Выбор сварочного кабеля | Полезные статьи
Сварочный кабель используется для соединений при дуговой сварке с применением полуавтоматических или автоматических установок. В этой статье мы раскроем базовые классификации сварочных кабелей, критерии выбора и способы подключения их к оборудованию, и можно ли удлинять сварочный кабель на инверторе. Ознакомиться с полным перечнем марок, узнать цену и купить интересующий кабель, вы можете здесь.
Виды и назначение сварочного кабеля разных классов
Рисунок 1. Кабель гибкий резиновый для сварочных работ марки КГ
На самом деле выбор кабеля для сварочного инвертора не велик. Самый распространенный вид сварочных кабелей — марка КГ. Данный кабель предназначен для работы в силовых цепях переменного тока, при напряжении до 600 В с частотой до 400 Гц или постоянного до 1000 Вт. Эти параметры обеспечивают возможность применения кабеля КГ как для передачи тока на электродержатель, так и для подключения сварочного аппарата или инвертора к сети.
Какой именно кабель нужен для подключения сварочного инвертора определяют условия эксплуатации. Кабель КГ выпускается для различных макроклиматических районов. Например, для эксплуатации в условиях отрицательных температур Крайнего Севера (до –60 °С) существует специальный кабель КГ-ХЛ. Состав оболочки КГ-ХЛ — холодостойкая резина из эластичного каучука. Для работы в климатических зонах с тропическим жарким климатом применяют кабели КГ-Т. Особенность КГ-Т является устойчивость оболочки к плесневым грибам, которые пагубно влияют на конструкцию кабеля, а также возможность эксплуатации его при температуре окружающей среды до +85 °С.
Кроме КГ, очень часто применяют кабели с особо гибкой жилой марки КОГ1. Такой кабель позволяют сварщику быстро менять положение, чтобы обеспечить себе максимально удобную точку доступа и равномерный прогрев свариваемых поверхностей.
Также в рабочих зонах с повышенной пожароопасностью часто применяют кабель КГН, оболочка которого не поддерживает процесс горения.
Критерии выбора сварочного кабеля
Назначение сварочного кабеля — подвод электричества от сварочного агрегата или источника питания к зажиму заземления, электродержателю и свариваемой поверхности. Правильно выбранный сварочный кабель — одно из условий бесперебойной работы сварочного аппарата. Выбор кабеля в первую очередь зависит от технических характеристик и потребляемой мощности каждой конкретной модели сварочного аппарата, а также условий окружающей среды, в которых предстоит работать.
Какое сечение кабеля нужно для сварочного инвертора
Например: к сварочному аппарату с питающим напряжением 220 В, потребляемой мощностью 2,4 кВА (60 %), напряжением холостого тока 44 В с плавной регулировкой до 100 А для подачи питания на электрод можно использовать кабель КГ1х6. КГ1х6 с данным аппаратом совместим по параметрам ресурсов максимальных нагрузок. Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт.
Длина кабеля сварочных инверторов играет немалую роль в нормальной работе аппарата. Она должна подбираться так, чтобы избежать потерь силы тока. Универсального удлинителя сварочного кабеля для инвертора нет, поскольку характеристики аппарата индивидуальны и определяются тем, какого качества компоненты использованы при производстве, какой ресурс и запас мощности заложены каждым изготовителем.
Классификация сварочных кабелей
Классификация одножильных кабелей основана на области их применения:
- Для бытовых аппаратов с током 100–250 А в большинстве случаев используются кабель КГ сечением от 6 до 35 мм2.
- В случаях необходимости повышенного сварочного тока до 330 А (полупрофессиональное оборудование) применяется КГ 1х50 или КОГ1 1х50.

- Сварочное оборудование, работающее до 500 А, требует применения кабеля 1х120 или КОГ1 1х95.
- Для промышленных аппаратов с максимальным рабочим током до 680 А не обойтись без кабеля 1х185 или КОГ1 1х50.
- Кабели сечением выше 185 мм2 встречаются крайне редко, так как применяются на сверхмощных агрегатах.

Рисунок 2. Сварочный аппарат бытовой
Правила подключения и эксплуатации сварочного кабеля
- При подключении кабелей следует знать, что оно осуществляется при помощи припаянных или спрессованных кабельных наконечников.
- Соединения сварочных кабелей при необходимости тоже проводят методом опрессовки, пайки или сварки с обязательной изоляцией соединений.
- Сварочные кабели, как правило, подключаются к силовым разъемам оборудования (+), к электородержателям в обратной полярности (–). Изменение полярности выполняется на основании изменения параметров сварного тока.
- Сварочный кабель рекомендуется подключать без запаса длины, чтобы уменьшить падение мощности тока.
- Запрещается во время эксплуатации с помощью кабеля подтягивать и перемещать сварочный аппарат.
- Недопустимо подключение сварочного кабеля меньшей номинальной мощности, чем выдает сварочный аппарат.
- Приобретая сам кабель, нелишним будет побеспокоиться о покупке барабана, который облегчит передвижение и в разы сократит возможные запутывания проводов, что сильно усложняет и замедляет работу.

Какой кабель нужен для сварочного аппарата 220 Вольт?
Требования
При выборе кабеля для подключения сварочного аппарата, нужно учитывать особенности оборудования. Как правило, сварочные аппараты работают на 10-20 амперах. При этом сварщик в своей работе выполняет разные задачи и, чтобы транспортировать оборудование, кабель нужно сворачивать. Отсюда выходит, что кабель должен обладать:
-
гибкостью для обеспечения удобства в работе с электродом, горелкой;
-
толстой изоляцией, устойчивостью, морозостойкостью;
-
многократной изгибаемостью, сматываемостью, разматываемостью во время транспортировки.

Сварка должна происходить под пониженным напряжением. Поэтому провод должен иметь толстую текстуру для минимизации напряжения, потери.
Подходящие марки, кабельные виды
Самым лучшим вариантом для сварочного аппарата считается кабель КГ. Это проводник гибкого одножильного строения, имеющий многопроволочную жилу и резиновую изоляцию. Не менее лучшим вариантом является КОГ. Он отличается повышенной гибкостью. Есть проводник КС. В названии провода может встречаться буква Т, КХ, П или ХЛ. Проводник с маркировкой Т обладает тропическим исполнением, КХ или ХЛ маркировкой оснащен морозоустойчивостью, при -60 градусах. Приставка П — дополнительная жильная оболочка из полимерного материала.
Выбор сечения, длины
Кабельное сечение подбирается по току. При увеличенной длине, не изменяющемся сечении возрастает сопротивление кабеля с его индуктивностью. При выборе чрезмерно длинного кабеля, не потребуется делать намотку в катушку при сварке, при выборе короткого — потребуется постоянное перемещение аппарата. Если нет необходимости в сварке больших объемов, оптимально выбирать длину кабеля в 10 метров. Аппарат рекомендуется подключить к сети, используя удлинитель.
Если нет необходимости в сварке больших объемов, оптимально выбирать длину кабеля в 10 метров. Аппарат рекомендуется подключить к сети, используя удлинитель.
Кабель для подключения сети
Кроме подключения электрода и массы к сварочному аппарату, необходимо использовать кабель для подключения прибора к электрической сети. Вне зависимости от типа аппарата, инвертора или трансформатора, ток от сварки может быть больше 100 ампер. Питающий ток достигает 30 ампер. Поэтому, чтобы его питать, не нужно использовать толстый кабель, как для электрического держателя. Кабель необходимо рассчитывать, отталкиваясь от промежутка, точки подключения до электрической сети. Если на объекте не присутствует заземления, необходимо использовать проводник с двумя электрическими жилами. Если подключение происходит к заземленному электрическому источнику, потребуется применять источник с тремя жилами.
Чтобы было удобно, достаточно использовать силовой кабель, достигающий в длину 5 метров.
При использовании длинной переноски, следует приобрести удлинитель с катушкой. Тогда кабель не будет спутывать ноги и сможет прослужить долго. Но в катушке будет происходить его охлаждение плохо. Поэтому во избежание перегрева рекомендуется выбирать сечение прозапас.
Для промышленного трехфазного аппарата на 220 вольт необходимо использовать четырехжильный тип медного кабеля, имеющего 4-6 миллиметровое сечение. Также можно применить алюминиевый кабель с сечением в 16 квадратных миллиметров. Обязательно следует проверить правильность подключения.
В заключение стоит отметить, что кроме выбора проводника, нужно его правильно подключить. Подсоединить его можно через кабельные наконечники, опрессовав или припояв концы.
Какой кабель нужен для сварочного аппарата 220в
Эффективная работа сварочного аппарата зависит от качества, длины и сечения провода для его подключения. При комплектации инвертора необходимо знать, какой кабель нужен для сварочного аппарата 220В. Грамотный выбор кабельной продукции обеспечит комфортную работу при любых условиях, при этом электросеть выдержит нагрузки.
В магазинах, реализующих электротовары, представлены инверторные модели с алюминиевыми и медными жилами.
Характеристики и марки электрокабеля
Сварочный кабель испытывает нагрузки от инвертора и внешних условий: высокой и низкой температуры, трения о бетон и асфальт. При выборе модели важно учитывать рабочие показатели и условия эксплуатации инвертора. В число самых популярных входят следующие марки:
При выборе модели важно учитывать рабочие показатели и условия эксплуатации инвертора. В число самых популярных входят следующие марки:
· КГ — самый популярный гибкий кабель, применяется для подключения сварочника к сети 220 В и 380 В, зажима массы и держателя электродов, востребован для эксплуатации с постоянным током до 1000В или 660 В переменным.
