Контроль сварных швов на непроницаемость
Контроль швов на непроницаемость применяется в сварных изделиях, предназначенных для хранения жидкостей, газов или работающих в условиях вакуума.
Испытание на плотность производится после предварительного контроля сварных швов наружным осмотром. Эти испытания выполняются с помощью керосина, а также воздуха или воды под давлением.
Способы испытания зависят от назначения конструкции и технических условий на изготовление. Испытания на плотность обычно производятся не менее двух раз: предварительное для выявления пороков и повторное после их исправления.
Испытание керосином.
Для испытания открытых сосудов и различных стационарных резервуаров часто используется керосин. Швы сосудов для лучшего выявления пороков покрываются мелом, разведенным на клее. Швы с обратной стороны обильно смазывают керосином и выдерживают от 10 мин. до 3 час, в зависимости от толщины материала и назначения конструкции. При многократном смазывании керосином время выдержки значительно сокращается. Время испытания указывается в технических условиях. Если в течение установленного времени на поверхности шва, покрытого меловой краской, не появились жирные темные пятна керосина, то данный сварной шов считается выдержавшим испытание.
При многократном смазывании керосином время выдержки значительно сокращается. Время испытания указывается в технических условиях. Если в течение установленного времени на поверхности шва, покрытого меловой краской, не появились жирные темные пятна керосина, то данный сварной шов считается выдержавшим испытание.
Испытание воздухом.
Испытание сжатым воздухом применяется только для закрытых сосудов. Для испытания в сосуд с предварительно заглушенными отверстиями подается сжатый воздух под давлением 1,0—2,0 атм. Снаружи все швы смачиваются мыльной водой, и сжатый воздух, выходя через неплотности, образует мыльные пузыри, по которым определяют пороки в швах и исправляют их.
Необходимо отметить, что испытание воздухом при неправильной подготовке изделий или подаче воздуха без чувствительного манометра и предохранительного клапана представляет значительную опасность. Крышки и заглушки перед испытанием должны быть надежно закреплены.
Применять сжатый воздух давлением свыше 2 атм не рекомендуется вследствие опасности разрушения конструкций.
Гидравлическое испытание.
При гидравлическом испытании проверяется прочность и плотность различных сосудов, котлов и трубопроводов, работающих под давлением. При этом испытании сосуд с плотно закрытыми отверстиями наполняется водой. Воздух из него выходит через верхнее отверстие, которое после заполнения также заглушается. Затем давление доводится до необходимой величины, и сосуд подвергается тщательному осмотру. Швы, имеющие пороки, дают течь и потение, а слабые места даже разрушаются. После выдержки и осмотра давление в сосуде доводится до рабочего, и металл сосуда на расстоянии 15—20 мм от швов подвергается обстукиванию легкими ударами молотка (весом 0,4—1,5 кг) с круглым бойком для предупреждения образования вмятин. Величина давления при испытании устанавливается соответствующими инструкциями по контролю и правилами освидетельствования. Обычно испытательное давление на 25—100% больше рабочего. Рабочее место, где производится испытание, должно быть оборудовано в соответствии с правилами по технике безопасности.
Испытание аммиаком.
При этом способе внутрь испытуемого изделия подается аммиак в количестве 1% от объема воздуха, находящегося в изделии при нормальном давлении. После этого в сосуд нагнетается воздух до давления, принятого для испытания. Швы, подлежащие испытанию, покрываются бумажной лентой, пропитанной 5%-ным водным раствором азотнокислой ртути. Бумажная лента может быть заменена обычным медицинским бинтом, пропитанным тем же раствором. Бинт более выгоден, так как после промывки в воде вновь пригоден к употреблению.
Фиг.110.Схема испытания плотности швов аммиаком.
При наличии в шве пор, трещин или других дефектов, влияющих на плотность швов, аммиак проходит через них и действует химически на пропитанную азотнокислой ртутью бумагу. В местах неплотностей на бумаге остаются черные пятна. Выдержка под давлением составляет 1—5 мин, после чего бумагу (или бинт) снимают. Она служит документом при определении качества шва.
Схема испытания плотности аммиаком показана на фиг.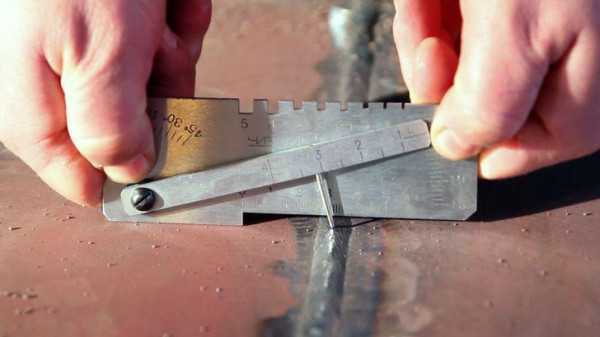 110.
110.
Испытание аммиаком более производительно, дешевле и точнее, чем способ испытания воздухом.
Большим преимуществом проверки на плотность швов аммиаком является возможность применить этот способ в зимних условиях при низких температурах.
Обнаружение неплотностей в сварном шве галоидным течеискателем типа ГТИ-2. Для выявления полной непроницаемости сварных соединений в сосудах, работающих в условиях глубокого вакуума или в сосудах (системах), в которых находятся под давлением различные газы (или воздух), с успехом может быть применен весьма чувствительный галоидный течеискатель типа ГТИ-2. С его помощью выявляются такие микроскопические неплотности, через которые в течение года вытекает 0,5 г фреона (Ф-12) под давлением 5—6 атм.
