Страница не найдена — steelfactoryrus.com
Медь
Содержание1 Cоединение алюминиевых и медных проводов между собой1.1 Можно ли скручивать медный провод с
Сварка
Содержание1 Водородная сварка — основные отличия от стандартных способов сварки1.1 Оборудование для водородной сварки1.2
Своими руками
Содержание1 Подъемник своими руками1.1 Какие типы подъемников бывают1.2 Выбираем конструкцию1.3 Особенности эксплуатации такого подъемника1.4
Своими руками
Содержание1 Инструкция как сделать электроэрозионный станок1. 1 Суть и применение методики1.2 Вырезной и прошивной станок1.3
1 Суть и применение методики1.2 Вырезной и прошивной станок1.3
Медь
Содержание1 Cоединение алюминиевых и медных проводов между собой1.1 Можно ли скручивать медный провод с
Своими руками
Содержание1 Как сделать датчик уровня воды своими руками1.1 Вариант 11.2 Вариант 21.3 Материалы для
Страница не найдена — steelfactoryrus.com
Своими руками
Содержание1 илорама из электропилы своими руками — пошаговая инструкция1.1 Самодельные пилорамы из электропилы: варианты
Сталь
Содержание1 Полировка металла до зеркального блеска своими руками: особенности процесса1.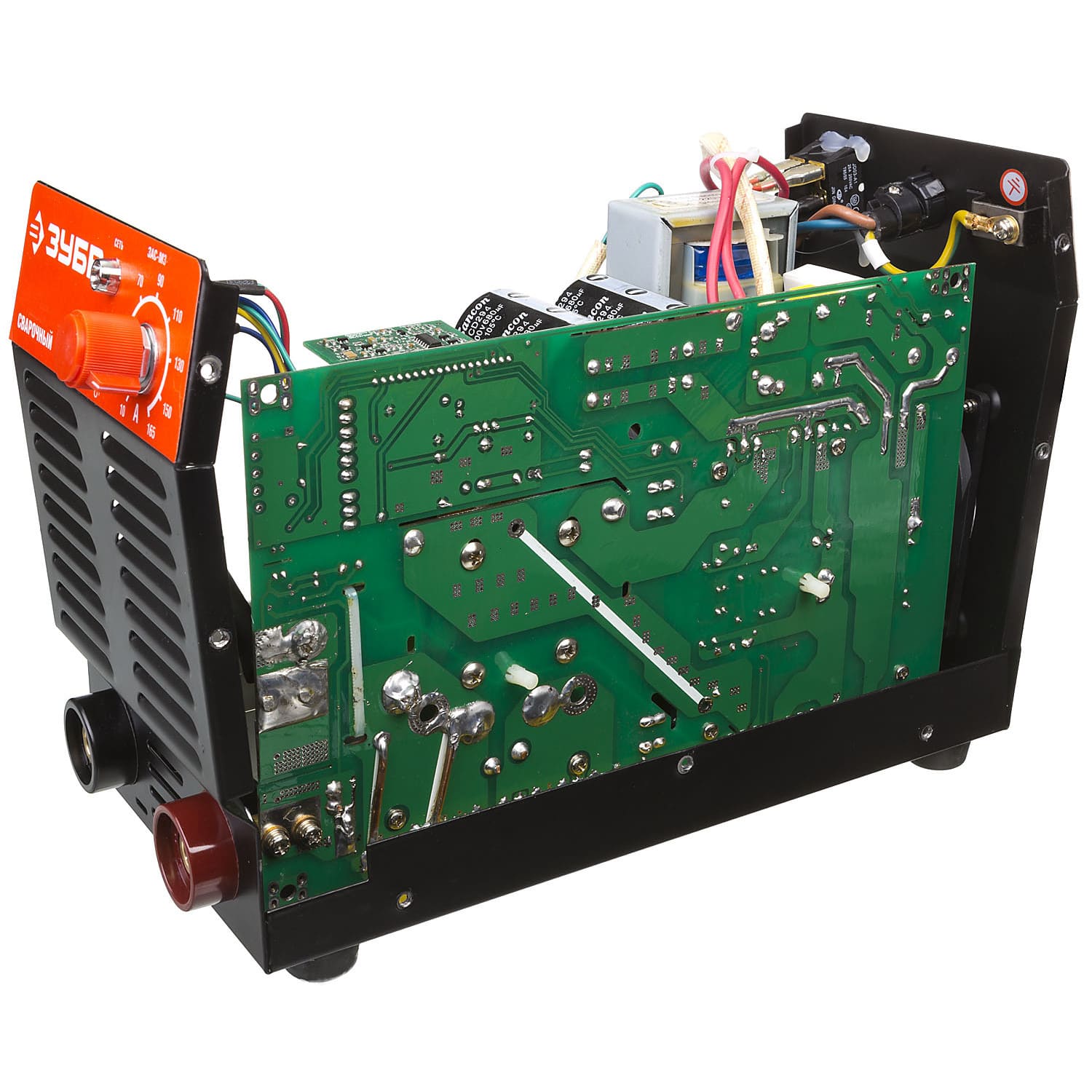 1 Процесс полировки до зеркала
1 Процесс полировки до зеркала
Металл
Содержание1 Цанговое соединение металлических труб1.1 Как устроены зажимные цанговые патроны1.2 Цанговый зажим1.3 Разновидности компрессионных
Сверла
Содержание1 Как просверлить кафельную плитку: выбираем подходящие сверла1.1 Чем сверлить?1.2 Последовательность действий процесса сверления
Медь
Содержание1 Теплопроводность металлов1.1 Что такое теплопроводность и термическое сопротивление1.2 Понятие коэффициента теплопроводности1.3 От чего
Алюминий
Содержание1 Виды и применение кислоты для пайки1.
Ремонт сварочного инвертора Ресанта.
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение.
Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки.
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
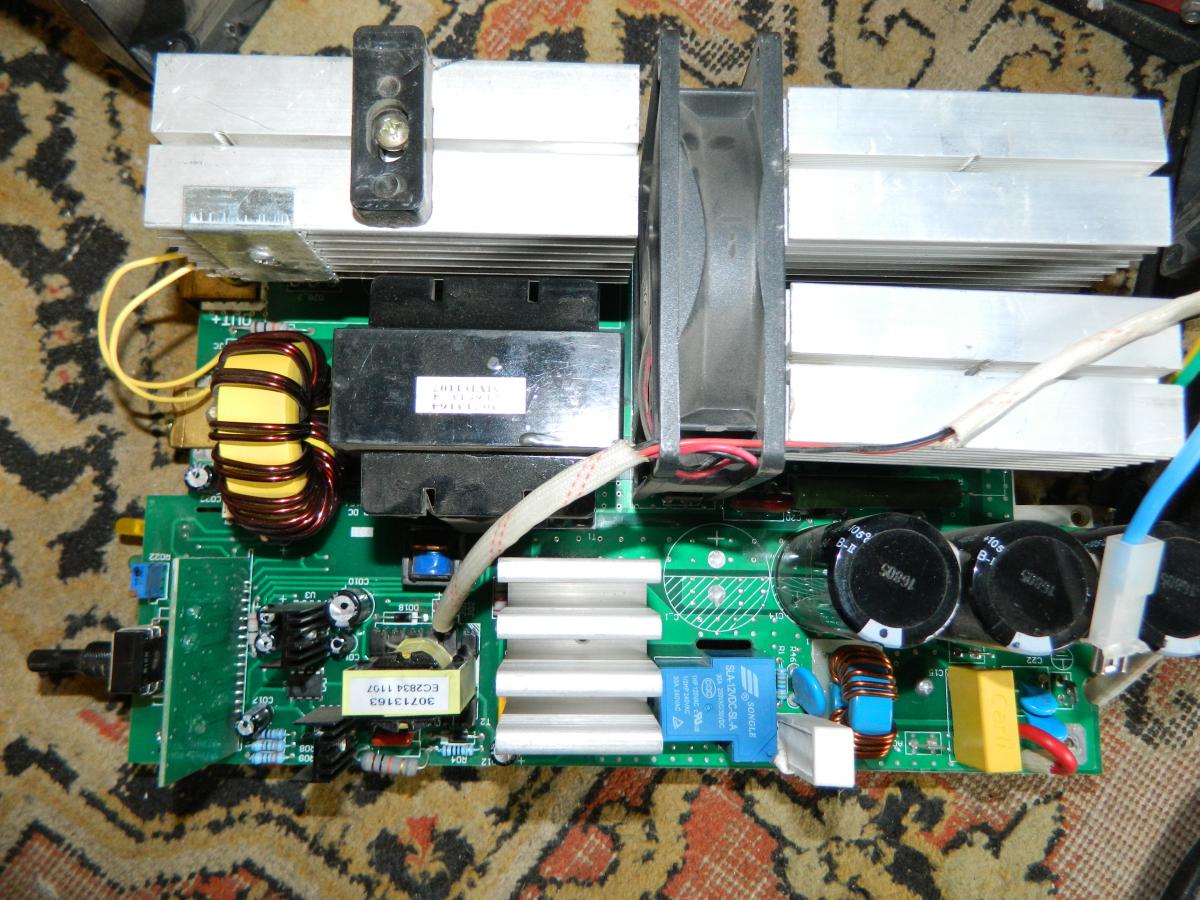
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя,…
три (!) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.
