Магнитная дефектоскопия
Методы магнитной дефектоскопии деталей, порошков и магнитных суспензий. Что такое магнитная дефектоскопия и для чего она нужна.
Магнитная дефектоскопия: что это такое и для чего нужна магнитопорошковая дефектоскопия
Методы порошков и магнитных суспензий используются для выявления поверхностных дефектов (трещины закалочные, шлифовочные, а также волосовины), последние — преимущественно для обнаружения внутренних дефектов. Метод порошков заключается в том, что на поверхности намагниченного испытуемого объекта распыляют слабомагнитный порошок FeO3O4 (окись закиси железа). Магнитные пылинки втягиваются в зоны магнитного потока рассеяния, и вдоль трещины образуются большие скопления порошка, которые и делают ее легко заметной для невооруженного глаза.
Методы неразрушающего контроля к содержанию
Магнитная дефектоскпия — один из методов неразрушающего контроля. Магнитный метод разделяется на 2 вида обследований: магнито-порошковый и магнито-индукционный. Оба метода служат для обнаружения специфических магнитных потоков, возникающих при различных дефектах.
Оба метода служат для обнаружения специфических магнитных потоков, возникающих при различных дефектах.
Лучшие результаты получаются, если создать магнитным пылинкам возможность свободно перемещаться вблизи испытуемой поверхности. Последнее достигается с помощью магнитной суспензии, которая представляет собой жидкость — трансформаторное масло со взвешенным в ней порошком FeO3O4. Намагниченная деталь погружается в ванну с магнитной суспензией на две—три минуты.
Магнитные пылинки, свободно перемещаясь в жидкости, образуют большие скопления в местах залегания дефектов. В ванну погружается одновременно большое количество деталей, так что пропускная способность при испытании этим методом мелких деталей весьма велика.
Испытуемые детали намагничиваются продольно, поперечно или циркулярно, сообразно с формой детали, а также характером и расположением дефектов. Намагничивание мелких деталей производится группами в 25—100 штук.
Магнитная дефектоскопия
Магнитная дефектоскопия — это метод выявления внутренних и поверхностных дефектов деталей, которые изготовлены из ферромагнитных материалов, основанный на образовании магнитного потока рассеяния в местах залегания дефектов. Очагами разрушения деталей, подверженных в работе большим напряжениям (детали авиамотора, турбинные лопатки и диски и другие) обычно являются мельчайшие трещины на поверхности, волосовины, включения и прочее.
Очагами разрушения деталей, подверженных в работе большим напряжениям (детали авиамотора, турбинные лопатки и диски и другие) обычно являются мельчайшие трещины на поверхности, волосовины, включения и прочее.Выявление и отсев дефектных деталей в первой трети 20 века производились, в случае поверхностных дефектов, травлением и осмотром. Методов установления внутренних пороков без разрушения деталей, кроме рентгеновского просвечивания, не существовало. В 30-х годах большое распространение в практике промышленности получила магнитная дефектоскопия.
Основными достоинствами магнитной дефектоскопии являются:
1) Возможность испытания детали без разрушения ее. При этом выявление поверхностных дефектов не сопровождается порчей поверхности, что весьма существенно при массовом испытании полированных деталей, например, ролики и шарики, шарикоподшипниковые кольца, детали авиамотора и другие.
2) Высокая чувствительность и большая скорость испытания магнитной дефектоскопией, основанная на следующем явлении: на поверхности детали, внесенной в магнитное поле или предварительно намагниченной (материалы с достаточно большими значениями коэрцитивной силы и остаточным намагничиванием), в местах залегания дефекта образуется магнитный поток рассеяния индикаторов. Поэтому требуется только отыскать удобный индикатор, легко и быстро обнаруживающий присутствие магнитного потока рассеяния. В качестве таких материалов часто используют мелкие фракции каких-либо металлических порошков. Иногда, используются материалы и методы магнитной дефектоскопии, которые позволяют более точно обнаруживать дефекты при разных типах освещения, например, при ультрафиолетовом.
Поэтому требуется только отыскать удобный индикатор, легко и быстро обнаруживающий присутствие магнитного потока рассеяния. В качестве таких материалов часто используют мелкие фракции каких-либо металлических порошков. Иногда, используются материалы и методы магнитной дефектоскопии, которые позволяют более точно обнаруживать дефекты при разных типах освещения, например, при ультрафиолетовом.
МАГНИТНАЯ ДЕФЕКТОСКОПИЯ — это… Что такое МАГНИТНАЯ ДЕФЕКТОСКОПИЯ?
- МАГНИТНАЯ ДЕФЕКТОСКОПИЯ
- МАГНИТНАЯ ДЕФЕКТОСКОПИЯ — основана на исследовании искажений магнитного поля, возникающих в местах дефектов в изделиях из ферромагнитных материалов (главным образом конструкционных сталей).
 Различают методы магнитной дефектоскопии: магнитопорошковый, магнитолюминесцентный, феррозондовый, магнитографический.
Различают методы магнитной дефектоскопии: магнитопорошковый, магнитолюминесцентный, феррозондовый, магнитографический.
 Различают методы магнитной дефектоскопии: магнитопорошковый, магнитолюминесцентный, феррозондовый, магнитографический.
Различают методы магнитной дефектоскопии: магнитопорошковый, магнитолюминесцентный, феррозондовый, магнитографический.
- МАГНИТНАЯ ГОЛОВКА
- МАГНИТНАЯ ЗАПИСЬ
Смотреть что такое «МАГНИТНАЯ ДЕФЕКТОСКОПИЯ» в других словарях:
магнитная дефектоскопия — Выявление дефектов типа нарушения сплошности материала объекта контроля методами магнитного неразрушающего контроля. [ГОСТ 24450 80] Тематики контроль неразрушающий магнитный … Справочник технического переводчика
МАГНИТНАЯ ДЕФЕКТОСКОПИЯ — метод обнаружения (см.) в изделиях из ферромагнитных материалов без их разрушения, основанный на отыскивании скрытых изъянов (трещин, раковин и др.) посредством регистрации искажений магнитного поля, возникающих в местах их расположения.… … Большая политехническая энциклопедия
магнитная дефектоскопия — основана на исследовании искажений магнитного поля, возникающих в местах дефектов в изделиях из ферромагнитных материалов (главным образом конструкционных сталей).
Различают методы магнитной дефектоскопии: магнитопорошковый, магнитолюминесцентный … Энциклопедический словарьмагнитная дефектоскопия — magnetinė defektoskopija statusas T sritis Standartizacija ir metrologija apibrėžtis Defektoskopija, kuria ieškoma feromagnetinių gaminių defektų iš jų magnetinio lauko sandaros. atitikmenys: angl. magnetic defectoscopy; magnetic flow detection… … Penkiakalbis aiškinamasis metrologijos terminų žodynas
магнитная дефектоскопия — magnetinė defektoskopija statusas T sritis Standartizacija ir metrologija apibrėžtis Magnetinių lydinių gaminių defektų aptikimo metodas. atitikmenys: angl. magnetic defectoscopy; magnetic flow detection vok. Magnetdefektoskopie, f; magnetische… … Penkiakalbis aiškinamasis metrologijos terminų žodynas
магнитная дефектоскопия
магнитная дефектоскопия — magnetinė defektoskopija statusas T sritis fizika atitikmenys: angl. magnetic flaw detection vok. magnetische Defektoskopie, f rus. магнитная дефектоскопия, f pranc. contrôle magnétoscopique, m; détection électromagnétique des défauts, f … Fizikos terminų žodynas
Магнитная дефектоскопия — 2. Магнитная дефектоскопия Выявление дефектов типа нарушения сплошности материала объекта контроля методами магнитного неразрушающего контроля Источник: ГОСТ 24450 80: Контроль неразрушающий магнитный. Термины и определения оригинал документа … Словарь-справочник терминов нормативно-технической документации
магнитная дефектоскопия — [magnetic testing] дефектоскопия, основанная на регистрации магнитных полей рассеяния, возникающих над дефектами; выявляет поверхностные и подповерхностные несплошности и крупные неметаллические включения.
