Основные типы и марки электродов
ОСНОВНЫЕ ТИПЫ И МАРКИ ЭЛЕКТРОДОВ [c.51]Для сварки низкоуглеродистых сталей применяют электроды типов Э42, Э46 с различными видами покрытий (рутиловое, целлюлозное, кислое, смешанное). Выбор типа и марки электродов должен обеспечивать равнопрочность сварного соединения с основным металлом и отсутствие дефектов в сварных швах. Примеры марок электродов МР-3, ОЗС-4, ОЗС-б, АНО-3, АНО-4, ОММ-5, ОМА-2, ЦМ-7… [c.127]
Режимом сварки называют совокупность основных факторов, обеспечивающих получение сварных швов заданных размеров и форм. При ручной дуговой сварке такими факторами являются диаметр электрода, величина сварочного тока, тип и марка электрода, напряжение в дуге, род и полярность сварочного тока, скорость сварки и положение шва в пространстве. [c.75]
Промышленное изготовление металлических электродов с разнообразными покрытиями в настоящее время хорошо освоено.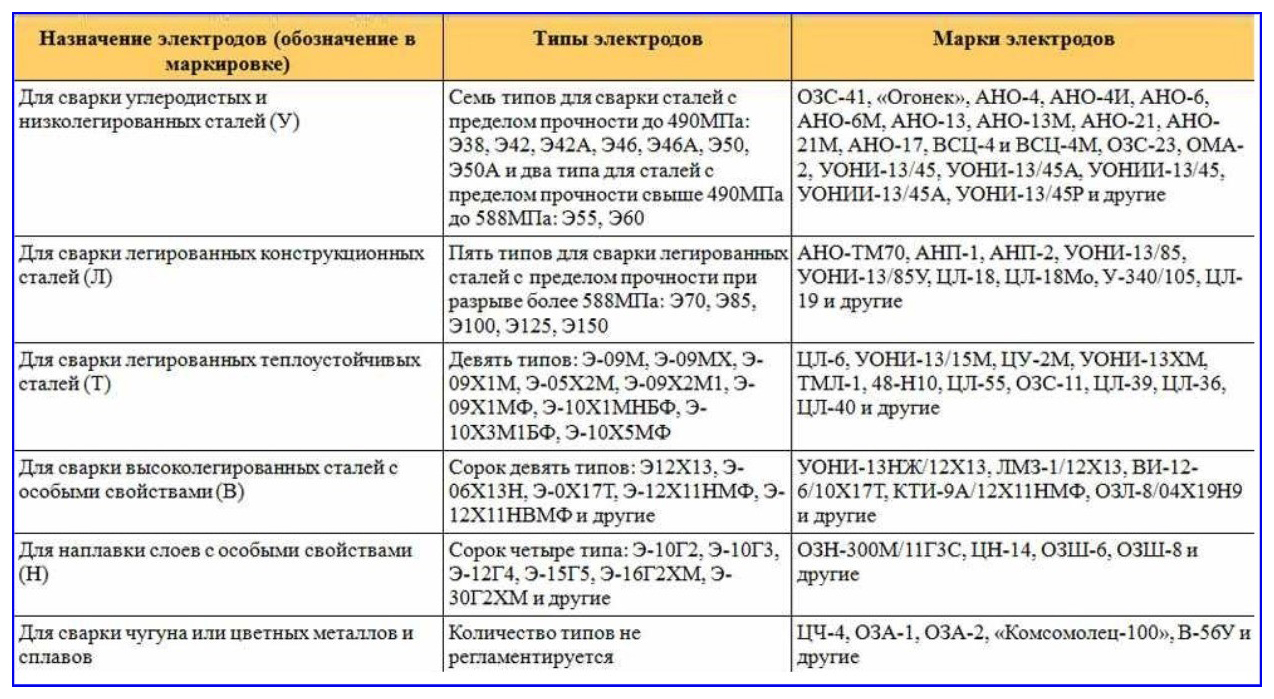
| Таблица 30 Наиболее распространенные типы и марки электродов для наплавки и основные области их применения |
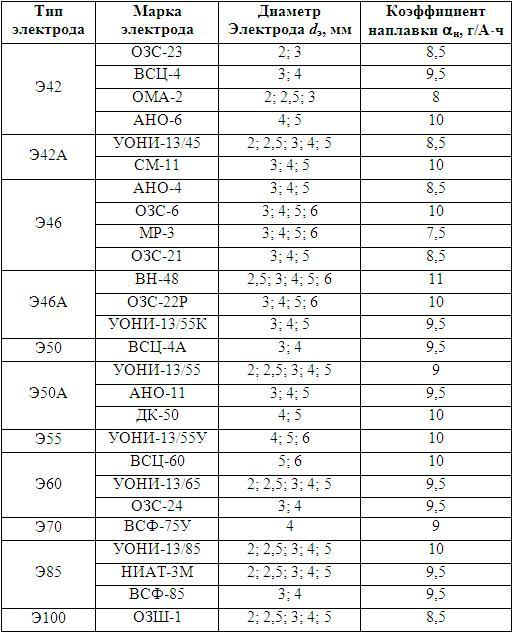 Ориентировочные данные для тонкопокрытых электродов приведены в табл. 14.
[c.260]
Ориентировочные данные для тонкопокрытых электродов приведены в табл. 14.
[c.260]Под режимом сварки понимают совокупность показателей, определяющих характер протекания процесса сварки. Эти показатели влияют на количество тепла, вводимого в изделие при сварке. К основным показателям режима сварки относятся диаметр электрода или сварочной проволоки, сила сварочного тока, напряжение на дуге и скорость сварки. Дополнительные показатели режима сварки род и полярность тока, тип и марка покрытия электрода, угол наклона электрода, температура предварительного нагрева металла. [c.40]
 При ручной аргонодуговой сварке особое внимание следует уделять защите зоны дуги от сквозняка и ветра.
[c.292]
При ручной аргонодуговой сварке особое внимание следует уделять защите зоны дуги от сквозняка и ветра.
[c.292]Сварка легких сплавов неплавящимся (вольфрамовым) и плавящимся электродами выполняется в инертных газах — аргоне 1-го и 2-го сортов согласно ГОСТ 10157—73, гелии повышенной чистоты и смеси аргона с гелием. Присадочный металл выбирают в зависимости от марки сплава для технического алюминия — проволоку марок АО, АД или АК, для сплавов типа АМг — проволоки той же марки, но с увеличенным (на 1…1,5 %) содержанием магния для компенсации его угара. При сварке магния присадочная проволока по составу также близка к основному металлу либо содержит легирующие добавки (например, церия), повышающие пластичность металла шва. Диаметр присадочных проволок выбирают в пределах 2… 5 мм. [c.257]
Основные материалы (марка или тип металла) и вспомогательные (электроды, проволока и флюсы) материалы выбираются квалификационной комиссией по ГОСТ и соответствующим ТУ исходя из того, какие изделия должны сваривать сварщики на производстве. [c.490]
[c.490]
Марка электродов Тип электродов (ПО ГОСТ 2223-51) Марка проволоки Тип наплавленного металла 1 Род тока и положение швов при сварке Основное назначение электродов [c.206]
Из различных марок качественных электродов, предназначенных для сварки, низко- н среднеуглеродистых сталей лучшие результаты дают электроды с покрытием основного типа (на основе мрамора и плавикового шпата). Особенно зарекомендовали себя электроды марки УОНИ-13/55.
Тип электро- дов Тип наплавленного металла я о ичэ X АО т ш 2 о Ч С1,Ю Примерные марки электродов Основное назначение групп, электродов [c.260]
Режимом сварки называют основные показатели, определяющие процесс сварки, которые устанавливаются на основе исходных данных и должны выполняться для получения сварного соединения требуемого качества, размеров и формы, установленных проектом. К этим показателям при ручной дуговой сварке относятся марка электрода, его диаметр, сила и род сварочного тока, полярность при постоянном токе, число слоев в шве. При многослойном шве — диаметр электрода и сила тока для первого и последующих слоев, а также другие характеристики. Для определения режима сварки используют исходные данные, например марку и толщину основного металла, протяженность и форму сварных швов, проектные требования к качеству сварных швов (тип электрода), положение швов в пространстве.
[c.166]
При многослойном шве — диаметр электрода и сила тока для первого и последующих слоев, а также другие характеристики. Для определения режима сварки используют исходные данные, например марку и толщину основного металла, протяженность и форму сварных швов, проектные требования к качеству сварных швов (тип электрода), положение швов в пространстве.
[c.166]
Применяют электроды с сердечником из хромоникелевой стали с медной оболочкой (биметаллическая проволока) и с покрытием основного типа марки АНЧ-1. Сварку этими электродами ведут короткими [c.246]
При анализе химического состава осаовиого металла (количественном химическом или спектральном) устанавливается соответствие заданной марки стали ГОСТу или ТУ. Химический состав металла шва должен отвечать типу и марке выбранного для сварки электрода, марке электродной проволоки, требованиям, предъявляемым сварному соединению, определенным соответствующими нормативами. Существенное значение имеет равномерность распределения химических элементов в металле шва, на линии сплавления (в переходной зоне) и других участках, где возможна химическая неоднородность.
Электроды марки ОЗН-250 ОЗН-300 ОЗН-350 и ОЗН-400 имеют покрытие основного типа и предназначаются для наплавки деталей, подверженных сравнительно быстрому износу, например, концов рельсов, автотракторных деталей, деталей подвижного состава, а также многих других деталей машин и механизмов, изготовленных из малоуглеродистой стали и сталей марок 35 40 45 ЗОХ 35Х 40Х. Химический состав и твердость третьего слоя наплавки с междуслойным охлаждением даются в табл. 5. [c.53]
Допускаемые напряжения при расчете сварных швоз назначают в зависимости от допускаемых напрягкений на растяжение для основного металла (материала, соединяемых деталей), метода сварки (ручного или автоматического), характера действующих нагрузок (статических, пульсирующих и знакопеременных), типа швов, марки электродов.
 [c.298]
[c.298]Процесс сварки конструкции сопровождается термическим и деформационным воздействиями на свариваемый металл, производимыми при определенных условиях, связанных с технологией получения неразъемного соединения. Данные условия определяют способ сварки, тип и химический состав применяемых материалов (сварочной проволоки. электрода, флюса, газа и т. д.) и зависят от многих факторов, главными из которых являются марка свариваемых сталей и сплавов, их толщина и тип сварной конструкции (балка, ферма, оболочка, детали машин, корпуса раз/шчно-го рода изделий). При этом химический состав и механические свойства металла шва, выполненного, например, сваркой плавлением, в значительной степени отличаются от состава и свойств основного металла, так как на стадии существования сварочной ванны происходит смешивание наплавляемого присадочного металла и расплавляемого основного. Поэтому с точки зрения химического состава и механических свойств принято считать, что в сварном соединении имеются как минимум два различных металла — свариваемый и металл шва.
Основное (технологическое) время Наплавка шва Химический состав и физи-ко-м еханические свойства свариваемого металла. Толщина свариваемого металла. Вид соединения. Способ подготовки кромок под сварку (зазор, угол разделки, высота нескошениой части и т. п.). Размеры сечения шва. Число наплавленных слоев. Длина шва. Диаметр электродов. Тип (марка) электродов. Толш,ина покрытия. Род и сила тока Пространственное расположение шва во время сварки. Положение сварщика во время сварки, Наличие контроля собранных узлов перед сваркой [c.466]
Методика расчета давлений опрессовки была проверена во время лабораторных испытаний цилиндрических полых образцов из низко-и среднелегированной стали с кольцевыми швами, сваренными в V-образную разделку электродами типа Э42А-Ф марки У ОНИ 13/45 (рис. 2, п. 1) и электродами типа Э70-Ф марок АНП-1 и АНП-2 (рис. 2, п. 2). Механические характеристики основного металла и металла швов приведены в табл. 1.
[c.89]
1.
[c.89]
Справедливость выполненного расчета была подтверждена результатами испытаний цилиндрических полых образцов (рисунок) из низко- и среднелегированной (по четыре образца в партии) сталей, с кольцевыми швами, сваренными в У-образную разделку электродами типа Э42А-Ф марки УОНИ 13/45 и электродами типа Э70-Ф марок АНП-1 и АНП-2. На рисунке швы, сваренные электродами УОНИ 13/45, обозначены цифрой 1, швы, сваренные электродами АНП — цифрой 2. Механические характеристики основного металла и металла швов приведены в таблице.
Ручную дуговую сварку теплоустойчивых сталей ведут электродами из малоуглеродистой сварочной проволоки с основным (фтористо-кальциевым) покрытием, через которое вводят в шов легирующие элементы. Этот тип покрытия хорошо раскисляет металл шва, обеспечивает малое содержание в нем водорода и неметаллических включений, надежно заш иш ает от азота воздуха. Это позволяет получать высокую прочность и пластичность шва. Однако для электродов с таким покрытием характерна повышенная склонность к образованию пор при удлинении дуги, наличии ржавчины на поверхности свариваемых кромок и при небольшом увлажнении покрытия. Поэтому нужно сваривать предельно короткой дугой, тш ательно очищать кромки и сушить электроды перед их применением при температуре 80… 100 °С. Хромомолибденовые стали сваривают электродами типа Э-09Х1М (ГОСТ 9467-75) марки ЦУ-2ХМ диаметром
[c.182]
Однако для электродов с таким покрытием характерна повышенная склонность к образованию пор при удлинении дуги, наличии ржавчины на поверхности свариваемых кромок и при небольшом увлажнении покрытия. Поэтому нужно сваривать предельно короткой дугой, тш ательно очищать кромки и сушить электроды перед их применением при температуре 80… 100 °С. Хромомолибденовые стали сваривают электродами типа Э-09Х1М (ГОСТ 9467-75) марки ЦУ-2ХМ диаметром
[c.182]
Однофазные аустенитные композиции, к наиболее распространенным составам которых относятся швы типа ЭА-ЗМ6 (электроды ЦТ-10), а также электроды и проволоки для стали марки ЭИ725 (табл. 25), применяются для сварки сталей, не содержащих в своем составе ниобия. Увеличение стойкости против горячих трещин у сталей этой группы обеспечивается повышенной чистотой по примесям (включая рафинирование проволоки различными способами переплава) и повышенным содержанием молибдена и марганца. Основное применение находят ручная дуговая и автоматическая сварки под флюсом. При необходимости введения в шов титана, алюминия и других элементов, имеющих большое сродство с кислородом, целесообразно для защиты зоны дуги использование газовых и шлаковых композиций с минимальной окисляющей способностью (сварка в среде аргона или гелия, автоматическая сварка под галоидными флюсами).
[c.222]
При необходимости введения в шов титана, алюминия и других элементов, имеющих большое сродство с кислородом, целесообразно для защиты зоны дуги использование газовых и шлаковых композиций с минимальной окисляющей способностью (сварка в среде аргона или гелия, автоматическая сварка под галоидными флюсами).
[c.222]
Необходимо составить полное условное обозначение электродов марки ЦТ-15 типа Э-08Х19Н10Г2Б по ГОСТ 10052-75, предназначенные для сварки жаропрочных хромоникелевых сталей, работающих под нагрузкой до 650 °С (жаростойкость до 800 °С). Установлено, что металл шва и наплавленный металл не склонны к межкристаллитной коррозии при испытании по методу AM (ГОСТ 6032-89). Электроды имеют основное покрытие и пригодны для сварки во всех пространственных положениях, кроме вертикального сверху вниз, только постоянным током обратной полярности. [c.108]
Стальные электроды используются нескольких видов. Электроды оо стержнем из проволоми св-Ов с покрытием основного типа марки ЦЧ4 предназначены для сварки н наплавки без подогрева изделий из серого и высокопрочного чугуна. В. состав покрытия введены элементы, активно вступающие в химическое соединение с углеродом свариваемого металла я образующие устойчивые карбиды, нерастворимые в железе. Электродами УО НИ-13М5 и УОНИ-13/55 пользуются при сварке чугуна с применением стальных шпилек.
[c.98]
В. состав покрытия введены элементы, активно вступающие в химическое соединение с углеродом свариваемого металла я образующие устойчивые карбиды, нерастворимые в железе. Электродами УО НИ-13М5 и УОНИ-13/55 пользуются при сварке чугуна с применением стальных шпилек.
[c.98]
Сварка медножелезными электродами. Для сварки чугуна применяют также и медножелезные электроды Покрытие этих электродов состоит из основного типа, содержащее железный порошок. В качестве- стержней применяют медь марки М2, М3 или ее сплавы. [c.194]
Покрытие электродов марок АНО-6 и ОММ-5 по своему составу похоже на рутиловое. Основное отличие заключается в том, что вместо рутилового концентрата в нем используется ильменитовый минерал (РеО-ТЮг), обедненный двуокисью титана (ТЮ2=38 60%)-По своим сварочно-технологическим свойствам и гигиеническим характеристикам они несколько уступают электродам с р утиловым покрытием, ио превосходят электроды с покрытием рудно-кислого типа. Из указанных электродов предпочтение следует отдавать электродам марки АНО-6. которые по всем основным характеристикам заметно превосходят ОММ-5.
[c.597]
Из указанных электродов предпочтение следует отдавать электродам марки АНО-6. которые по всем основным характеристикам заметно превосходят ОММ-5.
[c.597]
Электроды типа Э-М, Э-МХ, Э-ХМ, Э-ХМФ, Э-ХМФБ и другие этого типа по ГОСТу 9467—60. Марку электрода выбирают в зависимости от состава основного металла. Рекомендуются следующие марки электродов ЦЛ-14, ЦЛ-20, ЦЛ-26, ЦЛ-27 и другие этого типа [c.57]
В 1956—1957 гг. для сварки трубопроводов ВНИИСТ разработал электроды марки ВСР-50 с покрытием основного типа, содержащим значительное количество рутила. Двуокись титана, составляющая свыше 90% состава рутила, сообщает электродам ряд ценных свойств, как-то способствует более стабильному горению дуги, образует легко отделяемые шлаки, хорошо формирующие шов во всех пространственных положениях и т. п. Покрытие электродов ВСР-50 менее тугоплавко, чем у электродов УОНИ-13, что снижает склонность к образованию односторонних козырьков и улучшает качество сварных швов при потолочной сварке. [c.129]
[c.129]
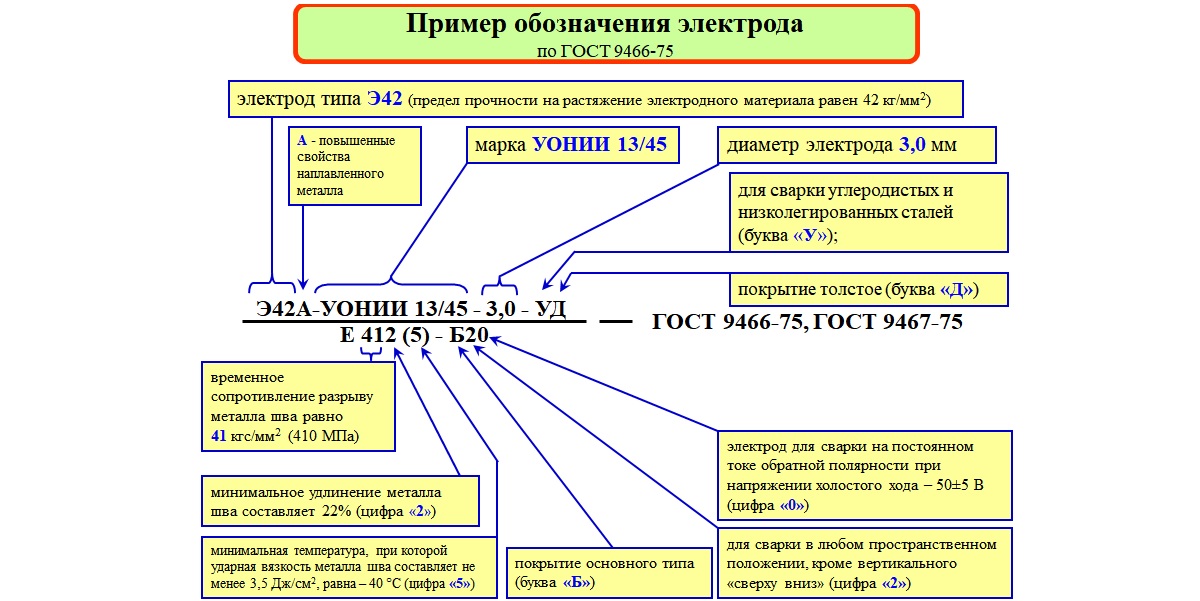
Э46А — тип электрода по ГОСТ 9467—75 (Э — электрод для дуговой сварки 46 — минимальный гарантированный предел прочности шва, кгс/мм А — гарантированная повышенная пластичность шва) УОНИ-13/45 — марка электрода 3,0 — диаметр, мм У — для сварки углеродистых и низколегированных сталей Д2— с толстым покрытием 2-й группы качества Е—электрод 43 2(5)— установленная по ГОСТ 9467—75 группа индексов, указывающих характеристики наплавленного металла и металла шва (43 — временное сопротивление разрыву — не менее 43 кгс/мм 2 — относительное удлинение — не менее 22% 5 —ударная вязкость — не менее 34,5 Дж/см при температуре —40 °С) Б — основное покрытие 1 — для сварки во всех пространственных положениях О — для сварки на постоянном токе обратной полярности. [c.77]
Комбинированные железомедные электроды марок ОЗЧ-2, ОЗЧ-6 и др. довольно широко применяются в промышленности. Электроды марки ОЗЧ-2 изготовляют из медного стержня, оплетенного полосками белой жести толш,иной 0,25 мм с покрытием основного типа (мрамор, плавиковый шпат, корунд зеленый, мар-шаллит, ферромарганец, жидкое стекло). Электроды марки 034-1 состоят из медного стержня с покрытием основного типа, куда входит 50 % железного порошка. Применялись и другие комбинации пучковые электроды, состоящие из пучка стальных и медных проволок стальные стержни с оплеткой из медной проволоки и т. п. При сварке железомедными электродами получается достаточно качественный шов, состоящий из медно-стального сплава (меди 90, стали 10%), медь не соединяется с углеродом основного металла, а железо электрода насыщается углеродом и распределяется в меди в виде включений, упрочняя шов. Однако в зоне термического влияния наблюдаются закалочные структуры, а в зоне сплавления — участки от-бела. Железомедные электроды используются для заварки дефектов в необрабатываемых частях отливок, раковин, мест течи, трещин, а также для сварки разбитых частей и в комбинации с никелевыми или железоникелевыми электродами. Сварку ведут короткими валиками, иногда шов проковывают легкими ударами молотка. Режимы сварки не допускают сильного разогрева деталей, величины погонной энергии и тока пониженные.