Но, даже у этого монстра есть ахиллесова пята.
Проявление неисправности:
Аппарат не включается;
Охлаждающий кулер не работает;
Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка – 470), и два на 2,4 Ом (2R4) – включенных параллельно – в цепи истока того же транзистора.
Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема – сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V.
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки», которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора – полная принципиальная схема «Ресанта САИ-250ПН».
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Не включается сварочный инвертор
Сварочный инвертор не включается. Ремонт своими руками. Схема
Всем привет!!! На днях в ремонт приносили сварочный инвертор, возможно моя заметка об этом ремонте кому то будет полезной.
Это уже не первый сварочный аппарат который пришлось делать, но если в одном случае неисправность проявилась так: Включил инвертор в сеть… и бабах, выбило автоматы защиты в электро щитке. Как показало вскрытие в сварочнике пробило выходные транзисторы, после замены всё заработало.
Как показало вскрытие в сварочнике пробило выходные транзисторы, после замены всё заработало.
Но в этом случае всё было несколько иначе, со слов хозяина аппарат временами переставал варить хотя индикатор включения светился. Эти ребята сами вскрыли корпус — пытались определить неисправность и заметили, что инвертор реагировал на изгибание платы т.е. при её изгибе мог заработать. Но когда сварочный инвертор попал ко мне, он уже не включался вообще, даже индикатор включения не светился.
Сварочный инвертор не включается
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной.
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.
В трансформаторе один из концов обмотки был оборван от вывода.
Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
После установки трансформатора сварочный инвертор заработал.
Как проверить микросхему
Как проверить микросхему не выпаивая её из платы и на что ещё обратить внимание.
Частично проверить микросхему можно при наличии вольтметра и регулируемого стабилизированного источника постоянного напряжения. Для полной проверки нужны генератор сигналов и осциллограф.
Поговорим о том, что проще. Перед проверкой обязательно выключите инвертор от сети питания. Далее — от внешнего регулируемого блока питания на вывод 7 микросхемы подаём напряжение 16 — 17 вольт, это напряжение запуска МС. При этом на выводе 8 должно быть 5 В. это опорное напряжение от внутреннего стабилизатора микросхемы.
Оно должно оставаться стабильным при изменении напряжения на 7 выводе. Если это не так МС неисправна.
Изменяя напряжение на микросхеме имейте в виду, что ниже 10 В микросхема отключается, и включится при 15-17 вольт. Не следует повышать напряжение питания МС выше 34 В Внутри микросхемы стоит защитный стабилитрон и при сильно завышенном напряжении его просто пробьёт.
Ниже приведена структурная схема UC3842.
Дополнение к этой статье: Через некоторое время принесли ещё один аппарат. Вышел из строя из за падения на бок. Это произошло потому, что за время работы винты скрепляющие корпус разболтались, а некоторые просто потерялись, поэтому при падении плата сыграла и коснулась корпуса монтажной стороной В результате замыкания вышли из строя все 4 выходных транзистора K 30N60HS Аналоги G30N60A4D, G40N60UFD. После замены всё заработало.
После замены всё заработало.
На этом всё! Если нашли полезной эту статью, оставляйте Ваши комментарии, делитесь с друзьями нажав на кнопки соцсетей.
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора.
 Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата.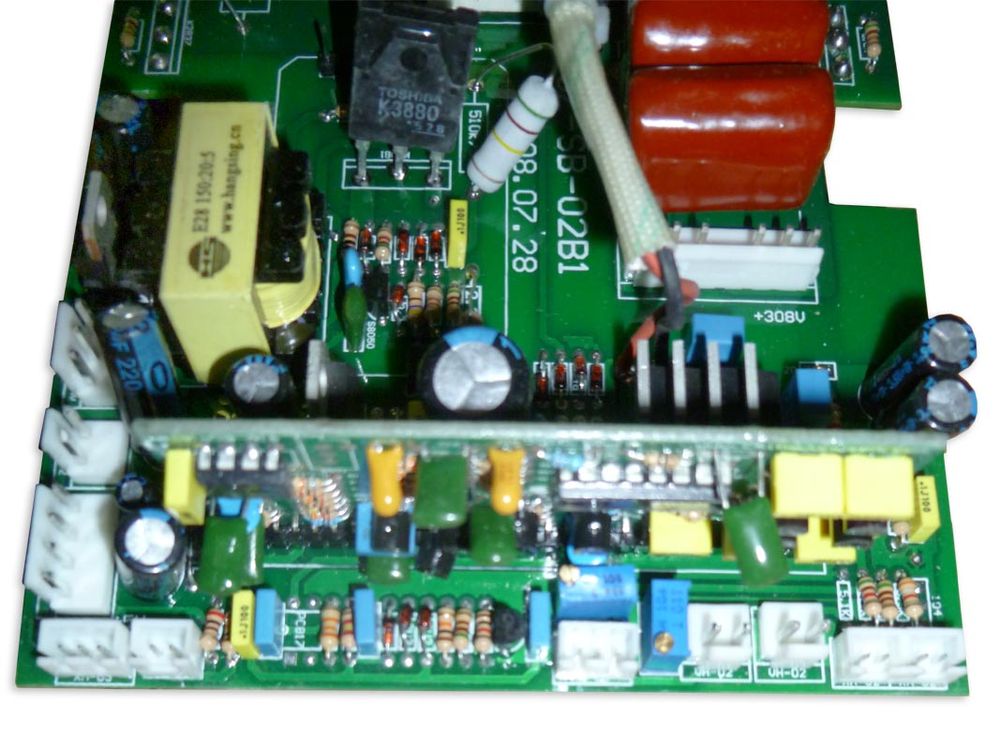 Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Ремонт сварочных инверторов: основные неисправности
Время чтения: 8 минут
За последние 20 лет инверторная сварка стала самой популярной сварочной технологией из всех существующих. Это не удивительно, ведь в продаже можно найти недорогие модели инверторов, которые, тем не менее, способны обучить вас азам сварки. Инверторы технологичны и современны, они дают вам больше возможностей по сравнению с классическим сварочным трансформатором или выпрямителем.
Микросхемы — сердце любого инвертора. Именно благодаря микросхемам производители смогли внедрить в сварочный аппарат множество новых функций, а также существенно уменьшить его габариты и вес. Но мы все прекрасно знаем, что чем сложнее прибор, тем чаще он выходит из строя. В этой статье мы перечислим основные неисправности сварочных инверторов и подскажем, как можно отремонтировать сварочный аппарат самостоятельно.
Часто встречающиеся поломки
Инвертор искрит
Одна из самых часто встречающихся неисправностей в бюджетном инверторе. Зачастую при таких обстоятельствах аппарат искрит но не варит. Т.е., дуга поджигается на долю секунды, а затем снова гаснет. Причин возникновения этой поломки может быть много. Но, обо всем по порядку.
Начните с тщательного осмотра сварочных кабелей, используемых вами при сварке. Зачастую проблема именно в них. Даже если вы не увидели заметных дефектов, подключите другие (желательно новые) кабели к держаку и массе, и попробуйте снова зажечь дугу. Также проверьте надежность всех разъемов.
Зачастую проблема именно в них. Даже если вы не увидели заметных дефектов, подключите другие (желательно новые) кабели к держаку и массе, и попробуйте снова зажечь дугу. Также проверьте надежность всех разъемов.
Если инвертор продолжает искрить, то возможно проблема кроется в электролитических конденсаторах в преобразователе. Замените их, если обладаете достаточными навыками. Если и это не помогло то посмотрите на провода на пакетнике. Возможно, они обгорели и нуждаются в замене.
В случае неудачи лучше отнесите аппарат в сервисный центр. Потому что может быть десяток причин возникновения этой неполадки. В сервисном центре вам проведут полную диагностику и смогут узнать истинную причину.
Инвертор не варит
Инверторный сварочный аппарат может быть включен, все световые индикаторы могут быть в норме, но при этом сварка не осуществляется. Самая частая причина такой поломки — это перегрев аппарата. О том как устранить перегрев мы рассказываем далее.
Также проверьте состояние сварочных кабелей, они могут быть повреждены или просто нуждаться в замене. Подключите новые сварочные кабели и попробуйте заново проверить работоспособность аппарата.