Смотри также: Дефектоскопия … Энциклопедический словарь по металлургииМагнитная дефектоскопия — метод дефектоскопии (См. Дефектоскопия), основанный на исследовании искажений магнитного поля, возникающих в местах дефектов в изделиях из ферромагнитных материалов … Большая советская энциклопедия

 atitikmenys: angl. magnetic defectoscopy; magnetic flow detection rus. магнитная дефектоскопия … Chemijos terminų aiškinamasis žodynas
atitikmenys: angl. magnetic defectoscopy; magnetic flow detection rus. магнитная дефектоскопия … Chemijos terminų aiškinamasis žodynas Смотри также: Дефектоскопия … Энциклопедический словарь по металлургии
Смотри также: Дефектоскопия … Энциклопедический словарь по металлургииМагнитная дефектоскопия сварных конструкций
Магнитная дефектоскопия – один из методов неразрушающего контроля, который активно применяется для контроля качества ферромагнитных сварных изделий. Основной принцип магнитного контроля деталей – поиск дефектов с помощью рассеянных потоков, которые обнаруживаются по контуру обнаруженного изъяна после намагничивания изделия. Намагничивание деталей для магнитной проверки обычно производится с помощью пропускания электрического тока через изделие плотностью около 15-20 А/мм. Магнитный поток, движущийся по сварному соединению, в случае обнаружения некой несплошности начнет ее обходить в силу ее меньшей магнитной проницаемость заметно ниже, чем проницаемость металла.
Регистрация магнитных потоков может проводиться различными способами, но наиболее употребляемы три магнитных метода контроля сварных соединений:
Источник: https://rostbk.com/o-kompanii/stati/magn-defektoskop-svarn/
- магнитопорошковый;
- магнитографический;
- индукционный.
Магнитопорошковая дефектоскопия устанавливает наличие дефекта с помощью магнитного порошка, который наносится на объект в сухом виде или в магнитной смеси. Под действием поля крупицы порошка равномерно перемещаются по поверхности, но при обнаружении дефекта они начинают собираться в валики, по форме и размерам которых определяются его характеристики. Такой способ наиболее удобен для обнаружения дефектов на плоскости, особенно если наибольший их параметр расположен перпендикулярно движению потока.
Суть магнитографического метода заключена в намагничивании отдельных участков сварного шва и фиксации изменений магнитного поля на специальную ленту с последующей регистрацией и интерпретацией данных. Этот способ чаще всего применяется для контроля стыковых сварных соединений с максимальной толщиной материала до 2,5 см, например, магистральных трубопроводов.
Этот способ чаще всего применяется для контроля стыковых сварных соединений с максимальной толщиной материала до 2,5 см, например, магистральных трубопроводов.
Индукционный метод предполагает использование индукционных катушек для установления потоков рассеивания. После намагничивания детали в районе дефекта появляется электродвижущая сила индукции, которую регистрируют дефектоскопические приборы. Главным недостатком индукционного метода называют его плохую восприимчивость к мелким поверхностным изъянам, и поэтому на производстве он распространен меньше всего.
Порядок проведения магнитного контроля регламентирован государственными стандартами и нормативными документами, однако для его использования на производстве специалистам требуется аттестация по неразрушающему контролю, которая выдается независимым органом, аттестующим персонал в этой области. Аттестация предполагает выдачу установленного удостоверения после сдачи ряда квалификационных экзаменов и действует в течение 3 лет. После истечения срока действия необходимо ее продление, а далее повторная аттестация.
После истечения срока действия необходимо ее продление, а далее повторная аттестация.
Чтобы легко и быстро сдать экзаменационные нормативы, учебный центр компании «РостБизнесКонсалт» разработал дистанционный курс подготовки и удаленное тестирование, результаты которого передаются нами в аттестующий орган для завершения процедуры. Все слушатели нашего курса гарантированно получают удостоверение установленного образца по неразрушающему контролю магнитными методами благодаря уникальной учебной программе и индивидуальному подходу к каждому. Чтобы уточнить учебную программу или записаться на обучение, оставьте заявку на сайте или позвоните по телефону 8 800 333-96-76.
4 Магнитная дефектоскопия
Магнитная
дефектоскопия — это частный
случай магнитного неразрушающего
контроля, предусматривающий способ
обнаружения дефектов в виде нарушения
сплошности в объектах из ферромагнитных
материалов. Сущность способа — регистрация
магнитных полей рассеяния вблизи этих
дефектов.
Сущность способа — регистрация
магнитных полей рассеяния вблизи этих
дефектов.
При помещении в однородное магнитное поле объекта контроля, не имеющего дефектов и резкого изменения формы, магнитный поток Фм будет проходить по пути наименьшего сопротивления через материал, практически не выходя за пределы объекта (рис. 7.4, а).
При наличии трещины, перпендикулярной направлению магнитного потока, возникает препятствие в виде воздушного промежутка, резко увеличивающего магнитное сопротивление на этом участке. Поэтому поток Фн будет в основном огибать трещину снизу. Вместе с тем часть потока будет замыкаться в воздух над трещиной, т.е. появляется поток рассеяния над дефектом ФД (рис. 7.4, б).
В
материале с очень большой магнитной
проницаемостью и малым магнитным
сопротивлением весь магнитный поток
пойдет под трещиной и потока
ФД практически не будет. Это означает
весьма низкую чувствительность магнитной
дефектоскопии при контроле таких
материалов.
Величина зависит не только от вида ферромагнетика, но и от напряженности намагничивающего поля (см. рис. 7.1). Поэтому правильный выбор оптимальных режимов намагничивания усиливает поток рассеянияФД над дефектом и повышает чувствительность метода.
5 Капиллярная дефектоскопия
Капиллярный метод дефектоскопии позволяет обнаружить микроскопические поверхностные дефекты на изделиях практически из любых конструкционных материалов
Капиллярный метод дефектоскопии основан на капиллярном проникновении индикаторных жидкостей в полости поверхностных и сквозных несплошностей объекта контроля и регистрации образующихся индикаторных следов визуально или с помощью преобразователя. Он позволяет обнаруживать поверхностные дефекты значительно быстрее и чувствительнее, чем визуальный осмотр.
Пример: Контроль цветными пенетрантами
Пенетрант —
специальное индикаторное вещество
(чаще всего красного цвета), проникающее
в дефекты материала под действием сил
капиллярности.
Процесс обнаружения дефектов капиллярным методом разделяется на 5 стадий, 4 из которых показаны на рисунке
Стадия 1. Предварительная очистка поверхности, для того, чтобы краситель смог проникнуть в поверхностные дефекты.
Стадия 2. Применение пенетранта. Пенетрант наносится на поверхность путем распыления, кистью или погружением контролируемого объекта в ванну. Рекомендуемое время контакта 5-30 мин., при Т=5-500С.
Стадия 3. Удаление избытка пенетранта. Избыток пенетранта удаляется салфеткой, либо промыванием водой. Важно иметь в виду, что пенетрант следует удалить с поверхности, но не из полости дефекта. Далее поверхность высушивают безворсовой материей или струей теплого воздуха.
Стадия
4. Применение проявителя. После просушки
на контролируемую поверхность тонким
слоем наносится проявитель обычно
белого цвета. После нанесения необходимо
выждать некоторое время. Дефекты будут
проявляться как красные следы на белом
фоне.
Стадия 5. Контроль. Относительная оценка глубины дефекта возможна по цветовому пятну. Если пятно бледно-красное, то дефект залегает не глубоко в материале. Темно-красные линии указывают на более глубокие дефекты.
