Металлические конструкции. Сварные соединения. (Лекция 7)
Похожие презентации:
Технология перевозочного процесса
Организация работы и расчет техникоэкономических показателей участка механической обработки детали
Грузоподъемные машины. (Лекция 4.1.2)
Безопасное проведение работ на высоте
Геофизические исследования скважин
Система охлаждения ДВС
Эксплуатация нефтяных и газовых скважин. Курс лекций в слайдах
Требования безопасности при выполнении работ на высоте
Проект по технологии «Скалка» (6 класс)
Конструкции распределительных устройств. (Лекция 15)
Кафедра «Металлические и деревянные конструкции»
курс «Металлические конструкции», 1 ч.
лекция № 7. «Сварные соединения»
Лектор ст. преподаватель кафедры «МиДК»
Крайнов Андрей Викторович
2. Сварные соединения
При изготовлении стальных конструкций есть необходимостьсоединять элементы между собой. Это возможно выполнить с
помощью сварки или выполнить болтовое соединение.

Использование сварки позволяет достаточно легко создавать новые
конструктивные формы конструкций, существенно помогает при
ремонте стальных конструкций, иногда снижвет расход стали до 1015%. Но сварные соеденения чувствительны к концентрации
напряжений и к работе на динамические воздействия при низкой
температуре.
Наиболее распространены контактные и электродуговые виды сварки.
В строительстве широкое распространение получили следующие виды
электродуговой сварки:
Ручная, автоматическая, полуавтоматическая и газовая.
3. Сварные соединения
Ручная сварка – это вид соединения элементов спомощью штучных сварных элементов –
электродов.
Сварка происходит за счёт локального
расплавления краем соединяемых элементов и
сваркой их между собой материалом электрода.
Электрод – это стальной стержень покрытый
специальной обмазкой (покрытием). При
проведении сварных работ, при достижении
температуры плавления, покрытие электрода
сгорает и образует вокруг места плавления
облако защитных газов.
 Находящиеся в воздухе
Находящиеся в воздухекислород, азот и другие газы не могут
проникнуть к месту сварки и не окисляют
сварной шов.
4. Сварные соединения
Сварка электродами без защитного покрытия приводит к образованиюхрупких сварных швов.
Для электродов принята маркировка, состоящая из буквы «Э» и двух цифр,
обозначающие значение временного сопротивления наплавленного металла в
кгс/мм2.
Т.е. запись «Э46» означает, что этот электрод имеет временное
сопротивление 46 кг/мм2 или 460 МПа.
Чаще всего маркировка указывается расширенная, в которой описывается
полная информация об электроде. Например указывается производитель, к
каким сталям применяется данный электрод, вид покрытия, указывается
рекомендуемое положение сварки, диаметр и т.д.
5. Сварные соединения
Рассмотрим несколько возможных вариантов маркировок.Завод изготовитель: «ЛЭЗ» — Лосиноостровский электродный завод.
«УОНИИ 13» — Универсальная Обмазка Научного Исследовательского
Института № 13.

Диаметр электрода. Обычно при ручной сварки используется электроды
диаметром от 3 до 6 мм.
Назначение. «У» – электрод для сварки углеродистой или
низколегированных сталей. «Л» – сварка легированных прочных сталей. «Т»
— сварка теплоустойчивых легированных сталей. «В» – сварка
высоколегированных сталей с особыми свойствами.
Толщина покрытия. «Д» – электрод со специальным толстым покрытием.
«С» – средним, «М» – тонким. «Г» — особо толстым покрытием.
6. Сварные соединения
Вид покрытия. «А» – кислое, «Б» – основное, «Р» – рутиловое, «Ц» –целлюлозное, «АЦ РБ» – смешанное.
Ток. Постоянный или переменный
Положение при сварке.
7. Сварные соединения
Также указывается рекомендуемый сварочный ток и др. информация.8. Сварные соединения
Автоматическаясварка
подразумевает
использование
непрерывного
электрода
–
сварочной проволоки и процесс
сварки
происходит
в
автоматическом режиме с помощью
сварочного автомата.
 Благодаря
Благодаряподачи сварочной проволоки с
заданной скоростью, передвижению
сварочной головки с постоянной
скоростью и подачу в место сварки
защитных
газов
достигается
высокое качество сварочных работ.
9. Сварные соединения
Автоматическаясварка
является
самой
производительной
и
качественной
и
прочность сварного шва
не
ниже
прочности
основного металла..
10. Сварные соединения
Полуавтоматическаясварка
является
комбинированном
способом
ручной
и
автоматической сварки.
Применяется при
невозможности
использовать
громоздкую
аппаратуру автоматической сварки и при
требовании повысить качество сварного шва при
ручной сварке.
Сварка проходит следующим образом: сварная
проволока 2 мм диаметром подаётся к месту
выполнения шва ручным держателем. В место
выполнения шва высыпается из воронки флюс.
Сварщик в ручную выполняет шов и передвигает
воронку с флюсом и держатель с проволокой.

11. Сварные соединения
Газоэлектрическая сварка –это сварка в инертных газах
(например, аргон, гелий) или
сварка в активных газах
(углекислый
газ).
В
месторасположение
сварки
подаётся сварная проволока
специального
состава
и
горячая
струя
газа
расплавляет проволоку и
создаёт шов. Как правило,
сварной шов имеет высокое
качество.
12. Сварные соединения
Газовая сварка – это сваркаконструкций с помощью разогрева
места стыка горелкой. Обычно в
качестве горючего газа используется
пропан, а для более эффективного
горения используют кислород.
Качество шва как правило низкое и в
основном газовое оборудование
используют на вспомогательных
работах, например, для нарезки
элементов.
Тест.
Какой
вид
сварки
применяется?
В
каком
положении
происходит сварные работы?
14. Сварные соединения. Виды соединения.
При выполнении расчёта, проектировщик должен отличать различныевиды сварных соединений и применять при проектировании наиболее
целесообразный с точки зрения монтажа и прочности.

В последнее время сварные работы выполняются только в заводских
условиях и в исключительных случаях на площадке. Это связано с
тем, что на площадке не возможно добиться качественного шва и
контроля его выполнена по сравнению с заводскими. Все соединения
на площадке должны быть выполнены на болтах. Сварка на площадке
выполняется в исключительных случаях.
15. Сварные соединения
16. Сварные соединения. Виды соединения.
Стыковые соединения.17. Сварные соединения. Виды соединения.
Нахлесточные соединения.Преимущество этого соединения в том,
что не требуется точной подготовки по
размеру.
Не
рекомендуется
применять
при
динамических конструкциях или в
агрессивных средах (из за возможного
проникновения вредных газов между
деталями и дальнейшей коррозией в этой
полости).
18. Сварные соединения. Виды соединения.
Угловые соединения.Распространённое соединение. Менее трудоёмки при изготовлении.

Прочность швов меньше, чем стыковые швы.
19. Сварные соединения. Виды соединения.
Тавровые соединения.Распространённое соединение. Менее трудоёмки при изготовлении.
