Сварка металлов в вакууме
| Сварка металлов в вакууме |
| Вакуумные установки — Применение вакуума в металлургии |
Сварка в камере с контролируемой атмосферой. Простейший способ применения вакуума состоит в том, что полость сварочной камеры скачивается до давления ~ 5. 10-3 мм рт. ст., после чего камера заполняется аргоном под давлением 1 атм. В атмосфере аргона производится ручная дуговая сварка узлов из титана, его сплавов и других активных металлов и сплавов. Геометрия швов при сварке изделий из титана в камере несколько отлична от геометрии швов, полученных обычной аргоно-дуговой сваркой: ширина шва увеличена, глубина проплавления на 10—15% меньше. Недостатки такого метода — большой расход аргона, а также значительные затраты времени на откачку воздуха из камеры. Диффузионная сварка.Этим способом можно сваривать как однородные, так и разнородные металлы, сплавы и неметаллические материалы, которые трудно или невозможно сваривать другими способами. Большой экономический эффект получают при сварке стали и алюминия, титана и стали, чугуна и стали, металлокерамики и стали. Этот способ соединения основан на использовании взаимной диффузии атомов или молекул в поверхностных слоях соединяемых веществ в условиях вакуума при нагреве их выше температуры рекристаллизации одного или нескольких компонентов свариваемых тел без расплавления поверхностей металла. При достижении заданной температуры соединяемые элементы по поверхности их соприкосновения подвергаются сжатию без пластической деформации. Соединение в результате диффузии происходит при максимальном сближении чистых поверхностей деталей без применения припоев, флюсов и электродов. Диффузионную сварку в вакууме можно производить либо непосредственным соединением металла с металлом, либо соединением металла с металлом через промежуточную прокладку из другого материала — так называемый подслой. Металлы можно соединять с керамическими материалами также с применением промежуточной прокладки. Диффузионная сварка — один из наиболее перспективных методов для получения соединений титана и его сплавов, равнопрочных основному материалу. Преимущества метода: вакуум, создаваемый в камере сварки, не дает возможности титану) активно реагировать с элементами, увеличивающими хрупкость шва; отпадает необходимость защиты аргоном, которая удорожает процесс! сварки; температура сварки 0,7—0,8 от температуры плавления свариваемых металлов, т. е. материалы не доводятся до расплавления при сварке, что; уменьшает возможность растворения кислорода и водорода в титане. Сравнительно невысокая температура сварки и небольшие удельный давления в значительной степени снижают внутренние остаточные напряжения, что предотвращает образование трещин. Для сварки детали помещают в камеру, в которой создается давление — 5•1O-4 мм. рт. ст., нагревают до определенной температуры и сдавливают. Диффузионное соединение можно успешно применять для герметизации металлокерамических электровакуумных приборов при бесштенгельной откачке до давлений порядка 10-9—10~10 мм рт. ст. Применение диффузионного соединения позволяет отпаивать приборы в горячем состоянии при 600—700° С. Это весьма важно, так как в момент отпаивания вакуум не ухудшается, а после охлаждения становится лучше на 1,5—2 порядка. Электроннолучевая сварка. Электроннолучевая сварка при большой концентрации энергии дает возможность сваривать стали и сплавы толщиной 40—50 мм без разделки кромок и подачи дополнительного металла. При этом расход энергии снижается в 5—10 раз по сравнению с другими методами сварки. При проведении электроннолучевой сварки место сварки подвергают интенсивной бомбардировке быстролетящими электронами в высоком вакууме. Во время электронной бомбардировки большая часть энергии выделяется в видетепла, используемого для расплавления металла при сварке.
|

 При этом не возникает дополнительных источников газоотделения и испарения металла.
При этом не возникает дополнительных источников газоотделения и испарения металла. Электронный луч образуется в вакуумной камере с помощью электронной пушки. Сварочная установка (рис. 187) включает электронную пушку с катодом и анодом; вторым анодом служит свариваемое изделие 7, к которому подводится постоянный ток. Катод нагревается с помощью трансформатора 2 до 2500° С. Фокусировка луча производится магнитным полем, создаваемым линзой 8. Линза представляет собой катушку, помещенную в массивный железный каркас. Для перемещения луча по изделию на пути луча установлена отклоняющая магнитная система. На рис. 188 показана электронная пушка. Сварочная установка фирмы Ульвак (Япония) показана на рис. 189.
Электронный луч образуется в вакуумной камере с помощью электронной пушки. Сварочная установка (рис. 187) включает электронную пушку с катодом и анодом; вторым анодом служит свариваемое изделие 7, к которому подводится постоянный ток. Катод нагревается с помощью трансформатора 2 до 2500° С. Фокусировка луча производится магнитным полем, создаваемым линзой 8. Линза представляет собой катушку, помещенную в массивный железный каркас. Для перемещения луча по изделию на пути луча установлена отклоняющая магнитная система. На рис. 188 показана электронная пушка. Сварочная установка фирмы Ульвак (Япония) показана на рис. 189.
Добавить комментарий
Сварка в вакууме
Главная » Статьи » Сварка в вакууме
Большая Энциклопедия Нефти и Газа
Cтраница 1
Вакуумная сварка обеспечивает безокислительный нагрев и применяется для соединения ответственных деталей приборов и измерительных инструментов, например для соединения твердосплавных пластин со сталью при изготовлении концевых мер длины, армированных твердым сплавом. [1]
[1]
| Манипулятор с самоцен. [2] |
Для вакуумной сварки детали небольших толщин собираются плотно, без видимых зазоров IB стыках, ио не на прессовой посадке. [3]
| Установка для сварки электронным лучом при серийном производстве. [4] |
Интересен метод вакуумной сварки плавящимся электродом, разработанный в последнее время в МВТУ — МЭИ. При этом способе сварки горение дуги происходит в парах металла. Способ очень рационален для сварки толстостенных изделий из алюминиевых, титановых и других сплавов. Сварка в вакууме плавящимся электродом производительная, разогрев получается концентрированным, качество соединений высокое. В настоящее время уже разработаны крупногабаритные камеры для сварки этим способом. [5]
Одной из разновидностей вакуумной сварки является диффузионная. В этом способе удачно скомбинированы вакуумирование, подогрев и обжатие деталей. При вакуумной сварке температура подогрева значительно ниже температуры плавления. Это позволяет осуществлять соединения без отрицательного термического влияния на прилегающие к шву металлы. Диффузионной сваркой соединяются различные однородные и разнородные тугоплавкие металлы, сплавы, окислы, керамика. В настоящее время производятся разносторонние разработки и исследования по улучшению оборудования для диффузионной сварки и технологических процессов соединений всевозможных материалов. [6]
Это позволяет осуществлять соединения без отрицательного термического влияния на прилегающие к шву металлы. Диффузионной сваркой соединяются различные однородные и разнородные тугоплавкие металлы, сплавы, окислы, керамика. В настоящее время производятся разносторонние разработки и исследования по улучшению оборудования для диффузионной сварки и технологических процессов соединений всевозможных материалов. [6]
Электроды, пригодные для вакуумной сварки, должны обеспечивать получение металла шва, обладающего высокой пластичностью, очень плотного, не склонного к образованию трещин, с легко отделяемой шлаковой коркой. [7]
Во Франции разработан метод вакуумной сварки тугоплавких и химически активных металлов потоком электронов. При этом методе поверхность металла, находящегося в вакууме, расплавляется за счет энергии, отдаваемой бомбардирующими электронами при ударах об эту поверхность. Направляя пучок электронов на место сварки, производят здесь сплавление металла свариваемых частей. [8]
[8]
Диапазон толщин деталей, свариваемых диффузионной вакуумной сваркой, очень большой. [9]
В особо ответственных случаях ( при вакуумной сварке и др.) целесообразно удалить поверхностный слой меди на глубину 0.4 — 0.5 мм. [10]
Больше всего в этой книге уделено места вакуумной сварке и пайке, имеющим особо важное значение в вакуумном аппаратостроении. [11]
Для тугоплавких и весьма активных металлов может найти применение вакуумная сварка электронным лучом. Этот способ пока еще мало разработан, осуществление его встречает некоторые трудности, но, несомненно, он открывает возможность соединять некоторые трудносвариваемые материалы. Для повышения производительности сварки электронным лучом необходимо внедрение автоматизированных и механизированных процессов в производство, обеспечивающих непрерывную работу установки. [12]
В отношении подачи кислорода также никаких особых требований для вакуумной сварки не предъявляется. [13]
Азот дешев, но не может быть применен для вакуумной сварки стали, так как при высоких температурах в среде азота образуются нитриды железа и хрома, обладающие очень высокой твердостью и делающие сварной шов неравномерным и пористым. [14]
[14]
Указаны условия получения 1вакуумно — плотных сварных и паяных швов, кратко описаны лучшие методы вакуумной сварки и аппаратура для нее. Приведены рецептура и способы приготовления флюсов для вакуумной пайки черных и цветных металлов. [15]
Страницы: 1 2
www.ngpedia.ru
Дуговая сварка титана в вакууме
| Сеть профессиональных контактов специалистов сварки. | ||
Темы: Сварка титана.
Дуговая сварка титана в вакууме может применяться для сварки титана толщиной oт 2 дo 60 мм проволоками диаметром oт 1,5 дo 5,0 мм. Сварку плавящимся электродом проводят нa постоянном токе обратной полярности специализировaнными сварочными головками в вакуумных камерах. Основное преимущество вакуумнодуговой сварки — это повышение пластичности сварных соединений пo сравнению c полученными другими методами сварки и c основным металлом. Этo объясняется дополнительной очисткой пpи сварке и уменьшением в нeм газов и неметаллических включений пpи расплавлении металла в вакууме.
Сварку в вакууме полым неплавящимся электродом (т.e.полым катодом) отличает высокая концентрация энергии и пo проплавляющей способности она занимает промежуточное положение мeжду плазменной сваркой и электронно-лучевой сваркой. Возможность ведения процесса в глубоком вакууме (133 • 103 … 105 Па) позволяет получать высококачественную защиту сварочной ванны и сваривать титан, цирконий, ниобий, тантал, молибден и их сплавы.
Другие страницы по теме
:
- Режимы электрошлаковой сварки титановым плавящимся мундштуком >
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone. info обязательна.
info обязательна.
weldzone.info
Большая Энциклопедия Нефти и Газа
Cтраница 2
При всех марках электродов сварка должна вестись это очищенному до блеска Металлу, с обязательным соблюдением изложенных выше общих правил вакуумной сварки. [16]
В справочнике-атласе приведены физико-механические характеристики материалов ( металлов и неметаллов), применяемых для изготовления элементов вакуумных систем, а также кратко рассмотрены вопросы вакуумной сварки и пайки. [17]
Алюминий и его сплавы свариваются легче в среде гелия ( при более широких границах режимов), и труднее — в среде аргона. Однако и в аргоне может быть получена вполне качественная вакуумная сварка, но с более строгим режимом сварки и при наличии соответствующей аппаратуры. [18]
При длинной дуге, кроме того, металл шва легко может получить нерастворимые в железе включения и избыток газов, которые при быстром затвердевании и остывании шва приводят к образованию раковин и шлаков. Таким образом, вопрос о длине дуги в вакуумной сварке приобретает первостепенную важность. [19]
[19]
Из металлов лишь ниобий и цирконий ( а также их сплавы) обладают сравнительно хорошей свариваемостью. Для сварки плавлением тугоплавких металлов, циркония и их сплавов применяют в основном два способа: дуговую сварку неплавящимся ( вольфрамовым) электродом в среде аргона или гелия на постоянном токе прямой полярности и вакуумную сварку электронным лучом. [20]
| Вакуумная камера для сварки электронным лучом. [21] |
Весьма прогрессивным методом сварки является вакуумный. Вакуум 10 — 4 и даже 10 — 3 мм рт. ст. позволяет получить надежную защиту, намного лучшую, нежели при применении газов аргона и гелия с высокой степенью чистоты. Вакуумная сварка развивается в разных направлениях. [22]
Одной из разновидностей вакуумной сварки является диффузионная. В этом способе удачно скомбинированы вакуумирование, подогрев и обжатие деталей. При вакуумной сварке температура подогрева значительно ниже температуры плавления. Это позволяет осуществлять соединения без отрицательного термического влияния на прилегающие к шву металлы. Диффузионной сваркой соединяются различные однородные и разнородные тугоплавкие металлы, сплавы, окислы, керамика. В настоящее время производятся разносторонние разработки и исследования по улучшению оборудования для диффузионной сварки и технологических процессов соединений всевозможных материалов. [23]
Диффузионной сваркой соединяются различные однородные и разнородные тугоплавкие металлы, сплавы, окислы, керамика. В настоящее время производятся разносторонние разработки и исследования по улучшению оборудования для диффузионной сварки и технологических процессов соединений всевозможных материалов. [23]
Из химически чистых шихтовых материалов в индукционной печи выплавили высокоосновной флюс системы А12О3 — СаО, не содержащий ни окислов кремния, ни фторидных соединений. Способность марганца к избирательному испарению должна особенно учитываться при различных способах вакуумной сварки плавлением аустенитных сталей и сплавов. Были проведены следующие опыты. [24]
В некоторых областях новой техники применяют различные активные и тугоплавкие металлы: цирконий, молибден, тантал и др. При обычных методах дуговой и контактной сварки их соединение затруднительно вследствие активного поглощения ими кислорода и азота воздуха. Необходимы новые формы защиты. Такой формой является вакуум 10 — 3 — 10 — 4 мм рт. ст. Одной из разновидностей вакуумной сварки является электронно-лучевая, разрабатываемая в объединенной лаборатории МВТУ-МЭИ под руководством д-р техн. [26]
ст. Одной из разновидностей вакуумной сварки является электронно-лучевая, разрабатываемая в объединенной лаборатории МВТУ-МЭИ под руководством д-р техн. [26]
Страницы: 1 2
www.ngpedia.ru
Предотвращение отрицательного воздействия атмосферы на металл при сварке плавлением (часть 4)
Кинетическая роль вакуума наиболее ярко проявляется в резком ускорении выхода газов из металла, а термодинамическая — в значительно более полном удалении примесей.
Вакуумная среда активно воздействует на нагретый расплавленный металл сварного соединения, обеспечивая его дегазацию, повышение плотности, удаление окислов, примесей и загрязнений как с поверхности, так и внутренних слоев металла.
Наиболее распространенный дефект сварных швов — газовые поры. Поры образуются в связи с повышенным содержанием в жидком металле газов, которые попадают в сварочную ванну из атмосферы и компонентов защитной среды или присутствуют в свариваемом металле. С понижением температуры металла вследствие уменьшения растворимости газов они выделяются, коагулируют, образуя пузырьки, которые не успевают всплыть на поверхность, и следовательно, поры в закристаллизовавшемся металле и на разделе твердой и жидкой фаз.
Существует ряд способов борьбы с газовыми порами при сварке плавлением. Однако эта проблема еще полностью не решена, так как основная причина — насыщение металлов газом — при существующих способах защиты не устраняется. Использование вакуумной защиты при сварке — один из наиболее совершенных методов предупреждения образования пор в металле шва.
Сварка в вакууме дает возможность полностью устранить причины, вызывающие образование газовых пор, вследствие отсутствия над сварочной ванной газовой среды, из которой могло бы происходить поглощение газов металлом. Кроме того, вакуум активно способствует устранению пор за счет удаления газов из основного металла.
Создание вакуума над ванной расплавленного или нагретого твердого металла способствует повышению скорости удаления газа из жидкого металла в виде пузырьков и повышения скорости выделения газов за счет увеличения скорости диффузии в твердом металле.
Если металл находится в жидком состоянии, то создаются благоприятные условия для удаления газов в вакууме при сварке вследствие ускорения диффузии, улучшения условий образования пузырьков газов и увеличения скорости их выхода из расплавленного металла.
Пониженное давление способствует образованию газовых пузырьков в расплавленном металле.
Возникновение газового пузырька в жидком металле шва возможно в том случае, если давление выделяющегося газа в состоянии преодолеть внешние силы, препятствующие его выделению.
При сварке в атмосфере силы внешнего давления, препятствующие образованию газового пузырька, слагаются из атмосферного давления, металлостатического и давления поверхностной пленки металла на пузырек. При сварке в атмосфере:
где рат — атмосферное давление, ат; h — высота столба металла, см; у — плотность металла, кг/м3; о — поверхностное натяжение металла на границе раздела металл— газ, кгс/м; г — радиус пузырька, м.
Для условий сварки в вакууме атмосферное давление р, измеряемое десятитысячными долями миллиметра ртутного столба, практически не оказывает противодействия образованию газовых пузырьков, вследствие очень малой величины. Внешнее давление рвя в этом случае является в основном функцией силы поверхностного натяжения и размеров пузырька, так как металлостатическое давление металла Мало вследствие малой глубины сварочной ванны расплавленного металла. Поэтому можно написать, что при сварке в вакууме:
Поэтому можно написать, что при сварке в вакууме:
Уменьшение внешнего давления не только значительно облегчает условия образования газовых пузырьков, но и обеспечивает выход на поверхность расплавленного металла значительно более мелких пузырьков, которые при наличии внешнего давления обычно остаются в металле. Ускорение выделения газов в виде пузырьков из жидкого металла в вакууме объясняется также и тем, что работа образования зародышей газовых пузырьков уменьшается, а скорость перемещения их увеличивается. Основное количество газов удаляется из металла в момент его перехода из твердого в жидкое состояние. Это обстоятельство чрезвычайно важно для процесса сварки, так как указывает на возможность почти полной дегазации металла за короткое время пребывания его в жидком состоянии.
Существенное влияние на содержание газов в металле при сварке в вакууме оказывает возможность удаления поверхностных загрязнении (адсорбированных газов, жидкостей и поверхностных окисных пленок). При сварке в вакууме многих активных и тугоплавких металлов металл шва получается без пор, т. е. устраняется наиболее распространенный вид дефекта сварных швов. Однако при сварке в вакууме газонасыщенных металлов в металле шва появлялись поры. Так, при сварке ниобия на линии сплавления основного металла и металла шва наблюдалась цепочка крупных газовых пор. Наличие пор в металле сварного соединения значительно снижает его механические свойства. Стыковые сварные соединения ниобия, выполненные электронным лучом на металле в состоянии поставки, имели предел прочности 5—8 кгс/мм2 (49—78 МН/м2) и очень малый угол изгиба. При испытаниях разрушение соединений происходило по линии сплавления, содержащей поры.
е. устраняется наиболее распространенный вид дефекта сварных швов. Однако при сварке в вакууме газонасыщенных металлов в металле шва появлялись поры. Так, при сварке ниобия на линии сплавления основного металла и металла шва наблюдалась цепочка крупных газовых пор. Наличие пор в металле сварного соединения значительно снижает его механические свойства. Стыковые сварные соединения ниобия, выполненные электронным лучом на металле в состоянии поставки, имели предел прочности 5—8 кгс/мм2 (49—78 МН/м2) и очень малый угол изгиба. При испытаниях разрушение соединений происходило по линии сплавления, содержащей поры.
Устранить поры в металле шва при сварке в вакууме газонасыщенного металла можно предварительной дегазацией основного металла путем нагрева расфокусированным лучом в глубоком вакууме. Для значительного улучшения свойств сварного соединения достаточно провести дегазацию лишь кромок свариваемых листов ниобия на относительно небольшой ширине (10—15 мм) путем последовательного прогревания каждой кромки электронным лучом до температуры 1000—1200° С. После дегазации можно сваривать электронным лучом на обычном режиме. Такая относительно несложная операция почти полностью устраняет поры в металле сварного соединения (рис. 93, в, г) и значительно улучшает его механические свойства.
После дегазации можно сваривать электронным лучом на обычном режиме. Такая относительно несложная операция почти полностью устраняет поры в металле сварного соединения (рис. 93, в, г) и значительно улучшает его механические свойства.
Сварка дегазированного ниобия повысила прочность сварного соединения до прочности основного металла (σв = 40 кгс/мм2) (390 МН/м2). При этом одновременно были улучшены и пластические свойства металла сварного соединения — угол изгиба в швах металла, сваренного с предварительной дегазацией, составил 180°.
При использовании вакуума в качестве защитной среды имеется принципиальная возможность уменьшить содержание газов в некоторых металлах за счет процессов диссоциации окислов, нитридов и гидридов.
Наиболее легко из металлов удаляется водород даже в том случае, если он находится в связанном состоянии. Большинство соединений металла с водородом уже при относительно низких температурах нагрева разлагается. Таким образом, в условиях сварки в вакууме большая часть водорода, содержащегося в металле, может быть удалена из металла.
Удаление из металла связанного кислорода и азота может быть успешным только в том случае, если парциальное давление этих газов в камере будет ниже упругости диссоциации окислов и нитридов при температурах сварочной ванны.
Если в сварочной камере поддерживать давление 5 х 104 мм рт, ст. (666,5 х 10-4 Н/м2), что соответствует парциальному давлению кислорода примерно 1 х 10-4 мм рт. ст. (133,3 х 10-4 Н/м2), то только окислы меди, никеля и кобальта могут диссоциировать при температурах сварочной ванны. Таким образом, для этих металлов возможно раскисление путем диссоциации их окислов при сварке в вакууме.
Удаление окислов из металлов, имеющих высокую упругость диссоциации в условиях сварки в вакууме, подтверждено экспериментами при сварке меди в вакууме. Примерное содержание кислорода в металле составляло 0,05—0,07%. После сварки меди в вакууме она практически полностью освободилась от закиси меди.
Практическое использование процессов диссоциации при сварке в вакууме ограничивается свойствами окислов некоторых металлов. Рассмотрение этого процесса показывает, что в условиях сварки в вакууме нельзя удалить кислород из подавляющего большинства металлов, кроме меди, никеля, кобальта путем диссоциации их окислов вследствие чрезвычайно низкого парциального давления кислорода.
Рассмотрение этого процесса показывает, что в условиях сварки в вакууме нельзя удалить кислород из подавляющего большинства металлов, кроме меди, никеля, кобальта путем диссоциации их окислов вследствие чрезвычайно низкого парциального давления кислорода.
Нитриды таких металлов, как алюминий, ниобий, хром, магний, молибден, кремний, тантал, имеют относительно высокую упругость диссоциации в условиях сварки в вакууме. Вследствие этого существует практическая возможность удаления азота из металла путем диссоциации его нитридов, кроме нитридов циркония и титана, обладающих низкой упругостью диссоциации.
На поверхности металла всегда имеются пленки из окислов, жидкостей (масла, воды) и адсорбированных газов. При сварке их присутствие во многих случаях нежелательно вследствие того, что они могут препятствовать сплавлению кромок металла, вызывать появление пор в металле шва и снижать физико-механические свойства сварных соединений.
При сварке химически активных металлов наличие окислов и загрязнений в основном препятствует получению качественного сварного соединения. Особенно важное значение приобретает предварительная очистка кромок при сварке пористых материалов, циркония, молибдена и других металлов, склонных к поглощению различных газов при нагреве.
Особенно важное значение приобретает предварительная очистка кромок при сварке пористых материалов, циркония, молибдена и других металлов, склонных к поглощению различных газов при нагреве.
