Сварочная дуга — Энциклопедия по машиностроению XXL
Сварочными флюсами называют специально приготовленные неметаллические гранулированные порошки с размером отдельных зерен 0,25 — ( мм (в зависимости от марки флюса). Флюсы, расплавляясь, создают газовый и шлаковый купол пад зоной сварочной дуги, а после химико-металлургического воздействия в дуговом пространстве и сварочной ванне образуют на поверхности шва шлаковую корку, в которую выводятся окислы, сера, фосфор, газы. [c.114]При сварке плавлением наиболее распространенный источник нагрева — электрическая сварочная дуга. [c.124]
Требования к статической устойчивости системы источник питания — сварочная дуга. Зависимость между напряжением дуги [/j,, необходимым для поддержания устойчивого горения дуги, и током дуги /д называется статической вольт-амперной характеристикой дуги. [c.124]
Источник тока и электрическая сварочная дуга представляют собой энергетическую систему, которая в процессе сварки должна обладать достаточной устойчивостью.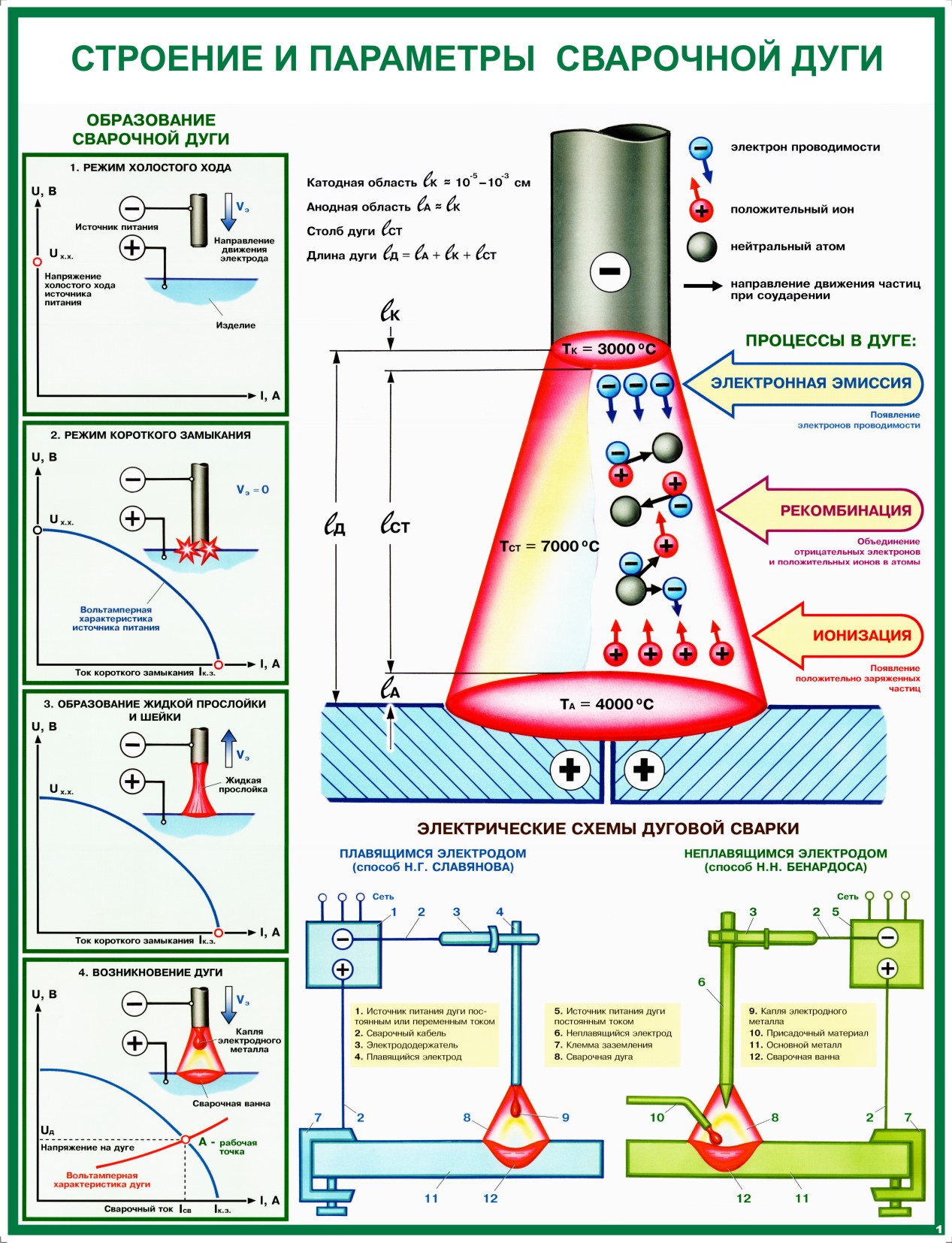
При увеличении силы тока до значения /дц напряжение источника становится меньше, чем напряжение дуги, а разность f/ — уменьшается и принимает отрицательное значение, в результате чего начинает уменьшаться сила тока /д до тех нор, пока не достигнет точки а, т. е. при режиме сварки, соответствуюш ем точке а, вследствие действия э. д. с. самоиндукции происходит саморегулирование режима горения дуги, точка а определяет устойчивое состояние системы источник питания — сварочная дуга. [c.126]
Основные области применения раз. [ичиых источников питания сварочной дуги приведены в табл. 23.
[c.128]
[ичиых источников питания сварочной дуги приведены в табл. 23.
[c.128]
ГОСГ 10594—74 регламентирует ряд поминальных токов для источников питания сварочной дуги постоянного тока (генераторов и выпрямителей) 40, 50, 63, 80, 100, 125, 100, 200, 250, 315, 400, 500, 630, 800, 1000, 1250, 1600, 2000, 2500, 3150, 4000 и 5000 А, [c.129]
ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ [c.129]
Конструктивно трансформаторы для питания сварочной дуги можно разделить на следующие основные группы 1) трансформаторы с дросселями, выполненные в виде двух раздельных аппаратов или в виде одного аппарата 2) трансформаторы с развитым магнитным рассеянием 3) трансформаторы с подмагничиванием постоянным током.
Па рис. 74, б показана форма тока, протекающего через сварочную дугу. Обычно длительность импульса h, составляет 0,1 Т, где Т — период цикла. [c.136]
В результате теплоотдачи в окружающую среду. Часть мощности дуги, расходуемая на нагрев заготовки, называется эффективной тепловой мощностью сварочной дуги, Дж/с
[c.186]
Часть мощности дуги, расходуемая на нагрев заготовки, называется эффективной тепловой мощностью сварочной дуги, Дж/с
[c.186]
Для питания сварочной дуги применяют источники переменного тока (сварочные трансформаторы) и источники постоянного тока (сварочные выпрямители и генераторы). Источники переменного тока более распространены, так как обладают рядом технико-экономических преимуществ. Сварочные трансформаторы проще в эксплуатации, значительно долговечнее и обладают более высоким КПД, чем выпрямители и генераторы постоянного тока. Однако в некоторых случаях (сварка на малых токах покрытыми электродами и под флюсом) при питании переменным током дуга горит неустойчиво, так как через каждые 0,01 с напряжение и ток дуги проходят через нулевые значения, что приводит к временной деионизации дугового промежутка. Постоянный ток предпочтителен в технологическом отношении при его применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку на прямой и обратной полярностях и т.
 д. Последнее вследствие большего тепловыделения в анодной области дуги позволяет проводить сварку сварочными материалами с тугоплавкими покрытиями и флюсами
[c.188]
д. Последнее вследствие большего тепловыделения в анодной области дуги позволяет проводить сварку сварочными материалами с тугоплавкими покрытиями и флюсами
[c.188]При применении СОо в качестве защитного газа необходимо учитывать некоторые металлургические особенности процесса сварки, связанные с окислительным действием СОз. При высоких температурах сварочной дуги СОа диссоциирует на оксид углерода СО и кислород О, который, если не принять специальных мер, приводит к окислению свариваемого металла и легирующих элементов. Окислительное действие О нейтрализуется введением в проволоку дополни-
Резка кислородным копьем — копье образуется тонкостенной стальной трубкой, присоединенной к рукоятке и свободным концом прижатой к прожигаемому металлу. Резка начинается с подогрева конца заготовки сварочной дугой или горелкой. При пропускании кислорода через трубку (копье) ее конец быстро загорается и дальнейший подогрев не нужен. Копье прижимают к металлу и углубляют в него. Таким образом, выжигают отверстия круглого сечения. Кислородным копьем отрезают прибыли крупных отливок, прожигают летки в металлургических печах, отверстия в бетоне и т. п.
[c.209]
Таким образом, выжигают отверстия круглого сечения. Кислородным копьем отрезают прибыли крупных отливок, прожигают летки в металлургических печах, отверстия в бетоне и т. п.
[c.209]
Введение в состав электродных покрытий и флюсов влементов с низким потенциалом ионизации способствует быстрому зажиганию и устойчивому горению сварочной дуги за счет снижения эффективного потенциала ионизации газовой смеси. [c.5]
Лабораторная работа 2 СВОЙСТВА СВАРОЧНОЙ ДУГИ [c.12]
Устойчивость сварочной дуги и возможность направления ее в определенное место при сварке постоянным током зависят от направления действия результирующего магнитного поля вокруг дуги, которое часто вызывает [c.12]
Столб сварочной дуги можно рассматривать как гибкий проводник электрического тока, который, как и обыч- [c.12]
Рассмотрим влияние постоянного тока различных магнитных полей и ферромагнитных масс на сварочную дугу.
| Рис. 5. Схема действия сил на ион в сварочной дуге при наличии продольного магнитного поля |
Опыт 1 Изучить влияние собственных магнитных полей на сварочную дугу, горящую между угольными электродами (постоянный ток). [c.14]
Опыт 3. Изучить влияние постороннего поперечного магнитного поля на сварочную дугу (постоянный ток). [c.16]
Опыт 4, Изучить влияние продольного магнитного поля соленоида на сварочную дугу (постоянный ток прямой полярности). [c.16]
Эскизные изображения формы сварочной дуги по основным пунктам опытов.
 [c.18]
[c.18]Что называется сварочной дугой процессы, протекающие на отдельных ее участках [c.19]
Влияние на сварочную дугу рода тока, материала электродов и состава газов. [c.19]
Сущность способа. Наиболее широко распространен процесс при использовании одного электрода — однод говая сварка. Сварочная дуга горит между голой электродной проволокой I и изделием, находящимся под слоем флюса 3 (рис. 25). В расплавленном флюсе 5 газами и парами флюса и расплавленного металла образуется полость — газовый пузырь 4, в котором существует сварочная дуга. Давление газов в газовом пузыре составляет 7— [c.32]
ОСОБЫК СЛУЧАИ ПРИМЕНЕНИЯ СВАРОЧНОЙ ДУГИ [c.76]
Но роду и полярности применяемого при сварке или наплавке тока, а также номинальпому напряжению холостого хода, исноль-зуомого источника питания сварочной дуги переменного тока частотой 30 Гц электроды подразделяются па виды, указанные и табл.
Зависимость паиряжоиия источ1[ика питания от силы тока нагрузки называется внешней характеристикой источника питания. Рассмотрим условия устойчивого состояния системы (устойчивого горения сварочной дуги). [c.125]
Фактически величины dL ldI и dUJdl — динамические сопротивления сварочной дуги и источника питания при данной величине тока дуги /д у. Коэффициент — динамическое сопротивление всей энергетической системы источник питания — сварочная дуга в данном режиме работы. Таким образом, устойчивое горение дуги определяется только общим динамическим сопротивлением системы источник питания — дуга. Если оно положительно — режим устойчив. При нормальных сварочных режимах (сила тока дуги 100—800 А) dUp /dl 0. Это свойственно источникам с падающей внешней характеристикой (рис. 71, б), жесткой или даже возрастающей, но при условии, что dUJdl [c.126]
Сварочные выпрямители. По мере совершенствования и увеличения мопщости полупроводниковых вентилей все более увеличивается выпуск и применение в качестве источников питания сварочной дуги постоянного тока выпрямителей. Перед преобразователями сварочные выпрямители имеют следующие преимущества более высокий к. п. д. и меныние потери па холостом ходу лу ппие динамические свойства меньшую массу большую надежность и простоту обслуживания при эксплуатации бесшумность при работе большую экономичность при изготовлении.
[c.133]
Перед преобразователями сварочные выпрямители имеют следующие преимущества более высокий к. п. д. и меныние потери па холостом ходу лу ппие динамические свойства меньшую массу большую надежность и простоту обслуживания при эксплуатации бесшумность при работе большую экономичность при изготовлении.
[c.133]
Импульсные источники питания сварочной дуги. Такие источники используются при сварке как плавящимся, так и неплавя-щимся электродом.
Устройства для поджигания и стабилизации горения сварочной дуги. Во многих техшэлогических процессах, где необходимо [c.136]
Сварные пгвы делятся на однопроходные и многопроходные в зависимости от числа проходов сварочной дуги. На изображении сечения [c.208]
Источники тока для питания сварочной дуги должны иметь специальную внешнюю характеристику. Внешней характеристикой источника называется зависимость напряжения на его выходных клеммах от тока в электрической цепи. Внешние характеристики могут быть следуюш,их основных видов падаю1цая /, полого-падаюш,ая 2, жесткая 3 и возрастающая 4 (рис. 5.4, а). Источник тока выбирают в зависимости от вольт-амиериой характеристики дуги, соответствующей принятому способу сварки.
[c.187]
Внешние характеристики могут быть следуюш,их основных видов падаю1цая /, полого-падаюш,ая 2, жесткая 3 и возрастающая 4 (рис. 5.4, а). Источник тока выбирают в зависимости от вольт-амиериой характеристики дуги, соответствующей принятому способу сварки.
[c.187]
Техника выполнения сварных швов покрытым электродом
Техника выполнения сварных швов
Под техникой выполнения сварных швов понимают выбор режимов сварки и приемы манипулирования электродом.
Возбуждение электрической дуги
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги — в процессе сварки при ее обрыве.
Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).
Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).
Отрывать «прилипший» электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ.
После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
- поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
- перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
- перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
При слишком большой скорости сварки наплавленные валики получаются узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
Положение электрода при сварке должно соответствовать рис. 2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
Рис. 2. Угол наклона электрода: а — в горизонтальной плоскости; б- в вертикальной плоскости.
В конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности металла кратер, являющийся концентратором напряжений и зоной с повышенным содержанием вредных примесей. Во избежание образования кратера необходимо прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.
При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться.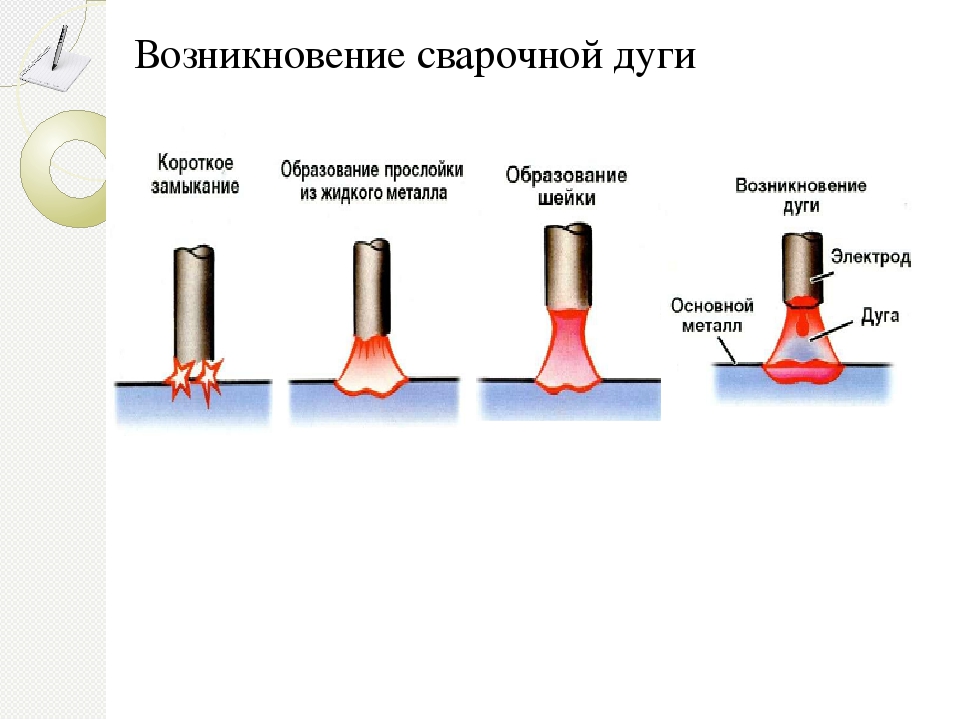 Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют «ниточным». Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера. Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При наплавке валиков на обратной полярности некоторые электроды имеют склонность к образованию подрезов. Для предотвращения проявления этой тенденции не следует перемещать сварочную дугу, располагающуюся за кратером, пока не будет наплавлено достаточное количество металла, чтобы сварной шов получил требуемый размер и подрез был заполнен наплавленным металлом.
Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
3.
Рис. 3. Основные способы поперечных движений торца электрода
Для выполнения уширенного валика необходимо установить электрод в положение, показанное на рис. 4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
Рис. 4. Положение электрода при наплавке валиков с поперечными колебаниями
Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика.
Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности.
На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим.
Сварка должна производиться на короткой дуге. При сварке следует уделять внимание тому, чтобы металл сварочной ванны не вытекал вниз или не образовывал наплыв на нижней кромке. Для этого необходимо совершать возвратно-поступательные движения электродом в направлении оси сварного шва. Каждый новый валик должен перекрывать ранее наплавленный соседний с ним валик не менее чем на 45-55%. Для предотвращения образования подрезов необходимо производить колебания электрода в пределах выпуклости сварного валика.В большинстве случаев выполнение сварки в вертикальном положении производится снизу вверх, особенно для ответственных стыков. Данная техника сварки широко используется при строительстве трубопроводов высокого давления, в кораблестроении, при сооружении сосудов высокого давления и при строительных работах.
Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение. Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Рис. 5. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении снизу вверх
Подобный тип перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва.
Методика выполнения сварки с продольными колебаниями электрода позволяет получить более плоский с невысокой выпуклостью сварной шов, а также уменьшает опасность возникновения шлаковых включений.
Сварка в вертикальном положении сверху вниз достаточно редко встречается в промышленности, особенно при обычных работах. Область применения данного способа ведения сварочного процесса обычно ограничивается сварочными работами при строительстве магистральных трубопроводов и при сварке тонколистового проката. При наплавке на плоскую поверхность данный способ ведения сварки приводит к получению не очень глубокого проплавления, существует также опасность появления шлаковых включений.
Наплавка узких валиков в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 6.
Рис. 6. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении сверху вниз.
В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Сварка с поперечными колебаниями электрода в вертикальном положении очень часто применяется при сооружении трубопроводов высокого давления, сосудов высокого давления, при сварке судовых конструкций, а также при изготовлении металлоконструкций. Данная техника сварки очень часто применяется для сварки многопроходных швов в разделку, а также угловых швов, находящихся вертикальном положении.
Наплавку валиков с поперечными колебаниями электрода в вертикальном положении, как правило, выполняют снизу вверх на обратной полярности сварочного тока. Сварка на прямой полярности в данном положении используется крайне редко. Еще реже производится сварка в положении сверху вниз.
При наплавке валиков с поперечными колебаниями электрода в вертикальном положении сварочный ток не должен быть слишком велик, однако он должен быть достаточным для хорошего проплавления. Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
В нижней части соединения наплавляется полка шириной не более 12 мм, при этом смешение электрода от оси сварного шва не должно превышать 3 мм. Перемещение электрода должно производиться по траектории (рис. 7б). Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 7. Положение электрода при наплавке валиков в вертикальном положении снизу вверх с поперечными колебаниями электрода (а) и траектория движения электрода (б).
Сварку можно также производит путем поддержания постоянного перемещения сварочной ванны, при этом нужно быть очень осторожным, чтобы не допустить вытекания расплавленного металла сварочной ванны. При соблюдении этого условия перемещение электрода вверх может производиться по любой из сторон сварного соединения, при этом необходимо производить <растяжение> сварочной дуги, но не допускать ее обрыва. Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
При наплавке валиков на прямой полярности, сварочный ток должен быть несколько выше, чем при сварке на обратной полярности. Поскольку при сварке на прямой полярности выше производительность наплавки, а также больше количество шлака, скорость перемещения электрода должна быть выше. Подрезы не составляют сколь-нибудь значительной проблемы, поэтому отпадает необходимость задержки электрода на боковых поверхностях свариваемых кромок.
Наплавка валиков в вертикальном положении с поперечными колебаниями электрода в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 8. В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 8. Положение электрода при наплавке валиков в вертикальном положении сверху вниз с поперечными колебаниями электрода (а) и траектория движения электрода (б)
Несмотря на то, что в настоящее время в промышленности взят курс на полное исключение сварки в потолочном положении за счет соответствующего позиционирования, на сегодняшний день каждый сварщик должен уметь вести сварочные работы в этом пространственном положении. Сварка в потолочном положении распространена при строительстве трубопроводов, в судостроении и при строительно-монтажных работах.
Рис. 9. Положение электрода при наплавке узких валиков в потолочном положении
Наплавка узких валиков в потолочном положении может производиться как на обратной, так и на прямой полярности. Величина сварочного тока при обратной полярности такая же, как при сварке в вертикальном положении. При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
Во время процесса сварки на обратной полярности необходимо поддерживать короткую дугу, сварочная ванна не должна быть слишком сильно перегрета. При сварке на прямой полярности длина дуги должна быть несколько длиннее. Небольшие колебания электрода вперед-назад относительно направления сварки служат для предварительного подогрева сварного шва, кроме того, они способствуют предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. Некоторые сварщики при сварке на прямой полярности предпочитают перемещать электрод во время сварки очень маленькими участками, при этом необходимо обращать внимание на опасность получения сварного шва с большой выпуклостью, а также на образование толстой корки шлака. При сварке на прямой полярности опасность появления подрезов практически исключена.
При сварке на прямой полярности опасность появления подрезов практически исключена.
Во многих случаях при выполнении сварных соединений в потолочном положении, возникает необходимость в наплавке валиков с поперечными колебаниями электрода. Это значительно сложнее, чем наплавка узких валиков.
Наплавка валиков с поперечными колебаниями электрода в потолочном положении, производится на обратной полярности. Величина сварочного тока не должна быть слишком большой. Положение электрода должно соответствовать изображенному на рис. 10а. Большое значение имеет поддержание короткой дуги, а также стабильности дугового промежутка по всей ширине наплавляемого валика.
Наплавку можно производит путем перемещения всей сварочной ванны, однако при этом необходимо быть очень осторожным, чтобы не допустить приобретения расплавленным металлом сварочной ванны слишком высокой текучести, что, в конечном счете, приведет к вытеканию сварочной ванны. Если данное препятствие будет устранено, то электрод можно перемещать вперед вдоль любой из свариваемых кромок (рис. 106). При этом допускается удлинение дуги, без ее обрыва.
106). При этом допускается удлинение дуги, без ее обрыва.
Нельзя допускать, чтобы сварочная дуга находилась в кратере больше времени, чем необходимо для его полной заварки. Электрод должен быстро перемещаться поперек лицевой стороны сварного шва, с тем, чтобы не допустить избыточного перегрева металла, наплавленного в средней части сварного шва.
При сварке в потолочном положении могут возникнуть проблемы, связанные с подрезами. Они решаются с помощью задержек электрода на боковых кромках соединения. Рекомендуется не превышать ширины сварного шва свыше 20 мм.
Рис. 10. Положение электрода при наплавке валиков с поперечными колебаниями электрода в потолочном положении (а) и траектория перемещения электрода (б)
Сварка торцевого соединения в нижнем положении
Торцевые соединения широко применяются в конструкциях сосудов, не подвергаемых воздействию высокого давления. Торцевые соединения — это очень экономичные соединения, но они не выдерживают значительных растягивающих или изгибающих нагрузок. Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Во время сварки для полного охвата всей поверхности соединения рекомендуется производить небольшие поперечные колебания электрода. Однако следует помнить об опасности увлечения такими колебаниями. При излишне широких колебаниях электрода металл начнет свешиваться с краев соединения. Следует быть внимательным при расплавлении обеих кромок и при обеспечении хорошего проплавления.
