Выявлены факторы, влияющие на пленочное кипение в охлажденных жидкостях
Процесс образования и кипения паровой пленки при пленочном кипении. Источник: Арслан Забиров
Руководитель научной группы Арслан Забиров с профессором Виктором Яговым, соавтором статьи. Источник: Арслан Забиров
Рабочий участок из никеля с искусственной шероховатостью. Источник: Арслан Забиров
Аспирант исследует смачиваемость образцов. Источник: Арслан Забиров
Экспериментальный стенд. Источник: Арслан Забиров
Рабочий участок из меди с золотым покрытием. Источник: Арслан Забиров
В отличие от привычного всем пузырькового в пленочном кипении пузырьки не растут и не всплывают в воде, а соединяются друг с другом, образуя паровую пленку между жидкостью и стенками чайника. Водяной пар, как и любой другой газ низкой плотности, — отличный теплоизолятор, а потому процесс передачи тепла замедляется, и металлическая поверхность может резко разогреться вплоть до температуры плавления.
Водяной пар, как и любой другой газ низкой плотности, — отличный теплоизолятор, а потому процесс передачи тепла замедляется, и металлическая поверхность может резко разогреться вплоть до температуры плавления.
Чаще всего пленочное кипение можно наблюдать при закалке металлов. Чем выше давление, тем больше разница между температурой насыщения (при которой жидкость начинает кипеть) и температурой жидкости — и тем интенсивнее идет охлаждение.
Раскаленное изделие быстро остужают в воде или масле, чтобы сделать его более твердым. Также пленочное кипение наблюдается при авариях на АЭС. Из-за большой разницы температур между стержнями реактора и поступающей жидкостью может произойти паровой взрыв — лавинообразная генерация пара при взаимодействии раскаленного состава с водой.
Тем не менее о пленочном кипении в переохлажденных жидкостях известно мало. Плохо изучены факторы, влияющие на этот процесс. Кроме того, при таком виде кипения может происходить передача огромного количества тепла за короткий срок.
«Сейчас в этом направлении мы действительно лидеры, так как первые в мире разработали физическую модель процесса. Проведя уникальные эксперименты, которые никто до нас не делал, мы подтвердили свою теорию», — заявляет руководитель проекта по гранту Российского научного фонда сотрудник кафедры инженерной теплофизики Национального исследовательского университета «МЭИ» Арслан Забиров.
Ученые поставили перед собой задачу разобраться в факторах, влияющих на процесс пленочного кипения. Для этого был проведен эксперимент, в котором металлический шар диаметром 40 миллиметров раскаляли до температуры «красного каления». Затем его погружали в воду и ее смеси с этиловым спиртом. Процесс теплообмена фиксировался высокоскоростными камерами, а внутри сфер находились датчики для измерения температуры.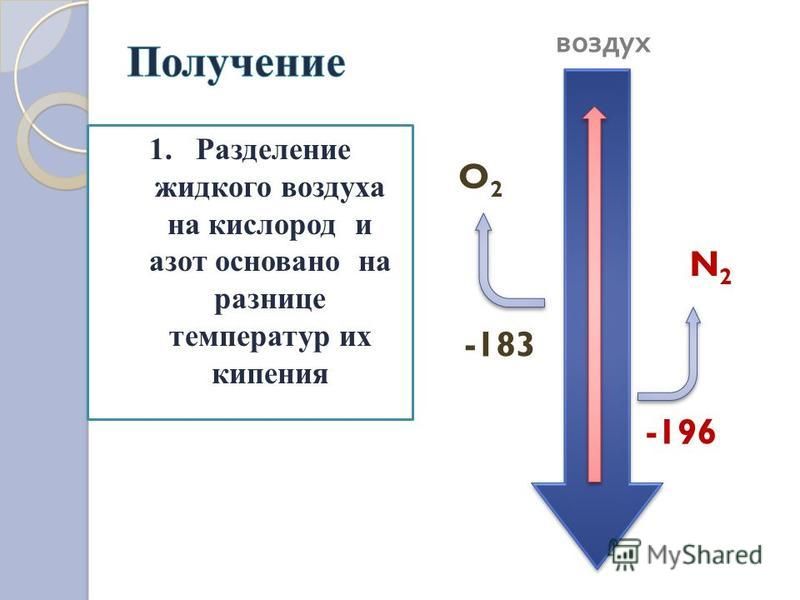
«Самое сложное — изготовить стальные шары, в которых проделаны тончайшие отверстия (меньше миллиметра) для термопар. Кроме того, возникали трудности с бесконтактным нагревом этих образцов до высоких, порядка 800 ºС, температур высокочастотным индукционным нагревателем. Были проблемы и с контролем высоких давлений», — рассказывает Забиров.
Для проведения экспериментов ученые использовали различные охлаждающие смеси. Массовая доля этилового спирта в них составляла от 20 до 80%. Опыты показали, что чем больше воды содержится в смеси, тем интенсивнее идет передача тепла. Так, при нормальном атмосферном давлении в 80% растворе этанола охлаждение шара заняло 50 секунд, а в 70% уже 16 секунд.
Но ключевым фактором в процессе пленочного кипения стало давление. Оно влияет на температуру насыщения, при которой жидкость начинает кипеть. Так, в нормальных условиях вода кипит при 100 ºС, а при повышении давления она закипает при большей температуре. Недогрев — разница между температурой насыщения и температурой жидкости. Например, для воды температурой 20 ºС при атмосферном давлении недогрев равняется 80 ºС, но для той же воды при высоких давлениях недогрев уже будет больше, так как температура насыщения уже будет не 100, а, например, 150 ºС.
Недогрев — разница между температурой насыщения и температурой жидкости. Например, для воды температурой 20 ºС при атмосферном давлении недогрев равняется 80 ºС, но для той же воды при высоких давлениях недогрев уже будет больше, так как температура насыщения уже будет не 100, а, например, 150 ºС.
«Таким образом, интенсивность теплообмена зависит от недогрева, который можно изменять, меняя давление. Чем выше давление, тем больше недогрев и тем интенсивнее идет охлаждение», — объясняет результаты экспериментов Арслан Забиров.
Дальнейшие исследования должны объяснить взаимодействие струй холодной жидкости с горячим металлом и то, каким образом форма и свойства охлаждаемого тела влияют на этот процесс.
Теги
Президентская программа, Инженерные науки, Спецпроект, Молодежные группы
KVP — Регулятор давления кипения
Описание
Регуляторы давления типа KVP предназначены для поддержания постоянного давления кипения и, как следствие, постоянной температуры поверхности испарителя. Регулятор устанавливается в линию всасывания за испарителем и плавно регулирует давление кипения, дросселируя хладагент во всасывающий трубопровод и приводя в соответствие его расход и нагрузку на испаритель.
Регулятор устанавливается в линию всасывания за испарителем и плавно регулирует давление кипения, дросселируя хладагент во всасывающий трубопровод и приводя в соответствие его расход и нагрузку на испаритель.
Применение
Традиционные холодильные установки, кондиционеры, транспортные рефрижераторы.
Преимущества
- Поддержание разных давлений кипения в двух или более испарителях в системах с одним компрессором
- Защита от слишком низкого давления кипения (например, защита от замерзания воды в чиллере).
- Регулятор закрывается, если давление в испарителе падает ниже заданного значения
Регулятор давления кипения
|
Тип ре-гулятора |
Номинальная холодопроизводительность, кВт 1) |
Штуцер под отбортовку 2) 3) |
Кодовый номер 4) |
Штуцер под пайку 3) |
Кодовый номер |
|||||
|
R22 |
R134a |
R404A/R507| |
R407C |
дюймы |
мм |
дюймы |
мм |
|||
|
KVP 12 |
4,0 |
2,8 |
3,6 |
3,7 |
1/2 |
12 |
034L0021 |
1/2 |
- |
034L0023 |
|
- |
- |
- |
- |
12 |
034L0028 |
|||||
|
KVP 15 |
4,0 |
2,8 |
3,6 |
3,7 |
5/8 |
16 |
034L0022 |
5/8 |
16 |
034L0029 |
|
KVP 22 |
4,0 |
2,8 |
3,6 |
3,7 |
- |
- |
- |
7/8 |
22 |
034L0025 |
|
KVP 28 |
8,6 |
6,1 |
7,7 |
7,9 |
- |
- |
- |
1 1/8 |
- |
034L0026 |
|
- |
- |
- |
- |
28 |
034L0031 |
|||||
|
KVP 35 |
8,6 |
6,1 |
7,7 |
7,9 |
- |
- |
- |
1 3/8 |
35 |
034L0032 |
1) Номинальная холодопроизводительность определена при следующих условиях:
— Температура кипения te = -10 °C
— Температура конденсации tc = +25 °C
— Перепад давления на регуляторе Δр = 0,2 бар, смещение = 0,6 бар
2) Поставляется без накидных гаек. Накидные гайки могут быть поставлены отдельно:
Накидные гайки могут быть поставлены отдельно:
1/2” — 12 мм, кодовый номер 011L1103, 5/8”16 мм, кодовый номер 011L1167.
3) Размер штуцеров выбранного регулятора не должен быть слишком малым, т.к. при скорости газа,
превышающей 40 м/с, на входе регулятора будет слышен шум.
Температура испарения меди
Главная » Разное » Температура испарения меди
Температура плавления меди – при какой температуре плавится медь
Благодаря тому, что температура плавления меди достаточно невысокая, этот металл стал одним из первых, которые древние люди начали использовать для изготовления различных инструментов, посуды, украшений и оружия. Самородки меди или медную руду можно было расплавить на костре, что, собственно, и делали наши далекие предки.
Этап плавления меди
Несмотря на активное применение человечеством с древних времен, медь не является самым распространенным природным металлом. В этом отношении она значительно уступает остальным элементам и занимает в их ряду только 23-е место.
Как плавили медь наши предки
Благодаря невысокой температуре плавления меди, составляющей 1083 градуса Цельсия, наши далекие предки не только успешно получали из руды чистый металл, но и изготавливали различные сплавы на его основе. Чтобы получить такие сплавы, медь нагревали и доводили до жидкого расплавленного состояния. Затем в такой расплав просто добавляли олово или выполняли его восстановление на поверхности расплавленной меди, для чего использовалась оловосодержащая руда (касситерит). По такой технологии получали бронзу – сплав, обладающий высокой прочностью, который использовали для изготовления оружия.
Какие процессы происходят при плавлении меди
Что характерно, температуры плавления меди и сплавов, полученных на ее основе, отличаются. При добавлении в медь олова, имеющего меньшую температуру плавления, получают бронзу с температурой плавления 930–1140 градусов Цельсия. А сплав меди с цинком (латунь) плавится при 900–10500 Цельсия.
Во всех металлах в процессе плавления происходят одинаковые процессы. При получении достаточного количества теплоты при нагревании кристаллическая решетка металла начинает разрушаться. В тот момент, когда он переходит в расплавленное состояние, его температура не повышается, хотя процесс передачи ему теплоты при помощи нагрева не прекращается. Температура металла начинает вновь повышаться только тогда, когда он весь перейдет в расплавленное состояние.
При получении достаточного количества теплоты при нагревании кристаллическая решетка металла начинает разрушаться. В тот момент, когда он переходит в расплавленное состояние, его температура не повышается, хотя процесс передачи ему теплоты при помощи нагрева не прекращается. Температура металла начинает вновь повышаться только тогда, когда он весь перейдет в расплавленное состояние.
Диаграмма состояния системы хром-медь
При охлаждении происходит противоположный процесс: сначала температура резко снижается, затем на некоторое время останавливается на постоянной отметке. После того, как весь металл перейдет в твердую фазу, температура снова начинает снижаться до полного его остывания.
Как плавление, так и обратная кристаллизация меди, связаны с параметром удельной теплоты. Данный параметр характеризует удельное количество теплоты, которая требуется для того, чтобы перевести металл из твердого состояния в жидкое. При кристаллизации металла такой параметр характеризует количество теплоты, которое он отдает при остывании.
Более подробно узнать о плавлении меди помогает фазовая диаграмма, показывающая зависимость состояния металла от температуры. Такие диаграммы, которые можно составить для любых металлов, помогают изучать их свойства, определять температуры, при которых они кардинально меняют свои свойства и текущее состояние.
Кроме температуры плавления, у меди есть и температура кипения, при которой расплавленный металл начинает выделять пузырьки, наполненные газом. На самом деле никакого кипения меди не происходит, просто этот процесс внешне очень его напоминает. Довести до такого состояния ее можно, если нагреть до температуры 2560 градусов.
Как понятно из всего вышесказанного, именно невысокую температуру плавления меди можно назвать одной из основных причин того, что сегодня мы можем использовать этот металл, обладающий многими уникальными характеристиками.
Температура кипения и плавления металлов, температура плавления стали
Температура кипения и плавления металлов
В таблице представлена температура плавления металлов tпл, их температура кипения tк при атмосферном давлении, плотность металлов ρ при 25°С и теплопроводность λ при 27°С.
Температура плавления металлов, а также их плотность и теплопроводность приведены в таблице для следующих металлов: актиний Ac, серебро Ag, алюминий Al, золото Au, барий Ba, берилий Be, висмут Bi, кальций Ca, кадмий Cd, кобальт Co, хром Cr, цезий Cs, медь Cu, железо Fe, галлий Ga, гафний Hf, ртуть Hg, индий In, иридий Ir, калий K, литий Li, магний Mg, марганец Mn, молибден Mo, натрий Na, ниобий Nb, никель Ni, нептуний Np, осмий Os, протактиний Pa, свинец Pb, палладий Pd, полоний Po, платина Pt, плутоний Pu, радий Ra, рубидий Pb, рений Re, родий Rh, рутений Ru, сурьма Sb, олово Sn, стронций Sr, тантал Ta, технеций Tc, торий Th, титан Ti, таллий Tl, уран U, ванадий V, вольфрам W, цинк Zn, цирконий Zr.
По данным таблицы видно, что температура плавления металлов изменяется в широком диапазоне (от -38,83°С у ртути до 3422°С у вольфрама). Низкой положительной температурой плавления обладают такие металлы, как литий (18,05°С), цезий (28,44°С), рубидий (39,3°С) и другие щелочные металлы.
Наиболее тугоплавкими являются следующие металлы: гафний, иридий, молибден, ниобий, осмий, рений, рутений, тантал, технеций, вольфрам. Температура плавления этих металлов выше 2000°С.
Приведем примеры температуры плавления металлов, широко применяемых в промышленности и в быту:
- температура плавления алюминия 660,32 °С;
- температура плавления меди 1084,62 °С;
- температура плавления свинца 327,46 °С;
- температура плавления золота 1064,18 °С;
- температура плавления олова 231,93 °С;
- температура плавления серебра 961,78 °С;
- температура плавления ртути -38,83°С.
Максимальной температурой кипения из металлов, представленных в таблице, обладает рений Re — она составляет 5596°С. Также высокими температурами кипения обладают металлы, относящиеся к группе с высокой температурой плавления.
Плотность металлов в таблице находится в диапазоне от 0,534 до 22,59 г/см3, то есть самым легким металлом является литий, а самым тяжелым металлом осмий. Следует отметить, что осмий имеет плотность большую, чем плотность урана и даже плутония при комнатной температуре.
Следует отметить, что осмий имеет плотность большую, чем плотность урана и даже плутония при комнатной температуре.
Теплопроводность металлов в таблице изменяется от 6,3 до 427 Вт/(м·град), таким образом хуже всего проводит тепло такой металл, как нептуний, а лучшим теплопроводящим металлом является серебро.
Температура плавления стали
Представлена таблица значений температуры плавления стали распространенных марок. Рассмотрены стали для отливок, конструкционные, жаропрочные, углеродистые и другие классы сталей.
Температура плавления стали находится в диапазоне от 1350 до 1535°С. Стали в таблице расположены в порядке возрастания их температуры плавления.
| Сталь | tпл, °С | Сталь | tпл, °С |
|---|---|---|---|
| Стали для отливок Х28Л и Х34Л | 1350 | Коррозионно-стойкая жаропрочная 12Х18Н9Т | 1425 |
| Сталь конструкционная 12Х18Н10Т | 1400 | Жаропрочная высоколегированная 20Х23Н13 | 1440 |
| Жаропрочная высоколегированная 20Х20Н14С2 | 1400 | Жаропрочная высоколегированная 40Х10С2М | 1480 |
| Жаропрочная высоколегированная 20Х25Н20С2 | 1400 | Сталь коррозионно-стойкая Х25С3Н (ЭИ261) | 1480 |
| Сталь конструкционная 12Х18Н10 | 1410 | Жаропрочная высоколегированная 40Х9С2 (ЭСХ8) | 1480 |
| Коррозионно-стойкая жаропрочная 12Х18Н9 | 1410 | Коррозионно-стойкие обыкновенные 95Х18…15Х28 | 1500 |
| Сталь жаропрочная Х20Н35 | 1410 | Коррозионно-стойкая жаропрочная 15Х25Т (ЭИ439) | 1500 |
| Жаропрочная высоколегированная 20Х23Н18 (ЭИ417) | 1415 | Углеродистые стали | 1535 |
Источники:
- Волков А.
 И., Жарский И. М. Большой химический справочник. — М: Советская школа, 2005. — 608 с.
И., Жарский И. М. Большой химический справочник. — М: Советская школа, 2005. — 608 с. - Казанцев Е. И. Промышленные печи. Справочное руководство для расчетов и проектирования.
- Физические величины. Справочник. А. П. Бабичев, Н. А. Бабушкина, А. М. Братковский и др.; Под ред. И. С. Григорьева, Е. З. Мейлихова. — М.: Энергоатомиздат, 1991. — 1232 с.
 И., Жарский И. М. Большой химический справочник. — М: Советская школа, 2005. — 608 с.
И., Жарский И. М. Большой химический справочник. — М: Советская школа, 2005. — 608 с.Тепловые и термодинамические свойства меди
Рассмотрим тепловые и термодинамические свойства меди.
Температура плавления 1083°С, температура кипения 2573°С, характеристическая температура ΘD 345 К, удельная теплота плавления 239 кДж/кг, удельная теплота испарения 4790 кДж/кг. Удельная теплоемкость меди при 293 К при постоянном давлении Ср= 384,2 Дж/(кг*K), а жидкой (при температуре плавления) 495 Дж/(кг*К). Удельная электронная теплоемкость Срэл = [0,688 мДж/(моль*К2)] *Т. Теплопроводность λ при 293 К равна 397 Вт/(м*К), при температуре 1356 К 165,8 Вт/(м*К).
Зависимость теплопроводности λ, от температуры (чистота 99,999 %):
|
Т, К |
λ, Вт/(м*К) |
Т, К |
λ, Вт/(м*К) |
Т, К |
λ, Вт/(м*К) |
|
2 5 20 50 |
523,5 1487,0 2518,0 1189,5 |
100 150 200 250 |
481,3 428,4 413 406,0 |
300 350 400 |
401,2 397,2 393,7 |
Теплопроводность меди заметно не изменяется под влиянием висмута, свинца, серы, селена, сильно понижается под влиянием незначительных количеств мышьяка, алюминия, снижается под влиянием сурьмы. Температурный коэффициент линейного расширения при 293 К α = 16,7*10-6К-1.
Температурный коэффициент линейного расширения при 293 К α = 16,7*10-6К-1.
Изменение α в зависимости от температуры (чистота 99,999%):
|
Т, К |
α*106 К-1 |
Т, К |
α*106 К-1 |
Т, К |
α*106 К-1 |
|
5 |
0,0024 |
20 |
0,23 |
400 |
17,58 |
|
7 |
0,01062 |
40 |
2,28. |
600 |
18,92 |
|
10 |
0,0294 |
60 |
5,40 |
800 |
20,09 |
|
13 |
0,06322 |
100 |
10,33 |
1000 |
22,1 |
|
15 |
0,9634 |
200 |
15,18 |
1200 |
24,5 |
|
|
|
|
|
1300 |
27,0 |
Температурный коэффициент объемного расширения при 293 К β = 49,2*10-6 К-1, в диапазоне 293-1356 К: β= (45,0+0,016 Т)*10-6К-1, где β Д коэффициент объемного расширения, К-1; Т Д температура, К.
Молярная энтропия s° в зависимости от температуры:
|
Т, К |
298 |
500 |
1000 |
1500 |
2000 |
2500 |
3000 |
|
s°, Дж/(моль*К) |
33,39 |
44,8 |
65,28 |
87,19 |
96,20 |
103,24 |
215,53 |
Поверхностное натяжение при 1083 °С σ =1351 мН/м. Поверхностная энергия v =1115 мДж/м2, для грани (100) v =1060, а для (111) v = 926 мДж/м3. Энергия дефекта упаковки 67 МДж/м2. Давление пара р в зависимости от температуры:
|
Т, К |
Р, Па |
Т, К |
Р, Па |
|
700 800 900 |
31,066*10-15 38,514*10-12 97,804*10-10 |
1000 1100 |
82,22*10-8 30,968*10-6 |
Давление пара при температуре плавления Р =50,47 мПа. Энергия активации самодиффузии в интервале 1135Д1330 К Е= 205 КДж/моль.
Энергия активации самодиффузии в интервале 1135Д1330 К Е= 205 КДж/моль.
Параметры взаимной диффузии (предэкспоненциальный множитель Do и энергия активации Е) некоторых элементов в меди:
|
Диффундирующий элемент |
T, К |
Образующаяся фаза |
D0, м2/с |
Е, кДж/моль |
|
Н |
— |
Твердый раствор |
5,6*10-8 |
38,52 |
|
Be |
— |
Твердый раствор |
2,32*10-8 |
117,23 |
|
Si |
— |
Твердый раствор |
3,7*10-6 |
167,47 |
|
S |
1403Д1673 |
Жидкая фаза |
3,44*10-7 |
28,85 |
|
S |
1073Д1273 |
Твердый раствор |
8,24*10-5 |
196,78 |
|
Мп |
973Д1348 |
Твердый раствор |
5*10-5 |
192,59 |
|
Fe |
973Д1343 |
Твердый раствор |
1,4*10-4 |
216,88 |
|
Co |
973Д1348 |
Твердый раствор |
1,93*10-4 |
226,51 |
|
Ni |
973Д1348 |
Твердый раствор |
2,7*10-4 |
236,55 |
|
Zn |
878Д1323 |
Твердый раствор |
3,4*10-5 |
190,92 |
|
Ge |
952Д1288 |
Твердый раствор |
3,97*10-5 |
187,5 |
|
As |
1083Д1328 |
Твердый раствор |
2*10-5 |
176,6 |
|
Rh |
1023Д1328 |
Твердый раствор |
3,3*10-4 |
242,5 |
|
Pd |
1080Д1328 |
Твердый раствор |
1,71*10-4 |
227 |
|
Ag |
973Д1173 |
Твердый раствор |
1,3*10-6 |
161,6 |
|
Cd |
998Д1223 |
Твердый раствор |
9,35*10-5 |
191,34 |
|
In |
1023Д1343 |
Твердый раствор |
1,3*10-4 |
193 |
|
Sn |
973Д1189 |
Твердый раствор |
1,0*10-4 |
190,5 |
|
Sb |
873Д1273 |
Твердый раствор |
3,4*10-5 |
175,85 |
|
Au |
— |
Твердый раствор |
1*10-5 |
187,99 |
|
Tl |
1058Д1269 |
Твердый раствор |
7,1*10-5 |
181,29 |
Таблица температуры плавления (tпл) металлов и сплавов при нормальном атмосферном давлении
| Металл или сплав | tпл. С С |
|---|---|
| Алюминий | 660,4 |
| Вольфрам | 3420 |
| Германий | 937 |
| Дуралюмин | ~650 |
| Железо | 1539 |
| Золото | 1064?4 |
| Инвар | 1425 |
| Иридий | 2447 |
| Калий | 63,6 |
| Карбиды гафния | 3890 |
| ниобия | 3760 |
| титана | 3150 |
| циркония | 3530 |
| Константин | ~1260 |
| Кремний | 1415 |
| Латунь | ~1000 |
| Легкоплавкий сплав | 60,5 |
| Магний | 650 |
| Медь | 1084,5 |
| Натрий | 97,8 |
| Нейзильбер | ~1100 |
| Никель | 1455 |
| Нихром | ~1400 |
| Олово | 231,9 |
| Осмий | 3030 |
| Платина | 17772 |
| Ртуть | — 38,9 |
| Свинец | 327,4 |
| Серебро | 961,9 |
| Сталь | 1300-1500 |
| Фехраль | ~1460 |
| Цезий | 28,4 |
| Цинк | 419,5 |
| Чугун | 1100-1300 |
Вернуться в раздел аналитики
Запись опубликована автором admin в рубрике Полезные материалы. Добавьте в закладки постоянную ссылку.
Добавьте в закладки постоянную ссылку.