Активное воздействие вакуумной защиты при сварке дает возможность освободиться от поверхностных загрязнений, адсорбированных газов и жидкостных пленок. Обычно после нагрева в вакууме поверхность металла в широкой зоне, прилегающей к свариваемым кромкам, становится блестящей.
Несовершенство широко используемых при сварке способов защиты металлов приводит в ряде случаев к получению швов с пониженными эксплуатационными свойствами. Это происходит, во-первых, вследствие недостатков защитных свойств применяемых сред; во-вторых, вследствие сложности состава обмазок и флюсов, качество которых определяется природными материалами, имеющими значительные колебания химического состава; в-третьих, вследствие сложности технологии изготовления и изменения свойств обмазок и флюсов, особенно при их длительном хранении; в-четвертых, вследствие затруднения контроля качества готовых покрытий и флюсов.
Совершенствование защитных сред, используемых при сварке, идет в направлении упрощения их состава. Многокомпонентные обмазки и флюсы в некоторых случаях успешно заменяют менее сложными газовыми средами или инертными газами. Легкость контроля химического состава газов и относительное постоянство их свойств как защитной среды способствуют повышению стабильности и качества швов при сварке цветных и легких металлов и специальных сталей.
Использование вакуумной защиты дает ряд технических и экономических преимуществ перед применяемыми способами защиты при сварке. Наименьшая сложность защиты обеспечивает легкость ее получения, дешевизну и простоту контроля.
Выпускаемое отечественными заводами современное вакуумное оборудование позволяет создавать совершенную защитную среду для сварки непосредственно на рабочем месте, при этом отпадает зависимость сварочного производства от заводов, производящих защитные газы, сокращается потребность в баллонах, транспортных расходах и т. п.
С экономической точки зрения преимущество вакуумной защиты при сварке определяется не только увеличением физико-механических показателей металла сварного соединения, но также и тем, что затраты на создание вакуумной защиты значительно меньше, чем при сварке в инертных газах.
Расчеты показывают, что сварка в вакууме оказывается почти в 2 раза дешевле сварки в атмосфере аргона. По стоимости защитной среды сварка в вакууме приближается к стоимости сварки в углекислом газе. По зарубежным данным, при учете только эксплуатационных расходов (стоимость электроэнергии, инертного газа и т. д.) сварка электронным лучом оказывается в 35 раз дешевле сварки в камерах с контролируемой атмосферой.
«Нулевой» порядок состава защиты значительно упрощает ее контроль качества, который сводится к контролю показаний обычного вакуумметра.
При любом способе сварки вакуумная среда позволяет не только обеспечить идеальную защиту металла, но активно на него воздействовать с целью получения высокого качества сварных соединений любых металлов и неметаллических материалов. Вакуум — наиболее эффективная и экономичная защита, а в ряде случаев единственная, позволяющая осуществить сварку конструкций из некоторых металлов.
Вакуум — наиболее эффективная и экономичная защита, а в ряде случаев единственная, позволяющая осуществить сварку конструкций из некоторых металлов.
www.prosvarky.ru
схема, особенности и области применения
Друзья! Давайте вместе поддержим Христианский портал!
Узнать подробнее
Содержание:
- Характеристика диффузионной сварки
- Области применения
- Достоинства
- Недостатки
- Заключение
- Интересное видео
Диффузия — это процесс, во время которого при тесном контакте между поверхностями молекулы и атомы разных элементов начинают смешиваться и проникать друг в друга. В естественных условиях данный процесс протекает достаточно медленно, поэтому он не приемлем для производственных условий.
Но в 1953 году советский физик Николай Федорович Казаков смог добиться повышения скорости взаимного проникновения молекул и атомов друг в друга. Он поместил соединяемые заготовки в вакуум, повысил температурные показатели и оказал на них усиленное давление. Так и появилась диффузионная сварка, которая позволяет соединять детали из разных видов металлов.
Характеристика диффузионной сварки
Во время диффузионной сварки металлов используются специальные сварочные стенды. На их поверхности размещаются элементы, затем стенды с ними помещаются в камеру с вакуумом. На соединяемую зону оказывается давление, если потребуется, она может подвергаться температурному воздействию.
В соответствии с основными особенностями сварочного процесса, он может длиться от нескольких минут до часов. В результате изделие приобретает характеристики, которые невозможно получить при проведении других видов сварок.
Чтобы при проведении диффузной сварки удалось получить прочный и качественный шов стоит обратить внимание на несколько важных условий:
- При помощи специальной установки требуется создать вакуум. Чем выше будет разряжение внутри, тем быстрее и эффективнее будет протекать сварочный процесс. Чтобы получить физический вакуум в обычных условиях требуются большие затраты. По этой причине приходиться применять небольшое разряжение, которое редко может превышать 10-5 мм рт.ст.. Но даже этого показателя достаточно для получения отличных результатов.
- Во время сварки необходимо нагревать соединяемые детали. Иногда процесс может протекать при комнатной температуре, но тогда на формирование шва может потребоваться много времени. При увеличении температуры повышается текучесть металлов и ускоряется диффузия. Нагревание может выполнять разными способами — индукционным, электроконтактным, радиационным.
- После достижения требуемой температуры в область соединения подается необходимое давление.

- Для повышения прочности сварного соединения требуется применять тонкую медную, золотую, платиновую, никелевую фольгу. Ее толщина должна составлять несколько микрон. Также области стыков заготовок рекомендуется обрабатывать химическими веществами.
- Каждая готовая деталь подвергается дефектоскопии. Обычно вакуумная сварка требуется для применения радиации и ультразвука.

Области применения
Диффузионная сварка в вакууме является наиболее подходящим вариантом для сваривания разнородных металлов в различных сочетаниях, к примеру, стали и бронзы, стали и керамики и многое другое.
Данный вид сваривания наиболее подходящий для получения прочного и монолитного соединения. После проведения процесса шов получается ровным, без дефектов, неровностей. Обычно он применяется в ситуациях, когда нет возможности применять стандартные виды фиксирования металлических элементов.
Сварка в вакууме часто используется для изготовления следующих металлических конструкций и заготовок:
- гильз двигательных цилиндров. Этот вид сварки часто используют в производстве авиатехники;
- тормозных колодок и дисков;
- основных компонентов турбокомпрессоров;
- штампов с повышенным показателем твердости;
- изделий с металлокерамической основой;
- для производства сложных композитов разных типов — из стекла и меди, металлов с графитом, кварцем, сапфиром;
- этот вид сварки часто используют при соединении труднообрабатываемых стальных и титановых сплавов с высоким показателем жаростойкости;
- для создания полупроводниковых компонентов.
Важно! Главная сфера применения диффузионного сварочного процесса — область высоких технологий (авиационной, космической, другие виды машиностроения). Кроме этого этот метод позволяет создавать микроскопические элементы из сферы сложной электроники.
Достоинства
Диффузионная сварка титана и других видов металлов в вакууме обладает целым рядом преимуществ, которые обязательно требуется учитывать при проведении данного процесса:
- Во время сварки не нужно применять разные расходные материалы — электроды, флюсовые смеси.
- Этот процесс экологически чистый. Во время него не происходит горения и выделения в воздух вредных веществ, паров.
- Метод обладает небольшой энергоемкостью. Это позволяет значительно снизить финансовые затраты.
- Имеет возможность соединять сразу нескольких заготовок. В итоге это позволит получить многослойные конструкции с уникальными качествами.
- При помощи этого метода можно осуществлять соединение поверхностей с разными размерами и формами. При этом показатели толщины заготовок могут быть любыми. Данные условия имеют важное значение для микроэлектроники.
- Сварка позволяет получить качественный и прочный шов, с которым не способна сравниться другие виды сварочных процессов.
:quality(80)/images.vogel.de/vogelonline/bdb/430100/430183/original.jpg)
Стоит отметить! Этот вид сварки имеет еще одно важное преимущество — он постоянно совершенствуется и улучшается. Раньше в камере был только вакуум, а сейчас дополнительно закачиваются инертные газы. Это позволяет производить соединение металлов, пластика, стекла, керамики и других сложных композитных смесей.
Ниже на картинке имеется схема диффузионной сварки, она достаточно простая.
Недостатки
Не стоит забывать, что у диффузионного сварочного процесса имеются отрицательные качества:
- оборудование для диффузионной сварки имеет высокую стоимость. Также они нуждаются в постоянном квалифицированном обслуживании, которые могут предоставить только специально обученные люди;
- для сваривания больших деталей требуется использование больших вакуумных камер. Но они стоят достаточно дорого;
- обязательным условием для проведения сварки является проведение чистки и обработки поверхностей деталей.
Заключение
Проведение диффузионного сварочного процесса позволяет получить качественные и прочные конструкции из разных видов металла и композитного материала. -2 Па с нагреванием места сварки до 0,4−0,8 от температуры плавления свариваемых материалов; при сварке разнородных материалов температурный нагрев определяется по температуре менее тугоплавкого материала. Таким способом можно сваривать большинство твердых материалов − как однородных, так и разнородных [15, 16]. При соединении трудносвариваемой пары материалов используется промежуточная прокладка.
-2 Па с нагреванием места сварки до 0,4−0,8 от температуры плавления свариваемых материалов; при сварке разнородных материалов температурный нагрев определяется по температуре менее тугоплавкого материала. Таким способом можно сваривать большинство твердых материалов − как однородных, так и разнородных [15, 16]. При соединении трудносвариваемой пары материалов используется промежуточная прокладка.
Диффузионная сварка обеспечивает вакуумплотные, термостойкие и вибропрочные соединения при сохранении высокой точности, формы и геометрических размеров изделия; широко применяется при сварке термокомпенсаторов кристаллов, катодных ножек, замедляющих систем и других узлов и элементов электронных приборов. Сварочные термодиффузионные установки обычно состоят изследующих основных узлов: вакуумная система для получения вакуума в камере, где происходит сварка; система для создания давления на свариваемые детали, а также для подъёма и опускания камеры; электропривод; автоматика. Одно из основных направлений широкого внедрения термодиффузионной сварки − использование технологических процессов с применением термокомпрессионных устройств (ТКУ), позволяющих осуществлять сварку в вакуумных печах общепромышленного назначения.
Принцип действия ТКУ основан на использовании разности коэффициентов термического линейного расширения материалов свариваемых деталей и элементов оснастки для создания и передачи сжимающего усилия на свариваемые детали. В МАИ разработано ТКУ, которое помещают в камеру печи, подвергнутой вакуумированию [17].При нагревании устройства возникает сдавливающее усилие, которое и передается на свариваемые детали. По окончании сварки детали совместно с устройством охлаждают, развакуумируют камеру, извлекают устройство с готовыми изделиями, затем производят разборку устройства и удаляют сваренные детали. Разработанное ТКУ применяется для диффузионного соединения в вакууме изделий из магнитных и немагнитных сталей, алюминия, меди, нержавеющей стали, бронзы и пр. Основные преимущества диффузионной сварки: отпадает необходимость применять припои, электроды, флюсы, защитную газовуюсреду; не происходит коробление деталей и изменение свойств металла в зоне соединения. Диффузионную сварку можно применять для получения конструкций самой разнообразной формы. Можно сваривать детали не только по плоскости, но и по конической (корпуса радиоламп), сферической (подпятники), криволинейной (облицовка труб), сложнойрельефной поверхности (слой защитного покрытия мембран) и т.д. Пайка в вакууме − процесс получения неразъёмного соединенияпутем нагрева места пайки и заполнения зазора между соединяемыми деталями (из металла и сплавов, стекла, керамики и др.) расплавленным припоем с его последующим отвердением. При пайке деталей из разнородных материалов для обеспечения прочного соединения подбирают материалы с близкими значениями коэффициента термического расширения или используют высокопластичные припои. Вакуумная пайка может быть совмещена с дегазационным отжигом. Различают два способа пайки в вакууме: пайка с локальным источником нагрева дуговым разрядом и высокотемпературная пайка.
Можно сваривать детали не только по плоскости, но и по конической (корпуса радиоламп), сферической (подпятники), криволинейной (облицовка труб), сложнойрельефной поверхности (слой защитного покрытия мембран) и т.д. Пайка в вакууме − процесс получения неразъёмного соединенияпутем нагрева места пайки и заполнения зазора между соединяемыми деталями (из металла и сплавов, стекла, керамики и др.) расплавленным припоем с его последующим отвердением. При пайке деталей из разнородных материалов для обеспечения прочного соединения подбирают материалы с близкими значениями коэффициента термического расширения или используют высокопластичные припои. Вакуумная пайка может быть совмещена с дегазационным отжигом. Различают два способа пайки в вакууме: пайка с локальным источником нагрева дуговым разрядом и высокотемпературная пайка.
В НПО «Техномаш» разработан технологический процесс высокотемпературной пайки слоистых конструкций в вакуумных печах для использования их в современных летательных аппаратах [18]. Применение, например, вакуумной пайки для изготовления многослойных теплообменников из алюминиевых сплавов обеспечивает получение паяных соединений, не уступающих по прочности и коррозионной стойкости основному материалу, что позволяет значительно увеличить ресурс работы и эксплуатационную надежность узлов. Процесс осуществляется в вакуумной печи периодического действия, в которой можно выполнять одновременную пайку (35) слойных теплообменников. Мощность печи 200 кВт, давление 102−103 Па, максимальная рабочая температура 750°с.
Применение, например, вакуумной пайки для изготовления многослойных теплообменников из алюминиевых сплавов обеспечивает получение паяных соединений, не уступающих по прочности и коррозионной стойкости основному материалу, что позволяет значительно увеличить ресурс работы и эксплуатационную надежность узлов. Процесс осуществляется в вакуумной печи периодического действия, в которой можно выполнять одновременную пайку (35) слойных теплообменников. Мощность печи 200 кВт, давление 102−103 Па, максимальная рабочая температура 750°с.
Процесс дуговой пайки сочетает преимущества способов сварки плавлением и высокотемпературной пайки с общим нагревом в вакууме и контролируемой атмосферой [17]. Полученные таким образом неразъёмные соединения обладают повышенной жаропрочностью и термостойкостью и могут применяться при изготовлении и ремонте деталей газотурбинных двигателей из литейных высокопрочных сплавов [19].
- < Назад
- Вперёд >
Сварка металлов в вакууме
Сварка в камере с контролируемой атмосферой. Простейший способ применения вакуума состоит в том, что полость сварочной камеры скачивается до давления ~ 5. 10-3 мм рт. ст., после чего камера заполняется аргоном под давлением 1 атм.
Простейший способ применения вакуума состоит в том, что полость сварочной камеры скачивается до давления ~ 5. 10-3 мм рт. ст., после чего камера заполняется аргоном под давлением 1 атм.
В атмосфере аргона производится ручная дуговая сварка узлов из титана, его сплавов и других активных металлов и сплавов. Геометрия швов при сварке изделий из титана в камере несколько отлична от геометрии швов, полученных обычной аргоно-дуговой сваркой: ширина шва увеличена, глубина проплавления на 10—15% меньше. Недостатки такого метода — большой расход аргона, а также значительные затраты времени на откачку воздуха из камеры.
Диффузионная сварка.Этим способом можно сваривать как однородные, так и разнородные металлы, сплавы и неметаллические материалы, которые трудно или невозможно сваривать другими способами. Большой экономический эффект получают при сварке стали и алюминия, титана и стали, чугуна и стали, металлокерамики и стали.
Этот способ соединения основан на использовании взаимной диффузии атомов или молекул в поверхностных слоях соединяемых веществ в условиях вакуума при нагреве их выше температуры рекристаллизации одного или нескольких компонентов свариваемых тел без расплавления поверхностей металла. При достижении заданной температуры соединяемые элементы по поверхности их соприкосновения подвергаются сжатию без пластической деформации.
Соединение в результате диффузии происходит при максимальном сближении чистых поверхностей деталей без применения припоев, флюсов и электродов. Диффузионную сварку в вакууме можно производить либо непосредственным соединением металла с металлом, либо соединением металла с металлом через промежуточную прокладку из другого материала — так называемый подслой.
Металлы можно соединять с керамическими материалами также с применением промежуточной прокладки. Диффузионная сварка — один из наиболее перспективных методов для получения соединений титана и его сплавов, равнопрочных основному материалу. Преимущества метода: вакуум, создаваемый в камере сварки, не дает возможности титану) активно реагировать с элементами, увеличивающими хрупкость шва; отпадает необходимость защиты аргоном, которая удорожает процесс! сварки; температура сварки 0,7—0,8 от температуры плавления свариваемых металлов, т. е. материалы не доводятся до расплавления при сварке, что; уменьшает возможность растворения кислорода и водорода в титане.
Преимущества метода: вакуум, создаваемый в камере сварки, не дает возможности титану) активно реагировать с элементами, увеличивающими хрупкость шва; отпадает необходимость защиты аргоном, которая удорожает процесс! сварки; температура сварки 0,7—0,8 от температуры плавления свариваемых металлов, т. е. материалы не доводятся до расплавления при сварке, что; уменьшает возможность растворения кислорода и водорода в титане.
Сравнительно невысокая температура сварки и небольшие удельный давления в значительной степени снижают внутренние остаточные напряжения, что предотвращает образование трещин. Для сварки детали помещают в камеру, в которой создается давление — 5•1O-4 мм. рт. ст., нагревают до определенной температуры и сдавливают. При этом не возникает дополнительных источников газоотделения и испарения металла.
Диффузионное соединение можно успешно применять для герметизации металлокерамических электровакуумных приборов при бесштенгельной откачке до давлений порядка 10-9—10~10 мм рт. ст. Применение диффузионного соединения позволяет отпаивать приборы в горячем состоянии при 600—700° С. Это весьма важно, так как в момент отпаивания вакуум не ухудшается, а после охлаждения становится лучше на 1,5—2 порядка.
ст. Применение диффузионного соединения позволяет отпаивать приборы в горячем состоянии при 600—700° С. Это весьма важно, так как в момент отпаивания вакуум не ухудшается, а после охлаждения становится лучше на 1,5—2 порядка.
Электроннолучевая сварка. Электроннолучевая сварка при большой концентрации энергии дает возможность сваривать стали и сплавы толщиной 40—50 мм без разделки кромок и подачи дополнительного металла. При этом расход энергии снижается в 5—10 раз по сравнению с другими методами сварки. При проведении электроннолучевой сварки место сварки подвергают интенсивной бомбардировке быстролетящими электронами в высоком вакууме. Во время электронной бомбардировки большая часть энергии выделяется в виде
тепла, используемого для расплавления металла при сварке. Электронный луч образуется в вакуумной камере с помощью электронной пушки. Сварочная установка (рис. 187) включает электронную пушку с катодом и анодом; вторым анодом служит свариваемое изделие 7, к которому подводится постоянный ток. Катод нагревается с помощью трансформатора 2 до 2500° С. Фокусировка луча производится магнитным полем, создаваемым линзой 8. Линза представляет собой катушку, помещенную в массивный железный каркас. Для перемещения луча по изделию на пути луча установлена отклоняющая магнитная система. На рис. 188 показана электронная пушка. Сварочная установка фирмы Ульвак (Япония) показана на рис. 189.
Катод нагревается с помощью трансформатора 2 до 2500° С. Фокусировка луча производится магнитным полем, создаваемым линзой 8. Линза представляет собой катушку, помещенную в массивный железный каркас. Для перемещения луча по изделию на пути луча установлена отклоняющая магнитная система. На рис. 188 показана электронная пушка. Сварочная установка фирмы Ульвак (Япония) показана на рис. 189.
Диффузионная сварка: принцип, особенности, применение
Главные отличия диффузионной сварки от других способов сварки давлением — относительно высокие температуры нагрева (0,5–0,7 Тпл) и сравнительно низкие удельные сжимающие давления (0,5–0 МПа) при изотермической выдержке от нескольких минут до нескольких часов.
Формирование диффузионного соединения определяется протекающими при сварке физико-химическими процессами. Это взаимодействие нагретого металла с газами окружающей среды, очистка свариваемых поверхностей от оксидов, развитие высокотемпературной ползучести и рекристаллизации. В основном эти процессы диффузионные и термически активируемые.
В основном эти процессы диффузионные и термически активируемые.
Очистка свариваемых поверхностей от оксидов
Для уменьшения скорости окисления свариваемых заготовок и создания условий очистки контактных поверхностей от оксидов при сварке могут быть применены газы-восстановители, расплавы солей, флюсы, обмазки, но в большинстве случаев используют вакуум или инертные газы.
Очистка поверхностей металлов от оксидов может происходить в результате развития процессов сублимации и диссоциации оксидов, растворения оксидов за счет диффузии кислорода в металл (ионов металла в оксид), восстановления оксидов элементами-раскислителями, содержащимися в сплаве и диффундирующими при нагреве к границе раздела металл — оксид. Расчет и эксперимент показывают, что, например, на стали оксиды удаляются наиболее интенсивно путем их восстановления углеродом, а на титане — за счет растворения кислорода в металле.
Особенности сваривания поверхностей диффузионной сваркой
Свариваемые поверхности сближаются главным образом из-за пластической деформации микровыступов и приповерхностных слоев, вызванной приложением внешних сжимающих напряжений и нагревом металла. Во время деформации свободных от оксидов свариваемых поверхностей происходит их активация. При развитии физического контакта между такими поверхностями возникает их схватывание.
Во время деформации свободных от оксидов свариваемых поверхностей происходит их активация. При развитии физического контакта между такими поверхностями возникает их схватывание.
При диффузионной сварке одноименных металлов сварное соединение становится равнопрочным основному материалу тогда, когда структура зоны соединения не отличается от структуры основного материала. Для этого в зоне контакта должны образовываться общие для соединяемых материалов зерна. Это возможно за счет миграции границ зерен — путем первичной рекристаллизации или путем собирательной рекристаллизации.
С помощью диффузионной сварки в вакууме получают высококачественные соединения керамики с коваром, медью, титаном, жаропрочных и тугоплавких металлов и сплавов, электровакуумных стекол, оптической керамики, сапфира, графита с металлами, композиционных и порошковых материалов.
Соединяемые заготовки могут сильно различаться по форме и иметь компактные (рис. 1, а) или развитые (рис. 1, б, в) поверхности контактирования. Геометрические размеры свариваемых деталей находятся в пределах от нескольких микрометров (при изготовлении полупроводниковых приборов) до нескольких метров (при изготовлении слоистых конструкций).
Геометрические размеры свариваемых деталей находятся в пределах от нескольких микрометров (при изготовлении полупроводниковых приборов) до нескольких метров (при изготовлении слоистых конструкций).
Рис. 1. Некоторые типы конструкций, получаемых диффузионной сваркой
Как проходит процесс диффузионной сварки
Схематически процесс диффузионной сварки можно представить так: свариваемые заготовки собирают в приспособлении, позволяющем передавать давление в зону стыка, вакуумируют и нагревают до температуры сварки. Затем прикладывают сжимающее давление на заданный временной период. Иногда после снятия давления изделие дополнительно выдерживают при температуре сварки для более полного протекания рекристаллизационных процессов. Это способствует формированию доброкачественного соединения. По окончании сварочного цикла сборку охлаждают в вакууме, инертной среде или на воздухе в зависимости от типа оборудования.