Инвертор перегревается
Одна из основных причин, почему плохо варит сварочный аппарат или не варит вовсе. Если вы без перерыва варите более 10 минут, аппарат может перегреться. Многие инверторы оснащены защитой от перегрева, но порой она не срабатывает. Тогда инвертор просто прекращает свою работу, при этом остается включенным.
Проблема решается очень просто. Прекратите сварочные работы на полчаса. Оставьте инвертор отдыхать. Через полчаса он придет в норму и вы сможете продолжить работу.
Инвертор не работает, не включается
Еще одна из самых часто встречающихся проблем. Вы включаете аппарат в розетку, а он не подает признаков жизни. Причин может быть несколько. Обычно все дело в напряжении вашей электросети. Его может быть недостаточно для включения сварочного аппарата. Если вы варите на даче, то вероятность низкого напряжения на выходе очень высока. Проблема решается путем покупки стабилизатора напряжения и подключения его к аппарату.
Если вы варите на даче, то вероятность низкого напряжения на выходе очень высока. Проблема решается путем покупки стабилизатора напряжения и подключения его к аппарату.
Еще одна причина — неполадки с сетевым кабелем, с помощью которого аппарат подключается к розетке. Проверьте целостность кабеля и вилки. Можете снять корпус аппарата и посмотреть, все ли в порядке с остальной частью сетевого кабеля, скрытой от глаз.
Если с кабелем все хорошо, а стабилизатор не помог, то вероятно причина неисправности в источнике питания самого инвертора. В таком случае рекомендуем обратиться в сервисный центр. Велика вероятность, что вы не сможете отремонтировать сварочный инвертор дома без посторонней помощи.
Не регулируется ток
Вы крутите регулятор силы тока, но ничего не происходит. Скорее всего, проблема кроется в самом регуляторе. Нужно заменить либо регулятор, либо проверить надежность его соединения с проводами. Снимите корпус аппарата и тщательно все проверьте. Воспользуйтесь мультиметром, чтобы выполнить диагностику регулятора.
Если регулятор исправен, но ток не регулируется, то причина может быть в замыкании дросселя или неисправности вторичного трансформатора. Замените эти компоненты или отдайте аппарат специалисту. Он знает, что с этим делать.
Электрод прилипает к металлу
Многие современные инверторы оснащены функцией «антизалипание», которая предотвращает прилипание электрода к металлу. Но порой эта функция работает некорректно либо вовсе не срабатывает из-за других поломок аппарата.
Первая причина прилипания электрода к металлу — неверно выбранный режим сварки. О том, как настроить режим сварки мы подробно рассказывали в этой статье.
Вторая причина — все то же низкое напряжение вашей электросети. Существуют инверторы способные работать и при пониженном напряжении. Но в некоторых местах напряжение настолько низкое, что даже такие аппараты не справляются с работой. Проблема решается покупкой стабилизатора напряжения.
Третья причина — применение сварочных удлинителей. Иногда длины сварочного кабеля просто недостаточно для выполнения сварочных работ. В таком случае можно воспользоваться специальным удлинителем. Но учтите, что если его длина превышает 40 метров, а сечение составляет менее 2.5 мм2, то велика вероятность снижения напряжения при сварке. А вслед за этим и прилипание электрода к металлу.
Четвертая причина — некачественная подготовка детали перед сваркой. Например, вы варите металл с окисной пленкой на поверхности, но недостаточно тщательно зачистили деталь перед выполнением работ. В итоге пленка образовалась снова и ухудшила контакт электрода с металлом, вызвав прилипание
Диагностика неисправностей
Добавим пару слов о том, как диагностировать неисправности в аппарате.
Если вы чувствуете запах гари или дыма из корпуса инвертора, то это сигнал об очень серьезной поломке. Мы не рекомендуем самостоятельно диагностировать аппарат в такой ситуации, лучше отнесите его в сервисный центр. Устранение подобных неисправностей требует многолетнего опыта и понимания всею нюансов функционирования аппарата.
Если поломки менее критичны, диагностику можно произвести своими руками. Для этого снимите корпус и визуально осмотрите все компоненты аппарата. Порой производители выпускают модели с некачественной пайкой или некачественными проводами. В таких случаях можно просто перепаять отдельные участки и аппарат будет исправно работать.
Читайте также: Выбор сварочного инвертора
Определить неисправную деталь очень просто. Она будет либо с трещинами, либо с потемневшими участками либо перегоревшей. В таком случае детали просто заменяются на новые. Чтобы подобрать нужную деталь посмотрите на маркировку.
Визуальный осмотр окончен, приступаем к более глубокой диагностике. Для этого вам понадобится мультиметр. С помощью мультиметра проверьте транзисторы и остальные компоненты платы.
Обязательно проверьте на плате все печатные проводники Не должно быть никаких обрывов или подгоревших участков. Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
Если вы все же обнаружили подгары, то удалите их и напаяйте перемычки с помощью провода ПЭЛ. Его сечение должно соответствовать проводнику платы. Заодно проверьте все контакты разъемов в аппарате и зачистите их с помощью белого канцелярского ластика.
В качестве выпрямителя у инвертора используются диодные мосты. Они закреплены на радиаторе. Диодные мосты достаточно надежны и крайне редко выходят из строя, но порой это случается. Чтобы узнать работоспособность диодного моста отпаяйте от него все провода и снимите с платы. Пройдитесь мультиметром. Так можно выявить неисправный диод.
Если после выполнения всех манипуляций инвертор остается неисправным, то отнесите его к специалисту. Мы не рекомендуем самостоятельно производить дальнейший ремонт сварочного аппарата своими руками. Тем более, если вы недавно купили аппарат и он находится на гарантии.
Вместо заключения
Теперь вы знаете, как отремонтировать сварочные аппараты своими руками. Мы перечислили наиболее часто встречающиеся поломки, которые можно устранить своими силами в домашним условиях. Если вы столкнулись с более серьезной проблемой, то рекомендуем отнести аппарат в сервисный центр. Там специалисты проведут полную диагностику вашего аппарата и смогут выявить истинные причины возникновения поломок.
Также соблюдайте технику безопасности, выполняя ремонт инверторных сварочных аппаратов своими руками. Помните, что инвертор — это сложный электроприбор, который при неумелом использовании может быть опасен для вашего здоровья. Если вы купили инвертор менее чем за 50$, то подумайте, насколько целесообразен ремонт сварочного аппарата инверторного типа. Возможно, проще купить новый сварочный аппарат. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]Не работает вентилятор на сварочном аппарате
3 года пользуюсь данным аппаратом (на фото). Недавно пришлось его с гаража (где температура чуть выше нуля) переносить в мастерскую, в которой около +22 оС . Конечно же, из-за разницы температур на инверторе скопилось малость конденсата. Обычно, если появляется конденсат, то даю инвертору выстояться сутки, на этот раз ожидала срочная работа. Поэтому аппарат стоял всего 4 часа и еще 30 мин. работали только вентиляторы, после чего появился запах гари от проводки. Пришлось снять вентиляторы, на ощупь крыльчатки сильно нагрелись. Вопрос к специалисту: это нормально, что крыльчатки сильно разогрелись? Если нет, каковы могут быть причины этого?
Конечно же, из-за разницы температур на инверторе скопилось малость конденсата. Обычно, если появляется конденсат, то даю инвертору выстояться сутки, на этот раз ожидала срочная работа. Поэтому аппарат стоял всего 4 часа и еще 30 мин. работали только вентиляторы, после чего появился запах гари от проводки. Пришлось снять вентиляторы, на ощупь крыльчатки сильно нагрелись. Вопрос к специалисту: это нормально, что крыльчатки сильно разогрелись? Если нет, каковы могут быть причины этого?
сварог tig 200p
Если вентиляторы на 12 В или 24В, возможно проблема в БП. Например, из-за неисправности на вентилятор может поступать не 24В, а 40В. Нужно найти и отремонтировать неисправность в БП.
Если вентиляторы на 220В, тогда проблема может быть в смазке. Она попросту застыла.
Разогрев вентилятора – тоже вполне допустимая вещь. На корпусе допускается температура до 70 оС. Греться вентилятор может из-за скопившейся абразивной пыли. Запах также может возникать из-за этого. Если сгорает пыль на резисторе – это вполне допустимо. Резисторы могут разогреваться до 120 оС.
Вывод (что нужно сделать):
- Разберите и почистите вентилятор. Проверьте, не застыла ли смазка в нем. Допускается отодрать наклейку и капнуть пару капель масла.
