Наплавка латуни на сталь и чугун
Газовую наплавку применяют преимущественно для латуней. Медь и бронзу целесообразней наплавлять с применением электрических способов нагрева. Латунь наплавляется на детали для создания уплотнительных поверхностей в запорной арматуре. При наплавке латуней на черные металлы, как правило, необходимо применение флюсов. Наилучшие результаты при наплавке латуни на сталь и чугун достигаются при использовании газообразного флюса БМ-1. Обычно наплавка выполняется левым способом в нижнем положении. Для уменьшения испарения цинка при наплавке латуни используют науглероживающее пламя. В качестве горючего газа применяют ацетилен, пропан-бутан и природные газы. Наплавочным материалом могут быть все марки латуней, содержание свинца в которых не превышает 0,1 %. [c.154]Техника наплавки латуни на сталь и чугун в основном одинакова. При наплавке чугуна необходимо учитывать, что при нагреве до 900—950° С на его поверх- [c.

Наплавка латуни на сталь и чугун [c.133]
Основная область применения процесса — наплавка латуни, а также твердых сплавов и черных металлов на сталь и чугун. [c.133]
Порошкообразные флюсы применяются преимущественно при наплавке латуни на сталь. Ввиду высокой температуры предварительного подогрева (900—950 °С) наплавка на чугун затруднительна из-за опасности отбела и применяется лишь в исключительных случаях. [c.134]
Газовая сварка применяется при изготовлении и ремонте изделий из тонколистовой стали толщиной 1—3 мм, монтаже труб малого и среднего диаметров, сварке соединеннй и узлов, изготовляемых из тонкостенных труб, сварке изделий из алюминия п его сплавов, меди, латуни и свинца, сварке чугуна с применением в качестве присадки чугунных, латунных и бронзовых прутков, наплавке твердых сплавов и латуни на стальные и чугунные детали. [c.105]
Наплавка латуни. Газопламенную наплавку используют преимущественно для латуней. Медь и бронзы наплавляют главным образом более производительными электродуговыми методами. Процесс применяют для создания уплотнительных поверхностей деталей запоркой арматуры в судостроении и других отраслях. Наплавляют латунь на детали из стали и чугуна. При наплавке латуни можно использовать наряду с ацетиленом также и газы-заменители (пропан-бутан, природный газ и др.). Последние применяются при наплавке кремнистых латуней с дополнительным флюсованием поверхности основного металла (см, ниже).
[c.133]
Медь и бронзы наплавляют главным образом более производительными электродуговыми методами. Процесс применяют для создания уплотнительных поверхностей деталей запоркой арматуры в судостроении и других отраслях. Наплавляют латунь на детали из стали и чугуна. При наплавке латуни можно использовать наряду с ацетиленом также и газы-заменители (пропан-бутан, природный газ и др.). Последние применяются при наплавке кремнистых латуней с дополнительным флюсованием поверхности основного металла (см, ниже).
[c.133]
На детали из стали и чугуна наплавляют цветные металлы (медь, латунь, бронзу), легированные стали, чугун, а также специальные твердые сплавы. Для получения требуемой глубины проплавления необходимо регулировать степень нагрева основного и наплавочного металла. При газопламенной наплавке легче регулировать степень нагрева основного и присадочного. металла благодаря нх раздельному нагреву. Газокислородное пламя также защищает наплавленный металл от окисления его кислородом воздуха и от испарения элементов, входящих в состав наплавляемого металла.
Для получения плотных и прочных биметаллических соединений при наплавке цветных металлов на сталь или чугун разработаны отечественные марки специальных кремнистых латуней, [c.182]
В ряде случаев, в связи с особенностями эксплуатации различных деталей, к поверхностному слою металла предъявляются совершенно особые требования (повышенная коррозионная стойкость, сопротивляемость истиранию и пр.) по сравнению с основной частью этой же детали. Весьма эффективным способом решения подобной задачи является наплавка на поверхность детали (обычно стальной) сплава, отвечающего по своим свойствам требованиям к поверхности. В общем случае может иметь место наплавка из цветных металлов — меди, латуни, бронзы — или получение слоя высокой твердости нанесением специальных твердых сплавов, легированных сталей и чугуна. [c.141]
Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали ремонтной сварке литых изделий из чугуна, бронзы, алюминиевых сплавов монтажной сварке стыков трубопроводов малых и средних диаметров (до 75.
 .. 100 мм) с толщиной стенки до 4…5 мм и фасонных частей к ним сварке узлов конструкций из тонкостенных труб сварке изделий из алюминия и его сплавов, меди, латуни и свинца при наплавке латуни и бронзы на детали из стали и чугуна наплавке твердых и износостойких сплавов сварке и наплавке чугуна пайке-сварке ковкого и высокопрочного чугуна.
.. 100 мм) с толщиной стенки до 4…5 мм и фасонных частей к ним сварке узлов конструкций из тонкостенных труб сварке изделий из алюминия и его сплавов, меди, латуни и свинца при наплавке латуни и бронзы на детали из стали и чугуна наплавке твердых и износостойких сплавов сварке и наплавке чугуна пайке-сварке ковкого и высокопрочного чугуна.
Наплавка латуни. Из цветных металлов и сплавов газовым пламенем целесообразнее всего наплавлять латунь. Медь и бронзу обычно наплавляют электродуговым способом. При наплавке же латуни электродуговым способом сильно испаряется цинк. Наплавку латуни применяют в основном для создания уплотнительных поверхностей на углеродистой стали, а также на чугуне при изготовлении различных изделий. [c.137]
При наплавке латуни Л63 с флюсом БМ-1 на углеродистую сталь предел прочности соединения на отрыв достигает 33 кгс/мм , т. е. равен пределу прочности на растяжение латуни. Такое соединение без отслаивания выдерживает угол изгиба 180° С. Предел прочности соединения латунь Л63 — серый чугун на отрыв превышает предел прочности чугуна. Образцы при наплавке на сталь разрушаются по латуни, а при наплавке на чугун — по чугуну. Благодаря низкой температуре наплавки уменьшается опасность трещинообразования в стали и устраняется отбел чугуна. На рабочей поверхности наплавки обеспечивается отсутствие дефектов (пор, инородных включений и т. д.),
[c.113]
Предел прочности соединения латунь Л63 — серый чугун на отрыв превышает предел прочности чугуна. Образцы при наплавке на сталь разрушаются по латуни, а при наплавке на чугун — по чугуну. Благодаря низкой температуре наплавки уменьшается опасность трещинообразования в стали и устраняется отбел чугуна. На рабочей поверхности наплавки обеспечивается отсутствие дефектов (пор, инородных включений и т. д.),
[c.113]
Пламя горелки с парами флюса БМ-1 окрашено в ярко-зеленый цвет, а его ядро сливается с факелом. Пруток латуни плавится в пламени и жидкая латунь наносится на поверхность стали или чугуна в виде валика. Прн наплавке валика впереди его должна двигаться тонкая пленка жидкой латуни, что указывает на хорошее [c.374]
Газопламенная обработка металлов — это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем. Наиболее широкое применение имеет газовая сварка и резка, которые, несмотря на более низкую производительность и качество сварных соединений по сравнению с электрическими способами сварки плавлением, продолжают сохранять свое значение при сварке тонколистовой стали, меди, латуни, чугуна.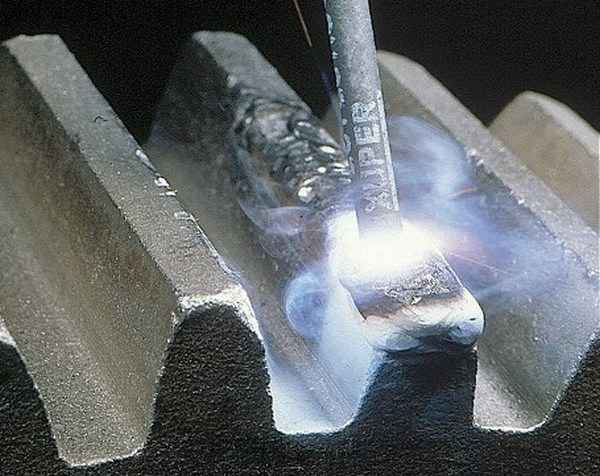
Наплавка цветных металлов. Из всего многообразия цветных металлов наибольшее применение для целей газопламенной наплавки на черные металлы (сталь, чугун) получили медно-цинковые сплавы — латуни, содержащие не более 0,3% 51 и 0,1 % РЬ. Наплавка меди и бронз производится, как правило, более производительными электродуговыми методами. [c.181]
Техника наплавки латуни на сталь и чугун в основ ном одинакова. При наплавке чугуна необходимо учи тывать, что при нагреве его до температуры 900— 950° С на его поверхности происходит выгорание графи та, продукты сгорания которого затрудняют смачивание Поэтому графит вначале выжигают с поверхности на плавки.
Наплавка бывает как однослойная, так и многослойная. При наложении последующих слоев оплавляется предыдущий слой на глубину около 30% его толщины. Флюс вводят в наплавочную ванну вручную. Поверхность металла перед нанесением флюса нагревают до температуры 900—950°С. После нанесения флюса наплавляют первый слой толщиной 0,3—0,5 мм. Техника наплавки латуни на сталь и чугун в основном одинакова. При наплавке чугуна необходимо учитывать, что при нагреве его до температуры 900—950″ С на его поверхности происходит выгорание графита, продукты сгорания которого затрудняют смачивание. Поэтому графит вначале выжигают с поверхности наплавки окислительным пламенем горелки. Затем наплавляемая поверхность тщательно зачищается металлической щеткой. При наплавке чугуна латунью возможно также его отбеливание.
Для наплавки цветных металлов разработаны две марки бездымной высокопрочной латуни, процесс и аппаратура для ручной и автоматической газофлюсовой наплавки латуни на сталь и чугун с использованием ацетилена и пропан-бутана автоматический процесс применительно к запорной арматуре Автомат (рис. 8) уже в течение нескольких лет успешно экс плуатируется на одном из московских заводов. Внедрение [c.18]
Механизм образования металлических связей при наплавке кремнистой латуни на сталь и чугун имеет свои особенности. Наличие кремния обеспечивает защиту цинка от испарения ( бездымный процесс ), но обусловливает образование хрупкой прослойки на границе оплавления. Возникновение прослойки связано с диффузией атомов кремния в основной металл. Установлено, что прослойка в основном представляет собой упорядоченный твердый раствор а-железа на основе соединения Fe jSi со средним содержанием кремния более 11%. Микротвердость прослойки достигает ЯГзо 440—600.
[c.182]
Возникновение прослойки связано с диффузией атомов кремния в основной металл. Установлено, что прослойка в основном представляет собой упорядоченный твердый раствор а-железа на основе соединения Fe jSi со средним содержанием кремния более 11%. Микротвердость прослойки достигает ЯГзо 440—600.
[c.182]
Развитие газофлюсового процесса на базе использования газообразного флюса БМ-1 позволило разработать низкотемпературный процесс наплавки латуни на черные металлы, обеспечивающий получение высококачественного биметаллического соединения. Для образования прочной связи надо наплавленный металл привести в тесный контакт с основным. В создании такого контакта главную роль играет явление смачивания. При наплавке латуни на сталь или чугун имеет место омачивание последних жидким металлом и образование на границе сплавления металлических связей. Смачивание основного металла жидким наплавленным металлом затрудняется наличием на поверхности основного металла неметаллических пленок (грязи, жира, окислов и т. д.). Поэтому при наплавке латуни особое значение имеет тщательная подготовка поверхности основного металла. Активную роль в обеспечении смачивания при наплавке играют флюсы, которые раскисляют поверхность основного и присадочного металлов и защищают их от окисления в процессе нагрева.
[c.106]
д.). Поэтому при наплавке латуни особое значение имеет тщательная подготовка поверхности основного металла. Активную роль в обеспечении смачивания при наплавке играют флюсы, которые раскисляют поверхность основного и присадочного металлов и защищают их от окисления в процессе нагрева.
[c.106]
Газофлюсовую наплавку можно производить на сталь или чугун по одинаковой технологии. Автоматизация процесса наплавки латуни осуществляется на основе применения газообразного флюса БМ-1. ВНИИАвтогенмаш разработал установку УНФ-1-60, которая включает три самостоятельных узла агрегат подогрева, наплавочный агрегат и технологическую- оснастку. Эта установка предназначена для наплавки плоских кольцевых поверхностей, а при незначительных конструктивных изменениях станка она может быть не пользована для наплавки поверхностей деталей иной конфигурации. [c.163]
Наиболее характерным видом выхода из строя штампов листовой штамповки является износ их рабочих поверхностей. Износ проявляется в изменении исполнительных размеров, в ухудщении качества поверхностей, в затуплении режущих кромок, образовании на матрицах дефектного слоя. Изнощенные детали могут восстанавливаться шлифованием, полированием (если это не приводит к такому изменению исполнительных размеров, которое повлечет за собой изготовление бракованной детали) или наплавкой с последующим шлифованием и полированием. Восстановлению наплавкой могут подвергаться стальные и чугунные детали. Ремонт твердосплавных штампов сводится к удалению рисок, задиров и частиц штампуемого металла с поверхности рабочего отверстия твердосплавной вставки. При необходимости замены твердосплавных вставок обойму матрицы подогревают газовой гарелкой и твердосплавную вставку освобождают из гнезда. Новую запрессовывают в натягом 1,5% от диаметра вставки. Шлифование вставки выполняют алмазными кругами. Риски, задиры и частицы прилипшего металла удаляют полированием на сверлильном станке при частоте вращения инструмента 1200— 2000 об/мин с помощью чугунного притира, шаржированного карбидом бора, замешанного на машинном масле, или предпочтительней — с помощью порошка из синтетических алмазов или алмазной пастой.