Условно различают два вида напряжения, вызывающего деформацию металла в зоне контакта и определяющего процесс формирования диффузионного соединения. Это высокоинтенсивное (Р ≥ 20 МПа) и низкоинтенсивное (Р ≤ 2 МПа) силовые воздействия.
Это высокоинтенсивное (Р ≥ 20 МПа) и низкоинтенсивное (Р ≤ 2 МПа) силовые воздействия.
Сварка крупногабаритных двухслойных конструкций
При сварке с высокоинтенсивным воздействием сварочное давление создают, как правило, прессом, снабженным вакуумной камерой и нагревательным устройством (рис. 2). Но на таких установках можно сваривать детали ограниченных размеров — как правило, диаметром до 80 мм (рис. 1, а).
При изготовлении крупногабаритных двухслойных конструкций (рис. 1, б) применяют открытые прессы. Перед помещением в пресс свариваемые детали также собирают в герметичные контейнеры, которые вакуумируют и нагревают до сварочной температуры (рис. 3).
Рис. 2. Принципиальная схема установки для диффузионной сварки (a) и общий вид многопозиционной установки СДВУ-4 М (б): и 1 — вакуумная камера; 2 — система охлаждения камеры; 3 — вакуумная система; 4 — высокочастотный генератор; 5 — гидросистема пресса
Кроме того, нужно исключить возможность потери устойчивости свариваемых элементов, передачи давления в зону сварки и создания условий локально направленной деформации свариваемого металла в зоне стыка. Поэтому диффузионную сварку проводят в приспособлениях с применением технологических вкладышей и блоков (рис. 3) для заполнения «пустот» (межреберных пространств). После сварки эти приспособления демонтируют или удаляют химическим травлением.
Поэтому диффузионную сварку проводят в приспособлениях с применением технологических вкладышей и блоков (рис. 3) для заполнения «пустот» (межреберных пространств). После сварки эти приспособления демонтируют или удаляют химическим травлением.
Рис. 3. Технологическая схема диффузионной сварки с высокоинтенсивным силовым воздействием: а — требуемая конструкция; б — заготовки для сварки; в — технологические элементы-вкладыши; г — сборка; д — сварка в прессе; е — демонтаж; ж — готовая конструкция; 1 — технологические вкладыши; 2-технологический контейнер; 3 — пресс
При сварке с высокоинтенсивным силовым воздействием локальная деформация металла в зоне соединения, как правило, достигает нескольких десятков процентов. Это обеспечивает стабильное получение доброкачественного соединения.
Сварка плоских конструкций и конструкций с большим радиусом кривизны
Диффузионная сварка с низкоинтенсивным силовым воздействием перспективна для изготовления слоистых конструкций (рис. 1, в). При таком способе диффузионной сварки допустимые сжимающие усилия ограничены устойчивостью тонкостенных элементов. Кроме того, не требуется сложного специального оборудования.
1, в). При таком способе диффузионной сварки допустимые сжимающие усилия ограничены устойчивостью тонкостенных элементов. Кроме того, не требуется сложного специального оборудования.
При изготовлении плоских конструкций или конструкций с большим радиусом кривизны сжимающее усилие проще всего обеспечить за счет атмосферного давления воздуха Q на внешнюю поверхность технологической оснастки при понижении давления газа в зоне соединения (рис. 4).
Рис. 4. Технологическая схема диффузионной сварки с низкоинтенсивным силовым воздействием плоских конструкций: а — требуемая конструкция; б — заготовки для сварки; в — сборка; г — сварка; д — готовая конструкция; 1 — несущая обшивка; 2 — готовый заполнитель; 3 — технологические листы; 4 — мембрана
Размещение с внешней стороны свариваемых объектов технологических элементов (прокладки, мембраны и др.) с локальной жесткостью исключает возможность потери устойчивости обшивок в виде прогибов неподкрепленных участков. Величина сварочного давления Р ограничивается предельным напряжением потери устойчивости заполнителя σп. з. (Р ≤ σп.з.).
з. (Р ≤ σп.з.).
Сварка конструкций сложного криволинейного профиля
При изготовлении конструкций сложного криволинейного профиля можно использовать технологическую схему (рис. 5). Тогда давление нейтрального газа воспринимается внешними элементами самой конструкции — например, несущими обшивками или оболочками. Во время сварки неподкрепленные участки обшивки деформируются (прогибаются) под давлением газа. Это ухудшает условия для формирования соединения, уменьшает сечение сообщающихся каналов, ухудшает аэродинамическое состояние поверхности. В этом случае Р ограничивается напряжением, при котором имеет место чрезмерная остаточная деформация обшивок на неподкрепленных участках (Р ≤ σп.о.).
Рис. 5. Технологическая схема диффузионной сварки с низкоинтенсивным силовым воздействием конструкций сложной формы: а — требуемая конструкция; б — заготовки для сварки; в — сварка; г — характер деформации элементов конструкции при сварке; 1 — внешняя оболочка; 2 — внутренняя оболочка
В ряде случаев можно исключить применение внешнего давления для сжатия свариваемых заготовок. Этого можно достичь при помощи термического напряжения, возникающего при нагреве материалов с различными коэффициентами линейного расширения. При сварке коаксиально собранных заготовок коэффициент линейного расширения охватывающей детали должен быть меньше коэффициента линейного расширения охватываемой детали (рис. 1, а).
Этого можно достичь при помощи термического напряжения, возникающего при нагреве материалов с различными коэффициентами линейного расширения. При сварке коаксиально собранных заготовок коэффициент линейного расширения охватывающей детали должен быть меньше коэффициента линейного расширения охватываемой детали (рис. 1, а).
Качество соединения при диффузионной сварке
Качество соединения при диффузионной сварке в вакууме определяется комплексом технологических параметров. Среди них можно выделить основные: температуру, давление, время выдержки. Диффузионные процессы в основе формирования сварного соединения являются термически активируемыми, поэтому повышение температуры сварки стимулирует их развитие.
Для снижения сжимающего давления и уменьшения длительности сварки температуру нагрева свариваемых деталей следует установить по возможности более высокой. Тогда сопротивлением металлов пластической деформации понизится. В то же время нужно учитывать возможность развития процессов структурного превращения, гетеродиффузии, образования эвтектик и других процессов, изменяющих физико-механические свойства свариваемых металлов.
Удельное давление влияет на скорость образования диффузионного соединения и величину накопленной деформации свариваемых заготовок. Как правило, чем выше удельное давление, тем меньше время сварки и больше деформация.
Так, при сварке в прессе с высокими удельными давлениями (до нескольких десятков мегапаскалей) время образования соединения может измеряться секундами, а деформация металла в зоне соединения — десятками процентов. При сварке с низкими удельными давлениями (десятые доли мегапаскаля) время сварки может исчисляться часами, но деформация соединяемых заготовок составляет доли процента.
Поэтому задачу выбора удельного давления следует решать с учетом типа конструкций, технологической схемы и геометрических размеров соединяемых заготовок, а время сварки выбирать с учетом температуры и удельного давления. При сварке разнородных материалов увеличение длительности сварки может сопровождаться снижением механических характеристик соединения. Причиной этому служит развитие процессов гетеродиффузии, приводящее к формированию в зоне соединения хрупких интерметаллидных фаз.
Для осуществления диффузионной сварки в настоящее время создано свыше 70 типов сварочных диффузионно-вакуумных установок. Сейчас разработка и создание установок для диффузионной сварки идет в направлении унифицирования систем (вакуумной, нагрева, давления, управления) и сварочных камер. Меняя камеру в этих установках, можно значительно расширить номенклатуру свариваемых узлов. Некоторые виды конструкций, изготовленных диффузионной сваркой, приведены на рис. 6.
Рис. 6. Примеры титановых конструкций, изготовленных диффузионной сваркой
Камеры для сварки в контролируемой атмосфере
Сварочные камеры предназначены для проведения сварочных работ в среде инертных газов (главным образом, аргона), защищенной от атмосферного воздуха и влаги. Метод сварки в среде аргона применяется для работы с такими металлами как титан, инконель, цирконий, тантал, вольфрам и другими тугоплавкими металлами. Компания Вилитек имеет значительный опыт в проектировании и изготовлении камер для сварки титана, специалисты нашей компании смогут проконсультировать и предложить наиболее подходящий вариант камеры для вашей задачи. Среди наших заказчиков предприятия оборонной промышленности, производители оборудования для атомных электростанций, авиационно-космической техники и других ответственных применений. Сварочные камеры, как вакуумные, так и работающие по принципу продувки изготавливаются компанией Вилитек на производстве в Москве. В наших камерах для сварки используются перчатки французской компании Piercan, которые, в зависимости от материала, обладают повышенной стойкостью к высокой температуре, ультрафиолетовому излучению, механическим повреждениям. Благодаря цельнолитой технологии производства без клееных швов и возможности выбора большого диаметра перчаточного порта все перчатки Piercan для сварочных камер отличаются высокой комфортностью и свободой движений для сварщика и позволяют обеспечивать максимальное качество шва. Компания Вилитек имеет возможность предлагать камеры для сварки с оптимальной стоимостью, так как: во-первых, является производителем и разработчиком камер для сварки, во-вторых, помимо сварочных камер производит широкий спектр перчаточных боксов и имеет возможность унификации комплектующих и технологических процессов, в-третьих, самостоятельно импортирует наиболее ответственные комплектующие, производимые за рубежом — перчатки, анализаторы кислорода, эти комплектующие мы также поставляем как запасные части для сварочных камер.
Среди наших заказчиков предприятия оборонной промышленности, производители оборудования для атомных электростанций, авиационно-космической техники и других ответственных применений. Сварочные камеры, как вакуумные, так и работающие по принципу продувки изготавливаются компанией Вилитек на производстве в Москве. В наших камерах для сварки используются перчатки французской компании Piercan, которые, в зависимости от материала, обладают повышенной стойкостью к высокой температуре, ультрафиолетовому излучению, механическим повреждениям. Благодаря цельнолитой технологии производства без клееных швов и возможности выбора большого диаметра перчаточного порта все перчатки Piercan для сварочных камер отличаются высокой комфортностью и свободой движений для сварщика и позволяют обеспечивать максимальное качество шва. Компания Вилитек имеет возможность предлагать камеры для сварки с оптимальной стоимостью, так как: во-первых, является производителем и разработчиком камер для сварки, во-вторых, помимо сварочных камер производит широкий спектр перчаточных боксов и имеет возможность унификации комплектующих и технологических процессов, в-третьих, самостоятельно импортирует наиболее ответственные комплектующие, производимые за рубежом — перчатки, анализаторы кислорода, эти комплектующие мы также поставляем как запасные части для сварочных камер.
Особенности и преимущества:
- Надежная защита от атмосферного воздуха и влаги.
- Широкий модельный ряд стандартных типоразмеров.
- Возможность изготовления по индивидуальному заказу.
- Различные опции и принадлежности.
- Крышка из прозрачного органического стекла.
Примеры сварочных камер с контролируемой атмосферой:
|
Стандартная сварочная камера с контролируемой атмосферой |
|
Нестандартная аргоновая камера для сварки титана, включающая корпус из органического стекла, шлюзовую камеру и дополнительные перчаточные порты |
|
Стандартная вакуумная камера для сварки титана |
| Работа со сварочной камерой Вилитек на производстве арматуры из титановых сплавов |
Рамные сварочные камеры с продувкой инертным газом
Рамные сварочные камеры Vilitek VBOX FW – это универсальное и практичное решение для промышленной сварки титановых сплавов в среде высокочистого аргона, позволяют добиваться качества шва аналогичного получаемому в вакуумных сварочных камерах, но при этом обладают более выгодной стоимостью. Ориентированы на нужды предприятий авиационной, космической, атомной промышленностей. Рама и обечайки шлюзов камер изготовлены из нержавеющей стали. Панели изготавливаются из специального прозрачного полимера, отличающегося низкой газопроницаемостью, высокой химической стойкостью, прочностью и огнестойкостью. К преимуществам конструкции рамных сварочных камер VBOX FW относятся отличный обзор области сварки со всех сторон, ремонтопригодность, легкость замены поврежденных панелей, возможность модернизации и дооснащения опциями.
Ориентированы на нужды предприятий авиационной, космической, атомной промышленностей. Рама и обечайки шлюзов камер изготовлены из нержавеющей стали. Панели изготавливаются из специального прозрачного полимера, отличающегося низкой газопроницаемостью, высокой химической стойкостью, прочностью и огнестойкостью. К преимуществам конструкции рамных сварочных камер VBOX FW относятся отличный обзор области сварки со всех сторон, ремонтопригодность, легкость замены поврежденных панелей, возможность модернизации и дооснащения опциями.
В стандартной комплектации рамные сварочные камеры VBOX FW оснащаются первоклассными бутилкаучуковыми перчатками c диаметром порта 186 мм (опционально 220, 250, 300 мм) от наиболее авторитетного мирового производителя французской компании Piercan. Инертный газ подводится к камере снизу, выпускной клапан находится сверху. Загрузка объектов для сварки осуществляется через малый боковой люк или большой люк сверху камеры. В комплект входит сварочный стол с отверстиями для крепления оснастки, на стенке камеры предусмотрен безразрывный герметичный ввод, позволяющий вводить в камеру до 20 кабелей или трубок (16-и кабелей или трубок наружным диаметром от 4 до 16 мм и до 4-х кабелей или трубок наружным диаметром от 10 до 32 мм), что позволят подключать к камере сварочные аппараты различного типа с газовым и водяным охлаждением горелки, а также заводить кабели управления, в том числе для сварочных манипуляторов. Сварочный стол в камерах изготовлен с отверстиями для закрепления стандартной сварочной оснастки (толщина плиты 8 мм, диаметр отверстий 16 мм, шаг 100 мм), опционально может быть изготовлено по ТЗ заказчика.
Сварочный стол в камерах изготовлен с отверстиями для закрепления стандартной сварочной оснастки (толщина плиты 8 мм, диаметр отверстий 16 мм, шаг 100 мм), опционально может быть изготовлено по ТЗ заказчика.
|
Модель |
Внутренние размеры рабочей камеры, ШхГхВ, мм |
Внутренний диаметр люка, мм |
Кол-во перчаток, шт. |
Количество уровней установки перчаток, шт. |
|
VBOX FW700 |
700х700х600 |
300 |
2 |
1 |
|
VBOX FW1000 |
1000х850х600 |
300 |
2 |
1 |
|
VBOX FW1250 |
1250х850х600 |
300 |
3 |
1 |
|
VBOX FW1600 |
1600х850х600 |
300 |
4 |
1 |
|
VBOX FW700H |
700х850х950 |
300 |
4 |
2 |
|
VBOX FW1000H |
1000х850х950 |
300 |
4 |
2 |
|
VBOX FW1250H |
1250х850х950 |
300 |
6 |
2 |
|
VBOX FW1600H |
1600х1000х950 |
400 |
8 |
2 |
Размеры стандартных сварочных камер Vilitek VBOX FW
Камеры с размерами, отличными от стандартных могут быть изготовлены компанией Вилитек
по заказу.
|
Модель |
Н, мм |
h, мм |
B, мм |
L, мм |
l, мм |
h3, мм |
b1, мм |
l1, мм |
|
Верхнее/нижнее положение |
||||||||
|
VBOX FW700 |
1650 / 1400 |
950 / 700 |
815 |
1215 |
824 |
600 |
700 |
700 |
|
VBOX FW1000 |
1650 / 1400 |
950 / 700 |
965 |
1515 |
1124 |
600 |
850 |
1000 |
|
VBOX FW1250 |
1650 / 1400 |
950 / 700 |
965 |
1765 |
1374 |
600 |
850 |
1250 |
|
VBOX FW1600 |
1650 / 1400 |
950 / 700 |
965 |
2115 |
1724 |
600 |
850 |
1600 |
|
VBOX FW700H |
1900 / 1650 |
950 / 700 |
965 |
1215 |
824 |
950 |
850 |
700 |
|
VBOX FW1000H |
1900 / 1650 |
950 / 700 |
965 |
1515 |
1124 |
950 |
850 |
1000 |
|
VBOX FW1250H |
1900 / 1650 |
950 / 700 |
965 |
1765 |
1374 |
950 |
850 |
1250 |
|
VBOX FW1600H |
1900 / 1650 |
950 / 700 |
1115 |
2115 |
1724 |
950 |
1000 |
1600 |
Подставка-рама под камеру регулируется по высоте, заказывается дополнительно как опция BASE2, в стандартную комплектацию не входит, также могут быть заказаны рамы-подставки с фиксированной высотой.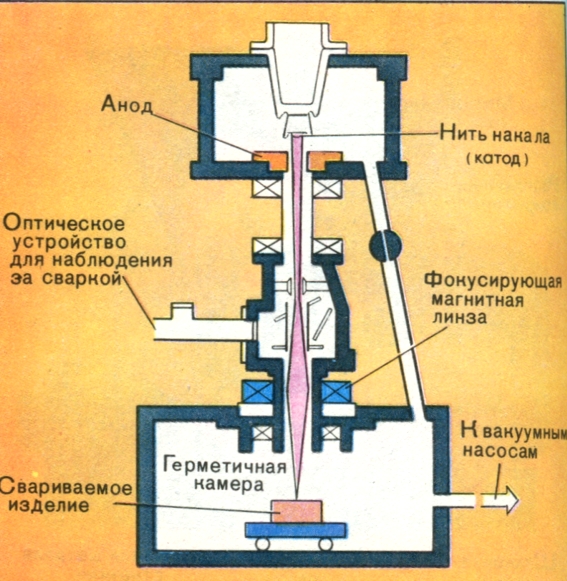
Сварочные камеры серии FW могут комплектоваться системой управления давлением, вакуумными насосами сухими/масляными, шлюзовыми камерами различных размеров, системами подсветки, газоанализаторами кислорода, влаги, азота, системами ручного и автоматического замещения среды в сварочной камере. Для консультации по сварке с использованием аргоновых сварочных камер и подбора оптимальной комплектации обращайтесь к инженерам отдела продаж компании Вилитек.
Тестирование аргоновой сварочной камеры Вилитек VBOX F W700H для сварки титана
 youtube.com/embed/S5IHVw0jEG4?feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» frameborder=»0″>
youtube.com/embed/S5IHVw0jEG4?feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» frameborder=»0″> Сварочные камеры для сварки с поддувом
В сварочных камерах для сварки с поддувом инертный газ подается под избыточным давлением через специальный соединительный патрубок. Конструкция камеры обеспечивает быструю замену атмосферного воздуха инертным газом с целью предотвращения окисления материалов.
В комплект поставки камер всех модификаций входит расходомер, позволяющий контролировать расход газа, подаваемого в камеру. Атмосферный воздух отводится из камеры по мере подачи инертного газа через шаровой обратный клапан, расположенный в крышке.
Для подключения к камере анализатора концентрации кислорода предусмотрен специальный клапан.
|
Модель |
Размеры, мм |
Масса брутто, прибл. |
||||
|
A
(ширина |
В
(габаритная |
C
(габаритная |
D
(высота |
E
(габаритная |
||
|
VBOX W-36 |
915 |
1120 |
1650 |
483 |
1295 |
660 |
|
VBOX W-48 |
1220 |
1420 |
1855 |
635 |
1448 |
840 |
|
VBOX W-60 |
1525 |
1730 |
2135 |
787 |
1600 |
1025 |
|
VBOX W-72 |
1830 |
2030 |
2440 |
940 |
1750 |
1200 |
 , кг
, кг
Стандартная конфигурация включает следующие узлы:
- Крышка из прозрачного органического стекла, обеспечивающая максимальное удобство наблюдения и увеличивающая рабочую площадь на величину до 30% по сравнению с крышками круглой формы. Крышка легко откидывается и уравновешивается, благодаря чему реализуется быстрый и удобный доступ к рабочей зоне. Материал крышки устойчив к воздействию УФ-излучения.
- Перчаточные порты: в стандартной комплектации камеры оснащаются двумя парами перчаточных портов; в качестве опции доступно большее количество портов.
- Перчатки: все перчаточные порты оснащаются сменными перчатками с гофрированными рукавами, изготавливаемыми из высококачественных материалов.
- Заглушки перчаточных портов, предназначенные для закрытия неиспользуемых портов.
- Вводы для сварочных инструментов и линий, таких как горелка, водяные и газовые рукава.
- Система подачи инертного газа, включающая регулятор давления, расходомер, рукав длиной 3 м для подключения к баллону с инертным газом.
- Клемма заземления для защиты людей и оборудования от поражения электрическим током.
 Крышка легко откидывается и уравновешивается, благодаря чему реализуется быстрый и удобный доступ к рабочей зоне. Материал крышки устойчив к воздействию УФ-излучения.
Крышка легко откидывается и уравновешивается, благодаря чему реализуется быстрый и удобный доступ к рабочей зоне. Материал крышки устойчив к воздействию УФ-излучения.Вакуумные сварочные камеры
Вакуумные камеры для сварки предназначены для проведения сварочных операций, требующих повышенной степени чистоты атмосферы.
При работе сначала атмосферный воздух откачивается из камеры системой вакуумирования, создающей в ней разряжение до -700 мм рт. ст. При этом из камеры удаляются все загрязнения и влага. После вакуумирования камера заполняется чистым инертным газом (как правило, аргоном). Такая конструкция позволяет сократить время замены газа в камере, а также снизить расход инертного газа, обеспечивая при этом максимальную степень чистоты атмосферы.
Аналогично моделям сварочных камер с продувкой, вакуумные камеры для сварки оснащаются прозрачной крышкой, однако в данной модификации она располагается на стальной цилиндрической секции.
|
Модель |
Размеры, мм |
Масса брутто, прибл. |
|||
|
A (ширина крышки) |
В (габаритная ширина) |
C (габаритная высота) |
D (высота крышки и рабочей камеры) |
||
|
VBOX V-36 |
915 |
1170 |
1400 |
535 |
500 |
|
VBOX V-48 |
1220 |
1475 |
1473 |
610 |
950 |
|
VBOX V-60 |
1525 |
1780 |
1600 |
760 |
1410 |
|
VBOX V-72 |
1830 |
2080 |
1727 |
915 |
2315 |
 , кг
, кг
Стандартная конфигурация включает следующие узлы:
- Стальной рабочий стол, изготавливаемый в соответствии со строгими требованиями к точности.
- Стальная рабочая камера, оснащенная перчаточными портами с клапаном для вакуумирования.
- Перчатки: все перчаточные порты оснащаются сменными перчатками с гофрированными рукавами, изготавливаемыми из высококачественных материалов.
- Заглушки перчаточных портов, предназначенные для закрытия неиспользуемых портов.
- Крышка из прозрачного органического стекла с выпускным патрубком.
- Система вакуумирования, включающая в себя вакуумный насос, клапан подачи инертного газа, высокоточный вакуумметр и расходомер инертного газа с регулятором давления.
- Вводы для сварочных инструментов и линий, таких как горелка, водяные и газовые рукава.
- Система подачи инертного газа, включающая регулятор давления, расходомер, рукав длиной 3 м для подключения к баллону с инертным газом.
- Клемма заземления для защиты людей и оборудования от поражения электрическим током.