- Проверить напряжение на БП, питающем вентиляторы, на соответствие номинальному (на которое он рассчитан при нормальной работе)
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике.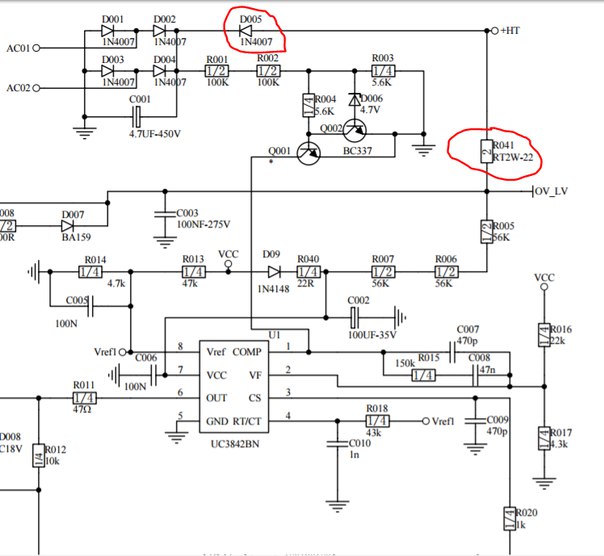 Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.

При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
У меня перестал работать инвертор. Я решил его разобрать и посмотреть, в чем дело. После разборки обнаружил такую особенность: когда включаю инвертор, то начинает мигать лампочка питания, кулер работает рывками, но сам аппарат так и не включается. Попробовал вообще отключить кулер, аппарат сразу заработал. В чем тут может быть дело: в кулере или в электрической схеме инвертора?
Скорее всего, на кулер подается недостаточно напряжения, проверьте его значение.
У меня Ресанта 160К. Не работает кулер, а сварка работает. Ток есть. Почему не работает кулер?
Не включается сварочный инвертор причины
Устраняем неисправности сварочного инвертора Ресанта
Сварочные инверторы представляют собой сложную автоматизированную технику, однако при определённых поломках восстановление такого оборудования не представляет особой сложности. Поэтому вовсе не обязательно при поломках инвертора сразу же отправляться в ремонтные мастерские. Вполне возможно, устранить те или иные проблемы, сэкономив на услугах опытных специалистов.
В первую очередь при наличии такой поломки необходимо вскрыть корпус инвертора, и убедиться в исправности используемых резисторов, стабилизаторов, транзисторов, диодов и элементов электронной схемы. Достаточно часто такой визуальный осмотр позволяет определить сгоревший конденсатор, с заменой которого справится любой человек, имеющий опыт работы с паяльником. В отдельных случаях для правильного определения проблемы необходимо использовать цифровой мультиметр, вольтметр или осциллограф.
Достаточно часто такой визуальный осмотр позволяет определить сгоревший конденсатор, с заменой которого справится любой человек, имеющий опыт работы с паяльником. В отдельных случаях для правильного определения проблемы необходимо использовать цифровой мультиметр, вольтметр или осциллограф.
В том случае, если видимых повреждений компоненты и детали инвертора не имеют, а самостоятельно определить конкретную поломку невозможно, то всё же необходимо обращаться в соответствующие ремонтные мастерские. В последние годы качество услуг в таких мастерских существенно выросло, а благодаря высокой конкуренции в данной сфере стоимость предлагаемых работ существенно снизилась.
Распространенные неисправности сварочных инверторов Ресанта САИ250
Все поломки такого оборудование можно разделить на две основных категорий:
- Неполадки, которые возникают в результате неправильного выбора рабочего режима.
- Поломки, причиной которых является заводской брак и неправильная работа используемых электронных составляющих оборудования.
Именно поломки, вызванные неправильной эксплуатацией техники, встречаются наиболее часто. В особенности сплошь и рядом встречается перегрев техники, когда обычные домовладельцы или же опытные мастера используют технику длительное время без перерыва на охлаждение, что и приводит к сгоранию используемых микросхемы и диодов.
Инверторы могут ломаться также по причине проникновения влаги внутрь корпуса устройства. Именно поэтому не рекомендуется использовать такое оборудование в помещениях с высокими показателями влажности. В данном случае ремонт заключается в замене повреждённых влагой транзисторов или же пропайкой схемы.
Скопившаяся внутри корпуса пыль может существенно ухудшить вентиляцию инвертора, что в свою очередь приводит к перегреву оборудования. Рекомендуется регулярно разбирать корпус инвертора и выполнять его очистку от пыли. Сделать такую очистку можно пылесосом или же вручную при помощи небольшой щетки.
Использование инвертора в сетях с плохим электричеством. Современные модели инверторов имеют специальную защиту от перепадов напряжения в сети, однако даже такие защитные системы порой не справляются с мощными скачками напряжения. В итоге сгорают различные стабилизаторы и транзисторы, которые требуют соответствующей замены. В целях профилактики можем рекомендовать использовать дополнительные сетевые фильтры и стабилизаторы напряжения, которые позволят исключить вероятность появления подобных поломок.
Определяем проблемы в работе инверторов
Определить те или иные поломки оборудования можно по изменениям в процессе сварки металлических элементов. Так, например если вы заметили, что сварочная дуга неустойчива, и появляется сильное разбрызгивание металла при сварке, это может свидетельствовать о неправильно подобранном режиме сварки или низком напряжении в сети. Также подобно может говорить о повреждении силовой части инвертора, которая отвечает за выходное напряжение.
В том случае, если электрод во время сварки с трудом отходит от металла, это свидетельствует о наличии в питающей сети низкого напряжения. Необходимо в данном случае проверить правильность выбора режима сварки, а в том случае, если имеются проблемы с фиксацией кабеля использовать дополнительное крепление, что позволит исключить падение напряжения в сети. В отдельных случаях причиной такого падения напряжения в сети является использование длинного кабеля, который питает электричеством инвертор. В данном случае решить имеющуюся проблему можно путем использования электрогенераторов, которые устанавливаются в непосредственной близости от сварочного аппарата.
На включенном инверторе работают все индикаторы, однако сварку выполнять невозможно. Подобное характерно для перегрева устройства. Отдельные модели инверторов не оснащаются звуковым сигналом перегрева, а световую индикацию, которая отображает перегрев устройства, зачастую сложно заметить, что приводит к попытке сварки таким перегретым аппаратом.
Инвертор попросту не включается в работу. В том случае, если отмечаются проблемы с включением, это может говорить о проблемах с напряжением в электросети.
Аппарат сам выключается во время сварки. Подобное характерно для перегрева оборудования, которое отключает встроенная термозащита.
Ремонтируем инвертор
Ремонт сварочного инвертора заключается во вскрытии корпуса устройства и его осмотре. В том случае, если определена конкретная проблема, то можно путем перепайки вышедших из строя элементов восстановить работоспособность сварочного аппарата. Определить наличие повреждений конденсаторов можно по появлению темных пятен на корпусе конденсаторов или же трещин на микросхеме. Помните о том, что такие конденсаторы и неисправные узлы необходимо заменять идентичными или же схожими по своим характеристикам деталям.
В том случае, если визуально определить проблему не представляется возможным, можно попытаться прозвонить все элементы аппарата при помощи мультиметра или омметра. Это позволит вам определить проблемные детали и с легкостью их заменить.
Заключение
Инверторные сварочные аппараты — это достаточно надежная техника, однако и она в процессе эксплуатации может выходить из строя. Зачастую подобный ремонт не представляет особой сложности, поэтому имея даже минимальный опыт работы с паяльником можно восстановить работоспособность сварочного аппарата. Необходимо лишь правильно определить причину такой поломки и в последующем использовать качественные заменяемые детали, что и позволит полностью отремонтировать ваш сварочный инвертор.
Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту. К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети. При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.
В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.
Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).
Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора. Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.275 В и 20.30 А.
- Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Ремонт аппаратов инверторной сварки
Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки
Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.
- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты. Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке. При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его. Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.
При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока. Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
При вычислении получается необходима сила тока. Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
- Подгорание резисторов.
- Вздутие электролитических конденсаторов.
- Сгорание трансформатора.
- Обугливание диодов.
- Порча монтажной платы при возгорании.
Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах. «Слабым местом» сварочника инверторного типа являются плата управления и БП. Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.
Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | ||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.
Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
Вопрос:
Ответ:
Не стоит сразу бить тревогу, вполне возможно, что ваш сварочный аппарат в целом исправен и нести его в мастерскую пока рано. Может быть несколько причин того, что ваш сварочный аппарат отказывается включаться. Давайте поговорим о каждой из них и попробуем проверить, не она ли стала основной в вашем случае?
Может быть несколько причин того, что ваш сварочный аппарат отказывается включаться. Давайте поговорим о каждой из них и попробуем проверить, не она ли стала основной в вашем случае?