· КОГ1 — универсальный и прочный вариант с небольшим диаметром жил, что повышает гибкость продукции. Применяется для работы в труднодоступным местах, при работе на высоте, рассчитан на 220 В;
· КГН — имеет негорючую изоляцию, жаростойкое покрытие рассчитано на температуру более +200ºС. Провод используют для нужд МЧС в условиях возгорания, промышленности и быту — на сборке большой конструкции, где возможет контакт с нагретым металлом;
· КГ-ХЛ — наличие в составе каучука позволяет работать на холоде до -60ºС с сохранением гибкости изоляционного слоя;
· КПЭС — используется для сварки полуавтоматом, электромагистраль передает напряжение переменного тока 42В, постоянного — 48 В. Использовать низковольтную линию можно до температуры воздуха -10ºС;
Использовать низковольтную линию можно до температуры воздуха -10ºС;
· КВС — кабель с изоляцией из ПВХ, стойкой к истиранию, используют для подключения к розетке. Изделие рассчитано на передачу напряжения 127-220 В, рабочая температура от -40ºС до +40ºС;
· КГТ — оптимальный вариант для работы при температуре до +85ºС. Покрытие подходит для влажного климата, устойчиво к плесени и грибку.
Жила сварочного кабеля
Инвертор соединяется с массой и держателем через сварочный кабель, которые может быть одно- и многожильным. Конструкция первого имеет общий сердечник под оболочкой. Данный вариант обеспечивает быструю передачу напряжения от источника к держателю. Многожильный включает несколько раздельных жил, изделие рассчитано на напряжение 500 А и применяется на промышленных установках.
Проводник из алюминия применяют для бытовых нужд или сварщики-новички. Медные кабели относятся к профессиональным, они имеют меньшее удельное сопротивление, минимальную потерю тока, медь меньше греется и лучше гнется.
Сечение кабеля
Эффективная работа инвертора зависит от важного параметра — площади сечения сварочного провода, которая определяет проводимость и силу тока, и, как результат, скорость выполнения операции и эстетики сформированного шва.
Количество тонких металлических проводков, расположенных внутри металлического сердечника, варьируются в пределах 30 — 1000 штук. Для выбора общего сечения учитывают мощность аппарата и используемого тока.
Изделия с площадью сечения в 7 мм² применяются для компактных аппаратов, эксплуатируемых на электросетях с напряжением 220 В. Промышленное сварочное оборудование автоматического типа работает от токопроводящего кабеля с площадью сечения 47-49 мм². Неверное количество жил и площади сечения может привести к потери энергии и временных затрат, поломке реостата или оборудования.
Какая электропроводка в доме выдержит сварочный аппарат
Несколько лет назад инверторные сварочные аппараты стали финансово доступны большинству домашних умельцев. Хотя мощность таких сварочных аппаратов не очень большая, около 5 кВт, но она может стать испытанием для электропроводки
Хотя мощность таких сварочных аппаратов не очень большая, около 5 кВт, но она может стать испытанием для электропроводки
Лучше установить розетку от электрощита
Чем меньше будет соединений через винтовые или зажимные соединения в розетках и монтажных коробках в цепи электропроводки от электрощита и до сварочного аппарата, тем лучше. Самым надежным и правильным решением будет установить розетку напрямую от автоматического выключателя в электрощите. Установка розетки много сил и средств не займет, да и место для неё можно выделить хоть на уличной стороне дома, а вот от возможных неприятностей такая розетка может избавить. Установить розетку нужно мощную, к примеру, на 16А, а 6А и 10А розетки в данном случае лучше не использовать, все равно они выйдут со временем из строя. Если розетка планируется быть установлена на улице, то можно приобрести розетку с крышкой, меньше будет попадать на контакты розетки пыли и влаги, которые ухудшают контакт. Вообще, электромонтажные работы всегда нужно выполнять аккуратно и с учетом возможных проблемных случаев. Так, при установке розетки на деревянную стену нужно понимать, что при длительном ведении сварки розетка может нагреться достаточно сильно. Поэтому, чтобы избежать пожароопасных ситуаций, нужно между деревянной поверхностью стены и розеткой установить прокладку по размеру розетки из асбестовой пластины и жести. Такая прокладка не даст нагреться деревянной стене, даже если розетка в каком либо месте обуглится. На этом примере можно понять, как сберечь и дом, и электропроводку в доме. Такой электромонтаж 16А розетки позволяет без опаски включать инверторный сварочный аппарат с выходным током до 160А.
Установить розетку нужно мощную, к примеру, на 16А, а 6А и 10А розетки в данном случае лучше не использовать, все равно они выйдут со временем из строя. Если розетка планируется быть установлена на улице, то можно приобрести розетку с крышкой, меньше будет попадать на контакты розетки пыли и влаги, которые ухудшают контакт. Вообще, электромонтажные работы всегда нужно выполнять аккуратно и с учетом возможных проблемных случаев. Так, при установке розетки на деревянную стену нужно понимать, что при длительном ведении сварки розетка может нагреться достаточно сильно. Поэтому, чтобы избежать пожароопасных ситуаций, нужно между деревянной поверхностью стены и розеткой установить прокладку по размеру розетки из асбестовой пластины и жести. Такая прокладка не даст нагреться деревянной стене, даже если розетка в каком либо месте обуглится. На этом примере можно понять, как сберечь и дом, и электропроводку в доме. Такой электромонтаж 16А розетки позволяет без опаски включать инверторный сварочный аппарат с выходным током до 160А. Что при ведении сварочных работ в частном доме вполне достаточно и для сварки и для резки.
Что при ведении сварочных работ в частном доме вполне достаточно и для сварки и для резки.
В электрощите эта розетка подключается к отдельному автомату на 16А фирмы АВВ, Легранд и т.д. Подключается она проводом, а точнее кабелем. А вот каким?
Подключить розетку нужно кабелем ВВГ
Для подключения розетки для сварочного аппарата нужно использовать кабель ВВГнг сечением 2.5 мм2. Вести его от электрощита можно любым удобным способом. Это может быть и гофра и кабель-канал и скрытым способом в штукатурке. Как показывает практика кабель ВВГнг, не поддерживающий горение пока лучший для ведения электромонтажных работ, особенно в таких случаях.
При подключении сварочного аппарата в обычную розетку электропроводки в доме
Если нет возможности установить такую розетку и нужно обязательно включить сварочный аппарат в обычную розетку, то выбирайте розетки в доме самые мощные из тех, что есть. При использовании розеток для небольшого тока, например в 6А, возможен перегрев контактов, оплавление и обугливание розетки, короткое замыкание. Может пострадать и электропроводка в доме, в монтажных коробках могут оплавиться и обуглиться винтовые или зажимные соединения. Часть электропроводки в доме может выйти из строя.
Чтобы такого не произошло, выходной ток сварочного аппарата нужно устанавливать не более 80А и варить точечно или кратковременно, чтобы электропроводка успевала остывать. Резать металл лучше болгаркой, а не высоким током сварочного аппарата. Нужно часто контролировать состояние розетки, проводов, чтобы вовремя предотвратить неисправность электропроводки.
При отсутствии в частном доме розетки для сварочного аппарата мы можем установить такую розетку, выполняем электромонтажные работы грамотно и надежно.
Кабель с клеммой заземления 36 кв.мм в Москве
Описание:
Кабель с клеммой заземления Ресанта предназначен для соединения сварочного аппарата с землей (заземление) во время проведения сварочных работ. Длина — 1.5 м.
Длина — 1.5 м.
Сечение кабеля — 36 мм2.
Основные характеристики:
| Бренд | Ресанта |
| Длина, м | 1 |
| Габариты упаковки | 0. 12 × 0.12 × 0.12 м 12 × 0.12 × 0.12 м |
| Страна бренда | Латвия |
| Вес, кг | 0. 623 кг 623 кг |
Чтобы купить кабель с клеммой заземления 36 кв.мм просто добавьте товар в корзину и оформите заказ, выбрав предпочитаемый способ оплаты и доставки. После оформления заказа наш менеджер свяжется с вами для подтверждения.
Выбор и сечение сварочного кабеля
Чтобы сварочные работы проходили гладко и без проблем, важно выбрать не только качественный сварочный аппарат, но и дополнительное оборудование, в частности, сварочные кабели. Кабели для сварочного аппарата – неотъемлемая его часть, без которой работать устройство не сможет. Сегодня мы расскажем, какие провода выбрать, и какое сечение сварочного кабеля нужно для комфортной работы.
Сварочный кабель конструктивно устроен таким образом, чтобы сварочный ток без проблем проходил от аппарата к месту сварки. И, чем конструктивность продуманнее, лучше и качественнее, тем будет лучше и результат сварки. Внутри сварочного кабеля располагается токопроводящая округлая жила. Состоит она из медных проводов, сплетенных в определенном порядке между собой. Сечение проводов эквивалентно 16 кв. мм. В прослойке между внешней оболочкой и сердцевиной располагается слой из специальной, синтетической плёнки. Но, в некоторых моделях проводов она может отсутствовать. При регулярных сварочных работах, срок эксплуатации сварочных кабелей приблизительно равен 4 годам. После этого, рекомендуется заменить их новыми (но, не всегда это актуально).
Как правило, сварочные провода комплектуются вместе со сварочным аппаратом. Причём, у этих проводов есть штекеры для подключения к самому аппарату, а на другом конце держатель для электродов и зажим на массу. Однако если кабели не были предусмотрены комплектацией, или по какой-то причине их следует заменить новыми, следует знать, какого сечения нужны. В случае с заменой старых кабелей всё несколько проще – достаточно взглянуть на старый кабель и найти на нём информацию с содержанием основных параметров, в том числе сечения.
