Как варить машину инверторной сваркой
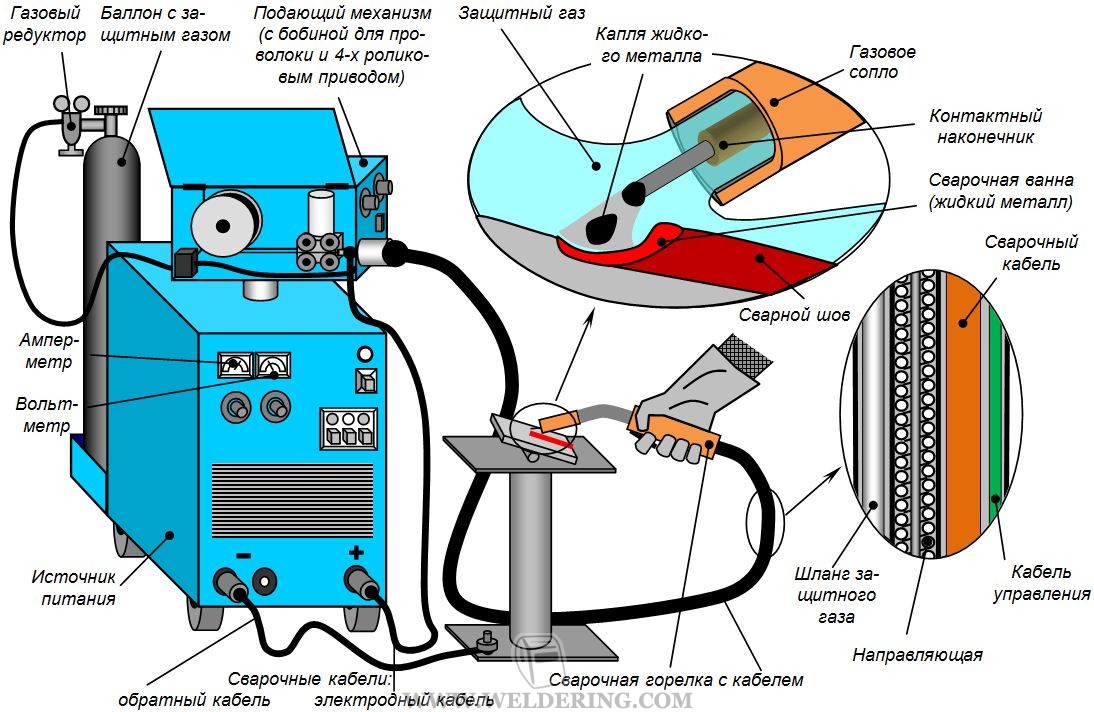
МЕТОД СВАРКИ КУЗОВА ИНВЕРТОРОМ
Приобретая подержанное транспортное средство, необходимо внимательно изучить его на наличие различных недостатков. В этом вопросе важны любые незначительные нюансы, поскольку в будущем они могут вылиться в большие проблемы. Выбирая автомобиль, многие потенциальные покупатели обращают внимание лишь на технические характеристики, состояние мотора, трансмиссии, ходовой части и других сопутствующих элементов, приводящих машину в движение. Соответственно, проверке новизны и целостности кузова не уделяют должного внимания, хотя состояние этой части автотранспорта также имеет первостепенную важность.
Эксперты отмечают, что кузов автомобилей, производимых отечественным автопромом, может иметь свои первоначальные характеристики вплоть до 10 лет активной эксплуатации, после этого он начинает изнашиваться и гнить. Импортные машины в этом вопросе более выносливые, их кузов может прослужить до 15 лет. Это обусловлено высоким качеством металла, используемого при производстве автомобильных корпусов.
Сегодня владельцы таких внедорожников чаще всего обращаются в автосервисы для создания дополнительных рам, бычьих планок, задних и передних лебедок, а также противотуманных фар, располагающихся на крыше транспорта.Основным преимуществом этого метода является высокая скорость, благодаря которой вы сможете завершить всю работу в кратчайшие сроки. Инвертор используется для создания сварных швов на кузове автомобиля еще с советских времен. Он применяется в основном для отечественного внедорожника УАЗ-469, кузов которого не так сильно прихотлив к эстетичному виду. Для отечественного внедорожника на первом месте стоит надежность и прочность всех составляющих, в число которых входит и корпус.
Для увеличения скорости работ и повышения надежности крепления инвертором варить нужно именно эти детали.
Инверторная сварка опирается на создание высокочастотного электротока. Чаще всего оборудование такого типа довольно громоздкое, но более дорогостоящие аппараты могут похвастаться портативностью и малыми габаритами. Вместе с тем, качество сварных швов, создаваемых инверторными аппаратами, практически не зависит от человека. Такое оборудование легко осваивается за несколько часов. Но у данного типа сварки существуют свои недостатки:
Вместе с тем, качество сварных швов, создаваемых инверторными аппаратами, практически не зависит от человека. Такое оборудование легко осваивается за несколько часов. Но у данного типа сварки существуют свои недостатки:
- высокая цена;
- отсутствие возможности создания сварных швов на металле толщиной более 3 мм;
- возникновение неисправностей из-за попадания влаги и пыли в корпус.
Эксперты рекомендуют приобретать аппарат со средней и высокой стоимостью, поскольку самые дешевые модели считаются малонадежными. Еще одним достоинством инверторной сварки является возможность эксплуатации при невысоком напряжении в электросети. Следует помнить, что при работе со сварочным оборудованием такого типа необходимо соблюдать правила техники безопасности.
Как правило, российские заводы производили низкокачественные кузова для таких автомобилей, как ВАЗ-2101, 2108, 2106, 2109, 2107 вплоть до 1994 года. По истечении 10-летнего срока процесс гниения поражал большую часть кузовного металла. Это обусловлено неправильным подходом к окрашиванию автомобилей. Проще говоря, кузов машины раньше не грунтовался совсем.
Это обусловлено неправильным подходом к окрашиванию автомобилей. Проще говоря, кузов машины раньше не грунтовался совсем.
Сейчас на рынке подержанного автотранспорта редко встретишь модели, которые не претерпели изменений с тех времен. Большинство из них было реконструировано при помощи полуавтоматической сварки, которая лучше всего подходит для латания пораженных областей кузова отечественных автомобилей.
Сварочный полуавтомат создает соединение посредством особой проволоки. Он считается наиболее универсальным средством сварки кузовного металла на сегодняшний день. Полуавтомат предназначен для сварки металла толщиной 0,8-6 мм.
Он применяется в следующих видах работ:
- создание надежного соединения на лонжеронах;
- создание заплаток в областях, подверженных коррозии;
- выпрямление аварийных вмятин.
Полуавтомат функционирует по принципу подачи давления при помощи углекислого газа из специального баллона. В процессе подачи кислород постепенно вытесняется, что обеспечивает защиту обрабатываемого участка от окисления. Процедура сварки таким типом оборудования подразумевает постепенное плавление металлической структуры кузова. Поскольку этот процесс регулируется, вероятность сгорания железа полностью исключена.
Процедура сварки таким типом оборудования подразумевает постепенное плавление металлической структуры кузова. Поскольку этот процесс регулируется, вероятность сгорания железа полностью исключена.
Преимуществом полуавтомата считается возможность создания соединения на любых типах металла. Если углекислый газ заменить на аргон, появляется возможность сварки цветных металлов, в число которых входит алюминий и нержавеющая сталь. Для создания надежного соединения рекомендуется сваривать область 2 см швами с интервалом в 5 см. Перед началом работ обрабатываемую область нужно обязательно загрунтовать в соответствии со всеми правилами этого процесса.
Самостоятельная сварка тонкослойного металла – довольно трудоемкий процесс. Для этого потребуется необходимый опыт создания сварных швов на металлических листах и навыки определения областей, которые нуждаются в сварке.
В первую очередь необходимо хорошо осмотреть корпус машины и проанализировать пораженные участки. Это позволит вам определиться, в каком ремонте нуждается автомобиль, который может быть локальным или капитальным.
Капремонт предполагает объемные работы, связанные с заменой конкретных участков кузова, а локальный – создание надежных заплаток в некоторых его местах. Если у вас есть необходимый опыт работы со сварочным оборудованием, вы сможете справиться с обоими видами ремонта. Без требуемых навыков рекомендуется попробовать залатать только частичные участки, подверженные коррозии.
При гниении кузова в не сильно заметных областях в качестве заплатки можно применять различные типы материалов. Основным требованием в этом случае является схожесть по толщине и высокая надежность.
Cварка автомобиля инвертором: можно ли инвертором варить кузов машины?
Очень часто, приобретая подержанный автомобиль, покупатели сталкиваются с различными проблемами состояния кузова. Перед сделкой необходимо уделить большое внимание даже самым незначительным нюансам, потому что они практически всегда оказывают сильнейшее влияние в будущем.
При покупке подержанной машины большинство людей уделяют должное внимание только техническим характеристикам, внешнему вида, количеству лошадиных сил и т. д. Но как не странно, кузов автомобиля практически не проверяют, а всего лишь бегло осматривают его с внешней части. Стоит сказать, что внутренняя часть кузова не всегда находится в таком же состоянии, как внешняя.
д. Но как не странно, кузов автомобиля практически не проверяют, а всего лишь бегло осматривают его с внешней части. Стоит сказать, что внутренняя часть кузова не всегда находится в таком же состоянии, как внешняя.
Большинство экспертов говорит нам о том, что практически все модели отечественного автомобильного производства исправно сохраняют первоначальное состояние кузова в течении десяти лет эксплуатации. Иномарки в этом плане выигрывают у наших машин, их кузов может «держать» заводское состояние в течение пятнадцати лет.
Области наиболее подверженные гниению, которые нуждаются в сварке
После истечения срока, который описан выше, кузов автомобиля чаще всего начинает гнить. Сначала это может никак не сказаться на характеристиках, однако со временем гниение может привести к тому, что автомобиль полностью сломается.
Если вы приобрели машину, возраст которой больше десяти-пятнадцати лет, вам нужно внимательно изучить ее кузов. Участки, пораженные гниению, необходимо ремонтировать как можно скорее. В идеале нужно менять кузов автомобиля капитально, однако не у всех на это есть средства.
В идеале нужно менять кузов автомобиля капитально, однако не у всех на это есть средства.
Для ремонта прогнивших частей кузова используется не что иное, как сварка. С ее помощью можно без особых трудностей отремонтировать пораженную область. Итоговый результат нисколько не уступает в характеристиках заводскому состоянию кузова.
Чаще всего первыми начинают гнить такие детали автомобиля как двери, области под крыльями и бамперами. Эти места больше всего подвержены процессу загрязнения в процессе эксплуатации. Также двери во многом подвергаются гниению из-за человеческого фактора – водитель и пассажиры наступают на пороги грязной обувью и т.д. Помимо вышеперечисленных частей, гниению может подвергаться внутренняя область багажника, именно то место, в котором размещается запасное колесо. Дело в том, что большинство водителей кладут туда колесо, предварительно не очищая его.
Чаще всего полностью убрать обширные области гниения можно только с помощью капитального ремонта. В специализированных центрах для этого используется профессиональное оборудование. Этот процесс также затратный, в том случае если вы не располагаете необходимыми средствами, то вы вполне можете сварить нужное место самостоятельно. Однако перед тем как приступить к ремонту, нужно досконально понять, как выполнять сварочные работы, а также каким из многочисленных способов сварки всего варить кузов автомобиля.
Этот процесс также затратный, в том случае если вы не располагаете необходимыми средствами, то вы вполне можете сварить нужное место самостоятельно. Однако перед тем как приступить к ремонту, нужно досконально понять, как выполнять сварочные работы, а также каким из многочисленных способов сварки всего варить кузов автомобиля.
Можно ли использовать инвертор для сварки автомобильного кузова?
Чаще всего сварка, в классическом понимании этого слова, выполняется с применением расходных материалов в виде электродов различного состава. С помощью данного вида сварки достаточно легко соединить что либо, процесс не требует большого количества денежных средств. Однако ремонтировать видимую часть кузова данным методом нежелательно, так как сварное соединение очень заметно и его эстетичность оставляет желать лучшего.
Области около в багажнике автомобиля, под крыльями и другие скрытые участки без проблем можно отремонтировать, используя для этого сварочный инвертор. В этом случае важно использовать оборудование небольшого размера, чтобы без проблем ремонтировать участки, к которым трудно подобраться.
При сварке чего-либо инвертором в обязательном порядке необходимо соблюдать все меры безопасности. Поэтому не стоит рисковать безопасностью процесса и пытаться сварить труднодоступную область. Стоит отметить, инвертор чаще сего применяется для громоздких деталей больших размеров.
На сегодняшний день для проведения ремонтных работ с кузовом автомобиля широко применяется как сварка инвертором, так и полуавтоматическими приборами.
Использование того или иного способа сварки имеет свои преимущества и недостатки. В любом случае для того чтобы работать со сварочными аппаратами необходимо обладать специфическими знаниями. Если же вы не имеет никакого опыта в данной отрасли, то весь процесс лучше всего доверить человеку с опытом за плечами. При выполнении сварных соединений большое внимание должно быть уделено уровню безопасности, также помещение должно быть хорошо освещено.
Сварки кузовом автомобиля инвертором
Во-первых, ремонт кузова с применением данного метода не занимает много времени.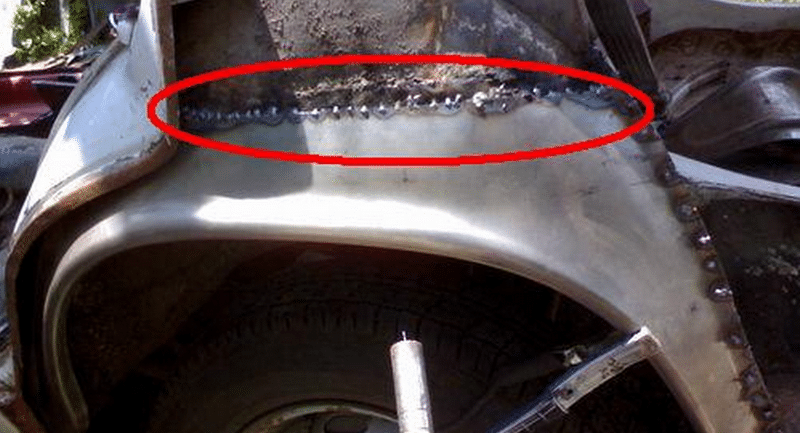 Профессиональный сварщик сможет выполнить все работы в кратчайшие сроки. К помощи инвертора в ремонте кузовов автомобилей обращались еще во времена существования Советского Союза. Большинство автомобильных сервисов с помощью сварки инвертором осуществляют крепеж различного дополнительного оборудования: багажная решетка на крыше, так называемый «кенгурятник», стойки под дополнительные осветительные приборы и т.д.
Профессиональный сварщик сможет выполнить все работы в кратчайшие сроки. К помощи инвертора в ремонте кузовов автомобилей обращались еще во времена существования Советского Союза. Большинство автомобильных сервисов с помощью сварки инвертором осуществляют крепеж различного дополнительного оборудования: багажная решетка на крыше, так называемый «кенгурятник», стойки под дополнительные осветительные приборы и т.д.