Опции
- Дополнительная секция для сварочных камер поддувочного типа
Предназначена для увеличения рабочего объема сварочной камеры. Доступны следующие стандартные исполнения по высоте: 380, 457 и 609 мм. Также возможно изготовление секций по индивидуальному заказу. - Шлюзовая камера
Шлюзовая камера, соединяемая с крышкой, обеспечивает доступ к рабочей камере с минимальными потерями газовой атмосферы. Камера оснащается навесными дверцами на каждом конце тамбура и отдельной системой подачи инертного газа. Возможно оснащение шлюзовой камеры перчаточными портами. - Затемнение крышки
Затемнение выбранной зоны крышки с целью использования в качестве «смотрового окна» при сварке с целью защиты глаз. - Колесные опоры
Усиленные поворотные колесные опоры с углом поворота 360°, обеспечивающие удобство перемещения сварочной камеры. - Сварочный позиционер
Сварочный позиционер ZB-300 предназначен для поворота заготовки внутри рабочей камеры. Технические характеристики:
- максимальный диаметр заготовки: 100 мм;
- грузоподъемность: в вертикальном положении 136 кг, в горизонтальном положении 204 кг;
- максимальный угол наклона планшайбы: 90°;
- возможность фиксации планшайбы в различных положениях с шагом 15°;
- электродвигатель постоянного тока закрытого типа;
- диаметр планшайбы: 305 мм;
- специальная смазка для работы в сварочной камере;
- количество гнезд под инструменты: 4 шт.;
- ножная педаль для пуска/останова.
- Система автоматической подготовки
Система обеспечивает автоматическое вакуумирование и заполнение рабочей камеры инертным газом. Об окончании цикла подготовки свидетельствует световой индикатор. - Поворотный стол внутри камеры
Поворотный стол, изготавливаемый из стали и размещаемый внутри рабочей камеры с целью удобства манипуляций с заготовками. Стол является ручным и не оснащается электроприводом.
 Технические характеристики:
Технические характеристики:
 Стол является ручным и не оснащается электроприводом.
Стол является ручным и не оснащается электроприводом.Нестандартные сварочные камеры
Помимо стандартных модификаций возможно изготовление сварочных камер обоих типов по индивидуальным рабочим параметрам и размерам. Такие камеры имеют все преимущества стандартных моделей и позволяют удовлетворить большинству возможных потребностей в сфере сварки в атмосфере инертных газов. Для получения дополнительной информации просим обращаться к нашим специалистам.
Сварка и изготовление высоковакуумной камеры. — Общие вопросы
Вечер добрый!
Возникла необходимость сделать высоковакуумную камеру. Имеющаяся у меня не устраивает меня по ряду критериев, но в основном своим размером. Нужно что то побольше. Например куб 250 на 250 мм или цилиндр 200-300 мм диаметром.
Решил я прикупить нужные патрубки с необходимыми фланцами cf35 5 шт, cf63 2 шт, cf 100 3 шт. Купить отрезок трубы 304 200-300 мм диаметром, толщиной 2-3 мм, порезать ее на 3D плазморезе для труб, сделать соотв. врезку, чтобы получить крестовину. Сварить ее и отдать на электрохим полировку. Потом вырезать лазером или плазморезом из листа нержавейки квадраты (больше диаметра трубы крестовины). В квадратах вырезать отверстия под патрубки, приварить их заподлицо с вакуумной стороны, а потом наложив эти квадраты с приваренными фланцами на торцы крестовины обварить по кругу, но уже со стороны атмосферы.
врезку, чтобы получить крестовину. Сварить ее и отдать на электрохим полировку. Потом вырезать лазером или плазморезом из листа нержавейки квадраты (больше диаметра трубы крестовины). В квадратах вырезать отверстия под патрубки, приварить их заподлицо с вакуумной стороны, а потом наложив эти квадраты с приваренными фланцами на торцы крестовины обварить по кругу, но уже со стороны атмосферы.
Либо не заморачиваться с крестом и сделать кубик из 304 листа (мне форма не принципиальна), однако крест легче прогреть, обмотав лучи греющими силиконовым лентами. А кубику ещё видимо парочку рёбер не помешают снаружи.
Собственно вопросы:
1) проваривать систему лучше с вакуумной стороны — так я приварю патрубки, однако крышки креста или стороны куба внутри проварить не получится, туда просто не залезть. Получается паразитный объём, который неизвестно чем аукнется. Как быть, и на сколько это большая проблема?
2) Что изготовить проще и какая вакуумная камера будет лучше (возможно учесть специфические критерии, напр влияет ли геометрия на качество откачки) крестовина или кубик?
3) Насколько хорошо можно сварить элементы в нормальной мастерской с опытным сварщиком, не прибегая к услугам компаний, которые изготавливают вакуумные камеры? — сегодня пообщался с ними, впечатления не произвели, никаких проверок на течи не делают, никакие новаторские решения сварке не используют, сидит сварщик дядя Вася и варит. Т.е. никаких обитаемых камер или китайских пузырей из целлофана с аргоном. Просто стульчик и просто дядя Вася с TIG. Однако ценник за работы по сварке вакуумных элементов имеет какой то увеличеный коэффициент потому что потому. Так пока думаю я, может не прав -объясните. Есть ли смысл где варить?
Т.е. никаких обитаемых камер или китайских пузырей из целлофана с аргоном. Просто стульчик и просто дядя Вася с TIG. Однако ценник за работы по сварке вакуумных элементов имеет какой то увеличеный коэффициент потому что потому. Так пока думаю я, может не прав -объясните. Есть ли смысл где варить?
4) Мне в конторе сказали, что те отверстия, которые я сделаю в листе нержи лазером перед вваркой патрубков нужно обработать, я пытался уточнить, но от ответа уклонились. То ли не знают, то ли набивают цену (вернее оправдывают названную). Ума не приложу что это за обработка такая после лазерного реза кроме обезжиривания каким нибудь копеечным гексаном или ацетоном))))
5) Как сделать полировку? На каких этапах? Электрохимия? Можно ли будет полирнуть уже готовое изделие, или внутри оно плохо отполируется, когда будет заварено крышками со всех сторон и маленькими фланцами или лучше варить по элементам, эти элементы подвергать электрохимполировке, потом собирать воедино, варить снаружи и опять подвергать электрохимполировке уже для обработки внешних поверхностей и швов?
Есть выходы на электрохимию и сварку, недалёко от района есть товарищи с лазером, которые режут недорого и без мин суммы заказа. Вот и решил заморочиться. Естественно цены от спец контор мне не по вкусу). Решил на апгрейд камеры пойти потому что удалось купить комплект новых вакуумных окон сф63 и сф100 и шикарнейшую новую шиберную задвижку VAT сф100 с ручным управлением.
Вот и решил заморочиться. Естественно цены от спец контор мне не по вкусу). Решил на апгрейд камеры пойти потому что удалось купить комплект новых вакуумных окон сф63 и сф100 и шикарнейшую новую шиберную задвижку VAT сф100 с ручным управлением.
Изменено пользователем D2OLab
(PDF) СВАРКА ТИТАНОВЫХ ПОЛУСФЕР В ВАКУУМЕ
97
ISSN 9125 0912. Вісник Дніпропетровського університету. Серія «Ракетно-космічна техніка», 2011. Вип. 14.
В настоящее время проведено не достаточное количество исследований,
посвященных изучению кинетики формирования соединения при сварке полым
катодом. Установлено, что прочность сварного соединения зависит от давления,
температуры и времени выдержки. Эти параметры оказывают совокупное влияние.
Проведенный анализ существующих схем сварки сферических заготовок и
способов их технологической реализации показал, что сваренные образцы со-
ответствуют требуемым значениям физико-механических характеристик.
В литературе отсутствуют методики, позволяющие определить технологи-
ческую схему и оптимальные режимы сварки полым катодом соединений дета-
лей при нормальной температуре, которые бы позволили получить качественное
соединение при различной толщине свариваемых деталей. Возникает задача раз-
работки математической модели, позволяющей описать все этапы сварки полым
катодом и определить основные зависимости режимов сварки от геометричес-
ких параметров свариваемых деталей, а также физико-механических свойств
материалов. Полученные зависимости позволят облегчить и сделать наиболее
обоснованным выбор оптимальных режимов сварки соединений полым катодом.
В настоящее время также отсутствуют данные о кинетике формирования
соединений, получаемых методом сварки полым катодом. Возникает необходи-
мость в определении основных этапов и закономерностей образования соедине-
ний при сварке полым катодом деталей, а также оптимальных режимов сварки со-
единений из титанового сплава ВТ6С.
Выводы. Наличие весьма ограниченного числа работ, посвященных пробле-
ме получения качественных соединений из титанового сплава ВТ6С полым като-
дом в вакууме, свидетельствует о недостаточной изученности процессов, проис-
ходящих при сварке.
Создание соединений полым катодом по сравнению со сваркой погружен-
ной дугой позволило увеличить качество геометрии сварного шва шаробаллона,
повысить их прочность и герметичность.
В литературе не освещен механизм формирования сварных соединений полым
катодом. В большинстве случаев в работах ограничиваются закономерностями,
полученными на основе экспериментальных данных, не рассматривая при этом ки-
нетики. Отсутствуют результаты теоретического обобщения, позволяющие оце-
нить влияние геометрических параметров свариваемых деталей. Также отсутству-
ют методики, позволяющие определить оптимальные режимы сварки соединений с
учётом толщины или с требуемыми прочностными характеристиками.
Значительный интерес представляет кинетика формирования соединения на
различных этапах сварки. Знание процессов, происходящих в зоне контакта, позво-
лит контролировать, прогнозировать и целенаправленно управлять формированием
структуры переходной зоны для получения соединений с заданными свойствами.
Библиографические ссылки
1. Беляев Н. М. Системы наддува топливных баков ракет. – М. : Машиностроение,
1976. – 336 с.
2. Гуревич С. М. Сварка титана со сталью / С. М. Гуревич, В. Н. Замков // Автомати-
ческая сварка. – 1962. – № 8. – С. 21 – 26.
3. Сварка разнородных металлов и сплавов / В. Р. Рябов, Д. М. Рабкин, Р. С. Курочко,
Л. Г. Стрижевская. – М. : Машиностроение, 1984. – 239 с.
4. Соединение труб из разнородных материалов / С. Н. Киселев, Г. Н. Шевелев,
В. В. Рощин и др. – М. : Машиностроение, 1981. – 176 с.
5. Специальные методы сварки и пайки / Фролов В. А., Пешков В. В., Коломенский
А. Б., Горбатский Ю. В. и др. – М. : Машиностроение, 2003. – 184 с.
Б., Горбатский Ю. В. и др. – М. : Машиностроение, 2003. – 184 с.
6. Технологические основы сварки и пайки в авиастроении / В. А. Фролов, В. В. Пеш-
ков, А. Б. Коломенский, В. А. Казаков. – М. : Машиностроение, 2002. – 455 с.
Надійшла до редколегії 03.11.2010.
Вакуумные камеры для электроннолучевой сварки
Сварку можно производит на установке для газолазерной резки при меньших мощностях и использовании слабого поддува инертного газа в зону сварки. При мощности СО 2-лазера около 200 Вт удается сваривать сталь толщиной до 0,8 мм со скоростью 0,12 м/мин качество шва получается не хуже, чем при электроннолучевой обработке. Электроннолучевая сварка имеет несколько большие скорости сваривания, но зато проводится в вакуумной камере, что создает большие неудобства и требует значительных общих временных затрат.
[c.134]
Рассмотренные конструкции автоматических вакуумных камер показывают, что при электроннолучевой сварке может быть получена производительность, обеспечиваюш,ая выпуск изделий в массовых количествах, что позволяет широко применять этот способ в промышленности. Промышленностью выпускаются электронно-лучевые сварочные установки для сварки изделий крупных габаритов. Примером такой установки является установка У86, рабочая камера которой имеет диаметр 2000 мм и длину 4000 мм. В камере с объемом более 10 ж использованы мощные откачивающие средства, в том числе и бустерные насосы, что позволяет получить рабочий вакуум 110 —
[c.74]
Промышленностью выпускаются электронно-лучевые сварочные установки для сварки изделий крупных габаритов. Примером такой установки является установка У86, рабочая камера которой имеет диаметр 2000 мм и длину 4000 мм. В камере с объемом более 10 ж использованы мощные откачивающие средства, в том числе и бустерные насосы, что позволяет получить рабочий вакуум 110 —
[c.74]
На рис. 1.22 представлена классификация манипуляторов установок для электроннолучевой сварки и их основных механизмов и устройств, согласно которой манипуляторы делятся на две основные группы манипуляторы изделия и манипуляторы пушки [9, 15, 22— 24]. Первые являются непременным элементом практически любой установки, а вторые используются в тех случаях, когда сварочная пушка перемешается внутри вакуумной камеры. [c.346]
Разновидностью сварки плавлением является электроннолучевая сварка в вакуумных камерах [42, с. 262]. Ее преимущество — практически полное отсутствие газов, окружающих зону сварки. Кроме того, пучок электронов может быть сосредоточен на весьма малом пятне, диаметр которого не превышает десятых долей миллиметра. Это позволяет получать узкие околошовные зоны при большей глубине проплавления. Значительное уменьшение размеров зоны термического влияния особенно важно для титана, склонного к росту зерен при нагревах выше температуры полиморфного превращения.
[c.87]
Кроме того, пучок электронов может быть сосредоточен на весьма малом пятне, диаметр которого не превышает десятых долей миллиметра. Это позволяет получать узкие околошовные зоны при большей глубине проплавления. Значительное уменьшение размеров зоны термического влияния особенно важно для титана, склонного к росту зерен при нагревах выше температуры полиморфного превращения.
[c.87]
Схема установки для электронно-лучевой сварки показана на рис. 128. Она включает следующие основные элементы электроннолучевую сварочную пушку 1 с системами управления и электропитания, формирующую поток электронов, электроны могут быть ускорены до энергии 20—30 кэВ (низковольтные пушки), 30—100 кэВ (пушки с промежуточным ускоряющим напряжением), 100—200 кэВ (высоковольтные пушки), вакуумную камеру 4 с люками загрузки и выгрузки деталей, механизмами перемещения свариваемых деталей 5 и со смотровыми окнами 3, вакуумную систему, обеспечивающую при сварке в рабочем объеме камеры разрежение 10″ —10″ мм рт. ст.
[c.289]
ст.
[c.289]
ПОДВИЖНАЯ ПУШКА (в электроннолучевой сварочной установке) — электронная пушка, которая может перемещаться при сварке внутри вакуумной камеры. [c.107]
Вместе с тем широкое распространение получат и установки с большими и сверхбольшими камерами, что обусловлено созданием и освоением промышленного вьшуска надежных вакуумных насосов чрезвычайно высокой производительности. Таким образом, перспективы электроннолучевой сварки — сварка толстого металла в изделиях самого ответственного назначения роторах турбин и генераторов, сосудах высокого давления и т. п. [c.26]
Электроннолучевая сварка обеспечивает минимальное коробление изделия вследствие малой ширины шва. Поверхности алюминиевых деталей под электроннолучевую сварку следует подготавливать травлением с последующим шабрением кромок непосредственно перед загрузкой заготовки в вакуумную камеру. В отличие от всех других методов сварки плавлением электроннолучевую сварку алюминиевых сплавов благодаря малому объему сварочной ванны и узкому шву можно вьшолнять как на весу , так и на подкладках. Сварку сплавов, содержащих легко испаряющиеся элементы (магний, цинк и др.), предпочтительнее выполнять на весу , так как в этом случае облегчается удаление паров металла и повышается плотность сварных швов.
[c.650]
Сварку сплавов, содержащих легко испаряющиеся элементы (магний, цинк и др.), предпочтительнее выполнять на весу , так как в этом случае облегчается удаление паров металла и повышается плотность сварных швов.
[c.650]
Электроннолучевую сварку вьшолняют при давлении в рабочем объеме камеры не выше 10 —10 мм рт. ст. Предпочтения заслуживают системы откачки с безмасляными вакуумными насосами (например, титановыми). [c.676]
Конструкции электроннолучевых установок отличаются величиной ускоряющего напряжения, объемом вакуумной камеры и другими технологическими парамет-ра.ми. В качестве примера рассмотрим несколько установок для электронно-луче-вой сварки. [c.196]
Вакуумные камеры для электроннолучевой сварки 193 Вентильный генератор 18 Внешние характеристики выпрямителя 66 источника питания 13 трансформатора 33 Возмущения 136 Вольт-амперные характеристики диодов 53—55 сварочной дуги 6—9, 12 Выпрямители сварочные 53—81 выбор 80, 81
[c. 203]
203]
Установки для электроннолучевой сварки в промежуточном вакууме. Оборудование такого класса несколько проще аналогичных устройств для сварки в высоком вакууме. Для этого оборудования характерны несложные откачивающие системы и уплотнительные узлы, упрощенная конструкция вакуумных камер, выполняемых по форме свариваемых деталей, откачиваемых до рабочего состояния за 20—60 сек, использование сравнительно простых шлюзовых систем. Конструкция установок предусматривает раздельную откачку из пушки, где создается вакуум 1 х х10 мм рт. ст., и из камеры, где вакуум составляет 5 10 — [c.90]
Установки для электроннолучевой сварки вне вакуума. Эти установки представляют особую область электроннолучевой техники для сварки в инертном газе при атмосферном давлении. Они позволяют сваривать изделия без дорогостоящих сложных вакуумных камер или накидных приспособлений. [c.90]
ЭЛЕКТРОННОЛУЧЕВАЯ СВАРКА — сеарка плавлением, при которой нагрев металла осуществляется электронным лучом. Установка для электроннолучевой сварни, называемая также электроннолучевой сварочной установкой, состоит в основном из вакуумной камеры, вакуумной насосной системы и электронной пушки с высоковольтным источником постоянного тока.
[c.186]
Установка для электроннолучевой сварни, называемая также электроннолучевой сварочной установкой, состоит в основном из вакуумной камеры, вакуумной насосной системы и электронной пушки с высоковольтным источником постоянного тока.
[c.186]
Установка представляет собой вакуумную камеру, на которой установлена электроннолучевая пушка и механизм подачи присадочной проволоки. Все рабочие механизмы смонтированы на консоли, укрепленной на крышке, которая вручную перемещается по направляющим станины и камеры. Вращение и перемещение изделия в камере осуществляется электромеханическим приводом. Скорости перемещения изделия и присадочной проволоки плавно регулируются. Электронный луч сж имается фокусирующей системой, состоящей из магнитной или электростатической линзы. Процесс сварки наблюдается в оптические трубки, дающие увеличение в 3— 5 раз. Вакуум в камере создается двумя форва-куумными насосами типа ВН-1 и диффузионным агрегатом типа ВА-5-4. [c.86]
Электронно-лучевая сварка
В институте имеются современные приборы, генерирующие электронный пучок соответствующей формы, мощности и плотности энергии, способные передавать пучку определенные движения, а также возможность проведения работ в области современных методов контроля и диагностики, в том числе дистанционных диагностика с использованием элементов искусственного интеллекта.
Данные устройства позволяют эффективно выполнять текущие задачи института в данной области, ее развитие, а также справляться с зарубежной конкуренцией, в частности:
- изучение явлений, происходящих в материалах в результате взаимодействия электронных пучков с очень высокой плотностью энергии,
- разработка технологических регламентов и специализированных экспертных систем для электронной сварки и модификации поверхности,
- выполнение работ по современным системам управления электронно-сварочными аппаратами и другими устройствами, использующими высокоэнергетический электронный пучок выполнение работ по системам диагностирования технического состояния этих устройств
Электронно-лучевая сварка в вакууме
Применение: автомобильная, авиационная, оборонная, электромеханическая, машиностроительная, приборостроительная и измерительная, электронная промышленность.
Электронно-лучевым методом свариваем все материалы, сваренные традиционными методами, и дополнительно:
- Стали с повышенным содержанием углерода,
- Металлы с высокой теплопроводностью, например медь и ее сплавы, алюминий и его сплавы, золото, серебро, платина.
- Химически активные металлы, например бериллий, ванадий и т. д.
- Металлы с различными физическими и химическими свойствами, например биметаллические полосы.
- Металлы тугоплавкие (вольфрам, тантал, молибден, ниобий).

Мы предлагаем:
- Разработка технологии сварки конкретных деталей.
- Консультации и консультации специалистов по оптимизации конструкции сварных элементов и выбору лучших материалов.
- Услуги по сварке деталей в виде полуфабрикатов или «готовых» деталей массой до 30 кг и размерами не более 500х600х300 мм, изготовленных из стали, меди и ее сплавов, алюминия и его сплавов, бериллия, ванадия , благородные металлы, тугоплавкие металлы (вольфрам, тантал, молибден, ниобий), титан и его сплавы, детали из металлов с различными физико-химическими свойствами.
- К каждой свариваемой детали можно прикрепить графики основных параметров сварки.
У нас есть электронные сварочные аппараты различной мощности
- WS 0,5/25 мощностью 0,5кВт — размер камеры 440х440х580мм
- WS 8/80 мощностью 8кВт — размер камеры 1600х710х800мм
- WS 10/80 мощностью 10 кВт — размер камеры 1600x710x800мм
. 90 000
90 000
ЭЛЕКТРОННАЯ СВАРКА
Электронно-лучевая сварка является одним из видов сварки металлов. Электронная сварка — это нагрев места связь с помощью электронного луча. Этот метод выполняется с использованием аппарата для электронной сварки, в котором источником электронов является электронная пушка. Электроны разгоняются напряжением в десятки кВ. Характерной особенностью электронной сварки является то, что сварка обычно происходит в среде вакуума порядка 10 -4 … 10 -5 мбар. Другая особенность заключается в том, что сварной шов образуется путем сплавления кромок соединяемых деталей. Поэтому нет необходимости использовать дополнительное связующее.
Этот метод позволяет использовать металлы (например, вольфрам-медь, ниобий-медь), которые невозможно получить другими методами сварки. Вакуум вокруг заготовки предотвращает образование пузырьков газа в сварном шве; Газы откачиваются немедленно, предотвращая образование дефектов и пузырей. Вакуум также предотвращает окисление соединяемых металлов, благодаря чему сварные швы получаются очень хорошего качества.
Вакуум также предотвращает окисление соединяемых металлов, благодаря чему сварные швы получаются очень хорошего качества.
Однако обычная электронная сварка имеет некоторые недостатки. Во-первых, этот метод плохо подходит для соединения металлов и сплавов, которые легко испаряются в вакууме, таких как алюминий и магний. Во-вторых, для сварки этим способом требуется сложное оборудование: низковакуумные и высоковакуумные насосы (обычно диффузионные), насос для прокачки пусковой установки (ранее диффузионный, сейчас чаще всего турбомолекулярный), электронно-пусковая установка с источниками питания, системы электронного предварительного просмотра свариваемой детали и т.д. .В-третьих, свариваемые детали должны быть таких размеров, чтобы поместиться в сварочной камере. Стоимость использования классических сварочных аппаратов относительно высока из-за потребления энергии, необходимой для работы насосов, расхода воды на ходьбу и техническое обслуживание компонентов сварочного аппарата.
Электронная сварка имеет более чем столетнюю историю. В конце 19 века Уильям Крукс заметил, что катодные лучи способны нагревать металлическую фольгу, расположенную на их пути.
