Сварка алюминия в домашних условиях инвертором
На производстве или ремонтных сервисах алюминий и его сплавы соединяются аргоновой сваркой на переменном токе. Так легко устраняются трещины и создаются прочные швы. Но в бытовой среде наличие аргонового аппарата редкость. Если возникла необходимость выполнить шов на этом капризном металле, то сварка алюминия в домашних условиях инвертором — оптимальное решение проблемы. Что нужно учесть при такой работе? Какие выбрать электроды и настройки аппарата? Как правильно варить алюминий?

Важные нюансы
Не каждый сварщик, умеющий работать инвертором, сможет заварить трещину на алюминиевом изделии или соединить две части в одно целое. Это обусловлено специфичными характеристиками данного металла при высоких температурах. Чтобы успешно справляться с подобными задачами в домашних условиях, важно знать основные нюансы работы с алюминием, которые не возникают на низколегированных сталях.
Например, чтобы заварить алюминиевый бак, обязательно необходимо подкладывать подложку из неплавящегося материала под место горения дуги. Это требование связано с высокой текучестью жидкого металла. Свариваемый материал, если его стенка около 5 мм, быстро проплавляется, и сварочная ванна легко может вытечь наружу с обратной стороны изделия. Подложки могут быть из керамики или графита. Они поддерживают целостность нижней стороны материала, и предупреждают прожоги и вытекания жидкого металла.
Исходя из этих свойств алюминия, все швы желательно выполнять в нижнем положении. Даже если свариваемая конструкция большая, стоит ее перевернуть. Вертикальные швы чреваты стеканием расплавленного металла без формирования шва. Их можно выполнить только короткой дугой с прерывистым ведением.
Сварка алюминия инвертором осложнена гигроскопичностью материала. Он накапливает влагу из окружающего воздуха, а при нагреве начинает испарять ее. Сварочный процесс характеризуется частыми брызгами расплавленного алюминия ввиду попадания воды в зону ведения шва. Поэтому, приступая к работе в бытовых условиях, следует прогреть материал паяльной лампой или ацетиленовой горелкой до 160-190 градусов. Так можно удалить лишнюю влагу и обеспечить беспрепятственную сварку.
Отличительной чертой алюминия является оксидная пленка образующаяся на его поверхности при воздействии кислорода. Она осложняет процесс формирования сварочной ванны и наложение шва тем, что плавится при температуре 2000 градусов, а основной металл приобретает текучесть уже после 500 градусов. Чтобы избежать такого перепада и сразу получить сварочную ванну, требуется зачистка места поджига электрода от оксидной пленки. Последующее удаление оксида будет происходить под действием температуры и дополнительных элементов в обмазке электрода.
Электроды для сварки алюминия
Чтобы успешно сварить алюминиевые детали дома инвертором, важно правильно подобрать расходные материалы. Они выпускаются с составом стержня оптимально соответствующим основному металлу, и обеспечивающим сохранение антикоррозионных свойств. Из распространенных марок подойдут:
- ОЗА;
- ОЗА-1;
UTP 48;
- ОЗР;
- ОЗР-2;
- ОЗАНА;
- ОЗАНА-1.
Все эти расходные материалы обладают гигроскопичностью, поэтому перед выполнением сварки требуется их просушка при 200 градусах. Работу следует провести в течение суток после прокалки. Более длительный интервал требует повторной сушки. В домашних условиях это можно сделать в духовке или на печи для твердого топлива.
Большинство марок электродов для алюминия разработано под сварку в нижнем положении. Поэтому, если необходимо проложить вертикальный шов, необходимо внимательно изучить характеристики на упаковке. При прерывании сварки на кончике электрода будет образовываться белая капля. Это щелочь, которую добавляют в обмазку для разъедания оксида. Чтобы повторно разжечь дугу требуется сколоть белый налет, поскольку он является диэлектриком.
