Какую арматуру не допускается сваривать
Очень многие элементы строений требуют внутреннего усиления конструкции. Арматурные пояса устанавливают внутрь ленточных фундаментов, прочность черновых стяжек усиливают сеткой из стальных прутьев, лестничные марши и площадки фиксируют металлической конструкцией, завязанной с усилением несущих стен.
Прутья армирования можно фиксировать в местах пересечения 3 способами:
- Сварка;
- Связка проволокой;
- Связка пластиковыми хомутами.
Зафиксировать сцепление при помощи связывания можно при использовании абсолютно любого вида армирования, не зависимо от вида материала. А вот сваривать можно лишь металлические прутки определенной марки.
Что нужно знать при покупке
Если вы планируете закладку монолитного фундамента или вывод несущих стен, то скорее всего армирующий пояс понадобиться сваривать. При покупке прутков арматуры следует уточнить у продавца не только диаметр и длину прутка, но и марку. Обычно базы по продаже черного металлопроката предлагают 2 вида:
- Стальную арматуру А400 (так же справедлива маркировка её АIII). Не сваривается, только вяжется.
- Прутки периодического профиля марки А 500С.Подходит как для связывания, так и для сварки.
Итак, для соединения с использованием сварки подходит только арматура с литерой «С» в маркировке.
Недостатки сваривания
Несмотря на то, что фиксирование пересечения сваркой довольно прочный тип соединения, такой метод не всегда оправдан. Собственно, стабильность и влечет за собой некоторые нюансы, которые не всегда желательны.
Получая высокую прочность, конструкция теряет подвижность на изгиб. А, как нам известно, такие свойства как изгиб и сжатие очень важны во внутренних монолитных конструкциях, таких как лестницы или перекрытия. Если эти элементы здания не будут слегка «подвижны» в эксплуатации, это приведет скорее к деформации, чем к стабильному состоянию.
Кроме того, работа по сварке металла является профессиональным навыком и выполнить её могут далеко не все строители.
Некоторые виды грунта так же предполагают некоторую подвижность, поэтому устраивая на них фундаменты типа монолитной плиты, прутья так же рекомендуют связывать, сохраняя внутри конструкции небольшую эластичность.
«Ты легко можешь прихватить арматуру сваркой» — ответил профессионал. Как всё же правильно — вязать или варить? | Строю для себя
Источник: https://pobetony.expert/armirovanie/Добрый день, уважаемые гости!
Практически у всех частных застройщиков и хозяев домов на слуху: «Арматура и сварка несовместимы», «сварка — зло для арматурного каркаса», «при сварке теряются свойства арматуры» и т.п. В данной статье хотел бы разобрать причину таких слухов.
Я люблю стройку и частенько ошиваюсь на строительных объектах, которые строят знакомые — нет, они строят не для себя, а именно ведут строительство под заказ, т.е. являются застройщиками. Среди них очень немного ответственных ребят, которые нанимают профессионалов для ведения строительства — это специалисты в той или иной области, которые не хватаются за всё подряд, а узконаправленно и качественно исполняют только своё дело. Да, берут недешево, но и придраться не к чему. Это такие специализации, как арматурщики, монолитчики и т.п.
Итак, арматура — это стройматериал, созданный для придания конструкции прочности и возможности сопротивления различным нагрузкам.
Стержень арматуры — материал, имеющий ребристый или гладкий профиль. Более востребован материал, изготавливаемый из стали. Стальной прут обязательно закаливается.
Чтобы правильно воспринимать нагрузку, арматурный стержень должен геометрически правильно располагаться внутри железобетонного изделия, поэтому должен четко фиксироваться перед бетонированием и опираться через фиксаторы не только на стенки опалубки, но и скрепляться между собой.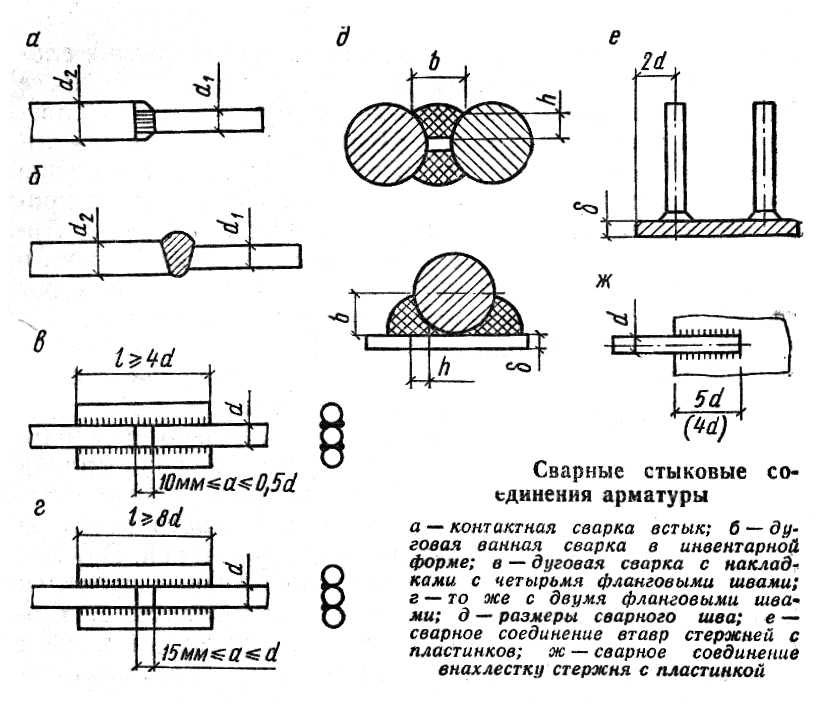 Чтобы каркас не разваливался и не шатался внутри опалубки, его быстрее проварить в нескольких местах, чем протягивать проволокой каждое перекрестие.
Чтобы каркас не разваливался и не шатался внутри опалубки, его быстрее проварить в нескольких местах, чем протягивать проволокой каждое перекрестие.
Я был свидетелем диалога на повышенных тонах, когда мастера спорили о сварке:
— Ты легко можешь прихватить сваркой стержни арматурного каркаса!
— Нет, этого нельзя делать, ослабевает соединение…
— Ничего подобного, вари!
И вот с этого места подробнее…
Существует два распространенных вида скрепления стержней:
- связка с помощью вязальной проволоки;
- сварка.
Но, почему профессионалов учат еще и сваривать арматуру, если земля полна слухов, что варить ее нельзя?
Всё дело в маркировке арматуры. Обычный самостройщик не вникает в маркировку изделия, а профессионал знает и заказывает на базах специальную арматуру, которую не запрещается сваривать.
Как вы знаете, арматура делится на классы: А240 или АI, А300 или АII, А400/А500 или АIII и т.д., но помимо класса есть особые свойства продукта, которые указываются после:
- К – коррозионная стойкость;
- С – разрешено соединять методом сварки;
- Т – термомеханически упрочненная сталь.
Вот здесь и кроется разгадка. Обычную А400 — сваривать запрещено, но А400С — сваривать можно!
Источник фото: https://m-strana.ru/articles/mozhno-li-svarivat-armaturu-dlya-fundamenta/Для несвариваемых классов, при воздействии высокой температуры, значительно меняется структура материала. Закаленный металл «отпускается», т.е. теряет прочность.
Арматурные стержни с маркой А500С производят из сплава с минимальным содержанием легирующих добавок (по ГОСТ 52544-2006), поэтому такие прутки имеют хорошую пластичность и свариваемость, даже дуговой сваркой.
Таким образом, если кроме связки арматурного каркаса Вам требуется некоторые стрежни проварить, чтобы придать устойчивость арматурному каркасу, то в обязательном порядке нужно приобретать арматуру свариваемого класса «С».
Сварка арматуры производится несколькими способами, в том числе внахлест и встык. Для каждого диаметра арматуры подбирается своя сила тока. Но, об этом в следующих статьях…
Очень надеюсь, что статья стала для Вас полезной!
Спасибо за внимание!
Песок на дне траншеи, цементное молочко и надуманные факты при сооружении фундаментов
Халтура при армировании углов = поперечный скол фундамента. Как правильно армировать углы и перекрестия ленты?
«Не хватило бетона на фундамент!». Строитель пояснил, как поступить, если нет возможности докупить бетон
Как правильно выбрать арматуру для фундамента
Арматура – это довольно общее понятие, под этим названием в данной статье мы имеем в виду элементы, усиливающие бетонную конструкцию. Бетон — не самодостаточен. Это крепкий, но, в то же время, хрупкий материал, не обладающий никакой гибкостью. При появлении трещин бетон просто разваливается. Но совсем другое дело – железобетон!
Железобетон – это комбинированный материал, состоящий из бетона, который несет основную нагрузку, и стальных стержней, помогающих ему в этом. Эти стержни и называются “арматура”. Фактически, это стальной стержень цилиндрической (или близкой к цилиндру) формы. Сталь и бетон очень “подходят” друг другу: они сочетаются между собой, дополняя и тем самым усиливая свойства друг друга. Эти материалы имеют прекрасное сцепление друг с другом.
Виды арматуры
Арматура различается по:
Составу. Металл, используемый для арматуры, может быть как мягкий, так и более твердый (но хрупкий).
Форме. Армирующие стержни могут быть как гладкими цилиндрическими, так и с шероховатостями, выступами разных форм. “Выступы” нужны для того, чтобы усилить сцепление бетона и стали.
Диаметру. Диаметр арматуры для фундамента (и другие её параметры) выбираются в зависимости от задач и нагрузок армируемой конструкции.

Свариваемости. Не всю арматуру можно сваривать при сборке арматурного каркаса. Это свойство зависит от того, какая сталь используется для арматуры. Чтобы применять сварку для сборки арматурного каркаса, сталь арматуры должна быть специально подготовленной при выплавке для этой операции. Если сварить арматуру, не предназначенную для такой операции, то произойдет ухудшение свойств арматуры.

Какую арматуру использовать для фундамента?
Сегодня мы хотим целенаправленно сосредоточиться на вопросе арматуры под фундамент. Фундамент – это самый широко используемый железобетонный элемент в конструкции дома. Вопрос армирования фундамента – один из самых актуальных. Правильно выполненный фундамент – это залог “здоровья” здания, гарантия прочности и долговечности всей конструкции дома.
Так, все же, какая должна быть арматура фундамента дома? Правильно на этот вопрос можно ответить после расчета всей конструкции дома. То есть, чтобы совершенно точно быть уверенным в своем выборе, нужно просчитать конструкцию фундамента и потом выполнить расчёт арматуры.
Мы уверены, что расчет должен выполнять квалифицированный специалист. Но если по какой-то причине вы решите выполнять расчёт сами, то знайте: если ваш дом стоит на не проблемных грунтах, и он не больше двух этажей (без цокольного этажа и без подвала), то под свою ответственность можно воспользоваться типовыми решениями и расчётами. То есть, выбрать параметры фундамента и количество арматуры из предложенных в специализированной литературе, справочниках.
Вот пример стандартных таблиц, из которых можно выбирать свои решения и показания (арматура для ленточного фундамента тоже выбирается по подобным таблицам).
1 | 10 | 2 | 4 |
2 | 10 | 3 | 6 |
3 | 12 | 2 | 4 |
4 | 12 | 3 | 6 |
5 | 14 | 3 | 6 |
Если мы не говорим про свайные фундаменты, то большинство фундаментов усиливается металлической арматурой, уложенной вдоль и поперёк (пруты перекрещиваются, образуя единую сетку). Для того, чтобы прутья не сдвигались относительно друг друга во время заливки бетона, они свариваются или связываются между собой вязальной проволокой в каждой точке касания. В теле бетона арматура располагается примерно в пяти сантиметрах от поверхности. Необходимо делать два яруса армирования: верхний (предназначен для работы на изгиб фундамента вверх) и нижний (для защиты от изгиба вниз). В середине фундамента армировку производить не нужно.
Для того, чтобы прутья не сдвигались относительно друг друга во время заливки бетона, они свариваются или связываются между собой вязальной проволокой в каждой точке касания. В теле бетона арматура располагается примерно в пяти сантиметрах от поверхности. Необходимо делать два яруса армирования: верхний (предназначен для работы на изгиб фундамента вверх) и нижний (для защиты от изгиба вниз). В середине фундамента армировку производить не нужно.
Строительство фундамента – работа, требующая вдумчивого и тщательного подхода, ведь цена ошибки – аварийный дом. Необходимо со всей серьезностью отнестись к этому этапу строительства. Также хотим напомнить, что арматуру для фундамента можно выбрать на «Первой Металлобазе»: близко, быстро, и с доставкой!
можно ли варить арматуру для фундамента и какую арматуру выбрать
Без фундамента любой дом долго не выстоит, даже самые самоуверенные «строители» обязательно разочаруются в бесфундаментных домах, когда увидят трещины. Поэтому арматура для фундамента – это то, что обязательно должно присутствовать на строительной площадке. Ее необходимо соединить правильно и качественно, тогда строение будет крепким.
Готовимся к монтажу арматуры: принесите все материалы на место установки, подровняйте арматуру, если на ней есть неровности, на низ положите пластиковые фиксаторы (их укладывают для того, чтобы куски прутов не выглядывали из-под бетона). После этого нужно связать прутья, некоторые умельцы советуют использовать сварку для лучшего скрепления.
Варят ли арматуру для фундамента? Иногда строители используют этот способ фиксации, однако в последнее время он применяется реже. Аргументы в пользу отказа от сварки прутьев:
- если вы строите дом самостоятельно и не обладаете навыками сварки на должном уровне, вязка – более простое решение, которое не требует специфических знаний и аппаратов;
- соединение сваркой – это потенциально уязвимое место, которое со временем может начать интенсивно окисляться. Следовательно, фундамент может стать менее надежным. А вязка прутьев никак не способствует коррозии;
- сварка нарушает структуру металла, причем неверно выполненные операции ухудшают стойкость к износу в несколько раз.
 Следовательно, фундамент может стать менее надежным. А вязка прутьев никак не способствует коррозии;
Следовательно, фундамент может стать менее надежным. А вязка прутьев никак не способствует коррозии;Вы не уверены в своих силах? Тогда можно заказать уже готовые арматурные сетки и каркасы, которые выполнили профессионалы.
Какую арматуру использовать для фундамента дома?
Если вы профессиональный сварщик и все-таки решили применить этот метод фиксации, или если вы отдали предпочтение вязке, вам в любом случае нужно обратить внимание на еще один важный аспект: правильный выбор арматуры. Ее диаметр должен быть не менее 6 миллиметров, желательно, чтобы поверхность была рифленая или с засечками: тогда будет лучшее сцепление с бетоном, а значит, и лучшая прочность.
