Расшифровка электродов
И так поговорим о том как можно расшифровать марки электродов различных типов.
В первую очередь нужно обратить внимание на его гост сокращенно от слова «Государственный стандарт». Для примера возьмем одну из марок электродов и рассмотрим ее подробнее. Далее все распишу как полагается. Наш подопытный электрод будет в простонародье называться «синим» , а вот на самом деле как он именуется. Э46-ЛЭЗМР-3С.
Электроды производятся для различных типов сварки и металлов соответственно и маркируются по разному. И так как подобрать электроды и маркам определить именно то что нам нужно. Для начало немного теории. Марки можно подразделить на несколько категорий. Для резки , для наплавки , для сварки цветных металлов и т.д . Но об этом долго можно говорить. Далее электроды можно подразделять по гостам, по типам и так далее. Ну все по порядку. И так есть марка давайте ее расшифруем.
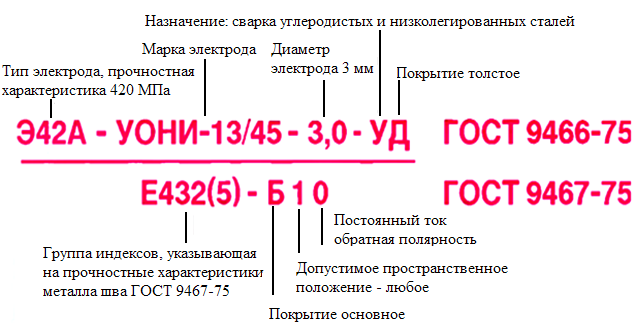
- Оранжевым цветом у нас отмечен тип электрода.

- Желтым цветом у нас это марка электрода.
- Зеленым это диаметр электрода (если производится несколько диаметром одной марки его пишут в другом месте).
- В красном квадрате у нас назначение и толщина покрытия электрода.
- В черном знак то что это индекс.
- В графитовом цвете сам индекс. (о индексах можно писать отдельно)
- В синем это вид покрытия.
- В розовом квадрате два разных значения это положения при сварке и рекомендуемый ток.
А теперь разложим по полочкам что написали выше.
Тип Электрода.
- Э — Электрод.
- 46 — Временное сопротивление разрыву кгс/мм2 проще говоря какую нагрузку может выдержать после сварки данным электродом, а именно это 46 килограмм на квадратный миллиметр . кгс — это килограмм силы. мм2 — квадратик 1мм -1мм — 1мм. Думаю здесь все понятно. Идем дальше.
Марка электрода.
- В марке у нас содержится краткое название завода производителя это — лосиноостровский электродный завод и сама марка МР-3С.
Диаметр электрода.
- Если диаметр не указан , а только значок ,значит он пишется на печати. Так же имеется таблица каких еще диаметров выпускаются электроды.
Назначение и толщина покрытия.
- У — Обозначается как — Электрод для сварки углеродистой и низколегированной стали.
- Д — Говорит о том что электрод у нас с толстым покрытием. Все обозначения я ниже опишу.
Индекс электрода.
- Он указывает нам характеристику металла для сварки этими электродами. Это все можно посмотреть по госту 9467-75. Сопротивление разрыву ,ударную вязкость и еще несколько параметров все это по госту.
И так теперь вид покрытия.
- В данной марке электродов стоят две буквы РЦ и означает это — Рутиловое и Целлюлозное. Подробнее о видах покрытия конечно напишу.
 Подробнее о видах покрытия конечно напишу.
Подробнее о видах покрытия конечно напишу.Положение при сварке и рекомендуемый сварочный ток.
- И так цифра один говорит нам что мы можем варить данными электродами во всех пространственных положениях. И снизу вверх и сверху вниз , потолочный ,вертикальный и т.д.
А теперь давайте рассмотрим все подробнее. С типом и марками думаю проблем нет. Нас ведь интересуют что означают все эти буквы и цифры.
Назначение электродов
Обозначения электродов по толщине покрытия.
- М — Тонкое покрытие
- С — Среднее покрытие
- Д — Толстое покрытие
- Г — С особо толстым покрытием.
Виды покрытия.
Обозначения положения при сварке.
Рекомендуемый сварочный ток.
 youtube.com/embed/fmM1p1JQbqI»/>
youtube.com/embed/fmM1p1JQbqI»/>
Ну думаю на этом все. По данному этапу можно определить как минимум для чего и какие металлы с ними можно варить.
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Важнейшим атрибутом, обеспечивающим свободное ориентирование в сварочной продукции, является маркировка, которой сопровождаются электроды для сварки. Для того, чтобы получить представление о том, насколько важна маркировка электродов, достаточно представить следующую ситуацию: на складе имеются электроды УОНИ, электроды АНО, электроды МР и электроды ОЗС. Определить, в какой из упаковок находится необходимая марка без соответствующих обозначений невозможно. Маркировка сварочных электродов имеет установленные нормативными документами требования, наносится на упаковку и содержит различные данные о продукции, находящейся внутри.
В соответствии с требованиями ГОСТ 9466-75, маркировка каждой упаковки электродов для сварки должна содержать следующие сведения:
· наименование или товарный знак производителя,
· условное обозначение электродов,
· дату изготовления,
· номер партии,
· сферу применения продукции,
· допустимые режимы сварочного тока в зависимости от таких показателей, как диаметр электрода, положение сварки или наплавки,
· особые условия сварки или наплавки,
· свойства металла шва, наплавленного металла и сварного соединения,
· допустимое содержание влаги в покрытии,
· режим повторного прокаливания электродов,
· масса электродов в упаковке
На упаковку дополнительно наносится транспортная маркировка, сигнализирующая о том, что внутри находится хрупкий материал, боящийся сырости. Каждая пария электродов должна сопровождаться документом подтверждающим соответствие ГОСТ 9466-75.
Каждая пария электродов должна сопровождаться документом подтверждающим соответствие ГОСТ 9466-75.
Внимательное изучение маркировки электродов для сварки позволяет не только без труда ориентироваться в имеющейся продукции, но и получить полное представление о свойствах и характеристиках продукции, не вскрывая упаковку и не обращаясь за дополнительной консультацией.
Всё о маркировке электродов — Все о сварке
Для чего необходима маркировка? Что означает цифра или буква в маркировке электродов? Эти, и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровывать надписи на упаковке, научим разбираться в деталях маркировок и их особенностях.
Но сначала определение. Маркировка сварочных электродов — это набор цифр и букв, шифрующих информацию о различных характеристиках стержня. Каждой букве или цифре соответствует своя информация. Маркировка и зашифрованные в ней характеристики влияют на подбор комплектующих, будь то электроды для переменного тока или электроды для постоянного тока. Сами электроды делятся по многим признакам, о которых мы поговорим далее, и по ходу дела будем объяснять маркировку.
Сами электроды делятся по многим признакам, о которых мы поговорим далее, и по ходу дела будем объяснять маркировку.
Содержание статьи
- Тип и маркировка
- По марке
- По диаметру
- По назначению
- По коэффициенту толщины покрытия
- По группе индексов
- По типу покрытия
- По пространственному положению
- По характеристикам сварочного тока
- Особые маркировки
- Пример расшифровки
- Вместо заключения
Тип и маркировка
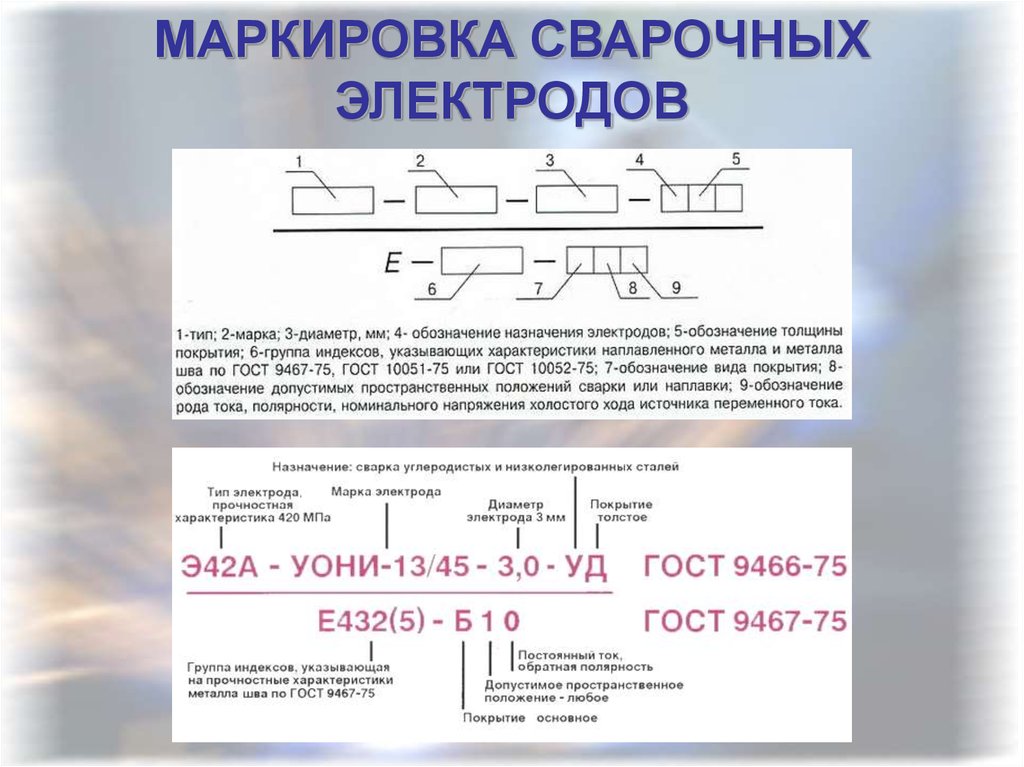
Первый набор букв и цифр, который вы видите на упаковке электродов, обозначается тип стержня. На примере выше указана маркировка Э50А. Такие стержни подходят для сварки низколегированной и легированной прочной стали. Сама маркировка электродов для сварки состоит из следующих символов:
- Буква Э. Ею помечают электроды, предназначенные для ручной дуговой сварки.
- Цифра (в данном случае «50»). Это предел прочности, иногда пишется «50 кгс на квадратный миллиметр или /мм2».
- Буква А. Она обозначает, что шов пластичный и обладает повышенной ударной вязкостью.

Как видите, на данном этапе условное обозначение электродов для сварки очень простое, достаточно запомнить (или выписать на листок), что значит каждая буква и цифра.
Теперь поговорим о существующих типах электродов. Постарайтесь так же запомнить их или выписать, поскольку это облегчит вашу дальнейшую работу. Итак, для сварки низколегированной или углеродистой стали нам подойдут следующие типы стержней: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55, Э60, Э70, Э85, Э100, Э125, Э150. Не забывайте, что цифра после буквы «Э» обозначает предел прочности, чем сталь прочнее, тем выше должна быть цифра.
Если нужно сварить теплоустойчивую сталь, то подойдут следующие электроды: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для работы с высоколегированной сталью, обладающей особыми свойствами, производители предлагают более сорока типов электродов, но вот наиболее популярные из них: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ.
Что ж, типов много, но это только начало. Помимо всего прочего, электроды делятся по другим признакам. Каким?
По марке
Следующий набор букв и цифр — это марка электрода (не путайте с понятием маркировка). Марка может быть установлена ГОСТом или запатентована производителем (как в случае с электродами ESAB и их маркой «ОК»). При этом стержню могут соответствовать сразу несколько марок. Это обширная тема, поэтому мы посвятили ей отдельную статью.
По диаметру
Следующие цифры — это диаметр стержня, измеряемый в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем диаметр больше. В нашем примере это 5 мм.
По назначению
Также электроды могут быть предназначены для различных металлов. В нашем примере это буква «У», она означает, что можно варить низколегированную сталь с пределом прочности 60 кгс на миллиметр квадратный.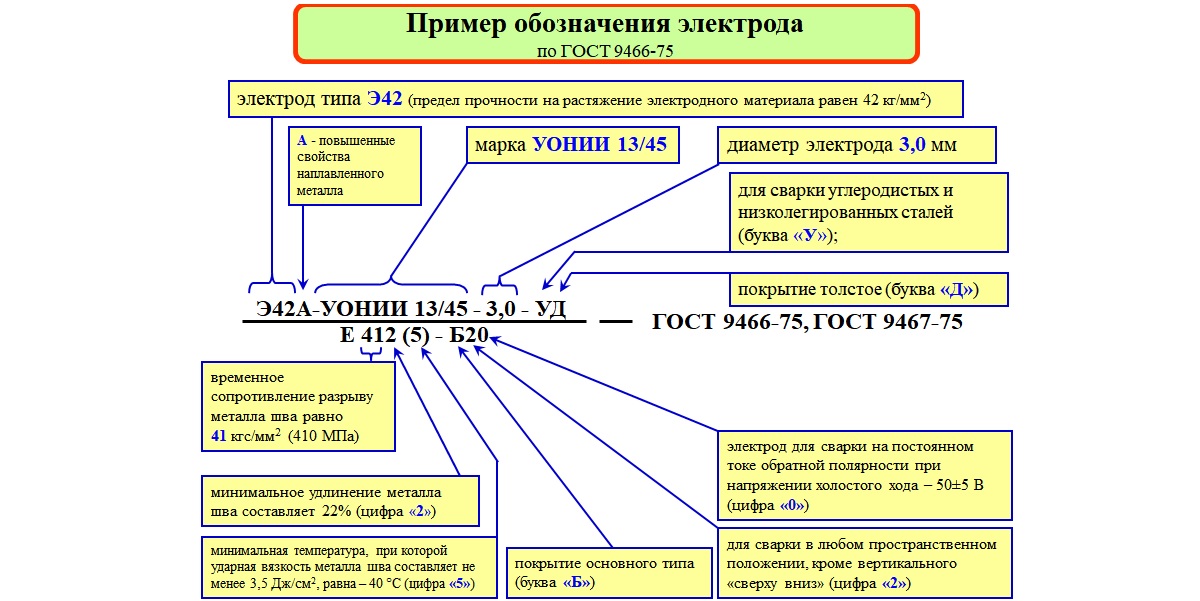 Если у такой стали предел прочности выше, то используйте электроды с маркировкой буквой «Л». Электроды для сварки теплоустойчивой стали обозначаются «Т»; для сварки сталей, имеющих особые свойства установлена буква «В», а стержни для наплавки обозначаются буквой Н».
Если у такой стали предел прочности выше, то используйте электроды с маркировкой буквой «Л». Электроды для сварки теплоустойчивой стали обозначаются «Т»; для сварки сталей, имеющих особые свойства установлена буква «В», а стержни для наплавки обозначаются буквой Н».