Медные сплавы — Температура плавления
Для медных сплавов, обладающих температурой плавления до 1000° и выше, применяются исключительно машины с холодной камерой давления, работающие по принципу прессования. [c.413]
Тугоплавкие (твердые) припои применяются, когда необходимо иметь прочный спай, выдерживающий высокую температуру. Применяются медно-цинковые тугоплавкие припои ПМЦ-36, ПМЦ-48 и ПМЦ-54. Указанные цифры в обозначении припоя указывают на содержание в нем меди, остальное — цинк и небольшое количество примесей железа (0,1%) и свинца (0,5%). Температура полного расплавления указанных припоев соответственно 825, 865 и 880° С, твердость припоев ПМЦ-48 и ПМЦ-54 составляет НВ 130 и 90, предел прочности при растяжении 21 и 25 кгс/мм (210—250 МПа). Чем больше в сплаве меди, тем припой прочнее, но более тугоплавок чем больше цинка, тем припой менее прочен и более хрупок, но более легкоплавок. Припой ПМЦ-36 применяется для пайки латуни Л-62, ПМЦ-42 — для пайки деталей из медных сплавов с температурой плавления выше 900—920° С, когда паяное соединение не подвергается ударным нагрузкам, вибрации и изгибу. Припой ПМЦ-54 применяют для пайки деталей из меди, бронзы и стали, не испытывающих ударных нагрузок и изгиба. В случае, когда паяное соединение должно обладать высокой прочностью и хорошей сопротивляемостью ударным и изгибающим нагрузкам, в качестве припоев применяются латуни Л-62 и Л-68. Припои медно-цинковые поставляются в форме зерен.
[c.298]
Припой ПМЦ-36 применяется для пайки латуни Л-62, ПМЦ-42 — для пайки деталей из медных сплавов с температурой плавления выше 900—920° С, когда паяное соединение не подвергается ударным нагрузкам, вибрации и изгибу. Припой ПМЦ-54 применяют для пайки деталей из меди, бронзы и стали, не испытывающих ударных нагрузок и изгиба. В случае, когда паяное соединение должно обладать высокой прочностью и хорошей сопротивляемостью ударным и изгибающим нагрузкам, в качестве припоев применяются латуни Л-62 и Л-68. Припои медно-цинковые поставляются в форме зерен.
[c.298]
Применение индукционного нагрева обычно экономически оправдано при пайке среднеплавкими припоями (медь, латунь, ферромарганец, медно-серебряные сплавы) с температурой плавления 400—1200 °С. [c.219]
Припои. Различают легкоплавкие (мягкие) припои (оловянносвинцовые, висмутовые и кадмиевые) с температурой плавления до 300° С и тугоплавкие (твердые) припои (серебряные, медно-цинковые) с температурой плавления свыше 500° С. Мягкими припоями паяют медь, медные славы, луженую сталь, луженый никель и др. Наиболее распространенными мягкими припоями являются сплавы олова и свинца (с содержанием олова от 90 до 18%) — ПОС и сплавы олова, свинца и кадмия — ПОСК, или висмута — ПОСВ. Они отличаются малой твердостью и сравнительно низкими механическими
[c.407]
Мягкими припоями паяют медь, медные славы, луженую сталь, луженый никель и др. Наиболее распространенными мягкими припоями являются сплавы олова и свинца (с содержанием олова от 90 до 18%) — ПОС и сплавы олова, свинца и кадмия — ПОСК, или висмута — ПОСВ. Они отличаются малой твердостью и сравнительно низкими механическими
[c.407]
В случае пропитки медью железных или стальных прессовок составляющая основу железная матрица (или скелет) нагревается, находясь в контакте с медным сплавом, до температуры, несколько превышающей температуру плавления меди, обычно лежащей в диапазоне 1095-1150 °С. Под действием капиллярных сил расплавленный медный сплав проникает в сообщающиеся друг с другом поры и в идеальном случае заполняет весь объем пор. [c.87]
Сплавы на медной основе. При получении медных сплавов широко применяют лигатуры в виде двойных сплавов Си — Мп Си—N1 Си—81 Си—А1 Си—Р и др. Лигатурами называются сплавы металлов, температура плавления которых ниже температуры плавления тугоплавкого компонента, входящего в состав сплава. [c.222]
[c.222]
Твердый припой представляет собой тугоплавкий сплав с температурой плавления от 600 до 900° С. В табл. 35 приведен состав наиболее часто применяемых медно-цинковых и серебряных твердых припоев. [c.285]
Для пайки конструкционных сталей и сплавов чаще всего используют припои с температурой плавления до 1050 °С, для меди и медных сплавов — до температуры 800 °С. [c.456]
Железо с медью образует раствор, в котором предельная растворимость железа в меди при температуре плавления последней составляет около 3% (рис. 215). Но только при содержании в меди 10—15% железа можно получить сплав с температурой плавления 1330—1370 °С, близкой к температуре плавления чугунов. В этом случае обеспечивается смешиваемость составляющих самого расплава с чугуном. Однако после затвердевания наплавка представляет собой мягкую медную основу с различными по форме и величине вкраплениями очень твердой стальной составляющей.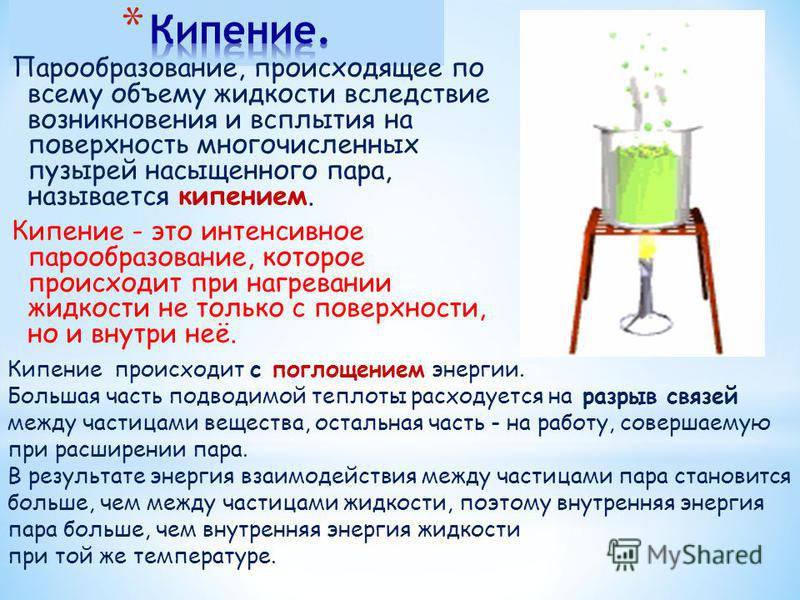 Эти включения и затрудняют механическую обработку металла. Частично диффундируя в основной металл, медь проявляет себя как графитизатор, поэтому на участке 1 околошовной зоны отбел проявляется слабо.
[c.363]
Эти включения и затрудняют механическую обработку металла. Частично диффундируя в основной металл, медь проявляет себя как графитизатор, поэтому на участке 1 околошовной зоны отбел проявляется слабо.
[c.363]
Медно-цинковые припои представляют собой двойные сплавы меди и цинка в разных соотношениях. От химического состава сплава зависит температура плавления его. Механические свойства медно-цинковых припоев также зависят от процентного содержания в них меди. [c.29]
В атмосфере углекислоты медь неустойчива. Хлор, бром и йод при температурах ниже точек плавления их соединений с медью разрушают ее, а с повышением температуры скорость коррозии сильно возрастает. Медь можно применять в газообразных НС1 и lo при температурах ниже 225 и 260° С соответственно. Азот не действует на медь п ее сплавы, а окислы азота разрушают медные сплавы. Аммиак также вызывает окисление меди и ее сплавов. В условиях диссоциации аммиака наблюдается водородная коррозия меди. [c.255]
[c.255]
Для выплавки тугоплавких металлов (титана, хрома, циркония, ниобия, молибдена, вольфрама и рения) традиционные огнеупорные материалы (динас, магнезит, шамот, хромомагнезит) непригодны, так как они обладают недостаточной огнеупорностью (1300 — 1600°С), а температура плавления титанового сплава составляет более 2000°С. Поэтому все тугоплавкие технически чистые металлы выплавляют в специальных медных водоохлаждаемых тиглях-кристаллизаторах. [c.302]
Газовая сварка реализуется за счет оплавления газовым пламенем частей соединяемых деталей и прутка присадочного металла, она используется для соединения деталей из металлов и сплавов с различными температурами плавления при небольшой толщине (до 30 мм), а также для сварки неметаллических деталей. Для ее реализации не требуется источника электроэнергии. Широкое распространение имеет электродуговая сварка, при которой оплавленный (за счет электрической дуги) металл соединяемых элементов вместе с металлом электрода образует прочный шов. Для защиты от окисления шва электрод обмазывают защитным покрытием часто сварку производят под слоем флюса или в защитной среде инертных газов (аргона, гелия). Электродуговой сваркой на сварочных автоматах, полуавтоматах, а также вручную соединяют детали из конструкционных сталей, чугуна, алюминиевых, медных и титановых сплавов. Последние сваривают в среде аргона или гелия.
[c.469]
Для защиты от окисления шва электрод обмазывают защитным покрытием часто сварку производят под слоем флюса или в защитной среде инертных газов (аргона, гелия). Электродуговой сваркой на сварочных автоматах, полуавтоматах, а также вручную соединяют детали из конструкционных сталей, чугуна, алюминиевых, медных и титановых сплавов. Последние сваривают в среде аргона или гелия.
[c.469]
Возможна пайка друг с другом хорошо пригнанных деталей из сплава без внесения припоя при нагреве их выше температуры плавления меди (или медно-никелевого расплава) за счет капиллярного втягивания расплава в зазор. При этом детали не теряют своих размеров. [c.113]
Для стальных деталей припоем обычно служит чистая электролитическая медь (марки М1 и М2). Она весьма жидкотекуча в восстановительной атмосфере, даёт прочное, чистое соединение, не требует флюса, за исключением некоторых плохо смачиваемых сортов стали. Применение флюсов вообще удорожает процесс пайки и требует последующей очистки. Флюсы требуются при содержании в стали более 1—2о/о хрома, марганца, кремния, ванадия и алюминия, образующих окисные плёнки, не восстанавливаемые газовой атмосферой и ухудшающие смачивание. Никель, наоборот, усиливает смачивание и является желательным элементом в сталях для пайки. Иногда в качестве припоя используется латунь, которая обычно требует применения флюса для уменьшения окисления цинка и растворения образовавшейся окиси. В процессе пайки латунь может повышать температуру плавления вследствие испарения части цинка. С флюсом латунь растекается почти так же хорошо, как и чистая медь. Для меди и медных сплавов, не-
[c.448]
Флюсы требуются при содержании в стали более 1—2о/о хрома, марганца, кремния, ванадия и алюминия, образующих окисные плёнки, не восстанавливаемые газовой атмосферой и ухудшающие смачивание. Никель, наоборот, усиливает смачивание и является желательным элементом в сталях для пайки. Иногда в качестве припоя используется латунь, которая обычно требует применения флюса для уменьшения окисления цинка и растворения образовавшейся окиси. В процессе пайки латунь может повышать температуру плавления вследствие испарения части цинка. С флюсом латунь растекается почти так же хорошо, как и чистая медь. Для меди и медных сплавов, не-
[c.448]
Машинное масло — Теплоемкость 39 Медные сплавы — Температура плавления 71 Медный блеск 371 Медный колчедан 371 Медь 371 [c.718]
Газовую сварку чугуна цветными сплавами без подогрева детали в сочетании с дуговой сваркой широко применяют в ремонтном производстве для сварки трещин на обрабатываемых поверхностях корпусных деталей. Присадочным материалом для газовой сварки является латунь, которая более соответствует требованиям сварки по сравнению с другими цветными сплавами на медной основе. Температура плавления латуни ниже температуры плавления чугуна (880—950 °С), поэтому ее можно применить для сварки, не доводя чугун до плавления и не вызывая в нем особенных структурных изменений и внутренних напряжений.
[c.111]
Присадочным материалом для газовой сварки является латунь, которая более соответствует требованиям сварки по сравнению с другими цветными сплавами на медной основе. Температура плавления латуни ниже температуры плавления чугуна (880—950 °С), поэтому ее можно применить для сварки, не доводя чугун до плавления и не вызывая в нем особенных структурных изменений и внутренних напряжений.
[c.111]
Медно-никелевые электроды (монель МНЧ-2) состоят из 27—30 % меди и 66—68 % никеля [14]. Монель имеет температуру плавления 1260—1340 °С, что соответствует температуре плавления чугуна, и благодаря никелю хорошо сплавляется с чугуном. Однако этот сплав дает значительную усадку, что приводит к появлению высоких внутренних напряжений, способствующих образованию трещин. Поэтому монель наплавляют короткими валиками длиной 40—50 мм и сразу же после этого проковывают шов молотком. Прочность сварного соединения в этом случае не превышает 100 МПа.
[c. 117]
117]
Сплавы изготовляли в индукционной печи в вакууме путем нагрева S в толстостенных танталовых тиглях с последующим сбрасыванием в водоохлаждаемый медный приемник. Температуру плавления сплавов измеряли капельным методом. Часть диаграммы состояния системы показывает наличие в системе эвтектического равновесия Ж (pS ) + + (Та) при 1519 °С с эвтектической точкой при 3,2% (ат.) Та. Растворимость Та в жидком S можно описать уравнением lg(N) = А/Т + В, где Л — атомная доля Та в жидком S Г- температура (К) А — В = [c.261]
Пока мы знаем лишь один способ выращивания частиц второй фазы в теле металла — распад твердого раствора при старении. Известные на сегодня стареющие медные сплавы (в основном разные типы бронз) вполне могут использоваться для наших целей при температурах не выше 400—500 °С. При более высоких температурах их прочность резко падает. Однако для ряда отраслей промышленности нужны сплавы, сохраняющие свои свойства до 1000—1050 °С, т. е. почти до температуры плавления меди. Поисками путей их изготовления мы сейчас и займемся.
[c.239]
почти до температуры плавления меди. Поисками путей их изготовления мы сейчас и займемся.
[c.239]
На фотографии (рис. 141), снятой через электронный микроскоп, прекрасно видны оксидные частицы, вкрапленные в медную матрицу. Строго говоря, матрица не чисто медная в ней содержатся и кислород (концентрации Со), и остаточный (не выведенный в оксид) алюминий. Однако из-за низкого порога реакции окисления алюминия его содержанием в меди можно безбоязненно пренебречь. По крайней мере, при рабочих температурах сопротивление этого твердого раствора почти такое же, как и чистой меди. Зато прочность сплава из-за присутствия оксидных частиц станет намного выше. Причем оксид алюминия — вещество тугоплавкое и в меди почти не растворяется. А поэтому упрочняющий эффект сохраняется вплоть до температуры плавления металла. [c.243]
Твердые припои имеют температуру плавления 850—900° С и представляют собой сплавы меди с цинком твердость и прочность паяного ими шва — повышенные. Серебряные припои состоят из серебра и меди температура плавления их 740—830° С они имеют ще большую прочность. Пайка ими медных проводов почти не меняет их электропроводность. И здесь прочность спая обеспечивается образованием твердого раствора между припоем и соединяемым металлом.
[c.462]
Серебряные припои состоят из серебра и меди температура плавления их 740—830° С они имеют ще большую прочность. Пайка ими медных проводов почти не меняет их электропроводность. И здесь прочность спая обеспечивается образованием твердого раствора между припоем и соединяемым металлом.
[c.462]
Спекание. Для спекания порошковых сплавов применяют электропечи с металлическим сопротивлением, с угольными сопротивлениями в виде труб и высокочастотные. Спекание производится в защитной атмосфере. Для спекания медных сплавов, железа и фрикционных материалов применяют защитные атмосферы, получаемые при частич ом сжигании газа. При спекании вольфрама, молибдена, твердых сплавов, магнитных и электротехнических материалов применяют водород. Температура спекания составляет примерно температуры плавления металла, например для меди 800—850° С, для железа — [c.479]
Сурьма находит применение в качестве легирующего компонента сплавов на свинцовой, оловянной и медной основе (баббитов, припоев, сплавов для литья под давлением и т. д.). Температура плавления сурьмы 630 °С плотность при 20 °С 6700 кг/м , при температуре плавления 6550 кг/м .
[c.144]
д.). Температура плавления сурьмы 630 °С плотность при 20 °С 6700 кг/м , при температуре плавления 6550 кг/м .
[c.144]
При температуре прессования медных сплавов 350—650 °С используют щелочно-фосфатные стекла с температурой плавления 350—400 °С [167] при 800—1000 °С — боросиликатные двух- и многокомпонентные стекла. [c.223]
К твердым припоям относят такие, температура плавления которых 600-1083 °С, а прочность спая высокая (ог =400-500 МПа). К этим припоям относят чистую медь и сплавы меди с цинком и серебром. Наиболее часто применяют медно-цинковые припои марок ПМЦ-42, ПМЦ-47, ПМЦ-52, которые содержат соответственно 42, 47 и 52 % меди и застывают в интервале температур 890-830 С. [c.347]
Пропитка пучков вольфрамовых волокон жидкими двойными медными сплавами осуществлялась в условиях, идентичных используемым ранее для композиций с матрицей из чистой меди. Содержание легирующего элемента каждого двойного медного сплава было ограничено количеством, которое позволило обеспечить температуру плавления, равную 1150° С или ния е, чтобы произвести пропитку при 1200° С. Сравнивалось влияние легирующих элементов на свойства композиций, упрочненных волокнами вольфрама, и системы, образованной взаимно нерастворимыми компонентами (в случае матрицы из чистой меди). В качестве легирующих элементов изучались алюминий, хром, кобальт, ниобий, никель и титан.
[c.240]
Сравнивалось влияние легирующих элементов на свойства композиций, упрочненных волокнами вольфрама, и системы, образованной взаимно нерастворимыми компонентами (в случае матрицы из чистой меди). В качестве легирующих элементов изучались алюминий, хром, кобальт, ниобий, никель и титан.
[c.240]
Марки оловянно-свинцовых припоев состоят из букв и цифр. Марка припоя, например, ПОС-90 означает П — припой О — олово С — свинец цифра 90 указывает, что в этом припое 90% (по весу) олова, остальное — свинец. Припой ПОСС-4-6 содержит олова— 4%, сурьмы — 6%, остальное — свинец. Твердые припои представляют собой тугоплавкие сплавы с температурой плавления от 700° С и выше. Они используются в тех случаях, когда необходимо получить высокую прочность соединения. В качестве твердых припоев наиболее часто применяют медно-цинковые и серебряные сплавы (табл. 22). [c.106]
Медно-цинковые Л68 ЛОК59-1-0,3 68 Си 32 2п 59 Си 39,7 2п 1 8п 0,3 81 940 905 Для пайки заготовок из углеродистой, легированной сталей и сплавов, имеющих температуру плавления выше 1000 С
[c. 279]
279]
При литье под давлением можно, как мы видели выше, получать отливки из сплавов, имеющих температуру плавления, не выше точки плавления медных сплавов. Производство литья поддавлением из черных сплавов в производственных масштабах пока еще не освоено. Кроме того, при литье поддавлением формы в большинстве случаев имеют линию разъема, что ограничивает область применения этого способа. [c.265]
Припои представляют собой сплавы цветных металлов сложного состава. Все припои по температуре плавления подразделяют на особо легкоплавкие (температура плавления с 145 °С), легкоплавкие (температура плавления 145с 450 °С), среднеилавкие (температура плавления 450 температура плавления >1050 °С). К особолегкоплавким и легкоплавким припоям относятся оловянно-свинцовые, на основе висмута, индия, кадмия, цинка, олова, свинца. К среднеплавким и высокоплавким припоям относятся медные, медно-цинковые, медно-никелевые, с благородными металлами (серебром, золотом, платиной). Припои изготовляют в виде прутков, проволок, листов, полос, спиралей, дисков, колец, зерен и т. д., укладываемых в место соединения.
[c.240]
Припои изготовляют в виде прутков, проволок, листов, полос, спиралей, дисков, колец, зерен и т. д., укладываемых в место соединения.
[c.240]
Серебро. Среди металлов серебро — наиболее низкоомный проводник величина р = 0,016 ом Температурный коэффициент сопротивления TKR = 3,6 10 /1 град. Температура плавления серебра 960° С. Серебро отличается небольшой твердостью оно является высокопластичным металлом, легко претерпевающим упругие деформации. Его окисление на воздухе при нормальной температуре протекает весьма медленно, поэтому его используют для покрытий проводников в высокочастотных элементах. При высоких частотах сопротивление посеребренного проводника может быть в десятки раз ниже, чем медного. При повышенных температурах (свыше 200° С) серебро на воздухе начинает окисляться. Если в воздухе присутствуют сернистые соединения, то на поверхности образуется слой сернистого серебра AgjS с высоким удельным сопротивлением. Для защиты серебряного покрытия от окисления и воздействия сернистых соединений в некоторых случаях, на него наносят слой лака или весьма тонкий слой (толщиной доли микрона) палладия. Из серебра выполняют электроды слюдяных и керамических конденсаторов проводниковые элементы схем, провода высокочастотных катушек и т. п. Серебро является компонентом различных сплавов и контактных материалов.
[c.274]
Из серебра выполняют электроды слюдяных и керамических конденсаторов проводниковые элементы схем, провода высокочастотных катушек и т. п. Серебро является компонентом различных сплавов и контактных материалов.
[c.274]
Возможно, что избирательный переход частиц меди в режиме трения, представленном на рис. 18, происходит отчасти благодаря образованию трибоплазмы в локальных точках в период приработки пар трения медный сплав — сталь, когда имеет место взаимодействие отдельных микровыступов контактных поверхностей. По-видимому, ИП в какой-то степени обусловлен субмикроплаз-менным напылением в местах фактического касания трущихся поверхностей продуктов возбуждения, в основном меди, так как температура плавления и прочность меди значительно меньше температуры плавления и прочности стали, и в плазме преобладают атомы и ионы меди наряду с другими более легкоплавкими, чем сталь, продуктами износа. Это предположение объясняет и многие другие экспериментальные данные. Например, почему ИП имеет место при трении пар никель—сталь, серебро—сталь, сталь—сталь (при наличии в смазке частиц меди) и проявляется только в местах фактического касания поверхностей. [c.43]
[c.43]
Литий — серебристо-белый очень мягкий металл, легко окисляющийся на воздухе. По ГОСТ 8774—75 устанавливаются три марки лития ЛЭ-1 (содержание чистого лития не менее 99,5%), Л9-2(98,8%) и ЛЭ-3 (98,0%). Применяется в машиностроении для дегазации и раскисления стали, чугуна, бронз и латуни, в баббитах — вместо олова для повышения температуры плавления и апти-фрикгцгонных свойств. Повышает качество алюминиевых, магниевых, медных, свинцовых и других сплавов, улучшает их антикоррозионные и литейные свойства и т. д., образует твердые припои для пайки без флюсов. Поставляетс.ч в виде чушек массой до 2,5 кг и хранится в плотно закрытых (запаянных) банках из белой жести (по 12—20 чушек — до 50 кг), залитых смесью трансформаторного масла (50%) и парафина (50%) с надписью Осторожно, от воды загорается . [c.170]
Никель и богатые никелем снлавы принадлежат к числу тугоплавких металлов. Данные о температурах плавления и разливки никеля и его сплавов приведены в табл. 183. Плавку ведут в отапливаемых мазутом или газом тиглях, индукционных печах типа Аякс и в высокочастотных электропечах. Особенно хорошие результаты даёт плавка в высокочастотных электропечах, снабжённых вакуумной установкой, последняя предотвращает поглощение газов жидким металлом. Ввиду высокой температуры плавления медно-нике-левых сплавов графитовые тигли непригодны, так как их материал разъедается расплавленным металлом, причём образуются карбиды
[c.193]
183. Плавку ведут в отапливаемых мазутом или газом тиглях, индукционных печах типа Аякс и в высокочастотных электропечах. Особенно хорошие результаты даёт плавка в высокочастотных электропечах, снабжённых вакуумной установкой, последняя предотвращает поглощение газов жидким металлом. Ввиду высокой температуры плавления медно-нике-левых сплавов графитовые тигли непригодны, так как их материал разъедается расплавленным металлом, причём образуются карбиды
[c.193]
Термодинамическая активность компонентов сплава характеризует концентрахщю свободных ионов, способных вступить во взаимодействие с кислородом. Она зависит от концентращ1и компонентов сплава и выражается формулой а — где с — концентрация компонента в сплаве у — коэффициент активности [ 16]. Термодинамическая активность является одной из важных предпосылок для образования в окааине окислов легирующих элементов. Наиболее пригодны в качестве основы никель и железо медные сплавы имеют относительно низкую температуру плавления. В гл. IV будут рассмотрены экспериментальные данные по исследованию наиболее распространенных сплавов для нагревателей.
[c.16]
В гл. IV будут рассмотрены экспериментальные данные по исследованию наиболее распространенных сплавов для нагревателей.