Течеискатель ГТИ-2 — переносный прибор, состоящий из выносного щупа, оформленного для удобства пользования в виде пистолета, и измерительного блока (электроаппаратуры с регулирующими и измерительными устройствами). Питание производится от сети переменного тока промышленной частоты напряжением 220 в. Вес выносного щупа 2 кг, измерительного блока 11,5 кг.
Вес выносного щупа 2 кг, измерительного блока 11,5 кг.
При отыскании неплотностей в сосуде или другом каком-либо объекте его предварительно испытывают сжатым воздухом для выявления сравнительно больших течей и устранения их. Затем внутренний объем сосуда заполняется газом, содержащим галоиды — фреон, четыреххлористый углерод, хлороформ, йодоформ под давлением, несколько превышающим атмосферное. Эти газы могут применяться как в чистом виде, так и в смеси с воздухом.
По шву, который проверяют, медленно проводят наконечник щупа. Появление звукового сигнала (увеличение частоты звука) и отклонение стрелки выходного прибора указывают на наличие неплотности в шве.
- Назад
- Вперед
Неразрушающий контроль сварных соединений — статьи о приборах неразрушающего контроля и технической диагностики от ООО «Техно-НДТ»
Опубликовано: 2022.07.12 Время на чтение: 4 минуты 94
Определение неразрушающего контроля дано в ГОСТ Р 56542-2019. Так называют услуги специалистов по исследованию материалов, узлов и т. д., которые проводятся для оценки их свойств, качества, целостности и характеристик. В отличие от разрушающих методик проверки обнаружение и локализация дефектов осуществляются такими способами, которые не ухудшают их эксплуатационный ресурс и не снижают надежность изделия. Правила неразрушающего контроля для сварных соединений (NDT) и для металлов в целом изложены в ГОСТ ISO 17635-2018. Данный стандарт перечисляет требования к проверке и оценке полученных результатов , а также регламентирует оформление акта и конечного заключения.
Так называют услуги специалистов по исследованию материалов, узлов и т. д., которые проводятся для оценки их свойств, качества, целостности и характеристик. В отличие от разрушающих методик проверки обнаружение и локализация дефектов осуществляются такими способами, которые не ухудшают их эксплуатационный ресурс и не снижают надежность изделия. Правила неразрушающего контроля для сварных соединений (NDT) и для металлов в целом изложены в ГОСТ ISO 17635-2018. Данный стандарт перечисляет требования к проверке и оценке полученных результатов , а также регламентирует оформление акта и конечного заключения.
Виды неразрушающего контроля сварных соединений
Неразрушающий контроль для сварных швов включает в себя визуальный осмотр и несколько видов дефектоскопии. К последней относятся различные виды обследования металла с помощью электромагнитных и акустических волн и индицирующих жидкостей повышенной текучести. Выбор основной методики контроля зависит:
- от физических свойств металла заготовки и шва;
- типа и толщины сварного соединения;
- состояния поверхности заготовки и шва;
- особенностей технологии сварки;
- размеров и объема контролируемой детали;
- ряда других факторов.


Визуальный и измерительный контроль (ВИК). Это самый быстрый, дешевый и информативный способ проверки. С визуального и измерительного контроля начинается обследование сварного шва. В процессе внешнего осмотра проверяется качество:
- подготовки заготовок под сварку;
- выполнения сварочных швов;
- металла, из которого сделана деталь.
Визуальный контроль позволяет выявить видимые дефекты: заусенцы, вмятины, прожоги и т. п. Осмотр проводится как невооруженным глазом, так и оптическими приборами со значительным увеличением, например лупами, зеркалами, портативными фотоаппаратами-микроскопами. Результаты проверки заносятся в журнал. Проведение визуального и измерительного контроля регламентируется специальной инструкцией. Несмотря на кажущуюся простоту, ВИК проводится строго в соответствии с разработанной технологической картой, в которой перечисляется последовательность операций и способы их выполнения. К работам по визуальному контролю допускаются только квалифицированные специалисты, какие прошли аттестацию в соответствии с существующими правилами.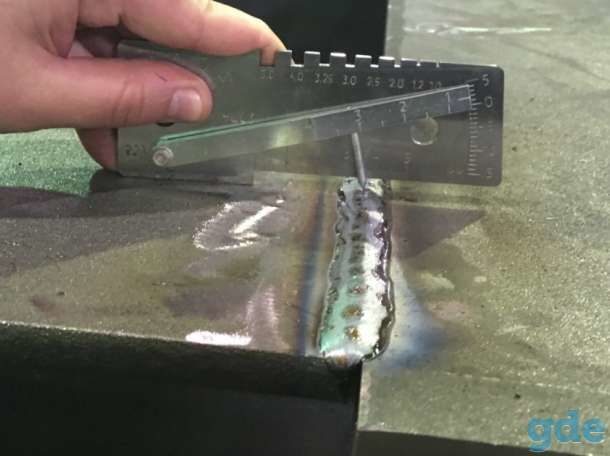
Магнитопорошковый контроль. Он является самым простым среди магнитных методов. Проведение работ осуществляется так. Сварную заготовку намагничивают, после чего ее обрабатывают магнитным составом – суспензией или порошком. Под влиянием поля намагниченные частицы выстраиваются вдоль силовых линий. В местах концентрации дефектов магнитное поле искажено, что можно видеть по образовавшимся рисункам в виде
цепочек. Метод нельзя назвать слишком точным. Его точность зависит от различных факторов: взаимного расположения силовых линий и дефектов, толщины шва и его поверхности и т. п. Для подготовки сварных деталей к магнитопорошковому контролю (намагничиванию, обработке и завершающему размагничиванию) используют магнитные дефектоскопы, например МД-4К/МД-4П.