Инвертор для сварки
Инвертор для сварки алюминия можно использовать как самый дешевый, так и самый дорогой. Любая модель справится с этим заданием. Чаше всего устанавливается полярность, у которой «+» находится в руках сварщика, а «-» крепится на свариваемое изделие. Но могут быть и отличия, о которых тоже нужно читать на купленной пачке электродов.
В зависимости от толщины свариваемого материала устанавливаются следующие параметры:
| Толщина стенки, мм | Сила тока, А | Диаметр электрода, мм |
| 2 | 50-60 | 2.5 |
| 3 — 4 | 80-90 | 3.2 |
| 5 — 6 | 90-140 | 4 |
Как варить
В домашних условиях процесс сваривания алюминия имеет несколько пошаговых действий:
- В случае толщины стенки более 5 мм следует выполнить разделку кромок. Болгаркой делается косой срез верхнего угла кромки каждой из свариваемых частей. Градус образованного скоса может варьировать от 45 до 60. Чем толще пластины, тем больше может быть градус скоса. Это позволит создать широкий шов, хорошо связывающий обе стороны.
- Для пластин от 5 мм и тоньше необходима подложка из неплавящегося материала (графит, керамика). Это предупредит протекание жидкого алюминия.
- Следующим шагом является прогрев изделия. Можно воспользоваться паяльной лампой. Если габариты свариваемых частей из алюминия малы, то подойдет и покупной баллончик с газом. Поскольку не у всех дома найдется аппарат для измерения температуры материалов, определять результат придется визуально. Когда на поверхности прогретого изделия отсутствуют капли влаги, то это означает готовность материала под сварку.
- Сразу требуется очистить зону начала соединения от оксидной пленки, поэтому под рукой должна находиться щетка по металлу.
- Теперь можно приступать к сварке. Накладываются прихватки для фиксации сторон. Шов ведется электродом, расположенным перпендикулярно изделию. Сохраняется короткая дуга для четкого воздействия на место соединения.
- После первого прохода следует отбить шлак и убедиться в качестве шва. Он будет таким же светлым, как и основной металл. Должны отсутствовать поры и непроваренные участки.
- Если изделие толстое необходимо выполнить второй проход. Здесь колебательные движения могут быть пошире. Так, можно хорошо заполнить место соединения и связать стороны.
Стоит отметить, что электроды плавятся очень быстро. Тем, кто привык работать инвертором на низколегированной стали нужно попрактиковаться на черновом изделии из алюминия, чтобы привыкнуть к сохранению короткой дуги.
Сварить алюминий инвертором дома не сложно. Приложенное видео подтверждает простоту манипуляций и качество результата. Но чтобы все получилось правильно, следует применять вышеизложенные советы и попрактиковаться.
Поделись с друзьями
0
0
0
СВАРКА АЛЮМИНИЯ ЭЛЕКТРОДОМ дома [как выбрать, инструкция]
[Сварка алюминия электродами] требует соблюдений особых условий.
При этом важно не только правильно провести сам процесс сварки электродами, но и выбрать подходящие электроды.
Цена на эту услугу не является слишком высокой, однако многие делают выбор в пользу самостоятельной сварки электродами, в домашних условиях.

Если вы никогда ранее не занимались сваркой алюминия своими руками, то перед началом работ следует узнать, как происходит этот процесс, а также правила, которым нужно следовать, чтобы сварка алюминия была проведена правильно.
Особенности процесса
Сварка, даже в домашних условиях, должна происходить при соблюдении техники безопасности.
Очень важно, например, провести изоляцию проводов перед началом работ, чтобы избежать риска удара током.
Защититься от тока вам также помогут сапоги из резины – можно надеть их перед началом процесса.
Чтобы защитить себя от ожогов, вам понадобятся специальные перчатки и маска, предназначенные для сварки. Цена на защитное оборудование не так уж высока, и проводить без него работу запрещается.
Процесс своими руками может проводиться только в том помещении, где отсутствуют легко воспламеняемые предметы. Это относится не только к мебели, но и, например, к деревянным полам.
Во время работы рядом нужно держать огнетушитель или хотя бы емкость с водой, чтобы быстро нейтрализовать непредвиденную ситуацию.