Выбрать качественную арматуру с доставкой можно на нашем сайте, звоните на нашу металобазу в Минске!
процесс изготовления и правила установки
Работы по возведению конструкций из монолитного железобетона включает и заготовку арматуры и арматурных каркасов. В данном разделе мы и рассмотрим, какую арматуру и каркасы используют в монолитных фундаментах и стенах при строительстве жилых домов и хозяйственных построек.
Виды арматуры
Для изготовления арматурных стержней и каркасов применяют стали, указанные в таблице 1.
Таблица 1. Арматурная сталь для железобетонных изделий
| Наименование | ГОСТ | Класс | Марка стали | Диаметр, мм | Поставка |
| Горячекатаная гладкая арматурная сталь | 5781-(..) | A-I | Ст3 | 6…40 | 6…12-в мотках |
| 14…40-в стержнях | |||||
| Горячекатаная арматурная сталь периодического профиля | 5781-(. .) .) | A-II | Ст5 | 6…40 | 6…12-в мотках |
| 18Г2С | 40…80 | 14…80-в стержнях | |||
| A-III | 25Г2С | 10…40 | 6…10-в мотках | ||
| 32Г2Рпс | 6…22 | 12…40-в стержнях | |||
| A-IV | 80С | 10…18 | В стержнях | ||
| 29ХГ2Ц | 10…32 | В стержнях | |||
| A-V | 23Х2Г2Т | 10…32 | В стержнях | ||
| Упрочнённая вытяжкой арматурная сталь | 5781-(..) | A-IIв | Ст5 | 6…40 | 6…10-в мотках |
| 80Г2С | 80Г2С | 12…80-в стержнях | |||
| A-IIIв | 25ГС | 10…40 | 7…10-в мотках | ||
| 32Г2Рпс | 6…22 | 12…40-в стержнях | |||
| Холоднотянутая арматурная гладкая проволока | 6727-(..) | B-I | Ст3 | 3, 4, 5 | В мотках |
| Холоднотянутая арматурная проволока периодического профиля | Bр-I | Bр-I | Ст3 | 3, 4, 5 | В мотках |
| Термомеханическая и термическая упрочненная сталь периодического профиля | 10884-(..) | Aт-IIIс | Ст5 | 10…18 | В стержнях |
| Aт-IVс | 25Г2С, 10ГС2 | 10…28 | То же | ||
| Aт-IV | 20ГС | ||||
| Aт-V | |||||
| Примечание: Применяемая в строительстве арматурная сталь с винтовым профилем (ТУ 14-2-448-. .) имеет номинальные диаметры стержней 18, 25, и 32мм, по химическому составу, механическим свойствам и классу соответствует арматурным сталям по ГОСТ 5781-.. и ГОСТ 10884 | |||||
Арматурную сталь выпускают:
- гладкую горячекатаную сталь — для армирования железобетонных конструкций (ГОСТ 5781-..)
- гладкую сталь периодического профиля — для армирования обычных и предварительно напряжённых железобетонных конструкций (ГОСТ 5781-..)
- стержневую сталь арматурную и термически упрочнённую периодического профиля — для армирования предварительно напряжённых железобетонных конструкций (ГОСТ 10884-..)
- сталь горячекатаная по ГОСТ 5781-(..) — имеет 5-ть классов (A-I; A-II и Ac-II, A-III, A-IV, A-V)
- сталь термически упрочнённая по ГОСТ 10884-(..) — имеет 4-е класса (Aт-IV, Aт-V, Aт-VI, Aт-VII)
В обозначении арматуры на чертежах указан диаметр в миллиметрах, класс и ГОСТ.
Например:
Стержень арматуры периодического профиля диаметром 20 мм имеет обозначение 20 A-II ГОСТ 5781
Стержень гладкой арматуры диаметром 8 мм имеет обозначение
8 A-I ГОСТ 5781
Стержень гладкой холоднотянутой арматурной проволоки периодического профиля диаметром 4 мм имеет обозначение
4 Вр-I ГОСТ 6727
Товарные арматурные изделия
При изготовлении арматурных каркасов следует руководствоваться указаниями СНиП III-15-(..), а также рабочими чертежами проекта производства работ.Как правило, арматуру изготавливают в специализированных цехах в виде укрупнённых элементов.
Сварочные работы выполняют в соответствии с «Указаниями по сварке соединений арматуры и закладных деталей железобетонных конструкций» (СН 393-..). Эти работы должны выполнять сварщики, прошедшие соответствующий курс обучения и имеющие специальные свидетельства.
Ручная вязка арматуры разрешается в исключительных случаях, при выполнении мелких работ.В строительстве преимущественно используют плоские и рулонные арматурные сетки по ГОСТ 8478-(. .) «Сетки сварные для армирования железобетонных конструкций. Сортамент и технические требования» и тяжёлые сварные унифицированные арматурные сетки по ГОСТ 23279-(..) из стержневой арматуры.
.) «Сетки сварные для армирования железобетонных конструкций. Сортамент и технические требования» и тяжёлые сварные унифицированные арматурные сетки по ГОСТ 23279-(..) из стержневой арматуры.
Арматурные сетки могут быть использованы как законченные изделия или как полуфабрикат, подвергаемый дальнейшей доработке:
- разрезка на части
- вырезка отверстий
- приварка дополнительных стержней
- гибка
- укрупнительная сборка в объёмные каркасы и т.п.
Изготовление пространственных каркасов целесообразно производить из сварных и рулонных сеток. Свариваемость основного металла можно предварительно оценить по группам.
Таблица 2. Группы свариваемости сталей
| Группа | Свариваемость | Характеристика |
| I | Хорошая | Свариваются любыми способами без применения особых приёмов, образуя сварные соединения высокого качества. |
| II | Удовлетворительная | Для получения сварных соединений высокого качества требуется строгое соблюдение режимов сварки, применение специального присадочного металла, особо тщательная очистка свариваемых кромок и нормальные температурные условия сварки, а в некоторых случаях — предварительный и сопутствующий подогрев до 100-150оС, а также термообработка. |
| III | Ограниченная | В обычных условиях сварки стали склонны к образованию трещин. Перед сваркой их подвергают термообработке и подогреву до 250-400оС с последующим отпуском. |
| IV | Плохая | Качество сварных соединений пониженное, швы склонны к образованию трещин несмотря на то, что при сварке применяют сложные технологические приёмы, обязательный подогрев изделий, предварительную и последующую термообработку. |
Арматурные каркасы из фасонной стали (швеллер, уголок и закладные детали) изготавливают с соблюдением требований СНиП III-18.
Закладные изделия
Закладные детали служат для соединения между собой сборных железобетонных конструкций при монтаже их с целью образования жёсткого каркаса. Закладные детали изготавливают из листовой и профильной стали путём механизированной заготовки элементов и контактной точечной, рельефной и дуговой сварки, а также холодной штамповки.
Закладные детали изготавливают из листовой и профильной стали путём механизированной заготовки элементов и контактной точечной, рельефной и дуговой сварки, а также холодной штамповки.
Основные типы и конструктивные формы элементов сварных соединений закладных деталей должны назначаться в соответствии с ГОСТ 19292.
Таблица 3. Рекомендации по выбору сталей для закладных деталей
| Характеристика закладных деталей | Условия эксплуатации конструкций | |||
| до Т = -30оС | от Т = -30оС до Т = -40оС | |||
| марка стали по ГОСТ 380-(..) | толщина проката, мм | марка стали по ГОСТ 380-(..) | толщина проката, мм | |
| 1. Закладные детали, рассчитываемые на усилия статистических нагрузок | Ст3пс2 | 4…25 | ВСт3пс6 | 4…10 |
| ВСт3сп5 | 4…25 | |||
| 2. Закладные детали, рассчитываемые на динамические и многократно повторяющиеся нагрузки | ВСт3сп5 | 4…25 | ВСт3сп5 | 4…25 |
| 3. Закладные детали конструктивные, не рассчитываемые на силовые воздействия | ВСт3кп | 4…30 | ВСт3кп2 | 4…30 |
| БСт3кп2 | 4…30 | ВСт3пс3 | 4…30 | |
При хранении и перевозке арматуры, заготовок и каркасов они должны быть надёжно защищены от увлажнения, загрязнения и повреждений.
Установка арматурных каркасов
Установку арматуры необходимо выполнять по схемам, разработанным в проекте производства работ (ППР), что обеспечивает правильную последовательность монтажа.Доски для перехода рабочих по арматуре укладывают и крепят согласно ППР.При монтаже все сварные соединения выполняют способом ванной сварки в инвентарных формах.
Дуговую сварку можно применять с использованием остающихся стальных элементов: скоб, подкладок, накладок и др. В виде исключения при соединении арматуры внахлёстку или с накладками, разрешается дуговая сварка многослойными или протяжёнными швами.
В виде исключения при соединении арматуры внахлёстку или с накладками, разрешается дуговая сварка многослойными или протяжёнными швами.
При необходимости замены марки стали, указанной в проекте, сталью другой марки, а также при замене стержней одного диаметра другими нужно соблюдать следующие требования:
- при замене стержней одного диаметра стержнями другого диаметра из стали той же марки — суммарная площадь сечения арматуры должна быть равновелика площади сечения, предусмотренной проектом
- при замене стержней из стали одной марки или вида стержнями другой марки или вида — расчётная площадь сечения арматуры должна изменяться обратно пропорционально расчетным сопротивлениям запроектированной и фактически применяемой стали
Защитные покрытия арматуры (если они предусмотрены проектом) наносят согласно СНиП III-15. Целостность защитного слоя арматуры проверяют перед бетонированием, обнаруженные дефекты устраняют.
Стыковать каркасы, сетки и отдельные стержни при монтаже арматуры следует по рабочим чертежам и указаниям СНиП II-21 и СН 393.
В местах пересечения арматуры в каркасах:
стержни штучной арматуры диаметром до 25 мм скрепляют точечной сваркой, перевязкой вязальной проволокой или с помощью специальных соединительных элементов,а стержни диаметром 25 мм и выше — при помощи дуговой сварки;
для получения крестовых соединений двух или трёх пересекающихся стержней диаметром 3…40 мм из стали класса A-I, A-II, A-III и проволоки d = 3…8 мм классов B-I и Bp-I применяют точечную контактную сварку.Перевязкой и сваркой должно быть соединено не менее 50% всех пересечений, в том числе обязательно пересечение стержней с хомутами (в углах).
Указания по сборке и сварке стержней арматуры
При сборке арматурных каркасов должна строго соблюдаться соосность стержней. Смещение не должно превышать 0,1d, а перелом в месте стыка — не более 3о. Размеры фланговых швов: высота h=0,25d, но не менее 4 мм, ширина b=0,5d, но не менее 10 мм.
Для сварки стержней из стали всех классов, кроме A-I, применяют электроды марки УОНИ 13/55У или аналогичные:
- арматуру диаметром до 36 мм сваривают электродами диаметром 4-5 мм
- арматуру диаметром 40 мм и выше — электродами диаметром 5-6 мм
Сварку выполняют без перерыва до полной заварки стыка, обязательно заплавляя кратеры. Затем заваривают фланцевые швы. Сила тока при ручной сварке колеблется от 220А при d=20 мм до 330А при d=40 мм.
Длина выпусков арматуры из тела бетона между стыкуемыми стержнями должна быть не менее 150 мм при нормальных зазорах и 100 мм при использовании вставки. При увеличенных зазорах между стыкуемыми стержнями допускается применение одной вставки из арматуры того же класса и диаметра.
Бессварочные методы соединения арматуры
При монтаже арматуры из отдельных стержней, усилении сеток и каркасов дополнительными стержнями крестовые соединения стержней арматуры, в местах их пересечения следует скреплять вязальной проволокой или с помощью проволочных фиксаторов.
Концы стержней в бессварных соединениях из арматуры гладкого профиля в растянутой зоне делают с крюками, а из стали периодического профиля — без крюков. В местах стыкования стержни должны быть связаны проволокой двойным узлом.
Расстояние между стыками, расположенными в разных сечениях каркаса, должны быть не менее длины нахлёстки или полунахлёстки. Стыки не должны совпадать с местами изгиба стержней.Расход стальной проволоки диаметром 1…1,5 мм для вязки 1 тн арматуры составляет 4…5 кг, при диаметре стержней свыше 25 мм их следует скреплять дуговой сваркой.
Длину перепуска вязальных арматурных сеток и каркасов в рабочих стыках, выполняемых внахлёстку без сварки, в растянутой зоне — из стержней с номинальным диаметром d смотрите по таблице 4.
Таблица 4. Сварные сетки и каркасы в рабочем направлении стыкуются внахлёстку без сварки
| Тип рабочей арматуры | Условия работы стыка | Бетон проектной марки | |
| М-150 | М-200 и выше | ||
| 1. Горячекатаная арматура периодического профиля класса A-II, гладкая класса A-I | В растянутой зоне не изгибаемых элементов | 35 d | 30 d |
| В растянутых элементах | 40 d | 40 d | |
| 2. Горячекатаная арматура периодического профиля класса A-III и упрочнённая вытяжкой непериодического профиля класса A-IIB | В растянутой зоне не изгибаемых элементов | 45 d | 40 d |
| В растянутых элементах | 50 d | 40 d | |
| Примечание: 1. В любом случае длина перепуска Lн должна быть не менее 250 мм. 2. Длина перепуска Lн в сжатой зоне может быть на 10d меньше, но не менее 200 мм. | |||
В направлении монтажной арматуры сетки укладываются без перепуска с расстоянием 200 мм по осям крайних рабочих стержней соседних сеток. Смещение арматурных стержней при их установке в опалубку, а также при изготовлении арматурных каркасов и сеток не должно превышать 1/5 наибольшего диаметра стержня и 1/4 диаметра устанавливаемого стержня.
Для защиты арматуры от коррозии необходимо устраивать защитный слой из бетона согласно таблице 5.
Таблица 5. Минимальная допустимая толщина защитного слоя из бетона
| Наименование железобетонных изделий | Толщина защитного |
| 1. Плиты и стены толщиной до 100 мм из бетона: | |
| — тяжёлого | 10 мм |
| — лёгкого | 15 мм |
| 2. Плиты и стены толщиной более 100 мм | 15 мм |
| 3. Рёбра часторебристых покрытий | 15 мм |
| 4. Блоки и колонны при диаметре арматуры: | |
| до 20 мм | 20 мм |
| от 20 мм до 35 мм | 25 мм |
| более 35 мм | 30 мм |
| при арматуре из проката | 50 мм |
5. Нижняя арматура фундамента: Нижняя арматура фундамента: | |
| при наличии подготовки 36 мм | 36 мм |
| без подготовки 70 мм | 70 мм |
| 6. Фундаментные балки | 36 мм |
В каждой изготовленной предприятием партии арматуры должен быть документ установленной формы, соответствующий стандарту «Арматура и закладные детали сварные для железобетонных конструкций».