Сварка стыкового соединения без скоса кромок в нижнем положении
Данный тип сварного соединения широко используется в промышленности для конструкций обычного назначения. При двухсторонней сварке металла, толщина которого не превышает 6 мм, данное соединение будет весьма прочным. Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Сварка стыкового соединения без скоса кромок для обеспечения повышенного тепловложения, производится на обратной полярности. При сварке необходимо обеспечивать возвратно-поступательные перемещения электрода вдоль оси шва. Это будет приводить к предварительному подогреву металла перед сварным швом, сведет к минимуму риск получения прожога и обеспечит вытеснение расплавленного шлака на поверхность сварочной ванны, что исключит вероятность образования неметаллических шлаковых включений в металле сварного шва.
В процессе сварки особенно важно поддержание постоянства скорости и равномерности перемещения электрода вдоль оси шва, а также величины зазора между электродом и изделием (длины дуги). При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
Слишком длинная дуга приводит к ухудшению внешнего вида шва, к ухудшению проплавления, к избыточному разбрызгиванию и низким показателям механических свойств металла сварного шва.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») однопроходным угловым швом
При образовании углового шва во избежание непровара свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° — сварка «в лодочку» (рис. 11а), а при наклоне под углом 30 или 60° — в несимметричную «одочку» (рис. 116). Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис. 11в
11в
Рис. 11. Положение электрода при сварке «в лодочку»: a — сварка в симметричную «лодочку»; б — сварка в несимметричную ; в — пространственное положение электрода
При начале процесса сварки электрод должен быть выведен на кромку свариваемой пластины. После подогрева кромки пластины растянутой дугой начинается наложение сварного шва требуемой ширины и глубины проплавления. При этом производятся небольшие возвратно-поступательные перемещения электродом в направлении оси сварного шва. Это обеспечивает предварительный подогрев корневой части сварного шва и предотвращает подтекание расплавленного шлака перед головной частью сварочной ванны.
Электрод должен направляться непосредственно в корень сварного шва, нельзя допускать, чтобы сварочная дуга вышла на поверхность пластины за пределами области формирования сварного шва. Не допускается наплавка слишком большого количества металла за один проход.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») многопроходным угловым швом.

Очень часто при сварке таврового соединения в нижней) положении необходимо производить многопроходную сварку. Однопроходные угловые швы должны иметь катеты, которые превышают диаметр используемого электрода не более чем на 1,5-3,0 мм. При многопроходной сварке угловых швов число слоев определяют, исходя из диаметра электрода, при этом толщина каждого слоя не должна превышать (0,8-1,2)dэ.
Поскольку тавровое соединение в нижнем положении образует кромки, подобно стыковому соединению со скосом кромок, сварка может выполняться с использованием техники сварки с поперечными колебаниями электрода, при этом ширина шва не должна превышать (1,5-5)dэ. Если слой сварного шва превышает допустимую ширину шва, то наплавка каждого слоя производится необходимым количеством валиков.
При сварке данного соединения первый проход выполняется электродом толщиной 4-6 мм без поперечных колебаний. Последующие проходы выполняются электродами меньшего диаметра. При сварке этих проходов необходимо применять поперечные колебания электрода, при этом амплитуда колебаний электрода не должна превышать допустимой ширины шва.
При сварке на обратной полярности поддерживается несколько меньшая длина дуги, чем на прямой полярности. При этом необходимо тщательно контролировать процесс сварки, с тем, чтобы избежать появления возможных подрезов. Для этого можно применять задержки электрода в крайних точках амплитуды поперечных колебаний электрода при одновременном тщательном контроле ширины сварного шва и амплитуды поперечных колебаний электрода.
Перед наплавкой каждого слоя или валика необходимо тщательно очищать от шлака поверхность сварного шва, в противном случае неизбежно появление шлаковых включений. В начале и при возобновлении сварки необходимо тщательно заваривать кратеры сварных валиков.
Сварка углового соединения с наружным углом в нижнем положении
Угловые соединения с наружными угловыми швами встречаются намного реже, чем стыковые, нахлесточные и тавровые соединения. Это соединение является в высшей степени технологичным, поскольку его очень просто подготовить к сварке, а параметры режима сварки напоминают применяемые при сварке стыковых соединений со скосом кромок.
Для обеспечения максимальной прочности в сварном соединении необходимо получить проплавление с обратной стороны. Добавление внутреннего углового шва к наружному значительно повышает прочность всего углового соединения. Как уже отмечалось, стоимость подготовки подобного соединения весьма невелика, однако при сварке подобных соединений из металла большой толщины значительную величину затрат составит стоимость электродов.
Сварку углового соединения с наружным углом в нижнем положении выполняют на обратной полярности. При сварке данного соединения положение электрода должно соответствовать изображенному на рис. 12. При первом проходе используется техника сварки, применяемая при наложении узкого шва, без поперечных колебаний. Значение сварочного тока не должно быть слишком большим. Сварной шов при первом проходе должен обеспечить полное проплавление обратной стороны соединения и хорошее сплавление с обеими пластинами. Большое значение для достижения этой цели имеет поддержание короткой дуги.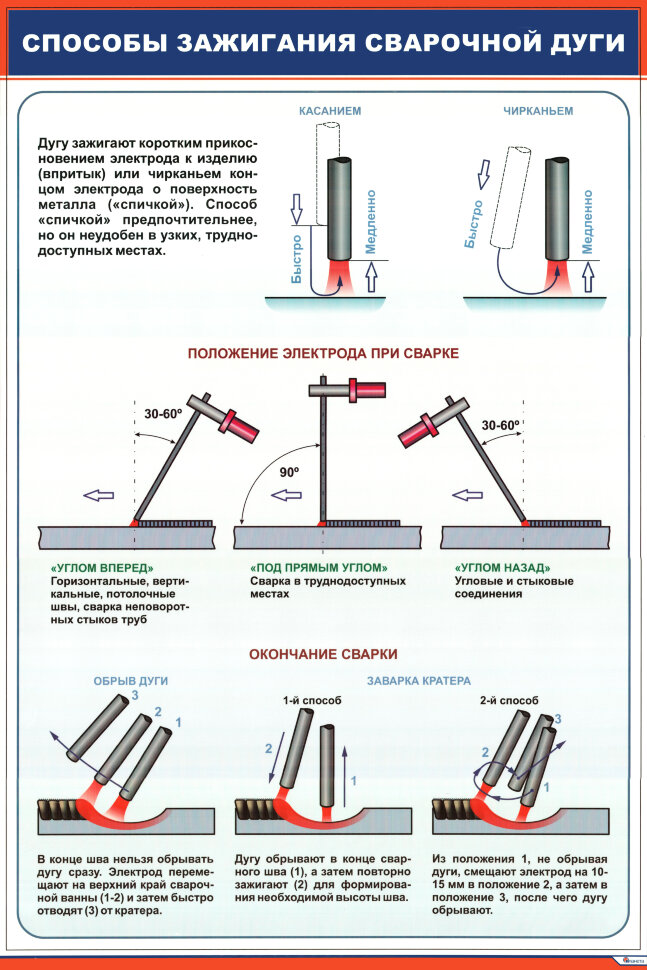
Рис. 12. Положение электрода при сварке углового соединения с наружным углом в нижнем положении
При выполнении второго, третьего и последующих проходов сварочный ток следует установить на повышенный режим. При выполнении данных проходов используется техника поперечных колебаний электрода. Третий проход должен производиться с более широкой амплитудой колебаний, чем второй. Техника выполнения второго и последующих проходов аналогична выполнению данных проходов при сварке в «лодочку» многопроходным угловым швом.
Во время сварки необходимо следить за ограничением ширины поперечных колебаний электрода. Для устранения подрезов рекомендуется производить кратковременную остановку электрода в крайних точках траектории поперечных колебаний. Удостоверьтесь в том, что достигается хорошее сплавление с ранее наложенными слоями и с обеими поверхностями пластины. Последний проход не должен иметь слишком большую высоту. После каждого прохода необходимо тщательно очистить наплавленный металл от шлаковой корки.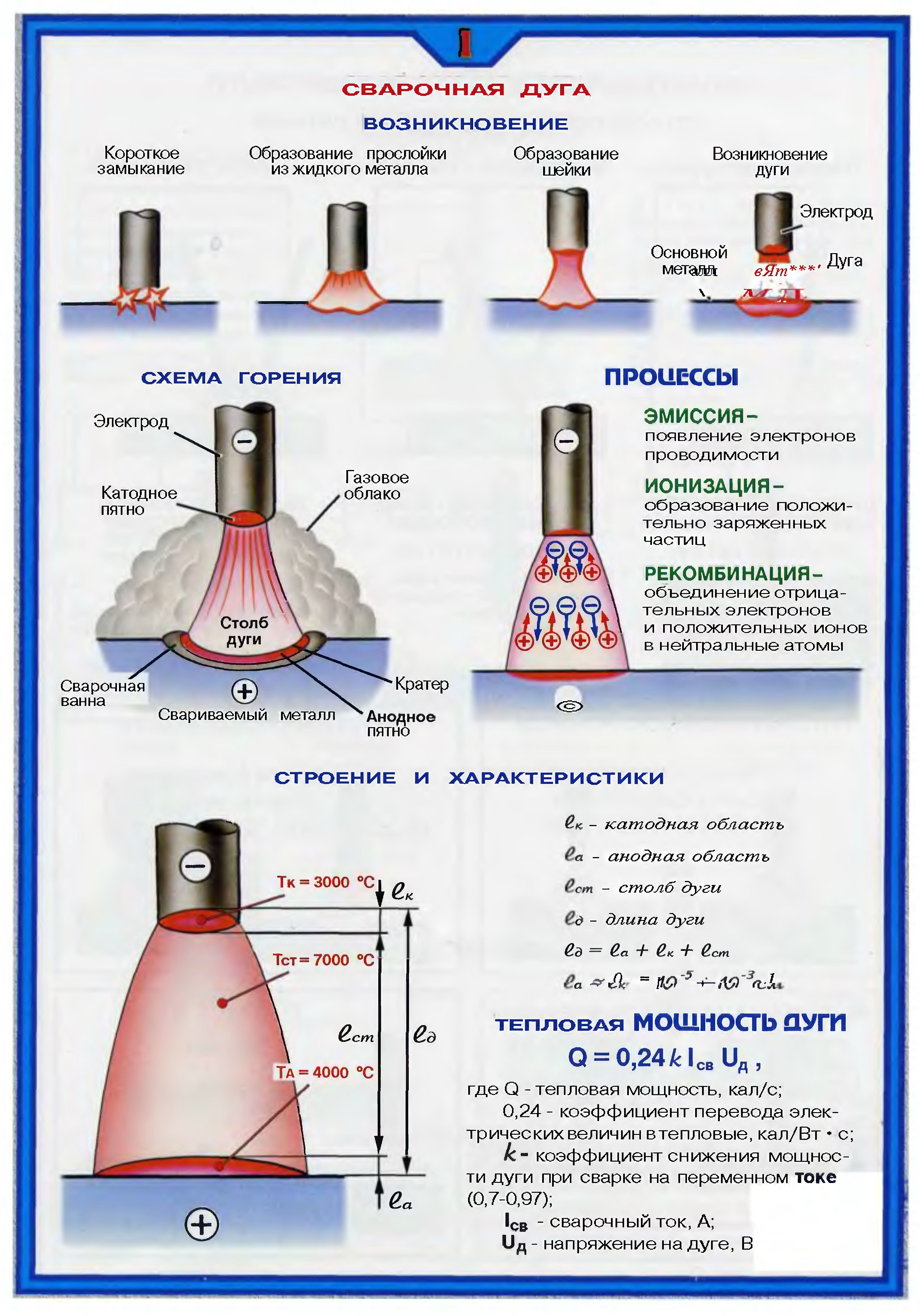
Сварка стыкового соединения со скосом кромок на подкладке в нижнем положении
Данный тип сварного соединения достаточно часто применяется при сварке трубопроводов, сосудов высокого давления и корабельных конструкций.
Сварка данного соединения производится на обратной полярности. Для первого прохода устанавливается невысокое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 13. Сварка производится узким валиком без поперечных колебаний электрода. Во время сварки необходимо следить за тем, чтобы обеспечить хорошее сплавление с подкладкой и поверхностями разделки в корневой части соединения. Поверхность шва должна быть максимально плоской.
Рис. 13. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в нижнем положении
Второй, третий и последующие проходы могут производиться при повышенных значениях сварочного тока. Перемещение вдоль оси шва не должно быть слишком быстрым, иначе поверхность шва будет неровной, с крупными чешуйками, могут появиться поры. Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Сварка стыкового соединения со скосом кромок в нижнем положении
Данный вид соединения часто встречается при сварке трубопроводов, а также при сварке ответственных соединений.
Сварка данного соединения производится на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 14.
Рис. 14. Положение электрода при сварке стыкового соединения со скосом кромок в нижнем положении
На рис. 15а показан порядок наложения слоев/валиков при сварке стыкового соединения со скосом кромок в нижнем положении. Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Рис. 15. Сварка стыкового соединения со скосом кромок в нижнем положении: a — порядок наложения слоев; б — траектория движения электрода при выполнении последнего прохода; в — сварное соединение
Второй и последующие проходы производятся при повышенных значениях сварочного тока и электродами большего диаметра. Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Заключительный проход выполняется тем же типом электрода, что и предыдущие. Техника выполнения такая же, и при выполнении второго и последующих проходов, за исключением того, что при заключительном проходе амплитуда поперечных колебаний электрода будет больше. Для контроля за шириной облицовочного шва необходимо использовать скошенные кромки стыкового соединения. Поверхность облицовочного шва должна быть слегка выпуклой.
Сварка нахлесточного соединения в нижнем положении
Данный тип соединения широко используется в промышленности, в частности в резервуарах, строительных и судовых конструкциях. Нахлесточное соединение очень экономично, оно не требует каких-либо значительных затрат на подготовку и сборку. Максимальная прочность нахлесточного соединения достигается при его двухсторонней сварке угловым швом.
Сварка данного соединения производится как на прямой, так и на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 16.
Рис. 16. Сварка нахлесточного соединения в нижнем положении: a — подготовка соединения к сварке; б — положение электрода при сварке однопроходным швом равных толщин; в — положение электрода при втором и третьем проходе при выполнении многопроходного шва; г — положение электрода при сварке разных толщин
Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание очень короткой дуги, а на обратной полярности — еще более короткой. Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Абсолютно необходимым для получения качественного соединения является полное проплавление в корне шва и хорошее сплавление с обеими поверхностями двух пластин. При сварке на прямой полярности верхняя кромка верхней пластины имеет тенденцию к прожогу, поэтому при сварке следует постоянно опасаться как недозаполнения наплавленного валика, так и того, что сварочная дуга недостаточно коротка. Подрезы появляются очень редко.
При сварке на обратной полярности следует обратить внимание на поддержание более короткой дуги, а также на устранение возможного подреза, как на плоской поверхности пластины, так и вдоль верхней кромки верхней пластины.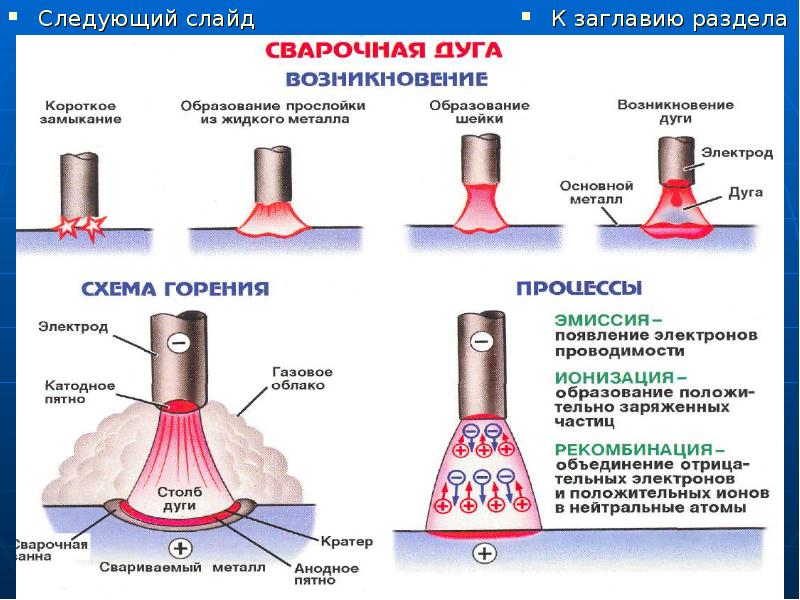 Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Сварка нахлесточного соединения в горизонтальном положении
Сварка нахлесточного соединения в горизонтальном положении однопроходным угловым швом на прямой полярности часто применяется в конструкциях резервуаров и строительных конструкциях.
При сварке данного соединения сварочный ток не должен быть слишком большим. Электрод необходимо направлять в корень шва. Положение электрода во время сварки должно соответствовать изображенному на рис. 17. Сварку лучше всего производить с небольшими возвратно-поступательными перемещениями электрода в направлении оси сварного шва, можно также применять незначительные поперечные колебания электрода. Сварочная ванна не должна быть слишком перегрета, ибо это приводит к появлению трещин в металле сварного шва.
Рис. 17. Положение электрода при сварке нахлесточного соединения в горизонтальном положении
При сварке следует обращать особое внимание на перемещения электрода, с тем, чтобы не допустить появления прожогов кромки пластины, а также на то, чтобы сварочная дуга не контактировала с поверхностью вертикальной пластины вне пределов сварного шва, в противном случае неизбежно появление подрезов.
Сварка таврового соединения в нижнем положении
Большую долю швов, выполняемых на практике сварщиком, составляют угловые швы, выполняемые в нижнем положении. Технология сварки может включать как однопроходную, так и многопроходную сварку всеми типами электродов. Несмотря на то, что электроды, предназначенные для сварки на обратной полярности, не являются лучшим типом электродов для выполнения однопроходных угловых швов, использование этих электродов в подобных целях является достаточно распространенной практикой.
При сварке таврового соединения в нижнем положении на прямой полярности сварочный ток должен быть достаточным для получения обширной сварочной ванны. При сварке на обратной полярности сварочный ток должен быть несколько меньше. Положение электрода при сварке на прямой полярности должно соответствовать изображенному на рис. 18а, на обратной полярности — рис. 18б.
Рис. 18. Положение электрода при сварке таврового соединения в нижнем положении: a — на прямой полярности; б — на обратной полярности
Электрод должен быть направлен в корень сварного соединения. При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
Однако некоторые сварщики предпочитают использовать при этом небольшие возвратно-поступательные перемещения электрода в направлении оси шва. Это может оказать положительное влияние в виде предварительного подогрева свариваемых кромок и корневой части соединения, находящихся перед движущимся электродом, улучшит формирование наплавленного металла на вертикальной плоскости пластины, а также будет способствовать предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов.
Сварка таврового соединения в нижнем положении многопроходным швом
Крупные угловые швы очень часто выполняются путем многократного наложения узких валиков без поперечных колебаний электрода. В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
При выполнении данного соединения сварочный ток устанавливается таким же, как и при сварке узким однопроходным швом. Положение электрода будет изменяться в зависимости от последовательности наложения слоев (рис. 19а). Перемещение электрода аналогично перемещению при сварке однопроходным швом. Расположение или раскладка валиков по сторонам должны производиться таким образом, чтобы облицовочный слой точно соответствовал заданному размеру катета углового шва. Порядок наложения слоев показан на рис. 19б.
Рис. 19. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении (а) и порядок наложения слоев (б)
Техника выполнения облицовочного слоя достаточно сложна. Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Рис. 20. Положение электрода при выполнении облицовочного слоя (а) и траектория колебательных движений электрода (б)
Указателями ширины перемещения электрода при сварке облицовочного слоя могут служить две параллельные кромки ранее выполненных сварных валиков. Для предотвращения появления подрезов необходимо проводить задержки электрода на верхней и нижней кромках сварного шва. Необходимо помнить, что при многопроходной сварке требуется тщательная очистка от шлаковой корки каждого наложенного слоя.
При сварке на обратной полярности могут возникнуть значительные затруднения, связанные с появлением подрезов. Избавиться от этих проблем можно всеми ранее описанными способами.
Сварка таврового соединения в нижнем положении многопроходным швом с применением поперечных колебаний электрода
На практике довольно часто встречаются случаи, когда необходимо производить сварку угловых швов большого сечения в нижнем положении. Обычно для этого используют многопроходную сварку с применением техники поперечных колебаний электрода. Наиболее часто такие швы встречаются при судостроительных и монтажных работах.
Сварка данного типа соединения производится на обратной полярности. Сварочный ток устанавливается большим. Положение электрода должно соответствовать изображенному на рис. 21. Первый проход выполняется так же, как и в случае обычной однопроходной сварки угловых швов. Поверхность первого валика должна быть максимально плоской.
Рис. 21. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении с применением поперечных колебаний электрода
Второй шов накладывается с поперечными колебаниями электрода поверх первого. Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Сварка стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, резервуаров, а также при судостроительных работах.
Сварка производится на обратной полярности как узкими валиками без поперечных колебаний, так и с поперечными колебаниями электрода. Первый проход выполняется на повышенных значениях сварочного тока без поперечных колебаний электрода. Положение электрода должно соответствовать изображенному на рис. 22. При сварке необходимо обеспечить гарантированное сплавление с подкладкой, а также с кромками корневой части соединения.
Рис. 22. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Второй и все последующие проходы могут выполняться с еще большими значениями сварочного тока. Положение электрода при сварке узкими валиками без поперечных колебаний электрода должно соответствовать изображенному на рис. 22. Очень важно, чтобы все швы имели хорошее сплавление с поверхностью ранее наложенных слоев, а также с поверхностью кромок разделки. Необходимо следить за предотвращением появления подрезов.
Сварка стыкового соединения со скосом кромок в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, а также ответственных стыковых соединений. При выполнении некоторых работ иногда предъявляются требования к тому, чтобы данные швы выполнялись с поперечными колебаниями электрода, однако в большинстве случаев применяется сварка узкими валиками без поперечных колебаний электрода.
Сварка производится на обратной полярности. Сварочный ток при первом проходе не должен быть слишком велик. Положение электрода при сварке узкими валиками без поперечных колебаний должно соответствовать рис. 23, а при сварке с поперечными колебаниями — рис. 24а.
Рис. 23. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: узкими валиками без поперечных колебаний электрода.
При сварке необходимо поддерживать короткий дуговой промежуток, заставляя электродный металл наплавляться непосредственно в зазоре корневой части соединения. При сварке можно использовать возвратно-поступательные перемещения электрода. При перемещениях вперед нельзя допускать, чтобы сварочная дуга обрывалась.
Необходимо во время таких перемещений обеспечить предварительный подогрев металла перед наплавляемым швом. Одновременно следует следить за тем, чтобы расплавленный металл сварочной ванны достаточно быстро застывал и не стекал на нижнюю пластину. На обратной стороне соединения должно быть полное проплавление.
На обратной стороне соединения должно быть полное проплавление.
Для второго и последующих проходов сварочный ток может быть значительно увеличен. Можно использовать сварку узкими валиками, без поперечных колебаний. можно также использовать сварку с поперечными колебаниями электрода (рис. 24б). Важно обеспечить гарантированное сплавление всех проходов с поверхностью всех предшествующих проходов, а также с поверхностями свариваемых пластин. Во время сварки необходимо следить за появлением подрезов.
Рис. 24. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: a — сварка с поперечными колебаниями электрода; б — пример поперечных движений торца электрода
Сварка стыкового соединения со скосом одной кромки в горизонтальном положении
Наиболее часто, при выполнении стыковых соединений в горизонтальном положении скашивают кромку только у верхнего листа. Дугу возбуждают на горизонтальной кромке нижнего листа, перемещают затем на скошенную кромку верхнего листа. Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Сварка нахлесточного соединения в вертикальном положении снизу вверх. При выполнении ответственных сварочных работ с использованием нахлесточных соединений, находящихся в вертикальном положении, как правило, сварку производят снизу вверх. Такая сварка имеет место при выполнении сварочных работ в судостроении, при изготовлении сосудов высокого давления, а также при изготовлении металлоконструкций.
При сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах, выполняемых при сварке нахлесточных соединений, применяются однопроходные угловые швы. При выполнении данных швов необходимо установить не очень большое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 25.
Рис. 25. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх
На нижней части соединения образуется полка из наплавленного металла, имеющая размеры, соответствующие размерам сварного шва. Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Для выполнения сварных швов нахлесточных соединений большой толщины применяется многопроходная или однопроходная сварка с поперечными перемещениями электрода. При многопроходной сварке первый проход выполняется узким валиком без поперечных перемещений электрода. При выполнении второго прохода сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Рис. 26. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх многопроходным угловым швом (а) и однопроходным угловым швом с поперечным перемещением электрода (б)
Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва. Кратковременные остановки в крайних точках поперечных колебаний предотвратят появление подрезов, но нужно быть крайне осторожным, чтобы при этом кромка верхней пластины не прожигалась.
Сварку нахлесточного соединения можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
Сварка таврового соединения в вертикальном положении однопроходным угловым швом
Сварка данного соединения часто встречается в производственной практике. Сварка вертикальных стыков чаще всего производится снизу вверх, хотя встречаются и случаи, когда необходимо выполнять сварку сверху вниз. Выбор количества проходов определяется назначением данного соединения, а также толщиной свариваемых пластин.
При выполнении сварки таврового соединения в вертикальном положении однопроходным угловым швом без поперечных перемещений электрода сварочный ток должен быть достаточно большим, с тем, чтобы обеспечить хорошее проплавление в корневой части соединения, а также с поверхностями пластин. Положение электрода должно приблизительно соответствовать изображенному на рис. 27.
27.
Рис. 27. Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом
Сварка производится на обратной полярности с колебаниями электрода вверх-вниз. В момент переноса электродного металла необходимо поддерживать короткую дугу, при перемещении электрода вверх дугу следует растянуть, однако при этом не допускать обрыва дуги. Необходимо периодически производить отвод электрода от сварочной ванны, с тем, чтобы избежать перегрева свариваемого металла и последующего его растрескивания или вытекания сварочной ванны. Вместе с тем необходимо удерживать сварочную ванну на одном месте, вплоть до момента, пока не будет получено требуемое проплавление, сплавление со свариваемыми кромками и образование сварного шва требуемого контура без подрезов.
Сварку таврового соединения в вертикальном положении можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
Рис. 30. Положение электрода при сварке таврового соединения в вертикальном положении многопроходным
Во время сварки необходимо сохранять электрод над поверхностью сварочной ванны, перемещать сварочную ванну вверх, одновременно сдвигая ее в стороны, поочередно то влево, то вправо. Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва, а кратковременные остановки электрода в крайних точках поперечных перемещений предотвратят появление подрезов. Во время сварки необходимо поддерживать короткую дугу, но избегать касания электрода с расплавленным металлом сварочной ванны.
При использовании электрода большого диаметра необходимо увеличить сварочный ток. Положение электрода при сварке третьего прохода аналогично второму проходу. При применении электрода большого диаметра и при увеличении сварочного тока желательно ускорять перемещение электрода вверх при достижении сварочной ванной крайней точки траектории поперечных колебаний. При этом необходимо обращать внимание на продолжение горения дуги во время всех этих перемещений. При перемещении дуги вверх ее необходимо растягивать. После достаточного охлаждения сварочной ванны электрод возвращается к кратеру, и производится наплавка дополнительного металла.
Во время сварки необходимо поддерживать постоянство ширины траектории поперечных колебаний, следить за тем, чтобы она не превышала ширину законченного шва.
Сварка стыкового соединения со скосом кромок на подкладке в вертикальном положении
Данный тип соединения довольно часто встречается при строительстве трубопроводов, сосудов высокого давления, а также в судовых конструкциях. Сварка производится на обратной полярности снизу вверх.
Сварка производится на обратной полярности снизу вверх.
Первый проход. Сварочный ток должен быть большим. Положение электрода должно соответствовать изображенному на рис. 31. При сварке используется техника наплавки узких валиков, без поперечных колебаний, в вертикальном положении. Шов должен иметь хорошее сплавление с подкладкой и с поверхностями обеих кромок в своей корневой части.
При сварке необходимо следить за тем, чтобы лицевая поверхность шва была максимально плоской. Если в сварном соединении зазор в корне очень широк, то необходимо сделать два или три прохода, чтобы выполнить подварочный шов. В процессе сварки необходимо обращать внимание на то, чтобы все наложенные слои имели хорошее сплавление друг с другом.
Рис. 31. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в вертикальном положении
Второй проход. Сварочный ток не должен быть слишком велик. При выполнении шва используется техника сварки с поперечными колебаниями электрода. В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
Третий проход. Величина сварочного тока должна быть такой, чтобы обеспечивалось как хорошее проплавление и сплавление, так и малая выпуклость сварного шва. Поперечные колебания электрода не должны выходить за пределы скошенных кромок разделки. Во избежание появления подрезов необходима задержка электрода в крайних точках траектории поперечных колебаний. Для предотвращения появления излишней выпуклости сварного шва скорость сварки должна быть достаточно большой.
Сварка стыкового соединения без скоса кромок в вертикальном положении
Сварка данного соединения производится снизу вверх на обратной полярности многопроходным швом. Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Первый проход. Сварочный ток должен быть не слишком большим, но вместе с тем он должен быть достаточным для гарантированного проплавления корневой части соединения и образования на обратной стороне стыка достаточной выпуклости. Положение электрода должно соответствовать изображенному на рис. 32. При сварке первого прохода используется техника сварки узкими валиками без поперечных колебаний электрода; Необходимо добиваться получения на обратной стороне корня шва небольшой выпуклости.
Рис. 32. Положение электрода при сварке стыкового соединения без скоса кромок в вертикальном положении
Второй проход. Значение сварочного тока и положение электрода практически не отличаются от аналогичных показателей при сварке первого прохода. Нельзя производить поперечные колебания со слишком большой амплитудой. Скорость перемещения электрода должна быть такой, чтобы не возникала избыточная выпуклость шва и не образовывались подрезы.
Сварка соединения с наружным угловым швом
Данные сварные соединения часто встречаются на практике. Сварка производится на обратной полярности снизу вверх с использованием техники поперечных колебаний электрода, кроме того, благодаря тому, что свариваемые кромки не скошены, в данном случае достаточнонеглубокое проплавление.
Первый проход. Сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 33. Используется техника выполнения корневого прохода с возвратно-поступательными перемещениями электрода.
Рис. 33. Положение электрода при сварке соединения с наружным угловым швом в вертикальном положении
Второй и третий проходы. Сварочный ток необходимо увеличить по сравнению с первым проходом. Во время сварки необходимо следить за обеспечением хорошего сплавления с ранее наплавленными слоями, а также со свариваемыми кромками основного металла, обращать внимание на возможность появления подрезов. Лицевая поверхность швов должна быть плоской.
Четвертый проход. Значение сварочного тока и положение электрода аналогичны использовавшимся при сварке предыдущих проходов. При сварке использовать технику поперечных колебаний электрода. Лицевая поверхность шва должна иметь небольшую выпуклость. В качестве границы шва использовать кромки пластин.
Рис. 34. Сварка стыкового соединения со скосом кромок в вертикальном положении (а) и траектория движения электрода (б)
Сварка стыкового соединения со скосом кромок
Данные сварные соединения очень часто встречаются при сварке труб и ответственных стыковых соединений. Сварка производится на обратной полярности снизу вверх многопроходным швом с поперечными колебаниями электрода.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 34а. Используется техника сварки корневого шва, при которой применяются колебания электрода вверх-вниз. Допускается выполнять сварку с небольшими поперечными перемещениями электрода (рис. 34б).
34б).
Перемещения электрода вверх должны производиться на расстояние, не превышающее 50 мм. Необходимо следить, чтобы при этих перемещениях не происходил обрыв дуги. Необходимо обеспечить полное проплавление по всей обратной стороне соединения. Лицевая поверхность шва должна быть максимально плоской.
Второй и третий проходы. Сварочный ток может быть увеличен. Положение электрода аналогично использовавшемуся при сварке первого прохода. Используется техника сварки с поперечными колебаниями электрода. На рис. 34б показана траектория движения электрода. Для получения однородного по качеству и внешнему виду сварного шва следует поддерживать постоянство продольных и поперечных перемещений электрода.
Поперечные перемещения электрода должны производиться быстро, с тем, чтобы предотвратить появление избыточной выпуклости в центральной части сварного шва. На протяжении всего времени сварки необходимо поддерживать короткую дугу, следить за тем, чтобы перемещения электрода оставались в пределах ширины сварного шва. Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
В некоторых случаях сварку стыкового соединения со скосом кромок можно производить сверху вниз (рис. 35а) или однопроходным швом с поперечными колебаниями (рис. 356). Техника выполнения однопроходным швом аналогична выполнению второго и третьего прохода при многопроходной сварке.
Рис. 35. Сварка стыкового соединения со скосом кромок сверху вниз (а) и траектория перемещения электрода при однопроходной сварке с поперечными колебаниями (б)
Сварка таврового соединения в потолочном положении однопроходным угловым швом
Данное сварное соединение и положение при сварке очень часто встречается в судостроении и при изготовлении металлоконструкций.
Сварка таврового соединения в потолочном положении однопроходным угловым швом производится на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис.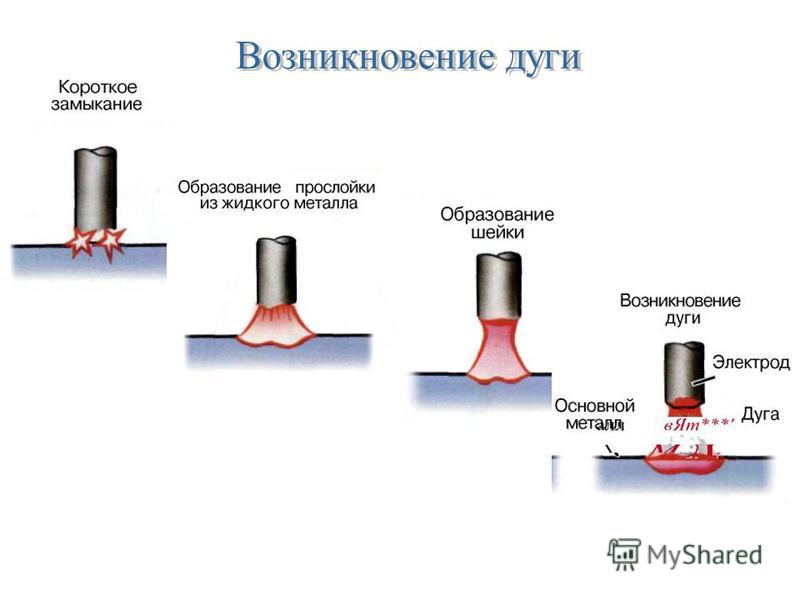 36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
Рис. 36. Положение электрода при сварке таврового соединения в потолочном положении однопроходным угловым швом
Во время сварки нужно уделять особое внимание обеспечению хорошего сплавления и проплавления в корневой части соединения, а также с боковыми кромками. Нельзя допускать подтекания шлака в головную часть сварочной ванны, для предотвращения появления избыточной высоты и выпуклости сварного шва не допускать перегрева сварочной ванны.
Сварка таврового соединения в потолочном положении многопроходным угловым швом.
При необходимости выполнения сварки угловым швом в потолочном положении больше чем за один проход применяется техника сварки без поперечных колебаний электрода. Сварку выполняют на обратной полярности, при этом сварочный ток не должен быть слишком велик.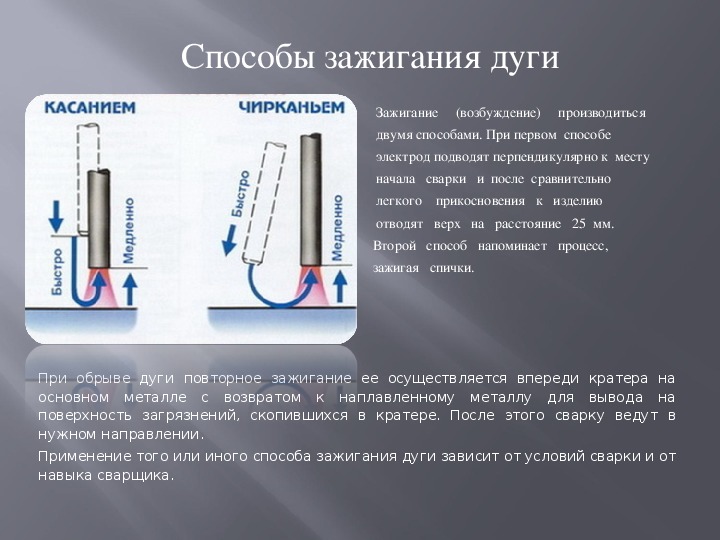 Положение электрода должно соответствовать изображенному на рис. 37а.
Положение электрода должно соответствовать изображенному на рис. 37а.
Рис. 37. Положение электрода при сварке таврового соединения в потолочном положении многопроходным угловым швом (а) и порядок наложения слоев (б)
Последовательность наложения слоев приведена на рис. 37б. У сварщиков, имеющих малый опыт, могут возникнуть некоторые сложности с соблюдением правильных пропорций швов. Однако с опытом эти трудности будут преодолены. Каждый проход должен иметь хорошее сплавление со смежными валиками и с поверхностью свариваемых кромок. Лицевая поверхность каждого прохода должна быть максимально плоской.
Сварка нахлесточного соединения однопроходным угловым швом в потолочном положении
Данное сварное соединение и положение при сварке очень часто встречается при сооружении резервуара и в судостроении. Из-за габаритов и характерных особенностей этих объектов их кантовка для проведения сварки не целесообразна. Большинство подобных работ выполняется на обратной полярности, однако имеются также случаи, когда необходимо сваривать нахлесточное соединение в потолочном положении и на прямой полярности.
Величина сварочного тока при сварке на обратной полярности не должна быть слишком большой. При сварке на прямой полярности величина сварочного тока должна быть несколько выше, чем при сварке аналогичного соединения на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 38.
Рис. 38. Положение электрода при сварке нахлесточного соединения однопроходным угловым
При сварке можно применять колебательные перемещения электрода в направлении сварки. При перемещении электрода вперед необходимо следить, чтобы не произошло обрыва сварочной дуги. Такие перемещения электрода служат для предварительного подогрева кромок перед наплавкой на них электродного металла и способствуют предотвращению перегрева сварочной ванны, тем самым препятствуют образованию наплывов и избыточной выпуклости. Кроме того, такие перемещения электрода и сварочной дуги вызывают оттеснение шлака в хвостовую часть сварочной ванны. При сварке нельзя допускать выхода сварочной дуги на поверхность верхней пластины, и следует следить, чтобы сварочная дуга при своих перемещениях не выходила за границы наружной поверхности сварного шва.
При сварке на прямой полярности несколько затруднен контроль за шлаком. Сварной шов имеет тенденцию к образованию избыточной выпуклости, а также к вытеканию сварочной ванны на вертикальную поверхность кромки пластины. Подрезы не встречаются.
Сварка таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении
Сварщику в своей практике не раз приходится встречаться с необходимостью выполнения в потолочном положении угловых швов большого сечения электродами большого диаметра.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 39а. Длина сварочной дуги должна быть небольшой, при сварке необходимо использовать поперечные колебания электрода (рис. 39б). Перемещения электрода должны производиться быстрыми скользящими движениями, в то же время необходимо следить за тем, чтобы при этом не происходило значительное увеличение длины дуги.
Во время проведения сварки нужно обращать внимание на поддержание стабильного горения сварочной дуги, не допускать ее обрыва. После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
Рис. 39. Положение электрода при сварке таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении (а) и траектория движения электрода (б)
Второй проход. Второй проход выполняется так же, как и первый, с тем только отличием, что за второй проход наплавляется большее количество электродного металла. Выполнение второго прохода, как правило, вызывает у сварщиков большие сложности, чем первого.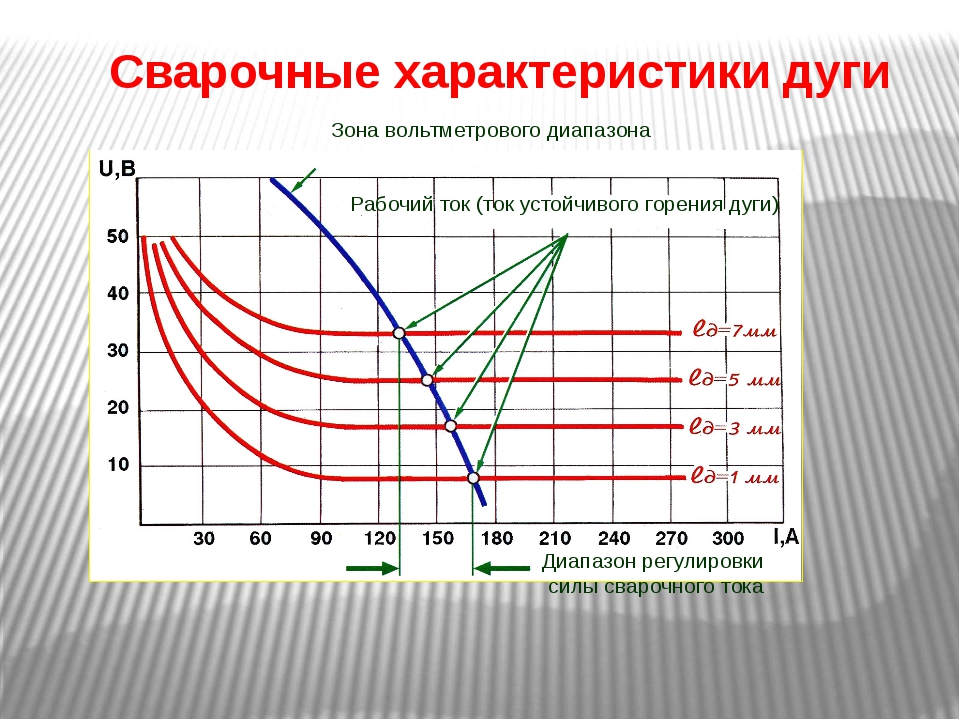
Сварка стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении.
Данный тип сварного соединения и условия проведения сварки часто встречаются при сварке труб и резервуаров, когда сварка выполняется на кольцевых подкладках.
Первый проход. Сварка производится на обратной полярности. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 40. Для обеспечения хорошего переноса металла необходимо поддержание короткой дуги. Перемещения электрода должны носить скользящий характер. Необходимо обращать внимание на обеспечение гарантированного сплавления в области подкладки и между кромками в корневой части соединения. Лицевая поверхность сварного шва по возможности должна иметь минимальную выпуклость.
Второй и последующие проходы. Сварочный ток остается по-прежнему большим. Сварка производится с использованием техники скользящих перемещений электрода, без поперечных его перемещений. Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Рис. 40. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении и порядок наложения слоев
Необходимо обеспечить гарантированное сплавление как с поверхностями ранее наплавленных валиков, так и со стенками разделки. Следует обращать внимание на безусловную необходимость очистки от шлака поверхности шва после каждого прохода.
Сварка стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Подобное соединение в таком пространственном положении встречается крайне редко. Выполнить качественно такой сварной шов весьма трудно, для этого необходима определенная тренировка. Сварка производится на обратной полярности.
Первый проход. Сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
Рис. 41. Положение электрода при сварке стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Второй проход. Сварочный ток не должен быть слишком большим. При сварке необходимо поддерживать короткую дугу и производить небольшие колебательные перемещения электрода, выполняемые легкими скольжениями, следить за тем, чтобы поперечные колебания электрода не имели слишком большой ширины.
Сварка стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Данный тип сварного соединения и условия, в которых она выполняется, часто встречается при сварке труб и металлоконструкций из листового проката.
Сварка стыкового соединения со скосом кромок многопроходным швом производится на обратной полярности с поперечными колебаниями электрода. Сварочный ток при первом проходе не должен быть слишком большим, но при этом должен обеспечивать гарантированное проплавление с обратной стороны. Положение электрода должно соответствовать изображенному на рис. 42. Выполнение первого, корневого, прохода аналогично сварке первого прохода в ранее рассмотренных соединениях. Лицевая поверхность сварного шва должна быть плоской. С обратной стороны должен образовываться небольшой валик.
Рис. 42. Положение электрода при сварке стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Второй и последующие проходы. Сварочный ток должен быть несколько больше, чем при первом проходе. Применяется техника сварки с поперечными колебаниями электрода. Перемещения электрода в поперечном направлении должны производиться быстрыми движениями, с тем чтобы в центральной части сварного шва не получалась слишком большая выпуклость.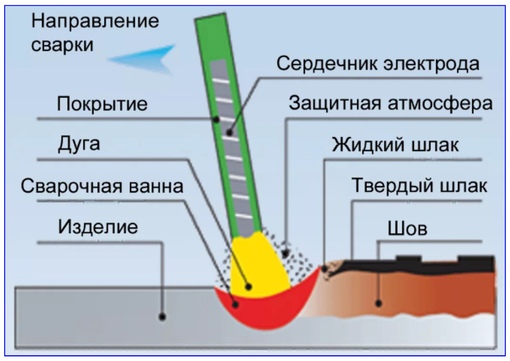 Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Для предотвращения появления подрезов используется задержка электрода в крайних точках траектории поперечных колебаний. Необходимо помнить, что подрезы появляются в результате «вылизывания» дугой металла на поверхности пластины с последующим ненаплавлением электродного металла на это место.
Новости
27.12.2021 Мы рады новому социальному партнеру!
22 декабря на площадке @tehnari_blk подписан договор о сотрудничестве с Балаковоатомэнергоремонт, в лице руководителя Анатолия Бурлакова. Филиал заинтересован в привлечении молодых компетентных специалистов рабочих специальностей. Так, достигнута договоренность о прохождении преддипломной практики и возможности трудоустройства уже в следующем году специалистов в области сварочного производства. Надеемся, что наши ребята внесут свой профессиональный вклад в атомную отрасль.
Надеемся, что наши ребята внесут свой профессиональный вклад в атомную отрасль.
18.12.2021 Семинар- практикум
17 декабря 2021 в ГАПОУ СО «Балаковский промышленно-транспортный техникум им.Н.В.Грибанова» состоялся Семинар-практикум: «Особенности подготовки участников, экспертов-компатриотов к региональному чемпионату по стандартам WSR по компетенции «Ремонт и обслуживание легковых автомобилей» в 2022 году».
14.12.2021 Готов к цифре
В соответствии с задачами федерального проекта «Кадры для цифровой экономики» национальной программы «Цифровая экономика Российской Федерации» формируется система независимой оценки компетенций цифровой экономики, основной задачей которой является обеспечение признаваемых участниками рынка труда результатов независимой оценки компетенций граждан для выстраивания персональной траектории развития, трудоустройства и карьерного продвижения.
Граждане Российской Федерации имеют бесплатную возможность пройти независимую оценку компетенций цифровой экономики по адресу https://готовкцифре.рф/пок и получить сертификат о прохождении независимой оценки компетенций.
04.12.2021 «Повышение качества подготовки кадров для экономики региона» в контексте национального проекта «Образование».
2 декабря, @tehnari_blk принимал гостей из разных уголков Саратовской области, а также разных профессиональных сфер, для участия в круглом столе «Повышение качества подготовки кадров для экономики региона» в контексте национального проекта «Образование».
20.11.2021 «ВСТРЕЧАЕМ ГОСТЕЙ!»