РАЗРУШАЮЩИЕ МЕТОДЫ КОНТРОЛЯ
К разрушающим методам контроля относятся способы испытания контрольных образцов с целью получения необходимых характеристик сварного соединения.
Эти методы могут применяться как на контрольных образцах, так и на отрезках, вырезанных из самого соединения. В результате разрушающих методов контроля проверяют правильность подобранных материалов, выбранных режимов и технологий, осуществляют оценку квалификации сварщика.
Магнитные клещи для дефектоскопии | ООО «Квалитест»
Магнитный неразрушающий контроль — метод неразрушающего контроля, основанный на регистрации магнитных полей рассеяния, возникающих над дефектами или на определении магнитных свойств объекта контроля.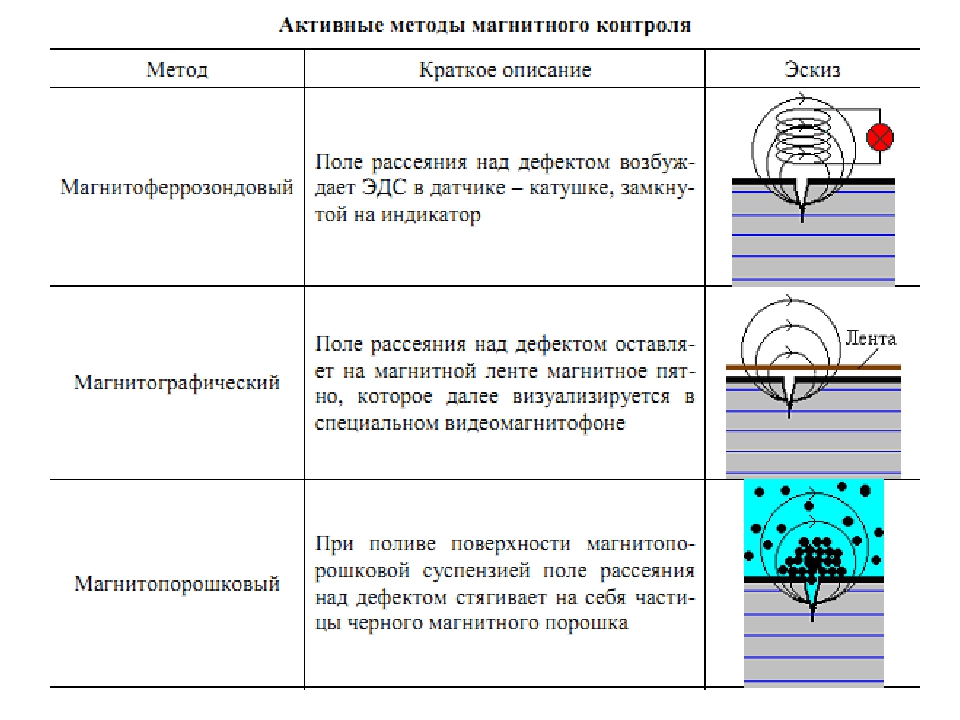 Магнитная дефектоскопия это выявление дефектов типа нарушения сплошности материала объекта контроля методами магнитного НК. Для проведения дефектоскопии используются специальные магнитные клещи, которые позволяют провести метод одному человеку.
Магнитная дефектоскопия это выявление дефектов типа нарушения сплошности материала объекта контроля методами магнитного НК. Для проведения дефектоскопии используются специальные магнитные клещи, которые позволяют провести метод одному человеку.
Магнитные клещи (электромагниты)
По способу получения первичной информации различают следующие методы магнитного контроля:
- магнитопорошковый (МП),
- магнитографический (МГ),
- феррозондовый (ФЗ),
- индукционный (И).
Неразрушающий контроль целостности поверхности металлических изделий производится методом магнитной дефектоскопии.
Портативные магнитные дефектоскопы (магнитные клещи) — предназначены для проверки объектов в лабораториях, цехах, а также в «полевых» условиях.
Подробнее о стационарных магнитных дефектоскопах Вы можете прочитать здесь.
Преимущества магнитной дефектоскопии
Магнитная дефектоскопия не занимает много времени и проводится довольно просто. Применение такого метода возможно только для исследования изделий из ферромагнитных металлов.
Применение такого метода возможно только для исследования изделий из ферромагнитных металлов.
Магнитопорошковый метод контроля основан на регистрации магнитных полей рассеяния, возникающих над дефектами или на определении магнитных свойств объекта контроля. При проведении контроля используются индикаторные чернила (суспензии) либо сухие порошки из ферромагнетика.
Магнитопорошковый метод применяют для обнаружения поверхностных и подповерхностных дефектов в объектах различной формы и размеров изготовленных из ферромагнитных материалов. С его помощью могут быть выявлены трещины различного происхождения: волосовины, закаты, непровары сварных соединений и другие дефекты шириной раскрытия несколько микрометров. Метод может быть использован для контроля объектов с немагнитным покрытием.
На деталь или интересующее место конструкции наносится индикаторная жидкость (суспензия) либо магнитный порошок. Объект необходимо намагнитить, так что индикатор может образовать на поверхности рисунок — порошок притягивается именно к тем местам, где есть какие-либо повреждения целостности поверхности. Результат лучше оценивать при хорошем освещении с применением увеличительного стекла, чтобы увидеть и обозначить даже мельчайшие дефекты.
Результат лучше оценивать при хорошем освещении с применением увеличительного стекла, чтобы увидеть и обозначить даже мельчайшие дефекты.
Портативные магнитные дефектоскопы (магнитные клещи Magnaflux или электромагниты) могут быть нескольких типов:
- Одни обеспечивают только переменное поле (Magnaflux Y6).
- Другие импульсное постоянное поле (Magnaflux Y8 с батарейным питанием).
- Универсальные модели, которые при помощи встроенного конвертера напряжения могут вырабатывать как переменное так и постоянное магнитное поле (Например, Magnaflux Y7).
Переменное поле более эффективно при обнаружении поверхностных дефектов и менее эффективно при поиски подповерхностных трещин, но при этом детали после проведения контроля с применением переменного магнитного поля легче размагнитить. Постоянное позволяет выявить дефекты. Также разработаны постоянные магниты развивающие большую напряженность магнитного поля (Например, постоянный магнит MAGNAFLUX YM-5).
Преимущество магнитных клещей Magnaflux заключается в том, что дефектоскопию может проводить один человек. За относительно небольшой промежуток времени он в состоянии проинспектировать внушительный объем оборудования. Расстояние между полюсами до 35 см позволяет исследовать объекты большой толщины. Кривизна их также может быть различна.
Наибольшей популярностью портативные магнитные дефектоскопы — магнитные клещи, электромагниты — пользуются в областях, где необходимо осуществлять постоянный контроль целостности изделия. Например, к ним можно отнести объекты нефтяной, газовой, судостроительной, судоремонтной, атомной, авиационной, аэрокосмической отраслям, при экспертизе промышленной безопасности, где от состояния оборудования напрямую зависит безопасность персонала, а также экология.
Также, в нашем каталоге представлена размагничивающая установка, которая может использоваться и при проведении техобслуживания машин и механизмов в цехах и на станциях.
Закажите магнитные клещи Magnaflux на нашем сайте прямо сейчас. Для этого Вам необходимо заполнить форму на нашем сайте или позвонить нам по телефону (812) 923-56-10.
Для этого Вам необходимо заполнить форму на нашем сайте или позвонить нам по телефону (812) 923-56-10.