Если никаких данных нет, следует руководствоваться следующей информацией:
- для токовой нагрузки до 189 А, необходимое сечение кабеля равно 1х16 кв. мм, при этом, наружный диаметр кабеля составлять 11,5 мм;
- для токовой нагрузки до 240 А, сечение кабеля 1х25 кв. мм, и 13,5 мм наружного диаметра;
- для 289 А сечение кабеля должно быть 1х35 кв. мм, и 15,5 мм наружного диаметра;
- для 362 А сечение 1х50 кв. мм, наружный диаметр 17,8 мм;
- для 437 А сечение 1х70 кв. мм, наружный диаметр 21,1 мм;
- для 522 А сечение 1х95 кв. мм, наружный диаметр 23,8 мм.
 мм, и 13,5 мм наружного диаметра;
мм, и 13,5 мм наружного диаметра;Также выбирайте сварочный кабель в зависимости от того, в каких условиях он будет эксплуатироваться. Для сварки под водой, в холодных климатических условиях или даже в космосе будет применяться разный тип кабеля. Поэтому перед выбором ознакомьтесь с его возможностями, например, к отражению механических повреждений, для работы при разной температуре и так далее.
Как выбрать кабель для сварочного аппарата: tvin270584 — LiveJournal
Для работы аппарата электродуговой сварки необходимо создать электрический дуговой разряд между электродом и деталью. Чтобы подвести ток к месту дуги, нужны провода. Они должны выдерживать очень большой ток — в сотни ампер. В статье мастер сантехник расскажет, какие марки сварочного провода бывают, и на что обращать внимание при выборе.
Чтобы подвести ток к месту дуги, нужны провода. Они должны выдерживать очень большой ток — в сотни ампер. В статье мастер сантехник расскажет, какие марки сварочного провода бывают, и на что обращать внимание при выборе.
Требования к сварочному кабелю
Если не углубляться, то работа электросварки построена на возникновении разряда между двумя контактными поверхностями. А для замыкания цепи нужно ее создать путем подключения двух проводов. Именно для этого разрабатываются и производятся различные типы кабеля для сварочных аппаратов.
Но, как часто бывает, работа сварщика проходит в довольно таки экстремальных условиях. И все оборудование должно иметь повышенный запас прочности.
Кроме того, сами сварочные проводники, в отличие от обычной бытовой проводки, должны выдерживать скачки напряжения, да и просто рабочую нагрузку электрическим током.
Основные критерии, которыми руководствуются при подборе кабеля на сварочный аппарат, следующие:
- Как и для бытового провода, первое — это сечение. От этого фактора будет зависеть способность выдерживать силу тока. Измеряется сечение в мм². Чем больше поперечная площадь, тем выше допустимый показатель.
- Вторым важным показателем будет изоляция. Защита от пробоев электрическим током — это безопасность работы с оборудованием.
- Третье требование — гибкость. Во время работы сварщику часто приходиться менять положение и место, провода обязаны свободно изгибаться при этом, не создавая помех. К тому же, частые перегибы не должны приводить к перелому жил.
- Также важное требование для кабеля — это защита от воздействия на него агрессивного влияния: ударов, разрывов, высоких температур, химических веществ и прочих.
 От этого фактора будет зависеть способность выдерживать силу тока. Измеряется сечение в мм². Чем больше поперечная площадь, тем выше допустимый показатель.
От этого фактора будет зависеть способность выдерживать силу тока. Измеряется сечение в мм². Чем больше поперечная площадь, тем выше допустимый показатель.Для этого производители оборудования и выпускают различные типы сварочных кабелей.
Количество жил сварочного кабеля
По количеству жил различают:
- Одножильные проводники. Проводник сделан из медной проволоки, обладающей отличной проводимостью и пластичностью. Это обеспечивает гибкость при многократном сматывании/разматывании. Широко применяется в малогабаритных мобильных инверторных аппаратах.
- Двужильные проводники, представляющие собой анод и катод, которые обеспечивают применение высокочастотного тока для импульсной сварки и переменный ток для резки металла.
- Трехжильные проводники используются в аппаратах автоматической сварки, применяемых при монтаже трубопроводов и других изделий, где требуется ровный и высококачественный шов.
 Это обеспечивает гибкость при многократном сматывании/разматывании. Широко применяется в малогабаритных мобильных инверторных аппаратах.
Это обеспечивает гибкость при многократном сматывании/разматывании. Широко применяется в малогабаритных мобильных инверторных аппаратах.Сама жила бывает алюминиевой или медной. В магазинах чаще всего комплектуют сварочные аппараты алюминиевыми кабелями, поскольку они дешевле. Этого достаточно для начинающего сварщика или редкого использования инвертора.
Профессионалы же всегда устанавливают медные кабели, поскольку у них удельное сопротивление в 7 раз меньше, чем у алюминия. В результате потери тока сокращаются. Еще медь лучше гнется и меньше греется.
Обратите внимание! Китайский дешевый кабель может называться медным, но содержать Cu не более 70%. Это легко заметить по тусклому цвету жилы в разрезе. Для бытовых нужд товар подойдет, а вот для производства лучше от него отказаться
Сечение сварочного кабеля
Внутри металлического сердечника находятся тонкие проводки, которых может быть от 30 до 1000. Их общее сечение выбирается по мощности аппарата и используемого тока.
Например, кабель сечением 1х6 мм² рассчитан на максимальную нагрузку в 11 кВт с силой тока 80-100 А. Но никогда нельзя использовать расчетные значения по максимуму. Оптимально всегда делить их на 2. В итоге, такой провод подойдет для источника питания с потребляемой мощностью 5 кВт.
При возрастании силы тока (А), необходимо увеличивать и сечение кабеля, иначе это все-равно, что пытаться заправлять автомобиль на АЗС через соломинку — суженный проход будет снижать производительность.
Чтобы не было потерь сварочного тока, сечение выбирают исходя из выдаваемой мощности аппарата по этой таблице:
Например, если вы варите «двоечкой» на токе 80 А, то вполне можете обходиться тонким кабелем 1х6 мм². Но это не позволит применить электрод «тройку». Поэтому аппараты требуется комплектовать исходя из возможной максимальной силы сварочного тока.
Для бытового инвертора на даче достаточно минимального показателя 1х16 мм². В мастерскую необходимо 1.25 или 1х50 мм². Работа кабелем с меньшим сечением приводит к его перегреву и расплавлению.
Изоляция кабеля
Оболочка кабеля изготавливается согласно ГОСТ 23286-78. Изоляция не должна быть тоньше 1.1-1.2 мм, чтобы надежно защищать токоведущую часть от оголения. Выпускают наружную обмотку из резины с добавлением различных компонентов. На ощупь она должна быть мягкой и гибкой.
Конструктивный срок службы сварочного провода определен в четыре года. После этого производители рекомендуют заменить его на новый.
После этого производители рекомендуют заменить его на новый.
Обратите внимание! Существует технология реновации, предусматривающая удаление изношенной изоляции и нанесение нового ее слоя. Это позволяет вернуть сварочные провода к жизни и продлить срок их эксплуатации
Применение различных изолирующих оболочек позволяет производить сварочные кабели в разном климатическом исполнении:
- Тропическое (КГ-Т). Провод может работать до +85 °С и при высокой влажности. Антисептическая пропитка защищает его от бактерий и спор грибков и плесени. В тропических условиях обычные провода для сварочного аппарата не выдерживают и могут порваться.
- Хладостойкое (КГ-ХЛ). Для изоляции использованы специальные морозостойкие полимеры, не трескающиеся и сохраняющие эластичность при морозе до -60 °С.
Класс изоляции обозначается буквами и указывает на максимальную температуру нагрева, которую способна выдержать оболочка. Например: индекс F подразумевает 150 градусов, а Н — 180.
Требования к гибкости кабеля
Для сварки требуется кабель с гибкостью не ниже 4-го класса. Более жесткие провода будут выкручивать руки сварщику, их труднее сматывать для транспортировки, неудобно манипулировать держателем при ведении шва в потолочном или вертикальном положении.
Шнур с обозначением КГ относится к 5-му классу гибкости. У него диаметр «волоска» составляет 0.41 мм. Товары с маркировкой КОГ относятся к 6-му классу. Повышенная гибкость достигается за счет диаметра «волоска» 0.21 мм.
Можно ли удлинять кабель
Среди экспертов много спорят на эту тему. Спорят о нем «до хрипоты, до крика». Одни уверяют, что провод ни в коем случае удлинять нельзя, это приведет к падению производительности, безопасности и качества шва. Другие утверждают, что, поскольку в рекомендациях производителей об этом ничего не говорится, то удлинять можно.
Истина, как всегда, находится посередине. С длинными проводами намного удобнее работать, если сварщику приходится постоянно перемещаться от одной точки сварки к другой. Длинный провод означает меньше переносов сварочного аппарата. Расплатой за такое удобство становится увеличение сопротивления кабеля. Для сохранения параметров дуги придется повышать рабочий ток, что может привести к перегрузке и ускоренному износу сварочного оборудования.
Длинный провод означает меньше переносов сварочного аппарата. Расплатой за такое удобство становится увеличение сопротивления кабеля. Для сохранения параметров дуги придется повышать рабочий ток, что может привести к перегрузке и ускоренному износу сварочного оборудования.
Из этой неприятной ситуации есть простой выход: более длинный кабель должен иметь большее сечение.
В ходе замены првода на более длинный важно правильно присоединить к нему штекерные и клеммные разъемы. Это делается с обязательной пропайкой и последующей опрессовкой.
