Используя полуавтомат без защитной газовой среды, нужно использовать специальную порошковую или флюсовую проволоку. В этом случае изменяется полярность соединения держака и «массы». На «массе» находится минус, а на держаке находится плюс. Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
- Появление газообразного облака;
- В среде этого облака и происходит сварка.
Сила тока переходит от минуса к плюсу, и падение жидкой капли металла становится более низким. Именно это обуславливает меньший нагрев металла для сварки. Так как его охлаждение не происходит под защитной газа. Поэтому образование ванны для сварки практически не отличается от сварки в газовой среде. Работа переменным током имеет определенные преимущества. Она не расходится с дугой относительно изначальной оси. А на качество соединения воздействует именно отклонение дуги.
Делая сварку генератором с переменным током, легко заметить: его полярность изменяется циклически. Циклы имеют частоту 50 Герц. Она, повысившись до плюсового напряжения, может снизиться до нуля или упасть до отрицательного уровня. Напряжение меняется с плюса на минус и, наоборот.
Сварка нержавейки и цветных металлов
Во время сварки цветных металлов, в том числе и алюминий, используют специальный вольфрамовый электрод. Причем используют во время инверторной сварки прямую полярность, на электроде находится минус. Этот вид подключения позволяет иметь необходимую температуру в участке нагрева . Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.
Полярность при сварке напрямую способствует образованию:
- более качественного шва;
- более лучшего проплавления металла, в том числе и из нержавеющей стали;
- более концентрированной узкой электрической дуги.
У процесса также существует и немаловажная экономическая часть. Используя дорогой вольфрамовый электрод меньшего диаметра, попутно добиваются уменьшения газовых затрат . Если же подключить вольфрамовый электрод при сварке в другой полярности, а именно, на держателе – с плюсом, то шов будет не таким глубоким. У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.
Значительным недостатком является эффект электромагнитного дутья. Образующаяся дуга выходит блуждающей, а шов – не сильно привлекательным и герметичным. Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Сварка прямой полярности инвертором получается, если с деталью подключается «плюс» источника тока. Когда подсоединяют электрод , то в этом случае получается обратная полярность. Используя сварочный инвертор, можно самостоятельно установить на нем полярность. Полярность определяет направление передвижения потока электронов. То есть, определяется подсоединением проводов к положительной и отрицательной клеммам. При работе со сваркой обратная полярность обозначает:
- на электроде – плюс;
- на «земле» – минус.
Ток переходит от отрицательного контакта к положительному. Именно поэтому электроны переходят на электрод от металла. В результате сильно нагревается окончание электрода . Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток перемещается от электрода к изделию. Электрод – холодный, а изделие – горячее. Эта особенность широко используется в особых электродах, которые предназначены для быстрой сварки листов нержавеющей стали.
Важность полярности при сварочных работах
Естественно, что инверторная сварка на переменном токе не зависит, какой установлен зажим трансформатора для соединения изделия и электрода . Но вот постоянным током по сложившейся традиции сваривают несколькими способами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.
В анод, подсоединенное к положительному полюсу, преобразуется изделие. Обратная полярность обозначает, что электрод после подсоединения к положительному полюсу становится анодом. Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
Материал изготовления электрода задает параметр дуги между неплавящимися электродами из вольфрама и плавящимися металлическими электродами. Сварочная дуга имеет ряд физических и технологических свойств. От этого практически полностью будет зависеть результат работы дуги. К физическим свойствам относятся:
- кинетические;
- электромагнитные и температурные;
- электрические и световые.
Основные технологические свойства имеют три вида:
- мощность дуги;
- пространственную стойкость;
- саморегулирование.
Для поддержания горения дуги требуется создать обратные электрически заряженные части в пространстве между находящимися электродами. Данные частицы – это электроны, а также положительные и отрицательные ионы . Их преобразование называется ионизацией. Газ, имеющий электроны и ионы, называется ионизированным.
Промежуток дуги ионизируется во время зажигания дуги, и все время поддерживается при ее горении. В промежутке дуги, как правило, выделяют следующие области:
- область разряда дуги;
- анодную;
- катодную.
В области анодов происходит значительное снижение напряжения , вызванное скоплением около электродов заряженных частиц. На поверхности анода и катода начинается появление электродных пятен, которые представляют некий фундамент дугового столба. Через них и прокладывается маршрут тока к сварке.
У сварки есть общий размер дуги, он состоит из суммарных длин 3-х областей. Общее напряжение дуги – это сумма снижений напряжения в каждой части дуги. Зависимость напряжения от размера дуги – это сумма снижения напряжения в прикатодном и прианодном участках. Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.
Ее эффективность рассчитывается с учетом количества теплоты , вводимой в металл за единицу времен. Тепловая мощность – это часть общей дуговой тепловой мощности, из которой определенная доля тепла уходит непроизводительно:
- на теплоотвод в изделии;
- излучение;
- на прогрев разбрызгивающихся капель.
Технология сварочных работ дугой
Преимущество сварочных работ дугой явны. Сварка отличается по признакам:
- по среде, где находится дуговой разряд;
- по типу тока;
- по типу электродов.
Для ремонта кузовов автомобилей широко используется дуговая сварка полуавтоматом в защитной среде газа. Для частного пользования наиболее доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Размер между поверхностью основного изделия и дном кратера является глубиной провара или проплавления. Глубина зависит:
- величины сварочного тока;
- от скорости передвижения дуги.
Если размер дуги сварки не больше, чем размер стержня электрода, то эта дуга называется нормальной или короткой. Она гарантирует великолепное качество шва. Дугу, которая имеет большую длину, считают длинной. Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем .
Электрод во время процесса передвигается вдоль и поперек сварочного шва в направлении оси, дабы сохранить заданный размер дуги. Ускоренное перемещение электрода приводит к образованию узкого, неровного и неплотного шва. При медленном передвижении есть опасность пережога материала.
Сварочные швы по форме бывают:
- тавровыми;
- нахлесточными;
- стыковыми;
- угловыми.
По длине швы разделяются на сплошные и прерывистые. По пространственному расположению имеют такие разновидности:
- вертикальные;
- потолочные;
- нижние;
- горизонтальные.
Источники питания: трансформатор для сварки, выпрямитель, генератор – при внешнем показателе имеют связь величины нагрузочного тока с напряжением на зажимах выхода. Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.
На размеры и форму шва также влияют вид электротока и его полярность . То есть, постоянный ток обратной полярности обеспечивает гораздо большую глубину плавления, чем постоянный ток с прямой полярностью, это объясняется разными количествами тепла, появляющимися на аноде с катодом. От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
На сегодняшний день сварочные инверторы практически полностью заменили с рынка другие типы сварочных аппаратов, ранее использовавшиеся в ходе сварочных работ: выпрямители тока, генераторы и сварочные трансформаторы. Подобные устройства были достаточно громоздкие, тяжеловесные и проблематичные в транспортировке. Инверторы, в свою очередь, обладают рядом неоспоримых преимуществ таких как минимальный вес устройства, относительно недорогая цена, высокое качество сварки, простота в эксплуатации.
Устройства типа инвертор позволяют не только выполнять сварку масштабах производства, но и решать любые сварочные задачи на бытовом уровне. Работать на сварочном инверторе может не только профессионал своего дела, но даже начинающий, имея небольшой багаж знаний и минимальный опыт в сварочных работах.
Также одним из основных достоинств можно считать его универсальность: при сварке используются электроды с постоянным электротоком и с током переменным. Обладая довольно широким спектром настроек тока на выходе можно решать различные задачи от сварки металла минимальной толщины до выполнения сложных работ связанных с резкой металла в несколько слоев. Рассмотрим основные виды полярности электрического тока и их применение в решении различных сварочных задач.
Прямая и обратная полярность при сварке
Принцип работы сварки с прямой полярностью подразумевает следующий алгоритм: ток от сварочного инвертора попадает на обрабатываемую деталь под положительным зарядом, в свою очередь клемма аппарата со знаком «плюс» соединяется с поверхностью металла с помощью специального кабеля. Заряд со знаком «минус» подается через электродержатель на электрод, который подключается к минусовой клемме. Это обеспечивает максимальный нагрев обрабатываемой детали при минимальном накаливании электрода. Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.
Полезно знать: Если стоит задача получить идеальный, аккуратный шов без большого количества брызг от обрабатываемого изделия из металла обычно используется применение постоянного тока. Это происходит из-за отсутствия частой смены полярности при сварке. В остальных случаях в основном применяется переменный электроток по причине своей экономности в отличии от тока постоянного.
При сварке обратной полярности инвертором необходимо выполнить противоположные действия. На обрабатываемую поверхность металлической детали подается заряд со знаком «минус» от минусовой клеммы.В свою очередь, на электрод направляется заряд со знаком «плюс» от плюсовой клеммы. При таком подключении максимальные нагрев образуется на электроде, а обрабатываемая поверхность металла нагревается минимально. Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.
Обратите внимание: чтобы предотвратить вероятность прожигания металла в ходе сварки профессионалы в сварочном деле советуют применять прижимную струбцину, которая позволяет крепко фиксировать обрабатываемые листы металла и делать процесс сварки более простым и удобным.
Особенности выбора электродов
Чтобы сварочные работы инвертором всегда выполнялись качественно и быстро очень важно уметь подбирать из всех разновидностей электродов представленных на современном рынке, именно тот который подходит для решения определенных сварочных задач. Выделим основные критерии, которые упростят процесс выбора оптимальных электродов для сварки инвертором:
Разновидность металлического изделия (существует определенная классификация электродов по виду металла, которая поможет выбрать оптимальный вариант стержня электрода).
Представляем вам основную классификации электродов по типу металла:
- Для выполнения ремонтных работ и наплавки;
- Для сварки на углеродистой и низколегированной стали;
- Для сварки изделий из меди и ее сплавов;
- Для сварки изделий из чугуна и его сплавов;
- Для сварки изделий из алюминия и его сплавов;
- Для выполнения работ с трудноподдающихся сварке металлами;
- Для сварка изделий из высоколегированной стали;
- Для сварки изделий с теплоустойчивыми с характеристиками.
Чистота обрабатываемой поверхности металла (например, стрежни электродов с рутиловым покрытием способны выполнять сварочные работы на сильно загрязненных, ржавых поверхностях металлических деталей; а основные электроды, наоборот, рекомендуется использовать для прочных соединений во время при отсутствии каких- либо загрязнений или влаги на металле).
Толщина металла (Чем больше толщина металла для сварки, тем большего диаметра должен быть подобран электрод):
- Для толщины изделия в 2 мм используют диаметр электрода в 2,5 мм;
- Для толщины изделия в 3 мм используют диаметр в 2,5 и 3 мм;
- Для толщины изделия в 4 и 5 мм используют диаметр электрода в 3,2 и 4 мм;
- Для толщины изделия от 6 до 12 мм используют диаметр электрода в 4 и 5 мм;
- Для толщины изделия свыше 13 мм необходимо использовать электроды в 5 мм.
Выбор оптимального электротока (Зависимость между диаметром рабочего стержня электрода и электротоком можно охарактеризовать следующим образом: если при усиленном токе изделие можно прожечь насквозь, то пониженном электротоке возможность создания рабочей электродугу окажется невозможной):
- электроду в 2 мм необходим ток от 50 до 60 А;
- электроду в 2,5 мм необходим ток от 60 до 90 А;
- для электрода в 3 мм необходим ток в пределах 80 — 140 А;
- для электрода в 4 мм необходим ток от 130-160 А;
- для электродов в 5 мм необходим ток в 200 А;
- электроду в 6 мм необходим ток от 220 до 240 А.
Если вкратце, деталь плавится в результате образования электрической дуги, образуемой от анода — электрода с положительным зарядом источника электротока, и отрицательного катода. Источником электротока является сварочный аппарат, анодом и катодом — держатель и провод с клеммой, присоединяемый к металлической заготовке. При приближении электрода к заготовке между ними образуется электрическая дуга, которая разогревает заготовку до высокой температуры, происходит плавление и смешивание разогретых поверхностей. Если анодом является деталь — электросварка происходит в режиме прямой полярности. Обратная полярность при дуговой сварке образуется при подаче положительного заряда на держатель сварочного аппарата.
Применение разного подключения
Разница подключения значений источника питания существенно влияет на результат работы. По сути, полярность — это движение электронов от отрицательного заряда к положительному. Следует учитывать, что «плюсовой» источник электротока всегда имеет наибольшую температуру нагрева (это явление широко используется в электросварке).
При прямой полярности сварки металл разогревается гораздо сильнее электрода — более чем на четыре тысячи градусов по Цельсию, в то время как обратная позволяет добиться максимальной температуры электрода.
Для соединения тугоплавких материалов либо металла значительной толщины целесообразнее подключить деталь в качества анода. Это обеспечит максимальный разогрев металла и меньшую площадь плавления. То же правило применимо при резке либо изготовлении отверстий в заготовках.
Для работы с тонкими листами либо с легкоплавким материалом идеальным выбором будет обратная полярность электросварки — наибольшая площадь плавки, а также высокая температура электрода позволят избежать прожога заготовки и создать эстетичный сварной шов.
Готовясь к сварочным работам, необходимо уделять внимание типу электротока, его силе, материалу электродов, скорости перемещения держателя при обработке заготовки.
Электроток бывает:
- постоянным;
- переменным.
Инверторный сварочный аппарат при подключении к сети преобразует переменный электрический ток в постоянный, который считается наиболее подходящим. Сварочный шов при использовании постоянного электротока получается более аккуратным, без разбрызгивания расплавленного металла. Разница в подключении «плюса» и «минуса» с использованием переменного тока практически отсутствует. Переменный электроток в электросварке имеет один из плюсов — дешевизну.
За счет увеличения силы тока увеличивается температура пятна сварки и ее глубина. Такие параметры можно регулировать скоростью перемещения держателя: чем выше скорость — тем меньше температура, глубина электросварки. Необходимо обращать внимание на рекомендации завода-изготовителя электродов: применение может отличаться в зависимости от выбранного подключения анода и катода. Неправильно выбранный расходный материал может существенно ухудшить качество шва в результате несоблюдения инструкции по его использованию. Для возбуждения электрической дуги при сварке с обратной полярностью требуется больше времени.
Качество, а также скорость проведения сварочных работ, зависят от подготовки работника, сварочного аппарата и расходных материалов.
Необходимо внимательно ознакомиться и неукоснительно соблюдать требования инструкций изготовителей к аппарату и электродам по режиму сварки : силе, напряжению тока, расстоянию дуги, скорости движения держателя.
Правильный выбор прямой или обратной полярности сварки позволит выполнить работу качественно и без лишних материальных затрат.
Графики, поясняющие процесс сварки постоянным током (б) и переменным (а)
Сварка с использованием сварочных аппаратов, которые работают на постоянном токе, сегодня нашла гораздо большее применение, нежели сварка аппаратами, которые работают на переменном токе. В первую очередь это связано с тем, что особенности сварки постоянным током позволяют существенно уменьшить количество присадочного металла электродов в сварочном шве. Во-вторых, при использовании сварки постоянным током удается добиться существенно уменьшения уровня окалины в сварном шве. Это значит, что соединение, которое получается в результате, обладает повышенной прочностью.
Электроды – одна из основных статей расходов при любых сварочных работах. Сварка постоянным током позволяет достичь существенного уменьшения показателей разбрызгивания электродов, а это значит – сокращение издержки материалов. В целом сварка переменным током позволяет повысить доходность процесса, при этом снизить затраты на изготовление деталей.
Немаловажное преимущество сварки постоянным током – это повышение производительности труда. Работа с постоянным током делает работу сварщика значительно проще, а значит – эффективнее и производительнее.
Сварка постоянным током может быть прямой и обратной полярности. Прямая полярность – это когда ток идет от минуса к плюсу и тепло концентрируется на изделии. Этот тип зачастую используют в механизированной сварке. Сварка постоянным током обратной полярности предполагает концентрацию тепла на торце электрода (то есть, минус – на изделии, а плюс – на электроде).
Стоит заметить, что потребности сварочного шва предполагают использование сварочного выпрямителя. Он может быть разного типа конструкции. Большинство этих выпрямителей используются в промышленности, поэтому они чаще всего работают на трехфазном токе частотой 50-60 Гц.
Сварка постоянным током обратной полярности позволяет увеличить глубину провара на 50%, по сравнению со сваркой постоянным током прямой полярности. Это объясняется тем, что на аноде и катоде выделяется различное количество теплоты. А вот во время сварки переменным током, глубина провара по сравнению с постоянным током обратной полярности ниже на 20%.