Качество проводки
Во-первых, проверьте, в какую электросеть должен подключаться ваш сварочный аппарат. Если это бытовой инвертор, то ему достаточно 220 Вольт, то есть однофазной сети, а если уровень полупрофессиональный или профессиональный, то вполне возможно, что подключать нужно в трехфазную сеть с 380 Вольт напряжения. Данные об этом указаны в инструкции к аппарату. Также проверьте есть ли вообще электричество в сети (мы понимаем, что звучит это глупо, но иногда люди в панике просто забывают об этом важном моменте).
Во-вторых, если с фазами все верно, а питание к розетке подается исправно, проверьте уровень напряжения в сети. Если оно слишком низкое или зашкаливает, то инвертор либо откажется включаться, либо сработает защита и инвертор, снова-таки не включится. В таком случае нужно либо дождаться нормализации показателей напряжения, либо использовать достаточно мощный стабилизатор, способный «потянуть» ваш сварочный аппарат.
В-третьих, качество проводки может быть недостаточным, ведь сварочные инверторы все же остаются относительно мощным электрооборудованием. Тогда может сработать защита уже самой электросети. В таком случае, чтобы работать сварочным инвертором, придется заменить провода на аналогичные большего сечения и сопутствующие контролирующие приборы к ним, отвечающие за выключение питания в случае перегрузки.
Инвертор
В некоторых случаях причина отказа работать может заключаться в самом сварочном инверторе. Для начала осмотрите кабель электропитания (предварительно отключив его от розетки). Часто в результате падения на него металлических деталей кабель может повредиться и перестать проводить ток к механизмам инвертора. Попробуйте заменить кабель электропитания новым.
Если и тут все в порядке, то подумайте, а не отключился ли инвертор вследствие перегрева в процессе длительной работы. Такое бывает, если не давать аппарату отдыхать по прошествии установленного для этой модели времени. Срабатывает защита и аппарат включается только через определенный промежуток времени.
Такое бывает, если не давать аппарату отдыхать по прошествии установленного для этой модели времени. Срабатывает защита и аппарат включается только через определенный промежуток времени.
И только в том случае, если вы проверили все, а результата нет, стоит обращаться в сервисный центр или мастерскую по ремонту такого оборудования. Крайне не рекомендуется пытаться осуществить ремонт самостоятельно. Вы можете окончательно повредить инструмент и спасти его уже будет невозможно, придется покупать новый. Желаем успеха в устранении неприятности.
Неисправности сварочных инверторов
Как любая другая техника, сварочные инверторы могут ломаться и требовать соответствующего ремонта. А если учесть, что в процессе эксплуатации на такое оборудование приходится повышенная нагрузка, то удивляться их поломкам не следует. Расскажем о распространенных неисправностях инверторов и способах ремонта такой техники.
Устраняем неисправности сварочного инвертора Ресанта
Сварочные инверторы представляют собой сложную автоматизированную технику, однако при определённых поломках восстановление такого оборудования не представляет особой сложности. Поэтому вовсе не обязательно при поломках инвертора сразу же отправляться в ремонтные мастерские. Вполне возможно, устранить те или иные проблемы, сэкономив на услугах опытных специалистов.
В первую очередь при наличии такой поломки необходимо вскрыть корпус инвертора, и убедиться в исправности используемых резисторов, стабилизаторов, транзисторов, диодов и элементов электронной схемы. Достаточно часто такой визуальный осмотр позволяет определить сгоревший конденсатор, с заменой которого справится любой человек, имеющий опыт работы с паяльником. В отдельных случаях для правильного определения проблемы необходимо использовать цифровой мультиметр, вольтметр или осциллограф.
В том случае, если видимых повреждений компоненты и детали инвертора не имеют, а самостоятельно определить конкретную поломку невозможно, то всё же необходимо обращаться в соответствующие ремонтные мастерские.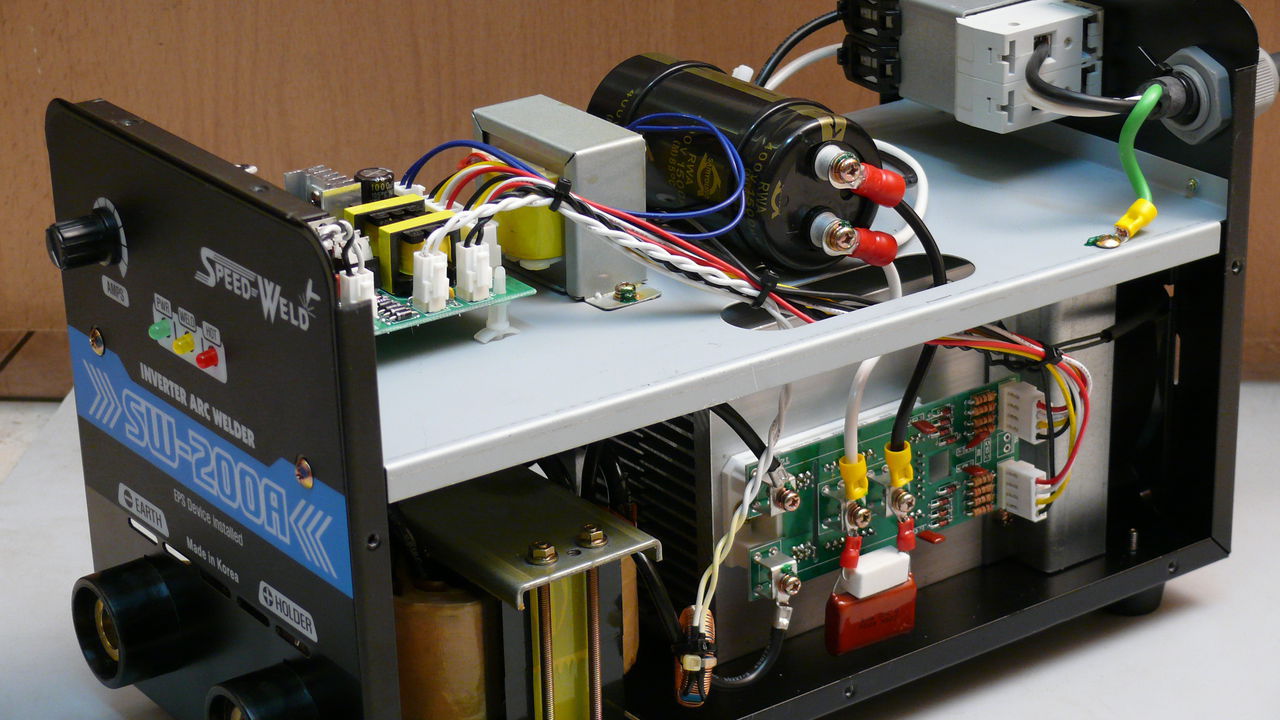 В последние годы качество услуг в таких мастерских существенно выросло, а благодаря высокой конкуренции в данной сфере стоимость предлагаемых работ существенно снизилась.
В последние годы качество услуг в таких мастерских существенно выросло, а благодаря высокой конкуренции в данной сфере стоимость предлагаемых работ существенно снизилась.
Все поломки такого оборудование можно разделить на две основных категорий:
- Неполадки, которые возникают в результате неправильного выбора рабочего режима.
- Поломки, причиной которых является заводской брак и неправильная работа используемых электронных составляющих оборудования.
Именно поломки, вызванные неправильной эксплуатацией техники, встречаются наиболее часто. В особенности сплошь и рядом встречается перегрев техники, когда обычные домовладельцы или же опытные мастера используют технику длительное время без перерыва на охлаждение, что и приводит к сгоранию используемых микросхемы и диодов.
Инверторы могут ломаться также по причине проникновения влаги внутрь корпуса устройства. Именно поэтому не рекомендуется использовать такое оборудование в помещениях с высокими показателями влажности. В данном случае ремонт заключается в замене повреждённых влагой транзисторов или же пропайкой схемы.
Скопившаяся внутри корпуса пыль может существенно ухудшить вентиляцию инвертора, что в свою очередь приводит к перегреву оборудования. Рекомендуется регулярно разбирать корпус инвертора и выполнять его очистку от пыли. Сделать такую очистку можно пылесосом или же вручную при помощи небольшой щетки.
Использование инвертора в сетях с плохим электричеством. Современные модели инверторов имеют специальную защиту от перепадов напряжения в сети, однако даже такие защитные системы порой не справляются с мощными скачками напряжения. В итоге сгорают различные стабилизаторы и транзисторы, которые требуют соответствующей замены. В целях профилактики можем рекомендовать использовать дополнительные сетевые фильтры и стабилизаторы напряжения, которые позволят исключить вероятность появления подобных поломок.
Определяем проблемы в работе инверторов
Определить те или иные поломки оборудования можно по изменениям в процессе сварки металлических элементов. Так, например если вы заметили, что сварочная дуга неустойчива, и появляется сильное разбрызгивание металла при сварке, это может свидетельствовать о неправильно подобранном режиме сварки или низком напряжении в сети. Также подобно может говорить о повреждении силовой части инвертора, которая отвечает за выходное напряжение.