Сварка инвертором осуществляется с помощью создания тока высоких частот. Большинство бюджетных сварочных инверторных сварочных аппаратов довольно громоздкие. Но дорогостоящие модели могут иметь компактные размеры. Основным преимуществом сварки инвертором является то, что качество итогового сварного соединения практически не зависит от человеческого фактора. Научиться пользоваться инверторным сварочным оборудованием можно всего лишь за пару тройку часов. Однако ремонт автомобильного кузова с помощью сварки инвертором имеет несколько минусов:
- относительно других методов сварки, данный способ достаточно дорогой;
- с помощью данного оборудования просто невозможно создать шов в том случае, если толщина детали превышает отметку в три миллиметра;
- аппарат очень сильно чувствителен к грязи и пыли, в случае если что-либо попадает внутрь его корпуса, он выйдет их строя.


Большинство экспертов негативно отзываются о дешевых сварочных инверторов. Лучше всего приобрести модель подороже, но быть уверенным в ее качестве и долгом сроке эксплуатации. Также стоит отметить то, что инвертор может без особых проблем работать от источников питания с низким напряжением. Важно знать, что все ремонтные процессы, связанные со сваркой и не только нужно выполнять строго следую технике безопасности.
Ремонт кузова автомобиля с помощью полуавтоматической сварки
Кузова большинства советских автомобилей создавались очень не качественно. Спустя всего лишь десять лет активного использования кузов начинал гнить и ломаться. Советские модели были гораздо сильнее, чем другие подвержены данному процессу из-за того, что металл просто напросто неправильно окрашивался. Банально в целях экономии краска накладывалась сразу на металл, без выполнения предварительной грунтовки поверхности.
На сегодняшний день автомобилей окрашенных таких способом практически не существует, а те модели, которые были окрашены подобным образом, преобразились с помощью полуавтоматической сварки. Данный метод сварки идеально подходит для ремонта областей пораженных процессом гниения.
Данный метод сварки идеально подходит для ремонта областей пораженных процессом гниения.
Для полуавтоматической сварки используется специальная проволока, она является расходным материалом и может быть создано их различных веществ. Ремонт автомобильного кузова с помощью данного метода на сегодняшний день является самым популярным в нашей стране, это обуславливается его универсальностью. С помощью полуавтоматической сварки можно соединить детали, толщина которых может достигать отметки в шесть миллиметров.
С помощью полуавтоматической сварки можно выполнить следующие манипуляции:
- создать соединения высокой прочности на лонжеронах;
- создать заплатки в областях, подверженных влиянию коррозии;
- выпрямить небольшие вмятины на кузове.
Аппарат полуавтоматической сварки работает с помощью углекислого газа. В процессе выполнения сваривания чего-либо он подается в рабочую область из специального баллона, который находится под давлением. С его помощью удается защитить обрабатываемую область от процесса окисления. Это достигается путем вытеснения кислорода влиянием на него углекислого газа.
Это достигается путем вытеснения кислорода влиянием на него углекислого газа.
Процесс ремонта данным методом подразумевает выполнения постепенного плавление металла. Сварочный агрегат имеет широкие возможности для настройки, вследствие чего шанс прожечь металл насквозь полностью сходит на нет.
Одно из главных преимуществ данного метода сварки является то, что его можно использовать на металлах любого типа. Также если произвести замену углекислого газа аргоном, сварщику откроется доступ для соединения изделий из цветных металлов и нержавеющей антикоррозийной стали. Для получения качественного итогового результата рекомендуется выполнять сварные соединения длиной не более двух сантиметров, интервал между ними должен принимать значение не менее пяти сантиметров. Перед непосредственным выполнением ремонта, область работ в обязательном порядке должна быть загрунтована.
Советы по ремонту автомобильного кузова с помощью сварки своими руками
Соединить детали из очень тонкого металла достаточно трудно. Для этого лучше воспользоваться услугами профессионала, так как самостоятельно вы, скорее всего, просто ухудшите качество металла.
Для этого лучше воспользоваться услугами профессионала, так как самостоятельно вы, скорее всего, просто ухудшите качество металла.
Для начала нужно провести подробный осмотр кузова автомобиля, чтобы понять какие области нуждаются в ремонте. Также с помощью внимательного осмотра вы сможете понять, нужен ли вам капитальный ремонт или можно обойтись небольшим локальным.
Капитальный ремонт предполагает выполнение полномасштабных ремонтных работ, которые чаще всего связаны с заменой какой-либо детали кузова полностью. Если вы имеет все необходимое оборудование и опыт за плечами, вы без проблем сможете выполнить как локальный, так и капитальный ремонт кузова вашего автомобиля
Все тонкости проведения сварки кузова поврежденного автомобиля
Корпус транспортного средства состоит из отдельных компонентов, соединенных между собой. При эксплуатации на швы, соединяющие конструкцию, оказывается нагрузка. По этой причине они постепенно утрачивают прочность. Целостность авто может быть нарушена также в результате аварии. Для восстановления работоспособности применяется сварка автомобиля.
Для восстановления работоспособности применяется сварка автомобиля.
Виды сварочных аппаратов
Чаще всего подлежат ремонту кузовные детали. Прежде чем выяснить, какой сваркой варить кузов, необходимо определить, из чего он состоит. В основе корпуса машины лежат низколегированные стали, предусматривающие составе титан, или углеродные стали. Толщина материала обычно составляет от 0,6 до 0,8 миллиметров. В связи с этим для сварки авто допускаются приборы трех типов:
- ручного дугового — основным элементом является сварочный выпрямитель, обеспечивающий нижний шов;
- газового — сварочные работы выполняются при помощи горелки;
- полуавтоматического — соединение обеспечивается благодаря баллону с углекислым газом и проволоке.
Выбор сварочного аппарата зависит от целого ряда факторов. Самостоятельно производить сварочные работы можно при наличии специального опыта или образования.
Сварка полуавтоматом
Сварка полуавтоматом признана наилучшим универсальным методом соединения компонентов транспортного средства. Этот метод эффективен при восстановлении ржавого покрытия. Полуавтомат позволяет создать и приварить заплатку. Для сварки используется специальная проволока. С ее помощью можно соединить металлические листы толщиной до шести миллиметров.
Этот метод эффективен при восстановлении ржавого покрытия. Полуавтомат позволяет создать и приварить заплатку. Для сварки используется специальная проволока. С ее помощью можно соединить металлические листы толщиной до шести миллиметров.
Полуавтоматический сварочный аппарат обеспечивает комплекс преимуществ:
- высокая прочность соединений;
- возможность монтажа заплатки на металл, пораженный коррозией;
- выпрямление вмятин.
Варить автоматом просто, поэтому оборудование допускается к самостоятельному использованию. Полуавтоматический сварочный прибор при работе устраняет кислород, в результате чего металл плавится, но не сгорает. При необходимости углекислотный автомат можно использовать для соединения алюминиевых или нержавеющих деталей.
Как варят инвертором
В основе инверторного сварочного аппарата лежит высокочастотный электрический ток. В домашних условиях и сервисных центрах аппарат применяется со времен СССР. Этот способ используется, если сваривается:
- бампер;
- дополнительные рамы;
- задние и передние лебедки;
- бычьи планки;
- противотуманные фары (при перемещении их на крышу транспортного средства).

Инвертор обеспечивает высокую скорость выполнения задачи, прочность и надежность швов. Использование этого прибора с электродом допускается, если толщина свариваемого листового металла составляет от 3 миллиметров.
Сварочные работы инвертором должны осуществляться в очищенном помещении. Если в процессе сварки на шов попадет влага или пыль, показать его прочности уменьшится.
Подготовка полуавтомата к работе
Прежде чем использовать полуавтоматический сварочный аппарат, выполняются подготовительные работы и настройка. Сварочные работы своими руками требуют тщательного подхода, поскольку можно нанести вред оборудованию.
Сварка кузова проводится в несколько этапов. На первом этапе осуществляется подготовка необходимых инструментов. Список состоит из:
- полуавтоматического сварного аппарата;
- специальной сварочной проволоки;
- наждачной бумаги крупного типа;
- редуктора, регулирующего давление;
- баллона с углекислым газом.

Эти элементы чаще всего используются при сварке своими руками.
При помощи наждачной бумаги выполняется очистка поверхности от загрязнений. Зоны сварки для авто необходимо плотно прижать друг к другу. Для осуществления этой задачи используются:
На следующем этапе соединяются баллон и редуктор с углекислым газом. Проволока закрепляется так, чтобы ее конец проходил через механизм подачи. Предварительно откручивается сопло.
В зависимости от используемой модификации сварочного прибора может дополнительно потребоваться настройка регуляторов тока и скорости, с которой подается проволока.
Полярность настраивается в зависимости от того, какая проволока используется:
- для электродержателя — плюс;
- для горелки — минус.
При использовании медной проволоки, полярность меняется.
Сварочная проволока
Чтобы варить полуавтоматом, нужно выбрать проволоку, которая будет иметь аналогичный диаметр. Сварка полуавтоматом осуществляется вместе с медной проволокой. Для работы применяется специальная проволока, продающийся в магазинах автозапчастей, а не стандартный аналог.
Для работы применяется специальная проволока, продающийся в магазинах автозапчастей, а не стандартный аналог.
Если используемая проволока не изготовлена из меди, она должна иметь медное покрытие. Этот элемент обеспечивает:
- бесперебойный электрический контакт;
- заменяет сварочный флюс.
Необходим материал с толщиной от 0,3 до 3 миллиметров. Если прибор применяется без углекислого газа, готовим проволоку, в состав которой входит флюс. Этот элемент обеспечивает защиту и повышает качество сварки. Но такой материал стоит дороже, чем обычная проволока. При использовании стандартной проволоки, потребуется настраивать полярность.
Выбирая проволоку, нужно убедиться, что ее диаметр подходит сварочному наконечнику.
Виды соединений сварных элементов
Прежде чем определиться, как правильно варить, следует узнать, какие швы существуют. Свариваемые соединения, благодаря которым обеспечивается сварка кузова авто, делятся на два вида: стыковые и угловые. Соединения встык однотипные. Обычно эти соединения используются, если ремонт кузова выполняется из неровных деталей. В связи с этим сварной шов может иметь непрерывную или прерывистую траекторию. Для приваривания деталей встык через прокладку используются сварные электрозаклепки. Они бывают:
Соединения встык однотипные. Обычно эти соединения используются, если ремонт кузова выполняется из неровных деталей. В связи с этим сварной шов может иметь непрерывную или прерывистую траекторию. Для приваривания деталей встык через прокладку используются сварные электрозаклепки. Они бывают:
Это метод точечной сварки, предполагающий проделывание в детали небольших отверстий на расстоянии 0,5-2 см друг от друга. Через них обеспечивается соединение элементов. Иногда метод может использоваться для соединения внахлест.
Угловые соединения в автомашине подразделяются на три подвида:
- внахлест – свариваемые детали расположены параллельно, и частично перекрывают друг друга;
- угловые – свариваемые детали размещены под углом по отношению друг к другу, и соединены в местах соприкосновения краев;
- тавровые – одна из деталей торцевой частью примыкает к боковой поверхности другой детали.
При наличии серьезных повреждений сварочные кузовные работы осуществляются с использованием различных способов соединения деталей.
Сварной шов
При наличии большого количества повреждений сварка кузова обычно выполняется четырьмя способами:
- односторонним – применяется, когда деталь необходимо проплавить по всей длине;
- двухсторонним – продолжение предыдущего действия, предполагающее устранение корня шва, и сваривание с другой стороны;
- однослойным – применяется для соединения однопроходным способом небольших элементов;
- многослойным – используется, если соединяются детали, имеющие большую толщину.
Для авто важную роль играет расположение шва. Если поврежденные зоны находятся в разных местах покрытия, рекомендуется пользоваться точеной сваркой. Точечный метод обеспечит равномерное восстановление покрытия без необходимости полноценной обработки поверхности.
Расположение шва определяет, какой метод соединения оптимально использовать. Иногда применяется комбинированный способ, объединяющий сплошной прерывистый шов. Сплошной тип используется при соединении габаритных компонентов или наличии повреждений большого размера.
Выполнение
После настройки сварочный аппарат подключается к сети, и подносится к зоне соединения деталей. Следует учесть расположение шва. Если шов имеет большую длину, необходимо первоначально закрепить его точечной сваркой в разных местах. Затем для соединения используется сплошной прирывистый метод сварки. Точечный — закрепляет основу, сплошной — обеспечивает полноценное соединение.
Следует проверить, возникают ли на сопле металлический брызги при сварке машины. В случае обнаружения, для устранения рекомендуется использовать наждачную бумагу. Если этого не сделать, возникает вероятность поломки сопла.
Прежде, чем соединять компоненты сплошной сваркой, нужно убедиться, что они ровно сидят. После завершения сварочных работ, шов нужно зачистить и обработать средствами против коррозии. В противном случае его эксплуатационный период уменьшится. Для выполнения этой задачи используется автомобильный шовный герметик. После нанесения требуется разравнивание и покраска. Внутренняя сторона шва обрабатывается пневматическим распылителем консервантов.
Внутренняя сторона шва обрабатывается пневматическим распылителем консервантов.
Возможные проблемы
Кузовные сварочные работы не всегда осуществляются без сопутствующих проблем. Трудности могут возникать даже у опытных сервисных работников. В список самых распространенных проблем входят:
- Неправильный выбор величины тока. Возникает, если показатель подачи тока превышает норму. По этой причине появляются ожоги, восстановить которые может только переварка.
- Проблемы с подающим механизмом. Возникают, если проволока была зафиксирована неправильно. Сварка полуавтоматом в нормальном состоянии осуществляется с проскальзывающей проволокой. Если она ломается, была допущена ошибка.
- Недостаточный расход газа. Возникает, если подача газа была настроена с ошибкой. Проблема устраняется в редукторе автомобилей.
Чтобы минимизировать риск возникновения проблем, перед сваркой проверяется работоспособность оборудования.
Средства безопасности
Сварка кузова осуществляется в специальной негорючей одежде. Дополнительными средствами защиты снижают риск нанесения вреда рукам и лицу. Это выполняется при помощи рукавиц и защитной маски. Желательно, чтобы одежда покрывала все тело. Необходимо свести к минимуму количество впадин, кармашков, складок, и других зон, куда может попасть капля сварки.
Дополнительными средствами защиты снижают риск нанесения вреда рукам и лицу. Это выполняется при помощи рукавиц и защитной маски. Желательно, чтобы одежда покрывала все тело. Необходимо свести к минимуму количество впадин, кармашков, складок, и других зон, куда может попасть капля сварки.
Если процедура выполняется на металлическом полу, для повышения безопасности при работе рекомендуется подложить резиновый коврик или одеть галоши.
Прибор для сварки заземляется в обязательном порядке. Возможность работы допускается только с аппаратами с режимом автоматического выключения в случае непредвиденной ситуации.
В помещении должна работать качественная вентиляция. При выполнении сварочных работ выделяются газы, способные нанести вред здоровью человека. Можно воспользоваться помощью специальной вытяжной системы. Это условие позволит свести риск отравления к минимуму.
Как правильно варить инверторным сварочным аппаратом
Рекомендации начинающим + (Видео)
Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще.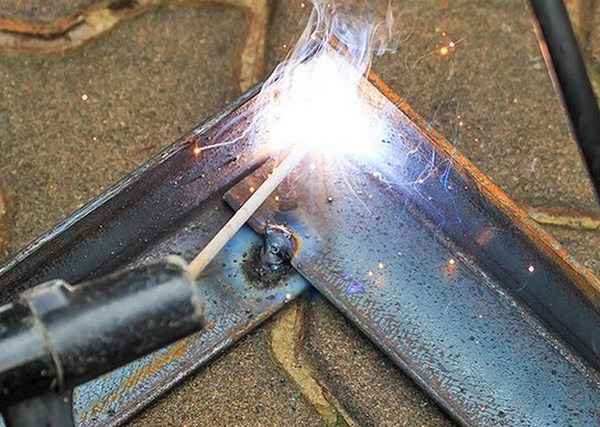 К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей.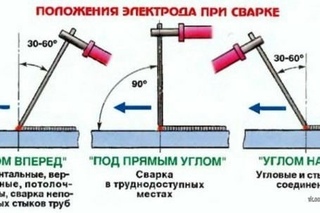 Этот способ называется прямая полярность.
Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.

Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги.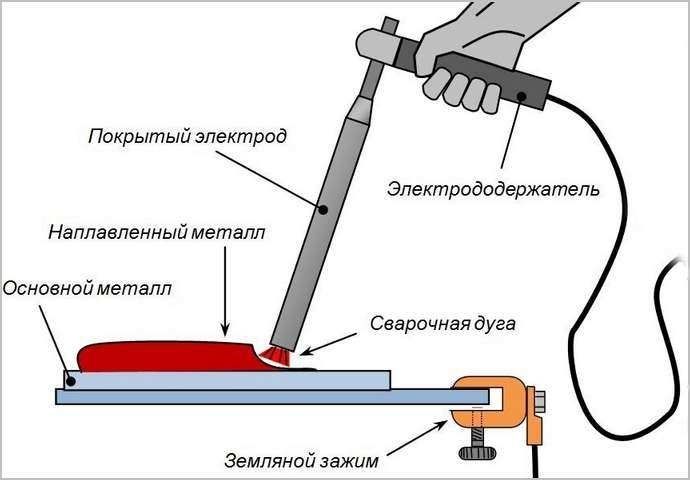 Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Техника безопасности
Сварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
- Нельзя работать при отрицательных температурах;
- Не допускать попадания влаги в аппарат;
- Производите сварку только в полном комплекте защитной одежды;
- Подготовить рядом с рабочим местом ведро с водой.
Электроды для Сварки порогов Автомобиля
Здесь все самое полезное и нужное, что бы подобрать электроды для порогов авто. Все кто сталкивался знают что толщина металла варьируется от 0,7 до 1,5 мм в зависимости от марки автомобиля. Сама сталь для производства кузова малоуглеродистая, хорошо поддается штамповке. Вот от этого и будем отталкиваться.
Вот от этого и будем отталкиваться.
Что нужно знать о качестве сварных швов. На них большая нагрузка которая идет от кузова машины во время езды. Не секрет что сплошным не варят а лишь прихватывают с шагом определенным. В различных местах по разному. Вот это само прихваченное место должно быть пластично на излом и не хрупким. Даже в сильные морозы. По этому что касается самого процесса сварки тут надо уделить внимание на толщину свариваемых деталей. Конечно сварку авто производят полуавтоматом или полностью автоматом, но так как у нас возникла необходимость сварки электродами будем находить выход. Подбирайте ток к электроду на экспериментальных кусках той же толщины которую будете варить. Иначе рискуете наделать дырок. Возможно нам подойдет электроды марки ОК.
К примеру разберем марку OK 48.00 фирмы ESAB.
Как видим холостой ход не велик всего от 24 вольт. А сила тока и вовсе от 30 ампер. Род тока как переменный так и постоянный, но нам нужно делать с обратной полярностью. Это дает преимущество для хорошего горения электрода, а сам свариваемый металл меньше подвергнут нагреву. Зачатую от перегрева деталь деформируется, что влечет за собой напряжение на узел сварки. Обратим внимание на показатели этой марки, ударная вязкость при минусе 40 градусов дает результат 70 Дж/см2. Еще один плюс дает низкое содержание водорода в металле шва, именно поэтому поддается ковке. Маленький недостаток можно отнести короткую дугу. Выдерживать расстояние довольно сложно.
Это дает преимущество для хорошего горения электрода, а сам свариваемый металл меньше подвергнут нагреву. Зачатую от перегрева деталь деформируется, что влечет за собой напряжение на узел сварки. Обратим внимание на показатели этой марки, ударная вязкость при минусе 40 градусов дает результат 70 Дж/см2. Еще один плюс дает низкое содержание водорода в металле шва, именно поэтому поддается ковке. Маленький недостаток можно отнести короткую дугу. Выдерживать расстояние довольно сложно.
А если брать самое доступное у нас в России то электроды МР-3А. Для углеродистых сталей до 0,25%. Просто покрытие электрода способствует выведению углерода газа из сварочной ванны и не перенасыщает им. Горят хорошо без затуханий. Но варить нужно осторожно, даже если они с обратной полярностью. Очень быстро проплавляет металл. Что же касается ударной вязкости то при нуле 80Дж/см2. Ну а при минусе 20 ни меньше 34Дж/см2 ГОСТ9467-75.
На этих примерах я постарался вам объяснить какие факторы влияют при выборе электродов. Как мы видим на этих примерах чем выше требования тем качество шва выше на порядок и выборе чем варить решать вам. Ели кто мало имеет представление с чего начать просмотрите видео о сварке.
Сварка инвертором алюминия в домашних условиях
Можно ли инвертором варить алюминий?
Данный вопрос далеко не праздный, но мы отвечаем на него с уверенностью — можно! Однако необходимо соблюдать ряд определённых требований. Сварка алюминия инвертором постоянного тока отличается от работы с другими видами металлов. Алюминий — трудносвариваемый металл, который в процессе сварки выделяет токсичные газы, поэтому работать инвертором необходимо на свежем воздухе или при наличии хорошо функционирующей вентиляции. Проблемы сварки алюминиевых поверхностей связаны со свойствами данного металла:
Сварка алюминия инвертором постоянного тока отличается от работы с другими видами металлов. Алюминий — трудносвариваемый металл, который в процессе сварки выделяет токсичные газы, поэтому работать инвертором необходимо на свежем воздухе или при наличии хорошо функционирующей вентиляции. Проблемы сварки алюминиевых поверхностей связаны со свойствами данного металла:
- высокий показатель текучести, под действием высокой температуры алюминий расплавляется и деталь деформируется;
- появление оксидной плёнки, в процессе сварки происходит химическая реакция с кислородом и на поверхности образуется плёнка, отличающаяся тугоплавкостью и препятствующая свариванию поверхностей;
- высокая пористость при нагревании, способная уменьшить прочность сварного шва.
Учитывая, что алюминий обладает высокой теплопроводностью, для работы с ним необходимы сварочные инверторы, способные выдавать ток с силой не менее 80 А. Ещё важнее правильнее выбрать электроды. Для сварки алюминия выпускаются электроды с особой маркировкой ОЗА, например ОЗАНА, ОЗА-1, ОЗР-2 и пр. Перед применением электродов их необходимо прокалить в печи.
Для сварки алюминия выпускаются электроды с особой маркировкой ОЗА, например ОЗАНА, ОЗА-1, ОЗР-2 и пр. Перед применением электродов их необходимо прокалить в печи.
Инверторная сварка алюминия в домашних условиях требует соблюдения определённых требований
В промышленности сварку алюминия производят при помощи аргона, однако в домашних условиях можно обойтись и без него. Как варить алюминий инвертором без аргона? Для этого используется обычный бытовой или полупрофессиональный инвертор и специальные электроды. Для электрода диаметром 3 мм выставляется ток силой в 90-100 А. Держатель инвертора с электропроводом необходимо держать под углом 90 градусов. Сварка выполняется короткой дугой.
Учтите, что специальные электроды для работы с алюминием сгорают в 2-3 раза быстрее обычных, поэтому их запас должен быть достаточным. Непосредственно перед сваркой металлической щёткой снимается оксидная плёнка. После каждого прохода дуги необходимо удалять шлак со сварного шва.
Покупая сварочный инвертор для использования дома или в гараже, обратите внимание на его способность сваривать алюминиевые поверхности. Предпочтение лучше отдать тому аппарату, в паспорте которого это указано.
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Инверторы MMA
- Инверторы TIG
- Газосварка
- Плазменная резка
- Система охлаждения
- Патон
- Днепровелдинг
- Элсва (Запорожье)
- Атом (Запорожье)
- Техмик (Ровно)
- ИИСТ (Херсон)
- SSVA (Харьков)
- GYSmi
- DECA
- Jasic
- Welding Dragon
- Modern Welding
- Telwin
- Днипро-М
- Энергия-сварка
- Тесты и видеоматериалы
- Статьи
- Фотогалерея
- Маска Хамелеон
- Расходные
- Электрододержатели, масса
- Горелки MIG/MAG
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- Головки TIG
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Циркули CUT
- Редукторы
- Светофильтры
- PT-31 (CUT-40) расходные
- SG-55 (AG-60) расходник
- SG-51 (CUT-60)
- P-80 Panasonic
- A101/A141 Trafimet
- Powermax 45
- Термопенал
- Перчатки сварщика
- Электроды сварочные
- Контакты
Страница не найдена
 Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.
Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.Пожалуйста, введите более двух символов
Все результаты поискаСварка автомобиля инвертором — сварка рамы автомобиля
Также в труднодоступных областях, например под крыльями, легко можно справиться инвертором. Осуществляя сварку инвертором, необходимо соблюдать правила безопасности. Часто инвертором пользуются для больших деталей. Например, сварка рамы автомобиля выполняется именно этим способом. Хотя он имеет небольшие размеры, швы от сварки получаются высококачественные. Кроме инверторов, в кузовных работах используют и полуавтоматы для сварки.
Любой способ имеет и преимущества и недостатки при использовании. При работе со сварочным оборудованием, необходимо найти опытного сварщика, который поможет выполнить работу или подскажет некоторые тонкости. Также нужно обеспечить себе достаточное пространство для работы и оснастить место нужными материалами. Место, где осуществляется сварка, должно быть светлым.
Сварка автомобиля инвертором
Метод применения инвертора является скоростным, и поэтому работа выполняется в самые короткие сроки. Сварные швы при помощи инвертора на автомобиле применялись еще во времена Советского Союза. Так, в отечественном внедорожнике УАЗ 469 использовался инверторный метод сварки.
Автовладельцы и этого внедорожника, в основном обращаются сейчас в сервисы для выполнения сварочного ремонта автомобиля и закрепления каких-то дополнительных деталей, например, рам, задних лебедок или передних, противотуманных фар на крыше автомобиля и прочего.
Достоинства и недостатки
Сваркой инвертором создается электроток высокой частоты. В основном, такое оборудование отличается немалыми размерами, но при приобретении более дорогой модели, можно порадоваться компактностью агрегата.
В основном, такое оборудование отличается немалыми размерами, но при приобретении более дорогой модели, можно порадоваться компактностью агрегата.
Надо понимать, что качество швов от человека фактически не зависит. Для изучения работы инвертора, нужно несколько часов. Но есть некоторые недостатки, присущие данному методу. Это цена, которая является немалой, возможность сделать швы сварки на металле толще трех миллиметров фактически нулевая, и неизбежность возникновения неисправностей вследствие попадания влаги и пыли.
Рекомендуется покупать сварочный аппарат не ниже средней стоимости, дешевые аппараты не будут служить долго. Среди достоинств аппарата, следует подчеркнуть возможность работы при достаточно невысоком напряжении.
Сварка автомобиля своими руками
Сразу нужно отметить, что своими руками выполнять сварку достаточно сложно. Необходим опыт работы с оборудованием, а также умение четко распознавать места, где нужно выполнить сварку. Для этого кузов осматривается внимательнейшим образом и анализируется железо, которое подвергнуто коррозии. Бывает полный ремонт и локальный.
Бывает полный ремонт и локальный.
При полном основная часть кузова заменяется, а при локальном — лишь устраняются ржавчины в отдельных местах. Если автовладелец, в целом, знает, как выполнять сварку, то он может взяться за полный ремонт. Но лучше начать лишь с устранения небольших неисправностей.
Локальный характер носит, к примеру, ремонт глушителя. Сварка глушителя своими руками проводится после вырезки нужного участка глушителя для понимания состояния деталей, находящихся внутри. Иногда отрезки трубы и перегородки также бывают разрушены. Тогда нужно будет вырезать еще один участок на «бочке», чтобы восстановить части внутри.
Что касается внешней детали, например, сварка рамы автомобиля, то она выполняется следующим образом. Принимаются меры безопасности для себя, потом для защиты в автомобиле электроники. Далее происходит удаление краски с необходимой зоны, после чего приступают к сварке.
Если в невидимом для окружающих месте наблюдается гниение кузова, то заплатку здесь можно сделать из любого материала. Условием будет лишь соответствие толщине и качеству. Но в случае коррозии на внешней стороне, подойдет то железо, из которого состоит данная деталь. Шов должен быть совершенно не заметным.
Условием будет лишь соответствие толщине и качеству. Но в случае коррозии на внешней стороне, подойдет то железо, из которого состоит данная деталь. Шов должен быть совершенно не заметным.
Если коррозия имеется на маленьком участке, то можно избежать сварки. Стоит лишь обработать участок особыми смесями. Такой ремонт будет ничуть не хуже сварного, а выглядеть заплатка будет гораздо лучше. Для повышения прочности изнутри трещины необходимо наклеить сварочные стыки.
Для защиты кузова необходимо ухаживать за ним. После каждого мытья нужно досуха протирать труднодоступные места, а после езды по лужам или снегу, грязь, которая прилипла, нужно удалять. При регулярном мытье и соответствующем уходе, автомобильный кузов будет радовать отличным состоянием.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как научиться варить сварочным инвертором — изучаем основы
Чтобы разобраться в том, как научиться правильно варить сварочным инвертором, следует сначала выяснить, что же именно представляют собой подобные аппараты.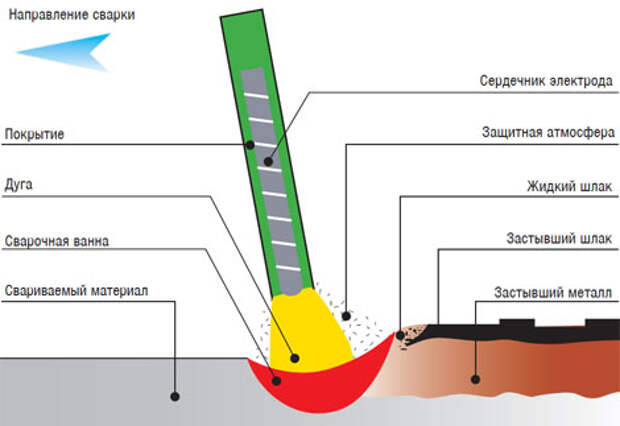 Сварочный инвертор имеет довольно компактную конструкцию, переносить его с одного места на другое значительно легче по сравнению с обыкновенным сварочным аппаратом, работающим на основе трансформатора. Кроме того, работать с современным устройством значительно удобнее.
Сварочный инвертор имеет довольно компактную конструкцию, переносить его с одного места на другое значительно легче по сравнению с обыкновенным сварочным аппаратом, работающим на основе трансформатора. Кроме того, работать с современным устройством значительно удобнее.
Основные элементы конструкции инвертора, принцип образования дуги
Сваривать металлические элементы при помощи инвертора достаточно надежно можно только в случае, если знать хотя бы приблизительное его устройство. Прежде всего, конструкция данного оборудования занимает не слишком много места: все необходимые детали помещаются в малогабаритном металлическом ящике, который в длину не превышает полуметра, в ширину обычно не больше 20 см, а в высоту – порядка 30 см. Общая масса конструкции составляет порядка 10 кг.
Принцип его работы заключается в выдаче электрического тока с подходящей силой и напряжением. Инвертор выдает в районе свариваемой поверхности постоянный ток, формируемый из переменного напряжения, находящегося в бытовой сети, – 220 В.
