Power Electronics • Просмотр темы
Подключите сварочник через Латр. Подайте на вход напряжение от 210 до 240 и нагрузите его чуток, но так чтобы латр не сдох.(3 лампочки 12В 60 Вт последовательно) Если выходное напряжение будет изменяться и при 240 будет больше 32 вольт, значит ограничение не со стороны электроники, а чисто физически — трансом. Если будет явна стабилизхация напряжения при росте входного, тогда все проще. Надо в принципиальной схеме поменять резистор в цепи ОС по напряжению, если таковая есть.По поводу транса, можно изготовить новый, а можно сделать вольт-добавочный к старому. То есть намотать второй транс, в котором будет нужное число витков первички при условии 1 витка во вторичке. Точнее сказать, будет просто первичка и 2 свободных окна для того чтобы через них просунуть провод идущий от вторички оригинального транса до выходного выпрямителя. При этом добавочный транс надо пересчитать так чтобы он на 1 виток выдал недостающие 8 вольт.
Если у вас там косой мост, то транс должен выдать 16 вольт амплитуды или чуть больше (допустим заполнение 0.
Но с 18 витками в первичке такой транс будет жить только от 50 кГц и выше, при этом феррит будет греться и нуждаться в обдуве. Как и основной транс — однозначно обдувать т.к. сварочная нагрузка и постоянная нагрукза совсем разные вещи.
Чтобы феррит грелся меньше можно взять сдвоенный Е65 или Ш20Х28. (4 половинки) или удвоить витки, 36 первички на 2 вторички. Это уже конечно многовато но что поделать, такое у нас число неудобное. Первичку надо включить параллельно первичке оригинального транса, после датчика тока, чтобы ток этого транса тоже измерялся.
И самое главное, самый важный момент — полярность вторички. Включение должно быть согласным. Определить «попал или не попал» можно по росту напряжения ХХ на выходе, если полярность верная, оно должно вырасти. А вот если она неверная, оно упадет и цеплять нагрузку ни в коем случае нельзя — бахнет силовая часть.
Сварочник включайте в сеть последовательно с 200-300 Вт лампочкой. До тех пр пока не убедитесь что все верно. Пусть он с двумя трансами и лампочкой на ХХ поработает. Если лампочка будет явно светиться, значит где-то ошибка. Ждите, что-то нагреется Вероятно транс, который вы добавили, в случае неверной полярности включения вторички (или первички, не важно. Первичку проще перепаивать, она тоньше).
Что такое холостой ход при сварки
Что такое холостой ход при сваркиЕсли посмотреть таблицу там указано где находится холостой ход в виде индикации. На таких аппаратах холостой ход запрограммирован компьютером. Когда вы выбираете нужный режим автоматически выставляется холостой ток. Его можно проверить обычным вольтметром именно на концах силовых проводов в включенном состоянии. То есть на держаке и крокодиле. Падение напряжения не должно отклонятся, при зажигании дуги и сварки, более чем на пять вольт.
Когда вы выбираете нужный режим автоматически выставляется холостой ток. Его можно проверить обычным вольтметром именно на концах силовых проводов в включенном состоянии. То есть на держаке и крокодиле. Падение напряжения не должно отклонятся, при зажигании дуги и сварки, более чем на пять вольт.
К примеру ели китайский бюджетник там вы вообще не найдете информации о холостом ходе. Плюс еще Амперы завышены по показателям. На самом деле некоторые даже электроды уони 13/55 не потянут. А все почему? Этим электродом нужен холостой ток 70 вольт при 80 амперах. А такие сварочные аппараты устроены таким образом что при увеличении силы тока возрастает и напряжение. Другими словами при самом большом токе выдадут они вам 90 вольт. Напряжением еще до вторичной обмотки управляет блок, который преобразует высокое напряжение в первичной обмотки. Потом под воздействием электромагнитной силы передается на вторичную обмотку. Напряжение снятое с нее переходит дальше. Если на входе первичной обмотки мало напряжение то и на выходе будет низкое.
Рассмотрим примитивный ВД-306М У3. На малых токах 70-190 А напряжение 95 вольт плюс минус 3 вольта. На больших токах 135-325 А холостой ток 65 вольт плюс минус 3 вольта. При этом он стабилен во всех диапазонах силы тока. Как рукоятку не крути и меняй амперы сколько душе угодно холостой холостой ход не убавится.