[c.16]
Фосфор является интенсивным рас-кислителем медных сплавов и упроч-нителем как по растворному типу, так и вследствие образования химических соединений. Фосфор снижает температуру плавления и улучшает практическую жид котеку честь. [c.199]
Некоторые критические температуры меди и ее сплавов — температуры плавления, отжига, рекристаллизации, сильного роста и пережога — приведены в табл. 3. Медные сплавы склонны к пережогу в интервале температур 800—900 °С. В медиых сплавах пережогу способствуют примеси висмута, в никелевых сплава — серы, т. е. приводящие к горячеломкости вследствие образования. чегкоплавких эвтектик с основой сплава. Для предотвращейия пережога медиых сплавов процесс пайки следует вести на 100 С ниже температуры их солидуса [12, 17]. [c.40]
ICSC 0303 — НАФТЕНАТ МЕДИ
ICSC 0303 — НАФТЕНАТ МЕДИ
| НАФТЕНАТ МЕДИ | ICSC: 0303 (Апрель 2006) |
| CAS #: 1338-02-9 |
| EINECS #: 215-657-0 |
| ОСОБЫЕ ОПАСНОСТИ | ПРОФИЛАКТИЧЕСКИЕ МЕРЫ | ТУШЕНИЕ ПОЖАРА | |
|---|---|---|---|
| ПОЖАР И ВЗРЫВ | Воспламеняющееся. При пожаре выделяет раздражающие или токсичные пары (или газы). |
НЕ использовать открытый огонь, НЕ допускать образование искр, НЕ КУРИТЬ. | Использовать порошок, пену, двуокись углерода. В случае пожара: охлаждать бочки и т.д. распыляя воду. |
| СИМПТОМЫ | ПРОФИЛАКТИЧЕСКИЕ МЕРЫ | ПЕРВАЯ ПОМОЩЬ | |
|---|---|---|---|
| Вдыхание | См. примечания. | Применять вентиляцию. | Свежий воздух, покой. |
| Кожа | Покраснение. Шершавая кожа. | Защитные перчатки. | Снять загрязненную одежду. Ополоснуть и затем промыть кожу водой с мылом. |
| Глаза | Покраснение. | Использовать средства защиты глаз. | Промыть большим количеством воды в течение нескольких минут (снять контактные линзы, если это возможно сделать без затруднений). |
| Проглатывание | Не принимать пищу, напитки и не курить во время работы. Мыть руки перед едой. | Прополоскать рот. Дать выпить один или два стакана воды. Обратиться за медицинской помощью . | |
| ЛИКВИДАЦИЯ УТЕЧЕК | КЛАССИФИКАЦИЯ И МАРКИРОВКА |
|---|---|
| Индивидуальная защита: костюм химической защиты и респиратор с фильтром для органических газов и паров, подходящий для концентрации вещества в воздухе. НЕ допускать попадания этого химического вещества в окружающую среду. Как можно быстрее собрать пролитую жидкость в емкости с крышками. Тщательно собрать оставшееся. |
Согласно критериям СГС ООН ОСТОРОЖНО Горючая жидкость и парМожет причинить вред при проглатывании Транспортировка |
| ХРАНЕНИЕ | |
| Обеспечить огнестойкость. Отдельно от пищевых продуктов и кормов. Хранить в местах не имеющих сливов или доступа к канализации |
|
| УПАКОВКА | |
| Не перевозить с продуктами питания и кормами для животных. |
Исходная информация на английском языке подготовлена группой международных экспертов, работающих от имени МОТ и ВОЗ при финансовой поддержке Европейского Союза. |
| НАФТЕНАТ МЕДИ | ICSC: 0303 |
| ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА | |
|---|---|
|
Агрегатное Состояние; Внешний Вид
Физические опасности
Химические опасности
|
|
| ВОЗДЕЙСТВИЕ НА ОРГАНИЗМ И ЭФФЕКТЫ ОТ ВОЗДЕЙСТВИЯ | |
|---|---|
|
Пути воздействия
Эффекты от кратковременного воздействия
|
Риск вдыхания
Эффекты от длительного или повторяющегося воздействия
|
| Предельно-допустимые концентрации |
|---|
| ОКРУЖАЮЩАЯ СРЕДА |
|---|
| Это вещество попадает в окружающую среду при нормальном использовании. Однако следует проявлять большую осторожность, чтобы избежать какого-либо дополнительного высвобождения, например, при ненадлежащем удалении. |
| ПРИМЕЧАНИЯ |
|---|
| Растворители-носители, используемые в коммерческих формуляциях, могут изменять физические и токсикологические свойства. Technical products contain between 1 and 12 % of copper. |
| ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ |
|---|
|
Классификация ЕС Символ: Xn, N; R: 10-22-50/53; S: (2)-60-61; Примечание: A |
| (ru) | Ни МОТ, ни ВОЗ, ни Европейский Союз не несут ответственности за качество и точность перевода или за возможное использование данной информации. © Версия на русском языке, 2018 |
Вольфрам | Plansee
Хорош во всех отношениях. Свойства вольфрамаВольфрам относится к группе тугоплавких металлов, то есть металлов, температура плавления которых выше, чем у платины (1772 °C). В тугоплавких металлах энергия связи между отдельными атомами особенно высока. Такие металлы отличаются высокой температурой плавления и одновременно низким давлением пара, хорошей жаропрочностью, а в случае вольфрамо-медных композитов — еще и высоким модулем упругости. Для них также характерны низкий коэффициент теплового расширения и относительно высокая плотность.
Вольфрам имеет самую высокую температуру плавления среди всех металлов, а также чрезвычайно высокий модуль упругости. В целом его свойства аналогичны молибдену. Оба металла относятся к одной группе в периодической системе химических элементов. Однако некоторые свойства вольфрама более ярко выражены по сравнению с молибденом. Благодаря превосходным термическим свойствам вольфрам легко выдерживает самые высокие температуры.
Чтобы придать выпускаемому вольфраму и его сплавам нужные свойства, мы используем разные виды и количества легирующих элементов и соответствующим образом настраиваем технологический процесс.
Мы используем преимущественно легированные вольфрамовые материалы. Например, в WVM и WК65 добавляется небольшое количество калия. Калий положительно влияет на механические свойства материала, особенно при высоких температурах. Добавлением La2O3 можно не только улучшить обрабатываемость сплава, но и, что особенно важно, снизить работу выхода электронов, что позволит использовать вольфрам для изготовления катодов.
Рений мы добавляем, чтобы повысить пластичность вольфрама. Медь же улучшает электропроводность материала. Благодаря хорошей обрабатываемости наши тяжелые сплавы подходят также для производства изделий сложной геометрии. Они могут использоваться, например, в качестве материала для экранирующих пластин или амортизирующих и абсорбирующих компонентов.
Медь Температура плавления и физико-химические свойства
Медь (от латинского cuprum ) — очень популярный химический элемент, относящийся к группе переходных металлов. Его добывали в древности на Кипре, отсюда и его латинское название. Проверим, какими свойствами обладает медь и при какой температуре она плавится.
Свойства меди
Медь
славится отличной электропроводностью (59,6⋅10 6 См/м) и теплопроводностью.Он имеет плотность 8,96 г/см³ и легко поддается обработке, как в холодном, так и в горячем виде (при температуре 650–800 °С). Интересен тот факт, что медь является одним из четырех металлов с естественным цветом, отличным от серого или серебряного (например, осмий голубоватый, а желтоватый становится золотым и цезием). В нормальных условиях чистая медь окрашивается в оранжево-красный цвет, но темнеет из-за окисления на открытом воздухе. Медь, как и алюминий, может быть успешно переработана, как и алюминий.
Температура плавления меди
Медь плавится при 1084,62°С . Температура кипения, в свою очередь, составляет 2562 °С.
Интересно, что медь является третьим наиболее извлекаемым металлом после железа и алюминия по объему. По глобальным оценкам, используется до 80% когда-либо добытой меди. Неудивительно, поскольку, по данным « The World Copper Factbook », переработка в 2002–2008 годах обеспечивала почти 35% потребляемой меди.Еще одним интересным фактом является то, что медь в небольших количествах попадает в питьевую воду из медной сантехники, а в теплой воде ее больше.
Можно ли плавить медь в домашних условиях? Теоретически можно, но это достаточно сложная задача с точки зрения подготовки позиции. Во-первых, проблема может заключаться в генерации достаточно высокой температуры — более тысячи градусов по Цельсию. Как правило, пропан-кислородная горелка и подходящий сосуд, напр.глиняный тигель. Также эффективно построить самодельную коксовую печь с солидным дутьем.
Кшиштоф Камзол
Главный редактор Joblife.pl
.
Основы физики: тепло, термодинамика
Внутренняя энергия пленки, часть 1 и 2 (начало прибл. 37 мин 30 с), температура
Температурное расширение кузова пленка
Определение удельной теплоемкости воды. фильм
Пример расчета удельной теплоемкости (введение в баланс) фильм
Тест 2017 для обучения ответ
Теоретические вопросы к тесту:
- Дайте определение первому закону термодинамики. Сохраните шаблон.
- Введите определение теплоты и запишите формулу.
- Введите определение удельной теплоемкости и напишите формулу
- Объясните, что такое тепловой баланс.
- Введите определение теплоты плавления и запишите формулу.
- Введите формулу для перевода температуры из градусов Кельвина в градусы Цельсия и наоборот.
- Введите определения теплоты парообразования и запишите формулу.
Примеры задач (аналогичные), которые могут возникнуть при испытании:
- Какая температура установится в сосуде, если бросить 1 кг меди при температуре 200 0 С в 10 литров воды при температуре из 70 0 С? Удельная теплоемкость воды 4200 Дж/кг 0 С. Удельная теплоемкость меди 380 Дж/кг 0 С.
- Керосин в баке был нагрет до 5 0 С, потреблено 21000 Дж тепла. Сколько керосина было в баке? cN = 2100 Дж/кг 0 С.
- Преобразование из абсолютной шкалы температуры 33 К в градусы 0 С и из шкалы Цельсия температуры -60 0 С в градусы К.
- Какая температура установится в сосуде, если в 20 литров воды при 30 0 С бросить 800 г меди при 100 0 С? Удельная теплоемкость воды 4200 Дж/кг 0 С.Удельная теплоемкость меди 380 Дж/кг 0 С. (4 балла)
- Кусок железа массой 1 кг и температурой 100 0 С остыл до температуры 10 0 С. Рассчитайте энергию (тепло), выделившуюся в окружающую среду. cFe = 450 Дж/кг 0 С. (3 балла)
- Преобразование абсолютной температуры 45 К в градусы 0 С и температуры по шкале Цельсия -250 0 С в градусы К.
.
Температура плавления некоторых металлов, их сплавов и сталей в градусах Цельсия.
Температура плавления некоторых металлов и их сплавов и сталей в градусах Цельсия.
| Металл | Температура плавления |
|---|---|
| Латунь (Cu-69%, Zn 30%, Sn-1%) | 900 — 940 |
| Алюминий | 660 |
| Алюминиевые сплавы | 463 — 671 |
| Алюминиевая бронза | 600 — 655 |
| Сурьма | 630 |
| Берилл | 1285 |
| Медный берилл | 865 — 955 |
| Висмут | 271.4 |
| Латунь | 1000 — 930 |
| Кадмий | 321 |
| Серый чугун | 1175 — 1290 |
| Хром | 1860 |
| Кобальт | 1495 |
| Медь | 1084 |
| Мельхиор | 1170 — 1240 |
| Золото, 24К | 1063 |
| Хастеллой С | 1320 — 1350 |
| Инконель | 1390 — 1425 |
| Инколой | 1390 — 1425 |
| Иридий — Иридий | 2450 |
| Кованое железо | 1482 — 1593 |
| Чугун, серый чугун | 1127 — 1204 |
| Ковкий чугун | 1149 |
| Свинец | 327,5 |
| Магний | 650 |
| Магниевые сплавы | 349 — 649 |
| Марганец | 1244 |
| Марганцево-коричневый | 865 — 890 |
| Меркурий | 90 015-38.|
| Молибден | 2620 |
| Монель | 1300 — 1350 |
| Никель | 1453 |
| Ниобий (колумбий) | 2470 |
| Осм | 3025 |
| Палладий | 1555 |
| Люминофор | 44 |
| Платина | 1770 |
| Плутон | 640 |
| Калий | 63.3 |
| Красная латунь | 990 — 1025 |
| Рен | 3186 |
| Стержень | 1965 |
| Рутений | 2482 |
| Селен | 217 |
| Кремний | 1411 |
| Серебро, Монета | 879 |
| Чистое серебро | 961 |
| Серебро 92,5% + надбавка | 893 |
| Натрий | 97.83 |
| Углеродистая сталь | 1425 — 1540 |
| Нержавеющая сталь | 1510 |
| Тантал | 2980 |
| Трек | 1750 |
| Олово | 232 |
| Титан | 1670 |
| Вольфрам | 3400 |
| Уран | 1132 |
| Ванадий | 1900 |
| Желтая латунь | 905 — 932 |
| Цинк | 419. 5 |
| Циркон | 1854 |
.
Точка плавления меди / Paulturner-Mitchell.com
Историки предполагают, что первобытные люди находили медь в виде самородков, иногда достигавших значительных размеров. Латинское название меди (Cuprum) происходит от острова Кипр, где ее добывали древние греки. Благодаря тому, что температура плавления меди не очень высока и составляет 1083°С, медные самородки или руды можно переплавлять на костре. Это обеспечило производство меди и позволило использовать ее в изготовлении оружия и предметов быта.
Несмотря на то, что медь с древних времен широко использовалась людьми, распространяясь по земной коре, среди других элементов они занимают 23-е место. Чаще всего встречается в природе в виде соединений, входящих в состав сульфидных руд. Наиболее распространенными из них являются медный блеск и медный колчедан. Существует несколько технологий получения меди из руды, и каждая из них имеет несколько стадий.
Как уже было сказано, низкотемпературная плавка меди позволяла эффективно ее перерабатывать еще в самом начале развития цивилизации.И надо отдать должное древней металлургии, их возможностям получать и использовать не только чистую медь, но и ее сплавы. Плавление – это переход металла из твердого состояния в жидкое. Для этого использовали нагрев, а низкая температура плавления меди позволяла успешно проводить такую операцию.
Затем в жидкую медь добавляли олово или олово, извлекая его из касситерита (оловосодержащей руды) на поверхности меди. В результате они получили бронзу, более прочную, чем купрум, и использовали ее для изготовления оружия.Теперь, однако, я хотел бы более подробно остановиться на операции плавки, позволяющей получить из руды достаточно чистый материал.
Температура плавления каждого металла своя и зависит от наличия примесей в исходном материале. Так, медь, имеющая температуру плавления 1083°С, при добавлении олова образует бронзу, которая в зависимости от содержания олова плавится при 930-1140°С. Латунь, сплав меди и цинка, имеет температуру плавления 900-1050°С.
В процессе нагрева металл разрушается в кристаллической решетке. Вначале по мере нагревания температура повышается, а затем, начиная с некоторого значения, остается постоянной, хотя нагрев продолжается. В этот момент он тает. Это продолжается до тех пор, пока весь металл не растворится, и только тогда температура начнет повышаться. Это касается всех металлов, температура плавления меди также не меняется.
После охлаждения картина обратная: сначала температура снижается до начала затвердевания металла, затем остается постоянной и после полного отверждения металла снова начинает снижаться.Такое поведение металла, если его нанести на график, называется фазовой диаграммой, показывающей состояние, в котором находится вещество при определенной температуре. Для ученых фазовая диаграмма является одним из инструментов изучения поведения металлов при плавлении.
Если продолжать нагревать расплавленный металл, то при определенной температуре начинается процесс, аналогичный кипению. Так, температура кипения меди составляет 2560 °С. Название процесс получил из-за внешнего сходства с кипением жидкостей, когда начинают выделяться пузырьки газа.То же самое происходит и с металлом, например, при достаточно высокой температуре расплавленного железа начинает улетучиваться образовавшийся при окислении углерод.
В статье рассматривается процесс плавления металлов, дается понятие температуры плавления и ее поведение при плавлении. Объяснил, насколько низкой была температура плавления меди для развития цивилизации и металлургии.
.
Физические свойства металлов. Температура плавления и плотность металлов и сплавов
Температура плавления металлов, которая колеблется от низшей (-39°С для ртути) до высшей (3400°С для вольфрама), а также плотность твердых металлов при 20°С и плотность жидких металлов при температуры плавления приведены в таблице плавки цветных металлов .
Таблица 1. Выплавка цветных металлов
Атомный вес | Температура плавления t и , °С | Плотность ρ , г/см3 | ||
устойчивый при 20°С | редко в т и | |||
Алюминий | ||||
Вольфрам | ||||
Марганец | ||||
молибден | ||||
Циркон | ||||
Сварка и плавка цветных металлов
Сварка меди . Температура плавления металлической Cu почти в шесть раз выше температуры плавления стали, медь интенсивно поглощает и растворяет различные газы, образуя с кислородом оксиды. Оксид меди II с медью образует эвтектику, температура плавления которой (1064 °С) ниже, чем у меди (1083 °С). Когда жидкая медь затвердевает, эвтектика располагается по границам зерен, что делает медь хрупкой и склонной к растрескиванию. Поэтому основной задачей при сварке меди является защита ее от окисления и активное раскисление сварочной ванны.
Наиболее распространена газовая сварка меди кислородно-ацетиленовым пламенем с использованием горелок в 1,5…2 раза мощнее стальной сварочной горелки. Связующее — медные стержни, содержащие фосфор и кремний. Если толщина изделий больше 5…6 мм, их сначала нагревают до температуры 250…300°С. Сварочные флюсы представляют собой обожженную буру или смесь 70 % буры и 30 % борной кислоты. Повышают механические свойства и улучшают структуру наплавленного металла, медь после сварки проковывают при температуре ок. 200…300°С. Затем его повторно нагревают до 500-550°С и охлаждают в воде. Медь также сваривают электродугой с электродами, в токе защитных газов, под слоем флюса, на конденсаторных машинах методом трения.
сварка латуни . Латунь представляет собой сплав меди и цинка (до 50%). Основным загрязнением в этом случае является испарение цинка, в результате чего шов теряет свои свойства, в нем появляются поры.Латунь, как и медь, в основном сваривают ацетиленовым окислительным пламенем, которое образует на поверхности ванны пленку тугоплавкого оксида цинка, ограничивающую дальнейшее прогорание и испарение цинка. Флюсы используются так же, как и для сварки меди. Они образуют на поверхности ванны шлаки, которые связывают оксиды цинка и затрудняют выход паров из сварочной ванны. Латунь также сваривают в защитных газах и на контактных машинах.
бронзовая сварка .В большинстве случаев бронза является литейным материалом, поэтому сварка
применяется при устранении дефектов или при ремонте. Наиболее часто используется сварка металлическим электродом. Связующее изготавливается из стержней того же состава, что и основной металл, а флюсы или покрытие электродов представляют собой соединения хлоридов и фторидов калия и натрия.
. Основными факторами, препятствующими сварке алюминия, являются его низкая температура плавления (658°С), высокая теплопроводность (примерно в 3 раза выше теплопроводности стали), образование тугоплавких оксидов алюминия, имеющих температуру плавления 2050°С. С, т.е. технология плавки цветных металлов , , такие как медь или бронза, не подходят для плавки алюминия.Кроме того, эти оксиды плохо реагируют как с кислотными, так и с основными флюсами и поэтому плохо удаляются из сварного шва.
Самый распространенный факел для газовой сварки алюминия с ацетиленом. В последние годы получили широкое распространение также сварка под флюсом и автоматическая дуговая сварка металлическими электродами в среде аргона. Для всех способов сварки, за исключением аргонодуговой, применяют флюсы или электродные покрытия, в состав которых входят соединения фтора и хлора, лития, калия, натрия и других элементов. Проволока или стержни того же состава, что и основной металл, используются в качестве связующего для всех способов сварки.
Алюминий хорошо сваривается электронным лучом в вакууме, на контактных машинах, электрошлаковым и другими способами.
Сварка алюминиевых сплавов . Алюминиевые сплавы с магнием и цинком свариваются без особых осложнений
, так же как и алюминий. Исключение составляет дюралюминий – алюминиево-медные сплавы.Эти сплавы термически упрочняются после закалки и последующего старения. При температуре плавления цветных металлов выше 350°С в них происходит снижение прочности, не восстанавливаемое термической обработкой. Поэтому при сварке дюралюминия в околошовной зоне прочность падает на 40…50 %. Если дюраль сваривают в защитных газах, то такое снижение можно восстановить термической обработкой до 80…90 % по отношению к прочности основного металла.
Сварка магниевых сплавов . При газовой сварке обязательно применяют фторидные флюсы, которые в отличие от хлоридных флюсов не вызывают коррозии сварных соединений. Дуговая сварка магниевых сплавов металлическими электродами из-за низкого качества сварных швов до сих пор не применялась. При сварке магниевых сплавов наблюдается значительное увеличение зерна на участках, близких к шву, и сильное развитие столбчатых кристаллов в шве.Поэтому предел прочности сварных соединений составляет 55…60 % предела прочности основного металла.
Таблица 2. Физические свойства промышленных цветных металлов
Недвижимость | М м и высокий | |||||||||||
Атомный номер | ||||||||||||
Атомный вес | ||||||||||||
при температуре 20°С, кг/м² 3 | ||||||||||||
Температура плавления, °С | ||||||||||||
Температура кипения, °С | ||||||||||||
Атомный диаметр, нм | ||||||||||||
Скрытая теплота плавления, кДж/кг | ||||||||||||
Скрытая теплота парообразования | ||||||||||||
Удельная теплоемкость при температуре 20°С, Дж/(кг . | ||||||||||||
Удельная теплопроводность, 20°С, Вт/(м — °С) | ||||||||||||
Коэффициент линейного расширения при температуре 25°С, 10 6 — ° З — 1 | ||||||||||||
Удельное электрическое сопротивление при температуре 20°С, мкОм — м | ||||||||||||
Модуль нормальной упругости, ГПа | ||||||||||||
Модуль сдвига, ГПа | ||||||||||||
Плавильный тигель
Неотъемлемой частью производства металла и металлических изделий является их использование в процессе производства тиглей для производства, плавки и переплава черных и цветных металлов. Тигли являются составной частью металлургического оборудования для литья различных металлов, сплавов и тому подобного.
Керамический тигель для плавки цветных металлов используется для плавки металлов (медь, бронза) с древних времен.
После кристаллизации убедитесь, что вещество достаточно чистое. Наиболее простым и эффективным методом выявления и определения меры чистоты вещества является определение его температуры плавления ( Т пл). Температура плавления – это диапазон температур, при котором твердое вещество становится жидким.Все чистые химические вещества имеют узкий температурный диапазон перехода из твердого состояния в жидкое. Этот диапазон температур для чистых веществ составляет максимум 1-2 o C. Использование температуры плавления в качестве меры чистоты вещества основано на том, что наличие примесей (1) снижает температуру плавления и ( 2) расширяет диапазон температур плавления. Например, чистый образец бензойной кислоты плавится в интервале 120-122°С, а слабозагрязненный образец плавится при 114-119°С.
Использование температуры плавления для идентификации, конечно, сопряжено с большой неопределенностью, поскольку существует несколько миллионов органических соединений, и многие из них неизбежно совпадают с их точками плавления. Однако, во-первых, Т мкл вещества, полученного в синтезе, почти всегда отличается от Т мкл исходных соединений. Во-вторых, можно использовать технику «задания температуры плавления смешанного образца». Если Т пл смеси равных количеств испытуемого вещества и известного образца не отличаются от Т пл последнего, то оба образца представляют собой одно и то же вещество.
МЕТОД ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ ПЛАВЛЕНИЯ . Тщательно растереть испытуемое вещество в мелкий порошок. Капилляр заполняют веществом (высотой 3-5 мм; капилляр должен быть тонкостенным, запаянным с одной стороны, внутренним диаметром 0,8-1 мм и высотой 3-4 см). Для этого осторожно вдавливают открытый конец капилляра в порошок вещества и периодически постукивают его запаянным концом о поверхность стола 5-10 раз. Для полного вытеснения порошка к запаянному концу капилляра его насыпают в вертикальную стеклянную трубку (длиной 30-40 см и диаметром 0,5-1 см) на твердой поверхности.Вставьте капилляр в металлический патрон, прикрепленный к наконечнику термометра (рис. 3.5), и поместите термометр с патроном в прибор для определения температуры плавления.
В приборе термометр с капиллярами нагревается электрической катушкой, напряжение на которую подается через трансформатор, а скорость нагрева зависит от приложенного напряжения. Сначала аппарат нагревают со скоростью 4-6°С в минуту и на 10°С, а затем ожидаемый Т пл нагревают со скоростью 1-2°С в минуту.За температуру плавления принимают расстояние от размягчения кристаллов (смачивания вещества) до полного их плавления.
Полученные данные заносятся в лабораторный журнал.
Перегонка
Дистилляция является важным и широко используемым методом очистки органических жидкостей и разделения жидких смесей. Этот метод включает кипячение и испарение жидкости, а затем конденсацию паров в дистиллят. Разделение двух жидкостей, имеющих разность температур кипения 50-70°С и более, можно осуществить простой перегонкой.Если разница меньше, необходимо применять фракционную перегонку в более сложном аппарате. Некоторые жидкости с высокой температурой кипения разлагаются при перегонке. Однако при падении давления температура кипения падает, что позволяет перегонять высококипящие жидкости без разложения в вакууме.
При котором кристаллическая решетка металла разрушается и переходит из твердого состояния в жидкое.
Температура плавления металлов — показатель температуры нагретого металла, при которой начинается процесс (плавление).Сам процесс противоположен кристаллизации и неразрывно с ней связан. Расплавить металл? Он должен быть нагрет внешним источником, нагрет до точки плавления, а затем продолжать обеспечивать тепло для преодоления энергии фазового перехода. Дело в том, что значение температуры плавления металлов само по себе указывает на температуру, при которой материал будет находиться в фазовом равновесии на границе жидкость-твердое тело. При этой температуре чистый металл может находиться как в твердом, так и в жидком состоянии одновременно.Для осуществления процесса плавления необходимо перегреть металл немного выше равновесной температуры, чтобы обеспечить положительный термодинамический потенциал. Усильте процесс.