У аппаратов всегда имеются две клеммы – катод, или отрицательно заряженный проводник, и анод – положительный. Одна из них используется для подключения электрода, а другая соединяется с металлом, который будет свариваться. После того как начинает подаваться напряжение, формируется единая электрическая цепь. Если сделать ей незначительный разрыв, величина которого будет составлять всего лишь несколько миллиметров (как правило, не больше 8), то в этом месте осуществляется ионизация воздуха и возникает соответствующая электрическая дуга.
Чтобы правильно научиться варить инвертором, следует понимать, что основная масса тепла выделяется именно в электрической дуге, которая горит при температуре порядка 7000 градусов. Это позволяет качественно расплавить кромки свариваемых металлических заготовок.
Когда дуга искрит, происходит расплавление не только кромок металла, но и самого электрода, в результате все эти материалы перемешиваются друг с другом. Если сварочные работы проводятся плохо, то шлак, который, как правило, значительно меньше по плотности по сравнению с металлом, будет оставаться в толще металла. Это значительно снижает качество получаемого сварного соединения.
Если сварочные работы проводятся плохо, то шлак, который, как правило, значительно меньше по плотности по сравнению с металлом, будет оставаться в толще металла. Это значительно снижает качество получаемого сварного соединения.
Обычно шлак выходит на поверхность и не допускает, чтобы свариваемые элементы окислялись кислородом, содержащимся в воздухе, или же начинали поглощать азот из окружающей среды. После того как расплавленный металл начнет застывать, происходит формирование сварного соединения.
Основные параметры сварных работ
Чтобы перенять опыт видавших виды сварщиков, нужно разобраться с таким понятием, как полярность тока, потому что она бывает прямой и обратной. Первая формируется в случае, если ток протекает от катода к аноду. Обратная полярность получается при противоположной ситуации.
Если человек знает, как правильно варить, то он поймет, что наивысшая температура будет формироваться на клемме, от которой начинает проистекать электрический ток. При использовании прямой полярности температура будет выше непосредственно на заготовках. Как правило, подобной технологией пользуются сварщики, которые только начинают постигать азы данного ремесла.
При использовании прямой полярности температура будет выше непосредственно на заготовках. Как правило, подобной технологией пользуются сварщики, которые только начинают постигать азы данного ремесла.
При обратной полярности более высокая температура формируется на электроде. Данная технология полезна при проведении работ с листами металла незначительной толщины, а также при работе с металлами, которые не слишком хорошо реагируют на перегрев, что может привести к порче заготовки.
Немаловажную роль играет толщина электрода или сварной проволоки. Этот показатель напрямую зависит от того, насколько толстыми будут свариваемые детали. В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него.
Также следует учитывать, что на показатель силы тока оказывает непосредственное влияние местоположение шва – горизонтального, вертикального, потолочного и так далее. Для постепенного освоения инверторной сварки следует тщательно изучить таблицу, где приводятся соответствующие силы тока, диаметры электродов и другие немаловажные показатели, касающиеся проведения сварных работ.
Для постепенного освоения инверторной сварки следует тщательно изучить таблицу, где приводятся соответствующие силы тока, диаметры электродов и другие немаловажные показатели, касающиеся проведения сварных работ.
Каковы главные положительные качества инвертора?
Инверторный аппарат гораздо удобнее для проведения сварочных работ. Даже большинство профессиональных сварщиков говорят о том, что подобная технология значительно лучше и проще по сравнению с примитивным трансформатором. Благодаря применению данного изделия можно не только с легкостью сформировать дугу, но и получить ее в конечном счете максимально устойчивую.
Подобный эффект позволяет не допустить чрезмерно сильного разбрызгивания металла. Инвертор хорош еще и тем, что в нем предусмотрен целый ряд разного рода дополнительных характеристик. В частности, одной из наиболее полезных функций является так называемый «Горячий старт», который позволяет сделать сварочный ток в самом начале проведения работ как можно более сильным. Это позволяет сформировать дугу значительно проще и быстрее.
Это позволяет сформировать дугу значительно проще и быстрее.
Еще одной функцией является «Сильная дуга». Данный элемент активируется только в случае, если электрод чересчур близко подошел к свариваемым элементам. При подобном развитии событий аппарат будет увеличивать силу тока в автоматическом режиме. Это позволяет расплавлять металл как можно быстрее, чтобы электрод не прилипал к заготовкам.
Третьим полезным качеством является опция «Антизалип». В случае необходимости она делает электрический ток наиболее низким, чтобы электрод можно было очень быстро оторвать от поверхности металла и продолжить выполнение работ. Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки.
Инвертор представляет собой довольно экономичный аппарат. Если рассматривать электроды с диаметром 3 мм, то для их качественного использования вполне достаточно установить напряжение с мощностью 4 кВт – это в полной мере соответствует нормальному параллельному подключению двух электрических чайников.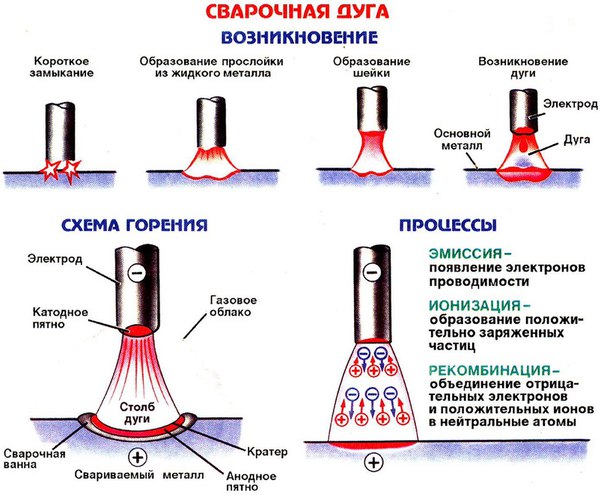
Экономичность конструкции в плане потребления электрического тока позволяет буквально в течение одного сезона оправдать довольно высокую стоимость инверторного сварочного аппарата.
Какие меры, касающиеся техники безопасности, необходимо соблюдать?
Чтобы разобраться, как варить инверторной сваркой, сначала следует уяснить основные нормы безопасности. Дело в том, что сварочные работы отличаются особой опасностью для здоровья и жизни человека, поэтому к ним следует подходить с осторожностью.
- Перед тем как приступить к выполнению работ, нужно очистить прилегающее пространство от деревянных предметов и других вещей, способных быстро воспламениться. Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания.
- На себя следует надеть плотную одежду, по возможности закрывающую все тело: длинные плотные брюки, куртку или кофту с длинными рукавами. Это делается для того, чтобы капли расплавленного металла не смогли попасть на кожу и вызвать сильный термический ожог.
- Глаза и лицо необходимо защитить специальной маской со встроенным темным стеклом или светофильтром. Оно не будет пропускать солнечный свет, но горение дуги будет прекрасно видно, также этот фильтр позволит хорошенько рассмотреть, как происходит расплавление металла и заполнение сварного шва.
- Если дуга горит, но сваривания металла не происходит, то это может сказать о неисправности аппарата или недостаточной силе тока. Прибавить ее можно на рабочей панели оборудования. Если это не помогло, то инструмент следует сразу обесточить, так как наверняка внутри него произошла какая-то поломка. Она может вызвать поражение электрическим током.
- Категорически запрещается работать во влажную погоду, при слишком низких температурах и других неблагоприятных атмосферных явлениях, потому что это также зачастую вызывает удар током.
- Не следует наблюдать за проведением или выполнением сварных работ без защитного стекла – это вызывает сильный ожог роговицы, от которого придется восстанавливаться в течение нескольких дней. Ожоги этого плана бывают различными: слабая степень характеризуется возникновением перед глазами светлых пятен; средняя степень начинается с ощущения песка в глазах; сильная может вызвать частичную или абсолютную потерю зрения.
 Это делается для того, чтобы капли расплавленного металла не смогли попасть на кожу и вызвать сильный термический ожог.
Это делается для того, чтобы капли расплавленного металла не смогли попасть на кожу и вызвать сильный термический ожог. Ожоги этого плана бывают различными: слабая степень характеризуется возникновением перед глазами светлых пятен; средняя степень начинается с ощущения песка в глазах; сильная может вызвать частичную или абсолютную потерю зрения.
Ожоги этого плана бывают различными: слабая степень характеризуется возникновением перед глазами светлых пятен; средняя степень начинается с ощущения песка в глазах; сильная может вызвать частичную или абсолютную потерю зрения.Как правильно зажечь дугу?
Люди, стремящиеся выяснить, как научиться варить сварочным инвертором, должны сначала потренироваться правильно зажигать дугу и поддерживать ее горение в течение всего периода проведения работ.
На первом этапе следует подключить клеммы в зависимости от того, с какой полярностью планируется работать – прямой или обратной. Если опыта в сварке на настоящий момент совсем нет, то нужно использовать только прямое подключение. Начинающему сварщику лучше брать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Применять более толстые электроды нежелательно, так как они могут вызвать серьезное колебание дуги и нестабильное ее горение. Работа с подобными расходными материалами требует лучших навыков.
Работа с подобными расходными материалами требует лучших навыков.
Поначалу нужно установить силу тока, равную 100 А. Использование маски с непривычки может вызвать некоторый дискомфорт, однако для сохранения зрения им можно и пожертвовать. Перед непосредственным розжигом дуги нужно слегка постучать электродом по металлу, чтобы сбить обмазку с его края.
Поджигать дугу можно одним из следующих способов:
- чирканье;
- легкое касание.
Если принять во внимание все рассмотренные моменты, то разобраться, как варить сварочным инвертором, будет не слишком сложно. Тем более, что он может использоваться для различных материалов.
Советы по устранению неисправностей сварочного аппарата
Сварочный аппарат — сложное и сложное устройство. Даже если что-то пойдет не так, это серьезно скажется на сварочном аппарате, а также на сварочных работах. Если что-то не так, сварочный аппарат может не работать должным образом или даже не запуститься. Не всегда необходимо заменять весь блок, есть некоторые проблемы, которые может найти и исправить сам пользователь, или можно получить помощь от другого опытного пользователя.Знание некоторых советов по устранению неполадок будет большим подспорьем для пользователя, так как это сэкономит много времени и предотвратит ненужную трату денег на ремонт в мастерских. Вот некоторые из проблем, с которыми обычно сталкивается сварочный аппарат, а также их причины и решения.
Если что-то не так, сварочный аппарат может не работать должным образом или даже не запуститься. Не всегда необходимо заменять весь блок, есть некоторые проблемы, которые может найти и исправить сам пользователь, или можно получить помощь от другого опытного пользователя.Знание некоторых советов по устранению неполадок будет большим подспорьем для пользователя, так как это сэкономит много времени и предотвратит ненужную трату денег на ремонт в мастерских. Вот некоторые из проблем, с которыми обычно сталкивается сварочный аппарат, а также их причины и решения.
Неисправности сварочного аппарата
Прежде всего, важно знать различные проблемы, с которыми сталкивается сварочный аппарат; можно проверить различные части устройства и устранить проблему;
Нет товаров.
Машина не запускается
Причина : Иногда сварочный аппарат не запускается. Это может быть вызвано такими причинами, как перегоревший предохранитель линии питания, неисправная цепь питания, перегрузка или неправильное входное напряжение.
Решение : Если сварочный аппарат не запускается, в первую очередь необходимо проверить, включен ли выключатель аппарата, а затем тщательно выяснить причину проблемы; если предохранитель перегорел, его необходимо заменить. Если проблема в цепи, необходимо проверить и исправить входное напряжение.Если причиной является перегрузка, лучше дать сварочному устройству остыть в течение некоторого времени. Входное напряжение должно быть проверено, и вход всегда должен соответствовать указанным в руководстве.
Стартер сварочного аппарата работает, но сгорел предохранитель
Причина : Иногда сварочный аппарат запускается и готов к работе, но внезапно перегорает предохранитель. Это может быть вызвано одной из двух причин: одна — слишком маленький предохранитель, а другая — короткое замыкание в соединениях.
Решение : Необходимо выяснить точную причину проблемы. Если причина в предохранителе, то размер предохранителя должен быть изменен и увеличен, но если причина в коротком замыкании, тогда соединения должны быть проверены и исправлены, а также необходима изоляция проводов.
Сварочный аппарат внезапно останавливается
Причина : Сварочный аппарат часто внезапно останавливается во время сварки. Эта проблема может быть связана с препятствием для вентиляции, неисправностью внутреннего охлаждающего вентилятора или перегрузкой.
Решение : Следует проверить, все ли вентиляционные кожухи свободны и чисты. Если они нечисты, их необходимо тщательно очистить, чтобы не было препятствий для вентиляции. Если внутренний охлаждающий вентилятор не работает, необходимо отремонтировать или заменить соединения и главный провод, чтобы охлаждающий вентилятор снова заработал. Никогда не следует перегружать машину и выполнять работу только в соответствии с предписанным рабочим циклом.
Неисправность переключателя полярности
Причина : Переключатель полярности иногда не работает либо из-за изношенного соединения, либо из-за грубого и неправильного использования переключателя, когда сварочный аппарат все еще находится под нагрузкой.
Решение : Никогда не используйте переключатель полярности, когда сварочный аппарат находится под нагрузкой, так как это может нарушить работу переключателя полярности. В случае износа переключателя его необходимо заменить.
Электрододержатель нагревается
Причина : Держатель электрода во многих случаях нагревается. Причиной этого может быть неплотное соединение или несоответствующий рабочий цикл электрододержателя.
Решение : необходимо правильно определить причину проблемы.Если соединение неплотно, его необходимо подтянуть. Если электрододержатель не соответствует рабочему циклу, его необходимо заменить на держатель правильного размера.
Изолированный электрододержатель STINGER Stv002- В надежно удерживает электрод, эргономичная удобная резиновая ручка
- Сила тока: 0–350, емкость электрода: 5 мил / 3/16 дюйма, емкость кабеля: 1/0 га.
- Устраняет ожоги дуги из-за «выскакивания» стержня

Поражение электрическим током при прикосновении к сварочному аппарату
Причина : В некоторых случаях пользователь может столкнуться с небольшим электрическим током при прикосновении к сварочному аппарату, это может происходить не постоянно, но это может быть опасно. Эта проблема возникает, если рама сварочного аппарата не заземлена должным образом.
Решение : Для этой проблемы необходимо правильно прочитать руководство пользователя и изучить процедуру заземления рамы сварочного аппарата и заземлить крышку надлежащим образом, чтобы при прикосновении к сварочному аппарату пользователь не столкнулся с ударами. опять таки.
Нагревается сварочный кабель
Причина : Иногда сварочный кабель очень быстро нагревается. Это происходит, когда кабель, используемый в сварочном аппарате, имеет неподходящий размер и рабочий цикл.
Решение : Кабель необходимо заменить на кабель подходящего размера, как указано в руководстве пользователя. Кабель с правильным размером рабочего цикла очень важен для сварочного аппарата.
Плохой зажим заземления
Причина : Зажим заземления сварочного аппарата может быть покрыт оксидами, которые могут повредить зажим, из-за чего электроны не могут легко переноситься, и это создает высокое сопротивление в аппарате, которое изменяет поток тока.
Решение : Зажим заземления необходимо регулярно проверять и периодически очищать, чтобы избежать образования оксидов и ненужного сопротивления сварочного аппарата.
Кабель поврежден
Причина : После длительного использования кабель может быть поврежден, а участки могут быть изношены и изношены.
Решение : Следует как можно скорее заменить кабель сварочного аппарата, так как поврежденный кабель потенциально может вызвать множество проблем для аппарата, а также может сильно повлиять на сварочные работы.Время от времени необходимо проверять провода на предмет повреждений.