Я к чему это веду если сварочный инвертор плохо варит на малых токах у вас причина в блоке управления описанная выше. Как некоторые говорят ставьте дополнительный дроссель или на выходе балластник. Силу тока выкручиваем на полную и регулируем уже на балласте. Лишние амперы возьмет на себя а холостой ход останется не измененным.
Сами ради интереса проверьте свой сварочный аппарат. Киньте щупы от вольтметра на силовые кабеля и попробуйте варить. Увидите как падает напряжение. Сам лично варил в домашней сети инвертором интерскол 250А электродами 3мм УОНИ 13/45 с обратной полярностью. Как только не крутил амперы так толком и не смог их разжечь, зато МР-3 горят будь здоров от первого прикосновения.
Читайте в паспорте при покупке оборудования сколько холостого тока выдает аппарат и на каких токах. Если это не профессиональное оборудование холостой ход вы ни как не отрегулируете. Если не метод описанный выше. На самом корпусе агрегата вы навряд ли найдете такую информацию. Производители обычно ее скрывают громкими названиями и силой тока.
Инверт-сервис. Ремонт сварочного оборудования.
Доработка сварочного аппарата Ресанта.
В этой статье мы рассмотрим возможность доработки сварочного инвертора марки Ресанта.
Основные направления, которые можно реализовать в данном аппарате:
— улучшение работы при низком напряжении
— улучшение выходных характеристик в качественном плане (улучшенный поджиг электрода, более стабильный процесс сварки и т.п.)
Улучшение работы при низком напряжении.
Минимальное напряжение питающей сети для устойчивой работы сварочного инвертора Ресанта САИ-220 составляет приблизительно 170В (в зависимости от модификации может незначительно отличаться). Причиной тому две вещи: силовой трансформатор и включение защиты от низкого напряжения. Защита устроена таким образом, что при просадке входного напряжения ниже определенного порога отключается генерация шим-контроллера, загорается желтый светодиод. Корректная работа защиты начинается только при сильной просадке в сети, на практике чаще происходит скачкообразное включение-отключение генерации шим. Проявляется это в виде нестабильной дуги, треска при сварке. За контроль входного напряжения отвечают резисторы R029 и R030 на основной плате. Уменьшив значение одного резистора 300кОм до 200кОм можно расширить диапазон устойчивой работы аппарата.
Причиной тому две вещи: силовой трансформатор и включение защиты от низкого напряжения. Защита устроена таким образом, что при просадке входного напряжения ниже определенного порога отключается генерация шим-контроллера, загорается желтый светодиод. Корректная работа защиты начинается только при сильной просадке в сети, на практике чаще происходит скачкообразное включение-отключение генерации шим. Проявляется это в виде нестабильной дуги, треска при сварке. За контроль входного напряжения отвечают резисторы R029 и R030 на основной плате. Уменьшив значение одного резистора 300кОм до 200кОм можно расширить диапазон устойчивой работы аппарата.
После снижения порога срабатывания защиты корректная работа аппарата от низкого напряжения будет упираться в силовой трансформатор. В старых версиях аппарата его коэффициент трансформации составлял 3,25 (13:4), в новых уже 3 (15:5) или 2,8 (14:5). На трансформаторе коэффициентом трансформации равным 2,8 мне удалось добиться устойчивой работы на токе 90А от сети с напряжение 120-130В (в момент сварки), что очень неплохо для аппарата без корректора коэффициента мощности. При наличии такого трансформатора достаточно просто заменить его, если же его нет, можно домотать 1 виток вторичной обмотки (для трансформатора 13:4), так мы получим коэффициент трансформации равный 2,6 (13:5).
На трансформаторе коэффициентом трансформации равным 2,8 мне удалось добиться устойчивой работы на токе 90А от сети с напряжение 120-130В (в момент сварки), что очень неплохо для аппарата без корректора коэффициента мощности. При наличии такого трансформатора достаточно просто заменить его, если же его нет, можно домотать 1 виток вторичной обмотки (для трансформатора 13:4), так мы получим коэффициент трансформации равный 2,6 (13:5).
