Деформации при сварке — причины возникновения и способы устранения
Многие начинающие и даже опытные сварщики часто сталкиваются с проблемой деформации сварных соединений (искривлений рабочей поверхности из-за теплового воздействия дуги). Деформации могут приводить ко многим неприятностям, самая опасная из которых — это риск получить конструктивно ненадежные соединения. Этот материал поможет понять, что представляют собой деформации, как они происходят, какое влияние оказывают на соединение и как их контролировать.
Изучите отличное видео про деформации при сварке:
Также рекомендуем ознакомиться с нашими лучшими материалами: сварка аргоном, сварка нержавейки, как выбрать сварочную смесь, как определить расход смеси, сварочная смесь или углекислота, сварка алюминия.
Деформация сварного соединения происходит из-за расширения и сужения наплавленного металла во время нагревания и остывания в ходе сварки. Если проводить сварку только с одной стороны детали, то это приведет к большему уровню деформаций, чем при чередовании обеих сторон. Во время цикла нагревания и охлаждения на сужение и деформацию металла влияет множество факторов, в частности, изменение физических и механических свойств металла по мере поступления тепла. Например, по мере роста температуры в зоне сварки предел прочности, эластичность и теплопроводимость стали падают, а тепловое расширение и удельная теплоемкость возрастают. Эти изменения влияют на теплоотдачу и однородность распределения тепла.
Если проводить сварку только с одной стороны детали, то это приведет к большему уровню деформаций, чем при чередовании обеих сторон. Во время цикла нагревания и охлаждения на сужение и деформацию металла влияет множество факторов, в частности, изменение физических и механических свойств металла по мере поступления тепла. Например, по мере роста температуры в зоне сварки предел прочности, эластичность и теплопроводимость стали падают, а тепловое расширение и удельная теплоемкость возрастают. Эти изменения влияют на теплоотдачу и однородность распределения тепла.
Источники сварочных напряжений
Источниками напряжений являются неравномерный нагрев металла вблизи зон
сварки, литейная усадка, структурные изменения (мартенситное превращение).
Сварочные напряжения вызывают:
- искажение формы детали после механической обработки;
- потерю устойчивости конструкции;
- снижение сопротивляемости конструкции хрупким разрушениям, усталости;
- снижение хладостойкости;
- ускорение коррозионного разрушения;
- «холодные» и «горячие» трещины в сварных соединениях
Мероприятия, снижающие сварочные напряжения и деформации для их предотвращения
- При проектировании сварной конструкции следует стремиться к использованию обоснованных сечений швов и наименьшей их протяженности, предусматривать припуски на усадку отдельных элементов конструкций.

- Расположение сварных швов должно быть симметричным относительно главных осей как отдельных элементов, так и всей конструкции в целом.
- Не следует допускать пересечения в одной точке более трех швов.
- Собранная конструкция перед сваркой должна быть проверена в отношении правильности ее размеров и величины зазоров в стыке.
- Для уменьшения остаточной деформации перед сваркой конструкции или элемента в сварном соединении создавать искусственную деформацию, обратную по знаку ожидаемой от сварки.
- По возможности сварку узлов осуществлять в приспособлениях.
- Применять местный или общий подогрев конструкции для наведения в сварном соединении деформаций обратного знака по отношению к усадке.
- Уменьшать зону разогрева путем применения теплоотводящих подкладок, либо повышения скорости сварки, либо использования охлаждающих смесей.
- Порядок наложения швов в конструкции должен быть таким, чтобы последующий шов мог вызвать обратные деформации по отношению к деформациям предыдущего шва (обратно-ступенчатый способ наложения шва, сварка от середины шва в оба конца).
- Для создания в сварном соединении напряжения сжатия применять проковку, чеканку, обкатку роликами шва и околошовной зоны.
- Использовать отпуск для снятия внутренних напряжений (650…680 градусов)

Исправление деформаций при сварке
Для исправления деформаций нужно обратить внимание на их тип:
- волнистость и саблевидность листов;
- коробоватость листов;
- хлопуны и выпучивание листов и стенок балок;
- перелом в стыке сварного соединения;
- грибовидность полок тавровых соединений;
- ромбовидность и винтообразность коробчатых элементов;
- продольный и поперечный выгиб элементов изделия.
Исправление элементов осуществляют термическим или термомеханическим способом.
Термомеханическую правку выполняют местным нагревом деформированного участка с одновременным механическим воздействием. Нагрев осуществляется ацетилено-кислородным пламенем. Запрещается правка элемента путем наплавки дуговой сваркой, графитовыми электродами, плазменными горелками.
Температура местного нагрева металла ~ 700 градусов. Допускается температура нагрева до 900 градусов. Термически упрочненные стали во избежание разупрочнения нагревают до температуры ниже 700 градусов.
При термической и термомеханической правке допускается применять проколачивание нагретого металла кувалдой через гладилку, при этом температура нагретого металла должна быть более 7000 С. Температуру нагреваемой поверхности контролируют по цвету термокарандашами или приборами с переносной контактной термопарой типа ТПР-14 (0…500 С).
Не допускается правка углеродистых и низколегированных сталей при температуре воздуха ниже -15 С, а термически упрочненных сталей – при температуре ниже нуля. Запрещается охлаждать нагретый металл водой. Допускается повторный нагрев одних и тех же участков после полного остывания не более трех раз.
Правка волнистости осуществляется путем нагрева полосами по гребню волны.
Минимальная ширина зоны нагрева полосы не менее трех толщин листа. Правка саблевидности выполняется за счет нагрева «клиньев» со стороны выпуклой кромки. Высота клина h равна 2/3 ширины листа.
Правка саблевидности выполняется за счет нагрева «клиньев» со стороны выпуклой кромки. Высота клина h равна 2/3 ширины листа.
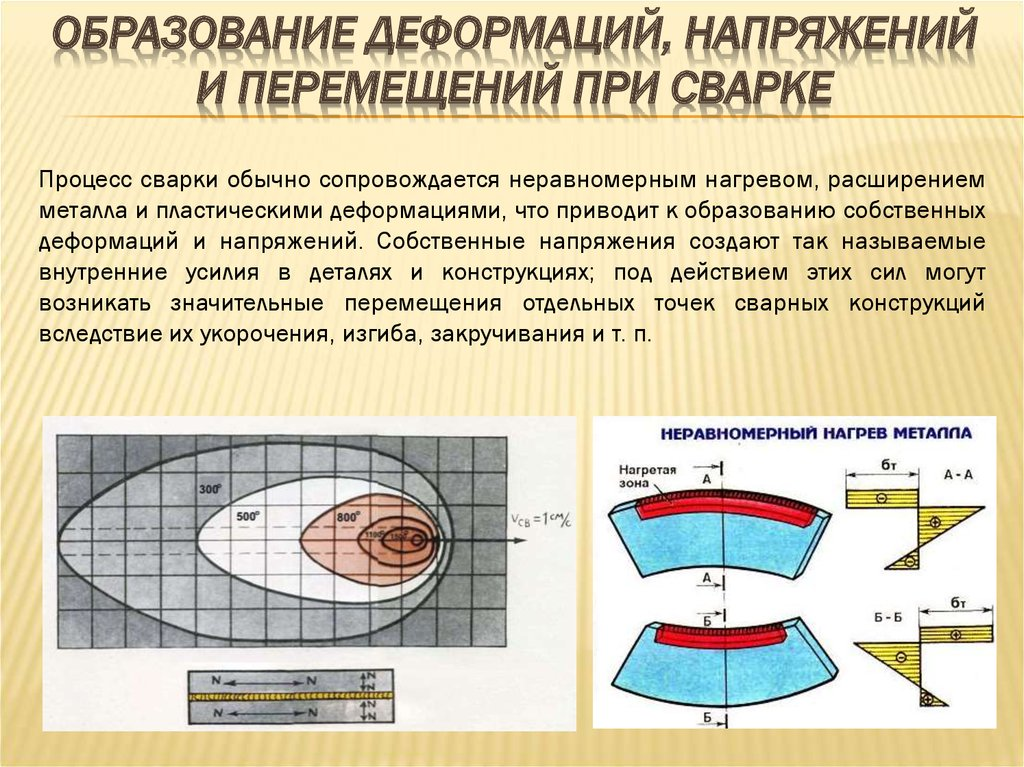
Напряжения и деформации при сварке и их устранение
В процессе сварки под действием неравномерного нагрева основного металла, усадки металла шва и структурных изменений в конструкциях возникают внутренние напряжения, вызывающие их деформации. Внутренние напряжения часто вызывают коробление конструкций, создают выпучины, искривления, а в листовых конструкциях вызывают волнистость листов. Так, усадка металла шва приводит к возникновению растягивающих напряжений в соседних участках конструкции. Усадку измеряют в процентах от первоначального линейного размера, и для различных металлов она различна: малоуглеродистая сталь 2,0; серый чугун 0,7 —0,8; алюминий 1,7 —1,8; медь 2,1; латунь 2,06; бронза 1,45 —1,6.
Возникающие при сварке деформации в значительной степени изучены и могут быть предотвращены или уменьшены путем соблюдения определенных требований.
Эти требования, в основном, заключаются в следующем:
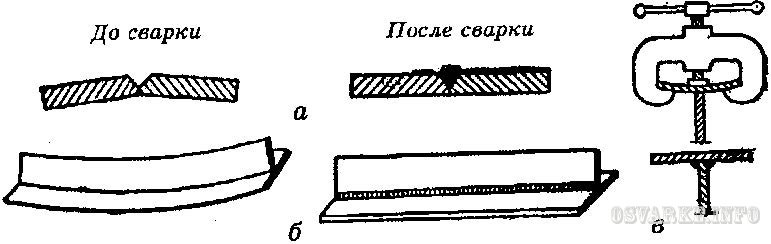
- для создания взаимно уравновешенных деформаций при сварке необходимо применять двухстороннюю сварку, Х — образную разделку кромок и автоматическую сварку под флюсом без скоса кромок;
- при сварке необходимо закреплять свариваемые элементы путем прихватки либо прижимными устройствами;
- в некоторых случаях конструкции необходимо сваривать с предварительной деформацией, обратной по знаку сварочным деформациям, либо установкой конструкций в свободном состоянии под углом с целью создания противодействующего момента;
- сварку элементов необходимо вести на оптимальных режимах, обеспечивающих быструю и высокую концентрацию тепла;
- усиленно охлаждать сварное соединение — медные подкладки, водяное охлаждение и т. п.;
- при заполнении разделки длинными участками каждый предыдущий слой до наложения последующего успевает значительно охлаждаться, что приводит к появлению деформаций. Применение метода обратноступенчатой сварки при выполнении швов большой протяженности способствует более равномерному распределению напряжений, сокращению деформаций вследствие создания равномерного остывания заваренных участков и уменьшения температурного перепада между участками;
- для уменьшения концентрации напряжений необходимо избегать перекрещивающихся швов и сварных соединений с накладками;
- необходимо соблюдать определенную последовательность наложения швов и направления сварки, влияющих на характер и величину деформаций элементов и коробления всей конструкции.
 Применение метода обратноступенчатой сварки при выполнении швов большой протяженности способствует более равномерному распределению напряжений, сокращению деформаций вследствие создания равномерного остывания заваренных участков и уменьшения температурного перепада между участками;
Применение метода обратноступенчатой сварки при выполнении швов большой протяженности способствует более равномерному распределению напряжений, сокращению деформаций вследствие создания равномерного остывания заваренных участков и уменьшения температурного перепада между участками;Сварку необходимо выполнять в такой последовательности, чтобы соединение, определяющее базовый размер, сваривалось последним. При этом все неточности, вызванные предыдущими операциями сварки, компенсируются в последнем соединении, которое обычно делается внахлестку. Этот способ широко применяют при изготовлении опор, рам, стрел и пр.
Стыковые швы, дающие большую усадку, следует варить первыми, а затем уже валиковые швы.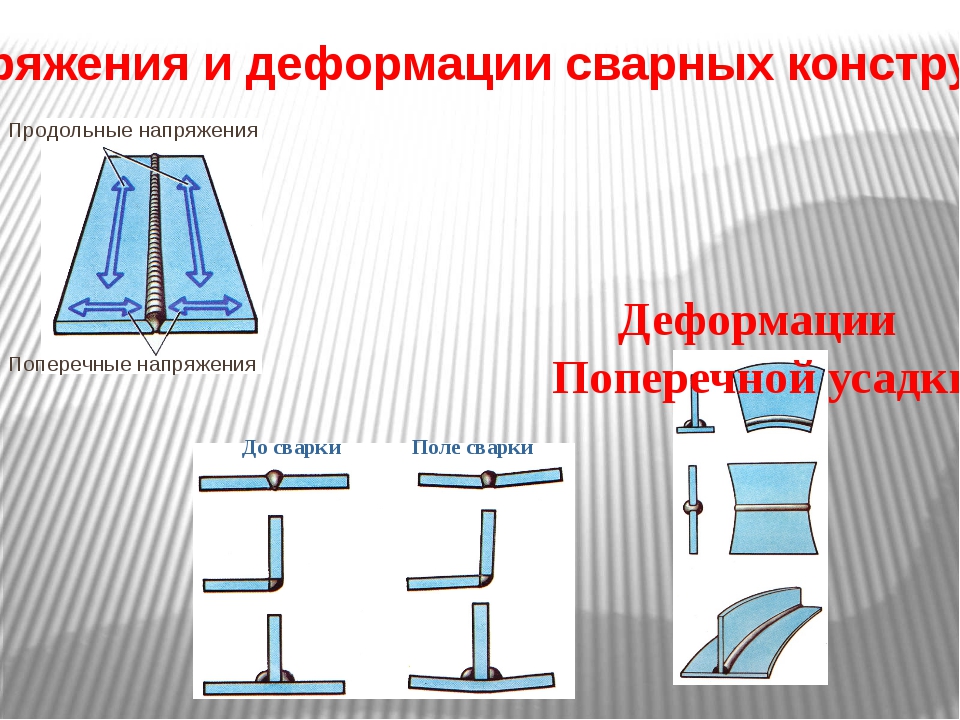 Ребра жесткости и косынки, увеличивающие жесткость конструкции, рекомендуется варить по возможности в последнюю очередь.
Ребра жесткости и косынки, увеличивающие жесткость конструкции, рекомендуется варить по возможности в последнюю очередь.
Сборка конструкций из сталей, не чувствительных к термическому воздействию, осуществляется на прихватках, которые не вырубаются перед сваркой. Если сталь чувствительна к термическому воздействию, то сварка на прихватках запрещается. Выполняют прихватки электродами того же типа, что и сварку данного изделия. Сечение шва прихватки не должно превышать одной трети сечения шва (максимальное сечение шва — прихватки должно быть не более 25 —30 мм2). Длину прихватки обычно берут в пределах 20 —120 мм, расстояние между ними 500 —800 мм. Прихватки рекомендуется накладывать со стороны, обратной наложению первого слоя основного шва. Порядок наложения прихваток регламентируется техническими условиями. При получении после сварки деформированных конструкций и деталей допускается применять различные специальные способы ручной, механической и термической правки.
В практике заводов деформированные металлоконструкции выправляют с помощью струбцин, винтовых домкратов и местным тепловым воздействием.
Правка местным нагревом доступна любому предприятию, но она требует исполнителей высокой квалификации и соответствующего навыка. При местном нагреве металл, расширяясь, встречает противодействие окружающих его холодных участков, вследствие этого в нагретых участках металла возникают пластические деформации сжатия. При охлаждении в результате усадки металла линейные размеры нагретого участка уменьшаются и возникающие силы растяжения выпрямляют деформированный участок. Это явление и используют для правки деформированных сварных соединений.
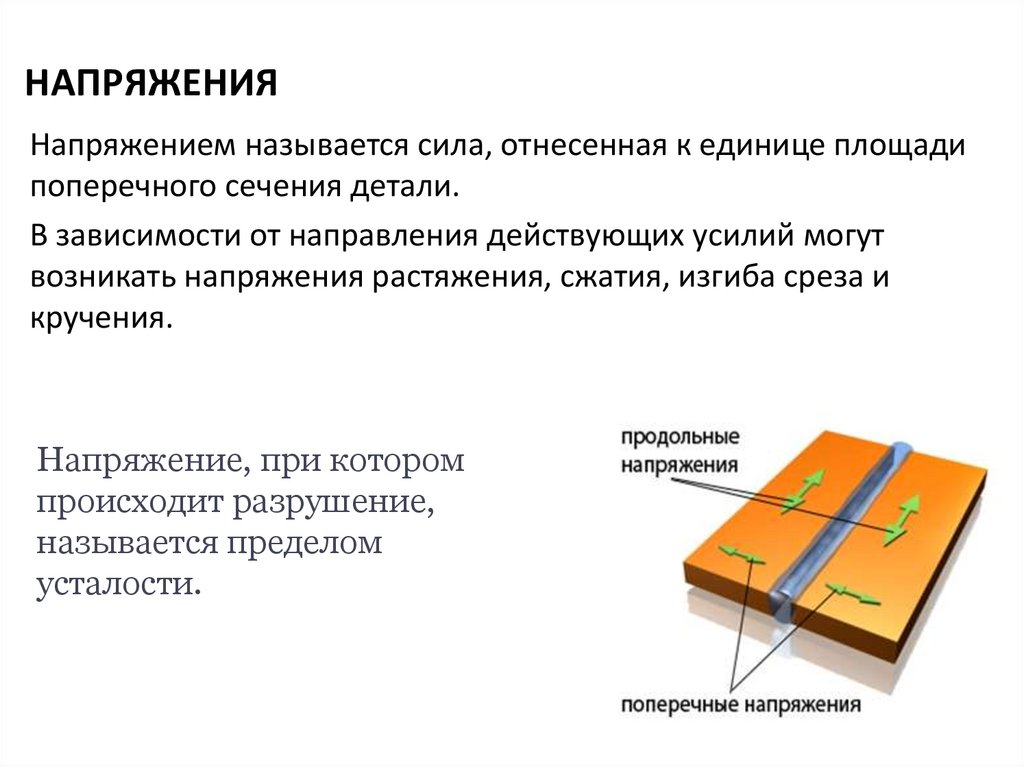
Металл нагревают газовым пламенем или угольным электродом до пластического состояния. Нагревать металл следует с выпуклой стороны и правку необходимо производить последовательно путем нескольких нагревов, причем не следует нагревать одно и то же место дважды. Правка нагревом считается правильной, если после первого нагрева деформация уменьшилась в 2 раза. В том случае, когда действия одних сил растяжения для устранения деформаций недостаточны, их усиливают наложением дополнительных технологических грузов. После этого нагревают и оставляют конструкцию под действием нагрузки до полного охлаждения. Иногда после нагрева усиленно охлаждают водой или сжатым воздухом и применяют быструю проковку нагретых участков молотком. Прогибы в деталях из труб правят нагревом по образующей трубы вдоль ее максимальной выпуклости. Ширина площади нагрева берется 0,1 —0,3 диаметра трубы.
После этого нагревают и оставляют конструкцию под действием нагрузки до полного охлаждения. Иногда после нагрева усиленно охлаждают водой или сжатым воздухом и применяют быструю проковку нагретых участков молотком. Прогибы в деталях из труб правят нагревом по образующей трубы вдоль ее максимальной выпуклости. Ширина площади нагрева берется 0,1 —0,3 диаметра трубы.
Прогибы в деталях из профильного проката, балочные и рамные конструкции правят несимметричным нагревом. При этом возникает изгибающий момент, под действием которого элемент выправляется. Полосы нагрева накладываются в виде «клиньев» так, чтобы основание их совпало с участком наибольшей выпуклости, Нагрев необходимо начинать с вершины клина.
Для уточнения требуемых Вам характеристик и получения опросного листа, свяжитесь с нашей службой сбыта по телефонам 8-937-858-01-05 или по электронной почте Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.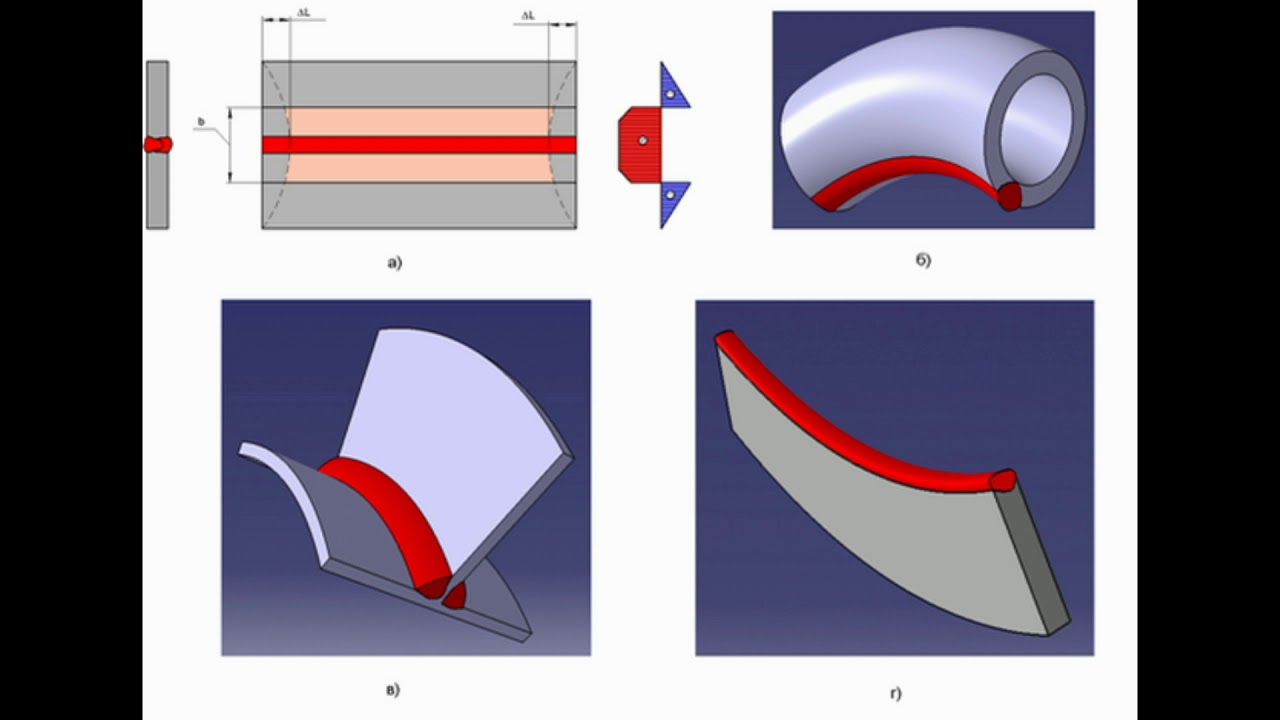 .
.
Причины возникновения напряжений и деформаций – Осварке.Нет
Одним из свойств металла является изменение размера под воздействием температур. Под воздействием высокой температуры металл расширяется. Как сильно он расшириться зависит от температуры нагрева и коэффициента линейного расширения материала.
Деформации и напряжения могут быть вызваны не только воздействием внешних сил. Существуют так званые собственные напряжения и деформации, которые присутствуют в металле даже без воздействия на него. Собственные напряжения могут быть реактивными и остаточными. Остаточные напряжения появляются в результате местной пластичной деформации и остаются у изделия после сварки. Реактивными называют напряжения возникшие во время сварки жестко закрепленной конструкции.
Классификация напряжений и деформаций
В зависимости от причины возникновения собственные напряжения разделяют на:
- тепловые напряжения — появляются в следствии неравномерного распределения температуры во время сварки;
- структурные напряжения — появляются в следствии преобразования структуры во время нагревания выше критической температуры.

В зависимости от времени существования собственные напряжения бывают:
- временные — существуют при определенных фазовых преобразованиях и исчезают при охлаждении;
- остаточные — остаются даже после исчезновения причин их образования.
Зависимо от площади действия различают три вида напряжений:
- напряжения которые действуют в объемах конструкции;
- напряжения которые действуют в рамках зерен металла;
- напряжения которые существуют в кристаллической решетке металла.
По направлению действия напряжения и деформации бывают:
- продольные — вдоль оси сварочного шва;
- поперечные — направленны перпендикулярно оси шва.
По виду напряженного состояния напряжения бывают:
- линейные — действуют в одном направлении;
- плоскостные — действуют в двух направлениях;
- объемные — действуют в трех направлениях.
Напряжения также могут быть сдавливающими и растягивающими.
Деформацию называют общей если она изменяет размер всего изделия, и местной — если она изменяет часть изделия.
Деформации могут быть пластичными и упругими. Если конструкция восстанавливает свою форму и размер после сварки, то такая деформация называется упругой, а если не восстанавливается — пластичной.
Во время выполнения сварки конструкций возникают напряжения и деформации. Напряжение которое превышает границы текучести метала приводит к появлению пластических деформаций, которые изменяют размеры и форму конструкции. Напряжения превышающие границу прочности приводит к появлению в трещин.
Причины появления напряжений и деформаций
Структурные преобразования
При сварке легированных и высокоуглеродистых сталей часто возникают структурные преобразования в металле — меняются размеры и расположение зерен металла при охлаждении. Поэтому меняется первоначальный объем металла и возникают внутренние напряжения.
Неравномерное нагревание
Рис. Неравномерный нагрев металла
Неравномерный нагрев металлаПри нагревании металла жестко связанного с холодным металлом образовываются сдавливающие и растягивающие напряжения. Это связано с изменением размеров размеров металла при нагревании.
Литейная усадка
Литейная усадка расплавленного металла сопровождается уменьшением объема металла при его кристаллизации. Так как расплавленный металл связан с основным в под воздействием литейной усадки возникают продольные и поперечные напряжения.
Рис. Деформации от поперечной усадки
Рис. Деформации от продольной усадки
Методы противодействия напряжениям и деформациям
Предварительный и сопроводительный подогрев
Предварительный и сопроводительный подогрев сталей улучшает механические качества шва и прилегающей зоны, уменьшает пластические деформации и остаточные напряжения. Используют для сталей склонных к закалке и образованию кристаллизационных трещин.
Обратно ступенчатый порядок наложения швов
 Обратно ступенчатый порядок наложения швов
Обратно ступенчатый порядок наложения швовДлинные швы (свыше 1000 мм) разбиваются на участки по 100-150 мм и каждый из них ведется в направлении обратном направлению сварки. Используя обратно ступенчатый порядок наложения швов можно добиться более равномерного нагревания металла в сравнении с последовательным наложением. Равномерное нагревание металла значительно уменьшает деформации.
Проковка швов
Проковывать можно как нагретый так и холодный металл. При ударе металл разжимается в разные стороны, что уменьшает растягивающие напряжения. Сварочные швы на металле склонному к образованию закалочных структур не проковывают.
Уравновешивание деформаций
Способ заключается в выборе такого порядка наложения швов при котором каждый следующий шов создает деформацию противодействующую предыдущему. Например, поочередное наложение слоев при сварке двусторонних соединений.
Создание обратных деформаций
Детали собирают под сварку изначально под определенным углом.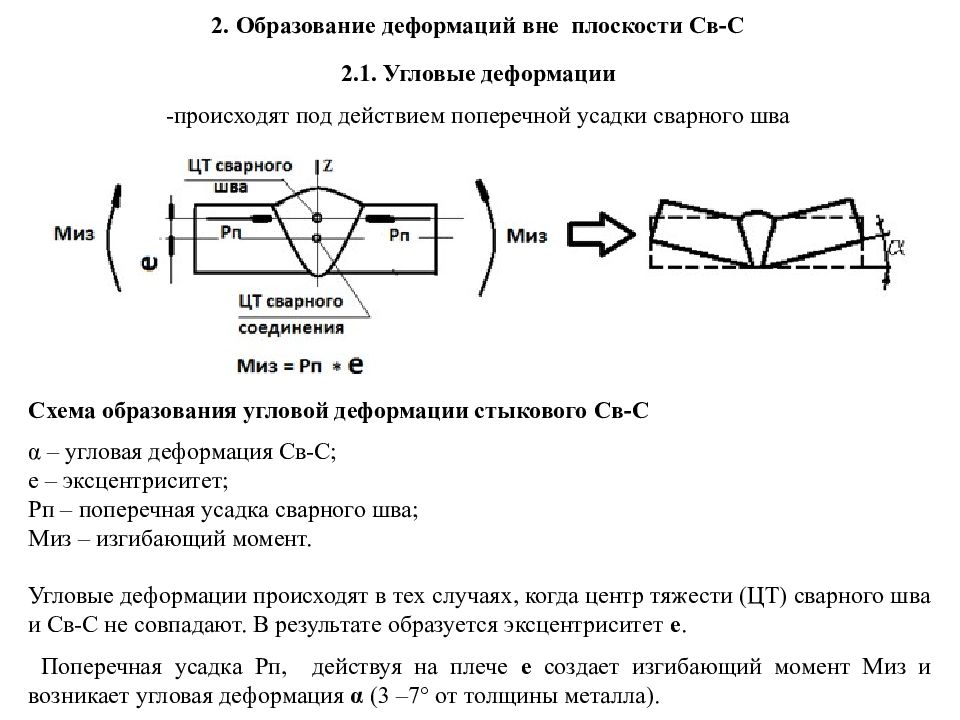 Когда во время сварки детали сближаются друг к другу деформация уменьшается.