По коэффициенту толщины покрытия
Следующее обозначение — толщина покрытия или иначе обмазки. В нашем примере это «Д» (толстое покрытие). Но помимо этого, сварочные электроды так же маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
По группе индексов
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
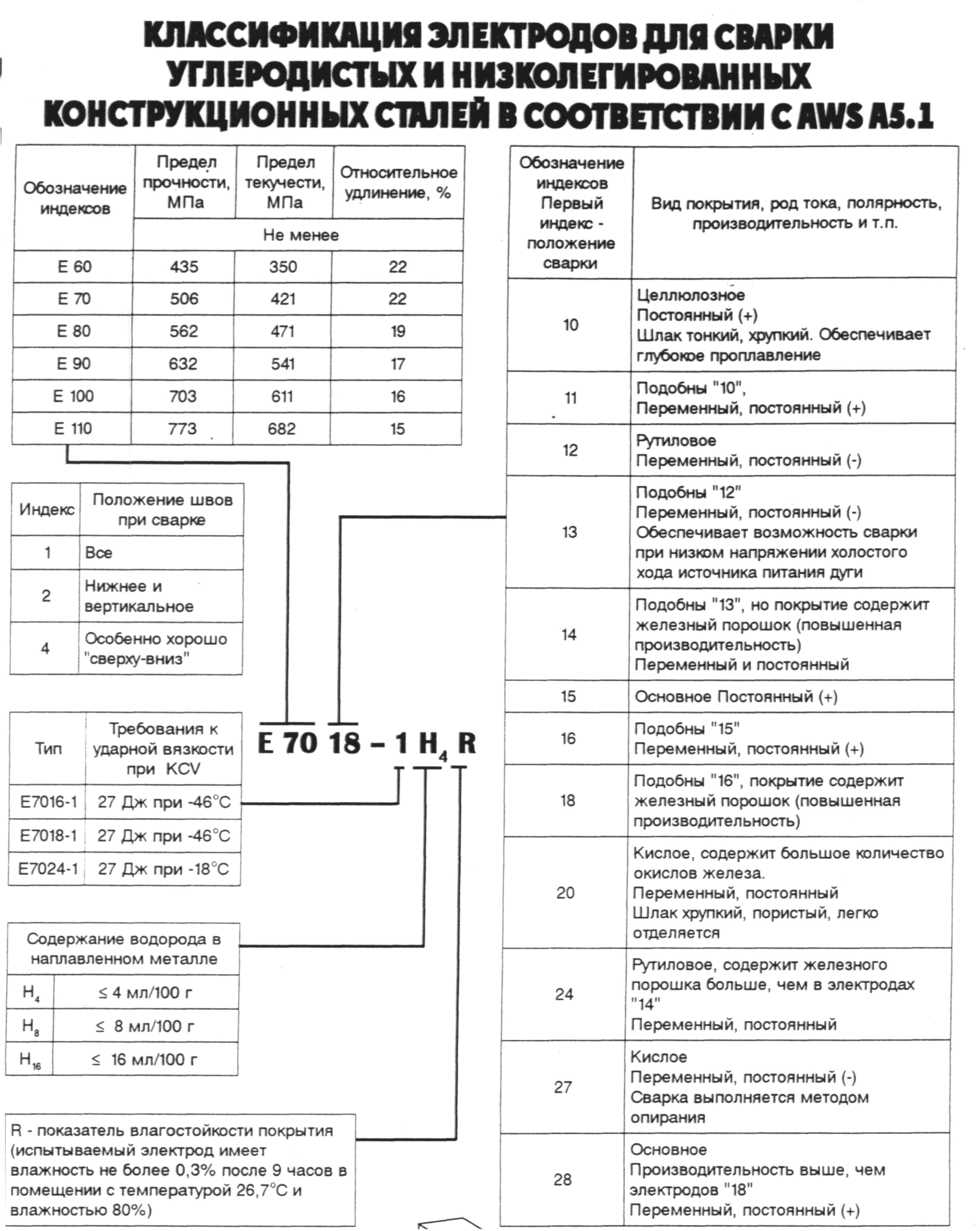
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
По типу покрытия
Это одно из последних значений в маркировке. Как многие другие характеристики электрода обозначается буквой. В нашем примере буква «Б» (основное покрытие), но бывает также «Ц» (целлюлозное), «А» (кислое), «Р» (рутиловое) и «П» (прочее). Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное). Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное). Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
По пространственному положению
Каждый тип электрода предназначен для работы в определенном положении. В нашем примере это стержень для работы в любых положениях, кроме вертикального, обозначается цифрой «2». Также есть цифра «1» (полностью универсальный), «3» (для работы горизонтально на вертикальной плоскости) и «4» (для нижних угловых соединений). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
По характеристикам сварочного тока
Иногда этой маркировки нет, но мы добавили ее в свой пример. Это цифра «0», она означает, что такими электродами можно работать только на постоянном токе, установив обратную полярность.
Особые маркировки
Вы могли заметить, что мы пропустили букву «Е», когда говорили про группу индексов. Это особая маркировка, она обозначает, что перед вами плавящийся электрод с покрытием. Это так же международное обозначение.
Пример расшифровки
Чтобы закрепить, рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности).
2: Марка (АНО-21 соответственно).
3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «У», значит для углеродистой или низколегированной стали) и т.д.
Мы намеренно не закончили расшифровку маркировки, чтобы вы сделали это самостоятельно. Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки электродов только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Вместо заключения
Теперь вы знаете, что обозначает в маркировке типов электродов буква и цифра. Новичкам маркировка электродов для сварки часто кажется чем-то запутанным и непонятным, но надеемся, что смогли подробно все объяснить. С маркировкой выбор электродов для ручной дуговой сварки значительно упрощается. Увидев одно лишь название вы сходу узнаете все характеристики электрода. Оставляйте свои комментарии и делитесь этой статьей в социальных сетях. Желаем удачи!
Маркировка сварочных электродов или что нужно знать сварщикам
Маркировка электродов или что нужно знать сварщикамСварочные электроды могут иметь простую маркировку, которая состоит всего из 2-3 символов и сложную, в которой очень легко запутаться. Например, электроды Э50А расшифровываются крайне просто: буква «Э» означает «Электрод», а цифры, идущие за ней, указывают минимальное время сопротивление разрыву.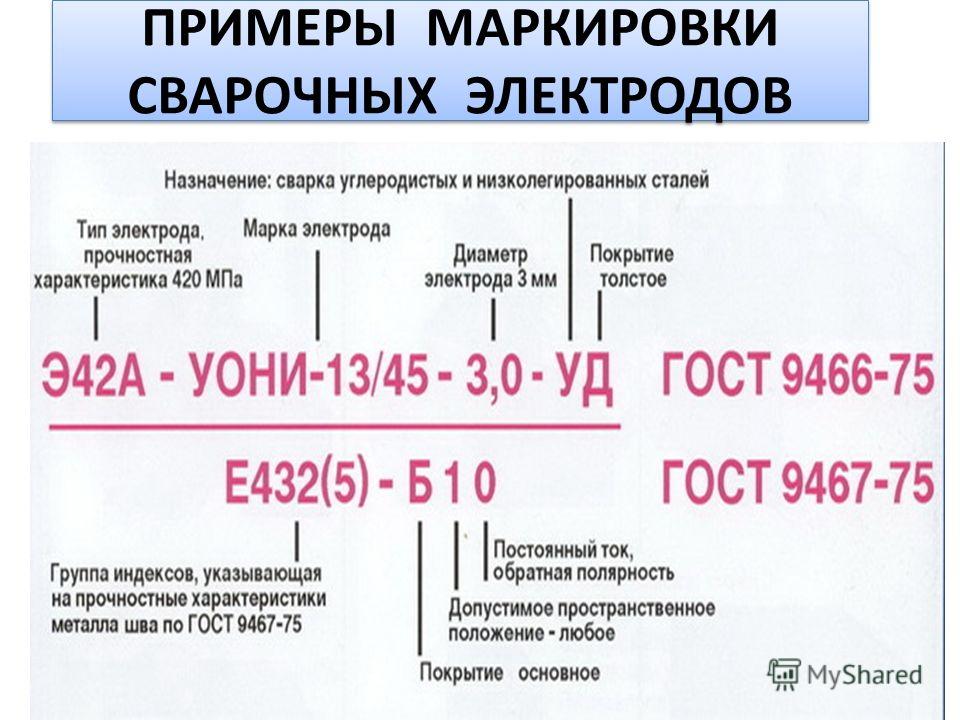 Буква «А» на конце маркировки говорит о том, что при сварке данными электродами допустимо применять пластичный металл с повышенной вязкостью.
Буква «А» на конце маркировки говорит о том, что при сварке данными электродами допустимо применять пластичный металл с повышенной вязкостью.
В маркировке электродов могут применяться и другие обозначения. Рутиловые электроды обозначаются буквой «Р» в отличие от электродов с основным покрытием. Из данной статьи вы сможете узнать, какие маркировки сварочных электродов бывают, и что именно они означают. Данной информацией должен владеть каждый сварщик, ведь от правильного выбора сварочных электродов во многом зависит успех проведения работ связанных со сваркой металлов.
Маркировка сварочных электродов или что нужно знать сварщикам
В маркировке к электродам могут указываться как параметры обмазки, так и непосредственно самого сердечника. Здесь мы можем узнать, для сварки, каких именно металлов допускается применять данный тип электродов.
Св — буквенным обозначением указываются какие-то конкретные характеристики проволоки, из которой изготовлен сердечник электродов. Напомним, что он выступает в роли наплавленного металла и должен по своим свойствам быть близким к характеристикам основного металла, который сваривается.
Напомним, что он выступает в роли наплавленного металла и должен по своим свойствам быть близким к характеристикам основного металла, который сваривается.
Числа на конце, как правило, указывает на процент содержания углерода. Буквенные обозначения говорят о процентном содержании легирующих веществ и добавок. Кроме того, некоторые виды неплавящихся электродов могут иметь и цветовое отличие для простоты идентификации.
Маркировка электродов для сварки ЛЭЗАНО-21
Рассмотрим на примере маркировку популярных электродов для сварки Э46-ЛЭЗАНО-21 Е 43 1(3) — РЦ13:
Э46 — указывает на тип электрода. В данном случае электроды предназначены для сварки низколегированных и углеродистых сталей. Цифра 46 после буквы «Э» говорит о допустимом пределе прочности на разрыв, но не менее чем 46 кгс/мм².
Буква «У» — электроды предназначены для сварки низколегированных и углеродистых сталей с максимально допустимым пределом прочности на растяжение до 60 кгс/мм².
Буква «Е» — данная буква указывает на международное обозначение плавящихся электродов с покрытием.
РЦ — электроды имеют рутилово-целлюлозное покрытие. Ранее уже говорилось о том, что буквой «Р» на электродах указывается именно рутиловое покрытие.
Цифры 1 и 3 после международного обозначения говорят о следующем: цифра 1 — электродами можно варить во всех пространственных положениях, а цифра 3 — о том, что электродами можно варить, как постоянным, так и переменным током обратной полярности. При этом напряжение холостого хода инвертора для сварки должно составлять не менее 50 Вольт.
Поделиться в соцсетях
Выбор электродов для сварки: инвертором, для ручной сварки, с учетом материала, маркировка электродов.. Как выбрать электроды для сварки инвертором. Сварочные электроды: виды, маркировка
Одним из главных условий получения высококачественного и правильного сварочного шва являются качественные, правильно подобранные электроды для сварки инверторным аппаратом.
Современный рынок располагает очень большим ассортиментом для электросварки. Все они имеют различия по типу, материалу покрытия и другим характеристикам. Ниже мы предлагаем вам ознакомиться с доступными вариантами и выбрать самый подходящий.
Типы электродов для сварочных работ инверторным аппаратом
Все существующие электроды для электросварки делятся на плавящиеся и неплавящиеся. В основе плавящегося электрода проволочный стержень из металлической проволоки, покрытый снаружи специальной обмазкой. Благодаря покрытию, сварочная дуга может стабильно гореть, также покрытие обеспечивает хорошую защиту шва от газа и шлака.
Электроды, предназначение которых – сваривать стали неопределенного состава, а также медь, нержавейку, чугун и прочие металлы, производятся из определенного сплава. Неплавящиеся типы электродов применяются чаще всего при работе аргоновой сваркой.
Рабочие сварочные элементы выпускаются разной длины и диаметра. Длина электрода зависит от особенностей легирования проволочного стального стержня изделия, и может составлять от 30 до 45 сантиметров.
Вне зависимости от диаметра, все типы электродов находят самое широкое применение. Исключение составляет лишь диаметр 1.6 мм. Этот тип электродов поставляется только под заказ. Российскими сварщиками практически не используются.
Самая часто используемая классификация всех существующих электродов – по их назначению. Исходя из этого параметра, электроды делят на:
• Предназначенные для работы с элементами из углеродистых и низколегированных сталей.
• Для работы с высокопрочными теплоустойчивыми сталями.
• «Электроды по нержавейке» — для работы с высоколегированной сталью.
• «Электроды по алюминию».
• Электроды для сварки медных деталей и изделий на ее основе.
• Электроды по чугуну.
• Для ремонта и наплавок.
• Для сварочных работ по металлам, состав которых не определен.
Также довольно часто используется классификация по типу покрытия электродов. Существует четыре основных типа покрытий, но только два получили широкое распространение.
Электроды основного типа.
Свое название они получили из-за того, что стержень электрода имеет так называемое основное покрытие. Наибольшей популярностью среди основных электродов пользуется модель УОНИ 13/55. Использование этого изделия позволяет получить высококачественные швы, имеющие высокую сопротивляемость ударам, прочность и пластичность. Кроме того, на таких швах редко появляются кристаллические трещины, они плохо склонны к «старению». Электроды УОНИ, как правило, используются для сварочных работ повышенной ответственности, и изделий, которые будут работать в суровых условиях. К недостаткам данного типа электродов можно отнести удлинение дуги, неустойчивость покрытия к влаге и ржавчине, появление окалины или масла в районе сварочного шва. В совокупности все это может привести к появлению микропор. Кроме того, основными электродами можно работать только на обратном постоянном токе.
Второй тип электродов имеет рутиловое покрытие.
Эти изделия используются при сварке деталей из металла с малым содержанием углерода. Чаще всего используется марка МР-3. Эти электроды отличаются хорошими технологическими качествами, а именно:
Чаще всего используется марка МР-3. Эти электроды отличаются хорошими технологическими качествами, а именно:
• Электрическая дуга устойчиво горит и на постоянном и на переменном токе.
• Раскаленный металл практически не разбрызгивается.
• Швы высокого качества при любом положении свариваемых деталей.
• Очень хорошо отделяется шлак.
• Электроды можно использовать для работы по грязным и ржавым поверхностям.
• Готовые сварочные швы имеют очень хороший вид, без пор и каверн.