Так, например если вы заметили, что сварочная дуга неустойчива, и появляется сильное разбрызгивание металла при сварке, это может свидетельствовать о неправильно подобранном режиме сварки или низком напряжении в сети. Также подобно может говорить о повреждении силовой части инвертора, которая отвечает за выходное напряжение.
В том случае, если электрод во время сварки с трудом отходит от металла, это свидетельствует о наличии в питающей сети низкого напряжения. Необходимо в данном случае проверить правильность выбора режима сварки, а в том случае, если имеются проблемы с фиксацией кабеля использовать дополнительное крепление, что позволит исключить падение напряжения в сети. В отдельных случаях причиной такого падения напряжения в сети является использование длинного кабеля, который питает электричеством инвертор. В данном случае решить имеющуюся проблему можно путем использования электрогенераторов, которые устанавливаются в непосредственной близости от сварочного аппарата.
На включенном инверторе работают все индикаторы, однако сварку выполнять невозможно. Подобное характерно для перегрева устройства. Отдельные модели инверторов не оснащаются звуковым сигналом перегрева, а световую индикацию, которая отображает перегрев устройства, зачастую сложно заметить, что приводит к попытке сварки таким перегретым аппаратом.
Инвертор попросту не включается в работу. В том случае, если отмечаются проблемы с включением, это может говорить о проблемах с напряжением в электросети.
Аппарат сам выключается во время сварки. Подобное характерно для перегрева оборудования, которое отключает встроенная термозащита.
Ремонтируем инвертор
Ремонт сварочного инвертора заключается во вскрытии корпуса устройства и его осмотре. В том случае, если определена конкретная проблема, то можно путем перепайки вышедших из строя элементов восстановить работоспособность сварочного аппарата. Определить наличие повреждений конденсаторов можно по появлению темных пятен на корпусе конденсаторов или же трещин на микросхеме. Помните о том, что такие конденсаторы и неисправные узлы необходимо заменять идентичными или же схожими по своим характеристикам деталям.
В том случае, если визуально определить проблему не представляется возможным, можно попытаться прозвонить все элементы аппарата при помощи мультиметра или омметра. Это позволит вам определить проблемные детали и с легкостью их заменить.
Заключение
Инверторные сварочные аппараты — это достаточно надежная техника, однако и она в процессе эксплуатации может выходить из строя. Зачастую подобный ремонт не представляет особой сложности, поэтому имея даже минимальный опыт работы с паяльником можно восстановить работоспособность сварочного аппарата. Необходимо лишь правильно определить причину такой поломки и в последующем использовать качественные заменяемые детали, что и позволит полностью отремонтировать ваш сварочный инвертор.
Что делать, если у сварщика не зажигается искра? >> Быстрые и простые шаги
Возникновение искры является ключевым показателем образования электрической дуги, и вы можете успешно соединить два куска металла вместе. В процессе дуговой сварки возникают искры, когда элементы обжигаются на электроде или сварочной ванне при очень высоких температурах, создавая соединенный шов. Если эти искры не возникнут, вы не сможете получить чистые или стабильные сварные швы.
Что делать, если у сварщика не зажигается искра:
| № причины | что делать, если у сварщика нет искры |
| 1 | очистить контактные поверхности металла |
| 2 | проверить зажим рабочего кабеля |
| 3 | отрегулировать подключение проводки |
| 4 | проверьте полярность |
- Убедитесь, что металлические контактные поверхности чистые
- Проверьте положение зажима рабочего кабеля
- Отрегулируйте подключение проводки к сварочному аппарату и внутри него
- Проверьте полярность (отрицательную и положительную Конфигурация проволоки)
Существует несколько причин, по которым ваш сварщик не искроет искры, как с подключением к заготовке, так и с самим сварщиком.Мы поможем вам определить, почему ваш сварочный аппарат может не подавать искру, и какие настройки вы можете внести, чтобы вернуть сварочный аппарат в рабочее (и искрящее) состояние.
Почему сварщик не зажигает искру и что делать
Если у вашего сварочного аппарата нет искры, сначала проверьте условия сварки и окружающую среду, чтобы найти самые простые способы устранения. Если у сварочного аппарата по-прежнему нет искры, возможно, проблема связана с самим сварочным аппаратом.
Вот 5 самых распространенных причин, по которым сварщик не зажигает искры:
- Зоны металлических соединений нечеткие или не чистые
- Зажим рабочего кабеля не подсоединен должным образом
- Проволока неисправна или заржавела
- Требуется регулировка натяжения роликов сварочного привода
- Требуется полярность соединений быть осмотренным
Существует множество причин, по которым ваш сварщик может не зажигать искры, но, к счастью, большинство из них легко исправить.Мы начнем с начала списка, так как это самые простые решения, которые помогут устранить внутренние проблемы сварщика, которые могут привести к отсутствию искры.
1. Зоны подключения нуждаются в очистке
Одна из наиболее частых причин, по которой сварщик не дает искры, заключается в том, что точки соединения между сварщиком и металлическими деталями не чистые или прозрачные. Это означает, что и заготовка, на которой вы хотите образовать дугу, и точка соединения для зажима рабочего кабеля должны быть из чистого металла.
Существует множество покрытий, которые могут мешать работе этого неизолированного металлического соединения и которые необходимо удалить, чтобы предотвратить возникновение дуги и сварочной искры:
- Грязь и мусор : Удалите всю грязь с металлических деталей перед использованием, чтобы обеспечить надлежащее соединение между заготовкой и областью зажима.
- Ржавчина и коррозия: Ржавчина может быть невероятно профилактической при образовании искры на металлической детали. Вы можете попробовать удалить ржавчину наждачной бумагой или угловой шлифовальной машиной.Если это не помогает, рассмотрите возможность абразивно-струйной обработки, а затем протрите ацетоном или аналогичными растворами. Отслаивание также может быть связано с ржавчиной, и его следует удалить. Вы можете использовать металлическую щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.
- Краски и эмали: Эти покрытия особенно часто используются при работе с автомобильными деталями. Вы захотите удалить это покрытие как с обрабатываемой детали, так и с зажимных соединений, чтобы обеспечить надежную электрическую цепь. Для зачистки металла можно использовать наждачную бумагу и угловые шлифовальные машины.Также можно использовать средства для снятия тепла и краски, включая ацетон, но их необходимо очистить и высушить перед сваркой.
Покрытие на металле не только потенциально предотвратит искру, но и если вы сможете создать дугу и сварить, это может привести к более слабым или непривлекательным результатам сварки. Для достижения наилучших результатов рекомендуется предварительно очистить и подготовить металл как при сварке MIG, так и особенно при сварке TIG.
2. Зажим рабочего провода неправильно подсоединен
Убедившись, что поверхность зажима рабочего кабеля чиста от мусора, ржавчины или покрытия, также необходимо проверить надежность соединения.Зажим является важным элементом безопасности, обеспечивающим полную электрическую цепь, которая проходит через детали и сварочный аппарат, не подвергая оператора току.
Цепь должна быть «заземлена», чтобы электричество могло вызвать искру и дугу на заготовке . Заземление означает защиту операторов и оборудования, находящегося поблизости, от поражения электрическим током и опасности. Кабель электрода соединяет машину с электрододержателем для операции сварки, а зажим рабочего кабеля соединяется с заготовкой для обеспечения безопасной цепи.
Изображение предоставлено: WeldclassВам необходимо убедиться, что вы подключаете рабочий кабель к оголенной металлической поверхности на заготовке, обычно с помощью зажима рабочего кабеля для наиболее надежного соединения. Мало того, что зажим должен быть прочно и надежно размещен на металле, но и соединение зажима со сварочным аппаратом должно иметь плотно прикрепленные и сконфигурированные провода.
3. Сварочная проволока неисправна или заржавела
Сварочная проволока, как и рабочая поверхность, должна быть чистой и в хорошем состоянии.Если он ржавый или неисправный, вы не сможете зажечь искру. Чтобы устранить эту проблему, вам нужно будет проверить сам провод. Если он кажется грязным или заржавевшим, протрите его или используйте новый провод, если он выглядит поврежденным и не подлежит ремонту.
Если поверхность проволоки заржавела, ее трудно восстановить. Сварочная проволока продается в рулонах и может быть легко заменена без больших затрат материала. Вы можете попробовать сохранить старую сварочную проволоку для других целей, но качество важно для обеспечения надлежащего сварного шва и искры.
Подумайте о хранении сварочного аппарата и проволоки в сумке, чтобы не допустить попадания влаги, которая может вызвать ржавчину. Вы также можете держать рядом источник тепла (например, лампочку), чтобы не допускать попадания влаги на провода.