Когда во время сварки детали сближаются друг к другу деформация уменьшается.
Жесткое крепление деталей
Для этого используют жесткое закрепление деталей в кондукторах. Детали находятся закрепленными все время сварки, вынимают их после охлаждения. Недостатком является возможность возникновения внутренних напряжений.
Термическая обработка
Термическая обработка хорошо влияет на свойства шва и околошовной зоны, снижает внутренние напряжения и выравнивают структуру шва.
Деформации и напряжения при сварке. Сварочные работы. Практический справочник
Деформации и напряжения при сварке
Процесс, при котором в результате воздействия силы форма и размер твердого тела изменяют свою форму, называется деформацией.
Различаются следующие ее виды:
? упругая, при которой тело восстанавливает исходную форму, как только действие силы прекращается. Такая деформация, как правило, бывает незначительной, например для низкоуглеродистых сталей она составляет не более 0,2 %.
? остаточная (пластическая), возникающая в том случае, если тело после устранения воздействия не возвращается в первоначальное состояние. Этот вид деформации характерен для пластичных тел, а также отмечается при приложении к телу очень значительной силы. Для пластической деформации нагретого металла, в отличие от холодного, требуется меньше нагрузки.
Степень деформации зависит от величины приложенной силы, т. е. между ними прослеживается прямо пропорциональная зависимость: чем больше сила, тем сильнее деформация.
Силы, которые действуют на изделие, делятся на:
? внешние, к которым относятся собственно вес изделия, давление
газа на стенки сосуда и проч. Такие нагрузки могут быть статическими (не изменяющимися по величине и направлению), динамическими (переменными) или ударными;
? внутренние, возникающие в результате изменения структуры металла, которое возможно под воздействием внешней нагрузки или, например, сварки и др. Рассчитывая прочность изделия, внутреннюю силу обычно называют усилием.
Величину усилия характеризует и напряжение, которое возникает в теле в результате этого усилия. Таким образом, между напряжением и деформацией имеется тесная связь.
Относительно сечения металла действующие на него силы могут иметь разное направление. В соответствии с этим возникает напряжение растяжения, сжатия, кручения, среза или изгиба (рис. 3).
Появление деформации в сварных конструкциях объясняется возникновением внутренних напряжений, причины которых могут быть разными и подразделяются на две группы.
Рис. 3. Виды напряжения, изменяющие форму металла и сплава (стрелки указывают направление уравновешивающих сил): а – растяжение; б – сжатие; в – кручение; г – срез; д – изгиб
К первой относятся неизбежные причины, которые обязательно возникают в ходе обработки изделия. При сварке это:
1. Кристаллизационная усадка наплавленного металла. Когда он переходит из жидкого состояния в твердое, его плотность возрастает, поэтому изменяется и его объем (это и называется усадкой), например уменьшение объема олова в таком случае может достигать 26 %. Данный процесс сопровождается растягивающими напряжениями, которые развиваются в соседних участках и влекут за собой соответствующие им напряжения и деформации. Усадка измеряется в процентах от первоначального линейного размера, а каждый металл или сплав имеет собственные показатели (табл. 1).
Данный процесс сопровождается растягивающими напряжениями, которые развиваются в соседних участках и влекут за собой соответствующие им напряжения и деформации. Усадка измеряется в процентах от первоначального линейного размера, а каждый металл или сплав имеет собственные показатели (табл. 1).
Таблица 1
Линейная усадка некоторых металлов и сплавов
Напряжения, причиной которых является усадка, увеличиваются до тех пор, пока не наступает момент перехода упругих деформаций в пластические. При низкой пластичности металла на наиболее слабом участке может образоваться трещина. Чаще всего таким местом бывает околошовная зона.
При сварке наблюдаются два вида усадки, которые вызывают соответствующие деформации:
а) продольная (рис. 4), которая приводит к уменьшению длины листов при выполнении продольных швов. При несовпадении центров тяжести поперечного сечения шва и сечения свариваемой детали усадка вызывает ее коробление;
б) поперечная (рис. 5), следствием которой всегда является коробление листов в сторону более значительного объема наплавленного металла, т. е. листы коробятся вверх, в направлении утолщения шва. Фиксация детали воспрепятствует деформации от усадки, но станет причиной возникновения напряжений в закрепленных участках.
5), следствием которой всегда является коробление листов в сторону более значительного объема наплавленного металла, т. е. листы коробятся вверх, в направлении утолщения шва. Фиксация детали воспрепятствует деформации от усадки, но станет причиной возникновения напряжений в закрепленных участках.
Рис. 4. Продольная усадка и деформации при различном расположении шва по отношению к центру тяжести сечения элемента: а – при симметричном; б, в – при несимметричном; 1 – график напряжений; 2 – шов; ?L – деформация; b – ширина зоны нагрева; – напряжение сжатия; + – напряжение растяжения; г – при несимметричном; 2 – шов
Величина деформаций при сварке зависит, во-первых, от размера зоны нагрева: чем больший объем металла подвергается нагреванию, тем значительнее деформации. Следует отметить, что для различных видов сварки характерны разные по размеру зоны нагрева и деформации, в частности при газовой сварке кислородно-ацетиленовым пламенем она больше, чем при дуговой сварке.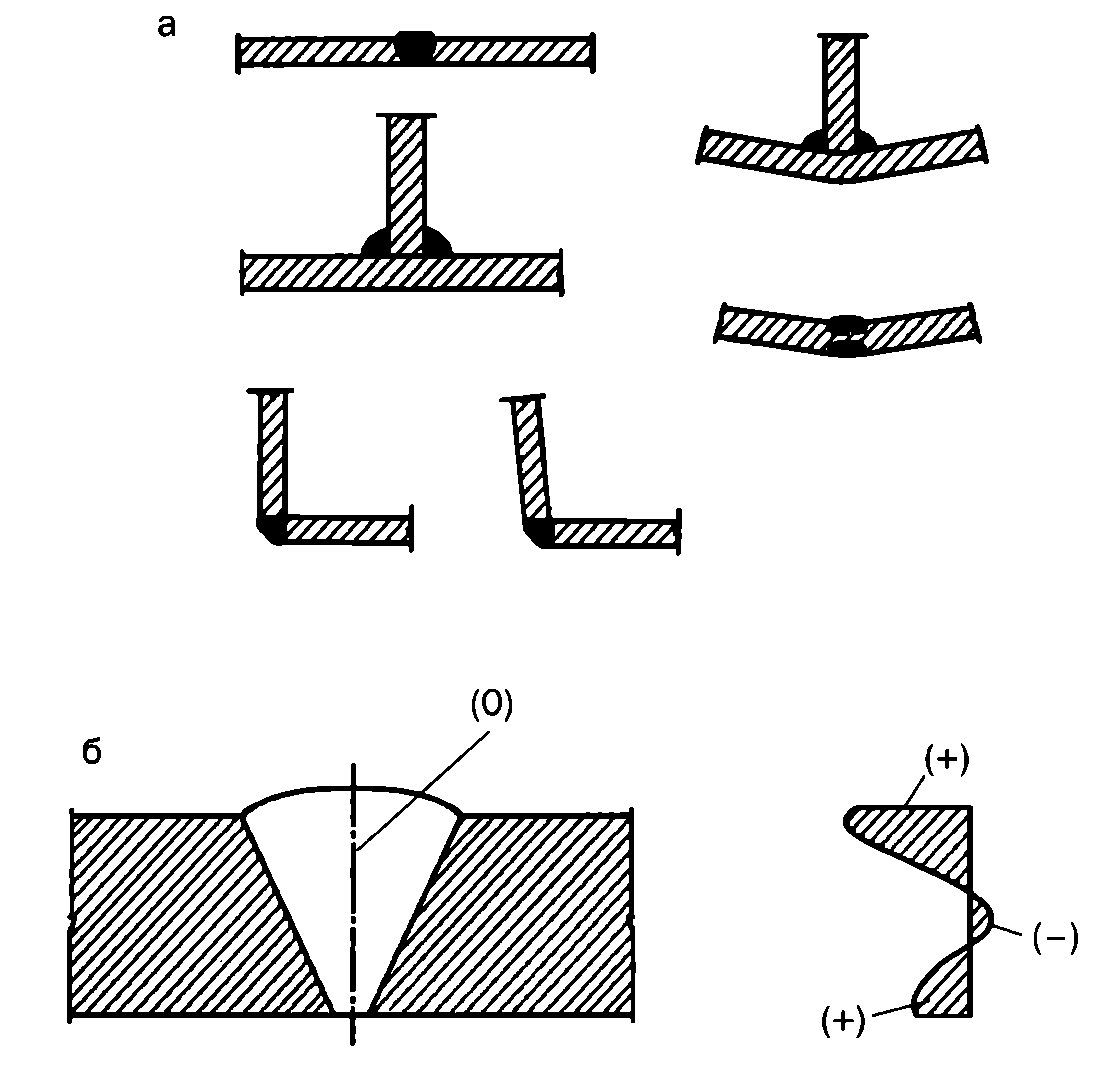
Рис. 5. Поперечная усадка и деформации: а – деформации до и после сварки; б – график распределения напряжения (О – центр тяжести поперечного сечения шва; – напряжение сжатия; + – напряжение растяжения)
Во-вторых, имеют значение размер и положение сварного шва. Величина деформации тем существеннее, чем длиннее шов и больше его сечение, определенную роль играют также несимметричность шва и главной оси сечения свариваемого изделия.
В-третьих, если деталь сложна по своей форме, то швов на ней бывает больше, поэтому можно предположить, что напряжения и деформация обязательно проявятся.
2. Неравномерный нагрев свариваемых частей или деталей. Как известно, при нагревании тела расширяются, а при охлаждении – сужаются. При сварке используется сосредоточенный источник тепла, например сварочная дуга или сварочное пламя, который с определенной скоростью перемещается вдоль шва и поэтому неравномерно нагревает его. Если свободному расширению или сокращению мешают какие-либо препятствия, то в изделии развиваются внутренние напряжения.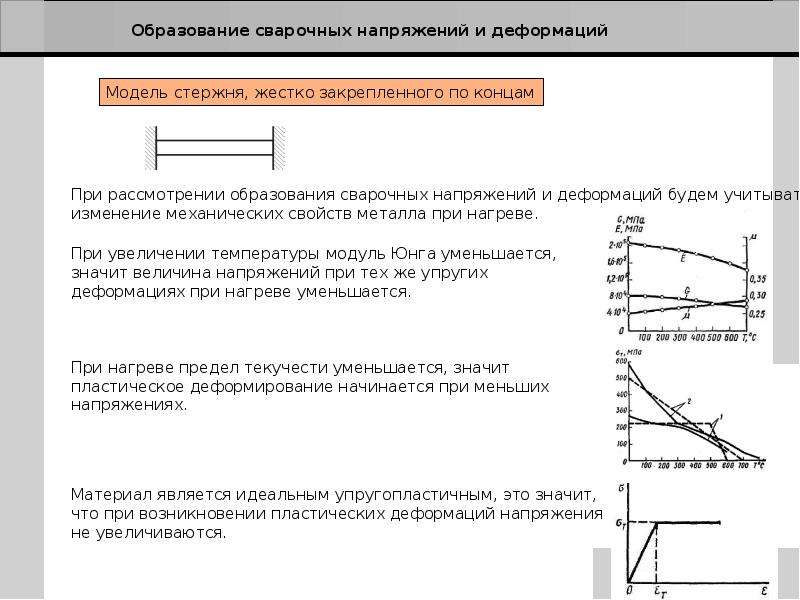 Более холодные соседние участки и становятся такой помехой, поскольку их расширение выражено в меньшей степени, чем у нагретых участков. Поскольку термические напряжения, ставшие следствием неравномерного нагревания, развиваются без внешнего воздействия, то они называются внутренними, или собственными. Наиболее важными являются те из них, которые возникают при охлаждении изделия, причем напряжения, действующие вдоль шва, менее опасны, поскольку не меняют прочности сварного соединения, в отличие от напряжений, перпендикулярных шву, которые приводят к образованию трещин в околошовной зоне;
Более холодные соседние участки и становятся такой помехой, поскольку их расширение выражено в меньшей степени, чем у нагретых участков. Поскольку термические напряжения, ставшие следствием неравномерного нагревания, развиваются без внешнего воздействия, то они называются внутренними, или собственными. Наиболее важными являются те из них, которые возникают при охлаждении изделия, причем напряжения, действующие вдоль шва, менее опасны, поскольку не меняют прочности сварного соединения, в отличие от напряжений, перпендикулярных шву, которые приводят к образованию трещин в околошовной зоне;
3. Структурные трансформации, которые развиваются в околошовной зоне или металле шва. В процессе нагревания и охлаждения металла размер и расположение зерен относительно друг друга изменяются, что отражается на объеме металла и становится причиной возникновения внутренних напряжений со всеми вытекающими последствиями, представленными в первом пункте. В наибольшей степени этому подвержены легированные и высокоуглеродистые стали, предрасположенные к закалке; низкоуглеродистые – в меньшей.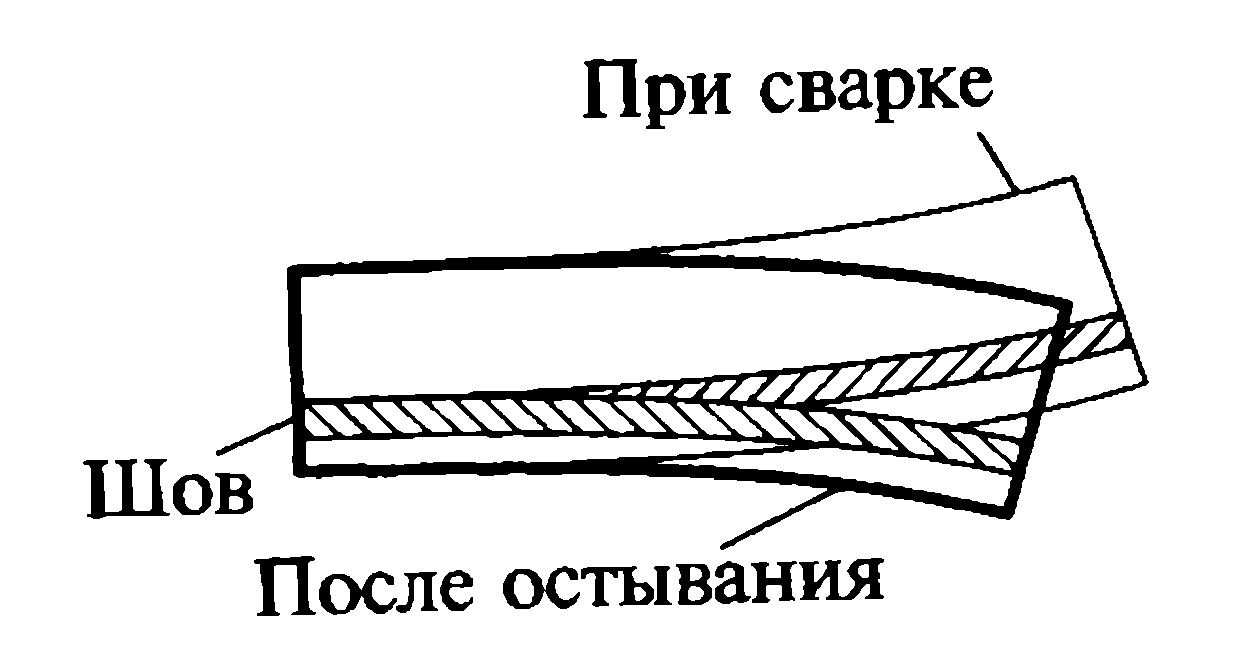 В последнем случае при изготовлении сварных конструкций это явление может не приниматься в расчет.
В последнем случае при изготовлении сварных конструкций это явление может не приниматься в расчет.
Вторую группу составляют сопутствующие причины, которые можно предупредить или устранить. К ним относятся:
? ошибочные конструктивные решения сварных швов, например небольшое расстояние между соседними швами, слишком частое пересечение сварных швов, ошибки в выборе типа соединения и др.;
? несоблюдение техники и технологии сварки, в частности плохая подготовка кромок металла, нарушение режима сварки, использование несоответствующего электрода и др.;
? низкая квалификация исполнителя.
Величина деформаций при сварке во многом определяется теплопроводностью металла. Между ними существует прямо пропорциональная зависимость: чем выше теплопроводность, тем более равномерно распространяется поток тепла по сечению металла, тем менее значительными будут деформации. Например, при сварке нержавеющей стали как менее теплопроводной возникают большие деформации, чем при сварке низкоуглеродистых сталей.
Напряжения и деформации, которые имеют место исключительно в ходе сварки, а по ее окончании исчезают, называются временными; а если они сохраняются после охлаждения шва – остаточными. Практическое значение последних особенно велико, поскольку они могут сказываться на работе детали, изделия, всей конструкции. Если деформации носят локальный характер (например, на отдельных участках появляются выпучины, волнистость и др.), то они называются местными; если в результате деформации терпят изменения геометрические оси и размеры изделия или конструкции в целом – общими.
Кроме того, деформации могут возникать как в плоскости изделия, так и вне ее (рис. 6).
Рис. 6. Некоторые виды деформации: а – в плоскости сварного соединения; б – вне плоскости сварного соединения; 1 – форма изделия до сварки; 2 – форма изделия после сварки
Для уменьшения деформаций и напряжений при сварке придерживаются следующих конструктивных и технологических рекомендаций:
1. При подборе материала для сварных конструкций руководствуются правилом: использовать такие марки основного металла и электродов, которые либо не имеют склонности к закалке, либо подвержены ей в наименьшей степени и способны давать пластичный металл шва.
При подборе материала для сварных конструкций руководствуются правилом: использовать такие марки основного металла и электродов, которые либо не имеют склонности к закалке, либо подвержены ей в наименьшей степени и способны давать пластичный металл шва.
2. Избегают закладывать в конструкциях (особенно в ответственных), тем более рассчитанных на работу при ударах или вибрации, многочисленные сварные швы и их пересечения, а также использовать короткие швы замкнутого контура, поскольку в этих зонах, как правило, концентрируются собственные напряжения. Чтобы снизить тепловложения в изделие или конструкцию, оптимальная длина катетов швов должна быть не более 16 мм.
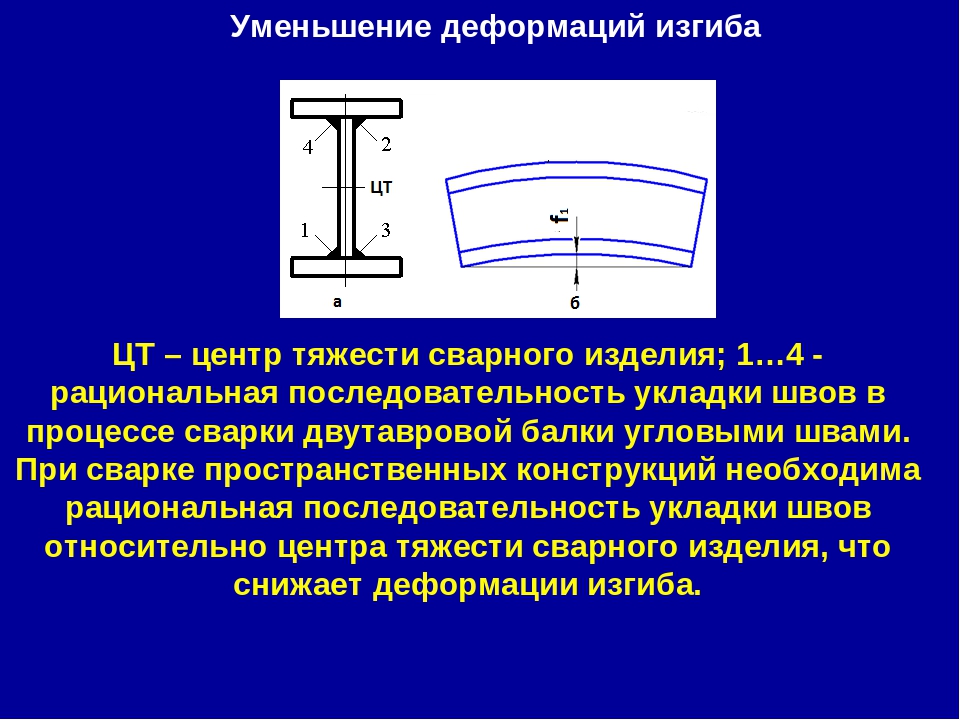
3. Стараются симметрично располагать ребра жесткости в конструкциях и сводят их количество к минимуму. Симметричность необходима и при расположении сварных швов, так как это уравновешивает возникающие деформации (рис. 7), т. е. последующий слой должен вызывать деформации, противоположные тем, которые развились в предыдущем слое.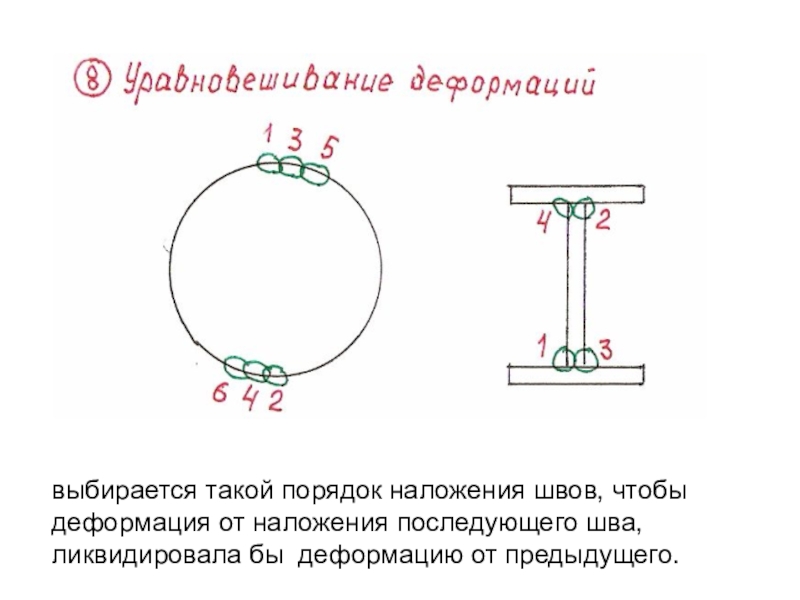
Рис. 7. Последовательность наложения сварных швов для уравновешивания деформаций
Эффективен и способ обратных деформаций (рис. 8). Перед сваркой в конструкции (как правило, швы в ней должны располагаться с одной стороны относительно оси либо на различных расстояниях от нее) вызывают деформацию, обратную той, что возникнет в ней при сварке.
4. Ограничивают применение таких способов соединения, как косынки, накладки и др.
5. По возможности отдают предпочтение стыковым швам, для которых концентрация напряжений не столь характерна.
6. Предполагают минимальные зазоры на разных участках сварки.
Рис. 8. Сваривание гнутых профилей как пример применения обратной деформации
7. В сопряжениях деталей предусматривают возможность свободной усадки металла шва при охлаждении в отсутствие жестких заделок.
8. Практикуют изготовление конструкций по секциям, чтобы потом сваривать готовые узлы. Если последние имеют сложную конфигурацию, то заготавливают литые и штампованные детали, чтобы снизить неблагоприятное воздействие жестких связей, которые дают сварные швы.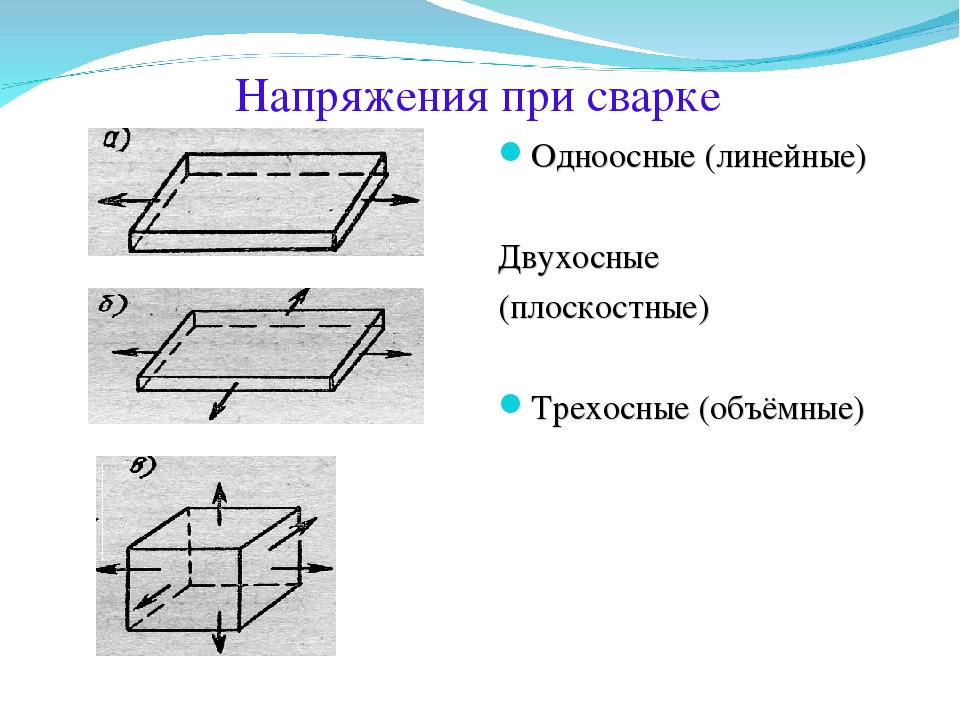
9. Выбирают технологически обоснованную последовательность (рис. 9) выполнения сварных швов, при которой допускается свободная деформация свариваемых деталей. Если, например, требуется соединить листы, то в первую очередь выполняют поперечные швы, в результате чего получают полосы, которые потом сваривают продольными швами. Такая очередность исключает жесткую фиксацию соединяемых частей листов и позволяет им свободно деформироваться при сварке.
Рис. 9. Оптимальная последовательность выполнения сварных швов при сварке листов: а – настила; б – двутавровой балки
Направление ведения сварного шва также имеет значение. Если вести его на проход либо от центра к концам, то в середине шва разовьются поперечные напряжения сжатия; если двигаться от краев к центру, то в середине шва не избежать появления поперечных напряжений растяжения, следствием которых будут трещины в околошовной зоне или самом шве (рис. 10).
10. При соединении частей из металла значительной толщины (более 20–25 мм) применяют многослойную дуговую сварку, выполняя швы горкой или каскадом (рис. 11). Шов горкой накладывается следующим образом: первый слой имеет длину примерно 200–300 мм, второй длиннее первого в 2 раза, третий длиннее второго на 200–300 мм и т. д. Достигнув «горки», сварку продолжают в обе стороны от нее короткими валиками. Такой способ способствует поддержанию участка сварки в нагретом состоянии. В результате тепло распространяется по металлу более равномерно, что снижает напряжения.
11). Шов горкой накладывается следующим образом: первый слой имеет длину примерно 200–300 мм, второй длиннее первого в 2 раза, третий длиннее второго на 200–300 мм и т. д. Достигнув «горки», сварку продолжают в обе стороны от нее короткими валиками. Такой способ способствует поддержанию участка сварки в нагретом состоянии. В результате тепло распространяется по металлу более равномерно, что снижает напряжения.