Температура плавления металлов постоянна только для чистых веществ. Наличие примесей будет смещать равновесный потенциал в ту или иную сторону. Это связано с тем, что металл с примесями образует другую кристаллическую решетку, и силы взаимодействия атомов в них будут отличаться от таковых в чистых материалах.В зависимости от температуры плавления металлы делят на легкоплавкие (до 600°С, например галлий, ртуть), среднеплавкие (600-1600°С, медь, алюминий) и тугоплавкие (>1600°С, вольфрам, молибден).
В современном мире чистые металлы редко используются из-за их ограниченных физических свойств. В промышленности давно и плотно используются различные сочетания металлов — сплавов, разновидностей и свойств которых гораздо больше. Температура плавления металлов, из которых состоят различные сплавы, также будет отличаться от точки плавления их сплава.Различные концентрации веществ определяют порядок их плавления или кристаллизации. Однако существуют равновесные концентрации, при которых металлы, входящие в состав сплава, затвердевают или плавятся одновременно, т. е. ведут себя как однородный материал. Такие сплавы называются эвтектическими.
Знание температуры плавления очень важно при работе с металлом, это значение необходимо как на производстве, для расчета параметров сплава, так и при эксплуатации металлических изделий, когда изменяется температура фазового перехода материала, из которого изготовлено изделие делается решает.ограничения в его использовании. Для удобства эти данные сведены в единую плавку металлов — суммарный результат физических характеристик различных металлов. Аналогичные таблицы есть и для сплавов. Температура плавления металлов также зависит от давления, поэтому данные в таблице приведены для конкретного значения давления (обычно это нормальные условия, когда давление составляет 101,325 кПа). Чем выше давление, тем выше температура плавления, и наоборот.
Одним из основных направлений в металлургической промышленности является литье металлов и их сплавов в связи с дешевизной и относительной простотой процесса.Вы можете отливать формы любого контура различных размеров, от маленьких до больших; подходит как для массового производства, так и для индивидуального производства.
Литье является одним из древнейших направлений металлообработки и берет свое начало примерно в бронзовом веке: 7-3 тысячелетия до н.э. мне. С тех пор было открыто много материалов, что привело к технологическому прогрессу и повышению требований в литейной промышленности.
В настоящее время существует множество направлений и видов литья, отличающихся технологическим процессом.Одно остается неизменным – физическое свойство металлов переходить из твердого состояния в жидкое, и важно знать, при какой температуре начинают плавиться разные виды металлов и их сплавов.
процесс плавки металла
Этот процесс относится к переходу вещества из твердого состояния в жидкое. После достижения температуры плавления металл может быть как твердым, так и жидким, дальнейший рост приведет к полному жидкостному переходу материала.
То же самое происходит и при затвердевании — как только будет достигнута точка плавления, вещество начнет переходить из жидкого состояния в твердое, а температура не изменится до полной кристаллизации.
При этом следует помнить, что это правило распространяется только на голое железо. Сплавы не имеют четкого температурного предела и совершают переходы состояний в определенном диапазоне:
- Солидус — Температурная линия, при которой наиболее легкоплавкий компонент сплава начинает плавиться.
- Ликвидус – это конечная температура плавления всех компонентов, ниже которой начинают появляться первые кристаллы сплава.
Точка плавления таких веществ не может быть точно измерена, точка перехода состояния указывает числовой диапазон.
В зависимости от температуры, при которой начинается плавление металлов, их принято делить на:
- Плавкий до 600°С. К ним относятся цинк, свинец и другие.
- Среднеплавкий, до 1600°С.Наиболее распространены сплавы и металлы, такие как золото, серебро, медь, железо, алюминий.
- Огнеупорный материал, температура выше 1600°С. Титан, молибден, вольфрам, хром.
Существует также точка кипения — точка, при которой расплавленный металл начинает выделяться газом. Он очень теплый, обычно в 2 раза выше температуры плавления.
Влияние давления
Температура плавления и равная ему температура замерзания зависят от давления, которое увеличивается с ростом давления.Это связано с тем, что при увеличении давления атомы сближаются друг с другом и должны быть отодвинуты, чтобы разрушить кристаллическую решетку. Для высокого кровяного давления требуется больше энергии теплового движения, и соответствующая температура плавления увеличивается.
Существуют исключения, когда температура, необходимая для сжижения, снижается с увеличением давления. К таким веществам относятся лед, висмут, германий и сурьма.
Таблица температуры плавления
Для всех, кто работает в сталелитейной промышленности, будь то сварщик, литейщик, сталевар или ювелир, важно знать, при каких температурах плавятся материалы, с которыми они работают.В таблице ниже приведены температуры плавления наиболее распространенных веществ.
Таблица температур плавления металлов и сплавов
| Имя | Т.пл, °С |
|---|---|
| Алюминий | 660,4 |
| Медь | 1084,5 |
| Олово | 231,9 |
| Цинк | 419,5 |
| Вольфрам | 3420 |
| Никель | 1455 |
| Серебро | 960 |
| Золото | 1064,4 |
| Платина | 1768 |
| Титан | 1668 |
| Дюралюминий | 650 |
| Углеродистая сталь | 11:00-15:00 |
| 11:10-14:00 | |
| Железо | 1539 |
| Меркурий | -38. 9 |
| Мельхиор | 1170 |
| Циркон | 3530 |
| Кремний | 1414 |
| Нихром | 1400 |
| Висмут | 271,4 |
| немецкий | 938,2 |
| банка | 13:00-15:00 |
| Коричневый | 930-1140 |
| Кобальт | 1494 |
| Калий | 63 |
| Натрий | 93,8 |
| Латунь | 1000 |
| Магний | 650 |
| Марганец | 1246 |
| Хром | 2130 |
| молибден | 2890 |
| Свинец | 327,4 |
| Берилл | 1287 |
| , чтобы выиграть | 3150 |
| Фехраль | 1460 |
| Сурьма | 630,6 |
| Карбид титана | 3150 |
| карбид циркония | 3530 |
| Гал | 29,76 |
Помимо плавильного стола есть много других вспомогательных материалов. Например, ответ на вопрос, какова температура кипения железа, дан в таблице кипящих веществ. Помимо кипения, металлы обладают рядом других физических свойств, таких как прочность.
Помимо возможности перехода из твердого состояния в жидкое, одним из важных свойств материала является его прочность — возможность твердого сопротивления растрескиванию и необратимым изменениям формы. Основным показателем прочности считается сопротивление, возникающее в результате разрушения предварительно отожженной заготовки.Понятие прочности не применимо к ртути, поскольку она находится в жидком состоянии. Прочность определяют в МПа — МегаПаскалях.
Группы прочности металла следующие:
- Хрупкий. Их сопротивление не превышает 50 МПа. К ним относятся олово, свинец, мягкие щелочные металлы
- Стабильный, 50-500 МПа. Медь, алюминий, железо, титан. Материалы этой группы являются основой многих конструкционных сплавов.
- Высокая прочность, свыше 500 МПа. Например, молибден и .
Таблица прочности металла
Самые распространенные ноги в повседневной жизни
Как видно из таблицы, температуры плавления элементов значительно различаются, даже для материалов, распространенных в быту.
Ну и минимальная температура.У ртути температура плавления -38,9°С, так что она уже жидкая при комнатной температуре. Этим и объясняется тот факт, что бытовые термометры имеют более низкий показатель -39 градусов Цельсия: ниже этого показателя ртуть становится твердой.
Наиболее часто используемые в бытовом применении припои содержат значительный процент олова, имеющего температуру плавления 231,9°С, поэтому большинство припоев плавится при рабочей температуре паяльника 250-400°С.
Кроме того, существуют легкоплавкие припои с более низкой температурой плавления, до 30°С, и применяются, когда опасен перегрев припаиваемых материалов. Для этих целей применяют припой с висмутом, а плавление этих материалов находится в пределах 29,7 — 120°С.
Температура плавления высокоуглеродистых материалов колеблется от 1100 до 1500°С в зависимости от легирующих элементов.
Температуры плавления металлов и их сплавов лежат в очень широком диапазоне температур, от очень низких температур (ртутный) до нескольких тысяч градусов. Знание этих показателей, как и других физических свойств, очень важно для людей, работающих в металлургической промышленности. Например, знание температуры плавления золота и других металлов пригодится ювелирам, литейщикам и сталелитейщикам.
Каждый металл и сплав имеет свой уникальный набор физических и химических свойств, не последним из которых является температура плавления.Сам процесс означает переход тела из одного физического состояния в другое, в данном случае из кристаллического твердого состояния в жидкое. Чтобы расплавить металл, необходимо приложить к нему тепло, пока не будет достигнута температура плавления. Благодаря ему он еще может оставаться твердым, но при дальнейшем воздействии и повышении температуры металл начинает плавиться. Если температуру понизить, то есть отвести некоторое количество тепла, элемент затвердеет.
Самая высокая температура плавления среди металлов принадлежит вольфраму : она составляет 3422 °С, самая низкая — у ртути: элемент плавится при — 39 °С.Как правило, точное значение для сплавов определить не удается: оно может существенно варьироваться в зависимости от процентного содержания компонентов. Обычно они записываются в виде диапазона чисел.
Как это происходит?
Все металлы плавятся примерно одинаково — при внешнем или внутреннем нагреве. Первый проходит в термической печи, второй при переходе — нагрев электрическим сопротивлением или индукционный нагрев в высокочастотном электромагнитном поле.Оба варианта воздействуют на металл схожим образом.
С повышением температуры амплитуда тепловых колебаний молекул также увеличивается, появляются дефекты структурной сетки, которые выражаются в росте дислокаций, скачках атомов и других нарушениях. Это сопровождается разрывом межатомных связей и требует определенного количества энергии. При этом на поверхности тела образуется квазижидкий слой. Период разрушения сети и накопления дефектов называется плавлением.
В зависимости от температуры плавления металлы делятся на:
В зависимости от температуры плавления выбирают и плавильный аппарат. Чем выше оценка, тем сильнее она должна быть. Вы можете проверить температуру необходимого элемента в таблице.
Другим важным значением является температура кипения. Это значение, при котором жидкость начинает кипеть, оно соответствует температуре насыщенного пара, образующегося над плоской поверхностью кипящей жидкости. Обычно она почти в два раза выше температуры плавления.
Оба значения обычно указываются при нормальном давлении. Между собой прямо пропорциональны .
- Давление увеличивается — количество расплава увеличивается.
- Давление падает — количество плавления уменьшается.
Таблица металлов и легкоплавких сплавов (до 600°С)
Таблица среднеплавких металлов и сплавов (от 600°С до 1600°С)
.
химический элемент, температура плавления и кипения, пошаговая инструкция
Купрум: характеристика элемента
Научное наименование меди Cuprum (Купрум) происходит от названия греческого острова Кипр, где медь начали добывать ещё в середине третьего тысячелетия до нашей эры. В периодической таблице Менделеева химический элемент медь имеет 29 атомный (порядковый) номер, находится в 11 группе четвёртого периода. Принадлежит к пластичным переходным металлам. В чистом виде имеет характерный золотисто-розовый цвет. Чистую медь легко окислить, поэтому в естественных условиях она всегда образует на своей поверхности тонкую оксидную плёнку, которая придаёт ей красноватый оттенок.
Физические свойства
Это второй металл после серебра по уровню электропроводности, что делает её крайне востребованной в современной электронике. Второе ценное качество — высокая теплопроводность, это позволяет её широко применять во всевозможных теплообменниках и в холодильной аппаратуре.
- Температура плавления 1083 градуса.
- Температура кипения 2567 градусов.
- Удельное сопротивление при 20 градусах составляет 1,68·10 -3 Ом·м.
- Плотность 8,92 г/см.
Нахождение в природе
В природе встречается в самородном виде и в виде соединений.
Самые крупные месторождения самородной меди находятся в США в районе озера Верхнего. Именно в этом районе был найден самый крупный медный самородок весом 3560 килограмм. А также много самородной меди встречается в рудных горах Германии.
В России и на постсоветском пространстве добыча меди происходит путём извлечения из сульфидной руды. Её можно добыть, извлекая из медного колчедана или халькопирита CuFeS2. Наиболее известны такие месторождения, как Удокан в Забайкалье и Джезказган в Казахстане.
Сульфиты меди чаще всего образуются в так называемых среднетемпературных гидротермальных жилах. Могут образовываться и в осадочных породах в виде медистых песчаников и сланцев.
Как правило, медная руда всегда добывается открытым способом. Процентное содержание чистой меди в руде составляет от 0,2 до 1,0 процента в зависимости от месторождения.
Медные сплавы
Являются самыми первыми металлическими сплавами, получение которых человечество освоило ещё на самой заре своего развития. При какой температуре плавится медь, зависит от того, в каком сплаве она находится. В настоящее время наиболее известны и востребованы такие сплавы, как:
- Латунь. Сплав с добавление цинка, содержание которого может доходить до 40%. Цинк повышает пластичность и прочность металла. Температура, при которой латунь плавится, составляет 880 — 950 градусов.
- Бронза. Сплав с оловом, с добавлением некоторых других компонентов, таких как кремний, бериллий, свинец. Получать бронзу из меди человек научился ещё в самом начале бронзового века. Бронза не утратила своей актуальности даже с наступлением века железа, например, ещё в начале 20 века стволы пушек изготавливали из так называемой орудийной бронзы. Температура, при которой бронза начинает плавиться, составляет 930 — 1140 градусов.
- Мельхиор. Кроме меди, содержит в своём составе 5−30% никеля. Никель увеличивает прочность медного сплава и повышает его электрическое сопротивление. Кроме того, сильно повышается коррозионная стойкость. Температура плавления — 1170 градусов. По своим внешним характеристикам мельхиор очень похож на серебро, раньше его называли белой медью. Но он обладает более высокой механической прочностью, чем обычное серебро.
- Дюраль, или дюралюминий. Основную массу сплава составляет алюминий 93%, на медь приходится 5%, оставшиеся 2% занимают марганец, железо и магний. Название происходит от названия немецкого города Дюрен, где в 1906 году был впервые получен этот высокопрочный сплав алюминия. Одной из его особенностей является тот факт, что его прочностные характеристики с течением времени имеют тенденцию к увеличению. Поэтому он не теряет своей прочности после нескольких лет эксплуатации, как другие металлы. В настоящее время этот сплав является основой самолётостроения.
- Ювелирные сплавы. Сплавы меди с золотом. Тем самым увеличивается устойчивость драгметалла к механическим воздействиям и истиранию.
График плавления льда и отвердевания воды
В качестве кристаллического тела будем рассматривать лёд. График плавления льда и отвердевания воды изображен на рисунке 1. Здесь по горизонтальной оси отложено время, а по вертикальной – температура льда. Для нагревания льда будем использовать обычную горелку.
Рисунок 1. График зависимости температуры льда от времени нагревания
Разберем каждый участок графика.
- Точка A Это наша начальная точка, начало наблюдения за процессом. Здесь температура льда была равна $-40 \degree C$
- Участок AB Идет нагревание льда, его температура увеличивается с $-40 \degree C$ до $0 \degree C$
- Точка B Достигнув температуры $0 \degree C$, лед начинает плавится. Это его температура плавления.
- Участок BC Лед плавится, но его температура в это время не увеличивается. Процессу плавления соответствует именно этот участок графика.
Отметим, что
В течение всего времени плавления температура льда не меняется, хотя мы продолжаем его нагревать
- Точка C В этот момент весь лед расплавился и превратился в воду
- Участок CD На это участке графика идет нагревание воды до $+40 \degree C$
- Точка D Вода имеет температуру $+40 \degree C$. В этот момент мы выключаем горелку
- Участок DE Температура воды снижается, она охлаждается
- Точка E Температуры воды достигает $0 \degree C$. Начинается ее отвердевание (кристаллизация)
- Участок EF На этом участке графика идет процесс отвердевания (кристаллизации) воды.
Пока вся вода не затвердеет, ее температура не изменится
- Точка F В этот момент вся вода превратится в лёд
- Участок FK Температура льда понижается
Переплавка меди дома
Этот металл обладает целым набором полезных свойств, которые делают её весьма желанным металлом в домашнем хозяйстве. А относительно невысокая температура при плавлении и изрядное количество медного лома, которое можно обнаружить на ближайшей свалке, позволяют задавать вопрос о том, как расплавить медь в домашних условиях, не как риторический, а вполне реальный и практический.
График плавления меди
Расплавление любого металла заключается в том, что под воздействием высоких температур разрушается кристаллическая решётка и металл переходит из твёрдого состояния в жидкое. Можно выделить некоторые закономерности, свойственные любому металлу в процессе расплавления:
- Во время нагревания температура внутри металла повышается, но кристаллическая решётка не подвергается разрушению. Металл сохраняет своё твёрдое состояние.
- При достижении температуры плавления, для меди это 1083 градуса, температура внутри металла перестаёт повышаться, несмотря на то что общий нагрев и передача тепла продолжаются.
- После того как вся масса метала переходит в расплавленное состояние, температура внутри металла снова начинает резко повышаться.
В случае процесса охлаждения расплавленного металла происходит всё то же самое, но в обратной последовательности. Сначала происходит резкое снижение температуры внутри металла, затем на значении 1080 градусов падение температуры прекращается до тех пор, пока вся масса метала не перейдёт в твёрдое состояние. После этого температура снова начинает резко падать, пока не сравняется с температурой окружающего воздуха и кристаллизация не завершится окончательно.
Температура кипения
Медь начинает активно выделять углерод в виде пузырьков газа при температуре 2560 градусов. Внешне это очень напоминает кипение воды. На самом деле это процесс активного окисления меди, в результате которого металл теряет практически все свои уникальные свойства. Детали, отлитые из кипящей меди, имеют в своей структуре большое количество пор, которые будут уменьшать механическую прочность материала и ухудшать его декоративные свойства. Потому в процессе плавки необходимо внимательно следить за температурой и не допускать закипания меди.
Способы плавки
Медный лом можно переплавить в домашних условиях разными способами в зависимости от технического оснащения домашней мастерской. При этом нужно иметь в виду, что придётся нагревать медь не до её температуры плавления, а чуть выше — примерно до 1100−1200 градусов.
Для этих целей годятся следующие приспособления:
- Муфельная печь. Наиболее рациональное решение проблемы расплавления меди, так как такая печь позволяет регулировать температуру во время процесса плавки, что очень удобно. Подобные лабораторные печи оснащены специальным окном из жаропрочного стекла, что позволяет постоянно осуществлять визуальный контроль всего процесса.
- Газовая горелка. Ручная газовая горелка размещается под дном ёмкости из тугоплавкого материала, в которой непосредственно будет размещаться медный лом. Этот способ предполагает наличие тесного контакта расплавляемой массы металла с воздухом, что будет способствовать усилению процесса окисления расплавляемого металла. Чтобы этому как-то противостоять, на расплавляемую массу сверху насыпают слой древесного угля.
- Паяльная лампа. Способ практически ничем не отличается от плавки с помощью газовой горелки. Но в этом случае невозможно достигнуть относительно высоких температур, поэтому он годится для переплавки сплавов меди, которые обладают меньшей температурой плавления, чем чистая медь.
- Кузнечный горн. На раскалённые древесные угли специального костра помещается тугоплавкий тигель с измельчённым металлом. Для ускорения процесса расплавления задействуют обычный бытовой пылесос, включённый в режиме выдувания. Труба пылесоса должна быть небольшого диаметра и иметь металлический наконечник, в противном случае она расплавится. Данный способ подходит для тех, кто занимается плавкой меди дома регулярно и имеет дело с большими объёмами исходного материала, который необходимо отжечь.
- Микроволновая печь. Бытовая мощная микроволновка с небольшими изменениями конструкции может легко плавить довольно большие объёмы медного лома. Для этого необходимо убрать из микроволновки вращающуюся тарелку, а вместо неё поместить соответствующих размеров тигель, который необходимо сделать из тугоплавкого материала, например, из шамотного кирпича.
Пошаговая инструкция
Процесс плавления любого металла происходит поэтапно и подчиняется определённому алгоритму, который одинаков как для промышленного производства, так и для кустарного. Для тех, кто озадачен вопросом плавки меди в домашних условиях, пошаговая инструкция будет выглядеть следующим образом:
- Необходимо взять тугоплавкий тигель. Металл в измельчённом состоянии насыпается в тигель. После этого тигель помещается в предварительно прогретую муфельную печь. С помощью специального окошка наблюдают за процессом расплавления.
- После полного расплавления всего объёма медного лома тигель с помощью специальных длинных щипцов извлекается из печи.
- На поверхности расплавленного металла образуется плёнка его оксида. Эту плёнку необходимо аккуратно сдвинуть в сторону к одной из стенок тигля. Для этих целей используют специальный крючок, изготовленный из тугоплавкого металла.
- После того как металл освобождён от оксидной плёнки, необходимо его очень быстро разлить в предварительно подготовленные формы.
Практические рекомендации
Температура плавления меди в домашних условиях зависит от того, в каком сплаве она содержится.
Техническая чистая медь содержится в проводах и кабелях, а также в обмотках трансформаторов, электродвигателей и генераторов. При этом нужно иметь в виду, что химически чистая медь содержится только в столовых приборах и в прочей кухонной утвари. Во всех остальных случаях в ней присутствуют те или иные вредные компоненты.
В чистом виде обладает повышенной вязкостью в расплавленном состоянии, поэтому отливать из неё изделия сложной конфигурации и небольших размеров очень сложно. Гораздо легче для этих целей использовать латунь.
В сплавах бронзы, изготовленных вначале и середине прошлого века, использовали в качестве компонентов мышьяк и сурьму. Поэтому следует избегать расплавления так называемой старинной бронзы, так как пары мышьяка могут привести к отравлению организма.
| Тип проката | Вид металла | Размеры |
|---|---|---|
Лист, Плита, Лента (полоса), Шина Круг, проволока Шестигранник Квадрат Труба круглая, втулка Труба профильная Уголок Швеллер Тавр Двутавр | -Выберите-АлюминийМедьЛатуньБронзаОловоСвинецЦинкНикелевые сплавыМедно-никелевые сплавыНихромНержавеющие сталиСталь АМг2 АМг3 АМг5 АМг6 АД1 АД31 АМц, АМцС, ММ Д16 1105, А5, А5Е, А6, А7, АД0, АД00 М1, М2, М3 Л63 Л68 ЛС59-1 Л70 Л80 Л85 Л90 БрАЖ9-4 БрОЦС5-5-5 БрАЖМц10-3-1,5 БрАМц9-2 БрКМц3-1 БрБ2 БрХ1 БрАЖН10-4-4 БрОФ6,5-0,15 БрОФ7-0,2 БрОЦ4-3 С0, С1, С2 Ц0, Ц1 НМц2,5 НМц5 НК0,2 Алюмель НМцАК2-2-1 Монель НМЖМц28-2,5-1,5 Хромель Т НХ9,5 МНЖ5-1 Манганин МНМц3-12 Мельхиор МН19 Копель МНМц43-0,5 Константан МНМц40-1,5 Куниаль А МНА6-1,5 Куниаль Б МНА6-1,5 Нейзильбер МНЦ15-20 Х15Н60 Х20Н80 04Х18Н10Т, 08Х18Н12Б 08Х13, 08Х17Т, 08Х20Н14С2 08Х22Н6Т, 15Х25Т 08Х18Н10, 08Х18Н10Т 08Х18Н12Т 10Х17Н13М2Т 10Х23Н18 12Х13, 12Х17 12Х18Н10Т, 12Х18Н12Т, 12Х18Н9 Ст3, Ст5, Ст10, Ст20 | Длина (м) b — Ширина (мм) c — Толщина (мм) Длина (м) b — Диаметр (мм) Длина (м) b — Сечение (мм) Длина (м) b — Сечение (мм) Длина (м) b — Толщина стенки (мм) c — Диаметр (мм) Длина (м) b — Толщина стенки (мм) c — Ширина (мм) d — Высота (мм) Длина (м) b — Толщина стенки (мм) c — Высота полки1 (мм) d — Высота полки2 (мм) Длина (м) b — Толщина стенки (мм) c — Ширина (мм) d — Высота (мм) Длина (м) b — Толщина стенки (мм) c — Ширина (мм) d — Высота (мм) e — Толщина перемычки (мм) Длина (м) b — Толщина стенки (мм) c — Ширина (мм) d — Высота (мм) e — Толщина перемычки (мм) |
Ученые придумали экоспособ очищения воды с помощью «холодного кипения»
https://ria. ru/20210323/sfu-1602301257.html
Ученые придумали экоспособ очищения воды с помощью «холодного кипения»
Ученые придумали экоспособ очищения воды с помощью «холодного кипения» — РИА Новости, 23.03.2021
Ученые придумали экоспособ очищения воды с помощью «холодного кипения»
Ученые из Сибирского федерального университета (СФУ) совместно с коллегами из Китая способ экологичного очищения сточных промышленных вод. РИА Новости, 23.03.2021
2021-03-23T03:00
2021-03-23T03:00
2021-03-23T12:39
наука
сибирский федеральный университет
навигатор абитуриента
университетская наука
/html/head/meta[@name=’og:title’]/@content
/html/head/meta[@name=’og:description’]/@content
https://cdnn21.img.ria.ru/images/07e4/0b/11/1584999161_0:160:3072:1888_1920x0_80_0_0_0f856919b653c33a15a83ac3ba603f4a.jpg
МОСКВА, 23 мар — РИА Новости. Ученые из Сибирского федерального университета (СФУ) совместно с коллегами из Китая способ экологичного очищения сточных промышленных вод. Новая технология заключается в кавитационной обработке жидкости – «микровзбивании», после которого загрязнения образуют легко удаляющийся осадок. Результаты исследования опубликованы в IOP Conference Series: Materials Science and Engineering.Как отмечают ученые, кавитация – это процесс образования пузырьков при резких перепадах давления в воде, при котором высвобождаются кислород и перекись водорода, служащие мощными окислителями. Под их воздействием тяжелые металлы меняют форму и образуют осадок, который легко удалить специальным скребком. Таким образом вода фактически самоочищается, и вносить дополнительные реагенты или сорбенты не нужно.Авторы исследования объяснили, что кислород и водород освобождаются в процессе распада молекулы воды Н2О, когда схлопываются пузырьки и образуются каверны (пустоты) с областями высокого и низкого давления. Химическая перекомбинация молекул воды происходит при распаде h3O на атомы водорода и кислорода и последующим их соединением в перекись водорода, активный кислород, озон, водород. Эти вещества и являются активными окислителями и расщепляют молекулы загрязнителей.По мнению экспертов, у технологии есть значительное преимущество, несмотря на высокую стоимость. Так, осажденные в ходе «взбивания» металлы подлежат вторичному использованию. Медь, железо и никель легко выделяются обратно из своих оксидов и могут дать жизнь новым изделиям.»Экологи всего мира давно пришли к выводу, что зеленые технологии – это недешево. Внедрить кавитационный узел и поставить электроэнергию для его бесперебойной работы – дорогое удовольствие. Однако мы и наши китайские коллеги полагаем, что технологию все же будут использовать на промышленных предприятиях. Секрет в том, что в эксплуатации она все же менее затратна, чем классическая технология, использующая реактивы. На их закупку тратят гораздо более внушительные средства», – рассказала Ольга Дубровская.По словам Дубровской, разработанную технологию уже использовали в полупромышленных и промышленных условиях, в том числе на малых предприятиях Красноярского края. Теперь предстоят долгосрочные испытания на текстильной фабрике в городе Харбин (Китай).»У нас уже был опыт работы с традиционными сорбентами, когда нефтесодержащий сток вначале обрабатывали кавитацией, а после сорбенты уже улавливали «разбитые» цепочки загрязняющего полимера. Эффективность такой очистки была равна 98 процентов — на выходе мы получали практически идеально очищенную от вредных примесей воду», — отметила Дубровская.Исследователи СФУ сотрудничают с учеными из Китайской академии наук с 2017 года, чтобы создать новый способ безреагентного очищения сточных вод, содержащих тяжелые металлы. По их словам, Пекин выражает интерес к проекту, так как значительная часть мирового промышленного комплекса сосредоточена на их территории. В ближайшее время эксперты планируют проверить работу «большого миксера» на алюминиевом предприятии РУСАЛ.
