Неплавящиеся электроды
На многих автосервисах сейчас можно увидеть надпись «Сварка аргоном». Это уже никого не удивляет – детали автомобильных корпусов и двигателей из алюминиевых сплавов широко распространены, также, как и легкосплавные колёсные диски. И только профессионалы-сварщики иногда вздрагивают от режущей глаз неправильности этого термина.
В самом деле – возможна ли сварка аргоном? На правилен ли термин «Сварка аргоном»? Конечно же, нет. Правильнее бы было написать – сварка в аргоне, имея в виду сварку в защитной среде из аргона. Ведь известно, что аргон – абсолютно инертный газ, не вступающий в химические реакции. Именно поэтому он и считается идеальной защитной средой для дуговой сварки.
Конечно, всем профессионалам известны правильные названия этого метода (или способа, что одно и тоже) сварки. В СССР и России общеупотребительным стало название АДС (аргонодуговая сварка) или РАДС (ручная аргонодуговая сварка). В Европе распространён термин TIG (Tungsten Inert Gas), в Германии часто используют аббревиатуру WIG (Wolfram Inert Gas), а американцы – GTAW (Gas Tungsten Arc Welding).
Вольфрам известен с 80-х годов XVIII века, когда он был выделен из минерала вольфрамита, получившего своё название от немецкого народного Wolf Rahm – волчьи сливки или волчья пена. Название это дали германские металлурги, оно связано с тем, что вольфрам, часто сопровождающий оловянные руды, мешал выплавке олова, переводя его в шлаковую пену – пожирает олово как волк овцу. В английский язык название вольфрама (tungsten) перешло от шведского выражения «тяжелый камень».
Вольфрам является самым тугоплавким из известных металлов – его температура плавления 3.422°C, а кипит вольфрам при 5. 555°C. Тугоплавкость вольфрама в сочетании с его высокой твёрдостью, коррозионной стойкостью при высоких температурах и относительно хорошей электропроводностью сделали его идеальным материалом для изготовления неплавящихся электродов для дуговой сварки.Несмотря на свою твёрдость, вольфрам в нагретом состоянии хорошо обрабатывается давлением и это позволяет изготавливать из него электродные стержни методом ротационной ковки и последующей протяжкой через твёрдосплавные фильеры и калибровкой. Затем прутки нарезаются, шлифуются и в результате мы получаем неплавящиеся электроды стандартной длины 175 мм.
555°C. Тугоплавкость вольфрама в сочетании с его высокой твёрдостью, коррозионной стойкостью при высоких температурах и относительно хорошей электропроводностью сделали его идеальным материалом для изготовления неплавящихся электродов для дуговой сварки.Несмотря на свою твёрдость, вольфрам в нагретом состоянии хорошо обрабатывается давлением и это позволяет изготавливать из него электродные стержни методом ротационной ковки и последующей протяжкой через твёрдосплавные фильеры и калибровкой. Затем прутки нарезаются, шлифуются и в результате мы получаем неплавящиеся электроды стандартной длины 175 мм.
Существуют способы улучшить свойства вольфрама в составе неплавящихся электродов, добавив в него легирующие присадки, в качестве которых используют оксиды редкоземельных металлов. Легирующие добавки во многом определяют технологические и сварочные свойства неплавящихся электродов, в первую очередь, их применяемость для сварки различных материалов, а также род и полярность сварочного тока.
Основное различие неплавящихся электродов – диаметр и наличие легирующих добавок к вольфраму. Диаметр электрода определяет плотность тока, то есть максимальный сварочный ток, для которого можно использовать электрод; диаметр электрода определяется толщиной свариваемых деталей и легко может быть измерен обычным штангенциркулем.Но как отличить друг от друга неплавящиеся электроды с различным легированием? Ведь все электроды имеют одинаковый серостальной цвет. На помощь приходит цветная маркировка, которая наносится на один из кончиков каждого электрода. Обозначения цветных маркировок неплавящихся электродов и их применение в зависимости от рода и полярности сварочного тока и свариваемых материалов удобнее привести в виде таблицы.
| Марка неплавящегося электрода | WP | WC-20 | WT-20 | WY-20 | WZ-8 | WL-20 | WL-15 | |||||
| Цвет маркировки | зелёный | серый | красный | тёмно-синий | белый | голубой | золотой | |||||
| Легирующие присадки | чистый вольфрам | оксид церия(CeO2) | оксид тория(ThO2) | оксид иттрия(Y2O3) | оксид циркония (ZrO2) | оксид лантана(La2O3) | ||||||
| — | — | 2,0% | 2,0% | 2,0% | 0,8% | 2,0% | 1,5% | |||||
| Свариваемые материалы | алюминий, магний, алюминиевые сплавы | кремниевая бронза, титановые сплавы, никель и никелевые сплавы, молибден, тантал, ниобий | аустенитная нержа-веющая сталь, медь и медные сплавы, кремниевая бронза, титановые сплавы, никель и никелевые сплавы, молибден, тантал, ниобий | углеродистая и низколегиро-ванная сталь, аустенитная нержавеющая сталь, медь и медные сплавы, кремниевая бронза, титановые сплавы – сварка особо ответственных конструкций | алюминий, магний, алюминиевые сплавы, никель и никелевые сплавы | высоколеги- рованная сталь, алюминие- вые сплавы, медь, бронза | ||||||
| Особенности применения | высокая стойкость, лёгкая подготовка к сварке, трудно затачиваются | хорошее зажигание дуги, повышенный допустимый ток | высокая стойкость | самая высокая стойкость, высокая стабильность дуги | высокая стабильность дуги | лёгкое зажигание дуги, низкая склонность к образованию прожогов, высокая стабильность дуги, высокая устойчивость заточки | ||||||
Стабильность дуги, комфортность работы сварщика и качество сварки напрямую зависят от пра-вильности выбора марки неплавящихся электродов. Поэтому перед началом сварки необходимо внимательно изучить свойства материалов свариваемых деталей и требования к свариваемой конструкции. Правильный выбор неплавящихся электродов поможет вам выполнить вашу работу легко и с высоким качеством.
Поэтому перед началом сварки необходимо внимательно изучить свойства материалов свариваемых деталей и требования к свариваемой конструкции. Правильный выбор неплавящихся электродов поможет вам выполнить вашу работу легко и с высоким качеством.
Сварка неплавящимся электродом для дуговой и аргонодуговой сварки, тугоплавкие электроды
Дуговая сварка осуществляется в защитной атмосфере инертного газа и представляет собой один из высокоэффективных методов выполнения дуговой сварки путем плавления металла.
Применяется такая технология в большинстве случаев для работы с металлоконструкциями из алюминия, магния, а также их сплавов, нержавеющей стали, никеля, меди и ряда иных металлов с неферромагнитными качествами.
Содержание
- Виды неплавящихся электродов
- Сварка неплавящимися электродами
- Итоги
Виды неплавящихся электродов
Для дуговой применяются неплавящиеся электроды. Это расходный материал для сварочных работ, который не имеет металлической природы и свойств, присущих металлам. Подобный метод сварных операций был изобретен очень давно руками Н. Н. Бенардоса.
Подобный метод сварных операций был изобретен очень давно руками Н. Н. Бенардоса.
- Угольный неплавящийся электрод активно применяется при воздушно-дуговой резке металлов с целью устранения с поверхности изделий разного рода дефектов.
При этом сварку нужно проводить на токах силой, не более 580 Ампер. Также такой расходный материал для сварки используют при создании соединений металлических деталей в тонкостенных конструкциях из стали и цветных металлов. Угольные сварные электроды бывают круглыми и плоскими, сложенными вдоль линии варки или подающимися в сварную ванну. Они могут применяться вместе с присадкой или без нее, что определяется технологией проведения сварных работ. - Графитовые стержни актуальны при сварке цветных металлов, а также их сплавов.
Но особенно часто они применяются при работе с медными проводами. Графитовые расходники доступны по стоимости и довольно распространены на отечественном рынке, так как характеризуются рядом неоспоримых достоинств. Среди них: низкий износ, высокая стойкость к температурному воздействию, отличная способность к обработке.
Графитовые расходники доступны по стоимости и довольно распространены на отечественном рынке, так как характеризуются рядом неоспоримых достоинств. Среди них: низкий износ, высокая стойкость к температурному воздействию, отличная способность к обработке. - Вольфрамовый сварной электрод изготавливается в виде стержня с диаметром 1-4 мм и наиболее часто применяется в производстве и быту.
Такой расходный материал отличается высокой тугоплавкостью, то есть, плавится при более высоких температурах, нежели иного рода стержни. Он позволяет сваривать разнообразные металлы без применения защиты в виде газа. Хотя вполне реально осуществлять сварку вольфрамовым электродом и при таких условиях, если в этом есть необходимость. В зависимости от состава, изделия делят на несколько групп: лантанированные, иттрированные, торированные, стандартные.
 Графитовые расходники доступны по стоимости и довольно распространены на отечественном рынке, так как характеризуются рядом неоспоримых достоинств. Среди них: низкий износ, высокая стойкость к температурному воздействию, отличная способность к обработке.
Графитовые расходники доступны по стоимости и довольно распространены на отечественном рынке, так как характеризуются рядом неоспоримых достоинств. Среди них: низкий износ, высокая стойкость к температурному воздействию, отличная способность к обработке.На заметку! Электроды вольфрамового типа с добавлением тория отличаются радиоактивностью. Несмотря на то, что этот показатель невелик, они перестали применяться на крупных промышленных предприятиях.
Все описанные виды электродов для сварных работ причисляются к классу неплавящихся, так как в процессе выполнения сварочных работ стержень либо вовсе не плавится, либо плавится незначительным образом.
При любом варианте развития событий материал стержня практически не участвует в процессе образования наплавленного металла и сварного соединения.
Сварка неплавящимися электродами
Схема сварки в среде защитного газа.Неплавящиеся электроды активно применяются на крупных предприятиях:
- при необходимости осуществить сварку тонколистового металла;
- для проведения сварных работ со сталями всех классов, цветного металла, а также их сплавов;
- при необходимости получить высококачественные сварные соединения разнородных металлов.

Преимущества, которыми характеризуется сварка неплавящимся электродом:
- высокие показатели устойчивости дуги, вне зависимости от полярности тока;
- возможность получить швы с долей участия основного металла 0-100%;
- возможность регулировать химический состав и геометрию соединений при изменении скорости подачи, угла наклона, профиля, марки присадочного материала.
Недостатками такого метода сварных работ считаются следующие моменты:
- неважные показатели эффективности использования электроэнергии;
- необходимость применять специальные устройства для обеспечения начального возбуждения дуги;
- высокая скорость охлаждения изготовленных швов.
Но для полноценной характеристики сварки неплавящимся электродом важно понимать технологическую суть процесса. Операция осуществляется путем подачи защитного газа через сопло в зону дуги, которая горит между расходным материалом и изделием.
Газ выполняет защитную функцию, предохраняя несгораемые и расплавленный основной металл от негативного влияния активных атмосферных газов.
 Кромки свариваемого изделия плавятся под воздействием теплоты дуги и образуют сварной шов, кристаллизируясь.
Кромки свариваемого изделия плавятся под воздействием теплоты дуги и образуют сварной шов, кристаллизируясь.При использовании сварочного аппарата и неплавящихся электродов важно правильно установить полярность. Она может быть прямой или обратной. В первом случае нужно установить массу на минус, держатель – на плюс. Во втором масса устанавливается на плюс, а держатель – на минус.
Марка и назначение неплавящихся электродов.От правильности выбора режима полярности зависит форма проваренного металла:
- работа с помощью постоянного тока при прямой полярности позволит создать глубокий и узкий сварной шов;
- широкого и поверхностного шва можно достичь путем выбора постоянного тока и обратной полярности.
Защитный газ для с применением электродов непременно должен демонстрировать инертность к рабочим металлам, поэтому при работе вольфрамовыми электродами в качестве такого вещества используют аргон, гелий, смесь аргона и гелия.
Если сварочные работы ведутся над проводами из меди или с помощью медных электродов со вставкой из гафния, можно воспользоваться азотом.
Важно! В случае использования при сварке дорогостоящих инертных газов, к примеру Ar или He, стоит создать комбинированную защиту. Это позволит расходовать газ рационально.