Итак, удлинять провод допустимо, но при этом надо повышать его поперечное сечение и тщательно присоединять разъемы.
Выбор сечения при удлинении кабеля
В случае необходимости удлинения кабеля важно придерживаться принципа сохранения его общего сопротивления. Согласно законам электротехники, для цилиндрического проводника сопротивление прямо пропорционально его дли и обратно пропорционально его сечению.
Грубо говоря, если провод стал в два раза длиннее, то и сечение сварочного кабеля должно быть вдвое больше.
Если увеличение длины не кратное, то сечение нового кабеля можно определить по формуле:
S2=L2/L1×S1
Где:
- S2 и L2 — сечение и длина нового кабеля;
- S1 и L1 — старого.
Маркировка сварочного кабеля
Маркировка состоит из буквенно-цифрового обозначения. Начинается она с аббревиатуры, означающей класс проводов. Так, КС — означает «кабель сварочный», буква К означает, что токопроводящая жила сплетена из медной проволоки.
Очень близкими техническими характеристиками обладает марка КГ (гибкий), его также можно использовать для сварки в домашних условиях.
Литера «П» означает наличие полимерного защитного слоя. Литеры «ХЛ» указывают на морозостойкое исполнение. Такие модели можно применять до -60 °С. Он покрыт дополнительным слоем полимера, предотвращающим растрескивание на морозе.
Литера Т означает тропическое исполнение. Изоляция сделана из материалов, могущих работать при температурах до +85 °С и содержащих в своем составе антисептические и антибактериальные препараты. Эта изоляция также обладает способностью работать как при очень высокой, так и при очень низкой влажности окружающего воздуха, сохраняя свои высокие рабочие качества и в жарких пустынях, и в мангровых лесах.
Сочетание КОГ указывает на примененные жилы повышенной гибкости. Такие кабели позволяют протянуть их в самые замысловатые уголки собираемой конструкции. Кроме того, он обеспечивает повышенный комфорт для сварщика при выполнении сложных швов замысловатого рисунка.
Сочетание ВЧ означает адаптацию для токов высокой частоты. Такой провод будет отлично работать со сварочным инвертором, как бытовым, так и профессиональным.
Сочетание КГ означает повышенную водонепроницаемость. Таким проводом можно проводить работы и под водой. Для этого требуется обеспечить безупречную гидроизоляцию всех разъемов.
Сочетание ГН означает огнеупорность или негорючесть. Такие модели применяются при сварке « на горяче» в условиях промышленных предприятий, когда сварке подвергается термоообработанная (нагретая до температуры пластичности) заготовка.
Далее идет цифра 1, 2 или 3, обозначающая число жил. Затем через символ «х» указывается сечение токопроводящей жилы в квадратных миллиметрах.
Производители импортных сварочных кабелей используют собственные системы обозначений. В любом магазине, торгующем сварочным оборудованием, есть таблицы соответствия и заменимости отечественных и импортных моделей
Марки сварочного кабеля и их характеристики
Какие существуют сварочные кабели и в чем их отличия.
КГ
Это самый распространенный тип кабеля, который расшифровывается как «кабель гибкий». Он подходит для эксплуатации с постоянным током до 1000 Вт или с переменным до 600 В и частотой не выше 400 Гц. Провод используется для подключения инвертора к сети 220 или 380 В, а также присоединения держателя электродов и зажима массы.
КОГ1
В отличие от предыдущего кабеля, здесь используется более тонкий диаметр жил, поэтому шнур получается особо гибким. В результате радиус поворота у него меньше. Это особенно пригодится при сварке в труднодоступных местах, когда сварщику требуется завести руку с держателем под непривычным углом. Еще это практично во время работы на высоте, где принято наматывать кабель на руку (чтобы легче удерживать) — тогда петли не будут сильно выпирать по сторонам. В отличие от КГ, он рассчитан на пропуск 220 В с частотой 50 Гц.
КГН
Такой сварочный кабель с добавлением в маркировку буквы «Н» означает, что материал негорючий. Изоляционная оболочка выполнена из жаростойкого покрытия, выдерживающего температуру свыше 200 градусов. Этот провод пригодится, если приходится вести электросварку/резку буквально в условиях возгорания (нужды МЧС, ремонтные бригады на кораблях и т. д.). В бытовой и промышленной областях это практично, когда собираемая конструкция большая, и сварщику нужно перемещаться по только что сваренным участкам для продолжения работы.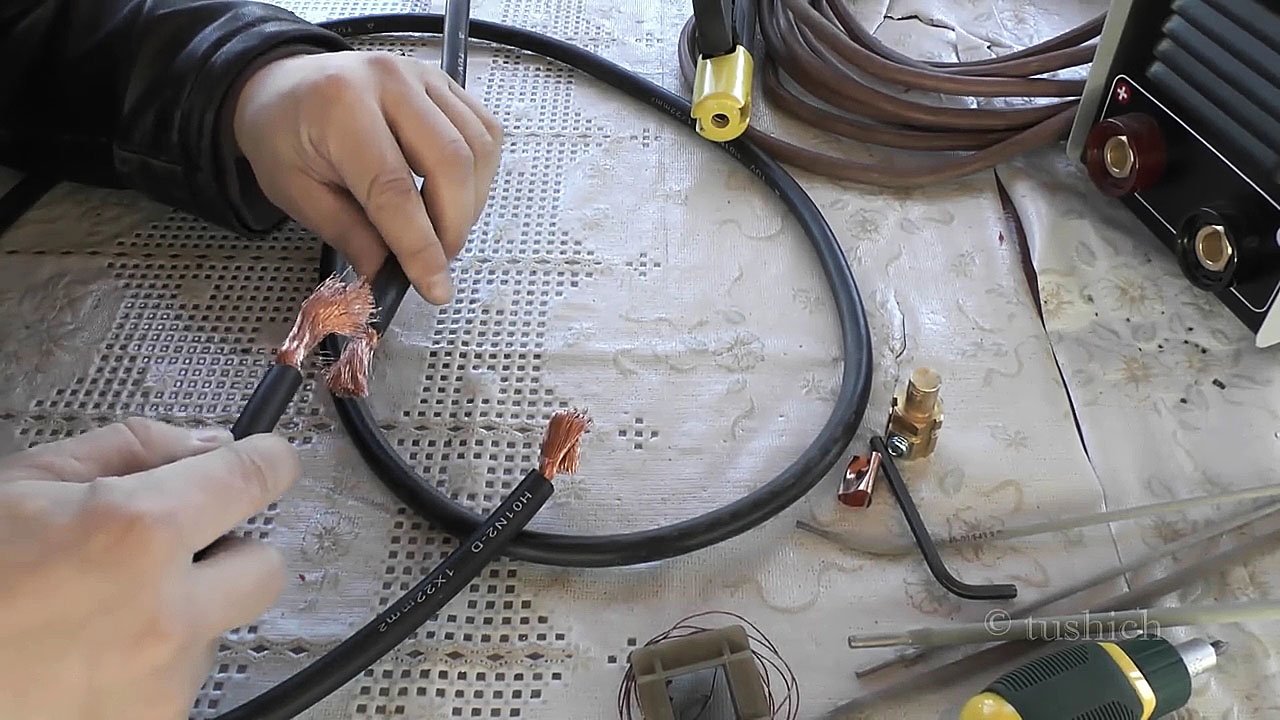 Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.
Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.
КГ-ХЛ
Индекс этого товара содержит буквы «ХЛ», подразумевающие разрешенную эксплуатацию на холоде. Для этого в состав добавлен специальный каучук. Он сохраняет гибкость при температуре до -60 градусов, поэтому особенно подойдет для работы в условиях крайнего Севера. Если Вам часто приходится вести сварку зимой на улице, то обратите внимание на продукцию с маркировкой КГ-ХЛ.
КПЭС
Это тип кабеля, где вместо жилы применяется спиралевидная трубка. Он рассчитан на пропуск внутри себя проволоки, для замыкания цепи и возбуждения электрической дуги. Проволока может быть как цельной, так и трубчатой, с флюсом внутри. Применяется кабель для сварки полуавтоматом. Цена кабеля зависит от внутреннего диаметра. Но полая конструкция содействует сокращению срока службы до 1.5 года. Такая электромагистраль способна передавать напряжение 42/48 В независимо от типа тока (переменный или постоянный). Применять низковольтную линию получится при температуре до -10 градусов.
Применять низковольтную линию получится при температуре до -10 градусов.
КВС
Кабель с обозначением КВС подразумевает наличие в изоляции полихлорвинила. Такая оболочка более устойчива к истиранию и подходит в случаях, когда сварщику требуется часто перемещаться, волоча кабель по полу. Изоляция поможет сохранить сердечник от оголения. Кабель выдерживает стабильную передачу напряжения 127-220 В. Температурный диапазон составляет -40…+40 градусов. Но ПВХ не имеет такой гибкости как каучук, поэтому для электродержателя он не подходит. Чаще всего провод ПВХ используют для подключения сварочного аппарат к розетке.
КГТ
Этот тип кабеля выдерживает температуру воздуха до +85 градусов, поэтому оптимален для эксплуатации в жаркой среде. Покрытие активно сопротивляется грибкам и плесени, и кабель подойдет для работы во влажных теплых условиях.
Особенности эксплуатации и правила подключения
Подключая провода кабеля к сварочному аппарату нужно соблюдать определенные правила.
Нужно соблюдать полярность. На многих источниках, не предусматривающих сварку обратной полярностью, размеры штекеров сделаны разными, и подключить кабели наоборот просто невозможно. Если же размеры штекеров одинаковые, нужно внимательно следить за их маркировкой.