Большая жёсткость соединения. Прочность швов меньше, чем стыковые
швы. Чувствительна к изгибающим моментам.
20. Сварные соединения. Классификация.
Сварные швы разделяют (классифицируют) по ряду признакам:1. По назначению.
Рабочие (часто называют расчётные). Это основные швы передающие
усилия от одного элемента к другому. Все эти швы рассчитываются.
Конструктивные (иногда называю компоновочные). Эти швы применяются
для создания форм конструкций и, как правило, выполняются без расчёта.
2. По конструкции шва.
Стыковые
Угловые
Прорезные
Проплавленные.
21. Сварные соединения. Классификация.
Если усилие действует вдоль углового шва, то такой шов называютфланговый. Если действие поперёк шва – лобовой.
22. Сварные соединения. Классификация.
 По отношению к действующему усилию
По отношению к действующему усилиюразличают:
• Продольные
• Поперечные
• Комбинированные
• Косые
По форме обработки соединяемых деталей
Без разделки
U,
K, V или X образная разделка
(рекомендуется при толщинах более 8-10 мм)
Разделка с отбортовкой кромок
23. Сварные соединения. Классификация.
По пространственному положениюразличают
потолочные,
нижние
вертикальные, горизонтальные.
По протяжённости сварные швы делят
на непрерывистые (сплошные) или
прерывистые
(как
правило,
с
определённым шагов исполнения.
По числу проходок швы делят на
однопроходные или многопроходные.
По месту производства сварные швы
делятся на заводские или монтажные.
24. Расчёт стыковых сварных соединений.
Сварные швы в соединениях передают усилия от одного элемента к другомуи поэтому также испытывают изгиб, сжатие, растяжение и срез.
В расчётах стыковых соединений при сжатии, растяжении, изгиба,
контроля качества швов принимаются прочностные характеристики по
пределу текучести
English Русский Правила
Изготовление сварных металлоконструкции — цена на сварные конструкции из металла под ключ в Москве
Заботина Ю. А.
А.
Генеральный директор ООО «БИОМЕДСТАНДАРТ»
От лица компании «БИОМЕДСТАНДАРТ» хотим выразить благодарность коллективу Группы Компаний «СтальПрофильГрупп» за профессионализм и оперативность, проявленные в рамках нашего сотрудничества.
СтальПрофильГрупп производили строительно-монтажные работы по строительству складского здания с офисами общей площадью 1 404 метра квадратных расположенного на территории посёлка Шаховская, Московской области.
Посмотреть оригинал отзыва
Безноздрев Г.В.
Генеральный директор ООО «Энергетические технологии»
Генеральный директор ООО «Энергетические технологии» Безноздрев Г.В. от имени
коллектива выражает слова благодарности ГК «СтальПрофильГрупп» за плодотворное
сотрудничество и проявленный профессионализм. Заказывали у этого производителя 6 000 м2 сэндвич панелей с доборными элементами для строительства здания сортировки бытовых отходов в городе Москва.
Посмотреть оригинал отзыва
Архипенков А. Д.
Д.
Генеральный директор ООО «Тихвинский уездъ»
ООО “Тихвинский уездъ” выражает искреннюю благодарность профессиональному коллективу Группы Компаний “СтальПрофильГрупп” за плодотворное сотрудничество.
За период совместной работы компания осуществила весомый вклад в строительство производственного здания размером 18х52, полезной высотой 6 метров и общей площадью 1 000 м2, г. Смоленск.
Посмотреть оригинал отзыва
Алешонков И.В.
Генеральный директор ООО «Строительный холдинг – КМТ»
ООО «Строительный холдинг – КМТ» благодарит коллектив Группы Компаний «СтальПрофильГрупп» за продуктивное сотрудничество и оказание услуг по изготовлению и поставке комплекта сэндвич-панелей с фасонными элементами. Материалы предназначались для отделки павильонов площадью 2 500 м2 в г. Москва, район ВДНХ.
Посмотреть оригинал отзыва
Задоя Р. А.
А.
Генеральный директор ООО «ТЕРМАКС»
ООО «ТЕРМАКС» является ведущим производителем сэндвич-панелей в Южном Федеральном округе нашей страны. Этим письмом благодарим сотрудников ГК «СтальПрофильГрупп» за проведенные работы по проектированию и изготовлению металлического каркаса для строительства складских помещений площадью 2160 м2 в г. Ростов.
Посмотреть оригинал отзыва
Микаберидзе В.Р.
Директор ООО «МИКА»
Руководство нашей компании отметило в работе ГК «СтальПрофильГрупп» важное качество — соблюдение сроков. У нас был типовой проект склада ангарного типа площадью 1000 м2, с поставкой во Владимирскую область, поселок Першино, Киржачский район. Работа с ними была разбита на два этапа: вначале приобретались только металлоконструкции, вторым этапом сэндвич панели. Монтаж осуществляли своими силами.
Посмотреть оригинал отзыва
Сновальников А. Ю.
Ю.
Генеральный директор ООО «Свобода»
ООО “Свобода” в лице Генерального директора Сновальникова А. Ю. благодарит коллектив Группы Компаний “СтальПрофильГрупп” за продуктивное сотрудничество. Компания была выбрана в качестве исполнителя работ по проектированию и изготовлению металлоконструкций и сэндвич-панелей для быстровозводимого здания, при строительстве производственного объекта на территории Смоленской области, общей площадью 2 500 м2.
Посмотреть оригинал отзыва
Калиниченко К.Ю.
Генеральный директор ООО НПО «ФармВИЛАР»
Во всех аспектах своей деятельности наша фармацевтическая производственная компания придерживается основного правила — сохранять и приумножать здоровье граждан. При выборе любого стороннего подрядчика, он проходит процедуру проверки по нашим внутренним требованиям. Стараемся выбирать надёжных и ответственных партнеров, с хорошей репутацией.
Посмотреть оригинал отзыва
Жуков А. А.
А.Генеральный директор ООО «Светлояр»
ООО «Светлояр» занимается производством мебели для бюджетных предприятий России. Этим письмом хотим выразить благодарность ООО «ГК СтальПрофильГрупп» по итогам сотрудничества в 2016 году. Компания выступила в роли подрядчика в рамках строительства производственных и административных помещений и здания котельной общ. площадью 2 500 м2 в Гагаринском районе, Смоленской области, пос. Мальцево.
Посмотреть оригинал отзыва
Пархоменко И.А.
Генеральный директор ООО «Горизонов»
Компания ООО «Горизонов» выражает благодарность профессиональному коллективу Группы Компаний «СтальПрофильГрупп» за тесное и плодотворное сотрудничество!
В рамках совместной работы над строительством здания магазина на территории г. Москвы (ЦАО) «СтальПрофильГрупп» осуществляли изготовление и доставку стеновых и кровельных сэндвич-панелей, общей площадью 1 500 м2 на наш объект.
Посмотреть оригинал отзыва
Вавилкин С.А.