Ультразвуковой контроль. Он более точен по сравнению с другими методами проверки и дает надежные результаты. Обязательную ультразвуковую проверку проходят сварные соединения трубопроводов, ответственные металлоконструкции, части авиадвигателей и т. п. Такой вид контроля позволяет выявить широкий спектр дефектов сварки, в том числе и те, которые не обнаруживаются другими способами. Метод основан на способности акустических волн высокой частоты (20 Гц и более) проникать в толщу металла и отклоняться либо отражаться при наличии неоднородных включений – дефектов. Полученные данные дают точную информацию о нарушениях структуры шва. Например, время прохождения волны определяет глубину залегания, а характер изменения амплитуды – примерный размер дефекта. Классификация ультразвуковых методов неразрушающего контроля изложена в ГОСТ 23829-85. При всем разнообразии таких методик все они делятся на две категории:
п. Такой вид контроля позволяет выявить широкий спектр дефектов сварки, в том числе и те, которые не обнаруживаются другими способами. Метод основан на способности акустических волн высокой частоты (20 Гц и более) проникать в толщу металла и отклоняться либо отражаться при наличии неоднородных включений – дефектов. Полученные данные дают точную информацию о нарушениях структуры шва. Например, время прохождения волны определяет глубину залегания, а характер изменения амплитуды – примерный размер дефекта. Классификация ультразвуковых методов неразрушающего контроля изложена в ГОСТ 23829-85. При всем разнообразии таких методик все они делятся на две категории:
- пассивные, которые только принимают ультразвуковые волны;
- активные, использующие излучение ультразвука и его последующий прием.
Метод ультразвукового контроля подбирается под конкретные задачи и тип дефектов в сварном шве.
Таблица 2. Методы ультразвукового контроля
Радиографический контроль. Принцип действия основан на способности рентгеновских или гамма-лучей проходить через твердые тела и изменять свою интенсивность в соответствии с плотностью структуры. Если деталь, через которую проходит излучение, имеет дефекты, это будет отражено на специальной фоточувствительной пленке, поставленной за объектом. Изучение полученного негатива позволит определить тип нарушений структуры и зоны их наибольшей концентрации. Основные требования к радиографическому контролю изложены в ГОСТ 7512-82. В нем перечислены дефекты, которые могут быть выявлены данным способом:
Принцип действия основан на способности рентгеновских или гамма-лучей проходить через твердые тела и изменять свою интенсивность в соответствии с плотностью структуры. Если деталь, через которую проходит излучение, имеет дефекты, это будет отражено на специальной фоточувствительной пленке, поставленной за объектом. Изучение полученного негатива позволит определить тип нарушений структуры и зоны их наибольшей концентрации. Основные требования к радиографическому контролю изложены в ГОСТ 7512-82. В нем перечислены дефекты, которые могут быть выявлены данным способом:
- прожоги и подрезы, характерные для некачественной сварки;
- трещины, поры, непровары, шлаковые включения в сварном соединении.
Радиографическому методу контроля подлежат также заготовки, если требуется оценить выпуклость/вогнутость корня шва, а определить это визуально или измерительным оборудованием невозможно.
Таблица 3. От чего зависит точность радиографического метода
Капиллярный контроль. Основным стандартом, регламентирующим эту методику, является ГОСТ 18442-80. Такой контроль основывается на капиллярном проникновении индикаторных жидкостей в полости материала, после чего следы фиксируются визуально или с помощью специального прибора – преобразователя. Обследование сварных швов и ферромагнитных материалов по данной методике осуществляется в тех случаях, если:
Основным стандартом, регламентирующим эту методику, является ГОСТ 18442-80. Такой контроль основывается на капиллярном проникновении индикаторных жидкостей в полости материала, после чего следы фиксируются визуально или с помощью специального прибора – преобразователя. Обследование сварных швов и ферромагнитных материалов по данной методике осуществляется в тех случаях, если:
- магнитопорошковый способ не допускается использовать для контроля по условиям эксплуатации объекта;
- магнитные характеристики исследуемого предмета и расположение дефектов не позволяют получить необходимую точность при порошковой методике.
Капиллярная методика включает в себя несколько этапов:
- первичная подготовка (очистка) поверхности шва;
- нанесение индицирующей жидкости;
- удаление излишка с поверхности;
- нанесение проявителя;
- оценка качества сварного соединения.
Капиллярный контроль может проводиться не только в лаборатории, но и на местности. По такой методике часто проверяются трубные магистрали: газопроводы, системы централизованного отопления и т. п.
По такой методике часто проверяются трубные магистрали: газопроводы, системы централизованного отопления и т. п.
Вихретоковый контроль. ГОСТ Р 55611-2013 определяет его как неразрушающую методику, которая анализирует взаимодействие внешнего электромагнитного поля с вихревыми токами, наведенными в объекте исследования. Контроль осуществляется с помощью преобразователя, состоящего из одной или нескольких катушек индуктивности. В ГОСТ Р 55611-2013 указаны несколько методов вихретокового контроля: фазовый, амплитудный, частотный, импульсный, модуляционный и другие.