4. Требуется регулировка натяжения роликов сварочного привода
При сварке MIG необходимо обеспечить равномерную подачу проволоки через горелку. Эти движения контролируются ведущими роликами с разной скоростью. Если искры не получается, возможно, что эти приводные ролики внутри сварочного аппарата не натянуты.Вы можете столкнуться с проблемами, когда натяжение будет слишком сильным и слишком слабым.
- Если натяжение приводных роликов слишком сильное , машина будет подвергаться повышенным нагрузкам и может вызвать повреждение электропроводки и машины.
- Если слишком свободно, ролики могут не подавать проволоку должным образом или не обеспечивать однородность.
Натяжение влияет на скорость подачи проволоки, которая зависит от области применения.Общее правило правильного натяжения заключается в том, что вы можете пропустить его через сварочную горелку, и при изгибе он будет равномерно образовывать кольца.
Вы можете увидеть , как отрегулировать натяжение приводного ролика, на видео ниже. Регулировка натяжения сварочного аппарата осуществляется с помощью пронумерованных ручек.
5.Посмотрите на подключение и конфигурацию полярности
Последняя область, на которую следует обратить внимание, если сварщик не искрит, — это полярность.Полярность — это электрическая цепь, созданная для сварного шва с подключением отрицательного и положительного полюсов. Вы можете выбрать прямую полярность (отрицательный электрод для более быстрых сварных швов) или обратную полярность (положительные соединения электродов для более глубоких сварных швов).
Вы можете переключить эти два соединения, пытаясь создать искру, но наиболее важным элементом является обеспечение плотного соединения проводов для обоих внутри самого сварочного аппарата. Прямая полярность чаще всего используется при сварке TIG, в то время как обратная полярность предназначена для сварки штучным электродом и сварки MIG.
Аппараты с отрицательными электродами постоянного тока используются для сварки TIG, а машины с положительными электродами постоянного тока — для стержневой сварки и сварки MIG. Машины переменного тока предназначены для работы с алюминием. Вы должны убедиться, что все кабели внутри сварочного аппарата надежно закреплены для передачи энергии от сварочного аппарата к заготовке.
Когда сварочный аппарат не зажигает
Устранение неисправностей сварочного аппарата путем содержания металлических поверхностей в чистоте и обеспечения надежности и правильной регулировки соединений внутри сварочного аппарата и деталей позволит вам уловить эту искру и приступить к работе.
Искра имеет решающее значение для создания дуги и подтверждает правильный поток электричества от машины к металлу для стабильной и стабильной работы.
Рекомендуемая литература
Можно ли сварить пайку? 4 причины, почему вам не следует использовать
Почему опасна сварка оцинкованной стали?
Pro Spot :: Поддержка
Подтверждение напряжения питания сварщика
Инверторные сварочные аппараты используют 208–240 В или 440–480 В. Важно знать, о каком уровне идет речь.Посмотрите на бирку с серийным номером на задней стороне корпуса, чтобы определить правильное напряжение для данного сварочного аппарата. Они могут работать на максимальной мощности, используя трехфазное питание или двухфазное питание (также известное как однофазное). Индикаторы на передней панели будут гореть в соответствии с доступной мощностью. Если индикаторная лампа фазы загорелась, это не указывает на надлежащий уровень напряжения — имеется только это напряжение. Установите выключатель на заводской панели в положение ВКЛ, а выключатель сварщика — в положение ВЫКЛ. Обратите внимание на расположение выступов на вилке сварочного аппарата.Посмотрите на три выступа, которые выглядят одинаково, и на цилиндрический штифт, который отличается. Контактный наконечник будет заземлен. Выполните следующие шаги:
- Настройте измерительный прибор для измерения переменного напряжения.
- Подключить сварочный аппарат к розетке магазина.
- Удалите заглушку ровно настолько, чтобы получить доступ к проушинам заглушки с измерительными зондами.
- Измерьте от 1 до 2, от 1 до 3 и от 2 до 3.
- Запишите три показания на бумаге. Они должны быть близко друг к другу и на уровне 208В или выше.Если проверка не увенчалась успехом, снимите вилку, проверьте проводку и произведите необходимый ремонт.
- Позвоните квалифицированному техническому специалисту или электрику для дальнейшего тестирования, если не удается быстро найти успешный результат.
Поиск и устранение неисправностей пистолета точечного отжима
Двусторонний точечный пистолет подключается к вторичной обмотке сварочного трансформатора и по существу замыкает выходной сигнал во время цикла сварки. Пистолет создает очень высокое давление сжатия между электродами, что важно для качественной контактной точечной сварки.Стандартный «сжимающий» пистолет может создавать давление более 500 фунтов, а пистолет высокого давления может создавать более 1200 фунтов на концах сварных швов за счет использования большого воздушного цилиндра внутри пистолета. Каждый конец цилиндра подключен к воздуховоду, который проходит до нижней части пистолета через командный кабель. (Командный кабель — это управляющая связь между шкафом и пистолетом.)
Электрическое соединение с пистолетом представляет собой трехпроводную конфигурацию, в которой два триггера имеют общий общий (-24 В постоянного тока).Провод проходит через командный кабель. Круглый металлический 4-контактный разъем используется на передней панели, а продолговатый 3-контактный пластиковый разъем используется внутри пистолета. Специальный жгут передает сигналы непосредственно от триггерных переключателей на 3-контактный разъем, обратно в шкаф и, наконец, на печатную плату.
Отказ или плохой сварной шов
Отказ при сварке и плохая сварка из-за неисправности пистолета могут возникать двумя способами. Во-первых, пистолет может выйти из строя из-за удаленной электрической или механической проблемы или, во-вторых, из-за локальной проблемы с наконечниками сварных швов.
Подтвердите следующее: давление сжатия (от 65 до 80 фунтов на квадратный дюйм), цепь срабатывания (непрерывность на разъемах кабеля управления), соединения сварочного кабеля (плотно с обоих концов) и точки контакта хода (втулка и уплотнительные кольца поршня в хорошем состоянии) . Наконечники должны быть чистыми, новыми или заправленными и иметь правильные стойки и рычаги для работы. Командные кабели обычно не ремонтируются, так как компоненты нагреваются и обматываются под давлением.
Пистолет не реверсирует
Если пистолет не открывается, проверьте цепь спускового крючка.Проверьте целостность на пистолете и кабельных разъемах. Убедитесь, что поток воздуха достигает цилиндра пистолета. Возможно, был зажат воздушный шланг. Убедитесь, что стяжки кабельного жгута достаточно ослаблены, чтобы обеспечить поток.
Подтвердите поток через авиалинии к пистолету. (Отсоедините авиалинии: 1) у шкафа и нажмите триггеры, чтобы открыть соленоид — услышите воздушный поток, затем снова подключите и 2) у пистолета и снова нажмите триггеры — снова услышите взрыв. Замените все непроточные линии. (Обычно командный кабель заменяется в сборе, когда с ним возникают проблемы.) Прямое действие пистолета очень надежно, поскольку задняя воздушная камера закрыта с обоих концов уплотнительными кольцами. Воздух обратного действия может просочиться через втулку в головке (носу) пистолета.
Убедитесь, что следующие условия не являются причиной проблемы: оплавленная втулка, слишком затянутые установочные винты наконечника, плохая смазка внутреннего уплотнительного кольца, отсутствие воздуха REV.
Низкое давление сжатия
Когда возникает вопрос о давлении сжатия:
Проверить давление воздуха по манометру на панели.
Проверьте, не пережат ли воздушный шланг.
Убедитесь, что установлены электроды правильной длины.
- Пистолет передний воздушный
- Проволока спускового крючка пистолета
- пистолет обратный воздушный
- Проволока спускового крючка пистолета для удаления вмятин
- Выключатель охлаждающего насоса
Уходит инсульт? Качество отжима гарантируется, когда в игре есть соответствующее давление воздуха и плавный ход.Эту ситуацию создают эффективные проверки и настройки оружия.
Окно сервисной панели — Индикаторы состояния системы управления
Расположение: внутри лотка для инструментов и принадлежностей i4 и PR-2000 (под резиновым ковриком).
Назначение: Быстро определить состояние многих внутренних систем, не открывая сварочный аппарат. Сварщик должен быть включен. Посмотрите в окно. Есть несколько огней, на которые стоит обратить внимание. Окна индикаторов напряжения имеют по три светодиодных индикатора в каждом окне, в то время как окна IGBT и шинопровода имеют только один индикатор на окно.
ПРИМЕЧАНИЕ: D означает диод, а число определяет расположение платы устройства.
Лампы состояния системы управления окнами служебной панели
Поднимите резиновый коврик в лотке для инструментов, чтобы открыть окно сервисной панели.