Износ проявляется в изменении исполнительных размеров, в ухудщении качества поверхностей, в затуплении режущих кромок, образовании на матрицах дефектного слоя. Изнощенные детали могут восстанавливаться шлифованием, полированием (если это не приводит к такому изменению исполнительных размеров, которое повлечет за собой изготовление бракованной детали) или наплавкой с последующим шлифованием и полированием. Восстановлению наплавкой могут подвергаться стальные и чугунные детали. Ремонт твердосплавных штампов сводится к удалению рисок, задиров и частиц штампуемого металла с поверхности рабочего отверстия твердосплавной вставки. При необходимости замены твердосплавных вставок обойму матрицы подогревают газовой гарелкой и твердосплавную вставку освобождают из гнезда. Новую запрессовывают в натягом 1,5% от диаметра вставки. Шлифование вставки выполняют алмазными кругами. Риски, задиры и частицы прилипшего металла удаляют полированием на сверлильном станке при частоте вращения инструмента 1200— 2000 об/мин с помощью чугунного притира, шаржированного карбидом бора, замешанного на машинном масле, или предпочтительней — с помощью порошка из синтетических алмазов или алмазной пастой. Материалы притира чугун, сталь, латунь, медь, фибра, древесина, кожа, войлок. Притир во всех случаях должен быть мягче обрабатываемой детали.
[c.184]
Материалы притира чугун, сталь, латунь, медь, фибра, древесина, кожа, войлок. Притир во всех случаях должен быть мягче обрабатываемой детали.
[c.184]
Наплавка латуни. Латуни применяют для наплавки уплотнительных поверхностей на деталях из углеродистых сталей и чугуна. Наплавочными материалами служат кремнистые латуни ЛК62-02, легированные никелем. При наплавке используют те же флюсы, что в при сварке латуней (см. табл. 21). Изделия больших габаритных размеров или сложной корфигурации подвергают общему подогреву до температуры ие выше 500 С. Мощность пламейН (номер наконечника горелки) и диаметр присадочного прутка устанавливают в зависимости от вЫсоты наплавляемого слоя (состав пламени регулируют нормальный) [c.89]
Наплавкой называется процесо нанесения присадочного слоя металла на основной металл, который расплавляется на небольшую глубину. Наплавку применяют для восстановления изношенных деталей и для придания поверхностному слою металла особых свойств — коррозионной стойкости, твердости, стойкости против износа и др. Наплавку осуш.ествляют металлом того же состава, что и основной или другим, отличакйцимся по химическому составу от основного металла. На детали из стали и чугуна наплавляют цветные металлы (медь, латунь, бронзу), легированные стали, чугун, а также специальные твердые сплавы. Для получения требуемой глубины проплавления необходимо регулировать степень нагрева основного и наплавочного металлов. При газопламенной наплавке легче регулировать степень нагрева основного и присадочного металлов благодаря их раздельному нагреву. Газокислородное пламя также защиш,ает наплавленный металл от окисления его кислородом воздуха и от испарения элементов, входяш,их в состав наплавляемого металла.
[c.259]
Наплавку осуш.ествляют металлом того же состава, что и основной или другим, отличакйцимся по химическому составу от основного металла. На детали из стали и чугуна наплавляют цветные металлы (медь, латунь, бронзу), легированные стали, чугун, а также специальные твердые сплавы. Для получения требуемой глубины проплавления необходимо регулировать степень нагрева основного и наплавочного металлов. При газопламенной наплавке легче регулировать степень нагрева основного и присадочного металлов благодаря их раздельному нагреву. Газокислородное пламя также защиш,ает наплавленный металл от окисления его кислородом воздуха и от испарения элементов, входяш,их в состав наплавляемого металла.
[c.259]
Исследования 12] показали, что отсутствие прочного сцепления кремнистой латуни со сталью или чугуном обусловлено образованием на границе их сплавления хрупкой диффузионной прослойки. Рентгеноструктурный, спектральный и металлографический анализы диффузионной прослойки показали, что она представляет собой упорядоченный твердый раствор а на основе соединения РсдЗ . Кроме того, в пленке обнаружен углерод в виде свободного графита. Диффузионная пленка достигает при определенных условиях, например при наплавке латуни ЛК62-05 на сталь, толщины до 40 мк и имеет твердость ЯК506ОО,
[c.76]
Кроме того, в пленке обнаружен углерод в виде свободного графита. Диффузионная пленка достигает при определенных условиях, например при наплавке латуни ЛК62-05 на сталь, толщины до 40 мк и имеет твердость ЯК506ОО,
[c.76]
Газофлюсовая наплавка латуни на чугун и сталь. При изготовлении запорной арматуры для пара и газов на стальные и чугунные поверхности клапанов запорных вентилей наплавляются латунные уплотнительные кольца газофлюсовой сваркой, разработанной ВНИИАвтогеном и описанной выше. Этот способ сварки обеспечивает плотную беспористую наплавку, прочно связанную с основным металлом. При наплавке не происходит изменения структуры и свойств металла наплавляемой детали. [c.374]
Принципиально возможна напайка меди и ее сплавов (латуней и бронз) на металлы и сплавы железной группы, но нагрев для расплавления припоя газовым пламенем и электрической дугой по обычной технологии, применяемой при наплавке, одновременно расплавляет основной металл. Согласно А. Е. Вайиер-ману и др., наращивание низкоуглеродистых и низколегированных сталей медью, латунями и бронзами в плазменной дуге не вызывает автономного расплавления сталей, т. е. такой процесс является напайкой. Способ напайки расплавлением нашел применение также при напайке бронз на чугун и сталь. БрЪнзу перед расплавлением укладывают на напаиваемый металл.
[c.318]
Согласно А. Е. Вайиер-ману и др., наращивание низкоуглеродистых и низколегированных сталей медью, латунями и бронзами в плазменной дуге не вызывает автономного расплавления сталей, т. е. такой процесс является напайкой. Способ напайки расплавлением нашел применение также при напайке бронз на чугун и сталь. БрЪнзу перед расплавлением укладывают на напаиваемый металл.
[c.318]
Для наплавки применяется газовое ацетилено-кислородное I та же аппарат ра, что и лля газовой сварки. В ряде случаев для целей наплавки можно рекомендовать работу на тазах — заменителях ацетилена, например, пропан-бутановой смеси. Производительность газовой наплавки ниже, чем дуговой, тем не менее она находит широкое применение в производстве при восстановлении различных мелких деталей, изготовленных из чугуна, стали, меди, латуни, бронзы, алюминия и его сплавов. [c.187]
До определенной температуры смачивание протекает тем лучше, чем выше температура нагрева основного металла. При наплавке на недостаточно нагретый основной металл наплавляемый жидкий металл собирается в виде капли. Аналогичная картина наблюдается и при сильном перегреве основного металла. При газофлюсо-вой наплавке благодаря высокой активности флюса и непрерывной подаче его в процессе нагрева смачивание стали или чугуна латунью обеспечивается при сравни-
[c.106]
При наплавке на недостаточно нагретый основной металл наплавляемый жидкий металл собирается в виде капли. Аналогичная картина наблюдается и при сильном перегреве основного металла. При газофлюсо-вой наплавке благодаря высокой активности флюса и непрерывной подаче его в процессе нагрева смачивание стали или чугуна латунью обеспечивается при сравни-
[c.106]
Для наплавки рекомендуются латуни различных марок (например, Л62), не содержащие кремния, свинца, олова, бронзы, в частности БрКМЦЗ-0,5, дагощие плотный слой при наплавке на чугун и сталь. Прочность соединения с чугуном и сталью соответствует прочности литой латуни. [c.87]
Для наплавки рекомендуются следующие материалы латуни различных марок, не содержащие кремния (например, Л62) бронзы, в частности Бр.КМцЗ-1, дающие хороший плотный слой при наплавке на чугун и сталь медь М1 и МЗ-С. [c.390]
Способ этот нашел широкое применение для наплавки уплотняющего слоя на детали шиберов, задвижек и другой арматуры, в которых уплотнение осуществляется латунными кольцами. На заводах, выпускающих такую арматуру, созданы автоматические линии наплавки. Этот лзащиты поверхностей стальных деталей от механического воздействия и искрообра-зования при работе во взрывоопасных цехах. Для наплавки рекомендуются следующие материалы латуни различных марок (например, Л62), не содержащие кремния, свинца, олова бронзы, в частности, БрКМцЗ-0,5, дающие плотный слой при наплавке на чугун и сталь медь марок М1 и МЗ-С.
[c.191]
На заводах, выпускающих такую арматуру, созданы автоматические линии наплавки. Этот лзащиты поверхностей стальных деталей от механического воздействия и искрообра-зования при работе во взрывоопасных цехах. Для наплавки рекомендуются следующие материалы латуни различных марок (например, Л62), не содержащие кремния, свинца, олова бронзы, в частности, БрКМцЗ-0,5, дающие плотный слой при наплавке на чугун и сталь медь марок М1 и МЗ-С.
[c.191]
Для нормального процесса газофлюсовой наплавки газообразного флюса расходуется около 30 г на 1 кг наплавленного металла или 70 г на 1 ацетилена. Следует отметить, что наплавленный металл дает очень хорошее соединение с чугуном и сталью прочность его равна прочности литой латуни. [c.191]
ПЛАЗМЕННАЯ НАПЛАВКА ЛАТУНЕЙ НА УГЛЕРОДИСТЫЕ СТАЛИ И ЧУГУНЫ
Наплавка латуней на стали и чугуны с успехом может осуществляться как на постоянном, так и на переменном токе. В качестве защитного газа могут применяться аргон, азот, углекислый газ с расходом около 15 л! мин, в качестве плазмообразующего газа — аргон с расходом 2 л/мин. -50 е; /2 = 8-нЮ a; U2 = 12 — н15 в ‘ vH = = 7 ч-9 м/ч (при наплавке с поперечными колебаниями плазменной головки) и 11—14 м/ч при наплавке без колебаний плазменной головки.
-50 е; /2 = 8-нЮ a; U2 = 12 — н15 в ‘ vH = = 7 ч-9 м/ч (при наплавке с поперечными колебаниями плазменной головки) и 11—14 м/ч при наплавке без колебаний плазменной головки.
Одна из основных трудностей наплавки латуней заключается в выгорании цинка в процессе наплавки. Проведенные исследо-
вания показали, что при плазменной наплавке латуни J162 в среде аргона на постоянном токе выгорание цинка составляет 0,5—2,5%.
Рис. 70. Граница сплавления при плазменной наплавке латуни Л62 на сталь Ст. 5; Х300 |
Исследовалась плазменная наплавка латуни JI62 на стали Ст. 4с, 09Г2, Ст.5 и на чугун СЧ 18—36. Во всех случаях обеспечено хорошее сплавление латуни с основным металлом (рис. 70). Но при наплавке латуни на чугунные изделия последним необходимо давать предварительный подогрев до температуры 600—700° С.
Во всех случаях наплавок латуней на стали и чугуны проплавление основного металла отсутствует, а переход железа в металл наплавки минимальный, менее 1%.
Поэтому железистые включения в металле наплавки отсутствуют.
При наплавке латуни на углеродистую сталь в среде углекислого газа так же, как и при наплавке меди и бронз на стали, в стали имеются трещины, заполненные цветным металлом. При наплавке в аргоне подобные трещины обнаружены не были.
Соединения, полученные плазменной наплавкой латуни на стали и чугун, обладают высокими механическими свойствами. Так, при наплавке латуни JI62 на сталь Ст.5 на постоянном токе в среде аргона прочность сцепления металла наплавки с основным металлом, по данным В. Б. Хмелевской, составляет при испытании на отрыв 30—38 кгс/мм2, что находится на уровне прочности самого наплавляемого металла.
Наплавка цветных металлов — Инструмент, проверенный временем
Газовую наплавку применяют преимущественно для латуней. Медь и бронзу целесообразней наплавлять с применением электрических способов нагрева. Латунь
наплавляется на детали для создания уплотнительных поверхностей в запорной арматуре. При наплавке латуней на черные металлы, как правило, требуется применение флюсов. Наилучшие результаты при наплавке латуни на сталь и чугун достигаются при использовании газообразного флюса БМ-1. Обычно наплавка выполняется левым способом в нижнем положении. Для уменьшения испарения цинка при наплавке латуни используется науглероживающее пламя. В качестве горючего газа применяется ацетилен, пропан-бутан и природные газы. В качестве наплавочного материала применяют все марки латуней, в которых содержание свинца не превышает 0,1%.
При наплавке латуней на черные металлы, как правило, требуется применение флюсов. Наилучшие результаты при наплавке латуни на сталь и чугун достигаются при использовании газообразного флюса БМ-1. Обычно наплавка выполняется левым способом в нижнем положении. Для уменьшения испарения цинка при наплавке латуни используется науглероживающее пламя. В качестве горючего газа применяется ацетилен, пропан-бутан и природные газы. В качестве наплавочного материала применяют все марки латуней, в которых содержание свинца не превышает 0,1%.
Поверхности наплавляемых деталей перед наплавкой зачищают до металлического блеска. Присадочный металл также очищается от загрязнений и окислов. При наплавке на крупногабаритные детали их подогревают до температуры 500° С. Мощность сварочного плаченії и диаметр присадочного прутка выбирают в зависимости от толщины наплавляемого слоя.
Толщина на — Диаметр присадоч-
тавки, мм ного прутка, мм
Наплавка бывает как однослойная, так и многослойная. При наложении последующих слоев оплавляется предыдущий слой на глубину около 30% его толщины. Флюс вводится в наплавочную ванну вручную. Поверхность металла перед нанесением флюса нагревают до температуры 900—950° С. После нанесения флюса производят наплавку, первый слой наплавляют толщиной 0,3—0,5 мм.
При наложении последующих слоев оплавляется предыдущий слой на глубину около 30% его толщины. Флюс вводится в наплавочную ванну вручную. Поверхность металла перед нанесением флюса нагревают до температуры 900—950° С. После нанесения флюса производят наплавку, первый слой наплавляют толщиной 0,3—0,5 мм.
Техника наплавки латуни на сталь и чугун в основном одинакова. При наплавке чугуна необходимо учитывать, что при нагреве его до температуры 900— 950° С на его поверхности происходит выгорание графита, продукты сгорания которого затрудняют смачивание. Поэтому графит вначале выжигают с поверхности наплавки Выжигание производят окислительным пламенем горелки Затем наплавляемая поверхность тщательно зачищается металлической щеткой. При наплавке чугуна лап ныо возможно также его отбеливание. Па-
плавка чугуна латунью с применением порошковых флюсов применяется в ограниченных случаях. При газофлюсовой наплавке чугуна и стали деталь нагревают горелкой до температуры около 700° С. Нагрев до 500° С производится без подачи флюса в пламя горелки, далее только с флюсом. При газофлюсовой наплавке флюс БМ-1 вводится в пламя горелки автоматически с помощью установки КГФ-371. Схема наплавки представлена на рис. 113.