Выбор методики осуществляется под конкретные особенности каждого сварного объекта. Такой тип неразрушающего контроля используется при проверке трубопроводов, лопастей, балок, литья и других ответственных металлоконструкций.
- Хиты продаж
- Новинки
Контроль сварных соединений — ЦНСЭ
Простая и удобная схема работы
Вы оставляете заявку
Наш специалист связывается с Вами и уточняет детали
Мы расчитываем стоимость и сроки работ
Составляем и подписываем договор
Наши эксперты выезжает к Вам и приступает к работе
Выдаем экспертное заключение и все необходимые документы
Преимущества при работе с нами
Мы работаем с 2010 года. За это время мы накопили солидны опыт. Как известно, в ходе судебных разбирательств часто возникает потребность в проведении экспертизы. Срок оказания подобной помощи будет кратчайшим.
За это время мы накопили солидны опыт. Как известно, в ходе судебных разбирательств часто возникает потребность в проведении экспертизы. Срок оказания подобной помощи будет кратчайшим.
Решение трудных задач
Мы выполним любые задачи, которые Вы поставите
Доступные цены
Для каждого заказчика найдется приемлемая цена
Качественное выполнение
Работы соответствуют требованиям законодательства РФ
Сжатые сроки
Подстраиваемся под требования заказчика
Персональный подход
С каждым заказчиком работает отдельная группа
Работают профессионалы
Стаж работы каждого не менее 5 лет
Вас, возможно, заинтересуют следующие услуги
Экспертиза промышленной безопасности технических устройств
Подробнее
Экспертиза промбезопасности котельной
Подробнее
Заключение экспертизы промышленной безопасности
Подробнее
Экспертиза промышленной безопасности проектной документации
Подробнее
Получите бесплатную консультацию нашего эксперта
Лицензии
CNSE GROUP является организацией, проводящей значительное количество как экспертиз, испытаний, обследований, расчетов так и проектирование, строительный контроль, аудит.
Проектная документация
Инженерных изысканий
Испытательная лаборатория
»
Приборная база применяемая при проведении экспертиз
В своем рабочем процессе эксперты АНО «Центр независимых строительных экспертиз» используют широкий спектр инструментальных методов исследования с применением высокотехнологичных приборов и программного обеспечения
Установка алмазного бурения Husqvarna DMS 240
Профессиональная алмазная установка с двухскоростным двигателем для выбора оптимального режима работы, максимальный диаметр алмазных коронок 250 мм. Оснащена электронной защитой от перегрузки и светодиодным индикатором нагрузки, предохраняющими электромотор от перегрева.
Детектор Bosch GMS 120
Предназначен для обнаружения в стенах, потолках и полах металлов (черных и цветных металлов, например, арматурной стали),деревянных балок, а также электрокабелей под напряжением.
Самый надежный мультидетектор в своем классе.
Измеритель адгезии ПСО-5мг4с
Предназначены для контроля прочности сцепления керамической плитки, фактурных покрытий, штукатурки, защитных, лакокрасочных покрытий с основанием, методом нормального отрыва стальных дисков (пластин) по ГОСТ 28089, 28574, 31356, 31376 и др., а также для контроля прочности сцепления кирпича (камней) в кладке по ГОСТ 24992.
Измеритель влажности Влагомер-МГ4У
Прибор обеспечивает возможность измерения влажности сыпучих материалов (песок, засыпки), твердых материалов (бетон, растворная стяжка, штукатурка, кирпич) и древесины в лабораторных, производственных и натурных условиях.
Измеритель прочности бетона ADA Schmidt Hammer
Склерометр Schmidt Hammer 225 предназначен для определения прочности бетона в бетонных и железобетонных конструкциях и изделиях методом упругого отскока.
Комплект ВИК эксперт
Комплект для проведения визуального и измерительного контроля, используется для проведения неразрушающего контроля сварочных швов, основных материалов, таких как: детали, полуфабрикаты, сборочные единицы, а также наплавленных поверхностей трубопроводов и оборудования, на которые действуют правила безопасной эксплуатации и устройства оборудования, а также трубопроводов атомных энергетических установок.
Лазерный дальномер Leica Disto D2
Компактная и удобная модель была специально разработана для использования в помещении и на улице на небольшие расстояния.
Специальные кнопки для сложения, вычитания, расчета площади и объема делают измерения с лазерной рулеткой Leica DISTO D2 быстрыми и надежными.
Измеритель прочности бетона ПОС-50МГ4 Скол
Предназначен для неразрушающего контроля прочности бетона методом отрыва со скалыванием и скалывания ребра по ГОСТ 22690.
Отличительной особенностью приборов является устройство для измерения величины проскальзывания анкера и электронный силоизмеритель, обеспечивающий индикацию текущей нагрузки и скорости нагружения с фиксацией усилия вырыва.
Лазерный построитель плоскостей
Компактный инструмент профессионального класса с одной горизонтальной и двумя вертикальными линиями. Имеет диапазон работы до 40 метров, с отражающей пластиной 20 метров, с приемником 80 метров.
Нивелир просто и быстро справляется с построением вертикальных и горизонтальных линий с точностью ±0. 2 мм/м и диапазоном самонивелирования ± 4°.
2 мм/м и диапазоном самонивелирования ± 4°.
Нивелир GOL 26 D Bosch
Визир для грубого выравнивания. Пентапризма для удобного контроля за сферическим уровнем. Большая кнопка фокусировки для простого выравнивания.
Светосильный объектив для четкого прицеливания измерительной рейки.
Пирометр Testo
Универсальный ИК-термометр идеально подходит для быстрого и точного измерения поверхностной температуры в секторе ОВК и промышленности.
Уровень электронный BOSCH Professional GIM 60 L
С помощью точечного лазера Bosch GIM 60L проецирует требуемый угол на дистанцию до 30 метров. Это пригодится, например, при прокладке инфраструктурных коммуникаций.
Эколайт-01
Профессиональный многофункциональный измеритель искусственной и естественной освещенности, яркости самосветящихся объектов, коэффициента пульсации газоразрядных, светодиодных ламп, экранов мониторов в видимом световом диапазоне длин волн.
KIMO AMI 300
Многофункциональный измеритель параметров окружающей среды AMI 300 предназначен для измерения дифференциального давления, скорости потока воздуха и его объемного расхода, измерения относительной влажности и температуры воздуха, концентрации СО и СО2 в окружающем воздухе, измерения скорости вращения.
Мегаомметр е6-31
Предназначен для измерения сопротивления изоляции электрических цепей, не находящихся под напряжением и измерения переменного напряжения
»
Medar Средства для контактной сварки
Medar Средства для контактной сварки| Поиск: |
| Главная Компания Продукты и решения Сервис и поддержка Учебный центр Новости Правовая информация Свяжитесь с нами Логин | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Корпорация сварочных технологий | 24775 Двор Крествью | Фармингтон-Хиллз, Мичиган, США 48335 | Телефон: +1 248-477-3900Copyright © 2010 Welding Technology Corp. Все права защищены. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 … Заинтересованы в возможностях карьерного роста в Welding Technology Corp?
… Заинтересованы в возможностях карьерного роста в Welding Technology Corp? Программа борьбы против табака – Weld County
Обзор
Программа борьбы против табака округа Уэлд финансируется за счет гранта Департамента общественного здравоохранения и окружающей среды штата Колорадо в рамках Поправки 35 «Налог на табак» через Партнерство штата по просвещению и профилактике табакокурения (STEPP).
В партнерстве с Коалицией за освобождение от табака округа Уэлд Программа борьбы против табака округа Уэлд работает над сокращением употребления табака посредством:
- Предотвращения начала употребления табака среди молодежи
- Разработка и определение услуг, помогающих людям отказаться от употребления табака (прекращение употребления табака)
- Обучение и защита людей от пассивного курения
- Устранение неравенства в употреблении табака среди различных групп населения
Отказ от никотина
Вы или ваш близкий хотите бросить курить, вейпинг, жевать или употреблять другие никотиновые продукты? Мы здесь, чтобы помочь, и у нас есть несколько услуг, с которыми мы можем связать вас для всех людей и возрастов.
Молодежная служба
Моя жизнь, отказ от курения
Моя жизнь, отказ от курения – это бесплатная и конфиденциальная служба для подростков, которые хотят бросить курить или вейпинг. Онлайн-программа «Моя жизнь, мой отказ» является самоуправляемой, то есть вы можете проходить ее в своем собственном темпе. В рамках программы предусмотрены мероприятия по поддержке отказа от курения и снятию стресса, а также доступ к тренерам, которые по запросу отправляются в текстовом или чате для получения дополнительной поддержки и советов. Начните, отправив текстовое сообщение «Старт» на номер 36072.
This is Quitting
This is Quitting — это бесплатная анонимная программа обмена текстовыми сообщениями от Truth Initiative, разработанная, чтобы помочь молодым людям (13–24 лет) бросить курить. Программа использует сообщения от реальных молодых людей, которые пытались или успешно отказались от электронных сигарет, чтобы показать реальность — хороших и плохих — отказа от курения. Основываясь на поддержке, мотивации, вдохновении и советах, основанных на фактических данных, This is Quitting отправляет одно текстовое сообщение в день в течение как минимум четырех недель, и участники могут получать мгновенную поддержку, отправляя текстовые сообщения COPE, STRESS, SLIP или MORE. Чтобы зарегистрироваться, отправьте сообщение DITCHVAPE на номер 88709..
Основываясь на поддержке, мотивации, вдохновении и советах, основанных на фактических данных, This is Quitting отправляет одно текстовое сообщение в день в течение как минимум четырех недель, и участники могут получать мгновенную поддержку, отправляя текстовые сообщения COPE, STRESS, SLIP или MORE. Чтобы зарегистрироваться, отправьте сообщение DITCHVAPE на номер 88709..
Если родитель молодого человека, который вейпит, хочет получить поддержку, он может отправить текстовое сообщение QUIT на (202) 899-7550.
Служба помощи взрослым
Телефонная линия помощи в Колорадо
Телефонная служба помощи в отказе от курения в Колорадо — это бесплатная онлайн-служба помощи в отказе от курения для жителей Колорадо в возрасте 18 лет и старше, доступная на нескольких языках. Почти 450 человек ежедневно обращаются на телефонную линию помощи, чтобы узнать о проверенных методах, которые помогут им бросить курить. Телефонная линия поможет вам: подготовить план отказа от курения и назначить дату прекращения курения, понять триггеры курения и справиться с тягой к курению, а также справиться с рецидивами и препятствиями. Приемлемые участники могут получить бесплатный запас никотиновых пластырей, жевательной резинки или леденцов, чтобы помочь в их путешествии. Чтобы зарегистрироваться, позвоните по номеру 1-800-QUIT-NOW или посетите телефонную линию помощи в Колорадо.
Приемлемые участники могут получить бесплатный запас никотиновых пластырей, жевательной резинки или леденцов, чтобы помочь в их путешествии. Чтобы зарегистрироваться, позвоните по номеру 1-800-QUIT-NOW или посетите телефонную линию помощи в Колорадо.
Специалисты по лечению табакокурения
Обратите внимание, что Программа борьбы против табака округа Уэлд больше не будет предлагать сеансы специалистов по лечению табака (TTS). Тем не менее, мы работаем над получением сертификата по другой программе под названием «Свобода от курения». Эта программа основана на группе и следует рабочей тетради. Мы не будем сертифицированы до мая, так что следите за новостями. До тех пор, пожалуйста, используйте ресурсы службы поддержки в Колорадо.
Беременные/послеродовые женщины
BABY & ME – Программа отказа от табака™
BABY & ME – Программа отказа от табака™ – это основанная на фактических данных программа отказа от курения, созданная для снижения бремени табакокурения среди беременных и родильниц. Беременные женщины со сроком беременности 36 недель или менее, которые в настоящее время употребляют табак, бросили курить после того, как забеременели, или бросили курить в течение трех месяцев после беременности, имеют право на регистрацию. Участники проходят четыре сеанса дородового консультирования по прекращению курения, и, если они проверяют отсутствие табака с помощью дыхательного теста с монитором угарного газа на третьем и четвертом сеансах, участники получают ваучеры на бесплатные детские подгузники / салфетки. Участники могут получать ежемесячные ваучеры на срок до 12 месяцев после родов, если они не курят. Чтобы зарегистрироваться, обратитесь к своему врачу или в Программу контроля над табаком округа Уэлд по телефону (9).70) 400-2383.
Беременные женщины со сроком беременности 36 недель или менее, которые в настоящее время употребляют табак, бросили курить после того, как забеременели, или бросили курить в течение трех месяцев после беременности, имеют право на регистрацию. Участники проходят четыре сеанса дородового консультирования по прекращению курения, и, если они проверяют отсутствие табака с помощью дыхательного теста с монитором угарного газа на третьем и четвертом сеансах, участники получают ваучеры на бесплатные детские подгузники / салфетки. Участники могут получать ежемесячные ваучеры на срок до 12 месяцев после родов, если они не курят. Чтобы зарегистрироваться, обратитесь к своему врачу или в Программу контроля над табаком округа Уэлд по телефону (9).70) 400-2383.
Если беременная женщина живет с курильщиком, она также может зарегистрироваться и, в случае успешного отказа от курения, также может получить талон на подгузники.
Ароматизированные продукты
Электронные сигареты/Вейпинг
Vape, Juul, электронный кальян, электронные сигареты, моды, КОНЕЦ. Все это названия электронных сигарет, которые представляют собой устройства с батарейным питанием, доставляющие никотин и другие вещества (например, металлы, вкусовые добавки, пропиленгликоль, летучие органические соединения и другие токсичные химические вещества). По данным CDC, каждый четвертый старшеклассник Колорадо — вдвое больше, чем в среднем по стране — курил электронную сигарету за последние 30 дней. Это много, но хорошая новость заключается в том, что большинство (75%) молодежи не курят вейпы. Но почему 25%? Одной из основных причин этого являются ароматы.
Все это названия электронных сигарет, которые представляют собой устройства с батарейным питанием, доставляющие никотин и другие вещества (например, металлы, вкусовые добавки, пропиленгликоль, летучие органические соединения и другие токсичные химические вещества). По данным CDC, каждый четвертый старшеклассник Колорадо — вдвое больше, чем в среднем по стране — курил электронную сигарету за последние 30 дней. Это много, но хорошая новость заключается в том, что большинство (75%) молодежи не курят вейпы. Но почему 25%? Одной из основных причин этого являются ароматы.
Доступно более 15 500 вкусов жидкости для электронных сигарет, включая сладкий пирог, экскременты единорога и фруктовые петли, и это лишь некоторые из них. Производство жидкости для электронных сигарет не регулируется должным образом, поэтому трудно понять, из чего именно она сделана (опять же, из металлов, вкусовых добавок, пропиленгликоля, летучих органических соединений и других токсичных химических веществ). Ароматизаторы, используемые в жидкостях для электронных сигарет, также не одобрены FDA для вдыхания, что и происходит при вейпинге.
По данным Инициативы «Правда», большинство молодых людей (почти 86%), использующих электронные сигареты, говорят, что они делают это из-за доступных вкусов, и что, если бы не было так много доступных вкусов, они, скорее всего, бросили бы, использовали меньше или никогда не начинались. Исследования также показывают, что дети, которые курят сладкие ароматизаторы, с большей вероятностью будут продолжать курить или курить больше, чем те, кто не курит сладкие ароматизаторы.
Сигареты
Ароматизированные сигареты были запрещены в 2009 г., поскольку было обнаружено, что они играют определенную роль в употреблении табака среди молодежи, но один ароматизатор — ментол — все еще доступен. Сегодня общенациональная кампания направлена на запрет сигарет с ментолом (а также всех ароматизаторов во всех табачных изделиях). Почему ментол важен?
