Установка конденсатора в сварочный полуавтомат
Конденсатор при э\сварке
Посёлок, особняки. Сосед сварщик зарабатывает на хлеб, понятно. Моргает свет очень неудобно. Где-то прошла инфа что если подключить б/конденсатор перед сварочным аппаратом (например конденсаторы для выравнивания косинуса) то это значительно улучшит выше сказаную проблему. Кто что знает по этому вопросу?
Сварочный трансформатор просаживает напряжение в основном активной мощностью и немного сдвигает cos fi. Если выровнять cos fi, то напряжение сильно не поднимется. Хотя, не исключаю, что некоторые трансформаторы могут сдвигать ток (cos fi) достаточно сильно. Инверторы не сдвигают ток, а портят его форму. Тут конденсаторы вообще абсолютно бесполезны.
Чтобы напряжение не просаживалось надо проводку на более толстую менять или сварочник на меньшую мощность
БОНУС написал : Сосед сварщик зарабатывает на хлеб, понятно.
Вот и сходите к нему прихватить какую ни будь железку. Не слишком маленькую, что бы он сам её тащить поленился. Узреете его аппарат. Наверняка самодельный транс, который портит жизнь половине посёлка.
Не слишком маленькую, что бы он сам её тащить поленился. Узреете его аппарат. Наверняка самодельный транс, который портит жизнь половине посёлка.
БОНУС написал : Где-то прошла инфа что если подключить б/конденсатор перед сварочным аппаратом (например конденсаторы для выравнивания косинуса) то это значительно улучшит выше сказаную проблему.
Косинус то вам зачем? У вас — «просадка» (падение напряжения) из-за длинной линии и/или недостаточного сечения. Да кустарного сварочного аппарата.
Навернётся ваш холодильник- он вам новый купит? Пусть себе инвертор с PFC (корректором мощности) приобретает или всем по стабилизатору, либо отдельную линию от ТП для своих нужд прокладывает.
Скоре всего при нашей нищете у него кустарный транс. Но вопрос втом кто с такой схемой на практике работал?
знаю что конденсатор включенный перед сварочником уреньшает реактивную составляющую тока потребляемую из сети, но зависит от сварочника(максимум можно уменьшить потребляемый ток на 30 процентов)Купите себе стабилизатор, а на соседа сообщите энергетикам
Переделка зарядных устройств и не только
Сообщить в РЕС не проблема. Конденсатор с активным сопротивлением линии образует RC филтр. Может кто-то эксперементировал?
Конденсатор с активным сопротивлением линии образует RC филтр. Может кто-то эксперементировал?
rc фильтр имеет низкий кпд и предназначен для фильтрации высоких частот, не думайте за соседа, просто донесите.
Переделка зарядных устройств и не только
Да эта проблема сплош и рядом, если посмотреть по форуму и звонками в РЕС её не решить.
БОНУС написал : если подключить б/конденсатор перед сварочным аппаратом
конденсатор ну ооочень большой получится, немного поможет при сварочном трансе
Пока не приобрёл инвертор, пользовался заводским трансом, так там по первичке стоит ёмкость по- моему 100мкф,- очень даже помогала при розжиге электрода (пробовал без неё- значительно хуже)
Спасибо » iyri » Я думаю что просадка будет уже меньше в пиках. Может кто ещё вспомнит.
БОНУС написал : Спасибо «iyri» Я думаю что просадка будет уже меньше в пиках. Может кто ещё вспомнит.
Да вы попробуйте сначала. По моему это- бесполезно.
ну почему же, учитывая что cos Ф
Пробовать не начем живу в городе, так бы не морочил людям голову, это товарищ задал мне вопрос. Единственное на форуме может кто знает.
хуже не будет, ели тот сварщик поставит у себя дома кондер, чтобы не загружать линию реактивными токами.. Только ж вы ему попробуйте доказать, что эта штука счетчик не наматывает..
Ясное дело, вопрос подобрать банку с (Х мкф).
БОНУС написал : Ясное дело, вопрос подобрать банку с (Х мкф).
Да не вопрос: [URL=» тыц» title=»» https://www.compensation.com.ua/index.php?page=shop.product\_details&product\_ >тыц» >
Если никто не пробовал придётся >тыц
Пробовал разные варианты.Конденсатор на входе не поможет,реально помогает на выходе мощный дросель после диодов и ГЛАВНОЕ без КОНДЕНСАТОРОВ.Почему помогает не знаю честное слово.Дросель должен быть чем мощней тем лучше почти как сварочный.Много лет я пытался добиться чтобы свет моргал не сильно при работе самодельным сварочным, только выпрямитель + дросель и помог. При сварке электродом 3мм свет практически не моргал.Как добился поварил неделю, потаскал этот вес пошел и купил инвертор.
При сварке электродом 3мм свет практически не моргал.Как добился поварил неделю, потаскал этот вес пошел и купил инвертор.
Супер. Спасибо «электрикваня» Сэкономил кучу времени и деньги товарища. Спасибо ВСЕМ и удачи. Что получится пожже отпишу.
электрикваня написал : Конденсатор на входе не поможет,реально помогает на выходе мощный дросель после диодов и ГЛАВНОЕ без КОНДЕНСАТОРОВ.Почему помогает не знаю честное слово.
Дроссель ограничивает ток КЗ и почти так же, как конденсатор, отдает запасенную энергию.
электрикваня написал : Много лет я пытался добиться чтобы свет моргал не сильно при работе самодельным сварочным,
Есть такой самопальный сварочник. Изготовлен в 80-х из высоковольтного измерительного трансформатора, вся хитрость там в железе. Очень низкий ток ХХ(меньше одного ампера) и просадка линии по напряжению небольшая. К сожалению создатель аппарата давно умер.
БОНУС написал : Супер.
Спасибо «электрикваня» Сэкономил кучу времени и деньги товарища.
 Спасибо «электрикваня» Сэкономил кучу времени и деньги товарища.
Спасибо «электрикваня» Сэкономил кучу времени и деньги товарища.Это как сказать что сэканомили,и дросель и диоды стоят некисло (даже сам материал)Учтите также что нюансов там куча начиная от самой сети, кончая как человек варит.Был случай мужик мне расказал что ему сделали супер пупер сварочник 4 режет и свет не моргает,невыдержал поехал посмотреть, оказалось подстанция у него за забором.Я сварочники мотал и себе и людям пока медь не начали сдавать.Прикол там один, чем ниже ХХ напряжение на вторичке тем меньше садит сеть и тем хуже загорается электрод (поэтому надо искать компромис).После выпрямителя с дроселем электрод загорается (уверенно) при ХХ 42 вольта.Короче лучше Вам к пацанам самодельщикам на форум.Хотя там попадаются советчики еще те но и реальных кто это делал и обьяснить может с научной точки много.Я больше методом тыка проб и ошибок.Неплохая схема с удвоением напряжения, просто наберите в поиске( как сделать сварочный аппарат ) и поищите такой вариант.Там легко можно переделать уже готовый аппарат и сеть он садит еще меньше. Я как инвертор купил год назад так и бросил поиски в этом направлении.Жепаю Вам удачи.
Я как инвертор купил год назад так и бросил поиски в этом направлении.Жепаю Вам удачи.
этот сварочный был без воздушного зазора между катушками?
электрикваня написал : и дросель и диоды стоят некисло
тем более сейчас появились относительно дешевые и неплохие инверторы, а варить при плохой сети особенно, это как день и ночь
БОНУС ,а может проще сделать?? Пригласить электрика с когтями, свозить его до ТП ( чтоб щёлкнул рубильником), свозить до столба от которого вы запитаны и перекинуть ваш провод на другую фазу. И всего делов и никаких заморочек с электроприблудами. Конечно вы можете возразить — почему должен Я суетится из-за соседа. Но ведь и он не виноват, что сеть просажена. На полноценной сети моргания не ощющаются, если конечно не варить каким ни будь промышленным монстром.
Всем спасибо за дельные советы которые будут внимательно изучены.
откуда такие данные? Учитывая, что низкий cos fi у трансформатора именно при ХХ, а не в момент наибольшего потребления (зажигание дуги) — фактически в момент КЗ?
В момент наивысшего токопотребления (и, следовательно просадки напряжения) cos fi сравнительно высокий и компенсировать его нет особого смысла.
Alexiy написал : В момент наивысшего токопотребления (и, следовательно просадки напряжения) cos fi сравнительно высокий и компенсировать его нет особого смысла.
на холостом ходе как раз таки косинус около 0,1-0,08 . а вот при полной нагрузке он как раз 0,4-0,7 в зависимости от типа трансформатора в сварочном аппарате и наличия реостата и выпрямителя. Для простого трансформатора с зазором в магнитопроводе косинус очень низкий в рабочем диапазоне токов. При КЗ вообще получается что вторичная обмотка замкнута и с чего там вдруг появится косинус близкий к 1? Учите ТОЭ:
↑ Схема и детали сварочника
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Печатка, см. чертеж в архиве
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Доводим до ума бюджетный полуавтомат
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).
А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка — это 7 слоёв, после намотки делаем отвод.
Дальше мотаем 39 витков, делаем ещё отвод, 25 витков — отвод, и 14 витков отвод.
Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.
Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия. А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
источник
Конденсатор для сварочного полуавтомата
В мастерской и в быту мастеру пригодится полуавтомат для сварки, чтобы выполнить ремонт ограждения или навеса, кузова автомобиля, построить теплицу.
Что лучше: купить новое оборудование или собрать сварочный полуавтомат своими руками – зависит от личных возможностей. Но такая возможность есть. В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.
Самодельный полуавтомат работает по той же схеме, что и обычный сварочник, с той лишь разницей, что электроды заменяет присадочная проволока. Она подается в рабочую зону автоматически, с помощью специального механизма. Благодаря непрерывной постепенной подаче проволоки формируется зона расплавленного металла для быстрого соединения элементов.
Электрическая схема может иметь в качестве источника тока инвертор или трансформатор. Сварщик поджигает дугу на горелке пистолетного типа и регулирует подачу расходника через обрезиненный шланг. Через этот канал одновременно поступает газ.
Через этот канал одновременно поступает газ.
Полуавтомат привлекает простым принципом работы и производительностью. Шов при сварке ложится ровно и равномерно, обладает высокой прочностью. Собранная в домашних условиях конструкция сможет сваривать сталь, нержавейку и цветные металлы.
Сообщений 1 страница 30 из 1000
Поделиться120 декабря, 2010г. 17:54:50
- Автор: Andry
- Участник
- Откуда: Свердловск Украина
- Зарегистрирован: 20 ноября, 2009г.
- Сообщений: 168
- Уважение: [+6/-0]
- Позитив: [+1/-0]
- Приглашений: 0
- Пол: Мужской
- Возраст: 34 [1985-07-23]
- Провел на форуме: 10 дней 21 час
- Последний визит: 16 июня, 2015г. 14:14:51
serg54 На 5 фото сварочныый полуавтомат, выложите пожалуйста электрическую схему и фотки механизма подачи проволоки желательно с описанием.
Поделиться221 декабря, 2010г. 22:46:54
- Автор: serg54
- Активный участник
- Откуда: Запорожская обл
- Зарегистрирован: 30 июля, 2010г.
- Сообщений: 471
- Уважение: [+34/-0]
- Позитив: [+4/-0]
- Приглашений: 0
- Пол: Мужской
- Возраст: 65 [1954-12-07]
- награды: vid
- Провел на форуме: 15 дней 6 часов
- Последний визит: 22 января, 2013г. 21:42:29

Если не трудно можно эл.схемку
Фотки зделаю Механизм подачи мне не нравится, буду переделывать. Схему делал с головы постораюсь нарисовать.
Поделиться326 декабря, 2010г. 18:14:52
- Автор: serg54
- Активный участник
- Откуда: Запорожская обл
- Зарегистрирован: 30 июля, 2010г.
- Сообщений: 471
- Уважение: [+34/-0]
- Позитив: [+4/-0]
- Приглашений: 0
- Пол: Мужской
- Возраст: 65 [1954-12-07]
- награды: vid
- Провел на форуме: 15 дней 6 часов
- Последний визит: 22 января, 2013г. 21:42:29
выложите пожалуйста электрическую схему и фотки механизма подачи проволоки желательно с описанием.

По просьбе выкладываю фотки, схему немного пожже нарисую.
Поделиться427 декабря, 2010г. 01:02:44
- Автор: Andry
- Участник
- Откуда: Свердловск Украина
- Зарегистрирован: 20 ноября, 2009г.
- Сообщений: 168
- Уважение: [+6/-0]
- Позитив: [+1/-0]
- Приглашений: 0
- Пол: Мужской
- Возраст: 34 [1985-07-23]
- Провел на форуме: 10 дней 21 час
- Последний визит: 16 июня, 2015г. 14:14:51
Механизм подачи мне не нравится, буду переделывать.
От стеклоочистителя какого автомобиля использован двигатель в механизме подачи проволоки? У меня от Москвича — слабоват. Какие у этого механизма недостатки и что хотите переделать?
Отредактировано Andry (27 декабря, 2010г. 01:05:33)
Поделиться527 декабря, 2010г. 06:50:46
- Автор: Анатолий южный
- Победитель номинации Лучший трактор-2011
- Зарегистрирован: 14 ноября, 2010г.
- Сообщений: 3673
- Уважение: [+109/-1]
- Позитив: [+39/-1]
- Приглашений: 0
- Пол: Мужской
- Возраст: 62 [1958-01-27]
- награды: vid,veteran
- Провел на форуме: 1 месяц 12 дней
- Последний визит: 30 декабря, 2021г. 21:58:12
 21:58:12
21:58:12Механизм подачи мне не нравится, буду переделывать
Почему от Москвича слабоват, там 15вт., я всегда ставлю от ВАЗ, там вдвое меньше и работает отлично без инерции, а на Москвичовский надо тормоз, кнопку отпустишь, а проволка ещё по инерции немного «вылазит».
Отредактировано Leksus (27 декабря, 2010г. 17:28:02)
Поделиться627 декабря, 2010г. 10:51:18
- Автор: serg54
- Активный участник
- Откуда: Запорожская обл
- Зарегистрирован: 30 июля, 2010г.
- Сообщений: 471
- Уважение: [+34/-0]
- Позитив: [+4/-0]
- Приглашений: 0
- Пол: Мужской
- Возраст: 65 [1954-12-07]
- награды: vid
- Провел на форуме: 15 дней 6 часов
- Последний визит: 22 января, 2013г. 21:42:29
Конденсаторная сварка своими руками
Прежде чем начинать делать аппарат конденсаторной сварки своими руками нужно выбрать тип устройства. Они бывают бестрансформаторными и трансформаторными. Первый вариант чаще применяют для ударной сварки, второй для соединения заготовок прочными швами. В бестрансформаторных аппаратах конденсаторы разряжаются на соединяемые детали, в трансформаторных на первичную обмотку выходного трансформатора. Со вторичной обмотки которого импульс тока поступает на место соединения.
Первый вариант чаще применяют для ударной сварки, второй для соединения заготовок прочными швами. В бестрансформаторных аппаратах конденсаторы разряжаются на соединяемые детали, в трансформаторных на первичную обмотку выходного трансформатора. Со вторичной обмотки которого импульс тока поступает на место соединения.