Нагрев до 500° С производится без подачи флюса в пламя горелки, далее только с флюсом. При газофлюсовой наплавке флюс БМ-1 вводится в пламя горелки автоматически с помощью установки КГФ-371. Схема наплавки представлена на рис. 113.
Наплавляемую поверхность располагают под углом 8—10° к горизонтали. Наплавка выполняется левым способом снизу вверх. Угол наклона мундштука горелки к горизонтали 30—60°,
угол между мундштуком горелки и прутком 90—110°. Конец прутка погружается в ванну жидкого металла.
При нормальном процессе наплавки испарение цинка отсутствует, наплавляемый валик ложится компактно, часть ванны, не подвергающаяся воздействию пламени, закрыта сплошной пленкой шлака. Поверхность наплавленного металла должна быть гладкой и покрыта сплошной коркой шлаков. При наплавке последующих слоев наплавка производится по той же схеме, только может быть увеличен угол наклона между мундштуком и основным металлом.
Так как наплавка с применением газообразного флюса ведется при низких температурах, то графит при наплавке чугуна не выгорает. Очистка и проковка пре — — Дыдущих слоев при наплавке последующих не требуется.
Очистка и проковка пре — — Дыдущих слоев при наплавке последующих не требуется.
Газопламенная наплавка – Осварке.Нет
Газопламенная наплавка — нанесение слоя присадочного металла на поверхностность деталей при помощи расплавления газокислородным пламенем.
Сущность процесса газопламенной наплавки
[context] Наплавка используется преимущественно для ремонта и восстановления сработанных деталей, а также для нанесения поверхностных слоев со специальными свойствами. Процесс во многом похож на газовую сварку. В отличии от сварки поверхность деталей расплавляется на меньшую глубину. При помощи газовой горелки можно контролировать степень расплавления присадочного и основного металла независимо друг от друга. Пламя горелки защищает расплавленный металл от окисления воздухом и испарения химических элементов.Для нанесения наплавленного слоя необходимо разогреть основной металл. На разогретый металл направляют пламя, но не расплавляют его, и подают присадку. Расплавленная присадка должна растечься по нагретому металлу.
Расплавленная присадка должна растечься по нагретому металлу.
Недостатком газопламенной наплавки является низкая продуктивность в зависимости от дуговых методов наплавки и большая зона нагрева. Большая зона нагревания деталей увеличивает вероятность появления напряжений и деформаций, поэтому этот вид наплавки лучше использовать для небольших деталей.
Газопламенным методом направляют латунь. Для наплавки меди и бронзы целесообразно использовать дуговые методы наплавки. Латунь направляют на стальные и чугунные детали. Горючим газом может быть ацетилен и его заменители. Последние используют для наплавки кремнистой латуни с использованием флюсов.
Чтобы избежать образования трещин газовое пламя должны быть нормальным. В зависимости от высоты наплавляемого слоя который необходимо получить выбирается наконечник горелки и диаметр присадочной проволоки.
Смотрите режимы газопламенной наплавки на рисунку ниже.
Материалы для газопламенной наплавки латуни
Присадочная проволока. Для наплавки латуни на черные металлы подойдет подавляющее большинство латунных присадок, кроме тех что изготовлены из кремнистой латуни (ЛК62–05, ЛК80–3 и др.). Кремнистые латуни создают пористый слой на участке сплавления и не обеспечивают надежного соединения с черным металлом.
Для наплавки латуни на черные металлы подойдет подавляющее большинство латунных присадок, кроме тех что изготовлены из кремнистой латуни (ЛК62–05, ЛК80–3 и др.). Кремнистые латуни создают пористый слой на участке сплавления и не обеспечивают надежного соединения с черным металлом.
Хорошо подходят латуни марок ЛК62–02 — с пониженным содержанием кремния, и ЛНК56-03-6 — легированные никелем.
Флюсы. Наплавка металла простыми латунями выполняется с использованием газообразных флюсов БМ-1 или любых других, что и для сварки латуни. Флюс вводят прямо в пламя, поэтому процесс называется газофлюсовой наплавкой. Кремнистые латуни наплавляют с использованием флюс-пасты №3. Флюс вводят в расплавленный металл вручную (кроме газообразных).
Техника газопламенной наплавки латуни
Поверхность наплавляемых деталей подготавливают под наплавку — зачищают до металлического блеска. Поверхность присадочной проволоки очищают от грязи и окисли. Детали больших размеров необходимо подогревать до температуры 500 градусов.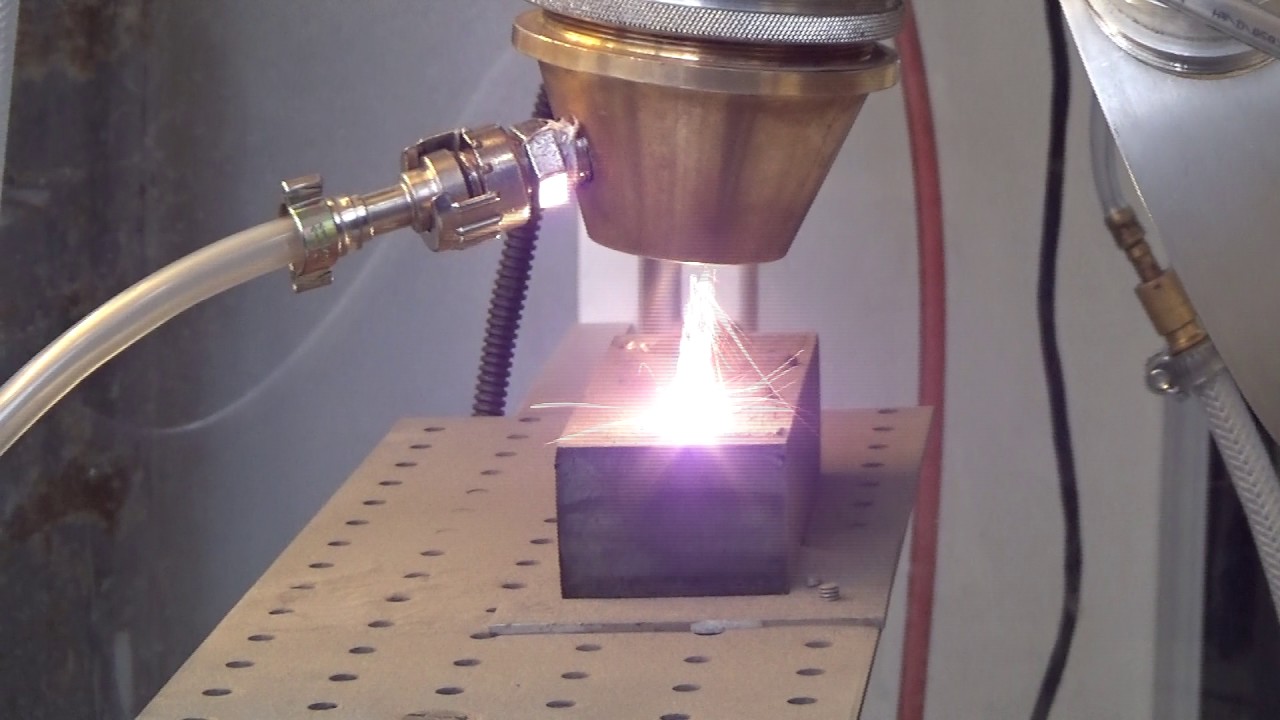 При использовании порошкообразных флюсов детали подогревают до 900-950° С. Их используют чаще для наплавки латуни на сталь и чугун.
При использовании порошкообразных флюсов детали подогревают до 900-950° С. Их используют чаще для наплавки латуни на сталь и чугун.
Наплавку осуществляют левым способом, в нижнем положении. Для наплавки поверхностей разной длины можно наплавлять непрерывными или обратно ступенчатыми валиками. В последнем случае каждый следующий валик должен перекрывать окончание предыдущего на 15-20 мм.
Наплавка может быть одно и многослойной. После нанесения флюса первый слой делают высотой 0,3-0,5 мм. Последний слой делают исходя из необходимой высоты валика. Горелка наклонена под углом 45° к основному металлу.
Во время наплавки прямолинейными слоями можно наклонять деталь под углом до 15° для увеличения высоты наплавленного слоя. При наплавке кольцевых швов угол наклоне не должен превышать 40°. Чтобы избежать испарения цинка необходимо использовать науглероженное пламя. После наплавки швы проковывают при температуре 750-800° C.
Наплавку латуни на чугун следует делать в крайних случаях. Подогревание чугуна до температуры 900-950 градусов приводит к выгоранию графита, продукты сгорания которого трудно смачиваются. Поэтому необходимо сразу выпалить графит с поверхностных слоев чугуна науглероженным пламям и зачистить щеткой.
Подогревание чугуна до температуры 900-950 градусов приводит к выгоранию графита, продукты сгорания которого трудно смачиваются. Поэтому необходимо сразу выпалить графит с поверхностных слоев чугуна науглероженным пламям и зачистить щеткой.
| Проволока / Пруток | Номер сплава по AWS A5.7 | Назначение и свариваемые материалы | Российский аналог (ГОСТ) UTP, ESAB |
| CuAl 8 | ER Cu Al-A1 | Алюминиевая бронза Сварка и наплавка деталей из алюминиевых бронз. Наплавка деталей из меди, латуни (в т.ч CuZn 20), наплавка износостойких и коррозионностойких покрытий на низкоуглеродистые и низколегированные стали и никелевые сплавы. MIG-пайка низколегированной, в т.ч оцинкованной и нержавеющей сталей. Производство гидротурбин, теплообменников, монтаж латунных трубопроводов, работающих в морской воде, наплавка соленоидных клапанов, подшипников скольжения, гребных винтов.  Применяется для металлизации (напыления). Применяется для металлизации (напыления). |
Бр.А7, UTP А 34, ОК 19.40 |
| CuAl 9Fe | ER Cu Al-A2 | Сварка алюминиевых бронз и их соединений с марганцовистыми и кремниевыми бронзами и медно-никелевыми сплавами. Трудносвариваемые соединения – медь со сталью, чугуном, бронзами, а также для наплавки защитных покрытий. Антифрикционные детали, в т.ч подшипники скольжения, наплавка арматуры трубопроводов в нефтедобывающей и химической промышленности (t ≤ 250 °С), седла клапанов для авиационных двигателей и подобные детали для автомобильной, тракторной, станкостроительной промышленности. Материал стоек к морской воде и широко используется в судостроении. Применяется для дуговой металлизации (напыления). | Бр.АЖ 9-4 |
| CuSi 3 | ER CuSi-A | Кремнисто-марганцевая бронза Сварка кремниевых, марганцовистых бронз, латуни. Наплавка коррозионностойких покрытий на низколегированные стали, в т.  ч соленоидные клапана и распределительные шкафы. MIG-пайка оцинкованной стали в автомобилестроении. ч соленоидные клапана и распределительные шкафы. MIG-пайка оцинкованной стали в автомобилестроении. |
Бр.КМц3-1, ОК 19.30, UTP A 384 |
| CuSn | ER Cu | Медь Сварка и наплавка чистой меди, в т.ч токопроводящих контактов, кабелей. Сварка оцинкованных листов, а также чугуна с низколегированными сталями. |
М1, М2, М3, OK 19.12, UTP A 381 |
| CuSn 6 | ER Cu Sn-A | Оловянная бронза Сварка и ремонт деталей из меди, фосфористой и оловянной бронзы с содержанием олова 6-8% и латуни. Наплавка и восстановление деталей, в т.ч. крупногабаритных, из чугуна и сталей (соленоидные клапана, подшипники скольжения, направляющие). Покрытие имеет хорошие антифрикционные свойства, стойко к коррозии и перегреву. Возможно использовать для лужения. |
БрОФ6.5-0.15, UTP А 32 |
| CuMn13Al7 | ER Cu MnNiAL | Алюминиево-марганцевая бронза (высокопрочная) Сварка и наплавка деталей из алюминиевых бронз с высоким содержанием марганца и литых алюминиевых бронз.  Наплавка на марганцевых сталях и чугунах. Сварка алюминиевых бронз со сталью и чугуном. Применение: запорная арматура, лопасти судовых винтов, антифрикционные детали (направляющие, подшипники, пуансоны, матрицы, копиры, и т.п.). Наплавка клапанов, деталей насосов, работающих в агрессивных средах в сочетании с абразивным износом, эрозией и кавитацией. Высокая стойкость к прижогу искровым разрядом. Наплавка на марганцевых сталях и чугунах. Сварка алюминиевых бронз со сталью и чугуном. Применение: запорная арматура, лопасти судовых винтов, антифрикционные детали (направляющие, подшипники, пуансоны, матрицы, копиры, и т.п.). Наплавка клапанов, деталей насосов, работающих в агрессивных средах в сочетании с абразивным износом, эрозией и кавитацией. Высокая стойкость к прижогу искровым разрядом. |
UTP А 34 N |
| CuAl8Ni2 | СuAl8Ni2 (DIN 1733) | Медно-алюминиево-никелевый сплав Соединение алюминиевых бронз со сталями; плакирование их покрытием, имеющим хорошее сопротивление износу и стойкость к морской воде и хлоридам. Соединение и наплавка чугуна. Основные изделия для наплавки см. CuSn6. |
~ Бр.АЖНМц9-4-4-1, UTP A 3422 |
| CuAl8Ni6 | ER CuNiA1 | Медно-алюминиево-никелевый сплав (высокопрочный) Сварка и наплавка алюминиевых бронз в т.  ч. литых, и алюминево-никелевых бронз в изделиях с высокими требованиями к коррозионной стойкости и сопротивлению абразивному износу (судостроение, энергетика и химическое машиностроение, в т.ч. судовые винты, элементы насосов и арматуры). Наплавленный на сталь или бронзу металл имеет превосходную коррозионную, эрозионную и кавитационную стойкость. ч. литых, и алюминево-никелевых бронз в изделиях с высокими требованиями к коррозионной стойкости и сопротивлению абразивному износу (судостроение, энергетика и химическое машиностроение, в т.ч. судовые винты, элементы насосов и арматуры). Наплавленный на сталь или бронзу металл имеет превосходную коррозионную, эрозионную и кавитационную стойкость. |
Бр.АЖНМц9-4-4-1, ~ UTP A 3436 |
Сварка меди со сталью
При сваривании меди со сталью возникает, ряд проблем, которые следует учитывать. Эти проблемы в свою очередь возникают из-за особенностей физико-химического поведения меди, также ее взаимодействие с кислородом. Все эти факторы являются затруднительными для получения качественного сварного соединения. Также низкая температура плавления меди, поглощения ею газов и разность коэффициентов теплопроводности отрицательно сказываются на качестве получаемого соединения.