Рис. 10. Напряжение в продольном сечении шва при сварке (– напряжение сжатия; + – напряжение растяжения): а – на проход; б – от концов к центру
11. Помогает снизить коробление швов соединяемых конструкций и деталей выполнение швов в обратно-ступенчатом порядке (рис. 12). Для этого протяженные швы делят на части длиной 150–200 мм и сваривают их, ведя каждый последующий слой в направлении, обратном предыдущему слою, причем стыки следует размещать вразбежку. Причина таких действий заключается в том, что деформации в соседних участках будут противоположно направленными по отношению друг к другу и равномерными, поскольку металл будет прогреваться равномерно.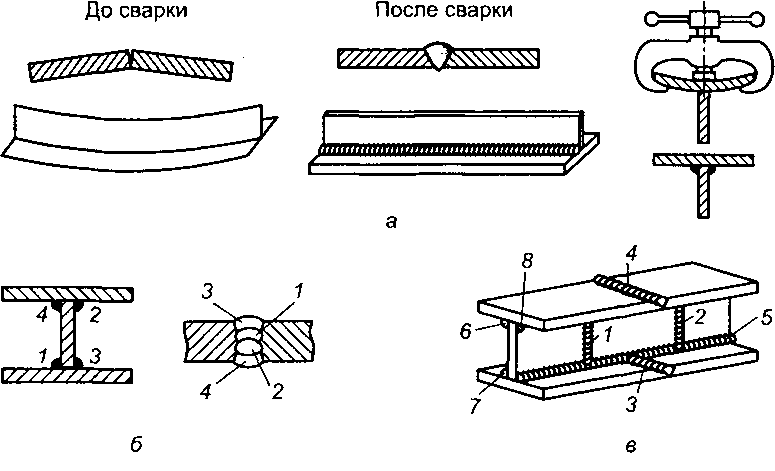
Рис. 11. Очередность наложения швов при многослойной дуговой сварке (размеры указаны в миллиметрах): а – горкой; 1 – ось «горки»; 2 – толщина металла; б – каскадом
Рис. 12. Последовательность наложения обратнопоступательного шва
12. Рассчитывают адекватный тепловой режим сварки. Если при работе есть возможность перемещать изделие (деталь) или если основной металл предрасположен к закалке, тогда используют более сильный тепловой режим, благодаря чему объем разогреваемого материала возрастает, а сам он остывает медленнее. В определенных ситуациях (если сварка проводится при пониженной температуре воздуха, металл имеет большую толщину или является сталью, склонной к закалке, и др.) помогают предварительный или сопровождающий подогрев либо околошовной зоны, либо всего изделия. Температура, до которой следует довести металл, зависит от его свойств и составляет 300–400 °C для бронзы, 250–270 °C для алюминия, 500–600 °C для стали, 700–800 °C для чугуна и т. д.
д.
Если сваривают жестко зафиксированные детали или конструкции, тогда применяют менее интенсивный тепловой режим и варят электродами, способными давать пластичный металл шва.
13. Осуществляют отжиг и нормализацию изделия или конструкции после окончания сварки (последнее полностью ликвидирует напряжения). При отжиге температуру стального изделия доводят до 820–930 °C, выдерживают (общее время составляет примерно 30 минут, длительная выдержка нежелательна, поскольку приводит к росту зерен) и постепенно охлаждают (на 50–75 °C в час), доводя температуру до 300 °C. Это дает ряд преимуществ: во-первых, шов приобретает мелкозернистую структуру с улучшенным сцеплением зерен, благодаря которой металл шва и околошовной зоны становится более пластичным, во-вторых, металл шва получается менее твердым, что имеет большое значение для последующей обработки резанием или давлением; в-третьих, это полностью снимает внутренние напряжения в изделии.
Основные отличия нормализации от полного отжига – более высокая скорость охлаждения, для чего температура, до которой нагревают изделие, на 20–30 °C превышает критическую, и то, что выдержка и охлаждение проводятся на воздухе.
14. Избегают планировать в изделиях и конструкциях сварные швы, неудобные для выполнения, например вертикальные, потолочные.
15. Обеспечивают минимальную погонную энергию, достижимую при высокой скорости сварки в сочетании с наименьшими поперечными сечениями швов.
16. Уменьшают число прихваток и их сечения.
17. Проковывают швы в холодном или горячем состоянии, что уменьшает внутренние напряжения и увеличивает прочность конструкции.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРесВнутренние напряжения и деформации при сварке
Глава VI. ВНУТРЕННИЕ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ ПРИ СВАРКЕ [c.87]Меры борьбы со сварочными напряжениями и деформациями. При сварке и наплавке в деталях возникают собственные (внутренние) напряжения. Во многих случаях эти напряжения бывают настолько велики, что появляются трещины или коробление детали.
[c.80]
Во многих случаях эти напряжения бывают настолько велики, что появляются трещины или коробление детали.
[c.80]
Образование остаточных напряжений и деформаций при сварке вызывается одной и той же причиной, именно появлением внутренних усилий при местном нагреве металла до пластического состояния. Оба эти явления находятся во взаимной связи между собой, но (проявляются при сварке конструкций в различной степени и во многих случаях в противоположных направлениях. [c.613]
Если изготовление детали связано с разогревом ее выше точки размягчения, желательно сварку вести до разогрева, так как при такой термообработке в наибольшей степени снимаются внутренние напряжения и деформации. Следует также, если это возможно и необходимо для уменьшения внутренних напряжений, применять отжиг при температурах на 30—25° ниже температуры размягчения данного материала. [c.
 197]
197]Нахлесточные (рис. 8, е) и тавровые (рис. 8, ж) соединения рекомендуются при сварке металлических деталей ТОЛЩИНОЙ менее 3 мм, так как при больших толщинах неравномерный местный нагрев вызывает большие внутренние напряжения и деформацию и даже трещины в шве и ОСНОВНОМ металле. [c.102]
Внутренние напряжения в детали (узле) возникают, при наличии препятствий свободной деформации нагреваемой детали. Основными причинами возникновения на пряжений и деформаций при сварке являются неравномерный нагрев основного металла, литейная усадка и структурные изменения металла. [c.164]
В процессе сварки наплавленный металл и прилегающие к нему участки основного металла детали нагреваются до температуры плавления. При этом в наплавленном и основном металле протекают процессы, которые оказывают вредное влияние на. качество восстанавливаемых деталей. К числу этих процессов относятся металлургические процессы, протекающие в наплавленном металле, структурные изменения и образование внутренних напряжений и деформаций в основном металле детали. [c.139]
[c.139]
Способы уменьшения внутренних напряжений и деформаций балок. Для уменьщения напряжений и деформаций необходимо соблюдать последовательность наложения швов. При сварке поясных швов автоматами во избежание образования винта в стержне балки швы, расположенные у одного горизонтального листа, необходимо варить в одном направлении (рис. 24), не допуская провисания при установке балок под сварку. При сварке швов большой протяженности вручную и полуавтоматами рекомендуется применять обратноступенчатый метод сварки. Приварку ребер жесткости выполняют от середины ребра к поясам или В разброс, причем сварщики распределяются по всей длине балки. Сварку многослойных швов ведут поочередно, то с одной, то с другой стороны ребра, а многослойные швы выполняют каскадным способом или горкой . [c.39]
Алюминий имеет большой коэффициент линейного расширения, увеличивающийся с повышением чистоты металла и температуры нагрева. Объемная усадка расплавленного алюминия при затвердевании составляет примерно 6,6%, что значительно больше, чем у многих металлов и сплавов. Эти свойства алюминия приводят к большим внутренним напряжениям (или деформациям) при местном нагреве, который является характерным для сварки. Кроме того, большая усадка отрицательно влияет на формирование шва. В конце шва после обрыва дуги образуется глубокий кратер, возможно также появление трещин.
[c.21]
Эти свойства алюминия приводят к большим внутренним напряжениям (или деформациям) при местном нагреве, который является характерным для сварки. Кроме того, большая усадка отрицательно влияет на формирование шва. В конце шва после обрыва дуги образуется глубокий кратер, возможно также появление трещин.
[c.21]
При сварке деталь нагревается неравномерно и изменяется структура металла. В сварочной ванне могут произойти и объемные изменения. Все это вызывает внутренние напряжения, из-за чего детали деформируются или даже трескаются. Внутренние напряжения уменьшают. предварительным подогревом деталей перед сваркой, термообработкой после сварки и медленным охлаждением. И технологические приемы позволяют уменьшить напряжения. Например, при наплавке оставляют возможно меньший припуск на последующую обработку, так как чем тоньше наплавленный слой, тем меньше окажутся внутренние напряжения и деформация.
 Тонкий листовой материал сваривают ступенями (рис. 114). Короткие швы сваривают от середины к концам. На валы металл наплавляют диаметрально (рис. 115), чтобы деформации уравновешивались.
[c.108]
Тонкий листовой материал сваривают ступенями (рис. 114). Короткие швы сваривают от середины к концам. На валы металл наплавляют диаметрально (рис. 115), чтобы деформации уравновешивались.
[c.108]Внутренние напряжения и деформации, возникающие при сварке, зависят от вида сварки. При газовой сварке возникают значительно большие деформации, чем при дуговой. По направлению действия различают продольные, расположенные параллельно оси шва, и поперечные, расположенные перпендикулярно оси шва, линейные сварочные напряжения (рис. 52). Распределение продольных напряжений в стыковом шве таково, что на его концах из-за возможности свободной усадки они незначительны, а в средней части имеют достаточно большую величину, достигая предел а теку чести. При сварке встык продольные сокращения [c.117]
При сварке металлоконструкций возникают внутренние напряжения и деформации, которые причиняют много трудностей при изготовлении и эксплуатации сварных конструкций. Сварочные напряжения и деформации могут вызвать следующие нежелательные последствия
[c.84]
Сварочные напряжения и деформации могут вызвать следующие нежелательные последствия
[c.84]
Нахлесточные (рис. 93, е) и тавровые (рис. 93, ж) соединения допустимы только при сварке металла толщиной менее 3 мм, так как при больших толщинах металла неравномерный местный нагрев вызывает большие внутренние напряжения и деформации и даже трещины в шве и основном металле. [c.104]
Напряжения и деформации при наплавочных работах. При наплавочных работах, вследствие большого количества наплавляемого металла и значительного местного нагрева могут возникать внутренние напряжения и деформации, превосходящие напряжения при сварке. [c.37]
В некоторых случаях, например для изделий больших габаритных размеров, общий подогрев заменяется местным. Такой подогрев необходимо выполнять с большой осторожностью. Необходимо также, по мере возможности, обеспечить свободное расширение и усадку металла в местах нагрева и плавный температурный режим и переход. Здесь неправильный режим подогрева сильнее влияет на рост дополнительных внутренних напряжений и деформаций, чем при общем подогреве. Для металла большой толщины и сложной формы местный подогрев малоэффективен и даже вреден. Охлаждение после наплавки или сварки должно быть медленным и равномерным.
[c.42]
Здесь неправильный режим подогрева сильнее влияет на рост дополнительных внутренних напряжений и деформаций, чем при общем подогреве. Для металла большой толщины и сложной формы местный подогрев малоэффективен и даже вреден. Охлаждение после наплавки или сварки должно быть медленным и равномерным.
[c.42]
На величину внутренних напряжений и деформации влияет также конструкция сварного изделия и размеры швов. При сварке сложных изделий с большим количеством швов появляются большие напряжения и деформации. Большие внутренние напряжения возникают в соединениях массивных деталей в виде поковок, литья или толстого проката при большом количестве наплавленного металла. [c.120]
Для уменьшения внутренних напряжений и деформации применяются различные технологические приемы. Так, например, при изготовлении сложной конструкции, состоящей из нескольких узлов, сначала сваривают каждый узел отдельно, а потом уже соединяют узлы между собой. Сварка конструкции отдельными секциями устраняет условия, вызывающие большие внутренние напряжения. Для уменьшения внутренних напряжений сталь, склонную к закалке, и металл большой толщины сваривают, применяя предварительный или сопутствующий подогрев. Подогрев всего изделия или зоны сварного шва уменьшает скорость охлаждения после сварки, что предотвращает образование в околошовной зоне хрупкой структуры закалки. В соединении, сваренном с подогревом, внутренние напряжения невелики и возможность образования горячих трещин мала. Помимо предварительного и сопутствующего подогрева, применяется замедленное охлаждение изделия в печи непосредственно после сварки.
[c.120]
Для уменьшения внутренних напряжений сталь, склонную к закалке, и металл большой толщины сваривают, применяя предварительный или сопутствующий подогрев. Подогрев всего изделия или зоны сварного шва уменьшает скорость охлаждения после сварки, что предотвращает образование в околошовной зоне хрупкой структуры закалки. В соединении, сваренном с подогревом, внутренние напряжения невелики и возможность образования горячих трещин мала. Помимо предварительного и сопутствующего подогрева, применяется замедленное охлаждение изделия в печи непосредственно после сварки.
[c.120]
Температурное воздействие сварки вызывает в конструкции внутренние напряжения и деформации. Борьба со сварочными напряжениями и деформациями достаточно сложна и требует большого опыта при вьшолнении сварочных работ, [c.4]
Наличие сосредоточенного источника тепла (сварочное пламя, электрическая дуга), перемещающегося вдоль шва с какой-то скоростью и вызывающего неравномерное нагревание металла при сварке, является основной причиной возникновения внутренних напряжений и деформаций в сварных изделиях. [c.124]
[c.124]
Для уменьшения внутренних напряжений и деформаций, возникающих при сварке, рекомендуется ряд технологических мер и приемов наложения сварных швов. Важное значение имеют правильный выбор конструкции изделия, расположение сварных швов, последовательность их выполнения и режимы сварки. [c.158]
Специфика процессов сварки, при которой изделия подвергаются сильному местному нагреву, вызываюш ему неравномерное распределение теплового потока, требовала глубокого изучения температурного состояния металла при сварке. Исследование распределения температуры в элементах конструкций при сварке имело огромный теоретический и практический интерес, так как сосредоточенный и непрерывно изменяюш ийся нагрев вызывал внутреннее напряжение и остаточные деформации в конструкциях, а в ряде случаев приводил к их короблению. [c.138]
Причинами возникновения сварочных напряжений являются неравномерность распределения температуры при сварке и жесткость свариваемых элементов, препятствующая свободному развитию тепловых деформаций и вызывающая возникновение пластических деформаций. При сварке закаливающихся сталей на развитие сварочных напряжений влияют также структурные превращения в шве и зоне термического влияния, сопровождающиеся изменением объема. В сварных соединениях разнородных сталей проведение термической обработки приводит к появлению нового вида термических внутренних напряжений, обусловленных разностью коэффициентов линейного расширения свариваемых деталей (п. 5 главы II).
[c.59]
При сварке закаливающихся сталей на развитие сварочных напряжений влияют также структурные превращения в шве и зоне термического влияния, сопровождающиеся изменением объема. В сварных соединениях разнородных сталей проведение термической обработки приводит к появлению нового вида термических внутренних напряжений, обусловленных разностью коэффициентов линейного расширения свариваемых деталей (п. 5 главы II).
[c.59]
Элементы аппаратуры, работающей в содержащих сероводород средах, после сварки, ремонта и т. д. следует обязательно подвергать отпуску при температуре 620°С, назначением которого является получение однородной структуры, снятие внутренних напряжений и ограничение твердости материала. Подобной термической обработке подвергают также детали после различных видов холодной деформации, прокатки, ковки, штамповки и т. д. [c.102]
Общим на первой стадии процесса образования трещин является совместное действие напряжений в материале и неустойчиво пассивное состояние поверхности. При этом опасны как внешние напряжения (растягивающие, изгибающие и эксплуатационные напряжения или переменные нагрузки), так и внутренние (остаточные напряжения от деформаций, обработки, сварки и пр.). Вредны также слабо окисляющие растворы, растворение в которых, однако, приводит к образованию только недостаточно стабильных (повреждаемых), защитных или пассивных пленок.
[c.40]
При этом опасны как внешние напряжения (растягивающие, изгибающие и эксплуатационные напряжения или переменные нагрузки), так и внутренние (остаточные напряжения от деформаций, обработки, сварки и пр.). Вредны также слабо окисляющие растворы, растворение в которых, однако, приводит к образованию только недостаточно стабильных (повреждаемых), защитных или пассивных пленок.
[c.40]
При сварке плавлением обычно наблюдается неравномерность нагрева и быстрое охлаждение, что приводит к возникновению внутренних напряжений и остаточных деформаций в сварных конструкциях. [c.341]
Сварка вызывает в изделиях появление напряжений, существующих без приложения внешних сил. Напряжения возникают по ряду причин, прежде всего из-за неравномерного распределения температуры при сварке, что затрудняет расширение и сжатие металла при его нагреве и остывании, так как нагретый участок со всех сторон окружен холодным металлом, размеры которого не изменяются. Вследствие структурных превращений участков металла околошовной зоны, нагретых в процессе сварки выше критических точек, в свариваемых конструкциях возникают структурные напряжения. В отличие от напряжений, действующих на конструкцию во время ее эксплуатации и вызываемых внешними силами, эти напрял ения называют внутренними (собственными) и остаточными сварочными напряжениями. Если значения сварочных напряжений достигнут предела текучести металла, они вызовут изменение размеров и формы, т. е. деформацию изделия. Деформации могут быть временными и остаточными. Если остаточные деформации достигнут заметной величины, они могут привести к неисправимому браку. Остаточные напряжения могут вызвать не только деформацию сварного изделия, но и его разрушение. Особенно сильно проявляется действие этих напряжений в условиях, способствующих хрупкому разрушению сварного соединения, которое происходит в результате неблагоприятного сочетания концентрации напряжений, температуры и остаточных напряжений.
Вследствие структурных превращений участков металла околошовной зоны, нагретых в процессе сварки выше критических точек, в свариваемых конструкциях возникают структурные напряжения. В отличие от напряжений, действующих на конструкцию во время ее эксплуатации и вызываемых внешними силами, эти напрял ения называют внутренними (собственными) и остаточными сварочными напряжениями. Если значения сварочных напряжений достигнут предела текучести металла, они вызовут изменение размеров и формы, т. е. деформацию изделия. Деформации могут быть временными и остаточными. Если остаточные деформации достигнут заметной величины, они могут привести к неисправимому браку. Остаточные напряжения могут вызвать не только деформацию сварного изделия, но и его разрушение. Особенно сильно проявляется действие этих напряжений в условиях, способствующих хрупкому разрушению сварного соединения, которое происходит в результате неблагоприятного сочетания концентрации напряжений, температуры и остаточных напряжений.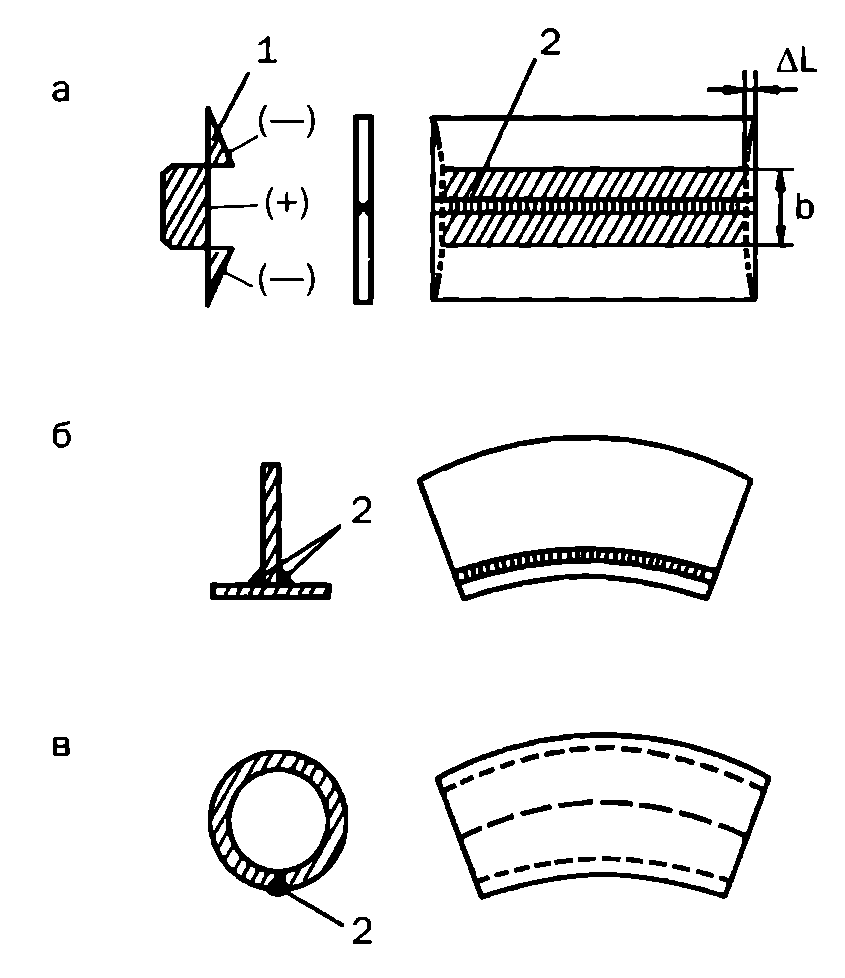 Первые два фактора меньше поддаются изменению, чем остаточные напряжения, поэтому применяют ряд мер по предотвращению и снижению сварочных напряжений и деформаций.
[c.97]
Первые два фактора меньше поддаются изменению, чем остаточные напряжения, поэтому применяют ряд мер по предотвращению и снижению сварочных напряжений и деформаций.
[c.97]
К сложной работе относится сварка ответственных конструкций в различном положении при толщине листов более 40 мм и длине шва более 4 м при сварке требуются флюсоудерживающие приспособления сварщик должен знакомиться с технологией и чертежами, заботиться об уменьшении деформаций и внутренних напряжений и подготавливать приспособления. [c.737]
При сварке металлических конструкций в них возникают напряжения, которые в отличие от напряжений, вызываемых внешними рабочими нагрузками, носят название внутренних или сварочных. Сварочные напряжения и деформации подразделяются на временные, т. е. существующие в период осуществления сварки, и остаточные, сохраняющиеся и после процесса сварки. [c.115]
Конструкция печи обеспечивала достаточно свободный под-.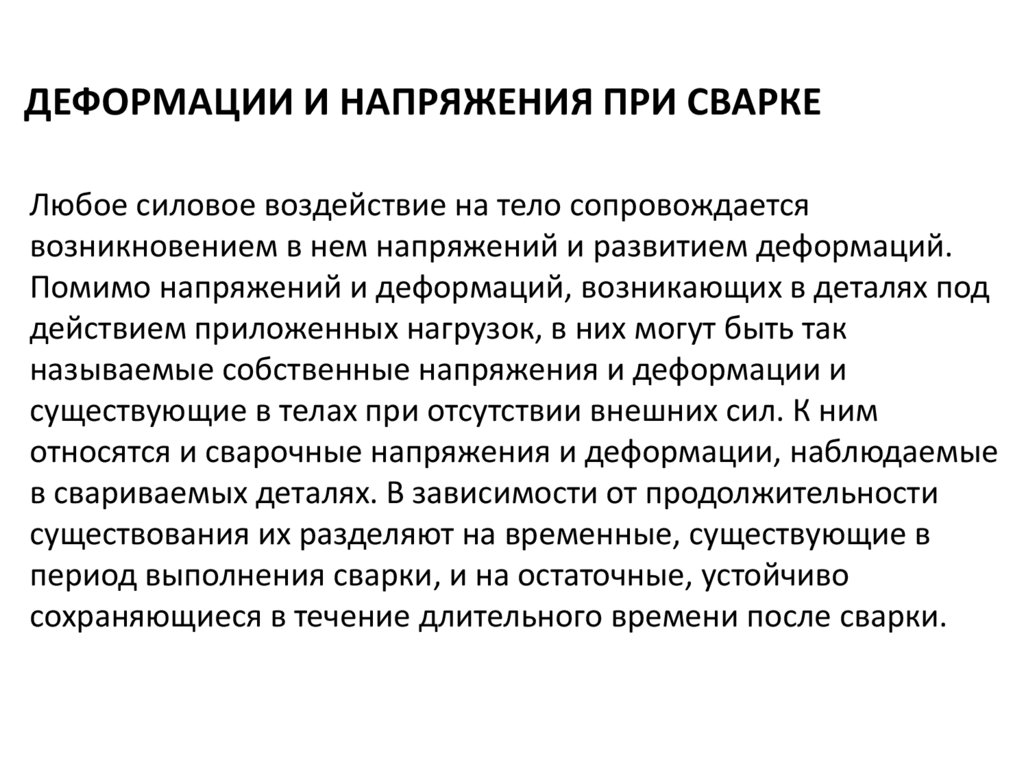 ход к месту сварки. Схема печи с установленным в ней цилиндром показана на рис. 27. Сварка выполнялась при общем нагреве цилиндра до 450—480° С. Для уменьшения деформации борта цилиндра применялась усиленная проковка каждого слоя наплавленного металла, которая проводилась после расплавления трех-четырех электродов. Такая частая и глубокая проковка пластичного металла, нагретого до высокой температуры, сильно снижает внутренние напряжения и уменьшает возможность
[c.69]
ход к месту сварки. Схема печи с установленным в ней цилиндром показана на рис. 27. Сварка выполнялась при общем нагреве цилиндра до 450—480° С. Для уменьшения деформации борта цилиндра применялась усиленная проковка каждого слоя наплавленного металла, которая проводилась после расплавления трех-четырех электродов. Такая частая и глубокая проковка пластичного металла, нагретого до высокой температуры, сильно снижает внутренние напряжения и уменьшает возможность
[c.69]
Вторым наиболее существенным средством уменьшения внутренних напряжений является отжиг сварных конструкций после окончания сварки. Отжигом устраняются также напряжения, образовавшиеся в процессе прокатки, вальцовки, гибки. Отжиг осуществляется в печи или горне. Для изделий из малоуглеродистой стали рекомендуется нагрев до 600—650°. Изделие при отжиге следует охлаждать медленно (вместе с печью). При достижении температуры отжига изделие выдерживается в печи определенное время в зависимости от его толщины.
 На каждые 25 мм толщины выдержка составляет 1 час. Взамен нормального отжига часто прибегают к частичному местному отжигу. Однако местный отжиг при неправильном ведении может вызвать в иЗ делии дополнительные напряжения и деформации.
[c.183]
На каждые 25 мм толщины выдержка составляет 1 час. Взамен нормального отжига часто прибегают к частичному местному отжигу. Однако местный отжиг при неправильном ведении может вызвать в иЗ делии дополнительные напряжения и деформации.
[c.183]Свойства бронзы, в том числе ее свариваемость, определяются основными легирующими добавками. Газовая сварка оловянистых бронз затруднена из-за выгорания некоторых компонентов, особенно олова. Олово из состава бронзы выделяется при нагреве до температуры 500—600°С, которое при сгорании на поверхности ванны расплавленного металла образует пену, в результате чего шов получается пористым со сниженными механическими характеристиками. Бронза теряет вязкость и становится хрупкой при нагреве выше 500°С. Появление больших внутренних напряжений и возникновение трещин может произойти от неравномерного. нагрева изделий при сварке. Поэтому для понижения или полного устранения сварочных напряжений и деформаций при сварке изделий из литой бронзы необходим местный или общий подогрев до температуры 500—600°С.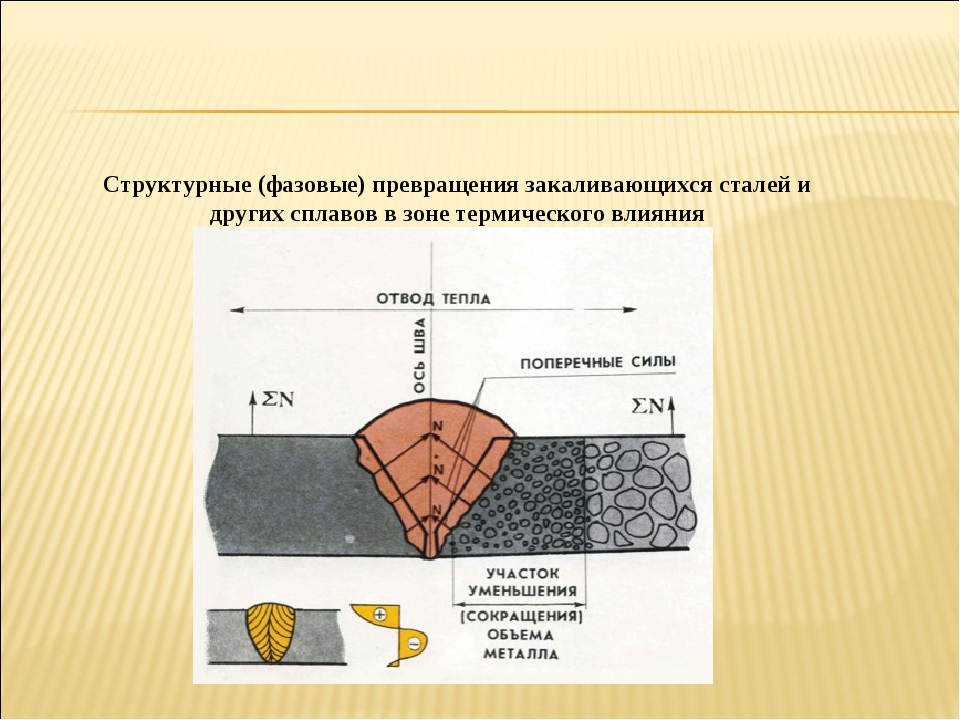 Не рекомендуется поворачивать и поднимать изделие в процессе сварки, так как в нагретом состоянии изделие может разрушиться. В связи с окислением олова в процессе сварки в присадочной проволоке олова долж1НО (быть на 1—2% больше, чем в основном металле. Наличие в составе проволоки раскислителей, например фосфора, улучшает свойства сварного шва. В качестве такого присадочного металла рекомендуется бронза Бр.ОФ 6,5—0,4.