https://ria.ru/20201126/arktika-1586523038.html
https://ria.ru/20200810/1575486348.html
РИА Новости
1
5
4.7
96
internet-group@rian. ru
7 495 645-6601
ФГУП МИА «Россия сегодня»
https://xn--c1acbl2abdlkab1og.xn--p1ai/awards/
2021
РИА Новости
1
5
4.7
96
7 495 645-6601
ФГУП МИА «Россия сегодня»
https://xn--c1acbl2abdlkab1og.xn--p1ai/awards/
Новости
ru-RU
https://ria.ru/docs/about/copyright.html
https://xn--c1acbl2abdlkab1og.xn--p1ai/
РИА Новости
1
5
4.7
96
7 495 645-6601
ФГУП МИА «Россия сегодня»
https://xn--c1acbl2abdlkab1og.xn--p1ai/awards/
1920
1080
true
1920
1440
true
https://cdnn21.img.ria.ru/images/07e4/0b/11/1584999161_0:0:2731:2048_1920x0_80_0_0_a6fb585cc03817907ec603311f7579a3.jpg
1920
1920
true
РИА Новости
1
5
4.7
96
7 495 645-6601
ФГУП МИА «Россия сегодня»
https://xn--c1acbl2abdlkab1og. xn--p1ai/awards/
РИА Новости
1
5
4.7
96
7 495 645-6601
ФГУП МИА «Россия сегодня»
https://xn--c1acbl2abdlkab1og.xn--p1ai/awards/
сибирский федеральный университет, навигатор абитуриента, университетская наука
Наука, Сибирский федеральный университет, Навигатор абитуриента, Университетская наука
МОСКВА, 23 мар — РИА Новости. Ученые из Сибирского федерального университета (СФУ) совместно с коллегами из Китая способ экологичного очищения сточных промышленных вод.
Новая технология заключается в кавитационной обработке жидкости – «микровзбивании», после которого загрязнения образуют легко удаляющийся осадок. Результаты исследования опубликованы в IOP Conference Series: Materials Science and Engineering.
26 ноября 2020, 21:21
«Роснефть» тестирует биопрепарат по очищению арктических вод от нефти
Как отмечают ученые, кавитация – это процесс образования пузырьков при резких перепадах давления в воде, при котором высвобождаются кислород и перекись водорода, служащие мощными окислителями. Под их воздействием тяжелые металлы меняют форму и образуют осадок, который легко удалить специальным скребком. Таким образом вода фактически самоочищается, и вносить дополнительные реагенты или сорбенты не нужно.
Авторы исследования объяснили, что кислород и водород освобождаются в процессе распада молекулы воды Н2О, когда схлопываются пузырьки и образуются каверны (пустоты) с областями высокого и низкого давления. Химическая перекомбинация молекул воды происходит при распаде H2O на атомы водорода и кислорода и последующим их соединением в перекись водорода, активный кислород, озон, водород. Эти вещества и являются активными окислителями и расщепляют молекулы загрязнителей.
«Процесс кавитации иногда называют «холодным кипением» – при больших оборотах специального оборудования в жидкости образуются области высокого и низкого давления, появляются мельчайшие пузырьки воздуха, которые затем лопаются, высвобождая значительный заряд энергии. В некотором смысле это напоминает работу гигантского мощного миксера. В нашем университете кавитацию используют, например, чтобы опреснять воду», – прокомментировала доцент кафедры инженерных систем зданий и сооружений СФУ Ольга Дубровская.
По мнению экспертов, у технологии есть значительное преимущество, несмотря на высокую стоимость. Так, осажденные в ходе «взбивания» металлы подлежат вторичному использованию. Медь, железо и никель легко выделяются обратно из своих оксидов и могут дать жизнь новым изделиям.
«Экологи всего мира давно пришли к выводу, что зеленые технологии – это недешево. Внедрить кавитационный узел и поставить электроэнергию для его бесперебойной работы – дорогое удовольствие. Однако мы и наши китайские коллеги полагаем, что технологию все же будут использовать на промышленных предприятиях. Секрет в том, что в эксплуатации она все же менее затратна, чем классическая технология, использующая реактивы. На их закупку тратят гораздо более внушительные средства», – рассказала Ольга Дубровская.
© Фото : из личного архива Ольги ДубровскойОльга Дубровская и исследователи Академии наук провинции Хэйлунцзян (КНР)
© Фото : из личного архива Ольги Дубровской
Ольга Дубровская и исследователи Академии наук провинции Хэйлунцзян (КНР)
По словам Дубровской, разработанную технологию уже использовали в полупромышленных и промышленных условиях, в том числе на малых предприятиях Красноярского края. Теперь предстоят долгосрочные испытания на текстильной фабрике в городе Харбин (Китай).
«У нас уже был опыт работы с традиционными сорбентами, когда нефтесодержащий сток вначале обрабатывали кавитацией, а после сорбенты уже улавливали «разбитые» цепочки загрязняющего полимера. Эффективность такой очистки была равна 98 процентов — на выходе мы получали практически идеально очищенную от вредных примесей воду», — отметила Дубровская.
Исследователи СФУ сотрудничают с учеными из Китайской академии наук с 2017 года, чтобы создать новый способ безреагентного очищения сточных вод, содержащих тяжелые металлы. По их словам, Пекин выражает интерес к проекту, так как значительная часть мирового промышленного комплекса сосредоточена на их территории. В ближайшее время эксперты планируют проверить работу «большого миксера» на алюминиевом предприятии РУСАЛ.
10 августа 2020, 03:00Наука
Российские ученые создали «пожирателя» нефтепродуктов в сточных водах
WebWISER — Главная
WISER — это система, предназначенная для оказания помощи аварийно-спасательным службам при инцидентах с опасными материалами. Известные вещества Поиск вещества в базе данных известных веществ WISER. Помогите определить химическое вещество Определите неизвестное химическое вещество на основе его физических свойств, симптомов воздействия, окружающей среды и других критериев. Инструменты Ознакомьтесь с общими инструментами и справочными материалами. Последние новости
WebWISER лучше всего просматривать в следующих браузерах (указанная версия или выше): Internet Explorer 9, Firefox 26, Safari 7 или Google Chrome 30. WISER также доступен как отдельное приложение для ПК и различных мобильных платформ. включая устройства iOS и Android. Посетите домашнюю страницу WISER для бесплатных загрузок и получения дополнительной информации о WISER. | Другие ресурсы для чрезвычайных ситуаций с химическими веществами в NLM
Other Chemical Emergency Resources
|
Когда я тоже огляделся вокруг корабля, я увидел [. чернокожих всех видов […] прикованы друг к другу, каждое из их лиц gaatw.org gaatw.org | Cuando miraba alrededor del barco, tambin vi […] un hor no gran de de cobre hirviendo, г шт м ул […] de gente negra de toda clase encadenadas […] juntas, cada unas de sus caras expresando depresin y dolor, nunca ms dud de mi destino, y dominado por el horror y la angustia, me ca inmvil en la cubierta y me desmay. gaatw.org gaatw.org |
Запах серы и отложения железа a n d copper s u rr ound more than a d oz e n boiling m u d pools , обеспечивая полосы [. цвет для пейзажа. eaglelatitudes.com eaglelatitudes.com | Эль-азуфре-и-лос […] склад os de hier ro y cobre ro de an m s d e una docena de poz as de l odo en ebullicin, do tan do al p aisaje […] ярких цветов. eaglelatitudes.com eaglelatitudes.com |
Из-за климата страны кислоту можно было получить даже через […] твердофазное брожение вместо жидкого брожения, которое требует гидролиза […] и огромное количество энергии f o r кипение . regency.org regency.org | Dado el clima del pas, el cido podra obtenerse incluso por medio de la fermentacin en [. estado slido, en vez de la fermentacin lquida que exige la hidrlisis y gran […] cantidad d e ener ga pa ra hervir el m ater ial . regency.org regency.org |
Кипячение i s t самый старый метод […] обеззараживание бытовой воды. fundacionsodis.org fundacionsodis.org | E l hervido e se l m todo m s antiguo […] пункт desinfectar el agua en el hogar. fundacionsodis.org fundacionsodis.org |
Вскрытие l oc a l медь n e tw […] конкуренция должна привести к обновлению всех локальных сетей во всех [. городов да и вообще во всех деревнях. europarl.europa.eu europarl.europa.eu | Отверстие […] красный es loca les de cobre par a i ntrod 4 uc 904 […] компетенция по проведению модернизации в соответствии с местными традициями […] de todas las ciudades y, cirtamente, tambin de los pueblos. europarl.europa.eu europarl.europa.eu |
По данным Комиссии, заявители участвовали в ряде соглашений в форме установления цен, установления прейскурантов и скидок, установления механизмов реализации повышения цен, раздела […] рынки и клиенты и обмен другой экономической информацией по […]
the market f o r copper f i tt ings a n d copper a l lo y фитинги. eur-lex.europa.eu eur-lex.europa.eu | En opinin de la Comisin, las demandantes participaron en una serie de acuerdos sobre fijacin de precios, listas de precios y descuentos, mecanismos para provocar incrementos de precios, asignacin de mercados y […] clientes e intercambio de otras Informaciones Comerciales en el […] Mercado de los em PA LMES DE COBRE Y DE AL EAC IONES DEA IONES . eur-lex.europa.eu eur-lex.europa.eu |
Вещества с л o w кипячение p o в ts такие как вода […] или спирты должны быть удалены перегонкой перед обработкой. население.инт население.инт | Deben eliminarse por destilacin antes del tratamiento las [. Спирты. население.инт население.инт |
Также хочу отметить […] выпуск т ч е кипящий р o в т. europarl.europa.eu europarl.europa.eu | Asimismo, deseo mencionar la […] cuestin de l игра слов to de ebullicin . europarl.europa.eu europarl.europa.eu |
Приготовление креветок и креветок […] отдельно y i n кипячение w a te r. jumboeurope.com jumboeurope. | Куэса-лос-лангостинос-и-лас-гамбас […] por sepa ra do e n a gua hirviendo . jumboeurope.com jumboeurope.com |
отходы огнеупорной футеровки, включая тигли, […] исходящий fr o m медь s m el ting eur-lex.europa.eu eur-lex.europa.eu 5656 | Residuos de revestiientos refractarios, con inclusin de crisoles, […] derivados de l a fundi ci n d el cobre eur-lex.europa.eu eur-lex.europa.eu 5656 |
Существует значительная конкуренция за приобретение объектов, производящих или […] ci n g медь a n d другие металлы. южный.com южный.com | Existe una компетентность важна для adquirir propiedades que producted, o son […] емкость es de prod uc ir, cobre u o tr osm etal es . южный.com южный.com |
Более того, устройства смены ячеек можно использовать в различных количествах […] другие области применения, такие как химия или исследование материалов, напр. грамм. для […] анализ фосфора с i n медь o r b расс. my-specord.de my-specord.de | Adems, los cambiadores de cubetas se pueden utilizar muy flexiblemente en […] muchos otros campos, tales como la qumica o Investigacin de Materiales, p. […] анлиси с деф sfo ro en cobre ol at n . my-specord.de my-specord.de |
Летучие продукты с высоким содержанием […] давление пара и л o ш кипение р o в т. enap.cl enap.cl | Los productos voltiles tienen presin de steam […] alta y u n pu nto de ebullicin baj o . enap.cl enap.cl |
Использование гриля l o r кипячение b a gs может уменьшить неприятные запахи. pancreaticcancer.org pancreaticcancer. | Us an do u na parilla o bolsas de hervir pa rac oc inar pueden […] удостоверяется в том, что он имеет меньшее количество цветов. pancreaticcancer.org pancreaticcancer.org |
Нагрев в a кипячение w a т.е. р баня на час и потом умывание […] стержень воронки с несколькими миллилитрами воды. eur-lex.europa.eu eur-lex.europa.eu | Calentar a l ba om ar a hirviendo du ra nte una […] a continuacin con varios ml de agua el vstago del embudo. eur-lex.europa.eu eur-lex.europa.eu |
Внутренняя температура может быть хорошей [. stahl.com stahl.com | Внутренние температуры в помещении pueden llegar a […] Эстар b айо серо или а плоскодонка o d эбуллицин . stahl.com stahl.com |
Наиболее типичная характеристика: […] его способность к ду р е кипячение т е тр […] любая желатинизация. eur-lex.europa.eu eur-lex.europa.eu | Su caracterstica ms tpica es su capacidad de […] aguantar tem pe ratur as de эбуллицин si n n ingun ingun eur-lex. eur-lex.europa.eu |
Нагреть раствор n t o boiling p o in t and cont in u e boiling f o r a maximum [.. .] одной минуты. europarl.europa.eu europarl.europa.eu | Calentar la s ol uci n a ebullicin y m ante ne rla durante no ms […] в минуту. europarl.europa.eu europarl.europa.eu |
Кипячение w a te r создает пар […] для приготовления овощей или для питания двигателя. healthchildcarenc.org healthchildcarenc.org | Эль gua hirv т. вапор, который используется в качестве средства для защиты от болезней или моторов. healthchildcarenc.org healthchildcarenc.org |
При сквозном распылении переверните баллон и распыляйте в течение примерно одной секунды, чтобы удалить лишний снег […] от сопла. Если сопло засорится, […] убери его, поставь я т i n кипячение w a te r в течение нескольких минут […] и он очистится. modelmates.co.uk modelmates.co.uk | Cuando haya terminado, invierta la lata y roce un poco para quitar el exceso de […] nieve de el inyector, si el inyector se emboza, qutelo y […]
введение lo en a gua hirviendo dur ante un os minutos [. y lo limpiar. modelmates.co.uk modelmates.co.uk |
Прозрачный […] материал делает т ч е кипящий ш а тэ р видимый […] и усиливает предвкушение приятной чашки чая. robertbosch.es robertbosch.es | Прозрачный материал El […] deja ver el he rvor del agua y aumenta […] эль-десео-де-томар-уна-таза-де-т. robertbosch.es robertbosch.es |
Нагрейте сковороду с […] вода к р эа с ч кипящая р о в т. р. latiendadelvapor.com latiendadelvapor.com | Календарь получателя с водой [. latiendadelvapor.com latiendadelvapor.com |
Хлорбензолы нейтральны, термически […] стабильные соединения с повышенной стабильностью и […] тугоплавкие a n d кипящие p o в тс с увеличением […] Замена хлора. chm.pops.int chm.pops.int | Los clorobencenos son compuestos neutros y […] trmicamente estables, cuya estabilidad y […] puntos d e fusi n y ebullicin aume ntan e n funcin […] del nmero de tomos de cloro. chm.pops.int chm.pops.int |
Добавьте листья базилика к t h e кипячение w a te r, используйте [. ложку, чтобы погрузить их в воду, и готовить, пока они не станут ярко-зелеными, 10 секунд. aarpsegundajuventud.org aarpsegundajuventud.org | Агреге лас ходжас де […] albaha ca al agua hirviendo, ути вши у на куча […] ranurada para sumergirlas y cocnelas hasta que se […] tornen verde brillante, в течение 10 секунд. aarpsegundajuventud.org aarpsegundajuventud.org |
На глубине менее 4 км температура породы […] достигает 100°C, t h e кипящая р о в т воды при […] поверхность. unesdoc.unesco.org unesdoc.unesco.org | Менос-де-4-километровая профундидад-ла-температура-де-ла-Рока-Альканса [. unesdoc.unesco.org unesdoc.unesco.org |
Фосфит-ион […] together wi t h copper a n d chloride incre as e s copper’s a c ti , тем самым […] снижение доз хлоридов и, следовательно, фитотоксичности. fertilink.com fertilink.com | Эль-фосфито-хунто […] con el clo ru ro d e cobre, aume nt a la acc i n del cobre, redu ci endo las […] доза хлора и фитотоксичность. fertilink.com fertilink. |
Четырехлетнее исследование ICA, в ходе которого было отправлено более 300 антимикробных препаратов bi a l copper a l lo y materials to the US EPA for testing, has been fundamental f o r copper’s n e w горизонт. bhp.com bhp.com | El trabajo de cuatro aos de la Asociacin […] Интер na ciona l d el Cobre , q ue envi a la US EPA ms de 300 materiales antimicrobianos de aleaci on es de cobre para su testeo, ha sido basic para el nuevo ho rizon te del cobre . bhp.com bhp. |
Композиты на основе солей и графеновых нанопластин, драпированных медью (GNP-draped-Cu), для значительного улучшения теплопередачи при кипении в бассейне поверхности с высокой влагоемкостью с использованием комбинации методов шаровой мельницы, солевого шаблона и спекания. В частности, использование шаровой мельницы для получения частиц меди, покрытых графеновыми нанопластинками (GNP), с последующим спеканием по шаблону соли для придания частицам прочности и сцепления. Метод солевого шаблона был специально использован для повышения пористости покрытий. Систематическое исследование было проведено путем изменения размера частиц меди, отношения НЧЗ к частицам меди и параметров процесса для создания различных микропористых покрытий, обладающих взаимосвязанными порами и туннелями, которые наблюдались с помощью электронной микроскопии. Испытания на кипячение в бассейне показали очень высокий критический тепловой поток 289Вт/см
2 при перегреве стенки всего 2,2 °C для медных частиц диаметром 20 мкм, покрытых шаблоном из соли с содержанием GNP 3 % масс. , с чрезвычайно высокой скоростью затекания по сравнению со спеченными покрытиями без шаблона из соли. Значительное улучшение характеристик кипения в бассейне, происходящее при очень низкой температуре поверхности благодаря настраиваемым свойствам поверхности, весьма желательно для теплопередачи и многих других технических приложений.Введение
В последние годы композитные покрытия на основе графена были исследованы на предмет их исключительных свойств для различных технических применений, таких как защита от коррозии 1,2,3 , электронные системы 4,5,6,7 , накопители энергии 8,9,10,11 и биомедицинские отрасли 12,13 . В приложениях с теплопередачей требуется более высокое рассеивание тепла, которое может быть достигнуто с помощью поверхностно-активных покрытий и их более высокой теплопроводности, которые способствуют более высокой скорости теплопередачи при сохранении более низких температур поверхности. Благодаря уникальным поверхностным свойствам и более высокой теплопроводности графена (~ 3000–5000 Вт/м·К) возник большой интерес к использованию покрытий на основе графена для передачи тепла 9.2065 14,15 . Кроме того, различные методы модификации поверхности, такие как химическое осаждение из паровой фазы 16 , электроосаждение 17,18 , спекание 19,20 и гальваническое покрытие 21 , могут применяться для формирования высокоповерхностно-активных покрытий на основе графена с уникальной поверхностью. функции, которые могут придать свойства для дальнейшего улучшения скорости рассеивания тепла и общей производительности.
Кипячение в бассейне представляет собой двухфазный метод теплопередачи, в котором свойства поверхностных покрытий играют фундаментальную роль в улучшении теплопередачи за счет постоянной подачи жидкости, препятствующей высыханию вокруг пузырька, что приводит к критическому тепловому потоку ( ХСН) состояние. При КТР может образовываться тонкий слой пара по всей поверхности нагревателя, что может привести к резкому ухудшению свойств теплопередачи, в частности КТР и коэффициента теплопередачи (КТР) 22,23 . Наши предыдущие исследования показывают, что впитываемость поверхности может значительно улучшить CHF и HTC за счет достижения очень низкого перегрева стенки. Мы продемонстрировали это с помощью электроосажденных композитных покрытий на основе графена/меди, обладающих иерархической пористой сеткой и хорошо впитывающими свойствами, что привело к значительному улучшению кипячения в бассейне 24 . Некоторые из заслуживающих внимания работ, выполненных в этой области, которые привели к очень высоким значениям CHF, включают использование микро-/наноразмерных покрытий 9.
В этой работе представлен новый производственный подход к получению поверхностно-активных покрытий с помощью комбинации методов спекания, солевого шаблона и измельчения в шаровой мельнице для получения спеченных покрытий на основе графеновых нанопластинок (GNP), покрытых медью. ЗНЧ подбирали по их высокой площади поверхности и теплопроводности, а их концентрацию в покрытиях варьировали по отношению к частицам меди (по массе). Поверхности представляли собой иерархическую пористую сеть с высокой проницаемостью, что приводило к высоким тепловым потокам при очень низких температурах поверхности. Пористость дополнительно настраивалась путем солевого шаблона в процессе спекания. Мы предполагаем:
- 1.
Драпированные медные частицы GNP, полученные с помощью шаровой мельницы, могут давать неоднородные покрытия с оптимальной шероховатостью, которые дополнительно улучшают смачиваемость поверхности и свойства капиллярного затекания при кипячении.
- 2.
Солевой шаблон может привести к настраиваемым пористым покрытиям с иерархическими порами, которые обеспечивают непрерывный проход пузырьков и жидкости во время процесса кипячения в бассейне.
- 3.
Изменение концентрации НЧЗ и диаметра частиц меди заметно повлияет на морфологию поверхности и связанные с ней свойства, которые необходимы для достижения более высоких характеристик кипения в бассейне по сравнению с однослойным и многослойным графеном.
Результаты
Драпированные частицы меди ЗНЧ, полученные шаровой мельницей
Драпированные частицы меди ЗНЧ были получены методом твердофазной порошковой обработки, который включал повторную холодную сварку, разрушение и повторную сварку медных частиц в высокотемпературном -энергетическая шаровая мельница, схематично показанная на рис. 1а. Меньшие количества порошкообразных смесей меди и различной концентрации ЗНЧ смешивали путем загрузки в камеру шаровой мельницы, содержащую шарики из нержавеющей стали. Затем смесь перемешивали при более высоких скоростях в течение заданного промежутка времени. Во время этого процесса частицы меди и НЧ неоднократно сплющиваются, свариваются в холодном состоянии, ломаются и повторно свариваются, а эффект столкновения между составляющими частицами приводит к сплющиванию и затвердеванию составных частиц, как показано на рис. 1. Столкновение нержавеющих -стальные шарики вызывают захват ЗНЧ и частиц меди (рис. 1а), в результате чего ЗНЧ как бы обволакивает отдельные частицы меди. Сила удара пластически деформирует частицы и приводит к их разрушению с последующим деформационным упрочнением частиц. Сильная пластическая деформация также увеличивает отношение поверхности к объему частиц. Повторяющиеся столкновения шара с шаром и шара со стенкой в течение всего периода измельчения позволяют осуществлять холодную сварку, которая приводит к налипанию НЧ на частицы меди. В этом исследовании 15 мин. После шаровой мельницы последовал час охлаждения, чтобы обеспечить короткий цикл отжига, чтобы способствовать фазе легирования и драпировки GNP. Цикл отжига также помог снять внутренние напряжения и дефекты ЗНЧ, что было дополнительно подтверждено с помощью анализа рамановской спектроскопии (рис. 3g) в следующем разделе. Этот новый подход к реализации периода отжига в процессе шаровой мельницы для получения частиц меди, покрытых ЗНЧ, схематически представлен на рис. 1a. Сплющивание частиц в процессе шарового измельчения подтверждается изображениями с помощью просвечивающего электронного микроскопа (ПЭМ), показанными на рис. 1e–g. Кроме того, чистый сдвиг между мелющими шарами предотвратил агломерацию GNP 33 . Полученные частицы меди, задрапированные GNP, затем наносили трафаретной печатью на медные испытательные поверхности. Процесс шаровой мельницы способствовал значительному уменьшению размера частиц и однородной дисперсии ВНЧ на спеченных покрытиях, что подтверждается электронной микроскопией (см. Дополнительный рисунок S1 онлайн).