Но если учесть все особенности металла и выбрать наиболее подходящую сварку к тому или иному виду соединений, вполне возможно получить качественное соединение с высокими производственными характеристиками. Медь, а также медные сплавы с содержанием бронзы и латуни совершенно прекрасно свариваются со стальными деталями всеми известными видами сварки. Но, тут учитывая характеристики металлов свариваемых между собой, немного смешают, сварную дугу со стыка уводя ее в сторону от меди или ее сплавов.
Медь, а также медные сплавы с содержанием бронзы и латуни совершенно прекрасно свариваются со стальными деталями всеми известными видами сварки. Но, тут учитывая характеристики металлов свариваемых между собой, немного смешают, сварную дугу со стыка уводя ее в сторону от меди или ее сплавов.
При наплавлении меди на сталь с использованием флюсов в среде защитных газов, получается надежное сварное соединение, обладающее удовлетворительной пластичностью. Также получаемое покрытие получается достаточно равномерным при действии на него статической нагрузки.
Самое высокое качество соединений получается при наплавлении меди с помощью аргоннодуговой сварки. Это обуславливается тем, что содержания шва в железе минимально и составляет не более 10%, по сравнению с холодной сваркой оно в разы ниже, так как в том случае это значение достигает без малого половину соотношения содержания всех других металлов в получаемом шве.
Поэтому специалисты рекомендуют использовать аргонодуговую сварку для соединения меди и ее сплавов с другим сталями. Выполнять сварку необходимо вольфрамовыми электродами. А при необходимости осуществления наплавки меди на сталь рекомендуется использовать плазменную струю с использованием присадочной проволоки. Выполнение таким способом соединения отличаются высокой прочностью.
Выполнять сварку необходимо вольфрамовыми электродами. А при необходимости осуществления наплавки меди на сталь рекомендуется использовать плазменную струю с использованием присадочной проволоки. Выполнение таким способом соединения отличаются высокой прочностью.
Также существует метод выполнения сварных работ дуговым методом под керамическим флюсом. Для качественного выполнения подобных работ необходимо использовать электрод, выполненный в форме лопатки и имеющий плоский вид.
Газовая сварка 🏭 в Краснодаре, цена услуги в сервисе Myguru
Необходима газовая сварка стали в Краснодаре? Найдите исполнителя через сервис «Myguru». Сотрудничаем с добросовестными частными сварщиками и компаниями, способными выполнить работы независимо от сложности. Разместите заявку, выберите исполнителя, согласуйте с ним условия и узнайте, сколько стоит газовая сварка.
Применение газовой сварки
Услуга газовой сварки деталей применяется для соединения элементов изготовленных из:
- Меди, бронзы, латуни, чугуна свинца, алюминия и их сплавов;
- Кованого чугуна, прочность которого достигается применением присадочных прутков из бронзы, латуни;
- Тонколистовой стали – устранение трещин, монтаж заплат на резервуары, сосуды небольшой емкости;
- Соединение трубопроводов, а также для крепления к ним фасонных и малых частей;
- Наплавка латуни на детали, изготовленные из стали, чугуна.


Этой методикой свариваются металлы используемые в технике. Процедура применима для следующих материалов:
- Медь;
- Латунь;
- Чугун;
- Свинец.
Услуга пользуется спросом в следующих отраслях народного хозяйства:
- Ремонтные, строительно-монтажные работы;
- Машиностроение;
- Сельское хозяйство.
Эта методика сваривания деталей незаменима при выполнении производственных процессов в:
- Мастерских, специализируемых на ремонте бытовой техники;
- Реализация слесарных работ;
- Станции технического обслуживания автомобильного транспорта.
Преимущества газовой сварки
Услуги газовой сварки в Краснодаре пользуются спросом, поскольку обладают следующими достоинствами:
- Относительная простота реализации задачи;
- Возможность сваривания деталей в полевых условиях;
- Не нуждается в дорогостоящем, сложном оборудовании;
- Не требуется источник электропитания;
- Универсальность использования.

Мастера сервиса «Myguru» способны решить задачи независимо от сложности. Процедура не механизирована, процесс сваривания выполняется вручную, поэтому для достижения надежного и прочного шва требуется опытный сварщик.
Сварщик в ручном режиме регулирует скорость нагрева и остывания металла, корректировка выполняется изменением термической мощности пламени, его положением относительно точки сваривания.
От чего зависит стоимость?
Цена газовой сварки металлов в Краснодаре рассчитывается индивидуально. Расценки зависят от следующих факторов:
- Вид свариваемого металла;
- Толщина элементов;
- Вид шва;
- Объем работы;
- Технические требования.
Решили опубликовать заявку или остались вопросы по работе нашего сервиса? Звоните – консультанты ответят на них и помогут с поиском исполнителя.
Какой металлический облицовочный материал лучше всего использовать?
Металлическая облицовка используется в самых разных проектах. От сельскохозяйственных до жилых и элитных коммерческих схем — найдется подходящий вариант металлической облицовки.
От сельскохозяйственных до жилых и элитных коммерческих схем — найдется подходящий вариант металлической облицовки.
Но какой вариант металлической облицовки лучше всего подходит для вашего проекта?
Четыре наиболее часто используемых металла для облицовки — это сталь, алюминий, цинк и медь (в порядке возрастания стоимости на момент написания).
В этой статье будут описаны некоторые преимущества каждого металлического облицовочного материала и предоставлено множество изображений для сравнения и вдохновения.
Стальная облицовка
Сталь — самый тяжелый и дешевый из четырех материалов. Обычно он покрывается полимерным лаком (например, полиэстером или пластизолем) для предотвращения ржавчины и коррозии. Покрытия представлены в широкой цветовой гамме, что позволяет проявить немного творчества в дизайне.
Источник изображения: Tata Steel Construction
Огромные количества профилированного стального листа также используются в сельском хозяйстве и промышленности, благодаря его рентабельности.
Источник изображения: Tata Steel Construction
Профилирование стальных листов повышает структурную целостность и предотвращает коробление. Эта дополнительная долговечность особенно важна в сельском хозяйстве / промышленности, где высока вероятность ударов и несчастных случаев.
Алюминиевая оболочка
Алюминиевая облицовка легкая, но при этом очень прочная, поэтому ручное перемещение и перемещение алюминиевых систем легче, чем с другими материалами.Это может объяснить популярность алюминия в программах ремонта и ремонта. Легкость конструкции идеально подходит для облицовки существующей основы.
Алюминий легко поддается обработке и легко сгибается на стройплощадке, что полезно, когда требуются необычные узоры или конфигурации. Таким образом, алюминий поддается более смелым или футуристическим схемам облицовки.
Источник изображения; AlucoBond
Алюминиевая облицовка доступна в широком диапазоне цветов, текстур и длин листов, что делает ее чрезвычайно универсальным вариантом дизайна.
Источник изображения: Proteus Facades
Цвет исходит от искусственного покрытия, которое позволяет создавать четкие и стойкие узоры, которые невозможно получить с другими металлами. Полосатые или плиточные рисунки распространены в алюминиевой облицовке.
Источник изображения: Alivauk
Еще один фактор, который следует учитывать при выборе алюминия, — это его высокий коэффициент расширения, то есть он расширяется и сжимается в зависимости от температуры. Этот эффект менее проблематичен при использовании алюминиевых пролетов меньшего размера (более коротких листов).Если требуется большая длина отдельных листов, существуют запатентованные системы кронштейнов, которые позволяют алюминию «скользить» при расширении, а не оставаться жестко закрепленным.
Цинковое покрытие
Там, где воздействие воды и ржавчины может быть проблематичным для стальной оболочки, действительно желательно окисление цинка. «Патина», которая образуется, когда цинк подвергается воздействию элементов, является высоко ценимой эстетикой.
Цинк также имеет некоторые интересные побочные преимущества. Он очень долговечен и полностью пригоден для вторичной переработки в конце своего жизненного цикла.Он также обладает некоторыми «самовосстанавливающими» свойствами. Царапины и легкие потертости эффективно исчезают по мере старения металла.
Источник изображения: Singleply
Со временем цинковое покрытие темнеет от своего первоначального светло-серого цвета, приобретая более голубые оттенки по мере развития патины.
Источник изображения: Metal Solutions
Медная оболочка
Медь использовалась в качестве строительного материала на протяжении тысячелетий. Он ценится за его естественную коррозионную стойкость и резкое изменение цвета со временем, когда медная оболочка стареет и созревает вместе с окружающей средой.
Источник изображения: Architizer
Начиная с красноватой элементарной формы, медь переходит в более темные оттенки коричневого по мере развития защитной патины.
Источник изображения: Architizer
Когда внешний слой меди полностью окисляется — медь сохраняет свою культовую зеленую патину на десятилетия вперед.
Источник изображения: Archello
Общие рекомендации по металлической оболочке
Цельнометаллические системы облицовки не требуют особого ухода, обладают полной устойчивостью к дождю и отличаются высокой прочностью.Они часто продаются с длительной гарантией (иногда более 30 лет) из-за их долговечности. Чтобы добиться такого долгого срока службы, необходимо принять во внимание некоторые передовые практики.
Источник изображения: Zambelli
Металлы по своей природе химически активны. Когда различные металлы контактируют друг с другом и вводится вода, существует вероятность возникновения биметаллической коррозии. В приведенной выше таблице показано, какие металлы обычно считаются «безопасными» для сочетания вместе.Как всегда, перед спецификацией любой системы необходимо посоветоваться с экспертами.
–
Питер Мартин
BIMsmith — это бесплатная облачная платформа для архитекторов, дизайнеров и специалистов в области строительства, позволяющая исследовать, выбирать и загружать данные о строительных изделиях. Ищите, открывайте, сравнивайте и загружайте бесплатные семейства Revit и другие объекты BIM на BIMsmith Market или создавайте полные, богатые данными системы стен, пола, потолка и крыши Revit быстрее с помощью конфигуратора BIMsmith Forge Revit.
Руководство архитектора по: металлической облицовке
Премия A + Product Awards присуждается элементам, лежащим в основе самых вдохновляющих современных зданий в мире, по выбору архитекторов и профессионалов в области дизайна, которые задают их каждый день. Подпишитесь на ключевые обновления программы и узнайте о продуктах-победителях 2021 года!
Металлическая облицовка десятилетиями олицетворяла перипетии архитектуры. От перфорированной жести Луи Салливана до титановых свупов Фрэнка Гери дизайнеры выбрали металлическую облицовку из-за ее формальной гибкости и отделки.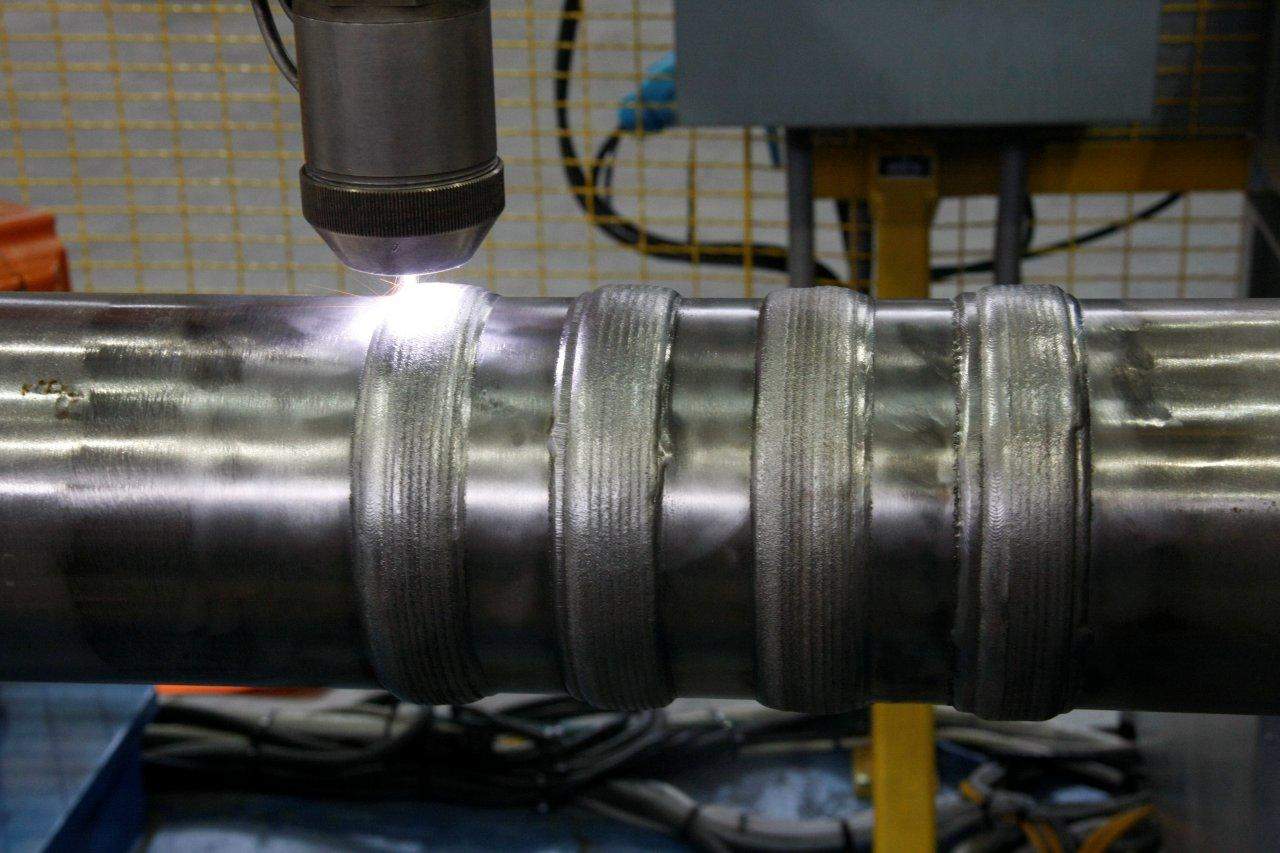 Его популярность в первую очередь обусловлена невероятной универсальностью, как авангардной, так и готовой к употреблению.