Диаметр электрода при сварке постоянным током зависит от положения сварки, толщины металла, вида соединения и формы кромок под сварку. Если речь идет о сварке встык, то диаметр электрода должен быть равным толщине свариваемого листа. При сварке листов большей толщины используют электроды диаметром от 4 до 6 мм.
Напряжение – величина, которая главным образом определяет ширину шва. А на такой параметр как глубина провара, напряжение не оказывает значительного влияния. Но и это не обязательно. Например, если при увеличении напряжения постепенно увеличивать скорость сварки, то ширина шва будет уменьшаться. В основном сила тока зависит от диаметра электрода, от его рабочей длины, покрытия и положения сварки. Чем выше ток, тем больше производительность, поскольку увеличивается количество наплавляемого металла.
Большинство современных сварочных аппаратов имеют в своей конструкции блок выпрямительных диодов, что, в свою очередь, обеспечивает постоянный сварочный ток. Для аппаратов, использующих в качестве сварочного материала проволоку (сварочных полуавтоматов) это является обязательным условием. Для аппаратов же, использующих для работы электроды это уже является опцией, позволяющей использовать практически любые марки электродов для проведения сварочных работ.
Классификация сварочной дуги по полярности постоянного тока:
а — прямая полярность; б — обратная полярность
При работе полуавтоматом необходимо обязательно соблюдать полярность подключения. Так, сварка обычной обмедненной проволокой в среде защитного газа производится током прямой полярности. То есть на изделие подается плюс, а на держак минус (прямая полярность при сварке). При таком подключении ток протекает от проволоки на изделие, в связи с чем нагрев изделия получается выше, нежели сварочной проволоки. И это закономерно. Свариваемые части имеют значительно большую площадь, соответственно, требуют большего нагрева для образования сварочной ванны. Проволока же, имеющая меньшую площадь достаточно легко плавится и в место сварки попадает уже в виде расплавленной капли. Протекающий ток, а он протекает именно от плюса к минусу, захватывает расплавившийся материал, опять же способствуя формированию качественной сварочной ванны.
Судя по комментариям посетителей нашего сайта, возникла небольшая путаница с тем, в каком все таки направлении течет ток в цепи. Давайте попытаемся внести ясность в этот вопрос!
Необходимо понимать, что «направление тока» в электротехнике — это больше условность, принятая для рисования схем. Традиционно, на схемах, принято рисовать от плюса к минусу, как будто движение тока происходит от плюса к минусу, хотя реальное движение носителей заряда в большинстве случаев происходит в обратном направлении! В случае, если проводником выступает металл (провод, электрод и т. п.), реальные носители заряда — электроны, летят от минуса к плюсу (т.к. электроны — отрицательно заряженные частицы). Если проводником выступает ионизированый газ или жидкость с ионами, в таком случае ионы летят в обе стороны.
При работе полуавтоматом без защитной среды газа, используется специальная порошковая (флюсовая) проволока. В этом случае обязательно меняется полярность подключения держака и «массы». То есть на массе «минус», а на держаке плюс (обратная полярность при сварке). Обусловлено это тем, что температура плавления флюса примерно одинакова с температурой плавления металла, однако для получения качественного шва необходимо чтобы флюс сгорел и образовал небольшое газообразное облако в среде которого и будет происходить сварочный процесс. Как уже отмечалось выше, ток течет от минуса к плюсу, поэтому и падение расплавленной капли металла будет несколько более низким, что обеспечит меньший прогрев свариваемого металла, поскольку охлаждение последнего не осуществляется средой защитного газа и формирование сварочной ванны будет примерно таким же, как и при сварке в среде газа.
Сварка цветных металлов, в частности алюминия, производится, как правило, специальным вольфрамовым электродом. В этом случае обычно используют прямую полярность при сварке — минус на электроде. Такой тип подключения позволяет получить большую температуру в зоне нагрева, что особенно критично для того же алюминия, поскольку первоначально необходимо «пробить» оксидную пленку, тем более, что температура плавления у последней гораздо выше, нежели самого металла.
Прямая полярность помимо всего прочего позволяет получить более концентрированную и узкую электрическую дугу, более глубокое проплавление металла, а, соответственно, более качественный шов и, что немаловажно, использовать меньший диаметр дорогостоящего вольфрамового электрода, а также снизить расход не менее дешевого газа.
При подключении вольфрамового электрода в обратной полярности при сварке — с плюсом на держаке — шов получается менее глубоким. Такой способ хорош при сваривании тонких пластин — в этом случае отсутствует опасность прожечь свариваемый материал. Однако ещё одним минусом является эффект «магнитного дутья». В этом случае образующаяся дуга получается блуждающей и шов получается менее красивым и герметичным.
– elenasy.com
Иногда мы проектируем и строим схему, которая требует двойного источника питания. Но в некоторых случаях нам действительно нужно только положительное напряжение для питания цепи, а отрицательное используется только для какой-то особой поляризации, которая на самом деле не требует такого же количества энергии, которое используется для положительного. Рассмотрим, например, схему с полевым МОП-транзистором с каналом истощения, который требует отрицательного напряжения только для поляризации затвора.
В таких случаях экономически выгоднее использовать другой подход, чем иметь полноценный двойной блок питания. Этот подход называется «инверсия полярности», в результате чего получается устройство, способное преобразовывать положительное напряжение источника питания в слаботочное отрицательное напряжение.
Таким образом, инвертор полярности представляет собой схему, способную принимать положительное напряжение по отношению к земле и генерировать отрицательное напряжение также по отношению к земле, так что мы можем иметь как положительное, так и отрицательное напряжение в точке в то же время для питания другой цепи, без использования двойного источника питания.
В принципе инвертор основан на следующей схеме.
Имеются два конденсатора и два диода, а также переключатель, соединяющий плюс первого конденсатора попеременно с источником положительного напряжения и с землей.
Когда переключатель установлен в сторону положительного напряжения, конденсатор C1 начинает заряжаться через первый диод, который замыкает цепь на землю. При достаточном количестве времени напряжение на конденсаторе увеличивается до входного напряжения за вычетом падения напряжения на диоде.
Например, если входное напряжение равно 9 В, конденсатор зарядится примерно до 8,4 В.
На следующей диаграмме это показано первым импульсом на Vin и соответствующим напряжением на C1.
Теперь, когда конденсатор заряжен, мы перемещаем переключатель на землю. При этом мы размыкаем цепь, которая соединяет конденсатор C1 с входным напряжением, и вместо этого подключаем тот же конец конденсатора к земле.
Таким образом, напряжение на конденсаторе C1 теперь обеспечивает прямую поляризацию на второй диод, тот, что справа, и поэтому у нас есть замкнутая цепь, которая идет от конденсатора C1 к конденсатору C2 и через второй диод.
Если мы выберем два конденсатора с одинаковой емкостью, то половина зарядов конденсатора С1 перейдет к конденсатору С2 и, в результате, оба конденсатора С1 и С2 получат половину первоначального заряда и, следовательно, с половина исходного напряжения, которое было на C1.
Это представлено во второй части приведенной выше диаграммы, где теперь входное напряжение равно нулю, но конденсаторы C1 и C2 имеют половину исходного напряжения.
В следующем цикле мы перемещаем переключатель обратно в сторону источника питания, поэтому конденсатор С1 снова заряжается до входного напряжения. Однако в этом случае второй диод имеет обратную полярность, поэтому конденсатор С2 изолирован и не может ни заряжаться, ни разряжаться, поэтому сохраняет прежнее значение напряжения.
Переместив переключатель обратно на землю, C1 дает больше заряда C2, и, следовательно, его напряжение немного падает, а напряжение C2, вместо этого, увеличивается.
Теперь вы можете видеть, что если я продолжаю переключаться туда и обратно, добавляя к диаграмме больше циклов, то и C1, и C2 будут сохранять все больше и больше зарядов, а их напряжение будет увеличиваться, так что после ряда циклов C2 достигает примерно того же напряжения, что и входное.
Теперь обратите внимание на то, как конденсатор C2 подключен к земле на своей положительной стороне, а другой конец подает свое отрицательное напряжение на выход схемы, который, таким образом, является отрицательным по отношению к земле.
Если вы посмотрите на последнюю из четырех диаграмм, вы увидите, как выходное напряжение становится все более и более отрицательным по отношению к земле, с тенденцией к достижению 8,4 В, о которых мы упоминали ранее.
Итак, если мы будем продолжать быстро перемещать переключатель вперед и назад, после достижения этого состояния мы сможем поддерживать его, даже если мы будем снимать небольшое количество заряда с C2 в каждом цикле из-за нагрузки, которую мы могли бы приложить к его выводам. .
Эта схема называется насосом заряда, потому что способна накачивать заряды во второй конденсатор, даже если он не подключен напрямую к входному напряжению.
Обратите внимание, что если мы начнем подавать на выход сильную нагрузку, C2 не сможет достаточно быстро перезаряжаться, и его напряжение начнет падать. И именно поэтому мы не можем использовать этот инвертор полярности для нагрузок, сравнимых с теми, которые мы можем подключить непосредственно к оригинальному блоку питания.
Но как нам переместить переключатель достаточно быстро, чтобы получить эту функциональность?
Хитрость заключается в том, чтобы заменить механический переключатель твердотельным и управлять им с помощью прямоугольного генератора, так называемого нестабильного мультивибратора.
Один из способов сделать это — использовать таймер 555, как показано на следующей схеме.
Схема на правой стороне точно такая же, как на предыдущей схеме. Однако на левой стороне механический переключатель был заменен на таймер 555, настроенный как нестабильный мультивибратор с рабочим циклом, близким к 0,5.
Контакт 3 555, который является выходным контактом, попеременно переключается с напряжения источника питания на землю, таким образом, работая, как если бы это был переключатель предыдущей схемы.
Частота колебаний обеспечивается R1, R2 и C4, которые я рассчитал в этом примере, чтобы обеспечить частоту около 30 кГц с рабочим циклом, очень близким к 0,5.
Если вы хотите узнать больше о таймере 555, я предлагаю вам посмотреть видео, которое я сделал около года назад, где я описываю, что это такое и как оно работает. Вот ссылка на видео.
Чтобы иметь возможность поддерживать относительно более высокие токи с инвертором полярности, мы должны иметь возможность заряжать конденсаторы быстрее, что приводит к более высокому току. Один из способов сделать это — использовать выход 555 для управления парой транзисторов с высоким значением бета, коэффициента, который выражает усиление тока транзисторов. При более высоком доступном токе конденсаторы будут заряжаться быстрее, и, следовательно, можно будет работать с более высоким током нагрузки.
Вот пример схемы, которая может обеспечить более высокие токи:
Эта схема в основном идентична предыдущей, но вместо того, чтобы подавать выходное напряжение 555 непосредственно на зарядный насос, она состоит из C1, C2, D1 и D2, 555 управляет двумя транзисторами 8050 и 8550, соответственно NPN и PNP.
С помощью этих транзисторов мы по-прежнему можем соединить положительный вывод C2 с положительным выводом источника питания и с землей попеременно, и мы можем заставить заряды в двух конденсаторах двигаться быстрее.
Два резистора R3 и R4 необходимы для ограничения величины тока через базы транзисторов. Слишком большой ток будет иметь два нежелательных побочных эффекта:
Во-первых, транзисторы могут сгореть из-за слишком большого тока.
Во-вторых, даже если бы транзисторы не сгорели, они все равно вошли бы в глубокое насыщение, что заставило бы их тратить больше времени на переход между состояниями «включено» и «выключено», что привело бы к тому, что схема не работала должным образом.
В дополнение к этому, поскольку напряжение на выходе 555 не изменяется мгновенно между 0 и Vin, во время перехода будет период, когда оба транзистора будут включены одновременно. В результате входное напряжение будет замыкаться на короткое время во время каждого цикла, чего следует избегать.
Чтобы решить эту проблему, я добавил в схему эти два стабилитрона. Диоды Зенера создают разрыв между 4,7 В и 5,1 В, который предотвращает одновременное включение обоих транзисторов, тем самым устраняя проблему короткого замыкания.
Вот как это работает.
При переходе от 0 до 9В на выводе 3 микросхемы 555 транзистор 8550 будет открыт в интервале между 0 и 4,7В.
В интервале между 4,7В и 5,1В оба транзистора будут закрыты и, наконец, во время перехода между 5,1В и 9V, транзистор 8050 будет включен.
И наоборот, при переходе с 9В на 0 произойдет обратная последовательность: сначала будет включен транзистор 8050, затем оба транзистора будут выключены, затем будет включен транзистор 8550, только один.
Именно поэтому два стабилитрона гарантируют, что два транзистора никогда не будут включены одновременно, тем самым защищая их и блок питания.
Конечный эффект будет таким же: положительный вывод C2 будет попеременно подключен к плюсу и к земле, заставляя работать зарядовый насос и создавая отрицательный выход.
В заключение, инверторы полярности полезны в определенных ситуациях, но недостаточно хороши для замены полноценного двойного источника питания.
Итак, когда мы используем тот или иной?
Мы будем использовать инвертор полярности в тех случаях, когда требуется лишь небольшая нагрузка на этот конкретный полюс, тогда как большая часть нагрузки будет зависеть от одного источника питания.
Всякий раз, когда нам потребуется значительное и сравнимое количество энергии как на положительном, так и на отрицательном полюсах, нам понадобится двойной источник питания.
И, наконец, если вы хотите увидеть инвертор полярности в действии, вы можете посмотреть это видео, которое я разместил еще в декабре 2020 года. AND SOLUTIONS
Shrego ProBTech…….Чистый, зеленый, возобновляемый.ДЕВИЗ: «Помогаем вам развивать наш бренд»
Онлайн-техник по инверторам/солнечным батареям. Здесь решаются все основные проблемы с инвертором/солнечным коллектором.
ПРИМЕЧАНИЕ. Эта статья опубликована и предназначена только для устранения неполадок первого уровня (FLT). Перед выполнением основных работ на инверторном/солнечном устройстве рекомендуется проконсультироваться с экспертом.
Спасибо.
Подробные советы, приведенные в этой статье, практичны, поскольку они собраны на основе многолетнего опыта работы с инверторами, ИБП, солнечными батареями и другими электроприборами в сочетании с академическими знаниями, полученными за годы интенсивного обучения в высших учебных заведениях и профессиональных органов в качестве инженера-электрика. Поэтому это может быть последняя автобусная остановка, когда вы ищете решение всех распространенных проблем с инвертором.
Все основные проблемы, характерные для всех инверторов, находятся под этими девятью (9) заголовками, а также (7) другими советами.
Если представленные здесь решения не решат вашу уникальную проблему с инвертором или у вас возникла какая-либо проблема, не описанная здесь, вы также можете связаться с нами напрямую по телефону, WhatsApp, SMS, электронной почте или по номеру
, если вам требуется физическое присутствие нашего технического персонала в вашем регионе. Наши телефонные линии работают круглосуточно и без выходных.
Удачи.
- В случае, если вам необходимо связаться с Shrego ProBTech бесплатно Техническая консультация, устранение неполадок или полное решение вашей проблемы: Пожалуйста, позвоните нашему техническому директору напрямую: Engr Shola Peters по телефону: + 95150399403 ( 231554399403) WhatsApp), +2347045541814, +2348053143834 или напишите нам по адресу: shrego7spetes@gmail. com
а также системный сбой.
Shrego Pro BT ECH Online… .. »Помогая вам расширить наш бренд»
Модуль 1 . спешите, вы можете пропустить этот аспект (введение) и сразу перейти к сути. Однако это введение может быть частью решения. ВведениеЧто такое инвертор?
По сути, инвертор — это просто форма ИБП, но с более длительным временем резервного питания. Он имеет входной источник, подключенный к сети от источника коммунального обслуживания или генератора. Источник переменного тока преобразуется в постоянный ток (DC) с помощью выпрямителя в цепи инвертора для зарядки аккумулятора постоянного тока. Заряженная батарея постоянного тока затем инвертируется обратно в переменное напряжение (переменное напряжение) через повышающий трансформатор, который поддерживает нагрузку (оборудование) во время отключения электроэнергии, отсюда и название «ИНВЕРТОР». Существуют и другие инверторы, в которых не используется изолирующий трансформатор, они называются бестрансформаторными инверторами.
Помимо времени работы инвертор отличается от ИБП и другими особенностями.
Во-первых , время переключения между ИБП и некоторыми инверторами различается.