Если работать приходится с металлом большой толщины, то обеспечить плавление основного металла и получить актуальные геометрические параметры сварного шва можно при варении по зазору или с разделкой кромок с добавлением присадки.
Итоги
Применение неплавящихся электродов для дуговой сварки при работе с металлоконструкциями из алюминия, магния, их сплавов, никеля, нержавеющей стали, меди и ряда иных неферромагнитных металлов и позволяет получить действительно прочные и долговечные сварные швы.
Это крайне важно для таких производственных сфер, как металлургия, электрохимическая промышленность и электротермическое производство.
Неплавящиеся электроды: виды и особенности
Екатерина
Неплавящиеся или тугоплавкие электроды широко используются для дуговой электросварки в среде защитного газа. Их используют для домашнего ремонта и на различных производствах: от станций по сборке космических кораблей до мелких серийных заводов. С помощью неплавящихся стержней можно сварить или разрезать алюминий, бронзу, никель, медь, титан и другие металлы, не обладающие сильными магнитными свойствами.
Из этой статьи вы узнаете все о неплавящихся электродах, сфере их применения, достоинствах и недостатках, а также мы расскажем о ключевых особенностях работы с тугоплавкими стержнями.
Содержание статьи
- Виды тугоплавких электродов и сферы их применения
- Вольфрамовые электроды
- Особенности тугоплавких стержней
- Достоинства и недостатки
- Вместо заключения
Виды тугоплавких электродов и сферы их применения
Существует три вида неплавящихся стержней: угольные, вольфрамовые и графитовые. Каждый вид имеет свои особенности и назначение. Так, например, для мелкого ремонта или для воздушно-дуговой резки чаще всего используются угольные стержни. Также с их помощью сваривают тонкие металлоконструкции из цветного металла или нержавеющей стали. Опытные мастера используют угольные электроды в связке с присадками. Присадки подаются в сварочную ванну или укладываются по линии будущего сварного шва.
Воздушно-дуговая резка (сокращенно ВДК) — способ резки металла электрической дугой, заключающийся в непрерывной подаче сжатого воздуха на сварочную зону во время всего рабочего процесса. Благодаря сжатому воздуху расплавленный металл быстро удаляется с поверхности детали, получается качественный и ровный разрез.

Угольные стержни применяют при силе тока в 580 А. Сами стержни бывают трех типов: круглые для воздушно-дуговой резки (ВДК), плоские для воздушно-дуговой сварки (ВДП), круглые для обычной сварки (СК).
Что касается остальных видов тугоплавких стержней, то с помощью графитовых стержней также можно варить и резать цветные металлы, но по сравнению с угольными они стоят дешевле. Поэтому графитовые стержни популярны у начинающих сварщиков, работающих на производстве. Также графитовые стержни лучше переносят перепады температуры и влажности, их можно неоднократно использовать, они меньше подвержены износу. А о вольфрамовых стержнях мы поговорим отдельно.
Вольфрамовые электроды
Вольфрамовые электроды заслуживают отдельного внимания. Они широко используются всеми: и гаражными умельцами, и мастерами на заводах. Их популярность обусловлена универсальностью. Можно варить и резать любой металл: и алюминий, и нержавейку, и цветные металлы. Угольные и графитовые электроды не получили такого распространения, поскольку их неудобно использовать в домашней сварке.
Вы наверняка уже знаете, что режим сварки в среде защитного газа устанавливается исходя из многих параметров, например, толщины детали, металла, из которого она изготовлена, типа используемого газа и многое другое. Вольфрамовые электроды подбираются по такому же принципу. В зависимости от назначения электроды могут иметь свою маркировку.
Особенности тугоплавких стержней
Тугоплавкие стержни, изготовленные в России и странах СНГ, маркируются следующих образом: ЭВЛ (лантинированные), ЭВИ (иттриевые), ЭВЧ (для сварки на переменном токе). Это наиболее популярные виды электродов, все они по сути относятся к вольфрамовым, но имеют свои особенности.
Достоинства и недостатки
Неплавящиеся электроды часто становятся темой для обсуждения как среди начинающих, так и среди опытных сварщиков. Это связано с их неоднозначными достоинствами и недостатками, которых практически поровну.
Можно выделить следующие достоинства:
- Металл практически не деформируется при сварке или резке.
- Сварной шов получается качественным и долговечным.
- Работа выполняется быстро и не требует высокой квалификации.
И недостатки:
- Защитный газ охотно выдувается из сварочной зоны, что затрудняет работу на улице или в полуоткрытых цехах.
- Перед сварочными работами нужно тщательно подготовить металл, иначе качество шва будет неудовлетворительным.
- Детали нужно зачищать, если производится розжиг вне сварочной зоны.
Мы считаем, что недостатки таких электродов несущественны.Неплавящиеся электроды для дуговой сварки обязательно нужно испробовать в своей практике, хотя бы для получения нового опыта. Они не потребуют от вас каких-то особенных навыков сварки, нужно лишь тщательно подготовить металл.
Вместо заключения
Вот и все, что вам необходимо знать о тугоплавких стержнях для работы с ними. Если вы давно хотели испробовать неплавящиеся электроды для дуговой сварки, но думали, что они подойдут лишь для работы в условиях масштабного заводского производства, то спешим вас разубедить. Приобретите вольфрамовые электроды отечественных или зарубежных производителей и испробуйте их на практике. Вы можете рассказать о своем опыте сварки в комментариях или просто поделиться этой статьей в социальных сетях. Желаем удачи!
Приобретите вольфрамовые электроды отечественных или зарубежных производителей и испробуйте их на практике. Вы можете рассказать о своем опыте сварки в комментариях или просто поделиться этой статьей в социальных сетях. Желаем удачи!
Похожие публикации
Неплавящиеся электроды — Cварочные работы
Неплавящиеся электродыВольфрамовые электроды. При ручной дуговой сварке в аргоне и плазменной резке широко используются вольфрамовые электроды. Это объясняется прежде всего тугоплавкостью вольфрама и высокой его электро- и теплопроводностью. Температура плавления вольфрама 3500°С, а кипения 5900°С. Вольфрамовые электроды имеют диаметры 0,8—8 мм. Для повышения стойкости электрода, облегчения возбуждения и повышения стабильности горения сварочной дуги применяют электродные стержни не из чистого вольфрама, а с добавлением около 2% тория или лантана и циркония. Графитовые электроды по сравнению с угольными имеют большую электропроводность и стойкость против окисления при высоких температурах. Это позволяет вести сварку на токах повышенной плотности и снизить расход электродов. Для увеличения стойкости электроды покрывают слоем меди толщиной 0,06—0,07 мм. — Вольфрамовые электроды применяют при сварке дуговой в инертных газах, атомно-водородной, плазменной, а также при резке и наплавке. Для предупреждения окисления вольфрамовые электроды используют только при защите области дуги инертным газом. Вольфрам — это тугоплавкий металл с температурой плавления 4500 °С и температурой кипения 5900 °С, обладающий высокой тепло- и электропроводностью. Высокие тепло-физические свойства обусловили широкое распространение вольфрамовых электродов для сварки. Добавка к вольфраму окислов лантана, тория, тантала и иттрия снижает эффективный потенциал ионизации, в результате чего облегчается зажигание дуги; увеличивается устойчивость дугового разряда, повышается стойкость электрода, что позволяет значительно повысить плотность тока, так как при этом конец электрода не изменяет формы в процессе сварки. Угольные и графитовые электроды. Электроды изготовляют из электротехнического угля или синтетического графита. Они имеют высокую температуру плавления и кипения при малой теплопроводности. Электроды выпускают в виде цилиндрических стержней диаметром 5— 25 и длиной 200—300 мм. Конец электрода затачивают на конус. Электроды должны иметь правильную форму и гладкую поверхность без трещин. Электрод хорошего качества создает при ударе по нему чистый металлический звук, не оставляет на бумаге следов. Для улучшения свойств угольные электроды подвергают графитиро-ванию термической обработкой при 26’00 °С, они чище по химическому составу, более мягки, серого с металлическим блеском цвета. Читать далее: |
 Наличие тория позволяет значительно повысить плотность тока. Окись тория добавляют перед формовкой и спеканием электрода, а цирконий наносят на поверхность электрода. Однако из-за токсичности окиси тория широко используются лантанированные электроды. Вольфрамовые электроды с присадкой 1—2% окиси лантана имеют высокие технологические характеристики и по своим свойствам подобны ториро-ванному вольфраму. Введение 1—2% окиси лантана в вольфрамовый электрод диаметром 4 мм позволяет увеличить допустимую силу тока на 20—30% и в 10 раз уменьшить расход электродов по сравнению с чистым вольфрамом. Стойкость электрода повышается также при шлифовке его поверхности. Кроме указанных применяются еще электроды из иттрированного вольфрама.
Наличие тория позволяет значительно повысить плотность тока. Окись тория добавляют перед формовкой и спеканием электрода, а цирконий наносят на поверхность электрода. Однако из-за токсичности окиси тория широко используются лантанированные электроды. Вольфрамовые электроды с присадкой 1—2% окиси лантана имеют высокие технологические характеристики и по своим свойствам подобны ториро-ванному вольфраму. Введение 1—2% окиси лантана в вольфрамовый электрод диаметром 4 мм позволяет увеличить допустимую силу тока на 20—30% и в 10 раз уменьшить расход электродов по сравнению с чистым вольфрамом. Стойкость электрода повышается также при шлифовке его поверхности. Кроме указанных применяются еще электроды из иттрированного вольфрама. Электроды имеют круглую форму, конец затачивается на конус. Длина электрода 200—300 мм, диаметр 5— 25 мм. Для стабилизации горения дуги применяют электроды с каналом, заполненным порошкообразными легкоионизирующимися веществами. Канал располагается по центру электрода. Для поверхностной резки наряду с круглыми применяют пластинчатые электроды.
Электроды имеют круглую форму, конец затачивается на конус. Длина электрода 200—300 мм, диаметр 5— 25 мм. Для стабилизации горения дуги применяют электроды с каналом, заполненным порошкообразными легкоионизирующимися веществами. Канал располагается по центру электрода. Для поверхностной резки наряду с круглыми применяют пластинчатые электроды. Электроды из чистого вольфрама обычно служат для сварки на переменном токе, а электроды с активирующими добавками — для сварки на переменном и постоянном токе прямой и обратной полярности. Применяют электроды марок ЭВЧ (чистый вольфрам), ЭВЛ-10 и ЭВЛ-20 (с присадкой окиси лантана), ЭВТ-35 (с присадкой окиси тория) и ЭВИ-30 (с присадкой окиси иттрия и металлического тантала). Цифры в марке электрода означают количество активирующей присадки в десятых долях процента. Изготовляют электроды диаметром 0,2—12 мм и длиной 75, 140 и 170 мм. Наилучшие сварочные характеристики имеют электроды с присадкой 3 % окиси иттрия. Итти-рованные электроды по сравнению с торированными и лантинированными дают возможность работать на токах относительно большой плотности при меньшем расходе вольфрама. Расход электродов из чистого вольфрама значительно больше, чем из вольфрама с активирующими присадками. Чтобы уменьшить расход электродов, инертный газ следует начать подавать до включения сварочного тока, а прекращать после выключения тока и охлаждения электрода до его потемнения.
Электроды из чистого вольфрама обычно служат для сварки на переменном токе, а электроды с активирующими добавками — для сварки на переменном и постоянном токе прямой и обратной полярности. Применяют электроды марок ЭВЧ (чистый вольфрам), ЭВЛ-10 и ЭВЛ-20 (с присадкой окиси лантана), ЭВТ-35 (с присадкой окиси тория) и ЭВИ-30 (с присадкой окиси иттрия и металлического тантала). Цифры в марке электрода означают количество активирующей присадки в десятых долях процента. Изготовляют электроды диаметром 0,2—12 мм и длиной 75, 140 и 170 мм. Наилучшие сварочные характеристики имеют электроды с присадкой 3 % окиси иттрия. Итти-рованные электроды по сравнению с торированными и лантинированными дают возможность работать на токах относительно большой плотности при меньшем расходе вольфрама. Расход электродов из чистого вольфрама значительно больше, чем из вольфрама с активирующими присадками. Чтобы уменьшить расход электродов, инертный газ следует начать подавать до включения сварочного тока, а прекращать после выключения тока и охлаждения электрода до его потемнения. Электропроводность графитовых электродов почти в 3 раза больше угольных, они обладают большей стойкостью против окисления на воздухе, при больших температурах, что заметно снижает расход электродов и позволяет применять токи повышенной плотности. Для увеличения стойкости электродов их покрывают слоем меди толщиной 0,06—0,07 мм. Для стабилизации положения дуги применяют угольные электроды с фитилем, представляющим расположенный по центру электрода канал, заполненный порошкообразной массой, содержащей легкоионизируемые вещества. Ток к угольным и графитовым электродам подводят с помощью электрододержателей.