Улучшение выходных характеристик в качественном плане.
Выше я уже описал, что будет, если применить трансформатор с более низким коэффициентом трансформации. Плюсом мы получим повышение напряжения холостого хода, которое не в последнюю очередь отвечает за поджиг электрода. Стандартное напряжение холостого хода на Ресантах составляет около 90В, при условии, если мерить осциллографом, т.
Я уже упомянул, что напряжение на выходе инвертора импульсное. И имеет вот такую форму:
Как видно из осциллограммы имеются подъемы до 120В и спады до 60В, что в принципе не так критично. Но это происходит на холостом ходу, когда шим-контроллер работает с максимальной скважностью, которая у Ресанты составляет около 50%. В момент сварки для обеспечения необходимого напряжения, а это порядка 22-28В, скважность падает. Как итог мы получаем провалы, негативно влияющие на сварочный процесс:
Для обеспечения более ровного выходного напряжения можно подключить параллельно выходным клеммам аппарата 3 конденсатора 4,7мкФ 250В. На холостом ходу после этого можно увидеть ровную постоянную составляющую:
На холостом ходу после этого можно увидеть ровную постоянную составляющую:
Вот так выглядит осциллограмма с конденсаторами на выходе при сварочном токе 90А:
Разница получается очень значительная, особенно на малых токах. Дуга тянется за электродом и не рвется от случайного колебания. Напряжение холостого хода поднимается. Данное решение применено в немецком сварочном аппарате EWM Pico 162.
Автор статьи: сервисный инженер «Инверт-сервис»
Кузнецов Андрей
07.09.2016
Что такое сварочный инвертор — принцип действия
Сварочный инвертор (инверторный источник сварочного тока – ИИСТ) – это один из видов источника питания сварочной дуги. Инверторные источники сварочного тока для всех видов сварки устроены одинаково. Отличие состоит лишь в формируемой вольт-амперной характеристике. Поэтому возможен выпуск универсальных ИИСТ, пригодных для различных видов сварки (MMA, TIG, MIG/MAG).
Отличие состоит лишь в формируемой вольт-амперной характеристике. Поэтому возможен выпуск универсальных ИИСТ, пригодных для различных видов сварки (MMA, TIG, MIG/MAG).
Принцип действия инверторного источника сварочной дуги
- Работает от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц.
- Поступивший в инвертор сварочный ток проходит через диодный мост, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Инверторный источник сварочного тока состоит из таких частей:
- выпрямитель,
- инвертор, собранный из транзисторов,
- трансформатор, который понижает напряжение,
- установленный на выходе выпрямитель.


Преимущества инверторного источника питания сварочной дуги:
— Главным достоинством инвертора является минимальный вес (из-за малых размеров трансформатора).
— Имеет широкий диапазон регулировки сварочного тока.
— Легко варит достаточно толстые металлические детали (благодаря высокому току и низкому напряжению).
— Электрод не прилипает к поверхности металла (функция «Arc Force»).
— Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы (функция Hot Start).
— При коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью (функция «Anti-Sticking»). Это оберегает аппарат от выхода из строя.
Недостатки ИИСТ:
— Ограниченность по коэффициенту загрузки, что связано со значительным нагревом элементов схемы.
— Повышенная чувствительность к влажности воздуха и конденсату, выпадающему внутри корпуса.
— Высокий (а зачастую – опасный) уровень создаваемых высокочастотных электромагнитных помех. Эта проблема частично решается применением, так называемой, улучшенной широтно-импульсной модуляции и синхронными выпрямителями во вторичных цепях.
Использование инверторных технологий привело к уменьшению габаритов и массы сварочных аппаратов, улучшению качественного показателя сварочной дуги, повышению КПД, минимальному разбрызгиванию при сварке, позволило реализовать плавные регулировки сварочных параметров.
Сварочные инверторы – это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Дизельные сварочные генераторы Shindaiwa гарантируют стабильность напряжения на выходе генератора, вследствие чего отлично справляются с электропитанием сварочных аппаратов инверторного типа (DG45MK, DG25MK).