Лучше всего заниматься работой с алюминием на открытом воздухе, но, если это невозможно, то перед ее началом, помещение, где будет происходить работа с инвертором, обязательно нужно проветрить.
Это нужно, поскольку в процессе работы в воздухе будут образовываться газовые соединения, опасные для человека.
Уникальные свойства сплавов алюминия обуславливают особенности процесса работы с ним.
Например, алюминий можно расплавить при низкой температуре, плюс он имеет высокую теплопроводность (в среднем в три раза выше, чем другие металлы).
Видео:
Алюминий используется практически во всех сферах жизни, поскольку является очень удобным для обработки металлом, однако в процессе его сварки своими руками у вас могут возникнуть некоторые сложности, связанные с повышенной окисляемостью материала.
На поверхности алюминия в процессе работы образуется пленка, расплавить которую можно только при очень высокой температуре, намного превышающей допустимую при работе с этим видом материала.
При этом обработка сплавов алюминия флюсующими материалами невозможна, поскольку этот материал не имеет нужных химических свойств.
Поэтому самостоятельная варка алюминия производится с помощью газовой горелки, либо методом дуговой сварки. Перед началом работы нужно тщательно очистить поверхность.
Использовать для этого можно шабровку, соду или бензин. После обработки сплавов, металлическую поверхность нужно промыть чистой водой. Очистка поможет защитить алюминий от коррозии.
Для работы с алюминием вам потребуется специальный флюс, созданный специально для работы с этим видом сплавов.
Флюс предназначен для растворения окиси, которая образуется на поверхности алюминия в процессе работы. Купить его можно в строительном магазине, цена на него невысока.
При этом окись растворяется при той температуре, которая оптимальна для обработки этого вида металла.
Лучше всего приобретать растворители, в состав которых входит хлористый или фтористый литий – этот щелочной металл наиболее эффективно справляется с растворением окиси.
Важно также правильно выбрать присадочный материал, и узнать, какова его цена, прежде чем начинать работу.
Его используют для того, чтобы алюминий правильно затвердел и после усадки на его поверхности появились прочные швы. При этом поверхность материала останется гладкой.
При способе дуговой сварки, выбор горелки очень важен.
Видео:
Лучше всего проконсультироваться перед покупкой со знающим человеком, но ориентироваться можно на значение, на 1 показатель ниже необходимого для работы со сталью, с низким содержанием углерода такого же размера, а цена в этом случае не так важна.
Дуговая сварка требует подачи специального защитного газа в рабочую область.
Из-за смешения кислорода с азотом, металл может деформироваться: стать хрупким или приобрести пористую структуру.
Так происходит и в случаях контакта с графитовым электродом, дугой или самим алюминием.
Газ является необходимым не только в работе с алюминием, но и другими металлическими соединениями и металлами.
Часто в качестве дополнительного используется инертный газ: он не только защищает поверхность, но и удаляет шлаки, остатки металла и другие элементы, появляющиеся в процессе работ.
При выборе газа следует ориентироваться, прежде всего, на тип металла, с которым вы будете работать, в данном случае алюминий.
Лучше всего остановиться на аргоне и гелии – это наиболее используемые в сварке цветных металлов инертные газы, и такое сочетание прекрасно подходит для сварки алюминия.
Самостоятельная сварка
Для осуществления самостоятельной работы вам понадобится ряд вспомогательных предметов: самый важный элемент – аппарат для сварки, способный осуществлять аргонно-дуговую сварку.
Также вам понадобится аргоновый баллон, проволока из алюминия, осциллятор и газовая горелка.
Видео:
Выбор проволоки для сварки – очень важный этап перед началом работ.
Цена на материал примерно одинаковая, поэтому ориентироваться нужно не на нее, а на алюминиевые свойства: нужно оценить насколько проволока подходит для работы с ними.
Перед началом работы нужно защитить металл в местах стыков. Делать это лучше всего жесткой стальной щеткой, либо другим аналогичным инструментом.
После зачистки эти места нужно дополнительно обработать купленным ранее флюсом.