В конце 19 века Уильям Крукс заметил, что катодные лучи способны нагревать металлическую фольгу, расположенную на их пути.
В 1907 годуМарчелло фон Пирани, немецкий изобретатель, будет использовать это явление для очистки тугоплавких металлов. В последующие годы конструкторы строили все более совершенные электронные печи для плавки металлов. Только развитие ядерной техники вызовет необходимость поиска новых способов соединения металлов. Это было связано с тем, что эти металлы имели разные свойства и не работали хорошо или ранее известными способами. В 1950 году был построен первый практичный аппарат для электронной сварки, который использовался для производства топливных элементов для ядерных реакторов.В Польше проектирование и исследование электронных сварочных аппаратов началось в 1960-х годах в Промышленном институте электроники в Варшаве и его филиале во Вроцаве. Ниже представлена фотография сварочного аппарата, построенного в PIE в начале 1970-х годов.
Электронно-лучевая сварка имеет ряд преимуществ. Этот метод позволяет использовать металлы (например, вольфрам-медь, ниобий-медь), которые нельзя сочетать с другими методами сварки.Электронная сварка применяется, в том числе, для соединения элементов вакуумной аппаратуры. В Польше электронная сварка осуществляется Научно-исследовательским институтом теле- и радиосвязи. Инициатором использования этой техники сварки в Польше был проф. Визав Барвич.
Электронная сварка при низком давлении представляет собой разновидность описанного выше метода и может использоваться в нескольких различных вариантах. Одним из вариантов является использование электронной пушки с холодным катодом, для которой требуется атмосфера разреженного газа с давлением около 0,2 мбар, или 2×10 -4 атмосфер.Рабочим газом может быть аргон, дешевый благородный газ с относительно тяжелыми атомами. Используйте этот вариант сварки в своей лаборатории.
Принцип работы данного сварочного аппарата следующий. В вакуумной камере К находится электронная пушка W, которая также является холодным катодом. Питание пусковой установки осуществляется от высоковольтного источника питания Z. Напряжение от источника питания плавно регулируется в диапазоне от нуля до нескольких кВ, выход по току источника питания составляет несколько сотен мА. Пусковая установка представляет собой алюминиевый стержень со сферической поверхностью, выдавленной на лицевой стороне пусковой установки.В центре пусковой установки имеется полость, из которой выходит пучок электронов. Он бомбардирует свариваемую деталь. Кинетическая энергия электронного луча преобразуется в основном в тепло, которое используется для сварки заготовки D. Заготовка перемещается с помощью вакуумного манипулятора или сервопривода внутри камеры (эти элементы на чертеже не показаны). Вакуумметр PR показывает значение вакуума в камере. Необходимым условием работы пусковой установки является подача высокого напряжения и наличие в камере газа под небольшим давлением. Чтобы исключить возможность химической реакции этого газа со свариваемыми деталями, этот газ должен быть благородным газом. Газ подается в камеру из баллона Б с помощью клапана с редуктором на баллоне Р и дозирующего клапана ЗД. При этом газ откачивается через вакуумный канал с запорной арматурой ЗО с помощью роторного насоса ПО, поэтому сварка ведется в потоке благородного газа. После окончания сварки клапаны ZD и ZO закрываются, а воздушный клапан ZZ открывается. После воздуха в камере свариваемую деталь можно снять со сварочного аппарата.
Чтобы исключить возможность химической реакции этого газа со свариваемыми деталями, этот газ должен быть благородным газом. Газ подается в камеру из баллона Б с помощью клапана с редуктором на баллоне Р и дозирующего клапана ЗД. При этом газ откачивается через вакуумный канал с запорной арматурой ЗО с помощью роторного насоса ПО, поэтому сварка ведется в потоке благородного газа. После окончания сварки клапаны ZD и ZO закрываются, а воздушный клапан ZZ открывается. После воздуха в камере свариваемую деталь можно снять со сварочного аппарата.
С помощью данного сварочного аппарата я успешно выполнял соединения различных металлов, в том числе термопар из проводов диаметром 0,08-0,4 мм, с использованием медных, никелевых и константановых проволок. Я делаю эти алюминиевые провода диаметром 1,5 мм и детали из нержавеющей стали.
Аппарат электронной сварки WS6/25 Unitra Obrep
Технические паспорта польских электронно-сварочных аппаратов (rar-файл)
Пучок электронов в вакууме — статья из «Технического обозрения» 34/1987. (файл .rar)
(файл .rar)
Возврат на главную сторону
.
BP Techem Sp. о.о.
Наиболее важными отраслями промышленности, в которых мы устанавливаем наши системы сжатого воздуха, являются:
— строительство (например, пневматические инструменты, вентиляция, кондиционирование воздуха),
— энергетика (например, стерилизация медицинских инструментов и лабораторий),
— автомобилестроение (например, покрасочные цеха, плазменная резка, сварка).
Эти компрессоры также успешно используются в сельском хозяйстве, на транспорте, в морской, фармацевтической и военной промышленности.Среди наших клиентов такие компании, как: Philips Lighting Polska, Volvo Polska, Zakłady Chemiczne Police, Can-Pack, Huta Szkła Jedlice, Huta Szkła Sieraków, Smurfit Kappa, Zakłady Porcelany Stołowej Lubiana, Dr. Oetker, Orkla Foods, Zakłady Mięsne Mazury, Elektromontaż, Invest Rem, Seeger Dach, PKN Orlen, International Paper, Solbet Stalowa Wola, Polska Grupa Farmaceutyczna Łódź и Limito Grudziadz.
Наши проекты:
Фармацевтическая промышленность
1. Компрессорная с системой подготовки воздуха до класса 1.3.1 (в соответствии с ISO 8573-1) общей производительностью 6,25 м 3 / мин при 10 бар.
Комплексное выполнение пневматической установки сваркой из нержавеющей стали (304L) с подключением к компрессорной и сборкой точек сбора. Кроме того, выполнение проверки.
Пищевая промышленность
1. Компрессорная с системой подготовки воздуха до класса 2.4.2 (в соответствии со стандартом ISO 8573-1) общей производительностью 12,12 м 3 / мин при 10 бар.
Дополнительно комплексное исполнение пневмоустановки из ПОЛИПРОПИЛЕН с выходами от главного коллектора в технологический процесс к ресиверам, выполненным из трубы нержавеющей (304L) с гладкими стенками внутри (методом сварки).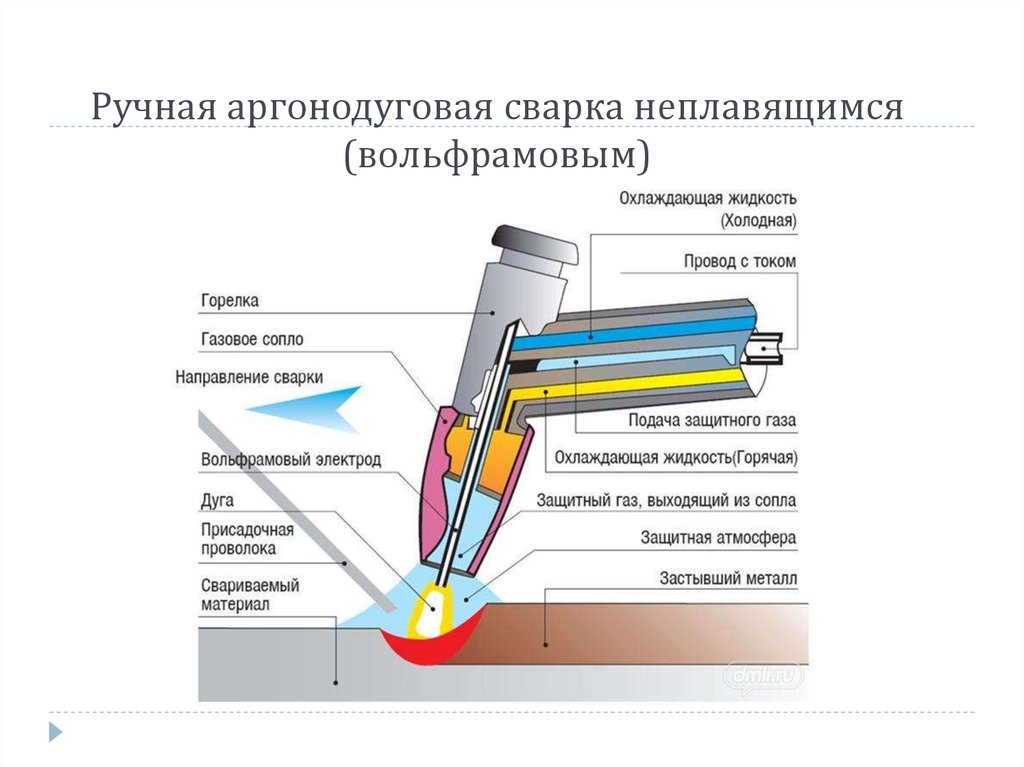 Труба предназначена для пневматических установок, а также для подключения к точкам сбора с помощью шаровых кранов.
Труба предназначена для пневматических установок, а также для подключения к точкам сбора с помощью шаровых кранов.
2. Центральный вакуум изготовлен на 8 вакуумных насосах Pneumofore модели UV16 общей производительностью 7768 м3/ч и мощностью 176 кВт.Установка состоит из двух независимых производственных линий, по 4 насоса УВ16 на каждую линию. Каждая из вакуумных установок дополнительно состоит из вакуумного бака вместимостью 3 тыс. литров, оснащенный автоматическим вакуумным сливом конденсата TV50 и вакуумным каплеуловителем DVF200, задачей которых является удаление твердых и жидких загрязнений из всасываемого вакуума. Работой вакуумных насосов на каждой из производственных линий управляет контроллер Master Logik 110
. 3. Центральный вакуум изготовлен на 3-х вакуумных насосах Pneumofore модели UV16 общей производительностью 2913 м3/ч и мощностью 66 кВт.
Вакуумная система дополнительно состоит из вакуумного резервуара емкостью 3000 литров, оснащенного автоматическим вакуумным сливом конденсата TV50 и вакуумным каплеуловителем DVF200, задачей которого является удаление твердых и жидких загрязнений из всасываемого вакуума. Работой вакуумных насосов управляет главный контроллер Logik 110.
Работой вакуумных насосов управляет главный контроллер Logik 110.
4. Центральный вакуум, изготовленный на базе группы вакуумных насосов GC12.5-400, состоящей из масляного вакуумного насоса модели PVL400 и насоса Рутса модели GMa12.5. Суммарная производительность насосного агрегата 1000 м3/ч, мощность насосного агрегата 11,5 кВт. Благодаря насосу Рутса можно достичь вакуума 0,01 мбар абс. (вакуум 99,999%). Установка также состоит из вакуумного фильтра с полиэфирным картриджем, вакуумного резервуара объемом 3000 литров, оснащенного автоматическим вакуумным сливом конденсата TV50, и шкафа управления, управляющего работой насосного агрегата.
5. Компрессорная станция общей производительностью 50,64 м 3 / мин при 8 бар
Керамическая промышленность
1. Компрессорная с системой подготовки воздуха до класса 2.4.2 (в соответствии с ISO 8573-1) общей вместимостью 76,72 м 3 / мин при 8 бар с улучшенной системой управления компрессором.
Стекольная промышленность
1. Центральный пылесос выполнен на 6-ти вакуумных насосах Pneumofore модели UV16 общей производительностью 5826 м3/ч и мощностью 132 кВт.Установка состоит из двух производственных линий, каждая из которых питается от 3-х насосов УВ16
.
Каждая вакуумная система дополнительно включает в себя вакуумный бак на 3000 литров и вакуумный туманоуловитель DVF200. Задача туманоуловителя состоит в том, чтобы удалять твердые и жидкие загрязнения, например, масло и графит, из всасываемого вакуума.
Стекольная промышленность
1. Центральный вакуум изготовлен на 7 вакуумных насосах Pneumofore модели UV16 общей производительностью 6797 м3/ч и мощностью 154 кВт.Установка состоит из двух технологических линий, первая линия питается от 3-х насосов УВ16, вторая линия питается от 4-х насосов УВ16.
Каждая вакуумная система дополнительно включает в себя вакуумный бак на 3000 литров и вакуумный туманоуловитель DVF200. Задача туманоуловителя состоит в том, чтобы удалять твердые и жидкие загрязнения, например, масло и графит, из всасываемого вакуума.
Осветительная промышленность
1. Центральный вакуум с вакуумным насосом Pneumofore модели UV50 производительностью 2700 м3/ч и мощностью двигателя 75 кВт.Установка дополнительно оснащена вакуумным туманоуловителем ДВФ300.
Магистральный трубопровод диаметром DN500. Вакуумная установка изготовлена из сварной нержавеющей стали L304.
Посмотрите, в каких компаниях работают компрессоры Hydrovane:
Hydrovane работает с Blackpool Transport Services Ltd над проектированием и установкой новых систем сжатого воздуха (ASM) на старейшие в мире электрические уличные трамваи.Компания Hydrovane Transit помогла производителю железных дорог Robel спроектировать, построить и установить модуль сжатого воздуха (ASM) на их новейшем железнодорожном транспортном средстве. Компания Wrightbus Limited, производитель новых автобусов для Лондона (NBfL), выбрала компрессоры Hydrovane для питания пневматических систем всех 600 гибридных автобусов. Время работы трех компрессоров Hydrovane превысило магическую отметку в 310 000 человеко-часов в компании Dundee Energy Recycling Ltd (Dundee Energy) с момента ввода в эксплуатацию завода по переработке отходов в энергию в 1999 году.33 компрессора Hydrovane мощностью 37 кВт позволили глобальному производителю алюминия Alcoa повысить производительность и снизить затраты на обслуживание системы сжатого воздуха на алюминиевом заводе в Сан-Сиприан, Испания. Верфь Suffolk Yacht Shipyard, занимающаяся производством и ремонтом лодок, использует компрессоры Hydrovane в своих мастерских уже более 30 лет. Они регулярно обслуживаются, и для обслуживания используются только оригинальные детали и смазочные материалы.
Компания Wrightbus Limited, производитель новых автобусов для Лондона (NBfL), выбрала компрессоры Hydrovane для питания пневматических систем всех 600 гибридных автобусов. Время работы трех компрессоров Hydrovane превысило магическую отметку в 310 000 человеко-часов в компании Dundee Energy Recycling Ltd (Dundee Energy) с момента ввода в эксплуатацию завода по переработке отходов в энергию в 1999 году.33 компрессора Hydrovane мощностью 37 кВт позволили глобальному производителю алюминия Alcoa повысить производительность и снизить затраты на обслуживание системы сжатого воздуха на алюминиевом заводе в Сан-Сиприан, Испания. Верфь Suffolk Yacht Shipyard, занимающаяся производством и ремонтом лодок, использует компрессоры Hydrovane в своих мастерских уже более 30 лет. Они регулярно обслуживаются, и для обслуживания используются только оригинальные детали и смазочные материалы.
Пластинчатый компрессор Hydrovane использовался в новаторских испытаниях перераспределения биометана в государственной газовой сети — Северной газовой сети и Национальной сети. Компания Hydrovane поставила газовый компрессор мощностью 22 кВт для испытательной установки на газоредукционной станции Скиптон. Hydrovane поставила Березань Менеджмент компрессоры с регулируемой скоростью. Это положительно сказалось на затратах на энергию и экологических факторах, таких как разливы нефти. .
Компания Hydrovane поставила газовый компрессор мощностью 22 кВт для испытательной установки на газоредукционной станции Скиптон. Hydrovane поставила Березань Менеджмент компрессоры с регулируемой скоростью. Это положительно сказалось на затратах на энергию и экологических факторах, таких как разливы нефти. .
Блог — Сварка без доступа к технической базе
Работа в сложных условиях? Корабль, Нефтяная вышка, Ветряная башня, Горы, Пустыня? Профессиональные решения повышают эффективность работы в любых условиях.
Стандартные электроды требуют сушки перед использованием для получения качественного сварного шва. Упаковка сварочных электродов ESAB VacPac ™ (вакуумная упаковка — вакуумная упаковка ) обеспечивает оптимальную защиту от впитывания влаги, что устраняет необходимость в сушке, тем более что в полевых условиях это часто невозможно.Безопасное время воздействия влаги на электроды составляет около 9 часов с момента вскрытия упаковки с неповрежденной фольгой. Упаковки VacPac просты и удобны в использовании, гарантируя, что электроды будут «свежими на заводе» без влаги , пока вакуумная упаковка не будет открыта. Они также были сертифицированы независимыми институтами как полезные для использования в суровых условиях окружающей среды .
Упаковки VacPac просты и удобны в использовании, гарантируя, что электроды будут «свежими на заводе» без влаги , пока вакуумная упаковка не будет открыта. Они также были сертифицированы независимыми институтами как полезные для использования в суровых условиях окружающей среды .
Хорошие сухие электроды — это полдела.Вам все еще нужен хороший источник питания.
Аккумуляторный сварочный аппарат MMA Fronius AccuPocket
Современные сварочные инверторы очень хорошо питаются от генератора или от очень длинных силовых кабелей. Однако это не всегда доступные решения. Вот где пригодится устройство с батарейным питанием — Fronius AccuPocket . Позволяет выполнять сварку любым типом электрода диаметром до 3,25 мм.Полного заряда аккумулятора достаточно для сварки:
- до 18 электродов диаметром 2,5 мм
- до 6 электродов диаметром 3,25 мм
Никогда еще сварка на месте не была такой эффективной! Аккумуляторный сварочный аппарат и электроды в вакуумной упаковке — это комбинация, которая удовлетворит ваши требования.
.
Вакуумный упаковщик CASO 1520 VRN 190
Гарантия: 24 месяца от двери до двери
Гарантия «от двери до двери» . Вот как сайт доставляется гарантия. Неисправное оборудование забирает курьер, ремонтирует и затем отправлены в то же место. Он покрывает все расходы OutletRTVAGD.pl (в случае одобренной жалобы).
Чтобы воспользоваться гарантией доставки от двери до двери:
— Свяжитесь с персоналом магазина.
— Введите данные, которые помогут нам найти заказ.Уточните детали, необходимые курьеру, чтобы забрать ваше оборудование.
— Ждать ремонта. В зависимости от неисправности, обслуживание занимает от 3 до 14 дней.
A. УСЛОВИЯ ПРЕДОСТАВЛЕННОЙ ГАРАНТИИ:
1. Гарантом качества продукции является MIXRTVAGD s.c.
2. MIXRTVAGD s.c. гарантирует хорошее качество предлагаемой продукции, соответствует свойствам и предполагаемому использованию, указанным в руководстве умение обращаться.
3. MIXRTVAGD s.c. несет ответственность за физические дефекты (материал или продукция), встроенные в устройство сроком на 24 месяца со дня его продажи.
4. Дефекты, выявленные в течение гарантийного срока, будут устранены в кратчайшие сроки. более 30 дней с даты заявленной доставки оборудование для штаб-квартиры компании.
5. Рекламируемое устройство должно быть: поставлено со стандартными аксессуарами, чистым, в соответствующей упаковке.
B. ОТКАЗ ОТ ЖАЛОБ:
MIXRTVAGD s.c. отказывается принимать жалобу только в случае:
● установлено, что устройство использовалось не по назначению или в соответствии с инструкцией,
● было доставлено грязное устройство, устройство без стандартных принадлежностей,
● причина обнаружен дефект, отличный от материала или производственного брака в устройстве,
● формальный дефект, связанный с документами о продаже устройства, такими как: незаполненный гарантийный документ, отсутствие доказательства покупки.
C. ГАРАНТИЯ КАЧЕСТВА НЕ РАСПРОСТРАНЯЕТСЯ НА ДЕФЕКТЫ:
1. Детали, которые при использовании в соответствии с рекомендациями подвержены естественному износу до истечения гарантийного срока.
2. Дефекты, возникшие в результате механических, термических или химических повреждений прибора и оборудования.
3. Ущерб, причиненный неисправностью электроустановки Пользователя, залитием водой электрических компонентов.
4. Повреждения, вызванные перегрузкой машины.
5. Повреждения, вызванные использованием других химических веществ моющие средства, чем рекомендовано производителем для данного типа устройства, несоблюдение инструкций по эксплуатации при использовании мер хим.
6. Ущерб, возникший, в частности, в результате: питание устройства загрязненной водой, неправильное или загрязненное топливо, эксплуатация с использованием неоригинального оборудования или запасные части и аксессуары, не подходящие для данной модели, выполнение ремонта и переделки неуполномоченными лицами.
7. Повреждение из-за несоблюдения рекомендуемых мер по техническому обслуживанию – см. руководство по эксплуатации.
Прочие условия гарантии:
1. Покупатель обязан проверить доставленный товар и его соблюдение заказа в присутствии перевозчика, предоставившего заказанный товар.Это может произойти только после того, как вы забрали посылку и заплатили за нее. товар (в случае наложенного платежа). В случае повреждение товара сверх недостатков, выявленных OutletRTVAGD.pl в описании товара должен быть указан перевозчик, который доставил заказанный товар, составить акт о повреждении, содержащий: дату и время доставки, а также описание повреждения.
Несовместимо с При заказе товар может быть возвращен перевозчику вместе с товарным чеком. кто доставил заказанный товар.В этом случае стоимость перевозки несет компания OutletRTVAGD.pl Когда товар будет возвращен в Склад OutletRTVAGD.pl будет заменен продуктом, совместимым с заказ и посылка будут повторно отправлены за счет OutletRTVAGD. pl, если замена товара совместима с заказом невозможно, интернет-магазин. OutletRTVAGD.pl возместит Покупателю эквивалент суммы, уплаченной Покупателем, и может быть предложен другим товар. В случае несоблюдения заказа товара в далее следуйте правилам, описанным в разделах следующее.
pl, если замена товара совместима с заказом невозможно, интернет-магазин. OutletRTVAGD.pl возместит Покупателю эквивалент суммы, уплаченной Покупателем, и может быть предложен другим товар. В случае несоблюдения заказа товара в далее следуйте правилам, описанным в разделах следующее.
2. Если при получении от перевозчика, который доставил заказанный товар, Покупатель обнаружил, что товар не соответствует заказа и Покупатель не обнаружил этих несоответствий при наличии перевозчику, доставившему заказанный товар, Покупатель должен сообщить жалоба по электронной почте.
3. Жалобы рассматриваются в в течение 14 рабочих дней с момента их получения. В случае законного жалоба, поврежденный продукт будет заменен совместимым продуктом заказ, а если это невозможно, OutletRTVAGD.пл. вернется Покупателю эквивалент суммы, уплаченной Покупателем, и может предложить другой продукт.
4. Условия гарантии уточняются во вкладке «Гарантии». Гарантийные права должны быть реализованы в соответствии с условиями гарантийного талона. Любой Претензии по гарантии следует предъявлять непосредственно в магазин OutletRTVAGD или по телефону.
Любой Претензии по гарантии следует предъявлять непосредственно в магазин OutletRTVAGD или по телефону.
5. Жалобы на механические повреждения продукции и/или отправлений, возникшие во время перевозка будет считаться при условии, что она производится в присутствии человека доставка товара, протокол рекламации на момент доставки продукт.