GNP драпированные частицы меди с помощью шаровой мельницы, изображения сканирующей и просвечивающей электронной микроскопии размером 45 мкм ( b , c , d ) и 20 мкм ( e , f , g ) частицы меди, покрытые 2% GNP, ( b , e ), ( b ) 3% GNP ( c , 904), и (f ), и c ) 5% ВНП ( d , g ).
Полноразмерное изображение
Чтобы подтвердить, что метод шаровой мельницы обволакивает частицы меди GNP, были получены изображения с помощью сканирующего и просвечивающего электронного микроскопов. На рис. 1b–d показаны изображения с помощью сканирующего электронного микроскопа (СЭМ) частиц меди диаметром 45 мкм, измельченных в шаровой мельнице, при концентрации GNP 2, 3 и 5 мас.%. Более высокая концентрация или мас.% ЗНЧ в смеси привела к наслаиванию дополнительных слоев ЗНЧ на частицы меди, что показано на рис. 1b–d, с красными стрелками, указывающими направление элементного анализа частиц. Подробный элементный анализ показан в дополнительной информации (см. Дополнительный рисунок S1 онлайн), который показывает увеличение и стабилизацию пиков ВНП и меди в направлении стрелки. Стабилизация пика ЗНЧ дополнительно подтвердила обволакивание ЗНЧ вокруг частиц меди. Увеличение интенсивности пика GNP в результате наложения дополнительных слоев из-за увеличения весового процента GNP было дополнительно подтверждено с помощью анализа рамановской спектроскопии (обсуждается в следующем подразделе). Изображения просвечивающей электронной микроскопии (ПЭМ) (рис. 1e–g) указывают на последующее уменьшение размеров частиц (~ 80–90% исходного размера частиц), что указывает на резкое изменение исходной круглой формы на уплощенные структуры с большей площадью поверхности после шарового измельчения. Первоначально для 2% GNP вокруг частицы меди наматывается меньшее количество слоев (рис. 1e). При увеличении мас. % ЗНЧ от 2 до 5 % все больше слоев ЗНЧ окутывают частицы меди (рис. 1f, g).
Пористые спеченные медные поверхности с драпировкой GNP, полученные путем шаровой мельницы и соляного шаблона
Покрытие GNP/медь было дополнительно улучшено за счет настройки пористости и впитываемости поверхностей с использованием гранул соли в качестве шаблонов в процессе спекания. Схема на рис. 2 показывает общий процесс спекания по солевому шаблону. А именно, гранулы карбоната натрия были добавлены к частицам меди GNP, измельченным в шаровой мельнице, с последующим спеканием. После спекания поверхность тщательно промывали дистиллированной водой для растворения солевых гранул. Элементный анализ поверхностей не показал следов соли на поверхностях до проведения исследований кипячения в бассейне (см. Дополнительный рисунок S4 онлайн). Толщина спеченных покрытий была измерена с помощью лазерного конфокального микроскопа, и после спекания для всех покрытий была получена средняя толщина 65 ± 3 мкм.
Схема, показывающая разработку покрытий с использованием технологии спекания по солевому шаблону.
Изображение в полный размер
СЭМ-исследования, показанные на рис. 3, подтверждают эволюцию пор в результате солевого темплата по сравнению с поверхностями, спеченными с помощью простой шаровой мельницы из GNP-меди. Это было постоянным для всех различных весовых соотношений ВНП и частиц меди. Ранее мы установили, что наличие иерархических пор обеспечивает непрерывное прохождение пузырьков и жидкости за счет туннельного эффекта в процессе кипячения в бассейне 30 . Как показано на рис. 3d–f, иерархическая пористая сеть с диаметром пор в диапазоне от 2 мкм до нескольких сотен микрон была получена путем солевого шаблона. Покрытия с 3 мас.% GNP (рис. 3e) демонстрировали открытую пористую сеть с большим количеством пор по сравнению с поверхностями с 2% и 5% GNP.
Рисунок 3 Сравнение изображений, полученных с помощью сканирующего электронного микроскопа (СЭМ), напыленных медных покрытий толщиной 20 мкм с ( a ) 2 %, ( b ) 3 % и ( c ) 5 % по массе GNP и ( d ) 2 % GNP, ( e ) 3 % GNP и ( f ) 5 % GNP с помощью солевого темплата и ( г ) спектроскопический анализ комбинационного рассеяния различных масс. % GNP, драпированных медных покрытий.
Изображение с полным размером
Спектроскопия комбинационного рассеяния дополнительно подтвердила отложение слоев графеновых нанопластинок (ЗНЧ) на частицах меди и количественно определила количество слоев ЗНЧ, полученных в результате различных концентраций ЗНЧ. На рисунке 3g показаны типичные пики G, D и 2D, соответствующие графену, коррелирующие их колебания в плоскости sp 2 -гибридизированные атомы углерода и степень разупорядоченности sp 3 -гибридизованная структура углерода 34,35 . Отношение интенсивностей пика G к пику 2D (I G /I 2D ) дает количество нанесенных слоев ЗНЧ для каждой концентрации ЗНЧ. Соотношение интенсивностей I D / I G спектров комбинационного рассеяния обычно используется для выявления дефектов и степени повреждения графеновых листов. Мы наблюдали отношение I D /I G менее 1 для всех трех образцов, что свидетельствует о меньшем количестве дефектов и хорошем качестве осажденного ЗНП. Мы наблюдали увеличение количества нанесенных слоев ЗНЧ с увеличением мас.% ЗНЧ. Максимум ~ 7 слоев было осаждено при 5% масс. GNP, 3% масс. давали ~ 6 слоев, а 2% масс. давали ~ 4 слоя графена.
Для всех пиков поглощения на D, G и 2D наблюдался небольшой сдвиг пиков вправо из-за применения более высокой длины волны лазера (λ = 632,8 нм вместо λ = 514 нм), о чем также сообщалось. в литературе 36 . Для всех образцов пики поглощения для полос D и G наблюдались при ~ 1335 см -1 и ~ 1580 см -1 . Дополнительный небольшой пик D’ при ~ 1610 см -1 наблюдался для всех трех образцов, который приписывается внутридолинному двойному резонансному рамановскому процессу, где дефекты обеспечивают недостающий импульс, чтобы удовлетворить закону сохранения импульса в процессе рамановского рассеяния. 36 .
Улучшенные свойства теплопередачи во время процесса кипения в бассейне: Влияние индуцированной пористости, созданной по солевому шаблону, и концентрации GNP
Характеристики кипения в бассейне с точки зрения максимального рассеивания тепла поверхностью нагревателя и соответствующих коэффициентов теплопередачи были оценены после характеристики поверхностей. Более высокий тепловой поток с более низким перегревом стенок желателен для инженерных приложений, требующих очень большой теплопередачи в компактных помещениях. В качестве исходного уровня мы провели исследование кипения в бассейне на гладкой медной поверхности и получили значение CHF около 125 Вт/см 9 .2065 2 и HTC 53 кВт/м 2 °C 30 . Медные испытательные поверхности, используемые в этом исследовании, были изготовлены из медного сплава 101 с чистотой 99,99% и были очищены изопропиловым спиртом и дистиллированной водой перед проведением испытаний на кипячение в бассейне и перед нанесением покрытия посредством спекания. Средняя шероховатость гладкой медной поверхности была измерена с помощью лазерного конфокального микроскопа после очистки, и для всех плоских медных испытуемых поверхностей средняя шероховатость поверхности (R a ) составляла 1,3 мкм, а статический контактный угол составлял 78°. На рисунках 4a,b показано сравнение характеристик кипячения в бассейне для поверхностей с 0 %, 2 %, 3 % и 5 % GNP, полученных с помощью солевого шаблона. Значительное увеличение CHF наблюдалось для комбинированных поверхностей, обработанных шаровой мельницей и спеченных по соляному шаблону. Максимальный критический тепловой поток 289Вт/см 2 было достигнуто для поверхности 20 мкм меди-3 % GNP, демонстрируя увеличение CHF примерно на 131 % по сравнению с простой медной поверхностью. Кроме того, перегрев стенки составил всего 2,2 °C, что свидетельствует об улучшении ВТС на ~ 2 390 % по сравнению с гладкой медной поверхностью. Это самые высокие значения CHF и HTC, указанные в литературе по кипячению в бассейне для основанных на графене и пористых покрытий, нанесенных на гладкую медную поверхность. Для покрытий 0%, 2% и 5% GNP, CHF 155 Вт/см 2 , 269 Вт/см 2 и 267 Вт/см 2 соответственно. Коэффициент теплопередачи для каждого теплового потока был рассчитан (см. Дополнительное уравнение 4 онлайн) для каждой поверхности после проведения теста на кипение в бассейне и построен в зависимости от теплового потока, как показано на рис. 4b. Максимальная ТТК 1314 кВт/м 2 °C была получена для покрытия 20 мкм Cu-3% GNP, тогда как ТТК 227 кВт/м 2 °C, 399 кВт/м 2 °C и 431 кВт/м 2 °C были достигнуты для покрытий 20 мкм Cu-0%, 2% и 5% GNP (рис. 4b) соответственно.
Сравнение влияния солевого шаблона во время спекания на характеристики кипения в бассейне 2%, 3% и 5% GNP драпированных медных покрытий толщиной 20 мкм, показывающих ( a ) тепловой поток в зависимости от перегрева стенки, изображающие режимы кипения в бассейне, ( b ) коэффициент теплопередачи в зависимости от теплового потока, обобщающий характеристики теплопередачи, ( c ) сравнение изменения объемов капель воды, ( d ) схема, показывающая факторы, ответственные за повышение эффективности кипячения в бассейне.
Изображение в натуральную величину
Снижение температуры перегрева стенки с увеличением теплового потока, явление, названное Jaikumar и Kandlikar 37 «инверсией кипения», также наблюдалось для их поверхностей. Этот сдвиг объясняется морфологией поверхности покрытий и увеличением количества активных участков зародышеобразования, кульминацией которых является настраиваемая пористость в результате солевого шаблона. Однако из-за сложности, связанной с комбинированными эффектами смачиваемости, плотности активных центров зародышеобразования, количества осажденных графеновых слоев и изменений в морфологической структуре, требуется углубленное исследование для понимания индивидуальных эффектов каждого параметра.
Чтобы проследить влияние спекания частиц меди, покрытых ЗНЧ, и повышенной пористости за счет солевого шаблона на впитывающие свойства покрытий, мы измерили смачиваемость и впитываемость поверхностей с покрытием с использованием метода неподвижных капель воды перед проведением экспериментов по кипению в бассейне. Измерив краевые углы этих поверхностей с помощью гониометра, мы обнаружили, что все покрытия были супергидрофильными (краевой угол 0°). Таким образом, скорость затекания покрытий использовалась для сравнения. Мы обнаружили, что обработанная солью поверхность 20 мкм Cu-3% GNP обеспечивает самую высокую скорость затекания, что указывает на самый высокий объем затекания (рис. 4c) по сравнению с обработанной солью поверхностью 20 мкм Cu-2% и 5% GNP. На рисунке 4c сравнивается изменение объема капель воды во времени для всех поверхностей. Более высокая впитываемость покрытий обеспечивает непрерывную подачу жидкости в полости зародышеобразования во время кипения, тем самым задерживая образование парового слоя и увеличивая критический тепловой поток покрытий. Несколько отчетов 38,39,40 показали, что теплопроводность малослойного графена (2–4 слоя) находится в диапазоне от ~ 2300 Вт/м·К до ~ 3000 Вт/м·К (по сравнению с 3 000 Вт/м·К до 5000 Вт/м·К для одного слоя графена). И снижается до ~ 2000 Вт/м·К с увеличением количества нанесенных графеновых слоев (более 4 слоев). Постулируется, что нанесение ЗНЧ на отдельные частицы меди, полученные методом шаровой мельницы, повышает общую теплопроводность покрытий. И поскольку эффективность кипения в бассейне в первую очередь определяется теплопроводностью покрытия, это увеличение теплопроводности покрытий способствовало повышению КГП.
Детальный морфологический анализ покрытий выявляет неоднородную и неравномерную пористую морфологию поверхности в результате комбинированного измельчения в шаровой мельнице и спекания с солевой темплатой (рис. 3e–g и 6). Шаровая мельница индуцировала дополнительные прямоугольные поры, называемые «поровыми карманами», как показано на рис. 6b. Методы солевого темплата и спекания обеспечили дополнительные поры с широким диапазоном пористости от ~ 2 до 200 мкм. Чтобы лучше понять влияние этих дополнительных пор на активность зародышеобразования, применение модели Хсу 41 к результатам кипения в бассейне может помочь в оценке размеров полостей, которые зарождаются при различных температурах перегрева стенок. Эта модель также может помочь в определении размеров полостей, которые зарождаются в точке «инверсии кипения», и размеров полостей, которые действуют как резервуары для жидкости. {2} }}} } \right]$$
(1)
где \(C_{1} = 1 + \cos \theta_{r}\) и \({ }C_{2} = \sin \theta_{r}\). \(R_{c,max} { }и{ }R_{c,min}\) — максимальный и минимальный радиусы зародышеобразующих полостей, \(\theta_{r}\) — удаляющийся краевой угол, \(\delta_ {t}\) — толщина теплового пограничного слоя (м), \(\Delta T_{sat}\) — температура перегрева стенки (\(\Delta T_{sat} = T_{surface} — T_{sat}\) ) (K), \(\Delta T_{sub}\) — температура переохлаждения (K), \(\sigma\) представляет собой поверхностное натяжение воды при температуре насыщения (Н/м), \(\rho_{v }\) — плотность пара (кг/м −3 ), а \(h_{fg}\) представляет собой скрытую теплоту парообразования (Дж/кг).
На рис. 5a,b показаны минимальный и максимальный диаметры полостей активного зародышеобразования для всех трех покрытий. Отступающий краевой угол для каждой поверхности был измерен в нескольких местах зародышеобразования с помощью высокоскоростной камеры, и среднее значение было учтено при расчете диапазона активных полостей зародышеобразования. На графиках показан диапазон возможных диаметров полости зародышеобразования: от 45,5 до 2,6 мкм для покрытия из 2% ВНЧ, от 31,5 до 8,5 мкм для покрытия из 3% ВНЧ и от 47,3 до 3,3 мкм для покрытия из 5% ВНЧ. Эти диаметры оцениваются с помощью уравнения. (1) и аналогично нашей предыдущей работе 19 , HTC 6000 Вт/м 2 °C использовалось при линейном тепловом пограничном слое при расчете толщины пограничного слоя для каждой поверхности. На рис. 5c–e, а также на рис. 3d–f демонстрируются морфологии спеченных покрытий, изготовленных по солевому шаблону, что подтверждает наличие пор с разным диапазоном размеров полостей. Эти размеры полости находятся в пределах предсказанного диапазона зародышеобразования на рис. 5a,b. Когда кривая кипения в бассейне (см. рис. 4а) начинает смещаться влево, эффекты, возникающие из-за дополнительных полостей, усиливаются. Следовательно, HTC значительно увеличивается из-за увеличения вклада активности быстрого зародышеобразования.
Диапазон активных полостей зародышеобразования для 2%, 3% и 5% покрытий GNP, показывающий ( a ) минимальные диаметры полостей, ( b ) максимальные диаметры полостей в зависимости от температуры перегрева стенки с использованием Hsu модель, ( c ), ( d ) и ( e ) СЭМ-изображения при увеличении 2k × , подтверждающие наличие широкого диапазона пористой сети в расчетном диапазоне диаметров.
Изображение в полный размер
На графике, показанном на рис. 5а, видно, что по мере увеличения перегрева стенки активируются меньшие полости зародышеобразования, что приводит к значительному увеличению HTC из-за усиленного вклада активности быстрого зародышеобразования. Предполагается, что полости за пределами диапазона диаметров активного участка зародышеобразования действуют как резервуары для жидкости и места подачи жидкости (рис. 6a–f). Таким образом, более крупные поры, образовавшиеся в результате шаблонирования солей (рис. 6a–c), и микро-, наноразмерные туннели, образовавшиеся в результате спекания (рис. 6d–f), обеспечивают непрерывную подачу жидкости в зародышеобразующие полости, тем самым увеличивая как CHF, так и HTC. По сравнению с поверхностями из 2 % и 5 % GNP (рис. 6a,c), в случае покрытия из 3 % GNP на покрытии образуются дополнительные пути жидкости, называемые «поровыми карманами» (длина: 50–150 мкм и ширина: 10 мкм). –50 мкм) (см. рис. 6б). Совокупность всех этих факторов привела к достижению самой низкой температуры перегрева стенки (2,2 °C) и самой высокой температуры теплоносителя (289Вт/см 2 ) для покрытия 3% GNP. Рисунок 6 5% GNP, изображения наклонного сканирующего электронного микроскопа с предметным столиком для солевых шаблонов GNP, драпированных медных покрытий ( d ), 2% GNP, ( e ) 3% GNP и ( f ) 5% GNP.
Полноразмерное изображение
Чтобы лучше понять влияние солевых шаблонных покрытий на динамику пузырьков, были получены высокоскоростные изображения для 2%, 3% и 5% солевых шаблонных покрытий GNP при тепловом потоке ~ 10 Вт/см 2 с помощью высокоскоростной камеры Photron Fastcam. В качестве базового уровня динамика пузырьков была зафиксирована для гладкой медной поверхности. Общее время, необходимое для зарождения, роста и удаления одного пузырька, составило 13,25 мс, а диаметр выхода пузырька составил 2,1 мм для гладкой медной поверхности. Из-за наличия иерархических пористых структур на спеченных покрытиях с солевым шаблоном быстрый рост пузырьков наблюдался для всех покрытий, содержащих вес.% НЧЗ в различных соотношениях. Наименьший диаметр вылета пузырьков 0,452 мм при самом коротком времени вылета 2,25 мс был зарегистрирован для шаблонного покрытия из соли 20 мкм Cu-3% GNP (см. Дополнительный рисунок S8 онлайн). В то время как диаметры и время отклонения 0,51 мм, 3 мс и 0,554 мм, 2,75 мс наблюдались для шаблонных покрытий из соли 20 мкм Cu-2% GNP и 20 мкм Cu-5% GNP соответственно. Быстрое исчезновение пузырьков за короткое время для покрытий с солевым шаблоном привело к высоким характеристикам теплопередачи.
Всего было проведено 3 повторяющихся испытания на кипячение в бассейне с наиболее эффективным шаблонным покрытием из 20 мкм Cu-3 % соли GNP. Небольшое ухудшение характеристик кипячения в бассейне наблюдалось в конце третьего повторного испытания на кипячение в бассейне, в результате чего значение CHF составило 279 Вт/см 2 при перегреве стенки 4,9 °C. Это можно свести к минимуму, остановив тест на кипение в бассейне до того, как поверхность достигнет CHF. Изменение смачиваемости покрытия наблюдали после 3-х повторных испытаний на кипячение. Аналогичное изменение смачивающих свойств наблюдалось и в нашей предыдущей работе 9.2065 28 с покрытиями на основе графена и связано с удалением кислородных групп из графена из-за повторяющегося кипения. Несмотря на небольшое снижение показателей кипячения в бассейне, наблюдалась сильная адгезия между покрытием и подложкой. Тем не менее, необходимы дальнейшие исследования для наблюдения за влиянием дополнительных повторяющихся испытаний на способность покрытий к кипению в бассейне.
Обсуждения
В данной работе представлен новый подход к получению высокоповерхностно-активных композитных покрытий с настраиваемыми свойствами путем сочетания методов шаровой мельницы, спекания и солевой матрицы. Эти покрытия продемонстрировали значительное улучшение характеристик теплопередачи при кипении в бассейне, обеспечив самый высокий критический тепловой поток (289Вт/см 2 ) и коэффициент теплопередачи (1314 кВт/м 2 °C) по сравнению с аналогичными поверхностями, указанными в литературе. Эти высокие значения CHF и HTC желательны для эффективного управления температурой во многих приложениях, включая охлаждение электроники, ребойлеры и теплообменники. Наши обширные исследования показали, что чередование 15 мин. шаровой мельницы и 1 ч. циклы охлаждения, реализованные в процессе шаровой мельницы, обеспечили более высокую теплопроводность GNP на отдельных частицах меди (GNP ~ 2000–3000 Вт/м·К и медь ~ 391 Вт/м·К), что в конечном итоге улучшило впитывающие и тепловые свойства покрытий, тем самым значительно улучшив характеристики кипячения в бассейне. Мы также приписываем такое резкое улучшение характеристик теплопередачи шаблонированию солей путем добавления гранул Na 2 CO 3 в процессе спекания и удаления их после спекания для получения широкого диапазона пористой сетки. Широкий спектр доступных пористых сетей и поровых отверстий действует как резервуары, удерживающие жидкость, обеспечивая непрерывную подачу жидкости к местам зародышеобразования, что задерживает образование паровой подушки. Как показано на схеме 4 d), уникальные свойства частиц меди, покрытых ЗНЧ, и последующее формирование микропористого покрытия с солевым шаблоном с использованием Na 2 CO 3 оптимизировали факторы, отвечающие за более высокую производительность кипячения в бассейне. Сначала было проведено систематическое исследование эффектов каждого метода, т. е. простого спекания и измельчения в шаровой мельнице с последующим спеканием, и их характеристики сравнивались со спеченными покрытиями на солевом шаблоне. Также было исследовано влияние размеров частиц меди во время шаровой мельницы, чтобы оптимизировать характеристики кипения в бассейне и обеспечить основу для разработки спеченных покрытий, полученных методом шаровой мельницы на основе соли.
Предварительные исследования были проведены для сравнения эффекта спекания с измельченными в шаровой мельнице ЗНЧ/частицами меди и спекания со смесью ЗНЧ/частиц меди (без шаровой мельницы). Во время первоначальных экспериментов все спеченные покрытия формировались без солевого темплата. Покрытия с помощью этих двух методов были сформированы с использованием частиц меди размером 1 мкм и частиц меди размером 20 мкм/2% GNP, и сравнивались их характеристики кипения в бассейне. Покрытия, полученные с использованием только метода спекания (обозначены как спеченные на рис. 7), достигли очень высокой температуры перегрева стенки (16,3 °C и 22,5 °C) и CHF 237 Вт/см 9 .2065 2 и 164 Вт/см 2 для покрытий 20 мкм медь-2% НЧ и 1 мкм медь-2% НЧ покрытий соответственно (рис. 7а). По сравнению с этим, измельчение в шаровой мельнице с последующим нанесением спеченных покрытий (обозначенных как BM + спеченных на рис. 7) из 20 мкм меди-2% GNP и 1 мкм меди-2% GNP давало очень низкие температуры перегрева стенки (8,4 °C и 10,8 °C). в) с CHF 239 Вт/см 2 и 164 Вт/см 2 (рис. 7а) соответственно. Электронная микроскопия подтвердила развитие уникальной морфологической структуры (см. Дополнительный рисунок S2 онлайн) в результате использования метода шаровой мельницы, что привело к более высокой эффективности кипения в бассейне. Это указывало на то, что шаровая мельница с последующим спеканием выгодна для достижения более высокой эффективности кипения в ванне.
Сравнение влияния шаровой мельницы и влияния размера частиц меди во время драпировки GNP на эффективность кипячения в бассейне, показывающее ( a ) тепловой поток в зависимости от перегрева стенки, изображающее режимы кипения в бассейне, ( b ) коэффициент теплопередачи по сравнению с тепловым потоком, суммирующим характеристики теплопередачи.
Изображение с полным размером
Влияние различных размеров частиц меди во время шарового измельчения также было исследовано с использованием трех различных размеров частиц меди — 1 мкм, 20 мкм и 45 мкм при сохранении концентрации GNP на уровне 2 мас.%. Концентрация GNP 2 мас.% была выбрана для всех покрытий в этой работе на основании наших предыдущих результатов 9.2065 30 . Подробное сравнение морфологий поверхности, полученных с различными размерами частиц меди, и количественная оценка количества слоев GNP для каждого из них приведены во вспомогательной информации (см. Дополнительный рисунок S3 онлайн). С увеличением размера частиц было достигнуто постоянное улучшение характеристик кипячения в бассейне, однако наблюдалось снижение эффективности кипячения в бассейне с частицами меди размером 45 мкм (см. рис. 7). На рис. 7а показан самый высокий критический тепловой поток, равный 239 Вт/см 9 .2065 2 при перегреве стенки 8,3 °C для обработанной на шаровой мельнице поверхности 2% GNP-20 мкм Cu, что представляет собой резкое увеличение CHF на ~ 91%. Благодаря достижению наивысших характеристик с частицами меди размером 20 мкм, все спеченные покрытия с солевым шаблоном были разработаны с использованием частиц меди размером 20 мкм.