Зачистка сплавов алюминия необходима для того, чтобы убрать оксидную пленку и далее работать с самой металлической поверхностью.
Второй этап сварки – работа с газовой горелкой. Предварительно ее нужно нагреть до подходящей температуры и после этого обработать ею места, в которых были сделаны швы.
Чтобы сделать смешение сплавов, нужно прикладывать дополнительные вольфрамовые электроды для сварки на места швов и расплавлять их под горелкой – таким образом, стержни смешаются с алюминием и создадут смешение необходимых сплавов.
Для домашних условий наиболее подходит аргонно-дуговой способ сварки.
При таком способе характер вольфрамовых электродов неважен, вольфрамовые электроды -им не нужна заточка, вы можете приобретать как плавящиеся, так и неплавящиеся элементы.
Этот способ сварки является не только эффективным, но и очень удобным, поскольку не требует наличия флюса, что значительно облегчает процесс работы.
Аргонно-дуговая сварка инвертором позволяет сварить алюминий даже с помощью металлических электродов, которым не нужна заточка.

Если же вы решите использовать автоматический аргонно-дуговой метод, то вам понадобится флюс, имеющий специальный состав и полностью химически чистый.
Еще один подходящий способ сварки для работ в домашних условиях – точечный.
Но он менее эффективен, чем аргонно-дуговой, из-за того, что алюминий обладает высокой теплопроводностью, а также из-за очень быстрого процесса плавления материала.
Точечную сварку производят на большой скорости, достаточной, чтобы электрод можно было перемещать на равном с металлом уровне.
Следующий способ сварки, который можно выполнить самостоятельно, требует наличия электроприводной машины – благодаря ей металл можно расплавлять непрерывно и на необходимой скорости.
Это довольно сложный способ, и в домашних условиях он используется редко, да и в целом таким способом работают в основном опытные мастера.
Лучше всего остановиться на первом варианте сварки, поскольку он самый удобный, и выполнить его сможет даже человек с минимальным опытом.
Последние два способа реализовать дома довольно сложно, а популярная холодная сварка для алюминия и вовсе не подходит.
Плавка алюминия – это длительный процесс, при этом важно соблюдать технику безопасности на всех этапах работы, т.к. она представляет определенный риск для здоровья, особенно, если ранее у вас не было опыта сварки.
Процесс дуговой сварки инвертором — дело довольно сложное, особенно в домашних условиях.
Поэтому, если у вас нет опыта, лучше обратиться к профессионалу, тем более что цена на эти услуги сегодня не слишком высока.
Если же вы хотите провести работу с алюминием инвертором самостоятельно, то посмотрите видео с инструкцией, прежде чем приступать к работе.
Видео:
Для алюминия и его сплавов подходят далеко не все способы сварки, наиболее простой – аргонно-дуговой. Его сможет выполнить своими руками даже человек с минимальным опытом.
Вы можете посмотреть на видео, что собой представляет этот вид сварки.
Другие же методы работы являются более сложными, поэтому, если вы не являетесь профессиональным сварщиком, лучше поручить их специалисту, тем более что цена на эту услугу вполне адекватна.
Сварка алюминия электродом в домашних условиях
Особенности сварки алюминия вызывают определенные трудности при соединении этого металла. Разработанные технологии в той или иной степени позволяют с этим бороться и добиваться положительных результатов. Качество сварки алюминия инвертором нельзя сопоставить с аргоннодуговой сваркой или другими технологиями соединениями Al.

Однако в бытовых условиях вряд ли найдется подходящее оборудование. В распоряжении мастера может оказаться максимум домашний сварочный аппарат, будь то инвертор или трансформатор постоянного тока.
Возникают разумные вопросы: возможно ли сварить алюминий инвертором в домашних условиях, как это сделать правильно и какие для этого потребуются материалы?
Что нужно знать сварщику
По заявлениям опытных сварщиков, электросварка этого “крылатого” металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу.Обратите внимание на следующие рекомендации:
- Стыковое соединение является наиболее приемлемым. Тавровые и нахлесточные типы сварных соединений стараются избегать из- за большой вероятности затекания шлака в зазоры, который вызывает коррозию.