[c.138]
Не рекомендуется поворачивать и поднимать изделие в процессе сварки, так как в нагретом состоянии изделие может разрушиться. В связи с окислением олова в процессе сварки в присадочной проволоке олова долж1НО (быть на 1—2% больше, чем в основном металле. Наличие в составе проволоки раскислителей, например фосфора, улучшает свойства сварного шва. В качестве такого присадочного металла рекомендуется бронза Бр.ОФ 6,5—0,4.
[c.138]
Вторая ступень редуктора передает больший момент, чем первая ступень, и поэтому водило установлено на однорядных роликовых конических подшипниках. Корпус редуктора сварной. Для устранения возможной деформации корпус похщергается термической обработке для снятия внутренних напряжений, вызываемых нагревом при сварке. Масло заливается в картер корпуса, и зацепление смазывается купанием в ванне, а подшипники — разбрызгиванием. [c.287]
Технология сварки должна обеспечить требуемые геометрические размеры швов и механические свойства сварных соединений при минимальных внутренних напряжениях и деформациях свариваемых элементов.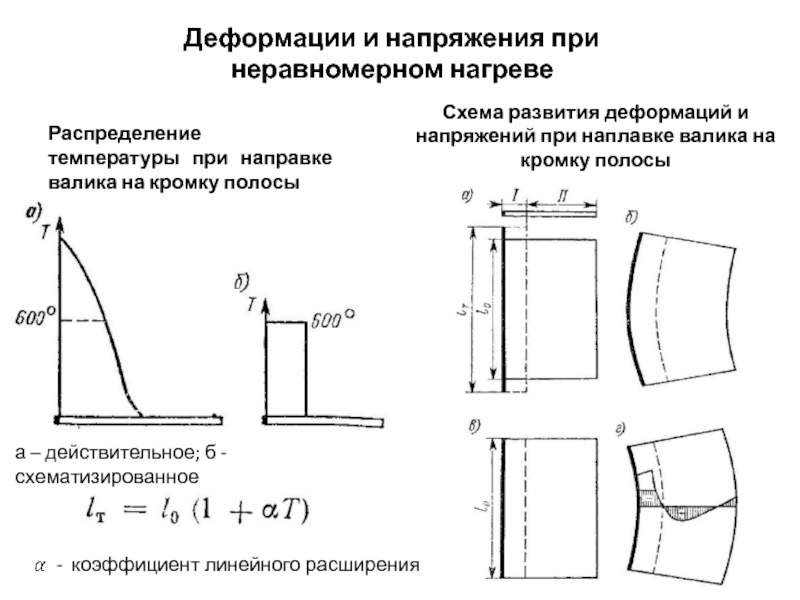 Технологический процесс, заданный проектом производства сварочных работ (ППСР), должен предусматривать последовательность сборки и сварки конструкций, сборочно-сварочные приспособления тип, марку и диаметр электрода порядок наложения прихваток и швов режимы сварки, род и полярность сварочного тока требуемое количество сварочного оборудования, материалов и кабелей число и расположения помещений контейнерного типа с инвентарными сварочными постами квалификацию и число сварщиков методы и объем контроля сварных соединений температуру нагрева при сварке с предварительным подогревом необходимые технологические операции требования безопасности.
[c.145]
Технологический процесс, заданный проектом производства сварочных работ (ППСР), должен предусматривать последовательность сборки и сварки конструкций, сборочно-сварочные приспособления тип, марку и диаметр электрода порядок наложения прихваток и швов режимы сварки, род и полярность сварочного тока требуемое количество сварочного оборудования, материалов и кабелей число и расположения помещений контейнерного типа с инвентарными сварочными постами квалификацию и число сварщиков методы и объем контроля сварных соединений температуру нагрева при сварке с предварительным подогревом необходимые технологические операции требования безопасности.
[c.145]
Для уменьшения внутренних напряжений и деформации изделий при сварке длинных швов (более 1000 мм) применяют метод обратиоступенчатого наложения швов (рис. 25,е), сущность которого заключается в следующем все соединение разбивается на участки длиной 200—250 мм, каждый из которых последовательно заваривается в направлении, обратном общему направлению заполнения разделки.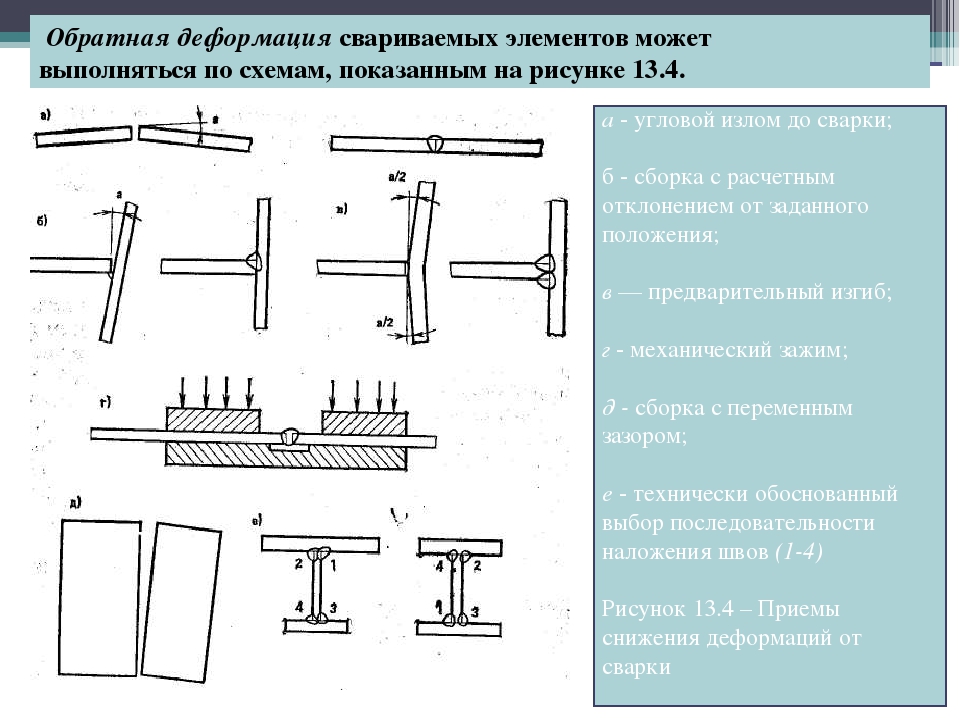 Длина участка обычно определяется продолжительностью расплавления одного электрода, т. е. переход на следующий участок совмещают со сменой электрода. Швы короткие (рис. 25,а) сваривают напроход , т. е. от начала до конца шва, не меияя направление сварки. Швы средней длины (250—1000.и.ад) сваривают от середины к краям (рис. 25,6). Длинные швы также иногда сваривают от середины к краям, но с соблюдением обратноступенчатого метода (рис. 25,г).
[c.65]
Длина участка обычно определяется продолжительностью расплавления одного электрода, т. е. переход на следующий участок совмещают со сменой электрода. Швы короткие (рис. 25,а) сваривают напроход , т. е. от начала до конца шва, не меияя направление сварки. Швы средней длины (250—1000.и.ад) сваривают от середины к краям (рис. 25,6). Длинные швы также иногда сваривают от середины к краям, но с соблюдением обратноступенчатого метода (рис. 25,г).
[c.65]
Сборка и сварка секций являются наиболее ответственной частью работы при изготовлении корпуса судна. Эти работы производят с применением различных кантователей, сборочно-сварочных стендов, постелей, установок для автоматической и полуавтоматической сварки. Корпусные детали собирают и сваривают в узлы небольшой массы, причем технология сварки построена таким образом, чтобы узлы были выполнены без отклонений от заданных размеров и с минимальными внутренними напряжениями и деформациями. В дальнейшем узлы поступают на сборку и сварку плоскостных и объемных секций в специальных стапель-кондукторах. Корпусные конструкции со сложными криволинейными формами изготовляют в специальных приспособлениях, учитывающих плазовые очертания корпуса судна. Сваренные объемные секции испытывают на водоррепроницаемость.
[c.129]
Корпусные конструкции со сложными криволинейными формами изготовляют в специальных приспособлениях, учитывающих плазовые очертания корпуса судна. Сваренные объемные секции испытывают на водоррепроницаемость.
[c.129]
Развитие сварочного производства, внедрение прогрессивных методов сварки, видов сварочного оборудования в народном хозяйстве страны повышают требования к профессиональной подготовке электросварщиков. В процессе работы электросварщику при-лодится часто сталкиваться с самыми различными сложными техническими вопросами. Квалифицированный электросварщик должен прекрасно знать технологию электродуговой сварки. Он должен уметь правильно выбрать нужную марку электрода, необходимый режим сварки, знать свойства электродных покрытий, классификацию электродов, причины возникновения внутренних напряжений и деформаций в сварных конструкциях и мероприятия по их предупреждению, наиболее рациональные способы сборки конструкций под сварку, основные способы контроля качества сварки и многое другое. [c.70]
[c.70]
Значений o taтoЧныX внутренних нап )яжений и деформаций при наплавке деталей. При восстановлении деталей машин и механизмов сваркой и наплавкой, как уже отмечалось ранее, приходится встречаться со многими трудностями и в том числе с внутренними напряжениями и деформациями в деталях, если эти детали после наплавки или сварки не были подвергнуты термической обработке. [c.29]
Во время сварки и особенно наплавки необходимо избегать непрерывного подвода тепла в одном направлении. Для этой цели используется обратноступенчатый способ сварки, сварка и наплавка вразброс. При наплавке больших поверхностей их разбивают на ряд равносторонних треугольников или прямоугольников с длиной сторон 130—150 мм. Каждую из таких маленьких площадок наплавляют паралелельными валиками, но при переходе от площадки к площадке направление наплавляемых валиков изменяют. Рекомендуется наплавка с перерывами. В этом случае исключается возможность непрерывного и интенсивного нарастания внутренних напряжений и деформаций. [c.43]
[c.43]
При наплавке в отличие от сварки в процессе учас1вус1 небольшое количество основного металла в связи с небольшой глубиной проплавления поэтому внутренние напряжения и деформации изделия, склонность к образованию трещин относительно незначительны. [c.168]
Сварочные напряжения относятся к группе так называемых внутренних напряжений, существующих в изделии без приложения внешних сил. Внутренние напряжения возникают практически при всех технологических про-щёссах изготовления конструкций (литье, ковке, прокатке, сварке, механической и термической обработке), достигая в ряде случаев значительной величины (предела текучести) и вызывая заметные деформации изделий. Основными причинами их развития могут являться неравномерный разогрев изделия Б процессе изготовления, неравномерное распределение усилий, а также структурные изменения, приводящие к появлению в отдельных участках пластических или термопластических деформаций. Отличительной особенностью внутренних напряжений является их взаимная уравновешенность в пределах изделия. [c.59]
[c.59]
Трещины при послесварочной термообработке. Термообработка сварных соединений проводится с целью снятия сварочных напряжений, а для гетерогенных термоупрочняемых сплавов — и для восстановления жаропрочности в сварном соединении. Наиболее эффективно сочетание закалки и старения. Однако на этапе медленного нагрева под закалку (1200… 1250 °С) сварных конструкций, имеющих всегда внутренние напряжения, и выдержки в интервале дисперсионного твердения возникают трещины. Ойи вызваны совпадением во времени деформаций металла при релаксации сварочных напряжений от уменьщения его объема при дисперсионном твердении и охрупчивания от упрочнения зерен. Это обусловливает внутризеренное, а затем межзеренное проскальзывание по границам зерен, приводящее к хрупкому разрушению сварного соединения параллельно оси шва по ЗТВ, поперек шва (трещины типа частокол), а при сварке толстолистового металла — трещины в ЗТВ, ориентированные ортогонально к линии сплавления.
 [c.84]
[c.84]Так как при сварке не представляется возможным создать словия, способствующие свободному расилирению металла прл нагревании и сжатию при охлаждении, то в местах сварки появляются внутренние напряжения, вызывающие деформацию. [c.182]
Поперечные напряжения и деформации при сварке
ПОПЕРЕЧНЫЕ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ ПРИ СВАРКЕ 605 [c.605]Вторичной причиной возникновения напряжений и деформаций при сварке является усадка металла шва при переходе из жидкого состояния в твердое. Усадкой называется уменьшение объема металла при его остывании. Усадка металла вызывает продольные и поперечные деформации. [c.74]
Другой причиной деформации и напряжения при сварке является величина усадки металла шва. Усадка при сварке металла вызывает продольные и поперечные напряжения и деформации, а также угловые и местные деформации. [c.104]
Вопрос О пространственной идеализации обусловлен тем, что в настоящее время практически могут быть решены только двумерные задачи, в которых предполагается, что поля температур, напряжений и деформаций меняются только по рассматриваемому сечению тела и однородны в направлении, перпендикулярном этому сечению.
 В общем случае, строго говоря, процесс деформирования при сварке может быть описан только посредством решения трехмерных краевых задач, так как температура при многопроходной сварке неравномерно распределена как по поперечному относительно шва сечению сварного элемента, так и в направлении вдоль шва.
[c.280]
В общем случае, строго говоря, процесс деформирования при сварке может быть описан только посредством решения трехмерных краевых задач, так как температура при многопроходной сварке неравномерно распределена как по поперечному относительно шва сечению сварного элемента, так и в направлении вдоль шва.
[c.280]Для устранения или уменьшения усадочных напряжений и деформаций применяются а) наложение поперечных швов раньше продольных б) наложение длинных швов обратноступенчатым способом в) одновременное выполнение швов, симметричных поперечному сечению г) выполнение многослойных швов при сварке больших толщин методом горки или секциями (фиг. 31) д) скользящая сборка (без закрепления прихватами) толстостенных сосудов, допускающих свободные сдвиги деталей при сварке е) жесткие рамки, распорки и иные закрепления, препятствующие короблению и изгибу свариваемых деталей ж) ведение сварки на повышенных силах тока толстыми электродами для ускорения процесса з) предварительные деформации в сторону, обратную ожидаемым усадочным деформа-
[c. 248]
248]
Таким образом, на стадиях проектирования, изготовления и монтажа сварных конструкций необходимо принимать меры по уменьшению влияния сварочных напряжений и деформаций. Нужно уменьшать объем наплавленного металла и тепловложение в сварной шов. Сварные швы следует располагать симметрично друг другу, не допускать, по возможности, пересечения швов. Ограничить деформации в сварных конструкциях можно технологическими приемами сваркой с закреплением в стендах или приспособлениях, рациональной последовательностью сварочных (сварка обратноступенчатым швом и др.) и сборочно-сварочных операций (уравновешивание деформаций нагружением элементов детали). Нужно создавать упругие или пластические деформации, обратные по знаку сварочным деформациям (обратный выгиб, предварительное растяжение элементов перед сваркой и др.). Эффективно усиленное охлаждение сварного соединения (медные подкладки, водяное охлаждение и др.), пластическое деформирование металла в зоне шва в процессе сварки (проковка, прокатка роликом, обжатие точек при контактной сварке и др.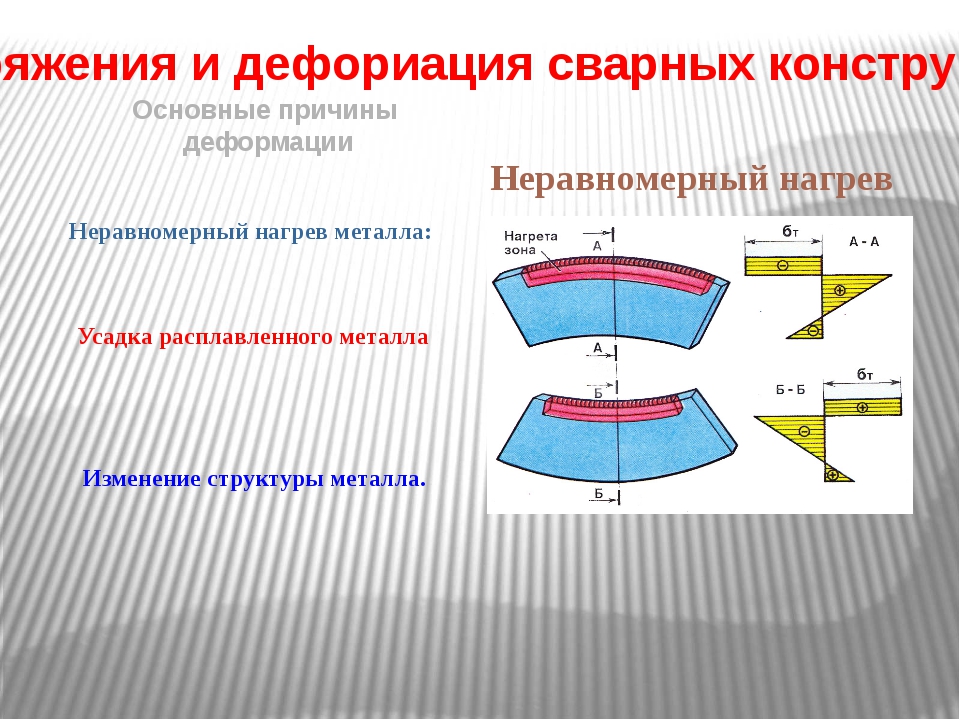 ). Лучше выбирать способы сварки, обеспечивающие высокую концентрацию тепла, применять двустороннюю сварку, Х-образную разделку кромок, уменьшать погонную энергию, площадь поперечного сечения швов, стремиться располагать швы симметрично по отношению к центру тяжести изделия. Напряжения можно снимать термической обработкой после сварки. Остаточные деформации можно устранять механической правкой в холодном состоянии (изгибом, вальцовкой, растяжением, прокаткой роликами, проковкой и т.д.) и термической правкой путем местного нагрева конструкции.
[c.42]
). Лучше выбирать способы сварки, обеспечивающие высокую концентрацию тепла, применять двустороннюю сварку, Х-образную разделку кромок, уменьшать погонную энергию, площадь поперечного сечения швов, стремиться располагать швы симметрично по отношению к центру тяжести изделия. Напряжения можно снимать термической обработкой после сварки. Остаточные деформации можно устранять механической правкой в холодном состоянии (изгибом, вальцовкой, растяжением, прокаткой роликами, проковкой и т.д.) и термической правкой путем местного нагрева конструкции.
[c.42]
Внутренние напряжения и деформации, возникающие при сварке, зависят от вида сварки. При газовой сварке возникают значительно большие деформации, чем при дуговой. По направлению действия различают продольные, расположенные параллельно оси шва, и поперечные, расположенные перпендикулярно оси шва, линейные сварочные напряжения (рис. 52). Распределение продольных напряжений в стыковом шве таково, что на его концах из-за возможности свободной усадки они незначительны, а в средней части имеют достаточно большую величину, достигая предел а теку чести.
 При сварке встык продольные сокращения
[c.117]
При сварке встык продольные сокращения
[c.117]Величина и распределение напряжений и деформаций зависят от жесткости свариваемых конструкций, при этом большое значение имеет толщина металла. При сварке металла толщиной до 3 мм проявляются преимущественно большие деформации, а напряжения очень малы. Сварка металла толщиной 4—20 мм сопровождается значительными деформациями, одновременно с увеличением толщины металла начинают проявляться остаточные напряжения. При сварке металла толщиной свыше 20 мм деформации ничтожны, но остаточные напряжения могут достигать значительных величин. Остаточные сварочные напряжения проявляются в ближайших к шву слоях металла и резко затухают на расстоянии 50—70 мм от шва. Различают остаточные сварочные напряжения и деформации —> продольные, поперечные и угловые. [c.86]
Поперечными называют напряжения и деформации, действующие перпендикулярно оси шва. В верхней части шва величина усадки больше, так как объем наплавленного металла больше. Поэтому при поперечной усадке края листов стремятся подняться вверх, т. е. в сторону вершины шва. При возникновении препятствий усадке образуются напряжения в сварном соединении. В результате того, что при газовой сварке зона нагрева по сравнению с другими видами сварки больше, деформации сварных изделий или узлов больше.
[c.104]
Поэтому при поперечной усадке края листов стремятся подняться вверх, т. е. в сторону вершины шва. При возникновении препятствий усадке образуются напряжения в сварном соединении. В результате того, что при газовой сварке зона нагрева по сравнению с другими видами сварки больше, деформации сварных изделий или узлов больше.
[c.104]
Остаточные напряжения и деформации в сварных конструкциях образуются от продольной и поперечной усадок при сварке. [c.196]
Закономерности протекания термомеханических процессов при сварке и экспериментальные данные позволяют утверждать, что относительная кольцевая деформация шва от поперечной усадки сосуда в зоне шва и остаточных напряжений в нем составляет величину порядка 3—5 % от относительной кольцевой деформации шва в предельном состоянии [ё(ш], поэтому составляюш ими и в расчете можно пренебречь. [c.355]
Основным назначением закрепления при сварке является уменьшение угловых деформаций вследствие поворота свариваемых деталей друг относительно друга.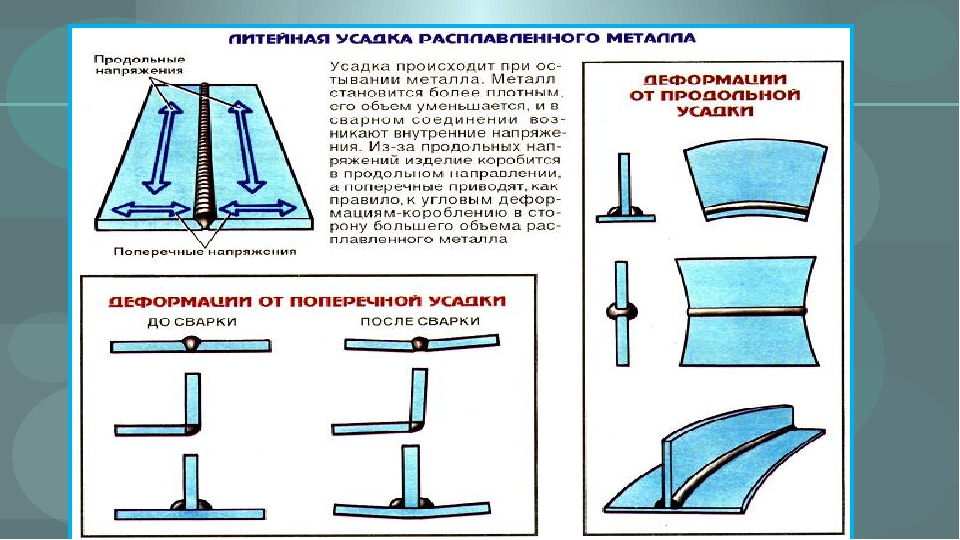 В то же время наличие закрепления не должно препятствовать поперечной усадке стыка и вызывать тем самым появление значительных реактивных напряжений, могущих привести к разрушению изделия
[c.65]
В то же время наличие закрепления не должно препятствовать поперечной усадке стыка и вызывать тем самым появление значительных реактивных напряжений, могущих привести к разрушению изделия
[c.65]
Существует несколько методик определения временных и остаточных сварочных напряжений. Как правило, при определении деформаций и напряжений вводится ряд допущений, которые заключаются в том, что теплофизические характеристики металла, его модуль упругости Е принимаются не зависящими от температуры, а предел текучести и предел прочности идеальной диаграммой упругопластического тела. Кроме того, принимается, что напряжения при сварке одноосны, поперечные сечения остаются в процессе деформирования плоскими, а температурное состояние в свариваемом элементе предельное. [c.500]
При разработке технологического процесса сварки обязательно следует учитывать поперечную и продольную усадку шва. При сварке металла толщиной до 6 мм главным образом возникают значительные деформации, а остаточные напряжения бывают небольшими. [c.89]
[c.89]
На величину и характер сварочных напряжений и остаточных деформаций влияет погонная энергия сварки и режим сварки. Увеличение сечения шва, как правило, способствует росту деформаций. Величина остаточных деформаций и напряжений зависит и от порядка наложения швов по длине и сечению. Например, при сварке листовых конструкций вначале выполняют поперечные швы отдельных поясов, а затем соединяют (сваривают) пояса между собой. [c.91]
Деформации и напряжения при сварке стыковых соединений. По продолжительности сварочные напряжения бывают технологические и остаточные. Первые возникают во время сварки (в процессе изменения температуры), вторые — после окончания сварки и полного охлаждения изделия. По направлению действия различают продольные, расположенные параллельно оси шва, и поперечные, расположенные поперек оси шва, линейные сварочные напряжения (рис.
 31). Распределение продольных напряжений при сварке в стыковом шве таково, что на его концах из-за возможности свободной усадки они незначительны, а в средней части имеют достаточно большую величину, достигают предела текучести (рис. 32). При сварке встык продольное сокращение шва вызывает не только продольные, но и поперечные
[c.91]
31). Распределение продольных напряжений при сварке в стыковом шве таково, что на его концах из-за возможности свободной усадки они незначительны, а в средней части имеют достаточно большую величину, достигают предела текучести (рис. 32). При сварке встык продольное сокращение шва вызывает не только продольные, но и поперечные
[c.91]Деформации и напряжения при сварке тавровых соединений. В сварных конструкциях, имеющих тавровое сечение (состоящих из двух листов), под влиянием продольных и поперечных [c.92]
Метод имеет серьезные недостатки. Напряжения, возникающие в металле шва при испытании, в большой мере определяются свойствами основного металла, в частности характером изменения прочностных характеристик с повышением температуры, поэтому для разных сплавов результаты испытаний не могут быть сопоставлены. Другая неточность может быть связана с наличием краевого эффекта [55]. Поперечная составляющая сварочной деформации у кромки проплавляемой пластины часто приводит к образованию горячей трещины даже без принудительной деформации образца. Величина поперечной деформации зависит от свойств материала, режимов сварки, формы начального участка шва и места начала сварки.
[c.131]
Величина поперечной деформации зависит от свойств материала, режимов сварки, формы начального участка шва и места начала сварки.
[c.131]
Последовательность сварки отдельных швов конструкции, выбранная неправильно, может привести к значительным деформациям конструкции и появлению в швах трещин. На рис. 153 приведена правильная и неправильная последовательность сварки листовых конструкций. При сварке листовых конструкций в порядке, указанном на рис. 153, а, деформации и напряжения будут незначительными, так как при выполнении поперечных швов 1, 2, 3, 4 Обеспечена возможность перемещения листов от поперечной усадки. Такие же условия будут обеспечены при сварке продольных швов [c.225]
Последовательность сварки отдельных швов конструкции, выбранная неправильно, может привести к значительным деформациям конструкции и появлению в швах трещин. На рис. 140 показаны правильная а и неправильная б последовательность сварки листовых конструкций.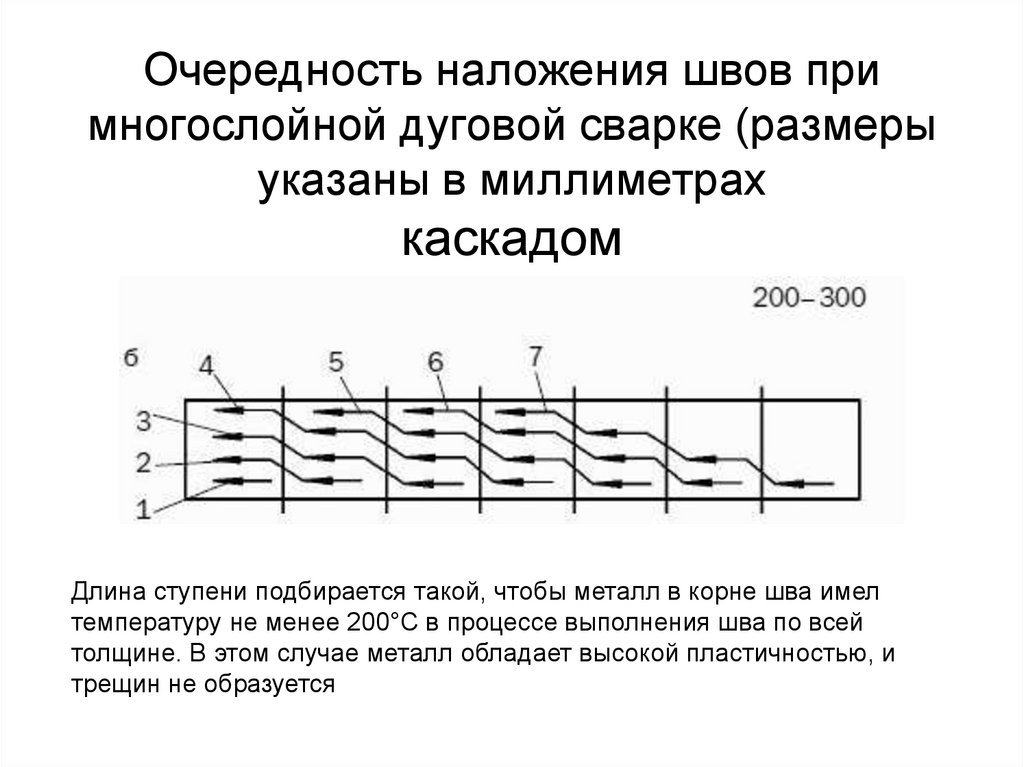 Порядок сварки, указанный на рис. 140,6, создаст жесткий контур из швов 1, 2, 3, п 4 и приведет к выпучиванию среднего листа от поперечной усадки щвов 5 п 6. При сварке металла большой толщины выпучивание будет незначительным, но в местах пересечения швов Л и Б возникнут большие напряжения, которые могут вызвать появление трещин на этих участках и в прилегающих к ним зонах основного металла.