• Хорошо подходят для сварки деталей из стали с небольшим содержанием углерода.
Выбираем электрод с учетом материала и режима работы
Правильный выбор электрода для работы, конечно, играет большую роль, однако, кроме этого, еще необходимо знать, с какой полярностью и током нужно работать в каждом конкретном случае. Почти все инверторы используют в работе постоянный ток. Работая с постоянным током, деталь электрод можно подсоединить несколькими способами, а именно:
Если полярность прямая, электрод подключается на «минус» а деталь на «плюс».
При работе на обратной полярности – наоборот, электрод подсоединяется на «плюс», а обрабатываемая деталь на «минус».
В процессе работы на прямой полярности вырабатывается более высокая температура, если сравнивать с теми же значениями при работе на обратной полярности. Поэтому работа на обратной полярности имеет смысл в следующих случаях:
• Если необходимо сварить тонкий листовой металл. Так как температура на обратной полярности меньше, заготовка не сгорит.
• При работе с высоколегированными марками сталей. «Обратка» в этом случае существенно снижает вероятность перегрева детали.
Работать на прямой полярности лучше с массивными заготовками, которые нужно хорошо прогревать для качественной сварки.
В сварочном деле существует три основных характеристики, от которых напрямую зависит качество работы:
• Сварочный ток.
• Диаметр обрабатываемой детали.
• Толщина рабочего материала.
Для начала необходимо определиться с зависимостью диаметра рабочего элемента и толщиной детали, с которой предстоит работать. Например, сталь толщиной до 1.5 мм. варится почти всегда с помощью полуавтомата или аргоновой сваркой.
Например, сталь толщиной до 1.5 мм. варится почти всегда с помощью полуавтомата или аргоновой сваркой.
Дуговая электросварка для этого практически не используется. Сталь толщиной 2мм варят электродами диаметром 2.5мм. Чтобы качественно сварить сталь толщиной 3 мм, понадобятся электроды диаметром 2.5-3 мм.
Для стали толщиной 5 мм – электрод 3.2-4 мм.
В работе с изделиями толщиной от 6 до 12 мм. используются рабочие элементы диаметром 4-5 мм.
Для стали толще 13 мм. применяют электрод в 5 мм.
Важный момент: чем больше диаметр электрода, тем меньше плотность рабочего тока. В результате дуга начинает колебаться, «блуждать», менять длину и вести себя нестабильно. Из-за этого глубина шва уменьшается, а ширина наоборот – увеличивается. В большинстве случаев производители таких электродов указывают на упаковке необходимые показатели сварочного тока. Если же производитель не указал нужную информацию, необходимо ориентироваться на следующие показатели:
• Для электрода диаметром 2 мм нужен ток 55-65 А.
• Для электрода шириной 2.5 мм – 65-80 А.
• Для 3 мм – 70-130А.
• Для 4 мм – 130-160 А.
• Для 5 мм – 180-210 А.
• Для 6 мм – 210-240 А.
Исходя из вышесказанного – выбирая рабочий элемент определенного диаметра для сварочных работ, необходимо в первую очередь обращать внимание на то, какой толщины обрабатываемая деталь. Если работать по тонкому металлу электродом большого диаметра, или превысить сварочный ток, то в шве обязательно останутся поры.
Маркировка сварочных электродов
Самая распространенная марка среди зарубежных производителей электродов – ESAB.
Название каждого типа электродов этой марки начинается с ОК, после которого идет 4-циферное обозначение. В продаже есть очень много вариаций, но самыми распространенными являются следующие:
• ОК 46.00 – электрод практически аналогичен свойствам марки МР-3. Отлично подходит для работы с низколегированными и углеродистыми сталямиПодходит для переменного и постоянного тока. Обеспечивает высококачественный шов.
Обеспечивает высококачественный шов.
• ОК 48.00. Предназначаются для работы на ответственных конструкциях. Работают только на постоянном токе.
• ОК 61.30 и ОК 63.20. Используются при сварке «нержавейки» практически всех марок. Перед покупкой необходимо обязательно поинтересоваться у продавца-консультанта, подойдут ли эти электроды для работы с конкретной маркой нержавеющей стали.
• ОК 68.81. Прекрасная модель. Отлично подходит для сварки изделий из сталей неопределенного состава и трудносвариваемых деталей.
• ОК 92.60. Электроды для чугуна и соединения чугунных деталей с разными типами сталей.
• ОК 96.20. Электроды по алюминию.
Критерии выбора подходящих электродов
Проанализировав все вышесказанное, можно определить несколько основных моментов, на которые нужно обязательно обратить внимание, выбирая электроды для электросварки. Для начала нужно точно определить, с каким именно металлом предстоит работать и выбрать электрод по типу металла.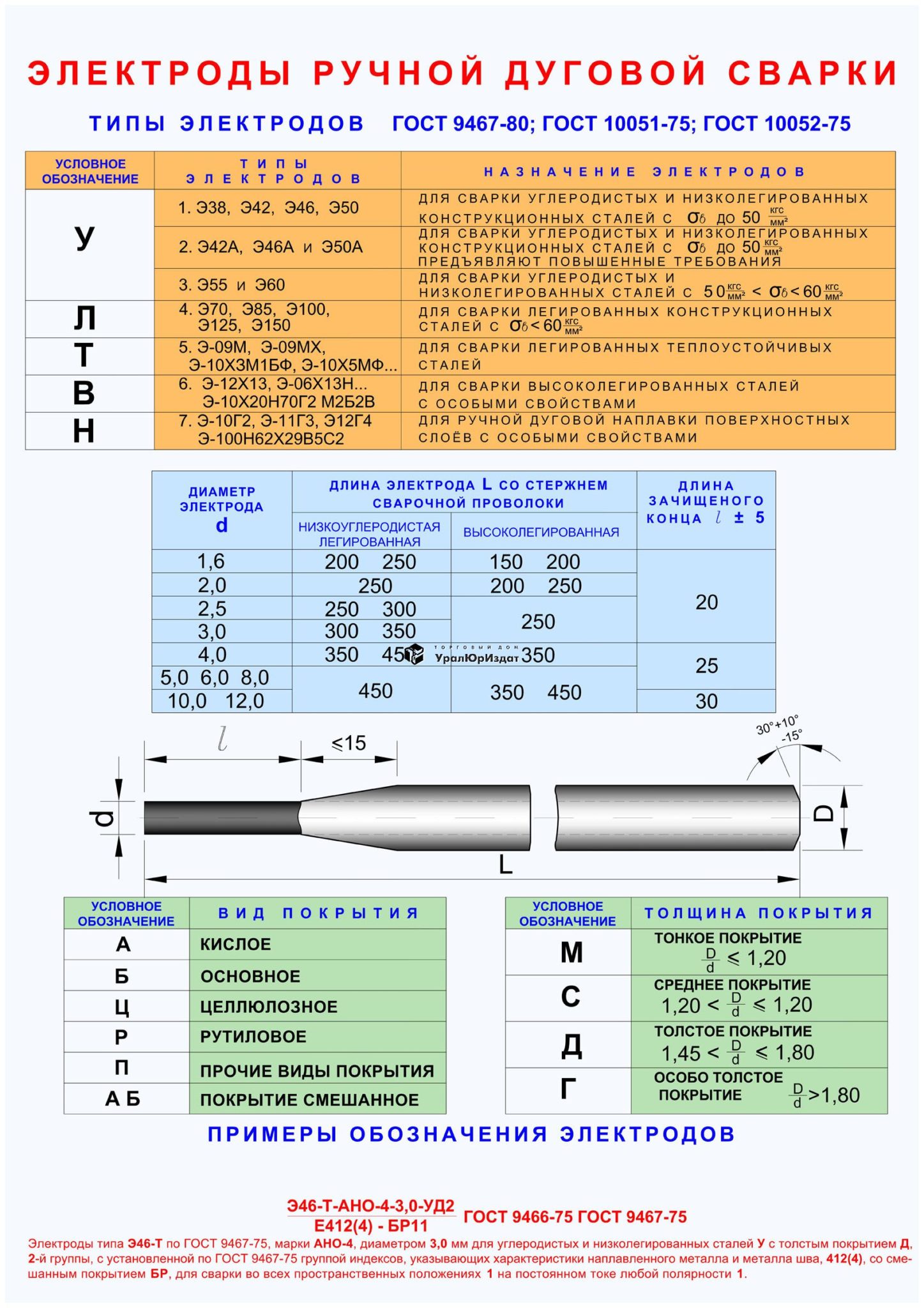 Если предстоит работать с ответственной конструкцией, лучше не экономить и купить продукцию от известного производителя. Например, шведские изделия, которые мы упоминали выше, зарекомендовали себя очень хорошо. Если нужно сварить детали из углеродистой стали, обязательно следите за чистотой поверхности. Если она покрыта маслом, влажная или ржавая, следует приобрести электроды, имеющие рутиловое покрытие. Если предстоит работать на ответственных конструкциях, рекомендуется использовать рабочие элементы с основным покрытием.
Если предстоит работать с ответственной конструкцией, лучше не экономить и купить продукцию от известного производителя. Например, шведские изделия, которые мы упоминали выше, зарекомендовали себя очень хорошо. Если нужно сварить детали из углеродистой стали, обязательно следите за чистотой поверхности. Если она покрыта маслом, влажная или ржавая, следует приобрести электроды, имеющие рутиловое покрытие. Если предстоит работать на ответственных конструкциях, рекомендуется использовать рабочие элементы с основным покрытием.
Однако в любой ситуации нужно помнить о том, что все изделия требуют предварительной подготовки поверхности. Кроме того, необходимо точно определить толщину обрабатываемой детали, исходя из чего, выбрать оптимальный сварочный ток.
К процессу выбора нужно подходить максимально ответственно. Если электроды выбраны правильно, то даже на самом дешевом инверторе можно варить почти любые металлы на самом высоком уровне.
 youtube.com/embed/68hLJM9cesc?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/68hLJM9cesc?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
https://www.youtube.com/watch?v=E4in4gDJNvs
Маркировка электродов для сварки — детальное описание всех 11 пунктов
Для каждого режима сварки нужно подбирать соответствующий тип электрода. От этого зависит не только возможность сделать соединительный шов или наплавку, но и качество. Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист по ней сможет определить назначение, материал изготовления и оптимальные режимы работы.
Нормативные документы
Создание единых правил маркирования электродов необходимо для стандартизации продукции различных производителей. Для этого был разработан ГОСТ 9466-75, в котором помимо технических требований указывается порядок и правила обозначения определенных типов электродов.
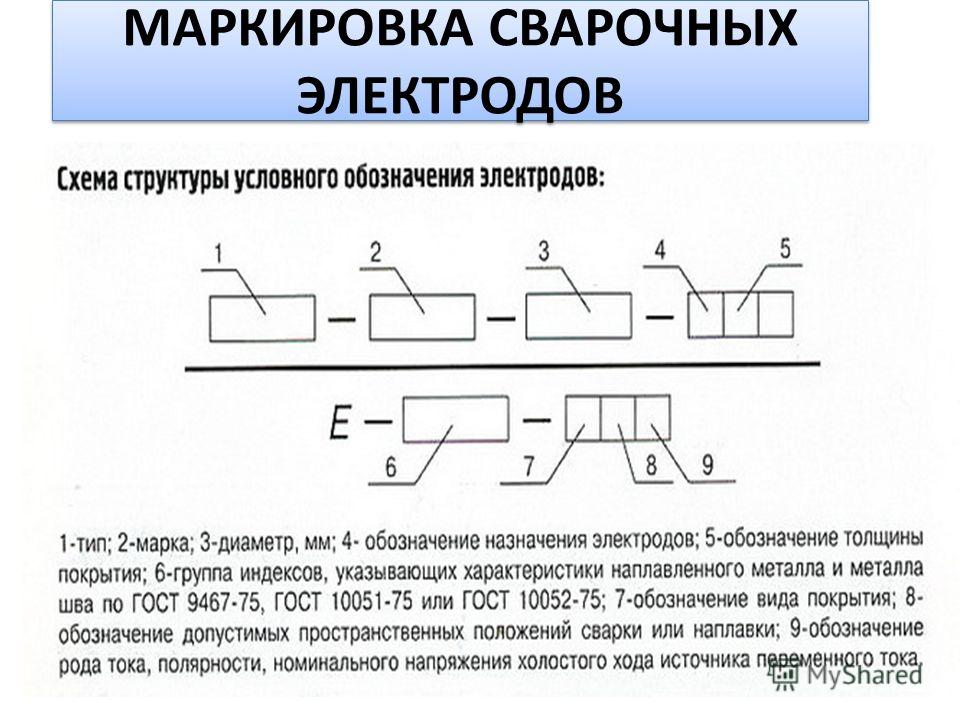
Прежде всего необходимо рассмотреть принятую форму заполнения определенных характеристик. Она представляет собой многоблочную структуру, каждый из разделов которой соответствует определенной категории.
Она представляет собой многоблочную структуру, каждый из разделов которой соответствует определенной категории.
- Тип электрода. Первая буква «Э» обозначает название продукта, последующая цифра – значение временного сопротивления разрыва, кгс/мм².
- Марка. Содержит информацию о производителе и непосредственно марку электродов.
- Диаметр.
- Область назначения.
| У | Для сварки углеродистых и низколегированных марок стали с сопротивлением разрыву до 600 МПа |
| Л | Легированные стали конструкционного типа с сопротивлением разрыву свыше 600 МПа |
| Т | Теплоустойчивые стали |
| В | Для сварки высоколегированных марок стали с особыми свойствами |
| Н | Формируют слой наплавки |
- Толщина верхнего покрытия
| М | Тонкое |
| С | Среднее |
| Д | Толстое |
| Г | Особо толстое |
- Индекс, означающий характеристики свариваемого металла. Он должен соответствовать данным из ГОСТ 9467-75. В нем дается подробная расшифровка по каждому из возможных обозначений.
- Вид покрытия.
 Он должен соответствовать данным из ГОСТ 9467-75. В нем дается подробная расшифровка по каждому из возможных обозначений.
Он должен соответствовать данным из ГОСТ 9467-75. В нем дается подробная расшифровка по каждому из возможных обозначений.| А | Кислое |
| Б (В) | Основного типа |
| Р ® | Рутиловые |
| Ц © | Целлюлозные |
| П (S) | Прочие |
Для смешанных типов покрытий принято двойное обозначение, например БР (BR) – рутило-основное.
- Разрешенные положения направления сварки.
| 1 | Все положения |
| 2 | Все, кроме вертикального, направленного сверху вниз |
| 3 | Запрещает потолочный и вертикальный шов сверху вниз |
| 4 | Только для нижнего |
- Указывает характер тока, его полярность и номинальное значение напряжения.
- Ссылка на ГОСТ 9466-75, согласно которому была выполнена маркировка.
- Ссылка на нормативный документ изготовления электродов.

Кроме этих параметров указывают дополнительные характеристики. Они необходимы для обозначения внешнего вида и специфики конструкции.
Зная все вышеперечисленные условные обозначения, можно выбрать оптимальную марку электродов для выполнения определенного типа работ.
Маркировка сварочных электродов и их расшифровка. Марки электродов для дуговой сварки. Назначение и толщина покрытия
«Е» – индекс, указывающий на плавящееся покрытие электрода.
«43» – значение, указывающее на предел прочности при растяжении (значению 43 соответствует величина в 430 МПа, или 44 кгс/кв.мм.).
«1» – указывает на относительное удлинение, значение «1» соответствует показателю в 20%.
«(3)» – это
обозначение указывает на минимальную температуру, при которой ударная вязкость
металла шва должна составлять не менее 32 Дж/кв.см, значение «3» соответствует
температуре -20°С.
«РЦ» – значение, указывающее на вид покрытия, в данном случае, сочетание «РЦ» указывает на рутилово-целлюлозное покрытие.
«13» – сочетание, указывающее на допустимые пространственные положения, сварочный ток и напряжение холостого хода. В данном случае, «1» соответствует значению «для любого пространственного положения», а цифра «3» указывает на возможность сварки переменным и постоянным током обратной полярности, а также на напряжение ХХ (холостого хода) около 50В.
Примерно в такой способ маркируются электроды. Для расшифровки обозначений электродов, предлагаем ознакомиться с подробной информацией и всеми возможными обозначениями, которые встречаются в электродах.
Тип электрода. Итак, для ручной дуговой сварки или наплавки, маркировка электрода всегда будет
начинаться со значения «Э». Для сварки углеродистых и низколегированных сталей,
маркировка типа электрода будет состоять из трёх значений. Из буквы «Э», цифры,
которая указывает на предел прочности при растяжении, и букву «А», которая
указывает на то, что металл шва имеет повышенную пластичность и ударную
вязкость.
Для сваривания теплоустойчивых или высоколегированных сталей, а также для наплавки, тип электрода может иметь дополнительные символы, указывающие на процентное содержание других химических элементов.
Марка электрода. В этом случае, каждому типу электрода может соответствовать как одна, так и несколько марок.
Диаметр электрода. Значение диаметра электрода будет соответствовать диаметру металлического стержня этого электрода.
Назначение электрода. В данном случае, достаточно руководствоваться таблицей, приведенной ниже.
Коэффициент толщины покрытия. Это значение указывает на соотношение между диаметром покрытия электрода и диаметром металлического стержня. В зависимости от этого, значение коэффициента будет соответствовать таким значениям:
Группа
индексов, указывающих на характеристики металла шва, или же наплавляемого
металла. Для электродов, которые используются при сварке углеродистых и
низколегированных сталей (предел прочности, при растяжении которых равен до 588
МПа).
И так поговорим о том как можно расшифровать марки электродов различных типов.
В первую очередь нужно обратить внимание на его гост сокращенно от слова «Государственный стандарт». Для примера возьмем одну из марок электродов и рассмотрим ее подробнее. Далее все распишу как полагается. Наш подопытный электрод будет в простонародье называться «синим» , а вот на самом деле как он именуется. .
Электроды производятся для различных типов сварки и металлов соответственно и маркируются по разному. И так как подобрать электроды и маркам определить именно то что нам нужно. Для начало немного теории. Марки можно подразделить на несколько категорий. Для резки, для наплавки , для сварки цветных металлов и т.д. Но об этом долго можно говорить. Далее электроды можно подразделять по гостам, по типам и так далее. Ну все по порядку. И так есть марка давайте ее расшифруем.
- Оранжевым цветом у нас отмечен тип электрода.
- Желтым цветом у нас это марка электрода.
- Зеленым это диаметр электрода (если производится несколько диаметром одной марки его пишут в другом месте).
- В красном квадрате у нас назначение и толщина покрытия электрода.
- В черном знак то что это индекс.
- В графитовом цвете сам индекс. (о индексах можно писать отдельно)
- В синем это вид покрытия.
- В розовом квадрате два разных значения это положения при сварке и рекомендуемый ток.

А теперь разложим по полочкам что написали выше.
Тип Электрода.
- Э — Электрод.
- 46 — Временное сопротивление разрыву кгс/мм 2 проще говоря какую нагрузку может выдержать после сварки данным электродом, а именно это 46 килограмм на квадратный миллиметр. кгс — это килограмм силы. мм2 — квадратик 1мм -1мм — 1мм. Думаю здесь все понятно. Идем дальше.
- В марке у нас содержится краткое название завода производителя это — лосиноостровский электродный завод и сама марка МР-3С.
Диаметр электрода.
- Если диаметр не указан, а только значок,значит он пишется на печати. Так же имеется таблица каких еще диаметров выпускаются электроды.
Назначение и толщина покрытия.
- У — Обозначается как — Электрод для сварки углеродистой и низколегированной стали.
- Д — Говорит о том что электрод у нас с толстым покрытием. Все обозначения я ниже опишу.
Индекс электрода.
- Он указывает нам характеристику металла для сварки этими электродами. Это все можно посмотреть по госту 9467-75. Сопротивление разрыву,ударную вязкость и еще несколько параметров все это по госту.
- В данной марке электродов стоят две буквы РЦ и означает это — Р утиловое и Ц еллюлозное. Подробнее о видах покрытия конечно напишу.
- И так цифра один говорит нам что мы можем варить данными электродами во всех пространственных положениях. И снизу вверх и сверху вниз, потолочный,вертикальный и т.д.
А теперь давайте рассмотрим все подробнее. С типом и марками думаю проблем нет. Нас ведь интересуют что означают все эти буквы и цифры.
Обозначения электродов по толщине покрытия .
- М — Тонкое покрытие
- С — Среднее покрытие
- Д — Толстое покрытие
- Г — С особо толстым покрытием.
Обозначения положения при сварке.
Все сварочные электроды имеют маркировку и назначение. В ней указывается вся информация о самом электроде, например о его составе, и иногда даже о производителе. Разбираясь во всех этих обозначениях, всегда можно самостоятельно подобрать требуемые материалы для соединения.
В первую очередь всегда стоит проверять, соответствует ли выбранный электрод государственным стандартам. Для этого на упаковке должна быть надпись «ГОСТ» и несколько цифр после неё.
Если все это присутствует, можно спокойно продолжать выбор сварочный электродов, подбирая их по остальным показателям, не боясь подделок и некачественного товара.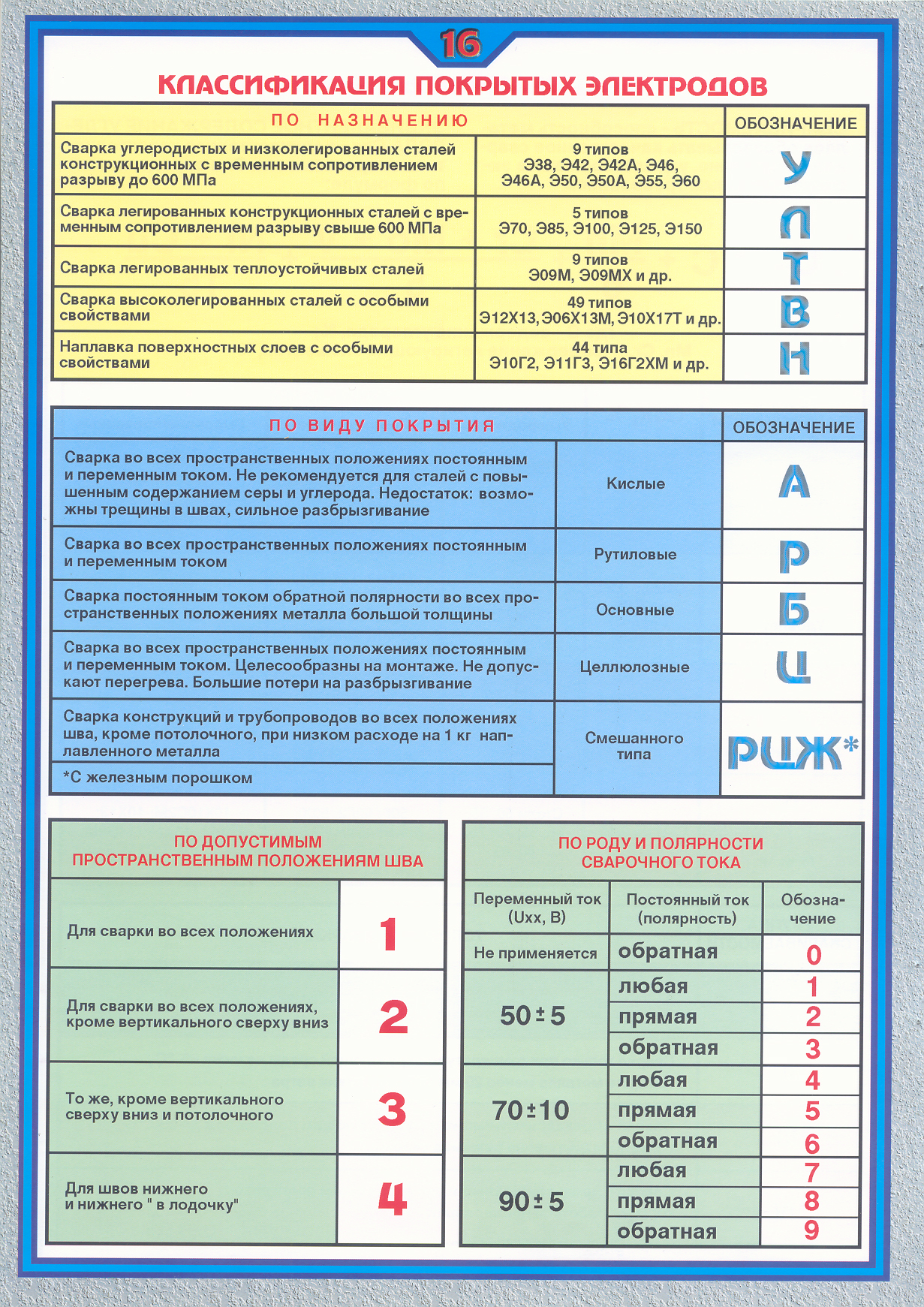
Электрод сделан в виде стержня, он может быть как металлическим, так и изготовленным из других материалов, в зависимости от его предназначения. А вобще его цель — это поставка тока в место сварки. Поэтому опытный сварщик всегда обратит внимание на электропроводность материала. Для производства электродов принято использовать проволоку, в состав которой входят сплавы с разной степенью легированности.
Стоит обращать внимание и на внешнее покрытие. Оно наносится для обеспечения защиты от внешних раздражителей, таких как азот или кислород. К остальным преимуществам покрытия можно отнести поддержку стабильности сварочной дуги и удаление возможных примесей — они могут находиться в расплавленном металле.
Рассмотрим несколько компонентов, которые обеспечивают качество покрытия электрода:
- Марганцевая руда.
- Титановый концентрат.
- Кварцевый песок.
- Каолин.
- Мрамор.
К компонентам, которые создают газообразующую среду, можно отнести декстрин и муку. Цель любой сварки — это обеспечение качественного шва, со стойкостью к коррозии и высокой прочностью. Для этого в состав электрода должны входить такие легирующие примеси:
Цель любой сварки — это обеспечение качественного шва, со стойкостью к коррозии и высокой прочностью. Для этого в состав электрода должны входить такие легирующие примеси:
- ванадий;
- марганец;
- никель;
- хром;
- титан.
Их может быть намного больше, это лишь основные из них и чаще встречающиеся.
Маркировка
Все электроды глобально делятся на два вида: плавящиеся и неплавящиеся. К первым относят медные, бронзовые, стальные и медные материалы. Иногда встречаются непокрытые изделия, их принято использовать как проволоку для соединений с применением защитного газа. А неплавящиеся — это лантанированные вольфрамовые или торированные электроды.
По типам покрытия
Если продукт обозначен буквой «А» — это показывает, что его покрытие кислое, его стоит использовать для стальных конструкций, если в соединяемом металле наблюдается высокий уровень углерода и серы.
Буква «Б» будет указывать на то, что работать с такими изделиями в вертикальном положении запрещено — кстати, как и в случае с буквами «А» и «Р». Буква «Ц» означает, что нет запрета на какие-либо нестандартные положения и эти электроды могут производить качественную работу в любом положении. Но был замечен один недостаток — в виде чрезмерного разбрызгивания и постоянного контроля за температурой изделия.
Буква «Ц» означает, что нет запрета на какие-либо нестандартные положения и эти электроды могут производить качественную работу в любом положении. Но был замечен один недостаток — в виде чрезмерного разбрызгивания и постоянного контроля за температурой изделия.
Ещё одна разновидность — это смешанная маркировка электродов для сварки, она может выглядеть таким образом: «АЦ», «РБ». Они нашли свое основное применение в сварке различного рода конструкций или трубопроводов.
Тонкие детали маркировки
Естественно, это ещё не все обозначения. Существует очень много нюансов. Первые цифры и буквы обычно обозначают предел максимальной нагрузки. Если присутствует такая маркировка: «Э41» — это значит, что детали, которые подвергались сварке, смогут противостоять нагрузке в 41 килограмм на 1 квадратный мм. Существуют также другие варианты, позволяющие охарактеризовать сварочное изделие:
- «У» — показывает, что можно спокойно работать с низколегированными и углеродными сталями;
- «Т» и «В» — можно проводить соединение высоколегированной и теплоустойчивой стали;
- «Л» — работа с легированными конструкционными сплавами;
- «Н» — полезен в случае наплавки слоя, с какими-либо свойствами.

Обозначение толщины слоя покрытия:
- «М» — тонкое;
- «Д» — толстое;
- «С» — среднее;
- «Г» — максимальное.
Цифры в конце маркировки пишутся для понимания пространственного положения изделий и значения тока, которое рекомендуется использовать в данном случае.
Подробнее:
- «1» — можно сваривать детали в любом положении;
- «2» — кроме положения сверху вниз;
- «3» — ко второму варианту прибавляются ограничения по потолочной ориентации;
- «4» — только для нижних швов.
Дополнительно на коробку с изделиями могут наноситься обозначения о том, что внутри хрупкий товар, который не стоит подвергать испытаниям влагой. Все эти маркировки легко расшифровать даже на интуитивном уровне, имея общие знания в сварочном деле. Это значительно облегчит поиски требуемого материала для сварки.
Для чего необходима маркировка? Что означает цифра или буква в маркировке ? Эти, и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровывать надписи на упаковке, научим разбираться в деталях маркировок и их особенностях.
В этой статье мы расскажем, как расшифровывать надписи на упаковке, научим разбираться в деталях маркировок и их особенностях.
По диаметру
Следующие цифры — это диаметр стержня, измеряемый в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем диаметр больше. В нашем примере это 5 мм.
По назначению
Также электроды могут быть предназначены для различных металлов. В нашем примере это буква «У», она означает, что можно варить низколегированную сталь с пределом прочности 60 кгс на миллиметр квадратный. Если у такой стали предел прочности выше, то используйте электроды с маркировкой буквой «Л». Электроды для сварки теплоустойчивой стали обозначаются «Т»; для сварки сталей, имеющих особые свойства установлена буква «В», а стержни для наплавки обозначаются буквой Н».
По коэффициенту толщины покрытия
Следующее обозначение — толщина или иначе обмазки. В нашем примере это «Д» (толстое покрытие). Но помимо этого, сварочные электроды так же маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
По группе индексов
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность . Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
По типу покрытия
Это одно из последних значений в маркировке. Как многие другие характеристики электрода обозначается буквой. В нашем примере буква «Б» (основное покрытие), но бывает также «Ц» (целлюлозное), «А» (кислое), «Р» () и «П» (прочее). Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное). Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
По пространственному положению
Каждый тип электрода предназначен для работы в определенном положении. В нашем примере это стержень для работы в любых положениях, кроме , обозначается цифрой «2». Также есть цифра «1» (полностью универсальный), «3» (для работы на вертикальной плоскости) и «4» (для нижних ). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
Также есть цифра «1» (полностью универсальный), «3» (для работы на вертикальной плоскости) и «4» (для нижних ). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
По характеристикам сварочного тока
Особые маркировки
Вы могли заметить, что мы пропустили букву «Е», когда говорили про группу индексов. Это особая маркировка, она обозначает, что перед вами плавящийся электрод с покрытием. Это так же международное обозначение.
Пример расшифровки
Чтобы закрепить, рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности).
2: Марка (АНО-21 соответственно).
3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «У», значит для углеродистой или низколегированной стали) и т.д.
Мы намеренно не закончили расшифровку маркировки, чтобы вы сделали это самостоятельно. Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Вместо заключения
Теперь вы знаете, что обозначает в маркировке типов электродов буква и цифра. Новичкам маркировка электродов для сварки часто кажется чем-то запутанным и непонятным, но надеемся, что смогли подробно все объяснить. С маркировкой выбор электродов для
Для каждого режима сварки нужно подбирать соответствующий тип электрода. От этого зависит не только возможность сделать соединительный или наплавку, но и качество. Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист по ней сможет определить назначение, материал изготовления и оптимальные режимы работы.
Нормативные документы
Создание единых правил маркирования электродов необходимо для стандартизации продукции различных производителей.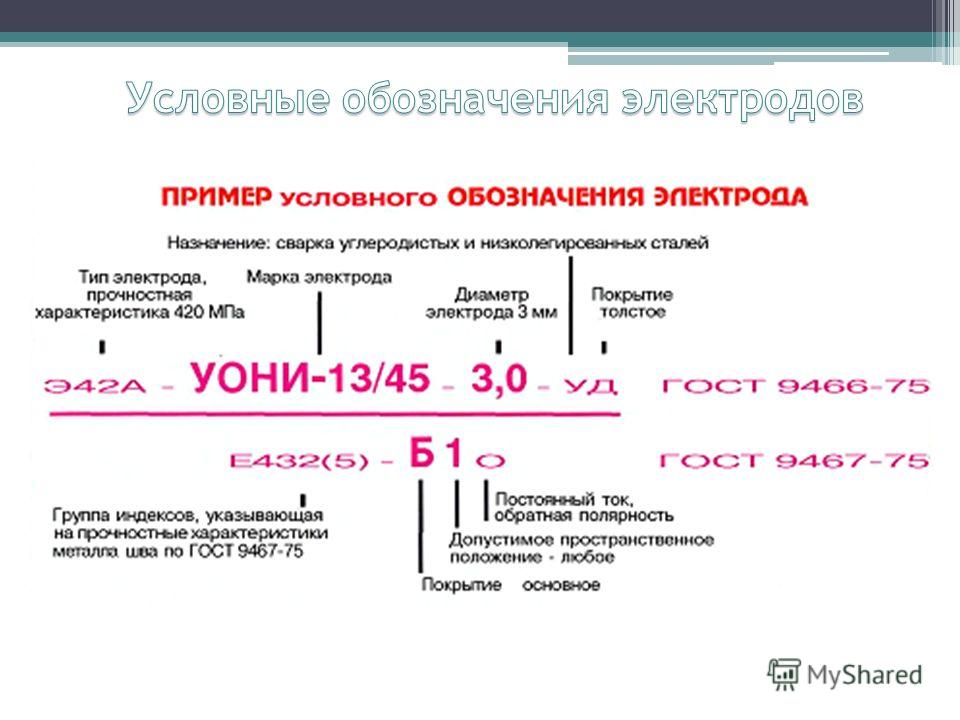 Для этого был разработан ГОСТ 9466-75, в котором помимо технических требований указывается порядок и правила обозначения определенных типов электродов.
Для этого был разработан ГОСТ 9466-75, в котором помимо технических требований указывается порядок и правила обозначения определенных типов электродов.
Прежде всего необходимо рассмотреть принятую форму заполнения определенных характеристик. Она представляет собой многоблочную структуру, каждый из разделов которой соответствует определенной категории.
- Тип электрода. Первая буква «Э» обозначает название продукта, последующая цифра – значение временного сопротивления разрыва, кгс/мм².
- Марка. Содержит информацию о производителе и непосредственно марку электродов.
- Диаметр.
- Область назначения.
- Толщина верхнего покрытия
- Индекс, означающий характеристики свариваемого металла. Он должен соответствовать данным из ГОСТ 9467-75. В нем дается подробная расшифровка по каждому из возможных обозначений.
- Вид покрытия.
Для смешанных типов покрытий принято двойное обозначение, например БР (BR) – рутило-основное.
- Разрешенные положения направления сварки.
- Указывает характер тока, его полярность и номинальное значение напряжения.
- Ссылка на ГОСТ 9466-75, согласно которому была выполнена маркировка.
- Ссылка на нормативный документ изготовления электродов.
Кроме этих параметров указывают дополнительные характеристики. Они необходимы для обозначения внешнего вида и специфики конструкции.
Зная все вышеперечисленные условные обозначения, можно выбрать оптимальную марку электродов для выполнения определенного типа работ.
Маркировка сварочных электродов и их расшифровка. Марки электродов для дуговой сварки. Назначение и толщина покрытия
«Э» — Индекс, указывающий на плавление покрытия электрода.
«43» — Значение, указывающее на предел прочности при растяжении (значение 43 соответствует значению 430 МПа, или 44 кгс/кв.мм.).
«один» — Указывает относительное удлинение, значение «1» соответствует показателю 20%.
«(3)» — Это обозначение указывает на минимальную температуру, при которой ударная вязкость шува должна быть не менее 32 Дж/кв.м, значение «3» соответствует температуре -20°С.
«RC» — Значение, указывающее на тип покрытия, в данном случае сочетание «RC» указывает на рутил-целлюлозное покрытие.
«13» — комбинация, указывающая допустимые пространственные положения, сварочный ток и напряжение холостого хода. При этом «1» соответствует значению «для любого пространственного положения», а цифра 3 указывает на возможность сварки переменным и постоянным током обратной полярности, а также на напряжение ХХ (холостого хода) около 50В.
Ориентировочно метод обозначен электродами. Для расшифровки обозначений электродов предлагаем ознакомиться с подробной информацией и всеми возможными обозначениями, которые встречаются в электродах.
Тип электрода. Так, при ручной дуговой сварке или наплавке маркировка электрода всегда будет начинаться со значения «е». Для сварки углеродистых и низколегированных сталей маркировка типа электрода будет состоять из трех значений.От буквы «Е», цифры, обозначающей предел прочности, и буквы «А», указывающей на то, что металл шва обладает повышенной пластичностью и ударной вязкостью.
Для сварки углеродистых и низколегированных сталей маркировка типа электрода будет состоять из трех значений.От буквы «Е», цифры, обозначающей предел прочности, и буквы «А», указывающей на то, что металл шва обладает повышенной пластичностью и ударной вязкостью.
Для сварки жаропрочных или высоколегированных сталей, а также для наплавки тип электрода может иметь дополнительные символы, обозначающие процентное содержание других химических элементов.
Маркировочный электрод. При этом каждому типу электрода может соответствовать как одна, так и несколько марок.
Диаметр электрода. Значение диаметра электрода будет соответствовать диаметру металлического стержня этого электрода.
Назначение электрода. В этом случае достаточно руководствоваться приведенной ниже таблицей.
Коэффициент толщины покрытия. Это значение указывает соотношение между диаметром покрытия электрода и диаметром металлического стержня. В зависимости от этого значение коэффициента будет соответствовать таким значениям:
В зависимости от этого значение коэффициента будет соответствовать таким значениям:
Группа индексов, указывающих на характеристики металла шва или металла-спин.Для электродов, применяемых при сварке углеродистых и низколегированных сталей (предел прочности при растяжении равен 588 МПа).
И так поговорим о том, как расшифровать марки электродов разных типов.
В первую очередь необходимо обратить внимание на его ГОСТ, сокращенно от слова «госстандарт». Для примера возьмем одну из марок электродов и рассмотрим ее подробнее. Дальше все молчит как положено. Наш экспериментальный электрод будет называться в просторечии «синим», а по сути так и называется..
Электроды изготавливаются для различных видов сварки и соответственно металлов и маркируются по-разному. И так, как выбрать электроды и марки, чтобы определить, что именно нам нужно. Для начала немного теории. Бренды можно разделить на несколько категорий. Для резки, для наплавки, для сварки цветных металлов и т. д. Но об этом можно долго говорить. Далее электроды можно разделить на гтосты, по типу и так далее. Что ж, все в порядке.А так есть бренд давайте его расшифровывать.
д. Но об этом можно долго говорить. Далее электроды можно разделить на гтосты, по типу и так далее. Что ж, все в порядке.А так есть бренд давайте его расшифровывать.
- У нас есть тип электрода с оранжевым цветом.
- Желтый, у нас фирменный электрод.
- Зеленый — диаметр электрода (если выпускается несколько диаметров одной марки пишут в другом месте).
- В Красной площади имеем назначение и толщину покрытия электродов.
- Черным знаком какой индекс.
- Сам индекс графитового цвета. (Об индексах можно написать отдельно)
- В синем цвете, этот тип покрытия.
- В розовом квадрате два разных значения — положения при сварке и рекомендуемый ток.
А теперь разложим по полочкам то, что написали выше.
Тип электрода.
- Э — электрод.
- 46 — Временное сопротивление разрыву кгс/мм 2 Проще говоря, какую нагрузку выдерживает после сварки этим электродом, а именно эти 46 килограммов на квадратный миллиметр. кгс это килограмм силы. мм2 — 1мм -1мм квадрат — 1мм.Думаю тут все понятно. Вперед, продолжать.
 кгс это килограмм силы. мм2 — 1мм -1мм квадрат — 1мм.Думаю тут все понятно. Вперед, продолжать.
кгс это килограмм силы. мм2 — 1мм -1мм квадрат — 1мм.Думаю тут все понятно. Вперед, продолжать.- В Марке содержится краткое название завода производителя. Это Лосиноостровский электродный завод и сама марка МР-3С.
Диаметр электрода.
- Если диаметр не указан, а только значок, то он пишется на оттиске. Также есть таблица любых диаметров изготавливаемых электродов.
Назначение и толщина покрытия.
- Y — обозначается как электрод для сварки углеродистой, так и низколегированной стали.
- D — говорит о том, что электрод с толстым покрытием. Все обозначения я опишу ниже.
Указатель электродов.
- Указывает нам характеристику металла для сварки этими электродами. Все можно посмотреть ГОСТ 9467-75. Сопротивление разрыву, ударная вязкость и ряд других параметров все это по ГОСТу.
- В этой марке электродов две буквы RC. а значит это — Р бля я. С. ЕЛЛОУЛОЗЫ. Подробнее о видах покрытия конечно же напишу.
 С. ЕЛЛОУЛОЗЫ. Подробнее о видах покрытия конечно же напишу.
С. ЕЛЛОУЛОЗЫ. Подробнее о видах покрытия конечно же напишу.- Итак, цифра один говорит нам о том, что мы можем препарировать с помощью этих электродов во всех пространственных положениях. И снизу вверх и сверху вниз, потолочные, вертикальные и т.д.
А теперь давайте посмотрим на все. С типом и марками думаю проблем нет. Нас интересует, что означают все эти буквы и цифры.
Обозначения электродов по толщине покрытия.
- М — тонкое покрытие
- C — среднее покрытие
- D — толстое покрытие
- G — с особо толстым покрытием.
Обозначение положения при сварке.
Все сварочные электроды имеют маркировку и назначение. В нем указывается вся информация о самом электроде, например, его состав, а иногда даже и о производителе. Используя все эти обозначения, вы всегда можете выбрать необходимые материалы для соединения.
В первую очередь всегда стоит проверить, соответствует ли выбранный электрод ГОСТам.
 Для этого на упаковке должна быть надпись «ГОСТ» и несколько цифр после нее.
Для этого на упаковке должна быть надпись «ГОСТ» и несколько цифр после нее.При наличии всего этого можно смело продолжать выбор сварочных электродов, подбирая их по остальным показателям, не опасаясь подделок и некачественного товара.
Электрод выполнен в виде стержня, может быть как металлическим, так и из других материалов в зависимости от назначения.И вообще его цель — подать ток к месту сварки. Поэтому опытный сварщик всегда будет обращать внимание на электропроводность материала. Для изготовления электродов принято использовать проволоку, в состав которой входят сплавы с разной степенью легирования.
Стоит обратить внимание на внешнее покрытие. Применяется для обеспечения защиты от внешних раздражителей, таких как азот или кислород. К остальным достоинствам покрытия относятся поддержка стабильности сварочной дуги и удаление возможных примесей — они могут находиться в расплавленном металле.
Рассмотрим несколько компонентов, обеспечивающих качество покрытия электродов:
- Марганцевая руда.
- Титановый концентрат.
- Кварцевый песок.
- Каолин.
- Мрамор.
К компонентам, создающим газообразующую среду, можно отнести декстрин и муку. Целью любой сварки является обеспечение качественного шва, обладающего коррозионной стойкостью и высокой прочностью. Для этого в состав электрода должны входить такие легирующие примеси:
- ванадий;
- марганец;
- никель;
- хром; титан
- .
Их может быть гораздо больше, это только основные из них и более распространенные.
Маркировка
Все электроды глобально делятся на два типа: плавящиеся и непарные. Сначала включают медь, бронзу, сталь и медные материалы. Иногда встречаются непокрытые изделия, их принято использовать в качестве проволоки для соединений с применением защитного газа. А несложные — это лантановые вольфрамовые или алармированные электроды.
По типу покрытия
Если изделие обозначено буквой «А» — это говорит о том, что его покрытие закисло, его стоит использовать для стальных конструкций, если в металлическом комбинированном металле наблюдается высокий уровень углерода и серы.
Буква «Б» будет указывать на то, что с такими изделиями работать в вертикальном положении запрещено — кстати, как и в случае с буквами «А» и «П». Буква «С» означает, что нет запрета на любые нестандартные положения и эти электроды позволяют производить качественную работу в любом положении. Но был замечен один минус — в виде чрезмерного разбрызгивания и постоянного контроля температуры продукта.
Еще одной разновидностью является смешанная маркировка электродов для сварки, она может иметь вид: «АС», «РБ».Они нашли свое основное применение при сварке разного рода конструкций или трубопроводов.
Тонкие детали маркировки
Естественно, это не все обозначения. Есть много нюансов. Первые цифры и буквы обычно указывают максимальный предел нагрузки. При наличии такой маркировки: «Е41» означает, что детали, которые подвергались сварке, выдерживают нагрузку в 41 килограмм на квадратный мм. Есть и другие варианты, позволяющие охарактеризовать сварочное изделие:
- «U» — показывает, что можно безопасно работать с низколегированными и карбоновыми табуретами;
- «Т» и «Б» — можно комбинировать с высоколегированной и жаропрочной сталью;
- «Л» — работа с легированными конструкционными сплавами;
- «Н» — пригодится в случае послойной наплавки, с любыми свойствами.
Обозначение толщины слоя покрытия:
- «М» — тонкое;
- «Д» — Толстой;
- «С» — средний;
- «Г» — максимальная.
Цифры в конце маркировки написаны для понимания пространственного положения изделий и текущего значения, которое рекомендуется использовать в данном случае.
Подробнее:
- «1» — можно сваривать изделия в любом положении;
- «2» — кроме положения сверху вниз;
- «3» — ко второму варианту добавлены ограничения по ориентации потолка;
- «4» — только для нижних швов.
Дополнительно на ящик с продукцией может быть нанесено обозначение, что внутри хрупкий товар, который не должен подвергаться испытаниям влагой. Все эти маркировки легко расшифровать даже на интуитивном уровне, имея общие знания в сварочном деле. Это значительно облегчит поиск нужного сварочного материала.
Для чего маркируется? Что означает цифра или буква в маркировке? Эти и многие другие вопросы часто задают себе начинающие сварщики. В этой статье мы расскажем, как расшифровать надписи на упаковке, научим разбираться в деталях этикеток и их особенностях.
В этой статье мы расскажем, как расшифровать надписи на упаковке, научим разбираться в деталях этикеток и их особенностях.
По диаметру
Следующие числа обозначают диаметр стержня, измеренный в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Толще, тот же диаметр. В нашем примере это 5 мм.
По назначению
Также электроды могут быть предназначены для различных металлов. В нашем примере это буква «у», она означает, что можно варить низколегированную сталь прочностью 60 кгс на квадратный миллиметр. Если показатель прочности выше, используем электроды с маркировкой буквой «Л».Электроды для сварки жаропрочных сталей обозначаются буквой «Т»; Для сварки сталей, обладающих особыми свойствами, устанавливается буква «В», а прутки для наплавки обозначаются буквой Н». В нашем примере это «д» (толстое покрытие).Но помимо этого сварочные электроды маркируются еще буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «г» ( очень густой).
По группе индексов
Это одна из самых сложных меток, новички часто ее не понимают, т.к. в нескольких номерах сразу много характеристик. Обычно на упаковке с электродами для сварки высоколегированной стали пишется индексная группа, поэтому это упрощает понимание. Давайте зададимся вопросом, что означает каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — максимальная рабочая температура, при которой указывается термостойкость.Цифра 4 – рабочая температура шва. Цифра (4), взятая в скобках, указывает, сколько в шве ферритной фазы. Чем больше каждая цифра, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что означает каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее.К индексу из 3-4 цифр добавляется индекс из трех цифр, записываемых через дефис и дробно с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, которую можно отправить. Рисунок 1 свидетельствует о том, что твердость в таких электродах обеспечивается без термического воздействия. Иногда можно встретить цифру 2, это означает, что твердость обеспечена после термического воздействия.
Например, Е300/32-1. Цифра 32 обозначает твердость металла, которую можно отправить. Рисунок 1 свидетельствует о том, что твердость в таких электродах обеспечивается без термического воздействия. Иногда можно встретить цифру 2, это означает, что твердость обеспечена после термического воздействия.
По типу покрытия
Это одно из последних значений маркировки.Сколько еще характеристик электрода обозначается буквой. В нашем примере буква «В» (основное покрытие), но также бывает «С» (целлюлоза), «а» (кислый), «п» () и «п» (прочие). Могут соединяться буквы, обозначающие электроды со специальным покрытием (например, «RC» указывает на рутил-целлюлозу). Если покрытие представляет собой железный порошок в составе, то буква «Ф» (например, «БЗ» указывает на основное покрытие с железным порошком).
По пространственному положению
Каждый тип электрода предназначен для работы в определенном положении.В нашем примере это удилище для работы в любых положениях, кроме, обозначенного цифрой «2». Также есть цифра «1» (полностью универсальный), «3» (для работы на вертикальной плоскости) и «4» (для нижней). Эти цифры соответствуют международным стандартам и ими отмечены большинство как отечественных, так и зарубежных материалов.
Также есть цифра «1» (полностью универсальный), «3» (для работы на вертикальной плоскости) и «4» (для нижней). Эти цифры соответствуют международным стандартам и ими отмечены большинство как отечественных, так и зарубежных материалов.
По характеристике сварочного тока
Специальная маркировка
Вы могли заметить, что мы пропустили букву «Е», когда говорили о группе индексов.Это специальная маркировка, она означает, что перед вами электрод с плавящимся покрытием. Это также международное обозначение.
Пример расшифровки
Для подстраховки рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности).
2: Марка (АНО-21 соответственно).
3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «у», значит для углеродистой или низколегированной стали) и др.
Мы намеренно не доделали расшифровку маркировки, чтобы вы сделали это сами. Остальные цифры с фото напишите на листе и расшифруйте. Расшифровка маркировки только на первый взгляд кажется такой сложной, на самом деле достаточно сделать это самостоятельно, чтобы понять всю суть. Можно взять несколько разных пакетов из-под электродов и расписать всю расшифровку самостоятельно, чтобы отработать.
Остальные цифры с фото напишите на листе и расшифруйте. Расшифровка маркировки только на первый взгляд кажется такой сложной, на самом деле достаточно сделать это самостоятельно, чтобы понять всю суть. Можно взять несколько разных пакетов из-под электродов и расписать всю расшифровку самостоятельно, чтобы отработать.
Вместо заключения
Теперь вы знаете, что обозначают в маркировке типов электродов буквы и цифры.Новичкам маркировка электродов для сварки часто кажется запутанной и непонятной, но мы надеемся, что смогли все подробно объяснить. Маркировка выбора электродов по
Для каждого режима сварки необходимо выбрать соответствующий тип электрода. От этого зависит не только сделать соединение или наплавку, но и качество. Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист в ней может определить назначение, материал изготовления и оптимальные режимы работы.
Правила
Создание единых правил маркировки электродов необходимо для стандартизации продукции различных производителей. Для этого был разработан ГОСТ 9466-75, в котором помимо технических требований указаны порядок и правила обозначения отдельных видов электродов.
Для этого был разработан ГОСТ 9466-75, в котором помимо технических требований указаны порядок и правила обозначения отдельных видов электродов.
В первую очередь необходимо учитывать принятую форму заполнения некоторых характеристик. Представляет собой многоблочную структуру, каждый из разделов которой соответствует определенной категории.
- Тип электрода. Первая буква «Э» обозначает наименование изделия, последующая цифра – значение временного сопротивления разрыву, кгс/мм².
- Марка. Содержит информацию о производителе и непосредственно марке электродов.
- Диаметр.
- Зона приема.
- Толщина верхнего слоя
- Индекс, означающий характеристики свариваемого металла. Он должен соответствовать данным ГОСТ 9467-75.Дается подробная расшифровка для каждого из возможных обозначений.
- Вид на покрытие.
Для смешанных видов покрытий принято двойное обозначение, например, БР (БР) — рутилоосновные.
- Допустимые положения для сварки.
- Указывает род тока, его полярность и номинальное значение напряжения.
- Ссылка на ГОСТ 9466-75, по которому выполнена маркировка.
- Ссылка на нормативный документ на производство электродов.
Кроме этих параметров указывают дополнительные характеристики. Они нужны для обозначения внешнего вида и специфики конструкции.
Зная все приведенные выше условные обозначения, вы сможете подобрать оптимальную марку электродов для выполнения конкретного вида работ.
Руководство по сварочным электродам на судах
Руководство по сварочным электродам на судах – Номенклатура и классификация электродов
В Руководстве по сварочным электродам на кораблях. Часть 1 мы обсудили часто используемые сварочные электроды в машинном отделении, использование электродов с низким содержанием водорода, выбор электродов в зависимости от размера обрабатываемого изделия и настройки тока. В этой статье мы обсудим номенклатуру и классификацию электродов на основе популярных стандартов ISO 2560 и AWS.
В этой статье мы обсудим номенклатуру и классификацию электродов на основе популярных стандартов ISO 2560 и AWS.
Стандартизация сварочных электродов
Стандартизация сварочных электродов имеет важное значение, поскольку они так же важны, как и основные металлы и сплавы, в производстве и ремонте. Правильно подобранный электрод, идеально подходящий к основному металлу, обеспечивает эффективность и прочность сварки.
Сварочные электроды классифицируются на основе металла электрода, флюсового покрытия, используемого тока, положения сварки, рабочих характеристик, химического состава и механических свойств металла шва и т. д.
Существуют различные стандарты номенклатуры и классификации сварочных электродов, такие как Американское общество сварщиков (AWS), Бюро стандартов Индии (BIS), Британский институт стандартов (BSI), Немецкий институт норм (DIN) и ISO 2560 и т. д.
Мы обсудим два популярных стандарта; ISO 2560 и AWS в этой статье.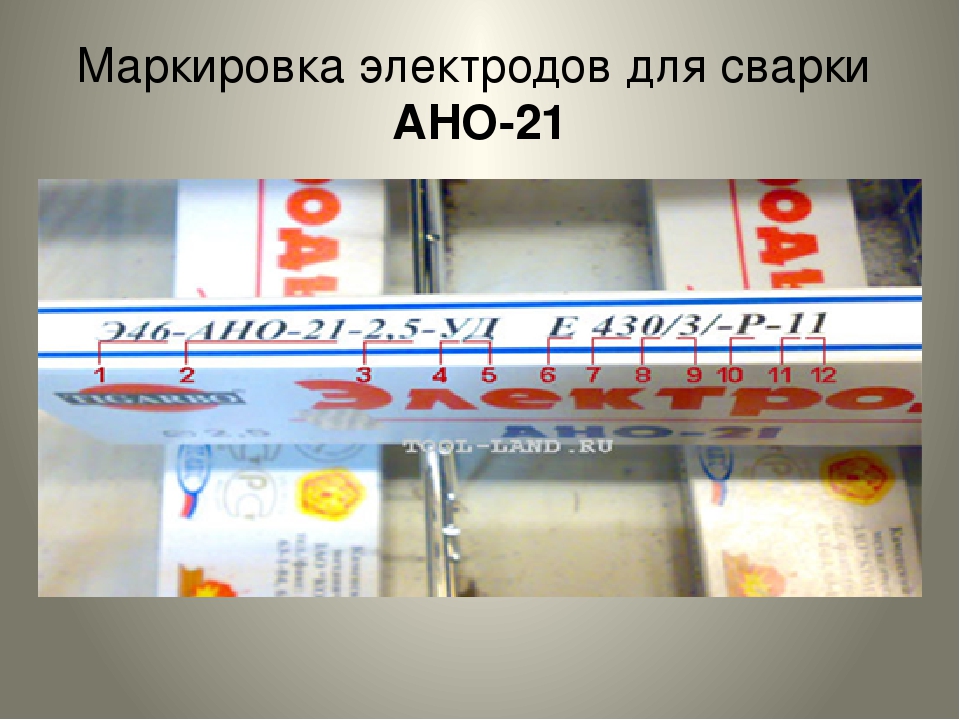
Классификация AWS
AWS означает Американское общество сварщиков, и эта классификация широко используется в торговом флоте.В нем стандартные электроды для различных применений пронумерованы, например, E6010, E6011, E6013, E7018 и т. д. Например, рассмотрим сварочный электрод E6013, который обычно используется на борту.
E XXXX: Первый символ «E» в E6013 означает электрод, покрытый флюсом, который используется при ручной дуговой сварке металлов.
E60XX: Следующие два символа указывают на минимальную прочность на растяжение. «60» в E6013 указывает, что металл сварного шва будет иметь минимальную прочность на растяжение 62000 фунтов на квадратный дюйм.Пожалуйста, обратитесь к таблице ниже для других ключевых чисел и соответствующей прочности на растяжение.
EXX1X : Четвертый символ указывает на различные положения, в которых можно выполнять сварку с использованием этого электрода. В данном случае «1» в E6013 означает, что сварку можно производить в плоском, потолочном, горизонтальном и вертикальном положении (вверх). Пожалуйста, обратитесь к таблице ниже для других номеров позиций и соответствующих позиций сварки.
В данном случае «1» в E6013 означает, что сварку можно производить в плоском, потолочном, горизонтальном и вертикальном положении (вверх). Пожалуйста, обратитесь к таблице ниже для других номеров позиций и соответствующих позиций сварки.
EXXX3 : Этот пятый символ указывает на тип используемого флюсового покрытия, проплавление электрода и тип тока, подходящий для электрода.В этом случае «3» в E6013 говорит о том, что он имеет флюсовое покрытие на основе рутила и калия. Проникание электрода легкое, и его можно использовать с переменным и постоянным током. Пожалуйста, обратитесь к таблице ниже для других номеров ключей и их свойств.
EXXXX-X Этот дополнительный символ иногда используется для дополнительных требований. Например, в электроде E7018-A1 суффикс «A1» в конце относится к добавленному химическому составу 0,5 % Mo. Пожалуйста, обратитесь к таблице ниже для других суффиксов.Эти суффиксы обычно различаются от производителя к производителю, и даже если электроды могут относиться к одному и тому же стандарту, они все же могут немного отличаться, поскольку каждый производитель любит добавлять индивидуальный подход.