Знаете, что время выбора будущей профессии в современном мире, очень помолодело. Ребята с родителями, уже с младших классов, начинают выбирать свой будущий профиль обучения, а соответственно и делают отсылку на свою будущую профессию.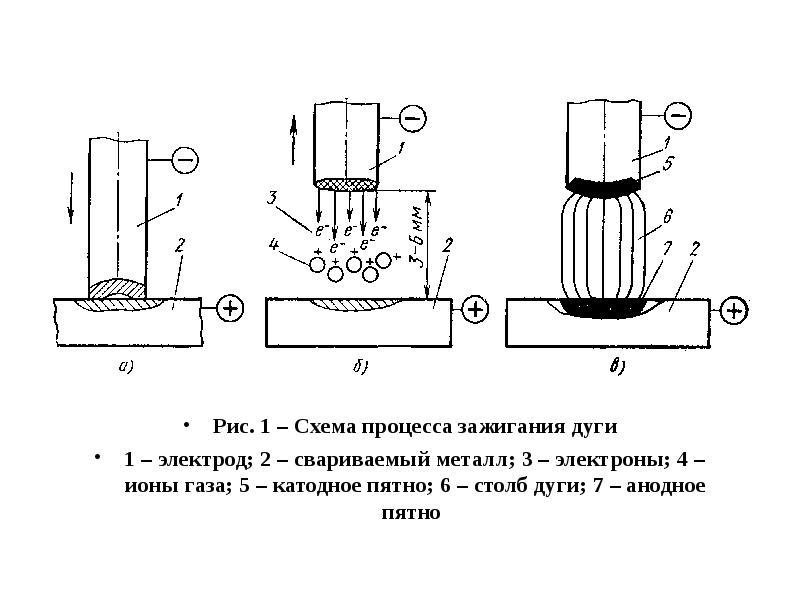
11.11.2021 ИНФОРМАЦИЯ о программе «Пушкинская карта»
В соответствии с постановлением Правительства Российской Федерации от 8 сентября 2021 г. № 1521 (далее — Постановление) в качестве меры социальной поддержки с 1 сентября 2021 г. предусмотрена выплата гражданам Российской Федерации в целях посещения ими мероприятий, проводимых организациями культуры.
28.10.2021 О мерах но повышению антитеррористической безопасности
ПРИКАЗ от «26» октября 2021г. №754 «О мерах но повышению антитеррористической безопасности, соблюдению правил пожарной безопасности образовательными организациями области в период нерабочих праздничных дней, посвящённых Дню народного единства России»
07.10.2021 Финал IV Национального чемпионата «Навыки Мудрых»
07 октября 2021 года на базе нашего техникума состоялся Финал IV Национального чемпионата «Навыки Мудрых» по компетенции «Ремонт и обслуживание легковых автомобилей».
06.10.2021 Дистанционное открытое занятие
Уважаемые студенты, преподаватели, абитуриенты и гости нашего сайта, мы рады пригласить Вас принять участие дистанционном открытом занятии приуроченным к Финалу IV Национального чемпионата «Навыки мудрых» по компетенции «Ремонт и обслуживание легковых автомобилей» которое будет проходить в дистанционном формате на платформе Zoom.
02.10.2021 «С ДНЁМ ПРОФТЕХОБРАЗОВАНИЯ!»
Дорогие работники системы профессионального образования, преподаватели, мастера производственного обучения и ветераны труда, обучающиеся, примите мои искренние поздравления с важным для всех нас праздником – с Днем профтехобразования!
30.09.2021 ДО
В связи с регистрацией положительного результата исследований на COVID-2019 у обучающихся и сотрудников техникума, в целях предупреждения распространения инфекционных заболеваний, ассоциированных с COVID-2019 и с целью недопущения осложнения санитарно-эпидемиологической обстановки на территории Балаковского муниципального района техникум временно переходит на реализацию образовательных программ с применением электронного обучения и дистанционных образовательных технологий.
31.05.2021 Дневник судоводителей
На календаре 30 мая, воскресенье, а значит настало время нашей теперь уже традиционной рубрики «Дневник судоводителей».
28.05.2021 «ПЕЛЬМЕШКИ НА ПРАКТИКЕ»
Практика у технологов продолжается!
28.05.2021 «СТАРТОВАЛ МЕСЯЧНИК АНТИНАРКОТИЧЕСКОЙ РАБОТЫ»
Дан старт «Месячнику антинаркотической направленности и формирования здорового образа жизни» спортивной эстафетой «Молодое поколение выбирает ЗОЖ».
25.05.2021 Избирательный диктант в стенах нашего техникума
По инициативе Территориальной избирательной комиссии и Молодежной избирательной комиссии Балаковского муниципального района в стенах @tehnari_blk прошёл Избирательный диктант.
24.05.2021 ДЕНЬ СЛАВЯНСКОЙ ПИСЬМЕННОСТИ И КУЛЬТУРЫ
Ежегодно 24 мая во всех славянских странах отмечают День славянской письменности и культуры и торжественно прославляют создателей славянской письменности святых Кирилла и Мефодия — учителей словенских.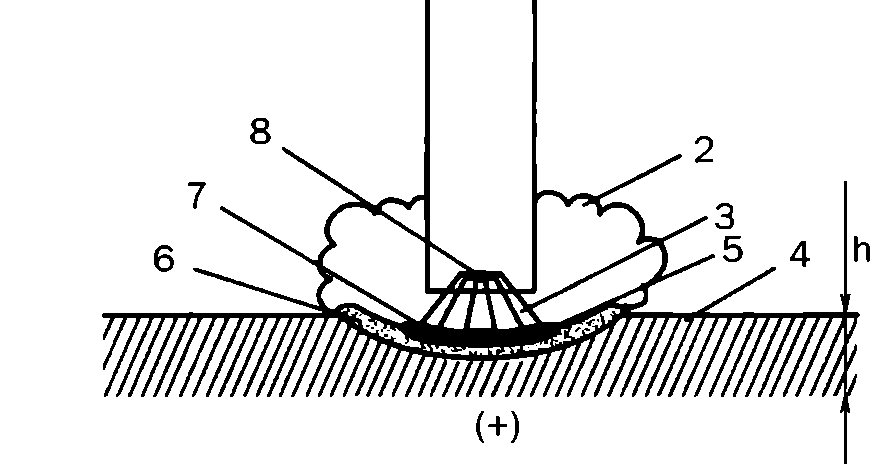
23.05.2021 Наши волонтеры продолжают трудиться на благо нашего города
На протяжении третей недели волонтёры @tehnari_blk трудятся в составе групп для мобильного голосования за общественные территории по проекту «Формирование комфортной городской среды».
21.05.2021 «ГРИБАНОВСКИЙ ТЕХНИКУМ ВСТРЕЧАЕТ УЧАСТНИКОВ ДЕМОЭКЗАМЕНА WORLD SKILLS»
21.05.2021 НЕТ — ТЕРРОРИЗМУ!
После последнего вооруженного нападения на школу в Казани многие родители и студенты задаются вопросом, что делать и как себя вести в такой ситуации?
18. 05.2021 Безопасность – главная задача
05.2021 Безопасность – главная задача
Сегодня учебный день для студентов @tehnari_blk прошёл несколько в непривычном режиме. После первой пары прозвучал сигнал тревоги, студенты и персонал техникума спокойно и без паники покинули здание.
Новости 1 — 20 из 585
Начало | Пред. | 1 2 3 4 5 | След. | Конец | Все
Электрическая дуга возникла между электродами. Cварочная электрическая дуга
В современной промышленности сварка имеет большое значение, она имеет очень широкую область применения во всех отраслях промышленности. Для осуществления сварочного процесса необходима сварочная дуга.
Что такое сварочная дуга, ее определение
Сварочной дугой считается очень большой по величине мощности и длительности электрический разряд, который существует между электродами, на которые подано напряжение, в смеси газов. Ее свойства отличаются высокой температурой и плотностью тока, благодаря которым она способна расплавлять металлы, имеющие температуру плавления выше 3000 градусов. Вообще можно сказать, что электрическая дуга – это проводник из газа, который преобразует электрическую энергию в тепловую. Электрическим зарядом называется прохождение электрического тока через газовую среду.
Ее свойства отличаются высокой температурой и плотностью тока, благодаря которым она способна расплавлять металлы, имеющие температуру плавления выше 3000 градусов. Вообще можно сказать, что электрическая дуга – это проводник из газа, который преобразует электрическую энергию в тепловую. Электрическим зарядом называется прохождение электрического тока через газовую среду.
Существует несколько видов электрического разряда:
- Тлеющий разряд. Возникает в низком давлении, применяется в люминесцентных лампах и плазменных экранах;
- Искровой разряд. Возникает, когда давление равно атмосферному, отличается прерывистой формой. Искровому разряду соответствует молния, также применяется для зажигания двигателей внутреннего сгорания;
- Дуговой разряд. Применяет при сварке и для освещения. Отличается непрерывистой формой, возникает при атмосферном давлении;
- Коронный. Возникает, когда тело электрода шероховато и неоднородно, второй электрод может отсутствовать, то есть возникает струя.
 Применяется для очистки газов от пыли;
Применяется для очистки газов от пыли;
 Применяется для очистки газов от пыли;
Применяется для очистки газов от пыли;Природа и строение
Природа сварочной дуги не так уж и сложна, как может показаться на первый взгляд. Электрический ток, проходя через катод, затем проникает в ионизированный газ, происходит разряд с ярким свечением и очень высокой температурой, поэтому температура электрической дуги может достигать 7000 – 10000 градусов. После этого ток перетекает на обрабатываемый свариваемый материал. Так как температура настолько высока дуга выделяет вредное для человеческого организма ультрафиолетовое и инфракрасное излучения, оно может навредить глазам или оставить световые ожоги на коже, поэтому при проведении сварочного процесса необходима надлежащая защита.
Строение сварочной дуги представляет собой три главные области: анодная, катодная и столб дуги. Во время горения дуги на катоде и аноде образуются активные пятна – области, в которых температура достигает самых высоких значений, именно через данные области проходит весь электрический ток, анодные и катодные области представляют собой более большие падения напряжения. А сам столб располагается между этими областями падение напряжения в столбе очень незначительно. Таким образом, длина сварочной дуги представляет собой сумму вышеперечисленных областей, обычно длина равна нескольким миллиметрам, когда анодные и катодные области, соответственно, равны 10-4 и 10-5 см. Самая благоприятная длина примерно равна 4-6мм, при такой длине обеспечивается постоянная и благоприятная температура.
А сам столб располагается между этими областями падение напряжения в столбе очень незначительно. Таким образом, длина сварочной дуги представляет собой сумму вышеперечисленных областей, обычно длина равна нескольким миллиметрам, когда анодные и катодные области, соответственно, равны 10-4 и 10-5 см. Самая благоприятная длина примерно равна 4-6мм, при такой длине обеспечивается постоянная и благоприятная температура.
Разновидности
Виды сварочной дуги отличаются схемой подвода сварочного тока и средой, в которой они возникают, наиболее распространенными вариантами являются:
- Прямое действие. При таком способе сварочный располагается параллельно свариваемой металлической конструкции и дуга возникает под углом девяносто градусов по отношению к электроду и металлу;
- Сварочная дуга косвенного действия. Возникает, когда используется два электрода, которые располагаются под углом 40-60 градусов к поверхности свариваемой детали, дуга возникает между электродами и сваривает металл;
Также существует классификация в зависимости от атмосферы, в которой они возникают:
- Открытый тип. Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;
- Закрытый тип. Горение такой дуги происходит под слоем флюса, в газовую фазу, образовавшуюся вокруг дуги входят пары металла, электрода и флюса;
- Дуга с подачей газов. В горящую дугу подаются сжатые газы – гелий, аргон, углекислый газ, водород и другие различные смеси газов, подаются они для того, чтобы не окислялся свариваемый металл, их подача способствует восстановительной или нейтральной среде. В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;
 Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;
Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;Также различают по длительности действия – стационарная (для долгого применения) и импульсная (для однократного), по материалу используемого электрода – угольные, вольфрамовые – неплавящиеся электроды и металлические – плавящиеся. Самый распространенный плавящийся электрод – стальной. На сегодняшний день наиболее часто применяется сварка с неплавящимся электродом.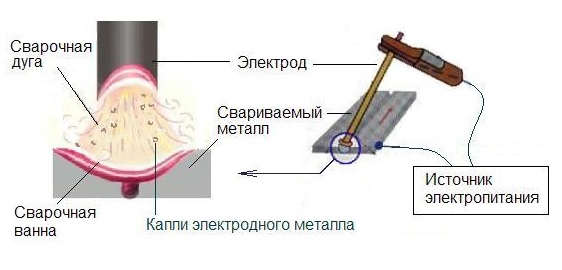 Таким образом, виды сварочных дуг разнообразны.
Таким образом, виды сварочных дуг разнообразны.
Условия горения
При стандартных условиях, то есть температуре в 25 градусов и давлении в 1 атмосферу газы не способны проводить электрический ток. Для того, чтобы образовалась дуга необходимо, чтобы газы между электродами были ионизированы, то есть имели в своем составе различные заряженные частицы – электроны или ионы (катионы или анионы). Процесс образования ионизированного газа будет называться ионизацией, а работа, которую необходимо затратить на отрыв электрона у атомной частицы для образования электрона и иона – работой ионизации, которая измеряется в электрон-вольтах и называется потенциалом ионизации. Какую именно энергию необходимо затратить для отрыва электрона от атома зависит от природы газовой фазы, значения могут быть от 3,5 до 25 эВ. Самый маленький потенциал ионизации имеют металлы щелочной и щелочно-земельной группы – калий, кальций и, соответственно, их химический соединения. Такими соединениями покрывают электроды, для того, чтобы они способствовали устойчивому существованию и горению сварочной дуги.
Также для возникновения и горения дуги необходима постоянная температура на катод, которая зависит от природы катода, его диаметра, размера и температуры окружающей среды. Температура электрической дуги поэтому должна быть постоянной и не колебаться, благодаря огромным значениям силы тока температура может достигать 7 тысяч градусов, таким образом, сваркой можно присоединять абсолютно все материалы. Постоянная температура обеспечивается с помощью исправного источника питания, поэтому его выбор при конструировании сварочного аппарата очень важен, он оказывает влияние на свойства дуги.
Возникновение
Она возникает при быстром замыкании, то есть когда электрод соприкасается с поверхность свариваемого материала, из-за колоссальной температуры поверхность материала расплавляется, а между электродом и поверхность образуется небольшая полоса из расплавившегося материала. К моменту расхождения электрода и свариваемого материала образуется шейка из материала, которая моментально разрывается и испаряется из-за высокого значений плотности тока. Газ ионизируется и возникает электрическая дуга. Возбудить ее можно с помощью касания или чирканья.
Газ ионизируется и возникает электрическая дуга. Возбудить ее можно с помощью касания или чирканья.
Особенности
Она имеет следующие особенности по сравнению с другими электрическими зарядами:
- Высокая плотность тока, которая достигает нескольких тысяч ампер на квадратный сантиметр, благодаря чему достигается очень высокая температура;
- Неравномерность распределения электрического поля в пространстве между электродами. Вблизи электродов падение напряжения очень велико, когда в столбе – наоборот;
- Огромная температура, которая достигает самых больших значений в столбе из-за высокой плотности тока. При увеличении длины столба температура уменьшается, а при сужении – наоборот увеличивается;
- С помощью сварочных дуг можно получать самые различные вольт-амперные характеристики – зависимости падения напряжения от плотности тока при постоянной длине, то есть установившемся горении. На данный момент существует три вольтамперные характеристики.
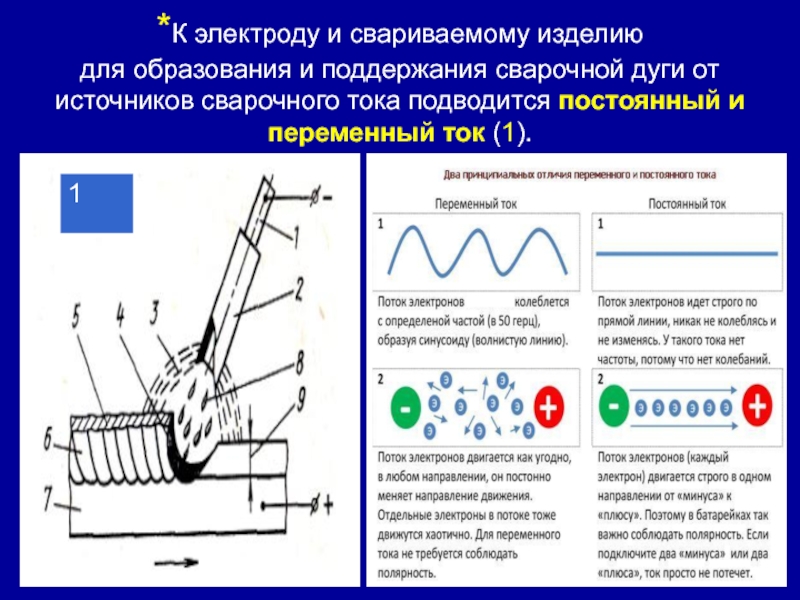
Первая – падающая, когда при увеличении силы и,соответственно, плотности тока, напряжение падает. Вторая- жесткая, когда изменение силы тока никак не влияет на значение величины напряжения итретья – возрастающая, когда при увеличении силы тока напряжение также увеличивается.
Таким образом, сварочную дугу можно назвать самым лучшим и надежным способом скрепления металлических конструкций. Сварочный процесс оказывает большое влияние на сегодняшнюю промышленность, потому что только высокая температура сварочной дуги способна скреплять большинство металлов. Для получения качественных и надежных швов необходимо правильно и верно учитывать все характеристики дуги, следить за всеми значениями, благодаря этому процедура пройдет быстро и наиболее эффективно. Также необходимо учитывать свойства дуги: плотность тока, температуру и напряжение.
Принцип электродуговой сварки основан на использовании температуры электрического разряда, возникающего между сварочным электродом и металлической заготовкой.
Дуговой разряд образуется вследствие электрического пробоя воздушного промежутка. При возникновении этого явления происходит ионизация молекул газа, повышение его температуры и электропроводности, переход в состояние плазмы.
Горение сварочной дуги сопровождается выделением большого количества световой и особенно тепловой энергии, вследствие чего резко повышается температура, и происходит локальное плавление металла заготовки. Это и есть сварка.
В процессе работы, для того, чтобы возбудить дуговой разряд, производится кратковременное касание заготовки электродом, то есть, создание короткого замыкания с последующим разрывом металлического контакта и установлением требуемого воздушного зазора. Таким способом выбирается оптимальная длина сварочной дуги.
При очень коротком разряде электрод может прилипать к заготовке, плавление происходит чересчур интенсивно, что может привести к образованию наплывов. Длинная дуга отличается неустойчивостью горения и недостаточно высокой температурой в зоне сварки.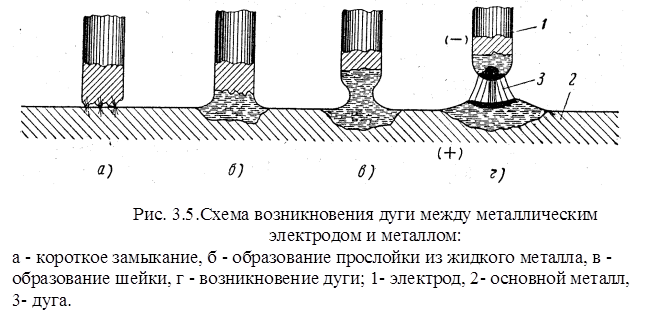
Неустойчивость и видимое искривление формы сварочной дуги часто можно наблюдать при работе промышленных сварочных агрегатов с достаточно массивными деталями. Это явление называется магнитным дутьем.
Суть его заключается в том, что сварочный ток дуги создает некоторое магнитное поле, которое взаимодействует с магнитным полем, создаваемым током, протекающим через массивную заготовку.
То есть, отклонение дуги вызывается магнитными силами. Дутьем процесс назван потому, что дуга отклоняется, как будто под воздействием ветра.
Радикальных способов борьбы с этим явлением нет. Для уменьшения влияния магнитного дутья применяют сварку укороченной дугой, а также располагают электрод под определенным углом.
Среда горения
Существует несколько различных сварочных технологий, использующих электродуговые разряды, отличающиеся свойствами и параметрами. Электрическая сварочная дуга имеет следующие разновидности:
- открытая. Горение разряда происходит непосредственно в атмосфере;
- закрытая. Образующаяся при горении высокая температура вызывает обильное выделение газов от сгорающего флюса. Флюс содержится в обмазке сварочных электродов;
- в среде защитных газов. В этом варианте, в зону сварки подается газ, чаще всего, это гелий, аргон или углекислый газ.
 Образующаяся при горении высокая температура вызывает обильное выделение газов от сгорающего флюса. Флюс содержится в обмазке сварочных электродов;
Образующаяся при горении высокая температура вызывает обильное выделение газов от сгорающего флюса. Флюс содержится в обмазке сварочных электродов;Защита зоны сварки необходима для предотвращения активного окисления плавящегося металла под воздействием кислорода воздуха.
Слой окисла препятствует образованию сплошного сварного шва, металл в месте соединения приобретает пористость, в результате чего снижается прочность и герметичность стыка.
В какой-то мере дуга сама способна создавать микроклимат в зоне горения за счет образования области повышенного давления, препятствующего притоку атмосферного воздуха.
Применение флюса позволяет более активно выдавливать воздух из зоны сварки. Использование среды защитных газов, подаваемых под давлением, решает эту задачу практически полностью.
Продолжительность разряда
Кроме критериев защищенности, дуговой разряд классифицируется по продолжительности. Существуют процессы, в которых горение дуги происходит в импульсном режиме.
Существуют процессы, в которых горение дуги происходит в импульсном режиме.
В таких устройствах сварка осуществляется короткими вспышками. За время вспышки, температура успевает возрасти до величины, достаточной для локального расплавления небольшой зоны, в которой образуется точечное соединение.
Большинство же применяемых сварочных технологий использует относительно продолжительное по времени горение дуги. В течение сварочного процесса происходит постоянное перемещение электрода вдоль соединяемых кромок.
Область повышенной температуры, создающая , перемещается вслед за электродом. После перемещения сварочного электрода, следовательно, и дугового разряда, температура пройденного участка снижается, происходит кристаллизация сварочной ванны и образование прочного сварного шва.
Структура дугового разряда
Область дугового разряда условно принято делить на три участка. Участки, непосредственно прилегающие к полюсам (аноду и катоду), называют соответственно, анодным и катодным.
Центральную часть дугового разряда, расположенную между анодной и катодной областями, называют столбом дуги. Температура в зоне сварочной дуги может достигать нескольких тысяч градусов (до 7000 °C).
Хотя тепло не полностью передается металлу, его вполне хватает для расплавления. Так, температура плавления стали для сравнения составляет 1300-1500 °C.
Для обеспечения устойчивого горения дугового разряда необходимы следующие условия: наличие тока порядка 10 Ампер (это минимальное значение, максимум может достигать 1000 Ампер), при поддержании напряжения дуги от 15 до 40 Вольт .
Падение этого напряжения происходит в дуговом разряде. Распределение напряжения по зонам дуги происходит неравномерно. Падение большей части приложенного напряжения происходит в анодной и катодной зонах.
Экспериментальным путем установлено, что при , наибольшее падение напряжения наблюдается в катодной зоне. В этой же части дуги наблюдается наиболее высокий градиент температуры.
Поэтому, при выборе полярности сварочного процесса, катод соединяют с электродом, когда хотят добиться наибольшего его плавления, повысив его температуру. Наоборот, для более глубокого провара заготовки, катод присоединяют к ней. В столбе дуги падает наименьшая часть напряжения.
Наоборот, для более глубокого провара заготовки, катод присоединяют к ней. В столбе дуги падает наименьшая часть напряжения.
При производстве сварочных работ неплавящимся электродом, катодное падение напряжения меньше анодного, то есть, зона повышенной температуры смещена к аноду.
Поэтому, при этой технологии, заготовка подключается к аноду, чем обеспечивается хороший ее прогрев и защита неплавящегося электрода от излишней температуры.
Температурные зоны
Следует заметить, что при любом виде сварки, как плавящимся, так и неплавящимся электродом, столб дуги (его центр) имеет самую высокую температуру – порядка 5000-7000 °C, а иногда и выше.
Зоны наиболее низкой температуры располагаются в одной из активных областей, катодной или анодной. В этих зонах может выделяться 60-70% тепла дуги.
Кроме интенсивного повышения температуры заготовки и сварочного электрода, разряд излучает инфракрасные и ультрафиолетовые волны, способные оказывать вредное влияние на организм сварщика.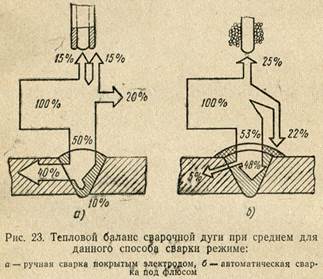 Это обусловливает необходимость применения защитных мер.
Это обусловливает необходимость применения защитных мер.
Что касается сварки переменным током, понятие полярности там не существует, так как положение анода и катода изменяется с промышленной частотой 50 колебаний в секунду.
Дуга в этом процессе обладает меньшей устойчивостью по сравнению с постоянным током, ее температура скачет. К преимуществам сварочных процессов на переменном токе, можно отнести только более простое и дешевое оборудование, да еще практически полное отсутствие такого явления, как магнитное дутье, о котором сказано выше.
Вольт-амперная характеристика
На графике представлены кривые зависимости напряжения источника питания от величины сварочного тока, называемые вольт–амперными характеристиками сварочного процесса.
Кривые красного цвета отображают изменение напряжения между электродом и заготовкой в фазах возбуждения сварочной дуги и устойчивого ее горения. Начальные точки кривых соответствуют напряжению холостого хода источника питания.
В момент возбуждения сварщиком дугового разряда, напряжение резко снижается вплоть до того периода, когда параметры дуги стабилизируются, устанавливается значение тока сварки, зависящее от диаметра применяемого электрода, мощности источника питания и установленной длины дуги.
С наступлением этого периода, напряжение и температура дуги стабилизируются, и весь процесс приобретает устойчивый характер.
Привет всем посетителям моего блога. Тема сегодняшней статьи электрическая дуга и защита от электрической дуги. Тема не случайная, пишу из больницы имени Склифосовского. Догадываетесь почему?
Что такое электрическая дуга
Это один из видов электрического разряда в газе (физическое явление). Также ее называют – Дуговой разряд или Вольтова дуга. Состоит из ионизированного, электрически квазинейтрального газа (плазмы).
Может возникнуть между двумя электродами при увеличении напряжения между ними, либо приближении друг к другу.
Вкратце о свойствах : температура электрической дуги, от 2500 до 7000 °С.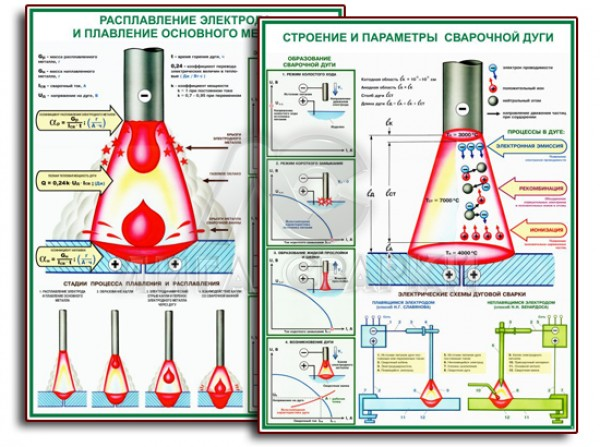 Не маленькая температура, однако. Взаимодействие металлов с плазмой, приводит к нагреву, окислению, расплавлению, испарению и другим видам коррозии. Сопровождается световым излучением, взрывной и ударной волной, сверхвысокой температурой, возгоранием, выделением озона и углекислого газа.
Не маленькая температура, однако. Взаимодействие металлов с плазмой, приводит к нагреву, окислению, расплавлению, испарению и другим видам коррозии. Сопровождается световым излучением, взрывной и ударной волной, сверхвысокой температурой, возгоранием, выделением озона и углекислого газа.
В интернете есть немало информации о том, что такое электрическая дуга, каковы ее свойства, если интересно подробнее, посмотрите. Например, в ru.wikipedia.org.
Теперь о моем несчастном случае. Трудно поверить, но 2 дня назад я напрямую столкнулся с этим явлением, причем неудачно. Дело было так: 21 ноября, на работе, мне было поручено сделать разводку светильников в распаечной коробке, после чего подключить их в сеть. С разводкой проблем не возникло, а вот когда полез в щит, возникли некоторые трудности. Жаль андройд свой дома забыл, не сделал фото электрощита, а то было бы более ясно. Возможно сделаю еще, как выйду на работу. Итак, щит был очень старый — 3 фазы, нулевая шина (она же заземление), 6 автоматов и пакетный выключатель (вроде все просто), состояние изначально не вызывало доверия.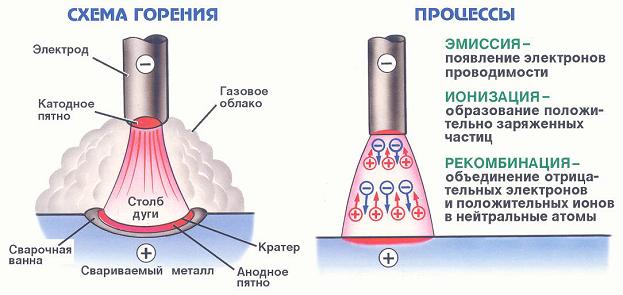 Долго боролся с нулевой шиной, так как все болты были ржавые, после чего без труда посадил фазу на автомат. Все хорошо, проверил светильники, работают.
Долго боролся с нулевой шиной, так как все болты были ржавые, после чего без труда посадил фазу на автомат. Все хорошо, проверил светильники, работают.
После, вернулся к щиту, чтобы аккуратно уложить провода, закрыть его. Хочу заметить, электрощит находился на высоте ~2 метра, в узком проходе и чтобы добраться до него, использовал стремянку (лестницу). Укладывая провода, обнаружил искрения на контактах других автоматов, что вызывало моргание ламп. Соответственно я протянул все контакты и продолжил осмотр остальных проводов (чтобы 1 раз сделать и не возвращаться больше к этому). Обнаружив, что один контакт на пакетнике имеет высокую температуру, решил протянуть его тоже. Взял отвертку, прислонил к винту, повернул, бах! Раздался взрыв, вспышка, меня отбросило назад, ударившись об стену, я упал на пол, ничего не видно (ослепило), щит не переставал взрываться и гудеть. Почему не сработала защита мне не известно. Чувствуя на себе падающие искры я осознал, что надо выбираться. Выбирался на ощупь, ползком. Выбравшись из этого узкого прохода, начал звать напарника. Уже на тот момент я почувствовал, что с моей правой рукой (ей я держал отвертку) что-то не так, ужасная боль ощущалась.
Выбравшись из этого узкого прохода, начал звать напарника. Уже на тот момент я почувствовал, что с моей правой рукой (ей я держал отвертку) что-то не так, ужасная боль ощущалась.
Вместе с напарником мы решили, что нужно бежать в медпункт. Что было дальше, думаю не стоит рассказывать, всего обкололи и в больницу. Никогда походу не забуду этот ужасный звук долгого короткого замыкания – зуд с жужжанием.
Сейчас лежу в больнице, на коленке у меня ссадина, врачи думают, что меня било током, это выход, поэтому наблюдают за сердцем. Я же считаю, что током меня не било, а ожег на руке, был нанесен электрической дугой, которая возникла при замыкании.
Что там случилось, почему произошло замыкание мне пока не известно, думаю, при повороте винта, сдвинулся сам контакт и произошло замыкание фаза-фаза, либо сзади пакетного выключателя находился оголенный провод и при приближении винта возникла электрическая дуга . Узнаю позже, если разберутся.
Блин, сходил на перевязку, так руку замотали, что пишу одной левой теперь)))
Фото без бинтов делать не стал, очень не приятное зрелище. Не хочу пугать начинающих электриков….
Не хочу пугать начинающих электриков….
Какие бывают меры защиты от электрической дуги, что могло меня защитить? Проанализировав интернет, увидел, что самым популярным средством защиты людей в электроустановках от электрической дуги является термостойкий костюм. В северной Америке большой популярностью пользуются специальные автоматы фирмы Siemens, которые защищают как от электрической дуги, так и от максимального тока. В России, на данный момент, подобные автоматы используются только на высоковольтных подстанциях. В моем случае мне бы хватило диэлектрической перчатки, но сами подумайте, как в них подключать светильники? Это очень неудобно. Также рекомендую использовать защитные очки, чтобы защитить глаза.
В электроустановках борьба с электрической дугой осуществляется с помощью вакуумных и масляных выключателей, а также при помощи электромагнитных катушек совместно с дугогасительными камерами.
Это все? Нет! Самым надежным способом обезопасить себя от электрической дуги, на мой взгляд, являются работы со снятием напряжения . Не знаю как вы, а я под напряжением работать больше не буду…
Не знаю как вы, а я под напряжением работать больше не буду…
На этом моя статья электрическая дуга и защита от электрической дуги заканчивается. Есть что дополнить? Оставь комментарий.
Наибольшее распространение в машиностроении получила электродуговая сварка. Рассмотрим подробнее особенности электродуговой сварки.
Электрической дугой называется продолжительный разряд электрического тока между двумя электродами, происходящий в газовой среде. Электрическая дуга, используемая для сварки металлов, называется сварочной дугой. Такая дуга в большинстве случаев горит между электродом и изделием, т.е. является дугой прямого действия.
Дуга прямого действия постоянного тока, горящая между металлическим электродом (катодом) и свариваемым металлом (анодом), имеет несколько ясно различимых областей (рис.2.3). Электропроводный газовый канал, соединяющий электроды, имеет форму усеченного конуса или цилиндра. Его свойства на различных расстояниях от электродов неодинаковы. Тонкие слои газа, примыкающие к электродам, имеют сравнительно низкую температуру. В зависимости от полярности электрода, к которому они примыкают, эти слои называются катодной 2 и анодной 4 областями дуги.
Тонкие слои газа, примыкающие к электродам, имеют сравнительно низкую температуру. В зависимости от полярности электрода, к которому они примыкают, эти слои называются катодной 2 и анодной 4 областями дуги.
Протяженность катодной области l k определяется длиной свободного пробега нейтральных атомов и составляет
̃порядка 10 -5 см. Протяженность анодной области l a определяется длиной свободного пробега электрона и составляет примерно 10 -3 см. Между приэлектродными областями располагается наиболее протяженная, высокотемпературная область разряда — столб дуги l c 3.
На поверхности катода и анода образуются пятна, называемые, соответственно, катодное 1 и анодное 5 пятно, являющиеся основаниями столба дуги, через которые проходит весь сварочный ток. Электродные пятна выделяются яркостью свечения при сравнительно невысокой их температуре (2600… 3200 К). Температура в столбе дуги достигается 6000…8000 К.
Общая длина сварочной дуги l д равна сумме длин всех трех её областей (l д =l a +l k) и для реальных условий составляет 2. ..6 мм.
..6 мм.
Общее напряжение сварочной дуги, соответственно, слагается из суммы падений напряжений в отдельных областях дуги и находится в пределах от 20 до 40 В. Зависимость напряжения в сварочной дуге от её длины описывается уравнением , где а — сумма падений напряжений в катодной и анодной областях, В; l д — длина столба дуги, мм; b — удельное падение напряжения в дуге, т.е. отнесенное к 1 мм длины столба дуги, В/мм.
Одной из основных характеристик электрического дугового разряда является статическая вольт-амперная характеристика — зависимость напряжения дуги при постоянной ее длине от силы тока в ней (рис.2.4).
С увеличением длины дуги напряжение увеличивается и кривая статической вольтамперной характеристики дуги поднимается выше, примерно сохраняя при этом свою форму (кривые, а, б, в). На ней различают три области: падающую I, жесткую (почти горизонтальную) II и возрастающую III. В зависимости от условий горения дуги ей соответствует один из участков характеристики.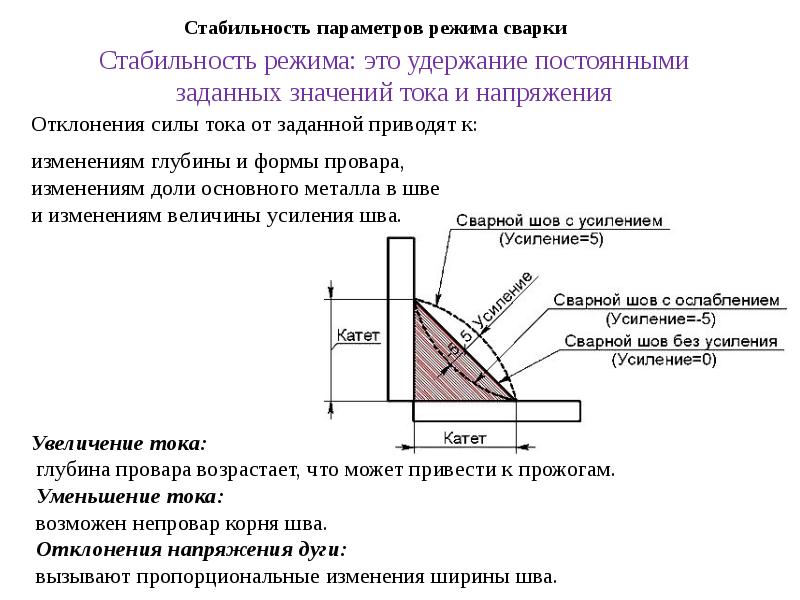 При ручной дуговой сварке покрытыми электродами, сварке в защитных газах неплавящимся электродом и сварке под флюсом на сравнительно небольших плотностях тока характеристика дуги будет вначале падающей, а при увеличении тока полностью перейдет в жесткую. При этом с увеличением сварочного тока пропорционально увеличиваются поперечное сечение столба дуги и площади поперечного сечения анодного и катодного пятен. Плотность тока и напряжение дуги остаются постоянными.
При ручной дуговой сварке покрытыми электродами, сварке в защитных газах неплавящимся электродом и сварке под флюсом на сравнительно небольших плотностях тока характеристика дуги будет вначале падающей, а при увеличении тока полностью перейдет в жесткую. При этом с увеличением сварочного тока пропорционально увеличиваются поперечное сечение столба дуги и площади поперечного сечения анодного и катодного пятен. Плотность тока и напряжение дуги остаются постоянными.
При сварке под флюсом и в защитных газах тонкой электродной проволокой на больших плотностях тока характеристика дуги становится возрастающей. Это объясняется тем, что диаметры катодного и анодного пятен становятся равными диаметру электрода и больше увеличиваться не могут. В дуговом промежутке наступает полная ионизация газовых молекул и дальнейшее увеличение сварочного тока может происходить лишь за счет увеличения скорости движения электронов и ионов, т. е. за счет увеличения напряженности электрического поля. Поэтому для дальнейшего увеличения сварочного тока требуется увеличение напряжения дуги.
Сварочная дуга представляет собой мощный концентрированный источник теплоты. Почти вся электрическая энергия, потребляемая дугой, превращается в тепловую. Полная тепловая мощность дуги Q=I св U д (Дж/с) зависит от силы сварочного тока I св (А) и напряжения дуги U д (В).
Следует отметить, что не вся теплота дуги затрачивается на нагрев и плавление металла. Часть её бесполезно расходуется на нагрев окружающего воздуха или защитного газа, радиационное излучение и т.д. В связи с этим эффективная тепловая мощность дуги q эф (Дж/с) (та часть теплоты сварочной дуги, которая вводится непосредственно в изделие) определяется следующим соотношением: где η — коэффициент полезного действия (КПД) процесса нагрева изделия сварочной дугой, определяемый опытным путем.
Коэффициент η зависит от способа сварки, материала электрода, состава покрытия или флюса и ряда других факторов. Например, при сварке открытой дугой угольным или вольфрамовых электродом он составляет в среднем 0,6; при сварке покрытыми (качественными) электродами — около 0,75; при сварке под флюсом — 0,8 и более.
К атегория:
Сборка металлоконструкций
Электрическая дуга и ее свойства
Электрическая дуга представляет собой длительный электрический разряд, происходящий в газовом промежутке между двумя проводниками — электродом и свариваемым металлом при значительной силе тока. Непрерывно возникающая под действием стремительного потока положительных и отрицательных ионов и электронов в дуге ионизация воздушной прослойки создает необходимые условия для продолжительного устойчивого горения сварочной дуги.
Рис. 1. Электрическая дуга между металлическим электродом и свариваемым металлом: а — схема дуги, б — график напряжений дуги длиной 4 мм; 1 — электрод, 2 — ореол пламени, 3 — столб дуги, 4 — свариваемый металл, 5 — анодное пятно, 6 — расплавленная ванна, 7 — кратер, 8 — катодное пятно; h — глубина проплавления в дуге, А — момент зажигания дуги, Б — момент устойчивого горения
Дуга состоит из столба, основание которого находится в углублении (кратере), образующемся на поверхности расплавленной ванны.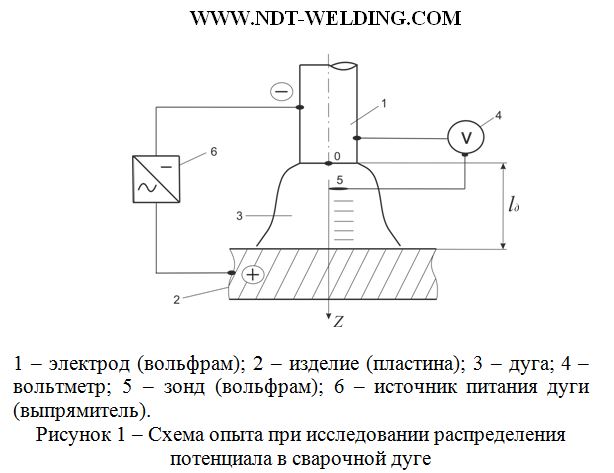 Дуга окружена ореолом пламени, образуемым парами и газами, поступающими из столба дуги. Столб имеет форму конуса и является основной частью дуги, так как в нем сосредоточивается основное количество энергии, соответствующее наибольшей плотности проходящего через дугу электрического тока. Верхняя часть столба, расположенная на электроде 1 (катоде), имеет небольшой диаметр и образует катодное пятно 8. Через катодное пятно излучается наибольшее количество электродов. Основание конуса столба дуги расположено на свариваемом металле (аноде) и образует анодное пятно. Диаметр анодного пятна при средних значениях сварочного тока больше диаметра катодного пятна примерно в 1,5 … 2 раза.
Дуга окружена ореолом пламени, образуемым парами и газами, поступающими из столба дуги. Столб имеет форму конуса и является основной частью дуги, так как в нем сосредоточивается основное количество энергии, соответствующее наибольшей плотности проходящего через дугу электрического тока. Верхняя часть столба, расположенная на электроде 1 (катоде), имеет небольшой диаметр и образует катодное пятно 8. Через катодное пятно излучается наибольшее количество электродов. Основание конуса столба дуги расположено на свариваемом металле (аноде) и образует анодное пятно. Диаметр анодного пятна при средних значениях сварочного тока больше диаметра катодного пятна примерно в 1,5 … 2 раза.
Для сварки применяют постоянный и переменный ток. При использовании постоянного тока минус источника тока подключают к электроду (прямая полярность) или к свариваемому изделию “”{обратная полярность). Обратную полярность применяют в тех случаях, когда нужно уменьшить выделение теплоты на свариваемом изделии: при сварке тонкого или легкоплавкого металла, чувствительных к перегреву легированных, нержавеющих и высокоуглеродистых сталей, а также при пользовании некоторыми видами электродов.
Выделяя большое количество теплоты и имея высокую темпе-оатуру. электрическая дуга вместе с тем дает очень сосредоточенный нагрев металла. Поэтому металл во время сварки остается сравнительно мало нагретым уже на расстоянии нескольких сантиметров от сварочной дуги.
Действием дуги металл расплавляется на некоторую глубину h называемую глубиной проплавления или проваром.
Возбуждение дуги происходит при приближении электрода к свариваемому металлу и замыкании им сварочной цепи накоротко. Благодаря высокому сопротивлению в точке соприкосновения электрода с металлом конец электрода быстро нагревается и начинает излучать поток электронов. Когда конец электрода быстро отводят от металла на расстояние 2…4 мм, возникает электрическая дуга.
Напряжение в дуге, т. е. напряжение между электродом и основным металлом, зависит в основном от ее длины. При одном и том же токе напряжение в короткой дуге ниже, чем в длинной. Это обусловлено тем, что при длинной дуге сопротивление ее газового промежутка больше. Возрастание же сопротивления в электрической цепи при постоянной силе тока требует увеличения напряжения в цепи. Чем выше сопротивление, тем выше должно быть и напряжение для того, чтобы обеспечить прохождение в цепи того же тока.
Возрастание же сопротивления в электрической цепи при постоянной силе тока требует увеличения напряжения в цепи. Чем выше сопротивление, тем выше должно быть и напряжение для того, чтобы обеспечить прохождение в цепи того же тока.
Дуга между металлическим электродом и металлом горит при напряжении 18… 28 В. Для возбуждения дуги требуется более высокое напряжение, чем то, которое необходимо для поддержания ее нормального горения. Это объясняется тем, что в начальный момент воздушный промежуток еще недостаточно нагрет и необходимо придать электронам большую скорость для расцепления молекул и атомов воздуха. Этого можно достичь только при более высоком напряжении в момент зажигания дуги.
График изменения тока I в дуге при ее зажигании и устойчивом горении (рис. 1, б) называется статической характеристикой дуги и соответствует установившемуся горению дуги. Точка А характеризует момент зажигания дуги. Напряжение дуги V быстро падает по кривой АБ до нормальной величины, соответствующей в точке Б устойчивому горению дуги. Дальнейшее увеличение тока (вправо от точки Б) увеличивает нагрев электрода и скорость его плавления, но не оказывает влияния на устойчивость горения дуги.
Дальнейшее увеличение тока (вправо от точки Б) увеличивает нагрев электрода и скорость его плавления, но не оказывает влияния на устойчивость горения дуги.
Устойчивой называется дуга, горящая равномерно, без произвольных обрывов, требующих повторного зажигания. Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой. Устойчивость дуги зависит от многих причин, основными из которых являются род тока, состав покрытия электрода, вид электрода, полярность и длина дуги.
При переменном токе дуга горит менее устойчиво, чем при постоянном. Это объясняется тем, что в тот момент, когда ток п, дает до нуля, ионизация дугового промежутка уменьшается и дуга может гаснуть. Чтобы повысить устойчивость дуги переменного тока, приходится наносить на металлический электрод ио-крытия. Пары элементов, входящих в покрытие, повышают ионизацию дугового промежутка и тем способствуют устойчивому горению дуги при переменном токе.
Длину дуги определяют расстоянием между торцом электрода и поверхностью расплавленного металла свариваемого изделия.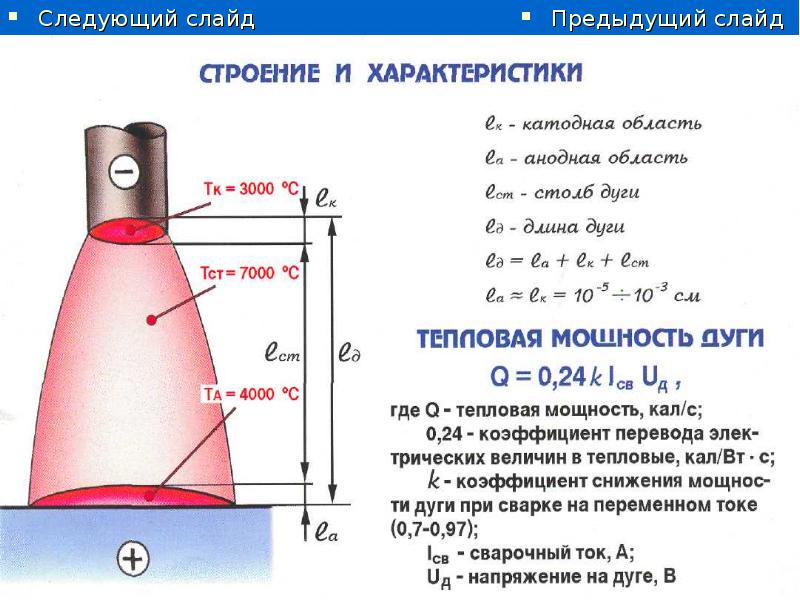 Обычно нормальная длина дуги не должна превышать 3…4 мм для стального электрода. Такая дуга называется короткой. Короткая дуга горит устойчиво и при ней обеспечивается нормальное протекание процесса сварки. Дуга длиной больше 6 мм называется длинной. При ней процесс плавления металла электрода идет неравномерно. Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность сварки, увеличивается разбрызгивание металла и количество мест непровара или неполного сплавления наплавленного металла с основным.