Одна из причин заключается в том, что ментол легче курить. Ментол немеет горло, а значит курить легче и меньше раздражает. По этой причине ментол может быть более привлекательным для молодых людей или тех, кто только начинает курить. Молодые люди, которые начинают курить ментол (что делает большинство), с большей вероятностью станут заядлыми курильщиками, а взрослые, которые курят ментол, с меньшей вероятностью бросят курить.
Молодые люди, которые начинают курить ментол (что делает большинство), с большей вероятностью станут заядлыми курильщиками, а взрослые, которые курят ментол, с меньшей вероятностью бросят курить.
Уровень курения ментола выше среди определенных групп населения, на которые нацелена табачная промышленность, таких как чернокожие сообщества, сообщества ЛГБТ, лица с низким доходом, молодежь, беременные женщины и лица с психическими или поведенческими расстройствами.
- 51% лесбиянок/геев и 46% бисексуальных курильщиков используют ментоловые сигареты по сравнению с 39% гетеросексуальных курильщиков
- 45% курильщиков с тяжелым психологическим дистрессом используют сигареты с ментолом по сравнению с 39% курильщиков, у которых в прошлом месяце не было серьезных психологических расстройств
- 47% курильщиков, живущих в бедности, используют сигареты с ментолом, по сравнению с 36% курильщиков, живущих за чертой бедности
- 60% курящих беременных курят сигареты с ментолом
- 85% Черные курильщики используют сигареты с ментолом
Один из руководителей табачной промышленности фактически заявил: «Мы не курим это дерьмо, мы просто продаем его. Мы оставляем за собой право курить для молодых, бедных, черных и глупых».
Мы оставляем за собой право курить для молодых, бедных, черных и глупых».
Приведенные выше факты были взяты из информационного бюллетеня Кампании за детей без табака о влиянии сигарет с ментолом на приобщение молодежи к курению и различия в состоянии здоровья. Обратите внимание, однако, что Программа контроля над табаком округа Уэлд не занимает позицию в отношении действующего законодательства, касающегося запретов ароматизаторов. Мы только образовательная организация.
Проект фрески PACT
Молодежь, участвующая в Молодежной коалиции PACT (Предотвращение зависимости, вызванной табаком), и местный художник Армандо Силва в июне 2017 года нарисовали фреску в центре города Грили. PACT надеется, что фреска напомнит сообществу о необходимости защищать будущее молодежи округа Уэлд от табака и пассивного курения путем создания зон, свободных от дыма и паров.
Зоны, свободные от дыма и паров, защищают молодежь от пассивного курения и помогают молодежи оставаться свободной от табака, поскольку они:
- Делают употребление табака менее социально приемлемым
- Подать здоровый пример молодежи
- Уменьшить возможности молодых людей употреблять табачные изделия
Посмотрите фреску на 8-й авеню и 7-й улице в Грили.
Специальные мероприятия
Табак на вынос : 1 апреля 2022 г.
Этот национальный день действий, ранее известный как «День удара по заднице», предназначен для молодых людей, чтобы встать и высказаться против табачной промышленности, поощряя сверстников отвергать вводящий в заблуждение маркетинг табачной промышленности, призывая общество оставаться свободным от табака и поощрение выборных должностных лиц к принятию мер и участию в защите детей от табака. Узнайте, как вы можете принять участие в мероприятиях кампании «Дети без табака».
Всемирный день без табака: 31 мая 2022 г.
Это ежегодное признание для информирования общественности о последствиях употребления табака для здоровья, деловой практике табачных компаний и о том, что каждый человек может сделать, чтобы отстаивать свое право на образ жизни без табака или продвигать его. Вернитесь, чтобы узнать, как Программа борьбы против табака будет отмечать этот день в 2022 году.
Great American Smokeout : 17 ноября 2022 г.
Great American Smokeout проводится в третий четверг каждого ноября. Это день, когда курильщики призывают бросить курить, обдумывают возможность бросить или составляют план отказа от курения. Чтобы бросить курить, нужно время, но оно того стоит, независимо от того, сколько или как долго вы курите. Программа борьбы против табака призывает вас использовать этот день, чтобы бросить курить на 24 часа, а затем еще на несколько часов.
Прочтите эту статью Greeley Tribune, чтобы узнать, что сделала Программа борьбы против табака для прошлогодней акции Great American Smokeout в JBS!
Адаптивное управление сваркой для контактной сварки
По сравнению с обычным контролем сварки CCC ( C постоянный C текущий C контроль), адаптивный контроль сварки имеет значительные преимущества.
Прежде всего, это включает в себя свойство регулирования переменных возмущений/влияний, таких как шунты или
изменение толщины листа (из-за производственных допусков). В результате этот процесс управления обеспечивает
надежно высокое качество сварки, особенно в обрабатывающей промышленности. Алгоритмы, разработанные
и использован MATUSCHEK (впервые в 1990-х) постоянно развивались
и до сих пор являются самыми современными технологиями во всем мире.
В результате этот процесс управления обеспечивает
надежно высокое качество сварки, особенно в обрабатывающей промышленности. Алгоритмы, разработанные
и использован MATUSCHEK (впервые в 1990-х) постоянно развивались
и до сих пор являются самыми современными технологиями во всем мире.