Его популярность в первую очередь обусловлена невероятной универсальностью, как авангардной, так и готовой к употреблению.
Однако самая большая сила этого материала также создает трудности для архитекторов, определяющих его для ограждающих конструкций здания — количество различных отделок, форм и способов крепления может показаться бесконечным. В этом руководстве мы разберем варианты, чтобы помочь вам решить, какой продукт для металлической облицовки идеально подходит для вашего следующего проекта.
Поиск производителей металлических покрытий
Системы металлической облицовки
Металл обычно используется для неструктурных систем облицовки дождевыми экранами, где приоритетом является обеспечение защиты от элементов, а также эффектная внешняя отделка.Благодаря своей складной и податливой природе металлические панели можно соединять вместе и прикреплять к зданию самыми разными способами, каждая система предлагает различные преимущества с точки зрения сложности конструкции и эстетической отделки. Вот некоторые из наиболее широко используемых систем:
Вот некоторые из наиболее широко используемых систем:
Через системы металлической облицовки
Фальц со стоячим фальцем : Одна из самых узнаваемых систем, облицовка со стоячим швом, характеризуется прочными гнутыми соединениями между каждой панелью.Его скрытые детали крепления позволяют создать элегантный архитектурный экстерьер, что делает его популярным в разных типологиях. Системы со стоячим швом могут использоваться со многими различными типами металлов, включая алюминий, гальванизированную или нержавеющую сталь, титан, цинк и атмосферостойкую сталь (Cor-ten).
Snaplock : более простая альтернатива стоячему шву, Snaplock имеет аналогичный ребристый профиль, но для его установки не требуется специального закрывающего оборудования. Панели Snaplock спроектированы так, чтобы «защелкиваться» вместе, что упрощает установку.
Через системы металлической облицовки
Interlocking : Система блокировки обеспечивает более гладкий внешний вид с эффектными резкими стыками. Сцепляющиеся металлические облицовочные панели могут различаться по ширине и могут быть выполнены по горизонтали, вертикали или даже по диагонали.
Сцепляющиеся металлические облицовочные панели могут различаться по ширине и могут быть выполнены по горизонтали, вертикали или даже по диагонали.
Flatlock и черепица : панели Flatlock соединяются вместе, образуя ровный, гибкий и тонкий фасад. Систему также можно установить реверсом, создавая более глубокие линии экспресса; это называется «перевернутый плоский блок».«В качестве яркого изменения системы плоских замков можно создать металлический фасад с черепицей, используя панели, сложенные в соединяющиеся друг с другом формы плитки.
Через системы металлической облицовки
Кассета : Идеально подходит для больших площадей облицовки, кассетная система с открытыми стыками может использоваться с огромными панелями длиной до 13 футов. Кассеты изгибаются и фиксируются невидимыми зажимами, обычно на алюминиевом каркасе, в результате чего они имеют современный плоский вид.
Custom : Если ни один из вышеперечисленных вариантов не подходит для вашего конкретного проекта, специализированный производитель может разработать систему на заказ, изменяя существующую систему или создавая что-то совершенно новое. В этом случае необходимо будет учитывать бюджет проекта, так как настройка существенно увеличит стоимость.
В этом случае необходимо будет учитывать бюджет проекта, так как настройка существенно увеличит стоимость.
Поиск производителей металлических покрытий
Материалы
Металлическая облицовка состоит из множества различных материалов, каждый из которых имеет свои сильные и слабые стороны. На ваш выбор материала будет влиять ряд специфических для проекта факторов, включая желаемые эстетические, климатические условия, выбранную конструктивную систему, характер прилегающих материалов и бюджет строительства.Ниже перечислены наиболее распространенные варианты материалов для металлической облицовки:
.Слева: нержавеющая сталь; через Ideal Spec. Справа: оцинкованная сталь; через Wild Textures
Нержавеющая сталь : Сталь, покрытая тонким слоем оксида хрома, обычно называется нержавеющей сталью. Хром помогает предотвратить процесс окисления или коррозии, поэтому материал устойчив к ржавчине. Нержавеющая сталь также популярна благодаря своей чистой полированной поверхности.
Оцинкованная сталь : Оцинкованная сталь покрыта тонким слоем цинка и помогает предотвратить ржавление так же, как слой хрома в нержавеющей стали. Видимые кристаллиты в покрытии придают оцинкованной стали эстетический пестрый оттенок, известный как «блестки».
Погодоустойчивая сталь : Погодоустойчивая сталь, которую часто называют кортеновской сталью, предназначена для образования защитного слоя с течением времени, который имеет устойчивый внешний вид, похожий на ржавчину. Этот слой действует как барьер против коррозии и устраняет необходимость в покраске.Его землистый, индустриальный эстетический вид поражает, но облицовка COR-TEN должна быть правильно детализирована, чтобы обеспечить постоянную патину на протяжении долгого времени.
Слева: алюминиевый фасад Essex Crossing, созданный SHoP Architects, Нью-Йорк. Справа: титановая кожа Guggenheim Bilbao от Gehry Partners, Бильбао, Испания; через Condé Nast Traveler
Потрясающая цинковая крыша Ga On Jai от IROJE KHM Architects была произведена VMZinc
Алюминий : Алюминий от природы устойчив к ржавлению и образованию пузырей, что делает его популярным выбором для облицовки современных проектов..jpg) Он также обладает отличным соотношением прочности и веса, что означает, что системы крепления алюминиевых фасадов могут быть менее громоздкими, чем системы для стальных панелей. Тем не менее, материал склонен к появлению вмятин и царапин и может подвергнуться коррозии при определенных условиях окружающей среды без надлежащего ухода. Прочтите о деталях, которые SHoP разработала для поразительного фасада из обработанного крученого алюминия для Essex Crossing в Нью-Йорке.
Он также обладает отличным соотношением прочности и веса, что означает, что системы крепления алюминиевых фасадов могут быть менее громоздкими, чем системы для стальных панелей. Тем не менее, материал склонен к появлению вмятин и царапин и может подвергнуться коррозии при определенных условиях окружающей среды без надлежащего ухода. Прочтите о деталях, которые SHoP разработала для поразительного фасада из обработанного крученого алюминия для Essex Crossing в Нью-Йорке.
Титан : архитекторы отдают предпочтение титану за его легкий вес, высокую прочность и глянцевый, светоотражающий вид.Со временем на поверхности материала образуется защитная оксидная пленка, повышающая его устойчивость к коррозии. Тем не менее, техническое обслуживание является ключевым моментом для титановой облицовки, как засвидетельствует Фрэнк Гери — его культовый отель Guggenheim Bilbao остался с коричневыми пятнами, когда он не был должным образом очищен после строительства.
Цинк : Цинк, который славится своей атмосферостойкостью и устойчивостью к коррозии, невосприимчив к вредному воздействию ультрафиолетовых лучей и даже обладает самовосстанавливающимися свойствами, что означает, что при царапинах материал со временем восстанавливается.
Медная облицовка в Художественном музее Колумбуса, крыло Маргарет М. Уолтер, дизайнерская группа DesignGroup; фото Брэда Фейнкнопфа
Латунная облицовка TECU® в Центре передачи адаптроники (Институт Фраунгофера), Дармштадт, Германия; через MIXX Cladding
Медь : еще один вариант облегченной облицовки, медь очень прочна по сравнению с другими материалами, а в конце срока службы здания также подлежит 100% переработке. Его слегка отражающий внешний вид со временем меняется из-за окисления, в результате чего металл приобретает характерный зеленый цвет.
Латунь : Обеспечивая баланс между холодным оттенком цинка и теплотой меди, латунь является очень пластичным облицовочным материалом, что делает ее подходящей для декоративных работ из листового металла. Со временем латунь приобретает золотисто-коричневую патину, поскольку ее поверхность окисляется.
Поиск производителей металлических покрытий
Производительность
Одной из основных причин, по которой металл является популярным облицовочным материалом, является его упругость. Когда правильный материал сочетается с хорошо продуманными деталями, металлическая оболочка здания может помочь конструкции прослужить на годы или даже десятилетия дольше, чем в противном случае.Тем не менее, существует ряд факторов производительности, которые необходимо учитывать, чтобы использовать сильные стороны металла в ваших интересах в проекте:
Когда правильный материал сочетается с хорошо продуманными деталями, металлическая оболочка здания может помочь конструкции прослужить на годы или даже десятилетия дольше, чем в противном случае.Тем не менее, существует ряд факторов производительности, которые необходимо учитывать, чтобы использовать сильные стороны металла в ваших интересах в проекте:
Прочность: Хотя металл, как правило, очень прочен, некоторые металлы мягче, чем другие, и их можно поцарапать или поцарапать мелом и другими предметами. Поэтому географическое положение и предполагаемый срок службы здания следует учитывать с точки зрения устойчивости материала. Обязательно сообщите производителям о требованиях к долговечности ограждающей конструкции здания, чтобы они могли помочь вам выбрать подходящий материал для вашего проекта.
Огнестойкость: Металл, как правило, очень устойчив к возгоранию, но все же рекомендуется проконсультироваться с производителями относительно требований к классу огнестойкости вашей облицовки. Также важно учитывать, как металлическая облицовка соотносится с другими материалами внутри ограждающей конструкции здания, чтобы избежать непредвиденных последствий. Недавняя катастрофа в башне Гренфелл стала трагическим напоминанием о важности определения безопасных строительных материалов для высотного строительства и необходимости открытого общения всех сторон — архитекторов, производителей, подрядчиков и регулирующих органов — по этому вопросу.
Также важно учитывать, как металлическая облицовка соотносится с другими материалами внутри ограждающей конструкции здания, чтобы избежать непредвиденных последствий. Недавняя катастрофа в башне Гренфелл стала трагическим напоминанием о важности определения безопасных строительных материалов для высотного строительства и необходимости открытого общения всех сторон — архитекторов, производителей, подрядчиков и регулирующих органов — по этому вопросу.
Типовой разрез через фасад, облицованный металлом, от дождя; через Alucobond
Теплоизоляция: Системы металлической облицовки часто мало влияют на общие показатели теплоизоляции стен, поэтому, вероятно, необходимо прикрепить обшивочную доску к внешней стороне стен заполнения для обеспечения устойчивости к погодным и тепловым воздействиям. Если ваше здание имеет минимальный коэффициент теплопередачи и вам нужна облицовка, чтобы достичь его, поговорите со специализированным производителем металлических облицовок, чтобы найти идеальную систему. Значение U определяет коэффициент теплопередачи оболочки здания, который представляет собой энергию в ваттах (Вт), проходящую через квадратный метр конструкции на градус разницы температур изнутри наружу.
Значение U определяет коэффициент теплопередачи оболочки здания, который представляет собой энергию в ваттах (Вт), проходящую через квадратный метр конструкции на градус разницы температур изнутри наружу.
Звукоизоляция: Металлическая облицовка обычно обеспечивает ограниченную звукоизоляцию между внешней и внутренней средой. Поставщики часто рассчитывают рейтинги для всей стены, принимая во внимание рейтинг Rw (взвешенный индекс звукоизоляции) или STC (класс передачи звука) изоляционных материалов для стен.
Факторы окружающей среды: В частности, для крупномасштабных проектов важно учитывать влияние строительного материала на окружающую среду на протяжении всего его жизненного цикла, включая производственный процесс, процесс установки и требования к долгосрочному обслуживанию. Оценка жизненного цикла обеспечивает строгий метод измерения каждого из этих факторов при принятии решения о том, какая система облицовки наиболее подходит для потребностей вашего клиента.
Wind Action: Системы облицовки зданий необходимы для выдерживания ветровых воздействий и их передачи на основную конструкцию здания.Рекомендации, приведенные в главе 30 руководства ASCE 7-10: Минимальные расчетные нагрузки для зданий, можно использовать для определения воздействия естественного ветра, которое необходимо учитывать при проектировании облицовки.
Расширение и сжатие: Некоторые металлы сжимаются и расширяются при изменении температуры, влажности и давления, и если выбран неправильный материал, это может привести к необратимому повреждению здания. Проконсультируйтесь со своим производителем, чтобы определить, какая металлическая облицовка наиболее подходит для климата, в котором будет находиться ваш объект.
Поиск производителей металлических покрытий
Отделка
Почти так же важно, как и выбор самого металла, отделка может иметь значительное влияние как на эстетику, так и на характеристики металлических систем облицовки. Существует практически неограниченный ассортимент отделки металлических фасадных панелей — узнайте у своего производителя, чтобы найти идеальный вариант для вашего проекта. К числу наиболее распространенных относятся следующие:
Существует практически неограниченный ассортимент отделки металлических фасадных панелей — узнайте у своего производителя, чтобы найти идеальный вариант для вашего проекта. К числу наиболее распространенных относятся следующие:
Слева: Типичная металлическая отделка, подвергнутая пескоструйной очистке; Справа: типичная отделка матовым металлом
Глянцевая отделка дополнительной начальной школы Боннара Воффре, Бовернье, Швейцария
Пескоструйная обработка : Пескоструйная обработка придает металлу гладкую, матовую поверхность, практически лишенную текстуры.Сталь, подвергнутая пескоструйной очистке, может быть подвержена коррозии и должна быть защищена специальной краской или другим покрытием.
Матовый : Матовый или матово-полированный металл имеет однонаправленную сатинированную отделку с тонкой текстурой, интенсивность которой меняется в зависимости от уровня абразивного воздействия во время производства.
Зеркальный : Самая светоотражающая из всех видов отделки, полированные поверхности предлагают поразительный эстетический вид, но требуют высокого уровня ухода, чтобы сохранить их глянцевитость.
Слева: Типичная металлическая отделка двигателя; Справа: Типичное металлическое покрытие с порошковым покрытием
Металлическая отделка с узором от Марселя Вандерса и PURE + FREEFORM
Обточка двигателя : Отделка обточки двигателя отличается мелким геометрическим рисунком, вписанным в металл, создавая закрученный вид с различными отражающими качествами.
Порошковое покрытие : Порошковое покрытие придает металлу защитный слой и однородный матовый вид.Покрытие с порошковым покрытием доступно в неограниченном количестве цветов.
С рисунком : возможны замысловатые узоры и сложные цветовые комбинации — коллекция Chameleon от PURE + FREEFORM является ярким примером. Спросите производителей о возможностях еще более уникальной отделки.
Спросите производителей о возможностях еще более уникальной отделки.
Поиск производителей металлических покрытий
Примеры использования
Учитывая широкий спектр доступных металлов и систем облицовки, прецедентные исследования могут стать важной частью исследования архитектора на стадии разработки дизайна и спецификации проекта.С учетом инновационных применений материалов, отличных эксплуатационных качеств и уникальных эстетических эффектов следующие особенности должны информировать и вдохновлять вас в поисках идеального продукта для металлической облицовки:
Общий павильон Шербурна от Teeple Architects Inc., Торонто, Канада
Расширяя границы: 7 смелых зданий, облицованных металлом
Семь проектов исследуют металлические фасады, оболочки и оболочки зданий, которые вызывают особый интерес.Объединяя специальные металлические коробчатые ребра с шокирующе доступными и стандартизованными листами, вместе эти проекты составляют незаменимый каталог, вдохновляющий любой потрясающий дизайн металлического фасада. Ознакомьтесь с полной коллекцией здесь.
Ознакомьтесь с полной коллекцией здесь.
Художественный музей Лиллехаммера и расширение кинотеатра, созданное Snøhetta, Лиллехаммер, Норвегия
Серебряная подкладка: 7 блестящих зданий, облицованных нержавеющей сталью
Благодаря бесконечным широким формам Фрэнка Гери, повсеместному распространению нержавеющей стали на протяжении всего периода ар-деко и ее широкому использованию в качестве современного декоративного и декоративного материала, каждый из нас любовался светящейся конструкцией из нержавеющей стали.Хотя широкое использование материала может быть не новым, благодаря качественному исполнению и современному применению следующие проекты сохраняют новаторскую красоту. Ознакомьтесь с полной коллекцией здесь.
Bloom; через dOSu-Arch.com
Металл в движении: что, если строительная кожа напоминала человеческую кожу?
Воздухопроницаемый и самоподдерживающийся, нет фасада более динамичного, чем «первая» кожа — наша собственная. Итак, что, если строительная кожа будет намеренно отражать человеческую кожу? Творческий биолог, а ныне архитектор Дорис Ким Сен призывает дизайнеров задуматься о термобиметалле, экспериментальном сплаве с уникальной способностью двигаться и расширяться при нагревании.Ознакомьтесь с полной историей здесь.
Итак, что, если строительная кожа будет намеренно отражать человеческую кожу? Творческий биолог, а ныне архитектор Дорис Ким Сен призывает дизайнеров задуматься о термобиметалле, экспериментальном сплаве с уникальной способностью двигаться и расширяться при нагревании.Ознакомьтесь с полной историей здесь.
COBE’s Силос в стадии строительства; фото Расмуса Хьортшуя
Архитектурные детали: COBE преобразует силосную башню с помощью полного ремонта металла
Самая крутая металлическая конструкция в Копенгагене была недавно завершена новаторской датской дизайнерской студией COBE. Долгожданный проект фирмы, The Silo, представляет собой старый промышленный зернохранилище, превращенный в жилой комплекс, расположенный в реконструируемом районе Нордхавн.Монолитное бетонное прошлое здания с четырьмя новыми фасадами из оцинкованной стали и гранеными балконами совершенно неузнаваемо. Ознакомьтесь с полной историей здесь.
Слева направо: Конверт Villa Criss Cross, Футбольный стадион «Арена Борисов», Зимний Кабин на горе Канин; изображения через OFIS arhitekti
Архитектурные детали: 3 концепции облицовки от OFIS Arhitekti
Амбиции и опыт гармонично сочетаются в потусторонних проектах словенской студии OFIS Arhitekti. Фирма из Любляны не только создала одни из самых смелых архитектурных решений, замеченных за последние несколько лет — например, сборное альпийское убежище Skuta — возвышается на 6562 фута над словенскими Альпами — они также обладают глубоким знанием материальности. В частности, они смело маневрируют по металлу с беспрецедентным мастерством и изяществом. Ознакомьтесь с полной историей здесь.
Фирма из Любляны не только создала одни из самых смелых архитектурных решений, замеченных за последние несколько лет — например, сборное альпийское убежище Skuta — возвышается на 6562 фута над словенскими Альпами — они также обладают глубоким знанием материальности. В частности, они смело маневрируют по металлу с беспрецедентным мастерством и изяществом. Ознакомьтесь с полной историей здесь.
Поиск производителей металлических покрытий
Премия A + Product Awards присуждается элементам, лежащим в основе самых вдохновляющих современных зданий в мире, по выбору архитекторов и профессионалов в области дизайна, которые задают их каждый день.Подпишитесь на ключевые обновления программы и узнайте о продуктах-победителях 2021 года!
Специальные металлы в условиях облицовки фасадов
Сталь, подвергшаяся атмосферным воздействиям, или COR-TEN по названию торговой марки, представляет собой стальной сплав, содержащий медь, никель и хром. Техническое название стального сплава, подверженного атмосферным воздействиям — A606. Благодаря совокупным свойствам металлов на внешней стороне панели при воздействии погодных условий образуется коррозионный барьер. Этот барьер обладает функциональными и эстетическими качествами.Если внешний слой действительно поврежден, и он отслаивается или удаляется, на его месте образуется другой защитный слой, что делает его практически необслуживаемым.
Благодаря совокупным свойствам металлов на внешней стороне панели при воздействии погодных условий образуется коррозионный барьер. Этот барьер обладает функциональными и эстетическими качествами.Если внешний слой действительно поврежден, и он отслаивается или удаляется, на его месте образуется другой защитный слой, что делает его практически необслуживаемым.
Атмосферная сталь имеет очень быстрый процесс патинирования. Практически сразу панели становятся ярко-оранжевыми, а через 1-2 года — темно-красными. Примерно через 3-6 лет сталь потемнеет до темно-коричневого цвета и останется на этой стадии с небольшими вариациями.
Есть некоторые климатические условия, в которых износостойкая сталь не рекомендуется.Окружающая среда с большим количеством соли, тумана и, как правило, влажным климатом может стать проблемой. У металла должны быть периоды, когда он может высохнуть, иначе коррозионный защитный слой никогда не сформируется полностью. Не рекомендуются любые приложения, в которых постоянно течет вода, такие как водостоки, водостоки, водные объекты и т. Д. Если вы хотите, чтобы сталь выглядела как обветренная, но ограничения проекта исключают ее как жизнеспособный вариант, вы можете выбрать окрашенные изделия. У Kovach есть обширная сеть поставщиков, которые могут поставлять окрашенные изделия, которые очень напоминают сталь, подвергшуюся атмосферному воздействию естественного происхождения.
Д. Если вы хотите, чтобы сталь выглядела как обветренная, но ограничения проекта исключают ее как жизнеспособный вариант, вы можете выбрать окрашенные изделия. У Kovach есть обширная сеть поставщиков, которые могут поставлять окрашенные изделия, которые очень напоминают сталь, подвергшуюся атмосферному воздействию естественного происхождения.
Многие дизайнеры и владельцы беспокоятся по поводу обветренной стали, поскольку она подвержена выщелачиванию ржавчины на прилегающих частях здания. Когда панели устанавливаются впервые, они с наибольшей вероятностью потекут и испачкают соседние материалы. Мы согласны с тем, что об этом следует знать, но это не означает, что устаревшая сталь должна быть исключена как жизнеспособный вариант. За прошедшие годы мы разработали способы снижения воздействия выщелачивания. Если вас беспокоит появление пятен, позвоните нам, и мы обсудим способы решения этой проблемы в вашем проекте.
Ширина панели обычно ограничена 48 дюймами, но доступно множество вариантов нестандартного размера. Выбор панели правильного размера действительно будет продиктован системой крепления, рамой, калибром и другими уникальными условиями вашего проекта.
Выбор панели правильного размера действительно будет продиктован системой крепления, рамой, калибром и другими уникальными условиями вашего проекта.
Толщина панели особенно важна при рассмотрении стали, подверженной атмосферным воздействиям. Когда продукт только зарождался, было обнаружено, что слишком тонкое изделие проблематично. Слои коррозии будут нарастать с каждой стороны и разъедать всю панель.Со временем были выпущены стандарты ASTM, в которых указывалось, что стальные панели, подвергшиеся воздействию погодных условий, должны быть не менее 16 калибра или больше. Мы обнаружили, что безопасная толщина панели определяется множеством различных факторов и может быть меньше толщины 16 мм в зависимости от условий работы и климатических условий.
Медно-плакированная стальная проволока-WELL PALINDUSRTIES CO., LTD
Медная плакированная стальная проволока (CCS) — это новый тип биметаллического композитного материала, образованный методом гальваники (использование стальной проволоки в качестве сердечника и равномерное нанесение медного слоя на поверхность стального сердечника) и методом плакирования (равномерное покрытие медной полосы и непрерывно на внешней поверхности стального сердечника).Изготавливаем все виды спецификаций CCS, диаметр: 00.079-20 мм; электропроводность от 15% до 60%; предел прочности при растяжении по желанию заказчика выбрать низкоуглеродистую сталь, среднеуглеродистую сталь и высокоуглеродистую сталь, а также другую продукцию из высококачественной стали. Дальнейшая обработка может проводиться на CCS, включая лужение, посеребрение, лакирование, скручивание, изготовление гвоздей, плетение светом — отжигом и т. Д.
Область применения
Внутренний провод ответвительного провода кабельного телевидения Внутренний провод ответвительного провода телефонного соединения
Внутренний провод компьютерного кабеля LAN, полевой провод Проводник различных электронных компонентов
Троллейный провод для передачи электроэнергии и телефонной сети Троллейный провод для железнодорожных линий
Экранированный провод для силового кабеля Заземляющий провод для энергетики
Укрепляющая планка для автомобильных покрышек Гвозди пистолетные, уплотнительные гвозди и различные канцелярские степлеры
CCS используется во входящей линии CATV (ASTMB869)
Технические параметры:
Диаметр (мм) | Допустимый допуск (мм) | Площадь участка (мм2) | Максимальное сопротивление при 20 ° C (Кв / км) | Предел прочности при растяжении (МПа) | Качество (кг / км) | |
Жесткий | Обычный | |||||
1.63 | 0,015 | 2,082 | 40.118 | 827 | 380 | 16,53 |
1,45 | 0,015 | 1.652 | 49,704 | 13,48 | ||
1,29 | 0,013 | 1,307 | 62.805 | 10,41 | ||
1.15 | 0,013 | 1.039 | 79.055 | 8,28 | ||
1.02 | 0,010 | 0,823 | 99.777 | 6.72 | ||
0,81 | 0,008 | 0,519 | 158.241 | 4,12 | ||
0,72 | 0,008 | 0.411 | 199.557 | 3.35 | ||
Note: Approximate electric conductivity of wires are 21%.
CCS used in Electronic Products ( ASTMB452 )
Technical parameters:
直径, Diameter (mm ) | 截面积, Section Area (mm2) | 抗拉强度 Tensile Strength (MPa) | 最小伸长率Minimum Elongation(%) | ||||
30HS | 30A | 40HS | 40A | 30HS、 40HS | 30A、 40A | ||
1.83 | 2,63 | 875 | 345 | 758 | 310 | 1,5 | 15 |
1,63 | 2.08 | 875 | 345 | 758 | 310 | 1,5 | 15 |
1,45 | 1,65 | 875 | 345 | 758 | 310 | 1.5 | 15 |
1,29 | 1,31 | 875 | 345 | 758 | 310 | 1,5 | 15 |
1.15 | 1,04 | 875 | 345 | 758 | 310 | 1,5 | 15 |
1.02 | 0.823 | 875 | 345 | 758 | 310 | 1,0 | 15 |
0,912 | 0,653 | 875 | 345 | 758 | 310 | 1.0 | 15 |
0,813 | 0,519 | 875 | 345 | 758 | 310 | 1,0 | 15 |
0.724 | 0,412 | 875 | 380 | 758 | 310 | 1,0 | 15 |
0,643 | 0.324 | 875 | 380 | 758 | 310 | 1,0 | 15 |
0,574 | 0,259 | 875 | 380 | 758 | 310 | 1.0 | 15 |
0,511 | 0,205 | 875 | 380 | 758 | 310 | 1,0 | 10 |
0.455 | 0,162 | 875 | 380 | 758 | 345 | 1,0 | 10 |
0,404 | 0.128 | 875 | 380 | 758 | 345 | 1,0 | 10 |
0,361 | 0,102 | 875 | 380 | 758 | 345 | 1.0 | 10 |
0,320 | 0,0804 | 875 | 380 | 758 | 345 | 1,0 | 10 |
0.287 | 0,0647 | 875 | 380 | 758 | 345 | 1,0 | 10 |
0,254 | 0.0507 | 875 | 380 | 758 | 345 | 1,0 | 10 |
0,226 | 0,0401 | 875 | 380 | 758 | 345 | 1.0 | 10 |
0,203 | 0,0342 | 875 | 380 | 758 | 345 | 1,0 | 10 |
0.180 | 0,0255 | 875 | 380 | 758 | 345 | 1,0 | 10 |
0,160 | 0.0201 | 875 | 380 | 758 | 345 | 1,0 | 10 |
0,142 | 0,0159 | 875 | 380 | 758 | 345 | 1.0 | 10 |
0,127 | 0,0127 | 875 | 380 | 758 | 345 | 1,0 | 10 |
0.114 | 0,0103 | 875 | 380 | 758 | 345 | 1,0 | 10 |
0,102 | 0.00811 | 875 | 380 | 758 | 345 | 1,0 | 10 |
0,089 | 0,00621 | 875 | 380 | 758 | 345 | 1.0 | 10 |
0,079 | 0,00487 | 875 | 380 | 758 | 345 | 1,0 | 10 |
Жесткий CCS (ASTMB227)
Технические параметры:
Диаметр (мм) | Площадь участка (мм2) | Предел прочности при растяжении (МПа) | Минимальное сопротивление при 20P (Q / км) | ||||
40HS | 40EHS | 30HS | 30EHS | 40HS 、 40EHS | 30HS 、 30EHS | ||
3.665 | 10,55 | 849 | 932 | 1132 | 4,2948 | 5.7253 | |
3,264 | 8.37 | 849 | 966 | 1173 | 5,4169 | 7,2215 | |
3,251 | 8,30 | 849 | 966 | 1173 | 5.4596 | 7,2773 | |
2,906 | 6,63 | 918 | 1001 | 1201 | 6,8343 | 9.1113 | |
2,642 | 5,48 | 956 | 1076 | 1042 | 1208 | 8,2714 | 11.0242 |
2.588 | 5,26 | 956 | 1042 | 1235 | 8,6126 | 11,4835 | |
2,052 | 3.31 | 956 | 1042 | 1235 | 13,7999 | 18.3966 | |
2,032 | 3,24 | 956 | 1042 | 1235 | 14.0821 | 18.7739 | |
Внутренняя и внешняя облицовка из нержавеющей стали
Что такое облицовка из нержавеющей стали или нержавейки? Проще говоря, облицовка из нержавеющей стали выполняет ту же функцию, что и большинство других видов облицовки. Это сделано для защиты внутри или снаружи здания, но нержавеющая сталь имеет еще одно преимущество — она чрезвычайно привлекательна.Доступно множество типов металлической облицовки — например, нержавеющая сталь, медь и алюминий, а также многие другие типы неметаллических облицовочных материалов, такие как дерево, бетон, камень, кирпич и плитка.