Трансформаторный аппарат
Трансформаторная схема конденсаторной сварки собирается из следующих деталей:
- сетевого трансформатора мощностью 5 — 20 Вт со вторичным напряжением 5 В;
- двух выпрямительных мостов;
- тиристора КУ 202 или аналога для управления разрядом;
- одного или нескольких конденсаторов с суммарной емкостью 1000 — 2000 мкФ;
- выходного трансформатора мощностью не меньше 1 кВт;
- предохранителя, кнопочного переключателя любого типа.
Схема конденсаторной сварки трансформаторного типа
При безошибочном монтаже устройство начинает работать сразу без дополнительных настроек. Таким аппаратом можно проводить точечную сварку на конденсаторах со скоростью до 5 импульсов в секунду.
В качестве выходного можно использовать трансформатор от микроволновой печки с небольшой доработкой. Магнитные шунты убирают, вместо вторичной обмотки наматывают 3 — 5 витков медной шины сечением 20 — 35 мм².
Если трансформатор от микроволновой печки добыть не получилось, самодельный собирают на сердечнике из пластин Ш 40 с толщиной набора 70 мм. Для первичной обмотки потребуется 300 витков провода диаметром 0,8 мм, для вторичной 10 витков шины.
Качество конденсаторной сварки зависит не только от характеристик сварочного аппарата, но и от электродов. Их можно прижимать к деталям руками или зажимами, но лучше сделать рычажную конструкцию.
Она состоит из нижнего электрода из медного стержня диаметром 8 мм, длиной 1 -2 см, закрепленного на неподвижном основании. Для лучшего контакта с заготовками верхний конец округляют. Подвижный электрод крепят на рычаге, с помощью которого можно быстро сжимать заготовки между собой. Основание с нижним контактором должно быть изолировано от рычага.
Электродуговая сварка из супер конденсаторов
Супер конденсаторы (ионисторы) не боятся критических токов, поэтому часто используются в силовых агрегатах, где возникают пиковые токи непродолжительные по времени. Учитывая эту особенность можно построить сварочный аппарата на супер конденсаторах большой емкости.
Понадобится
- 8 супер конденсаторов (ионисторов), приобрести можно на АлиЭкспресс — http://ali.pub/3xh6z5.
- Силовые провода с с электрододержателем.
- Соединительные перемычки, гайки, шайбы.
Сами конденсаторы емкостью 3000 Фарад и на напряжение 2,7 Вольта каждый.
Мощность колоссальная, поэтому вывода не для пайки, а для прикручивания.
Собираем аппарат для электродуговой сварки из супер конденсаторов
Собираем попарно 4 пары супер конденсаторов. Соединяем эти пары только с одной стороны «+» с «-».
Далее собираем в блок. Соединяем вместе все «+» с «+» и «-» с «-».
В итоге у нас получилась батарея из двух последовательных групп.
 Где в каждой группе 4 ионистора включенных паралельно.
Где в каждой группе 4 ионистора включенных паралельно.Общее напряжение: 2,7 + 2,7 = 5,4 В. Это максимальное, которое нельзя превышать.
Давайте теперь посчитаем емкость: 3000 x 4 = 12000 Фарад при напряжении 2,7 В в группе. И общая емкость тоже равна 12000 Фарад, при напряжении 5,4 В.
Подключаем провода с электрододержателем. Сильно длинные провода быть не должны, иначе вся мощность останется на них.
Закрепляем болт в тисках, подключаем минусовой провод.
Закрепляем электрод и пробуем варить.
Результат сварки.
Далее пробуем сварить два болта.
Теперь сварим две шпильки, длинным швом.
В принципе все работает. Дугу проблематично стабильно поддерживать на таком низком напряжении, но все же вполне возможно. Думаю, все видите сами.
Смотрите видео
конденсаторы электролитические для фотовспышек, конденсаторы для сварочных аппаратов и мощных блоков питания (повышенной емкости и напряжения) |
||
35х56 мм |
наличие на складе |
|
64х100 мм |
наличие на складе |
|
25х42(30х36) мм |
наличие на складе |
|
51х81 мм |
наличие на складе |
|
35х63 мм |
наличие на складе |
|
25х41 мм |
наличие на складе |
|
35х47 мм |
наличие на складе |
|
 Минск, ул. Украинская, 8.
Минск, ул. Украинская, 8.Сварочные аппараты установка конденсаторов что дает.
 Сварочный аппарат на конденсаторах своими руками
Сварочный аппарат на конденсаторах своими рукамиПопал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).
А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка — это 7 слоёв, после намотки делаем отвод.
Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.
Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится.
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Всем спасибо за внимание -)
Этот вид сварки относится к точечному способу. Он удобен в случае, когда требуется приваривать небольшие детали друг к другу, а одну и маленькую. Преимущественно конденсаторную сварку используют для работы с цветными металлами.
Как только появилась возможность проводить точеную сварку в домашних условиях, метод стал набирать популярность среди неопытных сварщиков. Такая ситуация и прибавила актуальности вопросу на сегодняшний день. Что собой представляет этот процесс и как собственноручно сделать сварку для домашнего использования? Этот вопрос мы и постараемся сегодня разобрать в деталях.
Такая ситуация и прибавила актуальности вопросу на сегодняшний день. Что собой представляет этот процесс и как собственноручно сделать сварку для домашнего использования? Этот вопрос мы и постараемся сегодня разобрать в деталях.
Первое отличие, которое бросается в глаза, это скорость сварки и её экологичность. Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
- Конденсаторы собирают в себе требуемое количество энергии;
- Заряд переходит в тепло, которое используется для сварки.
Как уже упоминали ранее, этот вид сварки является экологически безопасным. Приборам не требуется жидкость для охлаждения из-за отсутствия тепловых выделений. Это преимущество позволяет прибавить времени к сроку эксплуатации конденсаторного устройства.
Принцип работы конденсаторной сварки
В процессе сваривания точечным способом, детали подвергаются зажиму двумя электродами, на которые приходит кратковременный ток. Затем между электродами образуется дуга, она и нагревает металл, расплавляя его. Сварочный импульс приходит в работу в течение 0,1 сек., он предоставляет общее ядро расплавки для обеих подвергающихся сварке частей заготовок. Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Существуют вторичные обмотки, с них ток попадает на электроды, а на первичную обмотку, приходится импульс, который образовался при конденсаторном заряде. В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
Виды точечной сварки
Различают два основных вида конденсаторной сварки своими руками:
- Трансформаторный. При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.
- Бестрансформаторный.
Преимущества
Как и у всех других видов, самостоятельная конденсаторная сварка отличается рядом положительных особенностей:
- При стабильной работе, есть возможность сэкономить электроэнергию;
- Надёжность и практичность. Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
- Скорость работы;
- Сварочный ток очень плотный;
- Аккуратность. Учитывая дозу потребляемой энергии, в поле соприкосновения образуется надёжный шов, компактной толщины. Такой способ широко используют для тонкой сварки цветного металла;
- Экономичность. Потребляемая мощность равна 20 кВА максимум. Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.
 Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.
Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.Схема сборки агрегата своими руками
Через диодный мост (выпрямительный) проводится первичная обмотка, затем подключается к источнику напряжения. С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска. Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Как источник импульса, используют конденсатор, его емкость должна быть 1000-2000 мкФ. Для конструкции системы производится трансформатор из сердечника типа Ш40, требуемый размер 7 см. Чтобы сделать первичную обмотку, нужен провод диаметром 8 мм, который обматывается 300 раз. Вторичная обмотка предполагает использование медной шины, в 10 обмоток. Для входа используют практически любые конденсаторы, единственное требование мощность в 10 В. , напряжение 15.
, напряжение 15.
Когда работа будет требовать соединения заготовок до 0,5 см, стоит применить кое-какие коррективы в схему конструкции. Для более удобного управления сигналом, используют пусковик серии МТТ4К, он включает параллельные тиристоры, диоды и резистор. Дополнительное реле позволит корректировать рабочее время.
Такая самодельная конденсаторная сварка, работает при следующей последовательности действий:
- Нажимаем пусковую кнопку, она запустит временное реле;
- Трансформатор включается с помощью тиристоров, после реле отключается;
- Резистор используют для определения длительности импульса.
Как происходит процесс сварки?
После того как конденсаторная сварка своими руками собрана, мы готовы приступить к работам. Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Перед сварочными работами в домашних условиях, стоит приготовить такие материалы, как наждачная бумага, болгарка, нож, отвертка, любой зажим или пассатижи.
Вывод
Конденсаторную сварку очень широко применяют как дома, так и в промышленной зоне, как мы видим, она очень удобна и проста в применении, плюс ко всему имеет большое количество преимуществ. С помощью приведённой информации, Вы сможете вывести свои знания на новый уровень и удачно примените точечную сварку на практике.
Разработанная в 30-х годах двадцатого века, технология конденсаторной сварки получила широкое распространение. Этому способствовал ряд факторов.
- Простота конструкции сварочного аппарата. При желании его можно собрать своими руками.
- Относительно низкая энергоёмкость рабочего процесса и малые нагрузки, создаваемые на электрическую сеть.
- Высокая производительность, что, безусловно, важно при выпуске серийной продукции.
- Снижение термического влияния на соединяемые материалы. Эта особенность технологии позволяет применять её при сварке деталей малых размеров, а также на видовых поверхностях, где использование обычных методов неизбежно привело бы к нежелательным деформациям материала.
 При желании его можно собрать своими руками.
При желании его можно собрать своими руками.Если добавить к этому, что для наложения качественных соединительных швов достаточно иметь средний уровень квалификации, причины популярности этого способа контактной сварки становятся очевидны.
В основе технологии лежит обычная контактная сварка. Отличие в том, что ток подаётся на сварочный электрод не непрерывно, а в виде короткого и мощного импульса. Это импульс получают, устанавливая в оборудование конденсаторы большой ёмкости. В результате удаётся достичь хороших показателей двух важных параметров.
- Короткого времени термического нагрева соединяемых деталей. Эту особенность с успехом используют производители электронных компонентов. Лучше всего подходят для этого бестрансформаторные установки.
- Высокой мощности тока, что для качества шва значительно важнее его напряжения. Эту мощность получают, используя трансформаторные системы.
В зависимости от требований производства, выбирают один из трёх технологических приёмов.
- Точечная конденсаторная сварка. Используя короткий импульс тока, выбрасываемого конденсатором, соединяют детали в прецизионном машиностроении, электровакуумной и электронной технике. Подходит данная технология и для сварки деталей, значительно отличающихся по толщине.
- Роликовое наложение шва позволяет получить полностью герметичное соединение, состоящие из множества перекрывающихся точек сварки. Это обуславливает применение технологии в процессе изготовления электровакуумных, мембранных и сильфонных устройств.
- Стыковая сварка, которая может быть произведена как контактным, так и неконтактным способом. В обоих случаях происходит оплавление в месте соединения деталей.
 В обоих случаях происходит оплавление в месте соединения деталей.
В обоих случаях происходит оплавление в месте соединения деталей.Область применения
Области применения технологии различны, но с особым успехом её используют для крепления втулок, шпилек и другого крепежа на листовой металл. С учётом особенностей процесса, его удаётся адаптировать для нужд многих отраслей производства.
- Автомобилестроение, где необходимо надёжно соединять между собой панели кузова, выполненные из листовой стали.
- Авиастроение, предъявляющее особые требования к прочности сварных швов.
- Судостроение, где, с учётом больших объёмов работ, экономия электроэнергии и расходных материалов даёт особенно ощутимый результат.
- Производство точных приборов, где недопустимы значительные деформации соединяемых деталей.
- Строительство, в котором широкое распространение получили конструкции из листового металла.
Повсюду востребовано простое в устройстве и несложное в применении оборудование. С его помощью можно наладить выпуск мелкосерийной продукции или обустроить приусадебный участок.
Самодельная конденсаторная сварка
В магазинах можно без проблем приобрести уже готовое оборудование. Но из-за простоты его конструкции, а также низкой стоимости и доступности материалов, многие предпочитают собирать аппараты для конденсаторной сварки своими руками. Стремление сэкономить деньги понятно, а обнаружить в сети нужную схему и подробное описание можно без труда. Работает подобное устройство следующим образом:
- Ток направляют через первичную обмотку питающего трансформатора и выпрямляющий диодный мост.
- На диагональ моста подают управляющий сигнал тиристора, оборудованного кнопкой запуска.
- В цепь тиристора встраивают конденсатор, служащий для накопления сварочного импульса. Этот конденсатор также подключают к диагонали диодного моста и подсоединяют к первичной обмотке трансформаторной катушки.
- При подключении аппарата конденсатор накапливает заряд, запитываясь от вспомогательной сети. При нажатии кнопки этот заряд устремляется через резистор и вспомогательный тиристор в направлении сварочного электрода. Вспомогательная сеть при этом отключается.
- Для повторной зарядки конденсатора требуется отпустить кнопку, разомкнув цепь резистора и тиристора и вновь подключив вспомогательную сеть.
 Вспомогательная сеть при этом отключается.
Вспомогательная сеть при этом отключается.Длительность импульса тока регулируется с помощью управляющего резистора.
Это лишь принципиальное описание работы простейшего оборудования для конденсаторной сварки, в устройство которого можно вносить изменения, в зависимости от решаемых задач и требуемых выходных характеристик.
Необходимо знать
Тому, кто решил собрать свой сварочный аппарат самостоятельно, следует обратить внимание на следующие моменты:
- Рекомендуемая ёмкость конденсатора должна составлять порядка 1000 – 2000 мкФ.
- Для изготовления трансформатора лучше всего подходит сердечник разновидности Ш40. Его оптимальная толщина – 70 мм.
- Параметры первичной обмотки – 300 витков медного провода диаметром 8 мм.
- Параметры вторичной обмотки – 10 витков медной шины, имеющей сечение 20 квадратных миллиметров.
- Для управления хорошо подойдёт тиристор ПТЛ-50.
- Входное напряжение должен обеспечивать трансформатор мощностью не менее 10 Вт и выходным напряжением 15 В.

Опираясь на эти данные, можно собрать вполне работоспособное устройство для точечной сварки. И хотя оно будет не столь совершенно и удобно, как оборудование заводского изготовления, с его помощью вполне можно будет освоить азы профессии сварщика и даже приступить к изготовлению различных деталей.
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
Схема и детали сварочника
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Мотаем сварочный трансформатор
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.

Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
Корпус и механика
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Купил я как то свой полуавтомат трансформаторный. Ну думал мне его хватит на долго, так как я планировал его для сварки и ремонта кузовов автомобиля. В итоге я был разочарован тем, что тонкий металл он просто сжигал в момент касания сварочной проволоки о свариваемую поверхность. А толстый металл примерно 4 мм толщины он просто не проваривал как следует.
В результате этого мне хотелось просто выкинуть его. Обратно в магазин его не понесешь, так как прошло много времени, да и работа у меня не одна. Вот и было решено собрать инвертор для моего девайса чтобы избавиться от трансформатора который работал не понятно как.