Способ магнитной дефектоскопии протяжённых ферромагнитных конструкций Текст научной статьи по специальности «Электротехника, электронная техника, информационные технологии»
УДК 621.002.56 Степанов Александр Петрович,
к. т. н., доцент, декан электротехнического факультета ИрГУПС, тел.: (3952) 638-338, e-mail: [email protected] Степанов Максим Александрович, соискатель кафедры «Прикладная механика» ИрГУПС, тел.: (3952) 638-343, e-mail: [email protected]
СПОСОБ МАГНИТНОЙ ДЕФЕКТОСКОПИИ ПРОТЯЖЁННЫХ ФЕРРОМАГНИТНЫХ КОНСТРУКЦИЙ
A.P. Stepanov, M.A. Stepanov
EXTENDED FERROMAGNETIC STRUCTURES MAGNETIC
INSPECTION METHOD
Аннотация. Разработан способ магнитной дефектоскопии протяженных длинномерных конструкций, изготовленных из однородного ферромагнитного материала и имеющих простую симметричную форму поперечного сечения по всей длине. Представленный способ разработан специально для применения в условиях промышленного производства и на транспорте.
Разработан способ магнитной дефектоскопии протяженных длинномерных конструкций, изготовленных из однородного ферромагнитного материала и имеющих простую симметричную форму поперечного сечения по всей длине. Представленный способ разработан специально для применения в условиях промышленного производства и на транспорте.
Ключевые слова: магнитная дефектоскопия, протяженные конструкции, ферромагнитный материал.
Abstract. The method is designed for magnetic defectoscopy of lengthy constructions made from uniform ferromagnetic material, having simple symmetrical form of cross-sections of the profile on the whole length. The method is represented and designed specially for using in the circumstances of commercial production and transport.
Keywords: magnetic defectoscopy, lengthy constructions, ferromagnetic material.
Магнитная дефектоскопия изделий из однородного ферромагнитного материала является одним из эффективных физических методов диагностирования в них различного рода дефектов внутреннего и поверхностного характера, влияющих на параметры прочности, жесткости и работоспособности изделия в целом.
В инженерной практике известно достаточное количество подходов в реализации магнитной дефектоскопии. Например, широко используются технологии с применением ферромагнитных порошков и суспензий, зарекомендовавших себя при изучении локальных дефектов. Однако их применение ограничивает эффективность в применении метода. Это связано главным образом с резко возрастающей трудоемкостью и стоимостью выполнения процесса дефектоскопии при увеличении габаритных размеров и количества изделий [1].
В этой связи получили развитие технологии магнитной дефектоскопии на основе сканирования поверхности изделий магнитометрами или другими соответствующими приборами [2]. Представленный подход в значительной степени расширил возможности метода. Однако в реальной производственной практике существует широкий круг ферромагнитных изделий и конструкций со значительной проверяемой поверхностью, при большом потоке проверяемых экземпляров. Для таких обстоятельств эффективность процедуры магнитной дефектоскопии определяется автоматизацией и мобильностью её технологического процесса, ускорение которого позволит удешевить, а главное, повысить уровень информативности диагностирования представленных объектов деформирования.
Для таких обстоятельств эффективность процедуры магнитной дефектоскопии определяется автоматизацией и мобильностью её технологического процесса, ускорение которого позволит удешевить, а главное, повысить уровень информативности диагностирования представленных объектов деформирования.
В работе [4] при участии авторов разработан новый способ дефектоскопии изделий (в дальнейшем способ), изготовленных из ферромагнитного однородного материала, имеющих симметричную форму сечений профилей, центры тяжести которых лежат на продольной оси изделия (например, рельса), при этом в теле изделия может быть указана содержащая эту ось плоскость (далее плоскость отсчёта), след которой в каждом поперечном сечении перпендикулярен оси симметрии профиля. Например, для изделий с простой геометрической формой сечения (круг, квадрат, прямоугольник и др.) ось симметрии профиля и след плоскости отсчёта в сечении — взаимозаменяемы.
Поставленная задача решается путём намагничивания изделия с последовательным образованием двух явно выраженных полюсов магнитного поля на оси симметрии профилей сечений по всей длине исследуемого образца, как следует из теоретического рассмотрения [3]. В этом случае линия нуля напряженности магнитного поля перемещается в плоскости отсчёта. Наличие в исследуе-
В этом случае линия нуля напряженности магнитного поля перемещается в плоскости отсчёта. Наличие в исследуе-
иркутским государственный университет путей сообщения
мом образце дефектов, вызванных неоднородностью материала (например, раковина) или нарушением формы профиля, заложенными при изготовлении изделия, либо возникшими в процессе эксплуатации, обуславливает появление местной магнитной аномалии, значение которой выражается величиной отклонения линии нуля напряженности (индукции) магнитного поля от плоскости отсчёта. Оценка степени значимости дефекта осуществляется путем сравнения зарегистрированного отклонения с нормируемым для данного изделия значением или с характеристикой эталонного образца.
На практике способ реализуется следующим образом. При намагничивании исследуемого объекта образуются два явно выраженных магнитных полюса на выбранной оси симметрии профиля сечения. Длина участка намагничивания объекта дефектоскопии выбирается таким образом, чтобы в зоне работы датчика магнитометра было получено достаточно сильное однородное магнитное поле, отвечающее чувствительности средств измерения. Разрешающей способностью магнитометра, привлекаемого к дефектоскопии, определяется потребная степень намагничивания или остаточная напряженность магнитного поля. Датчик магнитометра перемещают вдоль боковой поверхности объекта дефектоскопии по следу плоскости отсчёта на образце. По показаниям магнитометра определяют положение линии нуля напряженности магнитного поля изделия, которая, при отсутствии дефектов формы сечения и зон местной неоднородности материала, лежит в плоскости отсчёта. Наличие дефектов в сечениях объекта дефектоскопии регистрируется по изменению показаний магнитометра при отклонении линии нуля напряженности магнитного поля от следа плоскости отсчёта. Шкала показаний магнитометра предварительно тарируется по наличию характерных дефектов в опытных образцах объектов дефектоскопии, в соответствии с отвечающими этим дефектам значениями отклонений линии нуля напряженности магнитного поля от следа плоскости отсчёта.
Относительное перемещение датчика магнитометра и объекта дефектоскопии может быть обеспечено при фиксированном положении того или другого, что определяется условиями осуществления технологического процесса: прежде всего, соотношением габаритных размеров объектов и средств дефектоскопии и условиями обеспечения относительного перемещения.
Технический результат реализации способа заключается в возможности обеспечения им оперативного выполнения процесса дефектоскопии
с помощью мобильных технических средств и средств автоматизации.
Способ был проверен на стальных образцах, не подвергнутых обработке, изменяющей однородность доменных структур по объему образца, в том числе и с искусственным дефектом. На рис. 1 показано магнитное поле пластины толщиной 10 мм, вырезанной по сечению рельса. Пластина намагничена постоянным магнитом вдоль большей оси симметрии пластины. Измерения с помощью магнитометра дефектоскопического МФ-23ИМ показали совпадение нулевой линии напряженности (индукции) магнитного поля образца с геометрической осью центра тяжести площади фигуры образца и с её физической горизонтальной линией центра тяжести (линии показаны на рисунке в виде одной линии), т. е. они совпадают со следом плоскости отсчёта.
Рис. 1. Магнитное поле пластины, вырезанной по сечению рельса
Пластина не имеет дефектов. Стальной пруток (марка 40ХН) с диаметром сечения 70 мм и длиной 1500 мм был намагничен поперечным однородным магнитным полем вдоль вертикальной оси сечения образца с помощью постоянного магнита (система намагничивающая МСН14).
На рис. 2 показано совпадение нулевой линии напряженности магнитного поля образца с геометрической осью центра тяжести площади фигуры сечения, с физической линией центра тяжести сечения образца и с продолжением этой линии вдоль образца в зоне однородного намагничивания прутка, т. е. также совпадает со следом плоскости отсчёта на образце.
В этом же образце с помощью сверла был сделан искусственный дефект следующих размеров: диаметр 5 мм, длина 25 мм, как показано на рис. 3. Затем образец был намагничен, как и в
2 — продольная ось образца; 3 — плоскость отсчёта; 4 — ось симметрии в поперечном сечении образца; 5 — след плоскости отсчёта на образце; 6 — линия нуля напряжённости магнитного поля
Б
Рис. 3. Образец с искусственным дефектом. Остаточная индукция В показана в мТл. 1 — опытный образец; 2 — продольная ось образца; 3 — плоскость отсчёта; 4 — ось симметрии в поперечном сечении образца; 5 — след плоскости отсчёта на образце; 6 — линия нуля напряжённости магнитного поля; 7 — имитация дефекта (раковина)
предыдущем случае. Измерения остаточной индукции показали, что линия нулевой напряженности (индукции) на боковой поверхности образца поднялась выше почти на 10 мм от его продольного следа плоскости отсчёта (боковой линии симметрии). На рис. 1 и 2 на осях симметрии в неко-
торых характерных точках указанны значения индукции В в мТл.
Следует отметить, что получить два явно выраженных магнитных полюса вдоль оси симметрии поперечного сечения протяжённой конструкции, в зависимости от формы этого сечения, можно с помощью постоянного тока, пропускае-
иркутский государственный университет путей сообщения
мого вдоль протяжённой конструкции. В работе [5] с помощью цифрового моделирования получена картина магнитного поля поперечного сечения рельса (рис. 4), которая совпадает с картиной магнитного поля, показанного на рис. 1.
Рис. 4. Картина магнитного поля сечения рельса Р65 при плотности тока ] = 10000 А/м2.
Значения модуля вектора индукции В указаны в Тл
Указанное свойство позволяет, например, наряду с другими способами дефектоскопии рельсов использовать способ для дефектоскопии рельсового пути без его разборки.
В дальнейшем работа по внедрению способа будет направлена на оценку его возможностей по обнаружению микротрещин. Также сканирование геометрии и реальных свойств материала изделий представляется возможным для использования в построении конечно элементных моделей представленных объектов и их анализа на предмет оценки влияния дефектов на прочностные и другие свойства, определяющие функциональность.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Неразрушающий контроль : справочник : в 8 т. Т. 4 : в 3 кн. : Кн. 1. Акустическая тензометрия / В. А. Анисимов, Б. И. Каторгин, А. Н. Куцен-ко и др.; Кн. 2. Магнитопорошковый метод контроля / Г.С. Шелихов; Кн. 3. Капиллярный контроль / М. В. Филинов / под общ. ред. В. В. Клюева. 2-е изд., испр. М. : Машиностроение, 2006. 736 с.
2. Неразрушающий контроль : Справочник : в 8 т. Т. 6: в 3 кн. : Кн. 1. Магнитные методы контроля / В. В. Клюев, В. Ф. Мужицкий, Э. С. Горкунов, В. Е. Щербинин; Кн. 2. Оптический контроль / В. Н. Филинов, А. А. Кеткович, М. В. Филинов; Кн. 3. Радиоволновой контроль /
B. И. Матвеев / под общ. ред. В. В. Клюева. 2-е изд. испр. М. : Машиностроение, 2006. 848 с.
3. Бессонов Л. А. Теоретические основы электротехники. Электромагнитное поле : учеб. для электротехн., энерг., приборостроит. спец. вузов. 8-е изд., перераб. и доп. М. : Высш. шк., 1986. 263 с: ил.
4. Пат. № 2387983 Российская Федерация, ЯИ 2 387 983 С1, МПК ООШ 27/82 (2006.01). Способ магнитной дефектоскопии / А. П. Степанов и др.; заявитель и патентообладатель Иркут. гос. ун-т путей сообщ. №2008143039/28, заявл. 29.10.2008, опубл. 27.04.2010. Бюл. №12. 5 с. : ил.
5. Моделирование магнитных полей железнодорожных рельсов / А. П. Степанов, В. Н. Сало-матов // Транспортная инфраструктура Сибирского региона : материалы междунар. науч.-практ. конф. (Иркутск 12-15 октября 2009 г.) : в 2 т. Т. 1. Иркутск : Изд-во ИрГУПС, 2009.
C.38-43.
Контроль магнитных частиц — обзор
Другие методы обнаружения трещин
Широко используются несколько других методов обнаружения трещин, в том числе магнитопорошковый контроль, дефектоскопия красителя и ультразвук. Для магнитопорошкового контроля и дефектоскопии красителей используются многие химические препараты. К ним относятся растворители, красители и «проявители». Многие из них удобно упакованы в аэрозоли. Другие состоят из ванн, в которые погружаются проверяемые детали.
Растворители, как правило, обладают обезжиривающим действием и поэтому вредны для кожи. Они могут вызвать дерматит в долгосрочной перспективе, если не свести к минимуму контакт с кожей. Обычно они относительно летучие и выделяют пары, которые можно вдохнуть. Воздействие на здоровье зависит от воздействия и относительной токсичности растворителя. Они могут включать раздражение глаз и легких, головную боль, тошноту, головокружение и головокружение. Бессознательное состояние или даже смерть могут наступить в результате воздействия паров растворителей в больших количествах.
Когда-то предпочтительным вариантом были хлорированные растворители, поскольку они, как правило, негорючие. Стратегия заключалась в использовании растворителя с наименьшей токсичностью. Однако из-за опасений по поводу атмосферы многие обычные хлорированные растворители в настоящее время больше не используются. Это заставило работодателей выбирать альтернативы, некоторые из которых более токсичны, а некоторые легко воспламеняются. Таким образом, перед использованием растворителя необходимо изучить паспорт безопасности (MSDS) производителя, чтобы получить представление обо всех его свойствах, чтобы можно было принять меры по его правильному хранению и избежать воздействия паров и любых опасностей возгорания, которые могут возникают.Растворители всегда следует использовать в хорошо вентилируемых помещениях, чтобы избежать образования высоких концентраций паров.
Многие аэрозоли раньше содержали пропелленты на основе хлорированных углеводородов или хлорированных фторуглеродов (CFC), но теперь они не используются. Используемые в настоящее время пропелленты включают некоторые легковоспламеняющиеся вещества, такие как бутан. Следует внимательно прочитать паспорт безопасности материала. Некоторые хлорированные растворители все еще используются. Они имеют тенденцию разлагаться в дуге с образованием чрезвычайно токсичных продуктов, таких как фосген и хлористый водород.Поэтому очень важно следить за тем, чтобы пары растворителя не попадали в зоны, где выполняется сварка.
Объемные запасы растворителей или аэрозолей следует хранить отдельно от рабочего помещения в контейнерах, соответствующих их свойствам, например: легковоспламеняющиеся вещества и препараты следует хранить в металлических шкафах с четкой маркировкой, указывающей на характер содержимого. В рабочем помещении следует держать только количество, необходимое для немедленной работы.
Если используются ванны для парового обезжиривания, они должны содержаться в хорошем рабочем состоянии — конструкция должна содержать пар, чтобы сотрудники не подвергались воздействию.
Следует по возможности избегать протирания предметов тканями, пропитанными растворителем, поскольку выброшенные салфетки могут представлять опасность пожара, и такая практика имеет тенденцию приводить к сильному воздействию на кожу и дыхательную систему.
Везде, где есть вероятность попадания капель жидкости в глаза, следует надевать средства защиты глаз. Персонал не должен есть или курить в местах, где есть растворители. Их следует тщательно мыть после работы, а также перед едой или курением.
Испытание магнитными частицами (MPT) | Инспекционная
Испытание магнитными частицами (MPT) , также называемое контролем магнитных частиц, — это метод неразрушающего контроля (NDE) , используемый для обнаружения поверхностных и слегка приповерхностных дефектов в большинстве ферромагнитных материалов, таких как железо, никель и кобальт, и некоторые из их сплавов.Поскольку это не требует степени подготовки поверхности, необходимой для других методов неразрушающего контроля, проведение MPT является относительно быстрым и легким. Это сделало его одним из наиболее часто используемых методов NDE.
БЕСПЛАТНЫЙ РЕСУРС: Щелкните здесь, чтобы загрузить подробный обзор испытаний на магнитные частицы.
MPT — это довольно простой процесс с двумя вариантами: влажное испытание магнитными частицами (WMPT) и сухое испытание магнитными частицами (DMPT).В любом из них процесс начинается с пропускания магнитного тока через компонент. Любые трещины или дефекты в материале прервут прохождение тока и вызовут распространение магнетизма от них. Это создаст «поле утечки потока» в месте повреждения.
Второй этап включает нанесение металлических частиц на деталь. Если есть какие-либо дефекты на поверхности или рядом с ней, поле утечки потока будет притягивать частицы к месту повреждения. Это дает видимую индикацию приблизительного размера и формы дефекта.
Есть несколько преимуществ MPT по сравнению с другими методами неразрушающего контроля. Он очень портативный, обычно недорогой и не требует строгой предварительной очистки. MPT также является одним из лучших вариантов для обнаружения мелких поверхностных трещин. Это быстро, легко и будет работать через тонкие покрытия . Наконец, существует несколько ограничений в отношении размера / формы образцов для испытаний.
Несмотря на свои сильные стороны, этот метод не безграничен. Материал должен быть ферромагнитным.Точно так же ориентация и сила магнитного поля имеют решающее значение. Метод обнаруживает только поверхностные и приповерхностные дефекты. Те, что ниже, требуют альтернативных методов. Иногда для выполнения этого метода требуются большие токи, поэтому иногда возможно «сгорание» испытываемых деталей. Кроме того, после завершения MPT компонент необходимо размагнитить, что иногда может быть затруднено.
Связанные темы
Инструменты темы
Поделиться темой
Внести вклад в определение
Мы приветствуем обновления этого определения Integripedia от Inspectioneering сообщество.Щелкните ссылку ниже, чтобы отправить любые рекомендуемые изменения для Inspectioneering’s команда редакторов для обзора.
Способствовать определениюНеразрушающий контроль — Контроль магнитных частиц (MPI)
Что такое контроль магнитных частиц?
Магнитопорошковый контроль (часто сокращенно МТ или MPI) — это метод неразрушающего контроля, который обеспечивает обнаружение линейных дефектов, расположенных на поверхности ферромагнитных материалов или вблизи нее.Он рассматривается в первую очередь как метод исследования поверхности.
Контроль магнитных частиц (MPI) — очень эффективный метод обнаружения поверхностных разрывов и небольших подповерхностных дефектов, таких как трещины, поры, холодный притир, отсутствие плавления боковых стенок в сварных швах и т.
Есть много разных техник. Наиболее универсальным методом является использование ручного электромагнитного ярма 110 В переменного тока, белой удаляемой краски в качестве контрастного фона и магнитных «чернил», состоящих из частиц порошка железа в жидкой основе.
Область намагничивается магнитом ярма. В случае наличия поверхностного или слегка подповерхностного дефекта силовые линии магнитного поля деформируются вокруг дефекта.
Наносятся магнитные чернила, и частицы порошка железа перекрывают зазор, вызванный дефектом, и дают видимую индикацию на белом контрастном фоне.
Контроль магнитных частиц (MPI) обеспечивает очень хорошее разрешение дефектов и широко используется в следующих областях:
Сварные изделия из магнитных материалов, отливки, обнаружение усталостных трещин в изделиях, подверженных циклическим нагрузкам
Схема потоковых линий, проходящих через перпендикулярный и параллельный дефект,
и утечку потока, возникающую вокруг перпендикулярного дефекта.
Проверка магнитных частиц выполняется в четыре этапа:
- Создать магнитное поле в образце
- Нанесите магнитные частицы на поверхность образца
- Просмотр поверхности в поисках групп частиц, вызванных дефектами
- Размагнитить и очистить образец
Преимущества контроля магнитных частиц
- Может обнаруживать как поверхностные, так и подповерхностные дефекты
- Некоторые форматы инспекции чрезвычайно портативны и недороги.
- Быстрая проверка с немедленными результатами
- Показания видны инспектору непосредственно на поверхности образца
- Может обнаруживать дефекты, размазанные поверх
- Может проверять детали неправильной формы (внешние шлицы, коленчатые валы, шатуны и т. Д.).)
Ограничения контроля магнитных частиц
- Образец должен быть ферромагнитным (например, сталь, чугун)
- Перед проверкой необходимо удалить краску толщиной более 0,005 дюйма.
- Часто требуется дополнительная очистка и последующее размагничивание
- Максимальная чувствительность по глубине обычно составляет 0,100 дюйма (больше в идеальных условиях).
- Согласование между магнитным потоком и дефектом важно
Стандарты
Стандарты Международная организация по стандартизации (ISO)
- ISO 3059, Неразрушающий контроль — Пенетрантный контроль и испытание магнитными частицами — Условия просмотра
- ISO 9934-1, Неразрушающий контроль. Контроль магнитными частицами. Часть 1. Общие принципы.
- ISO 9934-2, Неразрушающий контроль. Испытание на магнитные частицы. Часть 2: Среда обнаружения .
- ISO 9934-3, Неразрушающий контроль. Контроль магнитными частицами. Часть 3. Оборудование .
- ISO 17638, Неразрушающий контроль сварных швов. Контроль магнитными частицами
- ISO 23279, Неразрушающий контроль сварных швов. Контроль сварных швов магнитными частицами. Уровни приемки .
Европейский комитет по стандартизации (CEN)
- EN 1290, Испытания на растрескивание поверхности
- EN 1330-7, Неразрушающий контроль — Терминология — Часть 7: Термины, используемые при испытании магнитными частицами
- EN 1369, Основание — Магнитопорошковый контроль
- N 10228-1, Неразрушающий контроль стальных поковок. Часть 1: Контроль магнитных частиц
- EN 10246-12, Неразрушающий контроль стальных труб — Часть 12: Магнитопорошковый контроль бесшовных и сварных труб из ферромагнитной стали для обнаружения поверхностных дефектов
- EN 10246-18, Неразрушающий контроль стальных труб — Часть 18: Магнитопорошковый контроль концов труб бесшовных и сварных труб из ферромагнитной стали для обнаружения ламинарных дефектов
Американское общество испытаний и материалов (ASTM)
- ASTM E1444-05
- ASTM A 275 / A 275M Метод испытаний для исследования стальных поковок на магнитные частицы
- ASTM A456 Спецификация для контроля магнитных частиц больших поковок коленчатого вала
- ASTM E543 Стандартная спецификация практики для оценочных агентств, выполняющих неразрушающий контроль
- ASTM E 709 Руководство по испытанию на магнитные частицы
- ASTM E 1316 Терминология неразрушающего контроля
- Стандартное руководство ASTM E 2297 по использованию источников и измерителей УФ-А и видимого света, используемых в методах проникающих жидкостей и магнитных частиц
Magnaflux EU EN
Ваша конфиденциальность
Когда вы посещаете веб-сайт, он может собирать информацию о вашем браузере, ваших предпочтениях или вашем устройстве, чтобы веб-сайт работал так, как вы ожидаете.Эта информация собирается в виде файлов cookie. Собранная информация не идентифицирует вас напрямую, но может дать вам более персонализированный опыт работы с сайтом. Ниже описаны различные типы файлов cookie, которые мы используем, и вы можете запретить использование некоторых типов файлов cookie. Щелкните заголовок категории, чтобы узнать больше и изменить настройки файлов cookie по умолчанию. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на работу вашего веб-сайта.
Совершенно необходимо
Эти файлы cookie необходимы для того, чтобы вы могли перемещаться по веб-сайту и использовать его функции.Без этих файлов cookie услуги веб-сайта, такие как запоминание товаров в корзине, не могут быть предоставлены. Мы не можем отключить эти файлы cookie в системе. Хотя вы можете настроить свой браузер так, чтобы он блокировал или предупреждал вас об этих файлах cookie, некоторые части веб-сайта не будут работать без них.
Модулей:Производительность
Эти файлы cookie собирают анонимную информацию о том, как люди используют веб-сайт: посещения веб-сайта, источники трафика, шаблоны кликов и аналогичные показатели.Они помогают нам понять, какие страницы наиболее популярны. Вся собранная информация агрегирована и поэтому анонимна. Если вы не разрешите использование этих файлов cookie, мы не узнаем, когда вы посетили наш веб-сайт.
Модулей:Функциональный
Эти файлы cookie запоминают сделанный вами выбор, например, страну, из которой вы посещаете веб-сайт, язык и т. Д. Они могут помочь вам получить впечатление, более соответствующее вашему выбору.Они могут быть установлены нами или сторонними поставщиками, услуги которых мы добавили на страницы нашего веб-сайта. Если вы не разрешите использование этих файлов cookie, некоторые функции могут работать не так, как задумано.
Модулей:Таргетинг / реклама
Эти файлы cookie собирают информацию о ваших привычках просмотра, чтобы сделать рекламу более актуальной для вас и ваших интересов. Они создаются через наших рекламных партнеров, которые учитывают ваши интересы и нацеливают вас на релевантную рекламу на других веб-сайтах или платформах.Если вы не разрешите использование этих файлов cookie, вы не увидите нашу таргетированную рекламу в других местах в Интернете.
Модулей: ИксПлатформа ASP.NET
Технологический стек, необходимый для хостинга веб-сайта
ИксДиспетчер тегов Google
Используется для загрузки скриптов на страницы сайта.
ИксGoogle Analytics
Google Analytics собирает информацию о веб-сайтах, позволяя нам понять, как вы взаимодействуете с нашим веб-сайтом, и, в конечном итоге, обеспечить лучший опыт.
Имя файла cookie:
- _ga
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
лет
Срок действия: 2 - _gid
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
Срок действия: 24 часы - NID
Cookie содержит уникальный идентификатор, который Google использует для запоминания ваших предпочтений и другой информации, например, предпочитаемого вами языка (например.грамм. Английский), сколько результатов поиска вы хотите отображать на странице (например, 10 или 20) и хотите ли вы, чтобы фильтр безопасного поиска Google был включен.
лет
Срок действия: 2 - _gat_UA — ######## — #
Используется для ограничения скорости запросов. Если Google Analytics развернут через Диспетчер тегов Google, этот файл cookie будет называться _dc_gtm_
Expiration: 1 минута - _gac_ <идентификатор-свойства>
Содержит информацию о кампании для пользователя.Если вы связали свои учетные записи Google Analytics и AdWords, теги конверсии веб-сайтов AdWords будут считывать этот файл cookie, если вы не отключите их.
Срок действия: 90 дней - AMP_TOKEN
Содержит токен, который можно использовать для получения идентификатора клиента из службы идентификатора клиента AMP. Другие возможные значения указывают на отказ, запрос в полете или ошибку при получении идентификатора клиента из службы идентификаторов клиентов AMP
год
Истечение срока действия: 1
Titan Consent Manager
Используется для отслеживания настроек конфиденциальности и согласия конечных пользователей на веб-сайтах, размещенных на Titan CMS.
Имя файла cookie:
- TitanClientID
Однозначно идентифицирует пользователя для поддержки исторического отслеживания предпочтений согласия
лет
Истечение срока: 10 - CookieConsent_
Отражает самые последние настройки согласия для текущего сайта.
лет
Срок действия: 2
IP Look Up
Эти файлы cookie используются Magnaflux для направления пользователей на веб-сайт Magnaflux для их конкретной страны. Это делается автоматически.
ИксПардо
Для наших веб-сайтов, которые содержат веб-формы или отслеживание Pardot, мы собираем информацию о страницах, которые вы посещаете, о том, как долго вы находитесь на сайте, как вы сюда попали и на что нажимаете.Pardot помогает Magnaflux обеспечить беспроблемный пользовательский интерфейс для тех клиентов и пользователей, которые создали у нас учетную запись для получения сообщений электронной почты.
Имя файла cookie:
- visitor_id #
Однозначно идентифицирует пользователя
лет
Срок действия: 10 - visitor_id # -HASH
Однозначно идентифицирует пользователя
лет
Срок действия: 10 - pi_opt_in
Флаг согласия на получение личной информации
лет
Истечение срока действия: 10 - ИПВ
Неклассифицированный
Срок действия: Сессия - Пардо
Неклассифицированный
Срок действия: Сессия - dtCookie
Неклассифицированный
Срок действия: Сессия
Поисковые запросы
Для наших веб-сайтов, которые содержат поисковые запросы по пакетной сертификации перевода, мы устанавливаем файл cookie, в котором хранится используемый поисковый запрос.
ИксОтслеживание Google AdSense
Google использует файлы cookie для обслуживания рекламы, отображаемой на веб-сайтах своих партнеров, таких как веб-сайты, показывающие рекламу Google или участвующие в рекламных сетях, сертифицированных Google. Когда пользователи посещают веб-сайт партнера Google, в браузере этого конечного пользователя может быть сохранен файл cookie.
Имя файла cookie:
- IDE
Используется Google для регистрации и сообщения о действиях пользователя веб-сайта после просмотра или нажатия на одно из рекламных объявлений рекламодателя с целью измерения эффективности рекламы и представления целевой рекламы пользователю.
Срок действия: 6 мес - NID
Неклассифицированный
Срок действия: 6 мес - DSID
Неклассифицированный
Срок действия: Сессия
Отслеживание Google AdSense
Собирает данные для измерения эффективности просмотренных или нажатых объявлений и показывает таргетированные объявления.
Имя файла cookie:
- г / сбор
Неклассифицированный
Срок действия: 6 мес - IDE
Используется Google DoubleClick для регистрации и сообщения о действиях пользователя веб-сайта после просмотра или нажатия на одно из объявлений рекламодателя с целью измерения эффективности рекламы и представления пользователю целевой рекламы.
год
Срок действия: 1 - test_cookie
Используется для проверки, поддерживает ли браузер пользователя файлы cookie.
Срок действия: Сессия
Аутентификация Titan CMS
Технологический стек, необходимый для хостинга веб-сайта
Контроль магнитных частиц
Контроль магнитных частиц — это неразрушающий процесс, используемый для обнаружения поверхностных и приповерхностных дефектов или дефектов в ферромагнитных (черных) материалах.
На испытуемого направляют внешнее магнитное поле. Если материал без дефектов, большая часть магнитного потока остается под поверхностью материала. Магнитный поток искажается или покидает деталь в любой дефектной области из-за взаимодействия с магнитным полем.
Искажение магнитного поля, в зависимости от интенсивности магнетизма, может распространяться на значительное расстояние через деталь и даже в воздух. Чтобы сделать это искажение видимым и, таким образом, обнаружить любой дефект, к поверхности образца прикладывают крошечные магнитные частицы, которые затем притягиваются к области утечки магнитного поля, создавая видимую индикацию дефекта.
Наиболее типичные используемые материалы включают мелкие частицы железа или оксида железа. Частицы обычно растекаются по поверхности с использованием парафина или жидкости, такой как вода или керосин. Частицы притягиваются к утечкам магнитного поля и, таким образом, мигрируют и обнажают дефекты и изъяны.
В Sterling Performance мы используем мощный электромагнит переменного тока, который можно использовать для концентрации поля на поверхности там, где это необходимо, что делает нашу систему контроля магнитных частиц очень надежной даже на деталях со сложной геометрией.
Наши клиенты также получают выгоду от того, что мы используем собственный стенд, потому что он позволяет испытывать большое количество изготовленных образцов различных размеров, а также делает испытания более быстрыми, удобными и эффективными, что особенно удобно для клиентов, которым требуется быстрое выполнение работ. часть тестирования. Контроль магнитных частиц обычно намного быстрее, чем ультразвуковой контроль и радиографический контроль.