- После сварки шов промывается водой для удаления шлака;
- Подготовка алюминия перед сваркой обязательна. Удаление оксидной пленки, защита от ее повторного образования;
- Сварка массивных деталей толщиной более 3 мм сопровождается разделкой кромок под углом 60° с V-образной формой.
- Предварительный прогрев Al перед сваркой до 150-250 °C.
Не стоит забывать, что технически чистый алюминий сваривается лучше, чем его сплавы, содержащие магний и марганец (дюралюмилий, силумин).

Прогрев перед сваркой
Именно поэтому следут правильно подойти к выбору сварочных электродов в зависимости от химического состава сплава.
Электроды по алюминию
Наиболее распространенные марки электродов для сварки алюминиевых сплавов: ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2, ОК96.20. Стержни электродов изготавливают из сварочной проволоки с нанесением на них покрытий из смеси хлористых и фтористых солей. Толщина покрытия не более 0,3…0,5 мм на сторону.

Электроды для алюминия ОЗАНА-2
Рассмотрим более детальное назначение каждого электрода.
- ОЗА-1 − для деталей и конструкций из технически чистого алюминия А0, А1, А2, А3. Сварка с предварительным подогревом по зачищенным кромкам.
- ОЗА-2 – для заварки литьевого брака и наплавки алюминиево-кремнистых сплавов АЛ- 4, АЛ-9, АЛ-11.
- ОЗАНА-1- сваривает технически чистый алюминий толщиной изделий более 10 мм. Предварительный подогрев температурой 250…400 С.
- ОЗАНА-2 – для сплавов АЛ-4, АЛ-9, АЛ-11, наплавки и заварки литьевого брака. Можно использовать в качестве соединительного материала изделий из дюралюминия и силумина.
- ОК96.20 − алюминиево-марганцовистые сплавы АМц; алюминиево-магниевые сплавы АМг2; АМг3; АМг5; АМг6; алюминиево-кремнистые сплавы АЛ-4; АЛ-9; АЛ-11. Подойдет для дюралюминия
Алюминиевые электроды дороже обычных и очень гигроскопичны, т. е. набирают влагу из окружающего воздуха.
Техника сварки алюминия покрытыми электродами
Сварка алюминия инвертором производится постоянным током обратной полярности, предпочтительно в нижнем положении. Дело даже не в большой текучести алюминия, а в скорости сварки, которая увеличивается в 2-3 раза в сравнении со сталью.

Электрод плавится очень быстро и вы просто не сможете выполнить шов в вертикальном, и уж тем более в потолочном положении.
Важно! Перед сваркой электроды следует прокалить.
Держать электрод следует преимущественно в вертикальном положении или чуть наклоняя . Конец электрода перемещать в направлении шва. Сварка производится в один проход на короткой дуге, без поперечных движений.

Химические элементы обмазки создают повышенное электрическое сопротивление сварочного шва, поэтому создают препятствия при повторном зажигании дуги. Швы стараются делать не длинными.

Поры в сварном шве
В случае обрыва дуги, шлаковую корку с кратера и конца электрода следует удалить и перекрыть предыдущий минимум на 1 см во избежание образования пор при заварке кратера.
По завершении сварки сварочный шов обязательно зачистить и промыть водой во избежании коррозии.