Эти другие различные облицовочные материалы могут лучше подходить для определенных функций и применений. Однако облицовка из нержавеющей стали — это очень качественный и долговечный выбор, который буквально затмевает другие облицовочные материалы во многих отношениях, не в последнюю очередь, поскольку он на 60% состоит из переработанной стали и в конце своего жизненного цикла подлежит 100-процентной переработке.Еще одно преимущество нержавеющей стали в проекте заключается в том, что при ее производстве используется значительно меньше энергии. При производстве алюминия в США используется 4 процента всей энергии, производимой в США.
В мире производятся различные типы облицовки из нержавеющей стали, к этим типам облицовки относятся профильные листы, композитные панели и кассетные панели, а теперь с PVD-процессом Double Stone Steel возможно окрашивание облицовки из нержавеющей стали.
При использовании в строительстве, облицовка может повысить прочность конструкции, если проектная группа хочет или требует.Другой материал может быть выбран для других важных функций, таких как теплопроводность или электропроводность. Облицовку из нержавеющей стали можно производить лотками, панелями и полосами. Из нержавеющей стали можно придать трехмерную форму.
Применение и преимущества нержавеющей стали
Почему следует выбирать нержавеющую сталь по сравнению с другими материалами для облицовки? Есть много причин, по которым нержавеющая сталь является отличным выбором, хотя, конечно, в конечном итоге это зависит от того, подходит ли материал для вашего приложения и бюджета вашего клиента. Вот некоторые из причин, по которым облицовка из нержавеющей стали становится более жизнеспособной и популярной. выбор среди архитекторов, дизайнеров.
Долговечность и технические свойства нержавеющей стали
Нержавеющая сталь состоит как минимум от 10,5% до более типичных 25% хрома (Cr) и никеля (Ni) и более 50% железа (Fe). Хотя нержавеющая сталь не является строго «нержавеющей», это один из доступных сплавов, который очень устойчив к коррозии, пятнам и ржавчине. Нержавеющая сталь обладает свойством «самовосстановления», например, если поверхность нержавеющей стали поцарапана, слой оксида хрома на ее поверхности просто самовосстанавливается.Для этого процесса окисления необходимо присутствие кислорода. Это означает, что царапины будут видны, но не заржавеют. Вы должны учитывать указанный сорт нержавеющей стали. 304 или 316 идеально подходят для использования на открытом воздухе, а нержавеющая сталь 201 вообще не подходит.
Хотя облицовка из нержавеющей стали стоит немного дороже, чем другие виды металлической облицовки, такие как алюминий и обычная сталь, вложение того стоит. Нержавеющая сталь намного прочнее и устойчива к факторам окружающей среды; его блеск и блеск можно легко сохранить в течение десятилетий.Он не будет разъеден ржавчиной и не изменит цвет, как это делает медь. Он может быть антивандальным, если поверхность обработана правильно. Double Stone Steel может производить облицовку из нержавеющей стали, профили или листы из меди или медного цвета с покрытием PVD.
Архитектурные и эстетические преимущества нержавеющей стали
Облицовка стен из нержавеющей стали — одно из наиболее распространенных применений этого материала. Облицовку стен из нержавеющей стали можно использовать как снаружи, так и внутри зданий, создавая яркий архитектурный эффект.Помимо стен, нержавеющая сталь используется в архитектуре, включая перила, дверную обшивку, панели, обрамление и кровлю. Недавно мы поставили 8000 м2 для крупного кровельного проекта в Саудовской Аравии. Нержавеющая сталь — невероятно универсальный материал, который может быть изготовлен практически любой формы с множеством возможных текстурированных или травленых поверхностей.
Покрытие из нержавеющей стали с PVD-покрытием Double Stone Steel может помочь дизайнерам и архитекторам создать ряд особо чистых и современных стилей.Нержавеющая сталь воплощена в индустриальных стилях минимализма, которые так популярны во всем мире, от мостов до скульптур, и все, что между ними, царит безраздельно.
Нержавеющая сталь также может использоваться для выделения или дополнения более традиционных образов или для создания эклектичного сочетания классики и современности. Облицовку стен из нержавеющей стали можно легко установить поверх многих других материалов, таких как штукатурка, кирпич, бетон или шлакоблоки. Независимо от того, нужна ли вам облицовка стен или любой другой архитектурный элемент для улучшения или модификации вашего дома, офиса или рабочего места, нержавеющая сталь — это вариант, который заслуживает вашего рассмотрения.Нержавеющая сталь с PVD-покрытием добавляет новые удивительные декоративные возможности для архитекторов и дизайнеров интерьеров.
Нержавеющая сталь гигиенична и проста в обслуживании
Почему облицовка из нержавеющей стали является лучшим выбором для коммерческих кухонь, больниц, промышленного оборудования, нестандартного торгового оборудования, холодильных складов и других объектов, которые зависят от чистой, свободной от микробов окружающей среды ?
Одна из причин заключается в том, что нержавеющую сталь очень легко чистить, обслуживать и дезинфицировать.Пассивная окисленная пленка, покрывающая нержавеющую сталь, делает ее совершенно непористой, и она просто не может сравниться с другими более дешевыми вариантами металла. Нержавеющая сталь прослужит годы.
Независимо от того, работаете ли вы на предприятии по производству пищевых продуктов или в больнице, если вам нужны высококачественные гигиенические поверхности, практически не требующие обслуживания, нержавеющая сталь — лучшее решение, доступное сегодня.
Повальное увлечение медью | John Desmond Ltd.
Робин Фишер, архитектурный критик
Мы рассмотрим этот прекрасный материал и множество вариантов его применения.
Что стоит за «увлечением медью»?
В последние годы использование меди в архитектуре и дизайне интерьеров стало очень популярным как в континентальной Европе, так и в США. Это может показаться немного парадоксальным, если услышать, что промышленный спрос в странах БРИК создает нагрузку на цепочку поставок меди, что ведет к росту цен и увеличению краж меди. Связана ли эта модная тенденция с эстетической привлекательностью и / или функциональными преимуществами? Или эта тенденция связана с инновацией продуктов, ведущей к новым дизайнерским приложениям? Обладает ли медь экологическим профилем, отвечающим все более строгим требованиям экологичного дизайна?
В качестве архитектурного металла медь традиционно использовалась для кровли, потому что это герметичный, долго изнашиваемый материал, который обеспечивает высокий уровень устойчивости к коррозии по сравнению с другими листовыми металлами, такими как свинец, алюминий, гальванизированная сталь или цинк.Долговечность меди связана с ее низким тепловым расширением, которое на 40% ниже, чем у цинка и свинца. Кроме того, высокая температура плавления меди гарантирует, что она не будет ползать или растягиваться, как некоторые другие металлы. В результате медь уже давно рассматривается архитекторами как кровельное решение, не требующее особого ухода, со многими другими эксплуатационными преимуществами. Во-первых, медь составляет половину веса свинца и только четверть черепичных крыш, что позволяет архитекторам проектировать более экономичные легкие конструкции крыш. Во-вторых, медь также защищает здания от молнии и обеспечивает экранирование от радиочастоты, поскольку она поглощает радио- и магнитные волны.В-третьих, медь также оказалась особенно рентабельной: хотя первоначальная стоимость меди выше, чем у некоторых других архитектурных металлов, обычно ее не нужно заменять в течение срока службы здания.
Медная кровля от OnTop roofing
Богатые вариации цвета с течением времени
Ни один другой металл не предлагает такой диапазон привлекательных цветов, сравнимый с медью и ее различными сплавами: красный цвет меди, золото латуни, шоколадно-коричневый цвет марганцевой бронзы и блестящее белое никелевое серебро предоставляют архитекторам прекрасный выбор дизайна. опции.Но что больше всего нравится архитекторам, так это то, как медь со временем меняет цвет, постепенно приобретая свою уникальную и желанную зеленую патину. Фактически, поверхность металла претерпевает серию изменений цвета: от радужно-розового до оранжевого и красного с вкраплениями медно-желтого, синего, зеленого и пурпурного. По мере загустения оксида эти цвета заменяются красновато-коричневыми и шоколадно-коричневыми, тускло-серыми или черными и, наконец, светло-зелеными или сине-зелеными. Этот процесс выветривания не обязательно является однородным в зависимости от воздействия солнечного света на здание и способа соединения меди.Это снова создает интересные модели, показывающие, как здание реагирует на окружающую среду. Архитекторы также любят играть на контрастах, выделяя насыщенные тона меди на более темных, более тусклых материалах.
Типичный сине-зеленый цвет меди на этой купольной крыше в Эдинбурге
Новое измерение в облицовке стен
В последние годы интерес архитекторов вызывает растущая доступность решений для облицовки стен из меди.На внешней стороне здания медные облицовочные листы, черепица и сборные панели защищают здания от элементов, выступая в качестве первой линии защиты от ветра, пыли и воды. Облицовка легкая, прочная и устойчивая к коррозии, что особенно важно для больших зданий. Они могут быть изготовлены, например, в виде взаимосвязанных профилированных панелей, горизонтальных боковых сторон, панелей с фаской или сотовых систем. Дождевые перегородки и навесные стены (часто связанные с фрамугами и стойками) становятся все более популярными в современном архитектурном дизайне.
Еще одним большим достоинством этого типа медного покрытия является то, что он легко обрабатывается, так что его можно легко согнуть и придать ему сложные формы современных фасадов. Медные листы с мягкими ударами и неправильной формы, изготовленные вручную, придают особую эстетическую привлекательность. По мере роста интереса к решениям для медной оболочки производители разработали целый ряд решений, сочетающих различные типы медных сплавов. Например, TECU® Gold — это сплав меди и алюминия: первоначальная золотая поверхность начинает тускнеть и после естественного атмосферного воздействия постепенно образует поразительно теплую золотистую поверхность.Медная облицовка, улавливающая солнечный свет, может быть интересным вариантом для выделения здания в городской ткани.
Фасад общественного центра в Tecu Gold, Валлерн, Австрия, 2009 г., архитектор Шнайдер и Ленгауэр.
 Фото Курта Хербста
Теплый и роскошный интерьер
Дизайнеры интерьеров также используют богатые тона меди и ее сплавов, чтобы добавить ощущение роскоши и престижа в общественных местах отелей, ресторанов и офисных помещений.Медь эстетично улучшает внутренние системы стен, потолки, светильники, мебель и оборудование, привнося тепло, умиротворение и спокойствие. Типичные изделия на основе меди для интерьера включают панели, черепицу, экраны, плитку и мозаику, высеченную из листов твердой меди. Еще одно традиционное использование меди или латуни — это тонкие полосы, инкрустированные в изделиях из дерева, таких как лестницы, для повышения их износостойкости.
Дополнительным преимуществом меди и медных сплавов является их сильное внутреннее антимикробное действие против широкого спектра устойчивых к болезням бактерий, плесени, грибков и вирусов.После многих лет тщательных испытаний более 300 различных медных сплавов (медь, латунь, бронза, медь-никель и никель-серебро) были признаны антимикробными материалами. Это развитие создает рынки для всех видов архитектурных скобяных изделий. Медные поручни, столешницы, коридоры, двери, нажимные пластины, кухни и ванные комнаты — это лишь некоторые из противомикробных продуктов, одобренных для использования в больницах, аэропортах, офисах и школах для уничтожения вредных бактерий. Когда это сделано вручную, медные листы могут включать в себя рисунки молотков, чтобы придать тисненой отделке античный деревенский оттенок.
Медный поручень и стойка для лестницы от дизайнера интерьеров Кэтрин Пули
Привлекательную цветовую гамму меди и медных сплавов можно сохранить, используя прозрачный лак или периодически полируя натуральным воском. Однако, если дизайнер желает воспользоваться антимикробными свойствами медных сплавов, лакирование не рекомендуется, поскольку любое покрытие будет маскировать антимикробную эффективность. Медь и медные сплавы также могут быть хромированы для придания твердой, блестящей и привлекательной отделки.Если желательна коррозионная стойкость, это также обеспечит немного более толстое покрытие.