Высокое напряжение шины в норме: светодиоды 1 и 2 указывают на наличие постоянного тока 300 вольт. Оба остаются включенными (но часто виден только один из них, если не снята верхняя крышка).
D06 = присутствует
D26 = присутствует
Система управления IGBT в норме: светодиоды 1, 2, 3, 4 показывают наличие напряжения на каждом затворе IGBT.Каждый светодиод должен оставаться включенным. Светодиод 5 (желтый) показывает управляющее напряжение 15 В постоянного тока и должен гореть постоянно. Эти диоды находятся на отдельной вертикальной мини-плате.
D107 = присутствует
D108 = присутствует
D109 = присутствует
D110 = присутствует
D101 = 15 В присутствует
Вход переменного тока — состояние падения напряжения: светодиоды 4, 5, 6 указывают на проблему, если какой-либо из них загорается во время сварки.Все они ненадолго загораются во время запуска, а затем остаются ВЫКЛЮЧЕННЫМИ.
D23 = Падение первичного напряжения 10%
D22 = Падение первичного напряжения 15%
D21 = Падение первичного напряжения 20%
Индикаторы напряжения постоянного тока, светодиоды 1, 2, 3 указывают на генерируемые и присутствующие логические напряжения. Они загораются во время запуска и остаются включенными.
D10 = 15 В присутствует
D11 = 18 В присутствует
D12 = 24 В присутствует
Почему у вашего сварочного аппарата TIG нет дуги (с исправлениями) — Welding Mastermind
Сварка TIG, иначе известная как Tungsten Inert Газовая сварка — популярный метод сварки среди новичков и профессионалов.Даже у самых опытных сварщиков могут возникнуть вопросы по TIG. сварщики, и вот в чем мы здесь, чтобы помочь!
Почему у вашего сварочного аппарата TIG нет дуги? Ваш сварочный аппарат TIG может не иметь дуги, если это не так. подключен к соответствующему источнику напряжения, если сварочный аппарат не включен, если есть проблемы с вашими газовыми шлангами или слишком короткий вольфрамовый электрод.
В этой статье мы поможем вам понять подробные объяснения некоторых причин, по которым ваш сварщик TIG не выполняет дугу и расскажут, как исправить сварочный аппарат TIG, чтобы он правильно изгибал дугу.Готовый погрузиться в сварку TIG? Давайте начнем.
Почему у вашего сварочного аппарата TIG нет дуги и Как это исправить
Поскольку, скорее всего, вы уже знаете основы сварки TIG, вы лучше поймете некоторые причины, по которым ваш сварочный аппарат TIG может не иметь дуги, и вы также будете лучше понимать как исправить проблемы. В любом случае, мы проведем вас через них!
Есть несколько причин, по которым ваш сварщик TIG не будет дуги, и эти причины варьируются от очень простых до более сложный.Мы подробно обсудим эти причины и расскажем, как исправить их.
Обзор: причины, по которым ваш сварщик TIG Не будет Arc
Мы подробно рассмотрим эти причины и позволим вы знаете, как их исправить, чтобы ваш сварочный аппарат TIG начал работать с ArcArc очередной раз. Но сначала, , вот обзор Некоторые из причин, по которым ваш сварочный аппарат TIG может не выполнять дугу:
- Он не подключен к правильному источник напряжения
- Сварщик TIG не включен
- Есть проблемы с газом шланги
- Вольфрамовый электрод тоже короткий
Пора обсудить эти причины и исправления в Подробнее!
Проблемы и способы устранения TIG Сварщик, которого нет в ArcArc
Как и было обещано, мы получили подробную информацию из некоторых причин, по которым сварочный аппарат TIG не горит.У нас также есть решения вопросов!
Проблема: сварочный аппарат TIG не подключен в правильный источник напряжения
Если ваш сварочный аппарат TIG не излучает дугу, он может быть связано с источником напряжения. Вам понадобится достаточное количество напряжение для работы вашего сварочного аппарата TIG и зажигания дуги.
минимальное напряжение, которое необходимо поддерживать в сварочной цепи для установления дуга — 15,7 вольт. Если ваш сварочный аппарат TIG не бросает дуга, это может быть из-за того, что напряжение не минимально.
Исправление: убедитесь, что сварщик TIG Использование правильного напряжения
Решение этой проблемы относительно просто: убедитесь, что ваш сварочный аппарат TIG имеет минимальное напряжение, необходимое для установить дугу. Опять же, это 15,7 вольт. Возможно, вам придется использовать еще более высокий напряжение для развития дуги, иногда до 70 вольт. После того, как ArcArc был ударил, напряжение должно упасть.
Проблема: сварщик TIG не работает Включен
Если ваш сварочный аппарат TIG не излучает дугу или не работает вообще, это может быть так же просто, как то, что ваш сварочный аппарат TIG не включен.
Это может показаться немного смешным, но мы у всех были моменты, когда что-то не работало, и, оказывается, мы просто нужно было щелкнуть выключателем и включить! Типичная установка TIG обычно имеет довольно несколько регуляторов и настроек, и, возможно, вы пропустили включение сварочного аппарата TIG.
Исправление: убедитесь, что сварщик TIG и газ включен
Решение этой проблемы тоже относительно просто: убедитесь, что ваша установка TIG и газ включены! Как мы ранее Как уже упоминалось, для сварки TIG используется газ.
Если ваш сварочный аппарат TIG не излучает дугу, он может быть потому, что сварочный аппарат TIG не включен. Марка убедитесь, что ваш сварочный аппарат TIG включен, и убедитесь, что у вас есть газ, прежде чем продолжаются.
Проблема: есть проблемы с Газовые шланги
Еще раз помните, что сварка TIG использует газ. Если ваш сварочный аппарат TIG не генерирует дугу, могут возникнуть проблемы с газовые шланги. Газовые шланги могут иметь порезы или перегибы, либо они не закреплены должным образом. Это может повлиять на то, что ваш сварочный аппарат TIG правильно выбрасывает дугу из-за утечки воздуха. попадание в газовый поток загрязняющих веществ при сварке TIG.
Исправление: проверьте газовые шланги и Отрегулируйте их соответственно
К счастью, есть еще один относительно простой решение здесь. Сначала проверьте газовые шланги. Есть ли в них порезы? Являются есть ли перегибы? Надежно ли затянуты газовые шланги на всех точках?
Если есть порезы в ваших газовых шлангах, вы скорее всего потребуется их заменить. Если есть перегибы, обязательно работайте их. Кроме того, убедитесь, что ваши газовые шланги надежно затянуты на каждая точка; затяните их сильнее для лучшей меры, даже если они кажутся тугими уже.
Проблема: вольфрамовый электрод слишком короткий
Поскольку вольфрам является такой инструментальной частью Сварка TIG, слишком короткий вольфрамовый электрод может вызвать проблемы с ArcArc.
Если вольфрамовый электрод, торчащий из чашки, слишком короткий, вы не сможете увидеть кончик электрода, и вы не сможете удерживать достаточно близкую дугу длина.
Исправление: убедитесь, что у вас длинный Достаточно вольфрамового электрода
Вам нужен вольфрамовый электрод, достаточно долго, чтобы вы могли его увидеть (не поворачивая шею).Который позволит вам сохранить правильную длину дуги и завершить ArcArc. Убедитесь, что ваш вольфрамовый электрод прилипает от ¼ до ⅜ дюйма.
Советы по сварке TIG Подробнее Успешно
Нет никаких сомнений в том, что вы сможете производить сварку в газовой среде. Сварка будет более успешной, когда ваш сварочный аппарат TIG действительно создает дугу.
Тем не менее, есть еще несколько советов, которые вы можете можете научиться и практиковаться, чтобы сделать свое ремесло сварки TIG еще более успешным! Давайте рассмотрим несколько советов по более успешной сварке TIG, чтобы вы можете получить максимальную отдачу от сварных швов.
Совет №1: Убедитесь, что все
Очень чисто!Когда дело доходит до сварки TIG, любые загрязнения может существенно повлиять на результат сварки, настолько, что любая сварка TIG сварка вообще не терпима к загрязнениям!
Следовательно, вы сможете выполнять сварку TIG намного успешнее, если убедитесь, что все инструменты и компоненты полностью чистые.
Этого можно добиться, предварительно очистив основной металл обезжиривателем, а затем протереть его (чистым и специально предназначенным) металличесая щетка.Важно не использовать одну и ту же проволочную щетку для разных типов неблагородные металлы могут присутствовать в качестве загрязнителей.
Кроме того, протрите присадочный стержень обезжириватель. Особое внимание к чистоте до и во время сварки TIG поможет добиться лучших результатов!
Совет № 2: Имейте хорошую поддержку Твои руки
Сварка TIG чрезвычайно важна для вашего руками, поэтому очень важно перемещать резак с точным контролем.