Руководитель ООО «ТМ Декор»
От имени компании ООО «ТМ Декор» выражаем благодарность Группе Компаний «СтальПрофильГрупп» за исполнительность и профессиональность в работе. Компания стала нашим партнером и подрядчиком в рамках строительства производственного здания общ. площадью 500 м2 на территории г. Долгопрудный, Московской область (2018г). По нашему заказу были спроектированы, изготовлены и смонтированы «Под Ключ» металлический каркас и сэндвич-панели, для вышеуказанного объекта.
Посмотреть оригинал отзыва
Павлова И.Е.
Генеральный директор ООО «СК ЭлФас»
ООО “СК ЭлФас” благодарит Группу Компаний “СтальПрофильГрупп” за проявленный
профессионализм в рамках совместной работы над строительством производственного цеха в
Смоленской обл., г. Вязьма.
ГК “СтальПрофильГрупп” осуществляла изготовление панелей типа “сэндвич” на
собственном обновленном производстве.
Посмотреть оригинал отзыва
Быстров А.Л.
Генеральный директор ООО «Веста»
ООО «Веста» является одним из ведущих производителей мебельной продукции в центральной части России. Высокое качество используемого сырья и ответственный подход к контролю качества собственной продукции определяет наше отношение к выбору надёжных подрядчиков. В начале 2016 года для расширения производства было принято решение построить быстровозводимое здание из металлоконструкций с последующей отделкой сэндвич панелями.
Посмотреть оригинал отзыва
Разный И.П.
Генеральный директор ООО «Строительно-монтажное управление N1»
ООО “Строительно-монтажное управление N1” выражает слова благодарности Группе Компаний “СтальПрофильГрупп” за профессионализм и ответственность, проявленные при сотрудничестве.
Они давно зарекомендовали себя на строительном рынке РФ. Разработка проектной документации, собственное производство металлокаркасов и сэндвич-панелей с использованием современных технологий — ключевое преимущество ООО “ГК СтальПрофильГрупп” над конкурентами в данной нише.
Посмотреть оригинал отзыва
Щепочкин А.В.
Генеральный директор ООО «ФАРМИНКО»
Наше сотрудничество с ГК «СтальПрофильГрупп» началось в начале лета 2017 года с проектирования и поставок металлических конструкций с сэндвич панелями, для постройки здания площадью 1200 м2 под производство косметических средств и бытовой химии в Заокском районе Тульской области. Группа Компаний «СтальПрофильГрупп» хорошо известны в ЦФО, как производитель металлоконструкций и сэндвич панелей отличного качества и надёжности.
Посмотреть оригинал отзыва
Звягинцев И.В.
Коммерческий директор ООО «Курский профнастил»
ООО «Курский профнастил» работает в сфере изготовления, продаж и монтажа металлочерепицы, профнастила и металлического сайдинга.
Мы поддерживаем деловые связи с большим количеством компаний по всей России и очень внимательно относимся к своим контрагентам, особенно новым.
Посмотреть оригинал отзыва
Дворецкий А.Ю.
Генеральный директор ООО «МалКор»
ООО «МалКор» искренне благодарит Группу Компаний «СтальПрофильГрупп» за качественное и оперативное проведение строительно-монтажных работ.
Наше сотрудничество началось в 2017 году.
Специалисты компании зарекомендовали себя достаточно профессионально при осуществлении проектирования, изготовления и монтажа сэндвич-панелей в рамках строительства двухэтажного Торгового Центра общей площадью 500 м2 по адресу: Московская обл., село Малаховка.
Посмотреть оригинал отзыва
Яшкин Р. О.
О.
Генеральный директор ООО «МЕГАТРАНС»
Компания «МЕГАТРАНС» выражает свою признательность Группе Компаний «СтальПрофильГрупп» за поставку металлического каркаса и сэндвич-панелей для сооружения здания складского назначения общей площадью 700 м2 в город Новый Уренгой.
Хочется отметить следующие моменты в процессе нашего сотрудничества.
Посмотреть оригинал отзыва
Технологии сварки металлоконструкций | ООО «Завод Строительных Конструкций»
Сварка металла — это способ соединения металлических элементов в единую конструкцию. Широко используется в качестве бытовых работ и в масштабах промышленности.
Сварка должна обеспечить создание надежной и долговечной конструкции, соответствующей заданным размерам. Риск деформации при этом должен быть сведен к нулю. Для этого потребуется выполнение ряда технологических требований.
- При создании шва без использования кондуктора, перед сваркой следует между скрепляемыми элементами оставить зазор, соответствующий норме.

- Перед поступлением заготовки на стапель каждая из них требует соответствующей подготовки.
- Параметры всех элементов должны в точности соответствовать деталям спроектированного объекта.
- При ручной дуговой сварке корневые слои шва нужно создавать электродами не более 0,3 ‒ 0,4 см.
- Металлические конструкции должны быть расположены так, чтобы была возможность наложения швов в нижнем положении. Это сделает проведение сварных работ более безопасным.
- Углы конструкции должны соответствовать проектным документам. Для их измерения применяется кондуктор и специнструмент.
- Углы между соединяемыми элементами в большинстве случаев должны быть прямые (исключение, если в проекте отражены другие показатели). В ином случае неизбежен перекос и нарушение целостности объекта.
- У готовой металлоконструкции должна быть самая минимальная усадка. Чтобы соблюсти это требование, сварку следует проводить в стабильном рабочем режиме. Погрешность заданной величины напряжения и тока на дуге не должна превышать 5%.
- Если работы выполняются в условиях пониженной температуры воздуха, перед их началом необходимо сделать образец спайки.
- В случае сваривания частей ответственных объектов из нового стального сплава либо с использованием новых расходных материалов, сварщику следует предварительно сделать контрольный образец с использованием того же аппарата и расходников, в том же пространственном местоположении, что и при создании будущей металлоконструкции. После этого мастер сможет в полной мере оценить ситуацию перед проведением основного процесса. Это исключит риск допущения технологических ошибок.

 Погрешность заданной величины напряжения и тока на дуге не должна превышать 5%.
Погрешность заданной величины напряжения и тока на дуге не должна превышать 5%.
Заметим, что на качество формируемых соединений влияет не только мастерство и опыт специалиста, но и технические характеристики сварочной установки. Проверенные временем модели, как правило, являются надежными помощниками сварщика на всех этапах производства металлических конструкций.
Вышеуказанные требования должны быть соблюдены, еще начиная с этапа предварительной сборки элементов. Рекомендации особенно актуальны, когда при производстве металлических конструкций применяется технология с автоматическим режимом, при которой корректировка допущенных ошибок будет практически невозможна.
Обратившись к услугам производственной компании ООО «ЗСК» можно заказать изготовление металлоконструкций с применением традиционной и инновационных технологий сварки.
Классический метод сварки конструкций из металла
Это традиционный способ сварочных работ, позволяющий получить надежное сцепление деталей в конструкциях из металла с учетом наиболее рациональных видов сечения. Технология проста и может быть использована не только в бытовых целях, но и в более широких масштабах. Для производства металлических конструкций по классическому методу в качестве источников энергии используются:
Для производства металлических конструкций по классическому методу в качестве источников энергии используются:
- газовое пламя;
- электрическая дуга.