Дата публикации: 01 01 1970 г.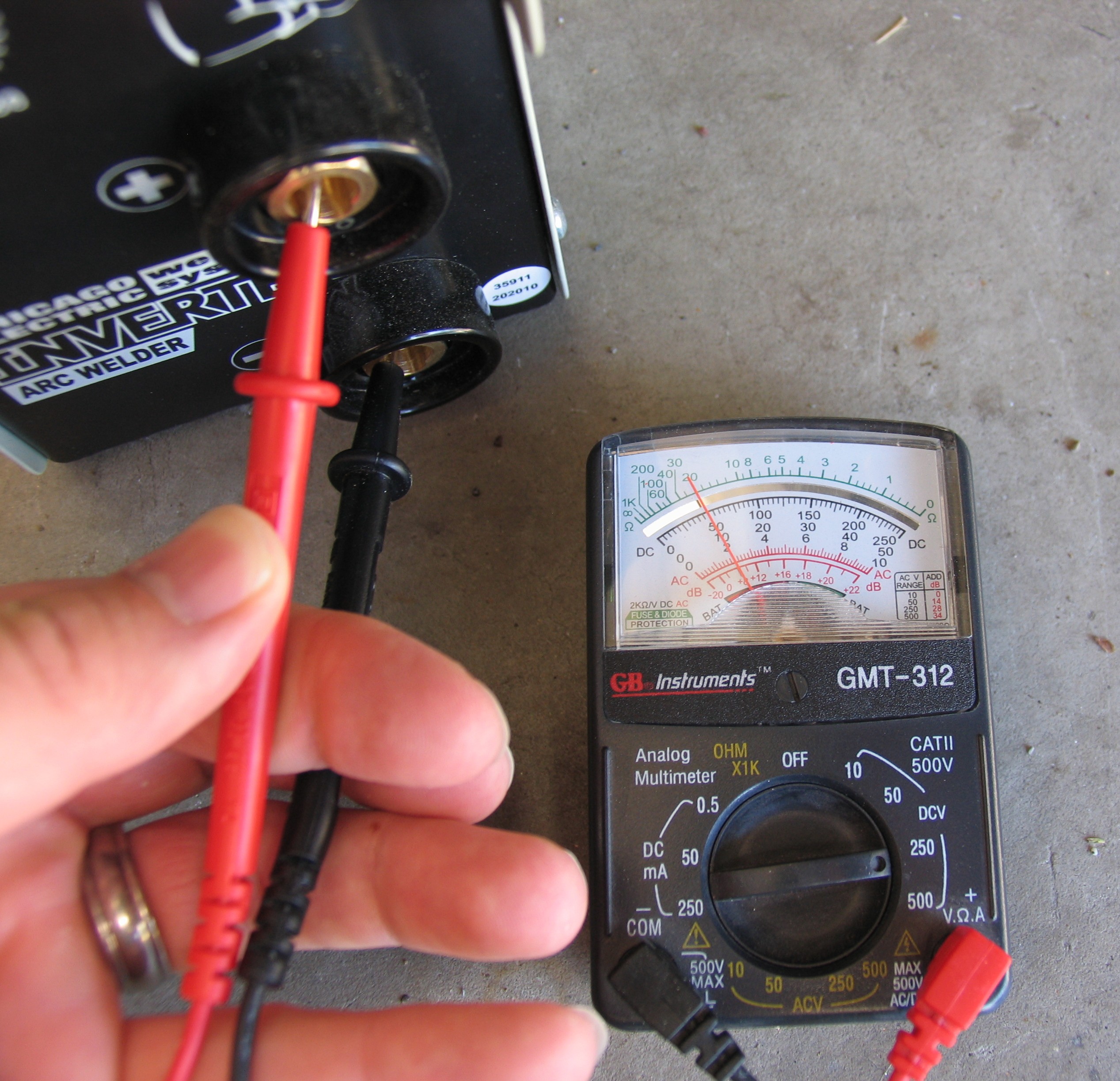 ✎
✎
Дата последнего изменения: 01 01 1970 г.
Вам нужно устройство понижения напряжения для вашего сварочного аппарата?
Сварка, которую можно легко выполнить в контролируемом пространстве, становится более сложной, если она выполняется в замкнутом пространстве и в условиях высокой влажности. Кроме того, неблагоприятные условия часто подвергают сварщиков риску с повышенной вероятностью поражения электрическим током.