Необходимо следить за сохранностью опрессовки разъемов и целостностью изоляции. Это входит в обязательную проверку оборудования перед началом работы. Работать кабелем с нарушенной изоляцией, разлохматившимися жилами категорически запрещено.
Видео
В сюжете — Выбираем длину и сечение кабеля на сварочный инвертор
В сюжете — Как подобрать максимально допустимую длину сварочных проводов и какой длины удлинитель можно использовать без потери напряжения
В продолжение темы посмотрите также наш обзор Как сделать магнитную массу для сварки
Источник
https://santekhnik-moskva.blogspot.com/2021/10/Kak-vybrat-kabel-dlya-svarochnogo-apparata.html
Какой тип проволоки вы используете для сварки MIG? – Welders Lab
Когда вы новичок в сварке, вам может показаться, что
подавляющий. Все, кажется, говорят в коде. Вам трудно выучить все
о нескольких типах сварки, которые вы можете выполнять. Сварка MIG кажется
самый простой для начинающих, самый удобный и самый близкий
с причинами, по которым вы учитесь сваривать.
Все, кажется, говорят в коде. Вам трудно выучить все
о нескольких типах сварки, которые вы можете выполнять. Сварка MIG кажется
самый простой для начинающих, самый удобный и самый близкий
с причинами, по которым вы учитесь сваривать.
Вы просмотрели множество различных учебных пособий и руководств. о том, как сварить и взял несколько классов.Вы чувствуете себя немного увереннее и начали учиться взламывать сложный код сварки словарь. К сожалению, осталась еще одна загадка!
Все говорят о проволоке MIG так, как будто это само собой разумеющееся, что вы понимаете, что это такое и как оно работает.
Вы видели такие термины, как катушка проволоки и приводные ролики, и все эти едва различимые числа продолжают возникать, но никто никогда не замедляется настолько, чтобы объяснить разницу между .Проволока 030 и .035 или то, что вы должны использовать для своих сварных швов!
Вот почему мы написали это полное руководство. Мы охватим все
из тех затяжных вопросов, которые у вас могут возникнуть относительно проволоки MIG. Мы идем по
различные размеры и типы проводов, их преимущества и недостатки, а также
когда использовать какой тип провода в вашем проекте.
Мы идем по
различные размеры и типы проводов, их преимущества и недостатки, а также
когда использовать какой тип провода в вашем проекте.
Мы также отвечаем на несколько оставшихся вопросов, которые часто спросил и остался без ответа. К тому времени, когда вы закончите наше руководство, вы будете знать все, что вам нужно знать, чтобы начать свой сварочный проект и смело покупайте и подавайте в свой сварочный аппарат нужную проволоку!
Какой тип проволоки вы используете для сварки MIG?
При выборе крайне важно выбрать высококачественную проволоку для сварки MIG.
Эти проволоки гораздо более терпимы к ошибкам в технике, которые могут быть допущены новичками, и они обеспечивают очень прочный сварной шов в далеко не идеальных условиях.
Например, если новичок не полностью очистил свою пластину, а загрязнения на поверхности остались, правильная проволока MIG может решить эту проблему.
Правильная проволока для сварки MIG также обеспечит более высокую точность при размещении проволоки и большую согласованность в целом, поэтому вам не придется повторять свою работу несколько раз.
Размеры проволоки для сварки MIG
Существует несколько различных размеров проволоки для сварки MIG. Большинство сварочных аппаратов MIG поставляются с рулоном порошковой проволоки, поэтому вам потребуется купите специализированную проволоку MIG для этого вида сварки. Как хорошее практическое правило, более толстая проволока лучше подходит для более толстого металла и наоборот.
Для получения сварных швов более высокого качества вы, вероятно, обнаружите, что увеличение мощности машины на тонкой проволоке, а затем снижение ее до очень низкой настройки для более толстой проволоки приведет к получению наилучших возможных сварных швов.
Вот некоторые рекомендации по выбору толщины проволоки, но просто убедитесь, что вы проверили дверцу внутри сварочного аппарата MIG (или руководство пользователя), чтобы убедиться, что вы следуете их конкретным рекомендациям.
Размер проволоки:
- Проволока 0,23 дюйма – Эта проволока предназначена для очень маленьких сварочных аппаратов. Обычно он используется для сварки тонколистового металла толщиной от 24 до 16 калибра.
- Проволока 0,3 дюйма – Эта проволока обычно входит в комплект поставки сварочного аппарата MIG.Это отличный вариант для сварки листового металла толщиной до 1/8 дюйма.
- Проволока 0,35 дюйма – Эта проволока подходит для сварки металлов толщиной до ¼ дюйма, поэтому, вероятно, это лучший выбор для начинающих.
- Проволока 0,045 дюйма – Эта проволока лучше всего подходит для толстых металлов толщиной ¼ дюйма или более. Это то, что вы использовали бы для промышленной сварки.
 Обычно он используется для сварки тонколистового металла толщиной от 24 до 16 калибра.
Обычно он используется для сварки тонколистового металла толщиной от 24 до 16 калибра.Типы проволоки для сварки MIG
Существует 2 основных типа проволоки. Проволока порошковая и сплошная электродная проволока.Каждый из них имеет свои преимущества и недостатки.
№1 Порошковая проволока
Порошковая проволока Электроды предназначены для газовой и самозащитной
сварочные проекты. Газозащитный провод нуждается во внешнем защитном газе, и
самозащиты нет. Обычно при сварке МИГ для начинающих используются самозащитные
провода.
Обычно при сварке МИГ для начинающих используются самозащитные
провода.
Гриппосодержащее покрытие затвердевает на проводах в газовой среде быстрее, чем расплавленный сварочный материал. Это создает полку, которая будет удерживать сварочную ванну, когда вы используете вертикальное или надземное положение для сварки.
Эти экземпляры отлично подходят для сварки флюсовыми проволоками в среде защитного газа, поскольку в них чаще всего используются более толстые металлы. Эта проволока облегчает удаление шлака.
Самозащитные провода не нуждаются во внешнем защитном газе. Этот электрод защищает сварочную ванну, так как при горении флюсовой проволоки выделяется газ.
Этот тип провода имеет собственный защитный экран, поэтому ему не нужен внешний бензобак. Это делает его очень портативным и более простым в обращении.
Порошковые проволочные электроды имеют ряд реальных преимуществ.Они
допускают более высокую скорость осаждения. Они хорошо работают в ветреную погоду и
наружные настройки. Они могут сделать FCAW возможным в любом положении, используя правильный
наполнительные материалы. Они также создают очень чистый и надежно прочный сварной шов.
Они могут сделать FCAW возможным в любом положении, используя правильный
наполнительные материалы. Они также создают очень чистый и надежно прочный сварной шов.
Однако с этим сварным швом есть несколько проблем. Они не застрахованы от возможности создания неполного сплавления, которое существует при любой сварке. Они также уязвимы для трещин в сварном шве или проникновения шлака. Иногда они могут расплавить ваш контактный наконечник.
Если электрод проводит слишком много времени в контакте с основным металлом, его наконечник сплавится с основанием. Это также может привести к высокому уровню пористости, если газ не сможет выйти из сварного шва до того, как металл затвердеет.
#2 Электроды из сплошной проволоки
При сварке методом МИГ обычно используются электроды из сплошной проволоки. Это требует
защитный газ, поступающий из газового баллона под давлением. Большую часть времени,
в качестве газа используется аргон или смесь 75%/25% аргона и гелия. Это экранирование
газ защитит расплавленную сварочную ванну от любых загрязнений, обнаруженных в
атмосферу во время сварки.
Эти электроды обычно изготавливаются из мягкой стали, покрывается медью. Медное покрытие предотвращает окисление и помогает электрическому проводимость. Это также увеличивает срок службы сварочных контактных наконечников.
Сплошная проволока — отличный выбор при работе с более тонкими материалами, такими как листовой металл. Они надежно создают чистые, прочные сварные швы. Однако эти провода плохо работают на ветру.
Совет: Воздействие защитного газа на ветер может нарушить целостность и прочность сварного шва.
Какая сварочная проволока мне нужна?
Вышеприведенные рекомендации по размерам дали вам немного справки для типа провода, который вам нужно будет использовать для различных проектов. Это важно чтобы тщательно выбрать провод и избежать некоторых распространенных ошибок.
При сварке MIG низкоуглеродистой стали модели ER70S-3 и ER70S-6
от Линкольна являются наиболее распространенными вариантами. Эти провода спроектированы так, чтобы
выдерживать 70 000 фунтов на квадратный дюйм прочности на растяжение.
Эти провода спроектированы так, чтобы
выдерживать 70 000 фунтов на квадратный дюйм прочности на растяжение.
ER70S-3 обычно выбирают, когда вы работаете с чистым материалом, не содержащим масла или ржавчины.Это отличный выбор, чтобы избежать островков кремния, которые часто образуются поверх сварных швов и придают им стеклянный вид.
Этих островков следует избегать любой ценой, потому что с них будут отслаиваться слои краски, а при сварке, требующей нескольких проходов, они будут отображаться на рентгеновских снимках как проникновение шлака и потребуют доработки сварного шва, поскольку они являются дефектами.
Если вы работаете с листом, имеющим прокатную окалину или поверхностные загрязнения, используйте вместо него проволоку ER70S-6. Этот провод фактически включает раскислитель в проводку, чтобы предотвратить эти проблемы.Раскислитель поглощает новый кислород, позволяя ему испаряться в дугу вместо образования оксидов накипи.
Эта проволока также лучше подходит для переходных работ и создает плавный переход от основного металла к сварному шву. Эти промывки (или врезки) могут потребоваться в любом сварочном проекте, который подвержен усталости.