Обычно нормальная длина дуги не должна превышать 3…4 мм для стального электрода. Такая дуга называется короткой. Короткая дуга горит устойчиво и при ней обеспечивается нормальное протекание процесса сварки. Дуга длиной больше 6 мм называется длинной. При ней процесс плавления металла электрода идет неравномерно. Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность сварки, увеличивается разбрызгивание металла и количество мест непровара или неполного сплавления наплавленного металла с основным.
Перенос электродного металла на изделие при дуговой сварке плавящимся электродом является сложным процессом. После зажигания дуги (положение /) на поверхности торца электрода образуется слой расплавленного металла, который под действием сил тяжести и поверхностного натяжения собирается в каплю (положение //). Капли могут достигать больших размеров и перекрывать столб дуги (положение III
), создавая на непродолжительное время короткое замыкание сварочной цепи, после чего образовавшийся мостик из жидкого металла разрывается, дуга возникает вновь, и процесс каплеобразования повторяется.
Капли могут достигать больших размеров и перекрывать столб дуги (положение III
), создавая на непродолжительное время короткое замыкание сварочной цепи, после чего образовавшийся мостик из жидкого металла разрывается, дуга возникает вновь, и процесс каплеобразования повторяется.
Размеры и количество капель, проходящих через дугу в единицу времени, зависят от полярности и силы тока, химического состава и физического состояния металла электрода, состава покрытия и ряда других условий. Крупные капли, достигающие 3…4 мм, обычно образуются при сварке непокрытыми электро-дами, мелкие капли (до 0,1 мм)-при сварке покрытыми электл родами и большой силе тока. Мелкокапельный процесс обеспечивает стабильность горения дуги и благоприятствует условиям переноса в дуге расплавленного металла электрода.
Рис. 2. Схема переноса металла с электрода на свариваемый металл
Рис. 3. Отклонение электрической дуги магнитными полями (а-ж)
Сила тяжести может способствовать или препятствовать переносу капель в дуге. При потолочной и частично при вертикальной сварке сила тяжести капли противодействует переносу ее на изделие. Но благодаря силе поверхностного натяжения жидкая ванна металла удерживается от вытекания при сварке в потолочном и вертикальном положениях.
При потолочной и частично при вертикальной сварке сила тяжести капли противодействует переносу ее на изделие. Но благодаря силе поверхностного натяжения жидкая ванна металла удерживается от вытекания при сварке в потолочном и вертикальном положениях.
Прохождение электрического тока по элементам сварочной цепи, в том числе по свариваемому изделию, создает магнитное поле, напряженность которого зависит от силы сварочного тока. Газовый столб электрической дуги является гибким проводником электрического тока, поэтому он подвержен действию результирующего магнитного поля, которое образуется в сварочном контуре. В нормальных условиях газовый столб дуги, открыто горящей в атмосфере, расположен симметрично оси электрода. Под действием электромагнитных сил происходит отклонение дуги от оси электрода в поперечном или продольном направлении, что по внешним признакам подобно смещению факела открытого пламени при сильных воздушных потоках. Это явление называют магнитным дутьем.
Присоединение сварочного провода в непосредственной близости к дуге резко снижает ее отклонение, так как собственное круговое магнитное поле тока оказывает равномерное воздействие на столб дуги. Подвод тока к изделию в отдалении от Дуги приведет к отклонению ее вследствие сгущения силовых линий кругового магнитного поля со стороны токопровода.
Подвод тока к изделию в отдалении от Дуги приведет к отклонению ее вследствие сгущения силовых линий кругового магнитного поля со стороны токопровода.
Рекомендуем также
10.1.2 Длина дуги.. Технологические основы процесса сварки металлов и сплавов
Похожие главы из других работ:
Изготовление контейнера для деталей по эскизу
2.3.7.3. Определение длины дуги
Lдуги = 0,5 х d Lдуги = 0,5 х 3 = 1…
Изготовление контейнера для деталей по эскизу
2.3.7.4. Определение напряжения дуги
(UA + UN) = 10 — 11B UCT = 2х 1,5 = 3В UД = UA + UN + UCT = 10 + 3B = 13 B а — падение напряжения в катодной и анодной зоне равняется 10 В. b — удельное падение напряжения в столбе дуги равняется 2 В/мм…
Изготовление контейнера для деталей по эскизу
2.3.7.3 Определение длины дуги
Lдуги = 0,5 х d Lдуги = 0,5 х 3 = 1.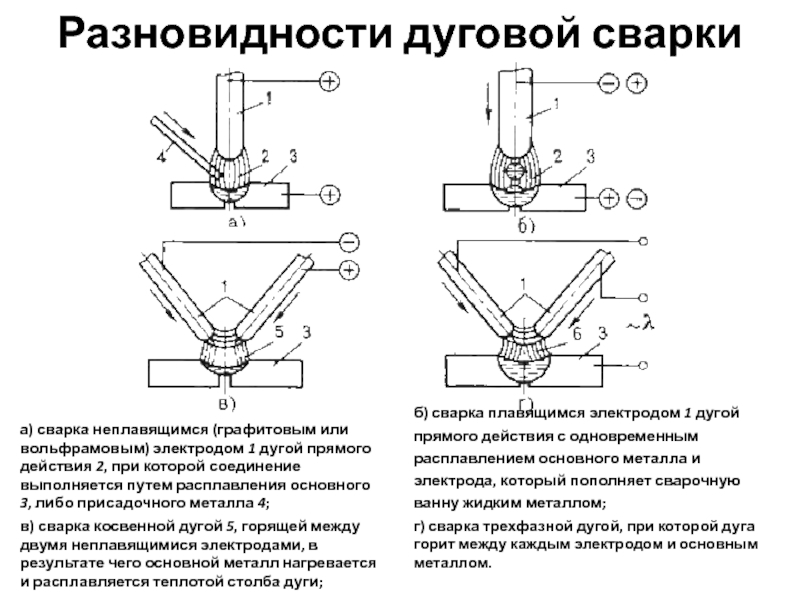 ..
..
Изготовление контейнера для деталей по эскизу
2.3.7.4 Определение напряжения дуги
(UA + UN) = 10 — 11B UCT = 2х 1,5 = 3В UД = UA + UN + UCT = 10 + 3B = 13 B а — падение напряжения в катодной и анодной зоне равняется 10 В. b — удельное падение напряжения в столбе дуги равняется 2 В/мм…
Изготовление контейнера для деталей по эскизу
2.3.7.7 Выбор источника питания электрической дуги
Тип ИП зависит от марки электродов УОНИ 13/45, им требуется постоянный ток обратной полярности, поэтому нужно применять выпрямитель ВД-306. Параметры ВД — 306 Выпрямление холостого хода, В 70 Номинальный сварочный ток при ПВ = 60%…
Описание технологического процесса дуговой сварки стыкового соединения из алюминия марки АД1, толщиной 6 мм, длиной 200 мм
5.1 Защита от излучения электрической дуги
Электрическая сварочная дуга — сильный источник лучистой энергии. Электрическая дуга излучает невидимые инфракрасные, видимые световые и невидимые ультрафиолетовые лучи.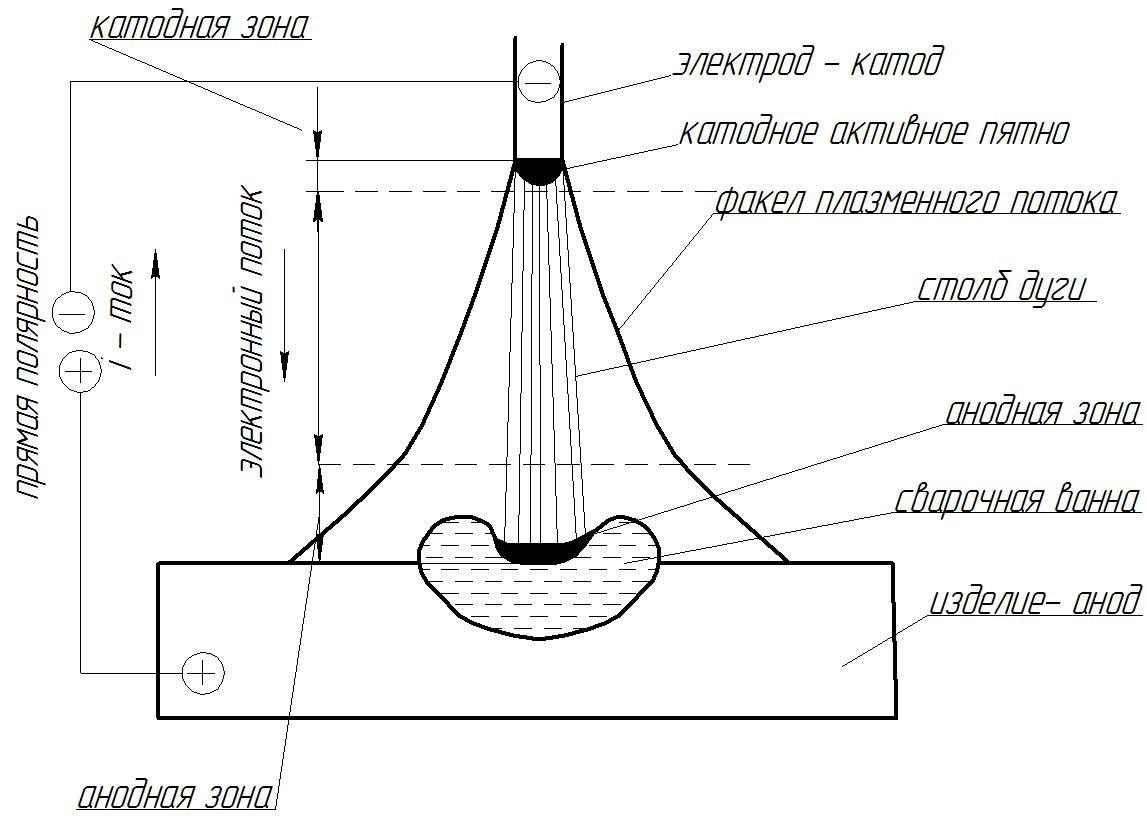 Являясь составными частями одного лучевого потока…
Являясь составными частями одного лучевого потока…
Плазматроны и порошковые питатели
Системы возбуждения дуги в плазматронах
Применяют две системы возбуждения: электрическую (бесконтактную) и механическую. В электрической системе при помощи маломощного высоковольтного, высокочастотного генератора (осциллятора)…
Приводной газотурбинный двигатель для передвижной электростанции
4.8 Выбор дуги средней линии профиля
Исходя из условия минимума потерь в решетке среднюю линию профиля пера лопатки при повышенных скоростях набегающего потока изгибают по дуге окружности или по двум сопряженным дугам окружностей…
Расчет и профилирование проточной части компрессора воздушно-реактивного двигателя
1.3.4 Выбор дуги средней линии профиля
Исходя из условия минимума потерь в решетке среднюю линию профиля пера лопатки при повышенных скоростях набегающего потока изгибают по дуге окружности или по двум сопряженным дугам окружностей. ..
..
Расчет металлорежущих инструментов (протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала)
3.9 Радиус дуги, замещающей профиль фрезы
…
Технологические основы процесса сварки металлов и сплавов
10.1.1. Зажигание дуги.
Зажигание дуги между покрытым электродом и свариваемым изделием выполняют в два приема: коротким замыканием конца электрода с изделием и отрывом электрода от поверхности изделия на расстояние, равно примерно диаметру покрытого электрода…
Технологические основы процесса сварки металлов и сплавов
10.1.2 Длина дуги.
Немедленно после зажигания дуги начинается плавление основного и электродного металлов. На изделии образуется ванна расплавленного металла. Сварщик должен поддерживать горение дуги так, что бы ее длина была постоянной…
Технологические основы процесса сварки металлов и сплавов (её классификация, прогрессивные способы сварки)
10.
 1.1. Зажигание дуги.
1.1. Зажигание дуги.Зажигание дуги между покрытым электродом и свариваемым изделием выполняют в два приема: коротким замыканием конца электрода с изделием и отрывом электрода от поверхности изделия на расстояние, равно примерно диаметру покрытого электрода…
Технологические основы сварки плавлением
7. Выбор источника питания сварочной дуги
…
Технология изготовления входной металлической двери
1.2 Инверторные источники питания дуги
Выбор источника питания сварочного инвертора в подобных случаях осуществляется от автономных генераторов различного типа…
Что такое дуговая сварка? –[Значение, определение и типы процессов]
Дуговая сварка была впервые обнаружена около 1800 года. За последние 200 лет она претерпела последовательные волны оптимизации и модернизации. По этой же причине некоторые отрасли промышленности зависят от дуговой сварки в своих процессах.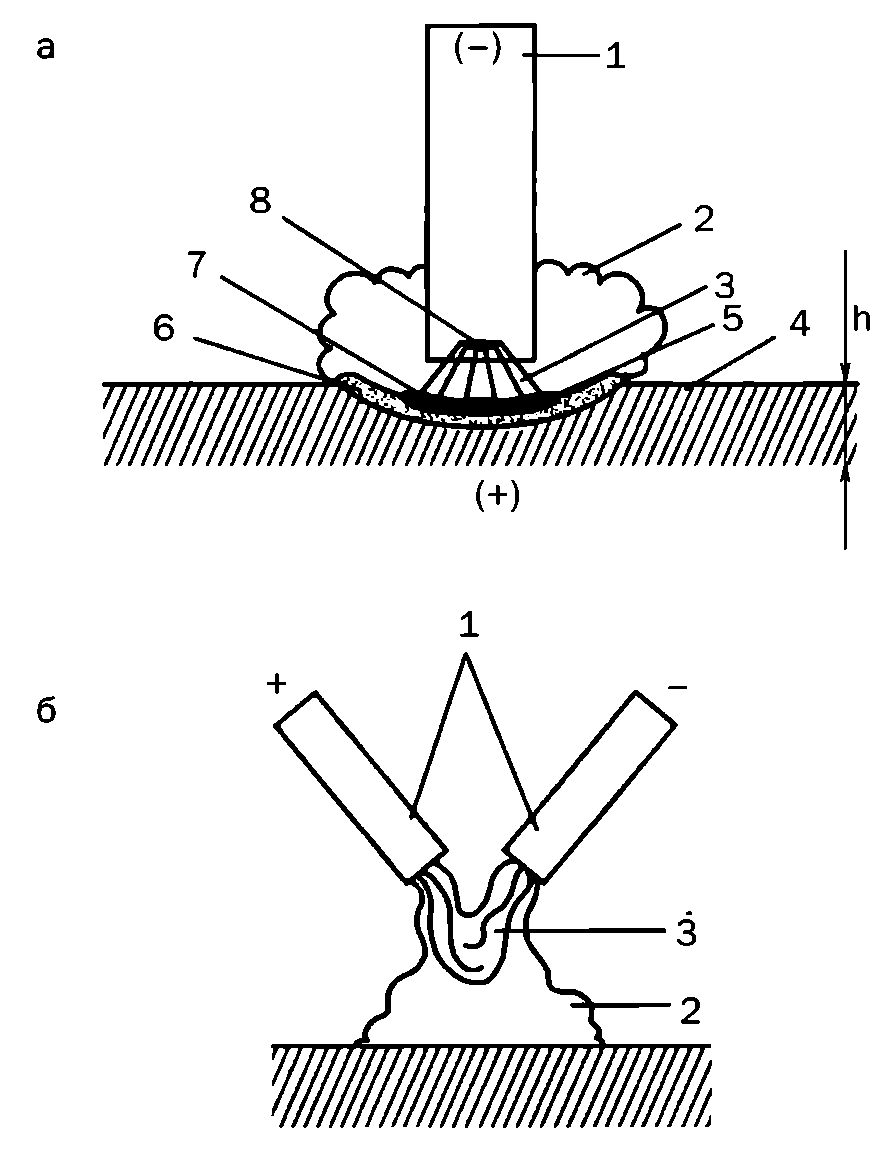 Оглянитесь вокруг: от строительных площадок до автомобильных заводов, ангаров для самолетов, морских доков и вплоть до мастерских.
Оглянитесь вокруг: от строительных площадок до автомобильных заводов, ангаров для самолетов, морских доков и вплоть до мастерских.
Что такое дуговая сварка? Дуговая сварка — это процесс сварки, в котором используется электрическая дуга для создания тепла для соединения металлов.Источник питания создает электрическую дугу между неплавящимся или расходуемым электродом и основным материалом, используя либо постоянный ток (DC), либо переменный ток (AC).
вот полное руководство со всем, что вам нужно знать!
Для чего используется дуговая сварка?
Дуговая сварка использует электричество для создания сфокусированного выброса энергии, очень похожего на молнию. Вот как используется это мощное устройство.
Для плавления и соединения различных металлов
Эта электрическая дуга способна повышать температуру в точке приложения примерно до 6400 градусов.
Это намного превышает температуру плавления высокоуглеродистой стали, которая составляет около 2600-2800 градусов.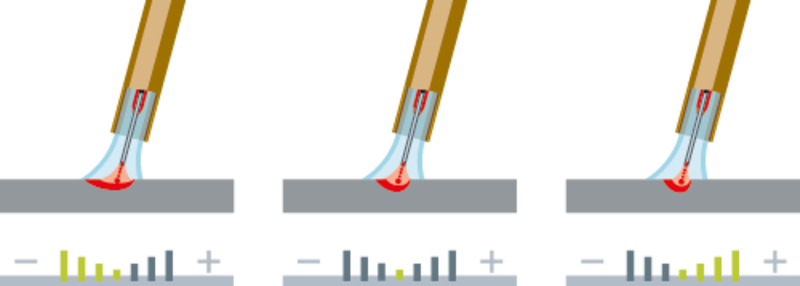 Это также выше температуры плавления титана в 3000 градусов.
Это также выше температуры плавления титана в 3000 градусов.
Создание чистых сварных швов
Концентрированное тепло сразу же создает ванну расплавленного металла в заготовке. Это позволяет сварщику соединять две металлические детали вместе с дополнительным заполнением или без него.
Применение защиты из инертного газа или флюса вокруг этой металлической лужи гарантирует, что затвердевающий металл не будет содержать примесей.
Связанное чтение: 5 Типы сварных соединений и их использование – Полное руководство
Для поддержания механических свойств свариваемых металлов
Разница между сваркой, выполненной под защитой щита, и сваркой, оставленной в атмосфере, в основном заключается в их механических свойствах.
Воздух содержит много видов загрязнителей и окислителей. Как только они достигают сварного шва, он становится хрупким и подвержен коррозии.
Чтобы выполнить работу быстро и качественно
Таким образом, дуговая сварка позволяет выполнять сварные швы, сохраняющие первоначальную прочность заготовки. Квалифицированный сварщик также выберет правильный метод дуговой сварки. Благодаря этому работа выполняется быстро, с первоклассной отделкой.
Квалифицированный сварщик также выберет правильный метод дуговой сварки. Благодаря этому работа выполняется быстро, с первоклассной отделкой.
Пример работы со сварочными аппаратами TIG. Эти устройства предлагают самые аккуратные швы из всех, при условии, конечно, что сварщик обладает должным уровнем ловкости и навыков ручного труда.
Сварка ВИГ занимает немного больше времени, чем сварка МИГ, но даже при высокой точности сварки МИГ сварка ВИГ по-прежнему способна сохранить хороший внешний вид заготовки.
Связанное чтение: В чем разница между сваркой TIG и MIG?
Для различных рабочих требований
Различные методы сварки дают сварщикам различные преимущества. Например, сварка стержнем отлично подходит для работы на стройплощадке.
MIG отлично подходит для сложных работ, например, для ремонта автомобилей. А TIG — это мастер на все руки, который может работать с несколькими видами металлов.
Параметры мощности аппарата для дуговой сварки могут быть низкими, средними, или вы можете получить аппарат с очень высокой выходной мощностью.
Все зависит от того, чем вы занимаетесь. В некоторых мастерских имеется более одного сварочного аппарата для покрытия всех оснований.
Для поддержки различных отраслей промышленности
Дуговая сварка универсальна, агрессивна, если необходимо, и выполняет свою работу. Это нормально видеть на строительных площадках, широко используемых в механических работах, при ремонте автомобилей и даже в мегапроектах. Он также обычно используется на верфях и в авиационных работах.
Быть таким могущественным; является самым большим преимуществом дуговой сварки, но также и ее основным недостатком.
Тонкие листовые металлы плохо поддаются дуговой сварке. С ними все еще можно справиться, особенно при сварке MIG.
Но требуется немного больше навыков, чтобы работать с калибровочной сталью, не деформируя и не пробивая ее.
Какие бывают виды дуговой сварки?
Дуговая сварка использует один принцип, который заключается в использовании электричества для создания значительного количества тепла , что позволяет плавить прочные металлы.
Исходя из этого основного принципа, инженеры и сварщики разработали несколько производных технологий.Каждый из них решает вопрос сварки.
Метод дуговой сварки, используемый в помещении, обязательно отличается от метода, используемого на открытом воздухе. И то, что хорошо подходит для точной работы, может оказаться не лучшим решением для тяжелых производственных работ.
Также имеет значение расположение шва, тип металла и толщина заготовки.
Различные методы дуговой сварки можно разделить на категории в зависимости от электродов, используемых в процессе.
Грубо говоря, есть методы с плавящимся электродом, такие как палочка и MIG.И есть методы с неплавящимся электродом, такие как TIG.
Типы дуговой сварки могут иметь еще один параметр для классификации, а именно тип подачи плавящейся проволоки. В этом отношении есть ручной, полуавтоматический и автоматический.
Вот основные виды дуговой сварки:
Палка
Также называется дуговой сваркой в среде защитного газа (SMAW), ручной дуговой сваркой в среде защитного газа (MMAW) или дуговой сваркой в среде защитного флюса.
Метод сварки палочкой – один из старейших видов сварки.Вот почему он кажется простым и в некотором роде сырым.
Основной материал соединяется со сварочным аппаратом так, что он становится частью цепи. Электрод палки является другим полюсом.
Зажигание дуги происходит не сразу, на самом деле это требует некоторой практики и движения, имитирующего зажигание спички.
После того, как дуга настроена, электрод необходимо перемещать с одинаковыми приращениями вперед и в стороны.Основной металл плавится под действием тепла, а электрод поставляет необходимый наполнитель.
Состав электрода часто выбирают в зависимости от основного материала . Он должен быть совместим и обеспечивать наилучшее соответствие с ним. Это гарантирует, что соединение сохранит первоначальные свойства основного металла.
Защита сварного шва обеспечивается экраном электрода. По мере плавления пар образует защитное облако вокруг металлической лужи.Он также образует слой шлака поверх затвердевающего металла для дополнительной изоляции его от примесей, содержащихся в окружающем воздухе.
Связанное чтение : Вы толкаете или тянете при сварке электродом? Какой правильный?
Ручная сварка проста и проста в освоении. Он также обеспечивает большую гибкость, поскольку не требует подключения газа и воздуха . Вот почему это довольно распространено на строительных площадках.
Часто используется для черных металлов, что имеет некоторые ограничения.Однако недавние модификации сварочных аппаратов и электродов позволили использовать электродуговую сварку для алюминия, никеля, чугуна и меди.
С другой стороны, это немного грубо и грязно. Он также оставляет слой шлака, который необходимо сколоть и счистить щеткой после завершения работы.
В общем и целом, сварка электродом — важная техника, которой должен овладеть любой достойный сварщик. На самом деле, когда люди говорят о «дуговой сварке», они часто имеют в виду «сварку электродом».
Металл Сварка в среде инертного газа (MIG)
Формально именуемая дуговой сваркой металлическим газом (GMAW), представляет собой довольно элегантную форму дуговой сварки. У него более эргономичная рукоятка, которая автоматически подает проволоку, выступающую в роли присадочного электрода.