Вторичное поражение электрическим током может произойти, когда сварщик случайно коснется электрода и сварочных работ. Поэтому сварка в замкнутом пространстве часто оставляет сварщика в стесненных положениях, что создает огромный риск случайного контакта с токопроводящими частями.
В большинстве случаев сварщики должны носить сухие перчатки, избегать прикосновения к электроду кожей или мокрой одеждой и сохранять сухую изоляцию между своим телом и свариваемым или заземляемым металлом. Но при сварке в мокрых, сырых или влажных условиях снижает кожное сопротивление тела и изолирующие свойства стандартных СИЗ (Средств Индивидуальной Защиты), что увеличивает риск получения удара током!
Рис. 1 Работа функции защиты от поражения электрическим током (типичный пример)
1 Работа функции защиты от поражения электрическим током (типичный пример)
Известно ли вам, что, наряду с обычными методами обеспечения безопасности, устройство VRD предназначено для снижения имеющегося напряжения до более безопасного уровня? Инжир.1 показан типичный пример работы VRD. Выходное напряжение на клеммах составляет около 13 В в периоды отсутствия сварки. Когда начинается сварка, выходное напряжение на клеммах будет напряжением нагрузки (напряжение дуги + падение напряжения из-за падения напряжения на кабеле).
Когда сварочный стержень удаляется из основного металла, а дуга гаснет после завершения сварки, напряжение на клеммах будет напряжением холостого хода (от 60 до 80 В постоянного тока), которое будет снижено VRD примерно до 13 В в течение Второй.Таким образом, VRD вызовет небольшое снижение характеристик зажигания дуги. Высокое напряжение холостого хода возникает только на мгновение в начале дуги. Таким образом, при контакте выходной клеммы, сварочного держателя или электродной части сварочного стержня с кожей риск поражения электрическим током в результате вторичного поражения электрическим током снижается.
Превосходный низковольтный сварочный аппарат В заманчивых предложениях
Повысьте производительность и эффективность своего сварочного бизнеса с помощью сенсационного низковольтного сварочного аппарата , доступного по заманчивым предложениям на Alibaba.ком. Эти низковольтные сварочные аппараты оснащены новаторскими инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и конструкции, которые обеспечивают высокую производительность на протяжении всего их непревзойденного длительного срока службы. Сварочный аппарат низкого напряжения потребляет мало электроэнергии, сохраняя при этом заданную мощность, независимо от того, используется ли он в личных целях или в служебных целях.
Передовые изобретения, лежащие в основе конструкции и стилей этих низковольтных сварочных аппаратов , делают их очень универсальными и применимыми в самых разных сварочных задачах. Низковольтный сварочный аппарат не подвергается неблагоприятному воздействию экстремальных температур или холода, что делает его пригодным и применимым в широком диапазоне погодных условий. Они поставляются с широким выбором, учитывающим многочисленные факторы и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут сварочный аппарат низкого напряжения , наиболее подходящий для их нужд.
Низковольтный сварочный аппарат не подвергается неблагоприятному воздействию экстремальных температур или холода, что делает его пригодным и применимым в широком диапазоне погодных условий. Они поставляются с широким выбором, учитывающим многочисленные факторы и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут сварочный аппарат низкого напряжения , наиболее подходящий для их нужд.
Доступность этих низковольтных сварочных аппаратов на Alibaba.com сбивает с толку, учитывая их неограниченную мощность и поразительную производительность.Затраты на эксплуатацию и техническое обслуживание низковольтного сварочного аппарата также невероятно низки благодаря легкодоступным запасным частям и простоте их ремонта. Они также просты в установке и использовании, гарантируя, что вы не потеряете свою производительность из-за технических проблем. Тем не менее, вы можете связаться с различными поставщиками и продавцами низковольтного сварочного аппарата на сайте, если вам потребуются дополнительные рекомендации.
Поднимите свой сварочный бизнес на новый уровень с привлекательным низковольтным сварочным аппаратом от Alibaba.ком. Вы также можете купить их для личного использования в вашем доме. Независимо от характера ваших целей, вы найдете наиболее подходящий низковольтный сварочный аппарат для их достижения. Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
5000A Инверторный сварочный аппарат постоянного тока для продажи,производители,поставщики-Tmax Battery Equipments Limited.