В документе (паспорте или сертификате на партию) указывают:
- реквизиты завода-изготовителя
- дату изготовления, номер партии
- тип и число изделий в партии
- марку стали
- результаты внешнего осмотра, обмеров и механических испытаний.
Установленные в конструкции дома (здания) арматуру и арматурные каркасы оформляют актом на скрытые работы, которые фиксируют номера чертежей, отступления от проекта, качество арматурных работ и заключение о возможности бетонирования.
Какую арматуру использовать для фундамента
При строительстве любых зданий – будь то частные дома, бани, торговые центры, многоквартирные дома, офисные здания – определяющее значение имеет фундамент. Чем он надежнее и качественнее, тем дольше простоит здание.
Но если в строительстве крупных объектов при возведении задействованы и техника и специальные материалы, то в малом частном строительстве хозяин часто все делает сам или этим занимается бригада рабочих. И здесь важно понимать, что на фундаменте ни в коем случае нельзя экономить и ставить ту арматуру, которая не соответствует задачам фундамента.
Можно ли обойтись без арматуры? Нет. Она – каркас, позволяющий фундаменту брать на себя нагрузки, равномерно распределяя их по горизонтали. Без арматурного каркаса бетонное основание очень быстро начнет крошиться и разрушаться. Фундамент с арматурным каркасом прослужит долго, не деформируется и не просядет со временем.
В настоящее время металлобазы предлагают два вида арматуры:
- Металлическую
- Стеклопластиковую.
Каждая из них имеет свои преимущества и недостатки.
Металлическая
Для изготовления металлической арматуры используют сплав железа с углеродом. Иногда в основной состав добавляют хром или марганец (легировка), это значительно улучшает свойства исходного продукта.
Для изготовления металлической арматуры используются два способа. Горячекатанный – это когда при высоких температурах из заготовки вытягивается прут. Качества отличные: каркас крепкий, жесткий, но абсолютно не гибкий. Поэтому горячекатанную арматуру используют там, где не нужна гибкость, например, для железнодорожного строительства. А вот для строительства фундамента используется арматура холодной прокатки. Сварка, соединения арматуры с проволокой получаются не такими жесткими, сетка «ходит» вместе с фундаментом и возможность разрыва каркаса (который, напомним, является гарантией сохранности фундамента) сводится к минимуму.
Недостаток металлической арматуры – сложность транспортировки, возможность коррозии (пусть и через много лет), большой вес. Бесспорный плюс – доступная цена.
Стеклопластиковая
А вот стеклопластиковая арматура, в отличие от пластиковой, настолько гибкая, что перевозить ее можно, свернув в бухты. Стеклопластиковая арматура:
- Не ржавеет;
- Не окисляется;
- Плохо проводит тепло и может использоваться в условиях крайнего севера;
- Прочность на разрывы выше в полтора раза, чем у стальной арматуры;
- Очень прочная и долговечная.
Одним из главных недостатков стеклопластиковой арматуры является высокая цена.
Кстати, благодаря гибкости и эстетичному внешнему виду стеклопластиковая арматура используется даже для создания архитектурных композиций для украшения городского ландшафта.
что это за класс, его технические характеристики, как производят и где применяют
Одним из наиболее используемых при строительстве железобетонных зданий и фундаментов материалов является арматура класса А500С. Сфера её применения весьма обширна – от армирования простых железобетонных изделий и до усиления несущих конструкций. Из-за высокой популярности материала каждому человеку, интересующемуся строительством, будет полезно узнать больше про класс арматуры А500С.
Сфера её применения весьма обширна – от армирования простых железобетонных изделий и до усиления несущих конструкций. Из-за высокой популярности материала каждому человеку, интересующемуся строительством, будет полезно узнать больше про класс арматуры А500С.
Что представляет собой арматура А500С?
Прежде чем подробно описывать способ изготовления и свойства данных металлических прутов, будет полезно пояснить, как расшифровывается эта маркировка.
Литера А обозначает разновидность – в данном случае это горячекатаный прут, усиленный термически и механически. Высокая прочность материала, достигаемая путем сложного процесса обработки, и делает сфера его применения настолько обширной. Число 500 сообщает предел текучести прутов. Этот показатель является для материала одним из самых важных. Он показывает, какую нагрузку без вреда для себя она может выдерживать. Если нагрузка превосходит предел, то в металле происходят необратимые последствия, затрагивающие кристаллическую структуру. В результате надежность и срок службы существенно снижаются. Поэтому подходить к выбору следует особенно тщательно, предварительно рассчитывая максимальные нагрузки, какие должна будет выдерживать арматура S500.
Наконец, по литере С можно установить, что материал является свариваемым. Таким свойством обладают далеко не все аналоги. Ведь сварка сопровождается резким повышением температуры, из-за чего кристаллическая структура металла нарушается – впоследствии в местах сварки его прочность снижается. При значительных нагрузках на этих участках наиболее высока вероятность поломки. К тому же, эти участки являются наиболее уязвимыми перед коррозией. Так что, сварка арматуры строго запрещена. Из-за этого при работе с большинством сортов металлических прутов приходится использовать специальную проволоку и инструмент для вязки. Но если вы выбрали пруты А500С, то можете не волноваться – варить арматуру этой марки можно без вреда для неё.
Также существует специальная арматура А500СП. Это сравнительно редкая разновидность материала, отличающаяся лучшим сцеплением с бетоном. Здесь используется не обычная винтовая насечка, а специальная, в которой рёбра не параллельны друг другу, а перпендикулярны. Это позволяет обеспечить более надежное сцепление с раствором, в то же время равномерно распределяя нагрузку по всей поверхности.
Это сравнительно редкая разновидность материала, отличающаяся лучшим сцеплением с бетоном. Здесь используется не обычная винтовая насечка, а специальная, в которой рёбра не параллельны друг другу, а перпендикулярны. Это позволяет обеспечить более надежное сцепление с раствором, в то же время равномерно распределяя нагрузку по всей поверхности.
Как видите, расшифровка довольно проста. Теперь расскажем о методах производства.
Процесс изготовления
Производство арматуры этой марки – довольно сложный технологический процесс. Начать с того, что при изготовлении арматуры А500С применяются разные методы: холоднотянутый и горячекатаный. Первый метод подходит для изготовления катаных и проволочных прутов, а второй используется при необходимости создать стержневые. Стоит отметить, что последняя обладает более высокой прочностью, чем большинство аналогов, изготовленных иными способами.
К тому же, сам сплав содержит меньшее количество углерода, чем, например, арматурная сталь для А400. Это незначительно снижает прочность, зато повышает коррозийную стойкость, в то же время позволяя использовать при сборке каркаса сварку, что существенно упрощает процесс работы.
Сфера применения
Как говорилось выше, эти пруты применяются в разных сферах, так как их технические свойства весьма хороши, а цена сравнительно низка. Поэтому её применяют:
- При армировании несущих конструкций (монолитное строительство).
- Для изготовления простых железобетонных конструкций (монолитные и ленточные фундаменты частных домов).
- При изготовлении железобетонных изделий разного размера и назначения (плиты перекрытий и другие).
Процесс применения упрощен большим ассортиментом продукции. Ведь класс арматуры А500С может иметь диаметр от 4 до 40 миллиметров. Поэтому подобрать продукцию, которая станет лучшим выбором для конкретного строительного объекта, обычно не составляет особого труда. К тому же, материал поставляется в разных видах. Если диаметр составляет от 4 до 6 миллиметров, то транспортировка осуществляется в виде мотков. При диаметре от 6 до 12 миллиметров она транспортируется как в мотках, так и в прутах – в зависимости от возможностей производителя и требований клиента. При большем диаметре материал перевозится только в прутах.
Если диаметр составляет от 4 до 6 миллиметров, то транспортировка осуществляется в виде мотков. При диаметре от 6 до 12 миллиметров она транспортируется как в мотках, так и в прутах – в зависимости от возможностей производителя и требований клиента. При большем диаметре материал перевозится только в прутах.
Почему она настолько популярна?
Каждый строительный материал (и арматура строительная не является исключением) проходит испытание временем. Все варианты проверяются на практике, одни становятся более распространенными, а другие – менее. Великолепные характеристики арматуры А500С обеспечивают ей стабильный спрос и немалую популярность. Перечислим основные достоинства:
- низкая себестоимость;
- высокая прочность и способность выдерживать любые типы нагрузок – на растяжение, изгиб и сжатие – позволяет использовать меньшее количество материала, дополнительно снижая затраты при строительстве;
- специально разработанная марка стали исключает риск появления слабых мест, которые выходят из строя при значительных нагрузках;
- винтовая насечка хорошо сцепляется с бетоном;
- радиус загиба холодной арматуры до 180 градусов существенно упрощает процесс укладки;
- благодаря специальному составу и обработке металла, арматуру А500С можно сваривать, упрощая процесс монтажа и надежность готового каркаса;
- способен прослужить долгие годы, перенося низкие температуры до -55 градусов по Цельсию включительно.
В таблице ниже описаны характеристики самых ходовых диаметров арматуры S500:
| Диаметр арматуры А500С, мм | Возможная длинна, м | Марка стали | Вес погонного метра, кг |
|---|---|---|---|
| 10 | 6-12 | Ст3СП/ПС | 0,617 |
| 12 | 6-12 | Ст3СП/ПС | 0,888 |
| 14 | 6-12 | Ст3СП/ПС | 1,21 |
| 16 | 6-12 | Ст3СП/ПС | 1,58 |
| 20 | 6-12 | Ст3СП/ПС | 2,47 |
| 25 | 6-12 | Ст3СП/ПС | 3,85 |
Зная вес арматуры, наиболее популярные диаметры и длину выпускаемых прутов, можно без труда подобрать тот материал, который лучше всего подойдет для конкретного объекта. Более подробно про материал арматура А500С расскажет ГОСТ 52544-2006.
Более подробно про материал арматура А500С расскажет ГОСТ 52544-2006.
В чем разница между А500С и А3?
Нередко люди, не слишком хорошо разбирающиеся в строительстве, полагают, что арматура А500С это А3 (она же А400). На самом деле это не так. Технические характеристики различаются, поэтому сортамент арматуры и разделяет эти два класса.
В первую очередь А400 нельзя сваривать – это нарушит структуру металла и снизит его прочность. Кроме того, радиус изгиба у этой арматуры не должен превышать 90 градусов (у А500С, как уже говорилось, до 180 градусов). Не менее важно, что А500С используется как анкерный элемент в монтажных петлях или закладных деталей. Ну а высокая прочность уменьшает количество расходуемого при строительстве материала. Как показывает практика, экономия может достигать 15 и даже 25%.
Поэтому к выбору материала подходите крайне серьезно, чтобы не допустить подобных ошибок.
Теперь вы знаете все причины, по которым арматура А500С пользуется такой популярностью, а также разбираетесь в её основных характеристиках, преимуществах и разновидностях. Значит, подбор нужного материала не составит ни малейшего труда.
Фитинги
Фитинг — это элемент трубопровода, который используется для соединения трубопровода, изменения направления или диаметра трубопровода или завершения трубы. Они представляют собой универсальный трубопроводный элемент, необходимый в современной трубопроводной системе.
Отделения науки
Типы трубных фитингов
Фитинги можно разделить на несколько категорий:
Отводное соединение — Отводное соединение используется, когда две или более трубы сходятся.Они могут быть в виде полной фурнитуры, например, тройника или крестовины. Они также могут иметь форму O’let, которое представляет собой ответвление, предназначенное для присоединения непосредственно к трубе. Доступны ответвительные соединения под сварку встык, муфту, резьбу и фланцы.
Заглушка — Приварные заглушки используются для герметизации конца трубопровода. Его можно использовать, когда бросают старую трубу, или с тройником для образования гидравлического колена. Колпачки доступны только со сваркой встык.
Муфта — Муфты используются для соединения двух отрезков трубы с различной резьбой.При использовании муфты важно не перетягивать трубопровод, иначе может произойти повреждение муфты или соединения. Муфты доступны только для труб с резьбой.
Колено — используется, когда необходимо изменить направление потока. Типичные направления локтей — 45, 90 и 180 градусов. Доступны отводы под сварку встык, муфту, резьбовые и фланцевые.
Редуктор — Редукторы используются, когда трубе необходимо изменить диаметр. Редукторы выпускаются под сварку встык, под приварку, резьбовые и фланцевые.
Типы торцевых соединений трубных фитингов
Существует четыре различных типа соединений, которые используются для фитингов: P-Trap, где колена соединяются фланцами, а фитинг составляет
Фитинг под приварку — Вероятно, самый распространенный тип фитинга. Они легко изготавливаются и легко устанавливаются. Фитинги под приварку можно соединять напрямую друг с другом. Это называется подходящим макияжем.
Фланцевые фитинги — Фланцевые фитинги представляют собой компоненты трубопроводов, в которых фланец является неотъемлемой частью фитинга.Чаще всего они используются при очистке воды или в трубопроводах с футеровкой, где сварка может разрушить футеровку.
Фитинг для сварки внахлест — Эти фитинги имеют соединение для сварки внахлест на каждом конце. Их можно использовать для труб меньшего диаметра. В этих фитингах используется один угловой сварной шов для соединения трубопровода с фитингом.
Резьбовой фитинг — Резьбовой фитинг обычно имеет размер четыре дюйма и меньше. Причина такого ограничения размера заключается в том, что конец трубы должен иметь резьбовое соединение с наружной резьбой, а размеры штампа для больших диаметров недоступны.