[c.233]
Порядок сварки, указанный на рис. 140,6, создаст жесткий контур из швов 1, 2, 3, п 4 и приведет к выпучиванию среднего листа от поперечной усадки щвов 5 п 6. При сварке металла большой толщины выпучивание будет незначительным, но в местах пересечения швов Л и Б возникнут большие напряжения, которые могут вызвать появление трещин на этих участках и в прилегающих к ним зонах основного металла.
[c.233]
При сварке листовых конструкций в порядке, указанном на рис. 140, а, деформации и напряжения будут незначительными, так как при выполнении поперечных швов 1, 2, 3 и 4 обеспечена возможность перемещения листов от поперечной усадки. Такие же условия будут обеспечены при сварке продольных швов 5 и 6. [c.233]
Таким образом, в момент полною охлаждения (фиг. 103, в) полоса в районе, подвергавшемся сосредоточенному нагреву, будет иметь зону с местными пластическими деформациями сжатия. В силу тех же причин, которые были указаны выше при определении действительных деформаций для условия сосредоточенных тепловых деформаций, в данном случае относительные деформации в поперечном сечении полосы в соответствии с гипотезой плоских сечений и условиями равновесия будут определяться прямой Д.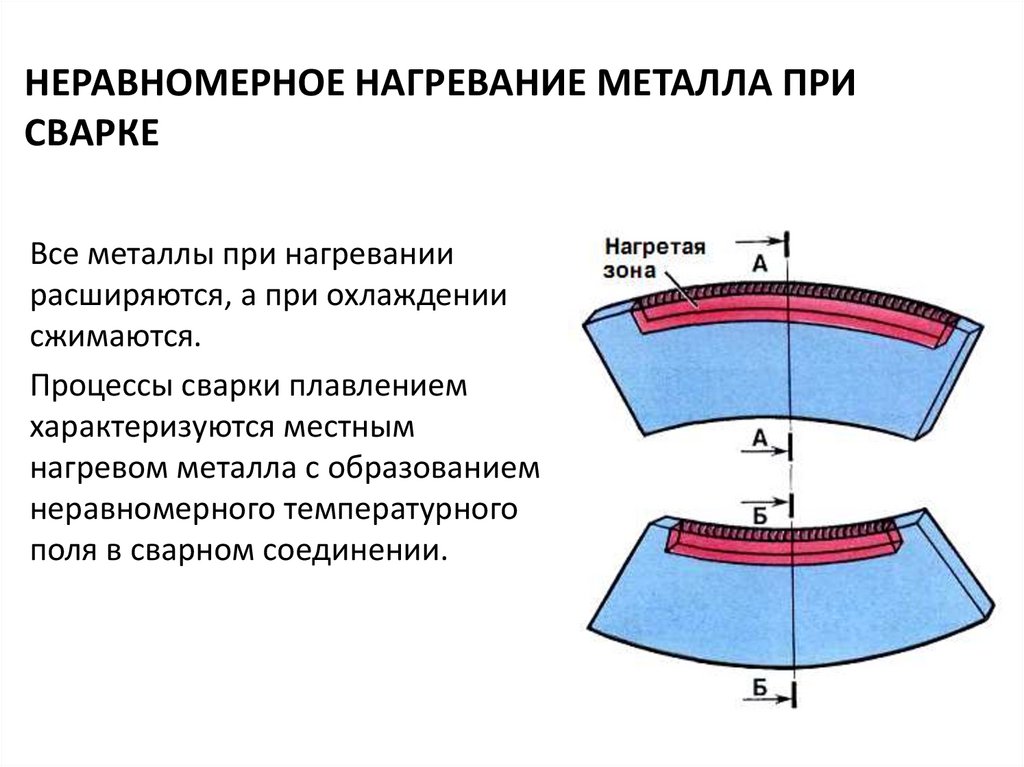 При этом подобно тому, что уже отмечалось ранее, будут существовать участки с упругими деформациями (заштрихованные на фиг. 103, в), а также и с пластическими деформациями. Существенной разницей для этих двух случаев является то, что знаки соответствующих участков эпюр будут обратные. Так например, в зоне сосредоточенного нагрева в момент нагрева наблюдалось сжатие, тогда как к моменту полного охлаждения в ней будет иметь место растяжение. Эта зона вследствие сопротивления соседней части сечения будет иметь значительно меньшее действительное относительное укорочение по сравнению с тем относительным укорочением е л.сж которое в ней было бы при отсутствии связи между отдельными продольными волокнами. В подавляющем большинстве случаев при сварке условия образования деформаций и напряжений таковы, что в зоне шва, подвергавшейся наиболее интенсивному нагреву, появляются остаточные растягивающие напряжения, тогда как местные остаточные деформации в этом участке проявляются в виде некоторого укорочения.
При этом подобно тому, что уже отмечалось ранее, будут существовать участки с упругими деформациями (заштрихованные на фиг. 103, в), а также и с пластическими деформациями. Существенной разницей для этих двух случаев является то, что знаки соответствующих участков эпюр будут обратные. Так например, в зоне сосредоточенного нагрева в момент нагрева наблюдалось сжатие, тогда как к моменту полного охлаждения в ней будет иметь место растяжение. Эта зона вследствие сопротивления соседней части сечения будет иметь значительно меньшее действительное относительное укорочение по сравнению с тем относительным укорочением е л.сж которое в ней было бы при отсутствии связи между отдельными продольными волокнами. В подавляющем большинстве случаев при сварке условия образования деформаций и напряжений таковы, что в зоне шва, подвергавшейся наиболее интенсивному нагреву, появляются остаточные растягивающие напряжения, тогда как местные остаточные деформации в этом участке проявляются в виде некоторого укорочения.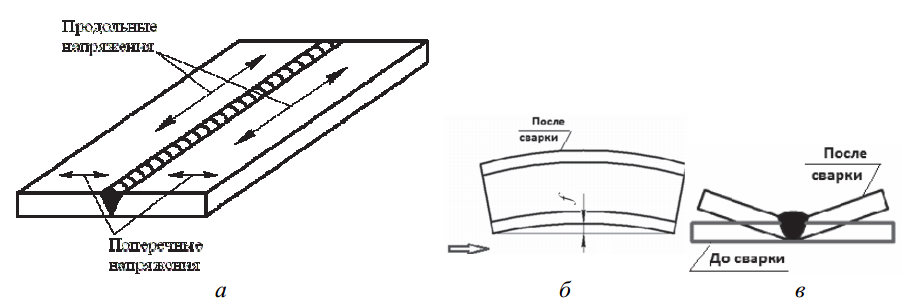 [c.203]
[c.203]
Из рассмотренного следует, что во всех случаях сварки стыковых соединений наблюдаются поперечные и продольные пластические деформации и напряжения. Суммирование деформаций от отдельных швов часто приводит к уменьшению размеров сварных конструкций, поэтому при разработке технологического процесса заготовки деталей с этим положением необходимо считаться. [c.212]
Из рассмотренного можно сделать вывод, что для предотвращения угловых деформаций и напряжений при сварке стыковых соединений с У-образной подготовкой свариваемым кромкам необходимо дать такой выгиб, чтобы при этом был увеличен угол раскрытия шва и зазор на величину ожидаемых угловых деформаций и уменьшения ширины шва вследствие поперечного укорочения. [c.229]
Тонкие листы, сваренные встык, в результате потери устойчивости искривляются по дуге окружности, приобретая в поперечном сечении седлообразную форму (рис. 6-17,а). Такая форма обеспечивает расположение зоны пластических деформаций по дуге наименьшего радиуса, что в свою очередь позволяет этой зоне сократиться по длине и освободиться в значительной степени от растягивающих остаточных напряжений и потенциальной энергии. Уменьшение потенциальной энергии в зоне пластических деформаций превосходит работу, затрачиваемую на изгиб пластины, и в целом потенциальная энергия во всей пластине после потери устойчивости снижается (рис. 6-17,6). При увеличении кривизны выше оптимальной (точка А), где потенциальная энергия минимальна, наблюдается рост потенциальной энергии. Зависимость кривизны пластин после сВарки от оста-
[c.158]
Уменьшение потенциальной энергии в зоне пластических деформаций превосходит работу, затрачиваемую на изгиб пластины, и в целом потенциальная энергия во всей пластине после потери устойчивости снижается (рис. 6-17,6). При увеличении кривизны выше оптимальной (точка А), где потенциальная энергия минимальна, наблюдается рост потенциальной энергии. Зависимость кривизны пластин после сВарки от оста-
[c.158]
При сварке элемента переменного сечения (рис. Vni.15, а) остаточные деформации Ац.т, С и напряжения а, зависящие при выбранном материале и режиме сварки от геометрических характеристик поперечных сечений, будут переменными по его длине. [c.421]
При сварке деталей из термопластичных материалов под действием неравномерного нагрева основного материала и усадки материала шва, а также в результате структурных изменений в зоне термического влияния возникают внутренние напряжения, вызывающие продольные и поперечные деформации (изменяются длина и ширина элементов) искривление, выпучивание и скручивание элементов, трещины в материале шва в отдельных случаях снижение прочности изделия. [c.72]
[c.72]
Поперечные трещины в основном металле встречаются чаще всего при сварке тонкостенных чугунных отливок (б = 5- 10 мм). Прилегающая к шву достаточно широкая зона основного металла нагревается до температуры выше 550—600 °С и под влиянием сжимающих напряжений претерпевает пластическую деформацию. После выравнивания температуры шва и околошовной зоны при дальнейшем охлаждении соединения в этих зонах основного металла напряжения меняют знак и могут привести к разрушению. Опасность образования поперечных трещин в основном металле тем больше, чем тоньше чугун, чем больше в нем фосфидной эвтектики и чем больше грубого пластинчатого либо междендритного графита. [c.323]
При сварке частей с большим поперечным — ечением напряжения и деформации могут быть снижены наложением многослойных ниюв по фиг. 17. [c.267]
Точечная сварка, вызывая расплавлеиие металла элемента, создает в нем после остывания остаточные напряжения и деформации. Симметричное расположение точек в поперечном сечении элемента не вызывает его искривления после сварки. Таким образом, элементы с поперечными сечениями, приведенными на фиг. 262, а, б, рациональны, так как после сварки они не искривляются. Элементы с поперечными сечениями, приведенными иг фиг. 262 в — 3, в результате сварки изгибаются, если не принимают специальных мер. В настоящее время в крупногабаритных конструкциях считают рациональным в некоторых случаях заменять точечную сварку постановкой проплавных электрозаклепок. Замена точек такими электрозаклепками в настоящее время возможна лишь при условии выполнения сварки в нижнем положении.
[c.471]
Симметричное расположение точек в поперечном сечении элемента не вызывает его искривления после сварки. Таким образом, элементы с поперечными сечениями, приведенными на фиг. 262, а, б, рациональны, так как после сварки они не искривляются. Элементы с поперечными сечениями, приведенными иг фиг. 262 в — 3, в результате сварки изгибаются, если не принимают специальных мер. В настоящее время в крупногабаритных конструкциях считают рациональным в некоторых случаях заменять точечную сварку постановкой проплавных электрозаклепок. Замена точек такими электрозаклепками в настоящее время возможна лишь при условии выполнения сварки в нижнем положении.
[c.471]
Причины появления сварочных напряжений обусловлены неравномерным нафевом металла при сварке, литейной усадкой кристаллизующегося металла и структурной усадкой (изменением объемов структурных составляющих). Сварочные напряжения могут вызывать деформацию в виде продольной, поперечной и угловой в зависимости от типа сварного соединения формы щва, размера сварной конструкции и технологии сварки (рис. 1.13).
[c.39]
1.13).
[c.39]
Остаточные напряжения растяжения в активной зоне, как указывалось выше, достигают предела текучести. Вследствие этого мероприятия до сварки и в процессе сварки, кроме предварительного подогрева изделия до высоких температур, не могут в значительной мере устранить появление продольных остаточных напряжений. Однако мероприятия до сварки и в процессе сварки могут значительно уменьшить поперечные напряжения от поперечной усадки п таким образом шизить плоскостную и объемную напряженность сварного соединения и уменьшить пластические деформации растяжения при остьшанни шва. Эти обстоятельства в большинстве случаев гарантируют достаточную прочность сварной конструкции и повышение ее работоспособности. [c.608]
Второй причиной деформаций и напряжений присварке является усадка металла шва при переходе из жидкого состояния в твердое. Усадка при сварке листов металла вызывает продольное и поперечное коробления. При продольном короблении происходит набегание еще не сваренных кромок листов друг на друга, как это показано на рис.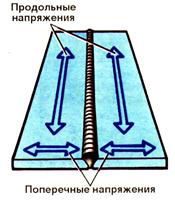 45, а. Поперечное коробление листов от усадки показано на рис. 45, б.
[c.102]
45, а. Поперечное коробление листов от усадки показано на рис. 45, б.
[c.102]
Продольные сварочные напряжения вызывают деформацию продольной оси элемента (рис. 3, а и 6), уменьшение продольных размеров при сварке узких полос (рис. 3,в) и искривление кромок при сварке широких полос (рис. 3,г). Поперечные сварочные напряжения вызывают перемещение свариваемых элементов в направлении к оси шва и уменьшение общей ширины деталей (Анач>Лкон). Несимметричное поперечное сечение металла шва приводит к изменению угла сопряжения свариваемых элементов (рис. 3, 5 и е) или образованию грибо-видности в полках тавровых соединений (рис. 3,ж). [c.294]
Балки мостов п других сооружений, работающих при переменных нагрузках, редко подвергаются в эксплуатации усталостному нагружению, настолько неблагоприятному, как при испытаниях, результаты которых приведены в табл. 10.4. Ввиду этого неопределения предела выносливости при других условиях нагружения. Один из таких методов заключается В использовании диаграммы предельных напряжений (рис. 10.12). На этой диаграмме нанесены также основные расчетные напряжения, рекомендованные в 1963 г. техническими условиями на конструкции мостов Американского общества сварки [12], а также допускаемые напряжения для балок с накладками на часги длины пояса из углеродистых конструкционных сталей А 373 или А 36. Из приведенных данных видно, что многие балки могли бы удовлетворительно работать при переменной нагрузке, соответствующей рекомендуемым расчетным напряжениям. Однако те же данные показывают, что 1при некоторых условиях нагружения балки со стыками, накладками на части длины поясов и другими неблагопр иятными деталями конструкции необходимо принимать пониженные расчетные напряжения. Возможно, что специальные ограничения необходимы также при . использовании тонкой стенки, испытывающей поперечные деформации при рабочих нагрузках.
[c.266]
10.12). На этой диаграмме нанесены также основные расчетные напряжения, рекомендованные в 1963 г. техническими условиями на конструкции мостов Американского общества сварки [12], а также допускаемые напряжения для балок с накладками на часги длины пояса из углеродистых конструкционных сталей А 373 или А 36. Из приведенных данных видно, что многие балки могли бы удовлетворительно работать при переменной нагрузке, соответствующей рекомендуемым расчетным напряжениям. Однако те же данные показывают, что 1при некоторых условиях нагружения балки со стыками, накладками на части длины поясов и другими неблагопр иятными деталями конструкции необходимо принимать пониженные расчетные напряжения. Возможно, что специальные ограничения необходимы также при . использовании тонкой стенки, испытывающей поперечные деформации при рабочих нагрузках.
[c.266]
При неравномерном нагревании s охлаждении возникают термические напряжения. Если нагревать незакрепленный металлический стержень, то при охлаждении он примет первоначальные размеры.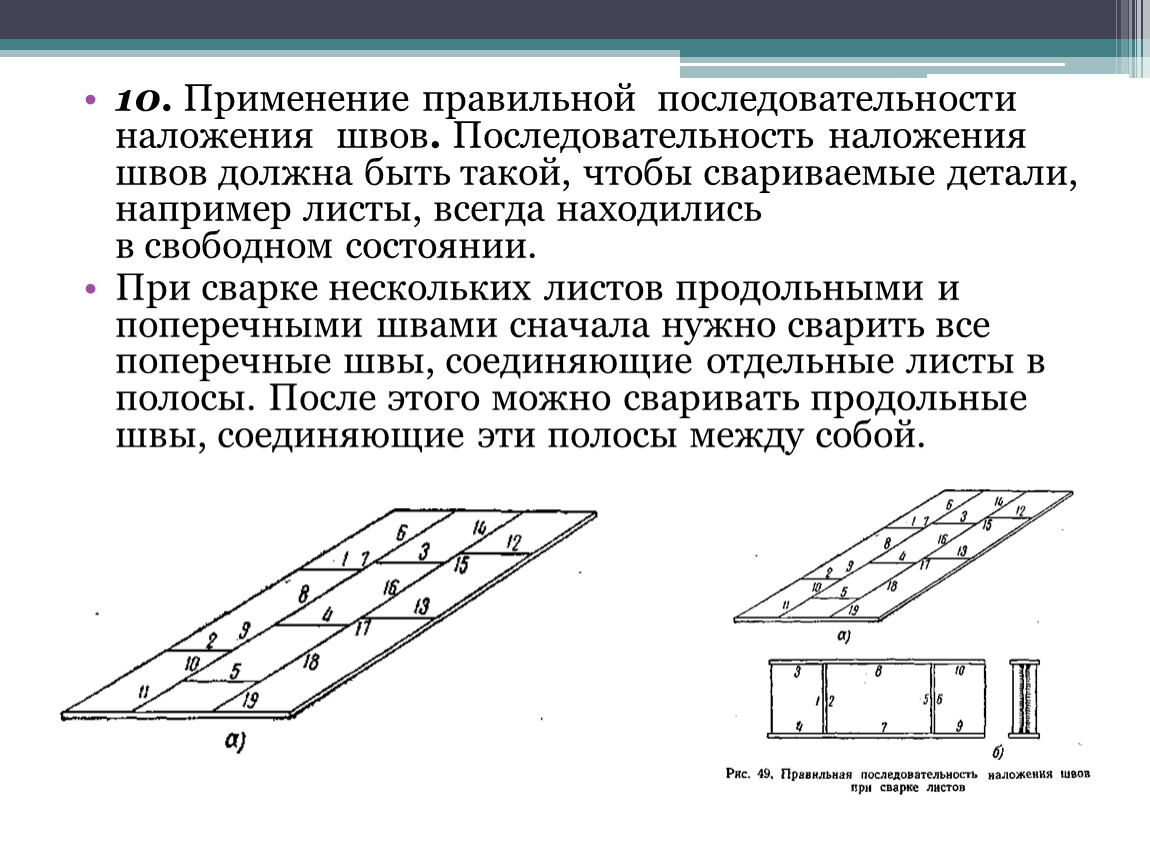 Если стержень закрепить, то он не сможет свободно изменить размеры. Деформация стержня вызовет термические напряжения. При сварке всегда имеется жесткая конструкция, так как нагревается только небольшой участок металла. Свободному расширению и сокращению детали нрепятствуют соседние-холодные участки металла. Усадка наплавленного металла при переходе его из жидкого состояния в твердое вызывает продольные и поперечные напряжения.
[c.310]
Если стержень закрепить, то он не сможет свободно изменить размеры. Деформация стержня вызовет термические напряжения. При сварке всегда имеется жесткая конструкция, так как нагревается только небольшой участок металла. Свободному расширению и сокращению детали нрепятствуют соседние-холодные участки металла. Усадка наплавленного металла при переходе его из жидкого состояния в твердое вызывает продольные и поперечные напряжения.
[c.310]
А. Продольные деформации и перемещения (продольная усадка). В поперечном сечении сварного шва после сварки образуется распределение продольных напряжений, схематично представленное на рис. 1.31. Механизм их образования описан в разд. 1.4.2. Из рис. 1.31 видно, что распределение напряжений связано с распределением температур при прохождении сварочного источника. Часть сечения шириной 2й л, нагревшаяся выше некоторой температуры и испытавшая при нагреве пластические деформации укорочения, растянута до напряжения, близкого к пределу текучести материала ст . Остальная часть сечения сжата. Эпюра напряжений Стост уравновешена по сечению.
[c.54]
Остальная часть сечения сжата. Эпюра напряжений Стост уравновешена по сечению.
[c.54]
Обкатка конструкций. Тонкостенные конструкции при сварке испытывают деформации не только в результате продольной и поперечной усадок и изгиба, но часто и от потери устойчивой формы равновесия. Это происходит вследствие образования напряжений сжатия, возникающих, как правило, в околощовных зонах параллельно швам. Потеря устойчивости, сопровождаемая искривлением, определяется величиной остаточных напряжений сжатия, характером их распределения по элементу, геометрическими размерами элементов, жесткостью его закреплений. Для устранения возможности потери устойчивой формы равновесия прибегают к мероприятиям конструктивного и технологического характера. К первой группе относятся следующие сокращение свободной длины тонкостенных элементов, приварка к ним элементов жесткости, например в форме ребер повышение жесткости закреплений.
 В некоторых случаях реализация указанных мероприятий не может быть осуществлена. При этом на помощь приходят технологические способы.
[c.168]
В некоторых случаях реализация указанных мероприятий не может быть осуществлена. При этом на помощь приходят технологические способы.
[c.168]На примере однопроходной сварки встык двух одинаковых листов рассмотрим остаточные поперечные сварочные деформации и напряжения и сопоставим их с остаточными продольными деформациями и напряжениями (рис. VIII. 16, а). При расчетном определении остаточных сварочных поперечных де( юрмаций и напряжений, вызванных неравномерностью нагрева сечений, параллельных шву, нужно оценить относительную жесткость этих сечений. В частном случае сварки встык двух листов одинаковой толщины длину изотермы с температурой То можно найти по формуле (УП1.81), используя теплофизические характеристики свариваемого материала, параметры режима сварки и принимая 26 =26. Площадь сечения, параллельного шву, [c.423]
Деформации при сварке. Способы борьбы с ними
При нагреве до температуры сварки и последующем охлаждении детали испытывают деформации, что в конечном итоге приводит к физическому изменению их размеров и формы. Это изменение может быть заметно или незаметно невооруженному глазу. Термические деформации – это следствие возникновения внутренних структурных напряженностей металла, которые возникают из-за неравномерного распределения температуры и, соответственно, не одинакового изменения объема в различных сечениях детали в процессе ее охлаждения. Причинами появления деформаций конструкций (короблений и изгибов) в результате осуществления сварочных работ являются:
Это изменение может быть заметно или незаметно невооруженному глазу. Термические деформации – это следствие возникновения внутренних структурных напряженностей металла, которые возникают из-за неравномерного распределения температуры и, соответственно, не одинакового изменения объема в различных сечениях детали в процессе ее охлаждения. Причинами появления деформаций конструкций (короблений и изгибов) в результате осуществления сварочных работ являются:
- Локализованный высокотемпературный нагрев и местное расширение объема металла в то время, когда остальная часть детали остается сравнительно холодной;
- Усадочные явления в наплавленном слое
- Фазовые превращения, которые испытывает металл при постепенном снижении температуры до комнатной.
Как минимизировать сварочные деформации?
Выбор вида сварки может сильно снизить деформации. Если применяется дуговая сварка, то наибольшие поводки будут при РДС, или как ее сегодня принято называть латинскими буквами ММА; они существенно снизятся, если использовать TIG (аргонную) и МIG/MAG (полуавтоматическую сварку). Применение PULSE режимов позволяет многократно снизить тепловложение в металл и уменьшить деформации, что очень хорошо видно на примере сварки тонколистовых сталей. Также следует отметить, что наибольшее деформирущее воздействие оказывает на изделие газовая сварка, так как под высокотемпературное влияние попадают значительные площади изделия; а наименьшее – сварка давлением (в вакууме, ультразвуком). Однако, чаще всего используется технология плавления дугой, поэтому далее речь пойдет именно про этот вид получения неразъемных соединений.
Применение PULSE режимов позволяет многократно снизить тепловложение в металл и уменьшить деформации, что очень хорошо видно на примере сварки тонколистовых сталей. Также следует отметить, что наибольшее деформирущее воздействие оказывает на изделие газовая сварка, так как под высокотемпературное влияние попадают значительные площади изделия; а наименьшее – сварка давлением (в вакууме, ультразвуком). Однако, чаще всего используется технология плавления дугой, поэтому далее речь пойдет именно про этот вид получения неразъемных соединений.
Технологические приемы, позволяющие снизить деформации при дуговой сварке
Первое, что приходит на ум каждому сварщику–любителю – это организация теплотвода, позволяющая несущественно, но снизить поводки стальных узлов. В качестве теплоотвода обычно применяют медные подкладки и другие приспособления. Есть более дешевый способ, такой как наложение влажного асбеста вблизи сварочного шва.
Техника выполнения работ также играет существенную роль. Для компенсации напряжений применяют сварку в шахматном порядке или путем поочередного плавления диаметрально противоположных участков соединения. Что имеется ввиду хорошо видно на примере сварной двутавровой балки, изображенной на рис.1. Цифрами обозначена последовательность проведения работ.
Для компенсации напряжений применяют сварку в шахматном порядке или путем поочередного плавления диаметрально противоположных участков соединения. Что имеется ввиду хорошо видно на примере сварной двутавровой балки, изображенной на рис.1. Цифрами обозначена последовательность проведения работ.
Сварка по принципу «обратной ступени» предполагает разделение линии соединения на небольшие участки с дальнейшей их сваркой в предложенном на рис. 2 порядке. Такой способ позволяет получить минимальные деформации, так как выполняется одновременно два принципа, позволяющих достигнуть такого результата, это:
- Короткий шов;
- Последовательность его наложения, позволяющая скомпенсировать коробления.
Если узел имеет свободные допуски, можно применить метод обратной деформации. В таком случае лист выгибается на величину сварочной деформации (которая может быть установлена опытным путем) в направлении обратном направлению ее действия.
Еще один простой способ уменьшить поводки металла – поставить прихватки перед тем, как начать сварку сплошным швом, используя при этом один из способов, указанных выше по тексту; или заневолить деталь с помощью оснастки.
Минимизировать деформации поможет:
- сопутствующий местный подогрев изделия горелками или предварительный — в электропечи
- Послесварочная термообработка
- Или же проковка в горячем и остывшем состоянии
- Рихтовка изделий в холодном состоянии
- Практически полностью снимает внутренние сварочные напряжения высокий отпуск при Т=550 -560 оС
Очевидно, что любой высокотемпературный нагрев на воздухе приводит к изменениям размеров и формы изделия. Степень изменений может быть заметна невооруженным глазом или же при проведении контроля с помощью различных инструментов: штангенциркуль позволит измерить линейные размеры, индикатор на стойке поможет проконтролировать биения. Полностью избавиться от деформаций невозможно. Однако, есть еще способы значительно их уменьшить или же вообще от них избавиться после окончательной механической обработки путем:
- Выбора оптимальной конструкции изделия;
- Организации достаточных для полного удаления поводок припусков.