На рисунке собственно сама схема. Эта схема была взята с основы сварочного инвертора на 250 ампера, который разработал Евгений Родиков. За что ему спасибо.
Правда пришлось мне изрядно повозиться с этой схемой, чтобы обычный сварочный инвертор у которого мягкая ВАХ (вольтамперная характеристика) стала жесткой и чтобы была обратная связь по напряжению и можно было регулировать с 7 вольтах до 25 вольт. Так как на полуавтомате не нужно регулировать ток ему надо менять напряжение. Что мною и было выполнено.
Так как на полуавтомате не нужно регулировать ток ему надо менять напряжение. Что мною и было выполнено.
Для начала нам надо собрать блок питания который будет питать шим генератор и драйвера ключей.
Вот собственно и схема блока питания, она не сложная и думаю не буду вдаваться в подробности и так все понятно.
Принцип работы инвертора
Работа инвертора заключается в следующем. Из сети 220 вольт поступает на диодный мост и выпрямляется потом происходит зарядка конденсаторов большой емкости через токоограничивающий резистор R11.Если бы не резистор то произошел бы сильный бах из за чего выйдет из строя диодный мост. Когда конденсаторы зарядились, таймер на VT1,C6,R9,VD7 включает реле К1 тем самым шунтирует токоограничительный резистор R11 и напряжение в это время на конденсаторах нарастает до 310 вольта. и в это же время включается реле К2 который размыкает цепь резистора R10, который блокирует работу ШИМ генератора собранного на микросхеме UC3845. Сигнал с 6 ноги ШИМ генератора поступает на оптроны через резисторы R12,R13. Далее проходя через оптроны HCPL3120 на драйвера управления силовыми IGBT транзисторами которые запускают силовой трансформатор. после трансформатора выходит большой ток высокой частоты и поступает на диоды тем самым выпрямляется. Контроль напряжения и тока выполнены на оптроне PC817 и токовом датчике построенный на ферритовом кольце через который пропущен провод силового трансформатора.
Сигнал с 6 ноги ШИМ генератора поступает на оптроны через резисторы R12,R13. Далее проходя через оптроны HCPL3120 на драйвера управления силовыми IGBT транзисторами которые запускают силовой трансформатор. после трансформатора выходит большой ток высокой частоты и поступает на диоды тем самым выпрямляется. Контроль напряжения и тока выполнены на оптроне PC817 и токовом датчике построенный на ферритовом кольце через который пропущен провод силового трансформатора.
Начало сборки работы инвертора
Саму сборку можно начинать как угодно. Я лично начинал собирать с самого блока питания,который должен питать шим генератор и драйвера ключей. Проверив работоспособность блока питания она у меня заработала без каких либо доработок и настроек. Следующим этапом я собирал таймер который должен блокировать шим генератор и шунтировать токоограничительный резистор R11, убедившись в его работе, он должен включать реле К1 и К2 в течении времени от 5 секунд до 15 секунд. Если таймер срабатывает быстрее чем нужно то надо увеличить емкость конденсатора С6. После чего я начал сборку шим генератора и драйвера силовых ключей в шим генераторе есть один недочет с резисторами R7 он должен иметь сопротивление 680 Ома R8 1,8ома и конденсатор C5 510p C3 2200p также убедившийся в правильной сборке выставил первоначальную частоту в 50 кГц с помощью резистора R1. При этом сигнал формированный шим генератором должен быть строго прямоугольным 50/50 и ни каких всплесков и выбросов из краев прямоугольников показанные на осциллограмме осциллографа. После я собрал силовые ключи и подав напряжение минус 310 вольт на нижние силовые ключи. плюс верхних силовых ключей я подал питание плюс 310 вольт через лампочку 220 вольт 200 ватт на самой схеме не показано, но надо в питание силовых ключей плюс и минус 310 вольта добавить конденсаторы 0,15мкФ х 1000 вольт 14 штук. это нужно для того чтобы выбросы который будет создавать трансформатор уходили в цепь питания силовых ключей ликвидируя помехи в сети 220 вольта. После чего я начал собирать силовой трансформатор а начиналось у меня все так.
После чего я начал сборку шим генератора и драйвера силовых ключей в шим генераторе есть один недочет с резисторами R7 он должен иметь сопротивление 680 Ома R8 1,8ома и конденсатор C5 510p C3 2200p также убедившийся в правильной сборке выставил первоначальную частоту в 50 кГц с помощью резистора R1. При этом сигнал формированный шим генератором должен быть строго прямоугольным 50/50 и ни каких всплесков и выбросов из краев прямоугольников показанные на осциллограмме осциллографа. После я собрал силовые ключи и подав напряжение минус 310 вольт на нижние силовые ключи. плюс верхних силовых ключей я подал питание плюс 310 вольт через лампочку 220 вольт 200 ватт на самой схеме не показано, но надо в питание силовых ключей плюс и минус 310 вольта добавить конденсаторы 0,15мкФ х 1000 вольт 14 штук. это нужно для того чтобы выбросы который будет создавать трансформатор уходили в цепь питания силовых ключей ликвидируя помехи в сети 220 вольта. После чего я начал собирать силовой трансформатор а начиналось у меня все так. Я не знаю какой материал феррита намотал пробную обмотку например 12 витков из медной проволоки 0,7 мм диаметром покрытый лаком включил его между плечами силовых ключей и запустил схему убедившийся что лампочка горит в пол накала чуть чуть подождав примерно 5 или 10 минут выключил схему из розетки дав разрядиться фильтрующим конденсаторам чтобы током не стукнуло проверил сам сердечник силового транса он не должен нагреваться. Если он нагрелся я увеличил число обмоток и таким образом я дошел до 18 витков. И так я намотал трансформатор с расчетом сечений которые написаны на схеме.
Я не знаю какой материал феррита намотал пробную обмотку например 12 витков из медной проволоки 0,7 мм диаметром покрытый лаком включил его между плечами силовых ключей и запустил схему убедившийся что лампочка горит в пол накала чуть чуть подождав примерно 5 или 10 минут выключил схему из розетки дав разрядиться фильтрующим конденсаторам чтобы током не стукнуло проверил сам сердечник силового транса он не должен нагреваться. Если он нагрелся я увеличил число обмоток и таким образом я дошел до 18 витков. И так я намотал трансформатор с расчетом сечений которые написаны на схеме.
Настройка и первый запуск инвертора
Перед настройкой и первым пуском еще раз проверяем в правильной сборке. Убеждаемся в правильной фазировке силового трансформатора и датчика тока на маленьком кольце. Датчик тока обычно подбирается количество витков провода чем больше витков тем больше выходной ток, но не стоит пренебрегать из за того, что можно перегрузить силовые ключи и они запросто могут выйти из строя. В этом случае если не знать материал феррита лучше всего начать с 67 витков и постепенно увеличивать количество витков до достаточной жесткости дуги при сварке. Например у меня вышло 80 витков, при этом у меня не грузится сеть, не греются силовые ключи и естественно нет шума от силового трансформатора и дросселя на выходе.
В этом случае если не знать материал феррита лучше всего начать с 67 витков и постепенно увеличивать количество витков до достаточной жесткости дуги при сварке. Например у меня вышло 80 витков, при этом у меня не грузится сеть, не греются силовые ключи и естественно нет шума от силового трансформатора и дросселя на выходе.
И так начинаем первый пуск и настройку при лампочке включенной как описано выше при этом куча конденсаторов из 14 штук по 0,15 мкФ должны быть включены обязательно на питание ключей плюс и минус 310 вольт. включаем осциллограф на эмиттер и коллектор нижнего плеча силовых ключей. Перед этим мы не цепляем оптрон обратной связи по напряжению, временно оставляем висеть на воздухе на осциллографе должно быть прямоугольный сигнал частоты мы берем отвертку и крутим резистор R1 до появления не большого загиба на нижнем углу прямоугольника. Крутить в сторону уменьшения частоты. Это будет говорить о перенасыщении сердечника силового трансформатора. При загибе в полученной частоте записать его и посчитать рабочую частоту сердечника силового трансформатора. Например частота перенасыщения 30 кГц считаем так 30 делим на 2 получаем 15 полученное число прибавляем к частоте перенасыщения 30 плюс 15 получаем 45. 45 кГц это наша рабочая частота. При этом лампочка должна светиться почти не заметно тускло. ток потребления не должна превышать на полном холостом ходу 300 мА обычно 150 мА. смотреть осциллограф чтобы не было всплесков напряжения выше 400 вольта обычно 320 вольт. Как все будет готово цепляем к лампочке чайник или нагреватель или утюг в 2000 ватт. На выход цепляем провод приличного сечения например от 5 квадратов 2 метра делаем короткое замыкание при этом лампочка не должна гореть на всю яркость она должна светиться чуть больше половины накала. Если она светится на всю яркость то нужно еще раз проверить датчик тока в фазировке просто пропустить провод с другой стороны. В крайних мерах уменьшить число витков на датчике тока. После того как будет все готово теперь плюс питание 310 вольт пустить на прямую без лампочки и нагревателя 2000 ватт.
Например частота перенасыщения 30 кГц считаем так 30 делим на 2 получаем 15 полученное число прибавляем к частоте перенасыщения 30 плюс 15 получаем 45. 45 кГц это наша рабочая частота. При этом лампочка должна светиться почти не заметно тускло. ток потребления не должна превышать на полном холостом ходу 300 мА обычно 150 мА. смотреть осциллограф чтобы не было всплесков напряжения выше 400 вольта обычно 320 вольт. Как все будет готово цепляем к лампочке чайник или нагреватель или утюг в 2000 ватт. На выход цепляем провод приличного сечения например от 5 квадратов 2 метра делаем короткое замыкание при этом лампочка не должна гореть на всю яркость она должна светиться чуть больше половины накала. Если она светится на всю яркость то нужно еще раз проверить датчик тока в фазировке просто пропустить провод с другой стороны. В крайних мерах уменьшить число витков на датчике тока. После того как будет все готово теперь плюс питание 310 вольт пустить на прямую без лампочки и нагревателя 2000 ватт. Не забываем про охлаждения силовых ключей радиатор с вентилятором лучше всего подходит радиатор от компьютера старого образца интел пентиум или амд атом. Силовые ключи должны быть вкручены на радиатор без слюдяной прокладки и через тонкий слой термопроводящую пасту КПТ8, чтобы обеспечить максимальную эффективность охлаждения. Радиатор надо делать отдельно от верхнего и нижнего плеча полумоста. Диоды снабберов и диоды включенные между питанием и трансформаторе разместить на тех же радиаторах, что и ключи но уже через слюдяную прокладку да бы избежать короткого замыкания. Все конденсаторы на шим генераторе должны быть именно пленочные с надписью NPF этим вы избежите не приятные моменты при погодных условиях. Конденсаторы на снабберах и на выходных диодах должны быть строго только типа К78-2 или СВВ81 ни какой любой мусор туда не совать, так как снабберы выполняют важную роль в этой системе и они поглощают всю негативную энергию который создает силовой трансформатор.
Не забываем про охлаждения силовых ключей радиатор с вентилятором лучше всего подходит радиатор от компьютера старого образца интел пентиум или амд атом. Силовые ключи должны быть вкручены на радиатор без слюдяной прокладки и через тонкий слой термопроводящую пасту КПТ8, чтобы обеспечить максимальную эффективность охлаждения. Радиатор надо делать отдельно от верхнего и нижнего плеча полумоста. Диоды снабберов и диоды включенные между питанием и трансформаторе разместить на тех же радиаторах, что и ключи но уже через слюдяную прокладку да бы избежать короткого замыкания. Все конденсаторы на шим генераторе должны быть именно пленочные с надписью NPF этим вы избежите не приятные моменты при погодных условиях. Конденсаторы на снабберах и на выходных диодах должны быть строго только типа К78-2 или СВВ81 ни какой любой мусор туда не совать, так как снабберы выполняют важную роль в этой системе и они поглощают всю негативную энергию который создает силовой трансформатор.
Кнопку пуска полуавтомата который находится на рукаве горелки нужно сделать в разрыв термодатчика перегрева. И еще чуть не забыл на выходе силового трансформатора когда настраиваете всю систему без оптрона обратной связи конденсатор 220мкФ тоже должен быть временно снят, чтобы не превысить выходное напряжение и при этом на выходе при таком раскладе напряжение должно быть не больше 55 вольта если оно достигает 100 вольта или больше желательно уменьшить количество витков например отмотать 2 витка, чтобы получить нужное нам напряжение после того можно ставить конденсатор и оптрон обратной связи. Резистор R55 — это регулятор напряжения R56 резистор ограничения максимального напряжения его лучше припаивать в плате рядом где оптрон чтобы избежать скачка при обрыве регулятора и подбирать его в сторону увеличения сопротивления до нужного максимального тока я например сделал до 27 вольта. Резистор R57 подстроечный под отвертку для подстройки минимального напряжения например 7 вольт.
И еще чуть не забыл на выходе силового трансформатора когда настраиваете всю систему без оптрона обратной связи конденсатор 220мкФ тоже должен быть временно снят, чтобы не превысить выходное напряжение и при этом на выходе при таком раскладе напряжение должно быть не больше 55 вольта если оно достигает 100 вольта или больше желательно уменьшить количество витков например отмотать 2 витка, чтобы получить нужное нам напряжение после того можно ставить конденсатор и оптрон обратной связи. Резистор R55 — это регулятор напряжения R56 резистор ограничения максимального напряжения его лучше припаивать в плате рядом где оптрон чтобы избежать скачка при обрыве регулятора и подбирать его в сторону увеличения сопротивления до нужного максимального тока я например сделал до 27 вольта. Резистор R57 подстроечный под отвертку для подстройки минимального напряжения например 7 вольт.
Конденсатор — Энциклопедия по машиностроению XXL
Однако этот способ находит ограниченное применение, например при сварке бортовых соединений низкоуглеродистых сталей толщиной 0,3—2 мм (канистр, корпусов конденсаторов и т. д.). Так как сварка выполняется без присадки, содержание кремния и марганца в металле шва невелико. В результате прочность соединения обычно составляет 50—70% прочности основного металла.
[c.226]
д.). Так как сварка выполняется без присадки, содержание кремния и марганца в металле шва невелико. В результате прочность соединения обычно составляет 50—70% прочности основного металла.
[c.226]
Гг, совершая техническую работу /тех и превращаясь во влажный пар с параметрами точки 2. Этот пар поступает в конденсатор, где отдает теплоту холодному источнику (циркулирующей по трубкам охлаждающей воде), в результате чего его степень сухости уменьшается от хч до Х2. Изотермы в области влажного пара являются одновременно и изобарами, поэтому процессы 5-1 и 2-2 протекают при постоянных давлениях pi и р2. Влажный пар с параметрами точки 2 сжимается в компрессоре по линии 2 -5, превращаясь в воду с температурой кипения. На практике этот цикл не осуществляется прежде всего потому, что в реальном цикле вследствие потерь, связанных с неравновесностью протекающих в нем процессов, на привод компрессора затрачивалась бы большая часть мощности, вырабатываемой турбиной.
 [c.62]
[c.62]Теплота в этом цикле подводится по линии 4-5-6 (см. рис. 6.6) в паровом котле ПК. пар поступает в турбину Т и расширяется там по линии 1-2 до давления ръ совершая техническую работу /тех-Она передается на электрический генератор ЭГ или другую машину, которую вращает турбина. Отработавший в турбине пар поступает в конденсатор К, где конденсируется по линии 2-3, отдавая теплоту конденсации холодному источнику (охлаждающей воде). Конденсат забирается насосом Н и подается снова в котел (линия 3-4 на рис. 6.6). [c.62]
ПК — паровой котел, Т — паровая турбина ЭГ -электрогенератор К — конденсатор Н — насос [c.62]
Отвод теплоты в конденсаторе осуществляется также по изобаре 2-3, следовательно, q2 = h3 — hi. [c.63]
Чтобы избавиться от такой жесткой связи, на станциях широко применяют турбины с регулируемым п р о м е-жуточным отбором пара (рис. 6.14). Такая турбина состоит из двух частей части высокого давления (ЧВД), в которой пар расширяется от давления р, до давления необходимого для теплового потребителя, и части низкого давления (ЧНД), где пар расширяется до давления рг в конденсаторе. Через ЧВД проходит весь пар, вырабатываемый котлоагрегатом. Часть его D, 6 (при давление отбирается и посту-
[c.66]
Через ЧВД проходит весь пар, вырабатываемый котлоагрегатом. Часть его D, 6 (при давление отбирается и посту-
[c.66]
Своеобразная теплофикация может осуществляться даже на чисто конденсационных станциях, где охлаждающая вода из конденсаторов используется, например, для обогрева бассейнов или водоемов, где искусственно выращивается рыба. Отбросная теплота может использоваться для обогрева парников, теплиц и т. д. Конечно, потребное в районе ТЭЦ количество теплоты для этих целей значительно меньше общего количества отбросной теплоты, но тем не менее такое ее использование является элементом безотходной технологии — технологии будущего. [c.67]
Пар из отбора турбины (см. рис. 6.14) с давлением ртп можно использовать не только для теплофикации, по и для подогрева конденсата, поступающего из конденсатора в котел. Где нужно установить поверхностный теплообменник — до или после конденсатного насоса, подающего в котел конденсат.
 Повысит ли это КПД цикла
[c.68]
Повысит ли это КПД цикла
[c.68]Охлажденная вода нужна на тепловых электрических станциях для конденсаторов турбин, в компрессорных станциях для охлаждения воздуха и т. д. [c.103]
Однако найти рекомендации по выбору всех этих поправок можно только для отдельных аппаратов со строго регламентированными условиями работы, например, для паровых котлов, конденсаторов турбин. [c.108]
Мощные конденсационные турбины типа К характеризуются тем, что почти весь пар, пройдя через турбину, направляется в конденсатор и выделяющаяся при конденсации теплота полностью теряется. Из нескольких промежуточных ступеней турбины часть пара отбирается [c.172]
В конденсационных турбинах типа Т, предназначенных для совместной выработки электроэнергии и теплоты, пар в количестве, значительно большем, чем на регенерацию, отбирается на теплофикацию, а оставшийся, пройдя последние ступени турбины, направляется в конденсатор. Давление пара, отбираемого на теплофикацию, поддерживается постоянным, отсюда отбор называют регулируемым.
[c.172]
Давление пара, отбираемого на теплофикацию, поддерживается постоянным, отсюда отбор называют регулируемым.
[c.172]
Турбины типа Р отличаются от всех предыдущих типов тем, что после них отсутствует конденсатор и весь отработавший пар идет на отопление или производственные нужды. [c.172]
При расширении пара в многоступенчатых турбинах удельный объем его от ступени к ступени возрастает, вызывая увеличение общего объема пара, проходящего через проточную часть турбины. Например, пар, входя в турбину с давлением 2,85 МПа и температурой 400 °С, имеет удельный объем, равный 0,103 м /кг, а при выходе из турбины в конденсатор, где давление пара 4 кПа и влажность 12%, удельный объем составляет уже 31 м /кг, т. е. в 300 раз больше. Для пропуска возрастающего объема пара приходится увеличивать живое сечение сопл и лопаточных кана- [c.172]
Абсолютное давление пара в конденсаторах поддерживается в пределах 3—
[c. 173]
173]
I — паровой котел 2 — пароперегреватель 3 турбина 4 — электрогенератор 5 — конденсатор 6 — конденсатный насос 7 — бак питательной воды 8 — питательный насос 9 — линия питательной воды котла 10 — условная линия потерь пара и конденсата на ТЭС It — подвод добавочной воды для восполнения потерь /2 — циркуляционный насос /.3 — источник охлаждающей воды (водоем) [c.186]
Абсорбционная холодильная установка состоит из следующих элементов (рис. 23.10) -. испарителя И, конденсатора КД, абсорбера Аб, кипятильника КП, насоса Н и дроссельных вентилей PBI и РВ2. Основные элементы установки — кипятильник с конденсатором и абсорбером — предназначены для непрерывного воспроизводства жидкости высокой концентрации, поступающей затем в испаритель на парообразование, и жидкости низкой концентрации, слу- [c.201]
Автономные кондиционеры. Автономные кондиционеры применяются чаще всего для небольших помещений и имеют ограниченную производительность по воздуху — до 620 кг/ч. Автономный кондиционер всегда комплектуется холодильной машиной, конденсатор которой имеет водяное или воздушное охлаждение. Кондиционер с воздушным охлаждением конденсатора обычно устанавливается в оконном или стенном проеме (рис. 23.11) так, что наружный его отсек /О сообщается с окружающей средой, а внутренний — с помещением. Засасываемый через жалюзи 3 наружный воздух вентилятором 2 подается на обдув конденсатора / и затем снова выбрасывается наружу. Воздух помещения очищается в фильтре 6 и другим вентилятором 7 подается в испаритель 5 холодильной машины, где охлаждается и поступает обратно в помещение. Герметичный компрессор 9 холодильной машины устанавливается в наружном отсеке. Для подачи в помещение свежего воздуха
[c.202]
Автономный кондиционер всегда комплектуется холодильной машиной, конденсатор которой имеет водяное или воздушное охлаждение. Кондиционер с воздушным охлаждением конденсатора обычно устанавливается в оконном или стенном проеме (рис. 23.11) так, что наружный его отсек /О сообщается с окружающей средой, а внутренний — с помещением. Засасываемый через жалюзи 3 наружный воздух вентилятором 2 подается на обдув конденсатора / и затем снова выбрасывается наружу. Воздух помещения очищается в фильтре 6 и другим вентилятором 7 подается в испаритель 5 холодильной машины, где охлаждается и поступает обратно в помещение. Герметичный компрессор 9 холодильной машины устанавливается в наружном отсеке. Для подачи в помещение свежего воздуха
[c.202]
На рис. 23.12 приведена схема теплового насоса для отопления здания. Элементы схемы компрессор К, конденсатор КД, регулирующий вентиль РВ и испаритель И составляют обычную компрессионную холодильную установку.
 Испарение холодильного агента в испарителе происходит за счет теплоты, получаемой от холодной воды, и энергии, подводимой к компрессору.
[c.202]
Испарение холодильного агента в испарителе происходит за счет теплоты, получаемой от холодной воды, и энергии, подводимой к компрессору.
[c.202]Наглядно показать степень энергетического несовершенства агрегатов, входящих в любое производство, можно с помощью энергетической диаграммы, составленной на основе баланса потоков энергии в каждом агрегате (см. пример баланса топки — рис. 17.1). На рис. 24.1, а приведена энергетическая диаграмма ТЭС. Основное количество энергии (55%) теряется в конденсаторе турбины. Повышая давление, а соответственно и температуру пара в конденсаторе, эту энергию полностью или частично можно использовать на теплофикацию (см. 6.4). [c.203]
Теплообменник нужно ставить после конденсатного насоса, так как до него вода находится при температуре кипения подогреть ее, не превращая в пар, при этом давлении нельзя. КПД цикла повысится за счет регенерации теплоты — меньше теплоты отработавшего пара будет отдано холодному источнику в конденсаторе. [c.212]
[c.212]
Количество теплоты, отводимой из конденсатора, составляет i = /i2 —/1з = 570,14 — -429,08= 141,06 кДж/кг. [c.219]
Сварочный осциллятор представляет собой искровой генератор затухающих колебаний. Он содержит (рис. 75, а) низкочастотный поит.т пающий трансформатор ПТ, вторичное напряжение которого достигает 2—3 кВ, разрядник Р, колебательный контур, состав-леппый из емкости 6 , индуктивности Lk, обмотки связи и блокировочного ] опдепсатора С(. Обмотки и L образуют высокочастотный трансформатор ВТ. Вторичное напряжение ПТ ъ начале полупериода заряжает конденсатор Си и при достижении определенной величины вызывает пробой разрядника Р. В результате колебательный коптур Ь Ск оказывается закороченным и в нем возникают затухающие колебания с резонансной частотой [c.138]
Схема такого генератора с электромагиитныл коммутирующим устройством показана на рис. 75, б. Конденсаторы 67 и С2 заряжаются от источника постоянного тока. Обмотка управления ОУ мощного поляризованного реле РИ питается неносредствеиио от сварочного трансформатора СТ. В цепи обмотки ОУ включены индуктивность L1 и сонротивление R4, позволяющие регулиро-
[c.139]
Обмотка управления ОУ мощного поляризованного реле РИ питается неносредствеиио от сварочного трансформатора СТ. В цепи обмотки ОУ включены индуктивность L1 и сонротивление R4, позволяющие регулиро-
[c.139]
При замыкании одного из контактов напряжение заряда соответствующего конденсатора оказывается приложенным к электродам дуги и при достаточной его величине вызывает повторное возбуждение дуги и ее подключение к основному источнику питания. Вместо электромагнитного поллризованпого реле разработаны так ке коммутирующие схемы на тиратронах и тиристорах, нозво-ляюнщх лучше синхронизировать процесс повторного возбуждения. [c.140]
И кривой тока появляется постоянная составляющая, т. е. происходит частичное выпрямление сварочного тока. Это ведет к нодкгагничиванию сварочного трансфор.матора, снижению его к. п. д. и в конечном счете ухудшению качества сварного шва. Для подавления постоянной составляющей пос.иедовательно с дугой в цепь сварочного тока BKJ[ro4aroT батарею конденсаторов С2 (рис. 79). Так как возбудить дугу касанием электрода к изделию
[c.148]
79). Так как возбудить дугу касанием электрода к изделию
[c.148]
По окончании сварочного процесса сварщик отключает реле РЗ, которое снимает питание, нодавае.мое с выпрямителя ВС4 на конденсатор С9, и последний начинает разряжаться на сопротивление R7—R9. Это приводит к запиранию транзистора Т1 (через Т2) [c.149]
При сварке алюминиевых сплавов больших толщин и с высокой производительностью применяют трехфазную дугу и неплавнщиеся вольфрамовые электроды. Источники питания для такого вида сварки также имеют падающие внен1пие характеристики и позволяют регулировать режим с помощью переключателя ступеней или подмагничиваемых шунтов. Здесь также необходима компенсация постоянной составляющей путем включения батареи конденсаторов в сварочную цепь. Как правило, схему источника питания комплектуют осциллятором и системой заварки кратера. [c.150]
Из формулы (6.7) видно, что КПД идеального цикла Ренкина определяется значениями энтальпий пара до турбины h и после нее hj и. энтальпии поды h 2. находящейся при температуре кипения t i. В свою очередь эти значения определяются тремя параметрами цикла давлением Pi и температурой пара перед турбиной и давлением рг за турбиной, т. е. в конденсаторе.
[c.64]
энтальпии поды h 2. находящейся при температуре кипения t i. В свою очередь эти значения определяются тремя параметрами цикла давлением Pi и температурой пара перед турбиной и давлением рг за турбиной, т. е. в конденсаторе.
[c.64]
Давление за турбиной, равное давлению пара в конденсаторе, определяется температурой охлаждающей воды. 1 . сли среднегодовая температура охлаж,1,аю-щей воды на входе в конденсатор составляет приблизительно 10—15°С, то из конденсатора она выходит нагретой до 20—25 °С. Пар может конденсироваться только в том случае, если обеспечен отвод выделяющейся теплоты, а для этого нужно, чтобы температура lapa в конденсаторе была больше температуры охлаждающей воды хотя бы на 5— 10 °С. Поэтому температура насыщенного пара в конденсаторе составляет обычно 25—35 °С, а абсолютное давление этого пара рг соответственно 3—5 [c.65]
Теплофикация. Имеется, однако, возможность повысить эффективность г аро-силовой установки путем увеличения, а не уменьшения давления и температуры за турбиной до такой величины, чтобы отбросную теплоту (которая составляет более половины всего количества теплоты, затраченной в цикле) можно было использовать для отопления, горячего водоснабжения и различных технологических процессов (рис. 6.12). С этой целью охлаждающая вода, нагретая в конденсаторе К, не выбрасывается в водоем, как в чисто конденсациотом цикле, а прогоняется через отопительные приборы теплового потребителя Г7 и, охлаждаясь в них, отдает полученную в конденсаторе теплоту. В резул1.тате станция, работающая по такой схеме, одновременно вырабатывает и элестри-ческую энергию, и теплоту. Такая стан-
[c.65]
6.12). С этой целью охлаждающая вода, нагретая в конденсаторе К, не выбрасывается в водоем, как в чисто конденсациотом цикле, а прогоняется через отопительные приборы теплового потребителя Г7 и, охлаждаясь в них, отдает полученную в конденсаторе теплоту. В резул1.тате станция, работающая по такой схеме, одновременно вырабатывает и элестри-ческую энергию, и теплоту. Такая стан-
[c.65]
Охлаждающую воду можно использовать для отопления лишь при том условии, что ее температура не ниже 70— 100 С. Темперагура пара в конденсаторе (подогревателе) К должна быть хотя бы на 10—15 «С выше. В большинстве случаев она получается больше 100 С, а давление насыщенного пара рг при этой температуре вып1е атмосферного. Поэтому турбины, работающие по такой схеме, называются турбинами с противодавлением. [c.66]
ГТ — газовая турбина . 9Г — — злектрогенератор ПК — паровой котел Я//— питательный насос К — конденсатор ПТ — паровая турбина ВК — воздушный компрессор КС — камера сгорания ТН — топливный насос П — подогреватель
[c. 68]
68]
Конденсационная установка предназначена для создания за паровой турбиной / (рис. 20.7) разрежения (вакуума) с целью увеличения используемого теп-лоперепада и повышения термического КПД паротурбинной установки. В конденсационную установку входят конденсатор 2, циркуляционный 3 и конденсат-ный 4 насосы, а также устройство для отсасывания воздуха из конденсатора 5 (обычно это паровой эжектор). Отработавший пар поступает в конденсатор сверху. Соприкасаясь с поверхностью трубок, внутри которых протекает охлаждающая вода, пар конденсируется. Конденсат стекает вниз и из сборника конденсационным насосом подается в поверхностные холодильники парового эжектора, а оттуда через систему регене- [c.173]
В кипятильнике при pK = onst происходит выпаривание из раствора компонента за счет подводимой от горячего источника теплоты Ц. Пар направляется в конденсатор, где, отдавая теплоту охлаждающей среде (воде), конденсируется также при p = onst. При этом образуется жидкость с высокой концентрацией аммиака. В регулирующем вентиле РВ2 давление этого легкокипящего компонента снижается до давления в абсорбере (ра»к) при этом уменьшается и температура кипения. С этими параметрами жидкость поступает в испаритель и, отбирая теплоту переходит в пар. Пар направляется в абсорбер, где поглощается раствором выделяющаяся при этом теплота отводится охлаждающей водой. Чтобы не было изменения концентрации растворов в кипятильнике и абсорбере а( а> к) вследствие выпаривания компонента в первом и поглощения во втором, часть обогащенного легкокипящим компонентом раствора из абсорбера перекачивается насосом в кипятильник, а из последнего часть обедненного раствора через дроссель FBI направляется в абсорбер.
[c.201]
При этом образуется жидкость с высокой концентрацией аммиака. В регулирующем вентиле РВ2 давление этого легкокипящего компонента снижается до давления в абсорбере (ра»к) при этом уменьшается и температура кипения. С этими параметрами жидкость поступает в испаритель и, отбирая теплоту переходит в пар. Пар направляется в абсорбер, где поглощается раствором выделяющаяся при этом теплота отводится охлаждающей водой. Чтобы не было изменения концентрации растворов в кипятильнике и абсорбере а( а> к) вследствие выпаривания компонента в первом и поглощения во втором, часть обогащенного легкокипящим компонентом раствора из абсорбера перекачивается насосом в кипятильник, а из последнего часть обедненного раствора через дроссель FBI направляется в абсорбер.
[c.201]Насосом Н/ вода, служащая источником низкопотенциальной теплоты, подается в испаритель. В конденсаторе холодильный агент отдает часть своей теплоты воде из системы отопления СО. Циркуляция подогретой воды осуществляется насосом Н2.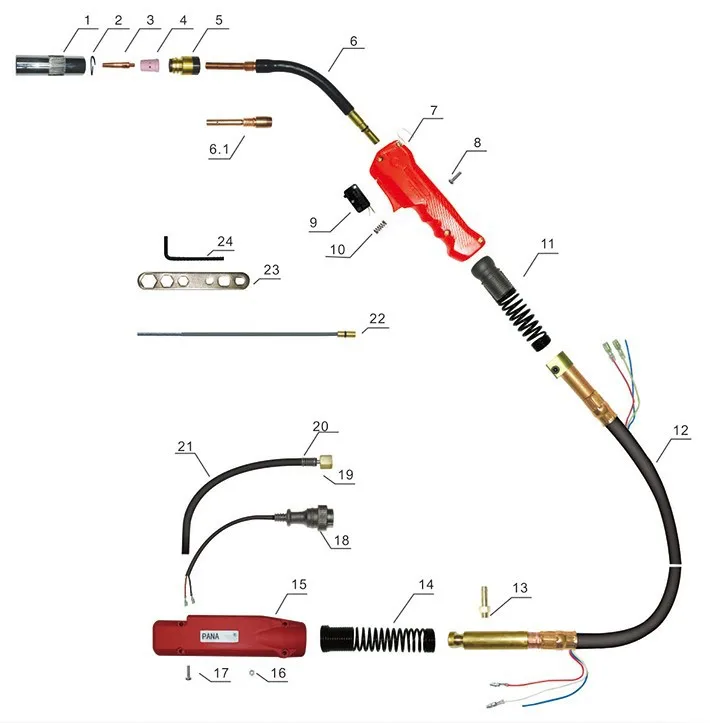 Промышленностью выпускается тепловой насос НТ-80, предназначенный для тепло-, хладо-и теплохладоснабжения различных объектов. В режиме теплоснабжения насос обеспечивает получение горячей воды с температурой 45—48 °С при температуре низкопотенциального теплоносителя не ниже 6 С в режиме хла-доснабжения — получение холода с температурой до —25°С при охлаждении конденсатора водой с температурой не
[c.202]
Промышленностью выпускается тепловой насос НТ-80, предназначенный для тепло-, хладо-и теплохладоснабжения различных объектов. В режиме теплоснабжения насос обеспечивает получение горячей воды с температурой 45—48 °С при температуре низкопотенциального теплоносителя не ниже 6 С в режиме хла-доснабжения — получение холода с температурой до —25°С при охлаждении конденсатора водой с температурой не
[c.202]
Физика. Справочные материалы (1991) — [ c.143 ]
Динамика процессов химической технологии (1984) — [ c.12 , c.115 ]
Техническая термодинамика. Теплопередача (1988) — [ c.144 ]
Теплотехника (1986) — [ c.92 ]
Быстрые реакторы и теплообменные аппараты АЭС с диссоциирующим теплоносителем
(1978) — [
c. 14
,
c.30
,
c.33
,
c.34
,
c.37
,
c.40
,
c.41
,
c.46
,
c.61
,
c.157
,
c.164
,
c.166
,
c.168
,
c.173
,
c.175
,
c.182
,
c.184
,
c.188
,
c.190
,
c.195
,
c.196
,
c.218
,
c.
14
,
c.30
,
c.33
,
c.34
,
c.37
,
c.40
,
c.41
,
c.46
,
c.61
,
c.157
,
c.164
,
c.166
,
c.168
,
c.173
,
c.175
,
c.182
,
c.184
,
c.188
,
c.190
,
c.195
,
c.196
,
c.218
,
c. 220
,
c.221
,
c.224
]
220
,
c.221
,
c.224
]
Материалы ядерных энергетических установок (1979) — [ c.28 , c.233 ]
Техническая термодинамика Изд.3 (1979) — [ c.357 , c.437 ]
Парогенераторные установки электростанций (1968) — [ c.10 ]
Теплоэнергетика и теплотехника Кн4 (2004) — [ c.268 ]
Эксплуатация, наладка и испытание теплотехнического оборудования (1984) — [ c.142 ]
Эксплуатация, ремонт, наладка и испытание теплохимического оборудования Издание 3 (1991) — [ c.148 ]
Автоматизация производственных процессов
(1978) — [
c. 178
]
178
]
Материалы в радиоэлектронике (1961) — [ c.10 , c.11 , c.75 , c.102 , c.110 , c.178 , c.222 , c.261 , c.266 ]
Автомобиль категории С учебник водителя Издание 4 (1987) — [ c.130 , c.317 ]
Основы технологии автостроения и ремонт автомобилей (1976) — [ c.293 ]
Справочник по электротехническим материалам
(1959) — [
c.90
,
c.337
,
c.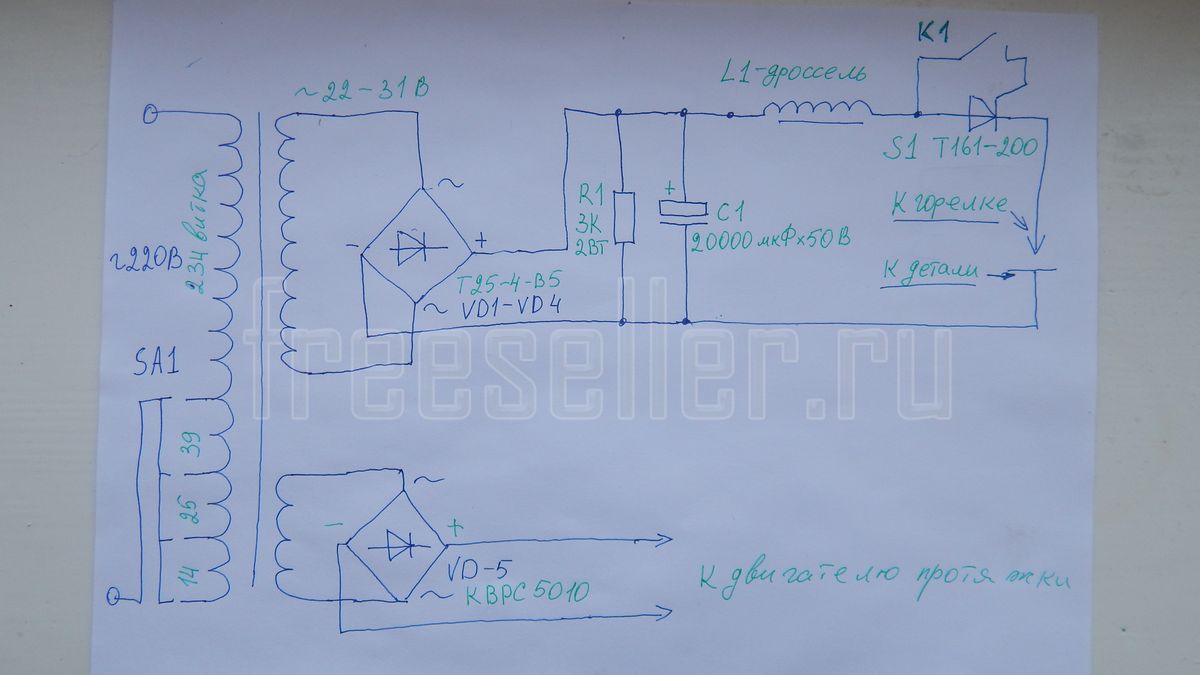 362
,
c.370
]
362
,
c.370
]
Технический справочник железнодорожника Том 1 (1951) — [ c.489 ]
Технический справочник железнодорожника Том 2 (1951) — [ c.518 ]
Краткий справочник по физике (2002) — [ c.104 ]
Справочное руководство по физике (0) — [ c.207 , c.208 ]
Система проектирования печатных плат Protel (2003) — [ c.0 ]
Справочник по элементарной физике (1960) — [ c.96 ]
Теплотехника (1985) — [ c.163 ]
Справочник авиационного техника по электрооборудованию
(1970) — [
c.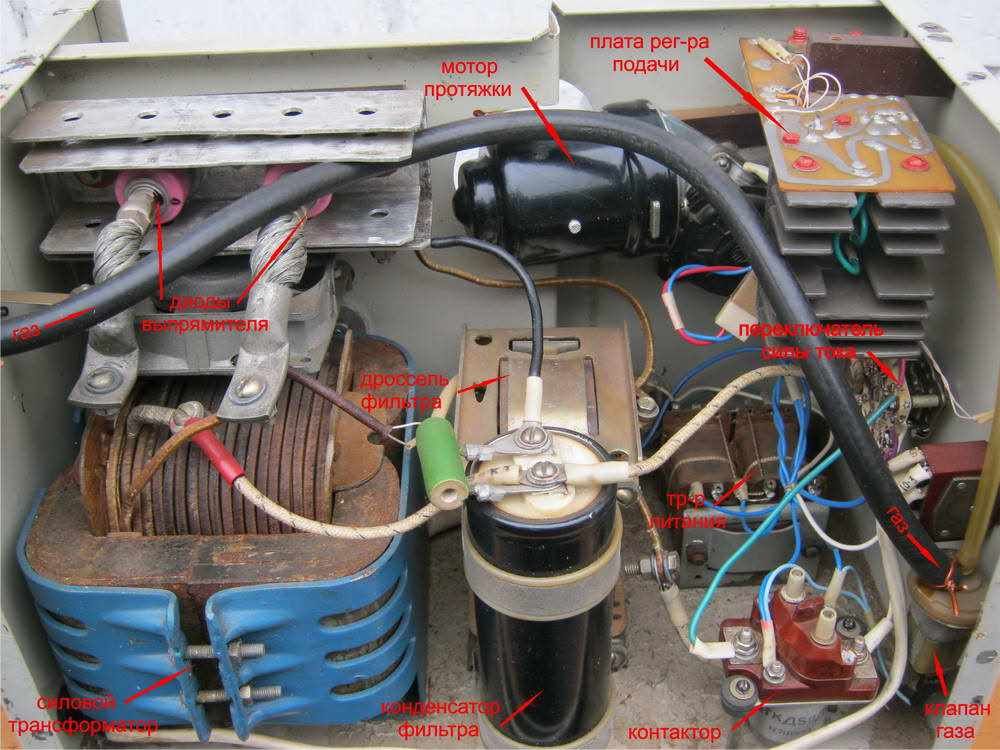 10
,
c.13
,
c.50
,
c.85
,
c.265
]
10
,
c.13
,
c.50
,
c.85
,
c.265
]
Теплотехнические измерения Изд.5 (1979) — [ c.406 ]
Техническая энциклопедия Т 12 (1941) — [ c.363 ]
Конденсатор электролитический 47000 мкФ 63V 85°C d51 h220
Описание товара Конденсатор электролитический 47000 мкФ 63V 85°C d51 h220Конденсатор электролитический общего применения 47000µF 63V 85°C d51 h220 при своих габаритах (диаметр — d51 мм и высота — h220 мм), обладает достаточной емкостью — 47000µF и может быть рекомендован к применению для эффективной фильтрации в цепях постоянного напряжения с максимальным уровнем до 10 Вольт.
Технические характеристики конденсатора электролитического 47000µF 63V 85°C d51 h220- Емкость: 47000µF
- Напряжение: 63V
- Допустимая температура: до 85°C
- Размеры:
- диаметр (d): d51 мм;
- высота (h): h220 мм;
- Материал диэлектрика: оксидный слой на фольге.

Рассматриваемый электролитический конденсатор общего применения благодаря своим маленьким размерам может быть установлен на печатную плату, даже в условиях ограниченного места.
При этом значительная емкость позволяет эффективность отфильтровать переменную составляющую напряжения на выходе из выпрямителя.
Используя трансформатор, диодный выпрямитель и рассматриваемый конденсатор, можно собрать несложный и надежный источник постоянного напряжения при значительном потребляемом нагрузкой токе.
В целом емкость электролитического конденсатора в фильтре питания рассчитывается по следующей формуле: C?25*Iд/Uвых, где Iд-максимальный выпрямленный ток, мА, Uвых- напряжение на конденсаторе, В.
В свою очередь, напряжение на конденсаторе в 1,4 раза превышает уровень переменного напряжения на вторичной обмотке трансформатора.
Это происходит за счет того, что конденсатор сглаживает колебания, т. е. превращает пульсирующее напряжение в постоянное.
е. превращает пульсирующее напряжение в постоянное.
Для долгой и стабильной работы конденсатора, напряжение на нем должно быть приблизительно в два раза меньше, чем предписанное техническими характеристиками.
Подставляя значение рабочего напряжение и емкость конденсатора в формулу, приведенную выше, можно рассчитать максимальный ток нагрузки, при котором конденсатор обеспечит эффективную фильтрацию.
Без всякого ущерба можно поставить любой электролитический конденсатор общего применения большей емкости, но с напряжением и рабочей температурой, не меньшими, чем у конденсатора электролитического.
И важно, чтобы конденсатор подошел по габаритам.
Кроме емкости и размеров, рассматриваемый конденсатор отличается максимальной температурой – до 85°C.
Конденсаторы с температурой до 85°C может прослужить до 2000 часов, а конденсаторы с пределом до 105°C могут эффективно проработать до 5000 часов.
Как правильно подключать конденсатор электролитический 47000µF 63V 85°CТакой электронный компонент как электролитический конденсатор требует однозначной схемы подключения.
В любом полярном конденсаторе необходимо подсоединять вывод конденсатора со значком »-» к отрицательному выводу источнику питания, а со значком »+» – к положительному.
Также в Интернет-магазине Electronoff можно купить неполярные конденсаторы.
Причины выхода из строя электролитических конденсаторовК объективными причинам можно отнести постепенный выход из строя конденсаторов в связи с особенностями конструкции: наличием электролита.
Со временем он высыхает, превращаясь в порошок. Емкость при этом теряется и конденсатор перестает выполнять свои функции, что чревато попаданием переменной составляющей в цепь постоянного тока.
Резко сокращает срок службы электролитического конденсатора:
- эксплуатация на предельных режимах напряжения и температуры;
- нарушение полярности подключения;
- физические повреждения.
Визуально неисправный конденсатор часто можно отличить от исправного по вздувшейся части корпуса (преимущественно в верхней части цилиндра), и возможно вытекающему электролиту.
Но точный ответ может Вам дать только измерительный прибор. Для этого Вы должны измерить емкость конденсатора мультиметром.
Это сделать не сложнее, чем проверить резистор, но мультиметр должен удовлетворять двум условиям:
- иметь опцию измерения емкости;
- предел измерения емкости должен превышать предполагаемую емкость измеряемого конденсатора.
Если электролитический конденсатор неисправен, его нужно заменить.
Как правильно заменить электролитический конденсатор 47000µF 63V 85°CЭлектролитический конденсатор 47000µF 63V 85°C можно заменить, если есть в наличии конденсаторы как большей, так и меньшей емкости.
При параллельном подключении нужно взять два одинаковых конденсатора, каждый из которых должен иметь емкость в два раза меньшую, чем исходный.
При последовательном подключении емкость каждого из двух заменяющих конденсаторов должна быть в 2 раза больше, чем у исходного.
Купить электролитический конденсатор 47000µF 63V 85°C Вы можете в Киеве, в Интернет-магазине Electronoff. Доставка возможна по территории Украины Новой почтой по выгодным для Вас тарифам.
Доставка возможна по территории Украины Новой почтой по выгодным для Вас тарифам.
Автор на +google
Схема инверторного сварочного аппарата Микроша 200 и 220
Описание работы схемы электрической принципиальной сварочных инверторных аппаратов
_ «МИКРОША»
Высокое разрешение изображения
При включении в сеть замыкаются 2 группы контактов выключателя S1. При этом S1.1 подключает напряжение питания к диодному мосту сетевого выпрямителя через конденсатор С7. На частоте 50 Гц конденсатор имеет реактивное сопротивление несколько сотен Ом, что позволяет обеспечить плавную зарядку электролитических конденсаторов сетевого фильтра. Цепь S1.2 включает цепь питания реле. По мере зарядки конденсаторов цепи +300В, заряжается и конденсатор временной задержки С13 через резисторы R44, R45, R50. При достижении напряжения на нем уровня +2,5В управляемый стабилитрон VD15 открывается, реле К1 срабатывает, шунтируя своими контактами С7.
При неисправности в высоковольтной цепи +300В ( транзисторы, либо эл. конденсаторы- утечка ), VD15 не откроется, напряжение +15В будет присутствовать на его катоде и резисторе R25, транзистор VT1 откроется, шунтируя терморезистор R4, что вызовет срабатывание компаратора на ОУ2 «ПЕРЕГРЕВ, АВАРИЯ» и блокировку ШИМ контроллера.
Блок питания +15В построен на ТОР258GN. Представляет собой DC-DC преобразователь без гальванической развязки. Сумма напряжений стабилитронов VD5 и внутреннего стабилитрона микросхемы 5,6В задает величину выходного напряжения ( 5,6+9,1=14,7В ). Параллельно внутреннему установлен защитный стабилитрон VD6. Кроме того VD16 защищает цепь питания от непредвиденных ситуаций и при превышении уровня напряжения вызывает срабатывание защиты микросхемы по току.
КОМПАРАТОРЫ ЗАЩИТ
М/сх IC2 — LM224D : ОУ2 выв.5,6,7 – на вывод 5 подается опорное напряжение 2,3В с делителя R5, R6. На инвертирующий вход 6 – с делителя R3, R4. При нагреве радиатора диодов сопротивление терморезистора уменьшается с ростом температуры. Когда величина напряжения этого делителя уменьшается до уровня опорного, на выводе 7 появляется высокий уровень напряжения, которое через резистор R39 поступает на светодиод «ПЕРЕГРЕВ» и на аналоговый вход PIC контроллера (1). Через R37 это же напряжение поступает на сумматор аварийных сигналов –ОУ3 (выв.8,9,10), с выхода 10 блокируя работу ШИМ контроллера через транзистор VT6. Так же к ОУ2 (выв.5,6,7) подключены транзисторы VT1, VT2. Первый открывается при аварии в цепи +300В, второй открывается сигналом PIC контроллера при низком/высоком напряжении питания, что вызывает ту же реакцию, что и нагрев терморезистора. Компаратор ОУ2(5,6,7) обладает гистерезисом, смещая температурный порог обратного включения через R24, VD7.
Когда величина напряжения этого делителя уменьшается до уровня опорного, на выводе 7 появляется высокий уровень напряжения, которое через резистор R39 поступает на светодиод «ПЕРЕГРЕВ» и на аналоговый вход PIC контроллера (1). Через R37 это же напряжение поступает на сумматор аварийных сигналов –ОУ3 (выв.8,9,10), с выхода 10 блокируя работу ШИМ контроллера через транзистор VT6. Так же к ОУ2 (выв.5,6,7) подключены транзисторы VT1, VT2. Первый открывается при аварии в цепи +300В, второй открывается сигналом PIC контроллера при низком/высоком напряжении питания, что вызывает ту же реакцию, что и нагрев терморезистора. Компаратор ОУ2(5,6,7) обладает гистерезисом, смещая температурный порог обратного включения через R24, VD7.
ОУ1 выв. 1,2,3 – мониторит напряжение +15В. Опорное — R22, VD8, измеряемое – R20, R21. При включении аппарата, при достижении уровня питания +13,5В на выв.1 появляется лог.0. При снижении напряжения менее 11,5В – лог.1, поступающая на сумматор ОУ3 (5,6,7), запрещая подачу питания на ШИМ контроллер IC4. Гистерезис обеспечивается цепью R34, VD17. Данная защита необходима транзисторам инвертора. При снижении амплитуды импульсов управления менее 10В возможен переход силовых транзисторов в линейный режим с большими потерями и как следствие – выход из строя с разрушением кристалла.
Гистерезис обеспечивается цепью R34, VD17. Данная защита необходима транзисторам инвертора. При снижении амплитуды импульсов управления менее 10В возможен переход силовых транзисторов в линейный режим с большими потерями и как следствие – выход из строя с разрушением кристалла.
ОУ3 выв. 5,6,7 – компаратор-сумматор. При появлении на входе 10 хотя бы одного сигнала: а) с термодатчика №1 через R37, б) с компаратора питания через R35, в) с термодатчика №2 через R40, вызывает появление напряжения высокого уровня на выводе 8, которое запирает транзистор VT6, блокируя подачу питания ШИМ контроллера.
Работа термодатчика №2 на IC3 ничем не отличается от описанного ранее №1. Он устанавливается на аппараты с ферритовыми сердечниками и настроен на температуру срабатывания по перегреву феррита 95-100 С. На модификациях с нанокристаллическими сердечниками он отсутствует.
ОУ4 выв. 12,13,14 – усилитель ошибки. Сигнал с трансформатора тока TV1 выпрямляется диодным мостом VD11-VD14, интегрируется цепью R23, C12 и через резистор R38 подается на инвертирующий вход 13 ОУ. На его неинвертирующий вход приходит напряжение задания величиной от 0В до +5В с резистора регулировки тока сварки R88. Величина проинтегрированного напряжения с ТТ имеет аналогичный порядок. Напряжение управления с вывода 14 IC2 через делитель/интегратор R54, R63, C24 поступает на вывод 2 IC4 ШИМ контроллера для регулировки тока по среднему значению. R32, C14 – цепь коррекции.
На его неинвертирующий вход приходит напряжение задания величиной от 0В до +5В с резистора регулировки тока сварки R88. Величина проинтегрированного напряжения с ТТ имеет аналогичный порядок. Напряжение управления с вывода 14 IC2 через делитель/интегратор R54, R63, C24 поступает на вывод 2 IC4 ШИМ контроллера для регулировки тока по среднему значению. R32, C14 – цепь коррекции.
IC4 – SG2525AP – двухтактный ШИМ контроллер. Рабочая частота для ферритовых сердечников в моделях 160, 180 – 60 кГц. Для нанокристаллических – 42 кГц. Для моделей 200 и 220 – 42 кГц для любых сердечников. Стандартное включение. Цепи коррекции. Выходные сигналы усиливаются транзисторными сборками IC5, IC6 для раскачки трансформатора гальванической развязки ( ТГР ). На выходах ТГР – предусилители-корректоры (драйвера) выполнены по схеме с отрицательным смещением в паузе. На затворы силовых транзисторов подается сигнал, имеющий в импульсе амплитуду +15В, в паузе -2,7В. Отрицательное смещение необходимо для защиты от приоткрывания транзистора противоположного плеча от случайных наводок и флюктуаций.
Отрицательное смещение необходимо для защиты от приоткрывания транзистора противоположного плеча от случайных наводок и флюктуаций.
Силовая часть – полумостовой квазирезонансный преобразователь. Частота коммутации выше резонансной частоты, образованной контуром С44, 45, 46, 47, 50, 51 совместно с индуктивностью рассеяния трансформатора, в связи с чем форма вершины импульса тока имеет несколько колоколообразный, закругленный вид и ток выключения транзистора не превышает его тока включения, не взирая на отсутствие выходного дросселя. Силовой трансформатор имеет соотношение витков 14/6=2,33 что позволяет работать при низком напряжении в электросети. Для 200-220 модификаций с ферритовыми сердечниками 16/7=2,28, с нанокристаллическими – 11/5=2,2.
Защита от приваривания электрода. При наличии дуги на выходе – напряжение на С49 всегда будет более 18В. Оптрон ОС3 открыт. Напряжение задания с R88 поступает на усилитель ошибки IC2 (выв.12). При КЗ на выходе С49 разряжается через R114,115,116 в течении 0,5-0,8 сек. Далее оптрон закрывается и напряжение задания падает до минимально возможного значения.
Далее оптрон закрывается и напряжение задания падает до минимально возможного значения.
Регулировка тока и форсажа производится переменными резисторами R88, R91. При горящей дуге выходное напряжение составляет не менее 18В. При дуговой сварке покрытым электродом дуга при меньшем значении напряжения существует кратковременно и стремится потухнуть. Выходное напряжение интегрируется цепью R96, R97, R111, C65. При его штатном значении стабилитрон VD34 открыт, транзистор оптрона ОС2 так же открыт, шунтируя переменный резистор «форсаж». При значениях выходного напряжения, стремящихся к КЗ, т.е. менее 18В, стабилитрон закрывается, транзистор оптрона так же закрывается и резистор R91 подключается в цепь задания тока, увеличивая его на заданную величину. Это же значение поступает на второй аналоговый вход процессора – выв. 3 платы индикации. Контроллер индицирует изменяющиеся значения тока уставки.
Ограничение выходной мощности осуществляется оптроном ОС1. Вызвано необходимостью снижения выходной и потребляемой мощности при значительном, нештатном растягивании дуги, либо при тестировании оборудования с помощью балластного реостата на большом, не соответствующем ГОСТ значении сопротивления нагрузки. Т.к. аппараты имеют большой запас по Ктр силового трансформатора и соответственно по возможности ШИМ регулирования, то могут тянуть дугу, например модели 200 и 220 до 40В при 200А. Это вызывает перегрузку диодных мостов, эл. конденсаторов и т.д. Делитель R87, R89 подобран таким образом, что для моделей 160, 180 ограничение начинается при превышении напряжением значения 27,5В, для 200, 220 – 30В. При достижении этих значений, открывается управляемый стабилитрон VD26, транзистор оптрона ОС1 открывается, подключая делитель R66, R67 к напряжению задания. Ток уменьшается.
Вызвано необходимостью снижения выходной и потребляемой мощности при значительном, нештатном растягивании дуги, либо при тестировании оборудования с помощью балластного реостата на большом, не соответствующем ГОСТ значении сопротивления нагрузки. Т.к. аппараты имеют большой запас по Ктр силового трансформатора и соответственно по возможности ШИМ регулирования, то могут тянуть дугу, например модели 200 и 220 до 40В при 200А. Это вызывает перегрузку диодных мостов, эл. конденсаторов и т.д. Делитель R87, R89 подобран таким образом, что для моделей 160, 180 ограничение начинается при превышении напряжением значения 27,5В, для 200, 220 – 30В. При достижении этих значений, открывается управляемый стабилитрон VD26, транзистор оптрона ОС1 открывается, подключая делитель R66, R67 к напряжению задания. Ток уменьшается.
Измерение напряжения электросети . По цепи делителя VD39, C37, R95, R101, R102, через LC фильтр L2, C55 измеряемое напряжение подается на выв.2 платы индикации и поступает на первый аналоговый вход контроллера PIC18F14K22. Процессор периодически выводит значение напряжения на индикатор, сменяя значение тока уставки.
Процессор периодически выводит значение напряжения на индикатор, сменяя значение тока уставки.
Плата индикации. Программа прошивается и проверяется до установки в основную плату. Задействованы оба АЦП и один цифровой вход процессора. При поступлении сигнала «ПЕРЕГРЕВ», либо значения напряжения сети менее 85 и более 255 вольт, выдается сигнал блокировки работы с вывода 7 платы, который поступает через резистор R49 на базу транзистора VT2, вызывая по цепям ОУ блокировку ШИМ контроллера. Возможна только калибровка по напряжению сети. Для этого необходимо при выключенном аппарате замкнуть «джампером»(перемычкой) двухштыревой разъем на плате индикации. Установить с ЛАТРа сетевое напряжение 220 вольт. Включить аппарат. При этом на индикатор будет выводиться мигающее значение 220. Контроллер измеряет, усредняет и запоминает это напряжение, как эталонное, в течение некоторого времени. Для ранних моделей – 30 сек, для более поздних – 10 сек. Затем значение цифр сменяется на мигающие 100. Необходимо уменьшить напряжение питания с ЛАТРа до величины 100 вольт, затем снять «джампер». После этого процессор начнет запоминать эталонный уровень 100 вольт. По окончании «мигания» необходимо выключить аппарат. После повторного включения снизить напряжение сети до 85 вольт. Должна сработать блокировка, засветится светодиод «перегрев» и на более поздних моделях на семисегментном цифровом индикаторе бегущей строкой появится сообщение «НАПР. СЛАБОЕ» и мигающие цифры 85. Проверить обратное включение при напряжении 90 вольт. Аналогично протестировать аппарат при напряжении 255В – блокировка и появление надписи «НАПР. ОГО-ГО», «255». При 250В – снятие блокировки. Далее замкнуть любой терморезистор проволочной перемычкой. Блокировка и появление надписи «ПЕРЕГРЕВ 100 С». Лексическая бедность сообщений вызвана невозможностью отображения на цифровом индикаторе большинства букв русского алфавита.
Затем значение цифр сменяется на мигающие 100. Необходимо уменьшить напряжение питания с ЛАТРа до величины 100 вольт, затем снять «джампер». После этого процессор начнет запоминать эталонный уровень 100 вольт. По окончании «мигания» необходимо выключить аппарат. После повторного включения снизить напряжение сети до 85 вольт. Должна сработать блокировка, засветится светодиод «перегрев» и на более поздних моделях на семисегментном цифровом индикаторе бегущей строкой появится сообщение «НАПР. СЛАБОЕ» и мигающие цифры 85. Проверить обратное включение при напряжении 90 вольт. Аналогично протестировать аппарат при напряжении 255В – блокировка и появление надписи «НАПР. ОГО-ГО», «255». При 250В – снятие блокировки. Далее замкнуть любой терморезистор проволочной перемычкой. Блокировка и появление надписи «ПЕРЕГРЕВ 100 С». Лексическая бедность сообщений вызвана невозможностью отображения на цифровом индикаторе большинства букв русского алфавита.
РЕМОНТ
При проверке работы схемы управления от блока питания, без подачи высокого напряжения, подать +15В в схему, подпаявшись, например к VD16. Предварительно необходимо заблокировать защиту от пониженного напряжения электросети, для чего замкнуть проволочной перемычкой резистор R26.
Предварительно необходимо заблокировать защиту от пониженного напряжения электросети, для чего замкнуть проволочной перемычкой резистор R26.
При проверке моделей 200, 220 необходимо подать напряжение +27В, подпаявшись к местам пайки выводов вентиляторов.
Проверить осциллографом наличие импульсов +15, -3В на затворах транзисторов FGh50N60SMD.
ВНИМАНИЕ ! Нельзя менять местами провода, идущие с сетевого выключателя S1.1, S1.2. Одна группа контактов коммутирует напряжение сети. Другая, напряжение питания реле. При попадании напряжения сети в цепь питания реле, как минимум придется заменить VD15, VD16. На ранних моделях применялся выключатель большего размера для коммутации полного тока, потребляемого от сети. Данные выключатели показали свою крайнюю ненадежность, в связи с чем и была произведена модернизация с изменением цепей коммутации.
НЕИСПРАВНОСТИ
1. Ток не регулируется. На индикаторе значение 00. Поломка переменного резистора регулировки в результате фронтального удара. Заменить резистор 10 кОм .
На индикаторе значение 00. Поломка переменного резистора регулировки в результате фронтального удара. Заменить резистор 10 кОм .
В моделях выпуска с февраля 2015 г. резисторы заменены на другие, с дополнительным креплением к плате. Печатная плата изменена. Крышка корпуса удлинена на 5 мм для дополнительной защиты регуляторов.
2. Вращение регулятора «ФОРСАЖ» изменяет значение тока. Ток при попытке сварки минимален, сварка невозможна. Повышенное напряжение холостого хода +95_+115В. Причина — отсутствует контакт выхода + с диодом VD37. Осуществляется через заклепку на радиатор крепления диодов VD35, VD36. Устранение неисправности — припаять провод к диоду VD37, другой конец к выходной клемме +. На последних моделях провод добавлен штатно, дублируя контакт через заклепку.
Аналогично проверить контакт минусового провода на оптроны ОС2, ОС3.
3. Блок питания делает попытки запуска и уходит в защиту. Либо при напряжении от ЛАТР 80 – 230 В запускается штатно, а при подаче напряжения сети 230-250В начинает «икать» или запускается, а через некоторое время снова уходит в защиту. Причина – повышенное потребление тока схемой управления. Разрядив сетевые электролиты, подать напряжение от лабораторного блока питания, зашунтировав R26. Проверить осциллограммы на затворах. Проверить потребление тока от лабораторного БП. Оно не должно превышать величину 1 ампер. При повышенном потреблении тока отпаять выводы вентиляторов. Проверить потребление тока каждым вентилятором в отдельности. В аппарат устанавливались вентиляторы с током потребления 0,2 и 0,3 ампера. Либо оба 0,2А, либо задний 0,3 а передний вентилятор 0,2А. Если обнаружено, что в результате ошибки и пересортицы производителя установлены оба вентилятора с током 0,3А, то необходимо последовательно со вторым припаять резистор мощностью 1-2Вт сопротивлением 24-27 Ом. Мощность и потребление тока вентилятором снизится и м/сх TOP258GN перестанет уходить в защиту.
Либо при напряжении от ЛАТР 80 – 230 В запускается штатно, а при подаче напряжения сети 230-250В начинает «икать» или запускается, а через некоторое время снова уходит в защиту. Причина – повышенное потребление тока схемой управления. Разрядив сетевые электролиты, подать напряжение от лабораторного блока питания, зашунтировав R26. Проверить осциллограммы на затворах. Проверить потребление тока от лабораторного БП. Оно не должно превышать величину 1 ампер. При повышенном потреблении тока отпаять выводы вентиляторов. Проверить потребление тока каждым вентилятором в отдельности. В аппарат устанавливались вентиляторы с током потребления 0,2 и 0,3 ампера. Либо оба 0,2А, либо задний 0,3 а передний вентилятор 0,2А. Если обнаружено, что в результате ошибки и пересортицы производителя установлены оба вентилятора с током 0,3А, то необходимо последовательно со вторым припаять резистор мощностью 1-2Вт сопротивлением 24-27 Ом. Мощность и потребление тока вентилятором снизится и м/сх TOP258GN перестанет уходить в защиту. Изменить порог защиты по току в данной м/сх невозможно.
Изменить порог защиты по току в данной м/сх невозможно.
4. Выход из строя силовых транзисторов в результате попадания влаги, грязи и т.д. пояснений для опытных мастеров не требует. Замена сложности не представляет. Необходимо зачистить от лака радиатор по краю места посадки транзисторов. Проверить исправность стабилитронов в драйверах, затворных резисторов. Подать питание от БП, как описано ранее и проверить осциллограммы.
5. Выход из строя диодного моста GBPC3508W. Аппарат молчит. Все напряжение сети приложено к конденсатору С7. Его реактивное сопротивление позволяет аппарату находиться в таком положении сколь угодно долго. Прозвонить мост. Заменить. Если перегрев произошел по причине повреждения заднего вентилятора – заменить вентилятор.
6. Постоянно светится «ПЕРЕГРЕВ». Пробой конденсатора С5 из-за наводок. Прозвонить Заменить на 0,1 мкфх100В размер СМД 1206, либо выводной.
7. Индикатор мигает, отображаемые цифры «999» — Сбой памяти контроллера. Необходимо перекалибровать по напряжению сети, как описано выше, в описании платы индикации.
Индикатор мигает, отображаемые цифры «999» — Сбой памяти контроллера. Необходимо перекалибровать по напряжению сети, как описано выше, в описании платы индикации.
Принцип работы схемы аппаратов 200 и 220 ампер аналогичен. Нумерация компонентов сохранена.
С уважением, инженер-конструктор
Малик Э. В.
5,4 В 400F конденсатор точечной сварки DIY светодиодный портативный точечный сварочный аппарат набор полуавтоматических сварочных инструментов 0,25 мм 18650 Аккумулятор Продажа
Способы доставки
Общее расчетное время, необходимое для получения вашего заказа, показано ниже:
- Вы размещаете заказ
- (время обработки)
- Мы отправляем ваш заказ
- (Время доставки)
- Доставка!
Общее расчетное время доставки
Общее время доставки рассчитывается с момента размещения вашего заказа до момента его доставки вам. Общее время доставки делится на время обработки и время доставки.
Общее время доставки делится на время обработки и время доставки.
Время обработки: Время, необходимое для подготовки ваших товаров к отправке с нашего склада. Это включает в себя подготовку ваших товаров, проверку качества и упаковку для отправки.
Время доставки: Время, необходимое для того, чтобы ваш товар был доставлен с нашего склада в пункт назначения.
Рекомендуемые способы доставки для вашей страны/региона показаны ниже:
Адрес доставки: Доставка изЭтот склад не может доставлять товары к вам.
| Способ(ы) доставки | Время доставки | Информация об отслеживании |
|---|
Примечание:
(1) Упомянутое выше время доставки относится к расчетному времени в рабочих днях, которое займет доставка после отправки заказа.
(2) Рабочие дни не включают субботу/воскресенье и праздничные дни.
(3) Эти оценки основаны на обычных обстоятельствах и не являются гарантией сроков доставки.
(4) Мы не несем ответственности за сбои или задержки в доставке в результате каких-либо форс-мажорных обстоятельств, таких как стихийное бедствие, плохая погода, война, таможенные проблемы и любые другие события, находящиеся вне нашего непосредственного контроля.
(5) Ускоренная доставка не может быть использована для адресов абонентских ящиков
Предполагаемые налоги: Может применяться налог на товары и услуги (GST).
Способы оплаты
Мы поддерживаем следующие способы оплаты.Нажмите для получения дополнительной информации, если вы не знаете, как платить. * В настоящее время мы предлагаем оплату наложенным платежом для Саудовской Аравии, Объединенных Арабских Эмиратов, Кувейта, Омана, Бахрейна, Катара, Таиланда, Сингапура, Малайзии, Филиппин, Индонезии, Вьетнама, Индии. Мы отправим код подтверждения на ваш мобильный телефон, чтобы убедиться, что ваши контактные данные верны. Пожалуйста, убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
Мы отправим код подтверждения на ваш мобильный телефон, чтобы убедиться, что ваши контактные данные верны. Пожалуйста, убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
* Оплата в рассрочку (кредитной картой) или Boleto Bancário доступна только для заказов с адресом доставки в Бразилии.
DIY 5,4 В 400F светодиодный портативный конденсаторный точечный сварочный аппарат набор полуавтоматических сварочных инструментов 0,25 мм 18650 аккумулятор распродажа
Способы доставки
Общее расчетное время, необходимое для получения вашего заказа, показано ниже:
- Вы размещаете заказ
- (время обработки)
- Мы отправляем ваш заказ
- (Время доставки)
- Доставка!
Общее расчетное время доставки
Общее время доставки рассчитывается с момента размещения вашего заказа до момента его доставки вам. Общее время доставки делится на время обработки и время доставки.
Общее время доставки делится на время обработки и время доставки.
Время обработки: Время, необходимое для подготовки ваших товаров к отправке с нашего склада. Это включает в себя подготовку ваших товаров, проверку качества и упаковку для отправки.
Время доставки: Время, необходимое для того, чтобы ваш товар был доставлен с нашего склада в пункт назначения.
Рекомендуемые способы доставки для вашей страны/региона показаны ниже:
Адрес доставки: Доставка изЭтот склад не может доставлять товары к вам.
| Способ(ы) доставки | Время доставки | Информация об отслеживании |
|---|
Примечание:
(1) Упомянутое выше время доставки относится к расчетному времени в рабочих днях, которое займет доставка после отправки заказа.
(2) Рабочие дни не включают субботу/воскресенье и праздничные дни.
(3) Эти оценки основаны на обычных обстоятельствах и не являются гарантией сроков доставки.
(4) Мы не несем ответственности за сбои или задержки в доставке в результате каких-либо форс-мажорных обстоятельств, таких как стихийное бедствие, плохая погода, война, таможенные проблемы и любые другие события, находящиеся вне нашего непосредственного контроля.
(5) Ускоренная доставка не может быть использована для адресов абонентских ящиков
Предполагаемые налоги: Может применяться налог на товары и услуги (GST).
Способы оплаты
Мы поддерживаем следующие способы оплаты.Нажмите для получения дополнительной информации, если вы не знаете, как платить. * В настоящее время мы предлагаем оплату наложенным платежом для Саудовской Аравии, Объединенных Арабских Эмиратов, Кувейта, Омана, Бахрейна, Катара, Таиланда, Сингапура, Малайзии, Филиппин, Индонезии, Вьетнама, Индии. Мы отправим код подтверждения на ваш мобильный телефон, чтобы убедиться, что ваши контактные данные верны. Пожалуйста, убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
Мы отправим код подтверждения на ваш мобильный телефон, чтобы убедиться, что ваши контактные данные верны. Пожалуйста, убедитесь, что вы следуете всем инструкциям, содержащимся в сообщении.
* Оплата в рассрочку (кредитной картой) или Boleto Bancário доступна только для заказов с адресом доставки в Бразилии.
Процесс приварки шпилек CD
ПРОЦЕСС ПРИВАРКИ ШПИЛЬКИ РАЗРЯДА КОНДЕНСАТОРА
Сварка шпилек конденсаторным разрядом (CD) представляет собой полуавтоматический процесс дуговой сварки. Тем не менее, при сварке КД крепежные детали малого диаметра (1/4 дюйма и менее) иногда приваривают к чрезвычайно тонкому основному металлу. Что при любой другой форме сварки может исказить противоположной поверхности, но не с приваркой шпилек CD.
Процесс CD работает по принципу накопления энергии в конденсаторе. мгновенно выбрасывается системой оборудования через специальный сварочный «хронометрирующий» наконечник. Наконечник не только контролирует время передачу энергии он также контролирует путь, действуя как вспомогательная дуга, чтобы начать передачу энергии между стержнем и основным материалом. Эта характеристика плавит металл на каждой поверхности (основание шпильки и рабочий металл), а затем давление пружины пистолета погружает шпильку в рабочую зону. Поскольку весь цикл сварки завершается за миллисекунды, сварка тонкого листового материала может выполняться без заметной деформации, прожога или обесцвечивания.CD Stud Welding также позволяет сваривать разнородные металлы, если они совместимы.
Наконечник не только контролирует время передачу энергии он также контролирует путь, действуя как вспомогательная дуга, чтобы начать передачу энергии между стержнем и основным материалом. Эта характеристика плавит металл на каждой поверхности (основание шпильки и рабочий металл), а затем давление пружины пистолета погружает шпильку в рабочую зону. Поскольку весь цикл сварки завершается за миллисекунды, сварка тонкого листового материала может выполняться без заметной деформации, прожога или обесцвечивания.CD Stud Welding также позволяет сваривать разнородные металлы, если они совместимы.
| Кончик шпильки касается заготовки. Возникает электрическая дуга. | Зажженная дуга создает тонкий
зона сплавления на шпильке и заготовке. | Шпилька погружена в сварку бассейн. Материал затвердевает, и шпилька приваривается. |
ОСМОТР (ВИЗУАЛЬНЫЙ)
Сварку шпильки CD можно визуально осмотреть, наблюдая за галтелем у основания шпильки. Иллюстрации и комментарии ниже будут поможет вам визуально оценить качество сварного шва.
ИСПЫТАНИЯ (ФИЗИЧЕСКИЕ)
Если после визуального осмотра качество сварки остается сомнительным или этого требуют технические условия, приваренную шпильку можно подвергнуть дополнительной тестирования. Предлагаются следующие физические тесты.
ИСПЫТАНИЕ НА ИЗГИБ: С помощью плоскогубцев шпильку можно согнуть не менее чем на 30 градусов от ее оси или до отказа. Удовлетворительно приваренные шпильки должны иметь полный изгиб на 90 градусов без разрушения, при условии, что основной материал имеет достаточную толщину для этого.
ИСПЫТАНИЕ НА МОМЕНТ: Шпилька может быть затянута с помощью обычного оборудования для испытания на крутящий момент путем приложения крутящего момента до тех пор, пока не будет достигнут заданный крутящий момент или пробная нагрузка или пока не произойдет отказ.
ИСПЫТАНИЕ НА РАСТЯЖЕНИЕ: шпильку можно испытывать с помощью обычного оборудования для испытаний на растяжение до тех пор, пока не будет достигнута заданная нагрузка или пока не произойдет разрушение.
ДРУГОЕ: шпилька и сварной шов могут быть подвергнуты другим традиционным формам разрушающего или неразрушающего контроля, если того требуют спецификации.
5.4V 400F Конденсаторный точечный сварочный аппарат DIY Светодиодный портативный точечный сварочный аппарат Набор полуавтоматических сварочных инструментов 0,25 мм 18650 Аккумулятор
1. Пожалуйста, не меняйте настройки проводки произвольно. Если для питания используется литиевая батарея, зарядный MOS может быть поврежден. Кроме того, сбои, вызванные модификацией, не являются ответственностью продавца.
2. Обратите внимание, что при вставке экрана после получения товара, пожалуйста, проверьте соответствие контактов и отверстий экрана один за другим, а затем подключите зарядное устройство, в противном случае плата управления будет повреждена напрямую.
Артикул:
1. Использование конденсатора 2,7 В 100F или 120F с очень низким внутренним сопротивлением, 2 серии по 8 параллелей, внутреннее сопротивление: 5 мОм, всего 400F, а не 1600F.
2. Мягкий силиконовый провод сечением 25 квадратных AWG обеспечивает более низкое внутреннее сопротивление и приятные ощущения.
3. В нем используется красная медная паяльная ручка с резьбой, которая имеет более низкое внутреннее сопротивление и более долговечна, чем традиционная латунная паяльная ручка.
4. В панель управления добавлены новые функции, мы всегда будем выпускать новые версии, так что следите за обновлениями.
5. Этот продукт собран и закончен. Его можно использовать сразу после получения товара.
6. Добавлены функции отображения напряжения 1 и напряжения 2 для контроля напряжения во время точечной сварки.
7.Напряжение: 220 В переменного тока, мощность: около 60 Вт
8. Основной корпус: 11*11*10 см, ручка для пайки: 50 см
9. Толщина сварки: рекомендуется в пределах 0,25 мм
Использование машины:
Подключите зарядное устройство, в правом нижнем углу находится кнопка вращения, вращение может перемещать курсор и регулировать размер значения, а подтверждение — нажать кнопку.
1. Чем больше значение импульса, тем сильнее сварочная способность. Например, значение импульса один для точечной сварки 0.Никель 15 мм составляет около 7, а пульс два можно регулировать.
Подождите: Проще говоря, чем больше значение непрерывного разряда, тем дольше время непрерывного разряда.
Автоматическая сварка: ее можно настроить в соответствии с вашими требованиями… (новичкам рекомендуется более одной секунды)
2. Настройка напряжения в интерфейсе может регулировать напряжение разряда конденсатора, например: конденсатор одиночный 2,8 В, затем напряжение 5,6 В после последовательного соединения, если конденсатор 2.7 В, это 5,4 В регулируется, помните, что нельзя превышать напряжение после серии!
Настройка напряжения в интерфейсе может регулировать напряжение разряда конденсатора, например: конденсатор одиночный 2,8 В, затем напряжение 5,6 В после последовательного соединения, если конденсатор 2.7 В, это 5,4 В регулируется, помните, что нельзя превышать напряжение после серии!
3. Системная настройка:
(1) Зарядный ток относится к скорости зарядки, при которой заряжается конденсатор, чем больше значение, тем быстрее зарядка, диапазон значений составляет 1–10 А
(2) Выдерживаемое напряжение одиночного конденсатора: относится к диапазону выдерживаемого напряжения одиночного конденсатора, например выдерживаемое напряжение 2,7 В и конденсатор 2,7 В. Это безопасно. Конденсатор 2,8 В настроен на 2,7 В.Это не перенапряжение и длительное использование приведет к повреждению конденсатора
Не устанавливайте значение напряжения, превышающее емкость! Сохраните и выйдите после изменения данных!
4. Например:
Точечная сварка 0,15 листов никеля Настройка: импульс 1 — 5 мс, импульс 2 — 5 мс, АВТО — 1 с.
Точечная сварка никеля 0,2 мм. Настройки: импульс 1 — 12 мс, импульс 2 — 5 мс, АВТО для 1S
Рекомендуется, чтобы импульс 1 и импульс 2 были установлены в пределах 20 мс, чтобы поддерживать работоспособность аппарата точечной сварки
Комплектация:
1 хост для точечной сварки
1 x Разборка сварочной ручки
1 источник питания 12 В, 10 А (американская вилка)
Инновационный конденсатор для точечной сварки Для эффективности сварки
Повысьте производительность ваших сварочных процессов, используя безупречный конденсатор для точечной сварки , доступный на Alibaba.ком. Эти конденсаторы для точечной сварки представлены в широком ассортименте, который включает в себя несколько моделей, форм и размеров. Соответственно, покупатели с разным опытом всегда найдут наиболее подходящий конденсатор для точечной сварки , применимый к их ситуациям на сайте.
Изучая сайт Alibaba. com, вы обнаружите конденсатор для точечной сварки , изготовленный с использованием прочных и инновационных материалов. Это делает их очень прочными, чтобы служить своим пользователям в течение длительного срока службы.Конденсатор для точечной сварки включает в себя передовые технологии, которые делают его невероятно энергоэффективным. Они потребляют незначительное количество электроэнергии, что гарантирует, что вы тратите меньше на счета за электроэнергию. Простота установки и использования этих конденсаторов для точечной сварки делает их идеальным выбором для всех.
com, вы обнаружите конденсатор для точечной сварки , изготовленный с использованием прочных и инновационных материалов. Это делает их очень прочными, чтобы служить своим пользователям в течение длительного срока службы.Конденсатор для точечной сварки включает в себя передовые технологии, которые делают его невероятно энергоэффективным. Они потребляют незначительное количество электроэнергии, что гарантирует, что вы тратите меньше на счета за электроэнергию. Простота установки и использования этих конденсаторов для точечной сварки делает их идеальным выбором для всех.
Производители конденсаторов для точечной сварки включили удивительные функции безопасности для защиты операторов от экстремального тепла и света.Их легко обслуживать в звездных условиях, а аксессуары, защищающие конденсатор для точечной сварки , легко доступны. Благодаря изобретениям, предотвращающим потери тепла, они очень эффективны, а их производительность не имеет себе равных. Качество этих конденсаторов для точечной сварки замечательно, потому что они представлены ведущими дистрибьюторами и розничными продавцами. Они соответствуют всем требованиям стандартов качества для неизменно оптимальной производительности.
Качество этих конденсаторов для точечной сварки замечательно, потому что они представлены ведущими дистрибьюторами и розничными продавцами. Они соответствуют всем требованиям стандартов качества для неизменно оптимальной производительности.
Сварка конденсаторным разрядом | CD сварочное оборудование [ 844-974-9353 ]
Сварочные аппараты для сварки гаек, шпилек и контактной сварки крепежных изделий
Что такое сварка сопротивлением конденсаторному разряду (сварка CD)?
Сварка конденсаторным разрядом является самой быстрой формой контактной сварки. Иногда называемая емкостным разрядом или сваркой CD, контактная сварка с разрядом конденсатора накапливает энергию от батареи конденсаторов для чрезвычайно быстрого высвобождения энергии с большими пиковыми токами. Используя накопленную энергию, время сварки является коротким и концентрированным. Это приводит к тому, что больше энергии уходит на формирование сварного шва и меньше на нагрев окружающего материала. Кроме того, зона термического влияния сварного шва, где свойства металла изменены, меньше. Это сводит к минимуму изменения в металлургии заготовки.
Иногда называемая емкостным разрядом или сваркой CD, контактная сварка с разрядом конденсатора накапливает энергию от батареи конденсаторов для чрезвычайно быстрого высвобождения энергии с большими пиковыми токами. Используя накопленную энергию, время сварки является коротким и концентрированным. Это приводит к тому, что больше энергии уходит на формирование сварного шва и меньше на нагрев окружающего материала. Кроме того, зона термического влияния сварного шва, где свойства металла изменены, меньше. Это сводит к минимуму изменения в металлургии заготовки.
Общие области применения контактной сварки CD:
- Приварка гаек
- Приварка шпилек
- Приварные болты
- Приварные выступающие гайки
- Фланцевые гайки
- Резьбовые шпильки
- Обычные стали
- Горячештампованные стали с высоким содержанием бора
- Закаленные стали
- Горячештампованные детали с покрытием AlSi
- Усовершенствованные высокопрочные стали (AHSS)
Weld Systems Integrators, производитель оборудования для сварки конденсаторным разрядом, имеет проверенные результаты и решения для сварки трудносвариваемых материалов и приложений.

Weld Systems Integrators производит аппараты для точечной сварки с конденсаторным разрядом для различных процессов, включая рельефную сварку крепежных деталей для горячештампованной бористой стали и передовых высокопрочных сталей. В 2007 году мы изготовили нашу первую машину для контактной сварки с разрядом конденсатора. Эта машина для сварки CD все еще находится в производстве. И продолжает делать отличные сварные швы и отличные детали. На протяжении многих лет OEM-поставщики, поставщики уровня 1 и уровня 2 доставляли детали в нашу сварочную лабораторию, и мы демонстрировали стабильные результаты.
Типы аппаратов для сварки конденсаторным разрядом включают:
УЗНАЙТЕ БОЛЬШЕ о типах аппаратов для сварки конденсаторным разрядом, оборудовании и системах от Weld Systems Integrators. Сварочные аппараты WSI CD СДЕЛАНЫ В США на нашем предприятии в Уорренсвилл-Хайтс, штат Огайо. Позвоните нам, чтобы узнать о товарах в НАЛИЧИИ.
Видео сварки конденсаторным разрядом – рельефная сварка крепежных деталей к горячештампованной борсодержащей стали:
 youtube.com/embed/M-5qNfFAcwY» src=»data:image/gif;base64,R0lGODlhAQABAAAAACH5BAEKAAEALAAAAAABAAEAAAICTAEAOw==»/>
youtube.com/embed/M-5qNfFAcwY» src=»data:image/gif;base64,R0lGODlhAQABAAAAACH5BAEKAAEALAAAAAABAAEAAAICTAEAOw==»/>
Приварка крепежных деталей к материалам, закаленным под давлением
Хотите узнать больше о рельефной сварке крепежных изделий, включая фланцевые гайки и резьбовые шпильки, к горячештампованным борсодержащим и закаленным под давлением сталям, где присутствует покрытие AlSi?
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ УЗНАТЬ БОЛЬШЕ
НОВИНКА ОТ WSI: сварочный аппарат с емкостным разрядом мощностью 12 000 Дж от Weld Systems Integrators
КомпанияWeld Systems Integrators рада представить наш сварочный аппарат нового поколения с емкостным разрядом (CD) мощностью 12 000 Дж (12 кДж).Сварочные аппараты WSI CD идеально подходят для выступающей сварки крепежных изделий со стандартными или кольцевыми выступами к материалам с покрытием из горячештампованного алюмосиликата (AlSi), оцинкованным и другим материалам с покрытием.
УЗНАТЬ БОЛЬШЕ : https://wsiweld. com/12kj-capacitive-discharge-welder/
com/12kj-capacitive-discharge-welder/
Свяжитесь с интеграторами сварочных систем
Полуавтоматическая машина для точечной сварки с конденсаторным разрядом серииDR-3000J
1.ISO19001:2000,CCC,CE, 2.производитель, 3.точечная сварка, 4. высокое качество, 5. лучшее послепродажное обслуживание — подробности см.: //www.machineto.com/dr-3000j-series-semi-automatic-capacitor-discharge-spot-welding-machine-10143057
| Условие: | Состояние: | Год: 1995 | Год: 1995 | Место происхождения: Hubei China (Mainland) | Brand Name: Juntengfa Horse |
| Номер модели: DR-3000J | Номинальная емкость: 5KVA | :50% | Вес:800 кг, 800 кг | ||
| Применение: точечная сварка | Напряжение: 380 В | Сертификация: CCC.CE | Гарантия | : один год | |
| послепродажное обслуживание: инженеры доступны для обслуживания машин за рубежом | Power Inputeas: 380V | Внутренняя входная мощность: 5KVA | емкость: 27000UF | ||
| Energy Shroage: 3000J | Длина рычага: 380 мм | Ход электрода: 60 мм | Давление электрода: 3900 Н |
DR-3000J полуавтоматическая точечная сварочная машина с разрядкой конденсатора
Описание:
(1). Нет окисления в месте соединения, можно избежать полировки.
Нет окисления в месте соединения, можно избежать полировки.
(2). Встроенный регулятор напряжения обеспечивает постоянное выходное напряжение, что обеспечивает даже сварку.
(3). Цифровой контроллер и другие прецизионные компоненты и детали поставляются лучшими мировыми производителями и из известных источников.
(4). Сварочный аппарат прост в эксплуатации и не требует сложной учебной процедуры, может быть очень прост в адаптации и эксплуатации.
Основной сварочный материал: нержавеющая сталь, латунь, медный сплав и дюралюминий.
Подходит для электроприборов, цепочек для часов, ювелирных изделий, посуды из нержавеющей стали и производителей оборудования.
Основные технические параметры:
LTEM модели | Power Input | Внутренняя входная мощность | Внутреннее входная мощность | емкости | Energy Storage | Длина кронштейна | Электродный ход | Давление электрода | Вес |
| V | V | KVA | UF | J | мм | мм | N | кг | кг | DR-500J | 220V | 2 | 4500 | 500 | 120 | 50 | 1000 | 200 | DR-1500J | 220V | 3 | 13500 | 1500 | 380 | 50 | 50 | 2500 | 450 |
| Dr-3000J | 380V | 5 | 27000 | 3000 | 380 | 50 | 3900 | 800 | 9 0050|
| DR-4500J | 380V | 7 90V | 7 | 47000 | 47000 | 380 | 50 | 3900 | 800 | Dr-8000J | 380V | 10 9091 | 79000 | 8000 | 380 | 60 | 6280 | 6280 | 1000 | Dr-10000J | 98000 | 98000 | 10000 | 380171 | 60171 | 6280 | 1200 |
О нас:
Выставка:
| Детали упаковки: Стандартная экспортная упаковка |
| Детали доставки: через 15 дней после получения полной оплаты |
Сопутствующий продукт для полуавтоматического аппарата для точечной сварки с конденсаторным разрядом серии DR-3000J
.