Что можно проверить?
Магнитный контроль частиц может использоваться для поиска трещин, поверхностных повреждений и подповерхностных дефектов в черных металлах, что позволяет проводить широкий спектр возможных испытаний изготовленных, сварных, кованых или обработанных деталей.
Пример испытания детали может включать поиск дефектов в сварных соединениях, обработанных деталях, поковках, отливках, в том числе проверку заготовок или сырья для плит, и это лишь некоторые из них. Это особенно полезно для выявления дефектов перед вводом деталей в эксплуатацию или для профилактического обслуживания путем проверки целостности критически важных деталей, которые находились в эксплуатации. Конструктивные детали, такие как шасси, можно проверять на предмет усталости, трещин, трещин при ползучести или других поверхностных дефектов.
Наш стол для контроля магнитных частиц был спроектирован так, чтобы быть достаточно большим для проверки шасси самолета!
Есть некоторые ограничения у проверки магнитными частицами, поскольку она может не обнаруживать глубоко укоренившиеся дефекты и не работает с неферромагнитными материалами (например, с алюминием или медью). В этих случаях используются другие формы процедур тестирования, например, тестирование проникновения красителя.
Позвоните нам сегодня, чтобы организовать проверку магнитных частиц или помочь согласовать правильные испытания для ваших деталей.248-685-7811
Магнитные частицы — MT Inspection
MISTRAS выполняет услуги по контролю сухих порошков и влажных флуоресцентных магнитных частиц ( MT ) для обнаружения поверхностных / приповерхностных дефектов в ферромагнитном материале.
Сертифицированные специалистыMISTRAS применяют этот быстрый и экономичный метод проверки в полевых условиях и в наших лабораториях.При испытании магнитных частиц техники намагничивают ферромагнитный материал и наносят на него тонко измельченные частицы железа, покрытые красителем. Частицы указывают на неоднородность материала, собираясь непосредственно над ним, что можно визуально обнаружить при надлежащих условиях освещения.
Методика требует наличия квалифицированного специалиста, чтобы различать важные и нерелевантные показания. Специалисты MISTRAS могут выполнить каждый этап процесса, включая предварительную очистку и подготовку поверхности, введение магнитного поля, нанесение среды и интерпретацию полученных показаний.
MISTRAS предлагает услуги по инспекции сухого порошка и влажного люминесцентного MT в зависимости от области применения.
Преимущества контроля магнитных частиц
- Может обнаруживать как поверхностные, так и приповерхностные признаки
- Может проверять детали неправильной формы
- Предварительная очистка проверяемого актива менее важна, чем при использовании других методов проверки, поскольку существующие загрязнения не должны влиять на обнаружение дефектов
- Быстрое использование и меньшая стоимость, чем другие методы NDT
- Результаты в реальном времени, поскольку индикация видна непосредственно на поверхности материала
- Портативный метод инспекции делает его идеальным для полевых инспекций
Мокрые флуоресцентные магнитные частицы более точны, чем испытания сухих порошков, для обнаружения очень мелких неоднородностей, поскольку частицы меньше.MISTRAS использует мокрые флуоресцентные магнитные частицы для обнаружения поверхностных и слегка приповерхностных неоднородностей.
Преимущество влажных флуоресцентных ламп MT заключается в их простоте и скорости нанесения, поскольку технические специалисты могут быстро распылять выбранную жидкость с магнитными частицами на большие площади поверхности. Он чрезвычайно чувствителен даже к очень маленьким и точным показаниям, увеличивая обнаружение показаний с постоянными и надежными результатами при минимальном времени проверки.Этот метод можно использовать для инспекций в процессе эксплуатации, что позволяет выявить повреждение активов без остановки производства.
Мокрая флуоресцентная лампа MT Инспекционные приложения
- Усталостные трещины
- Хлопья
- Шлифовальные трещины
- Включения в аэрокосмических блюмах, заготовках и стержнях
- Круги
- Трещины закалки
- Швы
- Усадочные трещины
- Коррозионное растрескивание под напряжением
- Слезы
- Дефекты сварки
Сухие частицы осыпаются на поверхность испытуемого объекта по мере намагничивания предмета.Объединение магнитных частиц в кластеры эффективно для обнаружения дефектов на шероховатых поверхностях, включая мелкие и подповерхностные трещины, а также проникновение корней. Сухие порошковые методы более портативны, чем мокрые флуоресцентные МТ.
Могут использоваться частицы различных размеров, при этом мелкие частицы более чувствительны к мелким неоднородностям, в то время как более крупные частицы более устойчивы к загрязнению грязью или поверхностным мусором. Этот метод особенно подходит для обнаружения полей утечки от небольших дефектов.
Сухой порошок MT Инспекционные приложения
- Дефекты шероховатой поверхности
- Отсутствие проплавления сварных швов
- Проникновение корня
- Мелкие трещины
H. Rohloff — NDT — Неразрушающий контроль
Контроль магнитных частиц (испытание MPI) обнаруживает все поверхностные и приповерхностные дефекты типа трещин, которые, в зависимости от своего положения и размера, пропорционально влияют на магнитное поле.
MPI, обычно называемый магнитным тестированием (MT), используется в промышленности в качестве метода обеспечения качества для тестирования всех ферромагнитных материалов, включая все виды стали и ее сплавы, за исключением аустенитной стали и чугуна.Как «практическое правило», надежное обнаружение поверхностных трещин требует, чтобы размеры ширина-глубина-длина соответствовали соотношению: 1: 10: 50.
Обычно самые низкие пределы обнаружения — это трещина шириной 1 мкм и глубиной трещины 10 мкм.
Во время намагничивания ферромагнитного материала силовые линии магнитного поля проходят через магнитопроводящую среду.
Если линии магнитного потока попадают в область с низкой магнитной проводимостью (трещина, заполненная воздухом), часть магнитных линий выходит из материала и выходит за пределы контролируемой детали.Из детали выходит поле магнитного потока рассеяния.
Чтобы показать это внешнее поле паразитного потока, частицы порошка железа наносятся в виде сухого порошка или с помощью специального жидкого аппликатора на деталь, подвергаемую контролю.
Частицы порошка железа притягиваются за счет магнитного эффекта поля рассеянного магнитного потока и по существу создают контур порошка — четкую визуальную индикацию для человеческого глаза.
Для облегчения распознавания трещин в порошке железа основной порошок железа можно покрасить флуоресцентным красителем.В ультрафиолетовом свете признаки порошкового рисунка будут улучшены за счет подсветки черным светом. Оптимальное обнаружение трещин происходит, когда силовые линии магнитного поля расположены под прямым углом к дефекту. Угол между направлением поля и предполагаемым положением дефекта не должен превышать 30 °.
Магнитно-порошковые методы обычно считаются методами обнаружения поверхностных трещин; однако есть вероятность, что могут быть указаны приповерхностные дефекты подходящего положения и подходящего размера.Структура поверхности испытательного образца оказывает значительное влияние на обнаруживаемость дефектов.
Глубина дефекта должна быть как минимум в два раза больше соответствующей шероховатости поверхности. Кроме того, способность обнаруживать дефекты может быть снижена из-за ложных показаний, возникающих из-за магнитных полей рассеяния, связанных с состоянием поверхности из-за зазубрин, царапин, шкалы, щелей и т. Д.
Магнитно-порошковые методы не могут быть рекомендованы для обнаружения внутренних дефектов, потому что вероятность обнаружения дефекта быстро уменьшается, когда дефект больше 0.На 2 мм ниже поверхности. Несмотря на оптимальное намагничивание, могут возникать случаи, когда трудно создать силу, необходимую для положительной индикации дефекта.
Типичные неподходящие условия — это относительно широкие дефекты, которые можно распознать невооруженным глазом, и дефекты с закругленными сторонами, мелкие поверхностные струпья или нахлесты.
.