Эти промывки (или врезки) могут потребоваться в любом сварочном проекте, который подвержен усталости.
Убедитесь, что выбранный вами провод имеет постоянный химический состав. Это обеспечит более стабильную производительность. Это также обеспечивает более стабильную руку с большим контролем качества.
Это позволяет новым сварщикам настроить, а затем забыть свои процедуры вместо того, чтобы постоянно перенастраивать их для учета различий в химическом составе.
При сравнении проводов обычно определяется лучший выбор по типу сварочных работ, которые вы выполняете, и месту, где вы находитесь делать работу. Оба типа проволоки позволяют создавать прочные сварные швы с красивыми бисероплетение, когда применяется правильная техника.
Более толстые металлы и наружные работы, как правило, лучше работают с флюсовым сердечником сварные швы, в то время как для более тонких металлов и наружных работ подойдет сплошная проволока электроды.
Электроды из сплошной проволоки, которые используются для сварки MIG, менее
портативны, чем порошковые проволоки, но они также более щадящие
методы. Оба варианта просты в использовании, как только вы освоите их, но сварка MIG
намного доступнее.
Переключение размеров проводов — используйте с осторожностью
Постоянный диаметр провода жизненно важен для правильного тока переход от контактного наконечника к проводу. Если ваш провод меньшего размера, он может вызвать искрение между внутренним диаметром наконечника и проводом.Это будет разрушить внутренний диаметр верхней части и в конечном итоге привести к ее сплавлению с вашим провод. С другой стороны, проволока слишком большого размера вызовет чрезмерное усилие подачи, заблокировать наконечник, что в конечном итоге приведет к простоям и проскальзыванию проволоки.
Качественная проволока получается гладкой, без изменений диаметра или литья, когда концы проволоки соединяются стыковыми сварными швами. Эти места в вашей катушке или катушке являются наиболее частой причиной изменения диаметра проволоки или отливки, когда речь идет о сварных швах MIG более низкого качества.
Со временем это влияет на отложение до 8 %, поэтому убедитесь, что ваш производитель проверил 100 % проволоки с помощью лазерного микрометра.
Если вы используете стержневой электрод, порошковую проволоку, точечный сопротивлением или дуговой сваркой под флюсом, то вам, возможно, придется переключаться туда и обратно к проволоке MIG для получения дополнительных преимуществ.
К преимуществам проволочных переключателей относится сварка с меньшим очистить, потому что нет шлака, независимо от того, сколько проходов вам нужно сделать. Они также не требуют от оператора большого мастерства, поэтому новички найти это полезным.
Использование процесса тандемной сварки MIG с двумя проволоками MIG позволяет более низкое тепловложение, чем у дуги под флюсом, и более низкое искажение. Это больше универсален и может использоваться на различных материалах, независимо от прочность металла или содержащихся в нем сплавов.
Проволока MIG позволяет выполнять сварку во всех положениях, что
означает, что у вас будет меньше приспособлений для обработки и более низкие затраты. Он использует более низкое тепло
ввод, чтобы у вас не было столько искажений или прожогов в готовом
сварные швы.Он также имеет высокий рейтинг эффективности электрода от 97 до 97 процентов!
Он использует более низкое тепло
ввод, чтобы у вас не было столько искажений или прожогов в готовом
сварные швы.Он также имеет высокий рейтинг эффективности электрода от 97 до 97 процентов!
Сплошная проволока для сварки MIG обычно лучше укладывается, чем порошковая проволока. Это влияет на способность вашей проволоки выходить из контактного наконечника вашего сварочного аппарата в одном и том же месте каждый раз для точного размещения.
Это важно, когда речь идет об автоматизированной сварке материалов. Когда вы сравниваете провода в стыке, ищите постоянный гипс.
Замена проволоки для сварки MIG может быть полезной для вашего сварочного проекта. Они может повысить вашу производительность, уменьшить количество дыма во время сварки, сэкономить деньги и исправить вопросы качества.При этом важно сделать это правильно.
Различные типы проводов могут иметь разную полярность. Это повлияет на весь процесс сварки. Проволока, работающая с положительной полярностью электрода (EP), обычно имеет больше тепла сварочной дуги на основном материале.
Обеспечивает более глубокое проникновение. И наоборот, электрод с отрицательной (EN) полярностью использует тепло дуги для самой проволоки. Это приводит к тому, что ваша проволока сгорает быстрее, но также обеспечивает более высокую скорость осаждения.
Всегда используйте правильную настройку полярности для вашего провода. Подумайте, в каком режиме ваш провод работает лучше всего, потому что вам может понадобиться изменить ваше снаряжение или ваши жала. Скорость подачи проволоки и напряжение затронутый. Вы также хотите рассмотреть свой космос. Большие катушки и барабаны потребуют большей площади сварочной камеры и зона хранения.
Вы также должны определить, нужно ли вам менять расходные материалы и оборудование при замене провода. Сварочная трубка, приводные ролики, вкладыши и контактные наконечники зависят от используемой проволоки.
Если вам нужна другая полярность или процесс, вы также можете
нужно потреблять больше энергии. Этот ток можно найти при сварке с большей силой тока. пушки, которые работают, чтобы устранить дополнительное тепло и не будут повреждены от
перегрев.
пушки, которые работают, чтобы устранить дополнительное тепло и не будут повреждены от
перегрев.
При выборе приводного ролика также учитывайте размер и тип проволоки. Проволока с флюсовой и металлической сердцевиной, как правило, мягче, поэтому для них требуется приводной ролик с накаткой.
Этот приводной ролик может захватывать проволоку и проталкивать ее зубьями, обеспечивая равномерную подачу.Эти ролики с накаткой никогда не следует использовать со сплошной проволокой, потому что зубья срежут проволоку и забьют вкладыш. Для сплошной проволоки используйте приводной ролик с гладкими V-образными канавками.
Для повышения производительности может потребоваться заменить контактные наконечники новым проводом. Размер контактного наконечника должен соответствовать размеру проволоки, чтобы не возникало проблем со стабильностью дуги. Несоответствие проволоки и наконечников также может привести к заусенцам и обрывам проволоки. Переключение проводов может увеличить диаметр вашего провода, что потребует большего размера контактного наконечника.
Кабельные вкладыши также зависят от вашего провода. Размер вкладыша должен соответствовать диаметру провода. Если ваш вкладыш слишком большой, это может привести к сварке. проволока, чтобы двигаться и скользить. Это приводит к гнездованию птиц и неустойчивому проводу. подача, что, в свою очередь, вызывает нестабильную дугу. Если лайнер недостаточно большой, проволока не проходит, что также создает проблемы с подачей проволоки.
Вам также может понадобиться сменить защитный газ. Неправильно газ для проволоки может вызвать дефекты и плохое качество сварки, что потребует от вас доработать сварной шов.Например, если вы переходите со сварки MIG, в которой используется сплошной проволоки для импульсного процесса MIG, в котором используется проволока с металлическим сердечником, вам потребуется увеличить процентное содержание аргона в вашей защитной газовой смеси по крайней мере 90%.
Часто задаваемые вопросы
Вот несколько оставшихся вопросов, которые задавали люди
этот конец p в основном остается без ответа.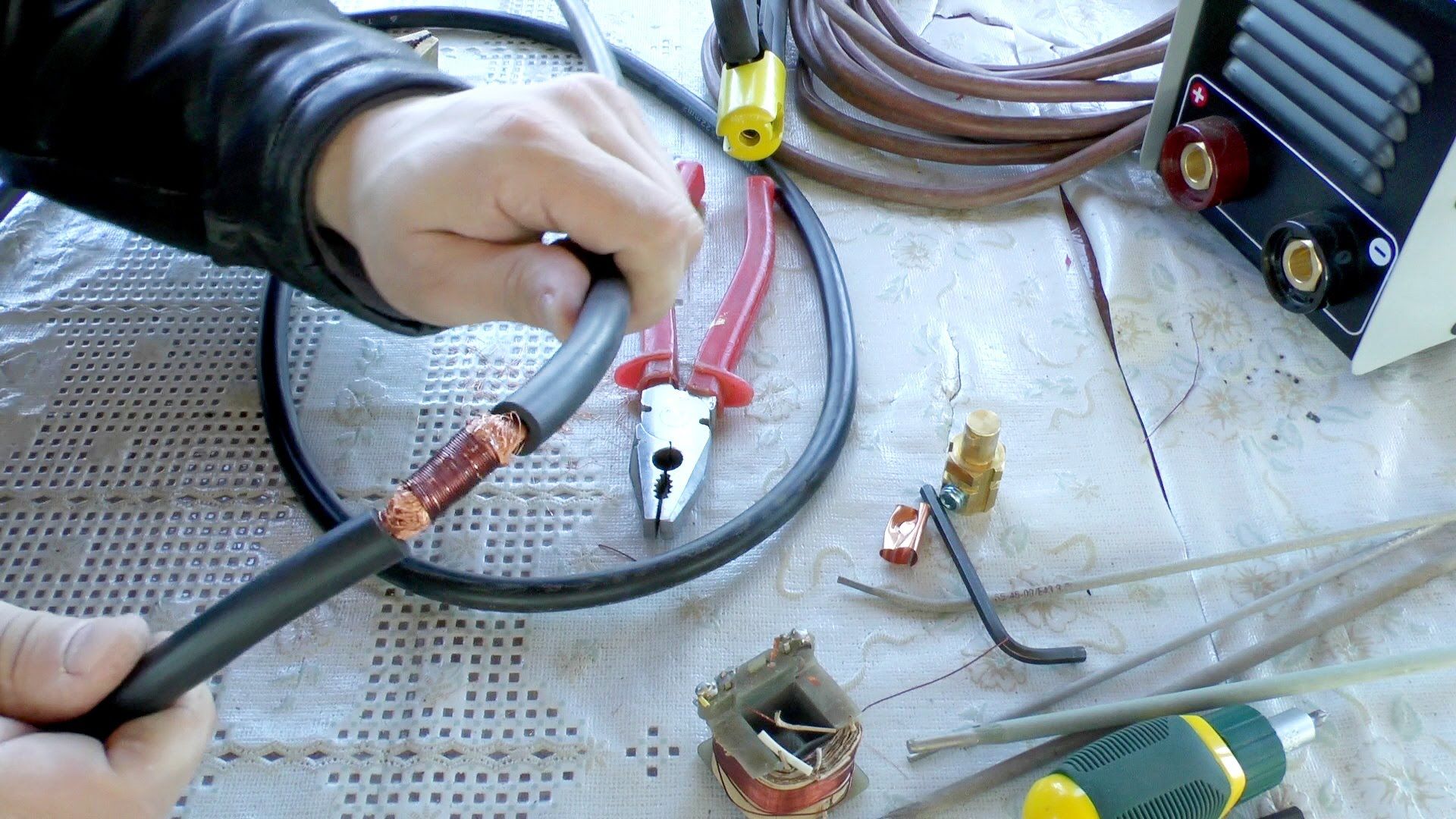 Надеюсь, это покрывает последний из
информацию, которую вы ищете, прежде чем начать свой проект.