Электропроводность графитовых электродов почти в 3 раза больше угольных, они обладают большей стойкостью против окисления на воздухе, при больших температурах, что заметно снижает расход электродов и позволяет применять токи повышенной плотности. Для увеличения стойкости электродов их покрывают слоем меди толщиной 0,06—0,07 мм. Для стабилизации положения дуги применяют угольные электроды с фитилем, представляющим расположенный по центру электрода канал, заполненный порошкообразной массой, содержащей легкоионизируемые вещества. Ток к угольным и графитовым электродам подводят с помощью электрододержателей.|
© 2007 «Строй-сервер. |
© Права защищены. |
настройка параметров – Дуговая сварка на Svarka.guru
На производстве часто требуется надежно сварить материалы, которые в природе не соединяются — для этого и используется сварка неплавящимся электродом или аргоно-дуговая. Она может быть автоматической аргонодуговой или ручной, при этом второй вариант могут использовать недипломированные специалисты для своих нужд, например, при мелком ремонте в гараже.
Содержание
- 1 Что такое аргонная сварка?
- 2 Неплавящиеся электроды
- 3 Разновидности и предназначение
- 3.1 Угольные
- 3.2 Графитовые
- 3.3 Вольфрамовые
- 4 Оборудование
- 5 Особенности сварки металлов неплавящимся электродом и аргоном
- 6 Плюсы и минусы
- 7 Настройка параметров
- 8 Выводы
Что такое аргонная сварка?
Электрическую дуговую сварку в 1881 году изобрел русский инженер Н. Н. Бенардос, ему же принадлежат лавры точечного, а также шовного сплавления различных металлов.
[stextbox id=’alert’]Важно! Алюминий весьма капризный металл, особенно при сильном нагреве и взаимодействии с молекулами кислорода — в результате поверхность мгновенно оказывается скрытой за тонкой пленкой.[/stextbox]
Аргон защищает нагреваемый металл от взаимодействия с кислородом, исключая его негативные воздействия на качество сварочных швов.
Аргоно-дуговую сварку используют для соединения таких металлов: титана с чугуном, сталь с медью и других, в том числе золото, серебро, соединение которых при помощи других видов сварки невозможно. Популярность такой сварки объясняется следующими преимуществами:
- Качество сварного шва.
- Большая долговечность.
- Доступность аппаратов в розничной торговле.
При использовании надежного оборудования швы получаются невидимыми по факту, что важно для ремонтируемого изделия, кроме этого, повышается прочность деталей.
Неплавящиеся электроды
Изготавливаются они из чистого графита или вольфрама, а также с добавлением редкоземельных элементов. Такие сплавы имеют улучшенную характеристику, а изделия отлично выдерживают длительную токовую нагрузку. Как правило, диаметр варьируется в пределах от 0,5 до 10 мм.
При использовании постоянного тока, при условии, что полярность прямая, металл соединяемых пластин или деталей плавится на максимальную глубину, при этом около 85% энергии тепла расходуется по прямому назначению, а 7% уходит на непосредственный нагрев самого электрода. Оставшиеся 8% расходуются на образование электрической дуги.
Алюминий сваривают неплавящимися электродами и при обратной полярности, но здесь потери тепловой энергии возрастают до 50%, поэтому для соединения с заготовками из стали данный режим не подходит. Добавив стабилизатор и компенсатор тока можно подключать оборудование к источникам переменного тока.
Разновидности и предназначение
Для аргоно-дуговой сварки используются специальные электроды — они не имеют свойств, присущих обычному металлу и относятся к расходному материалу.
Так выглядят электроды для сварки аргоном по категориям, поэтому их трудно перепутать во время приобретения.
Угольные
Аналогичные электроды используются во время воздушно-дуговой резке металла, чтобы удалить имеющиеся дефекты поверхности, при этом сила тока не превышает 580 A. Угольные электроды применяют и для сварки тонкостенных деталей, изготовленных из цветного металла. Конфигурация круглая или плоская, применяются вместе с присадками или без, что определяется технологией проведения аналогичных работ.
Графитовые
Они весьма актуальны при работе с цветными металлами или их сплавами, например, если необходимо прочное соединение медных проводов. Аналоги из графита доступны по цене и имеют широкое распространение на внутреннем рынке России из-за таких достоинств: стойкость к воздействию высокой температуры, весьма низкий износ, отличная обрабатываемость.
Вольфрамовые
Выбирая электроды, надо ориентироваться на следующие параметры:
- легирующие добавки и общий химический состав;
- диаметр, от которого зависит толщина шва;
- геометрия законцовки — от нее зависят основные характеристики всего процесса;
- качество затачивания.
[stextbox id=’warning’]При наличии в электродах редкоземельного тория возможна небольшая радиоактивность, поэтому многие промышленные комплексы отказываются от их эксплуатации.[/stextbox]
Каждому сварщику нужно учитывать, что материал стержня не принимает участия в процессе образования сварочного шва, его оплавления в результате длительного использования весьма незначительны.
Оборудование
На практике чаще применяют первый вариант — универсальный аппарат аргоно-дуговой сварки, а специальное оборудование предназначено для больших объемов, в основном механизированных. Универсальные агрегаты просты в использовании независимо от того ручного или автоматизированного они действия — применяются на производственных предприятиях или в частном гараже.
Состоит такой аппарат из следующих элементов:
- Источника постоянного или переменного тока, в продаже встречаются и комбинированные аппараты.
- Горелки, подходящие к любой величине тока.
- Первичную дугу поджигает система с повтором колебаний или осциллятор.
- Специальные приспособления для постоянной подачи инертного газа (аргона).
- Средства управления процессом дуговой сварки.
[stextbox id=’info’]При использовании подогрева проволоки возрастает производительность процесса, поэтому приобретение такого агрегата — мечта сварщика.[/stextbox]
Особенности сварки металлов неплавящимся электродом и аргоном
Для надежного соединения деталей и повышения прочности шва надо соблюдать следующие особенности:
- Электрод должен как можно глубже проникать между деталями, а дуга при этом — минимальной длины. Шов получится меньше по ширине, а качество соединения намного выше.
- Стержень из вольфрама двигается посредине зазора, т. к. сдвиг в любую сторону понижает качество шва.
- Запрещается резкая подача присадки, во избежание разбрызгивания и перерасхода металла.
- Проволока подается под постоянным углом и без колебаний.
- При завершении работы запрещается обрыв шва путем отведения электрода из зоны плавления, дуга гасится с помощью реостата.
- Газ подают за 20 секунд до начала, а выключают за 10 секунд до окончания процесса.
- Режим сварки зависит от толщины деталей, учитывается и диаметр неплавящегося электрода.
До проведения работ поверхности тщательно очищаются до характерного блеска, при необходимости дополнительно обрабатываются растворителем.
Плюсы и минусы
Достоинства:
- аргон не контактирует с металлом в расплавленном виде;
- этот инертный газ на 38% тяжелее, поэтому надежно закрывает место, где происходит сварка и не допускает молекулы воздуха;
- если сравнивать стоимость с другими аналогичными газами, то использование аргона намного выгоднее;
- при использовании аргонодуговой сварки расход газа в три раза меньше, чем аналогичные действия с гелием.
Благодаря перечисленным преимуществам аргонная сварка приобрела популярность, особенно при соединении алюминия с другими металлами.
Недостатки:
- сложность проведения в ручном режиме, требуются опыт и профессионализм исполнителя;
- нельзя допустить колебаний электрода;
- ручная дуговая сварка в защитных газах малопроизводительна, а автоматический вариант не всегда приемлем.
[stextbox id=’info’]А. А. Муравьев, слесарь по ремонту 5-го разряда, опыт работы с 1979 года: «Подтверждаю, что аргонная сварка способна творить чудеса в умелых руках — надежно соединяются любые металлы».[/stextbox]
Настройка параметров
В первую очередь выбирают оптимальный режим, благодаря которому качество и эффективность сварки получается выше. Направление тока, полярность выбирают, учитывая свойства свариваемых металлов, а величина тока зависит от марки и химического состава деталей, учитывают и диаметр используемого электрода. Правильные параметры опытные мастера выбирают по справочнику.
Напряжение напрямую зависит от длины дуги, поэтому работы производят при минимуме аналогичных размеров и пониженном напряжении, так как при увеличении ухудшается качество соединения.
Выводы
В статье приведены нюансы использования аргоно-дуговой сварки, преимущества и недостатки, а также даны рекомендации по настройке аппаратуры. Прежде чем приобретать аппарат для аналогичной сварки, надо досконально изучить негативные и положительные стороны проведения работ, а также проконсультироваться с опытными пользователями.
Аргонодуговая сварка неплавящимся электродом
0
Опубликовано: 17.04.2017
Сварка неплавящимся вольфрамовым электродом отличается от других видов тем, что происходит в среде инертного газа. Другими словами, сварщики называют этот метод аргонной сваркой. Это осуществляется путём нагревания металла в среде тяжелого газа.
Для нагрева используется дуговой разряд, а как инструмент используют электрод на основе вольфрама и собственно электрическую дугу. В большей степени она нашла свое применение в соединениях серьёзных конструкций, а также в сварке труднообрабатываемых металлов, таких как алюминий или титан.
В большей степени она нашла свое применение в соединениях серьёзных конструкций, а также в сварке труднообрабатываемых металлов, таких как алюминий или титан.
Оглавление:
- Что означает аргонодуговой способ сварки
- Виды сварки с использованием аргона
- Какое используется оборудование и материалы
- Что включает в себя сварочный набор с неплавким электродом?
- Принципы работы аргонодугового способа сварки
- Рекомендации
- Преимущества и недостатки
- Вывод
Что означает аргонодуговой способ сварки
Этот метод обозначает, что сварка будет осуществляться с помощью газа (в среде аргона) и электрической дуги. Шов формируется путём плавления соединяемого металла дугой. Но для чего же используется именно аргон?
Это инертный газ, он нужен для создания изоляционной среды, которая не даст возможности кислороду или каким-либо другим газам нарушить процесс сварки. Если кислород попадает в сварочную ванну, он спровоцирует сильное окисление, что пагубно повлияет на качество полученного шва. Существуют несколько видов металлов, которые даже могут загореться, попав в такие условия.
Существуют несколько видов металлов, которые даже могут загореться, попав в такие условия.
Аргон отличается тем, что он не провоцирует подобных реакций, благодаря той самой инертности. Электроды для аргонодуговой сварки могут использоваться как плавящиеся, так и нет:
- Плавящиеся представляют собой припой и одновременно они нужны для вызова розжига дуги;
- Неплавящиеся электроды для дуговой сварки состоят из вольфрама, материала, который характеризуется высокой тугоплавкостью. Им работают при температурах около 2000 градусов. А сам металл доходит до состояния плавления только при температуре 3600 градусов по Цельсию. Прямое его предназначение состоит в розжиге дуги и её поддержании, а сам присадочный материал подаётся вручную. Электроды различают по таким признакам, как длина, состав или толщина, это нужно для более точного подхода к сварке тем, или иным способом с учётом разных видов металла.
Использование дуговой сварки неплавящимся электродом предполагает применение и других газов, способных создавать изоляционную среду, к ним относят:
- гелий;
- водород;
- активный азот;
- двуокиси углерода.

Виды сварки с использованием аргона
Существует несколько видов сварки в среде аргона, их классифицируют по виду проводимых работ, требованиям у степени сложности:
- Автоматизированная аргонодуговая сварка неплавящимся электродом;
- Роботизированная;
- Механизированная
- Ручная.
При последнем виде сварки перемещение заготовок и ход работающей горелки осуществляется самостоятельно вручную. Соответственно в автоматизировано варианте все происходит с точностью наоборот, а процесс будет находиться под контролем оператора механического прибора.