Стандарты трубопроводной арматуры
Стандарты API
- API 671 — Муфты специального назначения для насосов — Поршневые
Стандарты ASME
- ASME B16.1 — Фланцы для труб и фланцевые фитинги из чугуна
- ASME B16.3 — Фитинги с резьбой из ковкого чугуна
- ASME B16.4 — Фитинги с резьбой из серого чугуна
- ASME B16.9 — Фитинги для стыковой сварки заводского изготовления
- ASME B16.11 — Фитинги кованые для приварки внахлест и резьбовые соединения
- ASME B16.14 — Заглушки, втулки и контргайки из железа для труб с трубной резьбой
- ASME B16.15 — Резьбовые фитинги из литой бронзы, классы 125 и 250
- ASME B16.18 — Фитинги для пайки из литого медного сплава
- ASME B16.22 — Паяные фитинги из кованой меди и медных сплавов
- ASME B16.24 — Трубные фланцы и фланцевые фитинги из литого медного сплава: классы 150, 300, 600, 900, 1500 и 2500
- ASME B16.25 — Концы для стыковой сварки
- ASME B16.26 — Фитинги из литого медного сплава для медных труб с развальцовкой
- ASME B16.39 — Трубные соединения с резьбой из ковкого железа, классы 150, 250 и 300
- ASME B16.42 — Трубные фланцы и фланцевые фитинги из высокопрочного чугуна: классы 150 и 300
Стандарты ASTM
- ASTM A105 — Спецификация поковок из углеродистой стали для трубопроводов
- ASTM A181 — Спецификация поковок из углеродистой стали для трубопроводов общего назначения
- ASTM A182 — Технические условия на фланцы труб из кованых или катаных сплавов и нержавеющей стали, кованые фитинги, а также клапаны и детали для работы при высоких температурах
- ASTM A193 — Спецификация материалов болтовых соединений из легированной и нержавеющей стали для работы при высоких температурах
- ASTM A194 — Технические условия для гаек из углеродистой и легированной стали для болтов для работы при высоких давлениях и температурах
- ASTM A234 — Спецификация трубопроводной арматуры из деформируемой углеродистой стали и легированной стали для работы при умеренных и высоких температурах
- ASTM A350 — Технические условия на поковки из углеродистой и низколегированной стали, требующие испытания на вязкость с надрезом для компонентов трубопроводов
- ASTM A403 — Спецификация для фитингов труб из кованой аустенитной нержавеющей стали
- ASTM A420 — Стандартные технические условия на трубопроводные фитинги из деформируемой углеродистой стали и легированной стали для работы при низких температурах
- ASTM A694 — Спецификация поковок из углеродистой и легированной стали для трубных фланцев, фитингов, клапанов и деталей для систем передачи высокого давления
- ASTM B21 — Спецификация для морской латунной штанги, стержня и форм
- ASTM B98 — Спецификация на стержень, стержень и формы из медно-кремниевого сплава
- ASTM B150 — Технические условия на стержень, стержень и формы из алюминиевой бронзы
- ASTM B160 — Спецификация на никелевый стержень и стержень
- ASTM B164 — Спецификация на стержень, пруток и проволоку из никель-медного сплава
- ASTM B166 — Спецификация для сплавов никель-хром-железо (UNS N06600, N06601, N06603, N06690, N06693, N06025 и N06045) и никель-хром-кобальт-молибденового сплава (UNS N06617) Пруток, пруток и проволока
- ASTM B247 — Технические условия на поковки, ручные поковки и поковки с катаным кольцом из алюминия и алюминиевых сплавов
- ASTM B361 — Спецификация заводских сварочных фитингов из алюминия и алюминиевых сплавов
- ASTM B366 — Спецификация заводских фитингов из никеля и никелевых сплавов
- ASTM B381 — Технические условия на поковки из титана и титановых сплавов
- ASTM B462 — Спецификация для кованых или катаных UNS N06030, UNS N06022, UNS N06035, UNS N06200, UNS N06059, UNS N06686, UNS N08020, UNS N08024, UNS N08026, UNS N08367, UNS N1027629, UNS N1027629, UNS N1027629, UNS , UNS N08031, UNS * N06045, UNS N06025 и UNS R20033 Al
- ASTM B564 — Спецификация поковок из никелевых сплавов
Стандарты AWWA
- AWWA C110 — Фитинги из высокопрочного и серого чугуна, от 3 до 48 дюймов (от 75 до 1200 мм), для воды и других жидкостей
- AWWA C208 — Размеры сборных стальных фитингов для водопровода
Стандарты ISO
- ISO 5251 — Фитинги для стыковой сварки нержавеющей стали
- ISO 5256 — Стальные трубы и фитинги для подземных или подводных трубопроводов — Внешнее и внутреннее покрытие битумом или материалами, полученными из каменноугольной смолы
Стандарты MSS
- MSS SP-43 — Фитинги из кованой нержавеющей стали для стыковой сварки, включая ссылки на другие коррозионно-стойкие материалы
- MSS SP-53 — Стандарты качества стальных отливок и поковок для клапанов, фланцев, фитингов и других компонентов трубопроводов — Магнитные частицы
- MSS SP-54 — Стандарты качества для стальных отливок и клапанов, фланцев, фитингов и других компонентов трубопроводов — Радиографические
- MSS SP-55 — Стандарты качества для стальных отливок и клапанов, фланцев, фитингов и других компонентов трубопроводов — Visual
- MSS SP-75 — Технические условия на сварные фитинги для стыковой сварки, прошедшие высокие испытания
- MSS SP-73 — Соединения для пайки фитингов под давлением из меди и медных сплавов
- MSS SP-83 — Стальные соединения для стальных труб класса 3000, сварные внахлест и резьбовые соединения
- MSS SP-97 — Цельнолитые армированные кованые выпускные фитинги — Концы для сварки внахлест, резьбовые и стыковые сварные части
- MSS SP-106 — Фланцы и фланцевые фитинги из медного сплава, классы 125, 150 и 300,
- MSS SP-119 — Фитинги заводского изготовления для сварных раструбов с раструбом
Стандарты SAE
- SAE J514 — Гидравлические фитинги
Паспорта трубных фитингов
Технические условия на трубные фитинги, BSI
BS 3799 — Фитинги для стальных труб с раструбом и резьбой
| Класс давления | 2000 | 3000 | 6000 | 9000 |
|---|---|---|---|---|
| Торцевой фитинг | – | 80 | 160 | – |
| Фитинг с резьбой | – | 80 | XXS | – |
Примечание — Обозначения классов соответствуют максимальному рабочему давлению фитингов в холодном состоянии в фунтах силы на квадратный дюйм.
Чертежи трубопроводной арматуры
Ищете чертежи клапана AutoCAD? Они есть в нашем магазине.
Математические символы
Номенклатура и символы для инженерии, математики и естествознания
Список всех категорий сайта — Список всех тегов — Список всех глоссариев сайта
Номенклатура и символы трубопроводной арматуры
- \ (BW \) — стыковая сварка или стыковая сварка
- \ (BWE \) — конец под приварку
- \ (BWF \) — фитинг под приварку
- \ (CI \) — чугун
- \ (CWP \) — холодное рабочее давление
- \ (CRSN \) — коррозия
- \ (DI \) — высокопрочный чугун
- \ (FTG \) — штуцер
- \ (FE \) — конец фланцевый
- \ (f \) — трение
- \ (ID \) — внутренний диаметр
- \ (IPS \) — размер железной трубы
- \ (NPT \) — национальный трубный конус
- \ (ND \) — номинальный диаметр
- \ (OD \) — наружный диаметр
- \ (p \) — давление
- \ (\ Delta p \) — перепад давления
- \ (\ Delta P \) — потеря давления
- \ (RAD \) — радиус
- \ (SE \) — концы резьбовые
- \ (SKT \) — розетка
- \ (SOC \) — розетка
- \ (SW \) — сварка враструб
- \ (SWF \) — штуцер под сварку враструб
- \ (SE \) — резьбовой конец
- \ (SS \) — нержавеющая сталь
- \ (STD \) — стандартный
- \ (SWP \) — рабочее давление пара
- \ (\ large {\ sigma} \) (греческий символ сигма) — ударение
- \ (THRD \) — с резьбой
- \ (TBE \) — резьба с обоих концов
- \ (TE \) — конец с резьбой
- \ (THRDF \) — штуцер с резьбой
- \ (Q \) — объемный расход
- \ (WP \) — рабочее давление
- \ (\ sigma \) (греческий символ сигма) — предел текучести
Глоссарий по трубным фитингам
A
B
С
- Коррозия — Истончение стенки трубы, которое обычно вызывается химической реакцией коррозионной жидкости или агента и ограничивается почти исключительно металлическими продуктами.
D
E
F
- Фланец — Болтовое соединение, при котором две части трубы, оборудования, фитингов или клапанов соединяются вместе, образуя систему трубопроводов.
- Скорость потока — Количество жидкости, которая течет за заданное время после определенной точки.
- Трение — механическое сопротивление относительному перемещению двух поверхностей.
G
H
I
Дж
К
L
M
N
O
P
- Труба — полая труба, по которой можно переносить такие продукты, как жидкость, газ, гранулы и другие.
- Конец трубы — Существует три основных типа концов трубы: скошенный, резьбовой или гладкий.
- Однолинейный чертеж трубопровода — Однолинейный чертеж трубопровода — это чертеж трубопровода, на котором показаны размеры и расположение труб, фитингов и клапанов.
- Давление — это сила, действующая перпендикулярно поверхности объекта и выражаемая как сила на единицу площади.
- Потеря давления — Разница давлений на входе и выходе.
Q
R
S
- Напряжение — Сила на единицу площади поперечного сечения.
т
- Предел прочности на растяжение — Способность материала противостоять силе, стремящейся его растянуть.
- Крутящий момент — сила вращения, используемая для перемещения острия.
U
В
Вт
- Сварка — процесс изготовления, при котором сходные материалы плавятся вместе, нагревая их до подходящей температуры, это может быть выполнено пайкой, пайкой или сваркой.
- Рабочее давление — Рабочее давление, сокращенно WPR, — это нормальное давление, при котором работает система.
X
Y
Z
Что такое сварка внахлест?
Сварка труб может быть грубой, особенно если у вас нет терпения или вы не знаете, что делаете. Вот почему очень важно знать, как формировать сварной шов.
Что такое сварка муфтой? Сварка с муфтой — это сварной шов, который соединяет определенные фитинги труб, такие как переходники, тройники и колена, с трубами.Труба жестко соединяется с углублением в стыке с помощью раструбной сварки. Фитинги, соединенные этим методом, называются трубными фитингами, приваренными муфтой.
Читайте дальше, чтобы получить более подробную информацию о фитингах для сварки муфт, их преимуществах и недостатках.
Фитинги для сварки внахлест
Фитинги для сварки внахлест используются для соединения труб. В углубленную часть фланца, клапана или фитинга вставляется труба.
Уплотнительные сварные швы углового типа применяются для соединения фитингов с трубами.Фитинги для сварки внахлест — отличный выбор для широкого спектра применений, поскольку они обладают высокой герметичностью и высокой структурной прочностью. Это важные аспекты, которые необходимо учитывать при проектировании трубопроводных сетей.
При запросе таких фитингов необходимо указать размеры внешнего диаметра, а также график толщины (или номинальное давление).
Фитинги для сварки внахлест называют трубными фитингами SW. Поэтому муфты SW, тройники SW, колена SW и другие подобные детали подпадают под категорию фитингов SW.
Использование фитингов для сварки внахлест
Поскольку эти фитинги рассчитаны на высокое давление, они подходят для широкого спектра промышленных применений.
ФитингиSW, такие как переходники, тройники и колена, могут быть установлены в трубопроводах для безопасной транспортировки горючих, токсичных или опасных химикатов с меньшим риском утечки. Эти фитинги подходят для процессов, в которых утечки могут оказаться опасными. Их можно устанавливать в трубопроводных сетях в качестве постоянных соединений.
ФитингиSW спроектированы для обеспечения отличных характеристик потока. Они отличаются высоким качеством, поскольку часто производятся в соответствии со спецификациями и стандартами ASME и ASTM. Эти стандарты и спецификации охватывают важные технические детали для надежной работы, такие как допуски, маркировка, номинальное давление, номинальные температуры, размеры и материалы. Они также упоминают требования к различным формам, например,
.- Трубы бесшовные
- Трубы бесшовные
- Кованые детали
- Бары
И другие предметы с указанием их механических и химических свойств.
Подобно фитингам для стыковой сварки труб, фитинги для сварки муфт также подразделяются по сплавам, таким как легированная сталь, углеродистая сталь и нержавеющая сталь. В зависимости от типа применения вы можете выбрать фланцы SW, муфты, переходники, переходные тройники, тройники под приварку, угловые колена и другие соединения в зависимости от типа материала.
Различные виды фитингов для сварки враструб
Здесь вы найдете все, что вам нужно знать о различных типах фитингов для сварки враструб.
Полная муфта
Это соединение соединяет две трубы вместе. Полные муфты на обоих концах имеют резьбу для соединения обеих труб.
Полумуфта
Хотя полумуфта похожа на полную муфту, основное отличие состоит в том, что полумуфты имеют резьбу только на одном конце, а полные муфты имеют резьбу на обоих концах. Конец полумуфты без резьбы обычно приваривается или крепится к трубопроводу другими способами.
Муфта переходная
Этот фитинг соединяет две трубы разного диаметра.Переходная муфта имеет разную ширину на обоих концах, поэтому можно соединять трубы разного диаметра.
Вставка переходника для сварки внахлест
Они производятся в соответствии с применимыми стандартами ASME и ASTM. Эти детали позволяют экономично соединять трубы разного диаметра.
Штуцер для сварки внахлест
Эта часть состоит из трех взаимосвязанных частей. Есть две внутренние резьбы, а также центральная деталь, которая сближает концы в результате вращения.По этой причине соединения для сварки муфт необходимо плотно завинтить перед сваркой обоих концов. В результате искривление сиденья будет сведено к минимуму.
Отвод для сварки внахлест
Отводы для сварки внахлест бывают двух разных форм: под углом 90 градусов и под 45 градусов. Существуют модели с коротким и длинным радиусом, изготовленные методом ковки. Это сварное соединение муфт играет жизненно важную роль в трубопроводных сетях. Он используется для изменения направления жидкостей.
Тройник под сварку внахлест
Это соединение позволяет соединить ответвление под углом 90 градусов между двумя трубами
, идущими в одном направлении.Редукционный тройник для сварки внахлест имеет аналогичную концепцию. Ключевое отличие состоит в том, что, как следует из названия, труба меньшего диаметра может быть прикреплена под углом 90 градусов между двумя трубами, движущимися в одном направлении.
Соколет
Гнездо используется для тех же целей, что и нитье и бобышка. Он используется для сварки трубы меньшего диаметра с трубой большего диаметра. Основное отличие состоит в том, что в розетке есть гнездо, которое удобно приваривать.Это гнездо находится внутри олет. Это соединение позволяет изменять направление на 90 градусов и обладает более высокой прочностью, чтобы выдерживать более высокое давление.