Расчетные коэффициенты теплопередачи поверхностей сравнивались с тепловыми потоками, как показано на рис. 7b. Максимальный коэффициент теплопередачи 285 кВт/м 2 °C был получен для медного покрытия толщиной 20 мкм с драпировкой 2% GNP, что указывает на улучшение на ~ 438% по сравнению с гладкой медной поверхностью. Кроме того, коэффициент теплопередачи 73 кВт/м 2 °C было достигнуто для только спеченного медного покрытия 1 мкм-2% GNP, в то время как для измельченного в шаровой мельнице медного покрытия 2% GNP-1 мкм HTC составило 150 кВт/м 2 °C. В целом, мы наблюдали значительное увеличение коэффициента теплопередачи после внедрения шаровой мельницы GNP и частиц меди. Наличие очень эффективного пути доставки жидкости и более высокая скорость впитывания благодаря равномерному распределению GNP по всей пористой сети ответственны за это огромное улучшение HTC. Более высокие коэффициенты теплопередачи указывают на чрезвычайно высокую эффективность теплопередачи.
В этом разделе устанавливается механизм улучшения измельчения в шаровой мельнице с последующим спеченным покрытием. Из-за постоянного 2 мас.% GNP, используемого с частицами меди размером 1, 20 и 45 мкм, количество слоев графена, нанесенных на поверхности, остается неизменным (см. Дополнительный рисунок S3-d онлайн). Изменение свойств поверхности, таких как впитываемость, пористость и общая морфология покрытий, возникает из-за метода обработки, такого как шаровая мельница или спекание, что приводит к изменению свойств переноса сердцевины. Микроскопически более высокие CHF и HTC связаны с образованием пористых карманов оптимального размера и полостей наноразмера, которые действуют как пути поступления жидкости в полости зародышеобразования. Из-за их поверхностной активности и, как следствие, способности к кипению, частицы меди размером 20 мкм, покрытые 2% GNP, были дополнительно внедрены в спеченные покрытия с солевым шаблоном.
Наши предыдущие работы подтвердили, что растекание жидкости по затекающим поверхностям задерживает образование парового слоя, а зародышевые полости обеспечивают необходимое поступление жидкости к поверхностям. Благодаря более высокой смачиваемости частиц ЗНЧ и меди полученные поверхности имели краевой угол 0°, что свидетельствует о супергидрофильности покрытий. Способность к затеканию и скорость затекания поверхностей 1, 20 и 45 мкм Cu-2% GNP определяли с использованием метода неподвижных капель воды. На рисунке 8d показано сравнение изменения объема капель воды во времени для всех трех поверхностей. Мы обнаружили, что обработанная на шаровой мельнице медная поверхность с 2% GNP-20 мкм дала самую высокую скорость затекания, что указывает на самый высокий объем затекания по сравнению с обработанными на шаровой мельнице медными поверхностями с 2% GNP 1 мкм и 45 мкм. Таким образом, мы установили, что более высокая впитываемость является одним из факторов, ответственных за увеличение CHF и снижение температуры перегрева стенки шаровой мельницы 2% GNP-20 мкм Cu поверхности.
Изображения, полученные с помощью сканирующего электронного микроскопа (СЭМ) при увеличении 500 × , драпированных медных покрытий GNP ( a ), измельченных в шаровой мельнице и спеченных (BM + sintered) 1 мкм Cu-2% GNP, ( b ) BM + спеченный 20 мкм Cu-2% GNP, ( c ) BM + спеченный 45 мкм Cu-2% GNP, ( d ) сравнение изменения объема капель воды с течением времени.
Изображение с полным размером
Чтобы понять роль морфологической структуры в повышении общей эффективности кипячения в бассейне, мы провели углубленный морфологический анализ покрытий 1, 20 и 45 мкм Cu-2% GNP. Мы заметили, что существует оптимальный размер поровых карманов, который отвечает за усиление эффективного пути прохождения жидкости и максимальное удаление паров. Например, в случае 2% поверхности меди ГНП-1 мкм из-за непрерывного столкновения шариков из нержавеющей стали с порошком в процессе шарового измельчения размер частиц меди еще больше уменьшился, и после этого наблюдалась агломерация этих частиц. спекание (рис. 8а), что привело к образованию огромных поровых карманов длиной ~ 92 мкм и шириной ~ 24 мкм после процесса спекания (рис. 8а, рассчитано с использованием программного обеспечения ImageJ). Это вызвало раннее слияние пузырьков и уменьшило CHF и HTC для 2% GNP-1 мкм поверхности меди. Мы считаем, что уменьшение размера частиц после процесса шаровой мельницы для 2% поверхности меди ГНП-20 мкм было оптимальным. На этой поверхности образовывались поровые карманы длиной ~ 32 мкм и шириной ~ 7,4 мкм (рис. 8b, рассчитано с использованием программного обеспечения ImageJ). В то время как для 2% поверхности меди GNP-45 мкм поры имеют длину ~ 28 мкм и ~ 9мкм шириной (рис. 8c).
Помимо размеров поровых карманов, мы считаем, что количество поровых карманов также играет решающую роль в определении эффективности кипения в бассейне и эффективности поверхности нагревателя. Для изображений СЭМ, показанных на рис. 8, поле зрения составляет 415 мкм при увеличении в 500 раз. Таким образом, для одного и того же поля зрения на всех трех изображениях (рис. 8а–в) наблюдалось максимум 17 поровых карманов для поверхности 2% ЗНЧ-20 мкм Cu против 6 и 8 для 2% ЗНЧ-1 мкм и 45 мкм Cu поверхности соответственно. Благодаря образованию большого количества взаимосвязанных пористых карманов оптимального размера поверхность с покрытием из меди и 2% НЧ толщиной 20 мкм показала самые высокие характеристики по сравнению с поверхностями с медью и 2% НЧ толщиной 1 и 45 мкм. Это еще раз подтверждает использование начального размера частиц меди 20 мкм для разработки спеченных покрытий на солевом шаблоне.
Наконец, эффект солевого шаблона на улучшенные характеристики кипения очевиден из рис. 4 и 7. Например, CHF 270 Вт/см 2 при перегреве стенки 6,8 °C был достигнут для шаблонного соляного и измельченного в шаровой мельнице медного покрытия 2% GNP-20 мкм, что дает ~ 13% улучшение CHF и Повышение HTC на ~ 52% по сравнению с медным покрытием 2% GNP-20 мкм без солевого шаблона, полученным методом шаровой мельницы. Дополнительное улучшение в первую очередь связано с образованием пористого покрытия с широким диапазоном пористости (рис. 6 по сравнению с 8) и повышенной впитываемостью покрытий (рис. 4c по сравнению с 8d).
Выводы
В этой работе была разработана новая технология спекания с солевым шаблоном для достижения широкого спектра диаметров пор в диапазоне от нескольких микрон до нескольких сотен микрон. Размер частиц меди, используемых для спекания, был оптимизирован путем сравнения характеристик с частицами размером 1 мкм, 20 мкм и 45 мкм, и частицы были покрыты графеновыми нанопластинками с высокой теплопроводностью (GNP) с использованием метода шаровой мельницы. Затем была реализована комбинация солевого темплата и напыления GNP на оптимизированные частицы меди размером 20 мкм для разработки спеченных поверхностей, изготовленных по солевому шаблону. Среди драпированных 2%, 3% и 5 мас.% GNP, драпированная поверхность с 3 мас.% GNP дала самые высокие значения CHF и HTC, о которых сообщалось в исследованиях кипения в бассейне с использованием графена и пористых покрытий на гладкой медной поверхности, с CHF 289. Вт/см 2 при перегреве стенки всего 2,2 °C (HTC 1314 кВт/м 2 °C). Это исследование показало, что это экстраординарное улучшение было достигнуто за счет комбинированного эффекта наличия широкой пористой сети, образования взаимосвязанных поровых карманов и туннельных структур, очень высокой способности впитывания из-за наслоения ЗНЧ на частицы меди. Следовательно, проектирование микромасштабных поверхностей с большим спектром диаметров пор и драпирование частиц меди высокотеплопроводным ЗНЧ будет способствовать дальнейшему повышению производительности.
Методы
Медные поверхности
В этой работе использовались медные испытательные поверхности, аналогичные предыдущим исследованиям 26 . Медные испытательные поверхности состоят из области размером 17 мм × 17 мм и центральной области кипения размером 10 мм × 10 мм. Все испытательные поверхности подготовлены с использованием бескислородного медного стержня чистотой 99,99%. Теплопроводность этого участка составила 391 Вт/м·К (± 9 Вт/м·К). Медный стержень был обработан для достижения желаемых размеров с использованием компьютерного процесса микрофрезерования с числовым программным управлением 9.2065 19 . Затем шероховатость медных поверхностей была уменьшена до ~ 1,3 мкм с помощью операции шлифования. Поверхности кипения очищали ИПС и промывали с обратным холодильником дистиллированной воды для удаления следов ИПС. Нижняя часть испытательной поверхности состоит из прямоугольной секции, в которой расположены три отверстия для термопары для измерения температуры поверхности и теплового потока 30 .
Шаровая мельница
ЗНЧ и частицы меди диспергировали в ванне с этанолом в течение 30 мин для получения однородной смеси. Затем смесь измельчали в шаровой мельнице при вращении 700 об/мин в течение 1 часа с этанолом, выступающим в качестве агента, регулирующего процесс. Через каждые 15 мин. шаровой мельницы, машине шаровой мельницы давали остыть в течение 1 ч. Использовали шарики из нержавеющей стали и соотношение шариков к порошку 40:1, чтобы обеспечить образование медного порошка, армированного ЗНП. Затем гомогенный порошок GNP-Cu был нанесен на поверхность медного нагревателя методом спекания.
Техника спекания
Для создания спеченных поверхностей в этом исследовании медный порошок GNP, драпированный, смешивали с маслом для спекания (имеющееся в продаже связующее для трафаретной печати, Nazdar 9627) для получения пасты. Во всех случаях использовалось соотношение связующего к порошку 1:2. Для тщательного контроля толщины покрытия использовали метод однопроходной трафаретной печати. Первоначально температура спекания составляла 450°С в течение 30 мин. для удаления связующего из покрытий, а затем нагревали до 800 °C в течение 1 ч в инертной атмосфере гелия.
Массовое соотношение композиционного порошка GNP-Cu, измельченного в шаровой мельнице, карбоната натрия (размер частиц ~ 40–200 мкм) и связующего или масла для спекания составляло 1:1/3:1/2 или 6:2:3. Затем вся смесь была перенесена на гладкую медную поверхность с использованием техники трафаретной печати, которую мы разработали в нашей предыдущей работе. Затем эти поверхности подвергали спеканию при 800 °C в течение 1 ч с дополнительной стадией испарения масла для спекания при 450 °C в течение 30 мин. Поскольку температура плавления карбоната натрия составляет 851 °С, а максимальная температура при спекании составляет 800 °С, ожидалось, что частицы останутся в покрытии. После спекания спеченные поверхности погружали в баню с дистиллированной водой на 2 ч для растворения частиц карбоната натрия. Наконец, поверхности промывали с обратным холодильником дистиллированной воды, чтобы полностью удалить следы карбоната натрия. Толщина спеченных покрытий была измерена с помощью лазерного конфокального микроскопа, и после спекания для всех покрытий была получена средняя толщина 65 ± 3 мкм.
Характеристика
TESCAN Field Emission Mira III LMU (Чехия) и сканирующий электронный микроскоп (СЭМ) JSM-6400 V, JEOL, Ltd., Токио, Япония, использовали для наблюдения за морфологией и геометрическими характеристиками пор спеченных поверхностей. . Анализ методом энергодисперсионной рентгеновской спектроскопии (EDS) выполняли на Bruker Quantax EDS с детектором XFLASH 5010, присоединенным к сканирующему электронному микроскопу с полевой эмиссией MIRA II LMH 30 . Трансмиссионный электронный микроскоп JEOL 2010 в диапазоне от 80 до 200 кВ использовался для наблюдения за обволакиванием ЗНЧ вокруг медных частиц. Чтобы подтвердить успешное осаждение меди с ЗНЧ и получить более глубокое представление о химическом составе на поверхности меди, были использованы различные методы характеризации. Для количественной оценки осажденных слоев GNP использовался многоволновой рамановский спектроскоп Jobin Yvon Horriba LabRAM HR с использованием гелий-неонового лазера (λ = 632,8 нм), а для сбора данных использовалось время сбора данных 10 с. Для получения воспроизводимых и надежных данных было сделано в общей сложности 10 сканирований с наблюдением за характерными пиками D и G графена 9.2065 30 . Кроме того, были измерены статическая смачиваемость и динамическое затекание спеченных поверхностей с помощью прибора для измерения угла контакта VCA Optima Goniometer. Для динамического затекания каплю дистиллированной воды объемом 2 мкл постоянно приводили в контакт с поверхностями с покрытием, используя метод статической неподвижной капли, и распространение жидкости регистрировали с помощью высокоскоростной камеры 28 .
Подготовка проб медного порошка GNP с драпировкой для получения изображений ПЭМ и СЭМ
Чтобы подготовить образцы для визуализации, небольшое количество медного порошка GNP, покрытого драпировкой, смешивали с 20 мл воды, а затем раствор подвергали ультразвуковой обработке в течение 30 мин. В конце концов, после осаждения тяжелых частиц небольшое количество неагломерированного раствора было отобрано и передано для визуализации в просвечивающем и сканирующем электронных микроскопах.
Экспериментальная установка
В этой работе использовалась экспериментальная установка типа Jaikumar и Kandlikar 21 . Установка состояла из керамического держателя тестового чипа, стеклянной водяной бани и нагревательного блока для подвода необходимого тепла к тестовому участку. Подробное объяснение раздела испытаний и процедуры испытания на кипячение в бассейне приведено в дополнительной информации.
Ссылки
Чанг, К.-Х. и др. Новые антикоррозионные покрытия на основе полианилин/графеновых композитов. Углерод 50 , 5044–5051 (2012).
КАС Статья Google ученый
Найн, М. Дж., Коул, М. А., Джонсон, Л., Тран, Д. Н. Х. и Лосик, Д. Надежные супергидрофобные композитные покрытия на основе графена с самоочищающимися и коррозионно-барьерными свойствами. ACS Прил. Матер. Интерфейсы 7 , 28482–28493 (2015 г.).
КАС Статья Google ученый
Кришнамурти, А. и др. Превосходство графена над полимерными покрытиями в предотвращении микробной коррозии. науч. 5 , 1–12 (2015).
Артикул Google ученый
Ван, Дж. и др. Влияние структуры полимер/фуллерен-графен на органические полимерные солнечные устройства. Интегр. Ферроэлектр. 137 , 1–9 (2012).
Артикул Google ученый
Штейн М., Надив Р., Бузагло М. и Регев О. Гибридные композиты на основе графена для эффективного управления температурой электронных устройств. Приложение ACS Матер. Интерфейсы 7 , 23725–23730 (2015 г.).
КАС Статья Google ученый
Лян, К., Яо, X., Ван, В., Лю, Ю. и Вонг, С. П. Трехмерная вертикально выровненная функционализированная многослойная графеновая архитектура: подход к термическим межфазным материалам на основе графена. ACS Nano 5 , 2392–2401 (2011).
КАС Статья Google ученый
Эванофф, К., Магасински, А., Ян, Дж. и Юшин, Г. Гранулы графена, покрытые нанокремнием, в качестве анодов для литий-ионных аккумуляторов. Доп. Энергия Матер. 1 , 495–498 (2011).
КАС Статья Google ученый
Ю, Э. и др. Большой реверсивный накопитель лития для семейства графеновых нанолистов для использования в перезаряжаемых ионно-литиевых батареях. Нано Летт. 8 , 2277–2282 (2008).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Ли, Ю. и др. Рост конформных графеновых клеток на частицах кремния микрометрового размера в качестве стабильных анодов батареи.
Нац. Энергия 1 , 15029 (2016).ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Ян Ж. и др. Получение композита графеновых нанолистов/углеродных нанотрубок/полианилина в качестве электродного материала для суперконденсаторов. Дж. Пауэр Сауэр. 195 , 3041–3045 (2010).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Liu, Z., Robinson, JT, Sun, X. & Dai, H. Пегилированный оксид нанографена для доставки водонерастворимых противораковых препаратов. Дж. Ам. хим. соц. 130 , 10876–10877 (2008).
КАС Статья Google ученый
Pan, Y., Bao, H., Sahoo, N.G., Wu, T. & Li, L. Водорастворимые поли(N-изопропилакриламид)-графеновые листы, синтезированные с помощью клик-химии для доставки лекарств.
Доп. Функц. Матер. 21 , 2754–2763 (2011).КАС Статья Google ученый
Престон, Д. Дж., Мафра, Д. Л., Милькович, Н., Конг, Дж. и Ван, Э. Н. Масштабируемые графеновые покрытия для улучшенной теплопередачи конденсации. Нано Летт. 15 , 2902–2909 (2015).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Карим, Н. и др. Поверхностный нагреватель на основе графена для защиты от обледенения. RSC Adv. 8 , 16815–16823 (2018).
MathSciNet КАС Статья Google ученый
Гупта, А., Джайкумар, А., Кандликар, С.Г., Риши, А. и Лейман, А. Многомасштабное морфологическое исследование покрытий на основе графена для кипячения в бассейне. Теплообмен. англ. 39 , 1331–1343 (2018).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Риши А. М., Гупта А. и Кандликар С. Г. Улучшение характеристик старения электроосажденных медных покрытий во время кипячения в бассейне. Заяв. Терм. англ. 140 , 406–414 (2018).
КАС Статья Google ученый
Риши, А. М., Гупта, А. и Кандликар, С. Г. Электроосаждение селективных анионов с неэлектролитной ванной для повышения эффективности кипения в бассейне. Шри-Ланка 7 (2017).
Джайкумар, А., Риши, А., Гупта, А. и Кандликар, С. Г. Влияние микромасштабной морфологии покрытий из оксида меди и графена на характеристики кипения в бассейне. Дж. Теплопередача. 139 , 111509 (2017).
Артикул Google ученый
Джайкумар, А.
и Кандликар, С. Г. Усовершенствованные механизмы теплопередачи при кипении в ванне для выборочно спеченных открытых микроканалов. Междунар. J. Тепломассообмен. 88 , 652–661 (2015).КАС Статья Google ученый
Jaikumar, A. & Kandlikar, S.G. Парное движение контактной линии на наноразмерных химически неоднородных поверхностях для улучшения динамики пузырьков при кипении. наук. 7 , 15691 (2017).
ОБЪЯВЛЕНИЕ Статья Google ученый
Нукияма, С. Максимальное и минимальное значения теплоты Q, передаваемой от металла к кипящей воде при атмосферном давлении. Междунар. J. Тепломассообмен. 9 , 1419–1433 (1966).
Артикул Google ученый
Коидзуми Ю. Глава 1 — описание явлений кипения и характеристик теплопередачи.
В Кипение (ред. Коидзуми, Y. и др. ) 1–11 (Elsevier, Амстердам, 2017). https://doi.org/10.1016/B978-0-08-101010-5.00001-4.Глава Google ученый
Риши А. М., Гупта А. и Кандликар С. Г. Улучшение путей подачи жидкости на поверхности, покрытые оксидом графена, для повышения эффективности теплопередачи при кипении в бассейне. V001T03A003 https://doi.org/10.1115/ICNMM2018-7714 (2018).
Артикул Google ученый
Удая Кумар, Г. и др. Модифицированные поверхности с использованием бесшовных наноструктур на основе графена/углеродных нанотрубок для улучшения теплопередачи при кипении в бассейне. Экспл. Терм. Науки о жидкости. 96 , 493–506 (2018).
КАС Статья Google ученый
Джайкумар А.
, Гупта А., Кандликар С.Г., Ян С.-Ю. и Су, С.-Ю. Масштабные эффекты покрытий из графена и оксида графена на механизмы усиления кипения в бассейне. Междунар. J. Тепломассообмен. 109 , 357–366 (2017).КАС Статья Google ученый
Ан, Х. С. и др. Повышенная теплопередача зависит от толщины графеновых пленок: рассеивание тепла при кипении. науч. 4 , 1–6 (2014).
Google ученый
Риши, А. М., Кандликар, С. Г. и Гупта, А. Повторяющиеся прогоны кипячения в бассейне: контролируемый процесс формирования восстановленных поверхностей оксида графена из оксида графена с настраиваемой химией поверхности и морфологией. Индивидуальный инж. хим. Рез. 58 , 7156–7165 (2019).
КАС Статья Google ученый
Риши, А. М., Кандликар, С. Г. и Гупта, А. Улучшенная смачиваемость графеновых нанопластинок (GNP)/медных пористых покрытий для значительного улучшения теплопередачи при кипении в бассейне. Междунар. J. Тепломассообмен. 132 , 462–472 (2019).
КАС Статья Google ученый
Азизи М., Хоссейни М., Зафарнак С., Шанбеди М. и Амири А. Экспериментальный анализ тепловых характеристик двухфазного закрытого термосифона с использованием наножидкости графен/вода. Индивидуальный инж. хим. Рез. 52 , 10015–10021 (2013).
КАС Статья Google ученый
Guo, W. & Chen, G. Изготовление композитов графен/эпоксидная смола со значительно повышенной теплопроводностью с помощью метода шаровой мельницы. J. Appl. Полим. науч. https://doi.org/10.1002/app.40565 (2014 г.).
Артикул Google ученый
Экманн, А. и др. Исследование природы дефектов в графене методом рамановской спектроскопии. Нано Летт. 12 , 3925–3930 (2012).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Малар, Л.
М., Пимента, М. А., Дрессельхаус, Г. и Дрессельхаус, М. С. Рамановская спектроскопия в графене. физ. Респ. 473 , 51–87 (2009).ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Феррари, А.С. Рамановская спектроскопия графена и графита: беспорядок, электрон-фононное взаимодействие, легирование и неадиабатические эффекты. Твердотельный коммуник. 143 , 47–57 (2007).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Джайкумар, А. и Кандликар, С.Г. Инверсия кипения в бассейне посредством макроконвекции, вызванной пузырями. заявл. физ. лат. 110 , 094107 (2017).
ОБЪЯВЛЕНИЕ Статья Google ученый
Гош С. и др. Размерный кроссовер теплового переноса в малослойных графеновых материалах.
Нац. Матер. 9 , 555–558 (2009).ОБЪЯВЛЕНИЕ Статья Google ученый
Ян З., Ника Д. Л. и Баландин А. А. Обзор тепловых свойств графена и малослойного графена: приложения в электронике, 31 (2014).
Потенца, М. и др. Графеновые нанопластинки: температуропроводность и теплопроводность флэш-методом. AIP Adv. 7 , 075214 (2017).
ОБЪЯВЛЕНИЕ Статья Google ученый
Хсу, Ю. Ю. О диапазоне размеров активных полостей зародышеобразования на поверхности нагрева. Дж. Теплопередача. 84 , 207–213 (1962).
КАС Статья Google ученый
Эда Г. и Чховалла М. Композитные тонкие пленки на основе графена для электроники. Нано Летт. 9 , 814–818 (2009).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Zhang, B.J., Hwang, T., Nam, J.-D., Suhr, J. & Kim, K.J. Нековалентно собранные нанотрубчатые пористые слои для замедления выхода из строя поверхности нагрева. науч. 4 , 1–7 (2014).
Google ученый
Камачи Р., Венкатачалапати С. и Нития С. Экспериментальное исследование и механизм увеличения критического теплового потока при теплопередаче при кипении в бассейне с наножидкостями. Тепломассообмен. 52 , 2357–2366 (2016).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Загрузить ссылки
Благодарности
Выражается благодарность спонсорам Фонда нефтяных исследований Американского химического общества № PRF # 59558-ND 9 за финансовую поддержку этой работы. Авторы также хотели бы отметить поддержку, оказанную премией Национального научного фонда № 1335927.
Информация об авторе
Авторы и организации
Microsystems Engineering, Rochester Institute of Technology, 76 Lomb Memorial Drive, Rochester, NY, 14623, США
Аникет М. Риши и Сатиш Г. Кандликар
Машиностроение, Рочестерский технологический институт, 76 Lomb Memorial Drive, Рочестер, штат Нью-Йорк, 14623, США
Сатиш Г. Кандликар
9 Машиностроение, производство и производство Engineering, University of Toledo, 2801 W. Bancroft St., Toledo, OH, 43606, USA
Anju Gupta
Авторы
- Aniket M. Rishi
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Satish G. Kandlikar
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Anju Gupta
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
Вклады
А. М.Р., С.Г.К. и А.Г. задумали проект, сократили, проанализировали, написали и рецензировали рукопись с равным вкладом.
Автор, ответственный за переписку
Анджу Гупта.
Заявление об этике
Конкурирующие интересы
Авторы не заявляют об отсутствии конкурирующих интересов.
Дополнительная информация
Примечание издателя
Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Дополнительная информация
Дополнительная информация 1.
Права и разрешения
Открытый доступ Эта статья находится под лицензией Creative Commons Attribution 4.0 International License, которая разрешает использование, совместное использование, адаптацию, распространение и воспроизведение на любом носителе или в любом формате, при условии, что вы укажете соответствующую ссылку на первоначальный автор(ы) и источник, предоставьте ссылку на лицензию Creative Commons и укажите, были ли внесены изменения. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons для статьи, если иное не указано в кредитной строке материала. Если материал не включен в лицензию Creative Commons статьи, а ваше предполагаемое использование не разрешено законом или выходит за рамки разрешенного использования, вам необходимо получить разрешение непосредственно от правообладателя. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.