Электроды марки 034-1 состоят из медного стержня с покрытием основного типа, куда входит 50 % железного порошка. Применялись и другие комбинации пучковые электроды, состоящие из пучка стальных и медных проволок стальные стержни с оплеткой из медной проволоки и т. п. При сварке железомедными электродами получается достаточно качественный шов, состоящий из медно-стального сплава (меди 90, стали 10%), медь не соединяется с углеродом основного металла, а железо электрода насыщается углеродом и распределяется в меди в виде включений, упрочняя шов. Однако в зоне термического влияния наблюдаются закалочные структуры, а в зоне сплавления — участки от-бела. Железомедные электроды используются для заварки дефектов в необрабатываемых частях отливок, раковин, мест течи, трещин, а также для сварки разбитых частей и в комбинации с никелевыми или железоникелевыми электродами. Сварку ведут короткими валиками, иногда шов проковывают легкими ударами молотка. Режимы сварки не допускают сильного разогрева деталей, величины погонной энергии и тока пониженные. Для исправления небольших дефектов в ответственных изделиях и для наплавки последнего слоя на поверхность изделия, работающего при ударной нагрузке или на истирание, употребляют никелевые электроды с толстым покрытием марки ОЗЧ-З (стержень из проволоки, содержащей 99 % N1) и ОЗЧ-4 (стержень содержит 95 % N1).
[c.246]
Для исправления небольших дефектов в ответственных изделиях и для наплавки последнего слоя на поверхность изделия, работающего при ударной нагрузке или на истирание, употребляют никелевые электроды с толстым покрытием марки ОЗЧ-З (стержень из проволоки, содержащей 99 % N1) и ОЗЧ-4 (стержень содержит 95 % N1).
[c.246]
При монтаже элементов трубопроводов из низкоуглеродистых сталей в узлы, а также при их монтаже основным видом сварки является ручная дуговая. Тип электродов Э42, Э42А и Э50А указывается в чертежах в зависимости от назначения, диаметра и толщины стенки трубопровода. Наиболее распространенными марками электродов для этих целей являются МР-3, УОНИ 13/45 и УОНИ 13/55. [c.518]
ГОСТ 9467-60 устанавливает лишь основные требования к механическим свойствам и химическому составу металла шва и наплавленного металла для отдельных типов электродов. Свойства же различных марок электродов, в том числе и специальных (устойчивость против старения, сопротивление коррозии, механические свойства при низких или повышенных температурах, склонность к образованию трещин, склоность к образованию пор и др. , а также технологические сво11ства электродов), регламентируются паспортами, составляемыми на каждую выпускаемую марку электродов.
[c.17]
, а также технологические сво11ства электродов), регламентируются паспортами, составляемыми на каждую выпускаемую марку электродов.
[c.17]
Типы электродов. Полный объём информации по электродным сварочным материалам
ООО «Техресурс» предлагает купить электроды ведущих отечественных производителей, используемых для ручной дуговой сварки. Наш ассортимент включает в себя самые популярные модификации расходных сварочных материалов. Правильный выбор электрода гарантирует высокую эффективность сваривания и продолжительную жизнь сварочных швов.
Электрод представляет собой проволочный прут, покрытый специальным составом. Под воздействием мощного электротока с образованием электрической дуги сердечник электрода расплавляется, заполняя сварочную ванну расплавленным металлом. От обычного плавления стали этот процесс отличается следующими особенностями:
- высокая температура в сварочной ванне, доходящая до 4000°С;
- малый объём основных и сопутствующих реагентов;
- активный контакт шлака и металла, позволяющий образовывать защитный слой;
- интенсивное окисление с проникновением в наплавляемый металлический шов азота, водорода и кислорода и легирующих элементов
Сегодня на рынке представлен широкий выбор электродов, предназначенных для различных способов сварки и работы с различными видами металлических сплавов. Сварочные материалы этой категории регламентируются техническими условиями ГОСТ 9467-75.
Сварочные материалы этой категории регламентируются техническими условиями ГОСТ 9467-75.
Классификация электродов
Все электроды разделяются на две базовые группы:
- Плавящиеся стержни, изготовленные из чугунных, стальных, алюминиевых и медных сплавов. В этом случае расплавленный электрод создаёт сварочную ванну с заполнением швов расплавленным металлом. Данная категория в свою очередь разделяется на два подкласса:
- со стабилизирующим электрическую дугу покрытием — более дорогие изделия, использование которых повышает эксплуатационные характеристики сварных швов;
- без дополнительного слоя — этот тип электродов не применяется для ручной дуговой сварки
- Неплавящиеся электроды из прессованного угля, вольфрама или графита, которые выполняют функцию катода или анода для образования электрической дуги. Сварочный расплавленный материал в этом случае формируется за счёт использования проволоки-присадки.
 Дорогостоящие вольфрамовые электроды применяются при сварке в газовой аргонной среде.
Дорогостоящие вольфрамовые электроды применяются при сварке в газовой аргонной среде.
 Дорогостоящие вольфрамовые электроды применяются при сварке в газовой аргонной среде.
Дорогостоящие вольфрамовые электроды применяются при сварке в газовой аргонной среде.Покрытие электродов представлено следующими категориями:
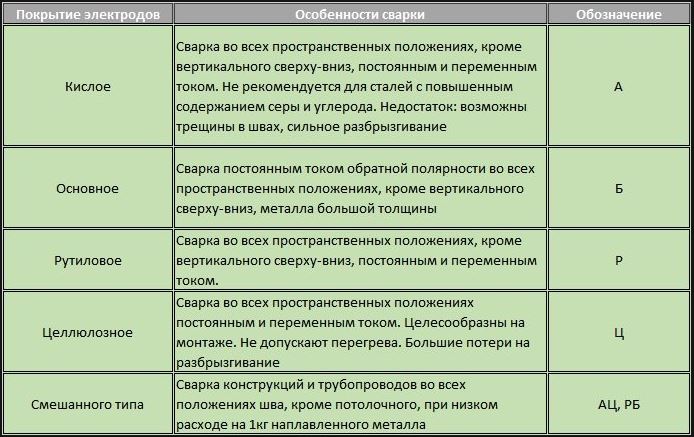
- Кислое ферромарганцовое и ферросилицийное (буква «А» в маркировке) . Такое покрытие обеспечивает повышенную плавкость сердечника, что особенно важно при создании нижних сварных швов.
- Рутиловое «Р» со слоем из двуокиси титана с включением жидкого стекла. Отличается повышенным шлакообразованием, предотвращающим испарение легирующих элементов. Соответственно сварные швы отличаются высокой прочностью и стойкостью на разрыв.
- Целлюлозное «Ц», изготавливаемое с использованием целлюлозы, марганца, талька. Основное преимущество – это формирование защитного газового облака в сварочной ванне, обеспечивающего образцовое качество соединений. Электроды с таким покрытием особенно рекомендуются для сварки трубопроката.
- Карбонатно-кальциевое «Б» (основное). Этот вид покрытия электродов также обеспечивает образование защитного облака углекислого газа. Однако качество создаваемых швов требует дальнейшей доработки.
- Прочее «П» — с включением легирующих компонентов, повышающих прочность сварных соединений.
 Однако качество создаваемых швов требует дальнейшей доработки.
Однако качество создаваемых швов требует дальнейшей доработки.Самой популярной разновидностью считается рутиловое покрытие, которое имеет репутацию универсального материала для создания качественных сварных швов. Общая функция всех перечисленных покрытий заключается в формировании защитных газов и шлаковых соединений с переносом легирующих элементов в сварочную ванну. Одновременно наличие дополнительного слоя с особыми химико-физическими свойствами обеспечивает удержание сварочной дуги. Электроды с покрытием применяются в ответственных сварочных процессах на постоянном и переменном токе, обратной или прямой полярности.
Электроды разделяют по пространственным положениям шва в соответствии со свариванием следующих соединений:
- потолочные;
- нижние;
- горизонтальные на поверхности;
- вертикально вверх;
- вертикально вниз
Отдельной группой представлены универсальные электроды, использование которых допустимо при любой пространственной ориентации свариваемых участков.
Особенности маркировки
Маркировка электродов может включать в себя следующие символы с соответствующей расшифровкой:
- «Э» — электрод для ручной дуговой сварки.
- Буквенное обозначение, сообщающее о возможности сваривания конкретного типа металлического сплава (подробнее описано ниже).
- Цифровой показатель сопротивления разрыва или давления.
- «Е» — категория плавких электродов.
- Цифры от «0» до «9», отражающие возможность использования сварочного материала при разных токах с прямыми и обратными полярностями.
- Индексы пространственного положения создаваемого соединения.
- Буквенное обозначение толщины покрытия «Д» — толстая, «М» — тонкая, «С» — средняя, «Г»- особо толстая.
- Размер диаметра, который варьируется в диапазоне т 1.6 мм до 12 мм.
Последний символ обычно означает тип покрытий (рутиловое, кислое и т.д.), разновидность и маркировки которых описаны выше.
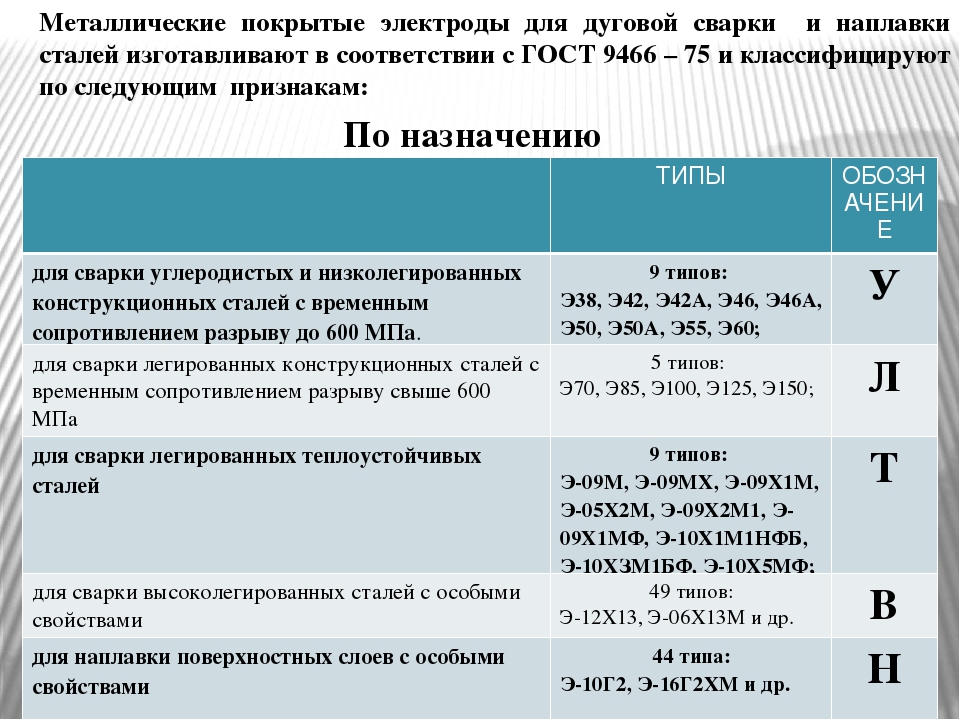
Виды электродов по назначению
Каждая марка электродов предназначена для сваривания определённой группы металлов. Использование электродных сварочных материалов без учёта типа металлического сплава соединяемых деталей настоятельно не рекомендуется. Поэтому в маркировку этих изделий в обязательном порядке включена литера, обозначающая разновидность металла, пригодного для сварки конкретными расходными материалами.
Использование электродных сварочных материалов без учёта типа металлического сплава соединяемых деталей настоятельно не рекомендуется. Поэтому в маркировку этих изделий в обязательном порядке включена литера, обозначающая разновидность металла, пригодного для сварки конкретными расходными материалами.
- «У» — для сваривания углеродистых сталей конструкционного типа с низкими показателями легирования.
- «М» — для создания сварных соединений в изделиях из легированных сталей, включая электроды, используемые для наплавки рельсовых полотен.
- «Т» — для работы с легированными стальными сплавам, имеющими повышенный коэффициент теплоустойчивости.
- «Н» — для сваривания верхних слоёв металлических поверхностей.
- «Б» — для создания соединений конструкций из высоколегированных сплавов особого назначения
Какие электроды лучше подходят для сварки инвертором
Изобилие сварочных материалов этого типа способно ввести в заблуждение даже знающего профессионального сварщика.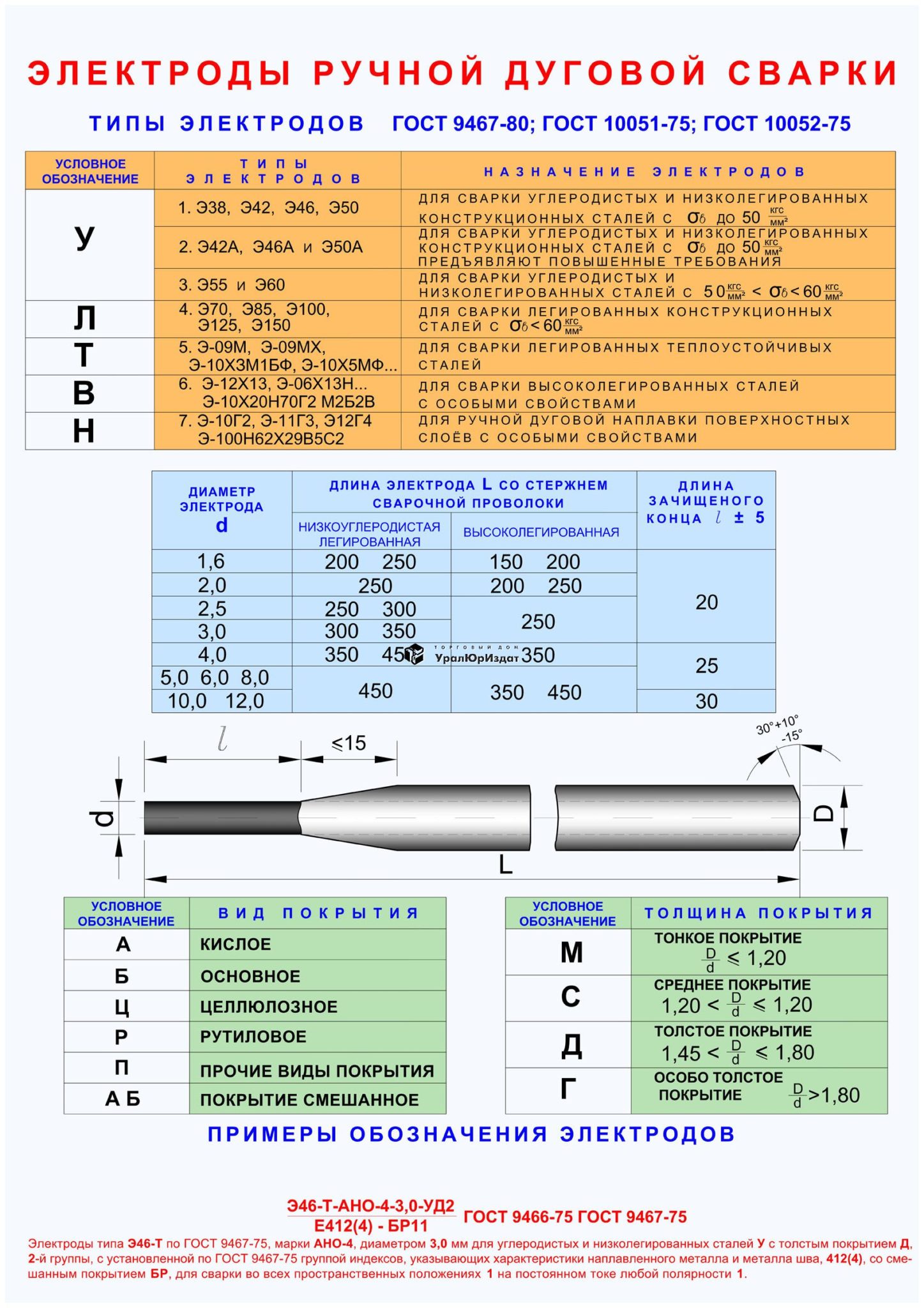 В любом случае стоит учитывать, что материал, из которого изготовлен электрод, будет существенно влиять на качество и долговечность создаваемого шва. При выборе электродных стержней для инверторной сварки следуйте следующим рекомендациям:
В любом случае стоит учитывать, что материал, из которого изготовлен электрод, будет существенно влиять на качество и долговечность создаваемого шва. При выборе электродных стержней для инверторной сварки следуйте следующим рекомендациям:
- Для работы с низколегированными сталями подойдут углеродные электроды типа УОНИ, отличающиеся качественным отделением шлаковых соединений и небольшим объёмом брызг.
- Для создания сварных швов в коррозийно-стойких стальных сплавов рекомендуется использовать электроды типа ОЗЛ-8, 3,0ММ.
- Сваривание легированных сталей повышенной прочности осуществляется с помощью электродных стержней типа ЭА-395/9, 4,0ММ
- Для сварки методом наплавления используются изделия из категории ЦЛ-11 с сердцевиной из высоколегированной стали.
- Маркировка электродов для создания сварных соединений в чугунных изделиях должна включать в себя аббревиатуру ОЗЧ.
- Для создания швов повышенной прочности, пластичности и вязкости применяются электроды УОНИ-13/55 и аналоги.
- Для сварочных работ общего назначения могут использоваться электроды типа ОЗС-12 или МР-3.

Знающие специалисты компании ООО «Техресурс» по необходимости предоставят вам развёрнутые консультации по вопросам правильного подбора партии электродов под конкретные рабочие процессы. Все заказы обслуживаются в сжатые сроки, а предлагаемые оптовые цены официального дилера позволяют серьёзно экономить на поставках качественных сварочных материалов.
маркировка и применение. О сварке и сварочном оборудовании.
Марки электродов и их назначения приведены в таблицах 1—7.Таблица 1. Электроды для сварки углеродистых и низколегированных сталей | ||||
| Марка электрода | Тип покрытия | Род тока и полярность | Коэффициент наплавки, г/А. ч ч | Назначение |
| Тип Э42 | ||||
| ОМА-2 | АЦ | Постоянный и переменный | 7,0-9,0 | Для сварки конструкций из тонколистовых сталей |
| АНО-5 | РЖ | Постоянный и переменный | 11,0 | Для сварки ответственных конструкций, работающих при статических и динамических нагрузках |
| АНО-1 | РЖ | Постоянный и переменный, 65В | 15,0 | Для сварки длинных и многопроходных швов |
| ВСЦ-4 | Ц | Постоянный, любая полярность | 10,5 | Сварка первого и второго слоев стыков труб из низкоуглеродистых сталей |
| Тип Э42А | ||||
| СМ-11 | Б | Постоянный, обратная полярность | 9,5 | Сварка особо ответственных конструкций, в том числе работающих при отрицательной температуре |
| Тип Э46 | ||||
| АНО-3/АНО-4 | Р | Постоянный, любая полярность | 8,5 | Сварка ответственных конструкций, в том числе работающих при динамических нагрузках |
| ОЗС-4/МР-3 | Р | Переменный, постоянный, обратная полярность | 8,0-9,0 | Сварка ответственных металлоконструкций |
| ОЗС-6 | РЖ | Переменный, постоянный, обратная полярность | 8,5 | Сварка ответственных конструкций из низкоуглеродистых сталей |
| ОЗС-12 | Р | Постоянный и переменный | 7,5-8,5 | Сварка ответственных конструкций из низкоуглеродистых сталей, наиболее пригодны для сварки тавровых соединений |
| РБУ-4/РБУ-5 | Р | Переменный, обратная полярность | 9,5-10,5 | Сварка ответственных конструкций из низкоуглеродистых сталей |
| ОЗС-3 | РЖ | Переменный, постоянный, обратная полярность, 65В | 15,0 | Сварка ответственных конструкций из низкоуглеродистых сталей, сварка опиранием электрода |
| ОЗСЧ-17Н | РЖ | Постоянный и переменный | 9-10 | Сварка методом наклонного электрода на специальных установках |
| Тип Э46А | ||||
| УОНИ 13/45 | Б | Постоянный, обратная полярность | 8,5-10 | Сварка особо ответственных конструкций, в том числе работающих при низких температурах |
| Э138/45Н | Б | Постоянный, обратная полярность | 8,5 | Сварка подводной части корпусов судов |
| Тип Э50 | ||||
| ВСЦ-4А | Ц | Постоянный, любая полярность | 10,0-10,5 | Сварка первого и второго слоев стыков труб из низколегированных сталей |
| ВСН-3 | Б | Постоянный, обратная полярность | 9,0 | Сварка трубопроводов из стали 10Г2, работающих при температуре до —70°С |
| Тип Э50А | ||||
| УОНИ-13/55 | Б | Постоянный, обратная полярность | 9,0 | Сварка ответственных конструкций из низко- и среднеуглеродистых сталей, работающих в условиях севера |
| ДСК-50 | Б | Постоянный, обратная полярность, переменный | 10,0 | Ответственные конструкции из низколегированных сталей 14ХГС и 15ХСНД |
| ОЗС-18 | Б | Постоянный, обратная полярность | 9-9,5 | Ответственные конструкции из низколегированных сталей 10ХНДП, толщиной до 15 мм |
| К-5А | Б | Постоянный, обратная полярность, переменный, 65В | 9,0 | Ответственные конструкции из углеродистых и низколегированных сталей |
| Э-138/50Н | Б | Постоянный, обратная полярность | 9,0 | Сварка подводной части морских судов |
| АНО-9 | Б | Постоянный, обратная полярность, переменный | 9,5-10,0 | Сварка ответственных конструкций из углеродистых и низколегированных сталей |
| ЦУ-5 | Б | Постоянный, обратная полярность | 8,0-9,0 | Сварка труб поверхностей нагрева котлов, тонкостенных труб из сталей 10 и 20 |
| ТМУ-21 | Б | Постоянный, обратная полярность | 9,5-10,0 | Сварка трубопроводов из углеродистых и кремнемарганцевых сталей |
| Э55, Э60 | ||||
| УОНИИ-13/55У | Б | Постоянный, обратная полярность | 9,5 | Сварка ванным способом стержней арматуры железобетона из сталей Ст5, 18Г2С,
25ГС, 15ГС и др. |
| УОНИИ-13/65 | Б | Постоянный, обратная полярность | 9,0 | Сварка ответственных машиностроительных конструкций из среднеуглеродистых, а также хромистых, хромо-молибденовых и хромокремнемарганцевых сталей |
| ВСФ-65 | Б | Постоянный, обратная полярность | 8,5-9,5 | Сварка ответственных машиностроительных конструкций из среднеуглеродистых, а также хромистых, хромомолибденовых и хромокремнемарганцевых сталей |
| Э70, Э85 | ||||
| ВСФ-75 | Б | Постоянный, обратная полярность | 8,5-9,5 | Сварка высоконагруженных машиностроительных конструкций из среднеуглеродистых и низколегированных сталей повышенной и высокой прочности |
| ЛКЗ-70 | Б | Постоянный, обратная полярность | 9,5 | Сварка высоконагруженных машиностроительных конструкций из среднеуглеродистых и низколегированных сталей повышенной и высокой прочности |
| УОНИИ-13/85 | Б | Постоянный, обратная полярность | 9,5-10,5 | Сварка высоконагруженных машиностроительных конструкций из среднеуглеродистых и низколегированных сталей повышенной и высокой прочности |
| НИАТ-3М | Б | Постоянный, обратная полярность | 9,0-10,0 | Сварка конструкций из сталей с временным сопротивлением разрыву 60—100 кгс/мм2 (30ХГСА,
30ХГСНА и др. ) ) |
Таблица 2. Электроды для сварки легированных теплоустойчивых сталей | ||||
| Марка электрода | Тип электрода | Коэффициент наплавки, г/А.ч | Назначение | Рекомендуемая термообработка деталей |
| ЦЛ-14 | Э-09МХ | 10,5 | Сварка котлов и трубопроводов из сталей 12МХ, 15ХМ, 12Х1МФ и других, работающих при температуре до 540°С | Предварительный подогрев до 200—300°С, после сварки отпуск 710—730°С |
| ОЗС-11 | Э-09МХ | 8,0-9,0 | Сварка конструкций из сталей 12МХ, 15МХ, 12ХМФ, 15Х1М1Ф и других, работающих при температуре до 510°С | Предварительный и сопутствующий подогрев до 150—200°С, после сварки отпуск 710°С |
| ТМЛ-1 | Э-09М1Х | 9,5-10,2 | Сварка паропроводов из хромомолибденовых, хромомолибдено-ванадиевых сталей, работающих при температуре до 570°С | |
| ТМЛ-2 | Э-09Х1МФ | 9,5-10,2 | ||
| ТМЛ-3 | Э-09Х1МФ | 9,5-10,2 | ||
| ЦЛ-20 | Э-09Х1М | 10,3 | Сварка паропроводов из хромомолибденовых, хромомолибдено-ванадиевых сталей, работающих при температуре до 570°С, кроме тонкостенных труб | |
| ЦЛ-38 | Э-09Х1М | 9,0-10,0 | Сварка тонкостенных трубопроводов из хромомолибденовых, хромомолибдено-ванадиевых сталей, работающих при температуре до 540°С | Отпуск 710—730°С, 3 ч |
| ЦЛ-39 | Э-09Х1МФ | 9,0-10,0 | Сварка паропроводов из хромомолибденовых, хромомолибдено-ванадиевых сталей, работающих при температуре до 585°С | Отпуск 730—750°С, 5 ч |
| ЦЛ-26М | Э-10Х3-М1БФ | 10,5 | Сварка паропроводов из хромомолибденовых, хромомолибдено-ванадиевых сталей, работающих при температуре до 600°С, сварка разнородных сталей (например, 1Х11В2МФ и 12Х1МФ) | Отпуск 740—760°С |
| ЦЛ-17 | Э-10Х5МФ | 9,5-10,5 | Сварка конструкций из сталей 15Х5М, 12Х5МА, 15Х5МФА, работающих в агрессивных средах при температуре до 450°С | Предварительный и сопутствующий подогрев до 350—400°С |
Таблица 3. | ||||
| Марка электрода | Тип электрода | Материал стержня электрода | Коэффициент наплавки, г/А.ч | Применение |
| ОЗЛ-8 | Э-07 Х20Н9 | Св-04 Х19Н9 | 12-14 | Сварка хромоникелевых сталей, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии |
| ОЗЛ-3 | Э-10Х17-Н13С4 | Св-15Х-18Н12С-4ТЮ | 11,5—12,5 | Сварка сталей типа 15Х18Н12С4ТЮ, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии |
| ЗИО-8 | Э-10Х25 Н13Г2 | Св-07Х-25Н13 | 13,3 | Сварка конструкций и трубопроводов из двухслойных сталей, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии |
| УОНИИ-13/НЖ | Э-12Х13 | Св-12Х13 | 10-12 | Сварка ответственных конструкций из хромистых сталей 08X13, 12X13 |
| ОЗЛ-22 | Э-02Х21 Н10Г2 | Св-01Х-18Н10 | 12-14 | Сварка конструкций из сталей Х8Н10, Х18Н12 и других, работающих в окислительных средах типа азотной кислоты |
| ОЗЛ-14А | Э-04 Х20Н9 | Св-01 Х19Н9 | 10-12 | Сварка хромоникелевых сталей, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии |
| ОЗЛ-36 | Э-04 Х20Н9 | Св-01 Х19Н9 | 13-14 | Сварка хромоникелевых сталей, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии |
| ОЗЛ-7 | Э-08Х20 Н9Г2Б | Св-01 Х19Н9 | 11,5-12 | Сварка хромоникелевых сталей, когда к металлу шва предъявляются жесткие требования против межкристаллической коррозии |
| ЦЛ-11 | Э-08Х20 Н9Г2Б | Св-07Х19-Н10Б | 1-12 | Сварка хромоникелевых сталей, когда к металлу шва предъявляются жесткие требования против межкристаллической коррозии |
| ЦЛ-9 | Э-10Х25-Н13Г2Б | Св-07 Х2513 | 10,5-11,5 | Сварка хромоникелевых сталей со стороны легированного слоя двухслойных сталей, когда к металлу шва предъявляются жесткие требования против межкристаллической коррозии |
| ОЗЛ-20 | Э-02Х20-Н14Г2М2 | Св-01Х17-Н14М2 | 12,5-14,5 | Сварка конструкций из сталей 03Х16Н15Мз, 03Х17Н14М2, когда к металлу шва предъявляются жесткие требования против межкристаллической коррозии |
| НИАТ-1 | Э-08Х17 Н8М2 | Св-04 Х19Н9 | 10-11 | Сварка конструкций из хромоникелевых и хромоникелемолибденовых сталей; наиболее пригодны для сварки тонколистного металла |
| ЭА-400/10У | Э-07Х19-Н11М3Г2 | Св-01Х19-Н11М3 | 12 | Сварка корпусов энергооборудования и трубопроводов, работающих в контакте с агрессивной средой при температуре до 350°С |
| ХА-400/10Т | Э-07Х19-Н11М3Г2 | Св-01Х19-Н11М3 | 14,5 | Сварка корпусов энергооборудования и трубопроводов, работающих в контакте с агрессивной средой при температуре до 350°С |
 Электроды для сварки коррозионностойких сталей
Электроды для сварки коррозионностойких сталейТаблица 4. | ||||
| Марка электрода | Тип электрода | Материал стержня электрода | Коэффициент наплавки, г/А.ч | Применение |
| ОЗЛ-6 | Э-10Х25-Н13Г2 | Св-07Х-25Н13 | 11-12 | Сварка слабонагруженных конструкций, работающих в окислительных средах при температуре до 1000°С |
| ОЗЛ-5 | Э-12Х24-Н14С2 | Св-10Х20-Н15 | 12,5 | Сварка конструкций из стали Х25Н2С2 и др. , работающих при температуре 900—1100°С, также сварка
коррозионно-стойких сталей, работающих при температуре 350°С , работающих при температуре 900—1100°С, также сварка
коррозионно-стойких сталей, работающих при температуре 350°С |
| ОЗЛ-9А | Э-28Х-24Н16Г6 | Св-30Х-25Н16Г7 | 13-14 | Сварка хромоникелемарганцевых и хромоникелекремниевых сталей, работающих в окислительных средах при температуре до 1050°С |
| ОЗЛ-29 | Э-10Х17-Н13С4 | Св-02Х17-Н14С4 | 14,5-16 | Сварка конструкций из стали 20Х20Н14С2, работающих в окислительных средах при температуре до 1100°С |
| ОЗЛ-25 | Э-10Х-20Н70-Г2М2В | Св-ХН78Т | 10,5-11,5 | Сварка тонколистовых конструкций и нагревательных элементов из сплава ХН78Т и сплавов типа ХН70Ю |
| НИАТ-5 | Э-11Х-15Н25-М6АГ2 | Св-10Х16-Н25АМ6 | 12,5 | Сварка паропроводов и пароперегревателей котлов, сварка стали 30ГСА в закаленном состоянии |
| 032Л | (ТУ14-4-237-72) | Св-10Х20-Н15 | 11,5-12,5 | Сварка сталей типа 20Х23Н13, работающих при температуре до 900°С в газовых средах, содержащих сернистые соединения |
| ГС1 | (ТУ14-4-222-72) | Св-08Х21-Н10Г6 | 10-11 | Сварка сталей малой толщины, работающих в науглероживающих средах при температуре до 1000°С |
| ОЗЛ-35 | (ТУ14-4-168-21-77) | ХН70Ю | 13,2 | Сварка сплавов на никелевой основе, работающих при температуре до 1200°С |
| ОЗЛ-31 | (ТУ14-4-395-73) | Св-30Х15-Н35В3Б3Т | 9-11 | Сварка сталей типа 20Х25Н20С2, работающих в науглероживающих средах |
| ЦТ-1 | Э-09Х19-Н11Г3-М2Ф | Св-04-Х19Н9 | 13 | Сварка узлов установок сверхвысокого давления, турбин, трубопроводов из сталей 12Х18Н9Т, 1Х14Н14В2М, работающих при температуре до 620°С |
| ЦТ-7-1 | Э-09Х19-Н11Г3-М2Ф | Св-06-Х19Н9Т | 10,5 | Сварка узлов установок сверхвысокого давления, турбин, трубопроводов из сталей 12Х18Н9Т, 1Х14Н14В2М, работающих при температуре до 620°С |
| ЦТ-7 | Э-09Х19-Н11Г3-М2Ф | Св-08Х19-Н12М3 | 13 | Сварка узлов установок сверхвысокого давления, турбин, трубопроводов из сталей 12Х18Н9Т, 1Х14Н14В2М, работающих при температуре до 620°С |
| ЦТ-15-1 | Э-08Х20-Н9Г2Б | Св-07Х19-Н10Б | 12 | Сварка конструкций и паропроводов из жаропрочных сталей, работающих при температуре до 650°С |
| ЦТ-15 | Э-08Х20-Н9Г2Б | Св-08Х19-Н10Т | 12 | Сварка конструкций и паропроводов из жаропрочных сталей, работающих при температуре до 650°С |
| ЦТ-26-1 | Э-08Х16-Н8М2 | Св-0Х15-Н8М2 | 10,5 | Сварка узлов паропроводов и теплообменников из жаропрочных и жаростойких сталей, работающих при температуре до 850°С |
| ЦТ-26 | Э-08Х16-Н8М2 | Св-Х16-Н9М2 (ЭП-377) | 10,5 | Сварка узлов паропроводов и теплообменников из жаропрочных и жаростойких сталей, работающих при температуре до 850°С |
| ЦТ-28 | Э-08Х14-Н65М15-В4Г2 | Св-Х15-Н60М15 (ЭП-367) | 10,5 | Сварка узлов энергоустановок из разнородных сталей, сварка сталей со сплавами на никелевой основе |
| КТИ-7А | Э-27Х15-Н35В3-Г2Б2Т | Св-30Х15-Н353Б3Т | 9-11 | Сварка реакционных труб из сталей, работающих при температуре до 900°С |
| ВИ-ИМ-1 | (ТУ14-4-358-73) | Св-06Х15-Н60М15 | 12 | Сварка жаропрочных сталей и сплавов типа ВЖЛ-8, ЭИ-435 и др. |
| ИМ-ЕТ-10 | Э-04Х10-Н60М24 | 67Н26М (НИМО-25. ЭИ-639) | 14-16 | Сварка жаропрочных сталей и сплавов типа ВЖЛ-8, ЭИ-435 и др. |
| АН-ЖР-1 | (ТУ14-4-568-74) | Св-08Х25-Н60М10 (ЭИ-606) | Сварка разнородных сталей (высоколегированных со средне- и низколегированными теплоустойчивыми): закаливаемых сталей без последующей термообработки, работающих при температуре 450—600°С | |
| АН-ЖР-2 | (ТУ14-4-568-75) | Св-Х25-Н40М7 (ЭП-675) | Сварка разнородных сталей (высоколегированных со средне- и низколегированными теплоустойчивыми): закаливаемых сталей без последующей термообработки, работающих при температуре 450-600°С | |
| КТИ-10 | Э-12Х11-НВМФ | Св-10Х11-ВМФН | 9,2 | Сварка азотированных и литых элементов турбин из высокохромистых сталей, работающих при температуре 535—585°С |
| ОЗЛ-19 | (ТУ14-4-560-74) | Св-07Х25-Н13 | 12-13 | Сварка высокомарганцевой стали 110Г13Л и сочетаний ее со сталями типа 30ХГСА |
| АНВ-20 | (ТУ14-4-597-75) | Св-01Х19-Н15Г6-М2АВ2 | 10,5-11 | Сварка ответственных конструкций из сталей, применяемых в технике низких температур (криогенное машиностроение) |
 Электроды для сварки жаростойких сталей
Электроды для сварки жаростойких сталейТаблица 5. | ||||
| Марка электрода | Тип электрода | Коэффициент наплавки, г/А.ч | Твердость наплавленного металла, HRG | Назначение |
| ОЗН-250у | Э-10Г2 | 7-8 | 20-28 | Наплавка постоянным и переменным током быстро изнашивающихся деталей из углеродистых и низколегированных сталей, подвергающихся ударным нагрузкам (оси, валы, автосцепки, железнодорожные крестовины, рельсы, узлы сельскохозяйственных машин) |
| ОЗН-300у | Э-11Г3 | 7-8 | 28-35 | Наплавка постоянным и переменным током быстро изнашивающихся деталей из углеродистых и низколегированных сталей, подвергающихся ударным нагрузкам (оси, валы, автосцепки, железнодорожные крестовины, рельсы, узлы сельскохозяйственных машин) |
| ОЗН-350у | Э-12Г4 | 7-8 | 35-40 | Наплавка постоянным и переменным током быстро изнашивающихся деталей из углеродистых и низколегированных сталей, подвергающихся ударным нагрузкам (оси, валы, автосцепки, железнодорожные крестовины, рельсы, узлы сельскохозяйственных машин) |
| ОЗН-400у | Э-15Г5 | 7-8 | 40-44 | Наплавка постоянным и переменным током быстро изнашивающихся деталей из углеродистых и низколегированных сталей, подвергающихся ударным нагрузкам (оси, валы, автосцепки, железнодорожные крестовины, рельсы, узлы сельскохозяйственных машин) |
| ОЗШ-1 | Э-16-Г2ХМ | 8-8,5 | 35-39 | Наплавка штампов для холодной штамповки |
| ОЗШ-2 | (ТУ14-4-317-73) | 9-10 | Не менее 56 | Для наплавки в нижнем и вертикальном положениях штампов горячей штамповки и режущего инструмента |
| ОЗШ-3 | Э-70Х3-СМТ | 9-10 | 25-58 | Наплавка в нижнем положении обрезных и вырубных штампов и быстроизнашивающихся деталей машин |
| ЭН-60М | Э-37 Х9С2 | 8-9 | 25-60 | Наплавка штампов, работающих с нагревом контактных
поверхностей до 400°С, деталей станков: направляющих, шестерен, эксцентриков и
др. |
| УОНИИ-13/НЖ | Э-20Х13 | 10-12 | 33-48 | Наплавка штампов, работающих с нагревом контактных поверхностей до 400°С, деталей станков: направляющих, шестерен, эксцентриков и др. |
| ЦН-6Л | Э-08Х17-Н8С6Г | — | 28-37 | Наплавка уплотнительных поверхностей арматуры котлов, работающих при температуре до 570°С и удельном давлении до 800 кгс/см2 |
| ЦН-12М-67 | Э-13Х-16Н8-М5С5Г4Б | 13-14 | 38-50 | Наплавка уплотнительных поверхностей арматуры котлов, работающих при температуре до 600°С и высоком давлении |
| ОЗИ-3 | Э-90Х4-М4ВФ | 9-10 | 58-63 | Наплавка штампов горячей и холодной штамповки и быстроизнашивающихся деталей станков и горно-металлургического оборудования |
| ОЗШ-4 | Э-10М9Н8К8-Х2СФ | 10-12 | 55-60 | Наплавка штампов горячей и холодной штамповки
и деталей станков и металлургического оборудования (конусов и клапанов доменных
печей, прокатных валков, ножей для резки металла и др. ) ) |
| ОЗИ-4 | Э-10К15-В7М5-Х3СФ | 10-11 | 52-58 | Наплавка штампов и металлорежущего инструмента и деталей, работающих в особо тяжелых температурно-силовых условиях |
| ОЗИ-5 | Э-10К18-В11М10-Х3СФ | 10-11 | 62-65 | Наплавка штампов и металлорежущего инструмента и деталей, работающих в особо тяжелых температурно-силовых условиях |
| ВСН-6 | Э-110-Х14-В13Ф2 | 9-10 | 50-55 | Наплавка быстроизнашивающихся деталей, работающих при значительных ударных нагрузках в условиях абразивного износа |
| ВСН-8 | (ТУ14-4-779-76) | 9-10 | Не менее 57 | Наплавка быстроизнашивающихся деталей, работающих при значительных ударных нагрузках в условиях абразивного износа |
| ЭНУ-2 | (ТУ14-4-633-75) | 8,5-9,5 | Не менее 57 | Наплавка быстроизнашивающихся стальных и чугунных деталей, работающих при умеренных ударных нагрузках в условиях абразивного износа |
| 12АН/ЛИВТ | Э-95Х7-Г5С | 8,3 | 25-32 | Наплавка деталей экскаваторов, землеройных машин, работающих при умеренных ударных нагрузках |
| Т-590 | Э-320-Х25С2ГР | 8,5 | 57-65 | Наплавка стальных и чугунных деталей, подверженных абразивному износу |
| Т-620 | Э-320-Х25С2ГР | 8,5 | 55-62 | Наплавка стальных и чугунных деталей, подверженных абразивному износу |
| ЭН-60М | Э-70-Х3СМТ | 9 | 56-62 | Наплавка штампов для холодной штамповки |
| ОМГ-Н | Э-65-Х11Н3 | 9,2 | 25-33 | Наплавка щек дробилок, железнодорожных крестовин и других деталей из стали Г13Л |
| ЦН-2 | Э-190-К62Х-29В5С2 | 12,2 | 59-65 | Наплавка уплотнительных поверхностей деталей арматуры котлов и паропроводов, работающих при температуре 450—580°С и удельном давлении до 800 кгс/см2 |
| ЦН-3 | Э-200-Х29Н6Г2 | — | Не менее 40 | Наплавка стальных и чугунных деталей, подверженных абразивному износу |
 Электроды для наплавки поверхностных слоев с особыми свойствами
Электроды для наплавки поверхностных слоев с особыми свойствамиТаблица 6. | |||
| Марка электрода | Род тока и полярность | Положение в пространстве | Применение |
| ОМЧ-1 | Постоянный, обратная полярность, переменный | Нижнее | Ремонт чугунных изделий методом горячей сварки; трещины, отколы; сварка с частичным нагревом при ремонте крупных изделий |
| ВЧ-3 | Постоянный, обратная полярность, переменный | Нижнее | Исправление дефектов чугунного литья методом горячей сварки |
| ЭПЧ | Постоянный, обратная полярность, переменный | Нижнее | Исправление дефектов чугунного литья методом горячей сварки |
| МПЧ-1 | Постоянный, обратная полярность | Нижнее | Сварка и наплавка изделий без подогрева, когда требуется получение вязких, хорошо отрабатываемых швов. Исправление дефектов на обработанных поверхностях Исправление дефектов на обработанных поверхностях |
| ОЗЧ-1 | Постоянный, обратная полярность | Нижнее и вертикальное | Заварка без подогрева трещин на изделиях, требующих герметичности швов и подлежащих механической обработке |
| ОЗЧ-3 | Постоянный, обратная полярность | Нижнее и вертикальное | Заварка без подогрева трещин на изделиях, требующих герметичности швов и подлежащих механической обработке |
| ЦЧ-4 | Постоянный, обратная полярность | Нижнее | Сварка изделий из высокопрочного чугуна, заварка дефектов. Сварка чугуна со сталью Сварка чугуна со сталью |
| АНЧ-1 | Постоянный, обратная полярность | Нижнее и вертикальное | Заварка без подогрева трещин на изделиях, требующих герметичности швов и подлежащих механической обработке |
| ОЗЖН-1 | Постоянный, обратная полярность | Нижнее и вертикальное | Сварка изделий из высокопрочного чугуна, заварка дефектов. Сварка чугуна со сталью |
| ЦЧ-3А | Постоянный, обратная полярность | Нижнее | Сварка без подогрева поврежденных деталей из серого и высокопрочного магниевого чугуна |
 Электроды для сварки и наплавки чугуна
Электроды для сварки и наплавки чугунаТаблица 7. | |||||
| Марка электрода | Тип металла стержня | Коэффициент наплавки, г/А.ч | Расход электродов на 1 кг наплавленного металла | Временное сопротивление наплавленного металла, кгс/мм2 | Примечание |
| Электроды для сварки алюминия и его сплавов | |||||
| ОЗА-1 | СвА5 | 6,32 | 2,3 | 6,5-8,5 | Сварка и наплавка при изготовлении и ремонте изделий из алюминия марок А6, АД0, АД1, Ад |
| Аф-4аКр | СвА5 | 7,5-7,8 | 2,5 | 6,5-8,5 | Сварка и наплавка при изготовлении и ремонте изделий из алюминия марок А6, АД0, АД1, Ад |
| А2 | СвАМц или СвАК5 | 7,5-7,8 | 2,5 | 11,0 | Сварка при изготовлении и ремонте изделий из сплавов Амц и АЛ-9 |
| ОЗА-2 | СвАК5 | 6,25-6,5 | 2,3 | Не менее 10 | Сварка и наплавка деталей из литейных сплавов АЛ-2, АЛ-4, АЛ-5, АЛ-9, АЛ-11 |
| Электроды для сварки никелевых сплавов | |||||
| «Комсомолец-100» | Медь | 14,0 | 1,4 | 27,0 | Сварка листовой меди, содержащей не более 0,01% кислорода и меди с низкоуглеродистой сталью |
| МН-5 | МН-5 | 12,0 | 1,4 | 25,0 | Сварка медноникелевых труб из сплава МНЖ5-1 и сварка этих труб латунью Л90 и бронзой БрАМц9-2 |
| АНМц ЛКЗ-АБ | БрАНМЦ 8-5-1,5 | 16,5 | 1,2 | 50,0 | Исправление дефектов в отливках из бронз типа БрАМц9 и АН |
| Электроды для сварки меди и ее сплавов | |||||
| М30К | НМЖ-Мц28-2,5-1,5 | 13,0 | 1,4 | Не менее 40,0 | Сварка деталей из монельметалла и других медноникелевых сплавов |
| ХН-1 | НИМО-25 | 14,0 | — | 65,0 | Сварка изделий из никелемолибденового сплава (25—30% молибдена), работающих в агрессивных средах (соляная и серная кислота) |
 Электроды для сварки цветных металлов
Электроды для сварки цветных металловЭлектроды, применяемые при сварке сталей, должны
обеспечивать высокие механические свойства сварного соединения и высокую
производительность процесса сварки.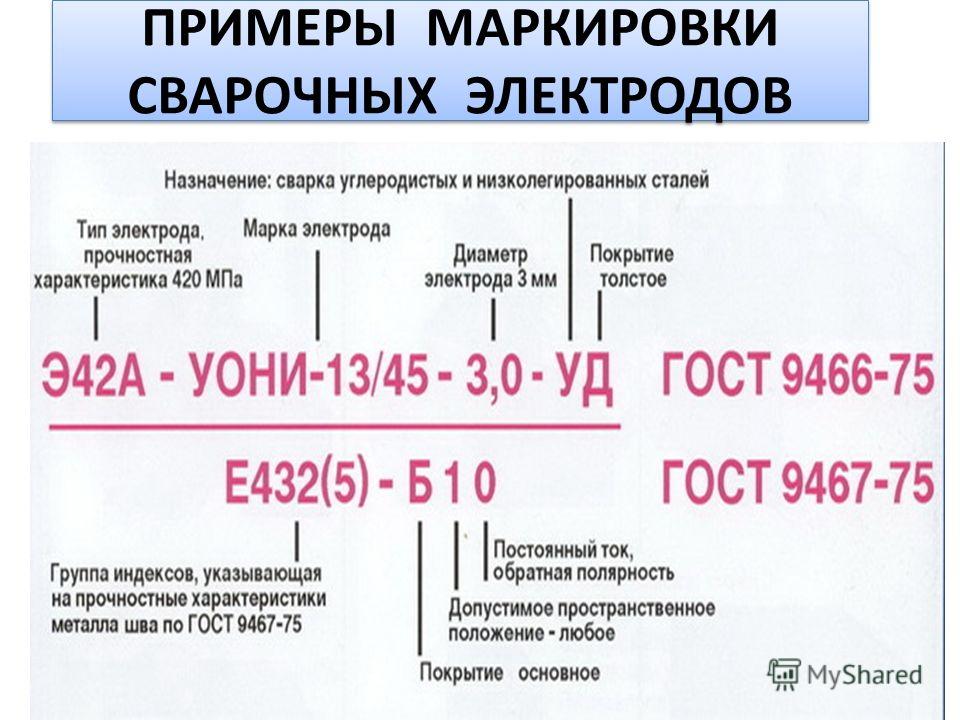
Электродная проволока. Электродную проволоку изготовляют диаметром 1—12 мм. Длина электродов, нарезаемых из проволоки диаметром до 3 мм, обычно составляет 350 мм, а диаметром свыше 3 мм — 450 мм. На практике преимущественно применяют электроды диаметром 2—7 мм. Электродами диаметром 2 мм сваривают металл толщиной до 2 мм, диаметром 3 мм — металл толщиной 2 мм и выше. Для сварки металла толщиной 5—10 мм применяют электроды диаметром 4—5 мм, а для толщин свыше 10 мм — электроды диаметром 5—7 мм. Химический состав металла стальной электродной проволоки установлен ГОСТом и имеет 19 марок. Для сварки малоуглеродистой стали и многих сортов конструкционных сталей самое широкое применение в производстве имеют три марки проволоки: Св-I, Св-IA и Св-II.
Указанные марки проволок отличаются по содержанию углерода, кремния и фосфора.
Лучшая
проволока Св-IA содержит до 0,10% С; 0,35— 0,6% Mn; 0,15—0,25% Si; 0,03—0,04% S;
до 0,03% Р. Марка Св-II содержит углерода до 0,18%.
Для ручной дуговой сварки проволоку-электрод покрывают специальными обмазками с целью защиты ванны расплавленного металла от поглощения кислорода и азота из воздуха. Содержание кислорода в металле шва свыше 0,2% и азота свыше 0,15% резко снижает пластические свойства металла шва: относительное удлинение, угол загиба, ударную вязкость. Поглощение азота и кислорода расплавленным металлом в процессе сварки происходит как при переходе капель металла с электрода в ванну, так и в самой ванне и продолжается до затвердевания металла. Кислород, обладающий большой химической активностью, вступает с железом в соединения: FeO, Fe3О4 и Fe2O3.
Низший окисел — закись FeO — образуется ранее других на поверхности капли
расплавленного металла и сразу же растворяется в нем. Высшие окислы железа в
момент переноса капли металла в ванну раскисляются углеродом, марганцем,
кремнием, содержащимися в электродной проволоке. Выгорание этих примесей
уменьшает их содержание в металле шва. На поверхности сварочной ванны реакции
окисления продолжаются и, несмотря на происходящие внутри ванны раскислительные
процессы, металл насыщается кислородом в виде твердого раствора FeO в железе или
включений окислов.
Насыщение расплавленного металла азотом воздуха может происходить
либо путем
образования при высоких температурах нитридов марганца MnN и кремния
SiN, либо
окисла NO. При температуре металла около 1000°С этот окисел выпадает из
твердого раствора и диссоциирует на атомарный азот и кислород. Атомарный
азот
образует с железом нитриды
Fe4N и Fe2N в интервале температур 500—800°С. Для уменьшения содержания
азота и
кислорода в металле шва применяют ряд мер: в металле электродов
увеличивают
содержание раскислителей (Mn, Si), наносят специальное электродное
покрытие,
содержащее раскислители. Хорошей защитой расплавленного металла от
кислорода и
азота воздуха при ручной дуговой сварке является применение покрытых
электродов,
которые при плавлении дают шлаки, защищающие металл как при переходе его
с
электрода в ванну, так и в самой ванне. В зависимости от толщины
покрытия
электроды разделяются на тонкопокрытые, с толщиной слоя обмазки 0,1—0,3
мм и
толстопокрытые, с толщиной слоя обмазки до 2 мм. Вес тонкого покрытия
составляет
около 1%, а толстого около 20—35% от веса электрода. Тонкие покрытия
предназначаются для увеличения устойчивости горения дуги и поэтому часто
называются ионизирующими покрытиями. Наиболее распространенным
ионизирующим
покрытием является меловое, состоящее по весу из 80—85% мелко
просеянного мела СаСО3 и 15—20% жидкого растворимого стекла NaOSiО2.
Вес тонкого покрытия
составляет
около 1%, а толстого около 20—35% от веса электрода. Тонкие покрытия
предназначаются для увеличения устойчивости горения дуги и поэтому часто
называются ионизирующими покрытиями. Наиболее распространенным
ионизирующим
покрытием является меловое, состоящее по весу из 80—85% мелко
просеянного мела СаСО3 и 15—20% жидкого растворимого стекла NaOSiО2.
Сварные швы, выполненные этими электродами, из-за отсутствия защиты расплавленного металла обладают низким пределом прочности и низкой пластичностью. Для получения сварных швов с высокими показателями прочности и пластичности пользуются электродами с толстым покрытием. В состав толстого покрытия входят газообразующие, шлакообразующие и легирующие вещества и раскислители.
Газообразующие вещества в покрытиях, вроде древесной муки, крахмала, пищевой
муки, целлюлозы и т. п., предназначаются для создания в процессе плавления
электрода газовой защитной среды (вокруг дуги и ванночки жидкого металла),
состоящей в
основном из водорода и окиси углерода. В результате этой защиты удается
устранить вредное влияние воздуха на жидкий металл. Шлакообразующие вещества,
входящие в состав толстых покрытий, вроде полевого шпата, марганцевой руды,
титановой руды, мела, каолина и т. п. образуют при плавлении электрода шлаки,
защищающие расплавленный металл от воздействия воздуха и улучшающие условия
формирования металла шва.
В результате этой защиты удается
устранить вредное влияние воздуха на жидкий металл. Шлакообразующие вещества,
входящие в состав толстых покрытий, вроде полевого шпата, марганцевой руды,
титановой руды, мела, каолина и т. п. образуют при плавлении электрода шлаки,
защищающие расплавленный металл от воздействия воздуха и улучшающие условия
формирования металла шва.
Ферросплавы в виде ферромарганца, ферротитана, ферросилиция и др. вводят в покрытия для раскисления металла шва и шлаков, перевода закиси железа в металле в другие соединения, а также для легирования металла шва путем повышения содержания в нем некоторых элементов, вроде Mn, Si, Ti и др.
Для сварки сталей с незначительным содержанием легирующих примесей применяют
электроды со стержнями из малоуглеродистой стали, но с введением в покрытие
легирующих элементов в виде ферросплавов (ферромарганца, ферросилиция,
феррованадия, ферротитана и др.) вместе с соответствующими газо- и
шлакообразующими компонентами.
Легирующие элементы из покрытия, частично выгорая, переходят в наплавленный металл шва и позволяют получить механические свойства шва, близкие к свойствам свариваемого металла. При сварке высоколегированных сталей (нержавеющих и жаропрочных) применяют электроды, стержни которых по своему химическому составу одинаковы со свариваемым металлом. Для компенсации выгорания при сварке легирующих элементов, содержащихся в проволоке, в состав покрытия для этих электродов, кроме газо- и шлакозащитных веществ вводят соответствующие компоненты в виде ферросплавов.
Во всех покрытиях в качестве связующего вещества применяют жидкое стекло. В некоторых случаях применяют декстрин и органический клей.Маркировка электродов — Справочник сварщика
Различные типы
электродов имеют собственную маркировку. Маркировка указывает на основную
информацию и параметры того или иного типа электрода. И, для того чтобы
научиться понимать, какими свойствами обладает тот или иной электрод, мы
расскажем о том, как расшифровать маркировку электродов.
Перед началом любых сварочных работ убедитесь, что электрод соответствует государственному стандарту. Для этого, на упаковке электродов найдите сокращение «ГОСТ – ХХХ-ХХ-Х), где вместо «Х» будет отображена комбинация цифр. Рассмотрим маркировку электрода, на примере одного из них. Итак, в нашем примере рассмотрим электрод Э46-ЛЭЗМР-3С (также, его называют «синим» электродом).
Маркировка может отличаться от того, что будет описана в примере, однако, принцип расшифровки остается одинаковым. Причиной различной маркировки является использование электродов в тех или иных условиях сварки, при работе с различными металлами, материалами и так далее.
Итак, электрод – Э46-ЛЭЗМР-3С. Любой электрод маркируется на 12 комбинаций (шифров), благодаря которому можно узнать о нём ту или иную информацию.
«Э46» – это
сочетание указывает на тип электрода, который в данном случае предназначен для
сваривания углеродистых и низколегированных сталей, предел прочности, при
разрыве которых достигает до 46 кгс/кв. мм.
мм.
«ЛЭЗМР» – указывает на марку электрода и производителя (в данном случае, это «Лосиноостровкский электродный завод», а марка электрода МР-3С).
«Ø» – символ, указывающий на диаметр электрода (сам диаметр указан в другом месте на упаковке).
«УД» – сочетание, указывающее на назначение электрода.
— «У» – указывает на возможность сварки углеродистых и низколегированных сталей, предел прочности, при растяжении которых достигает значения в 588 МПа, или же 60 кгс/кв.мм.
— «Д» – указывает на коэффициент толщины покрытия, в данном случае, это толстое покрытие 1,45<D/d≤1,8.
«Е» – индекс, указывающий на плавящееся покрытие электрода.
«43» – значение, указывающее на предел прочности при растяжении (значению 43 соответствует величина в 430 МПа, или 44 кгс/кв.мм.).
«1» – указывает на относительное удлинение, значение «1» соответствует показателю в 20%.
«(3)» – это
обозначение указывает на минимальную температуру, при которой ударная вязкость
металла шва должна составлять не менее 32 Дж/кв. см, значение «3» соответствует
температуре -20°С.
см, значение «3» соответствует
температуре -20°С.
«РЦ» – значение, указывающее на вид покрытия, в данном случае, сочетание «РЦ» указывает на рутилово-целлюлозное покрытие.
«13» – сочетание, указывающее на допустимые пространственные положения, сварочный ток и напряжение холостого хода. В данном случае, «1» соответствует значению «для любого пространственного положения», а цифра «3» указывает на возможность сварки переменным и постоянным током обратной полярности, а также на напряжение ХХ (холостого хода) около 50В.
Примерно в такой способ маркируются электроды. Для расшифровки обозначений электродов, предлагаем ознакомиться с подробной информацией и всеми возможными обозначениями, которые встречаются в электродах.
Тип электрода. Итак, для ручной дуговой сварки или наплавки, маркировка электрода всегда будет
начинаться со значения «Э». Для сварки углеродистых и низколегированных сталей,
маркировка типа электрода будет состоять из трёх значений. Из буквы «Э», цифры,
которая указывает на предел прочности при растяжении, и букву «А», которая
указывает на то, что металл шва имеет повышенную пластичность и ударную
вязкость.
Из буквы «Э», цифры,
которая указывает на предел прочности при растяжении, и букву «А», которая
указывает на то, что металл шва имеет повышенную пластичность и ударную
вязкость.
Для сваривания теплоустойчивых или высоколегированных сталей, а также для наплавки, тип электрода может иметь дополнительные символы, указывающие на процентное содержание других химических элементов.
Марка электрода. В этом случае, каждому типу электрода может соответствовать как одна, так и несколько марок.
Диаметр электрода. Значение диаметра электрода будет соответствовать диаметру металлического стержня этого электрода.
Назначение электрода. В данном случае, достаточно руководствоваться таблицей, приведенной ниже.
Коэффициент толщины покрытия. Это значение указывает на соотношение между диаметром покрытия электрода и диаметром металлического стержня. В зависимости от этого, значение коэффициента будет соответствовать таким значениям:
Группа
индексов, указывающих на характеристики металла шва, или же наплавляемого
металла. Для электродов, которые используются при сварке углеродистых и
низколегированных сталей (предел прочности, при растяжении которых равен до 588
МПа).
Для электродов, которые используются при сварке углеродистых и
низколегированных сталей (предел прочности, при растяжении которых равен до 588
МПа).
Для сталей, у которых этот предел выше 588 МПа, характеристика металла шва электродов будет выглядеть несколько иначе:
Для теплоустойчивых сталей:
Для высоколегированных сталей (4 индекса):
Для наплавки поверхностных слоев (2 индекса):
Вид покрытия. Для определения вида покрытия, достаточно руководствоваться следующей таблицей значений:
Пространственные положения нумеруются по такой таблице значений:
А также, указываются международные пространственные положения в таком виде:
Характеристики сварочного тока и напряжения холостого хода определяются по следующей таблице:
Вот,
собственно, и всё, что нужно знать о маркировке и расшифровке электродов. На
практике, достаточно знать несколько значений для того чтобы понять, какой
именно электрод подходит для тех или иных видов сварочных работ.
На
практике, достаточно знать несколько значений для того чтобы понять, какой
именно электрод подходит для тех или иных видов сварочных работ.
«H» по сравнению с «L» и типы покрытия
Q: У меня есть новый проект по изготовлению стеллажа печи, сделанного из нержавеющей стали 304H, и в спецификациях сказано, что нужно сваривать его электродом E308H. Однако у меня уже есть несколько стержневых электродов E308 / E308L, и я хочу знать, могу ли я использовать их вместо них? В чем разница между 308, 308L и 308H? На самом деле у меня есть две марки электродов E308 / E308L, у одного типа есть «-16» после 308 чисел, а у другого — «-17». Что это значит?
A: Во-первых, обратите внимание, что электрод по классификации Американского сварочного общества (AWS) E308 предназначен для сварки аустенитных типов нержавеющей стали.Поэтому в данной статье рассматривается только этот тип. Хотя аустенитные нержавеющие стали очень распространены, существуют также ферритные, мартенситные, дуплексные и дисперсионные типы нержавеющих сталей.
Ответ на ваш первый вопрос: нет, электрод из нержавеющей стали E308 / E308L не предназначен для использования на основном металле AISI типа 304H. Вам необходимо использовать электрод E308H. Причина будет объяснена в ближайшее время. Что касается вашего второго вопроса, то «308» — это особый тип нержавеющей стали.Обычно он используется для изготовления сварочных электродов и для соединения обычных типов аустенитных нержавеющих сталей, таких как 301, 302, 304 и 305. Обозначения «H» и «L» указывают на конкретный состав электрода. Более конкретно, они относятся к процентному содержанию углерода в электроде, с электродами «H» на верхнем конце и электродами «L» на нижнем конце диапазона углерода электрода. Электрод из нержавеющей стали типа E308 должен содержать максимум 0,08% углерода (C) по весу. Однако электрод E308H должен иметь не менее 0.04% C, максимум до 0,08% C. Содержание углерода в диапазоне 0,04–0,08% обеспечивает более высокий предел прочности на разрыв и ползучесть при повышенных температурах.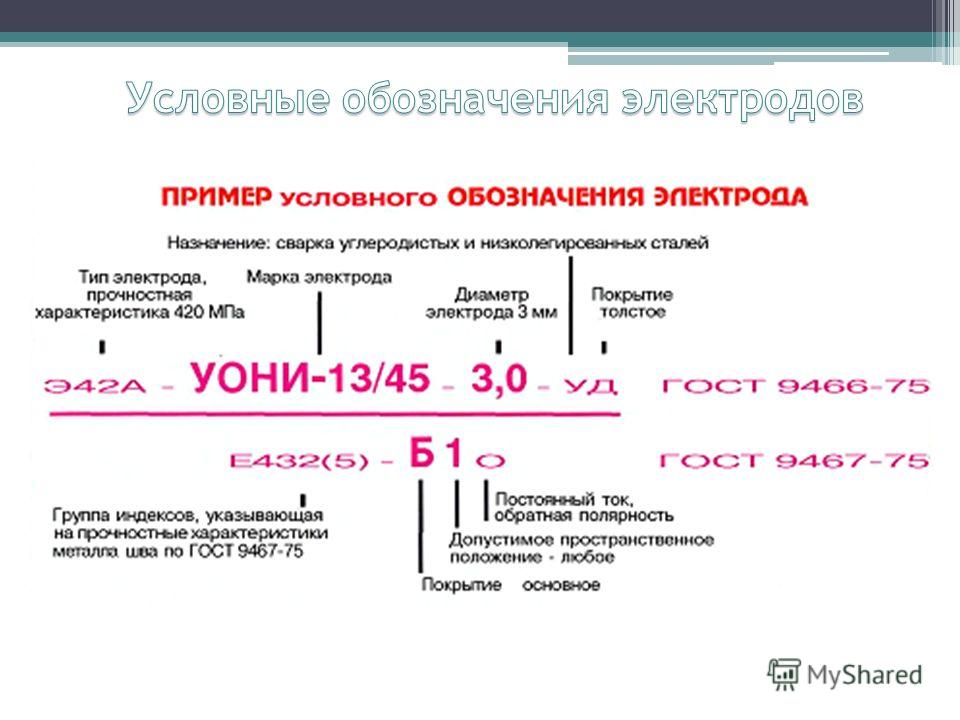 В основном они используются в промышленном оборудовании при высоких рабочих температурах (иногда выше 2 000 ° F (1093 ° C). Поэтому электрод E308H будет подходящим выбором для вашего проекта стеллажа печи. И наоборот, электрод E308L может иметь не более 0,04 ° C. % C. Электроды типа «L» иногда называют типами «ELC» (сверхнизкое содержание углерода).Более низкое содержание углерода помогает минимизировать повреждающее воздействие на коррозионную стойкость зоны термического влияния (т.е. сенсибилизацию), вызванное осаждением межкристаллитного карбида. Чаще всего они используются для сварных деталей, которые работают в тяжелых коррозионных условиях при температурах ниже 800 ° F (427 ° C)
В основном они используются в промышленном оборудовании при высоких рабочих температурах (иногда выше 2 000 ° F (1093 ° C). Поэтому электрод E308H будет подходящим выбором для вашего проекта стеллажа печи. И наоборот, электрод E308L может иметь не более 0,04 ° C. % C. Электроды типа «L» иногда называют типами «ELC» (сверхнизкое содержание углерода).Более низкое содержание углерода помогает минимизировать повреждающее воздействие на коррозионную стойкость зоны термического влияния (т.е. сенсибилизацию), вызванное осаждением межкристаллитного карбида. Чаще всего они используются для сварных деталей, которые работают в тяжелых коррозионных условиях при температурах ниже 800 ° F (427 ° C)
Обратите внимание, что конкретный электрод может быть и часто классифицируется по двойному принципу. Его можно было классифицировать как E308 / E308L или E308 / E308H. Марка 308 имеет более широкий диапазон содержания углерода, поэтому, если содержание углерода в конкретном электроде соответствует более жестким требованиям к уровню углерода L или H, он также соответствует более общим требованиям 308. Однако у вас никогда не может быть электрода, классифицированного как E308L / E308H, поскольку один электрод никогда не может иметь содержание углерода, которое соответствует как нижнему, так и высокому пределу углеродного диапазона. Также обратите внимание, что обозначения углерода «H» и «L» могут относиться к другим типам аустенитных нержавеющих сталей, кроме E308. Некоторые примеры включают E309H, E309L, E310H, E316H, E316L и т. Д.
Однако у вас никогда не может быть электрода, классифицированного как E308L / E308H, поскольку один электрод никогда не может иметь содержание углерода, которое соответствует как нижнему, так и высокому пределу углеродного диапазона. Также обратите внимание, что обозначения углерода «H» и «L» могут относиться к другим типам аустенитных нержавеющих сталей, кроме E308. Некоторые примеры включают E309H, E309L, E310H, E316H, E316L и т. Д.
Ваш третий вопрос касается типов покрытий, которые доступны для металлических дуговых электродов, экранированных из нержавеющей стали.Есть три типа покрытия: «15», «16» и «17». Электрод «15» имеет покрытие на основе извести и предназначен только для полярности DC +. Они имеют более легкий шлак, чем два других типа, и используются для сварки во всех положениях, при этом некоторые электроды этого типа используются в основном для сварки вертикально вниз. Электрод «16» имеет покрытие на основе диоксида титана или рутила и может использоваться как с полярностью постоянного, так и переменного тока. Электроды размером 5/32 дюйма (4,0 мм) и меньше часто используются для всех положений сварки. Обратите внимание, что существует также классификация «26», которая аналогична покрытию типа «16», но для более высоких применений наплавки и ограничивается только ровным и горизонтальным положением.Электрод «17» имеет покрытие типа диоксид кремния-диоксид титана и является модификацией покрытия 16, в котором часть диоксида титана заменена диоксидом кремния. Их также можно использовать с полярностью постоянного и переменного тока. Дополнительный силикон в покрытии действует как смачивающий агент, увеличивая текучесть лужи. Это особенно полезно при работе с нержавеющей сталью, поскольку у нее обычно больше неплотный сварной шов, чем у углеродистой стали. Электроды семнадцати типов создают более плоский профиль валика, чем два других типа, и часто используются для сварки в плоском и горизонтальном положении.Однако для сварки во всех положениях можно использовать электроды размером 5/32 дюйма (4,0 мм) и меньше. Электроды размером 5/32 дюйма (4,0 мм) и меньше часто используются для всех положений сварки. Обратите внимание, что существует также классификация «26», которая аналогична покрытию типа «16», но для более высоких применений наплавки и ограничивается только ровным и горизонтальным положением.Электрод «17» имеет покрытие типа диоксид кремния-диоксид титана и является модификацией покрытия 16, в котором часть диоксида титана заменена диоксидом кремния. Их также можно использовать с полярностью постоянного и переменного тока. Дополнительный силикон в покрытии действует как смачивающий агент, увеличивая текучесть лужи. Это особенно полезно при работе с нержавеющей сталью, поскольку у нее обычно больше неплотный сварной шов, чем у углеродистой стали. Электроды семнадцати типов создают более плоский профиль валика, чем два других типа, и часто используются для сварки в плоском и горизонтальном положении.Однако для сварки во всех положениях можно использовать электроды размером 5/32 дюйма (4,0 мм) и меньше. Обратите внимание, что при вертикальном движении вверх медленнее замерзающий шлак потребует более сложной техники плетения, чем при использовании электрода типа 16. Обратите внимание, что при вертикальном движении вверх медленнее замерзающий шлак потребует более сложной техники плетения, чем при использовании электрода типа 16. | |
Огромные бренды сварочных электродов Выбор для нужд покупателей Выбор рекомендуемых поставщиков
Для правильного выполнения сварочных работ пользователям нужны подходящие сварочные электроды марки .На Alibaba.com покупатели могут найти широкий выбор для любых сварочных работ. Есть варианты как для простого ремонта, так и для элементарных сварочных работ. Покупатели также могут найти специализированные сварочные электроды марки для конкретных применений. Есть варианты в виде различных материалов, таких как карбид вольфрама, алюминиевый сплав и углеродистая сталь.Когда дело доходит до строительства и производства, сварка всегда является ключевым компонентом.Для каждого проекта требуется подходящего типа сварочного электрода марки . Использование неподходящих материалов может привести к катастрофическим результатам. Например, разновидности карбида вольфрама идеально подходят для нефтяной и горнодобывающей промышленности. Их твердость очень полезна для буровых установок, труб и другой арматуры.
Пользователи, которые ищут сварочные электроды марки для легкой промышленности и прецизионной сварки, обнаружат, что на сайте Alibaba.com есть из чего выбрать. Некоторые производители предлагают материалы, предназначенные для косметической сварки.Они идеально подходят для создания красивых бусинок. Некоторые области применения включают автомобильную промышленность и легкие конструкции. Опять же, пользователи могут выбирать из множества материалов для выполнения проекта.
Покупатели должны выбрать подходящие марки сварочных электродов для каждого сварочного проекта и своего бюджета. Каждое приложение предъявляет определенные требования к прочности, внешнему виду и устойчивости. Вот почему Alabiba.com - это то место, где можно найти те, которые подходят под ваш проект.Будь то крупное строительство и горнодобывающая промышленность, или прецизионная сварка, есть варианты. Большой выбор различных материалов, производителей и даже минимальные количества заказа.
 Потребители также могут заказать минимальное количество или купить оптом, чтобы удовлетворить более крупные потребности.
Потребители также могут заказать минимальное количество или купить оптом, чтобы удовлетворить более крупные потребности. 
Электроды и руководство по выбору материалов для электродов: типы, характеристики, применение
Электроды и электродные материалы — это металлы и другие вещества, используемые в электрических компонентах. Они используются для контакта с неметаллической частью цепи и являются материалами в системе, через которые передается электрический ток.
Существует множество различных типов электродов, которые различаются в зависимости от заряда и применения.
Электроды EDM используются при электроэрозионной обработке (EDM), процессе, при котором металл удаляется с помощью электрического разряда очень короткой продолжительности и высокой плотности тока между электродом и заготовкой.
Аноды — это положительно заряженные электроды, используемые в различных электрохимических процессах, таких как защита от коррозии (расходуемые аноды) и гальваника (гальваника анодов), а также в компонентах батарей, топливных элементов и электрохимических устройств.
Катоды — это отрицательно заряженные электроды, используемые в батареях, топливных элементах, системах электролиза, гальванике, электролизе, электронной эмиссии и других специализированных процессах.
Катодные эмиттеры и нити — это катодные, полевые катоды или катоды с термоэлектронной эмиссией, которые излучают электроны в условиях высокого напряжения или высоких температур. Термоэмиттеры часто состоят из нити накала из вольфрама или тугоплавкого металла. В настоящее время используются эмиттеры борида латана, которые обеспечивают более длительный срок службы.
В настоящее время используются эмиттеры борида латана, которые обеспечивают более длительный срок службы.
Электроды для печи используются для нагрева и плавления металлов или керамики в дуговых печах. Между электродами и материалом загрузки печи зажигается дуга. Дуга или плазма создают чрезвычайно высокие температуры. Электроды обычно изготавливаются из материалов на основе углерода.
Электрические контакты состоят из мягкого и устойчивого к окислению материала с высокой проводимостью, часто со второй фазой, обеспечивающей защиту от сваривания и / или защиты от дуги. Они используются в автоматических выключателях, реле, переключателях и электроэрозионных устройствах.
Материалы электродов
Некоторые из наиболее известных сплавов и материалов, используемых в качестве электродных материалов, — это медь, графит, титан, латунь, серебро и платина.
Медь уступает только серебру по объемной электропроводности. Медь обладает большей прочностью, чем серебро, но обладает меньшей стойкостью к окислению. Медь является обычным основным металлом для электрических контактов и электродов. Он также используется в сплавах с графитом, теллуром и вольфрамом и используется для изготовления латуни и бронзы.Медь имеет лучшую износостойкость EDM, чем латунь, но ее труднее обрабатывать, чем латунь или графит. Медь также дороже графита.
Медь обладает большей прочностью, чем серебро, но обладает меньшей стойкостью к окислению. Медь является обычным основным металлом для электрических контактов и электродов. Он также используется в сплавах с графитом, теллуром и вольфрамом и используется для изготовления латуни и бронзы.Медь имеет лучшую износостойкость EDM, чем латунь, но ее труднее обрабатывать, чем латунь или графит. Медь также дороже графита.
Графит и углерод используются во множестве электродов. Графит, чешуйчатый графит и графитовый углерод имеют гексагональную кристаллическую структуру, которая легко раскалывается или срезается, что делает графит мягким материалом и эффективной смазкой. Графит является наиболее часто используемым электродным материалом для электроэрозионной обработки из-за его хорошей обрабатываемости, износостойкости и низкой стоимости.Как и углерод, графит — неметаллическое вещество с чрезвычайно высокой температурой сублимации, которое обеспечивает сопротивление высокотемпературным дугам. Графит с мелкими зернами имеет более высокие характеристики эрозии и износа, но стоит дороже. Углерод очень устойчив к коррозии и электрохимически благороден по сравнению со многими металлами, что делает углерод полезным материалом для электрохимических и электролитических электродов.
Графит с мелкими зернами имеет более высокие характеристики эрозии и износа, но стоит дороже. Углерод очень устойчив к коррозии и электрохимически благороден по сравнению со многими металлами, что делает углерод полезным материалом для электрохимических и электролитических электродов.
Титан — это цветной металл с превосходной коррозионной стойкостью, хорошими усталостными свойствами и высоким удельным весом.Превосходные коррозионные свойства титана приводят к его использованию для электрохимических процессов, таких как гальваника, электрофорез, электроосаждение, гальванопластика, электрогидролиз, электрохлорирование, электрофторирование и электролиз.
Латунь — это сплав меди и цинка. Латунь используется для изготовления проволоки EDM и небольших трубчатых электродов. Латунь не противостоит износу так же, как медь или вольфрам, и имеет более низкую проводимость, чем медь, но ее гораздо легче обрабатывать, и ее можно отливать под давлением или экструдировать для специальных применений.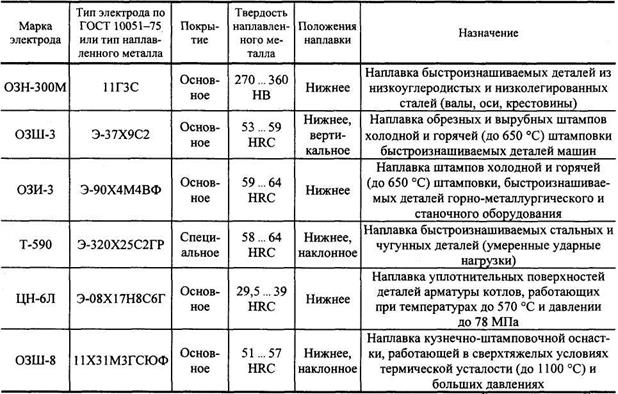 Электроэрозионная проволока не должна обеспечивать электроэрозионную стойкость к износу или дуговой эрозии, поскольку новая проволока подается непрерывно во время процесса резки электроэрозионных проводов.
Электроэрозионная проволока не должна обеспечивать электроэрозионную стойкость к износу или дуговой эрозии, поскольку новая проволока подается непрерывно во время процесса резки электроэрозионных проводов.
Серебро имеет самую высокую проводимость среди всех металлов. Высокая проводимость, мягкость (низкая твердость) и высокая стойкость к окислению делают серебро отличным выбором для контактных материалов. Серебро усилено добавками меди и других сплавов, но в ущерб проводимости. Чистое серебро — это серебро очень высокой чистоты (99.99% Ag). Чистое или чистое серебро слишком мягкое для большинства коммерческих применений, но этот материал используется в качестве исходного компонента для образования других сплавов на основе серебра.
Платина и палладий имеют очень высокую эрозионную и коррозионную стойкость при низком контактном сопротивлении. Платина образует полезные сплавы с иридием, рутением и вольфрамом. Палладий образует полезные сплавы с медью и рутением.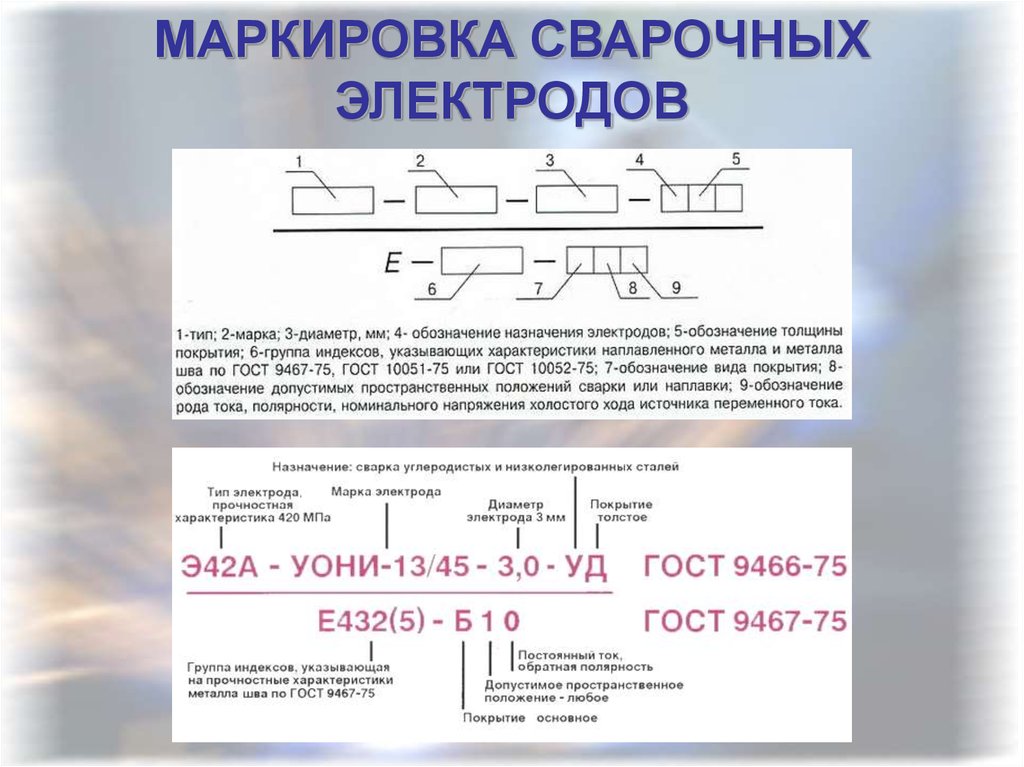 Основными недостатками этих металлов являются высокая стоимость и создание пленок с высоким контактным сопротивлением в присутствии органических паров.
Основными недостатками этих металлов являются высокая стоимость и создание пленок с высоким контактным сопротивлением в присутствии органических паров.
Электроды из смеси оксидов металлов (MMO) имеют оксидное покрытие поверх инертного металла или углерода. Оксиды состоят из оксидов благородных металлов (Ru, Ir, Pt), которые катализируют реакцию электролиза. Оксиды титана используются для обеспечения инертности, защиты электродов от коррозии и снижения стоимости. Электрохлорирование — одно из распространенных применений. Основные металлы — это титан (наиболее распространенный), цирконий, ниобий или тантал.
Свойства материала
Важными свойствами электродных материалов являются проводимость, коррозионная стойкость, твердость, токовая нагрузка, форма и размер.Многие из них определяются характеристиками материала.
Электропроводность — это мера способности материала проводить или проводить электрический ток. Он часто выражается в процентах от стандарта на медь, который составляет 100% IACS (Международный стандарт на отожженную медь).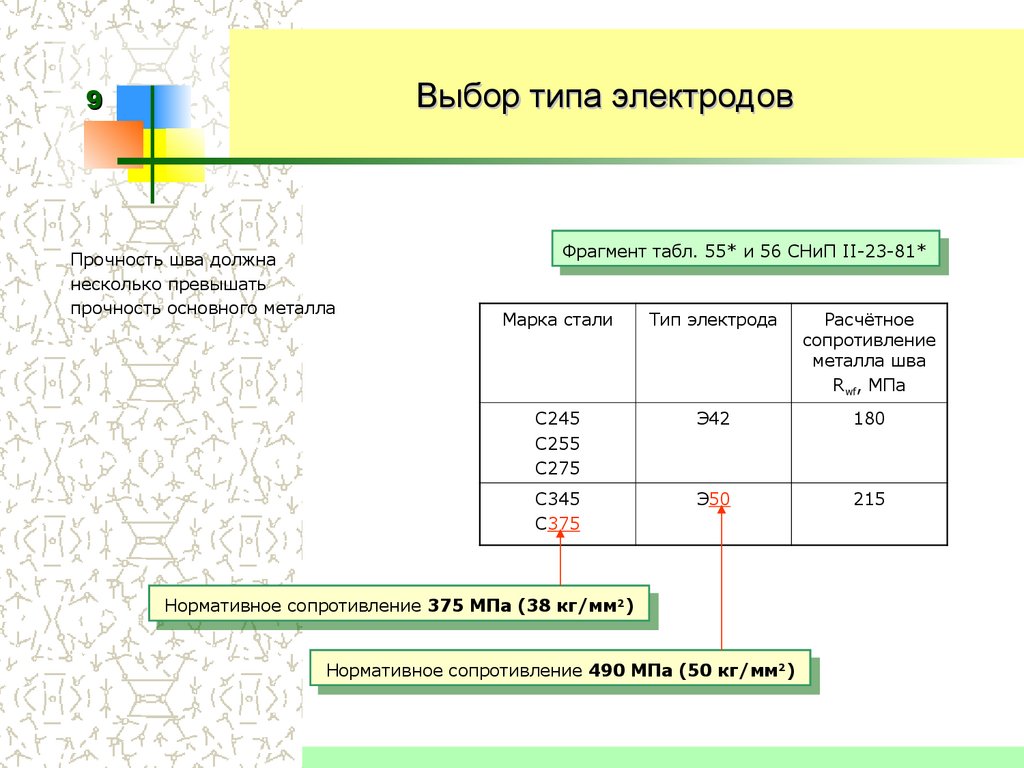 Серебро имеет индекс IACS 105 и самую высокую проводимость.
Серебро имеет индекс IACS 105 и самую высокую проводимость.
Коррозионная стойкость — это способность материала противостоять химическому распаду. Материал, который имеет низкую коррозионную стойкость, быстро разлагается в агрессивных средах; в результате сокращается продолжительность жизни.Металлы платиновой группы известны своей высокой устойчивостью к коррозии.
Твердость — это показатель устойчивости материала к различным видам остаточных деформаций, возникающих в результате приложенной силы. Твердость зависит от пластичности, эластичности, пластичности, прочности на разрыв и вязкости материала.
Форма относится к форме, которой должен соответствовать электрический материал для выполнения своей работы. Некоторые формы включают контактные наконечники, штифты, гнезда, штамповки, листы, провода и колеса.
Размер относится к толщине, длине и ширине или внешнему диаметру формы, которую принимает материал.
Еще одна спецификация, которую следует учитывать, — это токсичность, особенно важная, когда материал работает в незащищенных или открытых средах.
Ссылки
EDM Today Magazine — Выбор материала для синкерного электрода
Изображение предоставлено:
Устройства защиты памяти, Inc.
Стеклоуглеродные электроды, модифицированные многослойными углеродными нанотрубками и поли (нейтральный красный): сравнительное исследование различных марок и применение для электрокаталитического определения аскорбата | Интернет-исследования в области здравоохранения и окружающей среды (HERO)
ID ГЕРОЯ
41
Тип ссылки
Журнальная статья
Заголовок
Стеклоуглеродные электроды, модифицированные многослойными углеродными нанотрубками и поли (нейтральный красный): сравнительное исследование различных марок и применение для электрокаталитического определения аскорбата
Авторы)
Карвалью, RC; Gouveia-Caridade, C; Бретт, CM
Год
2010 г.
Проверяется коллегами?
да
Журнал
Аналитическая и биоаналитическая химия
ISSN: 1618-2642
EISSN: 1618-2650
Объем
398
Проблема
4
Номера страниц
1675–1685
Язык
английский
PMID
20625885DOI
10.1007 / s00216-010-3966-3Идентификатор Web of Science
WOS: 0002820013
Абстрактный
Электрохимическое поведение стеклоуглеродных электродов, покрытых многослойными углеродными нанотрубками (MWCNT) из трех разных источников и с разными нагрузками, было сравнено с точки зрения приложений для датчиков.Кроме того, поли (нейтральный красный) (PNR) был электросинтезирован путем циклирования потенциала на голом стеклоуглеродном электроде и на стеклоуглеродных электродах, модифицированных MWCNT, и охарактеризован с помощью циклической вольтамперометрии и сканирующей электронной микроскопии.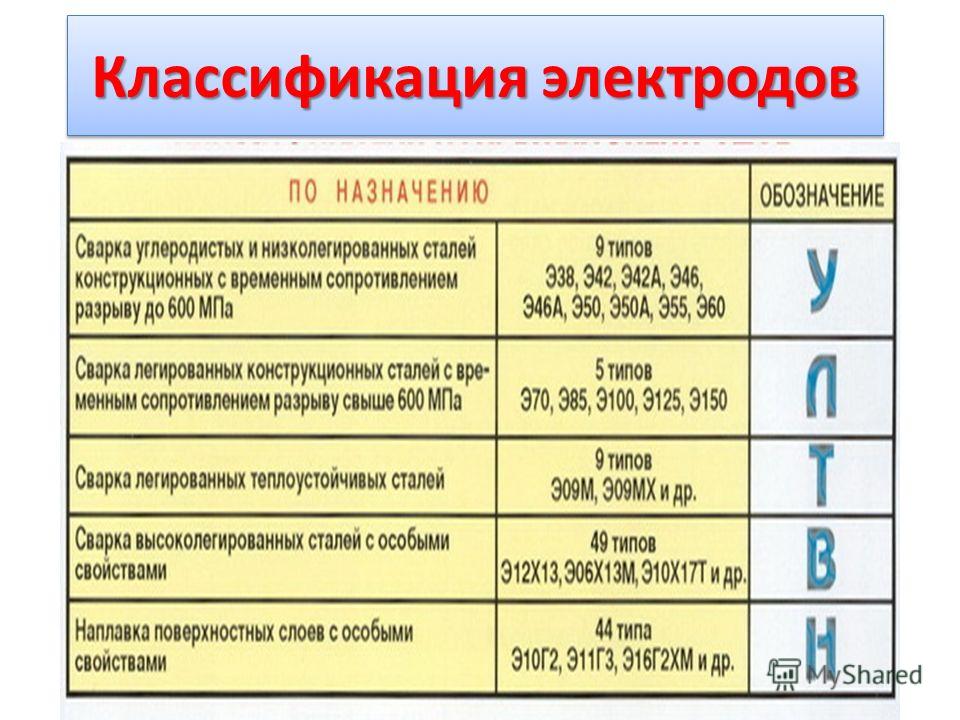 Четко определенные вольтамперометрические характеристики наблюдались для окисления гексацианоферрата (II) с различиями между типами MWCNT, а также от нагрузки. Электроды, модифицированные MWCNT и PNR / MWCNT, применялись для окислительного определения аскорбата, при этом наблюдаемые электрокаталитические эффекты менялись в зависимости от типа нанотрубок.Сравнение проводилось с электродами, поверхность которых модифицирована графитовым порошком. Все модифицированные конфигурации электродов с и без PNR были успешно использованы для окисления аскорбата при +0,05 В по сравнению с насыщенным каломельным электродом с пределами обнаружения до 4 мкМ; также была получена хорошая эксплуатационная стабильность и стабильность при хранении.
Четко определенные вольтамперометрические характеристики наблюдались для окисления гексацианоферрата (II) с различиями между типами MWCNT, а также от нагрузки. Электроды, модифицированные MWCNT и PNR / MWCNT, применялись для окислительного определения аскорбата, при этом наблюдаемые электрокаталитические эффекты менялись в зависимости от типа нанотрубок.Сравнение проводилось с электродами, поверхность которых модифицирована графитовым порошком. Все модифицированные конфигурации электродов с и без PNR были успешно использованы для окисления аскорбата при +0,05 В по сравнению с насыщенным каломельным электродом с пределами обнаружения до 4 мкМ; также была получена хорошая эксплуатационная стабильность и стабильность при хранении.
Электроды заземления для бытовых нужд — InterNACHI®
от Ника Громико, CMI® и Кентона Шепарда
Системы электрического заземления отводят потенциально опасные электрические токи, обеспечивая путь между распределительной коробкой здания и землей. Молния и статическое электричество являются наиболее распространенными источниками опасных или разрушительных зарядов, которые могут рассеиваться через систему заземления. Заземляющие электроды подключаются к электрической системе здания через проводники заземляющих электродов, также известные как заземляющие провода. В качестве заземляющих электродов может работать ряд различных металлических сплавов, наиболее распространенным из которых и будет уделено основное внимание в данной статье.
Молния и статическое электричество являются наиболее распространенными источниками опасных или разрушительных зарядов, которые могут рассеиваться через систему заземления. Заземляющие электроды подключаются к электрической системе здания через проводники заземляющих электродов, также известные как заземляющие провода. В качестве заземляющих электродов может работать ряд различных металлических сплавов, наиболее распространенным из которых и будет уделено основное внимание в данной статье.Требования к электродам и заземляющим проводам:
- Алюминий имеет тенденцию к коррозии и не должен использоваться в заземляющих проводах, если они не изолированы.Влага и минеральные соли из кирпичной кладки — частые причины коррозии неизолированного алюминия. Это также более плохой проводник, чем медь. Использование алюминиевых проводов в системах заземления в Канаде запрещено.
- Поскольку заземляющие электроды не изолированы, их нельзя делать из алюминия.
- Если присутствует более одного электрода, они должны быть соединены друг с другом с помощью перемычки.
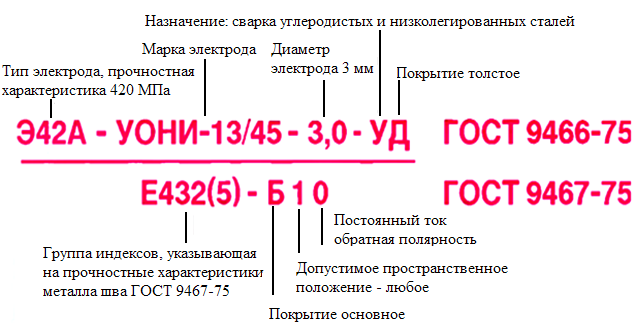
Общие типы заземляющих электродов Заземляющие стержни
Самая распространенная форма заземляющего электрода — это металлический стержень, который вбивается в землю таким образом, что он полностью погружен в воду.InterNACHI рекомендует вставлять стержень вертикально и цельным, но это не всегда возможно на каменистых участках. Если стержень забить в подземные породы, он может поцарапаться и потерять покрытие. Ржавчина может накапливаться на обнаженном железе или стали и ухудшать проводящую способность стержня. К сожалению, эта ржавчина редко будет заметна инспектору.
Электрики, как известно, разрезают стержень, когда им трудно вставить всю его длину под землю.Такая практика нарушает кодекс и может представлять угрозу безопасности. Инспекторам следует обратить внимание на следующие признаки, указывающие на укорочение заземляющего стержня:
- Ржавчина в верхней части стержня. Стержни заземления имеют антикоррозийное покрытие, но обычно изготавливаются из стали или железа и подвержены коррозии в любом месте, где стержень порезан.
- У большинства стержней есть выгравированная этикетка на вершине. Если эта этикетка отсутствует, вероятно, стержень порезан.

Инспекторам следует иметь в виду, что коммунальные предприятия иногда разрешают укорачивать заземляющие стержни.Квалифицированный электрик может проверить, подходит ли укороченный стержень для заземления.
Если возможно, инспекторы должны проверить состояние зажима, который соединяет заземляющий стержень с заземляющим проводом. Хомуты должны быть из бронзы или меди и плотно прилегать. Требования к длине, толщине стержня и защитному покрытию изложены в Международном жилищном кодексе 2006 г. (IRC) следующим образом:
Стержневые и трубчатые электроды длиной не менее 8 футов (2438 мм) должны учитываться из следующих материалов. в качестве заземляющего электрода:
- Электроды трубы или кабелепровода должны быть не меньше торгового размера ¾ (метрическое обозначение 21) и, если они изготовлены из железа или стали, должны иметь гальванизированную внешнюю поверхность или иное металлическое покрытие для защиты от коррозии.
- Электроды из стержней из железа или стали должны иметь диаметр не менее 5/8 дюйма (15,9 мм). Стержни из нержавеющей стали диаметром менее 5/8 дюйма (15,9 мм), стержни из цветных металлов или их эквиваленты должны быть указаны в списке и должны быть не менее 1⁄2 дюйма (12,7 мм) в диаметре.

- Хотя IRC 2006 года не упоминает, можно ли вращать штангу под углом, электрические нормы Калифорнии 1998 года допускают максимальный угол наклона 45 градусов от вертикали.
- При необходимости электрик может установить два заземляющих стержня.Они должны находиться на расстоянии не менее 6 футов друг от друга.
- В Канаде заземляющие стержни должны быть 10 футов в длину и требуются два.
Электроды в бетонном корпусе (Ufer Grounds)
Этот метод электрического заземления был изобретен во время Второй мировой войны в Аризоне и обычно называется «Ufer» в честь его создателя, Герберта Г. Уфера. Армия Соединенных Штатов была обеспокоена тем, что молния или статическое электричество могут вызвать случайный взрыв взрывчатых веществ, которые хранились в хранилищах в форме иглу.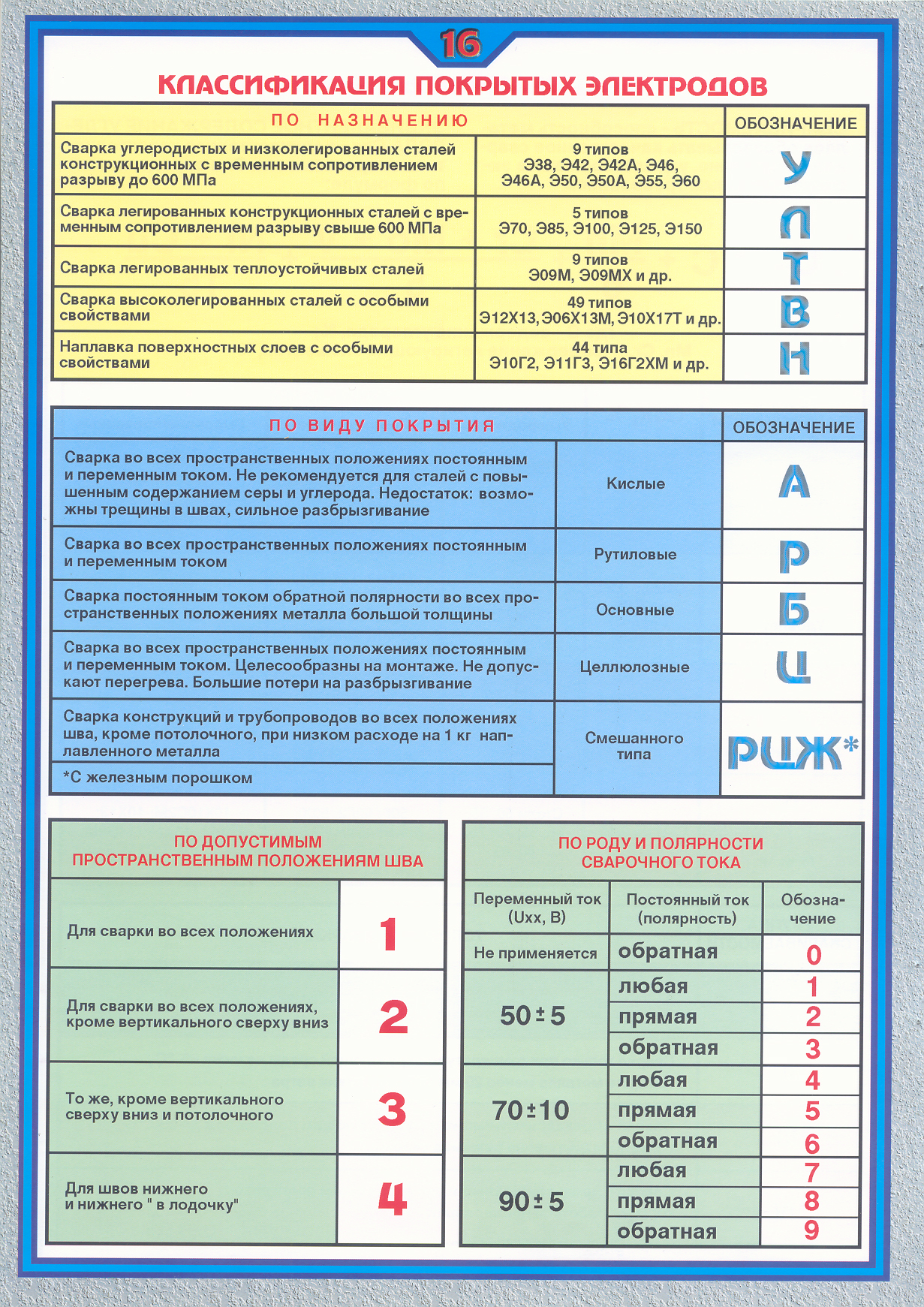 Климат пустыни ограничивал полезность заземляющих стержней, которые должны были быть вбиты на сотни футов в сухую землю, чтобы быть эффективными. Уфер посоветовал военным подключить провода заземления к стальным арматурным стержням (арматуре) с бетонным покрытием бомбоубежищ, чтобы эффективно рассеивать электричество в земле. Тестирование подтвердило его теорию о том, что относительно высокая проводимость бетона позволит электрическому току рассеиваться на большой площади поверхности земли.Метод Уфера чаще встречается в новом жилом строительстве и требует металлического каркаса. Инспектору может быть сложно обнаружить электрод этого типа. В IRC 2006 г. описываются основания Ufer следующим образом:
Климат пустыни ограничивал полезность заземляющих стержней, которые должны были быть вбиты на сотни футов в сухую землю, чтобы быть эффективными. Уфер посоветовал военным подключить провода заземления к стальным арматурным стержням (арматуре) с бетонным покрытием бомбоубежищ, чтобы эффективно рассеивать электричество в земле. Тестирование подтвердило его теорию о том, что относительно высокая проводимость бетона позволит электрическому току рассеиваться на большой площади поверхности земли.Метод Уфера чаще встречается в новом жилом строительстве и требует металлического каркаса. Инспектору может быть сложно обнаружить электрод этого типа. В IRC 2006 г. описываются основания Ufer следующим образом:
Электрод, заключенный в бетон толщиной не менее 2 дюймов (51 мм), расположенный внутри и около дна бетонного фундамента или основания, находящегося в прямом контакте с землей, состоящего из: не менее 20 футов (6096 мм) одного или нескольких оголенных или оцинкованных или трех стальных арматурных стержней или стержней с электропроводящим покрытием не менее 1/2 дюйма (12.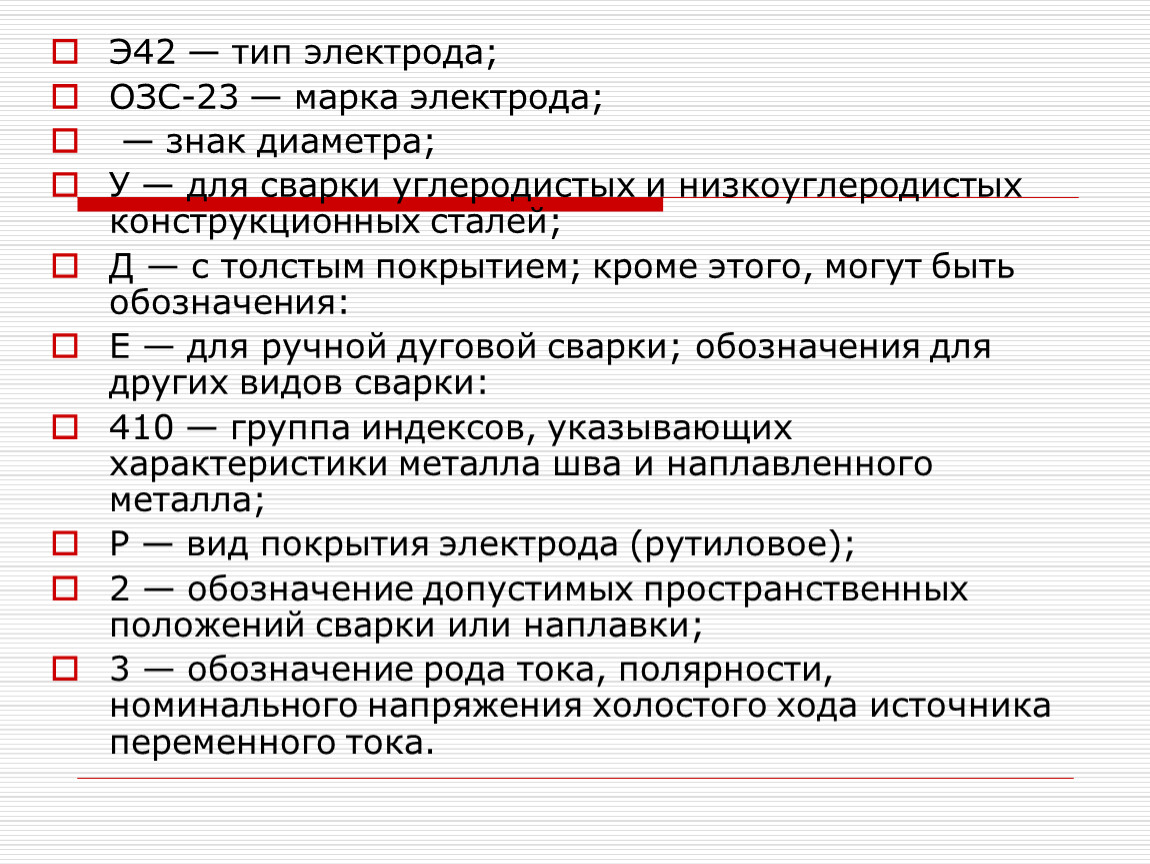 77 мм) или состоящий из не менее 20 (6096 мм) футов неизолированного медного проводника сечением не менее 4 AWG, считается заземляющим электродом. Арматурные стержни разрешается соединять вместе с помощью обычных стяжных проволок или других эффективных средств.
77 мм) или состоящий из не менее 20 (6096 мм) футов неизолированного медного проводника сечением не менее 4 AWG, считается заземляющим электродом. Арматурные стержни разрешается соединять вместе с помощью обычных стяжных проволок или других эффективных средств.
Водопроводная система здания может быть подключена к заземляющему проводу и работать как заземляющий электрод. В течение некоторого времени это был единственный тип обязательного заземляющего электрода, и он, как правило, был предпочтительнее других методов.Однако с 1987 года этот метод стал единственным, который необходимо было дополнить электродом другого типа. Этот переход связан с возросшей популярностью непроводящих диэлектрических муфт и пластиковых труб. Когда водопровод заменен пластиковыми трубами, на сервисной панели электрооборудования должно быть размещено уведомление о том, что имеется неметаллическое водоснабжение. Инспекторы не смогут определить, заменены ли наружные водопроводные трубы, идущие к уличному водопроводу, пластиковыми деталями.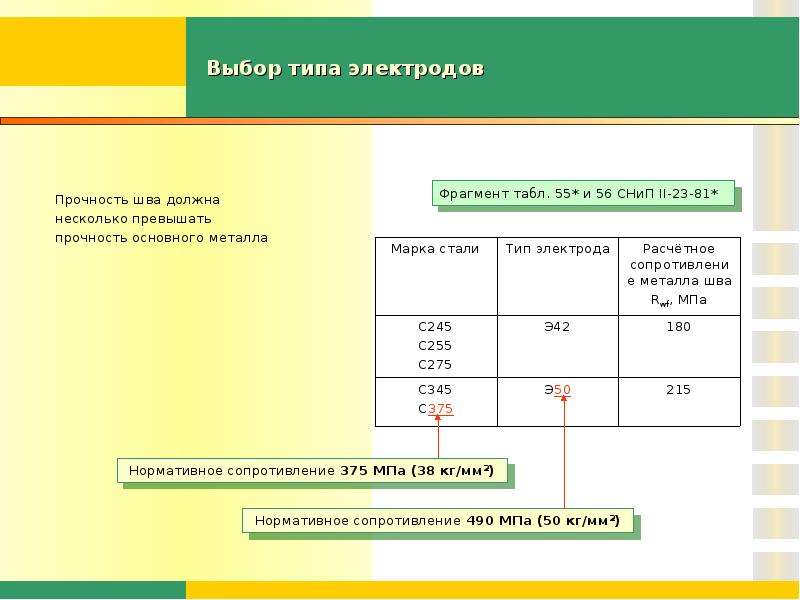
Инспекторы должны проверить следующее:
- Провода заземления должны быть надежно прикреплены к водопроводным трубам рядом с точкой входа в здание. Заземляющий провод, который неплотно обвязан вокруг трубы, не подходит.
- Газовые трубы никогда не должны использоваться в качестве заземляющих проводов. Они обычно сделаны из пластика снаружи дома и содержат горючие газы, которые могут воспламениться при воздействии электрического тока.
Металлическая подземная водопроводная труба, которая находится в прямом контакте с землей на расстоянии 10 футов (3048 мм) или более, включая любые обсадные трубы, эффективно прикрепленные к трубе, и что является электрически непрерывным путем соединения вокруг изоляционных стыков или изоляционной трубы с точками соединения проводника заземляющего электрода и проводов заземления, считается заземляющим электродом.Внутренние металлические водопроводные трубы, расположенные на расстоянии более 5 футов (1524 мм) от входа в здание, не должны использоваться как часть системы заземляющих электродов или как проводник для соединения электродов, которые являются частью системы заземляющих электродов.
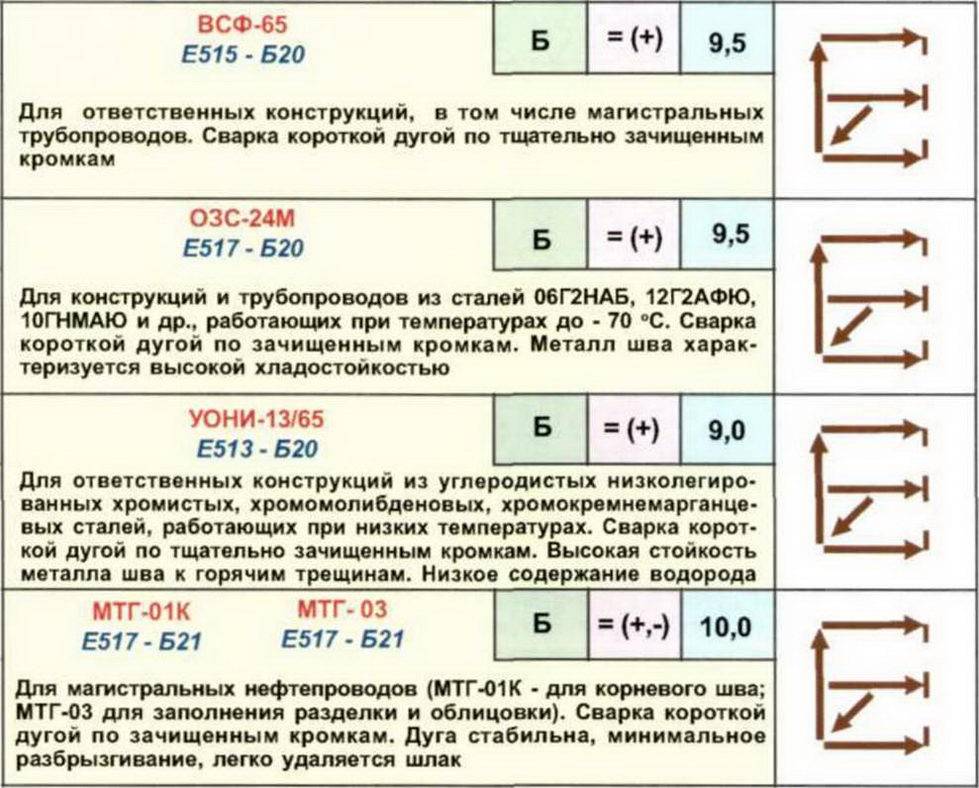
Редкие заземляющие электроды
Вышеупомянутые заземляющие электроды составляют подавляющее большинство систем заземления, с которыми сталкиваются инспекторы. Два описанных ниже электрода встречаются гораздо реже, хотя они признаны IRC.Инспекторы могут не иметь возможности проверить их присутствие. IRC 2006 года объясняет их следующим образом:
Пластинчатые электроды
Пластинчатые электроды, которые подвергают воздействию внешней почвы не менее 2 квадратных футов (0,186 м2) поверхности, следует рассматривать как заземляющий электрод. Электроды из железных или стальных пластин должны иметь толщину не менее 1⁄4 дюйма (6,4 мм). Электроды из цветного металла должны иметь толщину не менее 0,06 дюйма (1,5 мм). Пластинчатые электроды должны быть установлены на глубине не менее 30 дюймов (762 мм) от поверхности земли.
Кольцевые электроды заземления
Кольцо заземления, окружающее здание или сооружение, находящееся в прямом контакте с землей на глубине ниже поверхности земли не менее 2,5 футов, состоящее из не менее 20 футов неизолированного медного проводника не меньше чем № 2 считается заземляющим электродом.
Таким образом, можно использовать различные заземляющие электроды в домашних условиях для безопасного отвода неожиданных электрических зарядов от мест, где они могут причинить вред.Инспекторы должны знать, чем они отличаются друг от друга, и быть готовыми выявлять дефекты.
Оборудование для подводной сварки: Stinger, электрод и аппарат
0Последнее обновление:
Индиана Джонс держит под рукой свой кнут, а Тор всегда собирает свой молот, чтобы победить своих врагов. То же самое и с подводными сварщиками. Каждый выбирает предпочтительные марки своего оборудования, но все должны использовать три основных элемента для выполнения назначенных им сварочных проектов : сварочный аппарат, стингер и электроды.
Данное оборудование может отличаться в диапазоне цены, качества и эффективности . И так же, как и при поверхностной сварке стержнем, подводные сварщики должны выбрать правильный угол наклона и диаметр электрода для сварки шва. Брызги есть брызги — неважно, «более качественный» избыток или нет. Вы можете воспринимать это как руководство для покупателя по мокрой сварке или как руководство для покупателя по оборудованию для подводной сварки, а не как сухую / гипербарическую сварку . Сварщики, работающие под водой, выполняют свои проекты в сухой среде, аналогично поверхностной сварке, поэтому нет необходимости специализироваться на этих трех типах оборудования.
И так же, как и при поверхностной сварке стержнем, подводные сварщики должны выбрать правильный угол наклона и диаметр электрода для сварки шва. Брызги есть брызги — неважно, «более качественный» избыток или нет. Вы можете воспринимать это как руководство для покупателя по мокрой сварке или как руководство для покупателя по оборудованию для подводной сварки, а не как сухую / гипербарическую сварку . Сварщики, работающие под водой, выполняют свои проекты в сухой среде, аналогично поверхностной сварке, поэтому нет необходимости специализироваться на этих трех типах оборудования.
В отличие от более стандартного снаряжения для дайвинга, такого как шлем, костюм и другие аксессуары, морские компании чаще оплачивают счет за покупку продукции. Тем не менее, важно знать спецификации продукта. Вы можете принять участие в принятии решения о том, какое оборудование для подводной сварки покупать.
Стингер
Stinger, также называемые держателями электродов, служат той же цели на уровне поверхности или под водой: они обеспечивают выход для питания и дают сварщику контроль над своей дугой. .
.
BR-21 — отличный пример универсального стингера с правильным сочетанием эргономики и высококачественного материала.
Верхние стингеры часто бывают разных форм и размеров в зависимости от силы тока источника машины и предпочтений сварщика. У подводных сварщиков есть некоторая гибкость с опциями стингера, но большинство из них имеют следующие две характеристики:
- Толстая изоляция (из-за высокой проводимости атмосферы)
- Поворотный стиль (в отличие от стиля аллигатора с зажимами)
Цена
150–250 долларов
Высококачественные стингеры, используемые только для надводного бега, от 70 до 150 долларов.Жала для подводной сварки подтверждена бесчисленными часами испытаний и исследований, особенно из соображений безопасности . И мало кто их производит.
Еще одна причина их высокой стоимости? Большинство держателей подводных сварочных электродов могут выполнять двойную работу на суше и в воде.
Сборка и механика: проверка электрических пистолетов
- Наряду с качеством при обслуживании и ремонте сварочных аппаратов для подводной сварки решающее значение имеет простота. Ищите жала, у которых есть съемные части, которые можно легко разобрать и снова собрать.На работе у вас не будет времени на то, чтобы отправить вам еще одно жало, или потратить весь день на работу над тем, что у вас есть.
Жало головы
Взгляните на жало. Изготовлен ли он из прочного материала — как снаружи, так и внутри, где размещены электроды? Именно здесь сияет стингер Broco BR-20 с наконечником, прошедшим испытания в самых глубоких водах.
Это та часть, которая будет подвергаться наибольшему износу, поэтому она должна прослужить.Некоторые наконечники стингеров выступают, как садовый шланг, а другие просто выходят прямо с отверстием для стержня. Либо работает хорошо.
В качестве бонуса проверьте наличие выемки внутри; углубление , которое будет направлять электроды на место перед их использованием. . Это особенно полезно при плохой или нулевой видимости. Головка также должна позволять использовать электроды разных размеров для различных сварочных работ.
. Это особенно полезно при плохой или нулевой видимости. Головка также должна позволять использовать электроды разных размеров для различных сварочных работ.
Проверьте угол наклона и головы, чтобы убедиться, что она удобна для вашей работы.Часто это зависит от длины ваших рук и туловища. К счастью, это не такая большая проблема, как сварка надстройки, поскольку ваша подводная плавучесть позволит вам работать выше или ниже по сварному шву.
Рукоятка
Возможность регулировки помогает обеспечить более индивидуальную подгонку для секции захвата вашего стингера. Для регулировки необходимо просто повернуть руку, чтобы поднять или опустить головную часть. Лучшие ручки имеют по крайней мере несколько углублений, в которые можно вдавить пальцы, как джойстик на игровой консоли. Также обратите внимание на оптимальную толщину захвата: проверьте захват в перчатках, так как на работе вы будете носить перчатки.
Когда сварщики испытывают утомление рук, они могут винить одну из двух причин: жало или их технику. Обычно это комбинация того и другого. Держатель подводного сварочного электрода должен быть не только эргономичным, но и легким . Изучите свои варианты и удерживайте его над водой и под водой.
Электроды для влажной сварки
Изображение предоставлено: Broco, Inc.
В процессе разработки технологии мокрой сварки электроды оказались самой большой проблемой для изобретателей.
Как наэлектризовать стержень и сфокусировать его энергию на сварном шве в водной среде? Даже после того, как они смогли добиться результатов, они были менее чем удовлетворительными.
Прутки для подводной сварки нуждались в доработке, и производители сделали это.
Цена
100–350 долларов
Как и в случае с верхними электродами, модель ценообразования основана на диаметре и качестве электродов.
The Rod Test: на что обращать внимание
Подводные электроды действительно не имеют определенного «стандарта» для измерения.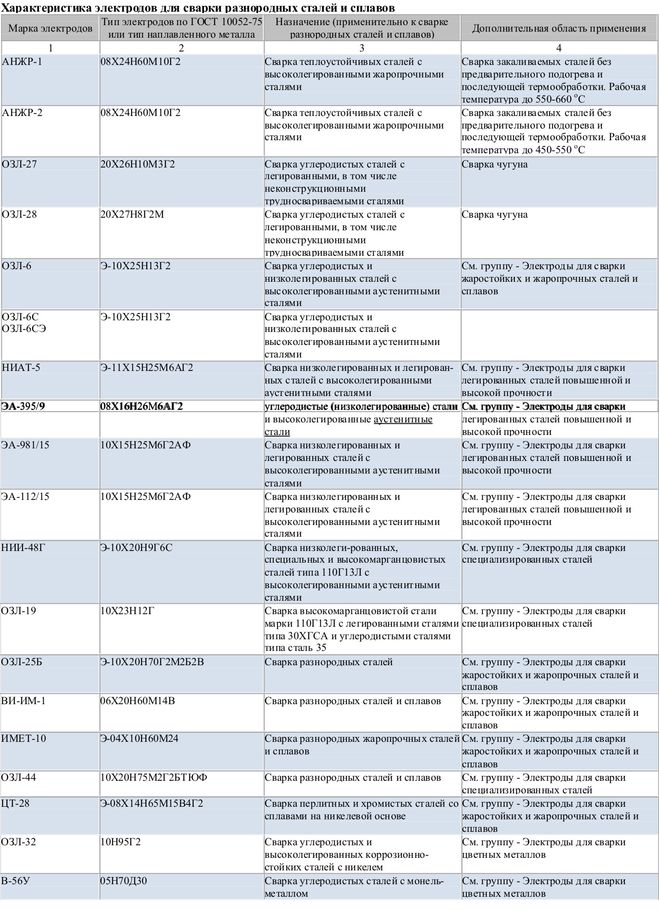 К счастью, электроды для мокрой сварки имеют рейтинги в нескольких категориях:
К счастью, электроды для мокрой сварки имеют рейтинги в нескольких категориях:
- Прочность на разрыв (насколько хорошо электроды держатся в процессе сварки)
- Предел текучести (чем больше предел текучести, тем больше материала производит электрод на миллиметр)
- Удлинение (выражается в процентах, насколько далеко вытягивается электрод под нагрузкой)
- Номинальная сила тока
Иногда сварщики-водолазы не покупают электроды для мокрой сварки.
Они их делают.
Старомодные дайверы производят электроды для влажной сварки по особому рецепту: покрывайте обычные, верхние электроды водонепроницаемым покрытием , водонепроницаемым, , , глянцевым, . Это значительно экономит средства, но такие покрытия служат недолго — обычно всего несколько часов. И вы рискуете фактически ослабить предел текучести электрода, покрыв его инородным материалом.
Лучше всего использовать электроды, специально изготовленные для мокрой сварки. К ним относятся линейки SofTouch и Easy Touch от Broco, которые доступны в разных размерах и из разных материалов.
Эти электроды служат дольше в жесткой океанской и озерной воде. Некоторые из них оцениваются до 24 часа , плюс-минус. Срок годности также важен, поэтому ищите электрод, который был тщательно обернут от головы до хвоста герметизирующим покрытием (некоторые электроды покрыты воскообразным материалом для герметизации).
Часто, чем выше предел прочности на разрыв, тем лучше. Предел прочности на растяжение выражается в фунтах на квадратный дюйм или тысяча фунтов на квадратный дюйм, и вы можете найти его на коробках с электродами с помощью первых двух цифр (60 = 60000 фунтов на квадратный дюйм). Предел текучести дает больше отдачи от затраченных средств. : чем выше значение (также фунт / кв. Дюйм или фунт / кв. Дюйм), тем эффективнее будет гореть ваш электрод.
Удлинение увеличивает длину электрода на определенный процент от его длины. Я читал, что большее удлинение лучше, хотя не уверен в научной обоснованности этого.
Наконец, сила тока напрямую связана с мощностью сварочного аппарата, который вы используете, поэтому нет лучшего или худшего рейтинга. Просто убедитесь, что он совпадает, иначе у вас в руках будет фейерверк.
Аппарат для подводной сварки
Что делает сварочный аппарат (блок питания) пригодным для работы под водой? Производители не производят аппараты, специально предназначенные для подводной сварки, поэтому важен для подводных сварщиков, чтобы понять, как работает их машина, прежде чем подключать хлыст и жало.
Но если вы не знаете, как выполнить переключение (с верхней части на подводную), вы можете обратиться за помощью к техническому специалисту или поставщику компании. Некоторые сварочные аппараты требуют изменения выходной силы тока или удаления некоторых внутренних частей (катушек), чтобы обеспечить правильную настройку для использования под водой.
Цена
700–6 000 долл. США
Сварочные источники питания постоянно адаптируются и развиваются. С выпуском новых моделей каждый год старые модели обычно значительно снижаются в цене. Конечно, во многом здесь дизайн, о котором я расскажу в следующем разделе.
Что-то старое, что-то новое: какой тип сварочного аппарата лучше всего подходит?
Компании и частные лица производят сварочные аппараты многих разновидностей, все из которых имеют определенное назначение для различных типов сварки и уровней мощности.При сварке SMAW (стержневой сваркой) используются одни из самых интересных и творческих источников питания — автомобильные аккумуляторы, микроволновые печи и т. Д. В отличие от некоторых других разновидностей, ему нужен только один источник: электричество . Вот самые распространенные конструкции сварочных аппаратов в целом:
- Инвертор — одна из самых передовых конструкций, обеспечивающая более эффективное преобразование электроэнергии, защиту от перегрузки и даже автоматическую точечную сварку.
- Трансформатор — самый дешевый и распространенный; дает сварщику контроль над выходным током и преобразует в низкое напряжение, большой ток.
- Генератор / Генератор — Самая простая и понятная конструкция с легким обслуживанием и переводом механической энергии в электрическую, часто с помощью газового двигателя.

Самодельные сварочные аппараты отлично подходят для верхних работ; , однако, , Я не рекомендую использовать сварочный аппарат для подводной влажной сварки, , независимо от того, тренируетесь ли вы или на работе. Эти машины обычно состоят из использованных или «мертвых» бытовых приборов, таких как металл из старого холодильника вашего дедушки.Кроме того, вы не можете должным образом протестировать эти детали, как это делают производители в своих высокотехнологичных лабораториях.
Абсолютная сила: загляните внутрь своей… машины
Как и в случае с надводными машинами, сварщикам-водолазам нужен сварочный источник питания , который будет обеспечивать стабильный, равномерный поток электроэнергии . Соединительные кабели питания будут длиннее — до 30-40 футов под ними. Для подводных сварочных работ может потребоваться до 400+ ампер, поэтому ищите аппарат с большой мощностью.
Соединительные кабели питания будут длиннее — до 30-40 футов под ними. Для подводных сварочных работ может потребоваться до 400+ ампер, поэтому ищите аппарат с большой мощностью.
Переменный или прямой
Задача создания более контролируемого электрического тока под водой заставила ученых и инженеров обратиться к постоянному току (DC) , а не к переменному току (AC).Подводные сварщики по-прежнему используют оборудование с питанием от переменного тока, такое как свет или камера, но оборудование с высоким током должно работать через DC для наиболее безопасных результатов . Если бы переменный ток был выпущен в окружающую воду, он разорвал бы дайвера, как сопли через влажную ткань.
Переменный ток опаснее постоянного тока? Нет , и это зависит от того, как вы его используете.
Сварочные аппараты, используемые для подводной мокрой сварки, часто используют понижающий трансформатор для понижения напряжения и увеличения тока . А чтобы преобразовать переменный ток в постоянный, инженеры-механики устанавливают внутри блока питания выпрямитель. Выпрямитель выпускается в нескольких формах, включая диоды, лампы и кремний. Если у вас его нет на сварочном аппарате , убедитесь, что он вам не нужен для преобразования на DC .
А чтобы преобразовать переменный ток в постоянный, инженеры-механики устанавливают внутри блока питания выпрямитель. Выпрямитель выпускается в нескольких формах, включая диоды, лампы и кремний. Если у вас его нет на сварочном аппарате , убедитесь, что он вам не нужен для преобразования на DC .
Полярность также играет важную роль при сварке штангой. Чтобы ваш электрод горел эффективно, лучше всего использовать отрицательную полярность с вашим источником питания постоянного тока — положительная полярность может привести к большему износу.
Переносимость
Я часто рассматриваю портативность в своей работе: что лучше: настольный компьютер, ноутбук или планшет? Несколько устройств — это не вариант — если бы вы знали, насколько я скуп на свои деньги, вы бы поняли.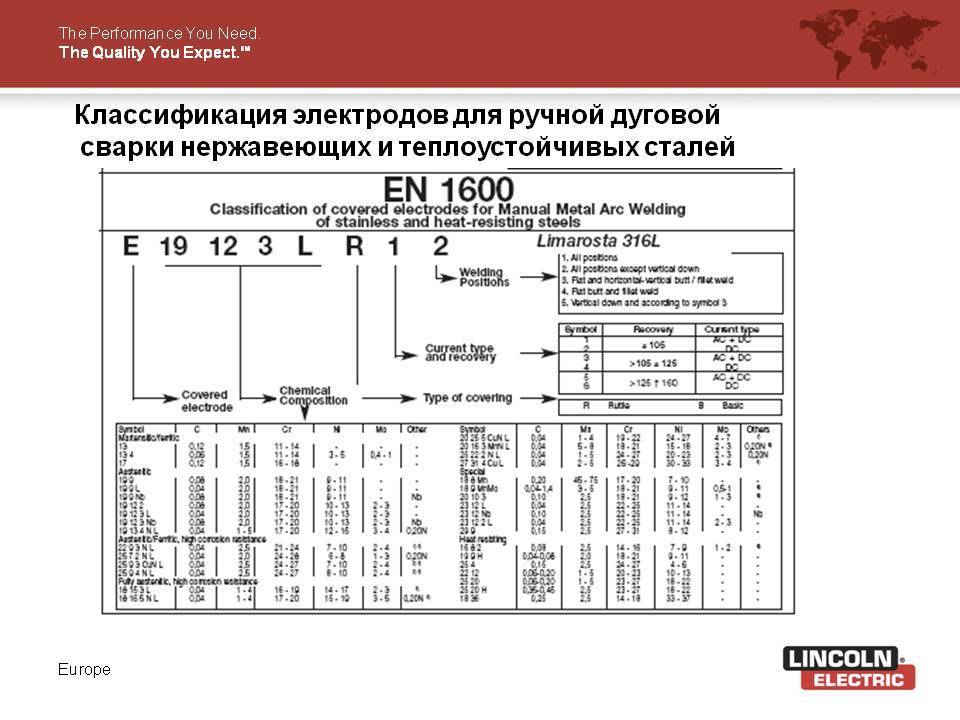 У подводных сварщиков есть те же возможности, которые следует учитывать при выборе своего оборудования.
У подводных сварщиков есть те же возможности, которые следует учитывать при выборе своего оборудования.
Руководителям морской индустрии не нужно беспокоиться о переносном оборудовании. Часто у них есть одно или несколько судов, предназначенных для этих целей, и они постоянно держат на борту свое горящее и сварочное оборудование.Если у вас нет такой роскоши, ищите сварочный аппарат, который соответствует вашим потребностям, но при этом не является чрезмерно громоздким. Как и в случае с другими типами технологий, ваша самая большая переменная может заключаться в цене.
Дежурная машина
Чтобы увеличить силу тока, подводные сварочные аппараты имеют отклонения от рабочего цикла . Рабочий цикл выражается в процентах и охватывает время, в течение которого машина может работать с максимальной мощностью. Производители измеряют скважность блоков питания с шагом 10 минут.
Я повторно воспользуюсь примером из моей первоначальной сводной статьи о подводном сварочном оборудовании, чтобы продемонстрировать, за исключением того, что сделаю числа более простыми:
Подводный сварочный аппарат: 200 ампер при рабочем цикле 50%
Это означает, что вы можете сваривать под водой при 200 ампер в течение пяти минут, без перерыва.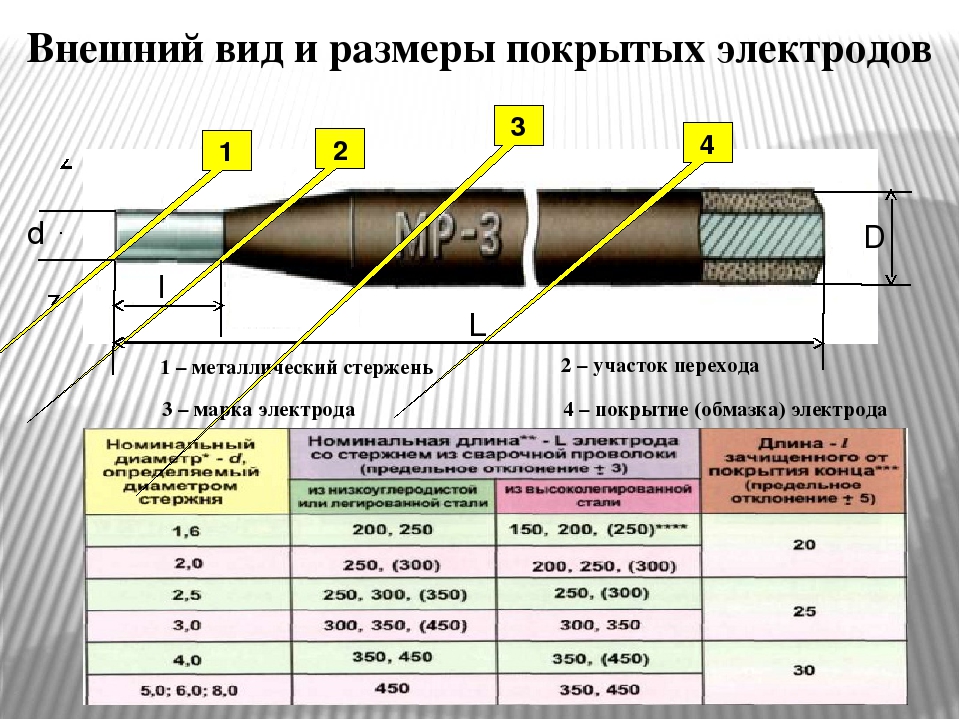 Затем оператору необходимо отключить выходную мощность машины на пять минут, прежде чем снова начать сварку. Технически, вы также можете сваривать при токе 100 ампер в течение 10 минут без остановки.Здесь важны электроды, и, как я уже упоминал ранее, вам нужно будет согласовать тип электрода с подводным сварочным аппаратом.
Затем оператору необходимо отключить выходную мощность машины на пять минут, прежде чем снова начать сварку. Технически, вы также можете сваривать при токе 100 ампер в течение 10 минут без остановки.Здесь важны электроды, и, как я уже упоминал ранее, вам нужно будет согласовать тип электрода с подводным сварочным аппаратом.
Оборудовано и готово к будущим сварным швам
Как видите, у вашего сварочного оборудования множество вариантов покупки и применения.
Не пугайтесь множества вариантов — поговорите с подводным сварщиком, который уже давно участвует в игре . Как и все оборудование для подводной сварки, крупнейшие эксперты — дайверы, экспериментировавшие со своими жалами и аппаратами.Они всегда в курсе новых моделей и постоянно находятся в режиме обучения.
Чтобы идти в ногу со временем, перед подводными сварщиками стоит двойная задача: оставаться в курсе событий с помощью сварочных аппаратов и для дайвинга. Если вы сможете успевать за всем этим, вы обнаружите, что ваш набор навыков используется во гораздо большем количестве карьерных функций, чем вы раньше считали возможным.
Если вы сможете успевать за всем этим, вы обнаружите, что ваш набор навыков используется во гораздо большем количестве карьерных функций, чем вы раньше считали возможным.
влажных и сухих электродов для ЭЭГ — Sapien Labs | Neuroscience
Технология записи ЭЭГ остается в принципе аналогичной с момента ее первого использования в 1923 году.Однако сейчас доступен широкий спектр типов электродов, как мокрых, так и сухих. В чем основные отличия?
Краткая история электродов ЭЭГ Первые записи электроэнцефалографии (ЭЭГ) человеческого мозга были сделаны немецким физиком Гансом Бергером в 1923 году. В этих первых записях Бергер использовал серебряные проволоки, вставленные под кожу головы пациента в качестве электродов ЭЭГ, а затем перешел на электроды из серебряной фольги. , которые были прикреплены к голове испытуемого с помощью повязки.Он использовал довольно примитивный струнный гальванометр для записи ЭЭГ с этих электродов, в конечном итоге переключившись на записывающий гальванометр Сименс с двумя катушками, который позволил ему регистрировать ЭЭГ всего лишь 0,1 милливольта.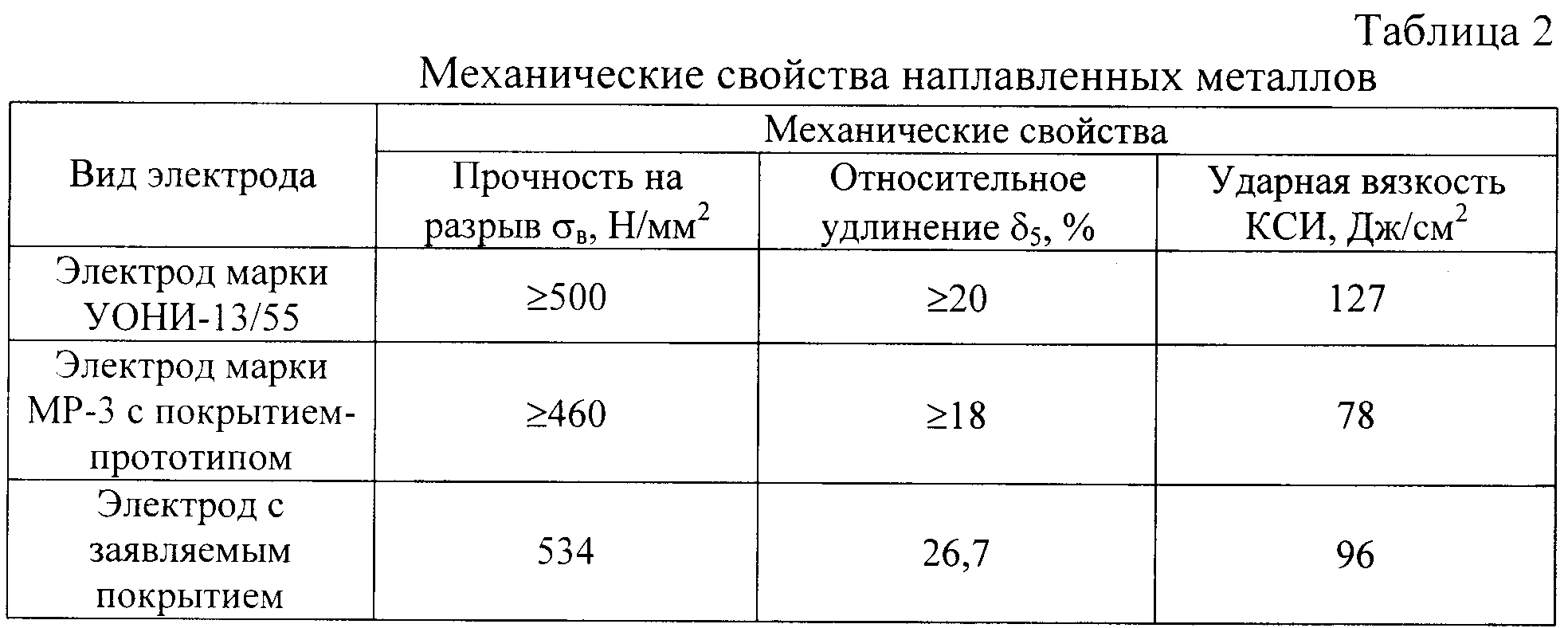 Это было почти век назад. Сегодня, хотя мы больше не «приклеиваем» отдельные электроды к голове пациента, теперь у нас есть несколько различных типов электродов на выбор. С другой стороны, основная процедура рутинной ЭЭГ в клиниках и исследованиях практически не изменилась.
Это было почти век назад. Сегодня, хотя мы больше не «приклеиваем» отдельные электроды к голове пациента, теперь у нас есть несколько различных типов электродов на выбор. С другой стороны, основная процедура рутинной ЭЭГ в клиниках и исследованиях практически не изменилась.
Какие электроды ЭЭГ используются сегодня? Как развивалась ЭЭГ как технология? Что такое сухие, влажные, активные и пассивные электроды? Какой тип электрода использовать?
Мокрые / гелевые электроды Импеданс электрод-кожа является важным фактором, определяющим электрические свойства границы раздела электрод-кожа.Чем ниже импеданс электрод-кожа, тем лучше будет качество сигналов ЭЭГ. Кроме того, низкий импеданс электрода и кожи может помочь уменьшить помехи от линии электропередачи, а также сделать сигналы ЭЭГ более устойчивыми к артефактам движения, включая движение кабеля. Сегодня наиболее часто используемым электродом является электрод серебро / хлорид серебра (Ag / AgCl). В электродах Ag / AgCl, также называемых мокрыми электродами , используется гель электролита для образования проводящего пути между кожей и электродом для уменьшения импеданса электрод-кожа.Влажные электроды в настоящее время являются золотым стандартом в клинической практике, однако у них есть несколько недостатков,
В электродах Ag / AgCl, также называемых мокрыми электродами , используется гель электролита для образования проводящего пути между кожей и электродом для уменьшения импеданса электрод-кожа.Влажные электроды в настоящее время являются золотым стандартом в клинической практике, однако у них есть несколько недостатков,
- Для уменьшения импеданса до приемлемого значения (5–20 кОм) может потребоваться много времени.
- После достижения приемлемого импеданса гель может высохнуть в течение нескольких часов, снова увеличивая импеданс. Например, было замечено, что сопротивление влажных электродов ухудшилось с 5 до 15 кОм в течение 5 часов после нанесения геля. Таким образом, мокрые электроды не подходят для длительной ЭЭГ.
- Использование большого количества электродов (например, ЭЭГ с плотной решеткой) также может быть проблематичным, поскольку расстояние между электродами уменьшается по мере увеличения количества электродов. Это может привести к тому, что гели электролита образуют проводящий мост между двумя электродами.
- Настройка ЭЭГ с влажными электродами занимает много времени (подготовка кожи, ожидание достижения приемлемого значения импеданса и т. Д.) И требует участия профессионала.
- Наконец, использование абразивной пасты (как часть подготовки кожи головы) и электролитного геля может быть неудобным для пациента.
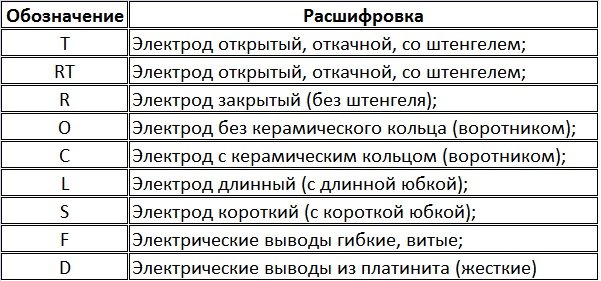
Сухие электроды (см. Рисунок 1) предлагаются в качестве альтернативного решения для стабильных долговременных записей ЭЭГ и для преодоления общих проблем с мокрыми электродами, отмеченных выше. Одним из основных преимуществ сухих электродов является то, что, в отличие от влажных электродов, они не требуют трудоемкой подготовки кожи головы и, следовательно, требуют меньше времени. Сухие электроды можно в целом разделить на контактные, бесконтактные и изолирующие электроды.В контактном сухом электроде кожа головы находится в прямом контакте с поверхностью электрода, которая состоит из металлического массива шипов. В некоторых случаях электрод можно даже проткнуть в роговой слой (SC) для достижения механической стабильности, а также лучших электрических свойств. В бесконтактном сухом электроде нижняя пластина сделана из металла, который емкостно связан через изолятор, такой как волосы или одежда. В случае изолированного электрода, как следует из названия, нижняя пластина электрода является изоляционным материалом и также работает на основе емкостной связи.В приложениях ЭЭГ чаще используются электроды с сухим контактом, поскольку они имеют несколько более низкий импеданс по сравнению с двумя другими типами.
В некоторых случаях электрод можно даже проткнуть в роговой слой (SC) для достижения механической стабильности, а также лучших электрических свойств. В бесконтактном сухом электроде нижняя пластина сделана из металла, который емкостно связан через изолятор, такой как волосы или одежда. В случае изолированного электрода, как следует из названия, нижняя пластина электрода является изоляционным материалом и также работает на основе емкостной связи.В приложениях ЭЭГ чаще используются электроды с сухим контактом, поскольку они имеют несколько более низкий импеданс по сравнению с двумя другими типами.
F Рисунок 1: Пример контактного, изолирующего и бесконтактного сухого электрода [1,2].
Электрическая модель интерфейса электрод-кожа показана на рисунке ниже. Как видно, введение проводящего геля моделируется как резистивно-емкостная цепь (с импедансом <1 кОм), тогда как электрическое сопротивление между сухим электродом и кожей (SC - stratum corneum) выше из-за отсутствия геля.
Рисунок 2: Электрическая модель различных поверхностей раздела электрод-кожа [3.5].
Однако сухие электроды не без проблем. Во-первых, из-за отсутствия проводящего слоя и, как следствие, повышенного импеданса (до нескольких МОм при 50/60 Гц) на ЭЭГ наблюдается значительный шум и помехи с большей распространенностью артефактов движения. Таким образом, сухие электроды необходимо экранировать, чтобы свести к минимуму шум из-за помех.Подключение сухих электродов непосредственно к усилителю ЭЭГ с помощью неэкранированных кабелей ( пассивных электродов ) не гарантирует хорошего качества сигнала. Вместо этого необходимы активных электродов , которые усиливают ЭЭГ на коже черепа и, таким образом, уменьшают влияние шума окружающей среды. Это также снижает потребность в экранированных кабелях для поддержания качества сигнала, что является привлекательной особенностью компактных носимых устройств. Кроме того, заостренные электроды могут быть довольно неудобными, и их нельзя носить в течение длительного времени.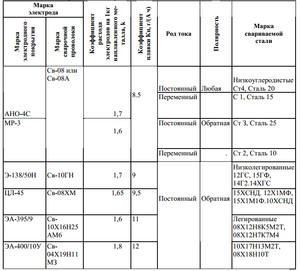
В следующем блоге мы рассмотрим некоторые исследования ЭЭГ, в которых сравнивались эти два типа электродов. Какие из них использовать, может существенно зависеть от целей использования и конкретных компромиссов, на которые вы готовы пойти.
Список литературы
Список литературы
- Oehler, Martin, et al. «Извлечение сигналов SSVEP из емкостного шлема ЭЭГ для человеко-машинного интерфейса». 2008 30-я Ежегодная международная конференция Общества инженеров IEEE в медицине и биологии .IEEE, 2008.
- Chi, Yu Mike, et al. «Сухие и бесконтактные датчики ЭЭГ для мобильных интерфейсов мозг-компьютер». Транзакции IEEE по нейронным системам и реабилитационной инженерии 20.2 (2011): 228-235.
- Chi, Yu Mike, Tzyy-Ping Jung и Gert Cauwenberghs. «Сухоконтактные и бесконтактные биопотенциальные электроды: методический обзор». Обзоры IEEE в области биомедицинской инженерии 3 (2010): 106-119.