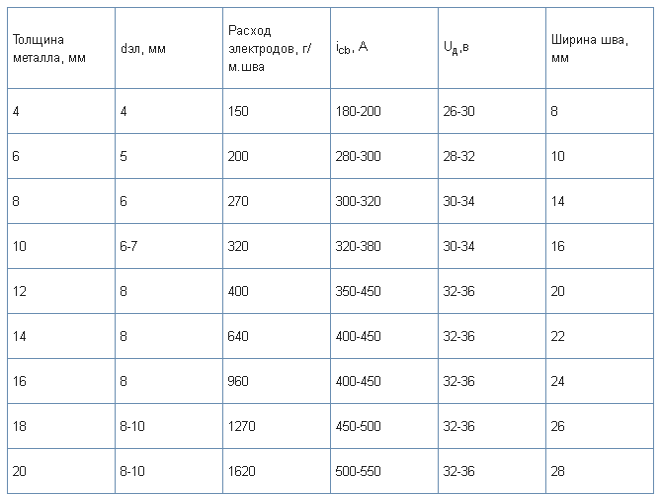
Режимы сварки алюминиевыми электродами
Заключение
Ядовитый дым, выделяющийся при сварке, а также дороговизна электродов и их капризность в хранении не сделают данный метод популярнее MIG или TIG. Применяют его, как правило, в тех случаях, где невозможно использование или нецелесообразно использование газового оборудования.
Сварка алюминия в домашних условиях инвертором – правила, советы, видео
Сварка алюминия инвертором, осуществляемая в производственных и в домашних условиях, – это очень распространенный технологический процесс, так как изделия из данного металла используются практически повсеместно. Широкая популярность, которой отличается данный металл, объясняется его уникальными свойствами: небольшим удельным весом, высокой тепло-, а также электропроводностью, способностью противостоять механическим нагрузкам. Выполнять соединение деталей из алюминия с применением инвертора в домашних условиях позволяет развитие сварочной техники.
Сварка алюминиевых деталей в домашних условиях
Особенности сварки алюминия с использованием инвертора
Применять сварочный инвертор в домашних условиях для выполнения сварки деталей, изготовленных из алюминия, допустимо, для этого достаточно придерживаться ряда несложных условий. Сам аппарат, используемый для выполнения работ с деталями из алюминия, может быть самым простым, основное внимание уделяется расходным материалам. Чтобы качественно варить в домашних условиях детали из алюминия, потребуется несколько составляющих.
Схема аргонодуговой сварки алюминия
- Приобретите электроды, которые специально предназначены для сварки данного металла. Узнать такие электроды можно по их маркировке: ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Используя эти электроды, можно варить не только алюминий, но и другие металлы, отличающиеся высокой теплопроводностью.
- Кроме того, вам понадобится сварочный инвертор, в качестве которого подойдет оборудование даже с самыми скромными характеристиками.
- Для подготовки электродов к сварке алюминия потребуется печь: в ней они будут подвергаться предварительному прогреванию. Такая процедура, как предварительная прожарка электродов, является обязательной при сварке алюминия. От этого напрямую зависит качество и надежность формируемого сварного шва.
Самодельная печь для сушки и прогрева электродов
Выполняя сварку данного металла инвертором в производственных или домашних условиях, важно учитывать ряд нюансов, от которых зависит качество создаваемого соединения.
- Поверхность деталей из алюминия необходимо тщательно зачистить от тугоплавкой оксидной пленки, которая всегда на ней присутствует. Для этого используются абразивные материалы, металлические щетки или химические средства.
- В отличие от стали, алюминий не меняет цвета своей поверхности в процессе нагревания, что значительно усложняет контроль за выполнением сварочных работ.
- Чтобы обеспечить качественный прогрев соединяемых деталей в процессе выполнения сварочных работ, необходимо действовать не спеша, тщательно контролируя каждый этап технологии.
- Поскольку алюминий отличается высокой текучестью, сварные швы выполняются в один слой. Чтобы избежать протекания расплавленного металла, необходимо использовать металлические подкладки.
- Остывание алюминия после нагрева, вызванного выполнением сварочных работ, может вызвать деформирование свариваемых деталей и появление трещин в полученном соединении. Чтобы избежать этого, желательно не располагать сварные швы слишком близко по отношению друг к другу.
По технологии выполнения сварка алюминия с помощью инвертора незначительно отличается от технологии подобных работ, выполняемых с черными металлами. Именно поэтому, обладая опытом выполнения сварочных работ, можно с успехом применить свои навыки и при сварке данного металла.