Обе методики предусматривают три способа создания швов.
- Ручной. Метод предполагает проведение сварочных работ без использования автоматизированных аппаратов. Вручную выполняется электродная сварка либо обычная под флюсом, или же спаивание газосварочным оборудованием. Используется преимущественно в бытовых целях.
- Полуавтоматический. Согласно этой технологии, подача электродов производится автоматически, а соединения создаются вручную. Отличительной особенностью такого метода будет более высокая производительность. Предусматривает применение сварной проволоки, неплавких электродов и газового флюса. Широко используется при монтаже объектов из железобетона, в автомобилестроении и в быту.
- Автоматический. Не предполагает участие человека в сварочном процессе. Всю работу выполняет аппарат, настроенный на необходимый режим с учетом вида проводимой операции. Данный вариант подразумевает применение электрошлаковой и контактной сварки.
 Всю работу выполняет аппарат, настроенный на необходимый режим с учетом вида проводимой операции. Данный вариант подразумевает применение электрошлаковой и контактной сварки.
Всю работу выполняет аппарат, настроенный на необходимый режим с учетом вида проводимой операции. Данный вариант подразумевает применение электрошлаковой и контактной сварки.Инновационные методы сварки
Классическая технология со временем претерпела серьезные изменения и усовершенствования. Профессионалами постепенно разрабатывались все новые способы спайки металлических частей. На свет появились методики с использованием теплового эффекта, ультразвуковых волн, лазерных аппаратов и пр.
Подобные нововведения ускорили и существенно облегчили сварные работы при производстве металлоконструкций. Непрекращающиеся исследования и разработки новейших технологий ведутся и по сей день.
Использование новых методов при выполнении сварки обеспечило ряд весомых преимуществ:
- снижение коробления металлических деталей;
- повышение скорости сварных работ;
- сокращение расходов и ресурсов на работы по зачистке сварных швов;
- возможность сварки тонких металлических листов;
-
снижение затрат на приобретение расходных материалов.

К наиболее продуктивным и эффективным методам (с учетом экономичности и качества получаемых швов) относятся следующие виды сварки.
1. Термитная — предусматривает создание швов с помощью нанесения в процессе горения специального состава на место спайки элементов. Метод применяется при создании ответственных металлоконструкций в случаях, когда требуется заделать скол либо трещину.
2. Электронно-лучевая сварка эффективна при создании глубоких спаек (до 200 мм). Шов формируется в вакууме, поэтому ее применение в бытовых условиях практически исключается. Используется преимущественно в узкопрофильном производстве.
3. Плазменная технология предусматривает использование ионизированных газов, выполняющих роль дуги и пропускаемых через электроды, имеющие высокие технологические характеристики. В отличие от электронного, для данного метода характерны наиболее широкие возможности, поскольку с его помощью можно сварить или разрезать металл практически любой ширины.
4. Аргонодуговой орбитальный метод выполняется с использованием вольфрамового электрода. Нашел применение в работе со сложными металлическими элементами. К примеру, он эффективен при формировании неповоротных стыков труб, имеющих диаметр от 2 см до 1,44 м. При выполнении сварки флюс наносится с расчетом 1 грамм на метр шва. Метод дает возможность решить несколько технологических задач:
- сварные работы могут быть автоматизированы без разделки кромки;
- дуга, оказывая давление на жидкий металл, обеспечивает создание качественного шва вне зависимости от его расположения в пространстве;
- позволяет снизить массу и объем сварной ванны благодаря работе с пониженным током.
5. Щадящие методы сварки в Ar+O2+CO2 и Ar+CO2. Применение такой технологии позволяет создать швы более высокого качества (если сравнивать со сваркой в СО2). Немалым преимуществом будет существенное сокращение расходных материалов и возможность плавного перехода к спаиваемым элементам металлической конструкции. Расход материалов снижается благодаря неразбрызгиванию электродов.
Расход материалов снижается благодаря неразбрызгиванию электродов.
Заметим, что каждая из перечисленных технологий имеет свои достоинства и недостатки, а наличие различных технологических особенностей позволяет использовать их в разных операциях. При соблюдении всех требований, предъявляемых к выполнению сварки металлических конструкций, объекту будет обеспечена прочность и долговечность за счет качественных швов, устойчивых к внешнему воздействию. Для этого подойдет как классическая технология, так и одна из новейших. Профессионалы специализированной компании ООО «ЗСК» в совершенстве владеют навыками и самым современным оборудованием для высококачественной сварки металлоконструкций.
Прогресс не стоит на месте и в ближайшем будущем мы станем свидетелями появления все более новых материалов и способов сварки, с программным управлением и использованием нано-технологий.
Технология сварки стальных конструкций, металлическая конструкция Havit Steel
Сварка стальных конструкций является основным методом соединения стальных конструкций: расплавление сварочного стержня и стали частично за счет тепла, выделяемого электрической дугой, а затем конденсация в сварной шов путем охлаждения , таким образом соединяя свариваемые детали в одну.
При изготовлении и монтаже металлоконструкций широко используется дуговая сварка. Основными типами дуговой сварки являются ручная дуговая сварка с флюсовым покрытием, автоматическая дуговая сварка под флюсом, полуавтоматическая и автоматическая сварка в среде защитного газа CO2 и дуговая сварка с самозащитой. В некоторых специальных случаях необходимо использовать электрошлаковую сварку и болтовую сварку.
Методы сварки стальных конструкций
1. Электродуговая сварка
(1) дуговая сварка сварочным стержнем
Сварочный аппарат переменного тока: оборудование простое, операция гибкая и удобная, и его можно сваривать в различных положениях. без ослабления поперечного сечения компонента, обеспечивая качество и низкую стоимость строительства. Этот метод сварки широко используется на строительных площадках.
без ослабления поперечного сечения компонента, обеспечивая качество и низкую стоимость строительства. Этот метод сварки широко используется на строительных площадках.
Сварочный аппарат постоянного тока: технология сварки такая же, как при использовании сварочного аппарата переменного тока, дуга стабильна во время сварки, но стоимость конструкции выше, чем у сварочного аппарата переменного тока. Применяется для стальных конструкций с повышенными требованиями к качеству сварки.
(2) Дуговая сварка под флюсом
Металл плавится под флюсом, тепло сварки концентрируется, глубина провара и эффективность высокие, качество хорошее, нет явления выплеска, околошовная зона маленький, а сварочный шов равномерный и красивый; технология работы должна быть низкой, а условия труда хорошими. Прямые угловые швы и стыковые швы с большей длиной сварки и более толстыми листами на заводе.
(3) Полуавтоматическая сварка
Как и при дуговой сварке под флюсом, операция более гибкая, но неудобная в использовании, всегда используется для сварки коротких или изогнутых углов и стыковой сварки.