6. В случае несоответствия продукции контракту а в случае дефектов продукции, в соответствии с применимыми нормами Жалобы можно подать непосредственно в магазине OutletRTVAGD.pl в г. Щецин, ул. Сантоцкая 39, по телефону также можно получить информация о том, как отправить обратно рекламируемые товары и как их представить жалобы.
7. Заказчик в соответствии с Законом от 2 марта 2000 г. о защита определенных прав потребителей и ответственности за ущерб, причиненный опасным продуктом, может выйти из договора онлайн-продажа без объяснения причин в течение 10 дней с даты выпуск продукта.Возвращенный товар возвращается без изменений если изменение не было необходимо в рамках обычной деятельности, оно должно было оригинальная упаковка, фурнитура и аксессуары, предоставленные OutletRTVAGD. pl и соответствующие выписки и торговые документы продукт. Подробные условия отказа от договора изложены в вкладка «Помощь». Расходы по возврату товара и цена, сделанная на Запрос Заказчика на дополнительные услуги, включая доставку, не подлежит возвратный.
pl и соответствующие выписки и торговые документы продукт. Подробные условия отказа от договора изложены в вкладка «Помощь». Расходы по возврату товара и цена, сделанная на Запрос Заказчика на дополнительные услуги, включая доставку, не подлежит возвратный.
8. Право отказа от договора отсутствует к: (1) аудио- и видеозаписям, а также записанным на носителях компьютерные программы после того, как клиент удалил их оригинальные упаковка, (2) услуги со свойствами, указанными Заказчиком в заказ или тесно связанные с ним лица, (3) услуги, которые z заметки по их характеру не могут быть возвращены или чей пункт он быстро портится.
9. Магазин не принимает посылки, отправленные наложенным платежом.
.
Способы сварки алюминия и его сплавов — Новости — Новости
В прошлой статье мы представили широко применяемую сварочную проволоку из алюминиевых сплавов, сегодня здесь мы продолжим изучать способы сварки алюминия. Как и другие цветные металлы, алюминий и его сплавы сваривают различными способами в зависимости от области применения. Помимо традиционной сварки, сварки сопротивлением, газовой сварки, других методов сварки (таких как плазменно-дуговая сварка, электронно-лучевая сварка, вакуумная диффузионная сварка и т.) Они также могут легко сваривать алюминиевые сплавы. Сварщик выбирает подходящий метод в соответствии с марками, толщиной, структурой продукта и требованиями сварки.
Помимо традиционной сварки, сварки сопротивлением, газовой сварки, других методов сварки (таких как плазменно-дуговая сварка, электронно-лучевая сварка, вакуумная диффузионная сварка и т.) Они также могут легко сваривать алюминиевые сплавы. Сварщик выбирает подходящий метод в соответствии с марками, толщиной, структурой продукта и требованиями сварки.
Функции и применения различных методов сварки
Методы сварки | . низкий КПД, легкое образование шлаков, трещин и других дефектов. | Сварка и ремонтная сварка листового металла для несущественных случаев | |||||||
Ручная сварка дуги | Плохое качество сустава | Ремонт сварки и общий ремонт алюминовых отливок | . Сварка | Компактный сварка, высокая прочность, хорошая пластичность сварки | Широкий применение, может быть грузовой лист толщиной 1 ~ 20 мм | ||||
Агрочная сварка с Трансстен Импульс | . | Тонкий лист, сварка во всех положениях, сборочная сварка и ковка термочувствительный алюминий, алюминий и другие высокопрочные алюминиевые сплавы | |||||||
Высокая дуговая мощность, высокая скорость сварки | Толстая сварка меньше 50 мм | ||||||||
Импульсная сварка Аргрона. до пористости и растрескивания, параметры процесса можно регулировать | Сварка листового металла или сварка во всех положениях, часто используется для заготовок толщиной 2 ~ 12 мм | Используется для стыковой сварки с более высокими требованиями, чем аргонно-дуговая сварка | |||||||
Электронно-лучевая вакуумная сварка | Небольшая зона воздействия глубины плавления, низкая сварка деформация сварки, хорошее соединение | Сварка Маленькая сварка | |||||||
Лазерная сварка | LOW Deformation Deformation, Высокая производительность 9001 | LOW Deformation, высокая производительность 9003 | LOW Deformation, высокая производительность 9001 | . |
 тепловложение, малая сварочная деформация
тепловложение, малая сварочная деформация для сварки деталей, требующих прецизионной сварки
для сварки деталей, требующих прецизионной сваркиГазовая сварка
Кислородно-ацетиленовая сварка имеет низкую теплоемкость пламени, тепловыделение, сварочные искажения и низкий КПД.Предварительный подогрев необходим для толстых алюминиевых соединений, зерна металла шва толстые и рыхлые, что способствует образованию глиноземистых включений, пористости, трещин и других дефектов. Этот метод применяется только для сварки неответственных алюминиевых деталей и отливок толщиной от 0,5 до 10 мм.
Дуговая аргонно-вольфрамовая сварка
Этот метод работает под защитой аргона, обеспечивает относительно концентрированный нагрев, стабильное горение дуги, плотный металл шва, повышенную прочность и пластичность сварного соединения.Сварка ВИГ является широко используемым методом сварки алюминиевых сплавов, но он не подходит для сварки ВИГ на открытом воздухе или на открытом воздухе.
Плавящаяся аргонная сварка
Мощность дуги автоматической и полуавтоматической аргонодуговой сварки большая, тепло сконцентрировано, а площадь влияния мала, а ее производственная мощность в 2-3 раза больше, чем у ручной аргонно-вольфрамовая сварка. Дуговая сварка расплавленным аргоном подходит для сварки листов толщиной менее 50 мм из чистого алюминия и алюминиевых сплавов.Например, для сварки алюминиевого листа толщиной 30 мм предварительный нагрев не требуется, только позитивная сварка, негативные слои могут получить гладкую поверхность и хорошее качество. Полуавтоматическая дуговая сварка TIG подходит для локализации сварных швов, прерывистых коротких швов и сварных швов неправильной формы. Полуавтоматическая сварочная горелка TIG может использоваться для удобной и гибкой сварки, но ее диаметр проволоки мал, а чувствительность к пористости сварных швов высока.
Дуговая сварка расплавленным аргоном подходит для сварки листов толщиной менее 50 мм из чистого алюминия и алюминиевых сплавов.Например, для сварки алюминиевого листа толщиной 30 мм предварительный нагрев не требуется, только позитивная сварка, негативные слои могут получить гладкую поверхность и хорошее качество. Полуавтоматическая дуговая сварка TIG подходит для локализации сварных швов, прерывистых коротких швов и сварных швов неправильной формы. Полуавтоматическая сварочная горелка TIG может использоваться для удобной и гибкой сварки, но ее диаметр проволоки мал, а чувствительность к пористости сварных швов высока.
Импульсная аргонодуговая сварка
1) Импульсная аргонодуговая сварка вольфрамом
Очевидно, что этот метод может улучшить стабильность процесса слаботочной сварки, что удобно для управления мощностью дуги и формированием шва путем регулировки различных параметров. Характеризуется малой деформацией и небольшой площадью теплового воздействия, подходит для тонколистовой сварки, сварки во всех положениях и других случаях, а также для сварки кованого алюминия, дюралюминия и супердюралюминия с высокой термической чувствительностью.
2) Аргонно-дуговая сварка с плавящимся электродом
Этот метод предлагает небольшой средний сварочный ток и большой диапазон регулировки параметров, позволяет добиться небольшой зоны сварочной деформации и термического удара, высокой производительности, хорошей устойчивости к пористости и растрескиванию, подходит для сварки листового алюминиевого сплава 2 ~ 10 мм.
Точечная контактная сварка, шовная сварка
Данным методом можно сваривать листы из алюминиевых сплавов толщиной менее 4 мм.Для изделий с повышенными требованиями к качеству можно использовать точечную сварку ударной волной постоянного тока, сварочную сварку. сложное сварочное оборудование и большой ток, особенно подходит для массового производства алюминия и алюминиевых сплавов.
Сварка трением
Сварка трением с перемешиванием представляет собой тип сварки полупроводников, который можно использовать для сварки различных типов листового сплава. По сравнению с традиционным методом сварки, сварка трением без брызг, без пыли, без необходимости добавлять сварочную проволоку и защитный газ, а соединение не имеет пор или трещин. По сравнению с обычным трением, он не ограничен частями вала, можно сваривать прямые швы. Этот метод сварки имеет много других преимуществ, таких как хорошие механические свойства соединений, энергосбережение, отсутствие загрязнения окружающей среды и низкие требования к подготовке к сварке. Алюминий и алюминиевые сплавы больше подходят для сварки трением с перемешиванием из-за низкой температуры плавления.
По сравнению с обычным трением, он не ограничен частями вала, можно сваривать прямые швы. Этот метод сварки имеет много других преимуществ, таких как хорошие механические свойства соединений, энергосбережение, отсутствие загрязнения окружающей среды и низкие требования к подготовке к сварке. Алюминий и алюминиевые сплавы больше подходят для сварки трением с перемешиванием из-за низкой температуры плавления.
.
Вакуумные аксессуары
Вакуумные сварочные зажимы
Пневматические
Установка занимает менее минуты * легко и быстро установите зажим и приступайте к сварке * зажим легко снимается для следующей сварки
Особенности:
- Пневматические сварочные зажимы Anvera — это высококачественные инструменты, предназначенные для работ, требующих непрерывного использования
- Эти хомуты быстро устраняют зазор между пластиной и элементом жесткости.Исключите необходимость в проушинах, цепях с С-образными зажимами или сварке плавлением и шлифовке при сварочных операциях.
- Подвески закалены, а рама изготовлена из высокопрочной стали для максимальной прочности. Зажимать и отпускать очень легко и быстро. Агрегаты работают на сжатом воздухе, который работает тихо и эффективно
- Три самых больших блока оснащены жесткими крышками для тяжелых условий эксплуатации с крышками увеличенного размера для защиты уплотнительных колец .
- Гидравлический цилиндр ENERPAC® высочайшего качества сводит к минимуму риск утечки.
- Подвесной крюк позволяет легко размещать монтажные зажимы .

Струбцины Anver Weld оснащены высококачественными гидравлическими цилиндрами, в отличие от многих недорогих конкурирующих устройств массового производства.
Пневматические сварочные зажимы ANVER
оснащены автономным гидравлическим цилиндром и насосом, которые создают сжимающее усилие для увеличения производительности сварки и значительного сокращения времени и трудозатрат на различные сварочные операции. Сварочные операции включают приварку балок к пластинам или при изготовлении резервуаров, цилиндров и тяжелых конструкционных профилей. Они также являются идеальным средством подъема провисающей пластины до уровня балки.
Сварочные операции включают приварку балок к пластинам или при изготовлении резервуаров, цилиндров и тяжелых конструкционных профилей. Они также являются идеальным средством подъема провисающей пластины до уровня балки.
Можно исключить сварку опор и использование клиньев. В конце процесса сварки нет подпорок для обламывания или прихваток сварных швов для шлифовки.
Сварочная горелка располагается над свариваемыми секциями. Насадки вакуумного захвата, снабженные сжатым воздухом, затем активируются для создания удерживающей силы. Оператор может точно расположить свариваемые детали, а гидравлический цилиндр прочно удерживает их, способствуя безопасной сварке.
Сварочные горелки:
- Прочные стальные стержни, предназначенные для подвешивания захвата
- Стальная сварная рама гарантирует максимальную прочность и устраняет риск помех.
- Шланг из ПВХ, армированный сталью, хомуты из нержавеющей стали и латунные фитинги на весь срок службы
Технические характеристики
- Требования к давлению воздуха: сухой, чистый сжатый воздух 72 psi
- расход воздуха: 2. 3 фута/мин (квадратный фут/минуту) Время включения/выключения
- : 5 секунд на модели WCAL400, быстрее на младших моделях
 3 фута/мин (квадратный фут/минуту)
3 фута/мин (квадратный фут/минуту)* Номинальная нагрузка при 24 Hg, с запасом прочности 2:1, при вакуумном подъеме.
.
Вакуумная техника: Справочник. :: Книги по металлургии
Общие сведении и классификация
По конструктивным признакам вакуум-плотные герметичные соединения подразделяют на три группы: неразъемные, разъемные и подвижные.
Неразъемные вакуум-плотные соединения получают сваркой, пайкой, склеиванием и герметизацией эпоксидными смолами. К разъемным относят штуцерные, штуцерно-ниппельные и фланцевые соединения, уплотненные резиновыми или металлическими прокладками, расплавляемыми металлами-уплотнителями, а также герметичные муфтовые соединения. В подвижных соединениях для уплотнения используют жидкие металлы, масла, прокладки из антифрикционных вакуумно-плотных материалов, манжеты, шлифованные и притертые контактные поверхности.
Выбор вида соединения, способа его конструктивной реализации и материала определяется назначением соединения. При этом основными критериями служат: степень вакуума, рабочая температура, условия взаимодействия с окружающей, средой, влияние излучений.
В зависимости от степени вакуума применяют уплотнения для низкого, среднего, высокого и сверхвысокого вакуума.
В вакуумных системах, подвергаемых обезгаживанию при Т = 723 … 773 К, неразъемные вакуумные соединения, выполняют сваркой или пайкой высокотемпературными припоями, для разъемных соединений применяют металлические уплотнения или термостойкие вакуумные резины с местным охлаждением. Низкотемпературные неразъемные соединения выполняют сваркой, nbsp; пайкой и склеиванием,
Низкотемпературные неразъемные соединения выполняют сваркой, nbsp; пайкой и склеиванием,
В вакуумных герметичных соединениях наиболее часто применяют следующие сочетания материалов: металл—металл, металл —стекло, стекло—стекло, металл— керамика, стекло—керамика.
Качество уплотнения определяется допускаемым потоком натекания
5.2. Сварные соединения
Способы сварки, используемые в вакуумной технике, можно разделить на две группы.
Первая группа объединяет способы сварки плавлением, осуществляемой нагревом кромок свариваемых деталей до расплавления и соединением их без механического воздействия. К этой группе относится газовая, дуговая, электронно-лучевая, лазерная и плазменная сварка. Вторая группа объединяет способы сварки давлением, осуществляемой сжатием свариваемых детален с нагревом или без него. К этой группе относятся различные виды контактной и холодной сварки.
Для получения вакуумно-плотных соединении в вакуумной технике наиболее распространена дуговая сварка . в защитных газах. Для дуговой сварки используют плавящиеся и неплавящиеся электроды, В последнем случае шов образуется из присадочного металла или вследствие оплавления стыковых кромок. Дуговую сварку ведут как постоянным, так и переменным током.
При сварке постоянным током используют две схемы подсоединения детали и электрода к источнику питания; прямой и обратной полярности. В первом случае электрод является катодом, деталь — анодом, во втором — наоборот. Так как большая часть тепловой энергии выделяется на положительном полюсе, дуговая сварка постоянным током по схеме прямой полярности характеризуется глубоким проплавлением и узким швом. Такой способ целесообразен для сварки массивных деталей. сварка по схеме обратной полярности характеризуется неглубоким проплавленнем и широким швом, поэтому рекомендуется для соединения тонкостенных деталей. сварка постоянным током предпочтительна для немагнитных металлов и сплавов.
При дуговой сварке переменным током образуется узкий сварной шов средней глубины . При дуговой сварке в защитных газах тепловая энергия выделяется в виде дуги переменного тока, горящей между двумя неплавящимися электродами в среде водорода, и переносится на свариваемый металл в результате диссоциации и рекомбинации молекулярного водорода. Молекулярный водород, подаваемый через держатель электродов, диссоциирует в дуге до атомарного водорода, который рекомбинирует при контакте с более холодным свариваемым металлом. При этом температура в зоне сварки может достигать 4273 К.
Дуговую сварку в среде водорода применяют для соединения трудно-свариваемых материалов, в том числе алюминия и хрома, однако этот способ непригоден для получения вакуумно-плотных соединений сплавов, содержащих никель и склонных к растворению водорода с последующим образованием трещин и пор (например, сталь 12Х18НЮТ).
При дуговой сварке в защитных газах (аргоне, гелии) тепловая энергия создается дугой, горящей между неплавящимся вольфрамовым электродом и свариваемыми деталями. В установках переменного тока используют ток напряжением около 100 Б, силой 250 . .. 300 А, в установках постоянного тока — напряжением 45 … 75 В, силой 15… 175 А (в мощных установках —До 300 А). Преимущество использования инертных газов — их химическая инертность и нерастворимость в металлах.
Наибольшее применение на практике нашла аргонодуговая сварка. В зависимости от материала аргонодуговую сварку ведут постоянным или переменным током.
Для сварки алюминия и магния обычно используют переменный ток, Для сварки коррозионно-стойких сталей, никеля, меди, серебра и титана — постоянный. При сварке алюминия постоянным током используют схему обратной полярности, так как в этом случае электронная эмиссия металла области сварки и бомбардировка поверхности положительными ионами способствует удалению оксидной пленки и повышению качества соединения.
Особенности дугового разряда в среде аргона — высокое напряжение зажигания вследствие высокого ионизационного потенциала этого газа и малое напряжение горения (12 … 24 В) при длине дуги 1 … 3 мм, объясняемое повышенной подвижностью электронов в аргоне, отсутствием расхода энергии на диссоциацию молекул газа и другими факторами.
В вакуумной технике распространены две разновидности аргонодуговой сварки: в воздухе с местным обдувом кромок соединяемых деталей аргоном и в камерах, nbsp; наполненных аргоном.
При сварке в воздухе кромки соединяемых деталей обдуваются аргоном, который подается между центральным вольфрамовым электродом н керамическим наконечником сварочной горелки под небольшим избыточным давлением (порядка 1 кПа) и не только защищает от окисления нагретый и расплавленный металл в зоне сварки, но и способствует ионизации пространства, в котором горит дуга.
Сварку в воздухе с местным обдувом аргоном, характеризуемую высокой производительностью, используют, когда к чистоте шва (отсутствие загрязнений н оксидов) не предъявляют повышенных требований. Если к чистоте швов предъявляют высокие требования, применяют сварку в камере, на которой предварительно откачивают воздух до давления 1,33 … 0,133 Па и наполняют ее аргоном с минимальной долей примесей (0,01% О2; 0,01% N2). В камере размещают приспособления для закрепления деталей и электроды.
Аргонодуговую сварку не рекомендуют для выполнения конструкций с толщиной кромок более 4 мм. При использовании медных охладителей или специальных накладок можно сваривать тонкостенные детали (до 0,15 мм).
Электронно-лучевая сварка основана на использовании энергии, образующейся при столкновении потока ускоренных электронов со свариваемыми деталями. При этом электроны
передают часть своей энергии атомам и молекулам материала деталей; в результате температура в зоне действия потока электронов повышается. Электронно-лучевую сварку выполняют в вакууме (5- 1Q»* Па), что позволяет сохранить чистоту свариваемых металлов. Кроме того, отсутствие деформации свариваемых деталей и высокие физико-механические характеристики материала сварного шва исключают его последующую механическую и термическую обработку. По прочности сварные соединения, получаемые электронно-лучевой сваркой, значительно превосходят аналогичные соединения, выполненные аргонодуговой сваркой.
Локальный нагрев зоны сварки позволяет сваривать тонкостенные детали. В этом случае можно создать пятно фокусировки луча площадью 0,1 мм2 и менее, что позволяет достичь высокой точности сварки. Глубокое проникновение электронов в материал, подвергаемый электронной бомбардировке, позволяет резко уменьшить площадь зоны расплава (рис. 5.2).
Электронно-лучевую сварку применяют для полпенни вакуумно-плотного соединения изделий из коррозионно-стойких сплавов, вольфрама, молибдена, титана, бериллия и тантала, а также различных сочетаний конструкционных материалов.
При лазерной сварке используют как твердотельные, так и газовые лазеры. Плотность лазерного потока, направленного на свариваемые детали, может достигать 10 … 10е Вт/см2. Излучение может быть как непрерывным, так и импульсным. При лазерной обработке отсутствует механический контакт между соединяемыми деталями и устройствами, служащими для передача энергии к месту сварки.
Это исключает возможность попадания в зону шва посторонних примесей при газовой, аргонодуговой и контактной сварке. Малая площадь поперечного сечения сфокусированного светового пучка позволяет проводить сварку в труднодоступных местах. Кроме того, лазерный луч проходит через любую пропускающую свет среду. Так, лазером можно сваривать детали, находящиеся в замкнутом оптически прозрачном объеме. лазерной сваркой как в вакууме, так и в обычной атмосфере можно соединять детали толщиной 0,01 … 1,0 мм из любых металлов в любых комбинациях. Технологию лазерной сварки используют для соединения стекол. При лазерной сварке основной задачей управления лазерным лучом является уменьшение его энергии до такого значения, при котором материал свариваемых деталей нагревается до температуры плавления, nbsp; но не испаряется.
Для получения необходимой энергии излучения. W в оптической системе лазерной сварочной установки используют линзы с большим фокусным расстоянием или смещают свариваемые поверхности относительно фокальной плоскости (дефокусировка Д/7). На рис. 5.3 заштрихована область оптимальных соотношений W и А, при которых обеспечивается качественная лазерная сварка.
Плотность потока энергии излучения ф, Вт/см3, в месте падения луча связана с размером фокального пятна соотношением
где W — энергия излучения с учетом потерь в оптической системе, Дж; ти — время импульса, с; ф — плошадь фокального пятна, nbsp; см2.
Из бесконтактных методов сварки весьма распространены плазменные методы- Плазменно-дуговой нагрев применяют для сварки практически любых материалов вакуумной техники. При плазменной сварке используют горелки с дугой прямого действия, в которых дуга горит между электродом и изделием и струя плазмы совпадает с дугой. Высокие напряжение и мощность при фокусированном факеле обеспечивают получение сварных
Горелка для сварки неплавящимся электродом в вакууме
Авторы патента:
ТИМОФЕЕВ КОНСТАНТИН ИОСИФОВИЧ
ИЛЬИНСКИЙ АЛЕКСАНДР МИХАЙЛОВИЧ
КЛИМОВ ВЛАДИМИР ВИКТОРОВИЧ
ГАВРИКОВ ВИКТОР ФЕДОРОВИЧ
ЕВГРАФОВ НИКОЛАЙ НИКОЛАЕВИЧ
B23K9/16 — с использованием защитных газов
О П И С А Н И Е 5511зв
ИЗОБРЕТЕНИЯ
Союз Советских
Социалистических
Республик
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Дополнительное к авт. свид-ву (22) Заявлено 04.12.75 (21) 2195941/27 с присоединением заявки № (23) Приоритет(43) Опубликовано25.03.77,Бюллетень № 11 (45) Дата опубликования описания 15.04.77 (51) М. Кл.
В 23 К 9/16
Гасударственный комитет
Совета Министраа СССР па делам изобретений и открытий (53) УДК 621.791.754. (088.8) (?2) Авторы изобретения
К. И. Тимофеев, А. М. Ильинский, В, В. Климов, В. Ф. Гавриков и Н. Н. Евграфов (71) Заявитель (54) ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ
ЭЛЕКТРОДОМ В ВАКУУМЕ катоде (41 .