Сварочный аппарат не выключается
Причина : Может возникнуть проблема, заключающаяся в том, что аппарат не выключается даже при нажатии переключателя до тех пор, пока не будет отключен источник питания. Это происходит, когда линейный выключатель изношен или вышел из строя механически.
Решение : Если линейный выключатель сварочного аппарата изношен, выключатель и соединение необходимо отремонтировать или заменить.
Дефекты сварки
Помимо проблем со сварочным аппаратом, обычно также возникают некоторые сварочные дефекты, которые пользователь может исправить, просто отрегулировав и отремонтив определенные части самого сварочного аппарата. Вот некоторые из дефектов сварки, с которыми можно столкнуться;
Неправильная подача проволоки
Причина : Если подача проволоки неправильная, причиной этого может быть изношенный приводной ролик. Изношенный ведущий ролик приводит к нарушению подачи проволоки, которая также может проскальзывать.
Решение : Если кто-то сталкивается с этой проблемой, необходимо проверить, нет ли грязи или мусора на футеровке сварочного аппарата. Следует тщательно очистить машину, чтобы приводной ролик снова работал нормально при правильной подаче проволоки.
Низкая сварка
Причина : Когда изнашивается наконечник, расположенный внутри сварочного пистолета, мощность, производимая сварочным аппаратом, не передается должным образом, что может создать дополнительную работу для сварщика, поскольку сварка не выполняется должным образом.
Решение : При возникновении этой проблемы необходимо как можно скорее заменить наконечник внутри сварочного пистолета, так как это может создать больше проблем, например, плохую проволоку. Чтобы избежать неприятностей в дальнейшем, насадку нужно менять немедленно.
Пористость
Причина : на поверхности валика может образоваться пористость из-за плохой проводки или недостаточного потока газа.
Решение : Необходимо проверить и отрегулировать соединения проводов.Газовую линию следует проверить должным образом, и если есть какие-либо препятствия в газовой линии, ее необходимо очистить. Газовое сопло должно быть вставлено правильно, чтобы избежать утечки газа.
Усадочные трещины на сварном шве
Причина : На сварном шве могут быть усадочные трещины, которые могут возникнуть, если проволока грязная и ржавая, или если валик слишком маленький и вогнутый.
Решение : Чтобы избежать этой проблемы, необходимо тщательно очистить проволоку, которую нужно сваривать, и не оставлять грязи или ржавчины на участках, где должна проводиться сварка.Бусинки должны быть подходящего размера.
Боковые трещины на сварном шве
Причина : На сварном шве могут образоваться боковые трещины из-за слишком высокой скорости сварки или иногда из-за очень низкого тока и высокого напряжения дуги.
Решение : Во избежание бокового растрескивания следует поддерживать постоянную скорость сварки и не выполнять сварку слишком быстро, так как это может привести к боковому растрескиванию. Напряжение дуги и ток должны быть одинаковыми и постоянными.
Напряжение дуги и ток должны быть одинаковыми и постоянными.
Избыточное разбрызгивание
Причина : В большинстве случаев на сварном шве может происходить чрезмерное разбрызгивание, что может быть вызвано слишком высоким напряжением или избыточным CO2 и несоответствующим импедансом.
Решение : Чтобы избежать чрезмерного разбрызгивания, необходимо скорректировать напряжение внутри сварочного аппарата и подать соответствующее напряжение. Для нагрева СО2 можно использовать газовый обогреватель, чтобы свести к минимуму разбрызгивание.
Средство для удаления брызг при сварке Walter 53F253 E-Weld 3 [Упаковка из 12] …- Раствор для защиты от брызг: очищающий раствор предотвращает прилипание сварочных брызг к деталям машины.Это также помогает …
- Эффективность: этот очиститель брызг обладает свойствами адгезии к краске, чтобы исключить необходимость специальной очистки после . ..
- Функции: жидкость для удаления брызг может использоваться во время процедур плазменной резки, сварки очистка или обезжиривание ….
 ..
..Заключение
Наряду со всеми ухищрениями по установке и ремонту, обслуживание сварочного аппарата очень важно. Всегда нужно иметь в виду следующее;
- Сварочный аппарат необходимо содержать в чистоте.Следует периодически очищать различные части машины, чтобы избежать ржавчины или окисления.
- Время от времени проверяйте детали машины на предмет повреждений. Даже малейшие повреждения или износ должны быть рассмотрены серьезно.
- Кабели и другое дополнительное оборудование, которое будет использоваться со сварочным аппаратом, должны иметь правильный размер рабочего цикла, совместимый с аппаратом в соответствии с руководством по эксплуатации.
- Никогда не перегружайте аппарат и не превышайте предел глубины сварки.
- Сварочный аппарат всегда следует хранить в прохладном и сухом месте.

Хотя сварочный аппарат — очень сложное устройство, но при хорошем обслуживании он прослужит очень долго и всегда дает желаемый результат безупречно.
Последнее обновление 2021-02-18 в 22:29 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Как можно сваривать с генератором?
Некоторые сварочные работы нельзя переносить в магазин, особенно если заготовки находятся на открытом воздухе.Вот где в игру вступают портативные генераторы. Эти генераторы создают источник питания, способный включать сварочные инструменты. Они пригодятся там, где нет электрических розеток. Думайте о них как о портативных сварочных аппаратах.
Как можно сваривать с помощью генератора? Первым делом необходимо приобрести генератор, который выдает достаточно энергии для работы сварщика. Затем вы можете подключить сварочного аппарата и переместить его туда, где это необходимо. Если вы не хотите подключать к генератору отдельный сварочный аппарат, вы можете приобрести сварочный аппарат со встроенным сварочным комплектом.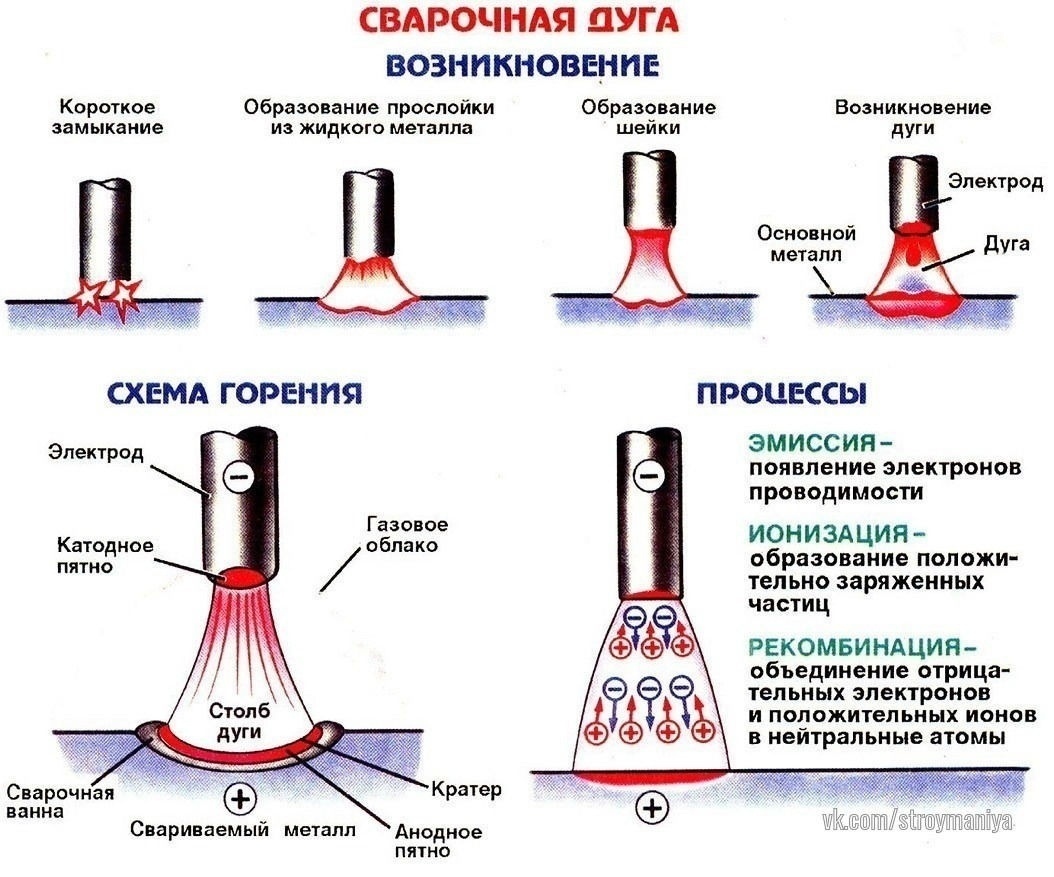
Использование генераторов для сварки иногда может быть сложной задачей. Вот почему так важно знать, как правильно выполнять сварку с помощью генератора. Вот некоторая информация, которая может вам помочь.
Использование генератора для сварки
Генераторы используют топливо для выработки энергии вместо электросети. Они считаются незаменимыми инструментами для промышленности и строительства. Даже фермеры используют их для строительства или ремонта различных объектов. Работает как обычный генератор; все, что вам нужно сделать, это наполнить бак и включить его там, где вам это нужно.
Одним из преимуществ сварочного генератора является то, что его можно использовать как автономный генератор. Это означает, что вы можете использовать его для других электроинструментов или для питания приборов. Это может сэкономить вам место и деньги в долгосрочной перспективе.
Большинство сварочных генераторов могут работать:
- MIG
- TIG
- Порошковая
- Stick
- Плазменные резаки
Некоторые сварочные генераторы поставляются с полным сварочным комплектом. Таким образом, вам не придется беспокоиться о подключении отдельного сварочного аппарата или инвертора.
Таким образом, вам не придется беспокоиться о подключении отдельного сварочного аппарата или инвертора.
Что искать в сварочном генераторе
Вот некоторые вещи, которые следует учитывать при покупке сварочного генератора:
- Какое топливо он использует?
- Есть ли в комплекте аксессуары?
- Какая сила тока?
Большинство небольших портативных генераторов имеют двигатели, работающие на бензине.Бензин намного дешевле дизеля или пропана. Дизель-генераторы в основном используются для промышленного оборудования и для более крупных работ.
Если вы собираетесь часто использовать генератор, то дизельное топливо может быть лучшим вариантом в долгосрочной перспективе, поскольку оно горит медленно и служит дольше, чем бензин и пропан. Не забудьте проверить и убедиться, что вентиляция достаточна для рассеивания выбросов.
Некоторые генераторы поставляются с принадлежностями или полным сварочным комплектом, а некоторые могут поставляться как автономные генераторы. Если вы новичок и у вас немного собственных сварочных инструментов, тогда вам могут пригодиться аксессуары.
Если вы новичок и у вас немного собственных сварочных инструментов, тогда вам могут пригодиться аксессуары.
Следите за информацией о силе тока. Меньшие генераторы будут иметь меньший ток, чем промышленные (большие) генераторы. Если вы собираетесь заниматься сваркой изредка или на легких материалах, промышленный сварочный генератор вам не понадобится.
Если вы зарабатываете сваркой на жизнь или планируете часто заниматься сваркой, то промышленный сорт будет идеальным выбором.Он способен проработать 6-12 часов (в зависимости от размера топливного бака).
Ссылки по теме: Как начать и развивать сварочный бизнес за 11 шагов
Генератор какого размера мне нужен?
Выбранный вами размер будет зависеть от работы и местоположения. Например, для промышленных изделий потребуется генератор большего размера. Как правило, для сварки вам потребуется минимум 30 ампер.
Инверторный сварочный аппарат макс. Выход Выход | Предлагаемый «минимальный» размер генератора ** | Предлагаемый «идеальный» размер генератора ** |
|---|---|---|
| До 160 А | 7 кВА | 8 + кВА |
| 8 кВА | 10 + кВА | |
| 250A | 13 кВА | 15 + кВА |
Если вы ищете что-то среднее, что может делать все понемногу, есть более новые типы комбинированных генераторов 3-в-1 или 4-в-1, также известные как «генераторы рабочих станций». Их можно использовать в нескольких целях:
- Генератор
- Сварщик
- Компрессор
- Зарядное устройство
Имейте в виду, что сварочные генераторы отличаются от стандартных генераторов, поскольку они сконструированы для работы с постоянной энергетической нагрузкой и др. не является.Они обеспечивают стабильную синусоидальную волну для равномерного сварочного потока.
Например, если вы пытаетесь запитать сварочный аппарат трансформаторного типа, стандартный генератор может не обеспечивать устойчивую синусоидальную волну или достаточный ток. В этом случае вам понадобится сварочный генератор.
Вот рекомендуемое руководство, которому следуют многие сварщики:
- Для максимальной мощности сварщика 160 А потребуется генератор 7 кВА или больше
- Для максимальной мощности сварщика 180-200 А потребуется генератор 8 кВА или больше
- Для максимальной выходной мощности 250 А потребуется генератор 13 кВА или больше
Если вы не уверены, какой размер вам подойдет, всегда лучше перейти на следующий уровень.В конце концов, лучше иметь больший размер, чем генератор, «он слишком мал».
Прежде чем вы продолжите чтение, вот статья, которую мы написали: Если ваш сварщик продолжает отключать выключатель, прочтите это руководство.
Можно ли использовать инверторные сварочные аппараты с генераторами?
Да! Вы можете использовать инверторные сварочные аппараты с генераторами, потому что они используют меньшие трансформаторы и требуют меньше энергии. Низкое энергопотребление означает, что их можно легко подключить практически в любом месте, даже в вашем собственном доме.
Главное преимущество инверторных сварочных аппаратов — они компактны и удобны в переноске. Значит, вы можете нести его вместе со своим генератором на участок.
Убедитесь, что вилка подходит к вашему генератору. Если у вас уже есть инверторный генератор и вы хотите, чтобы он соответствовал вашему новому генератору, вы можете заменить вилку.
Защита по напряжению
Стандартные портативные генераторы обычно вырабатывают непостоянную мощность синусоидальной волны, что может вызвать колебания сварного шва.С другой стороны, сварочные генераторы оснащены функциями защиты от перенапряжения для предотвращения скачков высокого напряжения.
Если вам необходимо использовать стандартный генератор, который не удобен для сварщика, то рекомендуется использовать инверторный сварочный аппарат со встроенной защитой от напряжения. Защита предотвратит текущие проблемы с перегрузкой. Это также снизит риск повреждения из-за скачков напряжения и улучшит качество сварки.
Как сваривать с помощью генератора
Теперь, когда вы знаете о генераторах для сварщиков, пора научиться ими пользоваться.Вот основные шаги:
- Проверьте топливный бак
- Запустите генератор
- Подключите сварочный аппарат к генератору (если он есть)
- Отрегулируйте настройки управления
- Обязательно выключите его, когда не используется
Проверить топливный бак
В некоторых генераторах с двигателем используется масло, а в других может использоваться другое топливо, например, пропан или дизельное топливо. Всегда полезно сначала проверить бак, чтобы убедиться, что в нем достаточно топлива.Если он низкий, вам придется долить больше топлива.
Всегда полезно сначала проверить бак, чтобы убедиться, что в нем достаточно топлива.Если он низкий, вам придется долить больше топлива.
Запуск генератора
Запуск генератора с приводом от двигателя может быть аналогичен запуску косилки. Большинство из них имеют шнурок для запуска двигателя. Потяните его один или два раза, чтобы включить. Если у вашего генератора есть электрический запуск, вы можете включить его одним нажатием кнопки.
Подключение сварочного аппарата
Сварочный аппарат или инвертор должен иметь возможность подключаться к розетке сбоку генератора.Если вы не можете подключить сварочный аппарат к розетке, попробуйте отрегулировать вилку сварочного аппарата.
Вы можете отрезать вилку и подключить кабель к другой вилке с поворотным замком, которая подходит к генератору. Если вам нужно добавить к вилке новый резиновый кабель, лучше всего подойдет 10/3 типа SOW или SJOW.
После подключения сварочного аппарата к работающему генератору можно начинать сварку. Если сварочный генератор пришел с уже прикрепленным сварочным комплектом, пропустите этот шаг и просто перейдите к следующему.
Если сварочный генератор пришел с уже прикрепленным сварочным комплектом, пропустите этот шаг и просто перейдите к следующему.
Отрегулируйте настройки управления
Настройки управления играют важную роль. Он позволяет управлять напряжением и током. Грубые настройки обычно связаны с усилителями. Например, если для конкретной сварочной работы вам требуется 85 ампер, большинство руководств рекомендуют установить грубое значение на 100 и точное на 85.
Вы можете отрегулировать сварочную дугу, изменив диапазон точной и грубой настройки. Не все сварщики используют одни и те же настройки, поэтому вы можете поэкспериментировать с ними и выяснить, что вам больше нравится.
У некоторых сварочных аппаратов есть шаровидный или распылительный режимы, которые можно использовать для толстого металла. Шаровидный режим создает большие «шарики» расплавленной проволоки, которые попадают в расплавленные части других металлических деталей.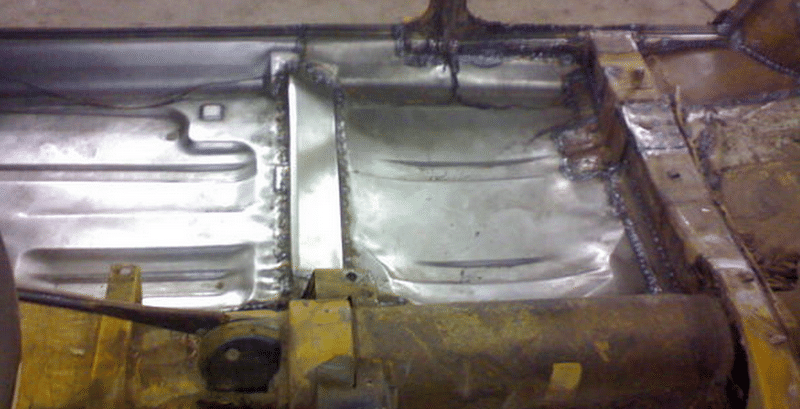 В режиме распыления струя расплавленного проволочного материала концентрируется на поверхности металла.
В режиме распыления струя расплавленного проволочного материала концентрируется на поверхности металла.
Примечание. Если вы планируете использовать режим распыления, замените сопло пистолета на другое, длиной не менее 3 дюймов.
Выключить, когда он не используется
Вы должны всегда выключать оборудование, когда оно не используется, по соображениям безопасности, особенно потому, что выбросы топлива могут быть легковоспламеняющимися и горючими.Выключение его также сэкономит топливо и электроэнергию.
Поиск и устранение неисправностей
Большинство проблем можно решить, изменив настройки управления. Если это не помогло, попробуйте следующее:
- Проверьте соединение между сварочным аппаратом и генератором
- Проверьте предохранители (F1 и F2) и замените их, если они разомкнуты (не забудьте убедиться, что все выключено при замене детали)
- Если мощность сварного шва низкая или высокая, проверьте частоту вращения двигателя.
- Если мощность сварки нестабильна, убедитесь, что соединения чистые и затянутые.
- Проверьте контактные кольца и щетки. если у вас по-прежнему возникают проблемы со сварочным аппаратом или сварочным генератором, возможно, вам потребуется его осмотр у сервисного агента или у кого-то, имеющего опыт ремонта сварщиков.
Имейте в виду, что большинство портативных генераторов имеют привод от двигателя, вам необходимо проверять моторное масло и менять масляный фильтр каждые 200 часов. Пока вы меняете масляный фильтр, проверяйте другие детали. Регулярное обслуживание продлит срок службы двигателя.
Сварка генератора с помощью инверторного сварочного аппарата TIG >> Посмотрите видео ниже
 youtube.com/embed/5qu0RE4OcR0?start=8&feature=oembed»/>
youtube.com/embed/5qu0RE4OcR0?start=8&feature=oembed»/> Основы сварки
Процесс сварки обычно зависит от типа и толщины металла.Есть четыре типа сварки:
Металлический инертный газ (MIG)
Новым сварщикам следует начинать с MIG и постепенно расти. MIG также известен как газовая дуговая сварка металла. Это вид дуговой сварки, при которой создается электрическая цепь, соединяющая две металлические детали.
Для сварки MIG необходимо использовать сварочную проволоку. Проволока действует как электрод и вступает в реакцию с дугой, что активирует процесс сварки. Тепло от дуги расплавит проволоку, и она сольется с двумя другими металлическими частями.
Вольфрамовый инертный газ (TIG)
TIG требует больше навыков и опыта. Это более медленный процесс, чем MIG, но результаты точные. А газ действует как щит, защищающий новый сварной шов.
В сварочном пистолете в качестве электрода используется металлический вольфрамовый стержень.
Стержень подается через отверстие в пистолете, пока сварщик удерживает его на месте. Тепло дуги расплавит стержень, и между двумя деталями образуется лужа. Лужа расплавленного металла перемешается и образует прочную связь по мере охлаждения.Некоторые аппараты для сварки TIG оснащены ножной педалью для управления током дуги. Педаль может использоваться для увеличения или уменьшения нагрева, что может помочь сварщикам избежать теплового удара и хрупкости металла.
Порошковая
Метод порошковой сварки идеален для сварки вне позиции, особенно если она выполняется вертикально или над головой, поскольку шлак быстро замерзает. Он также обеспечивает высокую производительность наплавки. Если вы выполняете сварку над головой, вы можете использовать проволоку E71T-8.
Если вы свариваете оцинкованный металл или металл с покрытием, вам следует использовать проволоку E71T.Материалы внутри проволоки вызовут небольшие взрывы в дуге, создавая мощный нагрев, который может пробить покрытие.
Палка
Сварка палкой — это метод двуручной сварки с использованием металлического присадочного стержня (стержня), покрытого флюсом. Когда флюс плавится во время сварки, он выделяет газ и шлак, которые защищают сварной шов.
Защита от прилипания обеспечивает лучшую защиту сварного шва, чем защитный газ при сварке MIG. Если на улице, где вы работаете, ветрено, используйте палку для лучшего шва.
Одна вещь, которая хороша в этом методе, заключается в том, что он не требует защитного газа, и вы можете сваривать ржавые металлы.
Ссылки по теме: 9 различных типов сварочных процессов и их преимущества
Сварочные насадки
Сварка — это навык, который временами может быть сложной задачей. Вот несколько советов, которые могут вам помочь.
- Очистите его
- Обратите внимание на скорость и угол
- Отрегулируйте расстояние дуги
- Отрегулируйте для алюминия
- Предварительный нагрев перед ремонтом высокопрочного металла
- Храните сварщика и генератор правильно
Очистить
Подготовка металла важна для успешной сварки, очистка металла перед сваркой позволит удалить грязь и мусор с поверхности и между трещинами.
Если его не очистить, загрязнения могут повлиять на сварной шов, если они застрянут.Если вы не можете очистить металл, попробуйте очистить его металлической щеткой, чтобы удалить грязь. Старайтесь не использовать MIG, если вам приходится работать с грязным металлом. Вместо этого возьмите сварочный аппарат и используйте с ним стержень 6011. (Помните, что палкой можно пользоваться по ржавому металлу.)
Помните о скорости и угле
Если чувствуется шлак, то при сварке следует перетянуть стержень / проволоку. Если вы используете MIG, вам нужно будет протолкнуть провод.При сварке проволокой пистолет следует держать под углом 10–15 градусов к направлению, в котором вы нацелены.
При перетягивании стержнем держите его под углом 20-30 градусов. Если вы выполняете угловой шов, вам нужно держать пруток / проволоку под углом 45 градусов между металлическими деталями, независимо от того, какой метод сварки вы выберете.
Отрегулируйте расстояние дуги
Вы можете отрегулировать скорость, чтобы дуга оставалась в пределах зоны действия ванны расплавленного металла (также известной как сварочная ванна).
Длина дуги не должна быть больше диаметра сердечника электрода.Следите за признаками того, что вам необходимо отрегулировать скорость. Медленная скорость создаст широкий и неглубокий валик. Это может привести к беспорядку, если в сварной шов будет нанесено слишком много металла. Кроме того, высокая скорость перемещения может привести к неглубокому сварному шву с сильно выпуклым валиком.
Сделайте корректировки для алюминия
В конце концов вы встретите алюминий, который реагирует на сварку иначе, чем другие металлы.По этой причине у него есть собственный набор правил. Хорошая новость в том, что этому процессу легко научиться.
Необходимо заменить кабельную прокладку на тефлон или нейлон. Затем переключитесь на аргон или аргон-гелий и используйте алюминиевую присадочную проволоку диаметром 3/16 — 1/6 дюйма. Будет легче протянуть более толстые провода в кабель пистолета.
Замените контактный наконечник на наконечник, диаметр которого на 0,0115 дюйма больше диаметра присадочной проволоки.
Когда вы будете готовы к работе, протрите место ремонта проволочной щеткой из нержавеющей стали.Это удалит окисленный алюминий с поверхности и улучшит проникновение.Связанное чтение: 6 причин, почему трудно сваривать алюминий?
Предварительный нагрев перед ремонтом
Обязательно предварительно нагреть перед ремонтом высокопрочной стали, чтобы предотвратить растрескивание после сварки. Чем выше содержание углерода, тем больше тепла потребуется. После того, как предварительный нагрев будет выполнен, вы можете починить металл с помощью электрода небольшого диаметра, например стержня 7018.
Когда дело доходит до ремонта высокопрочной стали, лучше всего использовать электрод с низким содержанием водорода и небольшую скорость перемещения. Благодаря этому сварочная лужа будет плавиться до нужной консистенции достаточно долго, чтобы пузырьки газообразного водорода вышли.
Правильно храните сварочный аппарат и генератор
Важно правильно хранить свое оборудование, держать его в безопасности и сухим, когда оно не используется, чтобы предотвратить повреждение и износ элементов.
Если вам необходимо оставить оборудование на открытом воздухе, было бы неплохо накрыть его брезентом или водонепроницаемым материалом.
Как правильно сваривать! Основное руководство: 3 шага
Теперь, когда вы готовы к сварке, возьмитесь за заднюю часть машины и переведите выключатель питания в положение включения. Индикатор питания на передней панели машины должен загореться, и вентилятор должен запуститься.
Какой электрод мне использовать?
На рынке представлено множество различных электродов для сварки штангой, но наиболее распространенными из них являются E-6011, E-6013 и E-7018. Чтобы определить, какой электрод использовать, взгляните на свою работу.Если она тонкая, используйте 6013. Если она действительно чистая или критически важная деталь, используйте 7018. Если деталь грязная, ржавая или окрашенная, используйте 6011. Обычно перед сваркой стараются получить как можно более чистую работу, но Если этого просто не может произойти, используйте 6011.
Поскольку кусок металла, который я использую, грязный, я использую 6011. Конечно, это также отличное удилище для начинающих. Установите сварочный аппарат между 50 и 65 ампер. Я обнаружил, что здесь этот сварщик будет работать на 3/32 в скважине 6011. Вставьте нужный стержень в электрододержатель или жало, и вы готовы зажечь дугу! Чтобы поджечь дугу, поцарапайте изделие или постучите по нему.Будут летать искры, и раздастся громкое «КРКССССШШШ», и первые несколько раз вы можете оторваться, но зажигание дуги становится вашей второй натурой, и вы можете поддерживать ее. Начните перемещать стержень вниз по детали / соединению. Лучшее движение для 6011 — это взбивание и пауза. Здесь вы немного выходите из лужи с дугой примерно на секунду, чтобы лужа остыла, а затем снова входите в нее. Каждая маленькая «кнут» образует «копейку» в сварочной луже. Если вы хотите узнать больше, Google «6011 Whip and Pause.«Когда вы закончите работу с валиком, отведите электрод от работы и поместите жало на незаземленную изолированную поверхность. Вы заметите покрытие на верхней части валика. Это называется шлаком. Возьмите отбойный молоток (молоток, специально разработанный специально для удаления шлака с сварных швов) и несколько раз постучите им по швам. Затем возьмите проволочную щетку и щетку из нержавеющей стали, чтобы очистить шов. Поздравляем! Вы только что сделали свой первый Для получения дополнительной информации возьмите книгу Ричарда Финча «Справочник сварщика».Я использовал эту книгу, когда только начал сварку, и до сих пор активно ею пользуюсь! (Я так много использовал, страницы начинают выпадать: P)Надеюсь, это руководство было информативным и помогло вам начните свои сварочные приключения! Пожалуйста, оцените, прокомментируйте, поставьте лайк и подпишитесь, и, как всегда, подписывайтесь на SubDude350.
Синергетический инверторный сварочный аппарат: сварочное решение CEA — QUbox
В линейке CEA, предназначенной для многопроцессорных инверторных сварочных аппаратов MIG, надежность и передовые технологии QUBOX делают этот аппарат идеальным инструментом для использования в промышленности, даже когда нет узкоспециализированных сварщиков .
Основные характеристики инверторного сварочного аппарата QUBOX
QUBOX идеально подходит для профессионального использования на заводах, строительных площадках и везде, где требуется высокая точность и повторяемость работы.
Этот тип системы может использоваться для:
- Сварка МИГ-МАГ
- Сварка палкой
- Сварка МИГ специальными методами
- Сварка TIG-Lift
Основными преимуществами и особенностями , которые делают эти сварочные аппараты уникальными, являются:
- Цифровое управление, позволяющее выбирать определенные программы сварки в зависимости от свариваемого материала, диаметра используемой проволоки и подключенного защитного газа.
- Хранение 99 пользовательских программ сварки, которые можно выбрать с помощью кнопки «умная ПРОГРАММА».
- Точное зажигание дуги
- Функции для снижения потребления энергии
- Самодиагностика станка
- Устройство понижения напряжения (VRD), система безопасности, которая снижает напряжение без нагрузки, когда генератор не сваривает
Даже механизм подачи проволоки , отдельный от сварочного аппарата, имеет отличные характеристики: параметры с цифровым управлением, 4 больших двухпроводных ролика для беспрепятственной подачи проволоки, возможность размещения проволочных роликов диаметром до 300 мм.
Читайте также : « Приложения Индустрии 4.0: Digitech VP2: инверторный сварочный аппарат, разработанный CEA «
Специальные процессы с зрением. Программное обеспечение ARC
С программным обеспечением vision.ARC, применяемым к сварочным аппаратам QUBOX , можно использовать специальные процессы сварки MIG MAG , разработанные CEA для специальных целей:
- ТРУБА для начального сварочного прохода на трубах
- ULTRASPEED для увеличения скорости сварки
- COLD для снижения тепловложения при сварке тонких профилей
- POWER для обеспечения высокой глубины проплавления на средних и толстых участках
CEA имеет более чем 65-летний опыт работы, который позволяет нашей компании заниматься и решать все проблемы, с которыми обращаются к нам клиенты, создавая системы для сварки, которые всегда являются передовыми.