%PDF-1.3
%
348 0 объект
>
эндообъект
внешняя ссылка
348 148
0000000016 00000 н
0000003312 00000 н
0000003502 00000 н
0000003711 00000 н
0000003771 00000 н
0000003831 00000 н
0000003895 00000 н
0000003954 00000 н
0000004019 00000 н
0000004083 00000 н
0000004150 00000 н
0000004210 00000 н
0000004270 00000 н
0000004332 00000 н
0000004394 00000 н
0000004461 00000 н
0000004529 00000 н
0000004597 00000 н
0000004665 00000 н
0000004733 00000 н
0000004801 00000 н
0000004869 00000 н
0000004937 00000 н
0000005006 00000 н
0000005075 00000 н
0000005144 00000 н
0000005213 00000 н
0000006336 00000 н
0000006628 00000 н
0000006695 00000 н
0000006888 00000 н
0000006978 00000 н
0000007073 00000 н
0000007184 00000 н
0000007289 00000 н
0000007445 00000 н
0000007602 00000 н
0000007724 00000 н
0000007854 00000 н
0000008004 00000 н
0000008171 00000 н
0000008273 00000 н
0000008369 00000 н
0000008476 00000 н
0000008590 00000 н
0000008759 00000 н
0000008915 00000 н
0000009011 00000 н
0000009107 00000 н
0000009201 00000 н
0000009296 00000 н
0000009391 00000 н
0000009486 00000 н
0000009581 00000 н
0000009677 00000 н
0000009773 00000 н
0000009869 00000 н
0000009965 00000 н
0000010061 00000 н
0000010157 00000 н
0000010253 00000 н
0000010349 00000 н
0000010445 00000 н
0000010541 00000 н
0000010637 00000 н
0000010733 00000 н
0000010829 00000 н
0000010925 00000 н
0000011020 00000 н
0000011114 00000 н
0000011209 00000 н
0000011304 00000 н
0000011399 00000 н
0000011493 00000 н
0000011588 00000 н
0000011683 00000 н
0000011778 00000 н
0000011873 00000 н
0000011968 00000 н
0000012062 00000 н
0000012157 00000 н
0000012253 00000 н
0000012349 00000 н
0000012445 00000 н
0000012541 00000 н
0000012637 00000 н
0000012732 00000 н
0000012828 00000 н
0000012924 00000 н
0000013020 00000 н
0000013116 00000 н
0000013211 00000 н
0000013306 00000 н
0000013402 00000 н
0000013498 00000 н
0000013594 00000 н
0000013689 00000 н
0000013785 00000 н
0000013881 00000 н
0000013976 00000 н
0000014072 00000 н
0000014168 00000 н
0000014262 00000 н
0000014356 00000 н
0000014450 00000 н
0000014542 00000 н
0000014635 00000 н
0000014728 00000 н
0000014821 00000 н
0000014914 00000 н
0000015008 00000 н
0000015102 00000 н
0000015196 00000 н
0000015290 00000 н
0000015384 00000 н
0000015478 00000 н
0000015572 00000 н
0000015666 00000 н
0000015760 00000 н
0000015854 00000 н
0000015948 00000 н
0000016042 00000 н
0000016266 00000 н
0000016700 00000 н
0000017019 00000 н
0000017695 00000 н
0000017736 00000 н
0000018178 00000 н
0000032299 00000 н
0000032891 00000 н
0000033395 00000 н
0000052499 00000 н
0000053047 00000 н
0000053905 00000 н
0000056821 00000 н
0000057299 00000 н
0000057614 00000 н
0000057935 00000 н
0000058110 00000 н
0000064595 00000 н
0000065188 00000 н
0000065432 00000 н
0000066348 00000 н
0000069023 00000 н
0000069087 00000 н
0000072026 00000 н
0000005254 00000 н
0000006314 00000 н
трейлер
]
>>
startxref
0
%%EOF
349 0 объект
>
эндообъект
350 0 объект
[
351 0 Р 352 0 Р 353 0 Р 354 0 Р 355 0 Р 356 0 Р 357 0 Р 358 0 Р 359 0 Р
360 0 Р 361 0 Р 362 0 Р 363 0 Р 364 0 Р 365 0 Р 366 0 Р 367 0 Р
368 0 Р 369 0 Р 370 0 Р 371 0 Р 372 0 Р 373 0 Р
]
эндообъект
351 0 объект
>
/Ф 394 0 Р
>>
эндообъект
352 0 объект
>
/Ф 412 0 Р
>>
эндообъект
353 0 объект
>
/Ф 447 0 Р
>>
эндообъект
354 0 объект
>
/Ф 449 0 Р
>>
эндообъект
355 0 объект
>
/Ф 450 0 Р
>>
эндообъект
356 0 объект
>
/Ф 468 0 Р
>>
эндообъект
357 0 объект
>
/Ф 11 0 Р
>>
эндообъект
358 0 объект
>
/Ф 12 0 Р
>>
эндообъект
359 0 объект
>
/Ф 22 0 Р
>>
эндообъект
360 0 объект
>
/Ф 32 0 Р
>>
эндообъект
361 0 объект
>
/Ф 64 0 Р
>>
эндообъект
362 0 объект
>
/Ф 83 0 Р
>>
эндообъект
363 0 объект
>
/Ф 103 0 Р
>>
эндообъект
364 0 объект
>
/Ф 104 0 Р
>>
эндообъект
365 0 объект
>
/Ф 113 0 Р
>>
эндообъект
366 0 объект
>
/Ф 114 0 Р
>>
эндообъект
367 0 объект
>
/Ф 125 0 Р
>>
эндообъект
368 0 объект
>
/Ф 137 0 Р
>>
эндообъект
369 0 объект
>
/Ф 143 0 Р
>>
эндообъект
370 0 объект
>
/Ф 159 0 Р
>>
эндообъект
371 0 объект
>
/Ф 160 0 Р
>>
эндообъект
372 0 объект
>
/Ф 171 0 Р
>>
эндообъект
373 0 объект
>
/Ф 179 0 Р
>>
эндообъект
374 0 объект
>
эндообъект
494 0 объект
>
ручей
HTKlU3ړ8JLM*R 4)nH, ԅMi3xL4 o[)@E. pQP(
u(bCa53c6\isyy
pQP(
u(bCa53c6\isyy
АНАЛИЗ ТЕРМИЧЕСКИХ УПРУГОПЛАСТИЧЕСКИХ НАПРЯЖЕНИЙ И ДЕФОРМАЦИИ ПРИ СВАРКЕ МЕТОДОМ КОНЕЧНЫХ ЭЛЕМЕНТОВ
Хорошо известно, что термические напряжения при сварке и возникающие в результате остаточные напряжения влияют на прочность сварной конструкции, вызывая такие проблемы, как хрупкое разрушение, коробление и растрескивание сварного шва. В момент сварки ограниченный участок сварного соединения нагревается до очень высокой температуры и охлаждается до комнатной температуры.В происходящем термическом цикле распределение температуры изменяется во времени, что влияет на механические свойства металлов. Для проведения надежного теоретического анализа необходимо учитывать вышеперечисленные факторы. Авторами разработан метод теоретического анализа этой задачи на основе метода конечных элементов с учетом эффектов изменения модуля упругости, предела текучести и коэффициента линейного термического расширения металла с температурой.Они проанализировали термические переходные напряжения, возникающие в стыковом шве под движущимся электродом, а также в угловом шве по ходу первого и второго валиков, и получили различную информацию об истории термических напряжений в процессе сварки. Приведены примеры, подтверждающие полезность метода.
Приведены примеры, подтверждающие полезность метода.
- Авторов:
- Дата публикации: 1971-9
Информация о СМИ
Тематические/указательные термины
Информация о подаче
- Регистрационный номер: 00032644
- Тип записи: Публикация
- Агентство-источник: Комитет по конструкции корабля
- Файлы: ТРИС
- Дата создания: 21 апреля 1972 г., 00:00
Влияние остаточных напряжений на развитие деформации при сварке тонкостенных труб
[1]
М. Sutton, W. Wolters, W. Peters, W. Ranson and S. McNeill, Image and Vision Computing, Vol. 1 (1983), стр. 133–139.
Sutton, W. Wolters, W. Peters, W. Ranson and S. McNeill, Image and Vision Computing, Vol. 1 (1983), стр. 133–139.
[2] Т.Чу, В. Рэнсон, М. Саттон и В. Питерс. Экспериментальная механика Vol. 25-3 (1985), стр. 232–244.
[3]
М. Саттон, Дж. Ортеу и Х. Шрайер: Корреляция изображений для измерения формы, движения и деформации. Спрингер (2009).
Саттон, Дж. Ортеу и Х. Шрайер: Корреляция изображений для измерения формы, движения и деформации. Спрингер (2009).
DOI: 10.1007/978-0-387-78747-3
[4] М.Де Страйкер, Л. Шуреманс, В. Ван Паегем и Д. Дебрюйн, Оптика и лазеры в технике, Vol. 48 (2010), стр. 978-986.
[5]
М.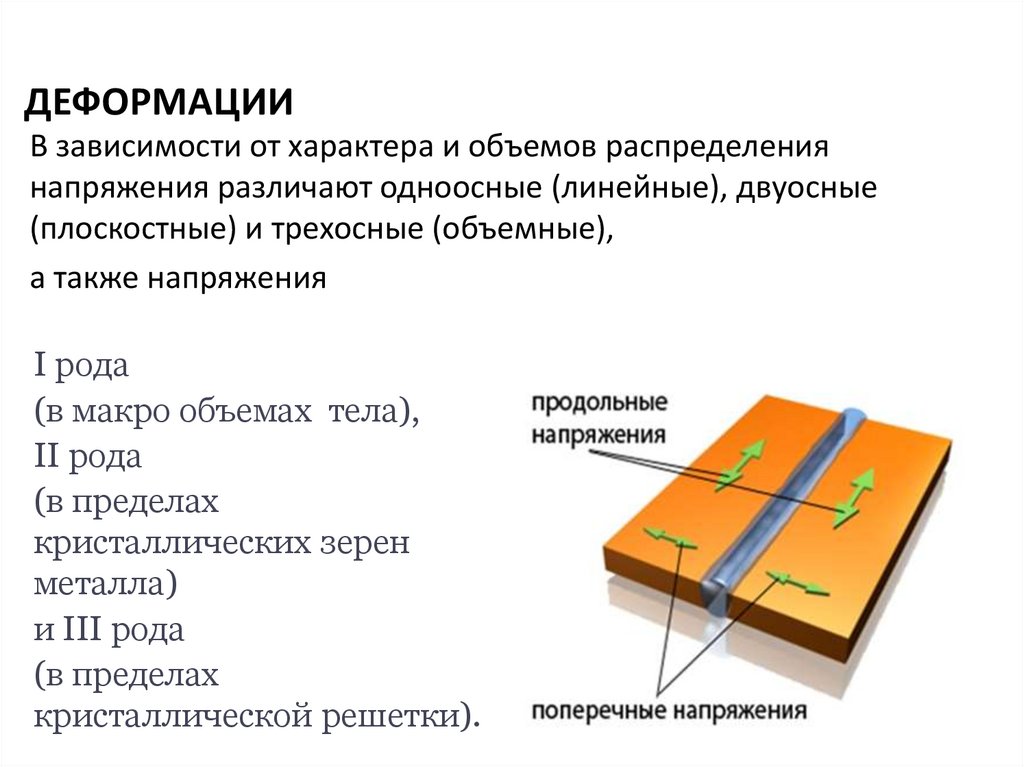 De Strycker, P. Lava, W. Van Paepegem, L. Schueremans и D. Debruyne, Измерение сварочных деформаций с помощью метода цифровой корреляции изображений, представлено в Welding Journal.
De Strycker, P. Lava, W. Van Paepegem, L. Schueremans и D. Debruyne, Измерение сварочных деформаций с помощью метода цифровой корреляции изображений, представлено в Welding Journal.
[6] АБАКУС Инк.ABAQUS, версия 6. 9 Руководство пользователя по анализу (2009 г.).
[7]
М. De Strycker, D. Debruyne, W. Van Paepegem и L. Schueremans, Сварка холоднокатаных стальных труб: чувствительность входных параметров fea, материалы Complas X, Barcelona (2009).
De Strycker, D. Debruyne, W. Van Paepegem и L. Schueremans, Сварка холоднокатаных стальных труб: чувствительность входных параметров fea, материалы Complas X, Barcelona (2009).
[8] Л.Гарднер и К.Т. Нг. Журнал пожарной безопасности, Vol. 41 (2006), стр. 185-203.
[9]
К.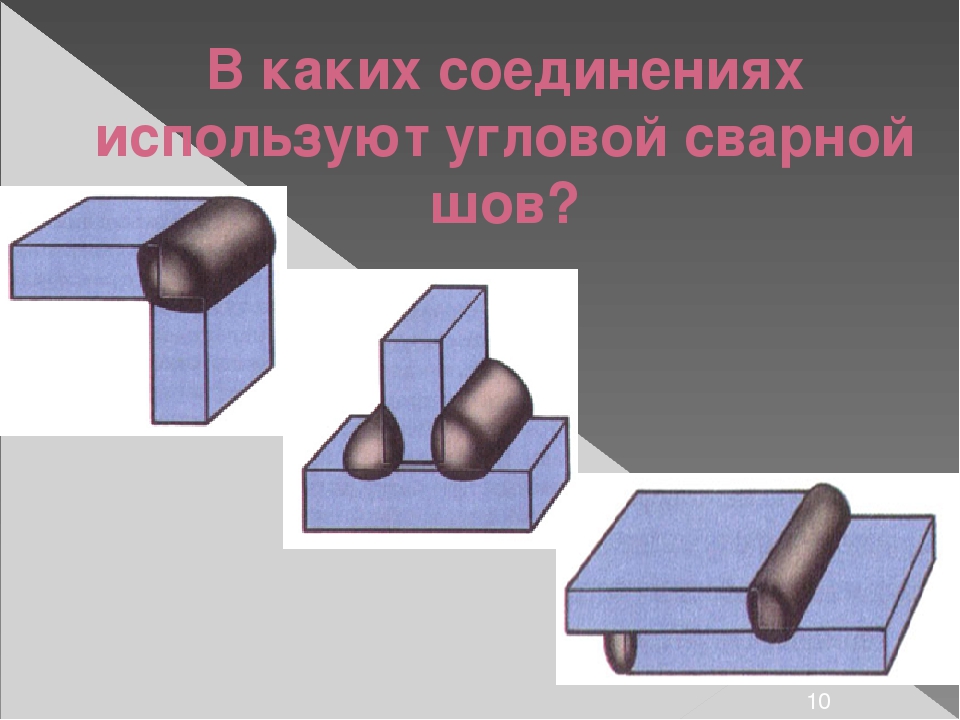 В. Махин, В. Винтерс, Т.М. Холден, Р.Р. Хосбонс и С.Р. Макьюэн, Welding Journal, Vol. 70 (1991), с. 245с-260с.
В. Махин, В. Винтерс, Т.М. Холден, Р.Р. Хосбонс и С.Р. Макьюэн, Welding Journal, Vol. 70 (1991), с. 245с-260с.
[10] Л.Гарднер и Н.Р. Бадду. Журнал исследований конструкционной стали, Vol. 62 (2006), стр. 532-543.
[11]
Л. Э. Линдгрен, Журнал термических напряжений, Vol. 24 (2001), стр. 195-231.
Э. Линдгрен, Журнал термических напряжений, Vol. 24 (2001), стр. 195-231.
[12] Дж.А. Гольдак и М. Ахлаги. Вычислительная механика сварки. Спрингер (2005).
%PDF-1.4
%
1 0 объект
>поток
2019-01-28T19:18:21+01:002022-01-22T04:28:00-08:002022-01-22T04:28:00-08:00iText 4.2.0 от 1T3XTuuid:68715860-02e2-4592-a458 -75f3bb6ad6d3xmp.did:CB29E7617B2EE911A5469F9FE0B6FFFAxmp. сделал:CB29E7617B2EE911A5469F9FE0B6FFFA
сделал:CB29E7617B2EE911A5469F9FE0B6FFFA
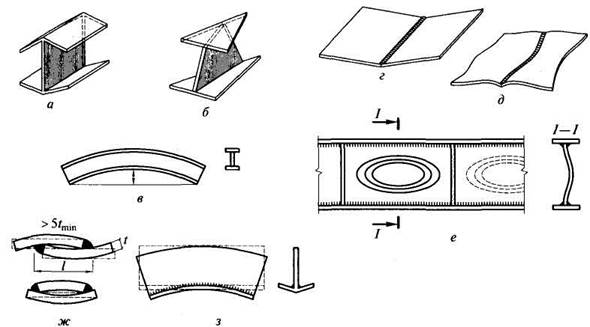 ƍg)D/-E6X’R’3
Q»Ha[miaSgb{k?~V+*jj| _YV9=ohFnyΥ>»
@##42zң;nZyo)E0fʚa} m
ƍg)D/-E6X’R’3
Q»Ha[miaSgb{k?~V+*jj| _YV9=ohFnyΥ>»
@##42zң;nZyo)E0fʚa} mВлияние остаточного напряжения на механические свойства соединений СТП с SUS409L
Это исследование было выполнено для изучения как распределения остаточного напряжения, так и влияния остаточного напряжения, образующегося в зоне сварки, на механические свойства сваренных трением с перемешиванием соединения с листами из нержавеющей стали 409L. Измерение остаточных напряжений методом сверления отверстий; оценка механических свойств, включая испытание на растяжение, испытание на удар по Шарпи и испытание на усталость; и наблюдения за микроструктурой.В центральной области зоны перемешивания речь не идет об остаточных напряжениях, так как запасенные напряжения снимаются в процессе динамической рекристаллизации, а в приповерхностной области зоны перемешивания образуется небольшое количество сжимающих остаточных напряжений, т.к. сильной реакции сжатия буртиком инструмента. В зоне термомеханического воздействия образуется значительное количество сжимающих остаточных напряжений за счет синергии между тепловым расширением за счет теплопроводности из зоны перемешивания и механическим сжатием инструментом. Формирование остаточных напряжений показывает аналогичную тенденцию между наступающей стороной и отступающей стороной. Как уменьшение остаточных напряжений в зоне перемешивания, так и образование сжимающих остаточных напряжений в зоне термомеханического воздействия способствуют улучшению механических свойств сварных соединений трением с перемешиванием.
Формирование остаточных напряжений показывает аналогичную тенденцию между наступающей стороной и отступающей стороной. Как уменьшение остаточных напряжений в зоне перемешивания, так и образование сжимающих остаточных напряжений в зоне термомеханического воздействия способствуют улучшению механических свойств сварных соединений трением с перемешиванием.
1. Введение
При сварке материалов традиционными методами сварки плавлением, такими как сварка вольфрамовым электродом в среде инертного газа (TIG), сварка металла в среде инертного газа (MIG) и лазерная сварка, могут возникать дефекты нескольких видов, такие как кристаллизационные трещины, сегрегация элементов. , а хрупкие фазы обычно образуются из-за реакций плавления и затвердевания в сварных швах в процессе сварки.Эти дефекты существенно ухудшают механические свойства сварных швов [1–9]. Остаточные напряжения, образующиеся в зоне сварки, являются одним из важнейших параметров, определяющих механические свойства сварных швов [10, 11]. Анастассиу и др. сообщили, что остаточные напряжения в зоне сварки снижают усталость и прочность на излом сварных швов, выполненных методом точечной сварки [12]. Они обнаружили, что минимальные остаточные сварочные напряжения достигаются за счет выбора соответствующих параметров сварки.Тем не менее, документально подтверждено, что обычные процессы сварки плавлением обычно приводят к высоким остаточным напряжениям и, следовательно, к плохим механическим свойствам соединений. Первоначальное развитие сварки трением с перемешиванием (СТП) было сосредоточено на сварке алюминиевых сплавов [13, 14]. Твердофазный процесс СТП дает ряд преимуществ с точки зрения механических и металлургических свойств соединений. Благодаря этим преимуществам СТП нашла применение в различных отраслях промышленности для соединения различных материалов [15, 16].В настоящее время эта технология только недавно была адаптирована для соединения нержавеющих сталей. Хотя в некоторых исследованиях [17–19] изучались остаточные напряжения в алюминиевых сплавах, сваренных методом СТП, ни в одном из них не рассматривались остаточные напряжения в нержавеющих сталях или взаимосвязь между остаточными напряжениями и механическими свойствами нержавеющих сталей.
Анастассиу и др. сообщили, что остаточные напряжения в зоне сварки снижают усталость и прочность на излом сварных швов, выполненных методом точечной сварки [12]. Они обнаружили, что минимальные остаточные сварочные напряжения достигаются за счет выбора соответствующих параметров сварки.Тем не менее, документально подтверждено, что обычные процессы сварки плавлением обычно приводят к высоким остаточным напряжениям и, следовательно, к плохим механическим свойствам соединений. Первоначальное развитие сварки трением с перемешиванием (СТП) было сосредоточено на сварке алюминиевых сплавов [13, 14]. Твердофазный процесс СТП дает ряд преимуществ с точки зрения механических и металлургических свойств соединений. Благодаря этим преимуществам СТП нашла применение в различных отраслях промышленности для соединения различных материалов [15, 16].В настоящее время эта технология только недавно была адаптирована для соединения нержавеющих сталей. Хотя в некоторых исследованиях [17–19] изучались остаточные напряжения в алюминиевых сплавах, сваренных методом СТП, ни в одном из них не рассматривались остаточные напряжения в нержавеющих сталях или взаимосвязь между остаточными напряжениями и механическими свойствами нержавеющих сталей.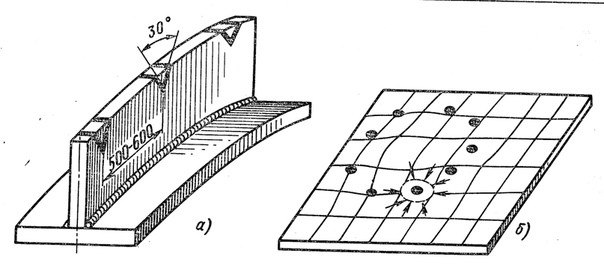 В настоящем исследовании была выполнена сварка трением с перемешиванием для изучения как образования остаточных напряжений в зоне сварки, так и их влияния на механические свойства соединений с листами SUS 409L.Распределение остаточных напряжений, возникающих в различных зонах сварки, количественно измеряли методом сверления отверстий. Также обсуждалось поведение формирования остаточных напряжений в каждой зоне сварки. Было точно исследовано влияние остаточного напряжения на механические свойства, такие как ударные и усталостные свойства.
В настоящем исследовании была выполнена сварка трением с перемешиванием для изучения как образования остаточных напряжений в зоне сварки, так и их влияния на механические свойства соединений с листами SUS 409L.Распределение остаточных напряжений, возникающих в различных зонах сварки, количественно измеряли методом сверления отверстий. Также обсуждалось поведение формирования остаточных напряжений в каждой зоне сварки. Было точно исследовано влияние остаточного напряжения на механические свойства, такие как ударные и усталостные свойства.
2. Экспериментальные процедуры
Химический состав листов из нержавеющей стали SUS 409L, используемых в настоящем исследовании, указан в таблице 1.Образцы для сварки были изготовлены размером 400 мм (длина) × 150 мм (ширина) × 2 мм (толщина). FSW проводили при скорости вращения инструмента 800 об/мин и скорости перемещения 250 мм/мин с помощью инструмента выпуклого типа из PCBN с диаметром зонда 5,5 мм и длиной 1,6 мм. Угол наклона сохранялся равным нулю градусов. Вращающийся инструмент перемещался по линии стыка между двумя свариваемыми образцами. Методы оптической микроскопии (OM, Olympus, GX51) и дифракции обратно рассеянных электронов (EBSD) были выбраны для наблюдения за микроструктурой области сварки и основного металла (BM).Образцы для наблюдения за ОВ готовили механической полировкой с использованием суспензии кремнезема 0,5 мкм с последующим химическим травлением раствором нитала (40 мл HNO 3 + 60 мл HCl). Образцы EBSD готовили механической полировкой с последующей электрохимической полировкой раствором 6 % хлорной кислоты и 94 % этанола. Данные ESBD были получены на сканирующем электронном микроскопе с полевой эмиссией (FE-SEM, JEOL, JSM-700F, 200 kV) и проанализированы с использованием программного обеспечения TSL OIM для получения информации о микроструктуре.Образцы для испытаний были взяты из стыков в соответствии со стандартом и схематически изображены на рис. 1. Как калибровочная часть образцов для испытаний на растяжение и усталость, так и надрез ударных образцов располагались в центре зоны перемешивания (ЗЗ).
Вращающийся инструмент перемещался по линии стыка между двумя свариваемыми образцами. Методы оптической микроскопии (OM, Olympus, GX51) и дифракции обратно рассеянных электронов (EBSD) были выбраны для наблюдения за микроструктурой области сварки и основного металла (BM).Образцы для наблюдения за ОВ готовили механической полировкой с использованием суспензии кремнезема 0,5 мкм с последующим химическим травлением раствором нитала (40 мл HNO 3 + 60 мл HCl). Образцы EBSD готовили механической полировкой с последующей электрохимической полировкой раствором 6 % хлорной кислоты и 94 % этанола. Данные ESBD были получены на сканирующем электронном микроскопе с полевой эмиссией (FE-SEM, JEOL, JSM-700F, 200 kV) и проанализированы с использованием программного обеспечения TSL OIM для получения информации о микроструктуре.Образцы для испытаний были взяты из стыков в соответствии со стандартом и схематически изображены на рис. 1. Как калибровочная часть образцов для испытаний на растяжение и усталость, так и надрез ударных образцов располагались в центре зоны перемешивания (ЗЗ). Испытания на растяжение проводились с использованием машины для динамических испытаний материалов (Instron, 8801, 100 кН) с образцами меньшего размера JIS 2201 (толщина: 2 мм; расчетная длина: 30 мм) при скорости траверсы 1 мм/мин. Испытания на удар были проведены с образцами KS B 0809 (толщина: 2 мм) с использованием прибора для испытания на удар по Шарпи (Zwick/Roell, RKP-450) с углом молотка 150°.Испытания на усталость проводились с использованием машины для испытаний на резонансную усталость с образцами ASTM E466 (толщина: 2 мм; расчетная длина: 24 мм). Используемые максимальные уровни напряжения были выбраны в зависимости от предела текучести соединения СТП и основного металла. Были выбраны значения 40~80 процентов предела текучести. Был применен коэффициент напряжения R = 0,1. Усталостную долговечность определяли как количество циклов до разрушения. Число циклов, рассматриваемое как предел бесконечной жизни, составляло 10 7 циклов.Для измерения остаточных напряжений в зоне сварки был выбран метод сверления отверстий.
Испытания на растяжение проводились с использованием машины для динамических испытаний материалов (Instron, 8801, 100 кН) с образцами меньшего размера JIS 2201 (толщина: 2 мм; расчетная длина: 30 мм) при скорости траверсы 1 мм/мин. Испытания на удар были проведены с образцами KS B 0809 (толщина: 2 мм) с использованием прибора для испытания на удар по Шарпи (Zwick/Roell, RKP-450) с углом молотка 150°.Испытания на усталость проводились с использованием машины для испытаний на резонансную усталость с образцами ASTM E466 (толщина: 2 мм; расчетная длина: 24 мм). Используемые максимальные уровни напряжения были выбраны в зависимости от предела текучести соединения СТП и основного металла. Были выбраны значения 40~80 процентов предела текучести. Был применен коэффициент напряжения R = 0,1. Усталостную долговечность определяли как количество циклов до разрушения. Число циклов, рассматриваемое как предел бесконечной жизни, составляло 10 7 циклов.Для измерения остаточных напряжений в зоне сварки был выбран метод сверления отверстий.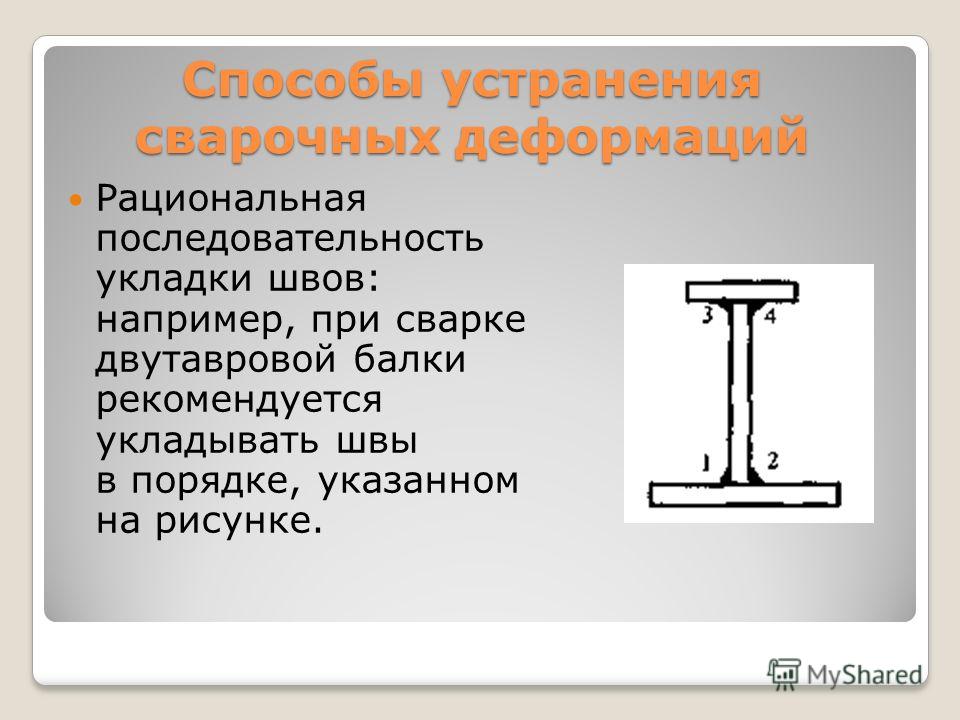 Этот метод измеряет остаточное напряжение с помощью датчиков, которые реагируют на изменение электрического сопротивления. Величина электрического сопротивления изменяется при снятии образовавшихся в зоне сварки остаточных напряжений за счет сверления отверстия. В этом исследовании применялись датчики типа B в соответствии со стандартом ASTM E837, а отверстия диаметром 2 мм просверливались в направлении от поверхности к глубине. Остаточные напряжения измеряли на БМ, СЗ, ТМАЗ-АС и ТМАЗ-РС на 0.сверление 1 мм.