(4) Сварка в среде защитных газов
Сварка легкой сварочной проволокой с использованием CO2 или инертного газа вместо защитной дуги под флюсом; его можно сваривать во всех положениях, с хорошим качеством, высокой скоростью плавления, высокой эффективностью, энергосбережением, нет необходимости удалять сварочный шлак после сварки, но избегать ветра во время сварки. Они обычно используются для сварки тонких стальных листов и других металлов, сварки стальных колонн большой толщины и стальных балок.
2. Электрошлаковая сварка
Электротермическая сварка сопротивлением, производимая током, проходящим через жидкий шлак, может сваривать швы значительной толщины — сварка стального листа большой толщины, круглой стали большого диаметра и стального литья. Горение ацетилена и кислорода смешивается с пламенем, чтобы расплавить металл для сварки; при сварке цветных металлов и нержавеющей стали требуется газосварочная порошковая защита. Листовая сталь, чугун, соединители и наплавка.
3. Контактная сварка
Используйте контактную тепловую сварку, возникающую при прохождении тока через сварное соединение, стальную стыковую сварку, точечную сварку стальной сетки, сварку закладного железа.
4. Высокочастотная сварка
Используйте для сварки тепло, выделяемое высокочастотными резисторами. Продольный шов тонкостенной стальной трубы.
Сварка стальных конструкций
Сварка стальных конструкций играет важную роль в процессе производства и монтажа, качество сварки стальных конструкций напрямую влияет на внешний вид, а также играет жизненно важную роль в прочности стальных конструкций.
Материалы для сварки стальных конструкций
Основными инструментами, используемыми при сварке стальных конструкций, являются сварочный электрод и скользящий по пластине. При выборе сварочного электрода его модель должна строго соответствовать конструктивным требованиям. Затем сварочный стержень следует обжечь в соответствии с соответствующей инструкцией и поместить в термостойкую бочку для дальнейшего использования. Кроме того, в процессе сварки зданий из стальных конструкций строго запрещается использовать некоторые электроды с ржавыми сердечниками, а кислотные и щелочные электроды не должны смешиваться. Наконец, при сварке важных частей стальных конструкций зданий целесообразно выбирать щелочные электроды. Когда сварные детали стальной конструкции должны иметь канавки, необходимо использовать стартовую пластину дуги, и выбор материала стартовой пластины дуги должен быть таким же, как и материал сварной детали.
Кроме того, в процессе сварки зданий из стальных конструкций строго запрещается использовать некоторые электроды с ржавыми сердечниками, а кислотные и щелочные электроды не должны смешиваться. Наконец, при сварке важных частей стальных конструкций зданий целесообразно выбирать щелочные электроды. Когда сварные детали стальной конструкции должны иметь канавки, необходимо использовать стартовую пластину дуги, и выбор материала стартовой пластины дуги должен быть таким же, как и материал сварной детали.
Основные инструменты
Сварочные инструменты в стальных строительных проектах в основном включают держатели электродов, электродные изоляционные цилиндры, печи и электросварочные аппараты.
Условия и требования к сварке
Сварка при низких температурах вызывает быструю потерю тепла. По этой причине, когда толщина стали достигает определенного уровня, можно использовать технологию многослойной сварки. Кроме того, чтобы предотвратить быстрое снижение температуры, при сварке определенного зазора она должна быть завершена за один раз, чтобы избежать прерывания сварки. Если происходит сбой, он должен реагировать адекватно. Наконец, в ветреную и снежную погоду сварки следует по возможности избегать. Если сварка действительно требуется, следует установить палатки, а затем сварить стальную конструкцию в помещении. В то же время процесс сварки должен обеспечивать, чтобы скорость ветра находилась в соответствующих пределах. После завершения сварки следует использовать соответствующие материалы для медленного охлаждения свариваемых объектов.
Если происходит сбой, он должен реагировать адекватно. Наконец, в ветреную и снежную погоду сварки следует по возможности избегать. Если сварка действительно требуется, следует установить палатки, а затем сварить стальную конструкцию в помещении. В то же время процесс сварки должен обеспечивать, чтобы скорость ветра находилась в соответствующих пределах. После завершения сварки следует использовать соответствующие материалы для медленного охлаждения свариваемых объектов.
Причины деформации стальной конструкции при сварке
1. Основные типы деформации при сварке
Деформация при сварке в основном относится к деформации стальной конструкции, вызванной высокой температурой во время сварки, и проблеме остаточной деформации, которая возникает в элементе конструкционной стали после сварка завершена. Среди двух вышеупомянутых типов сварочной деформации наибольшее влияние на качество сварки оказывает остаточная сварочная деформация. Влияние остаточной сварочной деформации на стальные конструкции здания делится на общую и локальную деформацию, а в соответствии с характеристиками формы деформации она делится на угловую деформацию, продольный изгиб, коробление и т. д. Местная деформация включает угловую деформацию и продольный изгиб. , а общая деформация также включает коробление и так далее. В процессе сварки стальных конструкций наиболее вероятным видом деформации является полная деформация.
д. Местная деформация включает угловую деформацию и продольный изгиб. , а общая деформация также включает коробление и так далее. В процессе сварки стальных конструкций наиболее вероятным видом деформации является полная деформация.
2. Причины сварочной деформации
Жесткость стальной конструкции, несомненно, является одним из основных факторов, влияющих на сварочную деформацию. Жесткость стальной конструкции в основном связана с устойчивостью конструкции к деформации, такой как изгиб и растяжение, а жесткость стальной конструкции в основном зависит от стали. Размер конструкции, форма поперечного сечения. Кроме того, расположение и количество сварных швов также в определенной степени влияют на степень и состояние сварочной деформации.
Когда жесткость стальной конструкции не может достичь определенного стандарта, симметричное положение стальной конструкции используется в качестве сварного соединения. Если последовательность сварки является разумной, конструкция может производить только линейную деформацию, и деформация изгиба невозможна. Наконец, процесс сварки также в некоторой степени влияет на степень сварочной деформации. Например, когда сварочный ток большой, а скорость сварки низкая, это вызовет более сильную деформацию сварки. По этой причине в процессе сварки стальных конструкций мы должны настроить объективные и разумные меры и методы процесса сварки.
Наконец, процесс сварки также в некоторой степени влияет на степень сварочной деформации. Например, когда сварочный ток большой, а скорость сварки низкая, это вызовет более сильную деформацию сварки. По этой причине в процессе сварки стальных конструкций мы должны настроить объективные и разумные меры и методы процесса сварки.
Работы по предотвращению деформации, вызванной процессом сварки стальной конструкции
Контроль конструкции сварочных узлов
Чтобы еще больше избежать и улучшить сварочную деформацию, мы должны обратить внимание на следующие аспекты при проектировании сварных соединений стальной конструкции:
a . Во-первых, следует контролировать количество и размер сварных швов. Когда стальная конструкция имеет проблемы с большим количеством сварных швов и большими количествами в процессе сварки, это дает больше возможностей для сварочной деформации. По этой причине при проектировании сварных соединений стальных конструкций количество и размер сварных швов следует контролировать в определенной степени, чтобы еще больше улучшить сварочную деформацию;
б. Во-вторых, следует подобрать максимально подходящий размер и форму разделки под сварку. Разумный и научный выбор размера и формы канавки под сварку может не только в определенной степени обеспечить несущую способность стальной конструкции, но также в определенной степени уменьшить площадь поперечного сечения и, таким образом, контролировать количество влияния сварочной деформации;
Во-вторых, следует подобрать максимально подходящий размер и форму разделки под сварку. Разумный и научный выбор размера и формы канавки под сварку может не только в определенной степени обеспечить несущую способность стальной конструкции, но также в определенной степени уменьшить площадь поперечного сечения и, таким образом, контролировать количество влияния сварочной деформации;
в. Кроме того, в процессе сварки металлоконструкций положение сварочного узла должно быть максимально симметричным в поперечном сечении объекта. Для выбора узла сварки нейтральной оси узел сварки должен быть как можно ближе к нейтральной оси и в то же время избегать попадания в зону повышенных напряжений или вблизи нее.
д. Наконец, выбор форм узлов должен быть максимально жестким. При этом узлы не должны устанавливаться на разнонаправленных пересечениях. Только таким образом можно избежать сварочной деформации из-за концентрации высоких температур и напряжений в сварном шве.
Усовершенствование процесса сварки стальной конструкции здания
Усовершенствование сварной конструкции стальной конструкции играет жизненно важную роль в развитии сварочной деформации. Его конкретные операции в основном были сосредоточены на следующих различных аспектах:
Его конкретные операции в основном были сосредоточены на следующих различных аспектах:
а. Во-первых, выбрана последовательность сварки при сборке и сварке стальной конструкции. Что касается строительства и производства стальных конструкций, соответствующий персонал должен строго соблюдать применимые правила и требования для работы на стандартном уровне. Только таким образом мы можем в определенной степени обеспечить соответствующее давление несущей способности, а затем лучше соответствовать требованиям и стандартам сборки компонентов. В процессе сварки стальной конструкции сварка небольших сварочных компонентов завершается за один раз, а затем для строительства выбирается соответствующая последовательность сварки. Для сварки и сборки некоторых относительно крупных стальных конструкций сначала свариваются второстепенные компоненты, а затем соответствующие сборочные и сварочные работы. Для предотвращения деформации элементов при строительстве подбор моделей компонентов должен соответствовать соответствующим нормам и требованиям. Кроме того, во время сборки следует по возможности избегать сращивания с чрезмерным усилием. Наконец, в процессе сварки компонентов и конструкции необходимо максимально поддерживать однородность нагрева и соответствие температуры сварного соединения, чтобы предотвратить деформацию сварки из-за неравномерного нагрева.
Кроме того, во время сборки следует по возможности избегать сращивания с чрезмерным усилием. Наконец, в процессе сварки компонентов и конструкции необходимо максимально поддерживать однородность нагрева и соответствие температуры сварного соединения, чтобы предотвратить деформацию сварки из-за неравномерного нагрева.
б. Во-вторых, проделана соответствующая антидеформационная работа. В процессе сварки стальной конструкции, благодаря принципу усадки после охлаждения, в сварном шве будет происходить индивидуальная усадочная реакция, которая в определенной степени уменьшает первоначальный размер компонента. По этой причине в процессе сварки люди часто используют антидеформацию для дополнительной компенсации проблемы деформации, вызванной тепловым расширением и сжатием. Метод антидеформации заключается в искусственном создании определенной деформации компонента на ранней стадии процесса сварки. Направление деформации противоположно более позднему направлению деформации при сварке, а степень деформации такая же, как и последующая степень деформации.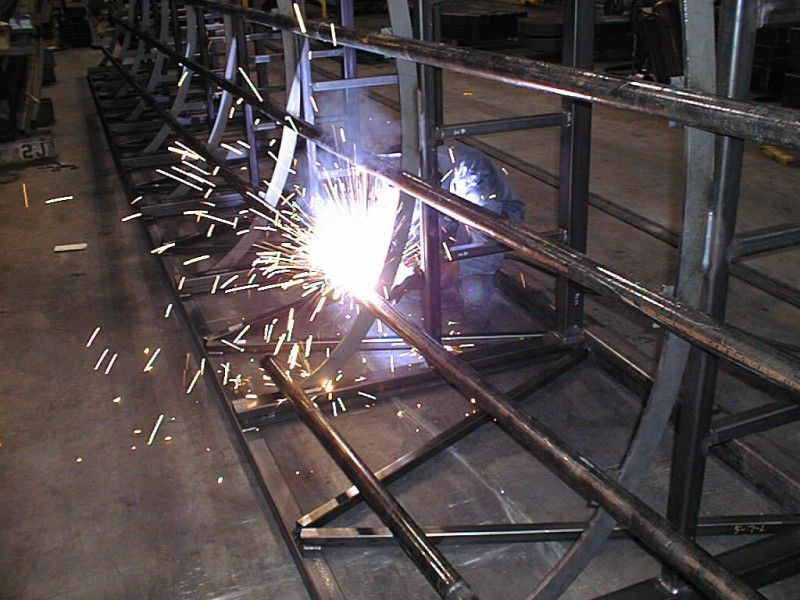
в. Наконец, мы должны иметь соответствующие сварочные приспособления. Для сварки некоторых более важных компонентов необходимо не только иметь соответствующую сварочную платформу, но и подготовить соответствующие сварочные приспособления для лучшей фиксации его частей.
Выбор между сварными и болтовыми металлическими конструкциями
| Первые покупатели здания
Интернет-чаты заполнены потребителями, пытающимися выбрать между сварными и болтовыми металлическими зданиями. Почти без исключения те, кто ответили, советуют выбирать сборную стальную строительную систему с болтовым креплением. (Один человек в Аризоне сообщил о строительстве двух стальных ангаров — одного сварного и одного болтового. Он сказал, что сварной ангар чуть не развалился на части при сильном ветре, который не повредил ангар болтового крепления.)
Так в чем же разница между двумя методами соединения конструкционной стали?
Сварные стальные здания
Сварные или сварные в полевых условиях стальные здания изготавливаются на стройплощадке.
Стальной каркас обычно изготавливается из стальных труб, закупаемых на месте. Каждая часть каркаса должна быть измерена, вырезана и сварена строителем, включая фермы.
Стальные здания на болтах
Профессиональные проектировщики и инженеры создают планы металлических зданий на болтах в соответствии с местными строительными нормами и требованиями по нагрузке.
Обученные изготовители и сварщики изготавливают каждый компонент в соответствии со строгими техническими спецификациями. Каждая колонна, стропила, прогон и прогон разрезаются, свариваются, перфорируются и маркируются. Комплект каркаса поставляется готовым к сборке с помощью высокопрочных стальных болтов.
Преимущества и недостатки каждой системы
СТОИМОСТЬ:
В зависимости от количества и источника первоначальные затраты на сварные каркасные материалы могут быть несколько меньше. Тем не менее, скорость и простота возведения сборного стального здания на болтах более чем компенсирует любую разницу в стоимости материалов.
КАЧЕСТВО:
Прочность металлического здания зависит от прочности его конструкционных стальных соединений. Откуда вы знаете, что Бабба, которого вы наняли, чтобы сварить ваш каркас в полевых условиях, знает свое дело? Стальные каркасы RHINO поставляются с заводов, сертифицированных AISC, с жестким контролем качества и высококвалифицированными профессиональными сварщиками и производителями.
РАЗРЕШЕНИЯ и ПРОВЕРКИ:
Сварные здания не имеют инженерной поддержки. Материалы для обрамления поставляются без руководств или инструкций. Разрешение будет трудно или невозможно во многих местах. Каждый сварной шов должен быть индивидуально осмотрен, испытан и утвержден — трудоемкий процесс. Металлические здания RHINO на болтовых соединениях поставляются с тремя комплектами чертежей, проштампованных инженером, что упрощает получение разрешений. Местные строительные нормы заранее заложены в конструкции. Здания RHINO соответствуют всем местным строительным нормам или даже превышают их в течение всего срока службы конструкции — гарантировано. Сварное стальное здание не может давать таких обещаний.
Сварное стальное здание не может давать таких обещаний.
TIME:
Сварные каркасные материалы обычно можно приобрести и доставить в течение недели. Поскольку на проектирование, проектирование и изготовление стальных зданий RHINO на болтовых соединениях уходит время и внимание, срок поставки строительного пакета обычно составляет от четырех до шести недель с даты заказа.
РЕМОНТ:
При повреждении сварных стальных конструкций ремонт может быть произведен только путем вырезания сломанного каркаса и заделки стали. Это сложный процесс. Если стальное здание на болтах повредится, его легко открутить и заменить поврежденный каркас аналогичными компонентами от производителя. Нет необходимости в резке, сварке или штамповке.
СТРОИТЕЛЬСТВО:
Нет легких путей к возведению трудоемкого сварного здания. Каждый элемент каркаса вырезается вручную и сваривается на месте. Предварительно спроектированные, изготовленные на заводе компоненты для стального здания с болтовым креплением собираются быстро и легко. RHINO предоставляет подробное руководство по эксплуатации и DVD-диск по строительству для мастеров-самоучек и профессиональных строителей.
RHINO предоставляет подробное руководство по эксплуатации и DVD-диск по строительству для мастеров-самоучек и профессиональных строителей.
ДЕМОНТАЖ:
После возведения сварного металлического здания невозможно переместить конструкцию в другое место. Стальные здания на болтах могут быть разобраны и собраны на новом месте, если это необходимо.
Здания на болтах обеспечивают долговечность и безграничные возможности
Сборные металлические здания RHINO на болтах предлагают множество вариантов. Добавьте к вашему заказу системы антресольных этажей, световые люки, верхние двери, желоба, вентиляционные отверстия или изоляцию. Выберите из ряда цветов стальных панелей. Добавьте в свой комплект кровельные панели с прохладным покрытием. Или, если вы предпочитаете, выберите камень, кирпич, лепнину, блок, стекло или другие традиционные стили внешнего строения для своей конструкции.
Размеры, высота и пролеты вашего быстровозводимого здания практически безграничны. Металлические здания на болтах предлагают большие, беспрепятственные интерьеры для ангаров, складов, производственных предприятий и сельскохозяйственных зданий, где это необходимо.
Металлические здания на болтах предлагают большие, беспрепятственные интерьеры для ангаров, складов, производственных предприятий и сельскохозяйственных зданий, где это необходимо.
Здания из сварной стали не могут обеспечить такую свободу проектирования.
Позвоните в RHINO сейчас по телефону 940.383.9566 , чтобы узнать больше о наших быстровозводимых строительных изделиях. Давайте подробно обсудим ваши соединения из конструкционной стали и предоставим вам бесплатное предложение.
Tagged Сборные металлические здания, Сборные стальные здания, Сварные металлические здания, Сварные стальные здания
Что такое сварщик конструкций и как им стать?
Последнее обновление
Сварщики конструкций сейчас пользуются большим спросом. Если вы хотите стать одним из них, есть много возможностей для работы от строительства зданий до мостов. И если вы сможете занять одну из этих должностей в своей карьере, вам повезло. Эти рабочие места предлагают отличный доход для людей, которые только начинают.
И если вы сможете занять одну из этих должностей в своей карьере, вам повезло. Эти рабочие места предлагают отличный доход для людей, которые только начинают.
В этой статье мы расскажем, чем занимается сварщик конструкций. Мы также обсудим, как стать сварщиком конструкций. Продолжайте читать, чтобы узнать больше!
Кто такой сварщик конструкций?
Сварщик-конструктор специализируется на сварке стальных конструкций. Особым навыком, необходимым для сварки конструкций, является умение сваривать большие стальные конструкции. Другими словами, эти сварщики сваривают большие стальные детали, используемые в строительстве.
Сварщики-конструкторы сваривают мосты, корабли и многое другое. Они должны быть достаточно сильными из-за характера работы, поскольку они работают в условиях стресса. Используемое оборудование может включать несущие фермы, машины и так далее.
Сварка конструкций стала важной частью современной промышленности благодаря всем инновациям, созданным для жилых домов и коммерческих зданий.
Изображение предоставлено: Крис Сингшинсук, Shutterstock
Обязанности и ответственность сварщика конструкций
Основная обязанность сварщика конструкций — обеспечить безопасность конструкций для повседневных пользователей. Они также ремонтируют поврежденные конструкции после аварии или шторма. В дополнение к этому, ниже приведены дополнительные обязанности сварщиков-конструкторов.
- Создание соединений между балками и колоннами для стабилизации здания
- Подготовка конструкций, деталей и материалов к сварке
- Выполнение сварочных работ для крупных конструкций
- Изготовление точных сварных соединений
- Следуйте техническим спецификациям, эскизам, чертежам, чертежам и письменным указаниям.
- Определите тип нагрузки, которую будет нести конструкция, и спроектируйте сварное соединение, которое ее закрепит
- Осмотр сварных швов, чтобы убедиться, что они не повреждены, имеют правильные размеры и не имеют дефектов
- Ремонт и замена поврежденных балок и других типов конструктивных элементов
- Использовать сложное программное обеспечение для определения точных углов лучей
- Установка сварных стальных опор, балок, ферм и колонн
- Определение структурной целостности черных и цветных металлов
- Выявление скрытых дефектов в чертеже или конструкции
- Сварка различных конструкций, от нефтяных вышек до небоскребов
Какие виды сварки использует сварщик конструкций?
Сварщики конструкций используют три метода сварки:
- Дуговая сварка в среде защитного металла (SMAW)
- Дуговая сварка металлическим газом (GMAW)
- Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка защищенным металлом
Изображение предоставлено: Funtay, Shutterstock
Сварщик конструкций использует электрическую дугу для сварки металлических деталей. Дуга нагревает два куска металла. Металл плавится и затекает в зазор между ними. Сварщик пропускает проволоку через присадочный стержень, который плавится и стекает на дугу. Он обеспечивает непрерывный сварочный путь.