Надеюсь, это покрывает последний из
информацию, которую вы ищете, прежде чем начать свой проект.
Из какого металла изготавливается проволока MIG?
Проволока для сварки MIG обычно изготавливается из мягкой стали.Он покрывается медное покрытие.
Почему проволока для сварки MIG имеет медное покрытие?
Проволока MIG покрыта медной пластиной для замедления процесс окисления (или ржавчины) в проволоке и основном металле. Это покрытие также уменьшает износ контактной поверхности и обеспечивает прочную электрическая проводимость.
Это медное покрытие никогда не должно отслаиваться или оставлять следы. В противном случае он засорит кабель подачи проволоки или сварочный пистолет.
Слой меди в покрытии должен быть достаточно низким, чтобы свести к минимуму выделение паров меди и отслаивание при сварке.
Заключение
Теперь, когда вы ознакомились с нашим руководством, вы должны точно знать, какой тип провода и когда использовать.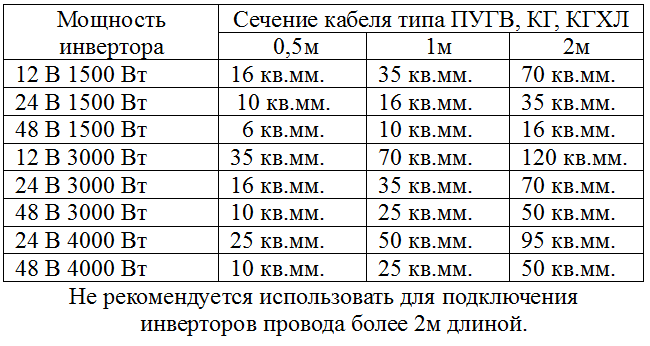
Вы узнали о различных типах и размерах, когда их использовать, когда переключаться между ними, а также о преимуществах и недостатках каждого типа.
Теперь вы готовы взять сварочный аппарат и приступить к сварке MIG!
4 совета по правильному выбору сварочной проволоки
josadmin | 4 мая 2016 г.Сварочная проволока играет важную роль в прочности сварки MIG и, в частности, в прочности сварных соединений.Хотя с помощью сварки MIG можно комбинировать любое количество различных металлов или металлических сплавов, прочность и долговечность этих сварных соединений зависят от проволоки. Хотя лучшая проволока для работы зависит от используемых металлов, есть несколько советов, которые следует учитывать при выборе сварочной проволоки.
4 совета по выбору сварочной проволоки
- Определите ваши металлы. Несмотря на то, что при сварке MIG могут использоваться различные металлы, наиболее распространенными являются три: углеродистая сталь, нержавеющая сталь и алюминий. Эти основные металлы, как их называют, влияют на состав и толщину сварочной проволоки.
- Подберите провод. В идеале сварочная проволока должна быть из металла того же типа, что и металл, который будет сваривать. Металлы из нержавеющей стали следует использовать с проволокой из нержавеющей стали, углеродистую сталь с проволокой из углеродистой стали и т. д. Имейте это в виду и при выборе сварочной проволоки обращайте внимание на основной металл проволоки.
- Нет необходимости избегать смешанных металлов в пользу чистых металлов. Нередко в проволоке MIG наряду с металлом есть дополнительные элементы. Такие элементы, как марганец, кремний и титан, часто добавляют в проволоку, чтобы сделать сварные швы более прочными, более стабильными и менее пористыми или склонными к окислению. Совершенно нормально, а иногда и предпочтительнее выбирать провод, в котором есть эти дополнительные элементы.
- Обратите внимание на толщину. Толщина основного металла определяет толщину проволоки, которую вы будете использовать. Сверьтесь с таблицами толщины проволоки на упаковке изделий из проволоки, чтобы определиться с выбором.Имейте в виду, что существует диапазон толщин, которые будут работать для стандартных диаметров проволоки, поэтому вам не нужно знать точный калибр свариваемых пластин.
Найдите сварочную проволоку, необходимую для вашего проекта, в Josef Gas
Josef Gas — единственный источник, который вам нужен для сварки. У нас есть сварочное оборудование, сварочный газ и присадочные материалы, такие как сварочная проволока, для завершения любого проекта. Вы найдете все ведущие бренды, такие как Lincoln, ESAB, Avesta и Harris, в одном месте! Посетите нашу страницу «Сварочное оборудование», чтобы узнать, что у нас есть на складе, или свяжитесь с нами по телефону 416.658.1212 или [email protected], чтобы обсудить потребности вашего проекта сегодня!
Оборудование для сварки MIG — TWI
Отредактировано Джеффом Мелтоном
Процесс MIG представляет собой универсальный метод сварки, который подходит как для тонколистовых, так и для толстых профилей. Он способен к высокой производительности, но качество сварных швов может быть поставлено под сомнение. Для получения качественных сварных швов сварщики должны хорошо знать требования к оборудованию, а также полностью осознавать важность правильной установки и обслуживания составных частей.
Он способен к высокой производительности, но качество сварных швов может быть поставлено под сомнение. Для получения качественных сварных швов сварщики должны хорошо знать требования к оборудованию, а также полностью осознавать важность правильной установки и обслуживания составных частей.
Основное оборудование
В MIG дуга образуется между концом проволочного электрода малого диаметра, подаваемого с катушки, и заготовкой. Компоненты основного оборудования:
- источник питания
- Система подачи проволоки
- кабелепровод
- пистолет
Дуга и сварочная ванна защищены от атмосферы газовой защитой. Это позволяет использовать оголенный провод без флюсового покрытия (требуется MMA). Однако отсутствие флюса для «зачистки» поверхностного оксида предъявляет к сварщику повышенные требования по очистке зоны соединения непосредственно перед сваркой.Это можно сделать с помощью проволочной щетки для относительно чистых деталей или ручной шлифовальной машины для удаления ржавчины и окалины. Другой важной частью оборудования является кусачки для обрезки конца электродной проволоки.
Другой важной частью оборудования является кусачки для обрезки конца электродной проволоки.
Источник питания
MIG обычно работает от источника постоянного тока. Источник называется источником питания с плоской или постоянной характеристикой напряжения, что относится к соотношению напряжение/сварочный ток. В MIG сварочный ток определяется скоростью подачи проволоки, а длина дуги – уровнем напряжения источника питания (напряжением холостого хода).Скорость выгорания проволоки регулируется автоматически при любых незначительных изменениях расстояния между горелкой и заготовкой, скорости подачи проволоки или токосъема контактного наконечника. Например, если дуга на мгновение укорачивается, напряжение дуги снизится, а сварочный ток на мгновение увеличится, чтобы прожечь проволоку и сохранить заданную длину дуги. Обратное произойдет, чтобы противодействовать мгновенному удлинению дуги.
Доступен широкий спектр источников питания, режим переноса металла может быть:
Низкий сварочный ток используется для тонкостенного материала или сварки в вертикальном положении. Расплавленный металл переносится на заготовку по проволоке, погружаемой в сварочную ванну. Поскольку параметры сварки варьируются от 100А\17В до 200А\22В (для проволоки диаметром 1,2 мм), источники питания обычно имеют номинальный ток до 350А. Индуктивность цепи используется для контроля броска тока, когда проволока погружается в сварочную ванну (это основная причина разбрызгивания). Современные электронные источники питания автоматически настраивают индуктивность для обеспечения плавного перехода дуги и металла.
Расплавленный металл переносится на заготовку по проволоке, погружаемой в сварочную ванну. Поскольку параметры сварки варьируются от 100А\17В до 200А\22В (для проволоки диаметром 1,2 мм), источники питания обычно имеют номинальный ток до 350А. Индуктивность цепи используется для контроля броска тока, когда проволока погружается в сварочную ванну (это основная причина разбрызгивания). Современные электронные источники питания автоматически настраивают индуктивность для обеспечения плавного перехода дуги и металла.