MASTER
MASTER — метод управления, разработанный для сварки стали и на основе принципа эталонного процесса сварки. Во время эталонной сварки ток постоянно регулируется до установленного значения CCC. Хорошее соединение достигается без возмущающих воздействий с оптимальным подбором времени сварки, силы тока и электродное усилие. Данные тока и электродного напряжения, измеренные при этом сварные швы хранятся. После перехода в режим контроля контролируются все последующие швы в соответствии с сохраненными справочными данными MASTER хорошего сварного шва.
Эти процессы управления контактной сваркой обязательно требуют быстрых источников питания. Инверторы средней частоты с
время реакции 1 миллисекунда — при частоте инвертора 1000 Гц —
выполнить это требование. Тиристорные регуляторы с временем реакции 10 или 20 миллисекунд
слишком медленны для адаптивного ГЛАВНОГО управления.
Инверторы средней частоты с
время реакции 1 миллисекунда — при частоте инвертора 1000 Гц —
выполнить это требование. Тиристорные регуляторы с временем реакции 10 или 20 миллисекунд
слишком медленны для адаптивного ГЛАВНОГО управления.
Адаптивное ГЛАВНОЕ управление компенсирует:
- Колебания сетевого напряжения
- Шунты
- Износ электрода (функция автоматического шагового двигателя)
- Колебания силы сварочных электродов
- клеи или герметики между листами
- Сварочные брызги
- Изменение толщины листа
- Переключение между 2-листовыми и многостраничными приложениями
- Изменение типа покрытия или толщины покрытия
ГЛАВНЫЙ метод управления компенсирует различные влияния путем увеличения (или
уменьшение) силы тока и увеличение (или сокращение) времени сварки. продление времени может быть ограничено. Контроль брызг при сварке осуществляется путем выдачи
соответствующее сообщение о состоянии.
продление времени может быть ограничено. Контроль брызг при сварке осуществляется путем выдачи
соответствующее сообщение о состоянии.
Благодаря оптимальной адаптации к каждому отдельному месту необходимая прочность сварной шов гарантирован на широких участках.
Алюминий MASTERАлюминий MASTER представляет собой метод адаптивного управления для сварка алюминия который компенсирует следующие возмущения и вариации процесса:
- Шунтирующие ситуации (в целом сильнее влияют на результат из-за лучшая проводимость алюминия и большая толщина используемого листа по сравнению с сталь)
- Трещины листа
- Состояние поверхности алюминиевых листов (воск, поверхностные царапины, оксид алюминия, д.)
- Варианты использования конструкционных и уплотнительных клеев
- Компенсация положения пистолета, положение электродов относительно листа
Автономный МАСТЕР представляет собой новое измерение адаптивного
метод управления для сварки стали. С этим
метод, никакая параметризация или предварительная настройка пятна не требуются. Это означает:
С этим
метод, никакая параметризация или предварительная настройка пятна не требуются. Это означает:
- Подключи и свари!
- Для определения параметров не требуются специальные знания
- Настройка параметров не требуется.
- Адаптивное управление в режиме реального времени (I, U, F, S) без эталонной сварки
- Интегрированный контроль качества NUGGET Индекс
Micro MASTER — это метод адаптивного управления для мелких деталей. присоединение.
Следующая проблема известна во многих приложениях для мелких деталей:
Свариваемые детали, толщина которых часто составляет всего несколько миллиметров, могут погружаться только в очень узкую полость.
поле допуска при сплавлении, иначе они не будут держаться, т.к.
достаточно или слишком сильно сварены (сквозно сварены). Как только параметры оптимальной кривой
были обнаружены, они часто действительны только для следующих сварных швов в течение короткого времени из-за различных
влияния, такие как допуски компонентов, колебания температуры охлаждения электрода, позиционирование
неточности или загрязнение электродов. Проблемы с качеством и их дорогостоящие последствия
результат.
Как только параметры оптимальной кривой
были обнаружены, они часто действительны только для следующих сварных швов в течение короткого времени из-за различных
влияния, такие как допуски компонентов, колебания температуры охлаждения электрода, позиционирование
неточности или загрязнение электродов. Проблемы с качеством и их дорогостоящие последствия
результат.
Micro MASTER решает эту проблему, приваривая к заданному положению с микрометровой точности с использованием траектории. Принцип прост в эксплуатации и работает как следующим образом:
- Параметры задачи находятся в эталонных условиях и после успешное испытание компонента, сваренного таким образом, кривая прогрессии усадки путь и другие параметры сохраняются как эталонные или ГЛАВНЫЕ кривые. (Одно нажатие пуговицы)
- После этого аппарат переходит в режим MASTER и при последующих сварках
процесс погружения воспроизводится с микрометровой точностью за счет адаптивного управления.
- При необходимости может быть изменена последовательность параметров, таких как путь погружения и т. д. также контролировать через диапазон допуска.

Для этого процесса управления предназначены линейные прецизионные сварочные головки ЛСК серия со встроенной системой измерения положения с высоким разрешением.
Пример:
Сварка: постоянный ток с линейными изменениями
| Красный: | текущий |
| Синий: | фактическое проникновение |
| Белый: | эталонное проникновение |
| Разница: | 112 мкм |
Weld: Micro MASTER, адаптивное управление
| Красный: | текущий |
| Синий: | фактическое проникновение |
| Белый: | эталонное проникновение |
| Разница: | 3 мкм |
NUGGET
Индекс — Неразрушающий контроль Для каждого сварного шва таймер сварки SPATZ+ записывает кривые для всех электрических и
механические сигналы.