Крестовина для сварки внахлест
Это соединение позволяет изменять направление на 90 градусов для ответвлений, соединенных между двумя трубами, идущими в одном направлении.
Заглушка для сварки внахлест
Как следует из названия, колпачок для сварки муфтой присоединяется к концу трубы для его герметизации.
Фланцы для приварки внахлест
ФланцыSW используются для труб относительно небольшого диаметра при более высоком давлении.Форма фланца имеет утопленный буртик по направлению к внутреннему диаметру. Это позволяет правильно соединить трубу с фитингом. Сварка применяется для постоянного соединения фланцев и труб. Преимущество этого трубного соединения заключается в том, что оно обеспечивает отличные характеристики потока.
Существуют различные конструкции фланцев SW, например, с кольцевым шипом, с плоской поверхностью и с выступом. У них есть различные номинальные значения давления, которые могут доходить до 2500 #.
Преимущества фитингов для сварки внахлест
- На трубе необходимо снять фаску, чтобы подготовить ее к сварке.
- Как правило, для правильного выравнивания труб выполнять прихваточные швы не требуется. Конструкция этих фитингов обеспечивает правильное выравнивание.
- Фитинги для сварки внахлест можно заменить резьбовыми, поскольку они имеют гораздо меньший риск утечки.
- Металл сварного шва проникает в отверстие трубы.
- Стоимость монтажа фитингов под сварку муфтами ниже по сравнению с фитингами под сварку встык. Это можно объяснить более мягкими требованиями к размерам и тем фактом, что нет необходимости в специальной механической обработке фитингов для сварки муфт, в отличие от деталей, сваренных встык.
Недостатки фитингов, приваренных внахлест
- Фитинги для сварки внахлест не подходят для пищевой промышленности, потому что они не допускают полного проникновения, и в них есть щели, которые нелегко очистить.
- Фитинги для сварки внахлест должны иметь специальный компенсационный зазор между буртиком раструба и трубой.
- Внутренние щели и расширительные зазоры, связанные с фитингами, приваренными враструб, приводят к коррозии. Следовательно, фитинги для сварки муфт не подходят для радиоактивных или коррозионных веществ, поскольку скопление этих материалов в стыках может привести к проблемам при техническом обслуживании и эксплуатации.
Расширение для трубных фитингов, приваренных враструб
Существует простой способ сделать расширительный зазор в 1/16 дюйма.
Для этой цели необходимо учитывать усадочное кольцо под сварку с раструбом. Это разрезное кольцо разработано специально для обеспечения минимального зазора, необходимого для сварки муфт. Они изготовлены из нержавеющей стали и обладают высокой коррозионной стойкостью. Кольцо можно легко установить в фитинг, так что оно станет важной частью соединения.Он не создает вибрации даже под высоким давлением.
Основные различия между фитингами для стыковой сварки и раструба
Для фитингов, сваренных с враструб, применимым стандартом является ASME B16.11. Этот стандарт позволяет вставлять трубу в углубленную область стыка. Трубу и стык можно легко обрезать до нужной формы. Нет необходимости скашивать концы или делать какие-либо другие приготовления. Поверхности необходимо содержать в чистоте, чтобы обеспечить беспрепятственную сварку и установку.
ASME B16.9 является применимым стандартом для фитингов под сварку встык. Поскольку их концы привариваются к трубам, толщина должна быть такой же, как у труб. Концы стыков нужно скошить.
Существуют также определенные ключевые различия между фитингами для стыковой и раструбной сварки с точки зрения применения.
Фитинги для сварки внахлест не так прочны, как соединения для сварки встык. В результате эти фитинги обычно устанавливаются на трубы относительно небольшого диаметра.
Поскольку фитинги, приваренные встык, обладают большей прочностью, они находят более широкое применение при высоких температурах и давлениях. Фитинги для стыковой сварки могут использоваться там, где прочность сварного шва не должна превышать прочность основного металла.
Зенковка во фланцах, приваренных муфтой, немного больше, чем соответствующий наружный диаметр трубы.
Связанные вопросы
Почему используется Weldolet? Weldolet фактически стал одним из самых распространенных ответвлений и также может быть прикреплен к раструбной трубе.Концы скошены для облегчения этой процедуры, и по этой причине сварная бобышка считается фитингом для стыковой сварки. Велдолеты предназначены для снижения уровня напряжения, а также для обеспечения жизненно важной поддержки.
Есть ли у фланцев, приваренных враструб, график? Фланцы под приварную втулку доступны для давления от 150 # и выше, а также для трубопровода от 40 до 160. Имейте в виду; Здесь на всех фланцах есть штамповка, на которой указаны размер, номинальное давление, родина, требования, материал.Фланец, сваренный враструб, как вы можете видеть здесь, имеет маленькое гнездо.
Что такое флексолет? Flexolet уменьшает количество фитингов на каждую розетку, что стало возможным благодаря изменениям в спецификации MSS. В последнее время флексолет получил широкое распространение за рубежом. Используется для подключения усиленной фурнитуры. Он заменяет стандартные способы подключения. Корпус Flexolet Threaded изготовлен из высококачественной поковки.
Похожие сообщения:
Различия между фитингами для сварки враструб и фитингами для стыковой сварки
Дата : 七 18, 2019 Категории : Новости компании / Просмотры новостей : 928 просмотров
Существуют различные способы соединения труб, фитингов, фланцев и клапанов, наиболее популярными являются сварка раструбом и стыковая сварка .Однако вы можете быть сбиты с толку по поводу , в чем разница между фитингами для сварки враструб и фитингами для стыковой сварки , и какой из них лучше всего подходит для ваших строительных проектов, поскольку у всех них, похоже, есть свои плюсы и минусы.
Чертеж сварки внахлест
Что такое сварка враструб?
Сварка внахлест (SW) — это метод сварки вставки трубопровода. Свариваются два куска трубы разного размера, меньший кусок вставляется в большой. Сварной шов полностью находится на периферии большой трубы, и это угловой шов. .Компоненты для сварки внахлест содержат фланцев для сварки внахлест и фитинги для сварки внахлест (содержат колена для сварки внахлест под углом 45/90 градусов, тройники для сварки внахлест, заглушки для сварки внахлест, крестовины для сварки внахлест, муфты для сварки внахлест, муфты для сварки внахлест, гнездо ).
Фитинги для сварки внахлест определены в стандарте ASME B16.11 , они представляют собой трубные фитинги высокого давления и доступны в трех диапазонах давления: класс 3000, класс 6000 и класс 9000. Фланцы, приваренные внахлест, могут изготавливаться в соответствии с различными стандартами например ANSI / ASME B16.5, JIS B2220.
Чертеж под сварку встык
Что такое стыковая сварка?
Стыковая сварка — это соответствующая сварка трубопроводной арматуры и фитингов, трубопроводной арматуры и фланцев или трубопроводной арматуры и труб с одинаковыми диаметрами. Конец фитингов для стыковой сварки должен иметь фаску. Компоненты для стыковой сварки содержат фланцев с приварной шейкой и фитинги для стыковой сварки (содержат колено для стыковой сварки 45/90/180 градусов, тройник для стыковой сварки, колпачок для стыковой сварки, изгиб для стыковой сварки, крестовину для стыковой сварки, переходник для стыковой сварки, сварную бобышку).
Фитинги для стыковой сварки могут изготавливаться в соответствии с различными стандартами, такими как ANSI / ASME B16.9, ANSI / ASME B16.28, DIN EN 10253, ГОСТ 17375-17380, JIS B2311-B2313, KS B1522, KS B1541, KS B1543, MSS SP-43, MSS SP-75, GB / T 12459, GB / T 13401, SH / T 3408, HGJ528, SY / T0510. Фланцы приварной встык по стандартам ANSI / ASME B16.5, ANSI / ASME B16.47, JIS B2220, EN 1092-1, ГОСТ 12821-80.
ASTM A403 WP304 Трубные фитинги
Различия между фитингами под сварку враструб и фитингами под сварку встык:
Различные диаметры фитингов для сварки муфт и фитингов для стыковой сварки:
Сварка внахлест обычно используется для сварки труб небольшого диаметра.Обычно используемые спецификации: диаметр меньше DN50, а наибольший диаметр — DN100 (или 4 дюйма). Сварка встык широко применяется для труб большого и малого диаметров.
Различные сварные канавки и сварные швы фитингов для раструбной сварки и фитингов для стыковой сварки:
Обычно для стыковой сварки должен быть скошенный конец от 30 до 37,5 °, чтобы заполнить сварной шов. Конечно, для сверхтолстых стенок будет сложный скошенный конец.
Для сварки внахлест не требуется скоса, и можно сваривать деталь напрямую.Швы раструбной сварки представляют собой угловые швы.
С учетом фактора прочности сварного шва, условий силы и т. Д. Стыковая сварка лучше, чем сварка муфтой.
Неразрушающий контроль фитингов под сварку муфтами и стыков:
Методы неразрушающего контроля для раструбной сварки — это испытание магнитными частицами ( MT ) и испытание на проникновение ( PT ). Испытание магнитными частицами используется для деталей из углеродистой стали, а испытание на проникновение — для нержавеющих стальные детали.Вообще говоря, требования к стыковой сварке выше, чем требования к стыковой сварке, а также требования к испытаниям. Стыковая сварка должна быть на 100% проверена, чтобы гарантировать отсутствие утечек, и необходимо провести радиографический контроль.
Фитинги под сварку враструб и фитинги под сварку встык разная цена:
Обычно цена на фитинги для сварки раструбом выше, чем на фитинги для стыковой сварки аналогичного размера, фитинги для стыковой сварки требуют дополнительных затрат, поскольку их также будет сложнее сваривать и правильно устанавливать.Тогда это потребует больше времени и опыта квалифицированных сварщиков.
Сварка внахлест проста в установке, но для ее подключения требуется зазор примерно 1/16 дюйма в нижней части трубы, чтобы обеспечить тепловое расширение. Этот зазор может привести к проблеме перенапряжения, которая приведет к растрескиванию углового шва фитинга. Сварка внахлест вызывает затруднения при работе с агрессивными жидкостями из-за щелевой коррозии и легко подвержена коррозии из-за неоднородности внутренних поверхностей гладких труб.
Стыковой сварной шов является «лучшим» с точки зрения прочности, усталости, коррозионной стойкости и соответствия температурам.Однако сложнее правильно выполнить сборку и сварку, требуя квалифицированного сварщика и много времени.
ASTM A182 F347H Отвод под сварку с муфтой 90 градусов
Заключение
В заключение следует отметить, что как уровень давления, так и стоимость сварки муфтой выше, чем при сварке встык. Если технология сварки требуется и полностью соответствует требованиям конструкции, стыковая сварка является альтернативным выбором. Нет требований к сварке, рекомендуется использовать сварку муфтой, просто для обнаружения.Недостатком системы сварки внахлест является правильный компенсационный зазор и пространство между внешним диаметром трубы и внутренним диаметром фитинга. Из-за коррозионных продуктов, в основном в трубных системах из нержавеющей стали, трещина между трубой и фланцем, фитингом или клапаном. может вызвать проблемы с коррозией. В условиях эксплуатации, когда требуется полное проникновение сварного шва внутрь трубопровода, сварные швы с муфтой недопустимы, и, как правило, необходимо выполнять стыковые сварные швы.
Haihao Group производство, поставка и экспорт фитингов для труб, приваренных встык, фитингов для труб, приваренных встык, фитингов для труб с резьбой, кованых фланцев (таких как фланец приварной горловины, фланец приварной муфты, глухой фланец, фланец для стыковки, фланец для соединения внахлест и т. Д.) из различных материалов, таких как углеродистая сталь, нержавеющая сталь, легированная сталь.Если вы хотите узнать больше о наших конвейерных продуктах, напишите нам: [email protected]
Что такое фитинги для сварки враструб
Что такое фитинги для сварки враструб
Фитинги для сварки внахлест представляют собой соединения труб, обработанные круглыми стальными или стальными слитками, форма соединения — Socket Welding-SW, и стальные трубы вставляются в свариваемую муфту.
Типы фитингов с раструбом включают колено 45 °, колено 90 °, тройник, крестовину, косой тройник 45 °, обруч с двойным раструбом, обруч с одним раструбом, заглушку, штуцер, патрубок и т. Д. Среди них трехходовые и четырехходовые имеют одинаковый диаметр и разный диаметр; хомут с двойным подшипником также имеет одинаковый диаметр и разный диаметр, а хомут с двойным концом разного диаметра имеет концентричность и эксцентриситет.
Формы серийных соединений фитингов включают: соединение под приварку раструба (SW), соединение под сварку встык (BW), резьбовое соединение (TR), изогнутое эластичное соединение с двойным расплавом. классы давления.Как правило, классы давления при сварке муфтой и стыковой сваркой подразделяются на 3000LB (SCH80), 6000LB (SCh260) и 9000 (XXS). Номинальное давление трубопроводной арматуры делится на 2000 фунтов, 3000 фунтов и 6000 фунтов.
Quartet фитинги двойного плавления для труб низкого давления номинальное давление: PN2,5 МПа
Стандарты производства трубных фитингов относятся к: CJ / T 321-2010, ASME B16.11, HG / T 21634-1996, MSS SP-83, MSS SP-79, MSS SP-97, MSS SP-95, GB / Т 14383-2008, Ш / Т3410-96, ГД2000, ГД87, 40Т025-2005 и др., также могут изготавливаться по чертежам для нестандартной обработки.
Общие материалы для фитингов розеток:
- Обычно используемое сырье для фитингов для раструбных труб обычно делится на углеродистую сталь, нержавеющую сталь, легированную сталь, полипропилен PP и так далее.
- Обычно используемые марки углеродистой стали — Q235, 20 #, A105 и т.д .;
- Обычно используемые марки нержавеющей стали: 304, 304L, 316, 316L, 321, 00Cr17Ni14Mo2 и т. Д.;
- Обычно используемые сплавы: 15CrMo, 1Cr5Mo, 16Mn, 12Cr1MoV, F11, F22, 10CrMo910 и т. Д.
- Другие материалы: медный сплав, никелевый сплав и др.
В трубопроводной системе колено с раструбом — это труба, которая меняет направление трубы.
В зависимости от угла существует три наиболее часто используемых отвода 45 ° и 90 ° 180 °, а также другие отклонения с отклонениями от нормы, например 60 °, также включаются в соответствии с техническими потребностями.
Материал колена: чугун, нержавеющая сталь, легированная сталь, прокаленный чугун, углеродистая сталь, цветные металлы и пластмассы.