Изобретение относится к сварке, в частности, к конструкциям горелок с полым катодом для нагрева изделий преимущественно с целью сварки, пайки и наплавки.
Известны горелки, содержащие корпус и полый катод, в которых разряд с полым катодом возбуждают коротким замыканием катода на деталь (11 или при помощи разогрева катода протекающим по нему током
Ы.
В этих горелках при возбуждении разряда с полым катодом возникают деформации электродов, снижается ресурс работы электродов.
Известна горелка, в которой возбуждение дугового разряда осуществляется с помощью 15 высокочастотного разряда между электродом и деталью с дополнительной подачей плазмообразуюшего газа в момент возбуждения Я
Этот споооб возбуждения недостаточно 20 стабилен, велика вероятность возникновения вакуумной дугив парах материала катода и горелки, дополнительная подача газа приводит к повышению давления в вакуумной камере. 25
Наиболее близкой по технической сущности и достигаемому эффекту к изобретению является горелка для сварки неплавяшимся электродом в вакууме, содержащая корпус с установленным в нем полым катодом, выполненным с каналом для подачи плазмообразуюшего газа, а также нагревательный элемент из тугоплавкого металла, выполненный в виде спирали, укрепленной на полом
В этом устройстве возбуждение дугового разряда происходит путем разогрева спирального элемента, причем 2-3 витка спирали выступают за торец катода и помещены непосредственно в потоке газа, выходящего из полого катода. Однако для работы этой горелки необходим строго определенный ток, подаваемый на спираль, при колебаниях значений тока возможно перегорание спирали, прикосновение спирали к изделию приводит к выходу ее из строя; затруднена сварка в труднодоступных местах.
Белью изобретения является повышение стабильности возбуждения разряда и надеж551136
35 ности горелки в работе при ведении процесса сварки в труднодоступных местах.
Это достигается тем, что горелка снабжена вспомогательным электродом, установленным внутри полого катода, при этом рабочий торец вспомогательного электрода размещен на выходе полого катода в направлении подачи плазмообразуюшего газа.
На чертеже представлена горелка, продольный разрез. l0
Полый катод 1 закреплен в водоохлаждаемом корпусе 2. Внутри полого катода размещен вспомогательный электрод 3, выполненный в виде прутка из тугоплавкого металла и изолированный от катода 1 и корпуса 2 изолятором 4.
Напряжение на вспомогательный электрод 3 подается токоподводящим кабелем 5, проходящим внутри газоподводяшего шланга
6. 20
Газоподводяший шланг 6, надетый на штуцер, расположен в верхней части корпуса 2 горелки. Позицией 7 обозначено обрабатываемое изделие.
Горелка работает следующим образом.
Через газоподводяший шланг 6 в полый катод 1 поступает плазмообразуюший газ.
После включения источника питания между полым катодом и изделием 7 устанавливается разность потенциалов 50-60 В, Затем с помощью высокочастотного разряда между полым катодом и вспомогательным электродом 3 происходит ионизация плазмообразующего газа, что приводит к возбуждению разряда между катодом 1 и изделием 7.
При расположении вспомогательного электрода 3 внутри полого катода значительно снижаются радиопомехи при работе источника напряжения высокой частоты.
Описанная конструкция горелки с полым катодом обеспечивает устойчивое в озбуждение дугового разряда, стабильную и надежную работу горелки при сварке в вакууме с микроподачей газа, позволяет вести сварку в труднодоступных местах. формула изобретения
Горелка для сварки неплавящимся BlIeKT родом в вакууме, содержащая корпус с установленным в нем полым катодом, выполненным с каналом для подачи плазмообразующего газа, отличающаяся тем, что, с целью повышения стабильности возбуждения разряда и повышения надежности горелки в работе при ведении процесса сварки в труднодоступных местах, она снабжена вспомогательным электродом, установленным внутри полого катода, при этом рабочий торец вспомогательного электрода размещен на входе полого катода в направлении подачи плазм ообразуюшего газа.
Источники информации, принятые во внимание при экспертизе:
1. Шиганов Н. В. и др. Некоторые осо бенности процесса дуговой сварки полым катодом в вакууме. «Сварочное производство», М» 9, 1973, с. 17-19.
2. Попов Ю. В. и др. Возбуждение дугового разряда с полым катодом и способы управления разрядом, «Известия высших учебных заведений», М., Машиностроение», 34 10, 1972, с. 188-190.
3. Болотин В. С. и др. Исследование некоторых технологических свойств вакуумной дуги с полым неплавяшимся электродом, «Сварочное производство», % 10, 1974, с 1-3.
4. Авторское свидетельство СССР
N. 335057, М.Кл . В 23 К 9/16, 1970 (прототип), 581136
Составитель Г. Квартальнова
Редактор Л. Народная Техред М. Левицкая Корректор В. Куприянов
Заказ 59/6 Тираж 1232 Подписное
ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий
113035, Москва, Ж 35, Раушская наб., д. 4/5
Филиал ППП Патент, г, Ужгород, ул, Проектная, 4
Похожие патенты:
Горелка для дуговой сварки неплавящимся электродом в среде защитных газов // 550249
Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода // 549287
Горелка для электродуговой сварки плавящимся электродом в защитных газах // 549286
Камера для сварки в среде защитных газов // 549285
Способ регулирования геометрических параметров сварного шва // 548396
Способ дуговой сварки // 544526
Коническая насадка для отсоса газопылевыделений к горелке для дуговой сварки в защитных газах // 541612
Горелка для дуговой сварки в защитных газах // 541611
Способ дуговой сварки // 539703
Устройство для возбуждения дуги в плазмотронах // 538848
Устройство для дуговой сварки в среде защитных газов // 2103127
Изобретение относится к сварочной технике и предназначено для сварки, главным образом, под водой в среде защитного газа
Способ дуговой сварки в защитных газах с водяным экраном // 2104843
Изобретение относится к электродуговой сварке плавящимся или неплавящимся электродом в среде защитных газов и предназначено для применения в различных отраслях машиностроения (авиационной, судостроительной, химической и др. ) для соединения металлических материалов
Способ электродуговой сварки в защитных газах // 2104844
Изобретение относится к электродуговой сварке плавящимся или неплавящимся электродом с использованием защитных газов и может найти применение в различных отраслях промышленности для металлических материалов, где применяется сварка в среде защитных газов
Способ электродуговой сварки // 2110378
Изобретение относится к электродуговой сварке, преимущественно высокоуглеродистых закаливающихся сталей с содержанием углерода 0,55 — 0,9%
Способ сварки погруженным электродом // 2113951
Изобретение относится к дуговой сварке в среде гелия и может быть использовано при изготовлении конструкций средней и повышенной толщины из титановых сплавов
Горелка для сварки в защитных газах // 2116175
Изобретение относится к машиностроению и может быть использовано в оборудовании для дуговой сварки в защитных газах
Способ интенсивной тепловой обработки изделий // 2119851
Изобретение относится к области сварки с использованием камер и может использоваться для резки, сварки, закалки и других технологических операций, которые производятся с помощью факела горячего газа или плазмы
Горелка для дуговой сварки в среде защитных газов // 2122927
Изобретение относится к электродуговой сварке плавящимся и неплавящимся электродом с использованием защитных газов и может найти применение в различных отраслях промышленности для соединения металлических материалов, где применяется сварка в среде защитных газов
Установка для автоматической аргонодуговой сварки поворотных стыков // 2122931
Изобретение относится к сварочному оборудованию, в частности к установкам для автоматической аргонодуговой сварки поворотных стыков в цеховых условиях
Горелка для аргонодуговой сварки // 2123415
Изобретение относится к оборудованию для сварки в среде защитных газов и может найти применение в различных отраслях машиностроения для соединения металлических материалов
Сварка
В вакуумном оборудовании используются компоненты из мягкой и нержавеющей стали. обычно свариваются вместе для сосудов и соединений. Кроме того, это
также возможна сварка алюминиевых компонентов. Чтобы убедиться, что
полученные сварные швы герметичны, необходимо использовать
надлежащие материалы, не имеющие трещин и пустот, и поверхности которых
гладкие и обезжиренные. Кроме того, особый геометрический дизайн
также требуется, что иногда отличается от обычного сварного
соединения, которые используются для невакуумных применений. Где бы
возможно с инженерной точки зрения, внутренние сварные швы должны быть предусмотрены в
чтобы избежать зазоров и трещин со стороны вакуума, так называемых скрытых или
виртуальные утечки. Если это невозможно, сварной шов должен проходить через
в сторону вакуума. При необходимости дополнительная атмосферная сторона
Сварка может быть использована для повышения механической стабильности. В этом
соединение, важно, чтобы этот дополнительный сварной шов не
непрерывным, чтобы при необходимости можно было обнаружить утечку, и не иметь
воздушные включения.
Сварка вакуумных компонентов и камер требует специальных знания, а сварочный персонал должен иметь профессиональную квалификация. Обычно сварочная компания регулярно документирует это. испытания своих сварщиков через независимые испытательные институты. В Кроме того, испытания процедуры сварки для каждого свариваемого материала и необходимо соблюдать геометрию шва. Специально обученные сварщики персонал, например, инженеры-сварщики или техники, сопровождают и оценить сварочные работы.
Сварочное тепло и относительно быстрое охлаждение могут изменить
свойства материалов. Например, изменения в структуре во время
сварка аустенитных нержавеющих сталей может увеличить
намагничиваемость или привести к порам и горячим трещинам, возникающим во время
сварка алюминия (об этом уже упоминалось в главе 3.2.1.1
«Нержавеющая сталь» и 3.2.1.3 «Алюминий»). В
Кроме того, высокие остаточные напряжения в зоне сварного шва приводят к
деформация компонентов, которая должна быть сведена к минимуму. Если затрагиваются функциональные области, такие как уплотнительные поверхности, их необходимо
переработано. Если это невозможно, это может привести к потере всего
заготовка. Тем не менее, могут быть приняты различные сварочные меры для предотвращения
это, включая выбор подходящего метода сварки в сочетании
с подходящей геометрией сварного шва и последовательностью сварки, сварка
подготовка и послесварочная обработка, и не в последнюю очередь квалификация
и опыт сварщика.
В вакуумной технологии применяется сварка вольфрамовым электродом в среде инертного газа (TIG).
довольно часто. Кроме того, другие виды дуговой сварки в среде защитных газов
используемые, а также специальные методы, такие как микроплазменная сварка для
тонкостенные компоненты или орбитальная сварка для трубных компонентов.
Значительно более сложными машинными процедурами являются лазерная сварка и
электронно-лучевая сварка. Оба подходят для деликатных компонентов и
для глубоких швов. Для сварки крупных алюминиевых корпусов клапанов, фрикционных
используется сварка с перемешиванием, которая представляет собой сложную машинную процедуру с низким
сварочные перекосы.
Сварка вольфрамовым электродом в среде инертного газа (TIG) не требует расходных материалов электрод, а соединительные детали могут быть сварены напрямую без каких-либо дополнительные материалы. При необходимости выполнения дополнительных сварных швов например, из соображений стабильности можно использовать сварочные материалы. Другими преимуществами этого метода являются практически полное отсутствие брызг, отсутствие шлака. форма и универсальность: нержавеющая сталь, алюминий, а также медь можно сваривать TIG. Метод TIG предпочтительнее, если сварка высокого качества желательна по отношению к скорости сварки.
Рисунок 3.4: Изображение поперечного сечения лазерной сварки
Лазерная сварка , или сокращенно лазерная сварка, характеризуется
за счет высокой скорости сварки и низкой термической деформации. Высота
концентрированный ввод энергии лазера приводит к узкой зоне сварки и
ограничивает диапазон зоны нагрева. Тонкие пленки, а также глубокие и
узкие сварные швы для несущих конструкций могут быть созданы путем установки
ширина фокуса и мощность лазера. Таким образом, компоненты камеры могут
могут быть выполнены без дополнительных сварных швов, или могут быть приварены фланцевые кольца.
быть приварены к концам труб методом глубокого провара без необходимости сложных
доработка геометрии уплотнительной поверхности. Большая ширина зазора на
суставы могут быть соединены в определенной степени. Используемые дополнительные материалы
здесь используются частично. Недостатком являются высокие инвестиционные затраты.
Рисунок 3.5: Изображение поперечного сечения орбитального сварного шва WIG
Орбитальная сварка представляет собой полностью механизированный процесс сварки в среде инертного газа.
что обеспечивает стабильно высокое качество шва, так как дуга свинцовая
механически и в контролируемых условиях вокруг труб или
круглый компонент. Стоимость системы выше, чем при сварке TIG. Ан
орбитальный сварочный ключ охватывает только ограниченный диапазон диаметров труб.
Для каждого наружного диаметра трубы также требуется устройство, подходящее для удерживания
труба.
При электронно-лучевой сварке ускоренных, сфокусированных электронов обеспечивают необходимую энергию в зоне сварки. Чтобы предотвратить рассеяние и поглощение электронов, процесс осуществляется в высоком вакууме. Это также позволяет сваривать высокореактивные материалы. Высокая стоимость системы и подготовка под сварку с возможно, необходимая конструкция оборудования, обычно это приводит к высоким цены на процедуру и в основном ограничивает ее применение сериями составные части.
После сварки аустенитной нержавеющей стали металлическим гладкая поверхность должна снова присутствовать, поэтому ровный оксид хрома пассивный слой может формироваться без перерывов. Например, защита инертным газом (в том числе для основания корня) предотвращает образование накипи поверхности при температурах выше 600°С. Механический или химический отделка с последующим тщательным ополаскиванием удаляет изменение цвета на поверхность и очищает компонент.
Лазер для вакуумной сварки | Быстрая обработка пучков в вакууме
Лазер в вакуумной сварке Особенности и преимущества
В дополнение к основным характеристикам лазерной сварки применение условий вакуума значительно улучшает производительность и качество лазерной сварки и всего процесса сварки.
Следующие аспекты касаются свойств лазерной сварки в вакууме.
- Влияние вакуума на металлургические свойства шва и глубину шва:
Вакуум способствует дегазации. Это снижает вероятность образования пор до неопределяемого уровня. Кроме того, минимизируется риск образования горячих трещин. Возможная глубина проникновения может быть почти удвоена при той же мощности луча. При таком глубоком проплавлении сварные швы могут быть такими же узкими, как при электронно-лучевой сварке.
- Особо чистая технологическая среда:
Сведение к минимуму или отсутствие сварочных брызг в условиях вакуума. Благодаря этому потенциально не требуется послесварочная обработка или очистка после обработки, что экономит дополнительные этапы обработки и время производства.
- Сварка металлов, родственных кислороду, таких как вольфрам или титан:
Для сварки практически не требуется защитный газ. Это позволяет избежать расходных материалов, например. газ аргон и др.
- Устойчивость к магнетизму:
Лазерный луч состоит из фотонов и поэтому может также сваривать магнитные материалы. Могут применяться магнитные зажимные устройства для фиксации и позиционирования заготовок в технологической камере. Размагничивание заготовки перед лазерной сваркой не требуется, что сокращает время цикла и технологическую цепочку. В процессе сварки возможен даже индуктивный нагрев.
- Рентгеновская опасность отсутствует:
Генерация лазерного луча не генерирует рентгеновские лучи. Цельнометаллическая вакуумная камера уже обеспечивает достаточную защиту от лазерных отражений.
- Присадочный материал не требуется:
Подобно EBW (электронно-лучевой сварке), соединение металлов и сплавов не требует присадочного материала, в отличие от дуговой сварки.
- Полностью автоматизированная сварка:
Полностью автоматизированные лазерные сварочные аппараты обеспечивают чрезвычайно точную повторяемость и полную прослеживаемость соответствующих параметров сварки во время самой сварки для каждой детали. Таким образом, процесс сварки каждой детали можно надежно контролировать и документировать. Это важно для валидированных процессов, например, в аэрокосмической промышленности. Это касается не только производства оригинального оборудования для авиации и космических аппаратов, но и операций ТОиР (техническое обслуживание, ремонт, капитальный ремонт). Сварка лазером в вакууме облегчает процесс ремонта благодаря чрезвычайно низкому подводу тепла и малому искажению компонента, обеспечивая при этом исключительную прочность сварного шва.
- Доступны вакуумные камеры различных размеров:
Размер вакуумной камеры сварочных аппаратов Evobeam для лазерной сварки в вакууме (LaVa) адаптирован к конкретным требованиям применения, чтобы минимизировать объем и, следовательно, время вакуумирования. Это значительно сокращает общее время цикла сварки и повышает общую производительность.
- Диодный лазерный источник:
Диодный волоконный лазер в качестве источника эффективно генерирует лазерный луч. Evobeam мы предлагаем мощность лазера ≤ 15 кВт.
Лазерная сварка Дополнительная информация
Лазерная сварка (LBW) в атмосферных условиях (без вакуума) в целом является универсальным процессом:
позволяет сваривать нержавеющую сталь, углеродистую сталь, сталь HSLA, алюминий и титан .
В большинстве таких случаев необходимо применять защитный газ. Качество сварки высокоточное и близкое к электронно-лучевому. Однако металлургические свойства лазерной сварки не соответствуют свойствам сварки ЭП.
Лазер обеспечивает более высокое качество сварки и значительно более высокие скорости сварки, чем дуговая сварка: по сравнению с GTAW (дуговой сваркой вольфрамовым электродом) требуется только один проход, а скорость сварки значительно ниже.
Скорость сварки пропорциональна мощности лазера и зависит от материала и его толщины. Высокая мощность и хорошее качество луча волоконных лазеров делают их особенно подходящими для больших объемов работ.
Системы лазерной сварки широко применяются в автомобильной промышленности и сети их поставщиков. Среди других отраслей промышленности: аэрокосмическая промышленность, производство электрических устройств (например, датчиков и т. д.) и медицинские технологии.
Лазерная сварка и электронно-лучевая сварка имеют следующие общие черты:
- Высокое и очень локализованное тепловложение, вызывающее очень узкую зону плавления и зону термического влияния (ЗТВ). Это приводит к высокой скорости охлаждения и чрезвычайно малому искажению и короблению
- Высокая скорость сварки с глубоким проплавлением
- Высокая плотность энергии в фокусе
- Бесконтактный метод, обеспечивающий долговечность сварочного аппарата
- Подгонка и подготовка сварного соединения необходимы для получения качественных результатов сварки
- Полностью автоматизированная, точная, воспроизводимая сварка
Различия между этими двумя технологиями:
- LBW использует тепло когерентного лазерного луча высокой плотности, а EBW использует концентрированный пучок высокоскоростных электронов
- Лазерная сварка может использоваться для магнитных материалов, и могут применяться магнитные устройства для зажима и позиционирования
- Электронно-лучевая сварка отражающих металлов
При сравнении лазерной сварки в вакууме с электронно-лучевой сваркой, включая производительность процесса, CAPEX (капитальные затраты), OPEX (эксплуатационные расходы), а также требования к пространству и безопасности, на первый взгляд нет явного победителя.
Решение должно основываться на применении (материалы, механические свойства и размеры) и ожидаемых результатах, а также на количестве различных деталей, подлежащих сварке на соответствующей машине. Принимая во внимание длительный срок службы аппаратов для электронно-лучевой и лазерной сварки (> 20 лет), оба варианта могут быть очень экономичными.
В дополнение к электронно-лучевым системам Evobeam предлагает системы лазерной сварки, чтобы обеспечить оптимальное решение задач сварки.
Вакуумно-дуговой плавильный бассейн Управление мощностью. (Конференция)
Управление мощностью вакуумно-дугового плавильного бассейна. (Конференция) | ОСТИ.GOVперейти к основному содержанию
- Полная запись
- Другое связанное исследование
Аннотация не предоставлена.
- Авторов:
- Уильямсон, Родни Л.; Мельгаард, Дэвид Кеннетт; Биман, Джозеф Дж.; Айкин, Роберт М .; Эрдманн, Роберт Г.
- Дата публикации:
- Исследовательская организация:
- Национальная лаборатория Сандия. (SNL-NM), Альбукерке, Нью-Мексико (США)
- Организация-спонсор:
- Национальная администрация по ядерной безопасности Министерства сельского хозяйства США (NNSA)
- Идентификатор OSTI:
- 1148153
- Номер(а) отчета:
- ПЕСОК2007-2656К
523205
- Номер контракта Министерства энергетики:
- АК04-94АЛ85000
- Тип ресурса:
- Конференция
- Отношение ресурсов:
- Conference: Предложено для презентации на Международном симпозиуме 2007 г. по обработке и литью жидких металлов, состоявшейся 2-5 сентября 2007 г. в Нанси, Франция.
- Страна публикации:
- США
- Язык:
- Английский
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Уильямсон, Родни Л., Мелгаард, Дэвид Кеннетт, Биман, Джозеф Дж., Айкин, Роберт М. и Эрдманн, Роберт Г. Управление мощностью вакуумно-дугового переплава в бассейне. . США: Н. П., 2007.
Веб.
Копировать в буфер обмена
Уильямсон, Родни Л., Мелгаард, Дэвид Кеннетт, Биман, Джозеф Дж., Айкин, Роберт М. и Эрдманн, Роберт Г. Управление мощностью вакуумно-дугового переплава в бассейне. . Соединенные Штаты.
Копировать в буфер обмена
Уильямсон, Родни Л., Мелгаард, Дэвид Кеннетт, Биман, Джозеф Дж., Айкин, Роберт М. и Эрдманн, Роберт Г. 2007.
«Управление мощностью вакуумно-дугового переплава в бассейне». Соединенные Штаты. https://www.osti.gov/servlets/purl/1148153.
Копировать в буфер обмена
@статья{osti_1148153,
title = {Управление мощностью вакуумно-дугового плавильного бассейна.},
автор = {Уильямсон, Родни Л. и Мелгаард, Дэвид Кеннетт и Биман, Джозеф Дж. и Айкин, Роберт М. и Эрдманн, Роберт Г.},
abstractNote = {Аннотация не предоставлена.},
дои = {},
URL = {https://www.osti.gov/biblio/1148153},
журнал = {},
номер = ,
объем = ,
место = {США},
год = {2007},
месяц = {4}
}
Копировать в буфер обмена
Просмотр конференции (0,31 МБ)
Дополнительную информацию о получении полнотекстового документа см. в разделе «Доступность документа». Постоянные посетители библиотек могут искать в WorldCat библиотеки, в которых проводится эта конференция.
Экспорт метаданных
Сохранить в моей библиотеке
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Аналогичных записей в сборниках OSTI.GOV:
- Аналогичные записи
Влияние вакуумной плавки и вакуумного отжига на свойства аустенитных нержавеющих сталей
Лицензионное соглашение ASTM
ВАЖНО – ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТИ УСЛОВИЯ ПЕРЕД ЗАГРУЗКОЙ ЭТОГО ДОКУМЕНТА.
Загружая документ ASTM, вы заключаете договор и признаете, что
у вас есть
читать
настоящего Лицензионного соглашения, что вы понимаете его и соглашаетесь соблюдать его
условия. Если вы не согласны с условиями настоящего Лицензионного соглашения, немедленно покиньте эту страницу.
без
скачивание
документ ASTM.
Пожалуйста, , нажмите здесь , чтобы просмотреть лицензионное соглашение для образовательных учреждений.