При переносе металла распылением металл переносится в виде брызг мелких капель, при этом проволока не касается сварочной ванны.Уровень сварочного тока, необходимый для поддержания дуги без короткого замыкания, должен быть выше минимального порогового уровня; напряжение дуги выше, чтобы кончик проволоки не касался сварочной ванны. Типичные параметры сварки для проволоки диаметром 1,2мм находятся в пределах от 250А\28В до 400А\35В. Для высоких скоростей наплавки источник питания должен иметь гораздо большую силу тока: до 500А.
Импульсный режим обеспечивает перенос металла распылением при уровне тока ниже порогового.Импульсы сильного тока с частотой примерно от 25 до 200 Гц используются для отделения капель в качестве альтернативы погружению. Поскольку управление дугой и переносом металла требует тщательной настройки параметров импульса и фона, требуется более сложный источник питания. Синергетические импульсные источники питания MIG, которые представляют собой усовершенствованные источники питания с транзисторным управлением, предварительно запрограммированы таким образом, что правильные параметры импульса выдаются автоматически, когда сварщик изменяет скорость подачи проволоки.
Диапазоны сварочного тока и напряжения дуги для выбранных диаметров проволоки при переносе металла погружением и распылением:
| Диаметр проволоки (мм) 2 | DIP Transfer 2 1 83 Ток (а) 2 3 напряжение (V) Текущий (а) Напряжение (В) | 0. | 6 30 — 80 | 15 — 18 | 0,8 | 45 — 180 | 16 — 21 | 150 — 250 | 25 — 33 | 1,0 | 70 — 180 | 17 — 22 | 230 — 300 | 26 — 35 | 1,2 | 100 — 200 | 17 — 22 | 250 — 400 | 27 — 35 | 1,6 | 120 — 200 | 18 — 22 | 250 — 500 | 30 — 40 | |
|---|
Система подачи проволоки
Производительность системы подачи проволоки может иметь решающее значение для стабильности и воспроизводимости сварки MIG.Поскольку система должна обеспечивать плавную подачу проволоки, следует уделить внимание подающим роликам и вкладышам. Существует три типа систем подачи:
- прижимные ролики
- двухтактный
- Катушка на пистолет
Традиционная система подачи проволоки обычно имеет набор роликов, один из которых имеет канавки, а другой имеет плоскую поверхность. Давление ролика не должно быть слишком большим, иначе проволока деформируется и вызовет плохой захват тока в контактном наконечнике. При использовании проволоки с медным покрытием слишком высокое давление ролика или использование роликов с накаткой увеличивает риск отслаивания покрытия (что приводит к скоплению меди в контактном наконечнике).Для подачи мягкой проволоки, такой как алюминий, следует использовать системы с двойным приводом, чтобы избежать деформации мягкой проволоки.
Давление ролика не должно быть слишком большим, иначе проволока деформируется и вызовет плохой захват тока в контактном наконечнике. При использовании проволоки с медным покрытием слишком высокое давление ролика или использование роликов с накаткой увеличивает риск отслаивания покрытия (что приводит к скоплению меди в контактном наконечнике).Для подачи мягкой проволоки, такой как алюминий, следует использовать системы с двойным приводом, чтобы избежать деформации мягкой проволоки.
Алюминиевая проволока малого диаметра, 1 мм и меньше, более надежно подается с помощью двухтактной системы. Здесь в сварочном пистолете находится второй набор роликов, что значительно облегчает протягивание проволоки через канал. Недостатком этой системы являются увеличенные размеры орудия. Проволоку малого диаметра также можно подавать с помощью небольшой катушки, установленной непосредственно на пистолете. Недостатками этого являются увеличенный размер, громоздкость пистолета и более высокая стоимость проволоки.
Канал
Трубопровод может иметь длину до 5 м и для облегчения подачи должен быть максимально коротким и прямым. (Для большей длины кабелепровода можно установить промежуточную двухтактную систему). Он имеет внутренний вкладыш, изготовленный либо из спирально намотанной стали для жестких проводов (сталь, нержавеющая сталь, титан, никель), либо из ПТФЭ для мягких проводов (алюминий, медь).
Пистолет
Помимо направления проволоки в стык, сварочная горелка выполняет две важные функции — передает сварочный ток на проволоку и подает газ для защиты дуги и сварочной ванны.
Существует два типа сварочных горелок: с воздушным и водяным охлаждением. Пистолеты с «воздушным» охлаждением используют защитный газ, проходящий через корпус для охлаждения сопла, и имеют ограниченную пропускную способность по току. Они подходят для легкой работы. Хотя пистолеты с воздушным охлаждением доступны с номинальным током до 500 А, пистолеты с водяным охлаждением предпочтительнее для высоких уровней тока, особенно при высоких рабочих циклах.
Сварочный ток передается на проволоку через контактный наконечник, отверстие которого немного превышает диаметр проволоки.Диаметр отверстия контактного наконечника для провода диаметром 1,2 мм составляет от 1,4 до 1,5 мм. Поскольку слишком большой диаметр отверстия влияет на токосъем, необходимо регулярно осматривать наконечники и заменять их, как только замечается чрезмерный износ. Контактные наконечники из медного сплава (добавки хрома и циркония), более твердые, чем чистая медь, имеют более длительный срок службы, особенно при использовании распылительного и импульсного режимов.
Расход газа устанавливается в зависимости от диаметра сопла и расстояния между пистолетом и заготовкой, но обычно составляет от 10 до 30 л/мин.Сопло необходимо регулярно очищать, чтобы предотвратить чрезмерное накопление брызг, которое создает пористость. Спрей против брызг может быть особенно эффективен при автоматической и роботизированной сварке, поскольку ограничивает количество брызг, прилипающих к соплу.
Средства защиты
Рекомендуемый номер затемнения фильтра для сварки MIG/MAG:
| Shade Number | 9 сварки тока|||
|---|---|---|---|
| Mig Light Metal 2 | MAG | ||
| 8 | до 70 | — | до 70 |
| 9 | 70 — 125 | до 125 | 70 — 100 |
| 10 | 125 — 175 | 125 — 175 | 100 — 150 |
| 11 | 175 — 250 | 175 — 225 | 150 — 225 |
| 12 | 250 — 350 | 225 — 300 | 225 — 400 |
| 13 | 350 — 450 | 300 — 400 | 400 — 600 |
| 14 | 450 — 500 | 400 — 500 | свыше 600 |
| 15 | более 500 | более 500 | — |
Дополнительная информация
Дополнительную информацию о номерах оттенков см. в EN 169:2002.
Рекомендуемые номера оттенков для микроплазменной и плазменной сварки см. в разделе «Оборудование для плазменной сварки».
Эта статья о вакансиях была первоначально опубликована в журнале Connect за февраль/март 1996 г. Она была обновлена, поэтому веб-страница больше не отражает точно печатную версию.
ШТРЕКЕР | Многожильный провод и кабели | Машины для стыковой сварки проволоки
STRECKER предлагает широкий ассортимент машин для сварки канатов и кабелей серий SE, PA, MS и MK.
Сварочные аппараты SE предназначены для эффективного соединения многожильных проводов и токопроводящих кабелей сечением от 25 до 1200 мм² из алюминия или меди с помощью труб. Мы указываем точные зажимные губки, необходимые для каждого размера или конфигурации. Это означает, что даже при минимально возможных однопроводных установках мы отвечаем самым высоким требованиям, например, для автомобильной промышленности. Эти машины также устанавливаются перед экструдерными линиями, так как оптимальные результаты сварки с минимальным утолщением обеспечивают плавный рабочий процесс. Можно сваривать даже проволочные канаты разного диаметра. В результате получается однородное соединение без пор и заусенцев.
Можно сваривать даже проволочные канаты разного диаметра. В результате получается однородное соединение без пор и заусенцев.
PA привлекают внимание своим эффективным дизайном и конструкцией. Ручное зажимное устройство с оптимизированной эргономикой является основой этой прочной, но при этом недорогой версии.
В сварочных аппаратах SE, а также PA концы троса или троса вставляются в трубку из керамики или графита до соприкосновения концов. Керамика является материалом первого выбора здесь.Как правило, мы используем графитовые трубы от > 400 мм² (версия G).
После начала процесса сварки два конца свариваются вместе под действием протекающего тока и приложенной силы осадки. При необходимости проводится предварительный нагрев для достижения оптимального температурного профиля. После завершения сварки труба разрывается. Поверхность в месте сварки без заусенцев, чистая, гладкая и лишь незначительно утолщается.
Эксплуатация сварочных аппаратов STRECKER проста в освоении. Пневматическое сварочное зажимное устройство входит в стандартную комплектацию, начиная с SE12, и отвечает самым высоким требованиям с точки зрения удобства и эргономики (то же относится и к PA100-SE). Давление высадки тогда также пневматическое. Компактная и надежная конструкция станка с интуитивно понятным управлением для оператора предназначена для промышленного использования на производстве.
Пневматическое сварочное зажимное устройство входит в стандартную комплектацию, начиная с SE12, и отвечает самым высоким требованиям с точки зрения удобства и эргономики (то же относится и к PA100-SE). Давление высадки тогда также пневматическое. Компактная и надежная конструкция станка с интуитивно понятным управлением для оператора предназначена для промышленного использования на производстве.
предназначены для больших сечений, высочайшего качества и документально подтвержденной воспроизводимости с канатами и кабелями сечением до 2500 мм² из алюминия или меди.Мы отвечаем самым высоким требованиям для наименьших возможных однопроволочных установок, приложений класса 2-6, а также для высокопрочных сплавов. Даже стальные канаты разного диаметра можно сваривать с минимальной зоной термического влияния. Заусенец удаляется в сварочном зажимном приспособлении и захватывается в машине. В результате получается однородное, очень тонкое соединение без пор и заусенцев.