Такой успех меди заключается в том, что производители пробовали различные методы нанесения покрытия на другие металлы, чтобы имитировать ее внешний вид. Сверхтвердое PVD-покрытие, нанесенное на хромированные материалы или нержавеющую сталь, позволяет производителям получать оттенки меди или латуни с антимикробным покрытием
Хорошая экологическая квалификация
Медь — экологически чистый материал. Его долговечность обеспечивает долгую службу при минимальном обслуживании.Длительный срок службы медной кровли и облицовки оказывает значительное положительное влияние на оценку всего жизненного цикла меди по сравнению с другими материалами с точки зрения воплощенной энергии. Медь и ее сплавы практически на 100% пригодны для вторичной переработки и могут быть переработаны бесконечно без потери качества. В настоящее время около 40% годового спроса на медь в Европе и около 55% меди, используемой в архитектуре, приходится на переработанные источники. Новые медные катушки и листы часто содержат от 75% до 100% вторичного сырья. А для вторичного использования меди требуется всего около 20% энергии, необходимой для извлечения и обработки первичного металла.
Metal Cladding, Лондон | Джеймс Гилберт и сын
Декоративная металлическая облицовка привносит новую жизнь и жизненную силу в проекты интерьера и архитектурного дизайна с использованием ярких металлов, таких как медь и латунь. Облицовка внутренних стен медью дает прекрасную возможность для сильного улучшения дизайна существующих поверхностей.
Медная оболочка
Медь использовалась в качестве рабочей поверхности и кулинарии на протяжении тысячелетий.В наши дни большинство людей привлекает медная облицовка из-за ее красивого теплого блеска, даже не зная о ее секретных антибактериальных и бактерицидных свойствах (подробнее ниже). Латунь, будучи сплавом меди и цинка, также обладает такими же полезными свойствами.
Медная кухня
Никогда еще облицовка современной кухни медью не была такой простой. Наш дизайн «Поднос для модернизации» плотно прилегает к вашим существующим или новым дверям и фасадам ящиков, покрывая все внешние видимые грани и края для максимального эффекта.Медный фартук — отличный способ добавить изюминку этому блестящему металлу. Облицовка кухни медью — это быстрый и практичный способ добавить вашему проекту экологически чистую поверхность с долгим сроком службы и теплого сияния.
Как заказать
Просто отправьте нам размеры ваших дверей, фасадов ящиков, торцевых панелей, цоколей, задних панелей, рабочих поверхностей или стен, которые вы хотели бы покрыть, и мы можем предоставить вам легко устанавливаемые крышки из твердой меди, обработанные точно по размерам. вам нужно.Если вы пришлете нам фасады, столешницы из других материалов, мы их вам даже прикрепим. Если у вас еще нет подложек, мы можем предоставить вам дверцы, фасады ящиков или столешницы, уже покрытые медью, обработанной в соответствии с вашими требованиями. Выберите из ряда необработанных, полированных или состаренных антикварных поверхностей, чтобы соответствовать, контрастировать или создавать медные или латунные акценты в существующей схеме. Ваши медные облицовочные панели будут изготовлены с использованием точных технологий, а затем вручную обработаны мастером.Несмотря на всю эту тщательность и внимание к деталям, примерка деталей вашей кухни из меди может быть достигнута за считанные минуты, что дает мгновенный драматический эффект.
Медный фартук
Медная задняя панель — все более популярный способ добавить небольшую часть внутренней облицовки стен из декоративного металла в качестве точки фокусировки или выделения. Ваш медный фартук можно создать либо в виде больших отдельных панелей — с вырезами для розеток и т. Д. Или без них — либо в виде плитки с различными узорами.Медные фартуки также могут быть отделаны нашим полным спектром полиролей и античной патины, а затем запечатаны воском или лаком в зависимости от требуемой степени стойкости. Хотя лакировка обеспечивает высочайшую степень защиты медного фартука, иногда бывает разумнее выбрать вощеную отделку в рабочей среде. Мы не рекомендуем лакировать медные столешницы. Наилучшие результаты при работе с самыми твердыми рабочими поверхностями достигаются, если медь естественным образом эволюционирует и у вас складывается история вашего опыта с ней.Лишь изредка полируя восковой полиролью, медная столешница, выдерживающая все пролития и волнения семейной обстановки, может приобрести великолепно глубокий и характерный блеск, который только улучшается с возрастом.
Медная плитка
Наши образцы медной плитки также могут быть выполнены из латуни и стали, и эти материалы могут быть смешаны для еще большего эффекта, особенно с нашими геометрическими рисунками плитки. Медная плитка представляет собой способ еще больше повысить интерес к материалу, добавляя узоры и ощущение текстуры на поверхности.Образцы медной плитки можно уменьшить или увеличить в соответствии с размером помещения, на котором они размещены.
Столешница из меди
Медь — отличный материал для изготовления столешниц. На самом деле, если вам нравится внешний вид, он практически идеален. Он прочный, сотни лет использовался в качестве кровельного материала. Это чрезвычайно гигиенично (см. Ниже), выглядит великолепно и при минимальном уходе будет улучшаться с возрастом. Так что, если вы хотите добавить драматизма и характера своей кухне таким же практичным, привлекательным и экономически выгодным способом, выберите столешницу из меди.
Облицовка внутренней стены
Металлическая облицовка долговечна и имеет высокий статус, но при этом экономична. Он предлагает эстетическое качество отделки стен либо прямым нанесением, либо подвешиванием на небольшом расстоянии для создания большей глубины. Либо всю стену можно покрыть внутренней обшивкой, либо металл можно использовать для обрамления или выделения определенных элементов с помощью кромок и накладок. Возможности ограничиваются только умениями и фантазией дизайнера.При творческом использовании в сочетании с другими материалами металлическая облицовка может улучшить естественную среду наружных стен, внутренних стен, дымоходов, дверей гардеробных, а также металлическая настенная живопись и великолепные яркие и тактильные украшения. Архитравы, рабочие поверхности, шкафы и ящики для кухонных фартуков, столы, ниши, перегородки, плинтусы, карнизы, карнизы, двери, полы, встроенные и отдельные предметы мебели — все это можно улучшить с помощью металлической облицовки.
Наши металлические облицовочные панели изготавливаются специально в соответствии с проектом, для которого они предназначены, и независимо от размера или формы стены, которую они должны покрывать, могут быть вырезаны в любой узор взаимосвязанных форм так творчески или формально, как того требует проект.Широкий выбор текстур и дополнительная химическая обработка могут быть применены для индивидуальной настройки цветов и рисунков внутренней облицовки стен.
Независимо от того, требуется ли яркая полированная зеркальная отделка для придания современности или темная патинированная и потрепанная античная текстурированная отделка предпочтительнее, чтобы соответствовать оригинальному или сделанному на заказ интерьеру эпохи репродукции, мы можем использовать любой металл в любом направлении.
Медь лист
Металлы, которые мы наиболее рекомендуем для декоративной отделки стен и внутренней облицовки стен, — это латунный лист, медный лист, бронзовая нержавеющая сталь и цинк.Наши услуги по индивидуальному заказу включают изготовление и установку листов из меди, цинка, стали и латуни. Это материалы, которые мы обычно применяем для внутренней облицовки стен, чтобы усилить впечатление от приемных в гостиницах, торговых заведений, ресторанов, общественных зданий и частных домов. Металл — такой универсальный материал для проектирования и работы, поскольку он вдохновляет как модернистов, так и традиционалистов вневременной отделкой, которую можно рассматривать как современную и исторически подходящую для того времени, даже до того, как ее можно будет адаптировать к индивидуальным потребностям.Медный лист и его сплавы из латуни и бронзы использовались в декоративных целях на протяжении тысячелетий во всем мире и в настоящее время переживают дальнейшее возрождение своей популярности для использования во внутренней отделке и облицовке стен.
Медь — это элемент, который был первым металлом, добытым и обработанным людьми для практических и декоративных целей более 10 000 лет назад. Его красота, долговечность, пластичность и проводящие способности привели к тому, что человеческое развитие с тех пор неразрывно связано с этим мистическим элементом.И теперь почти каждый аспект нашей повседневной жизни так или иначе затрагивается. По внешнему виду он придает интенсивную теплоту и естественную красоту своего цвета широкому спектру других металлов, с которыми он легирован. В необработанном, незапятнанном состоянии его сильный и безошибочно узнаваемый розовато-оранжевый цвет осветляет все помещения, в которых он находится, и может выступать в качестве сильного и эффективного контраста с другими элементами деревенского, современного или оригинального стиля. Тёплая металлическая отделка, такая как медная облицовка, контрастирует с очень проблемной древесиной, камнем, бетоном и растениями как в мужском, так и в женском окружении.Из-за их близости к драгоценным металлам, таким как золото; латунь, бронза и медь часто считаются гламурными металлами независимо от того, используются они в малых или больших количествах. В частности, медный лист может внести неожиданный поворот в дизайн. Медный лист, применяемый в качестве медного покрытия, может добавить элемент тепла и элегантности.
Облицовка кухни
Кухня — одна из комнат в доме, которая лучше всего поддается металлической облицовке. Это комната, которая традиционно была заполнена множеством металлических поверхностей.В основном это было сделано из практических соображений. Металл легко чистится, он непористый, водостойкий и во многих случаях устойчив к появлению пятен. Облицовка кухни также очень популярна, поскольку кухня, естественно, имеет большое количество плоских поверхностей, которые можно облицовывать. В последнее время в кухонной облицовке наблюдается возрождение использования декоративных металлов с увеличением использования латуни, меди и бронзы. В течение очень долгого времени самые большие площади металлической облицовки на кухне были из нержавеющей стали, которые можно было увидеть на дверцах холодильников и в качестве брызговиков.Теперь обе эти поверхности, а также кухонные островки, дверцы кухонных шкафов, вазоны, декоративные панели и характерные стены включают металлическую облицовку кухни не только в качестве практического решения, но часто просто в качестве декоративного. В настоящее время особой популярностью пользуется облицовка кухни из латуни и меди. У нас есть облицовка большинства поверхностей, доступных для облицовки на кухне, а также мы можем предложить рамы и детали кромки, чтобы они соответствовали, выделяли и смещали отделку, которая появляется в облицовке кухни. Варианты металлической облицовки Декоративные листы, которые мы поставляем и подходящие для внутренней и внешней металлической облицовки, включают в себя множество форм: от плоских металлических листов для прямого нанесения до сеток, рельефных, тисненых, перфорированных, многослойных и / или армированных панелей.Поверхность самого металла может быть отполирована до зеркального блеска, матово отполирована (сатинирована) и оставлена для образования собственной патины, либо обработана антиквариатом или бронзой для ускорения естественного процесса патинирования в разной степени за счет использования различных комбинаций и силы химикатов в течение разного периода времени. может придать листу меди или латуни вид 1-летнего оранжевого или 5-летнего коричневого, 10-летнего зеленого цвета или 500-летнего черного. Мы можем предоставить материалы для металлической облицовки, которые будут установлены другими, или полностью оборудованный сервис, и всегда готовы помочь и проконсультировать в любом случае.Эти фотографии демонстрируют высокий уровень мастерства, которого мы ожидаем от наших мастеров.
Медь полезна
Дом со стеной из медного листа более здоровым, чем дом без медной стены. Медный лист обладает замечательными свойствами, которые делают его смертельным для тех микроорганизмов, которые представляют угрозу для человека, что делает его идеальным материалом для внутренней облицовки. Любые опасные грибки, микробы, бактерии, вирусы или другие патогены, которые трудно сдержать и случайно попавшие в дом, будут почти сразу же уничтожены при контакте с медью, которая не представляет никакой угрозы для человека.
Несмотря на то, что он выглядит потрясающе и действует как истребитель микробов, медный лист дома, на работе или в гостеприимстве, используемый для внутренней облицовки, также защищает ваш мозг от электромагнитных и радиочастотных помех и регулирует температуру объекта, поглощая и излучая тепло. равномерно.
Одна из самых привлекательных особенностей медной облицовки заключается в том, что как только вы думаете, что преодолели первоначальное волнение ее существования, она изменит свой внешний вид, иногда прямо на ваших глазах.Медная облицовка имеет глубокий блеск, который по-разному улавливает свет в зависимости от угла, под которым на нее падает свет. Более того, чем внутренняя облицовка, обработанная более традиционными способами, стена, облицованная медью, будет выглядеть по-разному в разное время дня, особенно там, где она поражена прямыми источниками света, такими как точечные светильники, окружающее освещение или солнце. Медная облицовка оживляет стену и по-другому. Хотя это стабильный элемент, который не требует покраски и не ржавеет, он подвержен медленному окислению и естественному атмосферному патинированию.Это означает, что со временем он изменится. Новая медная облицовка (если она не была предварительно патинирована или покрыта антиквариатом) имеет блестящий розоватый цвет, который постепенно исчезает через более темный оранжевый цвет до тускло-коричневого. Периодическая полировка может предотвратить остановку этого процесса и вернуть медное покрытие в исходное состояние. Хотя всегда можно полностью удалить окисленный слой до чистой меди или латуни, более привлекательный внешний вид может быть достигнут за счет более бережной полировки, которая позволяет получить часть атмосферного патинирования, а следы, накопившиеся с течением времени, остаются в определенной степени для накопления. очень привлекательная отделка, которая противоречит истории медной облицовки.
Сильно отполированную медную оболочку можно покрыть лаком, чтобы она оставалась такой же, но она не будет иметь возможности приобретать характер голой меди, которую иногда можно полировать воском. Светлый цвет и отражающая природа полированной медной облицовки означают, что она отражает большую часть попадающего на нее света, создавая впечатление, что она светится, отбрасывая свет от своей поверхности, которая впоследствии приобретает оранжевый оттенок. Все это делает медный лист одним из самых привлекательных материалов для внутренней металлической облицовки.
Стальная облицовка
Стальная облицовка из нержавеющей стали уже более полувека является повсеместной отделкой стен промышленных и профессиональных кухонь по всему миру. Однако стальная облицовка используется в различных декоративных целях. Наиболее подходящими сталями для наружной облицовки являются нержавеющая сталь и Corten. Коретен окисляется, образуя слой оранжевой ржавчины, который герметизирует поверхность, защищая металл от дальнейшей деградации. Горячекатаный стальной прокат уже несколько лет популярен для внутренней отделки магазинов и заведений общественного питания благодаря своему промышленному виду, и его популярность продолжает расти.