Собственность. Этот документ защищен авторским правом ASTM International (ASTM), 100
Барр Харбор Драйв, Западный Коншохокен, Пенсильвания, 19428-2959, США.
Все права защищены. Вы (Лицензиат) не имеете прав собственности или других прав на Документ ASTM.
Это не продажа; все права, право собственности и интересы в документе ASTM (как в электронном файле
и печатная копия) принадлежат ASTM. Вы не можете удалять или скрывать уведомление об авторских правах или другие уведомления, содержащиеся в ASTM.
Документ.
Ограниченная лицензия. ASTM предоставляет вам ограниченную лицензию без права передачи следующим образом:
Право на загрузку электронного файла настоящего документа ASTM для временного хранения на одном
компьютер для просмотра и/или печати одной копии документа ASTM
для отдельных
использовать.
Ни электронный файл, ни одиночная распечатка не могут быть воспроизведены каким-либо образом.
Кроме того, электронный файл не может распространяться где-либо еще по компьютерным сетям или
в противном случае.
То есть электронный файл нельзя отправить по электронной почте, скачать на диск, скопировать на другой жесткий диск. диск или иным образом общий доступ. Одна печатная копия может быть распространена только среди других
сотрудники для их внутреннего использования в вашей организации; его нельзя копировать.
Этот документ ASTM не может быть продан или перепродан, сдан в аренду, сдан в аренду, одолжен или
сублицензия. Абонент будет нести ответственность за весь контроль доступа и безопасность
меры, необходимые для того, чтобы IP-адреса Абонента не использовались для
получать доступ к журналам, кроме авторизованных Пользователей.
ASTM International предоставляет подписчикам и авторизованным Пользователи у Абонента Авторизованы
Сайт , онлайн-доступ к журналу ASTM, для которого Подписчик поддерживает текущую
подписка
к печатной или онлайн-версии. Этот грант распространяется только на Подписчика и таких Уполномоченных
Пользователи индивидуально и не могут быть переданы или распространены на других. Для перепечатки А.
журнальную статью, пожалуйста, свяжитесь со службой поддержки клиентов ASTM, 100 Barr Harbour Dr., PO Box C700, West
Коншохокен, Пенсильвания 19428, тел.: 610-832-9555; факс: 610-832-9585; Эл. адрес: [email protected]
Проверка: ASTM имеет право проверять соблюдение настоящей Лицензии.
Соглашение за свой счет и в любое время в течение обычного рабочего дня. Для этого
ASTM привлечет независимого консультанта при условии соблюдения соглашения о конфиденциальности для рассмотрения
использование вами документов ASTM. Вы соглашаетесь разрешить доступ к вашей информации и компьютерным системам
для этой цели. Проверка будет проводиться с уведомлением не менее чем за 15 дней в обычное время.
в рабочее время и таким образом, чтобы необоснованно не мешать вашей деятельности. Если
проверка выявляет нелицензионное использование документов ASTM, вы должны возместить ASTM расходы
понесенные при проверке и возмещении ASTM за любое нелицензионное использование. Вызывая эту процедуру,
ASTM не отказывается от каких-либо прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности.
собственности иными способами, разрешенными законом.
Пароли. Вы должны немедленно уведомить ASTM о любом известном или предполагаемом
несанкционированное использование вашего пароля или любое известное или предполагаемое нарушение безопасности, в том числе
потеря, кража или несанкционированное раскрытие вашего пароля или любой несанкционированный доступ или использование
документа ASTM. Вы несете единоличную ответственность за сохранение конфиденциальности ваших
пароль и для обеспечения санкционированного доступа и использования документа ASTM.
Определения. Для целей настоящей Лицензии авторизованным сайтом является
локализованный сайт
(одно географическое местоположение), находящееся под единым управлением в одном месте. Для
Подписчик с местонахождением более чем в одном городе, каждый город считается отдельным сайтом.
Для Подписчика, имеющего несколько местоположений в одном городе, каждое место считается
другой сайт. (Если вам нужен онлайн-доступ к нескольким сайтам, свяжитесь с Кэти
Hooper, ASTM International, по адресу [email protected] или по телефону: 610-832-9.634). авторизован
Пользователь означает
только сотрудники, преподаватели, сотрудники и студенты, официально связанные с Подписчиком в
Авторизованный сайт, а также лица, имеющие законный доступ к фондам и объектам библиотеки. на Авторизованном сайте, используя IP-адрес в диапазоне, указанном в подписке.
Авторизованными пользователями могут быть лица, удаленные от физического местонахождения Абонента, доступ которых
администрируемых с Авторизованного объекта, но не лица, находящиеся на удаленных объектах или в кампусах с отдельными
администрации. Например, сотрудник Абонента может считаться
Авторизованный пользователь при доступе к сети Абонента из дома или во время поездки в другую
город; однако сотрудники филиала или объекта в другом городе не считаются
Авторизованные пользователи. Подписчик — это физическое или юридическое лицо, подписавшееся на
журнал ASTM
и согласился с условиями этой ограниченной лицензии.
Прекращение. Настоящее Соглашение действует до момента расторжения. Вы можете расторгнуть настоящее Соглашение в любое время путем
уничтожение всех копий (печатных, цифровых или на любом носителе) документа ASTM (журнала).
Применимое право, место проведения, юрисдикция. Настоящее Соглашение должно толковаться и толковаться в соответствии с законодательством Содружество Пенсильвании. Лицензиат соглашается подчиняться юрисдикции и месту проведения в штате и федеральные суды Пенсильвании для разрешения любых споров, которые могут возникнуть в связи с настоящим Соглашением. Ты также соглашаетесь отказаться от любых претензий на неприкосновенность, которыми вы можете обладать.
Интеграция. Настоящее Соглашение представляет собой полное соглашение между вами и ASTM в отношении его предмета. Это
заменяет все предыдущие или одновременные устные или письменные сообщения, предложения,
заявлений и гарантий и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любого
цитата, заказ, подтверждение или другое сообщение между сторонами, относящееся к его предмету
вопрос в течение срока действия настоящего Соглашения. Никакие изменения настоящего Соглашения не будут иметь обязательной силы,
если они не оформлены в письменной форме и не подписаны уполномоченным представителем каждой из сторон.
Отказ от гарантии. Если не указано иное в настоящем Соглашении, все явные или подразумеваемые условия, заявления и гарантии, включая любые подразумеваемые гарантии товарного состояния, пригодности для определенной цели или ненарушение прав, за исключением случаев, когда эти отказы считаются юридически недействительным.
Ограничение ответственности. В той мере, в какой это не запрещено законом, ASTM ни при каких обстоятельствах не будет нести ответственность за любые потери, повреждения, утерю
данных или за особый, косвенный, косвенный или штрафной ущерб, независимо от того,
теория ответственности, возникающая в связи с использованием или загрузкой ASTM
Документ. Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную вами по настоящей Лицензии.
Соглашение.
Эти документы защищены авторским правом ASTM International, 100 Barr Harbour Drive, PO Box C700, West. Коншохокен, Пенсильвания 19428-2959 США. Все права защищены.
Можно ли сваривать в вакууме?
Можно ли сваривать в вакууме? Электронно-лучевая сварка, которая требует вакуума, а не защитных газов для защиты сварного шва, имеет потенциальную полезность при сварке вне космического корабля, но создает изолированный вакуум внутри космического корабля, что делает внутреннюю сварку проблемой .
Можно ли сваривать металл в вакууме?
Можно ли сваривать в вакуумной камере?
Инертная атмосфера является идеальной средой для сварки вольфрама, титана или любого материала, чувствительного к воздуху. В настоящее время вакуумная сварочная камера делает осознанный выбор для достижения оптимальных свойств и качества поверхности – всегда для чистых блестящих сварных швов!
Можно ли проводить дуговую сварку в вакууме?
Можно ли сваривать в невесомости?
Поскольку алюминий является основным металлом, используемым в космических конструкциях, сварка ВИГ может использоваться для ремонта частей космического корабля; но, ловкость и точность, необходимые для сварки TIG, было бы трудно достичь в условиях невесомости .
Реальна ли холодная сварка в космосе?
Не волнуйтесь, холодная сварка в космосе, несмотря на кажущуюся простоту, случается не так уж и часто . Обычно все металлы, запускаемые в космос, имеют на себе тонкий слой окисления из-за контакта с атмосферой Земли. На орбите покрытие обычно еще присутствует, поэтому холодной сварки не происходит.
Какая сварка выполняется в вакууме?
Электронно-лучевая сварка всегда требует вакуума, за исключением случаев, когда он не нужен!
Можно ли сваривать MIG в вакууме?
Электронно-лучевая сварка, при которой для защиты сварного шва требуется вакуум, а не защитные газы, может быть полезна при сварке вне космического корабля, но создание изолированного вакуума внутри космического корабля делает внутреннюю сварку проблемой .
Можно ли сваривать TIG в вакуумной камере?
В вакуумной технологии часто используется сварка вольфрамовым электродом в среде инертного газа (TIG) . Кроме того, используются другие виды дуговой сварки металлов в защитных газах, а также специальные методы, такие как микроплазменная сварка тонкостенных деталей или орбитальная сварка деталей труб.
Насколько прочна холодная сварка?
Холодная сварка может обеспечить соединение столь же прочное, как и сами исходные материалы, если условия правильные. Как было сказано выше, это означает, что металлы должны быть пластичными, очищенными от окислов на поверхности и в идеале правильной формы. Материалы не могут быть сильно закалены или содержать углерод.
Можно ли сваривать холодным способом?
Однако возникает вопрос: «Прочна ли холодная сварка?» Как оказалось да. Полученная связь обычно такая же прочная, как и у исходных материалов после завершения процесса . Во время процесса металл не превращается в жидкость, и материалы обычно не нагреваются до заметной степени.
Свариваются ли металлы в космосе самопроизвольно?
Теоретически, да — это эффект, называемый «холодной сваркой», благодаря которому металлические связи, удерживающие атомы вместе в каждом объекте, эффективно «перекрывают разрыв» между ними, создавая единый твердый объект.
Можно ли получить дугу в вакууме?
Вакуумная дуга может возникнуть, когда поверхности металлических электродов, соприкасающиеся с хорошим вакуумом, начинают испускать электроны либо за счет нагрева (термоэлектронная эмиссия), либо в электрическом поле, достаточном для возникновения автоэлектронной эмиссии.
Можно ли зажечь дугу в вакууме?
Плазма вакуумной дуги образуется путем пропускания дуги постоянного тока с низким напряжением и высоким током между электродами в вакууме . Эта дуга испаряет материал электрода, вызывая образование плазмы в парах между двумя электродами.
Какая сварка выполняется в камере высокого вакуума?
Электронно-лучевая сварка выполняется в вакууме, так как присутствие газа может привести к рассеиванию луча. Поскольку это вакуумный процесс и используются высокие напряжения, этот метод сварки в значительной степени автоматизирован и управляется компьютером.
Можно ли сваривать на Марсе?
Две основные проблемы, связанные со сваркой на Марсе, заключаются в том, что марсианская атмосфера содержит высокий уровень углекислого газа (CO2), а атмосферное давление намного ниже, чем на Земле .
Какой вид сварки использует НАСА?
Сварка вольфрамовым электродом в среде инертного газа (TIG) используется для выполнения высококачественных работ, когда требуется превосходный стандарт отделки без чрезмерной очистки путем шлифования или шлифования.
Можно ли сваривать в космосе?
Можно ли сваривать золото холодным способом?
В отличие от процесса холодной сварки в макромасштабе, который обычно требует больших приложенных давлений, ученые обнаружили, что монокристаллические ультратонкие золотые нанопроволоки (диаметром менее 10 нм) могут быть сварены вместе в течение нескольких секунд с помощью одного только механического контакта и при чрезвычайно низких применяемые давления.
Существует ли жидкая сварка?
J-B Weld — это оригинальная двухкомпонентная эпоксидная система для холодной сварки , обеспечивающая прочный и долговечный ремонт металла и различных поверхностей. Смешанный в соотношении 1:1, он образует прочную связь, и после отверждения его можно формовать, нарезать резьбу, напильниковать, шлифовать и сверлить. При комнатной температуре J-B Weld затвердевает за 4-6 часов до темно-серого цвета.
Можно ли производить холодную сварку в вакуумной камере?
Когда две или более металлических частей из одного и того же материала подвергаются непосредственному воздействию вакуума, они соединяются друг с другом. По этому принципу работает холодная сварка. Металлические детали помещаются вместе в вакуумной камере, после чего они соединяются.
Что такое вакуумная сварка?
Вакуумная склейка или вакуумная сварка представляет собой естественный процесс затвердевания мелких предметов в сильном вакууме . Наиболее ярким примером является пыль на поверхности Луны. Сообщалось, что этот эффект был проблемой первых американских и советских спутников, поскольку небольшие движущиеся части схватывались вместе.
Зачем электронному пучку нужен вакуум?
Электронно-лучевая сварка должна происходить в вакууме , чтобы электронный луч не рассеивался молекулами остаточного газа . Это повышает эффективность, поскольку практически вся энергия передается на заготовку.
Почему металлы прилипают к космосу?
Если два куска металла одного и того же типа соприкоснутся в пространстве, они соединится и навсегда слипнутся; этот удивительный эффект известен как холодная сварка. Это происходит потому, что атомы отдельных кусков металла не могут узнать, что они являются разными кусками металла, поэтому куски соединяются вместе 9.0012 .
Что произойдет, если я сварю MIG без газа?
Часто задаваемые вопросы. Могу ли я использовать сварочный аппарат MIG без защитного газа? Да, вы можете использовать сварочный аппарат MIG без газа, используя проволоку с флюсовой сердцевиной, которая создаст шлак поверх сварного шва, как только он остынет . Этот шлак защитит сварочную ванну от загрязнения атмосферным газом.
Можно ли использовать проволоку MIG без газа?
Итак, как пользоваться сварочным аппаратом MIG без газа? К счастью, позволяет сваривать металлы методом MIG без использования защитных газов . Этот метод известен как дуговая сварка с флюсовым сердечником (FCAW) или сокращенно Flux Core. В этом методе используется специальная сварочная проволока, известная как «сварочная проволока с флюсовым сердечником».
Как сварить в космосе?
Потому что в металлах есть как положительно движущиеся ионы, так и «море» отрицательно движущихся электронов. Без кислорода в космосе оксидный слой над металлами исчезает. Просто добавьте немного силы, и металлы могут сплавиться вместе .
Пылесосы холодные?
Температура объекта обычно определяется как средняя кинетическая энергия составляющих его частиц, и, поскольку вакуум не имеет составляющих , его температура будет равна нулю согласно этому определению.
Что происходит с металлом в космосе?
Для чего используется электронно-лучевая сварка?
Электронно-лучевая сварка используется для плавления и соединения основных материалов . Поскольку сварка характеризуется небольшим пятном с минимальным тепловым воздействием, идеально подходят муфты без зазоров.
Что означает Черный шов?
Избыток сажи может быть вызван: 1.) слишком большой длиной дуги, либо вылетом оператора, либо избыточным напряжением . 2.) Недостаточно энергии сварки, увеличьте скорость подачи проволоки или уменьшите размер проволоки, чтобы увеличить плотность тока.
Является ли JB Weld прочнее сварки?
Можно ли производить холодную сварку без газа?
Нет, для холодной сварки газ не нужен . Процесс не требует нагрева, поэтому его можно проводить в различных условиях практически без подготовки. Однако некоторые сварщики используют газовую защиту для защиты сварного шва от загрязнений и облегчения процесса сварки.
Как сварить без тепла?
Холодная сварка, также известная как холодная сварка давлением или контактная сварка , представляет собой процесс сварки в твердом состоянии, при котором соединение двух металлов происходит без плавления или нагрева на границе раздела двух свариваемых частей. Это означает, что в процессе соединения и соединения не присутствует жидкая или расплавленная фаза.
Как сварить без сварщика?
- Метод пайки означает использование своего рода присадочного металла для соединения двух металлических деталей. …
- Пайка аналогична процессу сварки и широко используется при изготовлении печатных плат, электроники и подобных изделий. …
- Заклепка используется для соединения двух металлических деталей большого сечения.
Как соединить металл без сварки?
- Сборка фурнитуры.
- Точечная сварка.
- Клепка.
- Пайка.
- Пайка.
- Клей.
Ретех | Плазменно-дуговая плавка (ПАМ)
Продукты Дом
Продукты Дом
Категория продуктов
Плазковая дуга. (VAR)
Производство металлического порошка
Литье
Подержанное оборудование
Плазменно-дуговая плавка (ПАМ)
Плазменная технология Retech использует электрическую дугу с использованием меди и воды для плавления металлов и других материалов пода для получения чистого литого металла за счет удаления включений высокой и низкой плотности, а также предотвращения загрязнения такими элементами, как кислород, во время рафинирования. Наши текущие программы исследований и разработок в области плазмы позволили расплавить бесчисленное количество специальных материалов для наших клиентов.
Плазменные печи могут быть рассчитаны на широкий диапазон размеров, от нескольких фунтов до многих тонн, а также для производства всего, от слитков и порошка до отливок. Наши плазменно-дуговые плавильные печи могут быть оснащены одной или несколькими горелками, любым количеством систем подачи, а также камерами разливки и отвода в соответствии с потребностями наших клиентов.
Изделия для плазменно-дуговой плавки (ПАМ)
Плазменная плавка с подом
В печи Retech PAM с холодным подом используется электрически возбужденный газ, обычно гелий или аргон, для плавления реактивных и тугоплавких металлов в герметичной камере в инертной атмосфере, что обеспечивает значительное экономия средств за счет устранения необходимости электродной сварки и первичного вакуумно-дугового переплава. Как и все печи Retech, каждая из них может быть рассчитана на широкий диапазон размеров, от нескольких фунтов до многих тонн, а также может быть оснащена одной или несколькими горелками, системами подачи и камерами отвода для производства всего, от слитков и порошка до отливок. . Использование современной технологии плазменной плавки является отличным вариантом для обработки широкого спектра химически активных и тугоплавких металлов и сплавов.
Материалы:
Реактивные металлы, тугоплавкие металлы, аморфные металлы, суперсплавы, кремний
Области применения:
Производство сплавов, литье в слитки, распыление
СкороПлазменная сварка
Retech обеспечивает состояние Системы дуговой сварки (PAWS), предназначенные для продольной и/или кольцевой сварки уплотненных металлов, таких как титановая губка, в электроды или, в качестве альтернативы, встык в слитки первого плавления. Плазменные сварочные аппараты Retech — это многогорелочные системы, предназначенные для простой работы с аргоном или гелием за счет удобного изменения параметров управления процессом. Все сварочные аппараты Retech включают в себя автоматические последовательности сварки и схемы сварки полос в дополнение к тому, что они предназначены для сварки различных компактных геометрических форм.
Материалы:
Реактивные металлы, тугоплавкие металлы, аморфные металлы, суперсплавы
Области применения:
Производство электродов для переплавки
СкороОбработка отходов (PACT™) уничтожение широкого спектра отходов, включая опасные, радиоактивные и биологические отходы, даже если они слабо охарактеризованы или неоднородны. Система PACT™ использует высокотемпературную азотную плазму для разделения сложных углеводородов на простые и чистые газы, одновременно превращая металлы и оксиды в стабильный, однородный и прочный шлак, не требующий дополнительной обработки и готовый к продаже в виде заполнителя или для длительного хранения.
. Наш процесс PACT™ значительно сокращает объем загружаемого материала из рассыпного корма, навозной жижи, небольших партий или даже из 200-литровых бочек, загружаемых целиком, без каких-либо неприемлемых выбросов. Системы PACT™ могут быть изготовлены в различных размерах и конфигурациях, чтобы соответствовать многим обычным промышленным или военным ситуациям, таким как коммерческие и полевые госпитали, медицинские, ядерные или исследовательские объекты, а также нефтеперерабатывающие заводы и заводы по переработке отходов.
Системы Retech PACT™ признаны во всем мире как решение для обработки и утилизации экологически опасных материалов и отходов, тем самым обеспечивая более чистую окружающую среду для будущих поколений.Материалы:
Опасные, умеренно радиоактивные и биологические отходы
Области применения:
Витрификация отходов
СкороЛабораторная плазма
Лабораторная плазма Retech Плазменные печи поставляются широкому кругу компаний, частных лиц и учреждений. еще большее разнообразие разработок и мелкосерийное производство.
Материалы:
Реактивные металлы, тугоплавкие металлы, аморфные металлы, суперсплавы, кремний
Области применения:
Производство сплавов, литье в слитки, атомизация
СкороКомпания Retech является признанным мировым лидером в области систем плазменно-дуговой плавки (ПАМ).
Кроме того, наши печные установки могут включать в себя все, от запасных частей и вспомогательного оборудования до полных установок плавильного цеха. В других случаях наши горелки могут быть разработаны и адаптированы для замены или модернизации существующих старых и устаревших горелок. Мы активно работаем с этими клиентами над разработкой необходимых решений для оборудования, включая компоненты до и после переработки, а также разработку сплавов и приложений.
Плазменно-дуговая плавка (PAM) Часто задаваемые вопросы
Плазма — это четвертое состояние вещества, при котором газ электрически возбуждается с помощью дуги постоянного тока, образующей высокоэнергетический шлейф, который можно использовать для плавления металлов и сплавов. Эта дуга может быть перенесена на заготовку, чтобы способствовать плавлению, или дуга может не передаваться или содержаться внутри горелки, тем самым заставляя плазменный газовый шлейф выполнять все плавление. Примерами плазмы в повседневной жизни являются молнии, неоновые огни и телевизоры.
Печь Retech PAM с холодным подом использует электрически возбужденный газ, обычно гелий, аргон или азот, для плавления материалов в герметичной камере в инертной атмосфере и обеспечивает значительную экономию средств за счет устранения необходимости электродной сварки и первичного вакуумно-дугового переплава. Холодный очаг представляет собой медный сосуд с водяным охлаждением, который не содержит загрязняющих элементов, таких как кислород, и дает чистый литой металл за счет удаления включений с высокой и низкой плотностью во время рафинирования в холодном поде.
Да. Retech предлагает три типа оружия четырех разных размеров. Применение клиента и конструкция системы в конечном итоге определяют, какой тип резака следует использовать.
Системы плазменной плавки Retech в основном использовались для плавки реактивных и тугоплавких металлов и сплавов (например, титана и титановых сплавов), хотя текущие программы исследований и разработок в области плазмы позволяют плавить бесчисленное количество специальных материалов для наших клиентов. Плазменные печи могут быть рассчитаны на широкий диапазон размеров, от нескольких фунтов до многих тонн, а также для производства всего, от слитков и порошка до отливок. Наши плазменно-дуговые плавильные печи могут быть оснащены одной или несколькими горелками, любым количеством систем подачи, а также камерами разливки и отвода в соответствии с потребностями наших клиентов.
Процесс PAM отличается от других методов плавки тем, что он происходит не в глубоком вакууме, а в атмосфере инертного газа. Это позволяет полностью плавить и очищать сплавы, содержащие элементы с низким уровнем испарения.
ПАМ обычно применяется для плавки и переплавки сплавов, содержащих большое количество элементов с высоким давлением паров, которые испаряются в глубоком вакууме.