Время переключения для ИБП находится в диапазоне от 0,5 мс до 5 мс, а для инвертора — от 20 мс до 500 мс. Эта большая временная задержка может быть замечена как прерывание питания чувствительным оборудованием.
В то время как ИБП создан в первую очередь для кратковременной защиты данных при перебоях в подаче электроэнергии, поскольку он может выполнять регулирование напряжения на выходе, с другой стороны, некоторые автономные инверторы низкого класса предназначены в основном только для резервного копирования, но не оборудованы для плавного перехода между прерываниями питания. Другими словами, они не оборудованы безразрывными цепями. они используют некоторую систему реле для переключения. Такие инверторы не могут гарантировать защиту данных, особенно во время колебаний мощности или когда мощность выходит за пределы допустимого диапазона. Это просто мусор в мусоре, что означает, какое бы напряжение ни пришло, это то, что он выдает на выходе. Если входное напряжение плохое, выходное напряжение также будет плохим.
Поскольку в онлайн-ИБП не происходит реального переключения, рекомендуется подключать очень чувствительное оборудование, такое как серверы, коммутаторы, компьютеры и другое коммуникационное оборудование, к ИБП/онлайн-инвертору.
Во-вторых , инвертор работает с внешними батареями из-за их размера в отличие от ИБП. Размер зарядного устройства в инверторе позволяет им заряжать внешние батареи большего размера и количества, чем ИБП, следовательно, инверторы также различаются по размеру и количеству батарей, с которыми они могут работать, что также определяет время работы во время работы. прерывание питания.
Таким образом, все ИБП содержат внутри себя схему инвертора, но не все инверторы выполняют регулировку напряжения, которая обеспечивает регулируемую мощность во время прерывания, как это делает ИБП. Кроме того, в то время как инверторы могут работать в течение нескольких часов или дней, ИБП могут работать только в течение нескольких минут или нескольких часов, их основная функция заключается в временном сохранении питания и предотвращении перебоев только до тех пор, пока не будет восстановлен основной источник питания.
РАСПРОСТРАНЕННЫЕ ПРОБЛЕМЫ С ИНВЕРТОРАМИ И РЕШЕНИЯ
В основном, все основные проблемы, характерные для всех инверторов, и/или общие сообщения об ошибках относятся к одному или нескольким из перечисленных ниже заголовков.
Содержание этой статьи
(1) Инвертор не заряжает(i) Нет источника питания
(ii) Плохое входное напряжение или частота
(III) Благословение. iv) Неправильное подключение
(v) Неисправность инвертора (проблема с платой)
(vi) Нет выходного сигнала
(vii) Аккумулятор заряжен
(2) Проблема с аккумулятором(i) Аккумулятор перезаряжен или перезаряжен
(ii) Аккумулятор быстро заряжается или разряжается.
(iii) Слишком низкое напряжение батареи
(iv) Неправильная полярность батареи
(v) Коррозия клемм батареи
(vi) Вздувшаяся/горячая батарея
(vii) Ослабленная клемма батареи
(3) Преобразователь нагрузка(i) Загрузка инвертора выше номинальной мощности
(ii) Короткое замыкание
(iii) Неисправность инвертора
(iv) Низкое напряжение батареи
(4) Неправильная проводка цепи и сечение кабеля (5) Инвертор показывает «Сбой сети» (аккумулятор не заряжается) (6) Инвертор перегревается/гудит (7) Перегрузка/короткое замыкание на выходе 8 (7) Инвертор в режиме байпаса (9) Инвертор отключается при отключении питания (10) Инвертор возвращает питание на вход (11) Инвертор бьет током. ПЛЮС (10) Факторы, определяющие эффективность инверторов (11) Типы аккумуляторов (12) Почему аккумулятор может легко выйти из строя (Для инвертора/ИБП) 9016 Советы) для предотвращения отказа батареи (14) Другие советы (15) Советы по обслуживанию ИБП (16) Экономическая эффективность использования инвертора/солнечного генератора 8 (7)10138. Теперь давайте подробно рассмотрим, что делать, чтобы решить каждую из этих проблем одну за другой.
(1) Инвертор не заряжается:Причин, по которым Инвертор может не заряжаться, может быть множество. адрес:
(i) Проверьте источник питания, чтобы убедиться, что питание доступно. Убедитесь, что питание доступно от генератора общего пользования. Если имеется, проверьте прерыватель между источником питания и инвертором.
(ii) Проверьте предохранитель в вилке, где вилка используется для подключения инвертора к источнику питания, и замените, если он перегорел (но обязательно определите причину перегорания предохранителя и при необходимости исправьте).
(iii) Убедитесь, что входная розетка и вилка в порядке, а если входное соединение осуществляется через разъем, убедитесь, что входной кабель (кабели) не ослаблен или не отсоединен.
(iv) Проверьте целостность входного кабеля, чтобы убедиться, что кабель, подающий питание на Инвертор, не поврежден.
- Неправильное входное напряжение/частота: Если входное напряжение или частота слишком высоки или слишком низки для заданного значения инвертора или имеются колебания мощности, инвертор задержит прием питания. Плохое напряжение может быть исправлено с помощью регулятора напряжения, установленного на входе инвертора, но частота должна быть скорректирована уполномоченным органом коммунального обслуживания или на генераторе. Правильные значения напряжения и частоты, а также допустимое окно зависят от стандарта каждой страны. Вы можете настроить инвертор так, чтобы он принимал более широкое окно напряжения/частоты, если он оснащен такой опцией.
- Перегорел предохранитель: Инвертор также может не заряжаться, если перегорел входной предохранитель или сработал автоматический выключатель. Поскольку автоматический выключатель не может просто отключиться или перегореть предохранитель без причины, причину этого необходимо установить до сброса автоматического выключателя или замены предохранителя. При замене предохранителя необходимо заменить предохранитель точно такого же номинала, в противном случае плата будет серьезно повреждена в случае другой неисправности.
- Неправильное подключение : Если сетевой и нейтральный или заземляющий кабели перепутаны местами, Инвертор может не заряжаться, но на дисплее появится сообщение об ошибке. Убедитесь, что кабель под напряжением идет к клемме под напряжением инвертора, а нейтраль — к клемме нейтрали, а также к земле. Также убедитесь, что полярность батареи верна. Если батарея не подключена или выключатель постоянного тока батареи не включен, Инвертор не будет заряжаться. Неправильное подключение может привести к серьезному повреждению инвертора, поэтому убедитесь, что квалифицированный технический персонал занимается установкой инвертора.
Shrego ProBTech имеет репутацию надежной, аккуратной и доступной установки. Звоните сегодня.
- Неисправность инвертора (проблема с платой) : В некоторых случаях, особенно если инвертор плохо защищен от перенапряжения, на плате инвертора может быть неисправный или перегоревший компонент из-за скачка напряжения. чтобы увидеть ввод. Обратитесь к поставщику продукта или квалифицированному техническому специалисту для ремонта. Вы также можете связаться с Shrego ProBTech для получения помощи, если вы хотите сэкономить.
- Батарея заряжена: В некоторых инверторах, когда батарея заряжается, индикатор «Зарядка» мигает, но перестает мигать и горит постоянно, когда батарея полностью или почти полностью заряжена. Некоторые покупатели считают, что это означает, что батарея не заряжается. Когда батарея полностью заряжена, индикатор батареи перестает мигать и горит постоянно до тех пор, пока не произойдет падение номинального напряжения батареи.
Чтобы убедиться, что инвертор заряжается, выключите вход инвертора и немного разрядите батарею, скажем, на 10 минут или более, затем верните питание на вход, индикатор должен снова начать мигать за несколько минут до снова остановка.
(2) Проблемы с аккумуляторомАккумулятор является основным компонентом инвертора, который необходимо тщательно выбирать в надежном магазине, поскольку его замена стоит очень дорого, а успех ремонта не может быть гарантирован.
В случае выхода из строя батареи причиной может быть одна или несколько из следующих причин:
(i) Батарея недозаряжена/перезаряжена : Каждая батарея имеет свой цикл зарядки/разрядки. Батарея, которая постоянно недозаряжена или перезаряжена, не может поддерживать свой номинальный срок службы. Большинство современных интеллектуальных инверторов имеют датчик отключения при перезарядке или чрезмерной разрядке, который гарантирует, что батареи не будут чрезмерно перезаряжены или разряжены. Тем не менее, большинство дешевых (нестандартных) инверторов на рынке не оснащены этим интеллектуальным устройством, которое приводит к закипанию аккумуляторов при перезарядке или вызывает запотевание, когда аккумуляторы постоянно переразряжаются и не постоянно заряжаются. держится на полном заряде. Чтобы аккумуляторы успешно прослужили заявленный срок службы без преждевременного выхода из строя, их необходимо постоянно поддерживать в заряженном состоянии после использования.
Еще одна вещь, которую следует учитывать, это то, что аккумуляторы не должны быть чрезмерно разряжены. На самом деле батареи не должны разряжаться ниже 0,5 В на элемент, то есть для 12-вольтовой батареи минимальное напряжение для разрядки батареи должно быть около 10,8 В (для обычных батарей). Как только оно станет ниже этого уровня, большинство интеллектуальных инверторов начнут издавать звуковой сигнал, чтобы предупредить о низком заряде батареи, и через некоторое время полностью отключатся, чтобы предотвратить повреждение батареи. В этот момент аккумулятор необходимо полностью перезарядить перед использованием, даже если машина не выключается сама. Многие пользователи аккумуляторов жалуются на ранний выход аккумулятора из строя, потому что они не знают или не соблюдают эту простую инструкцию по обслуживанию.
Поскольку не все инверторы оборудованы функциями отключения или предотвращения чрезмерного разряда/заряда, перед покупкой инвертора рекомендуется узнать мнение технического персонала; в противном случае несвоевременный выход из строя батарей будет постоянной проблемой.
(ii) Батарея быстро заряжается/разряжается : Если батарея показывает полную зарядку слишком рано, то есть она достигает полной зарядки раньше, чем обычно, что, следовательно, также определяет скорость разрядки, это может быть первым признаком того, что батарея батарея становится слабой. Мощный аккумулятор требует больше времени для полной зарядки, а также больше времени для разрядки. Однако в группе батарей, состоящей из двух или более батарей, соединенных вместе, выход из строя одной батареи в цепочке может повлиять на работу других батарей в группе. Мощность всех батарей в цепочке определяется емкостью самой слабой из них в цепочке. Это также объясняет, почему слабые и сильные батареи не следует объединять в массив батарей. Это будет объяснено далее в разделе «Техническое обслуживание батареи».
Еще одна важная вещь, которую следует учитывать, это когда батарея разряжается быстрее, но для полной зарядки требуется больше времени. В этом случае вам необходимо оценить общую нагрузку, подключенную к инвертору, чтобы найти скрытую большую нагрузку, разряжающую батарею. Если батарея заряжается долго, но разряжается быстрее, чем ожидалось, это может означать, что батарея питает слишком большую нагрузку. Сбросьте несколько тяжелых грузов и понаблюдайте за любой разницей.
(iii) Низкое напряжение батареи: Когда напряжение батареи становится слишком низким, ниже нормального напряжения, пришло время замены. Один из симптомов, который будет проявляться, заключается в том, что батарея разряжается быстрее, чем обычно, а также завершает процесс зарядки раньше, чем обычно. Когда аккумулятор показывает полный заряд в течение нескольких минут после зарядки, пора вызвать специалиста по аккумулятору, чтобы оценить уровень напряжения или уровень электролита в случае трубчатого аккумулятора. Для влажных элементов уровень электролита необходимо проверять каждые три месяца, и он должен быть выше уровня элементов. Никакая другая вода, кроме дистиллированной воды, не должна использоваться для наполнения элементов, в противном случае произойдет коррозия элементов и, как следствие, выход из строя. Большинство современных трубчатых батарей оснащены поплавковым индикатором, который измеряет уровень электролита в каждой ячейке. Когда уровень электролита падает ниже отметки на поплавковом индикаторе, пора доливать электролит.0003
Сухие элементы не требуют технического обслуживания, поэтому все, что им нужно, это эксплуатировать их при низкой температуре и постоянно заряженном состоянии.
Другая проблема, которая может привести к низкому напряжению аккумулятора, заключается в том, что когда аккумулятор долгое время находился в глубоко разряженном состоянии без подзарядки, в нем развивается так называемое удушье, которое может быть необратимым, и восстановить такой аккумулятор может быть невозможно. опять таки. Батарея с сухим элементом теряет 2% своего напряжения каждые 30 дней, если ее оставить в разряженном состоянии, в то время как батарея с мокрым элементом саморазряжается на 10-15% ежемесячно, поэтому аккумулятор должен быть полностью заряжен, если его собираются оставить. неиспользованный в течение длительного времени. Срок годности батареи очень короткий, поэтому не рекомендуется покупать батарею и хранить ее долгое время, если она не будет использоваться. Если беттри не будет использоваться в течение длительного периода времени, рекомендуется заряжать ее каждые три (3) месяца и хранить в прохладном месте. Тепло способствует саморазряду.
(iv) Обратная полярность батареи: Изменение полярности батареи приведет к повреждению Инвертора, особенно если он не защищен должным образом. Необходимо позаботиться о том, чтобы положительная клемма (+) кабеля преобразователя была подключена к положительной клемме (+) батареи, а также к отрицательной клемме (-) . Также нельзя менять полярность аккумуляторов, соединенных последовательно или параллельно. Всегда целесообразно и безопасно доверить установку каждой батареи техническому специалисту.
(v) Заржавевшая клемма аккумулятора . Коррозия клемм аккумуляторной батареи является одной из причин плохого заряда аккумуляторной батареи, так как корродированные материалы образуют тонкую изоляционную пленку между клеммой аккумуляторной батареи и соединительными кабелями, что снижает ток, протекающий от инвертора к аккумуляторной батарее.
Чтобы уменьшить этот эффект, вы можете нанести вазелин на клеммы аккумулятора после удаления коррозионного вещества или сразу после установки аккумулятора.
(vi) Вздувшаяся/горячая батарея. Это ситуация, при которой аккумулятор вздувается или выпирает в результате выхода из строя аккумулятора. Такая батарея должна быть изолирована от массива и немедленно заменена.
Когда батарея заряжается, попробуйте почувствовать температуру корпуса батареи, если Инвертор не оснащен датчиком температуры батареи. Если аккумулятор чрезмерно нагревается, немедленно вызовите техника. Батарея, нагретая во время зарядки, может взорваться, что приведет к возгоранию от электрического тока.
(vii) Ослаблены клеммы аккумулятора. Если клеммы аккумулятора ослаблены, вокруг клеммы образуется высокое сопротивление, которое предотвращает или уменьшает подачу зарядного тока к аккумулятору. Это может привести к искрообразованию (искрению) вокруг терминала и, в крайних случаях, к возгоранию. Убедитесь, что все клеммы аккумулятора надежно закреплены.
(viii) Аккумулятор Высыхание электролита. Трубчатые или жидкостные батареи, в отличие от сухих (необслуживаемых) батарей, требуют периодического обслуживания. Уровень электролита необходимо тщательно контролировать, и нельзя допускать его высыхания, иначе это может привести к необратимому повреждению элементов батареи и, как следствие, выходу батареи из строя.
(3) Перегрузка : (i) Нагрузка выше номинальной мощности инвертора. В основном, большинство низкоклассных бытовых или промышленных инверторов предназначены для легких нагрузок, таких как освещение, электроника и вентилятор. Тяжелое оборудование высокой мощности, такое как холодильники, нагревательные приборы, печи, кондиционеры, электродвигатели и насосные машины, практически не подходят для инверторов низкого класса. Помимо того, что некоторые из этих устройств потребляют очень большой ток от батареи, что приводит к ее быстрой разрядке, их пусковой ток может быть нагрузкой на инвертор, вызывая его отключение в условиях перегрузки или даже сжигание платы машины. При расчете нагрузок, подключаемых к инвертору, общая ожидаемая (максимальная потребляемая) нагрузка не должна превышать номинальной мощности инвертора. Допуск также должен быть предоставлен для будущих добавлений нагрузки или для резервирования, поэтому мощность инвертора должна быть немного выше ожидаемой максимальной нагрузки, например, на 20% выше.
Кроме того, при расчете общей нагрузки, которая представляет собой сумму всех номинальных мощностей каждого устройства, подключаемого к инвертору, необходимо учитывать разницу между номинальной мощностью устройств, обычно указанной на заводской табличке. и рейтинг KVA инвертора. Киловатт — это не то же самое, что кВА. Значение КПД и коэффициент мощности инвертора должны быть хорошими. Поскольку существует разница между (киловатт (кВт) вольт-ампер (ВА) и киловольт-ампер (кВА), и большинство приборов рассчитаны на кВт, в то время как большинство инверторов рассчитаны либо на ВА, либо на кВА, необходимо выполнить некоторое математическое преобразование. чтобы определить фактическую мощность машины в кВА. Для получения дополнительной информации о подходящем размере инвертора для вашей установки вы можете связаться с Шрего ПроБТех .
Пожалуйста, обратите внимание, что некоторые Инверторы также имеют завышенную мощность, т.е. они оцениваются выше их реальной мощности. Например, инвертор с маркировкой, скажем, 2 кВА, в действительности может иметь мощность всего 1,5 кВА или меньше. Некоторые наивные продавцы даже убирают этикетку производителя и заменяют ее клонированной этикеткой с более высоким рейтингом. Это очень опасно, поэтому рекомендуется проконсультироваться с техническим персоналом перед покупкой инвертора, а также любого другого электроприбора.
Обратите внимание: Инвертор или ИБП не должны нагружаться выше 80% от их номинальной мощности по трем основным причинам:
Во-первых, возможное увеличение нагрузки в будущем.
Два, максимальная эффективность машины. Загрузка машины до полной загрузки приведет к низкой эффективности (производительности) и, как следствие, к преждевременному выходу из строя.
В-третьих, многие инверторы имеют завышенные номинальные характеристики, поэтому могут начать показывать индикацию перегрузки даже при нагрузке менее 80%.
(ii) Состояние короткого замыкания . Еще одна вещь, которую Инвертор может воспринимать как перегрузку, — это короткое замыкание на линии. Когда есть перемычка между нейтральным и линейным (под напряжением/горячим) кабелем, Инвертор воспринимает это как перегрузку, потому что он будет потреблять очень большой ток, превышающий то, что может выдержать Инвертор.
(iii) Неисправность инвертора . Инвертор также может показывать перегрузку в результате внутренней неисправности на печатной плате. Обратитесь к компетентному техническому специалисту для ремонта.
(iv) Низкое напряжение батареи . Еще одна неисправность, которую инвертор может интерпретировать как перегрузку, — это низкое напряжение батареи. Когда напряжение батареи падает ниже заданного значения для инвертора, это может вызвать появление индикатора перегрузки или отображения на экране инвертора. Если после подзарядки аккумулятора неисправность устранена, значит, это низкое напряжение постоянного тока, в противном случае продолжайте работу с возможными условиями, указанными выше.0171
Перед установкой инверторов необходимо провести теоретические расчеты, связанные с выбором размеров и типов кабелей, а также международных стандартных цветовых кодов кабелей, способа подключения машины к нагрузке и источнику питания. Неправильный размер кабеля может привести к пожару, плохое подключение и неправильное подключение — еще одна авария, которая может произойти. Большинство пожаров в домах и офисах вызваны ослаблением соединения или неподходящим кабелем (низкокачественным или недостаточного сечения). (см. мою заметку на Общие причины пожаров в домах и офисах ) для получения подробной информации по этому вопросу. Допустимая нагрузка по току, а также цветовая маркировка кабелей должны быть тщательно подобраны. Существуют американские, британские, немецкие и т. д. цветовые коды для кабелей, которым необходимо неукоснительно следовать. Кроме того, размер входных и выходных розеток (розеток и вилок) должен соответствовать нагрузке машины. Размыкатели или предохранители подходящих размеров также должны быть установлены в соответствующих местах для защиты не только оборудования, но и людей.
Нагрузка инвертора должна быть полностью отделена от остальных нагрузок в установке, и для входа и выхода инвертора должны использоваться соответствующие изолирующие и защитные устройства, такие как автоматические выключатели и ELCB. Заземляющий кабель Инвертора должен заканчиваться на заземляющей шине здания, которая, в свою очередь, должна быть заглублена в общую массу земли.
Эта проблема возникает, когда инвертор не может получить питание от источника. Когда это происходит, Инвертор может работать только от батареи, но не может заряжаться. Это сопровождается звуковым сигналом, который повторяется каждую секунду (в зависимости от конфигурации инвертора). Многие вещи могут быть неправильными, некоторые из них: перегоревший предохранитель или сработавший выключатель, отсутствие питания от источника или плохая входная частота или напряжение. Еще одна вещь, которая может быть причиной, — это оборванный кабель или разомкнутый трансформатор.
Первое, что нужно проверить, когда Инвертор показывает сбой сети или нет ввода: A наличие питания от источника.
При наличии питания
Проверить предохранитель/или входной автоматический выключатель .
Если для подключения входа к источнику питания используется вилка и розетка.
Проверьте вилку и розетку , чтобы убедиться в отсутствии ослабленного или открытого соединения, а также e nубедитесь, что предохранитель на вилке в порядке .
Вы также можете выполнить проверку целостности и короткого замыкания кабеля питания (должен выполняться квалифицированным техническим специалистом).
Возможно, вам потребуется проверить изолирующий трансформатор , а также модуль перенапряжения, если таковой имеется.
В случае перегорания предохранителя, предохранитель не просто перегорает, это вызвано неисправностью. Неисправность может быть временной или постоянной. Вы должны сначала установить аномалию, вызвавшую перегорание предохранителя, прежде чем приступить к замене, в противном случае та же неисправность, если не устранить, снова перегорит предохранитель и может привести к дальнейшему повреждению инвертора. Вы можете заменить предохранитель на тот же номинальный ток, что и перегоревший, или обратиться к квалифицированному техническому специалисту для замены. Не используйте предохранитель с завышенным номиналом, иначе вы можете повредить инвертор. Если Инвертор оснащен автоматическим выключателем вместо предохранителя, вы можете сбросить выключатель только после того, как неисправность, вызвавшая неисправность, будет устранена.
В сложных случаях может быть затронута цепь перенапряжения инвертора или некоторые другие силовые компоненты на плате, и в этом случае вам необходимо обратиться к поставщику продукта, специалисту по инвертору для ремонта или просто позвонить по телефону Shrego ProBTech . для оказания помощи.
(6) Перегрев инвертора: Перегрев инвертора может быть вызван многими причинами, но наиболее распространенной причиной является отказ или перегрузка вентилятора. Целью охлаждающего вентилятора в инверторе является обеспечение охлаждения электронных компонентов на плате, которые выделяют тепло во время работы. Вентилятор делает это, рассеивая генерируемое тепло по окрестностям. Когда вентилятор выходит из строя или температура окружающей среды слишком высока, накопление тепла может привести к взрыву и выходу этих полупроводниковых компонентов из строя. По этой причине убедитесь, что помещение, в котором установлен инвертор, достаточно просторно и обеспечивает сквозную вентиляцию.
Поэтому в каждый момент времени вентилятор должен работать, когда инвертор работает и выделяется тепло. Большинство моделей инверторов оснащены термостатом, поэтому вентилятор прекращает дуть, когда инвертор определяет, что температура в помещении нормальная, батарея прошла стадию полного заряда и нагрузка минимальна.
Если перегреваются кабели, то необходимо проверить контакты кабелей на частичный контакт (ослабление контактов) или перегрузку.
Перегрев также может быть результатом работы инвертора в плохо проветриваемом помещении.
Гудение (вибрация)
Это может происходить, когда инвертор работает в ненормальных условиях. Одна из них — когда напряжение или частота сети ненормально низкие. Это чаще встречается при питании инвертора от генератора. Большинство генераторов обычно имеют проблемы с низкой частотой и/или напряжением, что может привести к тому, что инвертор будет работать в напряженных условиях, что в конечном итоге может привести к отказу инвертора.
Гудение также может возникать, когда Инвертор ненормально перегружен или находится в состоянии короткого замыкания.
(7) Перегрузка/короткое замыкание на выходе: Эта неисправность может возникнуть при наличии перемычки между фазой и нейтралью выходных кабелей или между фазой и землей. В таком случае, если на выходе Инвертора перед питанием нагрузки не установлен автоматический выключатель, это может вызвать обратную связь с Инвертором, что приведет к его отказу. Если возникает такая неисправность, прежде всего найдите способ изолировать нагрузку от Инвертора, затем замените кабель и верните нагрузку обратно на Инвертор. Если на выходе Инвертора есть выключатель, он должен отключиться, чтобы спасти Инвертор.
Перегрузка также может произойти, когда Инвертор подает нагрузку, превышающую его номинальную мощность. В таком случае Инвертор будет издавать звуковой сигнал в течение нескольких секунд, а затем выключится сам. Убедитесь, что избыточная нагрузка снята, и перезапустите выключатель.
Некоторые инверторы могут также отображать сообщение о перегрузке перед отключением, когда уровень заряда батареи слишком низкий, как было сказано ранее, но эта ошибка исчезнет после перезарядки батареи. Когда Инвертор выключается из-за низкого заряда батареи, не пытайтесь нагружать Инвертор сразу же после подключения сети, а дайте батареям зарядиться до определенного процента, прежде чем подключать нагрузку обратно.
Перегрузка также может быть вызвана перегоранием компонентов на плате инвертора.
(8) Инвертор в режиме байпаса: В режиме байпаса инвертор может питать нагрузку только при наличии сети, но мгновенно отключается после отключения сети. Это может произойти, если Инвертор не включен должным образом.
Чтобы включить инвертор, нажимайте кнопку ON (питание) до тех пор, пока инвертор не подключится к сети, или следуйте инструкциям по включению питания. Если он не подключается к сети после нажатия кнопки ON, это может быть признаком неисправности или плохого переключателя ON/OFF, или даже отсоединения сигнального кабеля.
Кроме того, если цепь постоянного тока разорвана, это не позволит протекать току от батареи к нагрузке.
Это также может быть результатом внутренней неисправности инвертора.
Пожалуйста, обратитесь к квалифицированному техническому специалисту или поставщику продукта для ремонта,
(9) Инвертор выключается через несколько секунд после отключения питания: Эта ситуация отличается от режима байпаса, описанного выше, поскольку она не является мгновенной. . Это ситуация, при которой Инвертор переходит в режим работы от батареи при сбое сети, но длится всего несколько секунд или минут, а затем выключается. В таком случае подтвердите, что батарея в порядке, потому что плохая батарея не может удерживать заряд и, следовательно, не сможет разряжаться до нагрузки.
(10) Инвертор возвращает питание на вход
Когда инвертор возвращает питание на вход, это признак неисправности. Поврежденное реле или AVR иногда может быть причиной среди других компонентов. Пожалуйста, обратитесь за помощью к вашему техническому специалисту или Shrego ProBTech .
(11) Инвертор шокирует.
Инвертор, бьющий током, может быть признаком неисправного компонента, вызывающего утечку, обрыва кабеля, вызывающего утечку, и незаземленного инвертора. Во-первых, убедитесь, что инвертор подключен к земле, и что между кабелями под напряжением и нейтралью имеется эквипотенциал (0 В) или напряжение менее 10 В.
МОДУЛЬ 2 ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ ЭФФЕКТИВНОСТЬ ИНВЕРТОРА
Есть несколько факторов, которые определяют, насколько эффективным и долговечным будет хороший инвертор. При хорошем управлении инвертор представляет собой долговечную машину, которая практически не выходит из строя при эксплуатации в подходящих условиях.
(1) Условия окружающей среды : Температура и запыленность играют очень важную роль в работе инвертора. Высокая температура вызывает чрезмерный нагрев трансформатора и других компонентов инвертора. Кроме того, повышение температуры на каждые 8°C сокращает срок службы батареи вдвое.
Поэтому инвертор следует устанавливать в месте с перекрестной вентиляцией и без влаги.
Пыль, скопившаяся на печатной плате Инвертора, также может реагировать с влагой, образуя проводящую пленку и вызывая короткое замыкание, тем самым повреждая плату. Это может даже привести к пожару. Вот почему важно, чтобы ваш инвертор/ИБП время от времени обслуживался квалифицированным техническим персоналом.
Вы можете связаться с Shrego ProBTech для профилактического обслуживания всякий раз, когда вы чувствуете, что ваш инвертор нуждается в обслуживании .
(2) Качество питания (напряжение/частота Колебания) : Если какая-либо из двух электрических величин выходит за пределы диапазона, это может повлиять на работу инвертора. Колебания напряжения можно скорректировать с помощью автоматического регулятора/стабилизатора напряжения, который компенсирует высокое или низкое напряжение в зависимости от ситуации, или устройства отключения при перенапряжении (защита от перенапряжения), которое полностью отключает питание машины при его отключении. заданного диапазона. Допустимое напряжение переменного тока для Нигерии составляет от 220 В до 230 В, в то время как некоторые машины могут выдерживать напряжение в пределах 19 В.0 — 270В в зависимости от исполнения.
Однако, в отличие от напряжения, частоту нельзя скорректировать с помощью стабилизатора напряжения или устройства отключения при перенапряжении; это должно быть исправлено от источника питания, то есть либо от генератора переменного тока, либо от PHCN. Допустимое частотное окно для машин переменного тока составляет 50 Гц ±2. Когда это значение выходит за пределы допустимого диапазона, инвертор/ИБП отклоняет его, и батарея прекращает зарядку до тех пор, пока оно снова не станет нормальным.
У меня были случаи, когда клиенты жаловались, что их инвертор не работает в течение длительного времени, когда батареи заряжаются от генератора, но хорошо работает при зарядке от источника коммунального обслуживания, и наоборот, я всегда проверял частоту используемого генератора. для зарядки, которая в большинстве случаев намного выше или ниже допустимого окна частоты. Если напряжение или частота выше или ниже допустимого диапазона, аккумуляторы не будут заряжаться должным образом, что приведет к сокращению времени резервного питания.
(3) Неправильный размер кабеля и неплотное соединение на клеммах аккумулятора : Неправильный размер кабеля для соединения аккумуляторов или ослабление контактов могут привести к пожару и гибели людей в худшем случае или к нестабильной работе/сокращению времени работы и срока службы аккумулятора в меньшей мере. Должен быть строго обеспечен правильный расчет площади поперечного сечения кабеля для обработки требуемой нагрузки. Недооцененный размер кабеля, особенно когда ряды батарей соединены параллельно, может привести к пробою изоляции и, как следствие, выходу из строя кабелей и батарей.
(4) Размер инвертора : Важно убедиться, что нагрузки, питаемые от инвертора, не превышают максимальную номинальную мощность инвертора, в противном случае возникнут постоянные поломки.
МОДУЛЬ 3
ПОЧЕМУ АККУМУЛЯТОРЫ МОГУТ ЛЕГКО ВЫХОДИТЬ (ДЛЯ ИНВЕРТОРОВ/ИБП) Клиенты приглашали меня во многие дома и офисы, чтобы проверить батареи их инверторов/ИБП. Большинство этих клиентов жалуются на то, что их батареям всего несколько месяцев, но они выходят из строя так внезапно, что им может быть всего четыре месяца. Так плохо. Всякий раз, когда я слышу такие истории, мне всегда становится жаль этих клиентов, которые, потратив сотни тысяч на аккумуляторы, надеясь решить свои проблемы с питанием, все еще не могут извлечь максимальную пользу из своих инвестиций. Меня огорчает всякий раз, когда я слышу такие жалобы. Многих из этих сбоев можно избежать, если пользователю будет предоставлена адекватная информация о том, почему возникают эти ранние сбои и как их смягчить. Вот почему я не торопился, чтобы объяснить некоторые из наиболее распространенных причин, по которым батареи могут выйти из строя раньше расчетного срока.
Всякий раз, когда батарея выходит из строя, клиентам легко предположить, что такая батарея не соответствует стандартам или, возможно, это восстановленная батарея, хотя в некоторых случаях это верно, в большинстве случаев это не так. Даже некоторые из лучших производителей аккумуляторов могут преждевременно выйти из строя, если не соблюдаются надлежащие процедуры обслуживания.
Аккумулятор, как и другие устройства, является устройством с истекающим сроком службы, что означает, что он имеет исчерпаемое количество циклов зарядки и разрядки, после которых он начнет разлагаться до тех пор, пока активные материалы в нем не будут полностью исчерпаны. Помимо этого, батарея также имеет подходящую рабочую температуру, при которой она должна работать, выше или ниже которой на нее будут оказываться неблагоприятные воздействия.
Ниже приведены некоторые причины, по которым аккумуляторы могут выйти из строя раньше срока.
(1) НЕСТАНДАРТНЫЙ ПРОДУКТ . Нет никаких сомнений в том, что большинство аккумуляторных батарей на рынке сегодня, как и прежде, не соответствуют стандартам, а некоторые из них являются восстановленными. Вот почему выбор аккумуляторов должен быть тщательным. Большинство клиентов покупают любую дешевую батарею, которую могут себе позволить, или которую можно найти в Интернете, и рассчитывают получить от нее максимальную отдачу. Факт остается фактом, ничего хорошего не бывает дешевым. Если вы ищете что-то дешевое, не похожее на батарею, потому что батарея является основной силой вашего инвертора, без батареи инвертора практически нет. Если он выйдет из строя, ваша инверторная машина будет похожа на обычную коробку. Поддельный инвертор можно отремонтировать, но не поддельный аккумулятор. Вот почему в Shrego ProBtech , мы всегда обращаем внимание клиентов на то, чтобы прежде всего оставить запас батарей нам, и некоторым из тех, кто поступит иначе, пришлось позвонить нам через несколько месяцев для замены батареи, так жалко. Мы тщательно закупаем наши аккумуляторы напрямую у проверенных производителей, поэтому мы можем с уверенностью предоставить годовую гарантию.
(2) ЦИКЛ ЗАРЯДКИ/РАЗРЯДКИ : Батарея, как и любое другое устройство, имеет свое количество циклов зарядки и разрядки, после которых она начнет проявлять признаки деградации. Другими словами, он может быть истощен после того, как активные материалы в нем были исчерпаны. Время, необходимое для завершения этого цикла, теперь зависит от того, насколько он используется. Аккумулятору, который постоянно глубоко разряжается при большой нагрузке, может потребоваться меньше времени для завершения своего жизненного цикла, чем аккумулятору, который несет меньшую нагрузку и постоянно поддерживает полный заряд. Вот почему мы всегда советуем нашим клиентам избегать, насколько это возможно, подключения к инвертору нагрузок, потребляющих большой ток, таких как холодильник, водонагреватель, электрическая плита, утюг и кондиционер. Хотя это может сработать, в зависимости от номинальной мощности инвертора скорость разряда батареи будет очень высокой, что может привести к преждевременному выходу из строя.
(3) НЕДОСТАТОК/СЛИШКОМ ЗАРЯДКА : Одной из основных причин выхода из строя батареи является чрезмерная или недостаточная зарядка. Когда аккумулятор постоянно недозаряжен или остается в состоянии низкого заряда в течение длительного времени, это медленно вызывает кристаллизацию сульфата свинца в аккумуляторе, что приводит к необратимому повреждению емкости аккумулятора и снижению количества активных материалов аккумулятора, которые отвечают за его большая емкость и низкое сопротивление, это называется удушьем. Обратимую сульфатацию можно исправить, если своевременно обслуживать батарею, применяя определенное напряжение, которое помогает растворить кристаллы, тем самым переводя сульфат в его активное состояние, но необратимую сульфатацию исправить нельзя. Он возникает, когда аккумулятор долгое время находился в разряженном или разряженном состоянии. Вот почему не рекомендуется оставлять батареи в разряженном состоянии на длительное время.
С другой стороны, непрерывная перезарядка может привести к закипанию электролита и выделению газа, что в конечном итоге приведет к повреждению элементов батареи.
(4) НИЗКИЙ ЭЛЕКТРОЛИТ: Аккумулятор также выходит из строя, когда уровень дистиллированной воды в аккумуляторе (трубчатом) низкий. Следите за тем, чтобы уровень электролита в аккумуляторе постоянно оставался на низком уровне. Большинство современных трубчатых батарей имеют индикатор уровня жидкости, который помогает контролировать уровень электролита в элементах батареи. Убедитесь, что уровень воды не опускается ниже уровня, отмеченного как «Низкий»
(5) СУЛЬФИРОВАНИЕ: Описанная выше ситуация возникает, когда аккумулятор остается в незаряженном состоянии в течение длительного времени. Аккумуляторы необходимо постоянно подзаряжать, чтобы поддерживать активность сульфата. Аккумулятор теряет 2% своего заряда каждые 30 дней, и если его оставить в течение очень долгого времени без подзарядки, наступает сульфатация.
Если сульфатированный аккумулятор подключен к инвертору, даже если он никогда ранее не использовался это не может быть эффективным снова.
ПРОСТЫЕ СОВЕТЫ ПО ПРЕДОТВРАЩЕНИЮ НЕИСПРАВНОСТИ АККУМУЛЯТОРНОЙ БАТАРЕИ (1) НАГРЕВ. Держите тепло подальше. Тепло оказывает очень разрушительное воздействие на срок службы батареи и общую производительность. На самом деле теоретически каждые 8 градусов повышения температуры сокращают срок службы батареи вдвое. Другими словами, например, батарея, которая рассчитана на 4 года эксплуатации при температуре 25 градусов Цельсия, прослужит только 2 года, если она будет постоянно работать при температуре 33 градуса Цельсия. В Shrego ProBtech , учет условий окружающей среды, в которых будет эксплуатироваться аккумулятор, является очень важным, поэтому наши аккумуляторы редко выходят из строя, особенно если соблюдаются и другие условия обслуживания, которые мы рекомендовали. Аккумуляторы, установленные близко к источнику тепла, например, к кухне, несомненно, скоро выйдут из строя.
(2) ЗАКОРАЧИВАНИЕ КЛЕММ АККУМУЛЯТОРА : Некоторые люди пытаются проверить емкость батареи, замыкая две клеммы (положительную и отрицательную), ожидая резкой искры. Это действие оказывает очень разрушительное воздействие на аккумулятор, ослабляя внутренние элементы аккумулятора, тем самым сокращая срок его службы.
(3) ЗАГРЯЗНЕНИЕ И СЛАБОЕ СОЕДИНЕНИЕ : Грязь на клеммах аккумулятора или плохое соединение могут вызвать высокое сопротивление на клеммах аккумулятора, что отрицательно скажется на работе аккумулятора. Клеммы всегда должны быть чистыми и смазанными.
(4) СМЕШИВАНИЕ АККУМУЛЯТОРОВ РАЗНЫХ МАРОК ИЛИ ЕМКОСТИ ВМЕСТЕ : Однажды я встретил техника, который хотел последовательно установить два блока аккумуляторов на 12 В для клиента и смешал один аккумулятор емкостью 100 Ач с другим емкостью 200 Ач. Я спросил, почему он это делает, и его ответ был простым: «Он пошел работать», что означает «это будет работать». Действительно, эта схема будет работать, но невежество джентльмена заключается в том, что, хотя это может работать временно, батарея 200 Ач будет работать. скоро будет поврежден 100AH. Простая логика заключается в том, что во время процесса зарядки зарядное устройство имеет датчик, который измеряет напряжение на клеммах аккумулятора и использует его для контроля количества зарядного тока, подаваемого на аккумуляторы. Таким образом, когда зарядное устройство определяет, что напряжение на клеммах аккумулятора приближается к полному заряду, оно уменьшает зарядный ток от стадии объемного заряда до стадии абсорбции, а затем до стадии плавающего заряда. Таким образом, поскольку зарядное устройство видит две батареи как одну, а не две, в то время как батарея 100 Ач заряжена, батарея 200 Ач все еще нуждается в зарядке, и в результате батарея 200 Ач не сможет полностью зарядиться в каждый момент времени. , что, как обсуждалось ранее, является одной из основных причин выхода из строя батареи.
Кроме того, во время разряда у последовательно соединенных аккумуляторов напряжение увеличивается, но ток остается прежним, поэтому Инвертор выбирает в качестве рабочего тока ток наименьшей батареи, который в данном случае равен 100 Ач, поскольку он видит две батареи как единое целое, тем самым сокращая время резервного питания. Таким образом, неправильно смешивать меньшие и большие батареи, а также новые и старые батареи вместе. То же самое справедливо и для аккумуляторов разных производителей (брендов).
(5) КАЧЕСТВО ИСТОЧНИКА ПИТАНИЯ ДЛЯ ЗАРЯДКИ АККУМУЛЯТОРОВ : Я слышал много жалоб от клиентов, что их аккумуляторы всегда хорошо работают после зарядки от коммунальных сетей, но плохо работают после зарядки от бензинового генератора. Этому есть два основных объяснения. Это напряжение и частота. Эти две электрические величины настолько важны для электронных устройств, что любое заметное отклонение от стандарта обязательно повлияет на работу инвертора и других электронных устройств. В то время как изменение напряжения можно регулировать с помощью стабилизатора напряжения, частота, с другой стороны, не может. Таким образом, в то время как техник по генераторам может установить близкое к идеальному напряжение во время обслуживания, у большинства из них возникают проблемы с регулировкой частоты. Окно напряжения может варьироваться от 220 В до 240 В, любое окно частоты за пределами диапазона 50 Гц (+ или — 2) является ненормальным и может не приниматься большинством электронных устройств. Та же частота, которая может питать кондиционер, электрическую плиту, вентилятор, утюг или свет, может быть неприемлема для инвертора из-за полупроводниковых компонентов, которые управляют инвертором.
(6) ЭЛЕКТРОЛИТ, ИСПОЛЬЗУЕМЫЙ ДЛЯ ДОПОЛНЕНИЯ: Использование плохого электролита или минерализованной воды для доливки электролита в случае трубчатых (мокрых) аккумуляторов приведет к коррозии элементов и преждевременному выходу аккумулятора из строя.
(7) ИСПОЛЬЗОВАНИЕ И ХРАНЕНИЕ АККУМУЛЯТОРА: Как указывалось ранее, если аккумулятор не будет использоваться в течение длительного времени, его следует хранить в прохладном месте без нагрева и полностью заряженным. Периодическая зарядка необходима время от времени, скажем, раз в два-три месяца, чтобы остановить саморазряд батареи. Кроме того, во время использования избегайте чрезмерной разрядки аккумулятора и обязательно перезаряжайте его после каждого длительного использования/глубокого разряда.
МОДУЛЬ 4
ДРУГИЕ СОВЕТЫ
#1 Если аккумулятор чрезмерно нагревается, это может быть признаком его неисправности. Отключите питание от инвертора и вызовите специалиста поблизости, чтобы получить доступ к нему и, при необходимости, заменить. Аккумулятор, который сильно нагревается, может взорваться и привести к возгоранию.
#2 Не используйте автомобильный аккумулятор для инвертора, так как он не предназначен для этой цели. Автомобильный аккумулятор предназначен для быстрого запуска, как в случае с запуском автомобиля, а не для постоянной эксплуатации. Кроме того, он также не предназначен для подзарядки, которую обеспечивает инвертор.
#3 Когда дело доходит до выбора батареи, размер определяет прочность. Этот размер зависит от веса, так как размер корпуса может быть обманчивым. В большинстве случаев, чем больше физический размер и соответствующий вес, тем больше рейтинг AH. Типичные номиналы аккумуляторов в Ач: 5 Ач, 7 Ач, 18 Ач, 75 Ач, 100 Ач, 150 Ач, 200 Ач, 1000 Ач и так далее. Эти значения определяют емкость аккумулятора. Чем больше это значение, тем больше время резервного копирования.
Помимо значения Ач батареи, необходимо учитывать еще и напряжение. У нас есть аккумуляторы 2В, 6В, 12В, 24В. Значение напряжения определяет количество таких батарей, которые должны быть соединены вместе в цепочку, чтобы получить желаемое напряжение для питания Инвертора.
МОДУЛЬ 5
СОВЕТЫ ПО ОБСЛУЖИВАНИЮ ИБП- ИБП
ИБП — это электрическая машина, которая обеспечивает аварийное электропитание приборов на короткое время. Он делает это резервирование с помощью внутренних батарей, установленных в ИБП.
Основной целью ИБП является защита данных в случае внезапного отключения питания или полного отказа. Например, он предотвращает перезагрузку или отключение компьютера или сервера при скачках напряжения, провалах или полном сбое, что может привести к потере ценных и невосстановимых данных.
Некоторые ИБП также обеспечивают регулирование напряжения на выходе, так что даже когда питание не регулируется, на нагрузку подается сглаженное выходное напряжение. Таким образом, в этом случае ИБП также служит стабилизатором напряжения.
ИБП также помогает продлить срок службы оборудования, которое он защищает, поскольку помогает смягчить разрушительное воздействие неустойчивых условий питания на защищаемое им оборудование.
ТИПЫ ИБП
В основном существует два основных типа ИБП: резервный/автономный ИБП и онлайновый ИБП. Существуют и другие типы, такие как интерактивная линия, дельта-преобразование, феррорезонанс и т. д., но я ограничу свое обсуждение только этими двумя основными типами, распространенными в домах и офисах.
ИБП STANDBY/OFFLINE
Этот тип ИБП не может гарантировать сохранность данных, так как для переключения используется реле. Работает постоянно от сети (электропитание) и переключается в режим работы от батареи только при повышении или понижении напряжения ниже заданного значения. Данные могут быть потеряны в течение этого короткого периода переключения. Этот тип ИБП доступен ниже 1 кВА.
ИБП ONLINE
Этот тип ИБП используется для оборудования, очень чувствительного к перепадам напряжения, такого как серверы, маршрутизаторы, коммутаторы и персональные компьютеры. Для этого типа ИБП переключение фактически не происходит, поскольку батареи всегда подключены к инвертору. Этот тип ИБП рекомендуется для обеспечения безопасности данных. Хотя первоначальная стоимость этого ИБП может быть выше, чем у его автономного аналога, стоимость обслуживания ниже из-за более длительного срока службы батареи.
Еще одно преимущество ИБП этого типа заключается в его способности обеспечивать электрический брандмауэр между входной сетью и чувствительным оборудованием. Он может адаптироваться к изменяющемуся диапазону входных частот, так что выходная частота может поддерживаться в допустимом диапазоне.
СОВЕТЫ ПО ОБСЛУЖИВАНИЮ ИБП
1. ИБП не является инвертором; он предназначен только для резервного копирования в течение короткого промежутка времени, скажем, от 5 до 20 минут от батареи. Продолжительное использование может привести к внезапному отключению нагрузки и сокращению срока службы батареи.
2. ИБП должен быть постоянно подключен к источнику питания (PHCN, генератор или солнечная панель) и не должен работать от батареи в течение длительного периода времени. Это сократит срок службы батарей.
3. ИБП нельзя перегружать. Мощность каждого ИБП указана на паспортной табличке (ВА, ВАТТ, КВА, КВт и т. д.). Кроме того, на каждом устройстве, подключаемом к ИБП, указана собственная потребляемая мощность или номинальный ток. Суммарная мощность этих устройств вместе взятых не должна превышать 80% номинальной мощности ИБП. Перегрузка может привести к полному повреждению ИБП или, по крайней мере, к сбросу всей нагрузки.
4. ИБП должен быть полностью включен с помощью программной кнопки, прежде чем он сможет работать в режиме резервного питания во время отключения или перебоев в подаче электроэнергии.
5. Обязательно выключайте ИБП, когда уходите из дома или уходите в командировку. Это гарантирует, что батарея не разрядится при отключении электроэнергии.
6. Убедитесь, что ваш ИБП обслуживается специалистом не реже одного раза в шесть месяцев в очень запыленной среде или ежегодно в менее запыленной среде.
7. Убедитесь в отсутствии ослабленного соединения на клеммах ИБП. Ненадежное соединение является одной из основных причин возгорания кабелей, а в некоторых случаях и возгорания. Во время обслуживания попросите техника проверить клеммы, чтобы убедиться, что они электрически исправны и прочны.
Для промышленных применений, включающих ИБП высокой мощности, убедитесь, что техник, занимающийся установкой, обеспечивает достаточную защиту обоих.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ИСПОЛЬЗОВАНИЯ ИНВЕРТОРА/СОЛНЕЧНОГО ГЕНЕРАТОРАСегодня утром я задавал своему другу вопрос
Вопрос был в том, сколько стоит топливо для вашего генератора?
Его ответ: 1500 фунтов стерлингов (нигерийская найра).
На самом деле у моего друга 2,9Генератор кВА, который он использует для питания своего дома.
Я взял у него интервью о том, сколько он тратит на топливо для своего Генератора. Вот его ответ:
1500 фунтов топлива при работе по 4 часа в день хватает на 4 дня, то есть 1500 фунтов хватает в среднем на 16 часов.
Это означает в среднем 100 фунтов стерлингов в час.
Если бы он использовал Генератор по 12 часов в день, как я использую свой инвертор (с 19:00 до 7:00), он потратил бы в общей сложности (1200 X 7) = 8400 ₦ в неделю
Всего за месяц , он потратит 1200 X 30 = 36 000 ₦только на топливо.
И за 1 год = 438 000 ₦.
Теперь давайте перейдем к инвертору
Средняя батарея инвертора при нормальных условиях и при нормальном обслуживании рассчитана на средний срок службы от 4 до 5 лет до замены, но, чтобы быть консервативной, я использую в среднем 4 лет по моим расчетам.
Следовательно, через 4 года мой друг потратит (438 000 ₦ в год X 4 года) = 1 752 000 ₦ только на топливо, не считая затрат на обслуживание и ремонт генератора и первоначальных затрат на покупку генератора.
Теперь, с инвертором 1,5 кВА, общая сумма, которую я потрачу на полную установку, составляет 322 000 фунтов стерлингов за 4 года, в течение которых будут работать батареи.
Из этих аналитических расчетов становится очевидным, что стоимость работы генератора всего за 8–9 месяцев покрывает расходы, необходимые для установки инвертора 1,5 кВА с батареями, срок службы которых составляет 4 года до замены батарей. Это не включает стоимость покупки самого генератора, которая составляет около 120 000 фунтов стерлингов 9. 0003
Таким образом, с инвертором я сэкономил общую стоимость 1 430 000 ₦ (только один миллион четыреста тридцать тысяч найр) в течение 4-летнего периода.
Теперь это только стоимость.
Существуют и другие преимущества инвертора, которые вы могли не учитывать, вот некоторые из них:
(2) С инвертором вы можете спать всю ночь без перерывов, вызванных необходимостью выключения или добавления топлива в генератор. .
(3) Вы не беспокоите себя и соседей шумом своего Генератора. Некоторые соседи даже не разрешают запускать генератор на ночь из соображений безопасности. В таком районе большинство жителей вынуждены терпеть отключение электричества в сильную жару.
(4) Вы не вносите свой вклад в загрязнение окружающей среды, вызванное вредным монооксидом углерода, который выделяется из выхлопных газов генератора.
(5) Вам не нужно беспокоить себя включением и выключением генератора каждый раз, когда электроэнергия прерывается по инициативе коммунальных служб. Инвертор автоматически переключается в режим работы от батареи и наоборот при отключении/восстановлении питания.
(6) Вы не тратите энергию впустую, так как берете от батареи только то, что вам нужно в зависимости от нагрузки, в отличие от генератора, который сжигает топливо независимо от того, подключена какая-либо нагрузка или нет.
(7) Вы невосприимчивы к нехватке топлива. Во время нехватки топлива вам не нужно тратить рабочие часы или часы отдыха на очереди за топливом на заправочной станции.
Эти и другие причины указаны для того, чтобы вы могли знать, сколько вы теряете, не пользуясь преимуществами, которые предлагает вам Инвертор.
Эта информационная кампания проводится по телефону Shrego ProBTech .
ВВЕДЕНИЕ : Shrego ProBtech – местная компания-поставщик решений для альтернативного питания (солнечная и инверторная), которая специализируется на поставке, установке и обслуживании электрооборудования по всей Нигерии.
У нас есть Видение: Перейти от берегов Африки к глобальному миру, предоставляя нашим любимым клиентам беспрецедентно надежные возобновляемые источники энергии и электрические услуги.
Наш онлайн-предоставление полезных и бесплатных решений для инверторов, солнечных батарей и общих электрических проблем сделало нас # 1 в поисковой системе Google, и мы стремимся сохранить эту позицию # 1 , которую мы поддерживаем с 2015 года. до настоящего времени.
Наша миссия : обеспечить качественное и доступное электроснабжение всех домов и офисов из различных альтернативных источников. В достижении этой цели качество оборудования и качество изготовления являются нашим бескомпромиссным преимуществом.
Наша цель : Эта техническая помощь в режиме онлайн направлена на бесплатную помощь в решении некоторых наиболее распространенных проблем, возникающих при использовании электроприборов, а также на ознакомление наших потенциальных клиентов со всеми доступными им альтернативными источниками энергии с целью предоставления полезных информацию о том, как оптимально использовать эти приборы, чтобы каждая копейка, потраченная на них, была оправдана.
Вы можете связаться с нами для установки инвертора и солнечной энергии с использованием лучших технологий и продуктов.
ЗВОНИТЕ: +2348053143834
Whatsapp: +2347039745558
Эл. ваше местоположение для решения проблемы с инвертором / солнечной батареей, наши расходы разумны. Наслаждайтесь этой бесплатной услугой, пока есть такая возможность.
Shrego Pro BT ech Online….. «Помогаем вам развивать наш бренд»
Мы говорим то, что имеем в виду……
Пожалуйста, не забывайте оставлять свои вопросы/комментарии в качестве обратной связи.
Спасибо.
Для получения дополнительных советов/рекомендаций по инвертору и его обслуживанию или
Чтобы купить или установить ИБП, инвертор, аккумулятор или солнечную панель, позвоните
Наши технические специалисты по телефону: +2347039745558 (whatsapp), +2348053143834 или
Пишите нам по адресу: shrego7spetes@gmail. com4 .
Shrego Pro BT ech:
WHAT WE DO
- Inverter/UPS Machine : Recommendation, supply, installation and maintenance of
- UPS and Inverter BATTERY
- Solar panels and Контроллеры заряда
- Stabilizers
- Repair of : Inverters, UPS and Stabilisers
- Supply and installation of human and equipment protection devices and isolators, such as, MCB , ELCB , Gear Switch , и Перекидной переключатель .
- Поставка и установка разрядников для передачи данных и питания.
Мы также делаем следующее
- Оценка электрической нагрузки, проектирование и проектирование жилых, коммерческих и промышленных помещений
- Электропроводка дома и сложное электротехническое проектирование и установки
- Поиск и устранение неисправностей электрических цепей в зданиях.
Вы можете позвонить нам, чтобы получить любую из этих услуг, и мы предоставим вам удовлетворительный профессиональный опыт по разумной цене.
Спасибо.
Шола Петерс А.
Технический директор
S hrego P ro BT ech Нигерия.
Сотовый: +2348053143834, +2347039745558 (линия WhatsApp).
Эл. -вольт постоянного тока в 120 вольт переменного тока, как у вас дома. Вот как они работают и на что обращать внимание при покупке.
Сейчас играет: Смотри: Поставьте бытовую розетку в машину
5:17
Что делает автомобильный инвертор
Название «инвертор» мало что вам говорит. Его следовало бы назвать «переключателем полярности и усилителем напряжения», но, к счастью, это не так. Проще говоря, автомобильный инвертор берет 12-вольтовое электричество постоянного тока в вашем автомобиле и меняет его полярность. Представьте, если бы вы взяли красный и черный кабели от автомобильного аккумулятора и быстро переключали их туда и обратно: вы бы создали грубую форму переменного тока, которая выглядит следующим образом:
Истинная синусоидальная волна переменного тока, обнаруженная в бытовой розетке, выглядит как гладкая форма волны на конце. Быстрое изменение полярности источника постоянного тока, такого как автомобильный аккумулятор, приводит к грубой прямоугольной мощности переменного тока, показанной внизу.
Брайан Кули / RoadshowИнвертор берет этот грубый переменный ток и разбивает его на этапы, чтобы он больше походил на синусоидальный переменный ток, выходящий из бытовой розетки, а также повышает напряжение с 12 до 120 В. То, насколько элегантно инвертор это делает, играет большую роль. от его стоимости.
Инвертор постоянного тока постепенно повышает и понижает мощность вашего автомобиля, а также регулярно меняет полярность. Результат, показанный здесь фиолетовым цветом, начинает очень напоминать кондиционер, который вы получаете дома.
Как купить инвертор для вашего автомобиля
Покупая инвертор для питания электроники от вашего автомобиля, сложите мощность всех устройств, которые вы будете подключать к нему одновременно, и купите инвертор с номинальной мощностью на 20% выше этой мощности. быть в безопасности. Если вы собираетесь использовать устройства с двигателями или балластами, такие как электроинструменты или люминесцентные лампы, вам нужно купить инвертор гораздо большего размера, чтобы учесть высокую мощность, которая требуется этим устройствам при запуске или во время импульсов в их работе.
Эта таблица размеров показывает, что для некоторых устройств требуется инвертор с гораздо более высокой мощностью «подушки», чем вам нужно для ноутбука или другой небольшой электроники.
Вам также нужно решить, насколько хорошая синусоида вам нужна. Более простой и дешевый инвертор будет предлагать мощность «модифицированной синусоидальной волны», которая приемлема для более простых электрических устройств, таких как электродрель или лампочка.
Амазонка
Хорошо: Автомобильный инвертор Tripp Lite 375 Вт
Модифицированная прямоугольная мощность торговой марки по низкой цене.
См. на Amazon
Для ноутбуков и другой сложной электроники я рекомендую инвертор с «чистой синусоидой», который выдает переменный ток, практически неотличимый от переменного тока, который есть у вас дома. Такой инвертор может стоить значительно дороже, но гарантирует, что ваша тонкая электроника будет работать так, как и предполагалось.
Амазонка
Лучше: Samlex PST-300-12 Инвертор с чистой синусоидой
Инвертор, который точно воспроизводит синусоиду, присутствующую в бытовой розетке переменного тока, и рассчитан на питание устройств общей мощностью до 300 Вт.
См. на Amazon
Наконец, решите, как вы будете подключать инвертор к своему автомобилю. Меньшие инверторы, которые подключаются к 12-вольтовой «сигаретной» розетке, ограничены номиналом предохранителя этой розетки. Например, 12-вольтовая розетка, защищенная 15-амперным предохранителем, может поддерживать только 200 Вт мощности от инвертора, независимо от того, насколько большой инвертор вы к ней подключаете. Чтобы определить этот расчет для вашего автомобиля:
- Найдите номинал предохранителя для 12-вольтовой розетки в вашем автомобиле, осмотрев ее или просмотрев руководство пользователя
- Определите напряжение , которое вы будете использовать : Ваш автомобиль будет подавать 12 вольт, когда он выключен, 13,8 вольт когда он работает
- Обратите внимание, какую мощность вы хотите в инверторе, что является его номинальной мощностью
Вставьте эту информацию в один из различных калькуляторов ватт/ампер онлайн и посмотрите, соответствует ли полученное число ампер номинальному или ниже 12-вольтового предохранителя автомобиля. Если расчет выходит выше номинала предохранителя, вы все равно можете использовать инвертор, но не на его полной номинальной выходной мощности. Для этого вам нужно найти более надежный способ подключения инвертора к вашему автомобилю, например, напрямую подключить его к аккумулятору. Многие инверторы также включают в себя соединительный кабель с зажимами для аккумулятора, чтобы временно обеспечить более сильное подключение, когда автомобиль стоит.
Кабели аккумуляторного зажима слева позволяют этому 300-ваттному инвертору работать на полную мощность. Но подача питания через удобный 12-вольтовый выходной кабель справа ограничит его мощность в зависимости от размера 12-вольтового предохранителя в автомобиле.
Брайан Кули / Roadshow Имея в машине инвертор, вы получаете приличный запас готовности. Вы будете знать, что можете питать широкий спектр электрических устройств, независимо от того, куда вас заведут неожиданные планы или чрезвычайные ситуации.
Впервые опубликовано 7 апреля.
Руководство по покупке силового инвертора | Tripp Lite
Что такое инвертор?
Инвертор мощности — это устройство, которое преобразует низковольтную энергию постоянного тока (постоянного тока) от батареи в стандартную бытовую мощность переменного тока (переменного тока). Инвертор позволяет вам управлять электроникой, бытовой техникой, инструментами и другим электрическим оборудованием, используя энергию, вырабатываемую аккумулятором автомобиля, грузовика или лодки, или возобновляемыми источниками энергии, такими как солнечные панели или ветряные турбины. Инвертор дает вам энергию, когда вы находитесь «вне сети», поэтому у вас есть портативное питание, когда и где бы оно вам ни понадобилось.
В чем разница между инвертором и инвертором/зарядным устройством?
Инвертор просто преобразует мощность постоянного тока (батареи) в мощность переменного тока, а затем передает ее подключенному оборудованию. Инвертор/зарядное устройство делает то же самое, за исключением того, что это инвертор с подключенными батареями. Он остается подключенным к источнику питания переменного тока для непрерывной зарядки подключенных аккумуляторов, когда доступно питание от сети переменного тока, также известное как береговое питание.
Инвертор/зарядное устройство — это тихая альтернатива газовым генераторам, не требующая дыма, топлива или шума. Во время длительных отключений вам может потребоваться время от времени запускать генератор для подзарядки батарей, но инвертор/зарядное устройство позволяет вам запускать генератор реже, экономя топливо.
Для чего используется инвертор?
Проще говоря, инвертор выдает энергию переменного тока, когда нет доступной розетки или подключение к ней нецелесообразно. Это может быть автомобиль, грузовик, дом на колесах или лодка, строительная площадка, машина скорой помощи или машина скорой помощи, кемпинг или передвижная медицинская тележка в больнице. Инверторы или инверторы/зарядные устройства могут обеспечить питание для вашего дома во время отключения, чтобы поддерживать работу холодильников, морозильников и дренажных насосов. Инверторы также играют важную роль в системах возобновляемой энергии.
Преобразование постоянного тока в переменный: как работают инверторы
Постоянный ток или мощность постоянного тока, поступающая от батареи, течет в одном направлении от отрицательной клеммы батареи, через замкнутую цепь и обратно к положительной клемме батареи. Однако типичные 12-вольтовые или 24-вольтовые батареи обеспечивают только относительно низковольтную мощность. В зависимости от вашего местоположения приборы должны работать от сети переменного тока с напряжением 120 или 230 вольт.
Силовые инверторы 120 В
Силовые инверторы 230 В
Инвертор устраняет это несоответствие, увеличивая напряжение и используя транзисторы или полупроводники для быстрого изменения полярности входа постоянного тока туда и обратно, посылая его в одном направлении по цепи, затем очень быстро меняя его и отправляя в другом направлении. В большинстве случаев он делает это 60 раз в секунду (60 Гц).
Типы инверторов мощности
Инверторы мощности для дома
Если вам требуется аварийное резервное электроснабжение дома из-за того, что в вашем доме происходят потери электроэнергии во время гроз, ураганов или суровых зимних погодных условий, инвертор/зарядное устройство поможет поддерживать работу основных приборов.
Чаще всего аварийный домашний источник питания работает от стандартного автомобильного аккумулятора, превращая ваш автомобиль в генератор. Автомобиль должен работать, пока инвертор используется, чтобы предотвратить разрядку аккумулятора. Инвертор все еще можно использовать, если автомобиль выключен, но это не рекомендуется в течение длительного времени. Если вы используете инвертор без непрерывно работающего двигателя, заводите автомобиль каждый час и дайте ему поработать в течение 10 минут, чтобы зарядить аккумулятор.
Для создания резервной системы без автомобиля можно подключить два автомобильных аккумулятора 12 В к одному инвертору. Этого будет достаточно для работы среднего домашнего холодильника на срок до двух дней, в зависимости от размера батарей, размера холодильника и степени его заполнения. Разумно иметь под рукой запасную батарею или две на случай, если сбой питания превысит время работы от батареи.
Ищите инвертор или инвертор/зарядное устройство с мощностью, превышающей мощность электроприборов, необходимых для работы. См. Таблицу 2 : Стандартная мощность обычных бытовых приборов ниже. Готовы купить инвертор/зарядное устройство прямо сейчас? См. наши рекомендуемые инверторы/зарядные устройства для аварийного домашнего резервного питания.
Инверторы питания для автомобилей, внедорожников и фургонов
Прикуриватель на 12 В в автомобиле или грузовике можно использовать с небольшим портативным инвертором для зарядки телефонов, планшетов, ноутбуков, DVD-плееров, легких инструментов и других устройств. Портативные инверторы — отличный выбор для семейных поездок. Эти мобильные инверторы оснащены одной или двумя розетками переменного тока, а некоторые модели также имеют два USB-порта для зарядки. Ассортимент компактных портативных инверторов Tripp Lite включает модели мощностью до 400 Вт.
Преобразователи мощности для жилых автофургонов, грузовиков и лодок
Не отказывайтесь от (электрических) домашних удобств, когда вы отправляетесь в поход, катаетесь на лодке или доставляете товары по дороге. Для грузовиков, лодок и транспортных средств для отдыха стационарный инвертор/зарядное устройство, подключенный напрямую к аккумуляторной батарее, позволяет запускать компьютеры, планшеты, телевизоры, кофеварки, блендеры и другие подключаемые устройства.