Способ соединения трубы: прямая сварка (наиболее распространенный способ) фланцевых соединений, резьбовых и муфтовых соединений.
В зависимости от производственного процесса его можно разделить на: приварные колена, пробивные колена, литые колена и т. Д.
Соединительный фитинг, обычно используемый при установке труб для соединения колена трубы.
Другие названия: локоть 90 градусов, изгиб под прямым углом, любовь и изгиб.
Применение: Соединение двух труб с одинаковым номинальным диаметром, чтобы труба поворачивалась на 90 градусов.
- Разделен на углеродистую сталь, литье, легированную сталь, нержавеющую сталь, медь, алюминиевый сплав, пластик, выщелачивание аргоном, полипропилен и т. Д.
- По способу производства можно разделить на нажимное, прессовое, кузнечное, литейное и так далее.
- Согласно производственным стандартам, его можно разделить на национальный стандарт, электрический стандарт, стандарт воды, американский стандарт, немецкий стандарт, японский стандарт и российский стандарт.
Он в основном используется в таких секторах и областях, как нефтехимия, медицина и здравоохранение, электроэнергетика, авиакосмическая, военная, пожарная, металлургическая, судостроительная, газовая, ядерная энергетика и защита окружающей среды, которые подвержены высокому давлению и точности.
Тройник с раструбом представляет собой в основном трехходовой соединительный элемент для труб высокого давления, который формируется путем формования круглой кованой стали или стального слитка и последующего формирования его на токарном станке.
Общий стандарт
Socket 3 обычно используется со стандартом GB / T14383-93, GB / T14383-2008, американским стандартом ASME B16.11, нефтехимическим стандартом Sh4410, стандартом Министерства химической промышленности HG / T21634 и т. Д.
Спецификация
По форме он разделен на трехходовой трехходовой и трехходовой трехходовой.
Согласно общепринятым стандартам, трехходовой патрубок имеет следующие характеристики: DN6, DN8, DN10, DN15, DN20, DN25, DN32, DN40, DN50, DN65, DN80 и DN100.Обычно используется спецификация заказа: DN15 — DN50. Если есть какие-либо возможности, выходящие за рамки данной спецификации, вы можете связаться с заказчиком для разработки и обработки чертежей.
Уровень давления
В зависимости от уровня давления: 3000LB, 6000LB, 9000LB или SCH80, SCh260, XXS
Производственный материал
Обычно используемое сырье для фитингов с раструбом обычно делится на углеродистую сталь, нержавеющую сталь и легированную сталь .
- Обычно используемые марки углеродистой стали — Q235, 20 #, A105 и т. Д.;
- Обычно используемые марки нержавеющей стали: 304, 304L, 316, 316L, 321, 00Cr17Ni14Mo2 и т.д .;
- Обычно используемые сплавы: 15CrMo, 1Cr5Mo, 16Mn, 12Cr1MoV, F11, F22, 10CrMo910 и т. Д.
- Другие материалы: медный сплав, никелевый сплав и др.
Приложение
Он в основном используется в таких секторах и областях, как нефтехимия, медицина и здравоохранение, электроэнергетика, авиакосмическая промышленность, военная промышленность, пожарная промышленность, металлургия, судостроение, газ, ядерная энергетика и защита окружающей среды, которые подвержены высокому давлению. и точность.
Y-образный тройник, в основном соединительный фитинг для коленчатой трубы высокого давления, изготовленный методом литья под давлением из круглой стали или стального слитка с последующей формовкой на токарном станке. Это стандарт для стандартных кованых фитингов GB / T14383, GB / T14383, американский стандарт ASME B16.11, нефтехимический стандарт Sh4410, стандарт Министерства химической промышленности HG / T21634 и т. Д. В зависимости от формы разделен на угловой патрубок 45 °. и угловые патрубки 90 ° указаны в соответствии с общими стандартами.Технические характеристики угловых патрубков: DN6, DN8, DN10, DN15, DN20, DN25, DN32, DN40, DN50, DN65, DN80 и DN100. По уровню давления: 3000LB, 6000LB, 9000LB или СЧ80, СЧ260, XXS.
Размеры SW Тройники Class 150
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Допуск: + 0,5 мм (1/4 ″ ~ 2 ″) + 0,8 мм (2-1 / 2 ″ ~ 4 ″) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Муфта раструбная, это обычно используемый аксессуар в промышленном соединении труб. Муфта для труб — это короткая труба, используемая для соединения двух труб. Также называется внешним шарниром. Благодаря удобству использования, трубные муфты широко используются в гражданском строительстве, промышленности, сельском хозяйстве и других областях.Основными производственными стандартами для трубных обручей обычно являются GB / T14383, ASME B16.11 и BS 3799.
Муфта раструбной трубы обрабатывается круглым стальным или стальным слитком после механической обработки, а форма соединения — Socket Welding-SW. Стальная труба вставляется в свариваемую муфту, поэтому она называется «обруч раструбной трубы», основные производственные стандарты — ANSI / ASME B16.11, GB / T 14383.
Типы муфтовых наконечников включают в себя двойные и одинарные наконечники.Среди них трубная муфта с двойным отверстием имеет одинаковый диаметр и разный диаметр, а хомут с двойным диаметром разного диаметра имеет концентричность и эксцентриситет.
Муфты раструбной трубы соответственно расположены на двух концах изогнутой части; По сравнению с предшествующим уровнем техники конструкция разумна, управление простое, полезность высока, а качество и удобство работы улучшены.
Муфта раструбная может широко применяться в трубах разного калибра, в том числе однопроходных, трехходовых, четырехходовых и т. Д., а также может использоваться для счетчиков воды и клапанов. Благодаря использованию раструбной конструкции соединение труб снижает стоимость, чрезвычайно удобно в установке, использовании и обслуживании, а также имеет высокое сопротивление утечкам.
Заглушка раструба приваривается к концу трубы, или заглушка трубы с резьбой устанавливается на наружную резьбу конца трубы, чтобы закрыть фитинг. Они используются для закрытия трубопровода и работают так же, как заглушка. Стандарт производства — GB / T14383 ASME B16.11.
| наименование товара | Материал | Размер | Давление | Заявление |
| крышка гнезда | Углеродистая сталь | DN25-DN2000 | СЧ5-СЧ260, XXS | нефть, Химическая промышленность, энергетика, металлургия, Корабль, Городское строительство, природный газ |
| 20,20G, Q245R, Q235 16Mn 16Mng 16MnR | ||||
| ASTM A234-WPB ASTM A234-WPC ASTM-A420-WPL6 MSS-SP75 WPHY52-Y52 MSS-SP75 WPHY52-Y60 MSS-SP75 WPHY52-Y65 MSS-SP75 WPHY52-Y70 | DN25-DN2000 | СЧ5-СЧ260, XXS | ||
| Легированная сталь | DN25-DN1200 | СЧ5-СЧ260, XXS | ||
| 1Cr5Mo 12Cr1Mov 15CrMo 15CrMoG 15CrMoR | ||||
| WP-11 WP-22 WP-91 WP-5 WP-9 | DN25-DN600 | СЧ5-СЧ260, XXS | ||
| Сплав 20 Сплав 400 Сплав 600 Сплав 625 | DN15-DN300 | 10С, 40С, 80С | ||
| Нержавеющая сталь и дуплексная нержавеющая сталь | DN15-DN1200 | |||
| 0Cr18Ni9 0Cr18Ni10 0Cr18Ni12Mo2Ti 00Cr17Ni14Mo2 | СЧ5-СЧ260, XXS | |||
| 304 / 304L, 316 / 316L | DN15-DN1200 | СЧ5-СЧ260, XXS | ||
| 317L | DN15-DN400 | 10С, 40С, 80С | ||
| Дуплекс 2205 | 10С, 40С, 80С |
Заглушка для проволоки на английском языке: заглушка для трубы Заглушка для проволоки используется на конце трубы для предотвращения утечки из трубы и выполняет роль уплотнения.Есть шестиугольные и четырехугольные наконечники, а резьба в основном имеет форму NPT.
| Размеры торцевых заглушек трубопроводов высокого давления | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Заглушки для розеток | |||||||||
| Номинальный размер (NPT) | D | Количество потоков на дюйм | J | Т | грамм | L | Момент затяжки (дюймы-фунты) | Метчик Размер сверла | |
| Номинальный внешний диаметр | Шестигранник Размер гнезда (гаечный ключ) | Ключевое взаимодействие — мент | Толщина стенки — несс | Полная длина | |||||
| Мин. | Мин. | Максимум | Мин. | ||||||
| 1/16 | 0.3120 | 27 | 5/32 | .1400 | 0,0620 | .3240 | .3000 | 150 | 15/64 |
| 1/8 | 0,4050 | 27 | 3/16 | .1400 | 0,0620 | .3240 | .3000 | 250 | 21/64 |
| 1/4 | 0,5400 | 18 | 1/4 | .2180 | 0,0730 | .4570 | .4170 | 600 | 27/64 |
| 3/8 | 0.6750 | 18 | 5/16 | 0,2500 | 0,0840 | 0,5200 | 0,4800 | 1200 | 16 сентября |
| 1/2 | 0,8400 | 14 | 3/8 | .3120 | 0,0950 | .5820 | .5420 | 1800 | 16 ноября |
| 3/4 | 1.0500 | 14 | 9/16 | .3120 | 0,1250 | 0,6450 | 0,6050 | 3000 | 57/64 |
| 1 ″ | 1.3150 | 11-1 / 2 | 5/8 | 0,3750 | 0,1250 | 0,7700 | 0,7300 | 4200 | 1-1 / 8 |
| 1-1 / 4 | 1,6600 | 11-1 / 2 | 3/4 | .4370 | 0,1560 | .8320 | 0,7920 | 5400 | 37,5 мм |
| 1-1 / 2 | 1,9000 | 11-1 / 2 | 1 ″ | .4370 | 0,1560 | .8430 | 0,7800 | 6900 | 43,5 мм |
| 2 ″ | 2.3750 | 11-1 / 2 | 1 ″ | .4370 | 0,1560 | 0,9060 | 0,8440 | 8500 | 2-3 / 16 |
Втулка с шестигранной головкой, также известная как сердечник, обычно изготавливается из шестиугольного стержня после ковки и является обычным аксессуаром для труб с резьбой разного диаметра. Он играет незаменимую роль в соединении труб.Поскольку внешний шестигранник легко затягивать и затягивать, для соединения используется множество типов резьбы. Распространенным типом является резьбовое соединение NPT RC.
| NPS | Минимальная длина E | Минимальная высота шестигранника Дж | Номинал F |
| 1/2 | 14 | 8 | 22 |
| 3/4 | 16 | 10 | 27 |
| 1 | 19 | 10 | 35 год |
| 1¼ | 21 год | 14 | 44.5 |
| 1½ | 21 год | 16 | 51 |
| 2 | 22 | 18 | 63,5 |
| 2½ | 27 | 19 | 76 |
| 3 | 28 год | 21 год | 89 |
| 4 | 32 | 25 | 117.5 |
Различия между обжимным ниппелем и редуктором
1. Диапазон размеров
Диапазон размеров редуктора широк.Текущий стандарт размера редуктора составляет от DN15 до DN3400 (от 1/2 до 136 дюймов), тогда как спецификация обжимного ниппеля — от DN6 до DN300 (от 1/4 до 12 дюймов).
2. Сырье.
Бесшовные стальные трубы или стальные листы используются в качестве сырья для переходников, а в качестве сырья для ниппелей для подачи сточных вод выбирается круглая сталь или стальная заготовка.
3. Производственные процессы
Процесс производства редуктора заключается в том, что мы применяем процесс горячего прессования или процесс холодного прессования для бесшовного редуктора (термическая обработка требуется для процесса холодного прессования), а для другого процесса мы применяем процесс горячей прокатки. редуктор.Процесс изготовления обжимного ниппеля — это процесс ковки.
4. Соединительные концы
Скошенные концы в основном используются для переходников, а гладкие концы почти не применяются для переходников. Хотя гладкий конец разрешается использовать для изделий из нержавеющей или углеродистой стали для переходников, толщина стенок которых меньше определенной величины. Обжимные ниппели имеют больше соединительных концов, и два конца обжимных ниппелей могут быть одинаковыми или разными в зависимости от требований площадки или конструкции; Соединительные концы обжимных ниппелей можно разделить на скошенные концы, гладкие концы и резьбовые концы трех видов.Следующая таблица представляет собой хорошее введение в соединительный конец обжимного ниппеля.
Различные присоединительные концы обжимных ниппелей
| Характеристики | |||
| 1. Выбирая обжимной ниппель, следует отметить конец. Мы также должны отметить NPT или R для конической трубной резьбы. | |||
| 2. Большие и маленькие концы обжимных ниппелей можно разделить на гладкие концы, скошенные концы и конические концы с резьбой трех видов; Ниже приводится таблица для девяти комбинаций больших и малых концов. | |||
| Тип | Биг Энд | Малый конец | Код |
| А | простые концы | простые концы | BEP |
| B | простые концы | скошенные концы | LEP / SEB |
| C | концы с резьбой | LEP / SET | |
| D | скошенные концы | простые концы | LEB / SEP |
| E | скошенные концы | скошенные концы | BEB |
| F | концы с резьбой | ЛЕБ / НАБОР | |
| грамм | концы с резьбой | простые концы | LET / SEP |
| ЧАС | Нить | скошенные концы | LET / SEB |
| я | концы с резьбой | ДЕРЖАТЬ ПАРИ | |
| 3.Толщина стенок обжимных ниппелей обычно составляет Sch80 (3000LB) или Sch260 (6000LB). | |||
Патрубок (патрубок для сварки раструбом) в основном используется для арматурных трубных фитингов, соединенных патрубком, вместо использования патрубка такого типа, как переходник, усиливающая пластина и арматурный участок трубы, он безопасен и надежен, снижает стоимость, простая конструкция, улучшает канал среднего потока и серию. Преимущества стандартизации, проектирования и выбора удобны, особенно в трубопроводах высокого давления, высоких температур, большого диаметра и толстостенных труб, которые заменяют традиционный метод соединения патрубков.Основной корпус патрубка изготовлен из высококачественной поковки, а материалы такие же, как и материалы трубы, такие как углеродистая сталь, легированная сталь и нержавеющая сталь. Обычно используемые производственные стандарты для стоек для сварки муфт — ASME B16.11, GB / T 7306, 12716, 14383, MSS SP-79, 83, 95, 97, JIS B0203, B2316.