Дуга нагревает два куска металла. Металл плавится и затекает в зазор между ними. Сварщик пропускает проволоку через присадочный стержень, который плавится и стекает на дугу. Он обеспечивает непрерывный сварочный путь.
Дуговая сварка металлическим газом
Изображение предоставлено: Мати Нусерм, Shutterstock
Сварщик использует процесс сварки MIG, при котором проволочный электрод погружается в защитный газ, а дуга плавит электрод. Расплавленный металл стекает на сварной шов.
Дуговая сварка порошковой проволокой
Изображение предоставлено: Thaweesak Thipphamon, Shutterstock
Сварщики конструкций также используют FCAW. Процессы FCAW включают:
- Дуговая сварка вольфрамовым электродом в среде защитного газа
- Вольфрамовая сварка в среде инертного газа
Присадочный стержень погружен во флюс. Он изолирует дугу и удерживает ее на месте.
Как стать сварщиком конструкций
Вы думаете о карьере сварщика конструкций и не знаете, с чего начать? Вот пошаговое руководство, как стать сварщиком конструкций.
Получить диплом средней школы
Диплом средней школы является минимальным требованием для выполнения большинства сварочных работ. Вам нужен аттестат о среднем образовании или его эквивалент, чтобы поступить в большинство сварочных школ.
Сварка конструкций требует глубоких математических и естественных знаний. Среднее образование является отправной точкой для большинства сварщиков конструкций.
Посещение школы или колледжа сварщиков
Большинство школ сварки предлагают двухлетнее обучение, которое дает право работать сварщиком конструкций. Учебный план обычно включает курсы по:
- Чтение чертежей
- Металлургия
- Сварочная математика
- Безопасность сварки
Обычно школы сварщиков не проводят занятия по проектированию сварки. Но вы разовьете этот навык на работе. Обычно для двухгодичных программ сварки также требуется несколько месяцев обучения.
Помимо занятий по сварке, некоторые школы предлагают курсы по сварочным компьютерным программам, которые приобретают все большее значение в сварочной отрасли.
Многие школы сварщиков также предлагают стажировки и ученичество. Это позволяет вам работать в сварочном цеху, получая при этом ценный опыт работы. Эти стажировки и ученичества часто оплачиваются.
Изображение предоставлено: Maxime Agnelli, Unsplash
Получите сертификаты от Американского общества сварщиков
Единственный способ увеличить ваши шансы на получение работы сварщиком-конструктором — получить сертификат. Работодатели признают сертификаты сварщика. Они являются мгновенным доказательством того, что вы являетесь квалифицированным профессионалом в области сварки.
Американское общество сварщиков предлагает сертификаты по 11 различным сварочным специальностям. Чтобы получить сертификат, необходимо пройти обучение, сдать экзамен и продолжить образование. На веб-сайте AWS есть вся информация, необходимая для начала работы. Он включает в себя конкретные сертификационные требования, графики обучения и стоимость экзаменов.
Создайте свое резюме и портфолио
Резюме — это резюме вашего образования и опыта, а ваше портфолио — это набор образцов вашей работы. Ваше резюме и портфолио должны состоять из двух-четырех страниц, потому что работодатели ожидают, что соискатели будут иметь подробную информацию об их истории работы.
Ваше резюме и портфолио должны состоять из двух-четырех страниц, потому что работодатели ожидают, что соискатели будут иметь подробную информацию об их истории работы.
Ваше резюме должно отражать основные моменты вашей карьеры. Необязательно описывать каждую работу, которую вы когда-либо выполняли, достаточно только той, которая имеет отношение к вашей будущей карьере.
В своем портфолио опишите работу, какие навыки вы использовали, и свое чувство выполненного долга. Включите фотографии вашей готовой работы и образцы вашей работы в процессе.
Навыки, необходимые для сварки конструкций
Сварка конструкций считается одной из самых важных профессий. Он играет сложную роль в этой отрасли.
Работа сварщика конструкций может быть монотонной и напряженной из-за огромного количества времени, затрачиваемого на работу со сталью. Но преимущества делают его полезным.
Давайте рассмотрим несколько навыков, которыми должен обладать сварщик конструкций.
1. Выносливость и физическая сила
В то время как сантехники, электрики или плотники должны хорошо выполнять свою работу в магазине или гараже, сварка большинства конструкций выполняется на открытом воздухе, за исключением некоторых работ на мостах и туннелях.
Работа требует большой выносливости. Средний сварщик конструкций работает шесть часов в день. Это также требует большой физической силы. Сварщик должен поднимать и переносить тяжелые предметы, а также подниматься по лестницам и лесам.
2. Чтение чертежей
С помощью чертежей сварщики-конструкторы понимают, где нужно сваривать, резать и шлифовать. Прочитав чертежи, они формируют в уме образ того, как они хотят, чтобы конструкция выглядела после завершения.
Это помогает им разработать план того, какое оборудование использовать и как лучше всего это сделать. Обладая этими знаниями, сварщик конструкций может сделать отличные предложения по изменению существующих конструкций. Таким образом, чтение чертежей является важным навыком, которым должен обладать сварщик конструкций.
3. Баланс и координация
Многие работы по сварке конструкций требуют использования неудобного положения тела. Сварщики конструкций должны иметь хорошее чувство равновесия. При сварке конструкций вы должны использовать руки, ноги, туловище и ступни.
Уравновешивающие силы возникают даже тогда, когда вы не выполняете структурную сварку. Сварщики конструкций стоят в течение долгих часов. Они поднимают тяжелые грузы и поднимают их на большую высоту. Чтобы предотвратить травмы, сварщики конструкций должны научиться хорошо выполнять движения стоя и стоя на коленях.
Сварщик-конструктор должен знать, как координировать свои движения, чтобы сохранять равновесие.
Изображение предоставлено: Shane Cottle, Unsplash
4. Мониторинг, управление и эксплуатация оборудования
Сварщик-конструктор должен уметь обращаться с оборудованием. Эта работа требует большой ловкости при использовании таких инструментов, как ручная горелка, плазменный резак, сварочный аппарат TIG или MIG, кислородно-ацетиленовая горелка и т. д.
д.
Некоторое оборудование требует твердой руки. Другим нужны навыки и опыт. Например, ручной фонарик требует, чтобы вы удерживали пламя ровно, пока не закончите работу.
Управление оборудованием означает выбор подходящих настроек для процесса сварки. Например, вам может понадобиться отрегулировать сварочную горелку или плазменный резак, чтобы сделать сварной шов как можно тоньше. Кроме того, вам может понадобиться изменить мощность плазменного резака, чтобы получить плавную дугу. Вы также должны знать, как читать циферблаты и датчики на вашем оборудовании.
Эксплуатация оборудования означает знание того, как его запускать и останавливать. Сварщик конструкций должен знать, какие кнопки нажимать, чтобы запустить или остановить сварочный аппарат. Перед тем, как приступить к любой задаче, они должны протестировать, чтобы убедиться, что оборудование готово к работе.
5. Близкое зрение и восприятие глубины
Сварка конструкций требует точного позиционирования деталей.