{{cta (‘c9819577-65d8-4853-80d0-e1a00c4511b7 ‘,’ justifycenter ’)}}
Использование постоянного тока с инверторной технологией при контактной сварке
Амада Миячи Америка, Монровия, Калифорния
Сварка сопротивлением постоянным током (DC) с использованием инверторной технологии снижает затраты за счет повышения качества, сокращения затрат на техническое обслуживание и повышения производительности. Переход с традиционного переменного тока (переменного тока) на постоянный с помощью инверторов также снижает ряд затрат на оборудование и улучшает процесс.Наконец, он дает возможность сваривать новые материалы, чтобы расширить возможности компании или расширить ассортимент продукции.
В отрасли контактной сварки традиционно используется выпрямленный трехфазный переменный ток для создания постоянного тока. Для этого метода создания энергии требуются большие машины и большие трансформаторы, а также отсутствует точный контроль процесса, который требуется многим пользователям.
За последние несколько десятилетий технология переключения питания получила все большее распространение в качестве решения. В настоящее время существует долгая история использования биполярных транзисторов с изолированным затвором (IGBT) в качестве устройств переключения мощности при контактной сварке, а также в сервоприводах и персональных компьютерах.Переход к технологии электронной коммутации привел к очень точному управлению выходом постоянного тока. В дополнение к этой управляемости, контактная сварка выигрывает от использования стабильных и надежных электронных компонентов. В результате инверторная технология, используемая сегодня для генерации постоянного тока, бросает вызов сварке переменным током практически во всех сварочных операциях.
Рисунок 1. Генерация постоянного тока с использованием инверторной технологии.На рисунке 1 показано, как трехфазная мощность переменного тока преобразуется в мощность постоянного тока, а также показано, что происходит внутри системы управления сваркой.
БЛОК A — это входящая 3-фазная мощность переменного тока, обычно в пределах от 220 В до 480 В в США. БЛОК B — это первая ступень выпрямления, на которой поступающая 3-фазная мощность переменного тока проходит через мостовой выпрямитель. Мостовой выпрямитель изменяет или выпрямляет, мощность переменного тока 3 фазы, чтобы обеспечить опорное напряжение постоянного тока. Как показано на осциллограмме, это дает только положительные импульсы. Процесс выпрямления перевернутый отрицательную половину волны, чтобы создать этот источник опорного напряжения постоянного тока.БЛОК C — это этап фильтрации, на котором конденсаторы отфильтровывают шум и минимизируют эффект пульсации, оставшийся от процесса выпрямления.Это очищает форму волны и приводит к более стабильному току. Конденсаторы не действуют как носитель информации, как в машинах с емкостным разрядом (CD), хотя они и накапливают энергию во время выпрямления.
БЛОК D — это процесс переключения, во время которого IGBT используют выпрямленную и отфильтрованную форму волны и включают и выключают выходную мощность.
Форма волны показывает, что IGBT генерируют положительные и отрицательные импульсы. Полученная форма волны называется биполярной прямоугольной волной. БТИЗ включаются и выключаются с определенной скоростью или частотой, измеряемой в герцах.БЛОК Е — сварочный трансформатор. Биполярный прямоугольный сигнал подается в трансформатор, который снижает напряжение и увеличивает ток. БЛОК F — это второй выпрямитель, который находится внутри трансформатора. На этом этапе биполярная прямоугольная волна выпрямляется, производя только положительные импульсы. БЛОК G показывает сварочную головку.
Рисунок 2. Примеры сварки с использованием инверторной технологии.Обратная связь по току настраивается двумя способами: первичная обратная связь по току или вторичная обратная связь по току.С помощью первичной обратной связи ток измеряется на входе трансформатора. Когда используется вторичная обратная связь, ток измеряется после трансформатора в так называемом «вторичном контуре». В обоих случаях система управления использует измеренный ток для динамической регулировки выхода.
Инверторная технология также позволяет использовать другие режимы обратной связи, включая автоматическую компенсацию напряжения (AVC), постоянный ток, постоянное напряжение и постоянную мощность. Одним из ключевых преимуществ инверторной технологии сварки является то, что управление с обратной связью срабатывает в миллисекундах, а не в циклах переменного тока, что составляет 16.67 миллисекунд при 60 Гц. Кроме того, инверторы можно программировать с шагом в миллисекунды.Конкретные преимущества контактной сварки с инверторной технологией варьируются от пользователя к пользователю; однако использование сварки постоянным током и инверторов может обеспечить решение большинства сварочных задач. На рисунке 2 показаны различные примеры сварочных работ, в которых успешно используется инверторная технология.
Для получения дополнительной информации щелкните здесь .
Motion Design Magazine
Эта статья впервые появилась в августовском выпуске журнала Motion Design за август 2018 года.
Прочитать больше статей из этого номера здесь.
Другие статьи из архивов читайте здесь.
ПОДПИСАТЬСЯ
Machine Mart — Machine Mart
Machine Mart — один из крупнейших поставщиков сварочного оборудования в Великобритании, и независимо от того, есть ли у вас опыт работы в сварке или если вы новичок, мы уверены, что это руководство окажется для вас полезным.
Не существует единого процесса сварки, подходящего для всех областей применения, поэтому здесь представлен обзор основных процессов и подчеркиваются возможности и преимущества каждого типа.Это поможет нам лучше согласовать процесс с вашими конкретными потребностями.
Если у вас есть опыт сварки, можете пропустить его. Если вы в некоторой степени новичок, этот раздел предоставит вам лучшее представление о типах доступных сварщиков, о том, как работает каждый из них, и о степени сварочных навыков, необходимых для работы с каждым из них.
Кроме того, мы предложим примеры конкретных приложений, наиболее подходящих для каждого процесса.Перед тем, как перейти к обсуждению конкретных вариантов модели сварщика, очень важно согласовать свои потребности и навыки сварки с конкретным процессом.
Сварка МИГ
- Самый простой процесс для изучения
- Возможна высокая скорость сварки
- Лучший контроль на тонких металлах
- Более чистые сварные швы без шлака для очистки
- То же оборудование можно использовать для порошковой сварки
Порошковая сварка MIG без газа
- Газ не требуется экономия затрат
- Все перечисленные выше функции линейки MIG DIY.
- Простота использования как на газе, так и без газа
- Идеально для использования на открытом воздухе, так как ветер дует защитный газ меньше
Дуговая / электродная сварка
- Очень гибкий и универсальный при сварке в труднодоступных местах.
- Хорошо работает с более толстыми материалами, предлагая широкий ассортимент продукции
- Меньше движущихся частей
- Трудно держать устойчивую руку, но с практикой это быстро преодолевается.
Сварка TIG
- Обеспечивает высочайшее качество и точность сварных швов
- Высокоэстетичные сварные швы
- Позволяет наилучшим образом контролировать процесс сварки.
- Возможно, это самый сложный вариант, но он того стоит.
Возможные проекты и соответствующая толщина металла s
В приведенном ниже списке приведены некоторые типичные значения толщины материала, которые следует учитывать при выполнении сварочных работ.Знание того, что вы собираетесь сваривать, поможет выбрать правильный размер сварщика:Gates (от 3 мм до 5 мм)
(10 мм) Велосипеды, газонокосилки или рамы труб (2 мм)
Рама и ограждение прицепа (от 6 мм до 8 мм)
Сельскохозяйственная техника (от 8 мм до 9,5 мм)
19 Толстые структурные компоненты
Лодки, автомобили и мотоциклы (от 1,5 мм до 3 мм)
Прицепы (1. От 5 мм до 3 мм)
Общий и тяжелый ремонт (от 5 мм до 7 мм)Зависимость среднего тока от толщины металла
Максимальный ток 90 А 110 А 130 А 150 А 180 А Макс.толщина стали (стыковой шов) 2.0 мм 2,5 мм 3 мм 4 мм 5 мм Макс.толщина стали (с V и корневым зазором) 3,0 мм 3,8 мм 4,5 мм 6 мм 7,5 мм Дуговая сварка
Освоить это может быть непросто, особенно перемещать сварочный стержень или стержень вдоль сварного шва, поддерживая зазор 2-4 мм с правильной скоростью, одновременно подавая его к заготовке по мере плавления стержня. Вы также должны быть осторожны, чтобы не коснуться стержня металла, что приведет к исчезновению дуги! Несмотря на все это, есть много людей, которые обладают необходимыми навыками и предпочитают этот метод сварки для ремонта и технического обслуживания сельскохозяйственной техники и других подобных применений. Доступный сварочный ток (А) определяет толщину свариваемого металлаMachine Mart продает два типа аппаратов для дуговой сварки.
Оба эти типа сварщиков используют СВАРОЧНЫЙ ЭЛЕКТРОД С ПОКРЫТИЕМ FLUX «Stick» или «Rod» для подачи дополнительного присадочного металла к сварному шву.Эти стержни покрыты флюсом, который плавится в процессе сварки, чтобы предотвратить окисление основного и присадочного металлов.Машины переменного тока (переменного тока) начинаются с линейки «Easy-Arc» начального уровня с машинами мощностью от 30 до 185 ампер. Это делает их идеальным выбором для домашних мастеров и любителей. И серия Industrial, которая, как следует из названия, разработана для профессиональных пользователей автомобильной техники и техобслуживания.
Эти машины охватывают диапазон от 40 до 400 АСварка MIG
Последней инновацией в мире сварки является простой в использовании сварочный аппарат MIG.Machine Mart предлагает широкий выбор этих машин, которые подойдут случайному пользователю-любителю, занятому энтузиасту и профессиональному сварщику в автомобильной и промышленной сфере. Сварщики
MIG используют оболочку из инертного газа для защиты основного и присадочного материалов от окисления в процессе сварки. Присадочный материал представляет собой тонкую проволоку, которую с постоянной скоростью подают в сварной шов. Скорость подачи проволоки и ток (в амперах) меняются в зависимости от толщины свариваемого металла.Для базовых работ своими руками, когда машина не будет использоваться в течение длительного времени или требуется для сварки особенно толстых материалов. Machine Mart предлагает линейку DIY, которая охватывает от 24 до 100 ампер. Аппараты серии Clarke Weld MIG Turbo обладают преимуществом охлаждающего вентилятора, что обеспечивает более длительные периоды использования, что делает эти машины подходящими для профессионального пользователя.
Эти машины охватывают промышленный диапазон от 30 до 400 Ампер. С добавлением соответствующей проволоки и газа большинство этих сварочных аппаратов можно также использовать для сварки алюминия или нержавеющей стали.Сварка MIG без газа
Machine Mart также продает линейку сварочных аппаратов MIG двойного назначения Clarke Weld, которые можно использовать без газа; с помощью порошковой сварочной проволоки. Большинство этих аппаратов также можно переоборудовать для работы на газе, и они представляют собой смесь сварки Mig и дуговой сварки. Здесь процесс такой же, как и при Mig, но после того, как сварной шов остынет, на сварном шве остается покрытие от флюса. Его просто счищают металлической щеткой. Нет газового провода.Дуговая / TIG-сварка
Сварка
TIG-сварка / газовая дуговая сварка вольфрамом. Сварка TIG — это процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод с добавлением присадочного металла. Зона сварки защищена от атмосферного загрязнения защитным газом (обычно аргоном). Сварочный источник постоянного тока вырабатывает энергию, которая передается по дуге через централизованный луч высокоионизированного газа и паров металлов, известный как плазма.TIG чаще всего используется для сварки тонких профилей из легированной стали, нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы. Этот процесс дает оператору больший контроль над сварным швом, чем другие сварочные процессы. Это позволяет получать более прочные и качественные сварные швы. Сварка TIG сравнительно сложнее и труднее в освоении, чем сварка других типов, и она значительно медленнее. Они могут быть с выходом постоянного тока или с переключаемым выходом между выходами переменного / постоянного тока.
Электроэнергия не безгранична
В настоящее время сварщики используют электроэнергию разной мощности. Это важно учитывать при выборе сварочного аппарата, чтобы обеспечить достаточную мощность для выполнения вашей задачи. Чем выше выходной сварочный ток, тем больше потребляемая мощность. например, сварочный аппарат Mig, сварочный ток до 135 А может быть подключен к сети 230 В с помощью 3-контактной домашней вилки 13 А.Сварщикам с более высокой мощностью, 150 А и выше, как правило, потребуется подключение через промышленную розетку через изолятор с соответствующим предохранителем или жесткое подключение к двухполюсному изолятору. Эти диаграммы должны дать вам представление о том, что должно потребоваться вашему типичному источнику питания в соответствии с вашими требованиями к сварке.Сварщик Номинал предохранителя (все модели) Сварочный аппарат Clarke 110E MIG 13 ампер Clarke MIG130EN Turbo No Gas / Gas MIG Welder 13 ампер Сварочный аппарат Clarke 135TE Turbo MIG 13 ампер Сварочный аппарат Clarke 151TE Turbo MIG 15 ампер Сварочный аппарат MIG без газа / газа Clarke MIG160EN Turbo 15 ампер Здоровье и безопасность при сварке
Безопасность в мастерской всегда должна быть приоритетом. Конечно, ваша собственная безопасность важна, но сварка также может повлиять на посетителей и других сотрудников вокруг вас.Электросварка дает дугу, которая намного ярче пламени, используемого при газовой сварке, а также генерирует большое количество как УФа, так и УФb излучения.
Необходимо следить за тем, чтобы никто не смотрел прямо на дугу без соответствующей защиты глаз. Щитки для головы в виде каски обеспечивают лучшую защиту, поскольку они не только имеют правильные сварочные линзы из затемненного стекла, но и защищают ваше лицо от УФ-лучей, тем самым предотвращая появление неприятной сыпи типа солнечных ожогов.Излучение также может отражаться, например, от белых стен. Щитки сварочной головки должны соответствовать BS 679, линзы классифицируются по степени их темноты
.Класс линзы Сварщик Power 8 или 9 до 100 А 10 или 11 100a до 300A 12,13 или 14 300A плюс Также важно защитить остальную часть кожи не только от ультрафиолета, но и от брызг расплавленного металла.
Комбинезон должен быть огнестойким, а перчатки и обувь из кожи должны обеспечивать наилучшую защиту.Кольца и другие металлические украшения нельзя носить, так как они могут вызвать дугу у сварщика.
Ваша рабочая зона должна быть чистой, и по возможности не следует протягивать кабели по полу.
Пол также должен быть сухим — вы используете сильноточное электричество! В этом случае также не прикасайтесь к электроду!
Не выполняйте сварку рядом с газовыми баллонами, линиями подачи воздуха под высоким давлением или легковоспламеняющимися материалами и не забывайте оставлять время между очисткой заготовки и ее сваркой, если вы использовали легковоспламеняющийся очиститель.
Должна быть хорошая вентиляция для удаления дыма, образующегося при сварке.
Если сварка проводится на электрическом оборудовании, его следует выключить и отсоединить во избежание повреждений.
Сварочные аппараты до 130 А можно подключать к электросети с помощью прилагаемой 3-контактной вилки на 13 А; машины большего размера следует подключать с помощью соответствующего промышленного разъема.
Вы всегда должны следить за тем, чтобы у вас было электричество.Представляем новые сварочные аппараты Forney Easy Weld
13 апреля, 2018 — Форт-Коллинз, Колорадо — Forney Industries представляет четыре новых станка для расширения существующей линии Forney Easy Weld.Эти аппараты для сварки и плазменной резки идеально подходят для домашних мастеров (DIY), автолюбителей, художников по металлу и любителей. Расширенная линейка позволяет практически каждому использовать сварочное оборудование в своем гараже со стандартным источником питания на 120 вольт.
«Инженеры Forney работали над этой линией в течение многих лет, корректируя дизайн и качество, чтобы гарантировать, что мы не только предлагаем линию, которая обеспечивает превосходное качество, которого ожидают от нас наши клиенты, но и проста в использовании для тех, кто никогда не сваривали », — сказал Джейсон Махью, директор по инженерно-техническому обслуживанию Forney Industries.