Какое используется оборудование и материалы
Всё оборудование подбирается с учетом требований и сложности работ. Это привело к разделению его на два подвида, универсальный и специализированный.
Судя из названия, специализированное применяется для работ с серьёзными объектами на территории больших предприятий и для работы со сложными конструкциями. Это привело к тому, что наибольшую популярность получили универсальные сварочные наборы. Они просты в применении, не требуют особого обслуживания, но при этом позволяют провести сварку неплавящимся вольфрамовым электродом в защитных газах на высоком уровне. Их производят массово.
Это привело к тому, что наибольшую популярность получили универсальные сварочные наборы. Они просты в применении, не требуют особого обслуживания, но при этом позволяют провести сварку неплавящимся вольфрамовым электродом в защитных газах на высоком уровне. Их производят массово.
Что включает в себя сварочный набор с неплавким электродом?
- Несколько горелок для разного уровня тока;
- Газовое оборудование;
- Генератор как переменного, так и постоянного тока;
- Средство, управляющее газовой блокадой;
- Прибор для зажжения и поддержания дуги.
Работу устройств для сварки характеризуют такие технические характеристики и наборы функций:
- метод и скорость, с которой подаётся присадочная проволока;
- используемый способ подачи газа в зону сварки и корректировка его расхода;
- длина дуги;
- способность горелки двигаться в рабочей зоне с требуемой скоростью;
- возможность регулировать электроподачу;
Требуемые материалы для выполнения аргонодуговой сварки это вольфрамовый стержень, газы аргон и гелий присадочная проволока. Чтобы получить гелий используют фракционную конденсацию (сжатие природного газа), это объясняет его дороговизну в отличие от аргона. Естественно каждый хочет сэкономить денежные средства, поэтому зачастую использование гелия исключают. Тем более аргон выгодно отличается возможностью удерживать более длинную электрическую дугу.
Чтобы получить гелий используют фракционную конденсацию (сжатие природного газа), это объясняет его дороговизну в отличие от аргона. Естественно каждый хочет сэкономить денежные средства, поэтому зачастую использование гелия исключают. Тем более аргон выгодно отличается возможностью удерживать более длинную электрическую дугу.
Принципы работы аргонодугового способа сварки
Для начала стоит рассмотреть порядок действий, соответствующий началу проведения сварочных работ:
- подбирается сырьё для припоя;
- устанавливается выбранный электрод;
- настройка устройства, опираясь на характеристики из таблицы;
- регулируется скорость газовой подачи;
- выставляется задержка газа;
- нажатие на спуск, начинается подача газа, без дуги;
- поджигается дуга и начинается сварка;
- курок отключается, горелка держится до прекращения подачи газа.
Рекомендации
Иногда требуется повысить возможность металла плавиться. Для достижения таких целей нужно знать и учитывать некоторые особенности работы с данным видом сварочных работ, тем более рекомендации достаточно просты и понятны каждому:
Для достижения таких целей нужно знать и учитывать некоторые особенности работы с данным видом сварочных работ, тем более рекомендации достаточно просты и понятны каждому:
- Перед началом сварки, соединяемые поверхности металла нужно зачистить должным образом, чтобы исключить попадание какого-либо мусора на место будущего шва;
- У аргонной изоляции существуют свои границы. Электрод, как и присадочный материал не должны попасть за пределы, которые их защищают. Если это произойдёт, шов будет нарушен посредством воздействия на него кислорода и атмосферного азота. В таком случае шов станет хрупким;
- Всегда нужно учитывать толщину материалов, с которыми придётся работать и подобрать наиболее подходящие режимы работы со сваркой. Если речь идёт о бытовых задачах, любой человек, имеющий базовые знания, сумеет справиться с поставленной целью. Для более сложных конструкций, лучше воспользоваться услугами профессионалов;
- При аргонодуговой сварке, нужно стараться работать в одном темпе с одним движением. В таком случае шов получится более крепким и стойким к нагрузкам;
- Нужно исключить возможность присадочной проволоки подаваться резко. Это будет провоцировать разбрызгивание металла;
- Стоит усвоить простое правило, электрод нужно держать ближе к месту, где непосредственно происходит плавка металла. Длина дуги должна быть небольшой, это позволит вести сварку глубже, что помогает сделать шов тоньше;
- Чтобы добиться надёжного соединения присадочный материал должен подаваться без поперечного отклонения под углом;
- Когда работы завершены, подача аргона не прекращается резко, а только по истечении как минимум 10-15-ти секунд после завершения сварки. А перед процессом стоит также включить подачу газа заранее (примерно за 20 секунд).
 В таком случае шов получится более крепким и стойким к нагрузкам;
В таком случае шов получится более крепким и стойким к нагрузкам;Учитывая все перечисленные советы, качественное соединение станет под силу даже новичку.
Преимущества и недостатки
Этот метод достаточно прост, но в то же время он позволит сделать процесс сварки удобным и качественным за счет возможности получить нужную глубину при плавке металла. Небольшая толщина материала позволит избежать подаче присадочной проволоки. Специалисты всегда отмечали большое преимущество аргонной сварки при работе с титановыми и алюминиевыми заготовками.
Небольшая толщина материала позволит избежать подаче присадочной проволоки. Специалисты всегда отмечали большое преимущество аргонной сварки при работе с титановыми и алюминиевыми заготовками.
Но из недостатков можно отметить ручной способ, при котором наблюдается пониженная производительность.
Вывод
За последнее время наблюдается рост популярности сварки с неплавким электродом, так как она постепенно дешевеет, что дает возможность быть доступной для каждого человека. Должна всегда учитываться техника безопасности, а также нужно уметь определить режим требуемой сварки. При правильном использовании метода, сварка в защитном газе с неплавящимся электродом, проявит свои лучшие способности, а именно очень надёжный шов и возможность сделать его эстетически приемлемым.
Смотрите видео: автоматическая аргонодуговая сварка неплавящимся электродом.
Сергей Одинцов
tweet
Нерасходуемые электроды и другие присадочные металлы
Итан Бэйл
Неплавящиеся электроды — это электроды, которые не расходуются в процессе сварки. Примером таких электродов является вольфрамовый электрод, используемый в процессе дуговой сварки вольфрамовым электродом в среде защитного газа. Другим примером является угольный электрод, используемый в процессе угольной дуговой сварки. В этой статье мы кратко обсудим эти два нерасходуемых электрода.
Типы неплавящихся электродов
Углеродные электроды
Вольфрамовые электроды
Шлифовка вольфрамовых электродов
Удлинитель электрода
Смотрите также:
Типы неплавящихся электродов
Существует две разновидности неплавящихся электродов, с которыми мы обычно сталкиваемся при сварке. Одним из них является вольфрамовый электрод, который используется в качестве носителя тока при сварке GTAW. Он размещен внутри сварочной горелки, которая подает ток и защитный газ для сварочной дуги. Вольфрамовый электрод изготавливается в основном из вольфрама и может быть легирован лантаном.
Второй разновидностью неплавящегося электрода является угольный электрод в процессе CAW (угольной дуговой сварки). В процессе CAW электрод можно использовать отдельно или в виде пары из двух электродов. Электрод может быть покрыт медью, а может и не быть, и состоит в основном из чистого углерода.
Углеродные электроды
Американское общество сварщиков не предоставляет спецификации для угольных электродов, но есть военная спецификация, №. MIL-E-17777C, озаглавленный «Электроды для резки и сварки углерод-графит без покрытия и с медным покрытием». Классификация, представленная в этой спецификации, основана на том, имеет ли электрод покрытие или нет. Соответственно, существует три сорта: простые угольные электроды, электроды без покрытия и электроды с медным покрытием.
Спецификация содержит требования, касающиеся размеров, диаметра, длины, необходимых испытаний, обеспечения качества, отбора проб и различных требуемых испытаний.
Угольные электроды используются для различных целей. Области применения включают резку и строжку воздушно-дуговой дугой, дуговую сварку и резку угольным электродом.
Вольфрамовые электроды
Вольфрамовый электрод в процессе GTAW поставляется либо в чистом виде, либо в сплаве с торием, цирконием и т. д. При легировании торием содержание легирующих элементов варьируется от 1 до 2 процентов. Электроды, легированные цирконием, содержат от 0,3 до 0,5% циркония.
Окрашенные концы электрода указывают на тип сплава. Зеленый конец указывает на чистый вольфрам. Эти электроды содержат вольфрам чистотой 99,5%. Токопроводящая способность этих электродов низкая по сравнению с легированными электродами, и они легко загрязняются. Следовательно, электроды из чистого вольфрама используются только для приложений, требующих меньшего подвода тепла и предъявляющих менее строгие требования к качеству.
Желтый цвет указывает на сплав, содержащий 1% тория. Красный цвет указывает на сплав, содержащий 2% тория. Эти электроды имеют большую токонесущую способность, дают стабильную дугу. Срок службы этих электродов больше, чем у электродов из чистого вольфрама. Кроме того, эти электроды не так легко загрязняются во время сварки. Зажигание дуги также легко с этими электродами.
Коричневый цвет указывает на содержание циркония от 0,3 до 0,5%. Характеристики этих электродов находятся между электродами из сплава тория и электродами из чистого вольфрама. Известно, что эти электроды дают хорошие результаты при сварке некоторых металлов переменным током.
Заточка вольфрамовых электродов
Вольфрамовые электроды должны быть отшлифованы до тонкой кромки для достижения наилучших результатов. На рисунке ниже показаны правильные размеры конуса электрода.
Если остроконечный наконечник не используется, плотность тока должна быть высокой, чтобы получить стабильную дугу.
Заостренный электрод затупляется при использовании техники пуска касанием и при использовании с обычным источником питания постоянного тока. Таким образом, для зажигания дуги следует использовать ток высокой частоты, наложенный на обычный ток. Это позволяет избежать прикосновения электрода к металлической поверхности для зажигания дуги. Таким образом, электрод может поддерживаться в хорошем состоянии, а включение вольфрама в металл сварного шва может быть сведено к минимуму.
Электроды из сплава тория не так легко теряют форму и дольше сохраняют остроту, чем электроды из чистого вольфрама.
Удлинитель электрода
Удлинитель электрода за пределы сопла должен быть правильным, чтобы обеспечить наилучшее качество сварки. Расширение зависит от типа сустава. Для толщины легкого металла достаточно удлинения на 1/8 дюйма (3,2 мм). Для угловых швов может потребоваться удлинение от ¼ дюйма до ½ дюйма (от 6 мм до 12,7 мм).
Вольфрамовый электрод должен быть наклонен под углом к горизонтали во время сварки. Присадочный стержень добавляется с противоположной стороны, также под углом. Это способствует загрязнению металла шва вольфрамом.
Присадочный стержень добавляется с противоположной стороны, также под углом. Это способствует загрязнению металла шва вольфрамом.
Если загрязнение все же произошло, металл сварного шва должен быть отшлифован и повторно наплавлен. Электрод также необходимо снять со сварочной горелки, заново заточить до нужного конуса и затем использовать.
Немного о нерасходуемых электродах. Пожалуйста, поделитесь своими мыслями в разделе комментариев ниже.
См. также:
- Сплошные электродные проволоки
Разница между расходуемым и нерасходуемым электродом
Пинту Присоединение
Дуговая сварка — это один из видов процесса сварки плавлением, при котором электрическая дуга используется для подачи тепла для плавления соприкасающихся поверхностей основного металла, а также присадочного металла. Существует несколько процессов дуговой сварки, а именно дуговая сварка с защитным металлом (SMAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка вольфрамовым электродом в газе (GTAW), дуговая сварка порошковой проволокой (FCAW), дуговая сварка под флюсом (SAW), электрошлаковая сварка (ESW). ), дуговая углеродная сварка (CAW), электрогазовая сварка (EGW) и т. д. Независимо от процесса сварки дуга всегда возникает между электродом и проводящим основным металлом. В некоторых процессах дуговой сварки электрод расходуется во время сварки для подачи необходимого наполнителя; в то время как в других процессах электрод остается неизменным. По расходу электродного материала при сварке сварочные электроды можно разделить на плавящиеся электроды и неплавящиеся электроды. Каждый тип электрода имеет уникальные преимущества и ограничения.