При наличии источника переменного тока, такого как генератор или береговое электроснабжение, инвертор/зарядное устройство передает питание на ваше оборудование и одновременно заряжает подключенные батареи. При отключении от источника питания инвертор/зарядное устройство автоматически переключается на питание от батареи, и ваша электроника и бытовая техника продолжают работать без перебоев. Ознакомьтесь с нашим ассортиментом инверторов/зарядных устройств, предназначенных для жилых автофургонов и морских судов.
Мобильные инверторы питания для рабочих площадок и промышленного применения
Инверторы/зарядные устройства, предназначенные для автономных рабочих площадок и рабочих грузовиков с ограниченным доступом к береговому источнику питания, используют батареи отдельно от основного аккумулятора транспортного средства или полностью вне транспортного средства. Многие электроинструменты, приборы и электроника, используемые в промышленности, требуют кратковременных всплесков мощности, превышающих их непрерывную номинальную мощность, либо при запуске, либо во время использования, либо в обоих случаях. Мощные инверторы/зарядные устройства временно обеспечивают дополнительную выходную мощность, чтобы справиться с этими пиковыми нагрузками без отключения. См. инверторы/зарядные устройства PowerVerter APS компании Tripp Lite.
Преобразователи мощности для больничных тележек
Инвертор медицинского класса может быть использован для модернизации передвижной медицинской тележки для использования в медицинских учреждениях. Мобильность дает врачу, медсестре или техническому специалисту возможность доставлять пациенту лечебное, контрольное или диагностическое оборудование. Инверторы для мобильных медицинских тележек должны иметь розетки больничного класса и соответствовать стандарту UL 60601-1. См. подборку Tripp Lite инверторов медицинского назначения для питания больничных тележек.
Преобразователи мощности для машин скорой помощи/автомобилей скорой помощи
Специальные медицинские инверторы обеспечивают безопасное и надежное мобильное питание для критически важного бортового оборудования скорой помощи/скорой помощи. Инверторы, используемые в медицинских транспортных средствах, должны соответствовать требованиям UL 458. Tripp Lite предлагает инвертор со встроенной системой зарядки, предназначенный для установки в машинах скорой помощи/скорой помощи. См. инвертор Tripp Lite для автомобилей скорой помощи/скорой помощи.
Инверторы мощности для чувствительной электроники
Для многих устройств, таких как электроинструменты с регулируемой скоростью, банкоматы, компьютеры с активными блоками питания PFC, лазерные принтеры, сетевое оборудование и аудио/видео компоненты, требуется чистая синусоидальная мощность. Стабильная, управляемая микропроцессором синусоидальная мощность позволяет вашему оборудованию работать с меньшим нагревом, служить дольше и работать без сбоев или снижения производительности, вызванных нестандартным питанием. Tripp Lite оснащен несколькими инверторами, которые обеспечивают чистую синусоиду на выходе.
Как купить инвертор мощности
Инверторы мощности бывают различной мощности, измеряемой в ваттах. Вот 12 ключевых факторов, которые следует учитывать при покупке инвертора:
- Инвертор или инвертор/зарядное устройство — И инверторы, и инверторы/зарядные устройства обеспечивают ток от аккумуляторной батареи, но только инверторы/зарядные устройства подключаются к источникам переменного тока, пропускают переменный ток через к оборудованию, заряжать аккумуляторы и автоматически переключаться на питание от аккумуляторов, когда сеть переменного тока недоступна. Инверторы, которые не являются инверторами/зарядными устройствами, полагаются на работающие транспортные средства для перезарядки аккумуляторов и не подключаются напрямую к источникам переменного тока.
- Напряжение In – Чаще всего для питания инверторов используются аккумуляторы на 12 В. Это тип аккумулятора в вашем автомобиле. Также доступны сверхмощные инверторы/зарядные устройства, в которых используются батареи 24 В, 36 В или 48 В для приложений, требующих более высокой мощности. Убедитесь, что выбранные вами батареи соответствуют входному напряжению инвертора.
- Выходное напряжение . В Северной Америке электричество, поступающее в ваш дом, представляет собой напряжение переменного тока 120 вольт. Если вы находитесь в Северной Америке, убедитесь, что выход вашего инвертора совместим с сетью 120 В для питания вашей электроники, электроинструментов или небольших бытовых приборов.
- Номинальная непрерывная выходная мощность — Определите общую мощность, необходимую для всех подключенных устройств. Номинальная непрерывная выходная мощность инвертора или инвертора/зарядного устройства должна быть больше, чем мощность всего оборудования, которое будет питаться одновременно. Вы можете оценить необходимую мощность, используя Таблицу 2: Типичная мощность обычных бытовых приборов .
- Входное соединение – Небольшие портативные инверторы подключаются непосредственно к автомобильной розетке 12 В (прикуриватель). Инверторы для тяжелых условий эксплуатации имеют входные клеммы постоянного тока, которые подключаются непосредственно к батареям с помощью кабелей, предоставляемых пользователем. Инверторы/зарядные устройства подключаются как к батареям, так и к источнику питания переменного тока, чтобы батареи могли перезаряжаться, когда доступно береговое питание.
- Пиковая и непрерывная мощность — Многим инструментам, приборам и насосам требуются кратковременные скачки мощности при запуске, во время использования или в обоих случаях. Это означает, что требуется временная мощность, превышающая постоянную номинальную мощность инвертора. Ищите инвертор или инвертор/зарядное устройство, которые могут справиться с такими пиковыми потребностями в мощности, обеспечивая до 200% номинальной мощности в непрерывном режиме.
- Розетки — Подумайте, сколько розеток вам понадобится и нужна ли вам специальная защита от розеток GFCI для влажной или влажной среды. Многие сверхмощные инверторы/зарядные устройства могут быть жестко подключены к вашему основному электрическому щиту, чтобы подавать ток непосредственно к розеткам переменного тока вашего дома. В целях безопасности используйте для установки профессионального электрика.
- Время работы (количество времени, в течение которого инвертор будет подавать питание на ваше оборудование) — если вы используете инвертор, подключенный к аккумулятору работающего автомобиля, у вас будет питание до тех пор, пока автомобиль продолжает работать. Если ваш инвертор или инвертор/зарядное устройство работает от аккумулятора без другого источника питания, время работы зависит от количества доступного заряда аккумулятора и нагрузки, которую он поддерживает. Вы можете увеличить время работы, подключив больше батарей. Количество аккумуляторов, которые можно подключить, не ограничено.
- Охлаждающие вентиляторы – Многоскоростные охлаждающие вентиляторы предотвращают накопление тепла и продлевают срок службы инвертора.
- 3-этапная зарядка — инверторы/зарядные устройства Tripp Lite используют усовершенствованное 3-этапное зарядное устройство, которое заряжает батареи быстрее, защищая их от перезарядки, чрезмерной разрядки и случайного разряда.
- Сбрасываемые автоматические выключатели — Защитите свой инвертор/зарядное устройство от повреждений в результате перегрузок или отказа зарядного устройства.
- Специальные функции . При покупке инвертора или инвертора/зарядного устройства подумайте, нужны ли вам какие-либо из этих специальных функций для безопасного и эффективного питания вашего оборудования:
- USB-порты — легко заряжайте телефоны, планшеты, носимые фитнес-трекеры и другие мобильные устройства.
- Выходной сигнал с чистой синусоидой — для электроинструментов с регулируемой скоростью и чувствительной электроники, такой как компьютеры, сетевые устройства и аудио/видео оборудование. Розетки
- GFCI — соответствуют требованиям OSHA для использования во влажной среде, в том числе вблизи раковин.
- Розетки больничного класса — сертифицированы UL для использования в медицинских учреждениях.
- Возможность дистанционного управления — некоторые инверторы/зарядные устройства имеют коммуникационный порт RJ45, который позволяет подключать дополнительный модуль дистанционного управления.
- Светодиодные индикаторы состояния — показывают уровень заряда батареи и предупреждения о низком заряде батареи, уровни нагрузки, предупреждения о перегрузке, системные сбои и режимы работы. DIP-переключатели конфигурации
- — настраивайте автоматическое переключение высокого и низкого напряжения в соответствии с вашим приложением.
- Высокая начальная мощность — поддерживает пиковые нагрузки устройств с высокими требованиями к начальной мощности, таких как двигатели, компрессоры и насосы.
Häufig gestellte Fragen
В чем разница между инвертором и источником бесперебойного питания (ИБП)?
Инверторы и системы ИБП обеспечивают питание от батарей при отсутствии питания переменного тока. ИБП обычно включает в себя аккумулятор и зарядное устройство в одном автономном блоке. Аккумуляторы для инвертора обычно поставляются пользователем.
Система ИБП также может поддерживать связь с оборудованием, на которое она подает питание, сообщая оборудованию, что оно работает в режиме ожидания, выдавая ему предупреждения об отключении или связываясь с человеком в контуре. Инверторы обычно не имеют такой возможности.
В зависимости от инвертора он будет реагировать на отключение питания через 4,2–16,7 миллисекунд. ИБП реагирует за долю этого времени, что делает ИБП лучшим выбором для приложений, которые должны оставаться под напряжением, таких как компьютерное сетевое оборудование.
В чем разница между инвертором и генератором?
Генератор работает на бензине, дизельном топливе или пропане для производства электроэнергии. Инвертор преобразует энергию постоянного тока, хранящуюся в батареях, в мощность переменного тока, необходимую для работы инструментов, электроники, бытовой техники и других устройств.
Генератор может быть лучшим выбором, когда требуется большое количество энергии в течение длительных периодов времени. Тем не менее, инвертор/зарядное устройство является более чистым и экологичным выбором. Он тихий и не выделяет дыма, что делает его предпочтительным для жилых районов или для использования в помещении.
Инвертор/зарядное устройство может работать вместе с питанием от генератора, когда генератор работает, что позволяет отключать генератор на время для экономии топлива, не выключая оборудование.
Что такое инвертор/зарядное устройство?
Инвертор/зарядное устройство преобразует мощность постоянного тока (аккумулятора) в мощность переменного тока, а затем передает ее подключенному оборудованию. Когда он подключен к источнику питания переменного тока, он непрерывно заряжает подключенные аккумуляторы. При отключении электроэнергии инвертор/зарядное устройство автоматически переключается на питание от батареи, чтобы обеспечить питание подключенного оборудования. Батареи будут перезаряжены, когда снова станет доступен источник питания переменного тока.
Как использовать инвертор для основного домашнего аварийного питания?
Чаще всего аварийное домашнее электроснабжение работает от стандартного автомобильного аккумулятора, превращая ваш автомобиль в генератор. Автомобиль должен работать, пока инвертор используется, чтобы предотвратить разрядку аккумулятора. Инвертор все еще можно использовать, если автомобиль выключен, но это не рекомендуется в течение длительного времени. Если вы используете инвертор при выключенном двигателе, запускайте автомобиль каждый час и дайте ему поработать около 10 минут, чтобы зарядить аккумулятор.
Для создания резервной системы без автомобиля можно подключить два автомобильных аккумулятора 12 В к одному инвертору. Это обеспечит достаточную мощность для работы среднего домашнего холодильника до двух дней, в зависимости от размера батарей и размера вашего холодильника. Разумно иметь под рукой запасную батарею или две на случай, если продолжительность сбоя питания превысит время работы от батареи.
Ищите инвертор с мощностью больше, чем электроприборы, необходимые для работы. См. Таблица 2: Стандартная мощность обычных бытовых приборов ниже. Готовы купить? См. наши рекомендуемые инверторы/зарядные устройства для аварийного домашнего резервного питания.
Могу ли я запитать свой дом, используя свой автомобиль и инвертор?
Абсолютно! Во-первых, узнайте общую мощность приборов, которые вам нужны для работы, используя приведенные ниже рекомендации. Это поможет вам купить правильный инвертор для вашей домашней аварийной системы резервного копирования.
Инвертор не является водонепроницаемым, поэтому держите его подальше от дождя, пыли и прямых солнечных лучей. Хотя вы можете подключить инвертор к аккумулятору автомобиля с помощью соединительных кабелей и зажимов типа «крокодил», предпочтительным методом является использование кольцевой клеммы, которая надежно закрепляется на опоре инвертора. Затем подключите удлинитель на расстоянии не более 200 футов от инвертора к устройствам, которые вы хотите запустить. За пределами этого расстояния вы, вероятно, испытаете потерю сигнала.
Чтобы аккумулятор оставался заряженным, вы должны запускать машину примерно на 10 минут каждый час. Инвертор будет работать, когда автомобиль выключен, пока вы не разрядите аккумулятор.
Обеспечивает ли инвертор защиту от перенапряжения?
Да. Поскольку инвертор преобразует мощность постоянного тока в мощность переменного тока, выходной сигнал переменного тока обрабатывается до того, как он достигнет вашего оборудования. Инвертор обеспечивает стабильное выходное напряжение и частоту для защиты вашего оборудования от скачков напряжения и сетевых шумов, позволяя вашему оборудованию работать на пике своих возможностей.
Может ли инвертор питать холодильник или морозильник?
Да, но следует помнить об одном важном моменте. Когда холодильник или морозильник включается, он потребляет высокий пусковой импульс мощности, в несколько раз превышающий мощность, которая требуется при непрерывной работе. Убедитесь, что ваш инвертор может справиться с пиковым выбросом. Как правило, убедитесь, что ваш инвертор может выдерживать пиковые нагрузки 500–750 Вт для холодильника и 500–1000 Вт для морозильного ларя.
Какой тип батареи следует использовать с инвертором?
Чаще всего для питания инверторов используются аккумуляторы на 12 В, подобные тем, что установлены в вашем автомобиле. Доступны инверторы/зарядные устройства для тяжелых условий эксплуатации, в которых используются батареи на 24 В, 36 В или 48 В для приложений, требующих более высокой мощности. Убедитесь, что выбранные вами батареи соответствуют входному напряжению вашего инвертора.
Аккумуляторы глубокого разряда выглядят как обычные автомобильные аккумуляторы, но могут обеспечивать постоянную мощность в течение более длительного периода времени и надежно работать до разрядки до 80%. Они идеально подходят для инверторных применений, особенно в жилых автофургонах, лодках и автономных возобновляемых источниках энергии из-за их способности почти полностью разряжаться до того, как их нужно будет перезарядить.
Помимо батареек вам понадобятся предохранитель и держатель предохранителя. Одним из самых простых типов предохранителей является предохранитель «ANL», который можно вставить в положительный провод, идущий от аккумуляторной батареи.
Какой тип кабеля следует использовать для подключения батарей?
Большинство инверторов продаются без кабелей, поэтому пользователь может выбрать кабель, наиболее подходящий для его применения. В общем, расстояние между батареей и инвертором должно быть как можно короче, в идеале не более 10 футов. Кабели, используемые для подключения инверторов, должны быть типа SGX, который обычно используется для подключения аккумулятора к электронной системе автомобиля и его заземления.
Приведенная ниже таблица рекомендуемых размеров проводов является общим практическим правилом. Фактический размер провода, который вам нужен, будет варьироваться в зависимости от напряжения вашей батареи, общей силы тока, потребляемой вашим оборудованием, и длины кабеля. Наш лучший совет — придерживаться того, что указано в руководстве пользователя вашего инвертора.
Действительно ли важен инвертор с чистой синусоидой?
В зависимости от того, какое оборудование вы используете, ответ может быть утвердительным. Инвертор с чистой синусоидой формирует плавный синусоидальный сигнал на выходе переменного тока с очень низким уровнем гармонических искажений. Чувствительная электроника, инструменты с регулируемой скоростью, медицинское оборудование, такое как кислородные концентраторы, телевизоры и аудио- и видеокомпоненты, люминесцентные лампы с электронными балластами и любые приборы с микропроцессорным управлением не будут хорошо работать при измененной мощности синусоидального сигнала.
Инвертор мощности какого размера мне нужен?
Чтобы выбрать инвертор нужного размера для вашего приложения, вам необходимо суммировать мощность всех приборов, инструментов или электроники, которые будут работать от инвертора одновременно. У многих бытовых приборов и электроинструментов номинальная мощность указана на этикетке на самом изделии или в руководстве по эксплуатации изделия. Если ваши устройства показывают только ампер, мощность можно получить, используя эту простую формулу:
Вольт x Ампер = Ватт
Пример: Вы хотите запустить небольшой мини-холодильник. Вы знаете из этикетки продукта, что он использует 0,7 ампер. В США напряжение 120. Следовательно:
120 x 0,7 А = 84 Вт
Теперь укажите, как долго вы хотите, чтобы устройство работало. Это его время выполнения. Предполагая, что вы используете батареи на 12 В, разделите общую мощность на 12.