Таким образом, номер E6013, написанный на электроде, указывает на то, что это электрод из низкоуглеродистой стали с флюсовым покрытием на основе рутила и калия с минимальной прочностью на растяжение 62 000 фунтов на квадратный дюйм, имеющий легкое проникновение, который можно использовать во всех положениях сварки, кроме вертикального вниз.Эта информация полезна для морского инженера, готовящегося к ремонту/изготовлению и задающегося вопросом, какой электрод использовать.
Стандарт ИСО
ISO 2560: 2009 является стандартом ISO для классификации сварочных электродов для ручной дуговой сварки металлическим электродом. Это международный стандарт, и все другие региональные и национальные стандарты основаны на нем. Она более полная и дает гораздо больше информации, чем классификация AWS, однако ее не так легко запомнить и вспомнить, как классификацию Американского общества сварщиков.
Например, согласно ISO 2560 сварочный электрод классифицируется как E55 3 MnMo B T 42 h20. Мы обсудим ключевые цифры один за другим.
E55 3 MnMo B T 42 h20 : Буква «E» здесь относится к покрытому флюсом электроду для ручной дуговой сварки металлическим электродом.
E55 3 MnMo B T 42 h20 : Число 55 здесь означает, что металл сварного шва будет иметь минимальную прочность на растяжение 550 Н/мм 2. . Пожалуйста, обратитесь к таблице ниже для других ключевых чисел и соответствующей прочности на растяжение.
E55 3 MnMo B T 42 h20 : Номер позиции «3» здесь указывает самую низкую температуру, при которой и ниже которой сварной шов становится хрупким. Сварной шов должен быть способен поглощать 46 Дж энергии без разрушения, чтобы считаться нехрупким. Таким образом, «3» здесь означает, что при температуре -30°C или ниже сварной шов становится хрупким.
E55 3 MnMo B T 42 h20 : Это дополнительное поле, которое иногда используется.Символы «MnMo» здесь относятся к легирующему металлу, присутствующему в наплавленном металле. В этом конкретном случае ключевой признак указывает на то, что наплавленный металл будет иметь концентрацию марганца от 1,4 до 2,0 % и концентрацию молибдена от 0,3 до 0,6 %. Дополнительные сведения см. в таблице ниже.
E55 3 MnMo B T 42 h20 : Ключевой символ «B» здесь относится к типу флюсового покрытия.В данном случае это базовое покрытие, содержащее карбонат кальция. Пожалуйста, обратитесь к таблице ниже для других типов флюсовых покрытий.
E55 3 MnMo B T 42 h20: Буква «T» здесь является дополнительным обозначением для рекомендаций по термообработке сварного шва. Здесь это указывает на то, что сварной шов должен быть отожжен до температуры от 560 до 600°С в течение одного часа, затем охлажден в печи до 300°С и после этого охлажден на воздухе.Пожалуйста, обратитесь к примеру ниже.
Здесь это указывает на то, что сварной шов должен быть отожжен до температуры от 560 до 600°С в течение одного часа, затем охлажден в печи до 300°С и после этого охлажден на воздухе.Пожалуйста, обратитесь к примеру ниже.
E55 3 MnMo B T 42 h20 : Ключевой символ «4» здесь относится к текущей и депозитной ставке. В этом случае он может использоваться только для ДЦ и имеет депозитную ставку от 105 до 125%. Поскольку это больше, чем количество металла, присутствующего в сварочном электроде, это означает, что флюсовое покрытие содержит некоторое количество железного порошка. Подробную информацию см. в таблице ниже.
E55 3 MnMo B T 42 h20 : Ключевой символ «2» здесь относится к положениям сварки, в которых может использоваться электрод.Здесь это означает все положения, кроме вертикального вниз. Подробную информацию см. в таблице ниже.
E55 3 MnMo B T 42 h20: Символ «h20» здесь относится к содержанию водорода в наплавленном металле сварного шва. В данном случае это 10мл/100г. Пожалуйста, обратитесь к таблице ниже для других символов.
В данном случае это 10мл/100г. Пожалуйста, обратитесь к таблице ниже для других символов.
Таким образом, значение маркировки E55 3 MnMo B T 42 h20 на сварочном электроде состоит в том, что это сварочный электрод с основным флюсовым покрытием, имеющий минимальную прочность на растяжение 550 Н/мм 2 , который становится хрупким при -30°C.Он имеет легирующую концентрацию марганца от 1,4 до 2,0 % и концентрацию молибдена от 0,3 до 0,6 %. Он может использоваться с постоянным током и имеет скорость осаждения от 105 до 125 %. Его можно использовать во всех положениях, кроме вертикального вниз. Наплавленный металл сварного шва будет иметь концентрацию водорода 10 мл/100 г. Таким образом, стандарт ISO 2560 является более подробным и всеобъемлющим, чем стандарт AWS, но его очень трудно запомнить, если не предоставлены надлежащие таблицы спецификаций.
Ссылки
- авс
- Руководство по сварке Bohler: 2008 г.
- миг-сварка
- РУКОВОДСТВО UNITOR ДЛЯ МОРСКИХ СВАРЩИКОВ
- эсабна
- BOC: ОСНОВЫ РУЧНОЙ ДУГОВОЙ СВАРКИ МЕТАЛЛОВ
Маркировка и упаковка сварочных присадочных металлов
Маркировка и упаковка присадочных материалов для сварки
Точно так же, как мы проверяем свежесть продуктов, которые мы покупаем в продуктовом магазине, проверяя информацию на упаковке, так и в случае с присадочными металлами, которые используются для любого вида сварки процедуры. Подобно пищевым продуктам, которые имеют упаковку и печать, чтобы защитить их от любого вмешательства и порчи, они также должны быть с присадочными металлами, чтобы они были безопасными и чистыми.
Подобно пищевым продуктам, которые имеют упаковку и печать, чтобы защитить их от любого вмешательства и порчи, они также должны быть с присадочными металлами, чтобы они были безопасными и чистыми.
С присадочными металлами может произойти множество изменений с момента их производства до момента их использования. Есть вероятность того, что присадочный металл будет поврежден или испорчен, если он не будет должным образом упакован и защищен, поскольку от этого в значительной степени зависит его качество. Недорогие и низкокачественные присадочные металлы в большинстве случаев не будут иметь барьера для влаги и практически не будут иметь упаковки или вообще не будут иметь упаковки.Качественные и стандартные присадочные металлы имеют отличную защиту и упаковку как для защиты от влаги, так и для защиты от повреждений.
Очень часто мы сталкиваемся с поврежденным присадочным металлом, поврежденной проволокой или флюсом при открытии нового контейнера только потому, что с присадочным металлом обращались неаккуратно. С наполнителями нужно обращаться очень деликатно, как с яйцами! Электроды для дуговой сварки в защитном металле с флюсом снаружи особенно подвержены повреждениям при неосторожном бросании или грубом обращении.
С наполнителями нужно обращаться очень деликатно, как с яйцами! Электроды для дуговой сварки в защитном металле с флюсом снаружи особенно подвержены повреждениям при неосторожном бросании или грубом обращении.
Ухудшение внешнего вида флюса может сделать бесполезными многие электроды. В некоторых случаях картонная упаковка, расположенная по окружности, поможет противостоять или проложить любое разрушение флюса. Некоторые доступны в металлических банках, которые защищают электроды или стержни от вмятин и других повреждений. Когда катушка с проволокой падает,
, она теряет свою форму или отдельные слои проволоки перепутываются и запутываются, вызывая проблемы в механизме подачи, что приводит к нестабильной сварочной дуге и другим проблемам.Еще одним заклятым врагом некоторых видов присадочных металлов является влага. Когда стальная присадочная проволока контактирует с влагой или водой, она может образовать ржавчину и другие подобные отложения на верхней части присадочного металла. Проволока для дуговой сварки с флюсовой сердцевиной и ржавые катушки сварки MIG могут создать много проблем для направляющих пистолетов, механизмов подачи проволоки и контактных наконечников.
Проволока для дуговой сварки с флюсовой сердцевиной и ржавые катушки сварки MIG могут создать много проблем для направляющих пистолетов, механизмов подачи проволоки и контактных наконечников.
Любая присутствующая влага приведет к тому, что флюс на электродах для дуговой сварки защищенным металлом распадется и отпадет, что даже создаст проблемы как в сварном шве, так и вокруг него.Некоторыми из серьезных проблем, возникающих из-за присутствия влаги, являются пористость и водород при растрескивании бортов. Электроды с низким содержанием водорода, такие как 7018, предназначены для хранения в сухих стержневых печах, чтобы избежать этих проблем с электродами для дуговой сварки в защитном металле.
Следует помнить, что качественные присадочные металлы и электроды должны быть герметизированы как для воздухонепроницаемости, так и для водонепроницаемости, чтобы влага не могла попасть внутрь. На упаковке должен быть четко указан вид металла, классификация и спецификация AWS. и такие другие торговые данные и идентификационные данные.В случае стержневых электродов каждый из стержней должен быть четко обозначен номером электрода, а если они представляют собой куски присадочного металла, то каждый из стержней должен быть промаркирован, проштампован, выгравирован лазером или отмечен флагом. Жезлы никогда не следует вынимать из контейнера, если они нам не нужны для немедленного использования. I
и такие другие торговые данные и идентификационные данные.В случае стержневых электродов каждый из стержней должен быть четко обозначен номером электрода, а если они представляют собой куски присадочного металла, то каждый из стержней должен быть промаркирован, проштампован, выгравирован лазером или отмечен флагом. Жезлы никогда не следует вынимать из контейнера, если они нам не нужны для немедленного использования. I
На случай, если мы их удалим, немедленно верните их обратно, иначе они могут оказаться не в том контейнере. Если речь идет о катушке с проволокой, не забудьте четко пометить каждую катушку. Всегда помните, что качество сварного шва будет зависеть от используемой присадочной проволоки.С качественным проводом можно избавиться от многих проблем и помнить, чтобы получить максимальную пользу в долгосрочной перспективе, храните его надлежащим образом.
Посетите веб-сайт Longevity (www. Longevity.inc.com) или посетите канал YouTube (www.youtube.com/longevitywelding) для получения дополнительной информации и подробностей о различном оборудовании, используемом для различных процедур сварки и резки. У компании Longevity есть все подходящие машины для вашего конкретного применения, поэтому проверьте и выберите то, что лучше всего подходит для вашего продукта, материалов и требований.
У компании Longevity есть все подходящие машины для вашего конкретного применения, поэтому проверьте и выберите то, что лучше всего подходит для вашего продукта, материалов и требований.
Урок 8 — Электроды для наплавки
Урок 8 — Электроды для наплавки © АВТОРСКОЕ ПРАВО 2000 ГРУППА ЭСАБ, ИНК. УРОК VIII 8.9.1.1 Дуга износа 3 IP-адрес без классификации AWS AC/DCEP (положительный электрод) Маркировка оттиска электрода: 3 Сплав для наращивания IP Углеродистые стали Низколегированные стали Износостойкие стали Описание: Wear-Arc 3 Металл сварного шва IP обеспечивает превосходную стойкость к износ, вызванный сильным ударом и сжатием нагрузки, и наиболее подходит в качестве основного сплава для наплавки твердого сплава.Wear-Arc 3 IP следует использовать там, где максимальная обрабатываемость поверхностного депозита желательно и в качестве окончательного верхнего слоя. Пластичность и прочность на сжатие материала Wear-Arc
3 Металл сварного шва IP подходит для решения проблемы износа многих
Приложения. Типичные области применения: сталелитейный завод
воблеры и муфты, подшипник
журналы, сталелитейный завод
шейки и концы валков, штампы для ковки и все углеродные
стальные детали, требующие наплавки перед наплавкой.Процедура: Wear-Arc
3 электрода IP имеют превосходные сварочные характеристики
во всех позициях. Из-за железного порошка в
покрытие, можно использовать более высокие настройки тока, чем при
обычные электроды. Площадь
Покрытие на фунт, глубина 1/8 дюйма (3,2 мм) — 24–25
дюймов 2 (155-161 см 2 )
Типичные механические свойства
В сварном состоянии
Прочность, psi (МПа) 91 500 (631)
Прочность на растяжение, фунт/кв. дюйм (МПа)
101 750 (702)
% Удлинение на 2 дюйма (51 мм)
24 %
Сокращение в Зоне 64
Твердость 29
Rc* *Плетение в два слоя
1020 Steel Weld депозиты могут
резка кислородно-ацетиленовой горелкой или воздушно-угольной дугой
резка.
Пластичность и прочность на сжатие материала Wear-Arc
3 Металл сварного шва IP подходит для решения проблемы износа многих
Приложения. Типичные области применения: сталелитейный завод
воблеры и муфты, подшипник
журналы, сталелитейный завод
шейки и концы валков, штампы для ковки и все углеродные
стальные детали, требующие наплавки перед наплавкой.Процедура: Wear-Arc
3 электрода IP имеют превосходные сварочные характеристики
во всех позициях. Из-за железного порошка в
покрытие, можно использовать более высокие настройки тока, чем при
обычные электроды. Площадь
Покрытие на фунт, глубина 1/8 дюйма (3,2 мм) — 24–25
дюймов 2 (155-161 см 2 )
Типичные механические свойства
В сварном состоянии
Прочность, psi (МПа) 91 500 (631)
Прочность на растяжение, фунт/кв. дюйм (МПа)
101 750 (702)
% Удлинение на 2 дюйма (51 мм)
24 %
Сокращение в Зоне 64
Твердость 29
Rc* *Плетение в два слоя
1020 Steel Weld депозиты могут
резка кислородно-ацетиленовой горелкой или воздушно-угольной дугой
резка. Типичный неразбавленный
Анализ металла сварного шва (%) C
Mn Si
Кр Мо
0,20 Макс. 0,09
0,70 2,30
1.10 Свойства
наплавленного металла шва:
баланс сплава хрома и молибдена придает удар
и сопротивление сжатию, а также значительное
износостойкость металла шва при любой толщине
наращивать. Депозиты можно обрабатывать, подделывать и реагировать
к термической обработке. Стандарт
Диаметры и упаковки 1/8″
(3,2 мм) x 10 # (4,5 кг) HSC 5/32″
(4,0 мм) x 10# (4,5 кг) HSC 3/16″
(4,8 мм) x 10# (4,5 кг) HSC 1/4″
(6,4 мм) x 10# (4,5 кг) HSC 8.9.1.2
Wear-Arc
Никель-марганцевый AWS
Класс EFeMn-A AC/DCEP
(Положительный электрод) Электрод
Маркировка выходных данных: наращивание Ni Mn
Насадка из сплава
Сварочный марганец
Сталь Суровая
Код удара
и технические данные: AWS
А5.13 Описание:
Wear-Arc никель
Наплавленный марганец устойчив к растрескиванию
и образует пластичную, высокопрочную плавящуюся связь на
марганцевая сталь.Аустенитная структура сварного шва обеспечивает
отличная устойчивость к износу, вызванному сильными ударами
и сжимающие нагрузки.
Типичный неразбавленный
Анализ металла сварного шва (%) C
Mn Si
Кр Мо
0,20 Макс. 0,09
0,70 2,30
1.10 Свойства
наплавленного металла шва:
баланс сплава хрома и молибдена придает удар
и сопротивление сжатию, а также значительное
износостойкость металла шва при любой толщине
наращивать. Депозиты можно обрабатывать, подделывать и реагировать
к термической обработке. Стандарт
Диаметры и упаковки 1/8″
(3,2 мм) x 10 # (4,5 кг) HSC 5/32″
(4,0 мм) x 10# (4,5 кг) HSC 3/16″
(4,8 мм) x 10# (4,5 кг) HSC 1/4″
(6,4 мм) x 10# (4,5 кг) HSC 8.9.1.2
Wear-Arc
Никель-марганцевый AWS
Класс EFeMn-A AC/DCEP
(Положительный электрод) Электрод
Маркировка выходных данных: наращивание Ni Mn
Насадка из сплава
Сварочный марганец
Сталь Суровая
Код удара
и технические данные: AWS
А5.13 Описание:
Wear-Arc никель
Наплавленный марганец устойчив к растрескиванию
и образует пластичную, высокопрочную плавящуюся связь на
марганцевая сталь.Аустенитная структура сварного шва обеспечивает
отличная устойчивость к износу, вызванному сильными ударами
и сжимающие нагрузки. В условиях непрерывного
воздействие, работа поверхности депозита затвердевает до
BHN 510. Wear-Arc
Никель-марганцевый сплав лучше всего подходит для
там, где встречаются сильные удары и сжимающие силы
непрерывно. Из-за звука, высокой прочности
сварные швы от этого электрода, его также следует использовать
для приварки изнашиваемых пластин, зубьев, кругов,
и формы из марганцовистой стали.Процедура:
Wear-Arc никель
Марганцевые электроды не требуют специального
техника нанесения. При сварке марганцевых
стали следует соблюдать следующие общие рекомендации:
1. Сварка
только на прочном, чистом, незакаленном основном металле. 2.
использование предварительного нагрева для марганцовистой стали не рекомендуется.
Избегайте перегрева основного металла, используя
самый низкий ток, обеспечивающий хороший перенос металла
и характеристики дуги. Держите аустенитный марганец
сталь ниже 600°F (316°C), межпроходная температура. Типичный
Механические свойства As
Сварной выход
Прочность, psi (МПа) 62 000 (427)
Прочность на растяжение, фунтов на квадратный дюйм
(МПа) 116 000 (800)
% Удлинение на 2 дюйма (51
мм) 45 Твердость
90 руб* Закаленный
Твердость 48 Rc*
*Два слоя на марганце
стальной сварной шов
отложения можно резать кислородно-ацетиленовой горелкой или воздушно-угольной дугой
резка.
В условиях непрерывного
воздействие, работа поверхности депозита затвердевает до
BHN 510. Wear-Arc
Никель-марганцевый сплав лучше всего подходит для
там, где встречаются сильные удары и сжимающие силы
непрерывно. Из-за звука, высокой прочности
сварные швы от этого электрода, его также следует использовать
для приварки изнашиваемых пластин, зубьев, кругов,
и формы из марганцовистой стали.Процедура:
Wear-Arc никель
Марганцевые электроды не требуют специального
техника нанесения. При сварке марганцевых
стали следует соблюдать следующие общие рекомендации:
1. Сварка
только на прочном, чистом, незакаленном основном металле. 2.
использование предварительного нагрева для марганцовистой стали не рекомендуется.
Избегайте перегрева основного металла, используя
самый низкий ток, обеспечивающий хороший перенос металла
и характеристики дуги. Держите аустенитный марганец
сталь ниже 600°F (316°C), межпроходная температура. Типичный
Механические свойства As
Сварной выход
Прочность, psi (МПа) 62 000 (427)
Прочность на растяжение, фунтов на квадратный дюйм
(МПа) 116 000 (800)
% Удлинение на 2 дюйма (51
мм) 45 Твердость
90 руб* Закаленный
Твердость 48 Rc*
*Два слоя на марганце
стальной сварной шов
отложения можно резать кислородно-ацетиленовой горелкой или воздушно-угольной дугой
резка. Типичный
Анализ неразбавленного металла сварного шва (%)
Типичный
Анализ неразбавленного металла сварного шва (%)С
Мн
Си
Ni
0.60
14.00
0,55
4,00
Стандарт Диаметры и упаковки 5/32 дюйма (4,0 мм) x 10# (4,5 кг) HSC 3/16″ (4,8 мм) x 10# (4,5 кг) HSC 1/4″ (6,4 мм) x 10# (4,5 кг) HSCГазовые метки на сварных швах FCAW
A: Газовые метки – это небольшие канавки, которые иногда появляются на поверхности сварного шва, выполненного в процессе дуговой сварки с флюсовой проволокой (FCAW), будь то в среде защитного газа, с флюсовой проволокой (FCAW-G) или в самозащитной среде. сварка порошковой проволокой (FCAW-S). Чрезмерный уровень растворенных газов в металле сварного шва является причиной газовых следов. Газовые пятна чаще возникают при использовании электродов, которые образуют сварочную ванну меньшего размера и имеют систему более быстрого замерзания шлака, по сравнению с электродами, имеющими большую сварочную ванну с более медленным замерзанием шлака.Следовательно, электроды меньшего диаметра, предназначенные для сварки во всех положениях (т. е. в плоском, горизонтальном, вертикальном и потолочном положении) и работающие при более низких уровнях силы тока, будут более восприимчивы к газовым пятнам, чем электроды большего диаметра, плоские и только в горизонтальном положении, работающие при более высоких токах. | |
 В то время как эти растворенные газы мигрируют или выходят из расплавленного металла сварного шва до его затвердевания, некоторые из газов не полностью мигрируют через расплавленный шлак до его затвердевания.Таким образом, эти оставшиеся карманы газа попадают под твердый шлак и оставляют вмятины или газовые следы на поверхности сварного шва. «Червячные следы» или «куриные следы» — другие распространенные нестандартные термины для газовых меток. Газовые следы считаются косметическим дефектом, а не дефектом сварки.
В то время как эти растворенные газы мигрируют или выходят из расплавленного металла сварного шва до его затвердевания, некоторые из газов не полностью мигрируют через расплавленный шлак до его затвердевания.Таким образом, эти оставшиеся карманы газа попадают под твердый шлак и оставляют вмятины или газовые следы на поверхности сварного шва. «Червячные следы» или «куриные следы» — другие распространенные нестандартные термины для газовых меток. Газовые следы считаются косметическим дефектом, а не дефектом сварки.
Одной из возможных причин газовых меток в процессе FCAW-S является:
• Чрезмерное напряжение дуги. По мере увеличения напряжения длина дуги увеличивается.Если длина дуги слишком велика, в дугу поступает избыточное количество азота из воздуха (больше, чем можно контролировать или блокировать с помощью денитридеров в элементах сердечника). Этот лишний азот попадает в расплавленный металл сварного шва, а затем должен уйти.
Другими потенциальными причинами газовых следов при сварке порошковой проволокой в среде защитного газа или в самозащите являются:
• Чрезмерная влажность: Если в дуге присутствует чрезмерный уровень влаги, эта влага также может попасть в расплавленный металл. металл в виде растворенного водорода, причем некоторая его часть не выходит обратно через шлак до его затвердевания, вызывая следы газа. Потенциальными источниками влаги в дуге являются:
Потенциальными источниками влаги в дуге являются:
a. С воздуха (высокая влажность).
б. С поверхности листа (конденсат и/или чрезмерное количество углеводородных загрязнений, таких как ржавчина, масло, грунтовка и т. д.).
с. От провода (если упаковка провода повреждена и/или провод подвергается воздействию воздуха в течение длительного времени, что приводит к образованию конденсата на внутренних элементах сердечника ).
д. Для электродов, защищенных газом, от защитного газа (конденсация в баллоне. Точка росы защитных газов должна быть ниже -40°F (-40°C)).
• Слишком короткое расстояние между контактным наконечником и рабочим расстоянием (CTWD): Если CTWD или электрический вылет (ESO) слишком малы для конкретного электрода, влаге в дуге может не хватить времени для полного выгорания, что приведет к избыточному уровню растворенного водорода в сварочной ванне. Кроме того, по мере того, как CTWD становится короче, длина дуги увеличивается, что вызывает ту же проблему с электродами FCAW-S, как объяснялось ранее.
• Сварочные процедуры и/или методы, приводящие к повышенной скорости замерзания шлака.Более жидкая сварочная ванна может оставаться жидкой достаточно долго, чтобы позволить всем растворенным газам выйти до того, как шлак замерзнет.
Обратите внимание, что если какие-либо из этих проблем станут слишком чрезмерными, проблема выйдет за рамки газовых пятен (только косметический дефект) и вызовет пористость сварного шва (несплошность сварного шва и возможный дефект сварного шва).
Для электродов, защищенных газом, существует также более высокая восприимчивость к газовым пятнам при использовании смесей аргона (Ar)/двуокиси углерода (CO2) (т. е. 75% Ar / 25% CO2), чем при использовании защитного газа, содержащего 100% CO2.Перенос металла с аргоном в защитном газе больше похож на струйную дугу, что приводит к меньшему размеру капель металла, но также и к большему количеству капель. Конечным результатом является увеличение общей площади поверхности всех капель расплава, что приводит к более высокому уровню растворенных газов в металле сварного шва. Этот потенциал увеличивается еще больше при более высоком процентном содержании аргона в газовой смеси, чем 75%. Однако обратите внимание, что большинство производимых сегодня электродов FCAW-G имеют очень низкий уровень диффузионного водорода (т.е. H8 или максимум 8 миллилитров диффузионного водорода на 100 граммов металла сварного шва). Некоторые электроды даже имеют рейтинг h5. Таким образом, вероятность получения газовых меток с любым типом защитного газа в последние годы снизилась.
Этот потенциал увеличивается еще больше при более высоком процентном содержании аргона в газовой смеси, чем 75%. Однако обратите внимание, что большинство производимых сегодня электродов FCAW-G имеют очень низкий уровень диффузионного водорода (т.е. H8 или максимум 8 миллилитров диффузионного водорода на 100 граммов металла сварного шва). Некоторые электроды даже имеют рейтинг h5. Таким образом, вероятность получения газовых меток с любым типом защитного газа в последние годы снизилась.
| A | B |
|---|---|
| Аппарат для дуговой сварки | Аппарат, вырабатывающий ток для сварки. |
| Дуга | Разряд электричества через воздушное пространство. |
| Сварщик | Сварщик |
| Электроды | Металлические сварочные стержни, покрытые флюсом и используемые с электросварщиком. |
| Дуговая сварка защищенным металлом | Сварка с использованием электроэнергии в качестве источника тепла и стержней, покрытых флюсом, которые образуют газообразный экран вокруг расплавленного металла до его затвердевания. |
| Шлак | Продукт, образующийся при сжигании стали в сочетании с кислородом. |
| Рабочий цикл | Доля времени, в течение которого двигатель может работать без перегрева. |
| Ампер | Мера скорости тока в проводнике. |
| Проводник | Любой материал, который позволяет электронам двигаться через него. |
| Напряжение | Измерение электрического давления. |
| Мощность в ваттах | Мера доступной энергии или работы, которую можно выполнить, используя один ампер при одном вольте. |
| Трансформатор | Устройство, преобразующее высокое напряжение от линий большой мощности в 230 вольт для домашних и сельскохозяйственных установок. |
| Переменный ток | Ток, меняющий направление на противоположное 60 раз в секунду. |
| Генератор | Устройство, вырабатывающее постоянный ток. |
| Постоянный ток | Ток, который непрерывно течет в одном направлении. |
| Полярность | Относится к направлению потока электричества в сварочной цепи. |
| Прямая (отрицательная) Полярность | Постоянный ток, протекающий в одном направлении. |
| Обратная (положительная) полярность | Постоянный ток течет в направлении, противоположном прямой полярности. |
| Держатель электрода | Подпружиненное устройство с изолированными ручками для захвата сварочных электродов. |
| Зажим заземления | Соединитель, используемый для подключения кабеля, провода или объекта к источнику заземления. |
| Отбойный молоток | Молоток с острой кромкой, используемый для удаления шлака со сварочного валика. |
| Национальная ассоциация производителей электрооборудования | Группа, разработавшая систему цветовой маркировки электродов. |
| Маркировка конца | цвет на конце электрода. |
| Точечная маркировка | Цвет на поверхности проволоки электрода. |
| Групповая маркировка | Маркировка на упаковке сварочных электродов, указывающая тип электродов в упаковке. |
| Американское общество сварщиков | Организация, поддерживающая обучение сварочным процессам и разработавшая систему числовой классификации электродов. |
| Прочность на растяжение | Величина растяжения или растяжения, которое может выдержать сварной шов. |
| Дуговая угольная горелка | Устройство, удерживающее две угольные палочки и производящее пламя за счет энергии электросварщика. |
Книжный магазин AWS. AWS A5.26/A5.26M-97:(R2009) — СПЕЦИФИКАЦИЯ НА ЭЛЕКТРОДЫ ИЗ УГЛЕРОДИСТОЙ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ЭЛЕКТРОГАЗОВОЙ СВАРКИ
A5.26/A5.26M:1997(R2009) ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ НА ЭЛЕКТРОДЫ ИЗ УГЛЕРОДИСТОЙ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ЭЛЕКТРОГАЗОВОЙ СВАРКИ
ПРЕДОСТАВЛЕНЫ ИНТЕРПРЕТАЦИИ ДЛЯ ЭТОГО КОДА, НАЖМИТЕ ЗДЕСЬ
Цена участника: 54 доллара.
 00
00Цена для нечленов: $72.00
Классификационные требования установлены для сплошных и составных (порошковых и металлопорошковых) электродов для электрогазовой сварки. Требования включают химический состав электрода для сплошных электродов и металла шва для составных (порошковых) электродов, а также механические свойства и прочность металла шва, взятого из разделки шва, выполненного этими электродами по установленной технологии сварки.Включены стандартные размеры электродов, требования к маркировке и упаковке. В этой спецификации используются как традиционные единицы США, так и Международная система единиц (СИ). Поскольку они не эквивалентны, каждая система должна использоваться независимо от другой. Одобрено ANSI. ок. 30 страниц ISBN 0-87171-539-2
| Форматы | Цена участника | Цена для нечленов | Количество |
|---|---|---|---|
54 доллара. |