), дуговая углеродная сварка (CAW), электрогазовая сварка (EGW) и т. д. Независимо от процесса сварки дуга всегда возникает между электродом и проводящим основным металлом. В некоторых процессах дуговой сварки электрод расходуется во время сварки для подачи необходимого наполнителя; в то время как в других процессах электрод остается неизменным. По расходу электродного материала при сварке сварочные электроды можно разделить на плавящиеся электроды и неплавящиеся электроды. Каждый тип электрода имеет уникальные преимущества и ограничения.
При дуговой сварке плавящийся электрод плавится из-за нагрева дуги и впоследствии откладывается на валике сварного шва. Поскольку сам электрод поставляет необходимый наполнитель для заполнения корневого зазора между исходными компонентами, подача дополнительного наполнителя не требуется. Очевидно, расплавленная часть электрода в конечном итоге становится неотъемлемой частью наплавленного валика. Из-за постоянного расхода электрода срок его службы короток. Материал расходуемого электрода следует выбирать в зависимости от материала заготовки, так как химическая совместимость очень важна для образования коалесценции. В процессах дуговой сварки, таких как SMAW, GMAW, SAW, FCAW, ESW и т. д., используется расходуемый электрод. С другой стороны, неплавящийся электрод не плавится и не откладывается на сварном шве ни на одной стадии сварки. Здесь электрод используется только для создания и поддержания электрической дуги. Присадочный материал, если требуется, необходимо поставить отдельно. Таким образом, электрод имеет более длительный срок службы. Здесь существует проблема совместимости между присадочным металлом и основными металлами, и, следовательно, материал электрода не зависит от соединяемых основных металлов. Сварка TIG является распространенным примером, в котором используется неплавящийся вольфрамовый электрод. Различные сходства и различия между расходуемым электродом и нерасходуемым электродом приведены ниже в виде таблицы.
Материал расходуемого электрода следует выбирать в зависимости от материала заготовки, так как химическая совместимость очень важна для образования коалесценции. В процессах дуговой сварки, таких как SMAW, GMAW, SAW, FCAW, ESW и т. д., используется расходуемый электрод. С другой стороны, неплавящийся электрод не плавится и не откладывается на сварном шве ни на одной стадии сварки. Здесь электрод используется только для создания и поддержания электрической дуги. Присадочный материал, если требуется, необходимо поставить отдельно. Таким образом, электрод имеет более длительный срок службы. Здесь существует проблема совместимости между присадочным металлом и основными металлами, и, следовательно, материал электрода не зависит от соединяемых основных металлов. Сварка TIG является распространенным примером, в котором используется неплавящийся вольфрамовый электрод. Различные сходства и различия между расходуемым электродом и нерасходуемым электродом приведены ниже в виде таблицы.
- Роль эмиссии электронов и образования дуги одинакова как для плавящихся, так и для неплавящихся электродов.
- При использовании как плавящихся, так и неплавящихся электродов прилегающая поверхность основных металлов, а также присадочный металл оплавляются во время дуговой сварки для образования коалесценции.
- Защитный газ требуется для обоих электродов, чтобы защитить горячий валик сварного шва от нежелательного окисления и загрязнения. Однако источник защитного газа может варьироваться от одного сварочного процесса к другому.

| Расходуемый электрод | Нерасходуемый электрод |
|---|---|
| Плавящийся электрод плавится во время сварки и впоследствии откладывается на валике сварного шва. | Неплавящийся электрод не плавится и не откладывается на сварном шве. Он остается неповрежденным на протяжении всей сварки. |
Расходуемый электрод действует как наполнитель и, таким образом, поставляет необходимый наполнитель, предназначенный для заполнения корневого промежутка.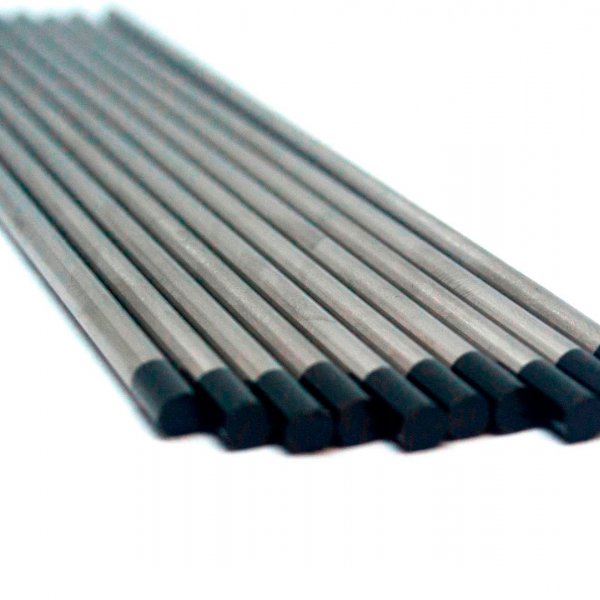 | Неплавящийся электрод не подает наполнитель. При этом наполнитель необходимо подавать отдельно. |
| После сварки значительная часть электрода становится неотъемлемой частью сварного шва. | После сварки электрод остается нетронутым (за исключением небольшой эрозии). |
| Этот тип электрода не позволяет использовать автогенный режим сварки, так как присадочный материал наносится по своей сути. Его можно использовать как для гомогенного, так и для гетерогенного режима сварки. | Позволяет использовать все три режима сварки – автогенный, гомогенный и гетерогенный. |
| Материал электрода следует выбирать на основе исходных материалов, чтобы обеспечить химическую совместимость между ними. | Поскольку неплавящийся электрод не выступает в качестве наполнителя, материал электрода не зависит от свариваемых основных материалов. |
Поскольку электродный материал расходуется во время сварки, обычно требуется частая замена электрода. Однако частота замены зависит от размера электрода и скорости осаждения наполнителя. Однако частота замены зависит от размера электрода и скорости осаждения наполнителя. | Неплавящийся электрод обеспечивает увеличенный срок службы, поскольку он не расходуется во время сварки. Частая замена также нежелательна (помогает повысить производительность). |
Процессы дуговой сварки с использованием плавящегося электрода:
| Процессы дуговой сварки, в которых используется неплавящийся электрод:
|
- Технология производства: литейное производство, формовка и сварка П. Н. Рао (Tata McGraw Hill Education Private Limited).
- Учебник по технологии сварки О. П. Кханна (Dhanpat Rai Publications).
 Н. Рао (Tata McGraw Hill Education Private Limited).
Н. Рао (Tata McGraw Hill Education Private Limited).Метки: Дуга, Проводимость, Электрод, Электрон, Соединение, Плавление
Процесс сварки TIG (вольфрамовый инертный газ) основан на […] наличие […] электрическая дуга зажглась между и и неплавящимся электродом ( р ур е или сплав вольфрама […] с примерным плавлением […] температура 3370°С) и заготовки; атмосфера инертного газа (аргона) защищает сварочную ванну. selco.it selco.it | Spawanie TIG (Tungsten Inert Gas – elektrodą nietopliwą w osłonie gazu obojętnego) полега на [. провадженю луку […] elektrycznego pomię dz y materiałem s pa w an ym a nietopli wą elektrodą wyk ona ną z w olframu lub […] его стопов (температура верхнего предела ок. 3370°C). selco.it selco.it |
Сварка никелевых сосудов и аппаратов производится при ручной […] аргонно-дуговая сварка г б у неплавящийся электрод а н 9 д при ручном […]Дуговая сварка. evek.biz evek.biz | Spawanie zbiorników i urządzeń wykonanych […]
z niklu wy шаг uje z manualną spawania T IG non -elek tr odą i ręcznego [. spawania łukowego. evek.pl evek.pl |
F o r неплавящиеся электроды a r e углеродные и вольфрамовые. evek.biz evek.biz | Д ла nie -exploatacyjnych elektrody wę g la i wol fr amu. evek.pl evek.pl |
Вручную […] аргонно-дуговая сварка г б г электроды неплавящиеся ш и 7 8 толщина […]от 10 мм, а для резаной заливки толщиной более […] более 10 мм рекомендуется проволока Св-03Х23Н28Мо3Си3Т и проволока 02Х21Н21Мо4Мнб (ЗИ69). evek.biz evek.biz | Инструкции [. 10 мм, JAK Również do wypełnienia cięcia o grubości […] większej niż 10 мм втулка втулки стальная Св-03х33Н28МЗДЗТ и втулка 02х31Н21М4ГБ (ЗИ69). evek.pl evek.pl |
Arc weldin g o f non-consumable t u ngst e n electrode i n а rgon (аргонно-дуговая […] сварка) хорошо зарекомендовал себя при сварке цветных металлов, […] молибден, титан, никель и высоколегированные стали. evek.biz evek.biz | SPAWALNICZEG O U KU Elektrodą WO LF RAM ową WASLON . sprawdził się w spawaniu metali nieżelaznych: Molibdenu, […] титану, никлу и стали высокостопович. evek.pl evek.pl |
Сварочный сплав AISI 301 удерживается с помощью […] с помощью вольфрама st e n нерасходуемые электроды , a 8 […] результат можно защитить специальным […] обработка под достаточным давлением. evek.biz evek.biz | Спапование ш 07х26Н6 Стоп […]
za pomocą w olfra mu nie elektrodą, to wy nik n ie może naprawić [. специального трактования под odpowiednim ciśnieniem. evek.pl evek.pl |
Сварка TIG (вольфрам в инертном газе) или дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — это процесс, […] which us es a non-consumable s o li d tung st e n electrode . esab.it esab.it | W метод TIG (zwanej też GTAW — Газовая вольфрамовая дуга […] Сварка) jest stosowa na nie topl iw a elektroda w ol fram owa 908. esab.pl esab.pl |
Сварка сплавов AISI 431 выполняется […]
со стрелой p o f нерасход. фиксируется специализированным […] обработка под высоким давлением. evek.biz evek.biz | Сварочные сплавы 14х27Н2 […] wykonywane pr zy uż yciu n на электродах wo lf ramo wą, t или wynik jest […] усталоны на кость специального […] przetwarzania pod wysokim ciśnieniem. evek.pl evek.pl |
GTAW / TIG (дуговая сварка вольфрамовым электродом) […] дуговая сварка в среде инертного газа […]
щит usi ng a non-consumable s o li d tung st e n electrode , a rc защищен [. с подачей инертного газа извне. chimimeca.pl chimimeca.pl | GTAW / TIG (газовая вольфрамовая дуговая сварка) spawanie łukowe […] в ослоне газа обоюдного […] przy zastosowan iu niet opl iwe j elektrody w olf ram owej, o słona łuku gazem […] dostarczanym z zewnątrz chimimeca.pl chimimeca.pl |
С руководством […] аргонно-дуговая сварка g o f non-consumable t u ngst e n electrode i s u sed в сухом […] влажный аргон высший сорт на переменном токе. evek. evek.biz | W ręcznego spawania […] аргоннодуговой n oncon sum abl e elektrod w olf ram owych w […] sąw suszonych wilgoci argon premium na prąd zmienny. evek.pl evek.pl |
В большинстве случаев […] сварка дон e b y неплавящийся t u ngst e n electrodes , a ft er that the […] продукт обрабатывается под давлением. evek.biz evek.biz | Венксошци […]
przypadków, spawanie od bywa się z nie- ele ktr odą wo lframową, по продукту [. jest stosowany pod ciśnieniem. evek.pl evek.pl |