Этот метод измеряет остаточное напряжение с помощью датчиков, которые реагируют на изменение электрического сопротивления. Величина электрического сопротивления изменяется при снятии образовавшихся в зоне сварки остаточных напряжений за счет сверления отверстия. В этом исследовании применялись датчики типа B в соответствии со стандартом ASTM E837, а отверстия диаметром 2 мм просверливались в направлении от поверхности к глубине. Остаточные напряжения измеряли на БМ, СЗ, ТМАЗ-АС и ТМАЗ-РС на 0.сверление 1 мм.
| |||||||||||||||||||||||||||||||||||||||
3.Результаты
3.1. Микроструктура
На рис. 2 представлены макроскопические и микроскопические изображения поперечного сечения соединений СТП. При оптическом микроскопическом наблюдении макро- и микродефектов сварки обнаружено не было. Зона сварки соединений СТП состояла из зоны перемешивания (ЗЗ) и зоны термомеханического воздействия (ТМАЗ). SZ представляет собой динамически рекристаллизованную область, характеризующуюся гораздо более мелкими зернами, чем у BM. Располагаясь между СЗ и БМ, ТМАЗ, в отличие от СЗ, сохранял деформированную и/или вытянутую структуру вдоль СЗ, что демонстрирует анализ EBSD, представленный в Обсуждении.По мере протекания сварки ВИГ с плавлением и затвердеванием материалов шва в ФЗ формируется литая структура [6]. Напротив, в соединениях СТП из-за свойств сварки в твердом состоянии формировалась только рекристаллизованная и деформированная структура без литой структуры. Считалось, что эти характерные микроструктуры, образующиеся в сварных соединениях, тесно связаны с развитием остаточных напряжений и их механическими свойствами.
2 представлены макроскопические и микроскопические изображения поперечного сечения соединений СТП. При оптическом микроскопическом наблюдении макро- и микродефектов сварки обнаружено не было. Зона сварки соединений СТП состояла из зоны перемешивания (ЗЗ) и зоны термомеханического воздействия (ТМАЗ). SZ представляет собой динамически рекристаллизованную область, характеризующуюся гораздо более мелкими зернами, чем у BM. Располагаясь между СЗ и БМ, ТМАЗ, в отличие от СЗ, сохранял деформированную и/или вытянутую структуру вдоль СЗ, что демонстрирует анализ EBSD, представленный в Обсуждении.По мере протекания сварки ВИГ с плавлением и затвердеванием материалов шва в ФЗ формируется литая структура [6]. Напротив, в соединениях СТП из-за свойств сварки в твердом состоянии формировалась только рекристаллизованная и деформированная структура без литой структуры. Считалось, что эти характерные микроструктуры, образующиеся в сварных соединениях, тесно связаны с развитием остаточных напряжений и их механическими свойствами. Стрелки на рисунке 3 указывают места измерения остаточного напряжения.Остаточные напряжения измеряли в направлении толщины от поверхности стыка до глубины 1 мм так, чтобы точки измерения содержали СЗ и ТМАЗ в стыках.
Стрелки на рисунке 3 указывают места измерения остаточного напряжения.Остаточные напряжения измеряли в направлении толщины от поверхности стыка до глубины 1 мм так, чтобы точки измерения содержали СЗ и ТМАЗ в стыках.
3.2. Распределение остаточного напряжения
Позиции измерения остаточного напряжения схематично показаны на рис. 3. Остаточное напряжение измерялось на BM, SZ, наступающей стороне TMAZ (TMAZ-AS) и отступающей стороне TMAZ (TMAZ-RS) в зависимости от глубины от поверхности суставов.Как видно из рисунка-вставки, ТМАЗ-АС и ТМАЗ-РС проходили как через СЗ, так и через ТМАЗ. На рис. 4 показано распределение остаточных напряжений в основном металле, примыкающем к зоне сварки. Вне зависимости от глубины от поверхности остаточное напряжение поперечного направления (ПД) и направления сварки (ВД) практически не обнаружено. Считалось, что остаточные напряжения, возникающие в процессе прокатки, были сняты, так как листы основного металла полностью отжигались на стадии термической обработки.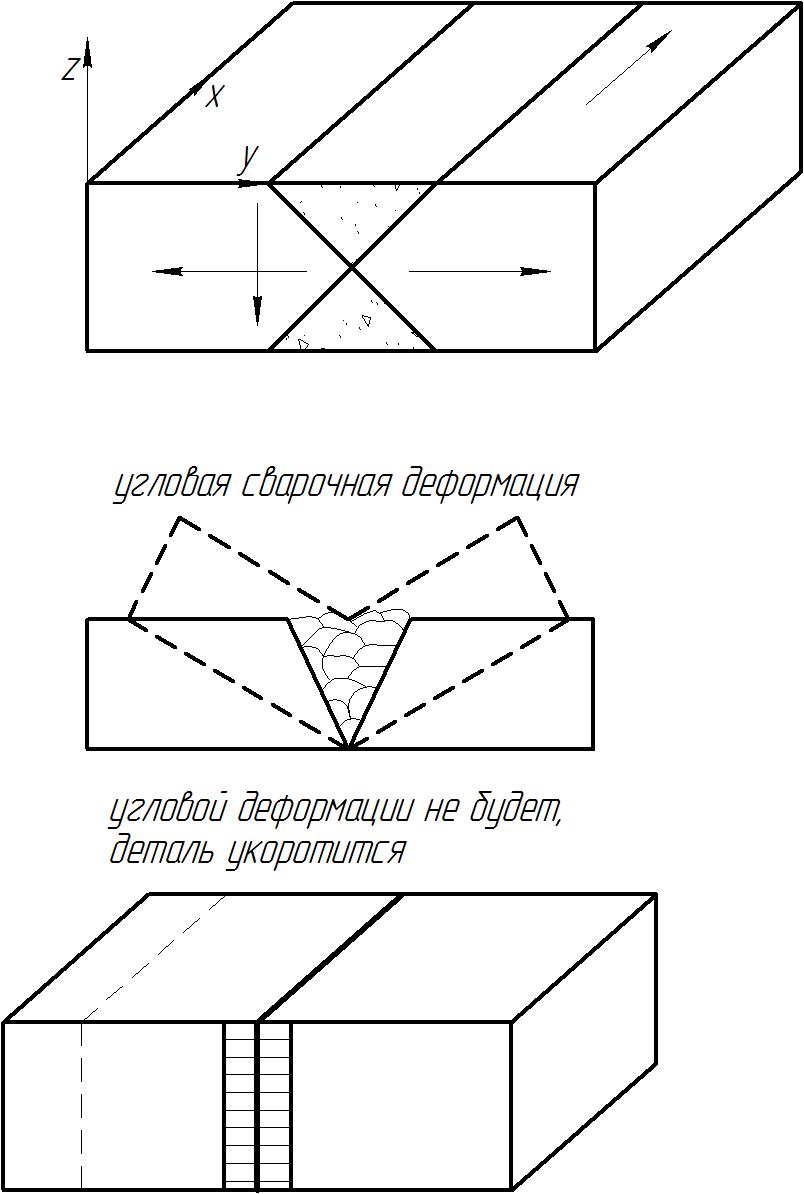 На рис. 5 показано распределение остаточных напряжений в зоне перемешивания соединения СТП.Почти все участки имели низкие растягивающие остаточные напряжения. Тем не менее, некоторая степень сжимающих остаточных напряжений была измерена на площади поверхности. Считалось, что инструмент выпуклого типа влияет на формирование сжимающих остаточных напряжений на участке поверхности в зоне перемешивания. Остаточные напряжения как в ДН, так и в РД представляли одну и ту же составляющую, и их значения в целом были близки. На рисунках 6 и 7 показано распределение остаточных напряжений на ТМАЗ-АС и ТМАЗ-РС соответственно.В этих областях были получены весьма отличные от результатов в зоне перемешивания результаты. Область, соответствующая ТМАЗ, то есть на глубинах от 0,7 мм до 0,9 мм, выражала сжимающие остаточные напряжения, превышающие 200 МПа. В ТМАЗ-АС остаточное сжимающее напряжение в ВД было несколько больше, чем в ПД. Такая же тенденция была и на ТМАЗ-РС. Кроме того, сжимающие остаточные напряжения, измеренные в области TMAZ-RS, также были больше, чем в области TMAZ-AS.
На рис. 5 показано распределение остаточных напряжений в зоне перемешивания соединения СТП.Почти все участки имели низкие растягивающие остаточные напряжения. Тем не менее, некоторая степень сжимающих остаточных напряжений была измерена на площади поверхности. Считалось, что инструмент выпуклого типа влияет на формирование сжимающих остаточных напряжений на участке поверхности в зоне перемешивания. Остаточные напряжения как в ДН, так и в РД представляли одну и ту же составляющую, и их значения в целом были близки. На рисунках 6 и 7 показано распределение остаточных напряжений на ТМАЗ-АС и ТМАЗ-РС соответственно.В этих областях были получены весьма отличные от результатов в зоне перемешивания результаты. Область, соответствующая ТМАЗ, то есть на глубинах от 0,7 мм до 0,9 мм, выражала сжимающие остаточные напряжения, превышающие 200 МПа. В ТМАЗ-АС остаточное сжимающее напряжение в ВД было несколько больше, чем в ПД. Такая же тенденция была и на ТМАЗ-РС. Кроме того, сжимающие остаточные напряжения, измеренные в области TMAZ-RS, также были больше, чем в области TMAZ-AS. Считалось, что эти результаты связаны с приложенной силой, а явления течения материала в зоне сварки включают SZ и TMAZ при сварке трением с перемешиванием.Эти явления могли быть объяснены предыдущим исследованием. Зерно ТМАЗ-АС имеет тенденцию демонстрировать более высокие характеристики текучести материала, чем у ТМАЗ-РС, из-за взаимодействия ТМАЗ-РС и столкновения текучих металлов ТМАЗ-АС и ТМАЗ-РС, вращающихся в разных направлениях. При более резком механическом воздействии и более высокой температуре металл на ТМАЗ-АС может течь более резко, а зерна на АС легко удлиняются и демонстрируют более высокие характеристики текучести, чем на ТМАЗ-РС [20]. Таким образом, было подтверждено, что низкий уровень остаточного напряжения при растяжении и значительное остаточное напряжение при сжатии формируются в центре зоны перемешивания и на краю зоны перемешивания соответственно.Он сильно отличается от результатов соединения ВИГ, которое обычно формирует растягивающие остаточные напряжения в зоне сплавления [6].
Считалось, что эти результаты связаны с приложенной силой, а явления течения материала в зоне сварки включают SZ и TMAZ при сварке трением с перемешиванием.Эти явления могли быть объяснены предыдущим исследованием. Зерно ТМАЗ-АС имеет тенденцию демонстрировать более высокие характеристики текучести материала, чем у ТМАЗ-РС, из-за взаимодействия ТМАЗ-РС и столкновения текучих металлов ТМАЗ-АС и ТМАЗ-РС, вращающихся в разных направлениях. При более резком механическом воздействии и более высокой температуре металл на ТМАЗ-АС может течь более резко, а зерна на АС легко удлиняются и демонстрируют более высокие характеристики текучести, чем на ТМАЗ-РС [20]. Таким образом, было подтверждено, что низкий уровень остаточного напряжения при растяжении и значительное остаточное напряжение при сжатии формируются в центре зоны перемешивания и на краю зоны перемешивания соответственно.Он сильно отличается от результатов соединения ВИГ, которое обычно формирует растягивающие остаточные напряжения в зоне сплавления [6]. Высказано предположение, что различие в формировании остаточных напряжений в зоне сварки может оказывать влияние на механические свойства соединений.
Высказано предположение, что различие в формировании остаточных напряжений в зоне сварки может оказывать влияние на механические свойства соединений.
3.3. Механические свойства
На рис. 8 показаны кривые напряжение-деформация, полученные в результате испытаний на растяжение соединения СТП и основного металла.Их предел текучести и предел прочности при растяжении были одинаковыми, хотя относительное удлинение соединения СТП было несколько меньше, чем у основного металла. Разрушение соединения СТП произошло в основном металле, а не в зоне сварки. В результате было обнаружено, что стопроцентная эффективность соединения может быть достигнута при оптимизированных условиях процесса в случае листов из нержавеющей стали SUS 409L.
Результаты испытания на ударную вязкость по Шарпи показаны на рис. ), и полной энергии ( E t ), поглощенной до разрушения. E i обоих образцов был почти одинаковым. Однако E p соединения СТП было выше, чем у основного металла. Этот результат является необычным в области сварки. Как правило, ударные свойства сварных соединений, изготовленных обычными способами сварки, такими как процессы дуговой и лазерной сварки, хуже, чем у основного металла. В связи с этим отличием авторы считают, что образование ультрамелких зерен в зоне перемешивания, как показано на рис. 2, влияет на увеличение энергии распространения трещины.Эти результаты говорят о том, что ударные свойства, превосходящие свойства основного металла, могут быть получены за счет оптимизированных условий процесса СТП.
Однако E p соединения СТП было выше, чем у основного металла. Этот результат является необычным в области сварки. Как правило, ударные свойства сварных соединений, изготовленных обычными способами сварки, такими как процессы дуговой и лазерной сварки, хуже, чем у основного металла. В связи с этим отличием авторы считают, что образование ультрамелких зерен в зоне перемешивания, как показано на рис. 2, влияет на увеличение энергии распространения трещины.Эти результаты говорят о том, что ударные свойства, превосходящие свойства основного металла, могут быть получены за счет оптимизированных условий процесса СТП.
Усталостные свойства соединений СТП и основного металла показаны кривыми S-N (напряжение-число) на рисунке 10. Кривая S-N соединения СТП была идентична кривой основного металла. Как для соединения СТП, так и для основного металла было обнаружено, что усталостная долговечность считается бесконечной, когда максимальное напряжение было нагружено в диапазоне 40-80 процентов от предела текучести. Предел выносливости соединений СТП, изготовленных в настоящих условиях, составлял около 150 МПа. Эти результаты показывают, что хорошие усталостные свойства, эквивалентные свойствам основного металла, могут быть получены при оптимизированных условиях процесса FSW в листах из нержавеющей стали SUS 409L. Эволюция характерной микроструктуры и остаточного напряжения, а также их возможное влияние на механические свойства соединений СТП обсуждались в следующем разделе.
Предел выносливости соединений СТП, изготовленных в настоящих условиях, составлял около 150 МПа. Эти результаты показывают, что хорошие усталостные свойства, эквивалентные свойствам основного металла, могут быть получены при оптимизированных условиях процесса FSW в листах из нержавеющей стали SUS 409L. Эволюция характерной микроструктуры и остаточного напряжения, а также их возможное влияние на механические свойства соединений СТП обсуждались в следующем разделе.
4. Обсуждение
4.1. Эволюция остаточных напряжений в соединениях СТП
Остаточные напряжения – это напряжения, которые существуют в материалах, хотя внешние силы не приложены. В частности, остаточные напряжения — это напряжения, которые существуют в конструкциях, остающихся в равновесном состоянии даже после устранения первоначальной причины напряжений. Остаточные напряжения могут возникать в результате различных механизмов, включая пластические деформации, температурные градиенты во время термического цикла или структурные изменения при фазовом превращении. Тепло от сварки может вызвать локальное расширение, которое во время сварки поглощается либо расплавленным металлом, либо размещением свариваемых деталей. Когда готовый шов остывает, зона сплавления охлаждается и сжимается больше, чем другие. В результате в соединениях, выполненных традиционными методами сварки, включающими плавление и коагуляцию, остаются остаточные напряжения. Однако остаточные напряжения не образуются, если листы нагреваются с равномерным распределением температуры. Иными словами, остаточные напряжения, возникающие при сварке, образуются за счет неравномерного распределения температуры вокруг зоны сварки.Поэтому распределение остаточных напряжений определяется градиентом температуры в каждом направлении. Кроме того, сумма остаточного напряжения растяжения, образованного сжатием при затвердевании, и остаточного напряжения сжатия, вызванного расширением при ликвидации, всегда стремится к нулю, поскольку структуры с остаточным напряжением остаются в равновесном состоянии.
Тепло от сварки может вызвать локальное расширение, которое во время сварки поглощается либо расплавленным металлом, либо размещением свариваемых деталей. Когда готовый шов остывает, зона сплавления охлаждается и сжимается больше, чем другие. В результате в соединениях, выполненных традиционными методами сварки, включающими плавление и коагуляцию, остаются остаточные напряжения. Однако остаточные напряжения не образуются, если листы нагреваются с равномерным распределением температуры. Иными словами, остаточные напряжения, возникающие при сварке, образуются за счет неравномерного распределения температуры вокруг зоны сварки.Поэтому распределение остаточных напряжений определяется градиентом температуры в каждом направлении. Кроме того, сумма остаточного напряжения растяжения, образованного сжатием при затвердевании, и остаточного напряжения сжатия, вызванного расширением при ликвидации, всегда стремится к нулю, поскольку структуры с остаточным напряжением остаются в равновесном состоянии. Сварка трением с перемешиванием является одним из типичных процессов сварки в твердом состоянии, который не включает плавление. Следовательно, может возникнуть разница в распределении остаточных напряжений по сравнению с обычными процессами сварки.Основываясь на результатах рисунков 4–7, поведение формирования остаточного напряжения в зоне сварки во время сварки трением с перемешиванием показано на рисунке 11. Во-первых, в этом исследовании рассматривается формирование остаточного напряжения в зоне перемешивания. σ x остаточное напряжение в направлении сварки (направление длины, x — направление) образуется в результате неоднородного распределения температуры в направлении ширины ( y -направление). В случае переднего сечения А-А (рис. 11(б)) близко к инструменту как источнику сварочного тепла, в то время как температура вокруг линии сварки немного повышается, температура участка, который остается в стороне в направлении ширины, не повышается.
Сварка трением с перемешиванием является одним из типичных процессов сварки в твердом состоянии, который не включает плавление. Следовательно, может возникнуть разница в распределении остаточных напряжений по сравнению с обычными процессами сварки.Основываясь на результатах рисунков 4–7, поведение формирования остаточного напряжения в зоне сварки во время сварки трением с перемешиванием показано на рисунке 11. Во-первых, в этом исследовании рассматривается формирование остаточного напряжения в зоне перемешивания. σ x остаточное напряжение в направлении сварки (направление длины, x — направление) образуется в результате неоднородного распределения температуры в направлении ширины ( y -направление). В случае переднего сечения А-А (рис. 11(б)) близко к инструменту как источнику сварочного тепла, в то время как температура вокруг линии сварки немного повышается, температура участка, который остается в стороне в направлении ширины, не повышается. Поэтому вокруг линии сварки температура имеет тенденцию к расширению в продольном направлении, а в дальнем от линии сварки участке температура остается неизменной. В результате силы в направлении x уравновешиваются давлением сжатия вблизи линии сварки и напряжением растяжения вдали от линии сварки. В случае поперечного сечения ВВ, то есть в зоне перемешивания, сжимающие напряжения, создаваемые начальным нагревом, становятся близкими к нулю, поскольку предел текучести и коэффициент упругости становятся очень малыми, когда температура в зоне перемешивания достигает 70% от температуры плавления. из основного металла.Достаточно высокой температуры, чтобы рекристаллизовать деформированные зерна в зоне перемешивания. На рис. 12 показан результат наблюдения микроструктуры в момент времени. Как показано на рисунках 12(a) и 12(b), в то время как SZ формируется с равноосными мелкими зернами, которые, как считается, образуются в результате динамической рекристаллизации во время сварки трением с перемешиванием, TMAZ демонстрирует деформированную сдвигом зернистую структуру, сформированную механическим течением металла.
Поэтому вокруг линии сварки температура имеет тенденцию к расширению в продольном направлении, а в дальнем от линии сварки участке температура остается неизменной. В результате силы в направлении x уравновешиваются давлением сжатия вблизи линии сварки и напряжением растяжения вдали от линии сварки. В случае поперечного сечения ВВ, то есть в зоне перемешивания, сжимающие напряжения, создаваемые начальным нагревом, становятся близкими к нулю, поскольку предел текучести и коэффициент упругости становятся очень малыми, когда температура в зоне перемешивания достигает 70% от температуры плавления. из основного металла.Достаточно высокой температуры, чтобы рекристаллизовать деформированные зерна в зоне перемешивания. На рис. 12 показан результат наблюдения микроструктуры в момент времени. Как показано на рисунках 12(a) и 12(b), в то время как SZ формируется с равноосными мелкими зернами, которые, как считается, образуются в результате динамической рекристаллизации во время сварки трением с перемешиванием, TMAZ демонстрирует деформированную сдвигом зернистую структуру, сформированную механическим течением металла.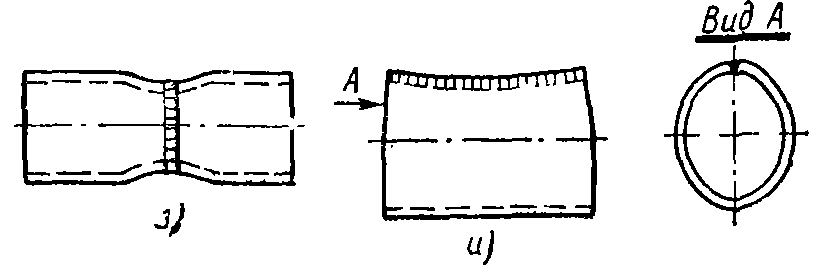 Можно предположить, что напряжения, возникающие в начале процесса фрикционного перемешивания, практически снимаются в процессе динамической рекристаллизации, происходящей в результате теплоты трения и пластического течения.Сжимающее напряжение остается в ТМАЗ, которая является границей ЗС и основного металла, из-за температурного градиента, и будет растягивающее напряжение вдали от линии сварки, чтобы достичь равновесия сил против сжимающего напряжения, остающегося вблизи граничного участка. После прохождения сечения В-В процесс нагрева заканчивается и начинается процесс охлаждения вокруг линии сварки. Когда начинается процесс охлаждения, считается, что незначительное растягивающее напряжение формируется в поперечном сечении С-С с линией сварки в центре, потому что сжатие происходит упруго вокруг линии сварки.Эти результаты противоречат тому, что остаточное растягивающее напряжение в значительной степени прикладывается к зоне сплавления при обычном способе сварки. Напряжение формируется для удовлетворения равновесия сил в области, удаленной от линии сварки.
Можно предположить, что напряжения, возникающие в начале процесса фрикционного перемешивания, практически снимаются в процессе динамической рекристаллизации, происходящей в результате теплоты трения и пластического течения.Сжимающее напряжение остается в ТМАЗ, которая является границей ЗС и основного металла, из-за температурного градиента, и будет растягивающее напряжение вдали от линии сварки, чтобы достичь равновесия сил против сжимающего напряжения, остающегося вблизи граничного участка. После прохождения сечения В-В процесс нагрева заканчивается и начинается процесс охлаждения вокруг линии сварки. Когда начинается процесс охлаждения, считается, что незначительное растягивающее напряжение формируется в поперечном сечении С-С с линией сварки в центре, потому что сжатие происходит упруго вокруг линии сварки.Эти результаты противоречат тому, что остаточное растягивающее напряжение в значительной степени прикладывается к зоне сплавления при обычном способе сварки. Напряжение формируется для удовлетворения равновесия сил в области, удаленной от линии сварки. Формирование остаточных напряжений на ТМАЗ, являющейся границей СЗ и БМ, аналогично таковому на участке А-А, но результат показывает, что сжимающие напряжения развиты больше. Это связано с синергетическим эффектом как теплового расширения за счет кондуктивного тепла от СЗ, так и значительных сжимающих напряжений, образующихся в результате механического сжатия инструментальной нагрузкой.На участке сварки трением с перемешиванием, в отличие от зоны сварки при обычной сварке плавлением, на ТМАЗ создается значительное остаточное напряжение сжатия, а часть остаточного напряжения сжатия и мелкого остаточного напряжения растяжения формируется в области поверхности и центральной области ЗС соответственно.
Формирование остаточных напряжений на ТМАЗ, являющейся границей СЗ и БМ, аналогично таковому на участке А-А, но результат показывает, что сжимающие напряжения развиты больше. Это связано с синергетическим эффектом как теплового расширения за счет кондуктивного тепла от СЗ, так и значительных сжимающих напряжений, образующихся в результате механического сжатия инструментальной нагрузкой.На участке сварки трением с перемешиванием, в отличие от зоны сварки при обычной сварке плавлением, на ТМАЗ создается значительное остаточное напряжение сжатия, а часть остаточного напряжения сжатия и мелкого остаточного напряжения растяжения формируется в области поверхности и центральной области ЗС соответственно.
4.2. Взаимосвязь между остаточным напряжением и механическими свойствами в соединениях СТП
В области сварки плавлением, такой как дуговая, контактная или лазерная, остаточное напряжение обычно формируется примерно на уровне предела текучести основного металла.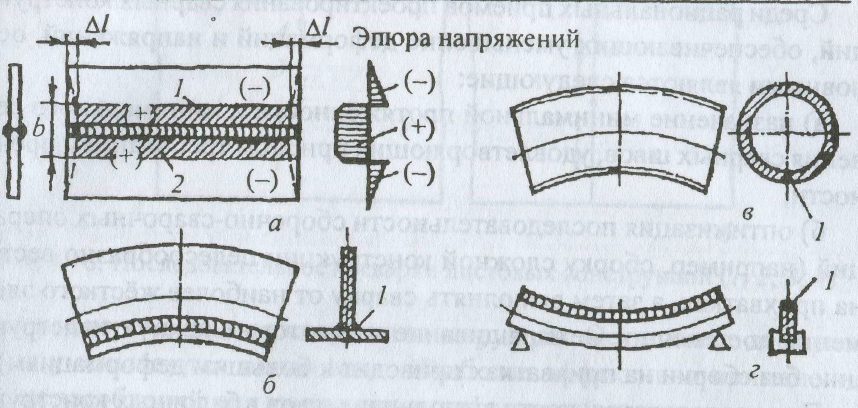 Другими словами, при традиционной сварке плавлением до приложения внешней силы действует значительный уровень напряжения, и это остаточное напряжение оказывает влияние на механические свойства сварной конструкции. Акбари и др. экспериментально измерил и численно проанализировал остаточное напряжение в сварных швах из нержавеющей стали 304L с помощью процесса сварки TIG. В результате сообщалось, что в то время как в зоне сплавления формируется остаточное напряжение растяжения, близкое к 200 МПа, в зоне термического влияния происходит образование соответствующего остаточного напряжения сжатия.Как правило, даже при оптимизации процесса сварки и отсутствии дефектов в зоне сплавления остаточные растягивающие напряжения в зоне сплавления значительно снижают механические свойства. Напротив, как показано на рисунках 8–10, предел прочности при растяжении и усталостные свойства сварных соединений трением с перемешиванием превышают уровень основного металла, и установлено, что усталостная характеристика равна основному металлу.
Другими словами, при традиционной сварке плавлением до приложения внешней силы действует значительный уровень напряжения, и это остаточное напряжение оказывает влияние на механические свойства сварной конструкции. Акбари и др. экспериментально измерил и численно проанализировал остаточное напряжение в сварных швах из нержавеющей стали 304L с помощью процесса сварки TIG. В результате сообщалось, что в то время как в зоне сплавления формируется остаточное напряжение растяжения, близкое к 200 МПа, в зоне термического влияния происходит образование соответствующего остаточного напряжения сжатия.Как правило, даже при оптимизации процесса сварки и отсутствии дефектов в зоне сплавления остаточные растягивающие напряжения в зоне сплавления значительно снижают механические свойства. Напротив, как показано на рисунках 8–10, предел прочности при растяжении и усталостные свойства сварных соединений трением с перемешиванием превышают уровень основного металла, и установлено, что усталостная характеристика равна основному металлу. Эти результаты противоречат результатам для сварных швов, выполненных традиционным процессом сварки плавлением, упомянутым выше.Считается, что это происходит из-за разницы в компоненте остаточного напряжения, возникающего в зоне сварки при сварке трением с перемешиванием. Иными словами, образование сжимающих остаточных напряжений вблизи поверхности зоны перемешивания, незначительный уровень растягивающих остаточных напряжений в зоне перемешивания и значительный уровень сжимающих остаточных напряжений в зоне термомеханического воздействия в равной степени способствуют сохранению уровня механических свойств. с основным металлом. В случае швов, выполненных традиционным способом сварки плавлением, в которых остаточное растягивающее напряжение, создаваемое в зоне сплавления, близко к уровню предела текучести ее материала, высока вероятность пластической деформации от циклических сжимающих и растягивающих нагрузок или дополнительных статических растягивающих нагрузок. .Однако в сварных соединениях трением с перемешиванием, где в СЗ и ТМАЗ формируются остаточные напряжения сжатия в качестве первичных остаточных напряжений, пластическая деформация и разрушение затягиваются при приложении дополнительных нагрузок.