Инверторный точечный сварочный аппарат представляет собой комплекс передового сварочного оборудования. Эта серия сварочных аппаратов включает в себя инвертор, сварочный контроллер и трансформатор.Он использует модульную конструкцию, импортные компоненты и передовой микрокомпьютерный многофункциональный контроллер. Контроллер использует 8-битный микрокомпьютер в качестве сердца, а две группы схем аналогового и цифрового преобразования для изменения напряжения питания и контура изменения температуры окружающей среды будут автоматически контролировать и поддерживать стабильный выходной сигнал.
Особенности:
1. Управление микросхемой DSP с двумя режимами работы: вывод команды постоянного напряжения и вывод постоянного тока.
2. Используя 1-микросекундную первичную обратную связь выборки, это реальный источник питания с режимом работы постоянного тока.
3. Инверторный мост использует технологию мягкого переключения для уменьшения потерь при переключении и электромагнитных помех.
4. Он имеет функции диагностики неисправностей и аварийной сигнализации, такие как аномалия тока, превышение контрольного значения, перегрев и т. д.
5. Полные функции ввода-вывода и внешней связи, удобные для автоматической сварки, порт передачи данных RS-232.
6. Трехступенчатая настройка нагрева, с функцией медленного нарастания и медленного спада тока, установка времени в широком диапазоне (1-999 мс), эффективно решает проблемы разбрызгивания во время сварки и закалки после сварки.
7. Сохранено 32 группы параметров для удобного переключения различных видов сварки.
8. Техническая функция: с функцией подсчета, он может подсчитывать время сварки.
9. Он имеет функции точечной, непрерывной и шовной сварки.
10. Он имеет функцию медленного повышения и понижения тока, что позволяет избежать брызг во время сварки.
11. Трехфазный вход питания, выход промежуточной частоты 4000 Гц после выпрямителя и инвертора, высокая рабочая частота, небольшие потери трансформатора, очевидный эффект энергосбережения.
12. Он широко используется при сварке клемм двигателя, соединительной детали аккумулятора, клеммы провода, гнезда переключателя, штифта сопротивления, электронных частей сенсорной проволоки, датчика температуры и другого прецизионного оборудования.
1. Цифровая настройка работы системы параметров сварки понятна и проста.
2. Десять наборов параметров сохраняются для облегчения переключения различных режимов сварки.
3. Технология блокировки сварочного тока для предотвращения влияния колебаний напряжения в сети на сварочный ток.
4. Технология мягкого переключения используется для уменьшения потерь и электромагнитных помех инвертированного моста.
5. Акустооптическая сигнализация аномального тока для предотвращения ложной сварки.
УСТРОЙСТВА ПОНИЖЕНИЯ НАПРЯЖЕНИЯ
ВРД означает устройство снижения напряжения.
Когда VRD устанавливается на сварочный аппарат, это снижает
максимальное напряжение холостого хода на
выходные клеммы сварочного аппарата на безопасное напряжение нормально
это пониженное напряжение составляет около 12 вольт (австралийские стандарты
1674.2 2003, это напряжение должно быть меньше 35 В.
В постоянного тока и 25 В переменного тока).При нагрузке менее
К выходу подключено сопротивление 200 Ом.
сварочный аппарат VRD обнаружит это и повернет
включите сварочный аппарат на полную мощность, после чего начнется сварка. |
Когда сопротивление на выходе превышает 200 Ом или электрод снимается с заготовки, то VRD вернет мощность сварочного аппарата к пониженной мощности. выходное состояние.
Правила, касающиеся снижения напряжения, можно получить с сайта www.standards.com.au «Введите стандарт № 3195».
Зачем это нужно
Многие новые сварочные аппараты и некоторые старые аппараты имеют открытую напряжение цепи свыше 105 вольт постоянного тока или 85 вольт переменный ток Это напряжение в настоящее время разрешено и находится в нормальном (сухом) состоянии. условия могут быть вполне безопасными.
Беда только в том, что на 95% сайтов нет этих нормальных
условия напр. (влажные или мокрые, едкие, соленые, работающие на
высоте или в замкнутом пространстве) поражение электрическим током в этих
условия могут и оказались фатальными. (Мерцание желудочков,
падение с высоты и невозможность выбраться из источника питания
при нахождении в замкнутом пространстве), не говоря уже о серьезных физических
травмы, полученные в результате вторичного поражения электрическим током
шок.