«Мы хотим избавиться от страха перед сваркой и показать, что это не страшно и не дорого. Исторически это было предназначено только для тех, кто имеет высокую квалификацию и работает в промышленных условиях. Но для тех, кто просто хочет создавать произведения искусства, ремонтировать что-то дома или делать простой ремонт автомобиля или газонокосилки, теперь у них есть возможность завести машину Forney Easy Weld и сделать это ».Сварочные аппараты Forney Easy Weld 140 FC-i, 140 MP, 100 ST и плазменный резак 20 P в настоящее время доступны для покупки через Интернет и в некоторых розничных точках по всей стране.Каждый из них работает от стандартной розетки на 120 вольт и продается по цене менее 400 долларов. «Наши дилеры просили эту линию годами», — сказал Стив Андерсон, президент и генеральный директор Forney Industries. «Современные домашние машины сложны в использовании и требуют значительных навыков. Клиенты просят узнать больше о сварке и задаются вопросом, можно ли с этим легко научиться и делать дома.
Мы уверены, что пришли к такому ответу ».Forney Easy Weld 140 FC-i:
- Порошковая инверторная машина, газ не требуется
- Рекомендуемый диаметр проволоки:.030 ”
- Диапазон толщины листа: до ¼ ”
Forney Easy Weld 140 MP:
- Возможность сварки MIG, Stick и TIG. Легко изучайте различные процессы.
- Рекомендуемый диаметр проволоки: проволока 0,030 дюйма или электрод 1/8 дюйма
Форни Easy Weld 100 ST:
- Подходит для сварки дуговым электродом на рукояти и подъемной дуги
- Сваривает до 5/16 дюйма и обрабатывает электроды до 1/8 дюйма
Forney Easy Weld 20 P:
- Плазменный резак, который можно прикрепить к воздушному компрессору для блинов или хот-догов (60-90 PSI)
- Горелка со скребком
- Режет низкоуглеродистую сталь до ¼ ”
Безопасность всегда превыше всего для Forney, и эта линия ничем не отличается.
«Мы не хотим, чтобы наши клиенты думали, что они могут зажег дугу и немедленно начать сварку, не приняв мер предосторожности», — добавил Махью. «Мы призываем тех, кто покупает один из наших аппаратов Forney Easy Weld, также учитывать, что сварочные перчатки, сертифицированные сварочные маски и огнестойкая одежда необходимы при сварке в любом месте».Чтобы начать работу начинающего сварщика, Forney Industries предлагает онлайн-инструкцию, просмотр которой занимает около часа. Эта информация может помочь начинающему сварщику обрести уверенность перед началом сварки.Кроме того, на ForneyInd.com вместе с машинами можно приобрести аксессуары для металлообработки, перчатки и шлемы. По всей стране также есть много профессиональных школ и общественных колледжей, которые предлагают инструкции по сварке, если требуются дополнительные рекомендации.
Forney Industries — одна из старейших семейных компаний в Америке, производящих продукцию для сварки и металлообработки.

 Стержень подается через отверстие в пистолете, пока сварщик удерживает его на месте. Тепло дуги расплавит стержень, и между двумя деталями образуется лужа. Лужа расплавленного металла перемешается и образует прочную связь по мере охлаждения.
Стержень подается через отверстие в пистолете, пока сварщик удерживает его на месте. Тепло дуги расплавит стержень, и между двумя деталями образуется лужа. Лужа расплавленного металла перемешается и образует прочную связь по мере охлаждения.
 Если его не очистить, загрязнения могут повлиять на сварной шов, если они застрянут.
Если его не очистить, загрязнения могут повлиять на сварной шов, если они застрянут. Длина дуги не должна быть больше диаметра сердечника электрода.
Длина дуги не должна быть больше диаметра сердечника электрода. Когда вы будете готовы к работе, протрите место ремонта проволочной щеткой из нержавеющей стали.Это удалит окисленный алюминий с поверхности и улучшит проникновение.
Когда вы будете готовы к работе, протрите место ремонта проволочной щеткой из нержавеющей стали.Это удалит окисленный алюминий с поверхности и улучшит проникновение.
 Поскольку кусок металла, который я использую, грязный, я использую 6011. Конечно, это также отличное удилище для начинающих. Установите сварочный аппарат между 50 и 65 ампер. Я обнаружил, что здесь этот сварщик будет работать на 3/32 в скважине 6011. Вставьте нужный стержень в электрододержатель или жало, и вы готовы зажечь дугу! Чтобы поджечь дугу, поцарапайте изделие или постучите по нему.Будут летать искры, и раздастся громкое «КРКССССШШШ», и первые несколько раз вы можете оторваться, но зажигание дуги становится вашей второй натурой, и вы можете поддерживать ее. Начните перемещать стержень вниз по детали / соединению. Лучшее движение для 6011 — это взбивание и пауза. Здесь вы немного выходите из лужи с дугой примерно на секунду, чтобы лужа остыла, а затем снова входите в нее. Каждая маленькая «кнут» образует «копейку» в сварочной луже. Если вы хотите узнать больше, Google «6011 Whip and Pause.«Когда вы закончите работу с валиком, отведите электрод от работы и поместите жало на незаземленную изолированную поверхность.
Поскольку кусок металла, который я использую, грязный, я использую 6011. Конечно, это также отличное удилище для начинающих. Установите сварочный аппарат между 50 и 65 ампер. Я обнаружил, что здесь этот сварщик будет работать на 3/32 в скважине 6011. Вставьте нужный стержень в электрододержатель или жало, и вы готовы зажечь дугу! Чтобы поджечь дугу, поцарапайте изделие или постучите по нему.Будут летать искры, и раздастся громкое «КРКССССШШШ», и первые несколько раз вы можете оторваться, но зажигание дуги становится вашей второй натурой, и вы можете поддерживать ее. Начните перемещать стержень вниз по детали / соединению. Лучшее движение для 6011 — это взбивание и пауза. Здесь вы немного выходите из лужи с дугой примерно на секунду, чтобы лужа остыла, а затем снова входите в нее. Каждая маленькая «кнут» образует «копейку» в сварочной луже. Если вы хотите узнать больше, Google «6011 Whip and Pause.«Когда вы закончите работу с валиком, отведите электрод от работы и поместите жало на незаземленную изолированную поверхность. Вы заметите покрытие на верхней части валика. Это называется шлаком. Возьмите отбойный молоток (молоток, специально разработанный специально для удаления шлака с сварных швов) и несколько раз постучите им по швам. Затем возьмите проволочную щетку и щетку из нержавеющей стали, чтобы очистить шов. Поздравляем! Вы только что сделали свой первый Для получения дополнительной информации возьмите книгу Ричарда Финча «Справочник сварщика».Я использовал эту книгу, когда только начал сварку, и до сих пор активно ею пользуюсь! (Я так много использовал, страницы начинают выпадать: P)
Вы заметите покрытие на верхней части валика. Это называется шлаком. Возьмите отбойный молоток (молоток, специально разработанный специально для удаления шлака с сварных швов) и несколько раз постучите им по швам. Затем возьмите проволочную щетку и щетку из нержавеющей стали, чтобы очистить шов. Поздравляем! Вы только что сделали свой первый Для получения дополнительной информации возьмите книгу Ричарда Финча «Справочник сварщика».Я использовал эту книгу, когда только начал сварку, и до сих пор активно ею пользуюсь! (Я так много использовал, страницы начинают выпадать: P)


 БЛОК A — это входящая 3-фазная мощность переменного тока, обычно в пределах от 220 В до 480 В в США. БЛОК B — это первая ступень выпрямления, на которой поступающая 3-фазная мощность переменного тока проходит через мостовой выпрямитель. Мостовой выпрямитель изменяет или выпрямляет, мощность переменного тока 3 фазы, чтобы обеспечить опорное напряжение постоянного тока. Как показано на осциллограмме, это дает только положительные импульсы. Процесс выпрямления перевернутый отрицательную половину волны, чтобы создать этот источник опорного напряжения постоянного тока.
БЛОК A — это входящая 3-фазная мощность переменного тока, обычно в пределах от 220 В до 480 В в США. БЛОК B — это первая ступень выпрямления, на которой поступающая 3-фазная мощность переменного тока проходит через мостовой выпрямитель. Мостовой выпрямитель изменяет или выпрямляет, мощность переменного тока 3 фазы, чтобы обеспечить опорное напряжение постоянного тока. Как показано на осциллограмме, это дает только положительные импульсы. Процесс выпрямления перевернутый отрицательную половину волны, чтобы создать этот источник опорного напряжения постоянного тока. Инверторная технология также позволяет использовать другие режимы обратной связи, включая автоматическую компенсацию напряжения (AVC), постоянный ток, постоянное напряжение и постоянную мощность. Одним из ключевых преимуществ инверторной технологии сварки является то, что управление с обратной связью срабатывает в миллисекундах, а не в циклах переменного тока, что составляет 16.67 миллисекунд при 60 Гц. Кроме того, инверторы можно программировать с шагом в миллисекунды.
Инверторная технология также позволяет использовать другие режимы обратной связи, включая автоматическую компенсацию напряжения (AVC), постоянный ток, постоянное напряжение и постоянную мощность. Одним из ключевых преимуществ инверторной технологии сварки является то, что управление с обратной связью срабатывает в миллисекундах, а не в циклах переменного тока, что составляет 16.67 миллисекунд при 60 Гц. Кроме того, инверторы можно программировать с шагом в миллисекунды.
 Кроме того, мы предложим примеры конкретных приложений, наиболее подходящих для каждого процесса.
Кроме того, мы предложим примеры конкретных приложений, наиболее подходящих для каждого процесса.
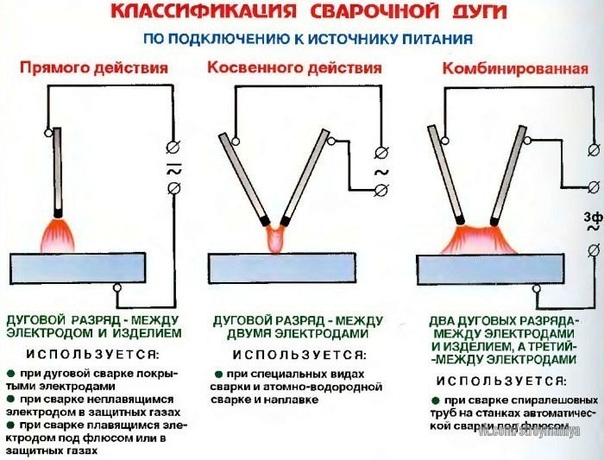 От 5 мм до 3 мм)
От 5 мм до 3 мм)  Вы также должны быть осторожны, чтобы не коснуться стержня металла, что приведет к исчезновению дуги! Несмотря на все это, есть много людей, которые обладают необходимыми навыками и предпочитают этот метод сварки для ремонта и технического обслуживания сельскохозяйственной техники и других подобных применений. Доступный сварочный ток (А) определяет толщину свариваемого металла
Вы также должны быть осторожны, чтобы не коснуться стержня металла, что приведет к исчезновению дуги! Несмотря на все это, есть много людей, которые обладают необходимыми навыками и предпочитают этот метод сварки для ремонта и технического обслуживания сельскохозяйственной техники и других подобных применений. Доступный сварочный ток (А) определяет толщину свариваемого металла Эти машины охватывают диапазон от 40 до 400 А
Эти машины охватывают диапазон от 40 до 400 А Эти машины охватывают промышленный диапазон от 30 до 400 Ампер. С добавлением соответствующей проволоки и газа большинство этих сварочных аппаратов можно также использовать для сварки алюминия или нержавеющей стали.
Эти машины охватывают промышленный диапазон от 30 до 400 Ампер. С добавлением соответствующей проволоки и газа большинство этих сварочных аппаратов можно также использовать для сварки алюминия или нержавеющей стали. Зона сварки защищена от атмосферного загрязнения защитным газом (обычно аргоном). Сварочный источник постоянного тока вырабатывает энергию, которая передается по дуге через централизованный луч высокоионизированного газа и паров металлов, известный как плазма.
Зона сварки защищена от атмосферного загрязнения защитным газом (обычно аргоном). Сварочный источник постоянного тока вырабатывает энергию, которая передается по дуге через централизованный луч высокоионизированного газа и паров металлов, известный как плазма. Чем выше выходной сварочный ток, тем больше потребляемая мощность. например, сварочный аппарат Mig, сварочный ток до 135 А может быть подключен к сети 230 В с помощью 3-контактной домашней вилки 13 А.Сварщикам с более высокой мощностью, 150 А и выше, как правило, потребуется подключение через промышленную розетку через изолятор с соответствующим предохранителем или жесткое подключение к двухполюсному изолятору. Эти диаграммы должны дать вам представление о том, что должно потребоваться вашему типичному источнику питания в соответствии с вашими требованиями к сварке.
Чем выше выходной сварочный ток, тем больше потребляемая мощность. например, сварочный аппарат Mig, сварочный ток до 135 А может быть подключен к сети 230 В с помощью 3-контактной домашней вилки 13 А.Сварщикам с более высокой мощностью, 150 А и выше, как правило, потребуется подключение через промышленную розетку через изолятор с соответствующим предохранителем или жесткое подключение к двухполюсному изолятору. Эти диаграммы должны дать вам представление о том, что должно потребоваться вашему типичному источнику питания в соответствии с вашими требованиями к сварке. Конечно, ваша собственная безопасность важна, но сварка также может повлиять на посетителей и других сотрудников вокруг вас.
Конечно, ваша собственная безопасность важна, но сварка также может повлиять на посетителей и других сотрудников вокруг вас. Комбинезон должен быть огнестойким, а перчатки и обувь из кожи должны обеспечивать наилучшую защиту.
Комбинезон должен быть огнестойким, а перчатки и обувь из кожи должны обеспечивать наилучшую защиту. Вы всегда должны следить за тем, чтобы у вас было электричество.
Вы всегда должны следить за тем, чтобы у вас было электричество. «Мы хотим избавиться от страха перед сваркой и показать, что это не страшно и не дорого. Исторически это было предназначено только для тех, кто имеет высокую квалификацию и работает в промышленных условиях. Но для тех, кто просто хочет создавать произведения искусства, ремонтировать что-то дома или делать простой ремонт автомобиля или газонокосилки, теперь у них есть возможность завести машину Forney Easy Weld и сделать это ».
«Мы хотим избавиться от страха перед сваркой и показать, что это не страшно и не дорого. Исторически это было предназначено только для тех, кто имеет высокую квалификацию и работает в промышленных условиях. Но для тех, кто просто хочет создавать произведения искусства, ремонтировать что-то дома или делать простой ремонт автомобиля или газонокосилки, теперь у них есть возможность завести машину Forney Easy Weld и сделать это ». Мы уверены, что пришли к такому ответу ».
Мы уверены, что пришли к такому ответу ». «Мы не хотим, чтобы наши клиенты думали, что они могут зажег дугу и немедленно начать сварку, не приняв мер предосторожности», — добавил Махью. «Мы призываем тех, кто покупает один из наших аппаратов Forney Easy Weld, также учитывать, что сварочные перчатки, сертифицированные сварочные маски и огнестойкая одежда необходимы при сварке в любом месте».
«Мы не хотим, чтобы наши клиенты думали, что они могут зажег дугу и немедленно начать сварку, не приняв мер предосторожности», — добавил Махью. «Мы призываем тех, кто покупает один из наших аппаратов Forney Easy Weld, также учитывать, что сварочные перчатки, сертифицированные сварочные маски и огнестойкая одежда необходимы при сварке в любом месте».