В примере с нашим мини-холодильником:
84 ÷ 12 = 7 ампер постоянного тока
Это количество ампер-часов постоянного тока, необходимое для работы холодильника в течение 1 часа, если он будет работать непрерывно. Вам нужно будет понаблюдать за работой холодильника в течение определенного периода времени, чтобы определить, как долго он активно работает, поэтому понаблюдайте за ним в течение 15 минут и запишите продолжительность его работы.
Допустим, вы хотите, чтобы холодильник работал в течение 12 часов, прежде чем потребуется перезарядка батарей. Ваше наблюдение показывает, что холодильник работает в течение 5 минут в течение 15-минутного периода наблюдения. Используйте эту формулу:
Требуемое активное время работы = Минуты работы ÷ Минуты наблюдения x Общее требуемое время работы
12 часов = 5 минут ÷ 15 минут x 4 часа
Затем умножьте требуемый ток постоянного тока на предполагаемое количество часов, в течение которых холодильник может работать без зарядки батарей.
7 ампер постоянного тока x 4 часа = 28 ампер-часов. оценка с коэффициентом 1,2.
28 ампер-часов x 1,2 = 33,6 ампер-часов
Это минимальное количество ампер-часов, которое должны обеспечить ваши аккумуляторы.
Какую мощность потребляют обычные бытовые приборы и инструменты?
Эта таблица общих приборов, электроники и инструментов поможет вам оценить ваши потребности. Обязательно ознакомьтесь с фактическими требованиями к мощности на этикетке продукта и помните, что многие инструменты и устройства имеют значительно более высокие требования к пиковым перенапряжениям при запуске/цикле.
Установка инвертора и инвертора/зарядного устройства: Советы по безопасности
Внутри инвертора/зарядного устройства существует потенциально опасное для жизни напряжение, когда подключен источник питания от батареи и/или вход переменного тока. Прежде всего, внимательно следуйте всем инструкциям по технике безопасности, приведенным в руководстве пользователя или руководстве по установке, прилагаемом к вашему инвертору/зарядному устройству и аккумуляторам. Установка инвертора предполагает работу с током под напряжением, поэтому вы должны иметь хотя бы базовые знания об электричестве и проводке. Если сомневаетесь, наймите опытного электрика. Вот общие рекомендации, о которых следует помнить:
- Инверторы мощностью 400 Вт и выше должны иметь жесткую проводку и соответствующие предохранители.
- Инвертор выделяет тепло. Убедитесь, что ваша установка обеспечивает надлежащую вентиляцию и рассеивание тепла, оставляя зазор не менее двух дюймов со всех сторон и сверху.
- Аккумуляторы могут выделять потенциально взрывоопасный газообразный водород, который может скапливаться рядом с аккумуляторами, если они плохо вентилируются. Аккумуляторный отсек должен иметь некоторую вентиляцию для наружного воздуха.
- Не размещайте инвертор рядом с источником тепла, легковоспламеняющимися предметами или под местом, где используются или перекачиваются жидкости. Убедитесь, что место не подвергается воздействию дождя, влаги и пыли и не подвергается воздействию прямых солнечных лучей.
- При установке инвертора в доме на колесах подключите его к аккумулятору, используемому для питания салона дома на колесах, а не к аккумулятору, питающему двигатель.
- Используйте провод соответствующего сечения. См. Таблицу 1 : Рекомендуемые сечения проводов .
- Заземлите инвертор с помощью основного вывода заземления. Обычно это можно сделать, установив заземляющий разъем инвертора на стержень болта в раме автомобиля. Используйте провод того же калибра для кабеля заземления, что и для кабеля питания.
Products Mentioned in this Article
Mobil Kompakt Hochleistung Wechserichter/Ladegeräte Reine Sinuswelle Stromversorgung für KrankenhauswagenДополнительная литература
- Как выбрать и установить систему резервного питания инвертора/зарядного аккумулятора для дренажного насоса
Зачем покупать у Tripp Lite от Eaton?
Мы знаем, что у вас есть из чего выбирать. На первый взгляд все они могут показаться одинаковыми. Разница в том, что вы не видите. Приобретая Tripp Lite от Eaton, вы получаете надежные инженерные решения, проверенную надежность и исключительное обслуживание клиентов. Все наши продукты проходят строгий контроль качества, прежде чем они поступят в продажу, а независимые испытательные агентства проверяют, соответствуют ли наши продукты последним стандартам безопасности и производительности. Наша приверженность качеству позволяет нам поддерживать нашу продукцию ведущими в отрасли гарантиями и отзывчивым обслуживанием клиентов. Это отличие Tripp Lite от Eaton.
ИНВЕРТОР 700 ВАТТ 12 В В 220 В с защитой от обратной полярности, ИСПОЛЬЗУЮЩИЙ ИС TL494 PWM || PCBWAY — Поделитесь проектом
ВведениеВ течение долгого времени мы разработали несколько прототипов и учебных комплектов мобильных роботов, и мы всегда использовали разные модули для их создания. Среди этих модулей мы выделяем: модуль для привода двигателей, модуль TP4056 для зарядки аккумуляторов проекта, плату Arduino и экран. для подключения проводов к цифровым входам Arduino. Такое количество модулей часто создает проблемы с плохим соединением, а также делает соединения более сложными с большим количеством проводов. Кроме того, из них невозможно построить прототип или коммерческий продукт. В конце концов, что нужно сделать, чтобы уменьшить количество модулей в конструкции комплектов для обучения мобильных роботов? Основываясь на этой проблеме, мы разработали печатную плату с несколькими функциями, которые будут позволит вам управлять вашим мобильным роботом. См. рисунок ниже. Файлы для этой платы доступны для загрузки с веб-сайта PCBWay. Воспользуйтесь преимуществом прямо сейчас, перейдите по ссылке, зарегистрируйтесь и получите купон на 5 долларов, чтобы выиграть 10 бесплатных единиц этой электронной доски. Какие функции реализованы в этой электронной доске? Ниже представлены все функции, реализованные в электронной доске. Система зарядки для литий-ионного аккумулятора с микросхемой TP4056, схема повышающего преобразователя постоянного тока с выходом 6 В, L29Схема 3D-драйвера для двигателей и автономная схема Arduino с ATMEGA328P. Ниже мы подробно представим все эти функции, реализованные на электронной схеме проекта. Электронная схема платы управления Электронная схема была разделена на 4 части: схема зарядки аккумулятора, привод двигателя. драйверы, схема управления ATMEGA328P, разъемы схемы и крепежные отверстия. Ниже у нас есть электронная схема проекта. Далее мы обсудим каждую часть схемы и то, как она работает в процессе управления мобильным роботом. Схема зарядки аккумулятора мобильного робота. Многим пользователям, которые программируют мобильных роботов, постоянно необходимо удалять батареи из проекта. зарядить его. Этот процесс требует открытия робота и внешнего зарядного устройства для зарядки. Кроме того, 2 батареи 18650 обычно используются для подачи напряжения 7,4 В для питания проекта. Это требует большего внутреннего пространства и финансовых затрат на 2 аккумулятора. Как решить эту проблему? Первым шагом для этого было создание схемы для зарядки Li-Ion аккумулятора на микросхеме TP4056. Структура схемы показана на рисунке ниже. Перед реализацией схемы зарядки мы хотим использовать только 1 литий-ионный аккумулятор 3,7 В 16340 для питания проекта. Помимо отказа от использования 2 аккумуляторов 18650, это позволит нам уменьшить занимаемое пространство в структуре электронной платы и в прототипе. Однако, как мы питаем микросхему ATMEGA328P напряжением +5В, а двигатели напряжением +6В? На этот вопрос будет дан ответ ниже. Сначала реализуем схему зарядки на микросхеме TP4056 . Он будет использоваться для управления и передачи энергии на литий-ионный аккумулятор 16340. В дополнение к нему мы используем DW01-A CI для обеспечения безопасности от перегрузок и коротких замыканий в процессе заряда аккумулятора. На электронной схеме рисунка выше у нас есть батарея, представленная элементом BT1. После батареи мы вставляем разъем JST, чтобы вставить кнопку ВКЛ / ВЫКЛ. Это позволяет вам включать и выключать схему управления проектом. Теперь вернемся назад и ответим на предыдущий вопрос: как запитать микросхему ATMEGA328P напряжением +5 В, а двигатели напряжением +6 В? Этот процесс подъема осуществляется по схеме, приведенной ниже. Что это за схема и как она работает? Приведенная выше схема представляет собой преобразователь постоянного тока повышающего типа. Он предназначен для повышения входного постоянного напряжения до другого уровня постоянного напряжения на выходе. Для этого проекта мы повышаем напряжение батареи с +3,7 В до +6 В. Все вышеперечисленные элементы были рассчитаны для обеспечения этого напряжения. ЧИП MT3608 является повышающим преобразователем схемы. Доступ к даташиту по этой ссылке. На выходе цепи питания +6В вставляем диод SS315, чтобы обеспечить падение напряжения 0,95В. Это позволяет получить напряжение примерно +5 В для питания схемы управления ATMEGA328P. Схема управления с микроконтроллером ATMEGA328PСхема микроконтроллера ATMEGA328P показана ниже. Несколько цифровых выводов микроконтроллера использовались для управления выводами 2-х драйверов L293D. Драйвер L293D для MotorNext у нас есть электронная схема, показанная на рисунке ниже. Каждый драйвер использовался для управления двумя двигателями. Таким образом, это позволяет использовать электронную плату для управления мобильными роботами с 2–4 колесами. Наконец, мы создали способ контроля заряда батареи проекта. Механизм контроля напряжения батареи На нескольких устройствах, таких как ноутбуки и мобильные телефоны, например. , можно наблюдать за уровнем заряда батареи. Это позволяет нам узнать, когда наступает идеальное время для выполнения новой нагрузки. Имея это в виду, мы создали средство для реализации этого. Для этого мы подключаем выход батареи к клемме A0 микроконтроллера ATMEGA328P. Из входного напряжения можно создать функцию и сообщить емкость батареи от 0% до 100%. Мы определили минимальное напряжение 3..2В и максимальное напряжение 4.2В для 100%. Всякий раз, когда уровень заряда батареи близок к этому значению, можно сгенерировать предупреждение для пользователя о зарядке аккумулятора проекта. Наконец, мы предоставляем несколько контактов питания и подключения к контактам микроконтроллера ATMEGA328P. Контакты для питания и подключения других устройств ультразвуковой датчик к этой электронной плате или дополнительная кнопка, например? Среди них у нас есть: 1 разъем с потенциалом напряжения 0 В, 1 разъем с потенциалом напряжения + 5 В и 1 разъем с доступом к контактам A1, A2, A3, A4 и A5. К этим 3 разъемам мы можем подключить несколько датчиков и других устройств. это облегчит навигацию мобильного робота. В дополнение к этим контактам у нас есть разъем для передачи кода на микроконтроллер ATMEGA328P с доступом к контактам + 5V, GND, TX, RX и RESET. См. электронную схему ниже. Ниже мы представляем полную структуру электронной платы проекта. Структура электронной платы для управления мобильным роботом. Все изображения вставлены в этот проект. Все файлы для этого проекта доступны в этом Сообществе общих проектов PCBWay. У вас будет доступ к следующим файлам: электронная схема, файл Gerber, список материалов, 3D-файл электронной платы для прототипирования и файл Pick and Place для сборки SMD. Будущие обновления Все файлы доступны для загрузки, и вы можете получить 10 бесплатных PCBWay единицы. Чтобы заработать купон на 5 долларов и получить 10 единиц, вы должны перейти по этой ссылке, создать свою учетную запись и бесплатно заказать пластины. В будущих обновлениях мы разработаем новую версию со схемой прошивки USB для облегчения прямой передачи кода с компьютера. к макетной плате. Все будущие обновления печатных плат скоро будут доступны в конце этой статьи. Воспользуйтесь преимуществом сейчас и получите 10 бесплатных единиц этого Arduino у себя дома. Нажмите здесь и наслаждайтесь.
как инвертор меняет полярность тока на стороне переменного тока?
Добро пожаловать на EDAboard.com
Добро пожаловать на наш сайт! EDAboard.com — это международный дискуссионный форум по электронике, посвященный программному обеспечению EDA, схемам, схемам, книгам, теории, документам, asic, pld, 8051, DSP, сети, радиочастотам, аналоговому дизайну, печатным платам, руководствам по обслуживанию… и многому другому. более! Для участия необходимо зарегистрироваться. Регистрация бесплатна. Нажмите здесь для регистрации.
Регистрация Авторизоваться
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы sdowney717
- Дата начала
- Статус
- Закрыто для дальнейших ответов.
sdowney717
Уровень участника 1
Ремонтирую инвертор на 3000 ватт.
Я вижу, что 12-вольтовые боковые МОП-транзисторы подключаются к трансформаторам.
Трансформаторы повышают напряжение с 12 до 120В.
Мосфеты включаются и выключаются, выглядит как 2 линии управления к вентилям
16 Мосфетов разделены на 2 группы по 8 питающих 4 трансформатора.
Как же поменять полярность?
Они подают питание 12 В в первичные катушки и из них в разных направлениях?
Значит, меняется полярность выходного напряжения?
Также я предполагаю, что заряженные катушки, когда MOSFET выключается, поле разрушается, создавая более высокий импульс 120 В на стороне выхода. Что-то вроде автомобильной катушки зажигания.
Также на стороне переменного тока находится длинный ряд транзисторов. Резиновые чехлы я не снимал. что они делают? Как-то изменить напряжение, поступающее от трансформатора, чтобы приблизиться к шагам MSW?
sdowney717
Уровень участника 1
в соответствии с этим, я прав в том, что ток течет в обратном направлении в разных направлениях из-за подключения MOSFET с одной стороны трансформатора по сравнению с другой стороной.
срабатывает мосфет, ток течет в одну сторону, срабатывает другой мосфет, ток течет в другую сторону, чередуя поток внутри трансформатора.
Когда контакт 10 имеет высокий уровень, Q1 проводит ток, и ток течет через верхнюю половину первичной обмотки трансформатора, что составляет положительную половину выходного напряжения переменного тока. Когда контакт 11 имеет высокий уровень, Q2 проводит ток, и ток течет через нижнюю половину первичной обмотки трансформатора в противоположном направлении, что составляет отрицательную половину выходного переменного напряжения.
Нажмите, чтобы развернуть…
Simple 100W inverter circuit
между
Супер модератор
Я не могу комментировать особенности инвертора, который у вас есть, но основной принцип заключается в том, что выход меняет полярность, сначала подключаясь в одну сторону к ВН, а затем отключается и снова подключается в другую сторону.
Обычно это делается на высокой скорости с использованием ШИМ-сигналов, которые управляют переключателями MOSFET.
Брайан.
sdowney717
Уровень участника 1
Я заметил, что инвертор использует NPN плюс PNP, чтобы убедиться, что полевые транзисторы включаются и выключаются.
Инвертор имеет 2 платы, которые синхронизированы друг с другом.
Каждая плата на стороне 12 В пост. тока имеет 16 мосфетов и 2 PNP и 2NPN, подключенных к затворам мосфетов.
Я случайно подал 120 В переменного тока на выключатель. Поэтому заказал много различных деталей и пару дип-ИС и 3 оптических соединителя, чтобы восстановить сторону управления 12 В.
Тахмид
Расширенный член уровня 5
NPN-PNP используются для формирования драйвера тотемного столба.
В вашем инверторе, похоже, используется двухтактный преобразователь. Возможно, немного почитав о двухтактных преобразователях, вы развеете некоторые сомнения.
Надеюсь, это поможет.
Тахмид.
- Статус
- Закрыто для дальнейших ответов.
А
[РЕШЕНО] Как удалить чернила с обратной стороны печатной платы
- Автор: argix
- Ответов: 10
Элементарные электронные вопросы
обратный знак постоянного тока
- Автор: elmahboule
- Ответов: 10
Элементарные электронные вопросы
1
Как обратное смещение получает ток.
- Автор: 1a2s3d4f
- Ответов: 3
Элементарные электронные вопросы
р
Автомобильная обратная полярность
- Автор Rajinder1268