(влажные или мокрые, едкие, соленые, работающие на
высоте или в замкнутом пространстве) поражение электрическим током в этих
условия могут и оказались фатальными. (Мерцание желудочков,
падение с высоты и невозможность выбраться из источника питания
при нахождении в замкнутом пространстве), не говоря уже о серьезных физических
травмы, полученные в результате вторичного поражения электрическим током
шок.
Поражение электрическим током от источника питания сварочного аппарата также может вызвать
серьезные внутренние повреждения человеческого тела. Эти травмы
не всегда сразу заметны.
Другим безопасным методом работы является наличие переключателя Dead Man (Isolation).
в цепи электрода этот переключатель изолирует питание
от электрода, если в этом возникнет необходимость. Эта система требует
обученный наблюдатель для управления выключателем «Мертвец» должен
сварщик попадает в опасные для жизни ситуации.
Эта система требует
обученный наблюдатель для управления выключателем «Мертвец» должен
сварщик попадает в опасные для жизни ситуации.
Также рекомендуется проверить все вышеперечисленные устройства. регулярно. SafeTac производит VRD, выключатель Dead man и испытательный блок, упомянутый выше. Другие VRD и предохранительные устройства могут быть разработаны в соответствии с особыми требованиями оператора и компании.
- Уровень изоляции сварочного аппарата должен быть проверен регулярно. Устройства понижения напряжения
- используются в качестве помощи оператору. безопасность.
БЕЗОПАСНАЯ РАБОТА ПРИНЦИП ДОЛЖЕН СОБЛЮДАТЬСЯ ВСЕГДА!
Сварочные машины — HALKMARK HWM 500 Сварочный аппарат, 40-500A Производитель из AHMEDABAD
Подробнее:
7 6 кВА
6 кВАОбеспечение высокой точности и высокого качества Высокопроизводительная сварка для широкого спектра задач, от полуавтоматической до автоматической, может быть реализована за счет оптимального и точного контроля формы волны в соответствии с тщательно разделенными приложениями (стандартные/ высокая скорость/расширение).
Сварка — это распространенный процесс соединения металлов с использованием самых разных приложений. Сварка происходит в нескольких местах: от наружных установок на сельских фермах и строительных площадках до внутренних помещений, таких как фабрики и мастерские. Процессы сварки довольно просты для понимания, и можно быстро освоить основные приемы. Сварка – это соединение металлов на молекулярном уровне. Сварной шов представляет собой однородное соединение между двумя или более частями металла, при котором прочность сварного соединения превышает прочность основных частей металла.
Процессы сварки довольно просты для понимания, и можно быстро освоить основные приемы. Сварка – это соединение металлов на молекулярном уровне. Сварной шов представляет собой однородное соединение между двумя или более частями металла, при котором прочность сварного соединения превышает прочность основных частей металла.
Сварка — это процесс соединения двух или более частей одного и того же или разнородного материала для достижения полного слияния. Это единственный метод создания монолитных конструкций, который часто достигается за счет использования тепла и/или давления.Метод соединения металлов, при котором соединяемые кромки нагреваются и сплавляются вместе с присадочным металлом или без него для образования постоянного (однородного) соединения, известен как сварка.
На самом простом уровне сварка включает в себя использование четырех компонентов: металлов, источника тепла, присадочного металла и своего рода защиты от воздуха. Металлы нагревают до точки плавления, защищая от воздуха, а затем в нагретую область добавляют присадочный металл для получения цельного куска металла. Она может выполняться с присадочным металлом или без него, с давлением или без него.
Она может выполняться с присадочным металлом или без него, с давлением или без него.
ПРЕИМУЩЕСТВА СВАРКИ
Сварка превосходит другие методы соединения металлов, потому что она:
1. Это постоянное герметичное соединение — занимает меньше места
2. Обеспечивает большую экономию материала — имеет меньший вес
3. Выдерживает высокую температуру и давление, как и соединяемый материал
4. Это можно сделать быстро
5. Не меняет цвет суставов.
.