Перепечатка и разрешения
Об этой статье
Комментарии
Отправляя комментарий, вы соглашаетесь соблюдать наши Условия и правила сообщества. Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.
Свинец в питьевой воде
Свидетельские показания перед сенатским Комитетом по экологическим ресурсам и энергетике Публичные слушания по вопросу о воздействии свинца и смягчении его последствий 30 октября 2017 г. (PDF)
Национальные события, связанные с воздействием свинца, вызвали новые опасения жителей Пенсильвании, связанные с безопасностью их домов и воды. Администрация Вольфа очень серьезно относится к проблеме воздействия свинца, и государственные органы будут продолжать совместную работу над скоординированным ответом на воздействие свинца в сообществах по всему Содружеству. Департаменты здравоохранения (DOH) и Департамент охраны окружающей среды (DEP) усердно работают над защитой детей от воздействия свинца и располагают множеством ресурсов, доступных для жителей, чтобы узнать больше и принять меры в отношении свинца.
По данным Департамента здравоохранения, основным источником отравления свинцом у детей в Пенсильвании по-прежнему является воздействие стареющей, разрушающейся краски на основе свинца (крошки и пыль), а не питьевая вода. Возраст жилищного фонда Пенсильвании усугубляет эту проблему. Хотя в 1978 году использование свинца в краске было запрещено, многие старые дома до сих пор содержат слои краски, выпущенной до 1978 года.
Федеральные правила и правила штата требуют, чтобы государственные поставщики питьевой воды регулярно проверяли ее на наличие загрязнителей, таких как свинец. DEP контролирует поставщиков воды, чтобы убедиться, что они соблюдают требования к тестированию для защиты наших общественных систем снабжения питьевой водой. DEP также предоставляет информацию частным пользователям колодезной воды о том, как правильно обслуживать свои системы, чтобы уменьшить воздействие свинца на них.
Целью Правил свинца и меди является защита здоровья населения за счет сведения к минимуму содержания свинца и меди в питьевой воде, в первую очередь за счет уменьшения коррозионной активности воды. Когда вода вызывает коррозию, свинец и медь, содержащиеся в сантехнических материалах, могут попасть в питьевую воду. Правила Пенсильвании для свинца и меди устанавливают уровень воздействия 0,015 мг/л для свинца и 1,3 мг/л для меди. Системы водоснабжения должны брать пробы воды из домов потребителей с определенной периодичностью: каждые 6 месяцев, ежегодно или раз в три года (раз в 3 года). Превышение уровня действия происходит, если результаты более чем 10% протестированных домов превышают уровень действия. Превышение уровня действия не является нарушением, но может привести к другим требованиям, включая мониторинг параметров качества воды, антикоррозионную обработку, мониторинг/очистку исходной воды, информирование населения и замену свинцовых линий. Все общественные системы водоснабжения (определяемые как те, которые обслуживают жителей круглогодично) и непереходящие системы водоснабжения, не являющиеся общественными (определяемые как те, которые регулярно обслуживают одних и тех же людей не менее 6 месяцев в году, например, школы и детские сады) подпадают под действие Правил свинца и меди. .
Определение регулярного соответствия правилам свинца и меди
Результаты регулярного мониторинга соблюдения регулярно сообщаются в Департамент. Эти результаты оцениваются, и вычисляется значение соответствия 90 th процентилей. За годовой и трехлетний период мониторинга 2016 года требовалось контролировать 2859 водных систем в период с июня по сентябрь. Из этих 2859 систем 11 превышали уровни действия как свинца, так и меди, 79 превышали только уровень действия свинца и 42 превышали уровень действия только меди.
Как отдельные результаты, так и значения соответствия доступны на веб-сайте Системы отчетности о питьевой воде (с инструкциями по поиску этих данных) по адресу: веб-страница «Безопасная питьевая вода».
Каковы последствия для здоровья свинца и меди?
Свинец может вызвать серьезные проблемы со здоровьем, если в организм попадает слишком много с питьевой водой или другими источниками. Это может привести к повреждению головного мозга и почек и помешать выработке эритроцитов, которые переносят кислород ко всем частям тела. Наибольший риск воздействия свинца представляют младенцы, дети младшего возраста и беременные женщины. Ученые связали воздействие свинца на мозг с пониженным IQ у детей. Взрослые с проблемами почек и высоким кровяным давлением могут быть подвержены влиянию низкого уровня свинца больше, чем здоровые взрослые. Свинец накапливается в костях и может выделяться в более позднем возрасте. Во время беременности ребенок получает свинец из костей матери, что может повлиять на развитие мозга. Если вы обеспокоены воздействием свинца, вы можете попросить своего поставщика медицинских услуг провести тестирование детей для определения уровня свинца в их крови.
Медь может вызывать неблагоприятные последствия для здоровья, включая рвоту, диарею, спазмы желудка и тошноту.
Каковы источники свинца и меди?
Хотя наибольшее воздействие свинца происходит, когда люди едят кусочки краски и вдыхают загрязненную свинцом пыль или проглатывают загрязненную свинцом почву жилых домов, по оценкам Агентства по охране окружающей среды США (EPA), от 10 до 20 процентов воздействия свинца на человека может быть связано с употреблением алкоголя. вода. Свинец и медь редко встречаются в источниках общественного водоснабжения, таких как реки или ручьи. Скорее, они попадают в водопроводную воду из-за коррозии сантехнических материалов дома. Дома, построенные до 1986 чаще имеют свинцовые трубы, приспособления и припой. Тем не менее, новые дома также могут быть в опасности. Даже законно «бессвинцовая» сантехника может содержать до 8 процентов свинца. Наиболее распространенная проблема связана с латунными или хромированными латунными кранами и приспособлениями, которые могут выделять значительное количество свинца в воду, особенно в горячую воду. Коррозия медных труб в домах является основным источником меди в питьевой воде.
Что я могу сделать, чтобы уменьшить воздействие свинца и меди в питьевой воде?
Поскольку воздействие свинца в питьевую воду обычно происходит из сантехнических приборов, а не из источника водоснабжения, важно, чтобы как общественные потребители питьевой воды, так и частные пользователи колодезной воды следовали этим советам, чтобы уменьшить воздействие свинца на себя.
- Спустите воду, чтобы вымыть свинец и медь . Если вода не использовалась в течение нескольких часов, пропустите воду в течение 15-30 секунд или пока она не станет холодной или не достигнет постоянной температуры, прежде чем использовать ее для питья или приготовления пищи. Это вымывает всю застоявшуюся воду из вашей домашней сантехники и заменяет ее пресной водой из водопровода на вашей улице. В домах со свинцовыми линиями обслуживания клиентам, возможно, придется промывать линию в течение более длительного периода, возможно, одной минуты, прежде чем пить.
- Используйте холодную воду для приготовления пищи и детского питания. Не готовьте и не пейте воду из-под крана с горячей водой; свинец легче растворяется в горячей воде. Не используйте воду из-под крана с горячей водой для приготовления детской смеси.
- Не кипятить воду для удаления свинца или меди . Кипящая вода не уменьшит содержание свинца или меди. На самом деле концентрация свинца или меди будет выше в кипяченой воде, поскольку часть воды удаляется в виде пара.
- Проверьте воду на наличие свинца или меди . Свяжитесь с вашей системой водоснабжения для получения дополнительной информации о проверке вашей воды. Некоторые системы водоснабжения могут предложить бесплатно протестировать вашу воду. Ваша система водоснабжения также может предоставить информацию о местных лабораториях, которые проводят анализы на содержание свинца. Если вы пользуетесь водой из частных колодцев, вам следует обратиться в лабораторию, аккредитованную DEP, для получения информации об испытаниях воды. Вот ссылка на список
Лаборатории, аккредитованные DEP (Excel).
- Определите, содержит ли ваша сантехника свинец. Существуют тампоны для проверки свинца, которые могут обнаруживать свинец на поверхностях сантехники, таких как припой и трубы. Эти тампоны можно приобрести в магазинах сантехники и товаров для дома.
Где я могу получить дополнительную информацию об уровнях содержания свинца и меди в моей системе водоснабжения?
- Общественные системы водоснабжения должны предоставлять ежегодный отчет о качестве воды (также называемый отчетом о качестве воды). Отчет о доверии потребителей) для всех клиентов. Отчет содержит результаты испытаний образцов, собранных в течение года.
- Результаты проб также доступны на веб-сайте DEP через Система отчетности по питьевой воде. Выберите свой округ и поставщика воды, чтобы просмотреть самые последние результаты испытаний на содержание свинца и меди (на странице результатов загрязняющее вещество 1022 соответствует меди, а 1030 — свинцу).
Что такое Закон штата Пенсильвания о запрете свинца?
Закон Пенсильвании о запрете использования свинца и уведомлении о его использовании (Запрет на использование свинца в штате Пенсильвания) вступил в силу 6 января 1991 года и распространяется на все работы по строительству или ремонту сантехники, выполненные после этой даты. Закон Пенсильвании аналогичен закону 1986 поправок к федеральному Закону о безопасной питьевой воде (SDWA) и требует использования материалов, не содержащих свинца, при строительстве или ремонте любой системы общественного водоснабжения (PWS), любого объекта, подключенного к PWS, или любой сантехники, которая обеспечивает воду для потребления человеком. .
Для получения дополнительной информации см. годовой Отчет о надзоре за запретом свинца (PDF).
Где я могу найти дополнительную информацию о свинце?
- Выпуск новостей
- Информация для школ и детских садов
- Информационный бюллетень о запрете свинца в Пенсильвании (PDF)
- Справочник по правилам для свинца и меди
- Список аккредитованных в Пенсильвании лабораторий по тестированию питьевой воды (Excel)
- Pa. Информация об отравлении свинцом Департамента здравоохранения
- Веб-сайт EPA
- Горячая линия Национального информационного центра по свинцам: 800-424-LEAD
- Веб-сайт расширения штата Пенсильвания
- Набор фактов о воде NSF для потребителей
- Информация об устройстве для очистки воды NSF
Безопасно ли кипятить воду в медном чайнике? Мы нашли ответы!
Один из моих ближайших друзей любил пользоваться дома медной посудой и посудой. Ее ответом на эту симпатию было то, что медь позволила ей почувствовать себя королевой!
Но я ищу меньше помпезности и больше безопасности, когда дело доходит до медных чайных сервизов дома.
Итак, мой первый вопрос, естественно, безопасно ли кипятить воду в медном чайнике? Медь хорошо проводит тепло. Таким образом, он может быстро и легко кипятить воду. Однако чрезмерное использование чайника может привести к тому, что защитный внутренний слой посуды раскрошится и смешается с водой, которую вы пьете. Так что кипячение воды в меди безопасно в первые несколько месяцев.
Кроме того, чтобы медный чайник не выкипел, необходимо соблюдать осторожность при обращении с ним из-за высокой температуры, а также избегать употребления перекипяченной воды, содержащей твердые минералы, пятна и ржавчину.
Содержание
Безопасно ли кипятить воду в медном чайнике?
Безопасно кипятить воду в новом и относительно новом медном чайнике , который не использовался слишком долго и не имеет пятен. Если вы хотите купить его в эстетических целях, наличие медного чайника означает, что вы не сможете использовать его для кипячения воды каждый день, так как они не так долговечны. Поэтому, если вы хотите безопасно кипятить в ней воду, вам придется сократить частоту использования.
Однако, если вы используете его ежедневно, знайте, что вам придется купить чайник с облицовкой из нержавеющей стали. Это предотвратит перекипение сожженной меди или попадание высокой температуры в желудок. Использование олова или никеля для облицовки может быть не таким прочным.
Каковы преимущества кипячения воды в меди?
Преимущества: быстрое закипание, лучший иммунитет, помощь пищеварению и сокращение времени заживления язв и ран.
Как вы уже знаете, медь обладает высокой теплопроводностью, из-за чего вода в ней супер быстро закипает, даже быстрее, чем нержавейка!
Когда вы храните воду в медном чайнике перед тем, как налить ее и приготовить себе чай, считается, что сохраненная вода обладает положительной энергией для организма, которая увеличивает усвоение железа, улучшает здоровье суставов и щитовидной железы и т. д.
Но все это справедливо только в том случае, если вы не перекипятили воду, а чайник внутри чист, гигиеничен и хорошо сконструирован, чтобы в воду не попадала обгоревшая медная стружка.
Есть ли симптомы отравления медным чайником?
Да. Старинная медная посуда не имеет современного защитного покрытия из олова, никеля и нержавеющей стали. Хотя из них всегда можно хранить и пить, кипячение в такой посуде может вызвать отравление медью.
Самые основные симптомы, которые вы заметите, это проблемы с желудком, головные боли, головокружение, тошнота и т. д.
Чтобы облегчить ваше состояние, таких случаев интоксикации медью не было уже десятки лет. Таким образом, вы не рискуете использовать современную медную посуду и отравиться ею.
Почему нельзя повторно кипятить воду?
Повторное кипячение воды не является хорошим выбором, так как при нагревании жесткость воды становится более концентрированной. Вы превращаете нитраты в нитрозамины и еще много чего, и воду становится буквально труднее пить.
Так что, если вы забыли, кипятили воду или нет, всегда старайтесь повторно использовать воду и кипятить новую.
Как очистить медный чайник изнутри?
Чтобы научиться чистить медный чайник изнутри, вам понадобятся следующие предметы: раствор лимона и уксуса, вода, чистящая салфетка, тряпка из микрофибры и моющее средство.
Теперь выполните следующие действия:
1. Смешайте раствор уксуса и лимона в равных частях и влейте. Теперь оставьте этот раствор внутри чайника на пару минут.
2. Через некоторое время слейте раствор. Теперь сделайте раствор еще раз, добавьте к нему воду и вскипятите раствор на слабом огне в чайнике.
3. Когда вы услышите свисток, перестаньте кипятить и дайте остыть.
4. Теперь с помощью чистящей салфетки потрите внутреннюю часть чайника смесью моющего средства и теплой воды.
5. Промойте и высушите чайник!
Если это не работает для вас, полировка локтевой смазкой также является хорошим методом очистки. Вы можете использовать зубную щетку, чтобы очистить ее, и использовать друга бармена, чтобы вычистить ее до или вместо выполнения описанных выше шагов.
См. также: Как очистить сгоревший чайник снаружи, чтобы он блестел
Безопасно ли кипятить воду в нержавеющей стали?
Да. Вы можете кипятить воду в кастрюлях или чайниках из нержавеющей стали. Хотя они имеют относительно более медленную проводимость, чем медь, они обеспечивают оптимальную теплопроводность. Вам также не нужно беспокоиться о том, что стальные сколы оторвутся, если у вас кастрюля из нержавеющей стали. Это связано с тем, что нержавеющая сталь имеет высокую тепловую массу и высокую температуру плавления. Так что те из нас, кто виновен в переваривании из-за забывчивости, выиграют от этого.
Однако никелированное покрытие будет исключением для чайников из нержавеющей стали. Видите ли, длительное использование также может привести к исчезновению подкладки!
Какой материал лучше всего подходит для кипячения воды?
Для кипячения воды можно использовать различные материалы, такие как алюминий, керамика, стекло, нержавеющая сталь, медь, чугун и т. д. Но лучше всего подходят боросиликатное стекло и нержавеющая сталь.
Если у вас есть плита, на которой вы будете варить, лучше всего подойдет нержавеющая сталь. Опять же, для кипячения в микроволновой печи боросиликатное стекло является лучшим выбором для равномерной теплопроводности. Просто убедитесь, что это пирекс или обработанное закаленное стекло!
Final Words
Итак, безопасно ли кипятить воду в медном чайнике? Да, если они новые, давно не использовались и имеют защитную подкладку. Они небезопасны, если предметы антикварные и не имеют подкладки.
Кроме того, если вы перекипятили воду, ее нельзя пить ни хорошо, ни безопасно, независимо от того, новый у вас чайник или старый. Так что постарайтесь этого избежать, и постарайтесь в следующий раз обращать внимание на свистки чайника!
10 быстрых и простых способов очистки меди
Медь, будь то украшения, раковины, кастрюли и сковородки или другие предметы домашнего обихода, придает красоту вашему дому или вашему внешнему виду. Падение меди, как и многих других металлов, неприглядное потускнение, которое появляется со временем и при многократном использовании. Чтобы ваша медь выглядела блестящей и новой, вам нужно научиться чистить медь в домашних условиях.
Черный и зеленовато-синий цвет — две наиболее распространенные проблемы с медью. Черный цвет возникает при длительном воздействии на медь воздуха. Единственный способ предотвратить появление черного потускнения — это регулярно чистить медные предметы, находящиеся в вашем доме.
Зеленовато-синий налет опять-таки из-за воздействия воды, и его нельзя предотвратить, особенно при использовании медной посуды. Использование коммерческих чистящих средств, таких как Barkeepers’ Friend или Brasso, является одним из самых простых способов очистки меди, но есть и другие подходы, столь же простые и быстрые, как и коммерческие чистящие средства.
(sunlight19/123rf.com)tb1234
tb1234
Содержание
- Простые способы очистки меди в домашних условиях
- Чистка меди уксусом
- Удалите коррозию с меди лимонами
- Как очистить медь кетчупом
- Как кипячение меди помогает очистить ее
- Пищевая сода с лимонным соком Поддержите медь в чистоте
- Как очистить лакированную медь
- Можно ли очистить медь пищевой содой ?
- Другие кухонные скобы, используемые для очистки меди
- Используйте Kool-Aid для удаления потускнения
- Советы по поддержанию чистоты меди
Коммерческие чистящие средства быстро и легко использовать, но они содержат агрессивные химикаты. Узнайте, как очистить поверхность меди, используя вместо этого натуральные чистящие средства, приготовленные из ингредиентов, которые есть у вас дома. Эти натуральные чистящие средства безопасны и эффективны для меди и нержавеющей стали, а также более доступны по цене, чем коммерческие чистящие средства.
Чистка меди уксусом
Уксус, пожалуй, самый универсальный ингредиент на вашей кухне, так как он широко используется как для приготовления пищи, так и для уборки. Одного уксуса недостаточно, чтобы очистить потускневшие медные кастрюли, но в сочетании с несколькими другими кухонными продуктами вы получите один из самых эффективных методов очистки.
tb1234
Рецепт уксуса для очистки меди
- ¼ муки
- ¼ стакана соли
- Белый уксус
tb1234
В небольшую миску добавьте соль и муку и быстро перемешайте. Медленно вливайте небольшое количество уксуса, перемешивая после каждой заливки. Прекратите добавлять уксус, как только смесь превратится в густую пасту.
Используйте чистую мягкую ткань, чтобы нанести пасту на основе уксуса непосредственно на медь. Возьмите второе полотенце и полируйте медь, пока она не станет блестящей. Смойте теплой водой и высушите третьим полотенцем.
Уксус — чрезвычайно универсальный бытовой компонент. Вы можете не только очистить медь, но и приготовить заправку для салата, соленья и позаботиться о старении латуни с помощью недорогой жидкости.
Удаление коррозии с меди с помощью лимонов
Одним из лучших способов удаления коррозии с медной посуды является использование лимонов и соли. Лимоны и соль действуют на худшее окисление, поэтому многие используют их в крайнем случае, когда все другие варианты не работают. Вы не только можете чистить медные кастрюли лимоном и солью, но это также один из лучших способов очистить медные пенни и монеты, чтобы избавиться от прилипшей грязи и удалить пятна.
tb1234
Средство для удаления лимонной коррозии своими руками Рецепт
- Целый лимон
- Соль
tb1234
Разрежьте лимон пополам и посыпьте солью. Поваренная соль прекрасно работает и обеспечивает необходимую степень абразивности. Используйте половинку лимона как чистящую щетку и потрите корродированную медную поверхность.
Продолжайте тереть, пока не исчезнет вся коррозия и не проявится первоначальный блеск поверхности. Если после многократной очистки все еще остаются пятна коррозии, используйте другую половину лимона, чтобы сделать другие чистящие средства для меди. Выжмите сок из второй половины в миску и смешайте с несколькими чайными ложками винного камня.
Используйте столько винного камня, сколько нужно для приготовления пасты. Кончиками пальцев или губкой покройте ржавые участки и оставьте на два часа. Сотрите пасту сухой тканью и отполируйте до блеска.
Как очистить медь кетчупом
Кетчуп — самая популярная приправа в Америке. Чего вы не знаете об этом красном вкусном соусе, так это того, что он также является отличным способом очистки грязных монет и других предметов. Кетчуп также очищает медь благодаря уровню кислотности помидоров, а также содержит соль и уксус.
Силы этих трех ингредиентов достаточно, чтобы удалить самую стойкую грязь. Чтобы почистить медные изделия кетчупом, нанесите небольшое количество на старую тряпку и протрите всю поверхность. Оставьте на 20 минут, а затем протрите влажной тканью.
После исчезновения окисления тщательно промойте теплой водой и немедленно высушите, чтобы предотвратить образование новой коррозии. Горчица является отличным очистителем латуни в домашних условиях, но она также помогает удалить окисление меди.
Нанесите так же, как и кетчуп, но оставьте на десять минут за один раз. Уксус внутри горчицы разрушает любое окисление для красивого и блестящего результата.
Как кипячение меди помогает ее очистить
Иногда коррозия или пригоревшая пища настолько серьезны, что от них невозможно избавиться, как бы сильно вы ни чистили. Если все другие естественные чистящие средства не помогли, попробуйте прокипятить кусок меди в большой кастрюле, так как это лучший способ очистить медь от стойких пятен. Чтобы вскипятить медь, налейте в кастрюлю три стакана воды, один стакан уксуса и одну столовую ложку соли.
Поместите кусок меди прямо в воду, включите сильный огонь и доведите воду до кипения. Позвольте ему кипеть, пока тусклость не исчезнет. Как только тусклость исчезнет, осторожно выньте изделие из воды, дайте ему остыть и отполируйте до блеска.
Пищевая сода с лимонным соком Поддержите медь в чистоте
Приготовьте мыльную смесь из лимонного сока и пищевой соды, чтобы очистить медь. Используйте чистую тряпку, смоченную в мыльном растворе, чтобы нанести его на медную деталь. После этого используйте мягкую ткань из микрофибры, чтобы отполировать ее.
Тщательно промойте его теплой водой, а затем полностью высушите, чтобы предотвратить образование нового потускнения. Лимонный сок очищает медь, удаляя с меди патину, а пищевая сода счищает твердую грязь и грязь. При необходимости лимонный сок можно заменить соком лайма или уксусом.
Как чистить лакированную медь
Любая медь, которая сохраняет прекрасный блеск или блеск, несмотря на многократное мытье и использование, имеет защитное покрытие. Потускневшие пятна на изделиях такого типа указывают на повреждение лакового покрытия. Поскольку очистить только пятна с пятнами практически невозможно, лучше всего очистить их перед стиркой.
Чтобы удалить лаковое покрытие, добавьте одну чайную ложку стиральной соды на каждый стакан кипятка. Полностью погрузите изделие в кипящую воду и оставьте кипеть на 20 минут. Надев резиновые перчатки, достаньте его из воды и грубой тряпкой потрите размягченное покрытие.
Труднодоступные щели или труднодоступные участки очищайте старой зубной щеткой. Вымойте его в горячей мыльной воде вручную, а не в посудомоечной машине, а затем высушите. Отполируйте медь круговыми движениями чистой тканью.
Сделайте чистящее средство для меди самостоятельно, используя один из наших предпочтительных методов очистки потускневших пятен. После очистки вы можете продолжать использовать предмет как есть с регулярной чисткой и полировкой. Или нанесите новый защитный прозрачный слой для защиты меди.
Можно ли чистить медь пищевой содой?
Старинную медь можно очистить только пищевой содой, но для этого требуется гораздо больше усилий, чем для других методов. Пищевая сода — отличное чистящее средство, так как она слегка абразивная, но не настолько грубая, чтобы поцарапать поверхность. Чтобы очистить пищевую соду, посыпьте ее на тряпку или прямо на грязную посуду.
Используйте чистую ткань, чтобы стереть потускнение. Как только он исчезнет, тщательно промойте теплой водой, чтобы удалить остатки пищевой соды. Немедленно высушите медь мягким полотенцем, а затем отполируйте до блеска вторым полотенцем.
Другие кухонные скобы, используемые для чистки меди
Кетчуп — не единственная приправа, которую можно использовать для чистки меди, вустерширский соус и соус для стейка А1 также подходят. Вустерширский соус лучше всего подходит для небольших предметов, таких как посуда, так как вы просто наносите небольшое количество и протираете тусклую поверхность.
Смойте теплой водой, чтобы придать коже желаемый блеск. Соус для стейка A1 работает аналогично, но это томатное пюре в сочетании с уксусом в смеси, которая восстанавливает блестящий блеск меди. Протрите мягкой тряпкой, затем промойте и высушите.
Используйте Kool-Aid для удаления тусклости
При использовании Kool-Aid для удаления тусклости не существует секретного аромата, который работает лучше всего; использовать все, что есть в доме. Никогда не смешивайте пакет в раковине, так как он испачкает раковину. Вместо этого смешайте один пакет в ведре с двумя литрами воды.
Погрузите предмет в воду на десять минут и наблюдайте, как лимонная кислота в смеси Kool-Aid съедает тусклость. Тщательно промойте и высушите перед тем, как убрать. Немедленно утилизируйте использованный Kool-Aid, чтобы предотвратить его случайное проглатывание.
Советы по поддержанию чистоты медного котла
Теперь, когда ваш медный блок чистый и выглядит как новый, вы хотите, чтобы он оставался таким же.