Эти результаты противоречат результатам для сварных швов, выполненных традиционным процессом сварки плавлением, упомянутым выше.Считается, что это происходит из-за разницы в компоненте остаточного напряжения, возникающего в зоне сварки при сварке трением с перемешиванием. Иными словами, образование сжимающих остаточных напряжений вблизи поверхности зоны перемешивания, незначительный уровень растягивающих остаточных напряжений в зоне перемешивания и значительный уровень сжимающих остаточных напряжений в зоне термомеханического воздействия в равной степени способствуют сохранению уровня механических свойств. с основным металлом. В случае швов, выполненных традиционным способом сварки плавлением, в которых остаточное растягивающее напряжение, создаваемое в зоне сплавления, близко к уровню предела текучести ее материала, высока вероятность пластической деформации от циклических сжимающих и растягивающих нагрузок или дополнительных статических растягивающих нагрузок. .Однако в сварных соединениях трением с перемешиванием, где в СЗ и ТМАЗ формируются остаточные напряжения сжатия в качестве первичных остаточных напряжений, пластическая деформация и разрушение затягиваются при приложении дополнительных нагрузок. Считается, что механические свойства соединений СТП улучшаются как за счет образования сжимающих остаточных напряжений в ТМАЗ, так и за счет облегчения остаточных напряжений динамической рекристаллизацией в СЗ.
Считается, что механические свойства соединений СТП улучшаются как за счет образования сжимающих остаточных напряжений в ТМАЗ, так и за счет облегчения остаточных напряжений динамической рекристаллизацией в СЗ.
5. Заключение
Это исследование было выполнено для изучения как распределения остаточного напряжения, так и влияния остаточного напряжения, образующегося в зоне сварки, на механические свойства сварных соединений трением с перемешиванием с листами из нержавеющей стали 409L.Выводы, полученные путем измерения остаточных напряжений методом сверления отверстий; оценка механических свойств, включая испытание на растяжение, испытание на удар по Шарпи и испытание на усталость; и наблюдения за микроструктурой заключаются в следующем: (1) в центральной части зоны перемешивания остаточных напряжений нет, так как накопленные напряжения снимаются в процессе динамической рекристаллизации, а небольшое количество сжимающих остаточных напряжений высвобождается. образуется в приповерхностной зоне зоны перемешивания из-за сильной реакции сжатия буртиком инструмента. (2) В зоне термомеханического воздействия образуется значительное количество сжимающих остаточных напряжений из-за синергии между тепловым расширением за счет теплопроводности из зоны перемешивания и механическим сжатием инструментом. Формирование остаточных напряжений показывает аналогичную тенденцию между наступающей и отступающей сторонами. (3) Как смягчение остаточных напряжений в зоне перемешивания, так и образование сжимающих остаточных напряжений в зоне термомеханического воздействия способствуют улучшению механической прочности. свойства сварных соединений трением с перемешиванием.
(2) В зоне термомеханического воздействия образуется значительное количество сжимающих остаточных напряжений из-за синергии между тепловым расширением за счет теплопроводности из зоны перемешивания и механическим сжатием инструментом. Формирование остаточных напряжений показывает аналогичную тенденцию между наступающей и отступающей сторонами. (3) Как смягчение остаточных напряжений в зоне перемешивания, так и образование сжимающих остаточных напряжений в зоне термомеханического воздействия способствуют улучшению механической прочности. свойства сварных соединений трением с перемешиванием.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Благодарности
Эта работа выполнена при поддержке Проекта коммерциализации производственных технологий (JB170007) Корейского института промышленных технологий. Часть настоящего исследования была также поддержана проектом (KX170002) технологии производства для коммерциализации Корейской корпорации промышленного комплекса.
%PDF-1.6 % 282 0 объект > эндообъект внешняя ссылка 282 800 0000000016 00000 н 0000017954 00000 н 0000018140 00000 н 0000018269 00000 н 0000018305 00000 н 0000018642 00000 н 0000018772 00000 н 0000018918 00000 н 0000018940 00000 н 0000019069 00000 н 0000019215 00000 н 0000019237 00000 н 0000019367 00000 н 0000019513 00000 н 0000019535 00000 н 0000019663 00000 н 0000019809 00000 н 0000019831 00000 н 0000019960 00000 н 0000020106 00000 н 0000020128 00000 н 0000020258 00000 н 0000020404 00000 н 0000020426 00000 н 0000020555 00000 н 0000020701 00000 н 0000020723 00000 н 0000020853 00000 н 0000020999 00000 н 0000021021 00000 н 0000021152 00000 н 0000021300 00000 н 0000021322 00000 н 0000021453 00000 н 0000021599 00000 н 0000021621 00000 н 0000021749 00000 н 0000021895 00000 н 0000021917 00000 н 0000022136 00000 н 0000022282 00000 н 0000022304 00000 н 0000022523 00000 н 0000022669 00000 н 0000022691 00000 н 0000032026 00000 н 0000032452 00000 н 0000032489 00000 н 0000033129 00000 н 0000033755 00000 н 0000034249 00000 н 0000034642 00000 н 0000035151 00000 н 0000035207 00000 н 0000035583 00000 н 0000052420 00000 н 0000052614 00000 н 0000053135 00000 н 0000053291 00000 н 0000061949 00000 н 0000062145 00000 н 0000062633 00000 н 0000062703 00000 н 0000062898 00000 н 0000063308 00000 н 0000063497 00000 н 0000075510 00000 н 0000075706 00000 н 0000076193 00000 н 0000095224 00000 н 0000107461 00000 н 0000114796 00000 н 0000121904 00000 н 0000128245 00000 н 0000134393 00000 н 0000140857 00000 н 0000148196 00000 н 0000150889 00000 н 0000151845 00000 н 0000151905 00000 н 0000151956 00000 н 0000153563 00000 н 0000153758 00000 н 0000154251 00000 н 0000154338 00000 н 0000154870 00000 н 0000155010 00000 н 0000169099 00000 н 0000169138 00000 н 0000169816 00000 н 0000169969 00000 н 0000170572 00000 н 0000170725 00000 н 0000170878 00000 н 0000171489 00000 н 0000171641 00000 н 0000172239 00000 н 0000172392 00000 н 0000172544 00000 н 0000172697 00000 н 0000172850 00000 н 0000173003 00000 н 0000173155 00000 н 0000173308 00000 н 0000173459 00000 н 0000173612 00000 н 0000173765 00000 н 0000173917 00000 н 0000174070 00000 н 0000174222 00000 н 0000174375 00000 н 0000174528 00000 н 0000174681 00000 н 0000174834 00000 н 0000174987 00000 н 0000175139 00000 н 0000175292 00000 н 0000175444 00000 н 0000175595 00000 н 0000175746 00000 н 0000175899 00000 н 0000176052 00000 н 0000176205 00000 н 0000176357 00000 н 0000176510 00000 н 0000176663 00000 н 0000176815 00000 н 0000176967 00000 н 0000177119 00000 н 0000177271 00000 н 0000177424 00000 н 0000177576 00000 н 0000177729 00000 н 0000177881 00000 н 0000178034 00000 н 0000178187 00000 н 0000178339 00000 н 0000178491 00000 н 0000178643 00000 н 0000178796 00000 н 0000178947 00000 н 0000179099 00000 н 0000179253 00000 н 0000179406 00000 н 0000179561 00000 н 0000179716 00000 н 0000179870 00000 н 0000180026 00000 н 0000180181 00000 н 0000180334 00000 н 0000180931 00000 н 0000181085 00000 н 0000181662 00000 н 0000181815 00000 н 0000182401 00000 н 0000182555 00000 н 0000183121 00000 н 0000183274 00000 н 0000183429 00000 н 0000183583 00000 н 0000183735 00000 н 0000183889 00000 н 0000184041 00000 н 0000184195 00000 н 0000184348 00000 н 0000184502 00000 н 0000184656 00000 н 0000184810 00000 н 0000184963 00000 н 0000185117 00000 н 0000185269 00000 н 0000185422 00000 н 0000185576 00000 н 0000185730 00000 н 0000185884 00000 н 0000186037 00000 н 0000186191 00000 н 0000186344 00000 н 0000186496 00000 н 0000186648 00000 н 0000186801 00000 н 0000186955 00000 н 0000187109 00000 н 0000187262 00000 н 0000187414 00000 н 0000187568 00000 н 0000187721 00000 н 0000187875 00000 н 0000188028 00000 н 0000188181 00000 н 0000188334 00000 н 0000188487 00000 н 0000188640 00000 н 0000188794 00000 н 0000188948 00000 н 0000189102 00000 н 0000189256 00000 н 0000189409 00000 н 0000189563 00000 н 0000189717 00000 н 0000189871 00000 н 00001
- 00000 н
00001
00000 н 0000190330 00000 н 0000190483 00000 н 0000190637 00000 н 0000190790 00000 н 0000190942 00000 н 0000191229 00000 н 0000191377 00000 н 0000191529 00000 н 0000191682 00000 н 0000191833 00000 н 0000191987 00000 н 0000192139 00000 н 0000192292 00000 н 0000192445 00000 н 0000192599 00000 н 0000192751 00000 н 0000192905 00000 н 0000193058 00000 н 0000193210 00000 н 0000193362 00000 н 0000193516 00000 н 0000193669 00000 н 0000193823 00000 н 0000193974 00000 н 0000194128 00000 н 0000194282 00000 н 0000194435 00000 н 0000194588 00000 н 0000194742 00000 н 0000194895 00000 н 0000195048 00000 н 0000195201 00000 н 0000195354 00000 н 0000195506 00000 н 0000195658 00000 н 0000195812 00000 н 0000195965 00000 н 0000196119 00000 н 0000196273 00000 н 0000196427 00000 н 0000196580 00000 н 0000196734 00000 н 0000196888 00000 н 0000197042 00000 н 0000197626 00000 н 0000197778 00000 н 0000198347 00000 н 0000198499 00000 н 0000199069 00000 н 0000199221 00000 н 0000199373 00000 н 0000199935 00000 н 0000200087 00000 н 0000200239 00000 н 0000200391 00000 н 0000200544 00000 н 0000200696 00000 н 0000200847 00000 н 0000200999 00000 н 0000201149 00000 н 0000201300 00000 н 0000201451 00000 н 0000201602 00000 н 0000201754 00000 н 0000201906 00000 н 0000202057 00000 н 0000202210 00000 н 0000202361 00000 н 0000202513 00000 н 0000202664 00000 н 0000202816 00000 н 0000202966 00000 н 0000203117 00000 н 0000203268 00000 н 0000203419 00000 н 0000203571 00000 н 0000203721 00000 н 0000203874 00000 н 0000204025 00000 н 0000204176 00000 н 0000204328 00000 н 0000204480 00000 н 0000204632 00000 н 0000204784 00000 н 0000204936 00000 н 0000205088 00000 н 0000205240 00000 н 0000205392 00000 н 0000205544 00000 н 0000205696 00000 н 0000205848 00000 н 0000205997 00000 н 0000206147 00000 н 0000206296 00000 н 0000206448 00000 н 0000206600 00000 н 0000206751 00000 н 0000206903 00000 н 0000207054 00000 н 0000207207 00000 н 0000207358 00000 н 0000207508 00000 н 0000207660 00000 н 0000207812 00000 н 0000207964 00000 н 0000208116 00000 н 0000208268 00000 н 0000208419 00000 н 0000208568 00000 н 0000208720 00000 н 0000208873 00000 н 0000209024 00000 н 0000209176 00000 н 0000209327 00000 н 0000209478 00000 н 0000209630 00000 н 0000209781 00000 н 0000209933 00000 н 0000210085 00000 н 0000210237 00000 н 0000210388 00000 н 0000211007 00000 н 0000211161 00000 н 0000211314 00000 н 0000211466 00000 н 0000211618 00000 н 0000211769 00000 н 0000211921 00000 н 0000212073 00000 н 0000212225 00000 н 0000212377 00000 н 0000212529 00000 н 0000212679 00000 н 0000212828 00000 н 0000212981 00000 н 0000213132 00000 н 0000213283 00000 н 0000213435 00000 н 0000213586 00000 н 0000213738 00000 н 0000214283 00000 н 0000214437 00000 н 0000214971 00000 н 0000215124 00000 н 0000215666 00000 н 0000215820 00000 н 0000216348 00000 н 0000216501 00000 н 0000216656 00000 н 0000216809 00000 н 0000217344 00000 н 0000217498 00000 н 0000218015 00000 н 0000218168 00000 н 0000218686 00000 н 0000218840 00000 н 0000219360 00000 н 0000219513 00000 н 0000219668 00000 н 0000219822 00000 н 0000219976 00000 н 0000220128 00000 н 0000220281 00000 н 0000220435 00000 н 0000220588 00000 н 0000220742 00000 н 0000220895 00000 н 0000221049 00000 н 0000221201 00000 н 0000221355 00000 н 0000221508 00000 н 0000221660 00000 н 0000221813 00000 н 0000221966 00000 н 0000222119 00000 н 0000222272 00000 н 0000222426 00000 н 0000222579 00000 н 0000222732 00000 н 0000222884 00000 н 0000223037 00000 н 0000223191 00000 н 0000223345 00000 н 0000223499 00000 н 0000223653 00000 н 0000223807 00000 н 0000223960 00000 н 0000224114 00000 н 0000224266 00000 н 0000224420 00000 н 0000224574 00000 н 0000224728 00000 н 0000224881 00000 н 0000225035 00000 н 0000225188 00000 н 0000225341 00000 н 0000225492 00000 н 0000225645 00000 н 0000225799 00000 н 0000225953 00000 н 0000226106 00000 н 0000226259 00000 н 0000226411 00000 н 0000226564 00000 н 0000226718 00000 н 0000226870 00000 н 0000227024 00000 н 0000227177 00000 н 0000227330 00000 н 0000227483 00000 н 0000227637 00000 н 0000227789 00000 н 0000227942 00000 н 0000228096 00000 н 0000228249 00000 н 0000228401 00000 н 0000228555 00000 н 0000228709 00000 н 0000228863 00000 н 0000229015 00000 н 0000229167 00000 н 0000229319 00000 н 0000229472 00000 н 0000229625 00000 н 0000229778 00000 н 0000229931 00000 н 0000230083 00000 н 0000230236 00000 н 0000230389 00000 н 0000230543 00000 н 0000230695 00000 н 0000230847 00000 н 0000231000 00000 н 0000231153 00000 н 0000231307 00000 н 0000231461 00000 н 0000231614 00000 н 0000231768 00000 н 0000231922 00000 н 0000232076 00000 н 0000232227 00000 н 0000232379 00000 н 0000232532 00000 н 0000232686 00000 н 0000232840 00000 н 0000232994 00000 н 0000233148 00000 н 0000233299 00000 н 0000233452 00000 н 0000233604 00000 н 0000233757 00000 н 0000233910 00000 н 0000234063 00000 н 0000234216 00000 н 0000234369 00000 н 0000234522 00000 н 0000234674 00000 н 0000234826 00000 н 0000234978 00000 н 0000235132 00000 н 0000235285 00000 н 0000235437 00000 н 0000235589 00000 н 0000235743 00000 н 0000235895 00000 н 0000236048 00000 н 0000236201 00000 н 0000236353 00000 н 0000236507 00000 н 0000236661 00000 н 0000236815 00000 н 0000236969 00000 н 0000237122 00000 н 0000237276 00000 н 0000237430 00000 н 0000237582 00000 н 0000237736 00000 н 0000237889 00000 н 0000238042 00000 н 0000238196 00000 н 0000238348 00000 н 0000238502 00000 н 0000238655 00000 н 0000238808 00000 н 0000238961 00000 н 0000239113 00000 н 0000239264 00000 н 0000239416 00000 н 0000239569 00000 н 0000239722 00000 н 0000239876 00000 н 0000240029 00000 н 0000240182 00000 н 0000240335 00000 н 0000240488 00000 н 0000240642 00000 н 0000240795 00000 н 0000240948 00000 н 0000241102 00000 н 0000241256 00000 н 0000241410 00000 н 0000241563 00000 н 0000241716 00000 н 0000241869 00000 н 0000242023 00000 н 0000242177 00000 н 0000242329 00000 н 0000242481 00000 н 0000242633 00000 н 0000242787 00000 н 0000242941 00000 н 0000243095 00000 н 0000243249 00000 н 0000243403 00000 н 0000243557 00000 н 0000243711 00000 н 0000243865 00000 н 0000244018 00000 н 0000244171 00000 н 0000244324 00000 н 0000244478 00000 н 0000244632 00000 н 0000244786 00000 н 0000244938 00000 н 0000245090 00000 н 0000245241 00000 н 0000245393 00000 н 0000245544 00000 н 0000245697 00000 н 0000246226 00000 н 0000246378 00000 н 0000246531 00000 н 0000247051 00000 н 0000247201 00000 н 0000247726 00000 н 0000247878 00000 н 0000248395 00000 н 0000248545 00000 н 0000248698 00000 н 0000248850 00000 н 0000249002 00000 н 0000249153 00000 н 0000249304 00000 н 0000249455 00000 н 0000249607 00000 н 0000249760 00000 н 0000249912 00000 н 0000250063 00000 н 0000250215 00000 н 0000250366 00000 н 0000250518 00000 н 0000250669 00000 н 0000250821 00000 н 0000250971 00000 н 0000251122 00000 н 0000251274 00000 н 0000251427 00000 н 0000251580 00000 н 0000251732 00000 н 0000251884 00000 н 0000252035 00000 н 0000252186 00000 н 0000252338 00000 н 0000252490 00000 н 0000252642 00000 н 0000252794 00000 н 0000252946 00000 н 0000253098 00000 н 0000253250 00000 н 0000253401 00000 н 0000253553 00000 н 0000253704 00000 н 0000253856 00000 н 0000254007 00000 н 0000254159 00000 н 0000254309 00000 н 0000254461 00000 н 0000254611 00000 н 0000254763 00000 н 0000254916 00000 н 0000255068 00000 н 0000255219 00000 н 0000255371 00000 н 0000255521 00000 н 0000255673 00000 н 0000255825 00000 н 0000255976 00000 н 0000256128 00000 н 0000256280 00000 н 0000256432 00000 н 0000256584 00000 н 0000256736 00000 н 0000256887 00000 н 0000257039 00000 н 0000257191 00000 н 0000257342 00000 н 0000257493 00000 н 0000257645 00000 н 0000257797 00000 н 0000257949 00000 н 0000258100 00000 н 0000258253 00000 н 0000258404 00000 н 0000258556 00000 н 0000258708 00000 н 0000258860 00000 н 0000259012 00000 н 0000259163 00000 н 0000259315 00000 н 0000259467 00000 н 0000259619 00000 н 0000259771 00000 н 0000259922 00000 н 0000260074 00000 н 0000260226 00000 н 0000260378 00000 н 0000260530 00000 н 0000260681 00000 н 0000260833 00000 н 0000260984 00000 н 0000261136 00000 н 0000261285 00000 н 0000261437 00000 н 0000261590 00000 н 0000261742 00000 н 0000261894 00000 н 0000262046 00000 н 0000262195 00000 н 0000262347 00000 н 0000262498 00000 н 0000262650 00000 н 0000262802 00000 н 0000262953 00000 н 0000263103 00000 н 0000263256 00000 н 0000263407 00000 н 0000263557 00000 н 0000263709 00000 н 0000263860 00000 н 0000264012 00000 н 0000264163 00000 н 0000264314 00000 н 0000264464 00000 н 0000264616 00000 н 0000264767 00000 н 0000264920 00000 н 0000265071 00000 н 0000265221 00000 н 0000265373 00000 н 0000265525 00000 н 0000265677 00000 н 0000265828 00000 н 0000265978 00000 н 0000266130 00000 н 0000266282 00000 н 0000266434 00000 н 0000266586 00000 н 0000266738 00000 н 0000266889 00000 н 0000267040 00000 н 0000267191 00000 н 0000267341 00000 н 0000267491 00000 н 0000267641 00000 н 0000267792 00000 н 0000267943 00000 н 0000268095 00000 н 0000268247 00000 н 0000268400 00000 н 0000268551 00000 н 0000268703 00000 н 0000268855 00000 н 0000269007 00000 н 0000269157 00000 н 0000269308 00000 н 0000269458 00000 н 0000269609 00000 н 0000269760 00000 н 0000269911 00000 н 0000270064 00000 н 0000270215 00000 н 0000270367 00000 н 0000270519 00000 н 0000270670 00000 н 0000270822 00000 н 0000270974 00000 н 0000271126 00000 н 0000271278 00000 н 0000271428 00000 н 0000271580 00000 н 0000271733 00000 н 0000271885 00000 н 0000272037 00000 н 0000272188 00000 н 0000272340 00000 н 0000272492 00000 н 0000272644 00000 н 0000272796 00000 н 0000272948 00000 н 0000273100 00000 н 0000273252 00000 н 0000273405 00000 н 0000273555 00000 н 0000273706 00000 н 0000273859 00000 н 0000274012 00000 н 0000274165 00000 н 0000274318 00000 н 0000274471 00000 н 0000274624 00000 н 0000274777 00000 н 0000274930 00000 н 0000275083 00000 н 0000275236 00000 н 0000275389 00000 н 0000275542 00000 н 0000275696 00000 н 0000275850 00000 н 0000276003 00000 н 0000276157 00000 н 0000276310 00000 н 0000276461 00000 н 0000276615 00000 н 0000276769 00000 н 0000276923 00000 н 0000277077 00000 н 0000277231 00000 н 0000277384 00000 н 0000277537 00000 н 0000277691 00000 н 0000277845 00000 н 0000277999 00000 н 0000278153 00000 н 0000278307 00000 н 0000278461 00000 н 0000278614 00000 н 0000278768 00000 н 0000278921 00000 н 0000279075 00000 н 0000279229 00000 н 0000279383 00000 н 0000279537 00000 н 0000279690 00000 н 0000290418 00000 н 0000291053 00000 н 0000291103 00000 н 0000291518 00000 н 0000291966 00000 н 0000292016 00000 н 0000296754 00000 н 0000297175 00000 н 0000297225 00000 н 0000297714 00000 н 0000298008 00000 н 0000298057 00000 н 0000298445 00000 н 0000299470 00000 н 0000300232 00000 н 0000300282 00000 н 0000301080 00000 н 0000302725 00000 н 0000303800 00000 н 0000304048 00000 н 0000304097 00000 н 0000304364 00000 н 0000304899 00000 н 0000305428 00000 н 0000305960 00000 н 0000306491 00000 н 0000307021 00000 н 0000307551 00000 н 0000308084 00000 н 0000308621 00000 н 0000309157 00000 н 0000309689 00000 н 0000310224 00000 н 0000310758 00000 н 0000311291 00000 н 0000311822 00000 н 0000311888 00000 н 0000312117 00000 н 0000312224 00000 н 0000312333 00000 н 0000312456 00000 н 0000312580 00000 н 0000312716 00000 н 0000312894 00000 н 0000313038 00000 н 0000313149 00000 н 0000313285 00000 н 0000313410 00000 н 0000313605 00000 н 0000313742 00000 н 0000313874 00000 н 0000313989 00000 н 0000314107 00000 н 0000016296 00000 н трейлер ]/предыдущая 2635321>> startxref 0 %%EOF 1081 0 объект >поток хвязьV{lSe?ֻA’nYeeOc.
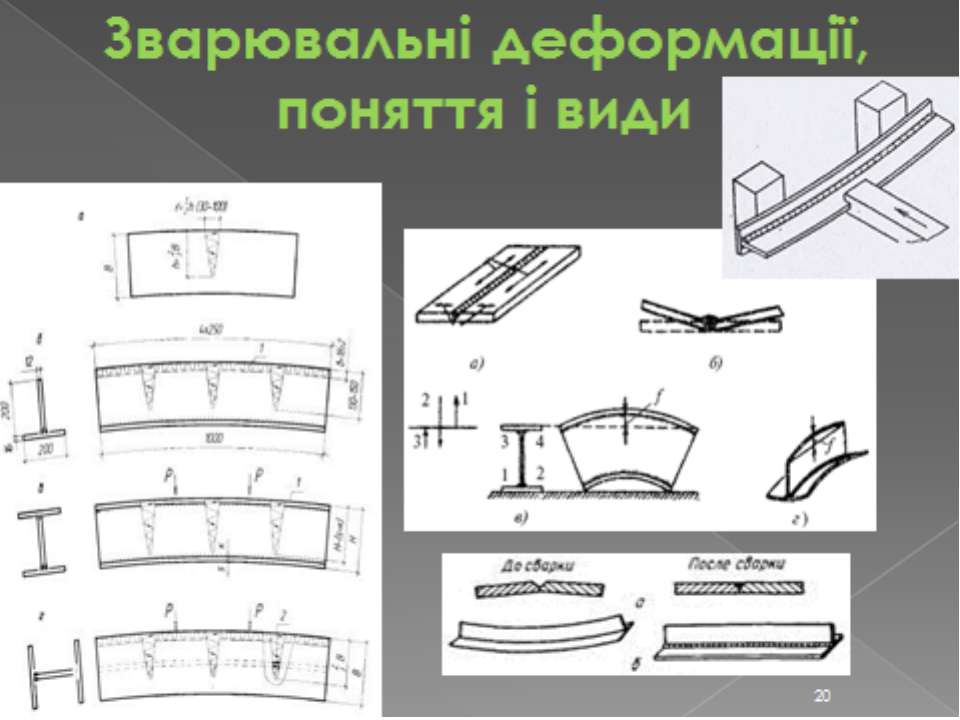 @&A]AeQok0@$?)>4aċ:HyDk46J`2Kw9
@&A]AeQok0@$?)>4aċ:HyDk46J`2Kw9Остаточное напряжение в сварной трубе – Duffner Engineering
Остаточное напряжение в сварной трубе
Рис. 1. Отрезок сварной трубы диаметром 30 дюймов для использования при испытаниях. Рис. 2. Контрольные точки через 2-дюймовую толщину стенки секции трубы. |
Обычно, когда детали или конструкции подвергаются разрушительным нагрузкам, они немедленно разрушаются или деформируются в той или иной форме, которую легко обнаружить; при обнаружении повреждения деталь можно отремонтировать или заменить.Некоторые повреждения, однако, трудно заметить, и они вызваны нагрузками, которые зафиксированы в детали. Эти заблокированные нагрузки называются остаточными напряжениями и обычно возникают в процессе сварки. Остаточные напряжения при сварке вызываются разной скоростью охлаждения детали после отвода тепла сварки. Обычно проектировщик и производитель принимают меры для учета этих скрытых нагрузок, но иногда они упускаются из виду. Сами по себе остаточные напряжения обычно недостаточны для деформации или разрушения детали; однако в сочетании с повторяющимися рабочими нагрузками деталь может испытывать усталость и внезапно и преждевременно выходить из строя.
Обычно проектировщик и производитель принимают меры для учета этих скрытых нагрузок, но иногда они упускаются из виду. Сами по себе остаточные напряжения обычно недостаточны для деформации или разрушения детали; однако в сочетании с повторяющимися рабочими нагрузками деталь может испытывать усталость и внезапно и преждевременно выходить из строя.
На рис. 1 показана типовая технологическая деталь – участок трубы высокого давления большого диаметра. Эта труба имеет диаметр 30 дюймов и толщину стенки 2 дюйма и изготовлена из обычной углеродистой стали. Эта секция была вырезана из гораздо более длинного отрезка трубы, используемой для транспортировки охлаждающей воды на электростанции. Для защиты от коррозии вся внутренняя поверхность трубы была плакирована нержавеющей сталью толщиной в четверть дюйма. Кроме того, при изготовлении труба сваривается по длине (труба изначально представляет собой плоский лист, прокатывается по форме и сваривается), а затем сваривается встык с другими участками трубы.