Сварка сплава AISI 420F осуществляется […] with the hel p o f non-consumable t u ngst e n электроды . A s результат […] процесс закреплен сплавом […] обработка под высоким давлением. evek.biz evek.biz | Stopiwa znaczki 30Ch23 […] wykonywane prz y użyc iu ni e elektrodą w ol fra mową , w wyniku czego […] proces jest ustalana przez leczenia […] специального стопу под высоким содержанием. evek.pl evek.pl |
Особенностью продукта является не только высокая коррозионная стойкость во многих химических средах, но и сохранение механической прочности при повышенных […] температура до 550°C. […] Welding is mad e b y non-consumable t u ngst e n electrodes ; a футов er это […] продукт обрабатывается под давлением. evek.biz evek.biz | Szczególnych cech produktu jest nie tylko wysoka odporność na korozję w wielu środowiskach chemicznych, ale także zachowania właściwości mechaniczne w […] podwyższonych Temperaturach do […]
550 ° C. produkt jest stosowany pod ciśnieniem. evek.pl evek.pl |
Не — расходный материал t u ngst e n electrodes h a ve exceptional […] Теплостойкость, термическая стабильность и эксплуатационная надежность. evek.biz evek.biz | W inn yc h elektrodą w ol fram ową o dporność wyjątkowych […] Цепла и Стабильность Термическая Незаводность. evek.pl evek.pl |
HyLi fe ® electrode t e ch nology ext en d s consumable l i fe и снижает эксплуатационные расходы. hypertherm.com hypertherm.com | HyLife® technolog ia wyk ona nia elektrody wyd łu żaj ąc a trw ał ość materiałów eksploatacyjnych i o bn iżająca koszty […] операционный. hypertherm.com hypertherm.com |
Дуговая сварка под флюсом дугой […] попадает между […] заготовка и конец из a расходуемый электрод , b ot ч из которых […] слоем зернистого […] флюс (отсюда «подводная» дуга). esab.it esab.it | Podczas spawania łukiem krytym (SAW — Дуговая сварка под флюсом) łuk [. elektryczny jarzy się […] między spa wa nym materiałem a k ońce m topl iwej elektrody i je st n ie widoczny, […] gdyż jest pokryty warstwą […] гранулированный топник (стандартный метод). esab.pl esab.pl |
Расходуемый электрод c a pa городов от 1 000 […] см3 и 20 000 см3; и 2. eur-lex.europa.eu eur-lex.europa.eu | Wydajność elektrody to pli wej поми ęd zy 1 000 […] см3 a 20 000 см3; oraz 2. eur-lex.europa.eu eur-lex.europa.eu |
Результат – значительное увеличение скорости сварки и [. migatronic.cz migatronic.cz | Skutkuje to wyraźnym wzrostem […] prędkości spawania oraz brakiem […] ryzyka wys tą pie nia niejednorodnych spo in l ub niepożąd an ego kont ak tu z el ek trod ą w ol framową. migatronic.com migatronic.com |
Conical Flow™ nozzle and sp ri n g electrode g i ve you up to 55% mo r e consumable l i fe for up to a 30% reductio n i n consumable c o st s. hypertherm.com hypertherm.com | Технология Dyzy Conic al Flo w™ i Технология e le ktro dy S pr ing Start zapewniają do 55% wyż s zą trwałość materiałów e ks ploatacyjnyc h, co oznacza obni że nie kosztów [… ] ич закупу или 30%*. hypertherm.com hypertherm.com |
Этот re a r электрод is нерасходуемый материал a n d изготовлен из […] торированный вольфрам (см. рисунок выше). tungsten-powder.com tungsten-powder.com | T e n t ył электрода nie шут потребительский i n 0197ne торированный [. вольфраму (patrz wykres powyżej). tungsten-powder.com tungsten-powder.com |
Твердоплавкий молибденовый стержень используется в стекле […] производство as a расходуемый электрод a n d мешалки для […] стекловаренные печи и другие детали. evek.biz evek.biz | Ogniotrwałe pręt molibdenu używany w […] Produkc Ji Szkl A JAK O Elektrodą I MI ESZ ALNIK ESZ ALNIK I I I I I . do topienia szkła, i inne szczegóły. evek.pl evek.pl |
Расходуемый электрод c a в год городов между 1000 [. см3 и 20 000 см3; и 2. Возможность работы при температурах плавления выше 1 973 K (1 700 °C) eur-lex.europa.eu eur-lex.europa.eu | 1 . wydajność elektrody to pli wej pomi ęd zy 1 000 […] см3 a 20 000 см3; oraz 2. zdolne do pracy w temperature topienia powyżej 1 973 K (1 700 °C) eur-lex.europa.eu eur-lex.europa.eu |
(а) за исключением особых случаев, предусмотренных […] обстоятельства, находился во владении и, […] в cas e o f нерасходные материалы g o od […] заинтересованное лицо в его бывшем нормальном состоянии […] место жительства как минимум за шесть месяцев до даты, когда он перестанет иметь свое обычное место жительства за пределами Сообщества eur-lex. eur-lex.europa.eu | а) z wyjątkiem szczególnych przypadków […] uzasadnionych okolicznościami – było […] w posia da niu d ane j osoby, a w przy pa dku towarów […] nieprzeznaczonych do konsumpcji – […] było używane przez daną osobę w jej poprzednim stałym miejscu zamieszkania przez co najmniej sześć miesięcy przed dniem, w którym przestała mieć swoje miejsce stałego zamieszkania poza Wspólnotą eur-lex.europa.eu eur-lex.europa.eu |
Для листов толщиной 0,8 мм подходит импульс сварки […] дуговая сварка wi t h плавящийся электрод i n a n инертный газ. evek. evek.biz | Черная или грубая 0,8 мм […] impuls sp aw anie spa wan ie łukowe el ekt штанга ą to pl iwą w gazie […] условно. evek.pl evek.pl |
Частичный промежуточный пересмотр […] антидемпинговые меры, применимые к импорту […] определенный захват hi t e электрод s y st […] в Индии, возбуждено в соответствии со статьей […] 11(3) Регламента (ЕС) № 384/96 настоящим заключен без изменения уровня действующей антидемпинговой меры. eur-lex.europa.eu eur-lex.europa.eu | Częściowy przegląd okresowy środków [. antidumpingowych stosowanych wobec przywozu […] niektórych s yste mów электрод graf itow yc h pochodzących […] из Индии, wszczęty na mocy art. […] 11 уст. 3 rozporządzenia (WE) nr 384/96 jest niniejszym zakonczony, przy czym poziom obowiązującego środka antidumpingowego pozostaje niezmieniony. eur-lex.europa.eu eur-lex.europa.eu |
5 ноября 2010 г. Европейская комиссия (Комиссия) получила жалобу […] относительно предполагаемого причинения вреда […] отвал hi t e электрод s y st электроды (графиты […] Народный […] Китайская Республика (Китай), поданное в соответствии со статьей 5 Основного Регламента Европейской ассоциацией углерода и графита (заявитель) от имени производителей, представляющих основную долю, в данном случае более 50% всего Союза производство некоторых систем графитовых электродов. eur-lex.europa.eu eur-lex.europa.eu | Вт дню 5 листопада 2010 р. Komisja Europejska («Комися») otrzymała skargę dotyczącą domniemanego dumpingu wyrządzającego szkodę […] w odniesieniu do przywozu […] niektórych syst em ow elektrod gra fi towych (« elektrod g ra fitowych») […] pochodzących z Chińskiej Republiki […] Ludowej («Чины»), злонамеренный zgodnie z art. 5 rozporządzenia podstawowego przez Europejskie Stowarzyszenie Węgla i Grafitu („skarżący”) w imieniu productentów representtujących większą część, w tym przypadku ponad 50 %, łącznej unijtrowchnej produkcji niektóry eur-lex.europa.eu eur-lex.europa.eu |
(ii) утрата или повреждение e t o нерасходуемый e q ui материал или материалы, [. помощь eur-lex.europa.eu eur-lex.europa.eu | ii) utrat y lub uszkodzenia spr zę tu trwałego użytku l ub materiałów zw ią […] така помощь eur-lex.europa.eu eur-lex.europa.eu |
reagent” means a n y consumable or non — r e co verable medium required […] и используется для эффективной работы системы доочистки отработавших газов. eur-lex.europa.eu eur-lex.europa.eu | 8.2.2. »реагент« oznacz a każ dy ulegający zu życiu lub nienadający się d o powtórnego […] użycia czynnik, który jest wymagany i [. stosowany na potrzeby skutecznego działania układu dodatkowego oczyszczania spalin. eur-lex.europa.eu eur-lex.europa.eu |
Оптим iz e d electrode d e si gn maxim iz e s consumable l i fe для снижения эксплуатационных расходов. koike-engineering.com koike-engineering.com | Зоптимализ вл любой продж ек T Elektrody M AK SYMA LIZU JE żYWO TN Oś CZI Oś CZI Oś CZI Oś CZI Oś CZI Oś . kosztów operacyjnych. koike-engineering.com koike-engineering.com |
Кроме того, данная гарантия не [. применяется к: (i) косметике […] повреждения, такие как царапины, зазубрины и вмятины; (i i ) расходные материалы p a rt s, за исключением случаев, когда дефекты или повреждения материалов, таких как батареи, возникли при доставке человеком; (iii) повреждения, вызванные использованием продукта wi t h non G a rm-9019 продуктов; (iv) ущерб, причиненный несчастным случаем, […] злоупотребление, неправильное использование, […] вода, наводнение, пожар или другие стихийные бедствия или внешние причины; (v) ущерб, вызванный обслуживанием кем-либо, кто не является авторизованным поставщиком услуг Garmin или Asus; или (iv) повреждение продукта, который был модифицирован или изменен без письменного разрешения Garmin или Asus. garminasus.com garminasus.com | Ponadto niniejsza gwarancja nie obejmuje: (i) powierzchownych […] uszkodzeń, takich jak zadrapań, […] nacięć lub wg niec en; ( II ) CZę ści P Odlegającychich Zużyu, Takich jak -bateri, chybale zelali -wrukejejxie Zushi -wruleghej -wruleghehj -wruleghacy -wruleghech (iii) uszkodzeń spowodowanych użytkowaniem produkt u z pro duk tam i innych f irm ni ż Ga rm in-Asus; (iv) […] uszkodzeń powstałych […] wskutek wypadku, nadużycia, niewłaściwego użycia, zalania wodą, powodzi, pożaru lub innych zjawisk pogodowych bądź przyczyn zewnętrznych; (v) uszkodzeń powstałych na skutek wykonania naprawy przez nieautoryzowany serwis; (vi) uszkodzeń produktu, który został zmodyfikowany lub zmieniony bez uzyskania pisemnej zgody от фирмы Garmin lub Asus. garminasus.com garminasus.com |
 ..]
..] ..]
..] ..]
Argonu Spa WA NIE S TAL I N IE-ELEKTRODą, K Tó Rej GRUB .
..]
Argonu Spa WA NIE S TAL I N IE-ELEKTRODą, K Tó Rej GRUB . .. ARGING198 WASLON WON WON WON WON WON WON WON WON .
.. ARGING198 WASLON WON WON WON WON WON WON WON WON . ..]
..] t u ngst e n электрод , t он 90 результат […]
t u ngst e n электрод , t он 90 результат […]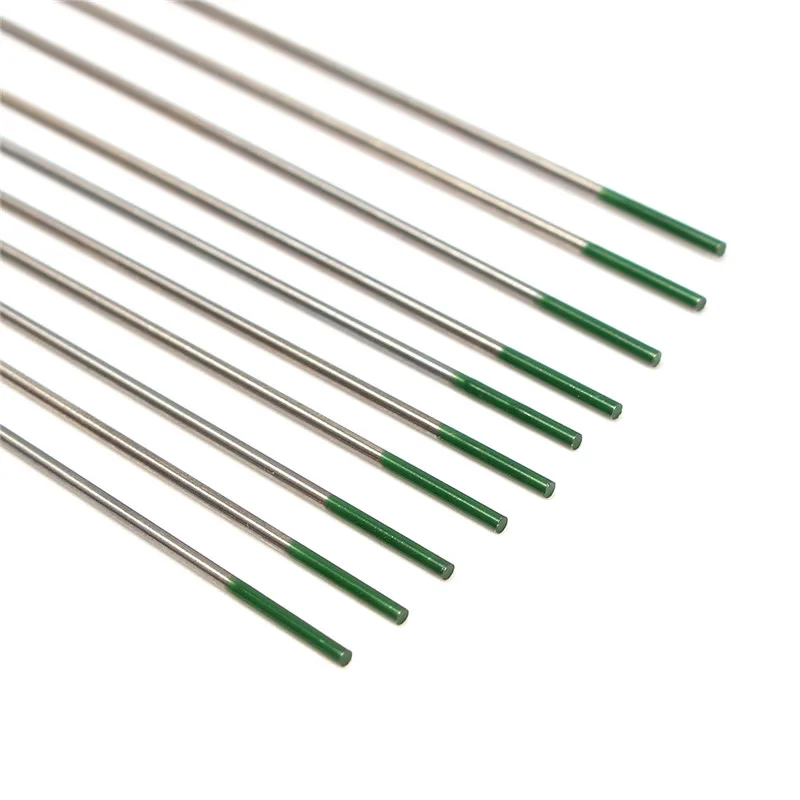 ..]