Материал:
A. Нержавеющая сталь: F304, F316L, F310S, F317L, F321, F347
B. Углеродистая сталь: A105, A106, A53, A234 WPB
C. Легированная сталь: LF2, F5, F9, F11, F22
Д.Дуплексная сталь: F44, F51, F53, F55, F60
E. Специальная сталь: 904L, UNS N04400, UNS N08810, UNS N08020, UNS N08825, UNS N06625, UNS N06600
Давление:
3000 # — для использования с Sch. 80 труба.
6000 # — для использования с Sch. 160 труба.
Размеры переходного и плоского патрубков ANSI класса 3000
| Размер выхода (NPS) | А | B | C | D | E | Прибл.Вес (фунты) |
|---|---|---|---|---|---|---|
| 1/8 | 3/4 | 1 | 5/8 | 0,269 | 9/32 | 0,10 |
| 1/4 | 3/4 | 1 | 5/8 | 0,364 | 9/32 | 0,10 |
| 3/8 | 13/16 | 1 1/4 | 3/4 | 0.493 | 16.07 | 0,20 |
| 1/2 | 1 | 1 13/32 | 29/32 | 0,622 | 16 сентября | 0,30 |
| 3/4 | 1 1/16 | 1 23/32 | 1 5/32 | 0,824 | 16 сентября | 0,35 |
| 1 | 1 5/16 | 2 | 1 7/16 | 1.049 | 25/32 | 0,60 |
| 1 1/4 | 1 5/16 | 2 9/16 | 1 3/4 | 1,380 | 3/4 | 0,85 |
| 1 1/2 | 1 3/8 | 2 27/32 | 2 | 1,610 | 3/4 | 1,00 |
| 2 | 1 1/2 | 3 15/32 | 2 9/16 | 2.067 | 13/16 | 1.60 |
| 2 1/2 | 1 9/16 | 4 1/16 | 3 | 2,469 | 3/4 | 2,75 |
| 3 | 1 3/4 | 4 13/16 | 3 16/11 | 3,068 | 15/16 | 3,80 |
| 3 1/2 | 2 1/8 | 5 7/32 | 4 | 3.548 | 1 | 4,30 |
| 4 | 1 7/8 | 5 31/32 | 4 3/4 | 4,026 | 1 1/16 | 7,25 |
| 5 | 2 5/8 | 7 5/16 | 5/16 | 5,047 | 1 11/32 | 12.00 |
| 6 | 2 3/4 | 8 5/8 | 6 11/16 | 6.065 | 1 13/32 | 14,50 |
Размеры переходной муфты ANSI класса 6000
| Размер выхода (NPS) | А | B | C | D | E | Прибл. Вес (фунты) |
|---|---|---|---|---|---|---|
| 1/2 | 1 1/4 | 1 23/32 | 3/4 | 0.466 | 7/8 | 0,50 |
| 3/4 | 1 7/16 | 1 61/64 | 1 | 0,614 | 7/8 | 0,80 |
| 1 | 1 9/16 | 2 7/16 | 1 5/16 | 0,815 | 15/16 | 1,30 |
| 1 1/4 | 1 5/8 | 2 23/32 | 1 1/2 | 1.160 | 13/16 | 1.60 |
| 1 1/2 | 1 16/11 | 3 1/4 | 1 15/16 | 1,338 | 7/8 | 2,00 |
| 2 | 2 1/16 | 4 1/32 | 2 3/4 | 1,689 | 1 3/16 | 5,15 |
Размеры Ansi Class 3000 Размер к размеру и плоской розетки
| Размер выхода (NPT) | А | B | C | D | E | Прибл.Вес (фунты) |
|---|---|---|---|---|---|---|
| 1/2 | 1 | 1 3/8 | 15/16 | 0,622 | 17/32 | 0,15 |
| 3/4 | 1 1/16 | 1 5/8 | 1 3/16 | 0,824 | 15/32 | 0,25 |
| 1 | 1 5/16 | 2 | 1 7/16 | 1.049 | 23/32 | 0,45 |
| 1 1/4 | 1 5/16 | 2 3/8 | 1 3/4 | 1,380 | 9/16 0,65 | |
| 1 1/2 | 1 3/8 | 2 7/8 | 2 | 1,610 | 21/32 | 0,85 |
| 2 | 1 1/2 | 3 1/2 | 2 9/16 | 2.067 | 15/16 | 1,40 |
| 2 1/2 | 1 9/16 | 4 1/16 | 3 | 2,469 | 3/4 | 2,25 |
| 3 | 1 3/4 | 4 13/16 | 3 16/11 | 3,068 | 15/16 | 3,75 |
| 3 1/2 | 1 16/11 | 5 3/8 | 4/16 | 3.548 | 16 ноября | 4,30 |
| 4 | 1 7/8 | 6 1/16 | 4 3/4 | 4,026 | 1 1/16 | 6,60 |
| 5 | 2 7/16 | 7 1/4 | 5 1/4 | 5,047 | 1 | 9.00 |
| 6 | 2 16/11 | 8/16 | 6 1/16 | 6.065 | 1 3/16 | 15,50 |
Муфта для труб — это надежное и полупостоянное соединение между двумя трубами. Большинство трубных соединений состоят из двух труб, соединенных вместе третьей частью. Все три имеют резьбу для надежного соединения. Хотя соединения похожи на муфты, их, как правило, легче разбирать, и они позволяют безопасно соединять трубы из разных металлов. Этот метод соединения широко используется в бытовых и коммерческих трубных системах.
На первый взгляд трубная муфта и трубная муфта кажутся очень похожими. Они оба соединяют две трубы вместе с помощью системы нарезания наружной и внутренней резьбы. Основное различие между системами заключается в собственном способе соединения. Две соединенные трубы скручиваются напрямую, одна внутри другой. Чтобы разобрать трубы, необходимо повернуть каждую трубу, которая соединяется с соединенной трубой. В системе с заполненными трубами это будет означать, что для удаления одной трубы необходимо разобрать всю систему.
В соединительной муфте два конца трубы не ввинчиваются друг в друга — каждый из них ввинчивается в третью деталь.Когда необходимо отделить одну трубу от другой, соединительный элемент просто полностью навинчивается на одну из двух труб. Если оба конца трубы соединены с помощью муфты, трубу можно снять самостоятельно, не откручивая другие трубы в системе.
Ниппель — это фитинг, состоящий из короткого отрезка трубы, обычно с наружной трубной резьбой на каждом конце, для соединения двух других фитингов.
Длина ниппеля обычно определяется общей длиной с резьбой.Он может иметь шестигранник в центре, чтобы его можно было захватить гаечным ключом. «Закрытый сосок» не имеет области без резьбы; при плотном завинчивании между двумя фитингами с внутренней резьбой очень небольшая часть ниппеля остается открытой. Закрытый ниппель можно отвинтить, только зажав один конец с резьбой трубным ключом, который повредит резьбу [необходима цитата] и потребует замены ниппеля, или с помощью специального инструмента, известного как ниппельный ключ (или известный как внутренний трубный ключ) ), который захватывает внутреннюю часть трубы, не повреждая резьбу.Когда концы имеют два разных размера, это называется переходником или неравномерным ниппелем. Ниппель цилиндра или ниппель трубы — это ниппель, который обычно изготавливается из трубы и имеет резьбу только на обоих концах. Изготовленные резьбовые части трубы соответствуют американским стандартам ANSI B16.11 и GB / T14626, и существует три вида трубной резьбы. обычно используются в инженерных трубах:
- ISO7 / 1 — это международная трубная резьба с резьбовым уплотнением с углом профиля 55 ° и конусностью 1:16. Внутренняя резьба бывает двух типов: параллельная (Rp) и коническая (Rc).Наружная резьба имеет только конический R. Обычно это Rp-R. Как показано на рисунке а, он используется для общественных работ, а Rc-R встречается реже. .
- ISO228 — это международно используемая герметичная трубная резьба без резьбы с углом профиля 55o. Внутренняя и внешняя резьбы параллельны.
- ANSI B1.20.1 — это трубная резьба с американской резьбой с углом профиля 60o (NPT) и конусностью 1:16. Внутренняя и внешняя резьбы имеют коническую форму и обычно используются для трубной резьбы в трубах с высокой температурой и высоким давлением.Фитинги с резьбой AMSE B16.11 обычно используются для резьбы NPT. NPT и ISO7 / 1 (широко известные как BSP), хотя угол зубьев разный, 1/2 и 3/4 шестерни имеют одинаковый шаг и могут быть соединены друг с другом.
Цены на фитинги для раструбной сварки зависят от размера, толщины, класса, материала, способа упаковки. Если вы хотите купить дешевые рулоны оцинкованной стали, выберите 20 г цинкового покрытия /, стальной рулон толщиной 0,8 мм и простую упаковку. пожалуйста, посетите стальную катушку с цветным покрытием Цена: влияющие факторы.
Указать размер
- Размер выхода
- Выполнить или заголовок
Укажите стиль
- Weldolet (стыковая сварка)
- Thredolet (с резьбой)
- Sockolet (розетка)
- Elbolet, Latrolet, Sweeploet, Insert Weldolet, Nipolet и т. Д.
- Укажите класс или спецификацию / стенку трубы
- Класс 3000 или 6000 — с резьбой или розеткой
- STD, XS, Sch 160 / XXS и т. Д.- стыковая сварка
Выбрать материал
- Углеродистая сталь
- Нержавеющая сталь
Приварка внахлест предназначена для приваривания трубы к корпусу клапана для сварки, а форма соединения с внутренней резьбой аналогична после формования. Вообще говоря, трубы из углеродистой стали и трубы из нержавеющей стали ниже 2 » используются для раструбной сварки; но трубы 2 » из нержавеющей стали также используются для стыковой сварки, например фланцевые фланцы; титановые трубы, дуплексные стали, никелевая основа.Для стыковой сварки в основном используются сплавы и тому подобное.
Преимущества муфтовой сварки- Нет проблем со скосом;
- С изнаночной стороной проблем нет;
- Положение при сварке можно отрегулировать для плоской сварки.
- Сварные швы внахлест образуют угловые швы, а стыковые швы образуют стыковые швы.Стыковые соединения лучше анализировать по прочности и напряженному состоянию сварных швов, чем по муфтам. Следовательно, в случае классов высокого давления и в случаях с плохими условиями эксплуатации следует принять форму стыковки.
- Сварка внахлест обычно используется для небольших диаметров DN40 или меньше, что является экономичным. Стыковая сварка обычно используется для DN40 и выше. Форма раструбной сварки в основном используется для клапанов и труб малого диаметра, трубопроводной арматуры и сварки труб.Трубы малого диаметра обычно имеют тонкую толщину стенок, их легко смещать и удалять абляцию, их трудно сваривать, и они больше подходят для сварки муфт. Кроме того, муфта раструбной сварки имеет армирующий эффект, поэтому она также используется под высоким давлением. Однако у муфтовой сварки есть и недостатки. Во-первых, напряженное состояние после сварки неудовлетворительное, сварка не сваривается, а внутри системы труб есть зазор. Поэтому система трубопроводов, используемая для среды, чувствительной к щелевой коррозии, и система трубопроводов с высокими требованиями к очистке не подходят.Используйте сварку муфтой. Кроме того, для труб сверхвысокого давления даже трубы малого диаметра имеют большую толщину стенки, и можно избежать сварки муфт при использовании стыковой сварки.
- Первый должен быть одним большим и одним маленьким в диаметре, прежде чем его можно будет вставить в сварной шов. 1. Последние диаметры могут быть одинаковыми или разными. 2. Сварочный паз отличается по форме. 3 процесс сварки разный. Прочность после сварки разная.
- Большинство марок с более низким давлением представляют собой меньшие сварные швы с раструбом, а классы с более высоким давлением часто представляют собой стыковые швы.Стыковые сварные швы проходят 100% тестирование на дефектоскопию на отсутствие утечек.
- Как следует из названия, при сварке муфтой труба вставляется в сварной шов, а стыковая сварка приваривается непосредственно к соплу. Как правило, требования к стыковой сварке выше, чем к сварке муфтой, и качество после сварки хорошее, но метод обнаружения относительно строг. При сварке для радиографического контроля сварка муфтой может использоваться для испытания на магнитный порошок или проплавление (например, углеродистая сталь для магнитного порошка, нержавеющая сталь для проплавления).Если жидкость в трубопроводе не требует сильной сварки, рекомендуется использовать муфтовую сварку для облегчения проверки.
Источник: китайский производитель фитингов для сварки муфт — Yaang Pipe Industry (www.steeljrv.com).
(Yaang Pipe Industry — ведущий производитель и поставщик изделий из никелевых сплавов и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги из нержавеющей стали, трубы из нержавеющей стали. Продукция Yaang широко используется в судостроении, атомной энергетике, судостроении. машиностроение, нефтяная, химическая, горнодобывающая промышленность, очистка сточных вод, резервуары для природного газа и высокого давления и другие отрасли.)
Если вы хотите получить дополнительную информацию о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу [email protected]
Обратите внимание, что вас могут заинтересовать другие опубликованные нами технические статьи:
Артикул:
- https://www.yaang.com
Сводка
Название изделия
Что такое фитинги для сварки враструб
Описание
Фитинги для сварки внахлест представляют собой соединения труб, обработанные круглыми стальными или стальными слитками, форма соединения — Socket Welding-SW, а стальные трубы вставляются в штуцер под приварку.
Автор
ЯАНГ
Имя издателя
ЯАНГ
Логотип издателя
советов по определению качества фитингов для стыковой сварки труб
Фитинги для стыковой сварки труб состоят из длинного колена, редуктора, эксцентрикового редуктора, тройников и т. Д. Фитинги из нержавеющей и углеродистой стали, сваренные встык, являются важным компонентом коммерческой трубопроводной сети, которая предназначена для изменения курса, ответвления. выключить или физически подключить оборудование.Фитинги под сварку встык используются для труб определенного сортамента в номинальных размерах труб. Размеры и допуски фитингов под приварку указаны в соответствии со спецификацией ASME B16.9.
Фитинги, приваренные встык, такие как углеродистая и нержавеющая сталь, имеют множество преимуществ по сравнению с резьбовыми фитингами и сварными муфтами. Последние модели доступны только с номинальными размерами до 4 дюймов, в то время как фитинги, приваренные задом, доступны в размерах от 1⁄2 «до 72». Следовательно, качество фитингов должно быть превосходным, так как соотношение стыков стальных трубных фитингов и трубопроводной системы считается важным.
Тем не менее, прочность сварных фитингов, приваренных встык, особенно важна, поскольку эти фитинги приварены к каркасу трубопровода, и их удаление всегда является сложной задачей. Проблемы с качеством приварных фитингов в большей степени связаны с тем фактом, что такие фитинги привариваются к раме каналов и их обычно трудно удалить.