Инертный газ обтекает проволоку/электрод, чтобы обеспечить необходимую защиту сварного соединения. Сварка часто выполняется быстро, аккуратно и точно.
Сварка МИГ изначально была разработана для сварки алюминия и других цветных металлов, но простота использования вскоре добавила к ней и сталь.
MIG не нуждается в настройках питания. Он часто работает с постоянным напряжением постоянного тока. Но он также хорошо работает с постоянным током постоянного и даже переменного тока.
Установка сварки MIG явно намного сложнее, чем палка. Кроме того, его нельзя использовать на улице или в сквозняках.
Это ограничивает использование MIG мастерской. Он портативный в этом пространстве, поэтому, если вам довелось заниматься ремонтом и ремонтом автомобилей, сварочный аппарат MIG идеально подойдет для этой работы.
Потоковый сердечник
Настоящее название которого – Дуговая сварка порошковой проволокой (FCAW). По сути, это корректировка аппарата MIG, позволяющая использовать его на открытом воздухе.
Основная разница заключается в используемом проводе. Добавление флюса устраняет необходимость подключения инертного газа к сварочному аппарату.
Это позволяет сварщикам использовать сварочный аппарат с флюсовой сердцевиной на открытом воздухе так же, как и палку, но с ловкостью, предлагаемой MIG.
Flux core также можно использовать с установкой защиты от инертного газа, что обеспечит двойную защиту.Это не обязательно, и ради портативности его часто используют без него. Сварка флюсовой проволокой выполняется быстро и легко, поэтому неудивительно, что ее можно увидеть повсюду на строительных площадках.
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), это другой метод сварки, в котором используется неплавящийся электрод. Остальная часть установки включает электрод наполнителя и источник инертного газа.
Сварщики, обученные сварке MIG или Stick, поначалу могут счесть сварку TIG немного запутанной.Это понятно, так как при сварке TIG обе руки перемещаются вокруг основного металла.
Плавление металла одной рукой и перемещение присадочного электрода другой.
Через некоторое время у большинства сварщиков вырабатывается личный стиль использования этих многочисленных инструментов. Усилия, затраченные на обучение сварке TIG, вознаграждаются способностью выполнять высококачественные сварные швы.
Усилия, затраченные на обучение сварке TIG, вознаграждаются способностью выполнять высококачественные сварные швы.
Эти швы редко нуждаются в дополнительной обработке или сокрытии с глаз долой. Они действительно хорошо выглядят.
Аппарат для сварки TIG универсален и хорошо работает с широким спектром металлов.Он хорошо справляется с тонкими металлами, поэтому его часто используют в бытовых предметах, таких как велосипеды.
Прочность соединений и хорошее качество отделки добавили к особенностям сварки TIG авиационные и морские работы.
Дуговая сварка под флюсом (SAW)
Дуговая сварка под флюсом не относится к подводной сварке, несмотря на термин «под флюсом». На самом деле то, что погружено в воду, — это металлическая основа. Она полностью покрыта гранулированным флюсом. Теперь вы можете задаться вопросом, как сварщик может добраться до заготовки? В этом сценарии нет сварщика.
Это промышленный метод сварки. Он полностью автоматизирован, а дуга расположена так, что достигает уровня флюсового покрытия. Защита от атмосферных загрязнений впечатляет. А образующийся шлаковый слой вскоре отрывается сам по себе.
Защита от атмосферных загрязнений впечатляет. А образующийся шлаковый слой вскоре отрывается сам по себе.
Дуговая сварка под флюсом выполняется быстро, точно и с минимальным выделением дыма. Он часто используется для больших деталей в процессах, где требуется высокая производительность.
Плазменно-дуговая сварка (PAW)
Этот метод является производным от сварки TIG. Основными недостатками сварки TIG являются ее медленное развитие и ограниченное использование тонких металлических листов. Плазменная дуговая сварка использует плазменный газ для создания гораздо более сфокусированной дуги.
Это позволяет использовать PAW на более толстых металлических деталях, а также автоматизировать процесс. Это естественным образом увеличивает скорость сварки, сохраняя при этом высокое качество отделки.
Plasma делает еще более универсальным и предлагает дополнительное применение для резки стальных листов. Резы часто получаются аккуратными и точными, поэтому существуют автономные машины плазменной резки.
Плазменно-дуговая сварка подходит для различных металлов, таких как алюминий, титан, медь и сталь. Это близко к диапазону полезности TIG, но он не может работать с магнием.
Часто используется для операций с нержавеющей сталью, которые можно автоматизировать.
Дуговая сварка шпилек (ASW)
Дуговая сварка шпилек — это процесс, обеспечивающий прочное крепление двух металлических деталей без необходимости сверления отверстий.
Это также промышленный процесс, обеспечивающий высокую производительность, а также соединения, которые нельзя ослабить или разъединить в одно мгновение.
Электрошлаковая сварка (ЭШС)
Электрошлаковая сварка — еще один автоматизированный сварочный процесс, очень похожий на дуговую сварку под флюсом. Он используется для выполнения симметричного сварного шва с заполнением зазора за один проход.
Установка немного сложна, как и принцип ее работы. Однако это забота инженеров-технологов, а этим людям нравится решать задачи!
Как работает дуговой сварщик?
Аппарат для дуговой сварки — это прежде всего источник питания с парой кабелей. Мощность, выходящая из сварочного аппарата, направляется на два полюса кабелей. Одна сторона соединяется с заготовкой, а другая с электродом.
Мощность, выходящая из сварочного аппарата, направляется на два полюса кабелей. Одна сторона соединяется с заготовкой, а другая с электродом.
Когда цепь замыкается, в результате столкновения электрических полюсов возникает электрическая дуга. Электрод переносит тепло, выделяемое дугой, в одну точку на заготовке.
Так расплавляются металлы и наполнитель, а затем создается сварной шов.
Сварочные аппараты имеют несколько настроек и несколько насадок для оптимизации их использования. Некоторые из них предназначены для обеспечения одного типа сварки, например, сварочный аппарат MIG.
Другие, более универсальны и обеспечивают более одного режима работы. Некоторые доходят до работы многопроцессорными сварщиками.
Основной настройкой сварочного аппарата является его мощность. Потребляемая мощность сварочного аппарата первоначально подразделяется на постоянный и переменный ток. Каждый из них имеет свои области применения и области применения.
Напряжение сварочного аппарата определяет длину дуги, а ток регулирует количество выделяемого тепла. Большинство машин способны обеспечить постоянный ток или постоянное напряжение.
Полярность электродов является одной из наиболее важных настроек сварочных аппаратов постоянного тока. Анод, который является положительным электродом, сохраняет большую часть тепла. Это хорошо, когда требуется глубокий сварной шов или когда заготовка не может выдержать чрезмерный нагрев.
Изменение полярности смещает направление тепла к заготовке и позволяет выполнять неглубокие сварные швы и более деликатные работы.
Еще одним важным параметром является рабочий цикл. Эта цифра часто дается в процентах, и она диктует, как долго может работать сварщик, прежде чем потребуется пять.
Например, рабочий цикл 60% говорит о том, что сварщик может работать шесть минут, а затем остановить машину на четыре минуты.
Как работает дуговая сварка >> Посмотрите видео ниже:
 youtube.com/embed/TeBX6cKKHWY?start=4&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/TeBX6cKKHWY?start=4&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Дуговая сварка прочнее, чем MIG?
Прежде чем указать, что MIG на самом деле является формой дуговой сварки, вы можете вспомнить, что я упоминал ранее, что сварку электродом часто называют «дуговой сваркой».Таким образом, это сравнение мышечной силы сварки MIG и дуговой сварки.
Соревнование почти завершено еще до того, как мы начнем. MIG был получен из сварки стержнем для обработки более тонких материалов. У него нет такого глубокого проникновения или обильного нанесения наполнителя, как у сварки электродом.
С точки зрения прочности, довольно ясно, что вам нужно выбрать для сварки большого куска. Однако все так же черно-бело. Целесообразно также учитывать и другие параметры.
Сварка небольших деталей не требует чрезмерной сварочной мощности, поэтому сварочный аппарат MIG и сварочный аппарат Stick будут иметь стяжку.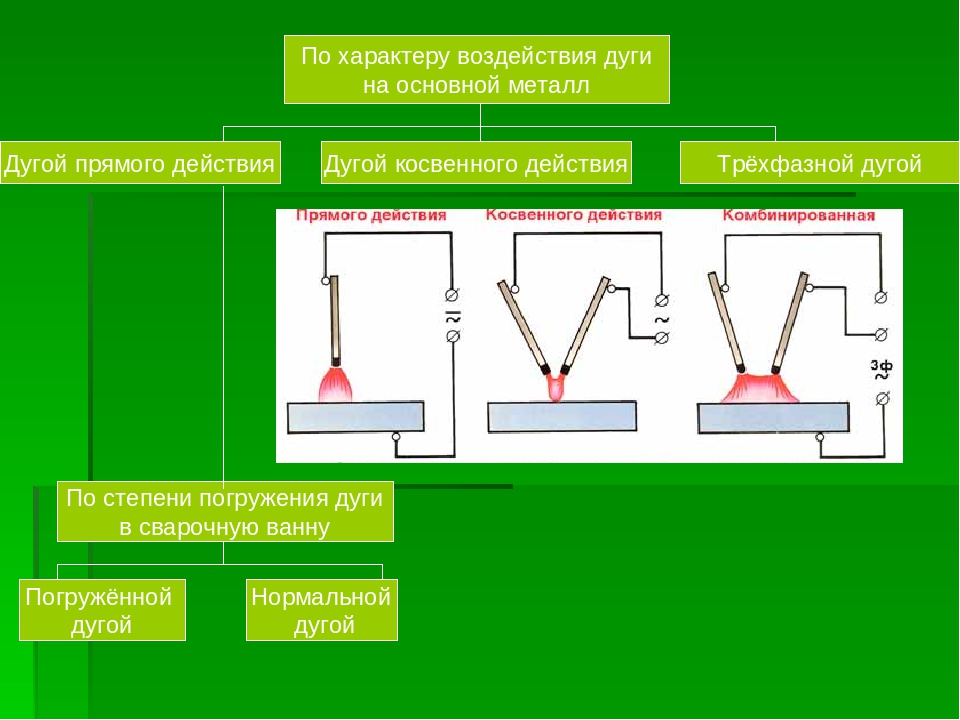 Кроме того, по точности и скорости МИГ легко выигрывает.
Кроме того, по точности и скорости МИГ легко выигрывает.
Связанное чтение: 8 самых прочных типов сварных швов, которые вы должны знать
Преимущества и недостатки дуговой сварки
Дуговая сварка существует уже около 200 лет. Он нашел широкое применение в строительстве, судостроении и авиастроении.В последнее время дуговая сварка нашла применение в небольших отраслях промышленности.
В настоящее время даже любители и домовладельцы могут использовать сварочный аппарат для дуговой сварки.
Вся эта обширная история демонстрирует важность дуговой сварки в различных условиях. Вот некоторые из причин, по которым он широко используется, а также несколько недостатков, связанных с таким использованием.
Преимущества дуговой сварки
- Эффективная сварка различных черных и цветных металлов
- Быстрая сварка крупных деталей
- Возможность выполнения точных сварных швов при необходимости
- Сварка может выполняться в помещении или на объекте
- сварочные аппараты доступны по разным ценам
- Соединение сохраняет основные свойства свариваемых материалов
- Экранирование сохраняет шов чистым и свободным от коррозионных веществ
- Может сваривать два несовместимых металла
- Возможность сварка под водой или очень больших труб
Трудно поверить, что после всех этих преимуществ дуговая сварка может иметь какие-то недостатки. Но вот мы, нет ничего идеального, ребята!
Но вот мы, нет ничего идеального, ребята!
Недостатки дуговой сварки
- Дуговая сварка мощная, поэтому она не подходит для сварки тонколистового металла
- Она требует много ресурсов по сравнению с другими видами сварки
- немного сложно и нужны навыки для работы
- Базовая установка цеха дуговой сварки может быть дорогостоящей
Связанный: Как начать и развить сварочный бизнес за 11 шагов
Легка ли дуговая сварка для начинающих?
Дуговая сварка включает в себя изучение четырех основных методов сварки, понимание того, как работает сварочный аппарат, и знание того, как лучше всего использовать каждый тип дуговой сварки.
Кроме того, необходимо изучить все меры безопасности при работе в цехе дуговой сварки.
Это место, где металлы перегреваются, везде высоковольтное оборудование, есть опасность взрыва, а факелы буквально растворяют железо!
Это, безусловно, выглядит как большой кусок, и это может показаться сложным для новичков.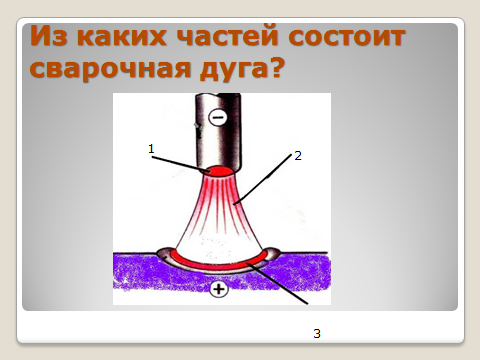 Однако по своему опыту я знаю, что новички без особых проблем разбираются в различных технических тонкостях.
Однако по своему опыту я знаю, что новички без особых проблем разбираются в различных технических тонкостях.
Многие сварщики разрабатывают свои собственные методы сварки вскоре после того, как изучают основы . Это показывает, как быстро они приобретают необходимые навыки, а также то, что рядом с этими машинами легко чувствовать себя достаточно уверенно.
Первые неприглядные валики и несколько несчастных случаев с вольфрамовой иглой могут обескуражить некоторых сварщиков. Но при настойчивости и усердии большинство этих ошибок новичков становятся пищей для мастерства.
Также настоятельно рекомендуется изучить дуговую сварку у профессионалов.Онлайн-видео потрясающие и очень информативные. Но ничто не заменит прямое наставничество, когда речь идет об дуговой сварке.
Связанное чтение: 11 распространенных дефектов сварки и способы их предотвращения
Заключение
На аппаратах для дуговой сварки работают как профессиональные, так и начинающие сварщики. Есть так много техник и столько же настроек, которые нужно изучить.
Есть так много техник и столько же настроек, которые нужно изучить.
Это может показаться немного ошеломляющим. Особенно, если постоянно слышать различные термины сварки, не понимая до конца, что они означают.Что еще более важно, ощущение, что важный навык отсутствует. И, следовательно, возможность для улучшения бизнеса может быть упущена.
В этом руководстве содержится все, что вам нужно знать об дуговой сварке. Поэтому, если вы планируете освоить новый навык или расширить свой сварочный бизнес, это должно помочь вам сделать первые шаги.
Сварка — это область, в которой мы постоянно учимся новому. На рынок постоянно выводятся новые машины. А с ними появляется повышенный потенциал для покрытия более крупных проектов.Быть на шаг впереди означает хорошо познакомиться с машинами и научиться ими пользоваться.
Знаете, как говорят: чем больше учишься, тем больше зарабатываешь!
сварка | Статья о дуговой сварке из The Free Dictionary
Дуговая сварка
Процесс сварки, использующий концентрированное тепло электрической дуги для соединения металла путем плавления основного металла и добавления металла к соединению, обычно обеспечиваемому плавящимся электродом ( см. иллюстрацию).Электрический ток для сварочной дуги может быть как постоянным, так и переменным, в зависимости от свариваемого материала и характеристик используемого электрода. Источником тока может быть вращающийся генератор, выпрямитель или трансформатор, и он должен иметь переходные и статические вольт-амперные характеристики, рассчитанные на стабильность дуги и качество сварки.
Металлическая дуговая сварка
Существует три основных метода сварки: ручной, полуавтоматический и автоматический. Ручная сварка является старейшим методом, и, хотя его доля на рынке сварки с каждым годом уменьшается, он по-прежнему остается наиболее распространенным.Здесь оператор берет электрод, зажатый в ручном электрододержателе, и вручную направляет электрод вдоль соединения по мере выполнения сварного шва. Обычно электрод является расходуемым; по мере износа наконечника оператор вручную регулирует положение электрода, чтобы поддерживать постоянную длину дуги.
Полуавтоматическая сварка становится самым популярным методом сварки. Электрод обычно представляет собой длинную неизолированную проволоку малого диаметра, обычно в форме катушки, которую сварщик вручную позиционирует и продвигает вдоль сварного соединения.Расходуемый электрод обычно приводится в движение двигателем с предварительно выбранной скоростью через сопло ручного сварочного пистолета или горелки.
Электрод обычно представляет собой длинную неизолированную проволоку малого диаметра, обычно в форме катушки, которую сварщик вручную позиционирует и продвигает вдоль сварного соединения.Расходуемый электрод обычно приводится в движение двигателем с предварительно выбранной скоростью через сопло ручного сварочного пистолета или горелки.
Автоматическая сварка очень похожа на полуавтоматическую сварку, за исключением того, что электрод автоматически позиционируется и продвигается вдоль заданного сварного шва. Либо работа может продвигаться ниже сварочной головки, либо механизированная головка может двигаться вдоль сварного шва.
В дополнение к трем основным методам сварки существует множество сварочных процессов, которые могут быть общими для одного или нескольких из этих методов.Некоторые из наиболее распространенных описаны ниже.
Дуговая сварка угольным электродом ограниченно используется для сварки черных и цветных металлов. В норме дуга удерживается между угольным электродом и изделием. Угольная дуга служит источником интенсивного тепла и просто сплавляет основные материалы вместе, или же наполнитель может быть добавлен из отдельного источника.
Угольная дуга служит источником интенсивного тепла и просто сплавляет основные материалы вместе, или же наполнитель может быть добавлен из отдельного источника.
Дуговая сварка защитным металлом является наиболее широко используемым процессом дуговой сварки. Стержневой электрод с покрытием расходуется во время операции сварки и, следовательно, обеспечивает свой собственный присадочный металл.Покрытие электрода сгорает при сильном нагреве дуги и образует слой газа и шлака, который полностью защищает дугу и сварочную ванну от атмосферы. Его использование обычно ограничивается методом ручной сварки.
Дуговая сварка под флюсом использует расходуемую проволоку из неизолированного металла в качестве электрода, а гранулированный плавкий флюс полностью покрывает дугу. Этот процесс особенно подходит для сварки тяжелых деталей в плоском положении. С помощью этого метода высококачественные сварные швы производятся с большей скоростью, поскольку используется в пять раз большая плотность тока. Для этого процесса обычно используется автоматическая или полуавтоматическая подача проволоки и контрольное оборудование.
Для этого процесса обычно используется автоматическая или полуавтоматическая подача проволоки и контрольное оборудование.
Сварка вольфрамовым электродом в среде инертного газа, часто называемая сваркой TIG, использует практически неплавящийся электрод из вольфрама. Примеси, такие как торий, часто специально добавляют в вольфрамовый электрод, чтобы улучшить его излучательную способность при сварке постоянным током. Необходимая защита дуги обеспечивается непрерывным потоком химически инертного газа, например аргона, гелия или аргоно-гелиевых смесей, который течет в осевом направлении вдоль вольфрамового электрода, установленного в специальной сварочной горелке.Этот процесс чаще всего используется при сварке алюминия и некоторых более экзотических материалов космической эры. Когда необходим присадочный металл, в поток дуги вручную или механически подается отдельный присадочный стержень. Поскольку флюс не требуется, сварной шов получается чистым и без пустот.
Сварка металлов в среде инертного газа, часто называемая сваркой MIG, получила наибольшее распространение в 1960-х годах. Он аналогичен процессу сварки TIG, за исключением того, что неплавящийся вольфрамовый электрод заменяется плавящимся металлическим электродом, обычно проволокой в виде катушки.Этот процесс можно адаптировать как к полуавтоматическому, так и к автоматическому методу. В дополнение к инертным газам все большее распространение в качестве защитного средства получает углекислый газ.
Он аналогичен процессу сварки TIG, за исключением того, что неплавящийся вольфрамовый электрод заменяется плавящимся металлическим электродом, обычно проволокой в виде катушки.Этот процесс можно адаптировать как к полуавтоматическому, так и к автоматическому методу. В дополнение к инертным газам все большее распространение в качестве защитного средства получает углекислый газ.
McGraw-Hill Краткая инженерная энциклопедия. © 2002 г. The McGraw-Hill Companies, Inc.
Процесс дуговой сварки: определение, тип и описание
Сам процесс дуговой сварки представляет собой группу сварочных процессов, в которых коалесценция производится путем нагрева детали электрической дугой между источником и рабочий покой.Как правило, в этом процессе нет необходимости применять давление.
История
Использование дуги было невозможно до 1802 года. Хотя открытие электричества было начато Бенджамином Франклином в 1752 году, открытие Алессандро Вольта в 1800 году нашей эры сделало этот путь еще более ясным, когда он доказал, что электричество также может быть образующиеся в результате химических реакций.
Но дуговая сварка может стать возможной, когда электрические динамо-машины или генераторы будут усовершенствованы в период с 1870 по 1880 год. обеспечение проводящего пути между электродом и заготовкой.
Определение дуговой сварки
В процессе дуговой сварки тепло получается за счет электрической дуги между электродом и заготовкой.
Тип дуговой сварки
Во многих сварочных процессах используется сварочная дуга для получения тепла, необходимого для плавления. Вот наиболее распространенные процедуры дуговой сварки:
Дуговая сварка углеродом
CAW представляет собой дуговую сварку, при которой плавление производится путем нагревания электрической дугой между угольным электродом и рабочим местом.Читать далее
FCAW
FCAW введен в 1950 году. Это модифицированная версия процесса сварки MIG. В котором сплошная проволока заменена порошковой (трубчатой) проволокой, внутри с добавками флюса и сплава.Подробнее , между заготовкой и вольфрамовым электродом. Подробнее
Подробнее
PAW
PAW – это процесс дуговой сварки, при котором коалесценция производится путем нагрева суженной дугой, зажигаемой между электродом из вольфрама/сплава и изделием.Подробнее
Электрошлаковая и электрогазовая сварка
Процесс электрошлаковой сварки начинается с подачи дуги между присадочным металлом/электродом и изделием. Эта дуга нагревает флюс и плавит его с образованием шлака.Подробнее
SMAW
SMAW — это процесс дуговой сварки, при котором сплавление осуществляется электрической дугой, зажигаемой между заготовкой и электродом, покрытым флюсом. Подробнее
GMAW
Это процесс дуговой сварки, при котором плавление производится путем нагрева детали вместе с электрической дугой между непрерывным электродом из присадочного металла и сварочной ванной.Читать далее
Другие процессы сварки дуговой сварки
- SAW (погружение дуговой сварки)
- ASW (дуговая сварка)
- SW (сварка шпильки)
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуги Сварка © АВТОРСКОЕ ПРАВО 1999 ГРУППА ESAB, INC. УРОК
I, ЧАСТЬ B двойная,
ток уменьшится вдвое. Закон Ома можно сформулировать математически
с этим уравнением:
я = Э ÷ Р
или Е
= I × R или
Р = Е ÷ Я
(Э
= Вольты, I = Амперы, R = Сопротивление (Ом)) 1.8.2.1
Уравнение легко использовать, как видно
в следующих задачах: 1)
Аккумулятор на 12 вольт имеет встроенное сопротивление.
из 10 Ом. Какова сила тока? 12
÷ 10 = 1,2 ампера 2)
Какое напряжение необходимо для прохождения 15
ампер через резистор 5 Ом? 15
× 5 = 75 вольт 3)
При напряжении 80 и цепи
ограничен 250 амперами, какова стоимость
резистор? 80
÷ 250 = 0,32 Ом 1.8.2.2
Теория электрического сопротивления
имеет большое значение в процессе дуговой сварки
ибо именно это сопротивление в воздушном пространстве между электродом и основанием
металл, который способствует
к переходу электрической энергии в тепловую.Поскольку напряжение заставляет
электроны двигаться быстрее, энергия
которые они генерируют, частично используется для преодоления сопротивления
созданный дуговым зазором.