Каким должен быть инвертор, используемый для сварки алюминия
Для сварки алюминия могут быть использованы инверторы различных модификаций, но, если вы только определяетесь с выбором такого оборудования, то оптимальным будет отдать предпочтение моделям, конструкция которых допускает возможность подключения специальной приставки для подачи защитного газа (аргона).
Аппарат для аргонодуговой сварки Кедр TIG-259P
Варить данный металл в домашних условиях можно и электродом, но, если к качеству формируемого соединения предъявляются высокие требования, лучше использовать полуавтоматическую сварку или выполнять сварочные работы при помощи неплавящегося электрода, который изготавливается из вольфрама, и присадочного прутка.
Выбрать подходящий полуавтомат поможет видеоролик, рассматривающий несколько бюджетных моделей.
Использование для соединения алюминиевых деталей инвертора, в отличие от применения сварочных аппаратов другого типа, предоставляет массу преимуществ, к основным из которых следует отнести:
- быстрое зажигание сварочной дуги, а также ее стабильное горение;
- получение качественного, красивого и надежного сварного шва;
- возможность выполнять сварку листового материала небольшой толщины;
- универсальность, дающую возможность применять инвертор для сварки с использованием как обычных, так и неплавящихся электродов.
В маркировке инверторов, которые могут совмещаться с приставкой для подачи защитного газа, присутствует обозначение TIG. От обычных моделей такие инверторы отличает наличие в их конструкции осциллятора, формирующего импульсы напряжения высокой частоты, что облегчает зажигание дуги. Кроме того, в конструкции таких устройств предусмотрено наличие вентиля, регулирующего поток защитного газа, подаваемого в зону сварки.
Правила подготовки к сварочным работам и их проведение
Если говорить о качестве сварки инвертором деталей, изготовленных из алюминия, а также сплавов данного металла, то лучшим оно получается, если она выполняется в среде защитного газа аргона и с применением неплавящегося электрода. Такую сварку вполне можно осуществлять в домашних условиях, используя для этого инвертор и соответствующие расходные материалы.
Вольфрамовые электроды для сварки в защитном газе
Естественно, что для такой сварки необходимо использовать дополнительное оборудование, которое обеспечивает подачу, а также регулировку потока защитного газа. Вам также понадобится баллон, в котором данный газ содержится.
Качество сварки напрямую зависит от того, насколько тщательно проведены подготовительные работы. Основная цель таких работ – разрушить тугоплавкую оксидную пленку, присутствующую на поверхности изделий из алюминия. Кроме того, если необходимо выполнить сварку деталей значительной толщины, область соединения желательно прогреть, используя для этого обычную газовую горелку.
Технология выполнения сварочных работ, осуществляемых с алюминием с помощью инвертора, выглядит следующим образом.
Подготовка свариваемых поверхностей механическим способом
- Торцы соединяемых деталей и область, прилежащая к будущему сварному шву, тщательно зачищаются, для чего используется металлическая щетка или (в некоторых случаях) химическое средство.
- Если сварку планируется выполнять электродами, на которые нанесено специальное покрытие, что часто практикуется именно в условиях гаража или домашней мастерской, то электроды необходимо предварительно прогреть в специальной печи.
- Сварочные работы выполняются не спеша. Это требуется для того, чтобы обеспечить качественный прогрев соединяемых деталей. При сварке алюминия и сплавов данного металла электродами и присадочным прутком не производятся поперченные колебания, а сама сварка выполняется в один слой. Чтобы более подробно познакомиться с нюансами данного процесса, можно посмотреть обучающее видео.
- Защитный газ, используемый для выполнения сварки, начинает подаваться за несколько секунд до ее начала. После окончания процесса также необходимо выждать 5–7 секунд, а затем выключить подачу газа.
Итак, выполнять сварочные работы с таким металлом, как алюминий, можно и в домашних условиях, важно только использовать для этого соответствующее оборудование и расходные материалы. Естественно, необходимо обладать и навыками выполнения сварочных работ – одного просмотра тематического видео будет мало, если вы плохо знакомы с инвертором.
Оценка статьи:
Загрузка…Поделиться с друзьями: