Непровар сварного шва фото — Морской флот
- наружные, к основным из которых относятся: трещины, подрезы, наплывы, кратеры;
- внутренние, среди которых чаще всего встречаются: пористость, непровары и посторонние включения;
- сквозные – трещины, прожоги.
Причинами возникновения дефектов могут быть различные обстоятельства: низкое качество свариваемого металла, неисправное или некачественное оборудование, неверный выбор сварочных материалов, нарушение технологии сварки или неправильный выбор режима, недостаточная квалификация сварщика.
Основные дефекты сварки, их характеристика, причины возникновения и способы исправления
Чаще всего причиной образования трещин является несоблюдение технологии сварки (например, неправильное расположение швов, приводящее к возникновению концентрации напряжения), неверный выбор сварочных материалов, резкое охлаждение конструкции. Способствует их возникновению также повышенное содержание в шве углерода и различных примесей – кремния, никеля, серы, водорода, фосфора.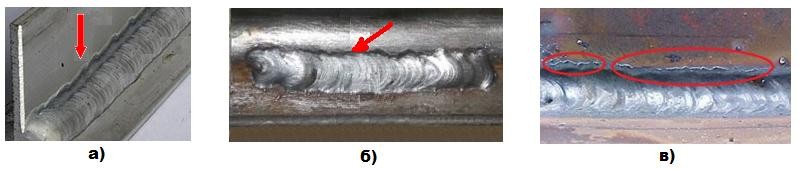
Исправление трещины заключается в рассверливании ее начала и конца, с целью исключения дальнейшего распространения, удалении шва (вырубанию или вырезанию) и заваривании.
Подрезы. Подрезы – это углубления (канавки) в месте перехода «основной металл-сварной шов». Подрезы встречаются довольно часто. Их отрицательное действие выражается в уменьшении сечения шва и возникновении очага концентрации напряжения. И то и другое ослабляет шов. Подрезы возникают из-за повышенной величины сварочного тока. Чаще всего этот дефект образуется в горизонтальных швах. Устраняют его наплавкой тонкого шва по линии подреза.
Наплывы. Наплывы возникают, когда расплавленный металл натекает на основной, но не образует с ним гомогенного соединения. Дефект шва возникает по разным причинам – при недостаточном прогреве основного металла вследствие малого тока, из-за наличия окалины на свариваемых кромках, препятствующей сплавлению, излишнего количества присадочного материала. Устраняются наплывы срезанием с проверкой наличия непровара в этом месте.
Прожоги. Прожогами называют дефекты сварки, проявляющиеся в сквозном проплавлении и вытекании жидкого металла через сквозное отверстие в шве. При этом обычно с другой стороны образуется натек. Прожоги возникают из-за чрезмерно высокого сварочного тока, недостаточной скорости перемещения электрода, большого зазора между кромками металла, слишком малой толщины подкладки или ее неплотного прилегания к основному металлу. Исправляют дефект зачисткой и последующей заваркой.
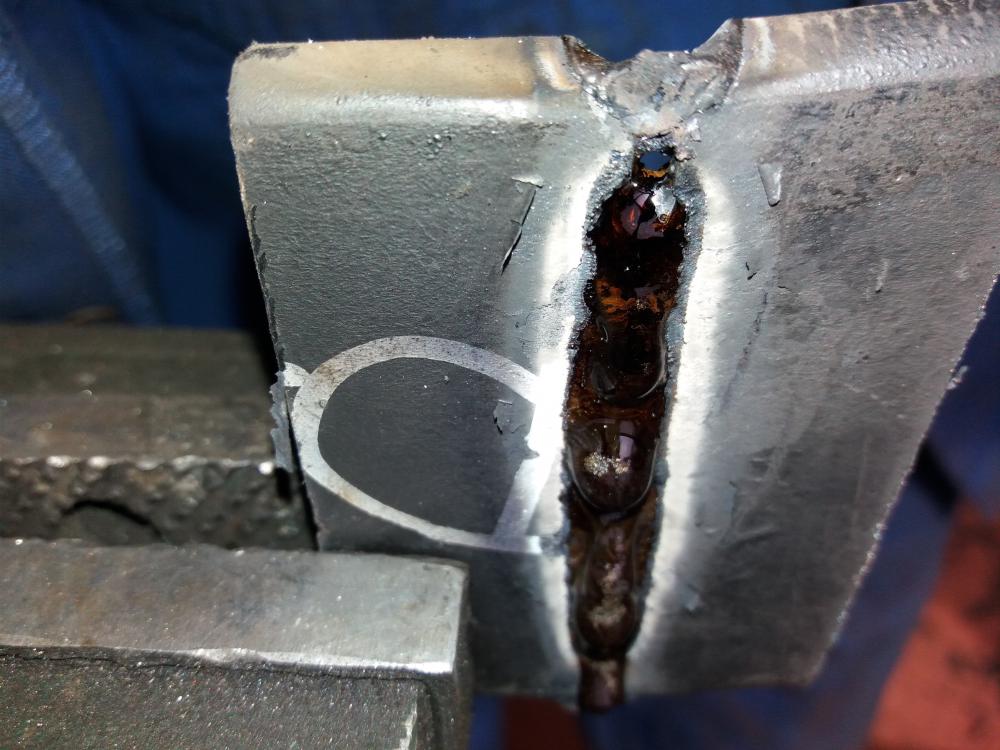
Непровар. Непровары – это локальные несплавления наплавленного металла с основным, или слоев шва между собой. К этому дефекту относят и незаполнение сечения шва. Непровары существенно снижают прочность шва и могут явиться причиной разрушения конструкции.
Дефект возникает из-за заниженного сварочного тока, неправильной подготовки кромок, излишне высокой скорости сварки, наличия на кромках свариваемых деталей посторонних веществ (окалины, ржавчины, шлака) и загрязнений. При исправлении нужно вырезать зону непровара и заварить её.
Кратеры. Это дефекты в виде углубления, возникающего в результате обрыва сварочной дуги. Кратеры снижают прочность шва из-за уменьшения его сечения. В них могут находиться усадочные рыхлости, способствующие образованию трещин. Кратеры надлежит вырезать до основного металла и заварить.
Свищи. Свищами называют дефекты швов в виде полости. Как и кратеры, они уменьшают прочность шва и способствуют развитию трещин. Способ исправления обычный – вырезка дефектного места и заварка.
Посторонние включения. Включения могут состоять из различных веществ – шлака, вольфрама, окислов металлов и пр. Шлаковые включения образуются тогда, когда шлак не успевает всплыть на поверхность металла и остается внутри него. Это происходит при неправильном режиме сварки (завышенной скорости, например), плохой зачистке свариваемого металла или предыдущего слоя при многослойной сварке.
Вольфрамовые включения возникают при сварке вольфрамовым электродом, окисные – из-за плохой растворимости окислов и чрезмерно быстрого охлаждения.
Все виды включений уменьшают сечение шва и образуют очаг концентрации напряжения, снижая тем самым прочность соединения. Дефект устраняют вырезкой и завариванием.
Пористость. Пористость – это полости, заполненные газами. Они возникают из-за интенсивного газообразования внутри металла, при котором газовые пузырьки остаются в металле после его затвердевания. Размеры пор могут быть микроскопическими или достигать нескольких миллиметров. Нередко возникает целое скопление пор в сочетании со свищами и раковинами.
Возникновению пор способствует наличие загрязнений и посторонних веществ на поверхности свариваемого металла, высокое содержание углерода в присадочном материале и основном металле, слишком высокая скорость сварки, из-за которой газы не успевают выйти наружу, повышенная влажность электродов. Как и прочие дефекты, пористость снижет прочность сварного шва. Зону с ней необходимо вырезать до основного металла и заварить.
Перегрев и пережог металла. Пережог и перегрев возникают из-за чрезмерно большого сварочного тока или малой скорости сварки. При перегреве размеры зерен металла в шве и околошовной зоне увеличиваются, в результате чего снижаются прочностные характеристики сварного соединения, главным образом – ударная вязкость. Перегрев устраняется термической обработкой изделия.
При перегреве размеры зерен металла в шве и околошовной зоне увеличиваются, в результате чего снижаются прочностные характеристики сварного соединения, главным образом – ударная вязкость. Перегрев устраняется термической обработкой изделия.
Пережог представляет собой более опасный дефект, чем перегрев. Пережженный металл становится хрупким из-за наличия окисленных зерен, обладающих малым взаимным сцеплением. Причины пережога те же самые, что и перегрева, а кроме этого еще и недостаточная защита расплавленного металла от азота и кислорода воздуха. Пережженный металл необходимо полностью вырезать и заварить это место заново.
Дефе́кты сварны́х соедине́ний — любые отклонения от заданных нормативными документами параметров соединений при сварке, образовавшиеся вследствие нарушения требований к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
Содержание
Основные причины [ править | править код ]
По данным американского общества инженеров-механиков (ASME) причины дефектов сварки распределены следующим образом: 45 % — ошибки выбора технологии сварки, 32 % — ошибки сварщика, 12 % — сбои в работе сварочного оборудования, 10 % — неподходящие сварочные материалы, 1 % — прочее [1] .
Классификация по геометрии [ править | править код ]
Классификация дефектов изложена в ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения» [2] , а также в ГОСТ Р ИСО 6520-1-2012 «Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением» [3] , которые соответствуют стандарту ISO 6520 [4] .
Дефекты соединений при сварке разделяются на шесть групп:
- Трещины — несплошности, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок.
- Полости и поры — несплошность произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов.
- Твёрдые включения — твёрдые инородные вещества металлического или неметаллического происхождения в металле сварного шва.
- Несплавления и непровары — отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валиками сварного шва.

- Нарушение формы шва — отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения.
- Прочие дефекты — все дефекты, которые не могут быть включены в перечисленные выше группы.

Трещины [ править | править код ]
Трещины возникающие в соединениях при сварке могут располагаться в металле сварного шва, в зоне термического влияния, в основном металле.
В зависимости от ориентации трещины делятся на:
- продольные (ориентированные параллельно оси сварного шва). Преимущественно обуславливаются высокими усадочными напряжениями[5] .
- поперечные (ориентированные поперек оси сварного шва). Как правило, образуются в результате продольной усадки металла с низкой пластичностью и, обычно, неглубоки.
- радиальные (радиально расходящиеся из одной точки)
Кроме того, отдельно выделяют следующие виды трещин:
- размещённые в кратере сварного шва
- групповые и раздельные
- групповые разветвлённые
- микротрещины, обнаруживаемые физическими методами при не менее чем 50-кратном увеличении.

Методами снижения трещинообразования при сварке являются:
- прокаливание флюсов перед сваркой;
- предварительный подогрев заготовок от 250 до 450 °С;
- сваривание в режиме с оптимальными параметрами;
- медленное охлаждение металла после сварки;
- проведение после сварки мягкого отжига для снятия остаточных напряжений.
Полости и поры [ править | править код ]
Возникновение этих дефектов преимущественно обуславливается газами, задержанными в расплавленном металле. По расположению они подразделяться на:
- равномерно распределённые по сварному шву;
- расположенные скоплением;
- расположенные цепочкой.
К полостям также относятся свищи — продолговатые трубчатые полости, вызванные выделением газа, и усадочные раковины — полости, которые образуются вследствие усадки при затвердевании. Частным случаем усадочной раковины является кратер — не заваренная усадочная раковина в конце валика сварного шва.
Твёрдые включения [ править | править код ]
Выделяют следующие виды твёрдых включений:
- шлаковые включения — линейные, разобщённые, прочие;
- флюсовые включения — линейные, разобщённые, прочие;
- оксидные включения;
- металлические включения — вольфрамовые, медные, из другого металла.
Несплавления и непровары [ править | править код ]
Выделяют следующие типы несплавлений или отсутствий соединения между металлом шва и основным металлом либо между отдельными валиками сварного шва [6] :
- по боковой поверхности;
- между валиками;
- в корне сварного шва.
Термином непровар или неполный провар, называют несплавление основного металла на участке или по всей длине шва, появляющееся из-за неспособности расплавленного металла проникнуть в корень соединения, заполняя зазор между деталями.
Нарушение формы шва [ править | править код ]
К нарушениям формы шва по ГОСТ 30242-97 относятся:
- подрезы — продольные углубления на наружной поверхности валика шва.
- усадочные канавки — подрезы со стороны корня одностороннего шва из-за усадки вдоль его границы.
- превышения выпуклости стыкового и углового швов
- превышение проплава — избыток наплавленного металла на обратной стороне стыкового сварного шва.
- неправильный профиль шва — угол между поверхностью основного металла и плоскостью, касательной к поверхности шва, меньше нормального значения.
- наплав — избыток наплавленного металла шва, натёкший на поверхность основного металла.
- линейное и угловое смещения свариваемых элементов — смещение между свариваемыми элементами при их параллельном расположении на разном уровне (линейное) или расположение кромок элементов под углом (угловое).
- натёк — металл шва, не имеющий сплавления с соединяемой поверхностью и образовавшийся в результате перераспределения наплавленного металла шва под действием силы тяжести. Натёки часто возникают при сварке угловых швов или стыковых швов в горизонтальном положении.
- прожог — вытекание металла сварочной ванны, приводящее к образованию в шве сквозного отверстия.
- не полностью заполненная разделка кромок
- чрезмерная асимметрия углового шва — значительное превышение размеров одного катета над другим.
- неравномерная ширина шва
- неровная поверхность
- вогнутость корня сварного шва — неглубокая канавка со стороны корня шва, возникшая из-за усадки.

Содержание
Дефекты сварных швов – это, прежде всего, различные несплошности в металле шва, ухудшающие его качество. При оценке свариваемости стали исходят, главным образом, из того, что металл сварного шва должен быть сплошным. И все образования, которые делают сварной шов неоднородным, принято считать дефектами. Различают следующие виды дефектов сварного шва: микро- и макротрещины (горячие и холодные), непровары, поры, различные включения.
Внутренние и наружные дефекты сварных швов
Самый распространённый метод классификации дефектов сварки – по их месту расположения. Согласно этой классификации, различают внутренние и наружные сварные дефекты. Наружные выходят на поверхность шва и околошовной зоны, а внутренние располагаются внутри соединения, не выходя на поверхность. Из этого следует, что один и тот же вид дефектов (например, трещины или поры) может быть как внутренним (если располагается внутри), так и наружным (если выходит на поверхность).
Наружные выходят на поверхность шва и околошовной зоны, а внутренние располагаются внутри соединения, не выходя на поверхность. Из этого следует, что один и тот же вид дефектов (например, трещины или поры) может быть как внутренним (если располагается внутри), так и наружным (если выходит на поверхность).
Наружные сварные дефекты
К наружным дефектам сварных соединений относят неравномерность формы сварного шва из-за неправильного его формирования, подрезы шва, прожоги свариваемого металла, наплывы, трещины, поры и другие дефекты, которые располагаются на поверхности металла. Все они выявляются при внешнем визуальном осмотре сварного соединения. Ниже по тексту перечислены и показаны распространённые виды наружных дефектов.
Внутренние сварные дефекты
К внутренним дефектам сварных соединений, согласно ГОСТ23055, относятся неметаллические, шлаковые и оксидные включения, непровары и несплавления металла, а также поры и трещины, не выходящие на поверхность металла. Для того, чтобы выявить подобные дефекты, на практике применяются методы неразрушающего контроля сварки. Ниже по тексту рассказывается о часто встречающихся видах внутренних дефектов.
Для того, чтобы выявить подобные дефекты, на практике применяются методы неразрушающего контроля сварки. Ниже по тексту рассказывается о часто встречающихся видах внутренних дефектов.
Дефекты формирования шва
Дефекты формирования сварных швов проявляются в неравномерности их формы (см. рисунок справа). Формируются они из-за непостоянных режимов сварки, непостоянного зазора между свариваемыми кромками и неравномерного угла скоса кромок. Несоответствие фактической формы шва требуемой может проявится вследствие неверной техники ручной дуговой сварки, из-за неправильного расположения электрода относительно сварных кромок.
Подобный дефект может проявиться и при других видах сварки. Например, при автоматической сварке причиной появления такого дефекта могут стать проскальзывание сварочной проволоки в подающем механизме, перепад напряжения в сети, попадание расплавленного металла в зазоры и др.
Непровар сварного шва
Чаще всего, непровары в сварных швах происходят в тех случаях, когда между сварными кромками небольшие зазоры, при большом притуплении кромок, а также при наличии на них загрязнений, при неправильном положении электрода или сварочной проволоки относительно свариваемых кромок, при недостаточной силе сварочного тока и при завышенной скорости сварки.
Очень часто непровары образуются в корне шва (схема а) и б) ни рисунке слева и схемы в) и г) на рисунке). При автоматической сварке под флюсом непровары, в большинстве случаев, формируются в начале сварного шва. Чтобы предотвратить их появление, сварку рекомендуется производить на специальных подкладках. Непровары – одни из самых опасных дефектов для сварного соединения.
Подрезы сварных швов
Подрезы сварных швов формируются на поверхности соединения. Подрезы – это углубления в основном металле, расположенные по краям сварного шва. Они появляются из-за излишне большой силы сварочного тока и из-за большой длины электрической дуги, т.к. в этом случае ширина сварного увеличивается и края сварных кромок оплавляются сильнее.
При сварке угловых швов подрезы, чаще всего, получаются при смещении электрода очень близко к горизонтальной стенке. При этом вертикальная стенка оплавляется быстрее, чем плавится горизонтальная и расплавленный металл стекает по горизонтальной кромке вниз. В этом случае, на вертикальной стенке образуются подрезы, а на горизонтальной – наплывы (схема б) на рисунке справа).
Прожоги сварных швов
К прожогам сварного шва относятся сквозное проплавление основного или наплавленного металла (см. рисунок слева). Прожоги образуются при излишне большой силе сварочного тока и при малых скоростях сварки. Причинами прожогов могут также стать большой зазор между свариваемыми кромками или недостаточное их притупление.
В большинстве случаев, прожоги получаются при сварке тонкого металла, а также при наплавке первого слоя многослойного шва. Причинами прожогов может быть недостаточное поджатие металлической подкладки или флюсовой подушки.
Наплывы сварных швов
Наплывы в сварных швах формируются при натекании расплавленного металла из жидкой металлической ванны на холодный основной металл (см. рисунок справа). Наиболее часто наплывы случаются в процессе дуговой сварки в защитных газах при сварке горизонтальных швов на вертикальной поверхности. Причинами наплывов является большая сила сварочного тока, неправильное положение электрода при сварке, излишняя длина электрической дуги.
Причинами наплывов является большая сила сварочного тока, неправильное положение электрода при сварке, излишняя длина электрической дуги.
Кратеры сварных швов и усадочные раковины
Кратеры в сварных швах образуются при обрыве электрической дуги. Кратеры в сварных швах имеют вид углублений в застывшем металле. При автоматизированных способах сварки выполнение сварного шва завершают на выводной планке, и кратер образуется на ней. При случайном обрыве электрической дуги в процессе сварки, получившийся кратер необходимо заплавить.
Усадочными раковинами называют полости, которые появляются в результате усадки сварочной ванны при её затвердевании. Появляются усадочные раковины из-за того, что при охлаждении объём металла уменьшается и он «проседает».
Поры в сварных швах
Поры в сварных швах образуются при быстром остывании расплавленного металла из-за того, что газы, присутствующие в сварочной ванне, не успевают выйти из неё наружу и остаются в застывшем металле в виде пузырьков.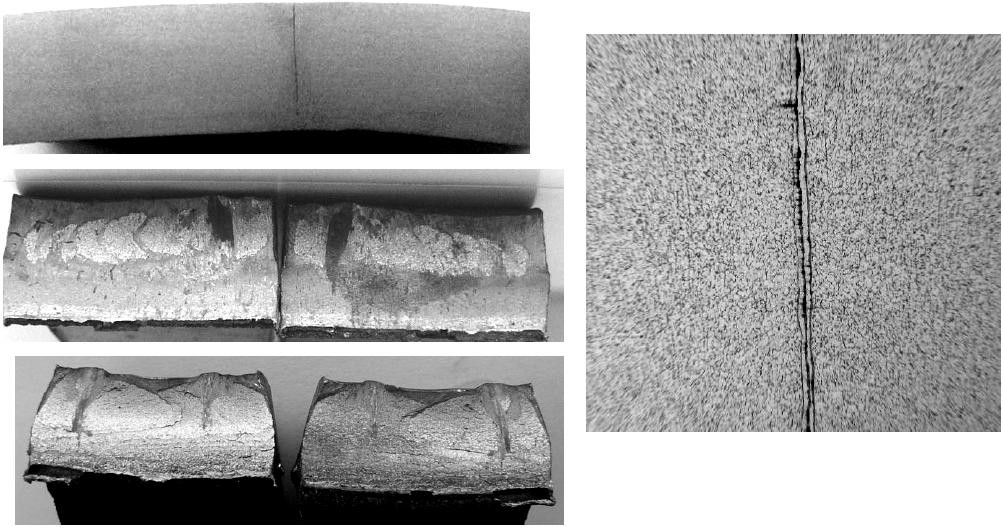 Поры могут быть как внутренними сварными дефектами (схемы б) на рисунке справа), так и и наружными (схема а) на рисунке), выходящими на поверхность. Наружные поры называются свищами.
Поры могут быть как внутренними сварными дефектами (схемы б) на рисунке справа), так и и наружными (схема а) на рисунке), выходящими на поверхность. Наружные поры называются свищами.
Величина пор может быть различной, от нескольких микрометров до нескольких миллиметров. Чаще всего они имеют сферическую форму. Причинами образования газовых пор в сварных швах могут стать присутствие ржавчины, окалины, масляных плёнок и другие загрязнений на сварных кромках, на сварочной проволоке или на присадочных материалах.
Причинами образования пор могут служить, также, применение влажных, не прокаленных электродов и флюсов, недостаточная чистота защитных газов и присутствие в ней вредных примесей. Также поры возникают при очень большой скорости сварки, из-за чего газовая защита зоны сварки может стать менее неэффективной. Поры в сварных швах появляются и при повышенном содержании углерода в составе свариваемого металла и при неверно подобранной марки сварочной проволоки. В особенности, если сварка производится в среде углекислого газа.
Несплавления сварных швов
Несплавления в сварных швах появляются в том случае, если нет их проплавления с основным, или ранее наплавленным металлом.
Причиной несплавлений могут стать плохая подготовка металла под сварку (отсутствие, или плохая зачистка), большая длина сварочной дуги, недостаточная сила сварочного тока и большая скорость выполнения сварочных работ.
Шлаковые включения в сварных швах
Шлаковыми, неметаллическими или оксидными включениями в сварном шве принято называть небольшие пространства в металле, в которых находятся неметаллические вещества. Величина включений может быть довольно значительной и составлять несколько миллиметров.
Обычно шлаковые включения обладают объёмной вытянутой формой, но, в некоторых случаях они могут быть и круглыми, и плоскими. Часто шлаковые включения находятся по границам между основным металлом и наплавленным. При выполнении многослойных швов, формирование шлаковых включений часто происходит по границам между отдельными слоями.
Причиной образования шлаковых включений могут стать наличие загрязнений на сварочных кромках (ржавчины, шлака и др.), слишком маленькая сила сварочного тока, и излишне большая скорость сварки.
Трещины в сварных швах, их виды
Трещины в сварных швах представляют наибольшую опасность для сварного соединения. Трещины могут относиться как к внутренним дефектам (схема б) на рисунке слева), так и к наружным (схема а) на рисунке). Трещины очень часто образуются при сварке высокоуглеродистых сталей, а также при сварке высоколегированных сталей.
Различают несколько видов сварных трещин:
1. Горячие трещины при сварке. К ним относятся микротрещины и макротрещины, которые образуются в металле шва или зоне термического влияния во время охлаждения при высоких температурах, порядка 800-900°C.
2. Холодные трещины при сварке. Холодные трещины (можно встретить название замедленные) вызываются водородом и появляются, как правило, после сварки, при температурах, не превышающих 200-300°C.
3. Отпускные трещины. Трещины такого вида образуются после окончания сварки, во время последующей термообработки сварного соединения.
4. Ламелярные трещины. Особенность такого типа трещин в том, что зарождаются они при высоких температурах, но развиваются уже в холодном состоянии металла. Ламелярные трещины могут развиться, например, из горячих микротрещин.
Классифицировать такие дефекты сварных соединений, как трещины, достаточно сложно из-за того, что очень часто выявленные трещины не являются трещинами какого-либо одного типа. К примеру, может возникнуть горячая микротрещина, но развиваться она будет как холодная, при низких температурах и под воздействием водорода. То же самое относится к отпускным трещинам и к ламелярным.
Виды дефектов сварных соединений, в зависимости от их формы
Существующие дефекты сварных швов по их форме можно разделить на два вида. Это плоскостные дефекты и пространственные дефекты. К плоскостным дефектам относятся горячие и холодные трещины, непровары сварного шва.
К пространственным относятся различные шлаковые включения, поры, пузырьки от газов и все виды неправильно выполненного сварного шва (подрезы, прожоги, неверная конфигурация, смещение и др.).
Плоскостные дефекты сварного шва представляют наибольшую опасность для соединения, в целом. И существующие типы трещин, в зависимости от температуры, при которой они появляются, можно разделить ещё на несколько видов, о которых сказано выше по тексту.
Виды сварных дефектов, в зависимости от причин их возникновения
При сварке плавлением, возникающие дефекты сварных соединений, в зависимости от причин их возникновения, можно разделить на два вида. Первый вид дефектов связан с металлургическими процессами при сварке и с тепловыми явлениями, которые протекают в результате образования и кристаллизации сварочной ванны и остывания сварного соединения. К этим дефектам относятся горячие и холодные трещины в металле и зоне термического влияния, поры в металле, неметаллические включения, а также несоответствие свойств наплавленного металла и околошовной зоны заданным параметрам.
Второй вид дефектов включает в себя их виды, причиной которых является нарушение выбранных режимов сварки, нарушения при подготовке сварных элементов и при их сборке, неисправности сварочного оборудования, недостаточный профессионализм сварщика, а также другие нарушения технологии сварки. К дефектам такого типа относятся несоответствие фактических размеров швов требуемым. Это такие дефекты, как непровары, подрезы, незаплавленные кратеры, прожоги свариваемого металла.
Допустимые и недопустимые дефекты в сварных швах
Дефекты, появившиеся при сварке, в той или иной степени, влияют на работоспособность сварного соединения. И принимая решение о пригодности, или непригодности данного сварного соединения, учитывают все факторы, которые могут повлиять на допустимость или недопустимость дефекта в сварном шве. При этом принимают во внимание такие обстоятельства, как:
Геометрия и габариты сварной конструкции, в целом, и дефектного сварного соединения, в частности.
Напряжения, возникающие в конструкции. При этом, учитывают не только действие максимальных распределённых нагрузок, но и действие остаточных напряжений при сварке.
Вид сварного дефекта. А также его величина и место его возникновения.
Механические свойства сварного соединения. Это предел прочности, текучесть, ударная вязкость, пластичность, сопротивляемость коррозии, сопротивление усталостному разрушению и т.д.
Условия, при которых изделие эксплуатируется. В основном, это характер окружающей среды.
Функции, которые должно выполнять изделие. Существует даже такой термин: «пригодность для данной цели». Т.е. один и тот же дефект в сварном шве может быть допустим для выполнения одной задачи, и недопустим для выполнения другой.
Для принятия решения о допустимости дефектов того, или иного типа и величины, необходимо, чтобы измерительная способность прибора для контроля дефектов была выше, чем допустимая величина дефекта. Т.е., если в сварном шве допускаются дефекты, величиной не более 2мм, то нельзя использовать для контроля этого шва прибор, с измерительной способностью 5мм.
Для того, чтобы определить максимальную величину допустимого дефекта, необходимо иметь ввиду, что дефекты сварных швов увеличивают, главным образом, способность стали к усталостному и хрупкому разрушению.
Для разрушений такого вида, наибольшую опасность представляют плоскостные дефекты (микротрещины, макротрещины, непровары). В случае их выявления, нужно обратить внимание не только на максимальные размеры отдельно взятых дефектов, но и на их взаимное расположение и на их количество.
Опасность плоскостных дефектов заключается в том, что они являются концентраторами высоких напряжений из-за отсутствия радиуса закругления у трещин. Пространственные дефекты, такие, как поры, газовые пузыри или какие-либо включения имеют какой-либо радиус закругления, поэтому, представляют собой меньшую опасность, даже при большем количестве.
При маленьком закруглении у основания трещины, для того, чтобы оценить действующие в ней напряжения, применяют коэффициент интенсивности напряжений К1, позволяющий оценить механику разрушения. Коэффициент интенсивности напряжений возможно определить в том случае, если напряжение, необходимое для разрушения, меньше предела текучести материала. Определяется он по формуле:
где а – величина (высота) наружного дефекта, или половина величины внутреннего дефекта;
б m – напряжение при растяжении;
б в – напряжение при изгибе;
Мm и Мв – коэффициенты, величина которых определяется отношением величины дефекта к толщине детали и расположением дефекта;
Q – коэффициент, зависящий от формы дефекта.
Для сварных соединений, не подвергаемых отжигу после сварки, с целью уменьшения внутренних напряжений, для оценки допустимости сварных дефектов необходимо использовать расчёт критического раскрытия трещины (COD). Вычисление коэффициента К1, или нахождение величины критического раскрытия, даёт возможность с высокой точностью определить величину возможного допустимого дефекта сварного шва.
Непровар сварного шва — что это такое и как его избежать | ММА сварка для начинающих
Непровар сварного шва — что это такое и как его избежать?Непровар сварного шва — что это такое и как его избежать?
Непровар сварного шва — это самый распространенный дефект, который появляется у начинающих сварщиков в начале своей карьеры. Непровар характеризуется частичным расплавлением кромок металла, что становится причиной разрушения сварного шва.
Как правило, данный дефект появляется из-за отсутствия опыта и необходимых знаний у сварщика. Малый ток при электросварке или слишком быстрое движение электродом по металлу, безусловно, станут причиной его непровара. Из-за чего ещё может появиться непровар при сварке, и как его избежать, читайте в этой статье про ручную дуговую сварку.
Виды дефектов сварных швов
Непровар металла при сварке, это наружный дефект, который можно разглядеть визуально. Чаще всего непроваром называют такой дефект при сварке, когда сварочный шов не проникает на всю толщину металла. Вследствие этого нарушаются прочностные характеристики сварного соединения.
Очень часто непровар сварного шва путают с наплывом металла, однако, разница между этими двумя дефектами сварки, более чем колоссальная. Как правило, что непровар, что наплыв металла, образуются вследствие неправильно подобранных значений тока на инверторе.
Тем не менее, в случае с непроваром сварного шва, дело может быть не только в настройках инвертора. Очень часто причиной этому, становится быстрое движение электродом или некачественно подготовленная поверхность металла перед сваркой.
Из-за чего образуется непровар сварного шва
Рассмотрим основные причины, из-за которых может появиться непровар металла при сварке, и как устранить этот дефект в дальнейшем.
Малые значения тока — прежде чем ругаться на электроды, убедитесь в том, что значения тока на сварочном аппарате подобраны верно. Ранее уже рассказывалось о том, как правильно подобрать значения тока для электросварки. Подробную информацию можно получить на сайте mmasvarka.ru.
Кроме того, настраивая сварочный инвертор нужно убедиться в том, что в вашей электросети нормальные показатели напряжения. Если напряжение будет слишком занижено, то сварочный аппарат не сможет выдать требуемое значение тока при регулировке, и ток придется завышать, чтобы получить достойный результат.
Отсыревшие или некачественные электроды — получить непровар металла можно и в том случае, если для сварки были подобраны некачественные расходные материалы. Также, электроды могут быть отсыревшими, если они долго лежали в открытой упаковке без надобности. В данном случае достаточно будет прокалить электроды в электрической духовке или в термопенале, при температуре свыше 100 градусов.
Неправильная подготовка металла к сварке
Ржавый и грязный металл — также нередко является причиной непровара сварного шва. Грязная и сильно ржавая поверхность металла мешает нормально гореть дуге, а металл начинает разбрызгиваться в стороны, что также является и небезопасно. Поэтому всегда начинать сварочные работы следует с должной подготовки поверхности металла, в особенности, если та, сильно ржавая или на ней имеются следы старой краски, битума, масла.
Отсутствие опыта у сварщика — самая распространенная проблема, которая приводит к непроварам. Здесь и быстрое движение электрода, когда металл просто не успевает расплавляться, и неправильно подобранный режим электросварки. Очень часто неумение выгонять шлак из сварочной ванны, как раз и приводит к непровару шва, поскольку шлак, так и остается между двумя двумя заготовками.
Устранить данный дефект можно либо изменением угла электрода, либо путем повышения мощности сварочной дуги, для чего достаточно будет уменьшить её длину. В любом случае, с приходом опыта, непровар сварного шва, уйдёт, как и различные другие дефекты электросварки. Не бойтесь экспериментировать и больше тренироваться, тогда удача не заставит себя долго ждать.
Еще статьи про сварку:Основные дефекты сварных швов и методы их контроля
Появление дефектов не исключено при всех видах сварки. Способ ручной дуговой сварки и с автоматическим сварочным аппаратом (под флюсом) не гарантируют их отсутствие.
Чем можно объяснить? Недостаточно опытный сварщик. Неверно выбран режим сварки. «Хромает» контроль качества.
Чтобы избежать сюрпризов в виде дефектов, нужно проверять качество выполненного соединения сразу, завершив его сварку. О дефектах сварных соединений, которые встречаются чаще всего, будет рассказано в нашей статье.
И не только о них. Рассмотрим, как можно выявить нежелательные последствия.
Содержание статьиПоказать
Предисловие
У сварщика с опытом в памяти, наверняка, хранится внушительный дефектный перечень. Огрехи сварных соединений иногда прячутся внутри, порой снаружи.
Чтобы выявить последние, достаточно бывает взять лупу или иметь зоркий глаз. Другое дело – внутренний дефект сварного шва.
На зрение полагаться не приходится. Выделим наиболее частые дефекты сварных швов и немного охарактеризуем.
Непровары
Они лидируют в списке дефектов сварных швов у начинающих сварщиков. Непровар – говорит сам за себя. Небольшой отрезок шва, где металл проварили слабо.
Среди причин — дуга большой длины и ток недостаточной силы. Привести к непровару могут обе сразу.
Начинающие сварщики попадаются здесь, если неправильно разделали кромки иработали в более быстром темпе, чем нужно.
Вывод. Образование непровара предотвратит выбор оптимального режима. Сварка должна вестись на короткой дуге и без спешки.
Поры
Поспорить с непроварами по частоте могут поверхностные и внутренние поры. Разные по форме они служат одному черному делу – снижают качество шва.
Эти небольшие углубления могут пустить всю вашу работу насмарку. Наличие пор в структуре шва говорит о том, что процесс не задался изначально.
Часто к этому приводит плохая зачистка кромок или кислород, который попал в шов. Это бич начинающих сварщиков.
Во-первых, не следует варить на сквозняке, во- вторых, не забудьте заранее проконтролировать исправность сварных принадлежностей, проверить систему подачи и горелку.
Наплывы
В подавляющем числе случаев говорят, что сварщик настроил режим неверно или зачистил кромки банально плохо.
Профилактикой появления дефекта служит правильная настройка тока для сварки. Напряжение дуги тоже придется слегка повысить.
Подрезы
Кому приходилось корпеть над тавровым швом или внахлест, знают, что порой по сторонам сварного валика остается цепочка в виде маленьких углублений.
Термин «подрезы» — как раз относится к ним. Они появляются чаще всего, причем значительно, из-за быстрой сварки. Свою лепту вносит сварная дуга. То она чересчур длинная, то неправильно подобрали напряжение к ней.
Подрезы в швах допускаются лишь там, где конструкция, которую надо сварить, очень сложная. Это — допустимые дефекты. В другой ситуации такому браку в сварных швах нет прощенья.
Трещины
Бывают горячими и холодными, снаружи и внутри, но все равно — дефекты, частые спутники сварки. Первые возникают во время процесса, вторые после.
Холодные грозят появлением при повышенной хрупкости, механическая нагрузка чуть больше — и трещин не миновать. Горячий дефект сварного шва гарантирован, когда электрод и металл для сварки разнородны по составу.
Способ не допустить, есть. Соблюдай технологию и нарабатывай опыт. Порой трещины сопровождают процесс при неправильном заваривании кратера.
Кратеры
Образование в виде небольшой воронки. Излюбленное местопребывание – валик шва, предпочитает самый конец. К их появлению приводит резкий обрыв дуги.
Чтобы не допустить такого дефекта сварного шва, дуга должна вестись как можно плавно, а процесс завершаться без резких движений.
Хорошо, если ваш сварной агрегат снабжен специальным режимом, включив, не допустите появление кратеров.
Прожоги
Грубый дефект. Дырку в сварном соединении, или, выражаясь технически, сквозное отверстие, видно и без лупы. Прожог – результат медленной сварки.
Помните, где тонко, там и рвется. Одна точка больше, чем надо, подвергается воздействию высокой t. Металл начинает усиленно плавиться. Итог предсказуем. От прожогов страдает качество работы, ведь прочность шва заметно уменьшается.
Профилактика. Понижаем сварочный ток, а формирование шва ускоряем.
Важно! В случае с алюминием помните о его высокой теплопроводности в сочетании с низкой t плавления. Порчу заготовки из алюминия дешевле предотвратить, чем исправить.
Контроль качества
С дефектами разобрались. Каким, чтобы их не допускать, должен быть контроль? Выберем наиболее эффективные методы контроля дефектов сварных швов и самые популярные.
Контроль может быть радиационным, ультразвуковым и визуально-измерительным.
Радиационный способ
У этого метода контроля есть еще одно название – радиографический. Основу составляют рентгеновские лучи. Известным нам по исследованиям в больнице. Принцип тот же – просветить и запечатлеть.
На деталь, которая находится в специальном аппарате, направляют рентген-лучи, а потом получают снимок. Если есть дефекты, то они сразу обнаружатся.
Кстати, рентген-прибор может устанавливаться и на саму деталь. Трудно найти сварщика, который бы не знал этого метода.
Снимок, полученный таким образом, покажет самые незначительные огрехи сварки. По-другому их сложно обнаружить. Сейчас точность повысилась благодаря компьютерным технологиям. Отдельные места можно увеличить и ознакомиться тщательней.
Минус метода – необходима повышенная техника безопасности, с радиацией не шутят. Кроме того, радиационные частички при попадании в атмосферу электризуют воздух, появляется ток.
Метод небезопасен для здоровья. Допуск к работе — только после подготовки.
Ультразвук
Ультразвуковую дефектоскопию сварных швов – коротко УЗК – роднит с вышеописанным способом принцип действия. С одной лишь разницей. Рентген-лучи заменяют ультразвуковыми волнами. Фиксируют результат с помощью специального дефектоскопа.
Механизм действия. Ультразвуковые волны, направленные на шов, проходят через металл, а потом – возвращаются. Наличие дефекта покажет их изменение.
В этом случае волны дадут искаженную картинку. Если брака нет, то обе картинки (до и после) окажутся идентичными.
В сварке УЗК – один из самых распространенных методов контроля. Для него существуют как стационарные дефектоскопы большого размера, устанавливают в специальном кабинете, так и в малогабаритном исполнении.
Последними можно комплектовать диагностическую лабораторию на колесах. Оба вида дефектоскопа гарантируют надежную проверку, обеспечивая информацией о месте дефекта и его параметрах.
Конечно, это не лупа и не линейка, соответственно, цена покусывается.
Сотрудник, который работает на нем, должен специально этому обучаться. Возможен вариант – специалист по приглашению. Но оно того стоит. УЗК выдает объективный результат быстро, его преимущества видны сразу.
Визуально-измерительный способ
Завершим наш обзор самым элементарным, но давно известным методом контроля дефектов сварных швов — ВИК. Аббревиатура расшифровывается как визуально-измерительный контроль. Метод прост в использовании.
Для него нужны внимательный взгляд, лупа, в некоторых случаях – микроскоп, и стандартная линейка. С ними управится сам сварщик, нужно лишь показать, как. Работодателю – экономия. Отпадет надобность брать специалиста для этих целей.
В торговой сети можно прикупить, причем по сходной цене, спецнабор для ВИК. В придачу – инструкцию. Написано понятно, вопросов – нет. На практике даже дебютант-сварщик обычно с первого раза познает контрольно-измерительные премудрости.
Кажется, проще простого. Правда, есть один минус – пресловутый человеческий фактор. Он может отразиться на конечном результате.
Не исключено, что и ответственное лицо отнесется к ВИК без должного внимания. Равно сделает это менее тщательно по независящим от него обстоятельствам. То есть брак не исключен.
Итоги и выводы
Заказчику и сварщику важно работать без дефектов сварных швов разного рода.
От этого зависит прочность и безопасность изделия в эксплуатации.
Правила качественной работы просты: постоянная практика, соблюдение параметров сварки и помимо независимой проверки — самоконтроль.
Топ ошибок из-за которых получается непровар при сварке
На чтение 2 мин.
Непровар шва ухудшает технологические свойства материалов, а также является причиной низкой прочности соединения. К этому дефекту относят образования на поверхности шва, которые имеют неоднородную структуру. Почему чаще всего получается непровар?
Понятие непровара
К непровару относят следующие дефекты: горячие или холодные микротрещины или макротрещины, непровар корня шва, поры, видимые глазом и включения различных групп.
Чаще всего дефект образуется в корне шва или в кромках между соединениями. Такое сварное соединение имеет пониженную работоспособность и устойчивость к внешним воздействиям.
Появление пористости
Пористость в соединении появляется из-за того, что не все пузырьки во время рабочего процесса успевают выйти из металла до его застывания. Сферы пузырьков могут быть микроспокоческими или большими по 2-3 мм в диаметре.
Непровар в данном случае получается из-за возникновения окиси углерода и углекислого газа, из-за ржавчины на концах технологических соединений и на проволоке, а также из-за повышенной влажности во флюсе или в процессе автоматической сварки.
Трещины
Этот непровар очень опасен из-за дальнейшей возможности расширения микроскопических трещин до огромных размеров. Это может происходить вплоть до разрыва швов. Трещины образуются из-за жесткого скрепления провариваемых элементов, из-за эффекта напряжения внутри металла, из-за проведения сварки при низких температурах, из-за большого сосредоточения швов на маленьком участке.
Остальные причины непровара и ошибки
Ошибки из-за которых случаются непровары обширны. Сварщик может выставить ток недостаточный для проварки конкретного шва или перемещать электрод с большой скоростью и интенсивностью. Также непровар может произойти из-за большой длины размерного ряда дуги, из-за недостаточного угла откоса для кромок, из-за изъянов большого угла притупления в кромках.
Часто непровар случается из-за неопытности сварщика, когда тот неправильно перемещает или сопоставляет элементы для кромки. Или между свариваемыми кромками образуется небольшой зазор, из-за которого детали неплотно соприкасаются. Часто допускаемая ошибка заключается в использовании электродов большого диаметра, которые нельзя применять на определенных этапах сварки. Непровар обязательно образуется, если между кромками в процессе затечет шлак.
Урок на тему «Дефекты сварных соединений»
Предмет: Ручная дуговая сварка.
Группа: №2 Электрогазосварщик
Тема урока: Дефекты сварных соединений
Цель урока: Сформировать общие понятия у учащихся о дефектах сварного шва и способах их устранения.
Задачи урока:
ü Развить знания и умения у учащихся при выполнении качественных сварных швов, излагать свои мысли в открытой и свободной форме.
ü Воспитать учащихся толерантности и умению работать в группе.
Тип урока: Новая тема.
Методы примененные на урока: приемы технологии критического мышления, проблемный вопрос, работа в группах, таблица соответсвия, вопрос-ответ, кластер, защита мини-проекта, рефлексия «Что я узнал нового?», «Как я могу применить эти знания?».
Наглядности: Плакат, рисунки дефектов сварных швов, раздаточный материал, опорные схемы.
Ход урока | Время | Действия учителя | Действия учащихся |
І. Орг. момент:
| 1 мин | 1. Приветствие 2. Проверка отсутствующих. | Приветствие.
|
ІІ. Новая тема: | 3 мин | 1 этап: Разделить на группы (по трем категориям)
1 гр. Сварочное оборудование – сварочный трансформатор, держатель, болгарка. 2 гр. Защитные средства – маска сварочная, костюм брезентовый, очки защитные. 3 гр. Сварочные материалы — Электроды, флюсы, сварочная проволока.
Ознакомить с правилами оценочного листа. | Учащиеся выбирают любую картинку из предложенных и рассаживаются , соответственно ее отношения к категориям. 1 гр. Сварочное оборудование – сварочный трансформатор, держатель, болгарка. 2 гр. Защитные средства – маска сварочная, костюм брезентовый, очки защитные. 3 гр. Сварочные материалы — Электроды, флюсы, сварочная проволока. Знакомяться с правилами заполнения оценочного листа. Выбирают асистента. |
|
6 мин
| 2 этап: Опрос домашнего задания: 1. Таблица соответствия 2. Кластер 3. Ответы рисованием (Работа с оценочными листами) | Работа у доски: 1. Таблица соответствия 2. Кластер 3. Ответы рисованием (Асистенты групп оценивают участников своих групп и выставляют оценки в оценочные листы) |
Введение в новую тему: | 3 мин | 3 этап: Постановка проблемного вопроса по новой теме: Что такое дефекты сварного шва? ü Ознакомление учащихся с целью урока: Сформировать общие понятия у учащихся о дефектах сварного шва и способах их устранения. ü | Знакомяться с темой и целью урока.
Работа с раздаточным материалом (подчеркнуть новые понятия наплывы, подрезы, свищи и др.)
|
Самостоятельное изучение нового материала в группах: | 10 мин
10 мин | 4 этап: Дать самостоятельное задание по изучению нового материала:
1. Причины дефектов их возникновения. стр. 276 – 278. 2. Дефекты сварных соединений. стр. 278 – 279. 3.Способы устранения дефектов сварных соединений. стр. 280 – 281.
По этим темам учащиеся должны в виде защиты проекта группами раскрыть тему урока. (Работа с оценочными листами) | Группы подготовливают мини — проекты по темам:
1. Причины дефектов их возникновения. стр. 276 – 278. 2. Дефекты сварных соединений. стр. 278 – 279. 3.Способы устранения дефектов сварных соединений. стр. 280 – 281.
Требования к работе: Ø Поделить материал между участниками группы. Ø Создание проекта на А3 листах Ø Подготовка речи участников группы для защиты проекта.
Защита мини — проекта (выступление у доски по группам с кластерами)
(Асистенты групп оценивают участников своих групп и выставляют оценки в оценочные листы) |
ІІІ. Закрепление новой темы: | 5 мин | Закрепление материала: «Вопрос — ответ»
(Работа с оценочными листами) |
Группы составляют и задают друг другу вопросы по новой теме (2 — 3 вопроса).
(Асистенты групп оценивают участников своих групп и выставляют оценки в оценочные листы и сдают учителю). |
ІV. Подведение итогов урока: | 3 мин | Оценивание учащихся: ü Суммативно оценить каждого учащегося на оценочном листе. Воспроизвести вслух. ü Формативно оценить группу, наиболее активно проявившую себя во время урока. |
|
| 1 мин | Домашнее задание: | Выучить новые понятия подчеркнутые в раздаточных материалах, остальное пересказать. |
| 3 мин | Рефлексия 1. «Что узнал нового?» 2. «Как я могу применить эти знания»? | Подводят итоги знаниям полученным на уроке. |
I. Вступительная часть (1 мин)
— приветствие
— проверка отсутствующих
II. Новая тема: 1 этап (3мин)
учащихся делим на группы (по трем категориям) учащиеся выбирают закрепленные скотчем на доске картинки:
1 гр. Сварочное оборудование – сварочный трансформатор, держатель, болгарка.
2 гр. Защитные средства – маска сварочная, костюм брезентовый, очки защитные.
3 гр. Сварочные материалы — Электроды, флюсы, сварочная проволока.
Ознакомление учащихся с правилами заполнения оценочного листа (прилагается)
2 этап: Опрос домашнего задания
учащимся предлагается таблица соответствия и кластер
1. короткое замыкание 2. давление в дуге 3. Газы в дуге 4. капли металла 5. магнитное поле | 1. размельчение капель 2. увеличение плотности тока 3. шлаковая оболочка 4. сжимает каплю 5. ускоряет перенос капли |
работа с оценочными листами
3 этап: Введение в новую тему
Постановка проблемного вопроса по новой теме: Что такое дефекты сварного шва? Учащиеся отвечают что это неправильное формирование сварного шва трещины и др.
Знакомятся с целью урока урока. «Сформировать общие понятия у учащихся о дефектах сварного шва и способах их устранения»
Учащиеся работают с раздаточным материалом подчеркнуть
1. Опасные дефекты
2. Образующиеся в результате нарушения технологического процесса или термообработки.
3.Внешние — видимые дефекты
Влияние дефектов на работоспособность
сварных конструкций
Более опасны трещины и непровары вытянутой формы.
Менее опасны дефекты округлой формы – одиночные газовые формы и шлаковые включения, трещины направленные параллельно силовому потоку для конструкций, работающих на статическую нагрузку.
Непровар величиной в 25% от толщины металла при температуре – 45С0 уменьшает сопротивление сварного шва в 2 раза.
Непровар стыкового шва из низкоуглеродистой стали допускается до 5% от толщины металла. Одиночные поры 2 – 3 на 1см2 сечение шва только в соединениях из углеродистой стали.
Классификация дефектов сварных швов.
I. Образующиеся в результате нарушения технологии сборки
1.Несоответствие зазора.
2.Смещеие свариваемых кромок
II. Дефекты основного металла
1. Трещины
2. расслоения на кромках или вблизи свариваемого шва.
III. Плохая свариваемость сталей
1.Холодные трещины
Постановка проблемного вопроса по новой теме: Что такое дефекты сварного шва? Учащиеся отвечают что это неправильное формирование сварного шва трещины и др.
Знакомятся с целью урока урока. «Сформировать общие понятия у учащихся о дефектах сварного шва и способах их устранения»
Учащиеся работают с раздаточным материалом подчеркнуть
1. Опасные дефекты
2. Образующиеся в результате нарушения технологического процесса или термообработки.
3.Внешние — видимые дефекты
Влияние дефектов на работоспособность
сварных конструкций
Более опасны трещины и непровары вытянутой формы.
Менее опасны дефекты округлой формы – одиночные газовые формы и шлаковые включения, трещины направленные параллельно силовому потоку для конструкций, работающих на статическую нагрузку.
Непровар величиной в 25% от толщины металла при температуре – 45С0 уменьшает сопротивление сварного шва в 2 раза.
Непровар стыкового шва из низкоуглеродистой стали допускается до 5% от толщины металла. Одиночные поры 2 – 3 на 1см2 сечение шва только в соединениях из углеродистой стали.
Классификация дефектов сварных швов.
II. Образующиеся в результате нарушения технологии сборки
1.Несоответствие зазора.
2.Смещеие свариваемых кромок
II. Дефекты основного металла
3. Трещины
4. расслоения на кромках или вблизи свариваемого шва.
III. Плохая свариваемость сталей
1.Холодные трещины
2.Горячие трещины
ІV. Образующиеся в результате нарушения технологического процесса или термообработки.
Подрезы, непровары, прожоги, шлаковые включения, ослабленные швы и др.
По характеру залегания дефекты подразделяются на:
Внешние – несоответствие размеров, излишне усиленные и ослабленные швы, крупная чешуйчатость, незаваренные кратеры, подрезы, поры, прожоги, трещины выходящие на поверхность
Внутренние – Непровары между свариваемыми кромками деталей, непровары в корне шва, пережог металла, внутренние трещины, газовые поры и шлаковые включения выходящие на поверхность
4 этап: Учащимся дается задание по самостоятельному изучению нового материала. Задание разделяется на группы, каждая группа готовит мини проект по своей части темы. 1группа выполняет части темы «причины возникновения дефектов» 2 группа изучает «в сущности происхождение самих дефектов» 3 группа изучает «способы устранения дефектов»
По этим темам учащиеся раскрывают тему и защищают его перед группой
ІІІ. Закрепление материала. Каждая группа разрабатывает по 2-3 вопроса и задает остальной части группы
Асистенты групп оценивают участников своих групп и выставляют оценки в оценочные листы и сдают учителю
ІV. Подведение итогов урока
Оценивание учащихся:
Суммативно оценить каждого учащегося на оценочном листе. Воспроизвести вслух.
Формативно оценить группу, наиболее активно проявившую себя во время урока.
Домашнее задание
Выучить новые понятия подчеркнутые в раздаточных материалах, остальное пересказать.
Рефлексия
1. «Что узнал нового?»
2. «Как я могу применить эти знания»?
Ломкость сварного шва, дефекты сварки — Aргонодуговая сварка — TIG
Артем Чезетович, изделие не имеет отношение к стальным трубопроводам.
Но если в его терминах, то это место с катетом К2 на рис 5.18, т.е. такое соединение по ГОСТу есть
и корень шва в этом месте защищается как я понимаю без проблем. То что тут нет «основного» шва К-К1 особенность изделия.
Точнее этого шва не делают для изделий с трубой до 1.3 м. На трубах с бо’льшей длиной — два шва.
Итак если я правильно понял рассматриваем несколько причин ломки шва в конкретном изделии:
1. нарушение технологии сварки для данных типов сталей
2. нарушение «общей» технологии сварки, низкая культура сварки (грязь, плохая защита, непровар корня и т.п.)
3. дополнительные не штатные механические воздействия на изделие — усталостная трещина
4. хрупкость шва вследствии эксплуатации в среде загрязненой хлорными соединениями
Поясню откуда взялся п.3
Все сломанные издели имеют один размер трубы 885 мм, т.е. нет ни одной сломанной других типоразмеров как меньше (760 мм) так и больше до 1125 мм.
Возможно это совпадение…
Но возможно это и ошибка в размере при заказе и в результате конец трубы касается дна бака, как следствие дополнительная точка нагрузки, передачи вибрации и т.п.
Все сломанные изделия не из одной партии делались в течение более 1 года. Вместе с ними варились и другие, по ним замечаний нет.
п.4 это я к химикам…
Спасибо всем ответившим!
зы
у кого можно проконсультироваться в Москве по п.1. и 2.,
точнее кого посоветуете для обращения с просьбой о выездной ревизии на производстве?
сварщик у нас «приходящий», оборудование свое
естественно не бесплатно )
Изменено пользователем ZDSВлияние параметров режима точечной микросварки на структуру и свойства соединений из сплава Э110 Текст научной статьи по специальности «Технологии материалов»
Следует отметить, что параллельно сигнал со входа ИАС-4 поступал на анализатор спектра К4-59, с экрана которого осуществлялась скоростная киносъёмка видеосигнала с помощью регистрирующей фотокамеры РФК-5 со скоростью 9 кадров/с [1]. Из анализа кинограмм видеоимпульсов следует, что наиболее вероятный диапазон частот сигналов АЭ от возникающих трещин лежит в интервале частот 400.. .700 кГц.
Наличие непроваров и трещин подтверждено металлографическими исследованиями. На рис. 5-7 представлены фотографии микроструктуры металла с непроваром в корне сварного шва при различном увеличении, выполненных с экрана австрийского микроскопа фирмы «REICHERT», а на рис. 8 и 9 -фотографии того же непровара, наблюдаемого в растровом электронном микроскопе РЭМ-200. Фотографии микроструктур металла с трещинами в сварном соединении представлены в [1, 2].
Выводы
1. Разделение сигналов АЭ при автоматической ар-гонодуговой сварке изделий из аустенитной стали осуществляется по амплитудному признаку.
2. Оптимальное ослабление входного сигнала акустической эмиссии, обеспечивающее практически полное подавление помех, сопровождающих процесс сварки, составляет 25 дБ.
3. Частотный диапазон импульсов акустической эмиссии от возникающих трещин при сварке изделий из аустенитной стали находится в интервале 400…700 кГц.
4. При импульсной аргонодуговой сварке аусте-нитной стали и интенсивном охлаждении околошовной зоны (по границе сплавления) в металле при кристаллизации возникают кратковременные сжимающие и растягивающие напряжения, которые суммируются с напряжениями в устье непровара, что приводит к разрыву межатомных связей и испусканию упругой механической волны, интерпретируемой как акт АЭ.
5. Определено, что разделение сигналов АЭ от процессов зарождения, формирования и развития непровара и процесса трещинообразова-ния, зарегистрированных в одном и том же канале амплитудного анализатора, производится по числу импульсов АЭ.
СПИСОК ЛИТЕРАТУРЫ
1. Апасов А.М. Анализ разрушения сварных соединений в процессе сварки // Дефектоскопия. — 1996. — № 10. — С. 24-30.
2. Апасов А.М. Моделирование разрушения сварных соединений при сварке с использованием явления акустической эмиссии
// Неразрушающий контроль и диагностика: Тез. докл. 15 Росс. научно-техн. конф. — М.: 1999. — Т. 2. — С. 114.
3. Пат. 2212030 РФ. Способ обнаружения непровара / А.М. Апасов, А.А. Апасов. — Бюлл. Изобр., 2003, № 25. — С. 564.
УДК 621.791.763
ВЛИЯНИЕ ПАРАМЕТРОВ РЕЖИМА ТОЧЕЧНОЙ МИКРОСВАРКИ НА СТРУКТУРУ И СВОЙСТВА СОЕДИНЕНИЙ ИЗ СПЛАВА Э110
С.Ф. Гнюсов, А.С. Киселев, М.С. Слободян, Б.Ф. Советченко, М.М. Нехода*, А.В. Струков*, П.М. Юрин*
Томский политехнический университет * Новосибирский завод химических концентратов E-mail: [email protected]
Получена зависимость влияния скорости ввода энергии на прочность и микроструктуру сварных точек. Оценено влияние термической обработки точечных сварных соединений на их физические свойства. Определен интервал скоростей ввода энергии, обеспечивающий высокую прочность сварной точке.
Точечная микросварка находит широкое применение при изготовлении изделий ответственного назначения. К таким изделиям относят дистанцио-нирующие решетки (ДР) тепловыделяющих сборок, работающих в активной зоне атомных реакторов. Особенностью конструкции ДР является то, что она состоит из набора тонкостенных ячеек сложной формы, каждая из которых соединена с соседней двумя сварными точками. В процессе сварки ячеек между собой проявляется множество возмущающих факторов, нарушающих стабильность начальных
условий, что отрицательно отражается на качественных показателях каждой последующей сварной точки и предъявляет дополнительные требования к программируемым параметрам режима сварки. В частности, при точечной микросварке наиболее целесообразно использовать одиночные униполярные импульсы тока, скорость нарастания которого не должна превышать критического значения, которое определяется свойствами металла [1-4].
В [2-4] сделаны первые попытки установления связи между энерговложением W при точечной ми-
кросварке тонкостенных деталей из циркониевого сплава Э110, а также из стали 12Х18Н10Т с их структурой, фазовым составом и механическими свойствами. Показано, что увеличение энерговложения (более 10,5 кА.с при сварке деталей из сплава Э110) не приводит к увеличению площади литого ядра и способствует лишь огрублению литой структуры с образованием хрупких метастабильных фаз в сплаве циркония. Это приводит к снижению прочностных свойств соединения. Очевидно, для устранения указанных недостатков необходим комплексный поход, включающий в себя изменение формы импульса тока, энерговложения, скорости ввода энергии и последующей термической обработки.
В данной работе приведены результаты оценки влияния энергетических параметров режима при точечной микросварке тонкостенных деталей из циркониевого сплава Э110 и последующей термической обработки на структуру металла сварной точки и ее механические свойства.
При проведении экспериментов использовали ячейки ДР из циркониевого сплава Э110 толщиной 0,25 мм. Сварку осуществляли на специализированном оборудовании [2].
Амплитудно-временные значения сварочного тока, состоящего из подогревающего тпод и основного импульсов, приведены на рис. 1, а. В качестве варьируемого параметра режима сварки была выбрана «скорость ввода энергии», которая определяется отношением энерговложения основного импульса Жжн ко времени основного импульса тоси при неизменных параметрах подогревающего импульса. Энерговложение основного импульса, характеризующего тепловую мощность при сварке, определяли по формуле:
электронный микроскоп РЭМ-100У) и рентгено-структурного анализа (ДРОН-3 с использованием СиКа — излучения). Микротвердость металла в зоне сварки (И,,) определяли на приборе ПМТ-3 при нагрузке 100 гс с шагом 50 мкм.
Ж = Г I <И,
осн I се >
где т — длительность импульса сварочного тока; -мгновенное значение сварочного тока. Для режимов 1-4 составляет 8 кА-с, для режимов 5-8 — 3 кА-с.
Все сваренные образцы подвергались термической обработке, которая заключалась в отжиге при давлении 10-4 Па и температуре 580 °С в течение одного часа с последующим охлаждением с печью.
Прочность исследуемых сварных соединений при растяжении проводили на установке ИНСТРОН-1185 с непрерывной записью кривых напряжение-деформация при скорости нагружения 1,7 мкм/с. Стальная пробка-захват соответствовала внутреннему профилю ячейки. Площадь сечения сварных точек определяли при дискретном сошлифовывании металла на толщину ~100 мкм. С целью сопоставления прочности сварного соединения с прочностью основного металла образцы из исследуемых сплавов испытывали на растяжение согласно ГОСТ 1497-73.
Структурные исследования проводили методами металлографии (оптический микроскоп АХЮ-VERT 25СА с цифровой камерой и растровый
„. б
Рис. 1. Временные диаграммы изменения тока при сварке циркониевого сплава Э110: а) с разными скоростями ввода энергии и б) разными скоростями спада тока в конце сварки
Анализ поверхности разрушения исследуемых образцов из сплава Э110 свидетельствует о том, что вырыв ядра сварной точки происходит по зоне сплавления с основным объемом металла. Поэтому при расчете прочности соединения площадь разрушения бралась в виде кольца с толщиной стенки 0,25 мм.
На основании проведенных исследований получена зависимость влияния скорости ввода энергии на прочность сварных точек (рис. 2, кривая 1), из которой следует, что при (Ш/СЫ2 кА-с/с прочность сварных точек соизмерима с пределом прочности основного материала о„ = 380…440 МПа и хорошо согласуется с литературными данными [5]. Уменьшение скорости ввода энергии (<Ш/СЫ2 кА/с/с) приводит к снижению прочности, что связано, по-видимому, с уменьшением зоны физического контакта. Увеличение сШ/сН приводит к снижению прочности за счет огрубления литой структуры и
а
т
формирования метастабильной мартенситной фазы, рис. 3, а.
Рис. 2. Влияние скорости ввода энергии dW/dt на прочность сварных точек: 1) непосредственно после сварки, 2) после сварки и отжига
Термическая обработка сваренных образцов приводит к увеличению прочности сварных точек (рис. 2, кривая 2) с одновременным уменьшением разброса экспериментальных значений. Это обусловлено распадом метастабильных фаз, грубой литой структуры (рис. 3, б) и снятию термических напряжений в литом ядре. Поверхность разрушения образцов, имеющих максимальные значения прочности при растяжении (рис. 2), имеет типично вязкий рельеф (рис. 3, в). Для образцов, сваренных со скоростью ввода энергии более 2 кА-с/с, поверхность разрушения наряду с вязкой составляющей имеет участки типично хрупкого излома с многочисленным формированием хрупких вторичных трещин, рис. 3, г.
Изменение структуры и фазового состава сварной точки в процессе термической обработки приводит к снижению микротвердости в объеме литого ядра, рис. 4. Микротвердость Нц металла литого ядра при этом уменьшается на 30…35 % и остается практически неизменной в объеме основного металла.
Полученные данные позволили определить оптимальный интервал скоростей ввода энергии (1,95.2,1 кА-с/с, рис. 2), обеспечивающий максимальную прочность сварной точке.
Учитывая положительное влияние термической обработки на свойства сварного соединения (рис. 2, кривая 2) были проведены экспериментальные исследования по оценке влияния скорости спада тока, обеспечивающей возможность частичной термической обработки литого ядра, на прочность сварной точки. Основой импульса сварочного тока являлся режим 3 на рис. 1, а, с различным временем спада 1се и его формой, рис. 1, б. На рис. 5 (кривая 1) представлена зависимость прочности сварных точек от времени спада сварочного тока.
г
Рис. 3. Микроструктура сварного ядра: а) после сварки и б) после отжига. Сварку производили по режиму 1, рис. 1, а. Микрофрактография поверхности разрушения образцов после испытаний сварных точек на растяжение. Сварку производили: в) по режиму 5, г) по режиму 1, рис. 1, а
Видно, что увеличение времени спада Ics приводит к росту прочности и уменьшению разброса ее значений, обеспечивая стабильность геометрических размеров и механических свойств сварных точек. Это объясняется формированием менее грубой литой структуры в процессе охлаждения, рис. 6, с одновременным снижением термических напряжений [6]. Анализ размера зерна в объеме литого ядра, сваренного по режимам 2 и 8 (рис. 1, б), свидетельствует об его уменьшении в 3…4 раза, рис. 6. Однако прочность сварных точек остается ниже прочности основного объема материала. При формировании площадки на уровне 1 кА во время спада сварочного тока с (рис. 1, б, кривая 1), приводят к значительному снижению прочности (до 180 МПа, рис. 5, точка 2), что обусловлено сохранением грубой литой структуры с размером зерен 150.200 мкм и повышением объемного содержания метастабильной мартенситной фазы.
О 1 2 Цмм 3
Рис. 4. Изменение микротвердости в литом ядре: 1) непосредственно после сварки; 2) после отжига
а, МПа
340 320 300 280 260 240 220 200 180 160 140
1 1 1 1 1 1
1 1 1 1 Г _i 1_ 1 ‘ _J ____
1 1 1 1
— 1 1 1 1
-«-f^ 1 1 1 1 1
i- 1 1 1 1 1 1
1 1 1 1 1 1
1 1 1 1 1 1
2 С) 1 1 1 1 1 1
1 1 1 1 1 1 I.I.I.
0
Рис. 5.
12
t. мс 16
Влияние длительности спада сварочного тока на прочность соединения: 1) постоянное уменьшение мгновенного значения сварочного тока; 2) уменьшение сварочного тока с формированием площадки на уровне 1 кА
г
Рис. 6. Микроструктура литого ядра после различных скоростей спада сварочного тока; а, б) сварку производили по режиму 2, рис. 1, б; в, г) сварку производили по режиму 8, рис. 1, б
а
о
Данная структура, характеризующаяся большим размером зерен, формируется в результате увеличения длительности основного импульса тока (рис. 1, а, кривая 3). В работах [2-4] показано, что увеличение длительности основного импульса тока и, соответственно, энерговложения, приводит к росту объема литого ядра за счет увеличения глубины проплавления. Это способствует огрублению литой дендритной структуры, в процессе охлаждения которой формируются крупные мартенситные пластины.
Очевидно, что для увеличения объема литого ядра, и, следовательно, зоны физического контакта, с одновременным исключением грубой литой структуры, в процессе охлаждения которой формируются крупные мартенситные пластины, необходимо использовать импульсное изменение сварочного тока, основой которого может служить режим 5 или 6, рис. 1, а. Длительность плавного спада сварочного тока после формирования неразъемного соединения и последующая термическая обработка позволит сформировать равнопрочное с основным металлом соединение.
СПИСОК ЛИТЕРАТУРЫ
1. Соколов Н.М. Микросварка в массовом производстве радиоламп. — Саратов: Приволжское книжное изд-во, 1971. — 176 с.
2. Гнюсов С.Ф., Киселев А.С., Слободян М.С., Советченко Б.Ф. Управление параметрами режима при точечной микросварке // Компьютерные технологии в соединении материалов: Тез. докл. IV Всеросс. научно-технической конф. — Тула, 2003. — С. 111-113.
3. Слободян М.С., Киселев А.С., Гнюсов С.Ф. Влияние энерговложения при точечной микросварке на формирование неразъемного соединения одноименных деталей из стали 12Х18Н10Т и циркониевого сплава Э110 // Новые материалы. Создание, структура, свойства — 2003: Труды регион. школы-семинара. — Томск, 2003. — С. 60-61.
Выводы
1. При контактной точечной микросварке деталей из циркониевого сплава Э110 толщиной 0,25×0,05 мм наиболее высокая прочность соединения обеспечивается при скорости ввода энергии 1,95…2,1 кА-с/с. Численные значения прочности соединения соизмеримы с пределом прочности основного металла (а„=380.440 МПа). При большей скорости ввода энергии наблюдается значительное огрубление литой дендритной структуры с формированием при последующем охлаждении крупных мартенситных пластин. В случае меньшей скорости ввода энергии не обеспечивается надлежащий физический контакт свариваемых деталей.
2. Установлено, что для снижения уровня остаточных напряжений и распада метастабильной мартенси-тной фазы необходим отжиг сваренных образцов при давлении ~10-4 Па и температуре 580 °С в течение одного часа. Это обеспечивает уменьшение микротвердости в объеме литого ядра на 30.35 % и увеличение прочности сварного соединения.
3. Показано, что регулированием скорости спада тока после окончания основного импульса удается повысить прочность сварного соединения и уменьшить разброс ее значений.
4. Слободян М.С., Киселев А.С., Гнюсов С.Ф. Влияние скорости ввода энергии на формирование неразъемного соединения одноименных деталей из стали 12Х18Н10Т и циркониевого сплава Э110 // Современные техника и технологии: Труды Х юбил. Междунар. научно-практ. конф. студентов и молодых ученых. — Томск: 2004. — С. 208- 210.
5. Займовский А.С., Никулина А.В., Решетников Н.Г. Циркониевые сплавы в ядерной энергетике. — М.: Энергоатомиздат, 1994. — 256 с.
6. Кочергин К.А. Контактная сварка. — Л.: Машиностроение, 1987. — 240 с.
Дефекты сварных швов — Отсутствие боковой стенки и межпролегового сплавления
В данной статье описаны характерные особенности и основные причины отсутствия боковой стенки и межпотокового сплавления. Даны общие рекомендации по передовой практике, чтобы сварщики могли свести к минимуму риск возникновения дефектов во время изготовления.
Идентификационный номер
Недостатки плавления могут возникать при разрыве металла шва
- для полного сплавления с боковой стенкой стыка (рис.1)
- для адекватного проплавления предыдущего сварного шва (рис.2).
Причины
Основные причины — слишком узкая подготовка стыка, неправильные настройки параметров сварки, плохая техника сварки и дуга магнитным полем. Недостаточная очистка масляных или покрытых чешуей поверхностей также может способствовать недостаточному расплавлению. Подобные дефекты чаще возникают, когда доступ к суставу ограничен.
Совместное препарирование
Слишком узкая подготовка стыка часто приводит к притяжению дуги к одной из боковых стенок, вызывая недостаточное сплавление боковой стенки на другой стороне стыка или недостаточное проникновение в ранее нанесенный сварной шов.Слишком большая длина дуги может также увеличить риск преимущественного плавления вдоль одной стороны соединения и вызвать неглубокое проплавление. Кроме того, подготовка узкого шва может помешать соответствующему доступу к шву или способствовать заливанию шва расплавленным металлом шва. Например, это происходит при сварке стержневыми электродами с использованием электрода большого диаметра или при сварке MIG, MAG и FCAW, когда не учитывается диаметр сопла защитного газа. Следует также учитывать особенности изготовления, которые могут препятствовать работе сварочной горелки.
Параметры сварки
Важно использовать достаточно высокий ток, чтобы дуга могла проникнуть в боковую стенку стыка и ранее нанесенные участки сварного шва. Следовательно, слишком высокая скорость сварки для сварочного тока увеличивает риск возникновения этих дефектов. Однако слишком высокий ток или слишком низкая скорость сварки вызовут затопление сварочной ванны перед дугой, что приведет к плохому или неравномерному проплавлению.
Сварочная техника
Плохая техника сварки, такая как неправильный угол наклона или манипуляции с электродом / сварочной горелкой, может помешать адекватному сплавлению боковой стенки соединения.Плетение, особенно на стыке боковой стенки, позволит сварочной ванне проникнуть в основной металл, что значительно улучшит сплавление боковых стенок. Следует отметить, что количество переплетений может быть ограничено спецификацией процедуры сварки, ограничивающей подвод энергии дуги, особенно при сварке легированных сталей или сталей с высокой ударной вязкостью.
Магнитная дуга
При сварке ферромагнитных сталей недостатки плавления могут быть вызваны неконтролируемым отклонением дуги, обычно называемым дутьем дуги.Отклонение дуги может быть вызвано искажением магнитного поля, создаваемого током дуги (рис. 3), через:
- Остаточный магнетизм в материале за счет использования магнитов для манипуляций
- магнитное поле земли, например при сварке трубопровода
- положение зажима токоотвода
Эффект сварки мимо кабеля возврата тока, который прикреплен болтами к центру места, показан на рис. 4. Взаимодействие магнитного поля, окружающего дугу, и поля, создаваемого током в пластине, с токопроводом. кабеля достаточно, чтобы отклонить сварной шов.Искажение магнитного поля тока дуги можно свести к минимуму, расположив зажим кабеля обратного тока так, чтобы сварка всегда была направлена к зажиму или от него, а при сварке стержневыми электродами, используя переменный ток вместо постоянного. Часто единственным эффективным средством является размагничивание стали перед сваркой.
Лучшие практики профилактики
Следующие технологии изготовления могут использоваться для предотвращения образования дефектов боковой стенки и дефектов межпоточного сплавления:
- использовать достаточно широкую подготовку шва
- выберите параметры сварки (высокий уровень тока, короткая длина дуги, не слишком высокая скорость сварки), чтобы обеспечить проникновение в боковую стенку стыка и ранее нанесенные участки сварного шва, не вызывая затопления.
- убедитесь, что угол электрода / пистолета и техника манипуляции обеспечат адекватное плавление боковых стенок
- использовать плетение и выдержку для улучшения плавления боковых стенок при отсутствии ограничений по теплопередаче
- , если возникает дуга, переместите зажим кабеля обратного тока, используйте переменный ток (при сварке стержневыми электродами) или размагнитите сталь
Стандарты приемки
Пределы дефектов неполного плавления в сварных соединениях стали определены в BS EN ISO 5817 для трех уровней качества (см. Таблицу).Эти типы дефектов не допускаются для уровней качества B (строгий) и C (промежуточный). Для уровня качества D (средний) они разрешены только при условии, что они являются прерывистыми и не нарушают поверхность.
Для дуговой сварки алюминия длинные дефекты недопустимы для всех трех уровней качества. Однако для уровней качества C и D допускаются короткие дефекты, но общая длина дефектов ограничена в зависимости от стыкового шва или толщины сварного шва углового шва.
Пределы приемлемости для конкретных норм и стандартов приложений
| Применение | Код / стандарт | Предел приемлемости |
|---|---|---|
| Сталь | BS EN ISO 5817: 2007 | Уровни B и C не разрешены. Уровень D Допускаются короткие дефекты, но не нарушение поверхности. |
| Алюминий | BS EN ISO 10042: 2005 | Уровни B, C, D. Не допускаются длинные дефекты. Уровни C и D. Допускаются небольшие дефекты. |
| Сосуды под давлением | BS PD5500: 2012 + A1: 2012 | Не допускается |
| Резервуары | BS EN 14015: 2004 | Не допускается |
| Трубопровод | BS2633: 1994 | l не более 15 мм (в зависимости от толщины стенки) |
| Линия трубы | API 1104 (R2010) | ‘l’ не более 25 мм (меньше, если длина сварного шва <300 мм) |
Обнаружение и устранение
Если дефекты нарушают поверхность, их можно обнаружить с помощью метода проникающего или магнитопорошкового контроля.Подземные дефекты обнаруживаются с помощью рентгенографии или ультразвукового исследования. Ультразвуковой контроль обычно более эффективен, чем рентгенография, при обнаружении недостатков межпроходной сварки.
Исправительные меры обычно требуют их удаления путем локальной строжки или шлифовки с последующей повторной сваркой, как указано в согласованной процедуре сварки.
Если отсутствие сварки является постоянной проблемой и не вызвано дутьем магнитной дуги, следует изменить процедуры сварки или переобучить сварщиков.
Копии других статей из серии «Профессиональные знания для сварщиков» можно найти в разделе «Практические знания по соединению» или с помощью поисковой системы.
Эта статья Job Knowledge изначально была опубликована в Connect, май / июнь 1999 г. Она была обновлена, поэтому веб-страница больше не отражает в точности печатную версию.
Контроль отсутствия проплавления при сварке кромок ультратонких листов с помощью датчиков машинного зрения
(Базель). 2018 Авг; 18 (8): 2411.
Поступила 12.06.2018; Принято 23 июля 2018 г.
Лицензиат MDPI, Базель, Швейцария. Эта статья — статья в открытом доступе, распространяемая в соответствии с условиями лицензии Creative Commons Attribution (CC BY) (http://creativecommons.org/licenses/by/4.0/). Эта статья цитировалась другими статьями в PMC. .Abstract
Отсутствие плавления часто может происходить во время процесса сварки кромок ультратонких листов, что серьезно ухудшает качество соединения и приводит к повреждению уплотнения.В этой статье представлен метод визуального контроля сварочной ванны для обнаружения отсутствия плавления во время микроплазменной дуговой сварки (MPAW) краевых сварных швов ультратонких листов. Пассивный датчик микровидения разработан для получения четких изображений мезомасштабной сварочной ванны в условиях MPAW, непрерывно и стабильно. Затем был предложен алгоритм обработки изображений для извлечения характеристик геометрии сварочной ванны из полученных изображений в реальном времени. Исследована связь между наличием неплавления в кромочном шве и динамическими изменениями характеристических параметров сварочной ванны.Результаты экспериментов показывают, что резкие изменения положения центра тяжести извлеченной сварочной ванны по длине сварного шва сильно коррелируют с проявлениями отсутствия плавления. Используя такую информацию о характеристиках сварочной ванны, в режиме реального времени можно обнаружить отсутствие плавления при MPAW краевых сварных швов ультратонких листов. Предлагаемый метод внутрипроизводственного мониторинга делает возможным раннее предупреждение. Он также может обеспечивать обратную связь для контроля в реальном времени и может служить основой для интеллектуальной идентификации дефектов.
Ключевые слова: микроплазменная сварка , сварка краевого шва, обнаружение дефектов, мониторинг сварочной ванны, отсутствие плавления, зондирование микровидением ультратонкие (толщиной ≤ 0,15 мм) прецизионные металлические детали и компоненты в авиационной, космической, ядерной, нефтехимической, металлургической и т. д., таких как сильфонный аккумулятор в ракетах-носителях [1,2,3] . Эти сварные швы обычно свариваются прецизионной сваркой, такой как микроплазменная дуговая сварка (MPAW), сварка микровольфрамом в инертном газе или лазерная сварка, которые имеют концентрированное распределение энергии и узкие зоны термического влияния [4,5,6].Для многих ключевых сварных швов предпочтительнее MPAW.
Краевая сварка ультратонких листов очень чувствительна к изменениям тепловложения и теплоотвода. Недостаток плавления, как один из наиболее серьезных дефектов кромочного сварного шва, часто может возникать в процессе сварки [4,7] и серьезно ухудшать качество соединения и приводить к повреждению уплотнения. При MPAW-производстве ультратонких компонентов, например, сильфонов аэрокосмических аккумуляторов, иногда случается отсутствие плавления, а скорость ремонтной сварки довольно высока, хотя процесс изготовления находится под строгим контролем и контролем.Пока понимание этого типа дефекта очень ограничено и неудовлетворительно. Известно несколько общих факторов, способствующих возникновению этого дефекта, в том числе нестабильная дуга, изменение теплоотвода, чрезмерная тепловая деформация, смещение сварного шва, загрязнения на поверхности заготовки, неправильный подвод тепла, размеры за пределами допуска и плохая подгонка. вверх. Тем не менее, случайные нарушения при сварке не всегда можно полностью устранить.
В настоящее время обнаружение дефектов краевых сварных швов ультратонких листов в промышленности в основном основывается на неразрушающем контроле после обработки.Настоятельно необходимо повысить эффективность обнаружения и снизить трудоемкость. Если взять в качестве примера компоненты сильфона в аэрокосмических аккумуляторах, то краевые сварные швы компонента малы и многочисленны и предъявляют строгие требования к качеству сварки и свойствам герметичности. Для краевых сварных швов проводится ряд дорогостоящих, трудоемких и трудоемких проверок сварных швов, включая проверку внешнего вида, измерение размеров, испытание механических свойств, испытание гидравлического уплотнения и испытание на герметичность [7,8,9] .
Мониторинг / обнаружение дефектов в процессе может указывать на наличие и местоположение потенциальных дефектов для управления пост-технологической проверкой и значительно повышать эффективность обнаружения [10,11,12,13]. Можно даже реализовать управление с обратной связью по параметрам в реальном времени для предотвращения дефектов. Из-за неудовлетворительной стабильности качества сварки крайне необходимо обеспечить обнаружение производственных дефектов, особенно при сварке кромок ультратонких листов.
Во время процессов дуговой сварки и лазерной сварки различные типы источников могут предоставлять в режиме онлайн информацию, относящуюся к качеству сварки, такую как напряжение дуги [14], сварочный ток [15], звуковой сигнал [16], акустическая эмиссия [17, 18,19], а также оптическое или тепловое излучение, которое генерируется электрической дугой, расплавленной ванной, плазменным шлейфом и металлическим паром [20,21,22,23].Перспективным подходом является использование машинного зрения для мониторинга сварочной ванны в процессе, поскольку это обеспечивает доступ к обширной и прямой информации о динамике процесса, которая тесно связана с формированием сварного шва и некоторыми дефектами [24,25,26, 27]. В области MPAW было опубликовано несколько исследований, касающихся визуального контроля сварочной ванны и обнаружения дефектов. Тем не менее, было проведено много исследований на основе методов визуализации для определения геометрии сварочной ванны / замочной скважины в процессе плазменно-дуговой сварки (K-PAW) [28,29,30,31] и лазерной сварки в режиме замочной скважины (K-LW ) процесс [32,33,34,35,36,37].Механизмы теплопередачи в таких сварочных процессах, в которых используется нагрев в режиме замочной скважины, существенно отличаются от таковых в процессе MPAW. Внутри сварочной ванны образуется замочная скважина с полным проплавлением, и сварной шов с полным проплавлением может быть получен как во время K-PAW, так и K-LW. Поведение сварочной ванны и замочной скважины являются ключевыми факторами для определения стабильности процесса сварки и качества сварного соединения в обоих процессах сварки, поэтому они имеют первостепенное значение при мониторинге процесса. Недавно была разработана система технического зрения для одновременного наблюдения за замочной скважиной и сварочной ванной с нижней стороны заготовки в K-PAW [28].Посредством обработки изображений и калибровки получаются геометрические параметры замочной скважины и сварочной ванны. Из-за взаимодействий между лазером и материалом, которые происходят во время лазерной сварки, энергия излучается в различных формах, и, таким образом, можно получить больше информации о состоянии процесса сварки, используя считывание информации из нескольких источников и сплавление [34,35,36 ]. Сообщалось, что мультиоптическая сенсорная система, состоящая из фотодиода и двух видеодатчиков, была разработана для контроля области сварочной ванны, плазмы и брызг во время лазерной сварки дисков с высокой мощностью [37].Подход мультисенсорной сварки, основанный на машине опорных векторов, был использован для выявления нескольких различных типов дефектов сварных швов. При лазерной сварке в режиме проводимости (C-LW) тепло для создания сварного шва происходит за счет теплопроводности от поверхности к материалу. Сварочная ванна является основным источником информации, которую можно использовать для управления желаемым проваром сварного шва в C-LW, который относительно чувствителен к изменениям в теплоотводе [38]. Также проводится ряд исследований по мониторингу и управлению процессом с использованием визуального контроля сварочной ванны при дуговой сварке газом вольфрамом (GTAW), процессе дуговой сварки, аналогичном MPAW [39,40,41,42,43,44,45 , 46].Были предложены методы коаксиального зрения, которые использовались для наблюдения за сварочной ванной [39,40]. В последние годы измерение / реконструкция трехмерной (3D) поверхности сварочной ванны в режиме реального времени для мониторинга, моделирования и управления процессом GTAW стало очень активной областью исследований [43,44,45]. Поскольку многосенсорный подход имеет преимущество в получении обширной информации о различных состояниях сварки, исследователи попытались получить более точное обнаружение во время процесса GTAW, используя датчик технического зрения в сочетании с другими датчиками [46].
На данный момент исследования по визуальному контролю сварочной ванны для мониторинга процесса в процессе и обнаружения дефектов в основном сосредоточены на визуализации сварочной ванны в макроуровне и нацелены на LBW, GTAW, K-PAW и GMAW. Некоторые из их методов доступны для наблюдения или мониторинга динамической мезомасштабной сварочной ванны в условиях сильного дугового света. Насколько нам известно, в литературе содержится слишком мало исследований и систематических исследований по мониторингу производственных дефектов или обнаружению в MPAW краевых сварных швов ультратонких листов.
Основная цель этого исследования состоит в том, чтобы изучить возможность обеспечения непрерывного мониторинга отсутствия плавления при MPAW краевых сварных швов ультратонких листов с использованием подхода машинного зрения. Мы фокусируемся на следующих аспектах:
• Микровидение динамической мезомасштабной сварочной ванны в условиях сильной дуги
В отличие от процесса сварки других типов сварного шва, кромочная сварка металлических листов толщиной фольги с использованием MPAW имеет высокую интенсивность излучения дуговых ламп и очень маленькую сварочную ванну с диаметром, как правило, менее 0.3 мм. Фундаментальным и ключевым вопросом для достижения эффективного визуального обнаружения и надежного обнаружения дефектов во время MPAW краевой сварки ультратонких листов является создание четких условий визуализации для динамической сварочной ванны в мезомасштабе. Для обнаружения такой сварочной ванны с помощью визуальных методов требуется техника оптического обнаружения с большим увеличением и подходящие подходы к оптической фильтрации. Кроме того, длина плазменной дуги обычно поддерживается в пределах от 0,5 до 2 мм для получения стабильного качества сварки, сварочную ванну можно наблюдать только под довольно небольшим углом к поверхности шва из-за блокировки и ограничения соплом плазменной сварочной горелки.В результате, чтобы обеспечить четкое изображение всей сварочной ванны в мезомасштабе, также необходима система технического зрения с достаточно большой глубиной резкости (DOF). Однако это сложная и трудная задача — сбалансировать противоречивые требования к визуализации сварочной ванны для большого оптического увеличения и большой глубины резкости датчика обзора.
• Обработка изображений в реальном времени и выделение функций импульсного тока сварочной ванны MPAW
Надежность и производительность обнаружения дефектов в реальном времени во многом зависят от методов обработки изображений и понимания.Однако качество изображения может быть легко ухудшено из-за сложных и изменяющихся во времени возмущений, которые вносятся импульсным светом дуги и зеркальным отражением поверхности сварного шва во время процесса MPAW импульсным током. Это напрямую повлияет на точность, надежность и скорость алгоритма извлечения признаков. Как уменьшить эти помехи и добиться извлечения характеристик с приемлемой эффективностью — вот критические вопросы, которые необходимо решить.
• Связь между поведением сварочной ванны и отсутствием плавления при MPAW при сварке кромок ультратонких листов
Физические процессы как дуговой, так и лазерной сварки уже показали, что существует определенная корреляция между оптическими характеристиками и геометрическими характеристиками.Ожидается, что качество сварки, и особенно некоторые дефекты сварного шва, можно будет предсказать, установив модель сопоставления отношений. Что касается процесса MPAW краевых сварных швов, понимание поверхностного натяжения сварочной ванны, потока жидкости внутри сварочной ванны и механизма, вызывающего отсутствие плавления, все еще очень ограничено. Для обнаружения отсутствия плавления во время процесса и обеспечения основы для лучшего понимания теплофизических свойств сварочной ванны при сварке кромок важно установить взаимосвязь между изменениями характеристик сварочной ванны и наличием отсутствие слияния.
В этом исследовании впервые был разработан пассивный датчик микровидения на основе телецентрической оптики со стороны объекта для получения сильно увеличенных и достаточно четких изображений динамической мезомасштабной ванны расплава во время MPAW краевых сварных швов ультратонких листов. Затем был предложен алгоритм обработки изображений на основе симметричного фильтра ближайшего соседа (SNNF) и метода Оцу для извлечения геометрических характеристик расплавленной ванны из полученных изображений в реальном времени. Наконец, эксперименты по сварке были проведены с диафрагмами из нержавеющей стали 304 толщиной 120 мкм, чтобы вызвать образование дефектов неплавления из-за различных факторов возмущения.Используя предложенный подход к визуальному мониторингу и метод анализа с помощью сканирующей электронной микроскопии (SEM), была исследована взаимосвязь между характеристиками сварочной ванны и отсутствием плавления в краевых швах, и был обнаружен многообещающий индикатор отсутствия плавления. Отсутствие плавления при MPAW краевых сварных швов ультратонких листов может быть обнаружено в реальном времени с использованием такой информации о характеристиках сварочной ванны. Предлагаемый метод внутрипроизводственного мониторинга делает возможным раннее предупреждение.Он также может обеспечивать обратную связь для контроля в реальном времени и может служить основой для интеллектуальной идентификации дефектов.
2. Методика экспериментов и установка
2.1. Визуальный контроль сварочной ванны
Как показано на рисунке, сварной шов кромочного соединения отличается от других типов сварных швов, таких как угловые, клиновидные, нахлесточные и стыковые швы. Для выполнения краевого шва два параллельных металлических листа толщиной менее 0,15 мм устанавливают рядом и сваривают по краям. Расстояние между зажимами в 1–4 раза превышает толщину листов, чтобы обеспечить правильную стыковку и предотвратить деформацию.Пример сварного металлического сильфона с использованием MPAW показан на b. Надежная визуализация динамической мезомасштабной сварочной ванны в MPAW при сварке кромок ультратонких листов предъявляет высокие требования к пространственному разрешению, четкости и соотношению сигнал / шум захваченных изображений. Поэтому требуется специально разработанный датчик микровидения.
Принципиальная схема микроплазменной дуговой сварки кромочного шва при стыке кромок ультратонких листов: ( a ) Двумерный вид кромочной сварки; ( b ) Пример сварного металлического сильфона с использованием микроплазменной дуговой сварки (MPAW).
В нашем датчике микровидения используется конструкция, основанная на телецентрической оптической модели со стороны объекта [47]. иллюстрирует схематическую диаграмму формирования изображения для динамической мезомасштабной сварочной ванны в MPAW с использованием телецентрической оптической модели со стороны объекта. Пусть L обозначает увеличительную линзу, а D обозначает диаметр входного зрачка. Точка объекта B 1 и B 2 находятся с двух сторон плоскости объекта N отдельно, а точка изображения B 1 ‘ и B 2 ‘ также находятся на двух сторонах плоскости изображения N ‘.Расстояние до объекта и расстояние до изображения соответственно равны p и — p . Проекция B 1 на N ‘ — это круг нерезкости Z 1 ‘ , а проекция B 2 на N ‘ — круг нерезкости Z 2 ‘. Z 1 и Z 2 являются сопряженными секциями Z 1 ’ и Z 2 ’, соответственно.В отличие от обычно используемой модели точечного отверстия в машинном зрении, небольшая диафрагма размещается в точке фокусировки увеличительной линзы со стороны изображения f 0 , таким образом, разрешены только световые лучи, параллельные оптической оси со стороны объекта. пройти через диафрагму и сформировать изображение на N ‘. Игнорируя искажение, эту модель изображения можно выразить следующим образом:
[uv1] = [εΔu − ε⋅cotθΔv00εΔv⋅sinθ0001] [r11r12r13txr21r22r23ty0001] [XWYWZW1]
(1)
где [ X W , Y W , Z W ] T — координата точки объекта P в мировой системе координат { W }.[ u , v ] T — координата точки изображения P’s в системе координат пикселей { P }. ε — эффективное увеличение объектива. Δ u и Δ v — это единичные метрические длины пикселя в направлениях u и v соответственно. θ — угол перекоса матрицы пикселей датчика изображения. Обозначим C R W и C t W как матрицу вращения и вектор перевода преобразования из мировой системы координат { W } в систему координат камеры { C } соответственно, [ r 11 , r 12 , r 13 ] и [ r 21 , r 22 , r 23 23 являются первыми двумя строками матрицы вращения C R W и t x и t y являются первыми двумя элементами C t W .
Формирование изображения для динамической мезомасштабной сварочной ванны в MPAW с использованием телецентрической оптической модели со стороны объекта.
В этой модели установка диафрагмы позволяет лучам света с меньшим углом раскрытия выходить со стороны объекта и формировать меньший круг нерезкости на плоскости изображения. Следовательно, неглубокая глубина резкости (а именно Δ 1 + Δ 2 ), вносимая линзой с большим оптическим увеличением, может быть несколько улучшена. Входной зрачок располагается на бесконечности со стороны объекта, и создается орфографическая проекция объектов в мировом пространстве.Это решает проблему изменения увеличения изображения в зависимости от расстояния до объекта, которую нельзя игнорировать при точном обнаружении микрообъектов. Полосовой оптический фильтр используется для уменьшения помех от сильного света дуги во время процесса MPAW, для получения изображений области сварочной ванны с достаточным отношением сигнал / шум.
Как показано на, разработанный пассивный датчик микровидения состоит из КМОП-камеры, телецентрического увеличивающего объектива со стороны объекта, полосового оптического фильтра и лазерных модулей со свечением.Камера представляет собой Photonfocus MV1-D1024E-160-CL с максимальной частотой кадров 150 кадров в секунду при максимальном размере 1024 × 1024 пикселей, который установлен с телецентрическим объективом со стороны объекта, имеющим 2-кратное оптическое увеличение и числовую апертуру 0,031. Полосовой оптический фильтр расположен между объективом и камерой CMOS. Центральная длина волны и полная ширина на полувысоте (FWHM) полосового фильтра составляют 635 нм и 10 нм соответственно. На переднем конце линзы расположены лазерные модули со свечением, используемые для точной ручной фокусировки перед сваркой.Датчик имеет поле зрения 2,66 мм × 3,59 мм и глубину резкости 0,64 мм. Он установлен на линейной платформе с определенным углом, чтобы сосредоточить внимание на интересующих деталях. Разрешение изображений составляет приблизительно 6 мкм по калибровке. Такая конструкция датчика микровидения позволяет получить хорошее качество изображения динамической ванны расплава в MPAW. Типичное изображение сварочной ванны, полученное с помощью предлагаемого датчика микровидения во время процесса MPAW краевого шва с листами толщиной 0,12 мм, показано на рис. В данном случае частота кадров камеры была установлена на уровне 175 кадров в секунду.
Конфигурация проектируемого пассивного датчика микровидения.
Вид сверху на типичную сварочную ванну при MPAW для торцевого шва с листами толщиной 0,12 мм.
2.2. Особенности Извлечение сварочной ванны с помощью обработки изображений
Как показано, УФ-система координат является системой координат пикселей { P } предлагаемого датчика микровидения. S определены как сварочная ванна, и три параметра: W м , L м и C ( u c , v c ) определены как характеристические параметры. сварочной ванны.В частности, параметр W м и параметр L м представляют максимальную ширину и длину сварочной ванны соответственно. Параметр C ( u c , v c ) представляет координаты центра тяжести сварочной ванны в пиксельной системе координат { P }.
Определение характерных параметров сварочной ванны.
Алгоритм выделения признаков для изображений, полученных с помощью описанного выше метода считывания, был предложен для обнаружения краев и геометрических характеристических параметров сварочных ванн.Алгоритм извлечения признаков был написан на C ++ и библиотеке OpenCV. Обозначьте захваченное исходное изображение как I 1 ( u , v ). Шаги алгоритма следующие:
Выбор интересующей области (ROI). Вычисляются суммы значений интенсивности в скользящих окнах в пределах изображения I 1 ( u , v ). Окно с максимальной суммой выбирается в качестве области интереса, чтобы оно могло включать всю область сварочной ванны.ROI может помочь исключить часть дуги и брызг, а также снизить вычислительные затраты. Обозначьте ROI как R 1 ( u , v ).
Растяжка контраста. Операция насыщает нижний 1% и верхний 1% всех значений пикселей и линейно отображает другие значения пикселей.
Снижение шума с помощью SNNF. SNNF [48] — это двумерный (2D) нелинейный фильтр, который снижает шум, в то же время сохраняя краевое содержимое.Этот алгоритм использует как пространственные ограничения, так и ограничения ближайшего соседа на пиксели изображения для сглаживания изображения. Это просто, быстро и хорошо сохраняет контур сварочной ванны на изображениях. Изображение после шумоподавления обозначается как N 1 ( u , v ).
Сегментация изображения методом Оцу. Метод Оцу [49] вычисляет оптимальный порог разделения изображения на передний и задний план, так что их внутриклассовая дисперсия минимальна.После сегментации изображения сварочная ванна переходит на передний план.
Поиск максимального подключаемого домена, а именно S . В результате можно идентифицировать сварочную ванну.
Выделение контура и особенностей сварочной ванны.
Параметр W m можно рассчитать по формуле:
Wm = max (u, v) ∈Sv − min (u, v) ∈Sv
(2)
где u и v обозначают горизонтальную координату и вертикальную координату в пиксельной системе координат соответственно.
Параметр L м можно рассчитать по формуле:
Lm = max (u, v) ∈Su − min (u, v) ∈Su
(3)
Параметр u c и v c , а именно координаты центра тяжести, можно вычислить по формуле:
uc = ∑ (u, v) ∈SuA, yc = ∑ (u, v) ∈SvA
(4)
где A — количество пикселей в области S , которая представляет площадь сварочной ванны.
представляет результат обработки каждого шага.Этот алгоритм используется для обработки более 100 000 тестовых изображений, полученных при различных условиях сварки. Результаты показывают, что временные затраты алгоритма составляют менее 10 мс на кадр.
Результат обработки каждого шага предложенного алгоритма извлечения признаков.
2.3. Экспериментальная система
Принципиальная схема экспериментальной системы для микроплазменной сварки представлена на рис. Система в основном состоит из источника питания MPAW, датчика микровидения, системы получения изображений и промышленного компьютера.Источник питания MPAW состоит из аппарата для микродуговой сварки Weldlogic PA-10/100, пульта плазменной сварки Weldlogic PT-10, горелки для плазменной сварки Thermal Dynamics PWH / M-2A и контроллера с водяным охлаждением. Промышленный компьютер отвечает за обработку изображений, анализ сигналов и интерфейс человек-машина. Частота процессора и объем оперативной памяти промышленного компьютера составляют 2,3 ГГц и 4 ГБ соответственно. Заготовки состоят из 304 диафрагм из аустенитной нержавеющей стали с размерами внешнего диаметра 81 мм, внутреннего диаметра 66 мм и толщиной 0 мм.12 мм, которые зажаты на поворотном столе с приводом от точного шагового двигателя. Условия эксперимента показаны на. Были проведены эксперименты при различных режимах сварки для исследования связи между наличием неплавления в краевых швах нержавеющей стали и динамическими изменениями характеристических параметров сварочной ванны. Несколько общих факторов возмущения в практической сварке кромок, включая поверхностное загрязнение, изменение ширины зазора стыка и смещение сварного шва, были искусственно введены в контролируемых условиях для имитации нестабильных процессов сварки кромок.Эти помехи трудно полностью устранить при непрерывном промышленном сварочном производстве, даже если процесс изготовления ключевых компонентов космического корабля MPAW находится под строгим контролем и контролем. Связь между вариациями характеристических параметров сварочной ванны и отсутствием плавления была исследована с помощью метода анализа SEM, который использовался для обнаружения дефектов и наблюдения за макроморфологией дефектных сварных швов. Эксперименты также могут подтвердить возможность достижения непрерывного контроля отсутствия плавления во время MPAW краевых сварных швов ультратонких листов с помощью предлагаемых методов микровидения и обработки изображений.
Принципиальная схема экспериментальной установки для микроплазменной сварки.
Таблица 1
Экспериментальные условия MPAW для диафрагм из нержавеющей стали 304.
| Параметр | Значение | Параметр | Значение |
|---|---|---|---|
| Сварочные материалы | Диафрагмы из нержавеющей стали 304 | Защитный газ | 99,99% чистый аргон |
| Тип сварки стык | Расход защитного газа | 20.0 SCFH | |
| Пиковый ток | 3,0–5,0 A | Плазменный газ | Аргон с чистотой 99,99% |
| Базовый ток | 1,5–2,5 A | Расход газа в плазме | 0,4 л / мин |
| Частота импульсов | 0–100 импульсов в секунду | Расстояние между зажимами | 0,25 мм |
| Ширина импульса | 50% | CTWD | 1,0 мм |
| Скорость перемещения | 3.65–13,15 мм / с | Диаметр электрода | 1,0 мм |
3. Результаты экспериментов и обсуждение
Во время практической сварки кромок ультратонких листов загрязнения или оксиды, присутствующие на поверхности ванны, могут вызвать нестабильную дугу и значительно влияют на поверхностное натяжение оплавленных кромок стыка и, как следствие, вызывают отсутствие плавления. Тщательные процедуры очистки для удаления поверхностных загрязнений на заготовке перед сваркой необходимы для уменьшения появления таких примесей и оксидов.В первом эксперименте заготовку не очищали перед сваркой, чтобы получить краевой шов с загрязненной поверхностью. показаны результаты экспериментов, которые были получены, когда отсутствие плавления было вызвано поверхностным загрязнением на заготовке, которые включают SEM-изображения профиля кромочного сварного шва и синхронные результаты мониторинга характеристических параметров сварочной ванны во время MPAW. Пиковый ток, базовый ток и частота импульсов сварочного тока составляют 4,80 А, 2,40 А и 80 Гц соответственно.Скорость сварки 3,65 мм / с. Время экспозиции датчика технического зрения составляет 8 мс, а частота кадров — 104 кадра в секунду. Как показано на рисунке a, дефект неплавления возникает в средней части сварного шва. Характерные параметры W m , L m , и u c показывают их очевидную чувствительность к наличию данного дефекта соответственно. В частности, кривая u c показала значительное изменение в течение того же периода времени, резко поднявшись до пикового значения, а затем постепенно вернувшись к значению, близкому к нормальному . Нет заметных изменений, но плавные колебания кривой v c . Кривые W, м, , и , L, , , представляют аналогичные тенденции колебаний в местах возникновения дефекта, которые сначала быстро снижаются, а затем постепенно возвращаются. Также наблюдается, что кривая характеристического параметра L м колеблется сильнее, чем кривые других параметров в течение всего процесса сварки, что, вероятно, может быть связано с тем фактом, что выделение его характеристик нарушается изменяющимся во времени отраженным светом дуги. затвердевшим металлом шва в задней части ванны расплава.
Результаты экспериментов с отсутствием плавления, вызванным поверхностным загрязнением на заготовке: ( a ) Вид сверху профиля краевого сварного шва, наблюдаемого под растровым электронным микроскопом (SEM) с увеличением 100 ×; ( b ) Характерные параметры сварочной ванны, контролируемые во время MPAW.
При сварке кромок сильфона аэрокосмического аккумулятора толщиной 0,12 мм максимально допустимая ширина зазора стыка составляет 0,024 мм, чтобы обе кромки стыка находились в хорошем контакте и чтобы обе кромки плавились одновременно и сплавились в гладкий сварной шов плавлением.Кроме того, требуется допуск посадки в 20% от толщины листа, чтобы предотвратить деформацию стыка. Даже в этом случае изменения ширины зазора в стыке могут произойти из-за некоторых неожиданных нарушений и привести к последовательному отсутствию сращивания, которое необходимо обнаружить на ранней стадии. Во втором эксперименте использовалась пониженная точность подгонки, чтобы вызвать изменения зазора в стыках. показывает результаты эксперимента, когда отсутствие плавления было вызвано изменением ширины зазора стыка. Разница в ширине зазора возникла в результате посадки с чрезмерным допуском (0.05 мм), что приводит к неплавлению кромочного сварного шва. Механизмы, лежащие в основе этого — тепловая деформация детали и отклонение дуги. Пиковый ток, базовый ток и частота импульсов сварочного тока составляют 4,30 А, 2,15 А и 50 Гц соответственно. Скорость сварки 3,65 мм / с. Время экспозиции составляет 4 мс, а частота кадров — 176 кадров в секунду. Как видно из а, девять дефектов неплавления распределены по пути сварки сварного шва. Ширина этих дефектов составляет около 15 мкм, а длина дефектов составляет от 15 мкм до 300 мкм.Можно заметить, что характерные параметры u c и v c очень чувствительны к возникновению этих дефектов отсутствия инфузии. Кривая u c представляет очевидные колебания, которые сначала нарастают, а затем падают во время образования каждого дефекта. Примечательно, что аналогичная тенденция изменения с меньшим пиковым значением наблюдалась также на кривой v c .Этот результат может быть связан с возмущением плазменной дуги, вызванным изменением зазора сварного шва из-за чрезмерного допуска на посадку. Результаты мониторинга показывают, что кривые W м и L м представляют некоторые аномальные и нерегулярные изменения в течение всего процесса сварки, соответственно, но значительные резкие изменения или сингулярности в обеих кривых характеристик не обязательно соответствуют во временной области с наличием этих дефектов.
Результаты экспериментов с отсутствием плавления, вызванным чрезмерным зазором сварного шва: ( a ) Вид сверху профиля краевого сварного шва, наблюдаемого с помощью сканирующего электронного микроскопа с 46-кратным увеличением; и ( b ) Характерные параметры сварочной ванны, контролируемые во время MPAW.
Высокая точность позиционирования необходима при MPAW краевого сварного шва ультратонких листов, но в непрерывном промышленном производственном процессе довольно сложно позиционировать детали с достаточной точностью для каждого сварного шва.Небольшое смещение может привести к отсутствию плавления, поскольку сварка кромок имеет низкий допуск к асимметрии теплового распределения в заготовках. В третьем эксперименте поперечное смещение между осью горелки и центром сварного шва устанавливается на 0,3 мм перед сваркой путем регулировки положения поворотного стола. показывает результаты эксперимента, когда отсутствие плавления вызвано перекосом сварного шва. Пиковый ток, базовый ток и частота импульсов сварочного тока составляют 4,60 А, 2,30 А и 50 Гц соответственно.Скорость сварки 3,65 мм / с. Время экспозиции составляет 4 мс, а частота кадров — 176 кадров в секунду. Как видно из а, имеется девять дефектов неплавления, которые распределены по пути сварки сварного шва. Ширина сварного шва явно неоднородна, что может быть вызвано асимметричным распределением температуры двух заготовок. Из b можно увидеть, что характеристическая кривая u c демонстрирует наилучшие характеристики в указании наличия отсутствия плавления.Кривая v c также демонстрирует сильную связь с этими дефектами, хотя некоторые из ее пиков относительно малы. Это явление указывает на то, что флуктуация положения сварочной ванны в направлении, вертикальном по отношению к сварному шву, имела место при возникновении каждого дефекта, что может быть связано с нестабильностью дуги, вызванной смещением сварного шва. В частности, существует лишь несколько соответствий между значительными изменениями кривой W м или L м и возникновением этих дефектов.Причина этого не ясна, но это может иметь какое-то отношение к нестабильности ванны расплава, усиленной асимметричным тепловым распределением на заготовках или нарушением процесса из-за обтекания расплавленным металлом соседнего дефекта.
Результаты экспериментов с отсутствием плавления, вызванным смещением сварного шва: ( a ) Вид сверху профиля краевого сварного шва, наблюдаемого с помощью SEM с 50-кратным увеличением; ( b ) Характерные параметры сварочной ванны, контролируемые во время MPAW.
Принцип минимума Стенбека (SMP) широко используется при изучении плазмы дугового разряда, и его можно в широком смысле понять следующим образом: дуговый разряд устойчиво с радиусом столба, при котором осевое электрическое поле в дуге достигает минимального значения при заданные текущие и граничные условия. Это означает, что любое изменение радиуса в результате внешнего вмешательства приведет к нестабильной дуге, а нестабильная дуга будет изменяться таким образом, что осевое электрическое поле в дуге достигает минимального значения.Этот принцип подтвержден многочисленными практиками и широко используется при исследованиях многих газоразрядных явлений, в частности, цилиндрических дуг.
Как видно из приведенных выше результатов, колебания характеристического параметра u c явно совпадают с наличием недостатка инфузии. Это указывает на то, что отсутствие плавления, вызванное этими различными физическими причинами, связано с колебаниями положения сварочной ванны, которые возникают в результате отклонения плазменной дуги во время сварочных процессов.Возможное объяснение этого сложного физического процесса состоит в том, что поверхностное загрязнение, изменение ширины зазора стыка и смещение сварного шва могут привести к нарушению плазменной дуги. Благодаря механизму дугового разряда, основанному на SMP, возмущенная плазменная дуга отклоняется вдоль направления сварки от нормального пути и вызывает большие колебания положения сварочной ванны. Краевой сварной шов, расположенный под плазменной горелкой, не может быть равномерно нагрет, поэтому сварной шов не удается правильно расплавить и затвердеть.В результате образуется недоразвитие. Типичный пример динамического изменения сварочной ванны при образовании неплавления можно интуитивно и отчетливо увидеть из. В этом примере дефект отсутствия проплавления в кромочном сварном шве можно легко наблюдать с помощью предлагаемого датчика микровидения из-за его относительно большого размера. Видно, что положение сварочной ванны колебалось по длине сварного шва в процессе формирования неплавления. Более того, сварочная ванна разделилась на две небольшие части до возникновения неплавления, а затем объединилась после возникновения дефекта.
Типичное поведение сварочной ванны при образовании неплавления при MPAW краевого сварного шва. ( a ) t 0 ; ( b ) t 0 + 80 мс; ( c ) t 0 + 160 мс; ( d ) t 0 + 240 мс; ( e ) t 0 + 320 мс; ( f ) t 0 + 400 мс; ( г ) t 0 + 480 мс; и, ( ч ) t 0 + 560 мс.
показывает результаты обнаружения вышеупомянутых экспериментов с использованием метода порога стандартного отклонения (STDM) в параметре мониторинга u c .Опорные сигналы предварительно отслеживались и регистрировались во время сварочных процессов со звуковыми сварными швами, соответственно. И контрольные сигналы, и опорные сигналы были отфильтрованы с использованием простого метода скользящего среднего для уменьшения шума. Соответствующие пороги задаются следующим образом:
T h r e s h o l d = m e a n a r e f + σ S T D r e f
(5)
где σ — коэффициент пороговой области, установленный как 4 во всех экспериментах в этой статье, m e a n r e f and S T D r e f — среднее значение и значение стандартного отклонения M сглаженных отсчетов эталонного сигнала, соответственно, которые рассчитываются по формуле:
{meanref = (∑m = 1MR (m)) / MSTDref = ∑m = 1M [R (m) — (∑m = 1MR (m)) / M] 2M
(6)
где м = 1, 2,…, M — номер выборки, а R ( м ) относится к м -м значениям выборки.
Результаты обнаружения с использованием порога стандартного отклонения (STD) в параметрах мониторинга u c : ( a ) u c дюйм; ( b ) u c дюйм; и, ( c ) u c дюйм.
Можно заметить, что все дефекты, образовавшиеся в этих сварочных процессах, были обнаружены на основе STDM, поскольку сигнал мониторинга превысил установленное пороговое значение, при котором было проверено наличие каждого дефекта.
Регулируя значение σ , пороговое значение изменяется, что делает систему мониторинга более или менее чувствительной к изменениям характеристического параметра u c . Чем ниже значения σ , тем чувствительнее обнаружение дефектов. В частности, система может с высокой степенью достоверности обнаруживать дефекты отсутствия плавления, когда значения σ находятся в диапазоне от 2 до 5. Поскольку сигнал мониторинга за пределами порогового значения в течение короткого времени не обязательно означает образование отсутствия плавления, дефект Алгоритм обнаружения не будет отмечать сварной шов как дефектный, если только k из K последовательных точек выборки выходят за пределы допуска.Таким образом, в практических приложениях чувствительность нашей системы мониторинга к обнаружению дефектов может быть изменена с помощью трех параметров: k , K, и σ , в соответствии с фактическими потребностями проекта.
Таким образом, результаты этого исследования показывают, что характерные параметры W m , L m , u c и v c имеют разную степень чувствительности. к отсутствию плавления.Сильное колебание координаты u центра тяжести сварочной ванны ( u c ), которое означает резкое изменение положения центра тяжести сварочной ванны по длине сварного шва, считалось наиболее благоприятным признаком наличия недостатка. плавления. Предлагаемый метод мониторинга в процессе с использованием машинного зрения обеспечивает мощные средства обнаружения отсутствия плавления в краевых сварных швах ультратонких листов во время процесса MPAW, что делает возможным раннее предупреждение и может обеспечивать обратную связь для управления в реальном времени и служить как основа для интеллектуальной идентификации дефектов.Необходимо провести дальнейшие исследования для дальнейшего развития системы микровидения и ее приложений для обнаружения других дефектов сварных швов и дефектов, возникающих при сварке кромок ультратонких листов, таких как выпуклый сварной шов или неровный сварной шов. Кроме того, необходимо изучить более систематические подходы к мониторингу процессов путем объединения машинного зрения с другими методами измерения, такими как обнаружение дуги и многоспектральное обнаружение, которые могут быть полезны для идентификации дефектов и лучшего понимания механизмов образования дефектов.
4. Выводы
В этой статье предложен эффективный метод визуального контроля сварочной ванны для обнаружения отсутствия плавления во время MPAW краевых сварных швов ультратонких листов. Основные выводы резюмируются следующим образом:
(1)
Разработанная система зондирования с микровидением позволяет преодолеть сильные искажения дуги и компромисс между оптическим увеличением и глубиной резкости. Таким образом, морфология мезомасштабной сварочной ванны и ее крошечные динамические изменения могут успешно наблюдаться и стабильно контролироваться в MPAW краевых сварных швов ультратонких листов, что имеет решающее значение для надежного мониторинга процесса и обнаружения дефектов.Разрешение изображений составляет 6 мкм / пиксель по калибровке камеры.
(2)
Предлагаемый алгоритм обработки изображений, основанный на SNNF и методе Оцу, применим для эффективного извлечения геометрических элементов из полученных изображений сварочной ванны, например максимальной ширины, максимальной длины и положения центра тяжести сварочной ванны, что имеют тесную связь с образованием валика и дефектами сварного шва. Время обработки составляет менее 10 мс на кадр, что достаточно для удовлетворения потребностей в мониторинге и обнаружении в реальном времени.
(3)
Вариации извлеченных характеристических параметров во время процесса MPAW показывают различную степень чувствительности к дефекту сварного шва или неплавлению. В частности, изменение положения центра тяжести сварочной ванны по длине сварного шва оказывается многообещающим индикатором отсутствия плавления, поскольку колебания в координате u центра тяжести сварочной ванны ( u c ) демонстрируют очевидное совпадение с возникновение дефектов, вызванных различными факторами.
(4)
Используя характеристические параметры u c , наличие дефектов неплавления в MPAW краевых сварных швов ультратонких листов может быть обнаружено в реальном времени. Предлагаемый метод внутрипроизводственного мониторинга делает возможным раннее предупреждение. Он также может обеспечивать обратную связь для контроля в реальном времени и может служить основой для интеллектуальной идентификации дефектов. Ожидается, что он будет применяться при сварке кромок прецизионных металлических деталей и компонентов в авиационной, космической, ядерной, нефтехимической и т. Д., и особенно подходит для сварных сильфонов и микротрубопроводов.
Вклад авторов
Концептуализация, Y.H. и D.D .; Методология, Ю. и B.C .; Курирование данных, G.P. и B.X .; Расследование, Ю.Х., З.Я. и X.H .; Письмо — Подготовка оригинального черновика, Y.H .; Надзор, Д.Д.
Финансирование
Эта работа была поддержана Национальным фондом естественных наук Китая (номера грантов U1537205 и 51605251) и Программой научных исследований Университета Цинхуа (номер гранта 2014Z05093).
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Список литературы
1. Ларсен К.Э. НАСА Опыт использования пого на пилотируемых космических аппаратах; Материалы симпозиума RTO НАТО ATV-152 по колебаниям с предельным циклом и другим самовозбужденным колебаниям с ограниченной амплитудой; Лоэн, Норвегия. 5–8 мая 2008 г .; С. 1–23. [Google Scholar] 2. Чжан З., Ван Н., Лю З.С. Технология сокращения ПОГО китайских пилотируемых ракет-носителей. Sci. Грех. 2014; 5: 504–509. [Google Scholar] 3.Ван X.J., Yu Z.W., Zhang B., Zhang Q.S., Pan H. Прогресс технологии подавления POGO ракет-носителей в стране и за рубежом. Sci. Грех. 2014; 5: 492–503. [Google Scholar] 4. Tseng K.H., Hsieh S.T., Tseng C.C. Влияние параметров процесса микроплазменной дуговой сварки на морфологию и качество сварных швов кромок нержавеющей стали. Sci. Technol. Сварка. Присоединиться. 2003. 8: 423–430. DOI: 10,1179 / 136217103225009107. [CrossRef] [Google Scholar] 5. Прасад К.С., Чаламаласетти С.Р., Дамера Н.Р. Применение реляционного анализа Грея для оптимизации параметров геометрии сварного шва при импульсной плазменной сварке листов инконеля 625 импульсным током.Int. J. Adv. Manuf. Technol. 2015; 78: 625–632. DOI: 10.1007 / s00170-014-6665-у. [CrossRef] [Google Scholar] 6. Батул С., Хан М., Джаффери С.Х.И., Хан А., Мубашар А., Али Л., Хан Н., Анвар М.Н. Анализ сварочных характеристик при микроплазменной дуговой сварке и сварке вольфрамовым электродом в среде защитного газа тонких листов нержавеющей стали (304L). J. Mater. Des. Прил. 2015; 230: 1005–1017. [Google Scholar] 7. Рен М., Ван К., Тиан Х., Чжао Дж. Технология изготовления сильфонов с помощью микроплазменной дуговой сварки. Сварка. Присоединиться. 2012; 7: 51–54.[Google Scholar] 8. Park M.C., Son J.Y. Система трехмерного отображения и обработки изображений для сварки металлических сильфонов; Материалы конференции по трехмерным изображениям, визуализации и дисплеям 2010 и технологиям отображения и приложениям для обороны, безопасности и авионики; Орландо, Флорида, США. 6–8 апреля 2010 г .; С. 158–160. [Google Scholar] 9. Пак М.С., Бюн Ю.Т., Ким Д.В. Использование аппаратов опорных векторов для обнаружения дефектов при сварке металлических сильфонов. J. Korea Soc. Comput. Инф. 2015; 20: 11–20. DOI: 10.9708 / jksci.2015.20.1.011. [CrossRef] [Google Scholar] 10. Норман П., Энгстрём Х., Каплан А.Ф.Х. Современный мониторинг и визуализация дефектов лазерной сварки; Материалы 11-й конференции NOLAMP по лазерной обработке материалов; Лулео, Швеция. 20–22 августа 2007 г. [Google Scholar] 11. Zou Y., Du D., Chang B., Ji L., Pan J. Автоматический метод обнаружения дефектов сварки на основе фильтрации Калмана для радиографического контроля спиральной трубы в реальном времени. NDT E Int. 2015; 72: 1–9. DOI: 10.1016 / j.ndteint.2015.01.002. [CrossRef] [Google Scholar] 12. Шао Дж., Ду Д., Чанг Б., Ши Х. Автоматическое обнаружение дефектов сварных швов на основе отслеживания потенциальных дефектов в последовательности рентгенографических изображений в реальном времени. NDT E Int. 2012; 46: 14–21. DOI: 10.1016 / j.ndteint.2011.10.008. [CrossRef] [Google Scholar] 13. Шао Дж., Ду Д., Чанг Б., Ши Х. Автоматическое распознавание и извлечение сварных швов из рентгеновских изображений в реальном времени с использованием подгонки квадратичной кривой и анализа разностей профиля интенсивности в нескольких порядках. На виду. 2011; 53: 562–569. DOI: 10,1784 / insi.2011.53.10.562. [CrossRef] [Google Scholar] 14. Чжан З., Чен Х., Чен Х., Чжун Дж., Чен С. Мониторинг качества сварки в режиме онлайн на основе выделения характеристик сигнала напряжения дуги. Int. J. Adv. Manuf. Technol. 2014; 70: 1661–1671. DOI: 10.1007 / s00170-013-5402-2. [CrossRef] [Google Scholar] 15. Чен Б., Фенг Дж. Объединение мультисенсорной информации импульсной GTAW на основе улучшенной теории свидетельств D-S. Int. J. Adv. Manuf. Technol. 2014; 71: 91–99. DOI: 10.1007 / s00170-013-5288-z. [CrossRef] [Google Scholar] 16. Хорват Я., Prezelj J., Polajnar I., Čudina M. Мониторинг процесса дуговой сварки металлическим газом с помощью звукового сигнала. Строй. Вестник-Ж. Мех. Англ. 2011; 57: 267–278. DOI: 10.5545 / sv-jme.2010.181. [CrossRef] [Google Scholar] 17. Cocota J.A.N., Garcia G.C., Costa A.R.D., Lima M.S.F.D., Rocha F.A.S., Freitas G.M. Обнаружение разрывов в процессе дуговой сварки защитным металлическим электродом. Датчики. 2017; 17: 1082. DOI: 10,3390 / s17051082. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 18. Alfaro S.C.A., Cayo E.H. Получение данных о сварке по оптическому и акустическому излучению электрической дуги в процессе GMAW-S для оценки качества сварки.Датчики. 2012; 12: 6953–6966. DOI: 10,3390 / s120606953. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 19. Чжао Дж., Шэн Х., Чжоу X. Исследование применения метода акустико-эмиссионных испытаний для мониторинга сварочных дефектов стали 16Mn; Труды Международной конференции IEEE 2016 по передовым мехатронным системам; Мельбурн, Австралия. 30 ноября 2016 г .; С. 318–321. [Google Scholar] 20. Анкона А., Спаньоло В., Лугара П.М., Феррара М. Оптический датчик для мониторинга процесса лазерной сварки CO 2 в реальном времени.Прил. Опт. 2001; 40: 6019–6025. DOI: 10.1364 / AO.40.006019. [PubMed] [CrossRef] [Google Scholar] 21. Сибильано Т., Анкона А., Берарди В., Лугара М.П. Спектроскопический датчик в реальном времени для контроля процессов лазерной сварки. Датчики. 2009; 9: 3376–3385. DOI: 10,3390 / s376. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 22. Чжан З., Ю. Х., Львов Н., Чен С. Обнаружение дефектов в режиме реального времени при импульсной GTAW алюминиевых сплавов с помощью спектроскопии в реальном времени. J. Mater. Процесс. Technol. 2013; 213: 1146–1156. DOI: 10.1016 / j.jmatprotec.2013.01.012. [CrossRef] [Google Scholar] 24. Брок К., Теннер Ф., Клемпфл Ф., Хоэнштайн Р., Шмидт М. Обнаружение дефектов сварных швов с помощью высокоскоростной визуализации парового шлейфа. Phys. Процедуры. 2013; 41: 532–536. DOI: 10.1016 / j.phpro.2013.03.113. [CrossRef] [Google Scholar] 25. Ван З. Мониторинг сварочной ванны GMAW по отраженным лазерным линиям для контроля в реальном времени. IEEE Trans. Инд. Информ. 2014; 10: 2073–2083. DOI: 10.1109 / TII.2014.2349360. [CrossRef] [Google Scholar] 26. Эмилио П.Л.Дж., Маурисио С.T.M.J., Crisostomo A.A.S. Измерение в реальном времени ширины и высоты сварных швов в процессах GMAW. Датчики. 2016; 16: 1500. [Бесплатная статья PMC] [PubMed] [Google Scholar] 27. Чжан Г., Ян З., Линь Л. Восстановление трехмерной формы сварочной ванны P-GMAW из двухмерного визуального изображения. Измер. Sci. Technol. 2006; 17: 1877–1882. [Google Scholar] 28. Цзян К., Чжан Ф., Ван З. Обработка изображений сварочной ванны из алюминиевого сплава для роботизированной сварочной машины VPPAW на основе визуального зондирования. Доступ IEEE. 2017; 5: 21567–21573. DOI: 10.1109 / ACCESS.2017.2761986. [CrossRef] [Google Scholar] 29. Лю З., Ву К., Гао Дж. Наблюдение за геометрией замочной скважины при плазменно-дуговой сварке на основе зрения. Int. J. Therm. Sci. 2013; 63: 38–45. DOI: 10.1016 / j.ijthermalsci.2012.07.006. [CrossRef] [Google Scholar] 30. Комас Т.Ф., Диао К., Динг Дж., Уильямс С., Чжао Ю. Пассивная система визуализации для измерения геометрии процесса плазменно-дуговой сварки. IEEE Trans. Ind. Electron. 2017; 64: 7201–7209. DOI: 10.1109 / TIE.2017.2686349. [CrossRef] [Google Scholar] 31. Чжан Г., Ву К., Лю X. Система единого обзора для одновременного наблюдения за замочной скважиной и сварочной ванной при плазменной сварке. J. Mater. Процесс. Technol. 2015; 215: 71–78. DOI: 10.1016 / j.jmatprotec.2014.07.033. [CrossRef] [Google Scholar] 32. Bardin F., Cobo A., Lopezhiguera J.M., Collin O., Aubry P., Dubois T., Högström M., Nylen P., Jonsson P., Jones J.D.C. и др. Оптические методы контроля проплавления при лазерной сварке в реальном времени. Прил. Опт. 2005; 44: 3869–3876. DOI: 10.1364 / АО.44.003869. [PubMed] [CrossRef] [Google Scholar] 33.Луо М., Шин Ю.С. Выделение границ сварочной ванны и измерение ширины с помощью визуального контроля при сварке волоконным лазером в замочную скважину. Опт. Lasers Eng. 2015; 64: 5–70. DOI: 10.1016 / j.optlaseng.2014.07.004. [CrossRef] [Google Scholar] 34. Харуни М., Карлсон Б., Ковачевич Р. Обнаружение дефектов при лазерной сварке магниевого сплава AZ31B в беззазорной конфигурации соединения внахлест с помощью спектроскопического анализа в реальном времени. Опт. Lasers Eng. 2014; 56: 54–66. DOI: 10.1016 / j.optlaseng.2013.11.015. [CrossRef] [Google Scholar] 35. Вы Д., Гао X., Катаяма С. Новая количественная оценка стабильности для дисковой лазерной сварки с использованием коэффициента частотной корреляции между множественными оптическими сигналами. IEEE / ASME Trans. Мех. 2015; 20: 327–337. DOI: 10.1109 / TMECH.2014.2311097. [CrossRef] [Google Scholar] 36. Ю Д., Гао Х., Катаяма С. Мониторинг процесса лазерной сварки на основе WPD-PCA и диагностика дефектов с использованием FNN и SVM. IEEE Trans. Ind. Electron. 2015; 62: 628–636. DOI: 10.1109 / TIE.2014.2319216. [CrossRef] [Google Scholar] 37. Ю Д., Гао Х., Катаяма С.Мультисенсорная система сварки для контроля мощной лазерной сварки дисков с использованием опорного вектора. IEEE Trans. Инд. Информ. 2014; 10: 1285–1295. [Google Scholar] 38. Бардин Ф., Макбрайд Р., Мур А., Морган С., Уильямс С., Джонс Дж. Д. К., Хэнд Д. П. Измерение температуры в режиме реального времени для контроля процесса лазерной кондуктивной сварки; Материалы 23-го Международного конгресса по применению лазеров и электрооптики; Сан-Франциско, Калифорния, США. 4–7 октября 2004 г .; С. 4–7. [Google Scholar] 39. Ричардсон Р.У., Гутоу Д.А., Андерсон Р.А., Фарсон Д.Ф. Просмотр ванны для коаксиальной дуговой сварки для контроля и управления процессом. Сварка. J. 1984; 63: 43–50. [Google Scholar] 40. Петрзак К.А., Пакер С.М. Контроль ширины сварочной ванны на основе технического зрения. J. Eng. Ind. 1994; 116: 86–92. DOI: 10,1115 / 1,23. [CrossRef] [Google Scholar] 41. Ковачевич Р., Чжан Ю.М., Руан С. Измерение и контроль геометрии сварочной ванны для автоматической сварки GTA. J. Eng. Ind. 1995; 117: 210–222. DOI: 10,1115 / 1,2803297. [CrossRef] [Google Scholar] 42. Fan C., Lv F.Л., Чен С. Визуальное зондирование и контроль проплавления при импульсной GTA-сварке алюминиевых сплавов. Int. J. Adv. Manuf. Technol. 2009. 42: 126–137. DOI: 10.1007 / s00170-008-1587-1. [CrossRef] [Google Scholar] 43. Чжан В.Дж., Лю Ю.К., Чжан Ю.М. Измерение поверхности сварочной ванны в процессе GTAW в реальном времени; Материалы Международной конференции IEEE 2013 года по приборостроению и измерительной технике; Миннеаполис, Миннесота, США. 6–9 июля 2013 г .; С. 1640–1645. [Google Scholar] 44. Ван З. Система визуализации и измерения для надежной реконструкции сварочной ванны во время дуговой сварки.IEEE Trans. Ind. Electron. 2015; 62: 5109–5118. DOI: 10.1109 / TIE.2015.2405494. [CrossRef] [Google Scholar] 45. Ван X.W. Приложения трехмерного зрения в моделировании и управлении процессами GTAW. Int. J. Adv. Manuf. Technol. 2015; 80: 1601–1611. DOI: 10.1007 / s00170-015-7063-9. [CrossRef] [Google Scholar] 46. Чен Б., Ван Дж., Чен С. Прогнозирование состояния проникновения импульсной GTAW на основе нейронной сети BP и слияния информации теории доказательств D-S. Int. J. Adv. Manuf. Technol. 2010. 48: 83–94. DOI: 10.1007 / s00170-009-2258-6.[CrossRef] [Google Scholar] 47. Ватанабе М., Наяр С. Телецентрическая оптика для компьютерного зрения; Материалы 4-й Европейской конференции по компьютерному зрению; Кембридж, Великобритания. 14-18 апреля 1996 г .; С. 439–451. [Google Scholar] 48. Харвуд Д., Суббарао М., Хакалахти Х., Дэвис Л.С. Новый класс сглаживающих фильтров, сохраняющих края. Распознавание образов. Lett. 1987. 6: 155–162. DOI: 10.1016 / 0167-8655 (87)
-X. [CrossRef] [Google Scholar] 49. Оцу Н. Метод выбора порога по гистограммам уровней серого. IEEE Trans.Syst. Человек Киберн. 1979; 9: 62–66. DOI: 10.1109 / TSMC.1979.4310076. [CrossRef] [Google Scholar]
Оценка дефектов сварных швов — журнал Fab Shop
Инспекторы сварки могут измерить глубину поднутрения, размер канавки, размер скругления и степень вогнутости или выпуклости скругления с помощью таких датчиков как эти. Фото: EWI.
Дефекты сварных швов могут быть, мягко говоря, проблемными. Плохой сварной шов может вызвать отказ компонентов. Это может привести к дорогостоящим простоям и переделкам, а также навредить репутации компании.
Несколько месяцев назад Дэйв Алми, инженер по сварке из Miller Electric Mfg. Co., рассмотрел распространенные проблемы сварки в статье «Устранение дефектов сварных швов» и объяснил некоторые из этих разочарований. Алми не только выявил эти часто возникающие проблемы в истории, опубликованной в мартовском выпуске FAB Shop за 2015 год, но и разработал простые средства их устранения.
Следование совету Алми может в первую очередь устранить многие из этих распространенных дефектов сварных швов, но для уверенности в отсутствии проблем вам может потребоваться испытание или оценка сварного шва.В некоторых случаях эти усилия должны быть предприняты для удовлетворения требований заказчика. В других случаях тестирование может быть внутренней стандартной рабочей процедурой.
А какой тест выбрать? FAB Shop обратилась к Рут Сандерман, инженеру-проектировщику группы неразрушающей оценки (NDE) в EWI, ранее известном как Институт сварки Эдисона, ДЕФЕКТЫ СВАРКИ, и попросила ее рассмотреть несколько различных дефектов сварных швов и определить лучший метод испытаний для конкретного сценария сварки.
Стажер EWI Кейт Намола выполняет ультразвуковое тестирование на 1-дюймовом.сварная пластина с частотой 5 МГц под углом 45 градусов. UT — это метод обнаружения, который обычно использует звуковые волны в диапазоне частот 1–10 МГц. Фото: EWI.
FAB Shop: Пористость — распространенный дефект сварных швов. Он может образовываться во многих типах материалов — от алюминия до гальванизированной и углеродистой стали — и является результатом захвата газа в металле сварного шва. Пористость может появиться в любой точке сварного шва, по его длине, а также внутри (под поверхностью) или снаружи сварного шва. Как лучше всего проверить пористость, особенно с учетом множества материалов и возможных мест возникновения проблемы?
Рут Сандерман : Когда есть желание обнаружить объемные дефекты, такие как пористость, рентгенография является областью неразрушающей оценки (NDE) с наилучшими шансами обнаружения.С точки зрения инспекции, рентгенография включает в себя рентген и гамма-излучение, а также все связанные с этим методы, такие как рентген в реальном времени, компьютерная рентгенография, компьютерная томография (КТ) и даже переносной рентгеновский снимок. Тип используемой рентгенографии зависит от того, что вы собираетесь обследовать. Независимо от выбранного метода размер заготовки, геометрия и плотность являются факторами, которые необходимо учитывать при использовании рентгенографии. Очень плотные материалы, такие как свинец и некоторые высокопрочные сплавы, поглощают рентгеновское излучение, что делает невозможным получение изображений, но эти материалы могут быть полезны для ограничения радиационного облучения персонала, который может проводить эти испытания.
Что касается размера, очень толстые детали (максимальная толщина зависит от материала) не могут быть проверены, потому что они также будут поглощать излучение, необходимое для выполнения проверки. Геометрия, которую вы хотите проверить, является важным фактором, потому что сложная геометрия может сделать дефекты неразличимыми и, следовательно, невозможными для обнаружения. Имейте в виду, что рентгеновский снимок объединяет все особенности трехмерного объекта в двухмерное изображение. Если единственная проблема — сложная геометрия, лучшим вариантом будет КТ.CT предоставляет реконструированную модель вашей детали, дефектов и всего остального, основанную на рентгеновских лучах, собранных во время обзора детали на 360 градусов.
Получившуюся реконструированную модель можно просматривать со всех сторон внутри и снаружи. Внутренние части детали можно просматривать, не разрушая ее, используя трудоемкие процессы резки и полировки, и не опасаясь пропустить целевой дефект.
Если невозможно использовать методы радиографического контроля, хорошей альтернативой может быть ультразвуковой контроль (УЗ).UT может пропустить отдельную пору, если она очень мала, но скорее всего будет обнаружена группа пор.
Этот портативный автономный прибор предназначен для создания магнитного поля в ферромагнитных материалах для обнаружения поверхностных дефектов, таких как кратерные трещины в сварном шве. Фото: EWI.
FAB Shop: Несмотря на то, что они часто используются взаимозаменяемо, холодное нахлестание и отсутствие плавления — это две отдельные проблемы сварки. Отсутствие плавления возникает из-за того, что металл сварного шва не может полностью сплавиться с основным металлом или с предыдущим сварным швом в многопроходных приложениях.Холодный нахлест возникает, когда сварной шов выходит за пределы кромки сварного шва. Как бы вы их протестировали и исследовали?
Сандерман: Для любого из этих дефектов можно использовать рентгеновский снимок, но предпочтительнее ультразвуковой контроль. Ультразвуковой контроль или ультразвуковой контроль, который обычно называют UT, — это метод обнаружения, который обычно использует звуковые волны в диапазоне частот от 200 кГц до приблизительно 20 кГц. Для большинства промышленных приложений обычно используется частота 1–10 МГц. Эти звуковые волны генерируются преобразователем и проходят через любой материал, который вы хотите исследовать, отражаются от поверхностей деталей, трещин или разнородных материалов и возвращаются обратно в преобразователь, предоставляя информацию о размере и расположении этих элементов.Холодные притирки и отсутствие плавления [возникают] на хороших плоских поверхностях, которые достаточно хорошо отражают звук. Контроль сварных швов обычно выполняется путем подачи звуковых волн под углом, например, 45, 60 или 70 градусов, чтобы звуковые волны имели возможность сильно отражаться от дефектов в нескольких направлениях и в местах, которые может быть трудно обнаружить. с помощью рентгена. Единственные типы дефектов, с которыми UT может столкнуться с некоторыми проблемами при обнаружении, — это небольшие изолированные поры, потому что сферические дефекты имеют тенденцию больше рассеивать звук, чем отражать его.
Тем не менее, некоторые звуки часто отражаются, и наличие группы пор имеет еще больше шансов обнаружить. Один специальный метод ультразвукового исследования, называемый времяпролетной дифракцией (TOFD), может быть очень эффективным при обнаружении пор.
Отсутствие плавления является результатом того, что металл сварного шва не может полностью сплавиться с основным материалом или с предыдущим сварным швом в многопроходных приложениях. Этот увеличенный вид сбоку сварного шва (вверху) показывает, где сварной шов и основной материал не сплавились.Фото: Miller Electric
Пористость, как показано здесь (выше), является одним из наиболее распространенных дефектов сварных швов. Он может появиться в любой точке сварного шва, по его длине, а также внутри (под поверхностью) или снаружи сварного шва. Фото: Miller Electric
Химические вещества, используемые для жидкостного проникающего контроля (LPI). Фото: EWI.
Магазин FAB: Как насчет прожигания? Это происходит, когда металл сварного шва проникает сквозь основной материал.Материалы толщиной менее 1/8 дюйма или около 12 калибра особенно подвержены прожогу.
Сандерман: Прожиг обычно можно обнаружить при визуальном осмотре. Стандарты контроля сварных швов описывают, сколько разрешено для сварного шва, если таковое имеется.
FAB Shop: Чрезмерное разбрызгивание может появиться при использовании различных присадочных металлов. Этот дефект возникает, когда сварочная ванна выталкивает расплавленный металл и разбрасывает его по валику сварного шва, в результате чего расплавленный металл плавится с основанием.
Sunderman: Чрезмерное разбрызгивание обычно можно обнаружить с помощью визуального осмотра или даже с помощью рентгенографии. Стандарты контроля сварных швов могут определять, какое количество брызг считается «чрезмерным», если есть какие-либо сомнения.
FAB Shop: Слишком вогнутые или слишком выпуклые сварные швы могут нарушить целостность готового изделия и в некоторых случаях могут считаться дефектом сварного шва. Как бы вы справились с этими проблемами?
Sunderman: Хотя вогнутые и выпуклые сварные швы можно определить с помощью рентгенографии, они обычно измеряются с помощью визуального контроля.Контрольно-измерительные приборы используются инспекторами сварки для измерения того, насколько сварной шов является вогнутым или выпуклым, и является ли он приемлемым в соответствии со стандартами контроля для конкретных типов сварного шва.
FAB Shop: Кратерные трещины — это небольшие трещины, которые образуются в конце сварного шва. Они могут возникнуть во время любого сварочного процесса и иногда называются усадочными трещинами. Этот дефект сварного шва возникает, когда кратер сварного шва не был полностью заполнен при завершении прохода; сварочная ванна затвердевает, и центр кратера отходит от центра сварного шва.Это особенно часто встречается при сварке алюминия.
Сандерман: Рентген и УЗИ могут обнаружить трещины кратера, если глубина трещины достаточна для обнаружения. Для мелких поверхностных трещин следует рассмотреть другие неразрушающие методы, такие как визуальный, жидкостный проникающий контроль (LPI), магнитопорошковый контроль (MPI) или вихретоковый контроль.
FAB Shop: С какими еще дефектами сварочных материалов вы часто сталкиваетесь?
Sunderman: Иногда на поверхности сварного шва могут образовываться мелкие трещины.Их можно обнаружить с помощью LPI или MPI. Эти методы дешевле и проще в исполнении, но они ограничены недостатками, которые нарушают поверхность.
Кроме того, вихретоковый контроль можно использовать для быстрого и надежного обнаружения очень мелких дефектов поверхности, но этот метод более дорог с точки зрения начальных затрат на оборудование и требует большего опыта оператора, чем два предыдущих.
Другой распространенный дефект — непровар или неполное проникновение. Этот дефект обычно можно обнаружить с помощью визуального, ультразвукового или рентгеновского контроля.
В сварных швах с плотной посадкой эффективными методами контроля могут быть также проникающая жидкость, магнитные частицы и вихревые токи.
EWI
Miller Electric
Прогнозирование провара в односторонних угловых сварных швах путем мониторинга зазора в процессе — экспериментальное исследование
В этой статье рассматривается проблема прогнозирования глубины проплавления в односторонних угловых сварных швах во время роботизированного металлоактивного соединения. газовая (MAG) сварка [22]. Глубина проплавления угловых швов соответствует протяженности границы в корне между пластинами (см. Рис.1), где расстояние i — глубина проплавления, a — толщина сварного шва, а g — размер зазора между пластинами. Причина решения этой проблемы заключается в том, что дефекты в корне сварного шва влияют на усталостную долговечность и структурную целостность [9]. Это, в свою очередь, оказывает прямое негативное влияние на качество и срок службы сварных конструкций. Важными механизмами изменения глубины проникновения являются, например, неточность движений роботизированного манипулятора, состояние поверхности пластины (подготовка стыка) и вариации зазора стыка.Последний механизм считается основным источником расхождений и вызван большими допусками на посадку включенных пластинчатых элементов. Такая ситуация очень часто встречается в сварочном производстве, например, в тяжелая автомобильная промышленность.
Рис.1Геометрические элементы односторонних угловых швов
Объяснение влияния глубины проплавления на усталостную долговечность заключается в том, что когда односторонний сварной шов подвергается усталостной нагрузке F , как показано на рис.1, уровень напряжения из-за концентраций напряжений обычно находится на пике в корне [9]. Эта проблема смягчается за счет увеличения глубины проплавления, так как остающаяся несваренная площадь между пластинами уменьшается. Оказывается, это обеспечивает более плавное перемещение напряжений в сварном соединении [15].
Существует ряд эмпирических исследований, показывающих важность глубины проплавления по отношению к относительной усталостной прочности угловых швов (см., Например, [7, 8]). Одним из примеров является практическое правило, которое было принято при проектировании сварных конструкций, где эквивалентная толщина сварного шва ρ используется для оценки усталостной прочности.Следующее числовое выражение для эквивалентной толщины сварного шва, ρ = a +2 i , было предложено в [7]. Таким образом, глубина проплавления i оказывает двойное влияние на усталостную прочность по сравнению с толщиной сварного шва a . Обычно при визуальном контроле качества производства контролируется только горловина сварного шва, поскольку во многих случаях глубина проплавления является скрытой величиной.
Другое соответствующее исследование показывает, что изменение усталостной долговечности соответствует изменению глубины проплавления шва [8].В [8] было замечено, что отсутствие проникновения приводит к возникновению естественного подъема напряжения, из которого может распространяться трещина.
Поскольку обычно ужесточение диапазона допусков при производстве очень дорого обходится, желательно найти рентабельные средства для решения этой проблемы другими способами. Здесь предлагается и оценивается один из таких способов, использующий мониторинг в процессе для прогнозирования глубины проплавления сварного шва. Достаточная производительность прогнозирования системы реального времени для этой цели позволит адаптивному управлению свести к минимуму вклад в изменение глубины проникновения, вызванное изменениями в размере зазора.Эта система также может быть полезна для постпроцессного контроля качества, когда текущие данные могут направлять действия по проверке только на подозрительные участки сварного шва.
Типичные угловые швы показаны на рис. 2, чтобы подчеркнуть проблему. Показаны два вытравленных поперечных изображения сварных швов: правое изображение с техническим нулевым зазором (здесь технический нулевой зазор относится к г ≤ 0,1 мм), а левое — со значительным зазором. Оба сварных шва были сварены с одинаковыми номинальными параметрами; тем не менее, ясно показано, что проникновение (обозначено пунктирными горизонтальными линиями) намного глубже (в данном случае> 2 мм) при наличии зазора.
Рис.2Изображения поперечных разрезов угловых швов с разной величиной зазора г
Глубину проплавления в большинстве угловых швов трудно проверить и контролировать, так как она не видна после сварки. Неразрушающий контроль, такой как ультразвуковой контроль, например, связан с ограниченной геометрической доступностью, что не является обычной практикой в современной промышленности для этого типа сварных швов.
Обычной процедурой, однако, является использование разрушающего тестирования, хотя у этого подхода есть много недостатков.Этот метод в целом дорог и трудоемок, дает лишь ограниченное количество образцов вдоль сварного шва, не показывая всей картины.
Для сварочной промышленности предпочтительным решением было бы иметь возможность прогнозировать глубину проплавления еще до или во время сварки, причем последнее — с помощью мониторинга в процессе. Такая возможность прогнозировать и использовать эту информацию для управления глубиной проплавления сильно повлияет на проектирование и производство сварных конструкций. На производительность в целом очень сильно влияет наличие неопределенностей в результате.Если изменение глубины проплавления слишком велико, это обычно устраняется увеличением запаса прочности, например добавлением дополнительного свариваемого материала, снижением скорости сварочного хода или дополнительным ремонтом и т. Д. Это традиционный способ для различных функций в обрабатывающих отраслях, чтобы справиться с неопределенностью. Эти запасы прочности на каждом этапе производства, конечно же, приводят к увеличению затрат из-за дополнительной рабочей силы и расходных материалов. Еще более серьезный эффект — это влияние на долгосрочное развитие.Когда дизайнер не уверен в качестве, маловероятно, что он снизит запас прочности или попробует новые дизайнерские решения. Во многих случаях использование старых решений дает чувство безопасности, поскольку они проверены. Это могло бы значительно снизить темпы внедрения промышленных изобретений.
Мониторинг процесса сварки MAG в течение нескольких десятилетий привлекался многими исследователями и для многих целей. Одно из основных направлений направлено на создание совместных систем слежения, направленных на компенсацию допусков при фиксации и движениях манипулятора.Эти системы основаны на идентификации геометрических деталей кромки соединения в стратегии управления [3, 21, 26, 29, 32]. Интересный подход предложен в [10], где ток дуги измеряется датчиком вращающейся дуги для определения отклонения и наклона сварочной горелки. Еще одна важная область мониторинга — это извлечение функций с помощью камеры, например: форма и размер сварочной ванны (см. [18, 25, 31] для некоторых примеров и систем технического зрения для контроля длины сварочной дуги [13]).Некоторые оценки спектрометрических измерений дуговой плазмы для мониторинга стабильности процесса представлены, например, в [1, 17, 33]. Simpson опубликовал результаты об изображениях подписей для обнаружения неисправностей, таких как загрязнения, неправильное положение и неправильная установка. Сигнатуры основаны на полученных сигналах сварочного тока и напряжения дуги [27, 28]. Некоторые примеры методов, использующих акустические сигналы для контроля отсутствия плавления, прожога и длины сварочной дуги, можно найти в [5, 6, 30]. В других интересных примерах используется использование мониторинга температурного поля с помощью инфракрасных камер для мониторинга подводимого тепла [11, 12].Насколько известно автору, нет опубликованных результатов, показывающих внутрипроцессный мониторинг для прогнозирования глубины проплавления в односторонних угловых швах.
Хотя все эти примеры исследовательских усилий имеют промышленное значение, они имеют общий фактор, заключающийся в том, что большинство результатов попадает в лаборатории. Одной из причин отказа от промышленного использования, скорее всего, является суровый характер процесса MAG. Различные физики взаимодействуют и испытывают нарушения, затрудняющие выполнение точных измерений или оценок.Враждебность в сварочных процессах, например. из-за чрезмерного теплового потока и испарения материала сложно использовать чувствительное сенсорное оборудование в непосредственной близости. Еще одна причина ограниченного использования внешних датчиков — это промышленная потребность в механической прочности и гибкости сварочных инструментов. Внешние устройства, такие как датчики и камеры, могут накладывать ограничения на использование системы в реальном производстве, например сварка в узких местах, ограничивающих габариты оборудования. Это является узким местом в попытках промышленного внедрения автоматического внутрипроизводственного мониторинга и адаптивного управления.
В этой статье оцениваются новые экспериментальные методы прогнозирования глубины проплавления шва во время сварки с использованием расчетного размера зазора, полученного из изображений с камеры. Измеренные данные глубины проплавления сварных швов с известным изменением зазора вдоль стыка показывают линейную зависимость между проплавлением и зазором, которая используется для прогноза. Наблюдение за зазором ограничивается последовательностями изображений с видеонаблюдения и инфракрасных камер. Объединение изображений также оценивается, потому что в целом оно может повысить надежность извлечения признаков за счет избыточной информации и улучшить возможности за счет дополнительной информации.
Целью данной оценки является экспериментальное исследование технических возможностей и ограничений в процессе мониторинга для прогнозирования проплавления сварных швов. Особое внимание было уделено адаптации экспериментальных условий к условиям промышленной сварки. Некоторое используемое оборудование (камера и оптика) не обладает механической прочностью и гибкостью, необходимой в промышленности. Однако используемое оборудование не рассматривается авторами как технический барьер, поскольку дальнейшая роботизация рассматривается как вопрос технической разработки уже существующих решений.Другие аспекты, такие как финансовые последствия и организационные вопросы, здесь не рассматриваются.
Рекомендации по орбитальной сварке в биотехнологических трубопроводах
Примечание редактора: Pharmaceutical Online рада представить эту статью, состоящую из четырех частей, посвященную орбитальной сварке трубопроводов биотехнологий, подготовленную отраслевым экспертом Барбарой Хенон из компании Arc Machines. Эта статья была адаптирована из выступления доктора Хенона в конце прошлого года на встрече ASME.
Гладкость сварного шваГрафики сварки: определение программируемых переменных
об / мин. Однопроходные сварные швы труб плавлением обычно выполняются при скорости движения дуги 4-7 дюймов в минуту (IPM). Скорость движения в дюймах в минуту должна быть преобразована в скорость вращения в оборотах в минуту (об / мин). Таким образом, для трубы диаметром 1 дюйм (OD) скорость перемещения 5 дюймов будет равняться 1,6 об / мин.
Время на уровень. Время дуги сварного шва будет включать время задержки вращения, плюс время, чтобы сделать 1 оборот при заданных оборотах в минуту, плюс дополнительное время, необходимое для прохождения расстояния, эквивалентного удвоенной толщине стенки трубы, для закрепления сварного шва.При 1,6 об / мин время, необходимое для обхода трубы, составит 60 секунд, разделенных на 1,6 об / мин или 37,5 секунды. Для завершения сварки потребуется около 40 секунд. Общее время делится на количество уровней в программе сварки, чтобы получить время для каждого уровня. Это будет 10 секунд на уровень для 4-уровневого сварного шва или около 6,7 секунд на уровень для 6-уровневого сварного шва.
Сварочный ток для нержавеющей стали 316L. При скорости движения 5 дюймов в минуту требуется сварочный ток около одного ампера на каждый 0.001 дюйм толщины стенки для пускового (первичного) тока на первом уровне. При импульсной дуговой сварке все остальные сварочные токи могут быть получены из силы тока первого уровня. Фоновый ток будет около 30% от первичных усилителей для уровня 1, в то время как ток на последнем уровне будет около 80% от первого уровня. Это результат накопления тепла в трубке, так что для проникновения тока в конце сварного шва требуется примерно на 20% меньше тока, чем в начале. Величина снижения тока на уровень будет зависеть от количества уровней, при этом возможно более постепенное снижение с большим количеством уровней.
Задержка вращения. После зажигания дуги, но до начала вращения, дуга удерживается в одном месте, чтобы накапливать достаточно тепла для проплавления. Это особенно важно для однопроходного сварного шва, где невозможность проплавления в начале шва может привести к неплавлению на стыке.
Вернуться к содержаниюВремя импульса
Время для первичного импульса и фонового импульса определяет расстояние между сварными швами.Более длительное время импульса увеличивает расстояние между валиками. При пошаговой или синхронной сварке «низкий» или «фоновый» импульс определяет расстояние между сварными швами, в то время как «высокое» или «основное» время импульса может использоваться в сочетании со сварочным током для контроля проплавления. На тонкостенных трубах сварка может выполняться без импульсного тока. Для небольших трубок время импульса обычно составляет 0,1–0,2 секунды или меньше. Время импульса значительно больше для STEP сварных швов. При импульсной дуговой сварке валики сварного шва должны перекрываться на 60-80% по внешнему диаметру и не менее чем на 50% по внутреннему диаметру.
Вернуться к содержаниюКритерии приемки сварных швов
Стандарт ASME на оборудование для биотехнологий (ASME BPE-97) был опубликован в ноябре 1997 года. До этого времени фармацевтические трубопроводные системы традиционно устанавливались с использованием санитарных стандартов 3A в качестве руководящих принципов для производства. Сварочные процедуры и персонал могли быть сертифицированы Американским обществом инженеров-механиков (ASME), раздел IX Кодекса по котлам и сосудам под давлением, и, возможно, следовали руководящим указаниям по критериям сварки, перечисленным в ASME B 31.3 Кодекс для трубопроводов, работающих под давлением, согласно которым сварные швы визуально оцениваются на отсутствие неплавления, признаков поверхностного шлака или пористости, со строгими ограничениями на непровар, поднутрение, внутреннюю вогнутость (всасывание или обратное всасывание) В соответствии с этими нормами, должна быть установлена процедура сварки и испытательные сварные швы должны быть подвергнуты испытаниям на изгиб, чтобы показать, что соединение является пластичным, и испытания на растяжение, чтобы показать, что сварная конструкция соответствует минимальному пределу прочности на растяжение для материала. Также может потребоваться рентгенография.Эти испытания были разработаны для определения механической целостности сварных швов и способности сварочного персонала выполнять сварные швы. Эти нормы и стандарты были написаны для ручной сварки, и вполне возможно установить систему трубопроводов, отвечающую этим критериям, с использованием методов ручной сварки. Сварка в соответствии с этими нормами предназначена для обеспечения безопасной работы сварной системы, но мало внимания уделяется косметическому виду и гладкости сварных швов, что фактически повлияет на пригодность системы трубопроводов для биофармацевтического использования.
ASME BPE — 1997 был разработан с учетом ограничений существующих норм и правил для индустрии биотехнологий. В 1989 году ASME учредил Главный комитет по биотехнологическому оборудованию, чтобы изучить все аспекты изготовления и установки оборудования для биотехнологий, определить отраслевые требования и написать новый стандарт для удовлетворения конкретных потребностей отрасли биотехнологий. Подкомитеты по дизайну, стерильности и очищаемости, чистоте поверхности, соединению материалов, размерам и допускам, уплотнениям оборудования и общим требованиям были сформированы и собирались несколько раз в год, пока стандарт не был завершен.Работа над исправлениями и дополнениями все еще продолжается.
Подкомитет по соединению материалов рассмотрел вопрос о критериях приемлемости сварных швов для орбитальных сварных швов труб в биотехнологических системах трубопроводов. Они согласились с тем, что биофармацевтические сварные швы должны по-прежнему соответствовать требованиям ASME, раздел IX и B31.3, но соответствовать дополнительным критериям, основанным на визуальной оценке. Все сварные швы должны быть визуально проверены на внешнем диаметре, а количество сварных швов, подлежащих проверке на внутреннем диаметре, должно быть согласовано владельцем и подрядчиком.Не менее 20% сварных швов должны быть случайным образом отобраны для контроля внутреннего диаметра либо путем прямого визуального осмотра, либо с помощью бороскопа. Было решено, что сварные швы фармацевтического типа должны быть полностью проплавлены без потери плавления на внутреннем сварном шве. Кроме того, не должно быть признаков пористости, шлака или окалины, чрезмерного обесцвечивания из-за отсутствия продувочного газа или слишком малого количества продувочного газа, или загрязненного газа, или возникновения дуговых разрядов. Подкомитет MJ представил чертежи поперечных сечений сварных швов, которые определяют допустимый профиль сварного шва и пределы вогнутости, изменения цвета, несоосности и т. Д.которые подробно описаны ниже.
Вернуться к содержаниюНеполное проникновение
Вероятно, наиболее серьезным дефектом сварки будет неплавление или невозможность полного проплавления сварного шва по всему периметру внутренней части сварного шва. Помимо соображений прочности сварного шва, в биотехнологических трубопроводах отсутствие плавления оставляет щель, где бактерии могут ускользнуть от процедур очистки и колонизировать систему.Щели также являются местами, где может начаться щелевая коррозия. Различия в микросреде (кислород, хлориды, ионы металлов, водород) щели и области за пределами щели создают концентрирующую ячейку, в которой щель становится анодной и, следовательно, корродированной.
Неполное проплавление сварного шва или неплавление, как правило, является результатом плохой программы сварки, когда во время некоторой части процесса сварки прикладывается недостаточное количество тепла. В этом случае состояние можно исправить, увеличив силу тока или сварочный ток, который обеспечивает тепло, необходимое для достижения проплавления.Программа сварки может потребовать дополнительной силы тока для всей или только для одной части или уровня программы сварки. В общем, когда график сварных швов был разработан для конкретного размера трубы, трубы или сварного шва между трубами и фитингами, сварные швы будут согласованными, если не произойдет изменения нагрева материала.
Отсутствие плавления может быть результатом неправильного совмещения вольфрамового электрода со сварным швом или отклонения дуги. Этот дефект не будет очевиден снаружи сварного шва, но может быть обнаружен только при визуальном осмотре внутренней части сварного шва.Этот тип дефекта может быть результатом «ошибки оператора», и надлежащее обучение сварочного персонала было бы наиболее эффективной профилактической мерой.
Вернуться к содержаниюВогнутость (чрезмерное проникновение)
В случае автогенного шва наполнитель не добавляется, поэтому поверхность шва не будет выпуклой, если к внутреннему диаметру не будет приложено чрезмерное давление продувки. Сварной шов обычно находится заподлицо с поверхностью трубы, но на материалах с низким содержанием серы или толстостенных материалах наблюдается большая тенденция к появлению некоторой вогнутости поверхности, которая считается нежелательной.Внешний сварной шов обычно становится вогнутым, когда к сварному шву прилагается чрезмерное тепло. Полость может быть локализована в одной области сварного шва, или весь сварной шов может быть слишком горячим.
Вогнутость обычно можно преодолеть, уменьшив сварочный ток для той части сварного шва, которая указывает на проблему. На толстостенных материалах или материалах с низким содержанием серы небольшая вогнутость может быть неизбежна. Величина допустимой вогнутости по внешнему диаметру для нового стандарта BPE составляет максимум 10% толщины стенки по всей окружности сварного шва или 15%, если вогнутость ограничена 25% окружности.Вогнутость 10% на фармацевтической трубке со стенкой 0,065 дюйма может быть измерена как углубление сварного шва на 0,0065 дюйма по отношению к внешним поверхностям трубки.
Чрезмерное проникновение внутреннего сварного шва
Чрезмерное провар внутреннего сварного шва (выпуклость по внутреннему диаметру) ограничивается 10% номинальной толщины стенки. Выпуклость по внутреннему диаметру обычно возникает одновременно с вогнутостью по внешнему диаметру, а также является результатом чрезмерного нагрева сварного шва.Это можно исправить, уменьшив силу тока для той части сварного шва, которая демонстрирует чрезмерное проплавление. В то время как некоторые владельцы или подрядчики устанавливают широкий внутренний сварной шов, который минимизирует вероятность непровара в сварном шве, другие хотят, чтобы внутренний сварной шов был как можно более тонким и при этом был полностью сплавлен. Если все сварные швы в системе можно проверить с помощью бороскопа, это может представлять собой приемлемый риск. В противном случае гораздо безопаснее использовать немного более широкий борт и, возможно, некоторую внешнюю вогнутость.
Вернуться к содержаниюОбесцвечивание или «тепловой оттенок»
Стандарт BPE-97 гласит, что изменение цвета должно быть сведено к минимуму на всех поверхностях, контактирующих с продуктом. Внутренний сварной шов не должен быть цветным, но в ЗТВ может быть разрешен светло-соломенный или бледно-голубой цвет. Это оставляет окончательное определение количества цвета, которое согласовывается между владельцем и подрядчиком. Это спорный вопрос.Полупроводниковая промышленность давно требует бесцветных сварных швов, а в Руководстве ISPE Baseline Guide также требуются сварные швы без обесцвечивания. Обесцвечивание или «тепловой оттенок» нежелательны, поскольку связаны с потерей коррозионной стойкости нержавеющей стали. Для предотвращения окисления используется продувка инертным газом аргоном как внутри, так и снаружи сварного шва сварочным газом хорошего качества до, во время и после сварки. Если внутренняя часть трубки не продувается, область сварки становится черной или засахаренной.«Если промывка выполняется некачественно или недостаточно времени для очистки, происходит изменение цвета от темно-синего до коричневого, желто-коричневого, соломенного, бледно-голубого или серого.
Изменение цвета снижает коррозионную стойкость, поскольку окисление повреждает пассивную внешнюю поверхность стали, а окисление хрома в поверхностном слое истощает хром вокруг границ зерен, что обеспечивает защиту от коррозии. Совершенно чистый газообразный аргон (1-2 ppm O 2 или меньше) и идеально чистый сварной шов должны обеспечивать сварку без видимых признаков окисления.Если сварной шов и зона термического влияния не подвержены окислению, можно предположить, что система продувки была эффективной, а чистота аргона и скорость потока были идеальными.
Иногда бывает трудно устранить все признаки окисления во время сварки. Это требует новой оценки системы продувки. Не должно быть утечек воздуха, а трубопровод, по которому газ подается из баллона или баллона Дьюара, должен быть полностью непроницаемым для атмосферы. Лучше всего сварная нержавеющая сталь, но допустимо использование Poly Flo (полиэтиленового пластика).Необходимо тщательно продумать продувочные заслонки, заглушки, диффузоры и т. Д. Высокоочищенный источник аргона и специальные фильтры или очистители, такие как Nanochem или Gatekeeper, которые удаляют следовые количества влаги, кислорода и других примесей из сварочного газа, могут быть эффективными для устранения обесцвечивания из-за окисления. Сама трубка может удерживать влагу на внутренней поверхности, что может вызвать обесцвечивание во время сварки. Иногда нагревание или запекание трубки может устранить следы обесцвечивания.Для проверки условий продувки можно использовать надежный анализатор кислорода, который точно измеряет в диапазоне низких частей на миллион, но окончательный тест — это цвет или его отсутствие на внутреннем сварном шве или рядом с ним при исследовании с помощью яркого флуоресцентного света. Доступна технология для получения бесцветных сварных швов на постоянной основе. Конечный пользователь должен определить, оправданы ли дополнительные затраты и усилия для достижения полностью безокислительного шва для его конкретного применения.
Вернуться к содержаниюОтказ продувки при прихватке
ASME BPE — 97 просто утверждает, что все прихваточные швы должны быть полностью израсходованы.Прихваточные швы — это небольшие точечные сварные швы, которые обычно выполняются вручную с помощью процесса GTAW, но могут выполняться с помощью орбитального сварочного аппарата. Прихватывание выполняется перед сваркой, чтобы скрепить детали для сварки. Самый безопасный метод выполнения прихваточного шва — очистить внутренний диаметр сварного шва таким же образом, как это делается для всего сварного шва. Окисление на сварном шве или рядом с ним может привести к выделению карбида или иным образом вызвать коррозию. Кроме того, сварочная дуга будет двигаться по прямой линии и потреблять прихватку, которая хорошо продувается, но может отклоняться вокруг необработанной прихватки, что может привести к дефекту неплавления на внутреннем диаметре сварного шва.Также важно тщательно очистить область сварного шва перед сваркой и использовать перчатки при работе с чистыми трубками, поскольку масло или грязь на руках являются источником углерода, который может способствовать осаждению карбида.
Внутренний диаметр трубы из нержавеющей стали, виден продуванные и непродуванные прихватки. Центральное фото показывает отклонение орбитального сварного шва вокруг неочищенных прихваток.
Со стороны монтажников может быть нежелание тратить деньги на газ или другую настройку продувки для ручных операций с горелкой для продувки прихваток.Каким-то образом они чувствуют, что если (ручной) сварщик опытен, он может держать прихватки достаточно маленькими, чтобы их было легко поглотить. Даже когда прихватки небольшие и не проникают до внутреннего диаметра трубы, некоторое окисление все равно будет задерживаться в сварном шве, поэтому лучше перестраховаться и приложить дополнительные усилия для продувки.
Вернуться к содержаниюID вогнутость
Внутренняя вогнутость ограничена 10% толщины стенки согласно BPE — 97, но это не должно уменьшать толщину стенки ниже минимальной проектной толщины.В случае толстостенного материала вогнутость внутреннего диаметра может возникнуть в результате действия силы тяжести на расплавленную сварочную ванну в положении «6 часов». При сварке плавлением тонкостенных труб вогнутость внутреннего диаметра может возникать в результате чрезмерного повышения давления на внутренний сварной шов продувочным газом, что вызывает перемещение расплавленного металла сварного шва наружу. Давление можно измерить манометром Magnehelic. Продувочный газ из внутреннего диаметра трубы проходит через устройство, и когда измеренное давление превышает 1/2 дюйма водяного столба, происходит измеримое смещение сварного валика, приводящее к вогнутости внутреннего валика.В крайних случаях чрезмерное давление может привести к выбросу, когда жидкий металл выдувается и контактирует с вольфрамом. Это закорачивает дугу, загрязняет вольфрам, оставляет отверстие в сварном шве и обычно повреждает сварочную головку.
Вогнутость внутреннего сварного шва, также известная как «обратный отсос», является дефектом. Если он серьезный, эффект может быть подобен дефекту отсутствия плавления, то есть его трудно чистить, мешает дренированию и предлагает укрытие для роста бактерий.Возможность смещения сварного шва за счет повышения давления использовалась в некоторых приложениях для получения более гладкой поверхности, чем это могло бы произойти в противном случае. Это трудно контролировать точно, так как внутреннее давление изменяется во время сварки. Использование этого метода, безусловно, увеличит стоимость установки.
Меандр сварного валика
Меандр сварного шва или блуждание дуги — это неспособность сварного шва продолжать движение по прямой траектории вокруг сварного шва, но неравномерно переплетаться из стороны в сторону.Если эта неравномерность слишком велика, это может привести к нарушению плавления, что является серьезным дефектом. Меандрирование может быть вызвано повреждением вольфрама, слишком высокой скоростью потока аргона в сварочную головку, раздувающую дугу, или грязью, жиром или другими загрязнениями на металлической поверхности сварного соединения или загрязненным газом. Дуга может огибать прихваточные швы без зачистки. Обычно его можно вылечить заменой вольфрама или лучшей очисткой сварного шва. Наиболее экстремальные примеры дрейфа дуги наблюдались при использовании смесей защитного газа аргон / водород, которые часто являются загрязненными и имеют тенденцию быть менее эффективными в поддержании дуги, чем чистый аргон.
Вернуться к содержаниюПористость
Пористость — это пустоты или полости, образованные пузырьками газа, выделяющимися во время сварки. Пористость чаще встречается при подаче проволоки, чем при сварке плавлением. При сварке плавлением это обычно вызвано примесями в основном металле или загрязнениями на поверхности металла. Влага на трубках или в продувочном газе является частой причиной пористости.Пористость обычно можно предотвратить с помощью надлежащих процедур очистки и использования продувочного газа известной чистоты.
Плохая установка
Правильная подготовка концов имеет решающее значение для успеха орбитальной сварки. Концы трубок должны быть обрезаны под прямым углом, без фаски. Пилы GF от Джорджа Фишера используются часто, поскольку они могут отрезать и подрезать концы за одну операцию. Переносные токарные станки, например, производства Tri Tool, Wachs или Protem, могут обеспечить подготовку торца к механической обработке, но для этого сначала необходимо разрезать трубы.Любые заусенцы, оставшиеся после подготовки торцов, необходимо удалить, не оставляя фаски, которая могла бы повлиять на толщину стенки. Концы трубок должны стыковаться друг с другом без зазора в сварочной головке. Самая частая причина образования отверстия в сварном шве — плохая подгонка.
Несоосность, или «максимум-минимум»
Смещение сварных швов ограничено БПЭ-1997 до 15% от толщины стенки. Несоосность труб или других свариваемых компонентов приводит к образованию гребня на внутренней стороне сварного шва, который может мешать дренажу системы трубопроводов.Такое скопление жидкости будет способствовать образованию ржавчины и может привести к коррозии всей системы. Это также может привести к неправильной очистке системы и росту бактерий, что приведет к дальнейшему заражению.
Несоосность может быть результатом ошибки оператора при загрузке сварочной головки или из-за изношенных трубных зажимных вставок или цанг, удерживающих компоненты в сварочной головке. Это может произойти из-за небрежности при закреплении или из-за повреждения трубок или других компонентов при транспортировке или транспортировке.Чаще всего это состояние высокого-низкого возникает, когда фитинги, привариваемые к трубам, изготавливаются с различными допусками по размерам. Если труба или фитинг имеют некруглую форму, если внешний диаметр или толщина стенок различаются, это приведет к некоторому смещению. Вы должны знать, что допуски для трубок отличаются от допусков для труб. Несоосность иногда становится проблемой, когда люди пытаются приварить фитинги труб с малыми допусками к трубам с более жесткими допусками. Вопрос о том, насколько большой гребень нужен, чтобы вызвать накопление жидкости и вызвать проблему, является предметом споров.Подкомитеты BPE активно рассматривали допуски на размеры труб и фитингов, а также степень несоответствия, которая может присутствовать в готовом сварном шве без ущерба для дренируемости системы трубопроводов. Подкомитет по соединению материалов сотрудничал с конечными пользователями, чтобы оценить количество выступов на внутреннем диаметре трубы, которые могут препятствовать дренированию, и обнаружил, что наличие гребня имело меньший эффект, чем ожидалось.
Вернуться к содержаниюГладкость сварного шва
Сварные швы, выполняемые для соединения технологических трубопроводов для биотехнологий, должны не только соответствовать критериям, изложенным выше, но и для достижения максимальной очищаемости должны быть исключительно гладкими на внутреннем сварном шве.Это связано с тем, что бактерии лучше прилипают к шероховатой поверхности, чем к гладкой. Критерий гладкости внутренней поверхности шва очень трудно достичь с любой степенью повторяемости при ручной сварке, но неизменно хорошие и очень гладкие сварные швы обычно достигаются с помощью методов орбитальной сварки. Следует отметить, что гладкость сварного шва в некоторой степени зависит от качества свариваемого материала. Valex Corp. экспериментировала с очищенным электронным лучом материалом 316L для высокотехнологичных полупроводников.Эта сталь обрабатывается в очень высоком вакууме и без добавления металлолома. При использовании этого материала не образуются островки шлака и не происходит обесцвечивания при стандартной чистоте продувочного газа. Здесь отсутствуют неметаллические включения, а сварной шов исключительно гладкий даже при очень большом увеличении.
Конец части 3Чтобы просмотреть предыдущие части этой статьи, перейдите по этим ссылкам:
Я.Соображения по поводу орбитальной сварки в биотехнологических трубопроводах
II. Рекомендации по орбитальной сварке в трубопроводах биотехнологического производства
Для получения дополнительной информации: Барбара Хенон, менеджер отдела технических публикаций, Arc Machines Inc. , 10280 Glenoaks Blvd., Pacoima, CA
. Тел: 818-896-9556. Факс: 818-890-3724.
Вернуться к содержанию Сварка рамы крана с трещинами— Metallurgical Technologies, Inc.
Анализ сломанной сварной конструкции рамы крана
Сводка:
Трещина сварной конструкции от сборки рамы крана была получена для анализа с целью определения причины разрушения по кольцевому угловому шву. Результаты показывают, что разрушение произошло в результате роста циклической усталостной трещины, которая возникла в основании углового шва из-за неполного проплавления корневого прохода и отсутствия сплавления с трубой или фланцем в нескольких местах вокруг сварного шва.
Микроскопическое и металлографическое исследования выявили места зарождения усталостных трещин в местах неполного проплавления и отсутствия сплавов и между ними. Отсутствие проплавления было отмечено около 60% окружного углового шва. Неплавление трубы и фланца было отмечено примерно на 50% сварного шва.
Фланец и труба изготовлены из свариваемых марок высокопрочных низколегированных конструкционных сталей. Использовали совместимый присадочный металл из низколегированной стали.Испытания на твердость сварного изделия не выявили необычного размягчения или охрупчивания.
АНАЛИЗ:
Получен сломанный сварной элемент (фланец и труба) от сборки рамы крана для определения причины отделения трубы от фланца. На рис. 1 представлена фотография компонентов в состоянии поставки. Узел сломался вокруг кругового сварного шва, соединяющего трубу с фланцем, как показано на Рисунке 2.
На рис. 3 представлен более близкий вид углового шва с собранными сломанными компонентами.Поверхность углового шва гладкая и сплошная. Излом происходит в основном вдоль носка галтеля на трубной стороне сварного соединения.
Поверхности излома слегка промыли мыльной водой, ополоснули спиртом и высушили теплым воздухом. Очищенные трещины исследовали при малом увеличении (до 30X) с помощью стереомикроскопа. Было обнаружено несколько значительных участков, демонстрирующих отсутствие проплавления сварного шва до корня сварного соединения и отсутствие плавления между наплавленным слоем и трубой, а также между сварным швом и фланцем.
Рисунок 4 — вид трещины на стороне трубы с нанесенными на карту областями непровара и проплавления. Подробный вид этих функций крупным планом представлен на рисунке 5.
Фиг. 6 представляет собой увеличенный вид поверхности излома на стороне фланца, демонстрирующий зоны усталостного разрушения, характеризующиеся отмеченными окисленными узорами в форме пиктограмм. Также наблюдаются участки с отсутствием слияния. Более близкий вид области, демонстрирующей прогрессирование усталости на поверхности излома, представлен на Рисунке 7.Вдоль внутреннего диаметра сварного шва обнаруживаются множественные трещотки, указывающие на множественные очаги возникновения мелкой усталости, которые переросли в один фронт основной трещины. Маркировка на поверхности излома указывает на направление развития разрушения от корня сварного шва (ID) к коронке (OD).
Более детальный вид зон усталости и отсутствия плавления между наплавленным слоем сварного шва и областью фланца представлен на Рисунке 8. На фотографии видна область над зоной отсутствия сплавления, которая демонстрирует усталостное разрушение (по внутреннему диаметру) и сдвигающую перегрузку (вдоль OD).Эта область была впоследствии подвергнута радиальному поперечному сечению сварного шва (как показано на рисунке) и металлографически исследована.
Участок боковой поверхности излома фланца, демонстрирующий усталость (рис. 6), был подвергнут исследованию с увеличенным увеличением с использованием сканирующего электронного микроскопа (SEM) для исследования места возникновения и проверки механизма распространения. Рисунок 9 представляет собой СЭМ-изображение поверхности излома при малом увеличении. Зона многоцикловой усталости с множеством участков зарождения на границе сварного шва / фланца определяется по внутреннему диаметру сварного изделия.Выше области многоцикловой усталости находится область низкоцикловой усталости. По наружному диаметру поверхности излома сварного шва наблюдается область сдвиговой перегрузки.
Фиг. 10 представляет собой микрофотографию с большим увеличением области инициирования многоцикловой усталости вдоль внутреннего диаметра (корня) сварного изделия. Следы трещотки и пористые полости отмечаются вдоль поверхности раздела наплавленного металла / фланца. Некоторые очаги возникновения усталости связаны с пустотами в наплавленном шве. Рисунок 11 представляет собой увеличенное изображение типичной пустотной полости.Видны радиальные отметки, исходящие от края пустоты.
Фиг. 12 представляет собой микрофотографию, сделанную на сканирующем электронном микроскопе с увеличенным увеличением, на которой видны стопорные метки в области многоцикловой усталости на поверхности излома. На микрофотографии, сделанной с помощью СЭМ с большим увеличением (рис. 13), видны плохо очерченные полосы между фиксирующими метками. Такие особенности характерны для циклического распространения усталости. Фиг. 14 представляет собой микрофотографию, сделанную на сканирующем электронном микроскопе с большим увеличением, показывающую однонаправленность области сдвиговой перегрузки на поверхности излома вдоль наружного диаметра сварного соединения.Удлиненные ямки указывают на перегрузку пластического сдвига на последних стадиях разрушения.
Радиальное поперечное сечение трещины в типичной области, демонстрирующей отсутствие проплавления и плавления, было получено и подготовлено для металлографического исследования в общем в соответствии со стандартом ASTM E3-01 и протравлено (2% ниталла), как рекомендовано стандартом ASTM E407- 99.
Поперечный разрез трубы и трещины фланца был выровнен в том же месте, а затем снова собран.Рисунок 15 представляет собой фотографию поперечного сечения смонтированной, отполированной и подвергнутой микротравлению сварной детали трубы / фланца. Сразу следует отметить отсутствие полного проплавления наплавленного слоя корневого шва. Также отмечается отсутствие проплавления корневого прохода и скошенного конца трубы. Трещина простирается от неплавления корневого шва до поверхности усиливающего углового шва.
На рис. 16 представлена микрофотография поперечного сечения трещины при малом увеличении. Легче решаются непровар и несращение корневого прохода.Некоторые местоположения показаны с увеличенным увеличением на следующих рисунках.
На рис. 17 показано отсутствие плавления корневого прохода и трубы в нетравленом состоянии. На изображении без травления видно высокотемпературное оксидное покрытие и отсутствие зазора для плавления, что указывает на то, что поверхности были разделены во время сварки.
На рисунках 18 и 19 показано увеличение усталостной трещины в конце трещины неплавления между корневым проходом и трубой. Трещина распространилась на наплавку арматурного углового сварного шва.Наплавленный металл имеет игольчатую микроструктуру с низким содержанием углерода. Зоны термического влияния (ЗТВ) трубы и фланца представляют собой отпущенный мартенсит и мелко-игольчатый перлит. В микроструктурах не отмечается никаких необычных условий.
Рис. 20 представляет собой оптическую микрофотографию небольшой области отсутствия плавления между наплавленным слоем корневого шва и фланцем. Отмечается короткая усталостная трещина на вершине зоны отсутствия сплавления.
Химический состав металла армирующего углового сварного шва, основных металлов труб и фланцев был определен с помощью оптического эмиссионного спектрометра в целом в соответствии со стандартом ASTM E415-99a.Анализы показали, что фланцы и трубы имеют низкоуглеродистую, высокопрочную конструкционную низколегированную сталь. В составах указаны свариваемые марки. Использовали совместимый присадочный металл из низколегированной стали. Сводка химического анализа для каждого компонента представлена в таблице I.
Твердость по поперечному сечению сварного изделия (см. Рисунок 15) была определена с помощью испытания на микротвердость с помощью индентора Кнупа (HK) и нагрузки 300 грамм. Показания твердости были получены в целом в соответствии со стандартом ASTM E384-99 .1.Была снята серия показаний микротвердости поперек сварного шва с заданными приращениями, начиная с линии плавления с усиливающим угловым швом и далее через ЗТВ в основной металл трубы. Также определялась твердость наплавленного армирующего углового шва.
Показания микротвердости HK были преобразованы в шкалу «C» Роквелла (HRC) с использованием соответствующей формулы из стандарта ASTM E140-02. Полученный профиль твердости представлен на рисунке 21. График микротвердости показывает высокую твердость 43HRC в ЗТВ, прилегающей к сварному шву, и низкую твердость 28HRC в ЗТВ, прилегающей к основному металлу.Средняя твердость металла шва, прилегающего к линии плавления, составляет 34HRC. Твердость основного металла трубы — 36HRC. Никакого значительного размягчения или охрупчивания не наблюдается.
ХИМИЧЕСКИЙ АНАЛИЗ
Таблица 1
Химический состав компонентов (мас.%)
| Элемент | Сварной шов | Труба | Фланец |
| Углерод | 0.10 | 0,14 | 0,19 |
| Марганец | 1,42 | 1,48 | 1,47 |
| фосфор | 0,012 | 0,012 | 0,013 |
| Сера | 0,008 | 0,004 | 0.005 |
| Кремний | 0,44 | 0,32 | 0,39 |
| Медь | 0,07 | 0,08 | 0,06 |
| Никель | 1.11 | 0,66 | 0,04 |
| Хром | 0,37 | 0.19 | 0,59 |
| Молибден | 0,34 | 0,38 | 0,49 |
| Ванадий | 0,09 | 0,06 | 0,05 |
Труба и фланец изготовлены из свариваемых сортов высокопрочной низколегированной стали. Использовали совместимый присадочный металл из легированной стали
.
ВЫВОДЫ:
Разрушение сварного соединения трубы / фланца произошло из-за развития усталостной трещины, которая возникла в корне сварного шва из-за эффекта сильного повышения напряжения из-за неполного проплавления корневого прохода сварного шва и оплавления трубы и фланца.Эти дефекты сварного шва привели к снижению несущей способности сварного изделия. Усталостные трещины возникли вдоль корня сварного шва и отсутствовали границы раздела сплавов на участках с уменьшенным поперечным сечением сварного шва.
Не было замечено никаких необычных условий в составе или микроструктуре основной стали трубы или фланца. Не было обнаружено чрезмерного размягчения или охрупчивания, связанных с ЗТВ сварного шва и трубы.
ИЗОБРАЖЕНИЙ:
Рис. 1: Фотография участков фланца и трубы в состоянии поставки.Сварной шов представлял собой одинарный кольцевой сварной шов со скосом с канавкой и усиливающим угловым швом. (Фото PA8006)
Рис. 2: Вид сбоку фланца и трубы в состоянии поставки. Разрыв произошел по кольцевому угловому шву. (Фото PA8007)
Рис. 3: Увеличенный вид собранной трещины. Излом на наружном диаметре в основном происходит вдоль носка присадочного шва на стороне трубы. По наружному диаметру наблюдается ровный равномерный армирующий угловой шов.(Фото PA8034)
Рис. 4: Фотография поверхности трещины со стороны трубы. Обозначены участки с непроходимостью корневого прохода (синий) и неплавлением трубы (зеленый) и фланца (красный). (Фото PA8009)
Рис. 5: Увеличенная фотография трещины на конце трубы, показывающая отсутствие проплавления до корня сварного шва и отсутствие проплавления фланца и трубы (холодная сварка). (Фото PA8033)
Рис. 6: Увеличенный вид поверхности излома со стороны фланца.Вдоль корня шва (ВД) отмечены зоны развития усталости в виде эскизов. (Фото PA8023)
Рис. 7: Увеличенный вид одной из зон усталости в форме миниатюр вдоль корня шва на поверхности излома на стороне фланца. Видны множественные трещотки (мелкие радиальные элементы), указывающие на множественные очаги возникновения усталости. (Фото PA8024)
Рис. 8: Более пристальный вид типичного участка сварки без сварного шва вдоль трещины сварного шва.Усталостное разрушение усиливающего сварного шва над участком отсутствия плавления. Зеленые пунктирные линии показывают расположение поперечного сечения сварного шва для последующего металлографического исследования. (Фото PA8025)
Рис. 9: Микрофотография SEM с малым увеличением поверхности усталостного разрушения на стороне фланца, ранее показанная на рисунке 7. Усталостное разрушение произошло в нескольких местах зарождения. Пунктирная линия отделяет начальную зону многоцикловой усталости от области развития усталости при более низком цикле и последующей сдвиговой перегрузки.(Фотография SEM SB2364, Mag: 8X)
Рис. 10. Микрофотография зоны многоцикловой усталости, сделанная на сканирующем электронном микроскопе с большим увеличением. На стыке сварного шва / фланца отмечаются полости с пористостью, где возникает усталость. Следы трещотки также наблюдаются между порами, что дополнительно подтверждает разрушение из нескольких мест инициации. (Фотография SEM SB2368, Mag: 30X)
Рис. 11: Микрофотография, сделанная на сканирующем электронном микроскопе, типичной пустотной полости на поверхности разрушения на границе сварного шва / фланца.Видны радиальные метки (стрелки), исходящие из полости, и отмечается разделение по границе сварного шва / фланца. (Фотография SEM SB2374, Mag: 200X)
Рис. 12. Микрофотография сканирующего электронного микроскопа следов усталости на поверхности излома. (Фотография SEM SB2372, Mag: 300X)
Рис. 13: Микрофотография с большим увеличением, полученная с помощью СЭМ, плохо очерченных усталостных полос (стрелки) на поверхности излома. (Фотография SEM SB2376, Mag: 1,000X)
Рис. 14. Микрофотография, сделанная на сканирующем электронном микроскопе с большим увеличением, «удлиненной ямочки» поверхности срезаемой области перегрузки вдоль наружного диаметра.(Фотография SEM SB2373, Mag: 1,000X)
Рис. 15. Фотография смонтированного, отполированного и протравленного поперечного сечения сварной конструкции на участке, демонстрирующем отсутствие проплавления и проплавления корневого прохода. Черной пунктирной линией обозначен усиливающий угловой шов. В белом штриховом поле указано примерное место проведения последующих испытаний на микротвердость. На последующих рисунках некоторые области показаны с увеличенным увеличением. (Фото PA8064)
Рис. 16. Увеличенная оптическая микрофотография поперечного сечения сварного шва, представленного на рис. 15.На следующих рисунках выделенные области увеличены. (Фото C8164, Mag: 15X)
Рис. 21. График испытаний на микротвердость сварного шва в зоне термического влияния трубы и в основном металле. Не наблюдается необычного размягчения или охрупчивания.
Изучена важная переменная толщины основного металла для процедур сварки
По существу, все различные сварочные нормы имеют толщину основного металла как важную переменную.Основная причина этого в том, что чем толще металл, тем быстрее он отводит тепло от сварочной дуги. Другими словами, эффект «теплоотвода» основного металла увеличивается с увеличением толщины.
Это изменение эффекта теплоотвода для материала различной толщины имеет ряд различных последствий во время сварки. В этой статье мы рассмотрим некоторые из этих последствий.
The WelderDestiny Compass: еженедельная подписка на электронный журнал
Вы можете посмотреть прошлые выпуски «The WelderDestiny Compass», щелкнув здесь.
Последствия слияния
Если тепловая энергия, вводимая сварочной дугой, быстро отводится от сварного шва, то количество происходящего плавления основного металла будет уменьшаться. В особо неблагоприятных условиях тепло от дуги можно отводить из зоны сварки так быстро, что не происходит плавления основного металла. Затем мы получаем отсутствие создаваемого дефекта слияния.
Это особенно заметно в процессах сварки, в которых подвод тепла к сварному шву очень низок.Примером этого является процесс газовой дуговой сварки (GMAW) при использовании «переноса погружением». (Также называется переносом с коротким замыканием.) При сварке в режиме переноса погружением GMAW большое количество тепла уходит на резистивный нагрев проволоки, а не на дугу. Это означает, что очень легко расплавить сварочную проволоку, фактически не расплавив основной металл.
По этой причине большинство кодексов ограничивают максимальную квалификационную толщину основного металла до 1,1 толщины квалификационного купона при использовании режима переноса погружением для процесса GMAW.
Отсутствие плавления также часто наблюдается при сварке сплавов с высокой теплопроводностью, таких как медь. Это видно на рисунке ниже.
Влияние скорости охлаждения
Во время сварки плавлением металл шва и зона термического влияния (HAZ) основного металла рядом со сварным швом претерпевают фазовые превращения и другие изменения микроструктуры.По мере увеличения толщины основного металла скорость охлаждения сварного шва и ЗТВ также увеличивается.
Наиболее очевидное фазовое превращение — это переход от жидкого (расплавленного) металла к твердому. Во время этого процесса происходит процесс, при котором расплавленный металл начинает зарождать твердые «зерна» кристалла, а затем эти зародыши начинают расти, пока эти зерна не соприкасаются друг с другом. В этот момент весь жидкий металл превратится в твердое тело. Другими словами, затвердевание — это процесс зарождения и роста кристаллов.
Чем быстрее происходит этот процесс, тем больше «зерен» в затвердевшем сварном шве. При этом чем больше зерен, тем они должны быть мельче. Другими словами, чем быстрее процесс затвердевания, тем мельче будет окончательная зернистая структура металла шва.
Мелкозернистая структура очень сильно влияет на характеристики прочности и вязкости сварного шва. Утончение зерна — один из немногих способов повысить прочность металла, а также повысить ударную вязкость.
В зоне рядом с металлом шва, в ЗТВ, большинство сплавов также претерпевают фазовые превращения. Однако эти преобразования являются твердотельными. Например, в случае обычных углеродистых сталей сталь обычно переходит из фазы феррита в фазу аустенита при нагревании, а затем происходит обратное, когда она снова охлаждается.
Если скорость охлаждения достаточно высока, то преобразование аустенита обратно в феррит может быть затруднено, поскольку это преобразование зависит от диффузии, происходящей внутри металла.Когда не хватает времени для необходимой диффузии, сталь превращается в некую промежуточную «метастабильную» структуру, такую как мартенсит.
Механические свойства этих метастабильных фаз значительно отличаются от свойств «равновесных» фаз, которые могли бы образоваться при более низких скоростях охлаждения. В случае мартенсита это твердый и хрупкий материал. Он полезен при абразивном износе, таком как зубья ковша для землеройного оборудования, но не подходит для большинства структурных применений.К счастью, мы можем закалить мартенсит, чтобы получить действительно хороший материал. Чтобы узнать больше о термообработке после сварки, щелкните здесь …
Когда металл нагревается до высоких температур, с микроструктурой металла происходят и другие преобразования. В частности, при высоких температурах крупные зерна имеют тенденцию расти за счет более мелких. Чистый результат состоит в том, что материал, который длительное время находится при высокой температуре, приводит к более гладкой зернистой структуре, чем когда материал проводит меньше времени при повышенных температурах.
Как указывалось ранее, такой рост зерна приводит к изменению механических свойств. В частности, снижение прочности и ударной вязкости при улучшении пластичности и свойств ползучести.
Короче говоря, во время сварки тонкий материал остывает медленнее, чем толстый, что приводит к более крупнозернистой структуре и образованию менее метастабильных фаз для тонкого материала.
| Равновесная микроструктура: микроструктура феррита (светлая) и перлита (темная) в углеродистой стали. | Закаленная микроструктура: мартенситная микроструктура из-за высокой скорости охлаждения. |
Эффекты разбавления при наплавке
Из-за более быстрого отвода тепла для большей толщины основного металла в результате возникает более крутой температурный градиент от расплавленного металла к «холодному» основному металлу. Этот более крутой температурный градиент означает, что количество расплавляемого основного металла меньше, чем когда основной металл тоньше.
Когда расплавляется меньше основного металла, то процент основного металла, добавляемого к присадочному металлу, меньше.В терминологии сварки мы говорим, что присадочный металл меньше разбавляется основным металлом.
Этот эффект разбавления очень важен в любых обстоятельствах, когда сварочный материал имеет химический состав, значительно отличающийся от основного металла. Это очень типично при выполнении наплавок. Типичным наплавленным слоем может быть нанесение нержавеющей стали типа 316 на основной металл из углеродистой стали.
Чем больше разбавление сварочного материала во время наплавки, тем больше слоев металла шва может потребоваться для достижения требуемого окончательного химического состава поверхности наплавки.
По этой причине толщина основного металла является важной важной переменной при выполнении наплавки, потому что чем толще основной металл, тем меньше будет разбавление.
В случае наплавки наплавки сварочные нормы не допускают значительного уменьшения толщины основного металла по сравнению с толщиной купона, используемой в процессе аттестации процедуры. Однако существует «верхний предел», выше которого пониженный эффект разбавления имеет тенденцию перестать играть такую большую роль.В большинстве нормативов по сварке, касающихся наплавки с наплавкой, этот предел установлен на уровне 25 мм. (1 дюйм)
Другими словами, наплавку с наплавкой, выполненную на купоне толщиной 60 мм, можно использовать для основных металлов толщиной 25 мм и более.
Измерение толщины основного металла
Как упоминалось ранее, основное влияние толщины основного металла связано с эффектом закалки. Однако разная геометрия сварного шва приводит к разной степени закалочного эффекта.В случае стыкового шва тепло отводится от сварного шва в двух направлениях. (См. Изображение слева ниже.) В случае конфигурации углового шва тепло отводится в трех направлениях. (См. Изображение справа ниже.)
В разных стандартах сварки этот эффект конфигурации сварного шва рассматривается по-разному. Некоторые нормативы по сварке конструкций, например AS 1554.1, использует понятие «комбинированной толщины». Для материала толщиной «Т», для конфигурации стыкового шва, общая толщина составляет 2Т, потому что есть два направления, в которых тепло может отводиться. Для конфигурации углового сварного шва общая толщина составляет 3T, потому что существует три направления, в которых тепло может отводиться.
ASME IX на самом деле не справляется с этим эффектом удовлетворительным образом. Он просто рассматривает толщину свариваемого материала как единственное значение.Например, две пластины толщиной 12 мм, свариваемые встык, будут иметь толщину материала 12 мм. Две пластины толщиной 12 мм, свариваемые угловым швом, также будут иметь толщину материала 12 мм.
AS3992 решает эту проблему, беря общую толщину всех тепловых каналов, а затем деля на количество тепловых каналов, чтобы описать толщину материала одним числом. Таким образом, AS3992 учитывает конфигурацию сварного шва, при этом по-прежнему используя только одно число для толщины материала.
Таблица ниже представляет собой выдержку из AS3992, показывающую пример того, как они определяют толщину материала. Очевидно, у них есть несколько различных эскизов для различных типовых конфигураций сварных швов. Я включил лишь некоторые из них в иллюстративных целях.
Квалифицированные диапазоны для толщины основного металла
Каждый сварочный кодекс по-разному относится к основной переменной толщины основного металла, поэтому единого квалифицированного диапазона не существует.Тем не менее, мы обсудим типичный подход, который различные сварочные нормы применяют к этой важной переменной.
Большинство правил сварки имеют верхнюю допустимую толщину основного металла, которая в два раза превышает толщину квалификационного талона. Однако, как мы упоминали ранее в разделе об эффектах разбавления при наложении сварного шва, как только толщина основного металла превышает определенное значение, этот эффект теплоотвода имеет тенденцию перестать сильно увеличиваться. Многие сварочные нормы поэтому допускают, чтобы верхняя квалифицированная толщина основного металла стала практически неограниченной, если толщина купона превышает эту конкретную толщину.
В случае сварочного кода ASME IX, если толщина основного металла квалификационного талона была больше 38 мм, то максимальная квалифицируемая толщина составляет 200 мм. Австралийский код оборудования, работающего под давлением, AS3992, имеет очень похожий подход.
В случае кода конструкционной стали AWS D1.1, толщина купона, превышающая 25 мм толщины основного металла, дает право на неограниченную верхнюю толщину во время производственной сварки.
Квалифицированная меньшая толщина варьируется в зависимости от сварочного кода, но типичный подход — это либо половина толщины купона, либо ступенчатый нижний предел в зависимости от толщины купона.
Австралийский стандарт конструкционной стали AS 1554.1 ограничивает нижнюю толщину половиной толщины купона. Американский код конструкционной стали AWS D1.1 ограничивает нижнюю толщину пластин 3 мм независимо от толщины испытательного образца. Поучительно отметить, что область применения AWS D1.1 ограничивается стальными пластинами толщиной более 3 мм, поэтому нет необходимости иметь дело с более тонкими материалами.
ASME IX и AS 3992 дают нижний предел 1,5 мм для тестовых образцов толщиной до 10 мм и нижний предел 5 мм для тестовых образцов толщиной более 10 мм.
Сложность состоит в том, что нижняя толщина часто отличается при рассмотрении приложений для испытаний на удар. Это из-за эффекта роста зерна. Как упоминалось ранее, когда скорость охлаждения ниже из-за более низкого закаливающего эффекта более тонких материалов, то потенциально может быть больший рост зерен в металле сварного шва и в ЗТВ. Крупнозернистая структура приведет к получению материала с меньшей вязкостью, чем мелкозернистый материал. Поэтому меньшая толщина контролируется более строго при испытаниях на удар.
Для ASME IX и AS3992, если купон толще 16 мм, то минимальная допустимая толщина составляет 15 мм. AWS D1.1 также использует аналогичный подход.
Сводка основных переменных толщины основного металла
Основное влияние толщины основного материала заключается в том, что с увеличением толщины увеличивается скорость отвода тепла от сварного шва. Это может привести к разной степени плавления, а также к разным микроструктурам в зоне сварного шва и термического влияния.
Различные коды сварки определяют разные диапазоны допустимых значений в зависимости от существенной переменной толщины основного металла. Это дополнительно усложняется тем фактом, что допустимый диапазон толщины будет другим, если ударные свойства важны для конкретного свариваемого компонента.
Всегда проверяйте соответствующий сварочный код для квалифицированного диапазона.
The WelderDestiny Compass: еженедельная подписка на электронный журнал
Вы можете посмотреть прошлые выпуски «The WelderDestiny Compass», щелкнув здесь.
.