..] biz
biz ..]
..]
 Spawanie o dbywa si ę z nie e lek tro dą w ol framową, po których […]
Spawanie o dbywa si ę z nie e lek tro dą w ol framową, po których […]
 ..]
..] ..]
рис k o f не — u n если ormungstables0197 st e n электрод .
..]
рис k o f не — u n если ormungstables0197 st e n электрод .
 ..]
..] ..]
..] europa.eu
europa.eu biz
biz ..]
..]
 ..]
..] ..]
..] ..]
..]

Что такое расходуемые и нерасходуемые электроды? – Theburningofrome.com
Что такое расходуемые и нерасходуемые электроды?
Расходуемые электроды сами становятся частью сварного шва. Напротив, неплавящиеся электроды не расходуются во время сварки, а отдельный сварочный стержень служит присадочным металлом, который расплавляет и соединяет металлы вместе. Например, при сварке TIG используются неплавящиеся электроды.
В чем разница между плавящимся электродом и неплавящимся электродом, для каких процессов необходимо добавлять присадочный металл с помощью отдельного механизма?
Расходуемый электрод действует как наполнитель и, таким образом, поставляет необходимый наполнительный материал, предназначенный для заполнения корневого промежутка. Неплавящийся электрод не подает наполнитель. При этом наполнитель необходимо подавать отдельно. После сварки значительная часть электрода становится составной частью наплавленного валика.
Электроды какого типа не являются расходными?
Неплавящиеся электроды – это электроды, которые не плавятся и не расходуются в процессе сварки. Эти электроды предполагают использование материалов с высокой температурой плавления, таких как углерод — MP 6700 градусов по Фаренгейту, чистый вольфрам MP 6150 градусов по Фаренгейту или сплав вольфрама.
Для какого типа сварки требуются плавящиеся электроды?
Дуговая сварка металлическим электродом в среде защитного газа (GMAW) или дуговая сварка металлическим электродом в среде инертного газа (MIG): в этом процессе дуга образуется между непрерывной автоматической подачей металлического плавящегося электрода и сварочным изделием в атмосфере инертного газа, и, следовательно, это называется процессом дуговой сварки металлов в среде инертного газа (MIG).
В чем разница между расходными и нерасходными материалами?
Расходные материалы – это продукты, которые потребители покупают периодически, т. е. предметы, которые «изнашиваются» или выбрасываются. «Непотребляемые» объекты также включают в себя капитальные товары: (Потребляемые продукты): Не включены капитальные товары, такие как компьютеры, факсимильные аппараты и другое оборудование для бизнеса или офисная мебель.
е. предметы, которые «изнашиваются» или выбрасываются. «Непотребляемые» объекты также включают в себя капитальные товары: (Потребляемые продукты): Не включены капитальные товары, такие как компьютеры, факсимильные аппараты и другое оборудование для бизнеса или офисная мебель.
При какой сварке используются неплавящиеся электроды?
Решение (команда Examveda) Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка вольфрамом/инертным газом (TIG) — это процесс ручной сварки, в котором используется неплавящийся электрод из вольфрама, инертного или полуинертного газа. смесь и отдельный наполнитель.
В каком из них используется расходуемый электрод?
В процессах с плавящимся электродом, таких как дуговая сварка металлическим электродом в среде защитного газа и дуговая сварка металлическим электродом в среде защитного газа, обычно используется постоянный ток, но электрод может заряжаться как положительно, так и отрицательно.
Каково назначение неплавящегося материала при сварке TIG?
Как мы уже говорили ранее, электрод, используемый при сварке TIG, является неплавящимся, что означает, что этап нанесения присадочного металла и этап нагрева разделены, что позволяет оператору лучше контролировать количество нанесенного присадочного стержня. Это отличается от сварки MIG, где пистолет служит как электродом, так и присадочным материалом.
Используется ли при сварке MIG неплавящийся электрод?
В процессе металлического инертного газа (MIG) используется расходуемый электрод, который обычно представляет собой спиральную проволоку с медным покрытием. Аргон используется для защиты сварного шва, а постоянный ток с положительным электродом для выделения большего количества тепла для плавления.
Какой материал не используется для изготовления неплавящихся электродов?
Какой материал не используется для изготовления неплавящихся электродов? Пояснение: Неплавящиеся электроды — это электроды, которые не расходуются в процессе сварки. Эти электроды в основном состоят из таких материалов, как углерод, графит и вольфрам. 7.
Эти электроды в основном состоят из таких материалов, как углерод, графит и вольфрам. 7.
Каковы примеры непотребляемых продуктов?
Некоторые примеры товаров кратковременного пользования включают:
- Продукты питания.
- Стиральный порошок.
- Средство для мытья посуды.
- Лампочки.
- Изделия из бумаги, такие как бумажные тарелки.
- Одежда.
Как пользоваться сварочным аппаратом MIG?
Толкающий или передний метод чаще всего предпочитают сварщики MIG. Чтобы применить этот метод, вы должны держать сварочный пистолет под углом 10 градусов. Сделайте это с электродом, и он должен располагаться в направлении сварки. Аккуратно нажмите на пистолет, одновременно нажимая и удерживая спусковой крючок.
Что такое сварка ВИГ?
Сварка ВИГ – это другое название дуговой сварки вольфрамовым электродом в среде защитного газа. Авиационная промышленность создала его для сварки магния в 1930-х и 1940-х годах. В идеале процесс работает следующим образом: сварщик создает дугу между основным металлом и неплавящимся вольфрамовым электродом, типом электрода, который не плавится.
В идеале процесс работает следующим образом: сварщик создает дугу между основным металлом и неплавящимся вольфрамовым электродом, типом электрода, который не плавится.
Что такое электрод e70xx?
Обладая достаточно высоким пределом прочности, электрод типа Э70хх широко применяется для сварки напорных труб, печей, строительства и др. В то время как тип E60xx из-за его прочности на растяжение всего 60 000 фунтов на квадратный дюйм, он обычно предназначен только для прихватки и сварки без давления, например, для ограждений и других.
При дуговой сварке используется газ?
В отличие от сварочных процессов, в которых не используется защитный газ, таких как дуговая сварка металлическим электродом в среде защитного газа, этот метод редко используется на открытом воздухе или в других местах с движущимся воздухом. Родственный процесс, дуговая сварка с флюсовой проволокой, часто не использует защитный газ, а вместо этого использует электродную проволоку, которая является полой и заполнена флюсом.
Что такое сварка и дуговая сварка
Что такое сварка?Сварка — это процесс, при котором два или более материалов соединяются друг с другом путем сплавления частей и последующего охлаждения, что приводит к сплавлению. Мы можем предотвратить плавление целых заготовок, точно распределяя тепло, что приводит к локальному плавлению. Два (или несколько) материалов, соединенных вместе, называются основные металлы и наполнитель l — это материал, добавляемый в соединение в процессе. Обычно это достигается дуговой сваркой, которая существует во многих видах.
Комбинация основного металла и присадочного материала во время процесса приводит к металлу сварного шва . Металл сварного шва обычно имеет другой состав по сравнению с основным и присадочным материалом. Предотвращение загрязнения во время процесса имеет решающее значение, поскольку это может привести к пагубному отказу во время обслуживания. В процессе 9Защитный газ 0101 (чаще всего аргон) используется для предотвращения попадания кислорода и паров воды в сварочную ванну, что может привести к ухудшению качества сварного шва.
Металл сварного шва обычно имеет другой состав по сравнению с основным и присадочным материалом. Предотвращение загрязнения во время процесса имеет решающее значение, поскольку это может привести к пагубному отказу во время обслуживания. В процессе 9Защитный газ 0101 (чаще всего аргон) используется для предотвращения попадания кислорода и паров воды в сварочную ванну, что может привести к ухудшению качества сварного шва.
Сварка – это процесс, используемый в различных отраслях промышленности и являющийся основным элементом изготовления изделий. Основное оборудование включает в себя сварочный аппарат (популярны сварочные аппараты MIG или TIG), электроды, питание, сварочный стол и оборудование для обеспечения безопасности.
В процессе используются различные виды энергии, в том числе газовое пламя (химическое), электрическое (дуговое), которые мы здесь обсудим, лазер, электронный луч и трение.
Наиболее популярным методом является дуговая сварка, при которой создается цепь, состоящая из деталей и оборудования. В процессе между заготовкой и электродом возникает дуга, которая может быть плавящейся или неплавящейся. Дуга выделяет достаточно тепла, чтобы расплавить детали и соединить их вместе, как обсуждалось выше.
В процессе между заготовкой и электродом возникает дуга, которая может быть плавящейся или неплавящейся. Дуга выделяет достаточно тепла, чтобы расплавить детали и соединить их вместе, как обсуждалось выше.
Как указано выше, источником энергии для дуговой сварки является электричество. Итак, что это значит? Электричество плавит два материала вместе, что требует электрической дуги для выработки достаточного количества тепла.
Электрическая дуга возникает между электродом (металлическим стержнем) и основным материалом, расплавляя материалы в точке контакта. В зависимости от типа дуговой сварки может использоваться переменный или постоянный ток. Кроме того, при дуговой сварке могут использоваться плавящиеся и неплавящиеся электроды.
Что такое дуга и как она создается? Электрическая дуга возникает при протекании тока по воздуху между двумя проводниками в результате электрического пробоя газа. Для образования электрической дуги между двумя точками должна существовать разность электрических потенциалов.
Для образования электрической дуги между двумя точками должна существовать разность электрических потенциалов.
Разность электрических потенциалов означает, что в двух точках присутствует разное количество электронов, в результате чего они имеют разные заряды. Разница создает напряжение.
Силы пытаются преодолеть дисбаланс зарядов, при этом происходит пробой диэлектрика. Между двумя электродами ионизированного воздуха создается канал, создающий столб плазмы, уменьшающий электрическое сопротивление.
Ток течет через столб плазмы, создавая электрическую дугу.
Разность потенциалов между двумя точками должна быть достаточной для наличия воздушного зазора. Меньший воздушный зазор требует меньшей разности потенциалов, а больший воздушный зазор требует большей разности потенциалов. Если воздушный зазор слишком большой, дуга погаснет.
Блок питания Поскольку для дуговой сварки необходима электроэнергия, можно использовать различные источники питания. Существует две популярные классификации источников питания для дуговой сварки. Это постоянное напряжение и постоянный ток.
Существует две популярные классификации источников питания для дуговой сварки. Это постоянное напряжение и постоянный ток.
При дуговой сварке напряжение зависит от длины дуги, а сила тока зависит от количества выделяемого тепла.
Процесс дуговой сварки определяет, какой источник питания требуется. Сварка TIG (вольфрам в инертном газе) и другие процессы ручной сварки, как правило, используют источник питания постоянного тока. Автоматизированные процессы дуговой сварки, такие как MIG (металлический инертный газ), благоприятствуют источникам постоянного напряжения.
Почему для разных типов сварки нужны разные источники питания? В ручных процессах трудно удерживать электрод на месте. Эффект домино заключается в том, что длина дуги будет меняться в зависимости от операции. Следовательно, подходит источник постоянного тока, поскольку напряжение зависит от длины дуги.
Процессы автоматизированной дуговой сварки поддерживают постоянное расстояние между дугами, что делает возможным использование источника постоянного напряжения. Постоянное расстояние дуги достигается за счет коротких всплесков повышенного тока, когда электрод и заготовка подходят слишком близко. Увеличенный ток выделял больше тепла, плавя большую часть кончика электрода, восстанавливая желаемый зазор.
Постоянное расстояние дуги достигается за счет коротких всплесков повышенного тока, когда электрод и заготовка подходят слишком близко. Увеличенный ток выделял больше тепла, плавя большую часть кончика электрода, восстанавливая желаемый зазор.
Типы процессов дуговой сварки
Процессы дуговой сварки подразделяются на методы с использованием плавящихся и неплавящихся электродов.
Методы сварки плавящимся электродомСварка MIG (также называемая GMAW) — популярный процесс автоматической сварки. В процессе используется сварочный аппарат MIG, который непрерывно подает расходуемую проволоку, имеющую двойное назначение электрода и присадочного материала. Сварочный аппарат MIG — это устройство, которое содержит пистолет и позволяет вам контролировать скорость подачи с помощью циферблата. Сварочные аппараты MIG компактны, поэтому их легко транспортировать.