Советы по выбору качественных фитингов для стыковой сварки.
- Необходимо проверить размеры фитингов, диаметры и, в частности, технические характеристики, концы фитингов для стыковой сварки часто совпадают с концами труб.Это означает, что диаметры будут такими же, иначе они могут не скрепиться герметично и вызвать утечки. Стандартные стальные трубопроводные фитинги должны выдерживать большие допуски на размеры в соответствии с требованиями контроля качества фитингов. И когда вы выбираете фитинги, приваривайте их, чтобы убедиться, что они проверены.
- Если вас беспокоит стандарт этих фитингов, действительно необходимо провести проверку поверхности помимо проверки размеров. Консистенция поверхности обычно проверяется визуально, чтобы убедиться, что фурнитура является твердой и прочной.Вы можете быстро определить, в том числе время изготовления поверхности фурнитуры, это новый или старый товар. Вы также должны учитывать консистенцию сырья, то есть гладкость его содержимого.
- Кроме того, знание MTC считается важным для обеспечения качества. В MTC вы можете быстро найти стандартные сведения и соответствующие знания, а также оценку соответствия. Теперь вы можете быстро определить, подходит ли фурнитура вашему проекту.
Это самые важные аспекты, которые до сих пор привлекали внимание общественности. При покупке важно указать правильные фитинги для сварки встык. Фитинги из стальных труб очень важны для системы трубопроводов в таком проекте, как крепежные соединения системы трубопроводов, и стандарты должны быть превосходными. Их однородность более важна для фитингов, сваренных встык, поскольку они приварены к трубопроводной сети, и их сложно устанавливать и снимать.
Выбор фитинга для стыковой сварки, который тщательно проверяется и проверяется и обеспечивает улучшенную функциональность, очень важен.Убедитесь, что фитинги проверены, что они изготовлены в соответствии с национальными и иностранными требованиями и условиями. Эти руководства помогут вам определить точные фитинги для стыковой сварки труб для вашего трубопроводного устройства и других предприятий.
Фитинги под сварку и их применение
Трубные фитинги бывают разных форм, наиболее распространенными из которых являются резьбовые фитинги, фитинги для сварки раструбом и фитинги для стыковой сварки. В этом блоге будут рассмотрены преимущества всех трех типов, но особенно преимущества фитингов под сварку и их применения.
Фитинги являются важными частями трубопроводов, поскольку они позволяют:
- — Изменение направления жидкости, протекающей по трубам
- — Ответвление трубы, позволяющее жидкости течь в двух разных направлениях
- — Уменьшение диаметра трубы
- — Крепление вспомогательного оборудования
- — Конец трубопровода
Все фитинги для стыковой сварки, поставляемые компанией Special Piping Materials, разработаны в соответствии со стандартами ASME.Они могут быть получены от специализированных производителей из множества различных материалов, включая супердуплекс, никелевый сплав, нержавеющую сталь, дуплекс или даже 6% молибдена.
Фитинги с резьбойРезьбовые фитинги в основном используются для труб небольшого диаметра и, вероятно, являются самым старым методом соединения трубопроводных систем. Чаще всего он используется в недорогих и некритичных приложениях. Например, резьбовые соединения часто встречаются в бытовых системах водоснабжения или промышленных системах водяного охлаждения.Они реже используются в условиях высокого давления и высококоррозионных сред из-за их уязвимости к усталостным повреждениям и коррозии.
Резьбовые фитинги лучше всего подходят для установок низкого давления и низких температур, где существует небольшая вероятность возникновения вибраций, которые могут повредить целостность фитинга.
Стандарты размеров для резьбовых (резьбовых) фитингов классов 2000, 3000 и 6000 приведены в ASME B1.20.1.
Фитинги для сварки внахлестФитинги для сварки внахлест — это когда труба вставляется в углубленную область фланца, фитинга или клапана.Обычно они используются в сценариях, когда размеры труб меньше, но трубопроводы постоянны. Они используются в различных промышленных процессах, таких как транспортировка легковоспламеняющихся, токсичных или дорогостоящих материалов, в которых недопустима утечка
Фитинги для сварки внахлест классов 3000, 6000 и 9000 производятся в соответствии со стандартом ASME B16.11. У них есть ряд преимуществ:
- — Затраты на строительство относительно низкие
- — На концах труб нет необходимости снимать фаску.Это связано с тем, что и труба, и фитинг имеют квадратный срез. Это упрощает сварку и установку.
- — Снижение риска утечки по сравнению с резьбовыми соединениями
- — Металл, используемый для сварки фитинга, не может проникнуть в отверстие трубы.
- — Сам фитинг обеспечивает правильное выравнивание, поэтому временная прихваточная сварка не требуется.
Из-за особенностей фитинга фитинги для сварки муфтой имеют определенные недостатки.Основным недостатком является то, что возможные зазоры и внутренние щели могут сделать фитинг уязвимым для коррозии или отложений. Это может вызвать проблемы при эксплуатации или техническом обслуживании.
Фитинг под сварку встыкПроизводство:
Фитинг под сварку встык изготавливается методом горячей или холодной штамповки, что означает, что он сгибается и отливается в нужную форму. Они также подвергаются термообработке для снятия остаточных напряжений и достижения определенных механических свойств.
Концы фитингов для стыковой сварки должны быть скошены, а точная форма скоса зависит от толщины стенки трубы, к которой они прикрепляются. Материал стыкового соединения может быть любым из ряда экзотических материалов, таких как супердуплекс, никелевый сплав или 6% молибден. В большинстве случаев материал фитинга совпадает с материалом трубной системы, к которой он приварен.
Фитингипод сварку встык определены в стандартах ASME B16.9, а легкие, устойчивые к коррозии фитинги изготовлены в соответствии со спецификациями MSS SP43.
Эти ценные фитинги доступны во многих различных формах, в зависимости от предполагаемого назначения:
- — «Колена» используются для изменения пути трубопровода
- — «Переходники» необходимы для уменьшения или увеличения диаметра отверстия трубы
- — «Тройники» или «крестовины» используются для разделения потока в трубе на несколько направлений
- — «Заглушки» используются, если трубопровод необходимо перекрыть
Заявки:
Фитингипод сварку встык могут использоваться в самых разных отраслях промышленности для изменения, разделения или прекращения потока жидкости.Эти операции включают следующее: очистные сооружения, химическая переработка, пивоваренные заводы, нефтехимические предприятия, криогенные установки, производство бумаги, переработка газа и даже атомные электростанции. Широкий спектр применений демонстрирует надежность фитингов, сваренных встык, и то, насколько широко используется этот конкретный тип фитингов.
Преимущества:
Фитинги под сварку встык выдерживают давление и температуру в очень суровых условиях.Обычно они считаются самыми прочными сварочными приспособлениями, независимо от того, для какой отрасли они нужны. Однако их установка занимает много времени, и требуется высококвалифицированный монтажник, чтобы правильно приварить их на месте.
- — Сварное соединение обеспечивает более прочные, более прочные и герметичные соединения трубопроводов.
- — Сплошная металлическая конструкция обеспечивает дополнительную прочность всей трубопроводной системе.
- — Гладкая внутренняя поверхность и постепенное изменение направления обеспечивают непрерывный поток, сводя к минимуму перепады давления и турбулентность внутри трубы.
- — Предоставляет возможность выбора различных радиусов поворота благодаря производству фитингов с коротким радиусом, фитингов с длинным радиусом и колен 3R.
- — Они экономичны по сравнению с аналогичными фитингами с резьбой или сваркой враструб.
- — Они имеют длительный срок службы и экономичны в приобретении и развертывании.
- — Фитинги под сварку встык могут противостоять коррозии и эрозии более эффективно, чем их эквиваленты для сварки муфт и резьбовые соединения.
- — Сварная система занимает сравнительно меньше места, чем другие альтернативы.
Здесь, в Special Piping Materials, мы много лет работаем со специализированными заводами и производителями, чтобы поставлять широкий ассортимент высококачественных и надежных фитингов для стыковой сварки. У нас есть множество различных приспособлений, доступных в разных размерах и из разных материалов.
Все наши продукты полностью протестированы в соответствии с международными стандартами, поэтому вы можете быть уверены в том, что покупаете продукцию высокого качества.Поговорите с нашим отделом продаж сегодня в одном из наших офисов по всему миру.
Фитинги — унифицированные сплавы
Программа запаса
- Диапазон размеров | 1/4 ″ — 36 ″ NPS (большие размеры доступны по запросу)
- Классы | 150, 3000, 6000 *
- Таблицы сварных швов | 10, 10s, 40, 40s, 80, 80s, 120, 160 (толщина стенки по запросу)
- Механические марки | Виктаулич, Тикай.
- Марки нержавеющей стали | 304, 304L, 316, 316L, 317L, 321, 347 *
- Специальные сплавы | 2205, 254SMo, монель, инконель *
- Хром-молибден | P5, P9, P11, P22, P91 *
- Стандарты | ASTM / ASME
* -Не все классы, доступные классы перечислены или имеют полный инвентарный список
Общая информацияФитинг используется для изменения направления, разветвления или соединения трубопроводной системы.Существует много различных типов фитингов, и они производятся в тех же размерах, графиках (стеновые) и из материалов, что и трубы. Общие типы конфигураций фитингов можно разделить на три основные группы; Под сварку встык, резьбу (резьбу) и раструб.
Типы фитинговФитинги для стыковой сварки
Колено
Стандартные отводы для стыковой сварки бывают трех основных радиусов: 90 °, 45 ° и 180 °. При запросе колена стандартным стандартом по умолчанию является «Длинный радиус», но они также могут поставляться с «Коротким радиусом».Термины «Длинный радиус» и «Короткий радиус» важно понимать. «Большой радиус» означает, что расстояние от центра до конца в полтора раза превышает номинальный размер трубы. «Короткий радиус» означает, что расстояние от центра до конца равно номинальному размеру трубы. Обратный отвод на 180 градусов обычно не имеется в наличии, и, как правило, его необходимо производить по запросу.
Тройники (стандартные и переходные)
Основное назначение тройника — это ответвление от трубопровода (или участка).Ветвь может быть того же размера, что и серия, или должна быть на один или несколько размеров меньше, чем серия.
Размеры тройников вы должны найти в таблице примерки. Для прямых тройников размер от центра до конца обоих концов и ответвления одинаков. Для переходного тройника расстояние от центра до конца ответвления отличается от такового на участке.
Редукторы (концентрические и эксцентрические)
Редуктор — это фитинг, используемый для изменения размера линии на один или несколько меньших (или больших) размеров.Есть две распространенные версии переходников для трубопроводов. Существуют концентрические редукторы, в которых центральная линия входа и выхода совпадает. У эксцентрикового редуктора одна сторона плоская. Концентрические переходники используются в основном в ситуациях, когда переходник находится на вертикальном участке трубы. Эксцентриковые переходники используются на горизонтальных участках трубопровода.
Колпачки
Приварная крышка — это фитинг, используемый для закрытия конца трубы, в которой закрытый конец обычно имеет полуэллиптическую форму, если он не сделан из сплошного стержня.
Резьбовые (резьбовые) и приварные штуцеры
Фитинги с резьбой и раструбной сваркой используются для труб малого диаметра размером 2 дюйма и меньше. Большинство резьбовых фитингов имеют внутреннюю (внутреннюю) резьбу согласно NPT (национальная трубная резьба). Исключением будут обжимки, заглушки и уличные колена, где они будут иметь наружную (внешнюю) резьбу. Фитинги для сварки враструб имеют глубокое гнездо, в которое труба скользит и выравнивается. Затем выполняется сварка внешней поверхности трубы и фитинга.
Резьбовые фитинги и фитинги для сварки муфт указаны в соответствии с классом давления, в котором нержавеющая сталь обычно доступна, — это классы 150 #, 3000 # и 6000 #. Литые (150 #) фитинги обычно используются для подачи воздуха и воды при низких температурах и давлении, тогда как кованые (3000 #, 6000 #) фитинги обычно используются для более высоких давлений и температур, а также для более сложных сред.
Общие конфигурации
Колено : существует колено на 90 ° и 45 °, в котором, в отличие от фитингов, приваренных встык, нет вариантов с длинным или коротким радиусом; они поступают такими, какие они есть, и не могут быть «обрезаны», чтобы учесть различные варианты углов.
Тройники: Тройники с резьбой и втулкой используются для изготовления ответвлений. Они бывают прямого и небольшого размера.
Обжимные прессы: Обжимные прессы для болтов и сварных муфт бывают как концентрической, так и эксцентрической формы.
Заглушки и заглушки: Заглушки и заглушки предназначены для закрытия конца трубы или фитинга.
Ниппели: Ниппель — это название, данное короткому отрезку трубы. Это не совсем то, что нужно в том же контексте, что и локоть или футболка.Ниппели вырезаны из трубы и могут быть приобретены стандартной длины до 12 дюймов.
Unions: Union — это соединение, которое может быть отключено / повторно подключено, что может быть полезно в тех случаях, когда эта функция желательна.
Выпускная арматура:
Способ выполнения ответвлений на трубах и резервуарах — использование выпускного фитинга. Основной особенностью типичного выпускного фитинга является конструкция застроенного основания, которая устраняет необходимость в любой другой форме армирования ответвлений.Основание стандартного отвода под сварку имеет седловидную форму, чтобы соответствовать разводной трубе.
Вы указываете фитинг по размеру прогона (заголовка), а затем по размеру ответвления. Размер коллектора, как правило, больше (пример: 12 ″ x 2 ”Sch 40s сварной штуцер A / SA182-F316 / 316L). Выпускная арматура изготавливается с основанием, которое покрывает ряд размеров коллектора.
Отвод под сварку — Выпускной конец фитинга скошен, поэтому его можно установить для стыковой сварки с трубой или другим фитингом.Отвод под сварку
Выходная резьба — Выходной конец имеет резьбу, соответствующую обычной конической трубной резьбе присоединяемой трубы или оборудования. Размеры резьбового выхода обычно ограничиваются трубами малого диаметра (2 дюйма и меньше).
Sock-O-Let — Выпускное отверстие имеет муфту, подходящую для соединения с фитингами, приваренными с помощью раструба, и трубой. Размеры розеток обычно ограничиваются маленькими (2 дюйма и меньше).
Боковой выпускной патрубок — Боковой выпускной патрубок находится на спускной трубе под углом 45 ° и может поставляться с выходным концом под сварку встык, резьбой или раструбом.