GMAW часто используется в автомобильной промышленности и для проектов «сделай сам», поскольку он обладает высокой универсальностью и скоростью. Однако он не удобен для использования на открытом воздухе, поскольку во время процесса вокруг места сварки должен поддерживаться защитный газ.
Однако он не удобен для использования на открытом воздухе, поскольку во время процесса вокруг места сварки должен поддерживаться защитный газ.
Другими процессами с плавящимся электродом являются сварка электродом (SMAW), дуговая сварка с флюсовой проволокой (FCAW) и дуговая сварка под флюсом (SAW).
Дуговая сварка металлическим газом Методы сварки неплавящимся электродомНаиболее популярным процессом сварки неплавящимся электродом является сварка TIG (также называемая GTAW), которая представляет собой ручной процесс. GTAW включает ручное добавление присадочного материала, в отличие от сварки MIG. Электрод (из вольфрама) и присадочный материал — это две разные части.
Из-за ручного элемента GTAW труднее освоить и проводить на низкой скорости. Тем не менее, сварка TIG позволяет получить высококачественные сварные швы, поэтому этот процесс используется, когда требуются качественные сварные швы, например. на раме велосипеда.
Другие методы сварки неплавящимся электродом включают плазменно-дуговую сварку.
Поскольку в процессе сварки выделяется так много тепла (1650°C), затрагивается не только зона сварки. Окружающий материал подвергается воздействию тепла, что, в свою очередь, влияет на его механические свойства.
Пораженная окружающая область известна как зона термического влияния (ЗТВ).
Зона термического влияния представляет собой кольцеобразную область вокруг сварного шва, подвергающуюся воздействию высоких температур в процессе сварки. Зона легко различима благодаря «окраске» материала (см. изображение ниже). Материал в зоне термического воздействия имеет измененные свойства термообработки.
Напряжения, вызванные неравномерным нагревом и охлаждением, в сочетании с температурой процесса являются причиной изменений. Воздействие процесса на окружающий материал потенциально может быть вредным из-за структурных изменений. Структурные изменения могут повлиять на такие свойства, как сопротивление усталости, деформация и растрескивание поверхности. В результате это может привести к преждевременному выходу из строя.
В результате это может привести к преждевременному выходу из строя.
Мы рассмотрели основы важнейшего процесса сварки, чтобы помочь вам получить фундаментальные знания о различных типах сварки. Теперь можно идентифицировать ключевые материалы во время этого процесса, и мы понимаем, что такое зона термического влияния и как она потенциально может привести к пагубным результатам, если ее не контролировать.
Я не сталкивался со сваркой во время учебы в университете, и я обнаружил, что это пробел в моих знаниях во время учебы. Надеюсь, я научил вас основам сварки, которые вам понадобятся.
- Похожие сообщения:
- Каковы 3 основных типа сварки?
- Как повысить усталостную долговечность сварных швов
- Что такое пористость в сварных швах, что такое кратеры и трещины в кратерах
Следите за моими социальными сетями: Twitter, LinkedIn, Facebook
В каком процессе сварки используется плавящийся электрод?
Вопрос задан: г-ном Кеннеди Ленером
Оценка: 4,7/5 (58 голосов)
В процессе сварки в среде инертного газа (MIG) используется расходуемый электрод, который обычно представляет собой спиральную проволоку с медным покрытием. Аргон используется для защиты сварного шва, а постоянный ток с положительным электродом для выделения большего количества тепла для плавления.
Аргон используется для защиты сварного шва, а постоянный ток с положительным электродом для выделения большего количества тепла для плавления.
В каких процессах используются расходуемые электроды?
Процессы дуговой сварки с использованием плавящегося электрода:
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) (как MIG, так и MAG)
- Дуговая сварка порошковой проволокой (FCAW)
- Дуговая сварка под флюсом (SAW)
- Электрошлаковая сварка (ЭШС)
- Электрогазовая сварка (EGW)
В каком процессе сварки используется неплавящийся электрод?
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка вольфрамом/инертным газом (TIG) — это процесс ручной сварки, в котором используется неплавящийся электрод из вольфрама, смесь инертного или полуинертного газа и отдельный наполнитель.
В каком из них используется расходуемый электрод?
Электроды, используемые в дуговой сварке , обычно можно разделить на плавящиеся и неплавящиеся. Расходуемые электроды становятся частью самого сварного соединения. Электрод служит присадочным металлом и плавится вместе со свариваемыми металлами.
Использует ли GMAW расходуемый электрод?
Газовая дуговая сварка металлическим электродом (GMAW) представляет собой процесс сварки, при котором тепло генерируется электрической дугой, включающей плавящийся электрод с непрерывной подачей , который защищен подачей газа извне.
Различия между плавящимся и неплавящимся электродом при сварке — Машиностроение
Найдено 35 связанных вопросов
Почему сварка в потолочном положении является наиболее сложной для сварки?
Сварка в верхнем положении является наиболее сложной для работы. Сварка будет выполняться с двумя металлическими частями над сварщиком и сварщик должен наклонить себя и оборудование, чтобы добраться до стыков . Одной из основных проблем может быть провисание металла от пластины.
Сварка будет выполняться с двумя металлическими частями над сварщиком и сварщик должен наклонить себя и оборудование, чтобы добраться до стыков . Одной из основных проблем может быть провисание металла от пластины.
Что из следующего не относится к расходуемым электродам?
Какой материал не используется для изготовления неплавящихся электродов? Пояснение: Неплавящиеся электроды — это электроды, которые не расходуются в процессе сварки. Эти электроды в основном состоят из таких материалов, как углерод , графит и вольфрам 9.0198 . 7.
Что такое расходные материалы для сварки?
Сварка – это процесс соединения металлов и термопластов посредством коалесценции. Флюс и присадочные металлы вместе известны как расходные материалы для сварки. … Стержневой электрод, порошковая проволока, сплошная проволока, проволока под флюсом и флюсы — вот некоторые из сварочных материалов, используемых в процессе сварки.
Электроды?
Электрод представляет собой электрический проводник, который вступает в контакт с неметаллическими частями цепи, такими как электролит, полупроводник или вакуум. Если в электрохимической ячейке, это также известно как анод или катод.
Если в электрохимической ячейке, это также известно как анод или катод.
Какова функция потока?
В металлургии флюс (от латинского fluxus, что означает «поток») представляет собой химическое чистящее средство, антислеживающее средство или очищающее средство. … В качестве чистящих средств флюсы облегчают пайку, пайку и сварку, удаляя окисление с соединяемых металлов .
Какие существуют 4 типа сварки?
Существует четыре основных типа сварки. MIG – дуговая сварка металлическим электродом в среде защитного газа (GMAW), TIG – дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), электродуговая сварка электродом в среде защитного газа (SMAW) и дуговая сварка порошковой проволокой (FCAW) . Здесь мы углубимся в каждый тип сварки.
Какой ток используется при сварке TIG?
Сварка ВИГ должна выполняться с падающим источником питания постоянного тока — постоянного или переменного тока. Источник питания постоянного тока необходим, чтобы избежать слишком высоких токов при коротком замыкании электрода на поверхность заготовки.
Что означает термитная сварка?
Термитная сварка (TW) — это процесс, в котором используется тепло экзотермической реакции для образования коалесценции между металлами . Название происходит от «термита», общего названия, данного реакциям между оксидами металлов и восстановителями.
Что понимается под расходуемым электродом?
Расходуемые электроды — это электроды, структура которых может существенно измениться при использовании . Это означает, что эти электроды будут израсходованы при их использовании. Неплавящиеся электроды – это те, которые не расходуются в процессе сварки.
Какие существуют 5 основных типов сварных соединений?
В соответствии с AWS в промышленности обычно используются пять основных типов сварных соединений:
- Стыковое соединение.
- Тройник.
- Угловое соединение.
- Соединение внахлестку.
- Краевое соединение.
Какая углеродистая сталь лучше всего сваривается?
Низкоуглеродистая сталь , как правило, наиболее легко сваривается при комнатной температуре. Примеры низкоуглеродистой стали, подходящей для сварки, включают C1008, C1018, A36, A1011 и A500. Среднеуглеродистая сталь, такая как C1045, обычно требует предварительного нагрева и последующей термообработки, чтобы избежать растрескивания сварного шва.
Примеры низкоуглеродистой стали, подходящей для сварки, включают C1008, C1018, A36, A1011 и A500. Среднеуглеродистая сталь, такая как C1045, обычно требует предварительного нагрева и последующей термообработки, чтобы избежать растрескивания сварного шва.
Какие существуют 5 типов электродов?
- Газовые электроды: …
- Примеры газовых электродов:
- Стандартный водородный электрод (SHE): …
- Электрод для газообразного хлора: …
- Кислородный электрод: …
- Электрод из металлической соли, редко растворимый в металлах: …
- Металло-металлические ионные электроды: …
- Примеры электродов металл-ионы металла:
Какие существуют 3 типа электродов?
Существует два типа электродов: катоды и аноды . Катод притягивает положительно заряженные катионы. Анод притягивает отрицательно заряженные анионы. Электроды обычно изготавливаются из металлов, таких как платина и цинк.
Пример электрода?
Согласно определению электрода, это любое вещество , которое является хорошим проводником электричества , и эти вещества обычно соединяют неметаллические части цепи, например, полупроводники, электролит, плазму, вакуум или даже воздух.
Плавится ли металл при сварке?
Соединение металлов
В отличие от пайки твердым припоем, при которых основной металл не плавится, сварка представляет собой высокотемпературный процесс, при котором основной материал плавится . Обычно с добавлением наполнителя. … Давление также может быть использовано для создания сварного шва, как вместе с нагревом, так и отдельно.
Какие расходные материалы используются при сварке MIG?
Расходные материалы включают сварочные прутки и проволоку , а также передние части сварочных горелок, такие как контактные наконечники, сопла и диффузоры . По мере израсходования расходных материалов процесс сварки приходится останавливать, а для продолжения сварки необходимо присоединять новые расходные материалы.![]()
Что такое расходные материалы для сварки ММА?
Расходные материалы для MMA, TIG, MIG-MAG и сварки под флюсом
- Электроды с покрытием.
- Стержни TIG.
- Сплошные проволоки MIG MAG.
- Порошковая проволока.
- Дуговая сварка под флюсом. Расходные материалы.
Почему при сварке используется постоянный ток?
Полярность постоянного тока используется в большинстве сварочных работ. Он обеспечивает более плавную сварку по сравнению с AC . Он создает более стабильную дугу, облегчает сварку и уменьшает разбрызгивание. Вы также можете использовать отрицательный ток постоянного тока для более высокой скорости наплавки при сварке тонколистового металла или использовать положительный постоянный ток для большего проникновения в сталь.
Что вызывает деформацию при сварке?
Деформация сварного шва возникает в результате расширения и сжатия металла шва и прилегающего основного металла во время цикла нагрева и охлаждения в процессе сварки . Выполнение всех сварных швов на одной стороне детали приведет к гораздо большему искажению, чем если бы сварные швы чередовались с одной стороны на другую.
Выполнение всех сварных швов на одной стороне детали приведет к гораздо большему искажению, чем если бы сварные швы чередовались с одной стороны на другую.
Какой толщины можно выполнять точечную сварку?
Толщина заготовки может варьироваться от от 0,008 до 1,25 дюйма (от 0,20 до 32 мм) . После снятия тока с заготовки она охлаждается через отверстия для охлаждающей жидкости в центре электродов. В качестве хладагентов в механизмах точечной сварки может использоваться как вода, так и солевой раствор.
Похожие вопросы
- 42Сварочные искры причиняют вред?
- 18Сварка вредна для глаз?
- 20Почему сварка под флюсом?
- 26Кто такая сварочная проволока?
- 39Где используется сварка MIG?
- 43Требуется ли газ для сварки TIG?
- 38Вам нужен газ для сварки TIG?
- 18Кто сварщик в Эль Камино?
- 39При сварке какие лучи не образуются?
- 26Почему важна сварка?
Реклама
Популярные вопросы
- 41Почему Россия была плохо подготовлена к войне в Первой мировой войне?
- 29Почему дрейф имеет рейтинг стр.