УРОК
I, ЧАСТЬ B двойная,
ток уменьшится вдвое. Закон Ома можно сформулировать математически
с этим уравнением:
я = Э ÷ Р
или Е
= I × R или
Р = Е ÷ Я
(Э
= Вольты, I = Амперы, R = Сопротивление (Ом)) 1.8.2.1
Уравнение легко использовать, как видно
в следующих задачах: 1)
Аккумулятор на 12 вольт имеет встроенное сопротивление.
из 10 Ом. Какова сила тока? 12
÷ 10 = 1,2 ампера 2)
Какое напряжение необходимо для прохождения 15
ампер через резистор 5 Ом? 15
× 5 = 75 вольт 3)
При напряжении 80 и цепи
ограничен 250 амперами, какова стоимость
резистор? 80
÷ 250 = 0,32 Ом 1.8.2.2
Теория электрического сопротивления
имеет большое значение в процессе дуговой сварки
ибо именно это сопротивление в воздушном пространстве между электродом и основанием
металл, который способствует
к переходу электрической энергии в тепловую.Поскольку напряжение заставляет
электроны двигаться быстрее, энергия
которые они генерируют, частично используется для преодоления сопротивления
созданный дуговым зазором. Эта энергия проявляется в виде тепла. в
сварочный процесс,
температура повышается до такой степени, что металлы переходят в расплавленное состояние.
1.8.3
Электрический
Мощность — Слово «ватт»
— еще один термин, часто встречающийся в электротехнике.
терминология. Когда мы оплачиваем счета за электроэнергию, мы фактически платим за
сила бежать
наши электроприборы, а ватт является единицей мощности.Это определено
как сумма
мощности, необходимой для поддержания силы тока в один ампер при напряжении в один вольт.
Напряжение цепи, которое входит в
ваш дом является постоянным фактором, но сила тока, потребляемая от
коммунальная компания зависит от количества ватт, необходимого для запуска электрической
прибор. Ватт вычисляется
как произведение вольт на ампер и выражается математически
со следующим уравнением: W =E
× I Э
= Вт ÷ я я
= Вт ÷ Е (Вт
= Вт, E = Вольт, I = Ампер) 1.8.3.1
Сила тока, используемая электрическим
устройства можно рассчитать, разделив ватты
номинал устройства по первичному напряжению, на которое оно рассчитано.
Эта энергия проявляется в виде тепла. в
сварочный процесс,
температура повышается до такой степени, что металлы переходят в расплавленное состояние.
1.8.3
Электрический
Мощность — Слово «ватт»
— еще один термин, часто встречающийся в электротехнике.
терминология. Когда мы оплачиваем счета за электроэнергию, мы фактически платим за
сила бежать
наши электроприборы, а ватт является единицей мощности.Это определено
как сумма
мощности, необходимой для поддержания силы тока в один ампер при напряжении в один вольт.
Напряжение цепи, которое входит в
ваш дом является постоянным фактором, но сила тока, потребляемая от
коммунальная компания зависит от количества ватт, необходимого для запуска электрической
прибор. Ватт вычисляется
как произведение вольт на ампер и выражается математически
со следующим уравнением: W =E
× I Э
= Вт ÷ я я
= Вт ÷ Е (Вт
= Вт, E = Вольт, I = Ампер) 1.8.3.1
Сила тока, используемая электрическим
устройства можно рассчитать, разделив ватты
номинал устройства по первичному напряжению, на которое оно рассчитано.
Объяснение дуговой сварки
: что это такое и как это работает?
Немногие осознают множество существующих процессов дуговой сварки, и еще меньше понимают лежащий в их основе принцип дуговой сварки.
Однако дуговая сварка является базовой концепцией, которую должен знать и понимать каждый сварщик, и знание всех форм дуговой сварки является обязательным.
В этой статье рассматривается определение дуговой сварки, что она включает в себя, основные концепции и механизмы ее работы, а также ее плюсы и минусы.
Что такое дуговая сварка?
Дуговая сварка — это процесс соединения металлических деталей с помощью высокой температуры дуги, которая генерируется и поддерживается электрическим током.Источником питания может быть переменный ток («AC») или постоянный ток («DC»).
Это довольно широко. Поэтому неудивительно, что дуговая сварка включает в себя такие популярные процессы сварки, как электродуговая сварка, сварка MIG, TIG и сварка с флюсовой проволокой. Все используют электрическую дугу для сварки.
Поэтому неудивительно, что дуговая сварка включает в себя такие популярные процессы сварки, как электродуговая сварка, сварка MIG, TIG и сварка с флюсовой проволокой. Все используют электрическую дугу для сварки.
Заметьте, это больше, чем просто сварка. Некоторые используют дуговую сварку как сленг для обозначения сварки стержнем. Хотя это форма дуговой сварки, она не единственная.
Как работает дуговая сварка?
На самом базовом уровне все сварочные аппараты для дуговой сварки состоят из пяти компонентов:
- An Электрод и электродный кабель
- A Кабель заземления и зажим (иногда называемый рабочим кабелем)
- Блок питания
- Металлические заготовки
- Дуга
Источник питания обеспечивает переменный или постоянный ток для создания и поддержания дуги, а электрод механически или вручную перемещается вдоль стыка для создания сварного шва.
Итак, насколько горяча сварочная дуга, которая плавит и сплавляет металл? Около 6500°F. Это делает работу по плавлению и сплавлению металлических частей, но также создает другую проблему.
При таких высоких температурах расплавленный металл может реагировать с газами в воздухе.Это вызывает такие проблемы, как пористые и слабые сварные швы, чрезмерное разбрызгивание и снижение производительности.
Чтобы устранить эти дефекты сварки, при дуговой сварке обычно в ванне расплава предусмотрена какая-либо защита. Обычно это происходит в двух формах.
Одним из вариантов является подача специального защитного газа на горячий сварной шов. Тип газа и скорость потока должны соответствовать защитному газу, чтобы атмосферный воздух не попадал на расплавленный металл.
Вторым выбором является флюс, который создает свой собственный защитный газ и шлак при воздействии высокой температуры дуговой сварки.Инертный газ и шлак флюса «запечатывают» сварной шов и удерживают газы в воздухе.
Переменный ток и постоянный ток
Постоянный ток обеспечивает ток, который течет в одном направлении, а переменный ток меняет направление тока несколько раз в секунду. Например, источник переменного тока с частотой 60 Гц будет менять направление потока 120 раз в секунду.
Текущие различия важны. Например, при постоянном токе могут образовываться магнитные поля, индуцируемые постоянным протеканием электрического тока в одном направлении.
Магнитные поля могут перемещать дугу так, что она не проходит кратчайший зазор между электродом и металлом. Это может привести к разбрызгиванию, пористости и неполному сплавлению и часто происходит на внутренних углах или в конце сварных швов. Это называется дуговым разрядом.
Итак, проблема с DC. Но переменный ток колеблется в токе, а магнитные поля постоянно нарушаются и никогда не организуются достаточно, чтобы дуговой разряд стал проблемой.
Кроме того, сварочные аппараты постоянного тока стоят немного дороже. Таким образом, разряд дуги и первоначальные затраты являются двумя основными недостатками постоянного тока. Вы можете даже сказать, что просто используйте дуговые сварщики переменного тока. Но для некоторых процессов, таких как сварка MIG, преимущества постоянного тока намного перевешивают эти недостатки.
Таким образом, разряд дуги и первоначальные затраты являются двумя основными недостатками постоянного тока. Вы можете даже сказать, что просто используйте дуговые сварщики переменного тока. Но для некоторых процессов, таких как сварка MIG, преимущества постоянного тока намного перевешивают эти недостатки.
обеспечивают ровную дугу, которую легко контролировать, и они лучше работают с тонкими материалами. Вы также получаете меньше брызг, и в целом шарики DC «красивее». По этим причинам вы видите, что постоянный ток часто используется в дуговых сварочных аппаратах, и многие пользователи предпочитают его переменному току.
Дуговые сварочные аппараты переменного тока часто недороги и не позволяют создавать магнитные поля.Таким образом, его можно использовать в ситуациях, предрасположенных к дуговому разряду. Сварочные аппараты на переменном токе также хорошо проникают и используются в таких местах, как верфи, которые регулярно имеют дело с толстыми деталями.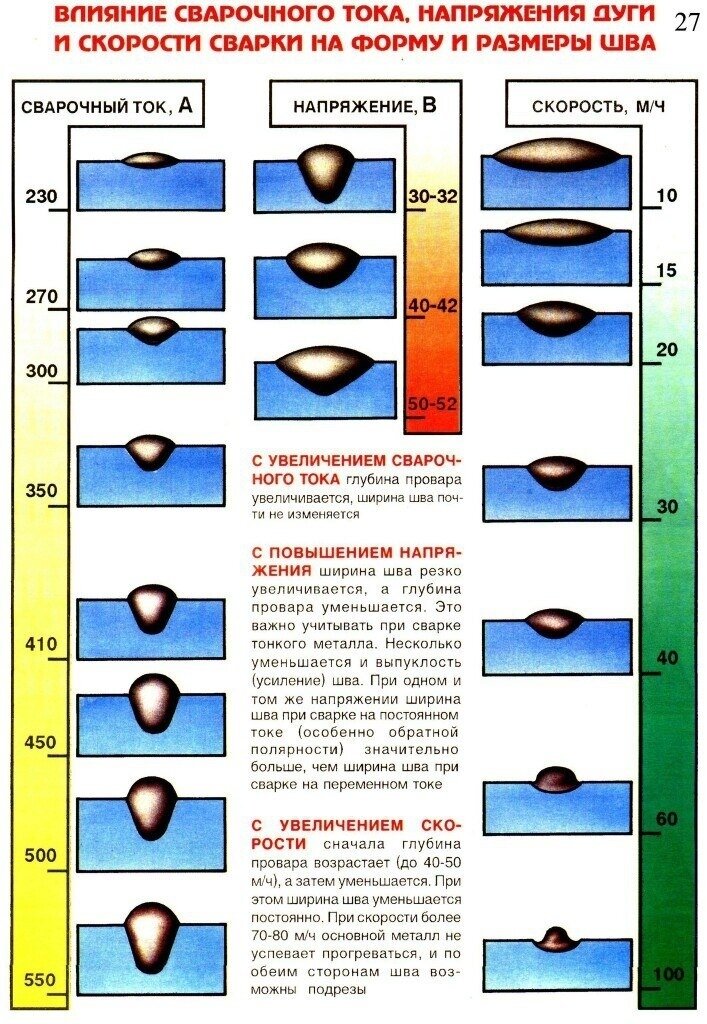
Еще одним преимуществом AC является то, что он работает с металлами с проблемными оксидными слоями на поверхности, такими как алюминий. Когда ток колеблется, он эффективно удаляет оксидный слой, который может мешать и препятствовать сплавлению металлических частей.
Для чего используется дуговая сварка?
Процесс с сердечником под флюсом используется за пределамиНаиболее распространенной и простой формой сварки является дуговая сварка.Таким образом, он используется во всех отраслях промышленности, таких как автомобильная, аэрокосмическая, нефтегазовая, обрабатывающая, энергетическая, строительная и многие другие.
Применения включают сосуды, сосуды под давлением, трубы, резервуары, корабли, мосты, железные дороги, автомобили, сельскохозяйственное оборудование, скульптуры из металла, трейлеры и т. д.
Короче говоря, благодаря быстрому и экономичному характеру соединения металлов дуговая сварка используется практически в любое время, когда необходимо соединить два куска металла. Но сильное выделение тепла может быть проблемой для некоторых работ.Таким образом, дуговая сварка подходит не для каждого проекта.
Но сильное выделение тепла может быть проблемой для некоторых работ.Таким образом, дуговая сварка подходит не для каждого проекта.
Преимущества и недостатки дуговой сварки
Как и все в жизни, дуговая сварка имеет свои сильные стороны и недостатки. Они приведены ниже:
Плюсы
- Хорошая ударопрочность
- Высокая производительность (снижает стоимость единицы сварного шва)
- Прочные бесшовные швы без воздушных зазоров
- Простота в освоении и использовании
- Портативное оборудование, удобное для хранения
- Универсальный, работает со многими типами металла
- Доступный
- Высококачественные прочные сварные швы
- Доступно (лицензия или специальное обучение не требуются)
Минусы
- Токсичные пары требуют вентиляции или респираторов
- Больше отходов, чем при других процессах
- Требуется практика для достижения высокого уровня мастерства
- Прожог тонких материалов
Типы дуговой сварки
Электрод – это проводник сварщика, по которому ток течет к металлической заготовке или от нее через дугу. Также электроды можно разделить на плавящиеся и неплавящиеся.
Также электроды можно разделить на плавящиеся и неплавящиеся.
Хотя дуговая сварка включает в себя множество процессов, электроды, используемые для поддержки дуги, сильно различаются.
Типы расходуемых электродов
Плавящиеся электроды плавятся и становятся частью сварного шва. Их также можно назвать сварочной проволокой в зависимости от используемого процесса.
Дуговая сварка защитным металлом («SMAW»)
Сварка стержнем или SMAW также называется дуговой сваркой.Хотя верно то, что все сварщики дуговой сварки являются дуговыми сварщиками, не все сварщики электродуговой сварки являются сварщиками электродуговой сварки (что подтверждается этим списком, который вы читаете прямо сейчас!).
Это очень простой процесс, в котором используются стержневые электроды, покрытые снаружи флюсом. Флюс вступает в реакцию с высокой температурой сварки и защищает расплавленную ванну.
Подобно электродам MIG или электродам с флюсовым сердечником, стержень расходуется в процессе и выступает в качестве наполнителя. Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов.Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов.Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Сварка металлов в среде инертного газа («MIG»)
Сварка MIGтакже называется дуговой сваркой металлическим электродом в среде защитного газа («GMAW»). Он использует моток проволоки, который подается к сварочному пистолету, выступающему в качестве его электрода.
Эта проволока расходуется в процессе сварки, что позволяет ей также выступать в качестве присадочного материала для сварного шва. Так, сплав проволоки обычно подбирается под свариваемый металл.
При сварке MIGтакже используется защитный газ, подаваемый в сварочную горелку.Это означает, что у вас также должен быть баллон с газом, а также сварочный аппарат, чтобы использовать процесс GMAW.
Дуговая сварка порошковой проволокой («FCAW»)
Дуговая сварка с флюсовой проволокой очень похожа на сварку MIG. В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
Однако, в отличие от сплошной проволоки MIG, сердечник этого электрода полый и заполнен флюсом и другими добавками.Это позволяет флюсу при нагревании образовывать защитный газ и шлак, которые защищают сварной шов. Это избавляет от необходимости использовать газ в баллонах, как при сварке MIG.
Дуговая сварка под флюсом («SAW»)
Подобно GMAW и FCAW, при дуговой сварке под флюсом используется проволочный электрод с непрерывной подачей, который расходуется в процессе сварки. Но сварочная ванна погружена в слой порошкообразного флюса.
Этот слой плавкого флюса становится проводящим в расплавленном состоянии, обеспечивая надежное электрическое соединение между металлом и электродом.Флюс также предотвращает брызги и искры. Кроме того, слой порошкообразного флюса подавляет испарения и ультрафиолетовое излучение.
Дуговая сварка шпилек («SW»)
Этот специальный процесс предназначен для приваривания крепежных деталей («шпилек») на месте. Он использует специально разработанную застежку, которая также действует как электрод.
Шпилька помещается в специальный пистолет, который создает дугу у основания крепежа, а затем вдавливает шпильку в расплавленную ванну. В результате крепёж прочно приваривается к металлическому основанию.
Применение может потребовать или не потребовать защитного газа, и вокруг сварного шва размещается специальная втулка для концентрации тепла и удерживания расплавленного металла. После того, как сварка завершена, феррула снимается и выбрасывается.
Электрошлаковая сварка («ЭШС»)
ESW используется только в вертикальных соединениях для сварки двух деталей толщиной не менее 1 дюйма. Зазор в деталях заполняется флюсом, а автоматически подаваемый проволочный электрод заливается флюсом внутри зазора.
Затем проходит ток и возникает дуга. Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Требование сначала заполнить соединение флюсом и удерживать расплавленный флюс во время сварки является причиной того, что это приложение предназначено только для вертикального соединения. Вам также необходимо установить опору или стартовую пластину в нижней части соединения, чтобы удерживать флюс на месте до зажигания дуги.
Типы нерасходуемых электродов
Неплавящиеся электроды сохраняют свою структуру и используются в сочетании с присадочным металлом или используют основной металл для сплавления соединения.
Сварка вольфрамовым электродом в среде инертного газа («TIG»)
Сварку TIG иногда называют дуговой сваркой вольфрамовым электродом в среде защитного газа («GTAW»). Используемый вольфрамовый электрод не расходуется при сварке. Таким образом, отдельная присадочная проволока должна подаваться второй рукой, что делает сварку TIG двуручным процессом.
Химический состав вольфрамового электрода или сплава зависит от того, что вы свариваете. Кроме того, этому процессу не так легко научиться, как некоторым другим формам сварки, и для его освоения требуется некоторая практика.
Плазменно-дуговая сварка (PAW)
Внутри плазменной сварочной горелки электрод расположен внутри медного сопла с точечным отверстием на конце. Между неплавящимся вольфрамовым электродом и медным наконечником зажигается дежурная дуга. Это нагревает защитный газ до очень высоких температур, что создает плазму.
Для сварки плазма выбрасывается через точечное отверстие и «выстреливает» в сварной шов. Плазма является электропроводной, и тогда между вольфрамовым электродом и металлической заготовкой образуется дуга.
Проталкивая плазму через суженное отверстие, факел обеспечивает высокую концентрацию тепла на небольшой площади. Благодаря высокопроизводительному сварочному оборудованию плазменный процесс обеспечивает исключительные сварные швы.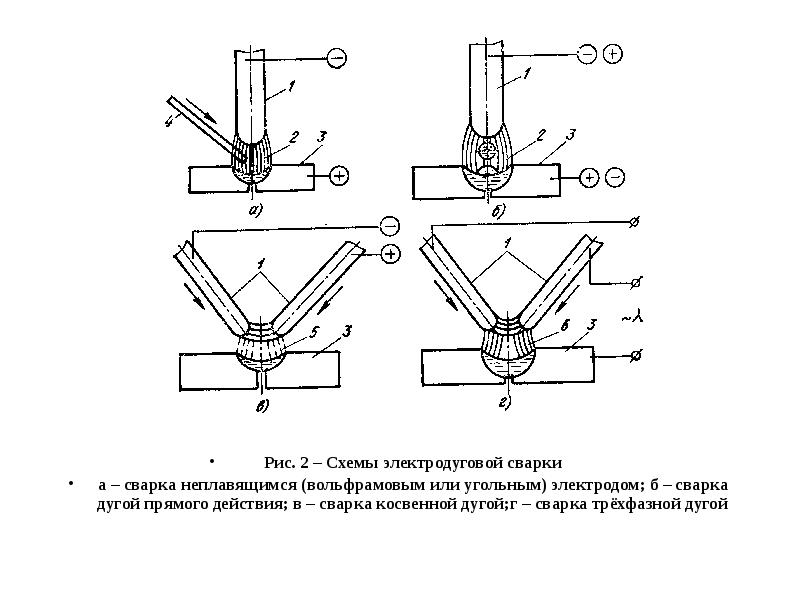
Поскольку электрод не расходуется, для достижения желаемых результатов может потребоваться дополнительный присадочный стержень.
Подведение итогов
Надеемся, что эта статья дала некоторое представление о том, что такое дуговая сварка, как она работает, а также о плюсах и минусах.
Для возбуждения дуги при дуговой сварке можно использовать переменный или постоянный ток.Каждый ток имеет свои преимущества, и пользователи должны знать, когда использовать каждый из них.
И последнее, но не менее важное: мы также рассмотрели различные формы дуговой сварки и различия между этими процессами. В каждой форме дуговой сварки используются разные электроды, и выбор правильного электрода имеет важное значение для получения хороших результатов.
Дайте нам знать, если вам понравился пост, чтобы его можно было улучшить.
(PDF) Вклад в обсуждение длины дуги
Soldagem & Inspeção.2015;20(3):367-380
http://dx.doi.org/10. 1590/0104-9224/SI2004.06
1590/0104-9224/SI2004.06
Приглашенные доклады
Это статья открытого доступа, распространяемая на условиях
некоммерческая лицензия Creative Commons Attribution
, которая разрешает неограниченное некоммерческое использование, распространение
и воспроизведение на любом носителе при условии правильного цитирования оригинальной работы
.
Получено: 31 августа 2015 г.
Принято: 31 августа 2015 г.
E-mail: [email protected]
(SE)
Резюме: В ходе расследования возник вопрос: «Что означает «длина дуги»?» На самом деле считается, что
выражает своего рода естественную связь между напряжением дуги и формой столба дуги
. Такие утверждения, как «Чем выше напряжение, тем длиннее дуга» или «Напряжение дуги
примерно пропорционально длине дуги», часто встречаются в этой связи.
Однако автор предполагает, что общей возможности описания «длины дуги»
для всего диапазона процесса сварки нет. В этой статье представлены примеры, показывающие как
В этой статье представлены примеры, показывающие как
теоретических попыток определения, так и практические наблюдения. Эта статья призвана внести
серьезный вклад в серьезное обсуждение чего-то тривиального, действительно очень известного или используемого среди специалистов по сварке
, но на самом деле еще малопонятного, по крайней мере, когда дело доходит до более близкого изучения
Ключевые слова: Дуга длина; Управляемый GMAW; Дуга распыления; Заострение электрода.
1. Введение и теоретический подход
BS 499-1:2009
[1]
описывает «длину дуги» как «расстояние от кончика сварочного электрода
до прилегающей поверхности сварочной ванны». .Исследование [2] высокопроизводительных
газораспылительных дуг с металлическим напылением было направлено на оценку различий, создаваемых
либо различными расходными материалами, либо типом используемого источника питания, а также с использованием высокоскоростной кинематографии
.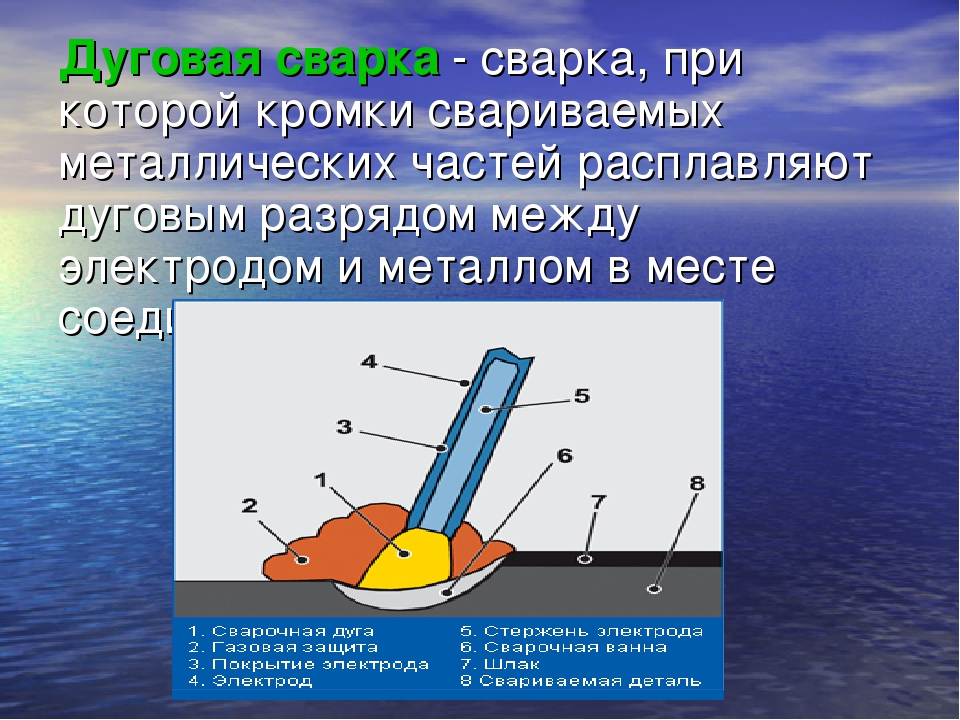 Одна из выбранных деталей для определения: изменение длины дуги
Одна из выбранных деталей для определения: изменение длины дуги
. Однако независимо от используемого оборудования и расходных материалов в
вообще было трудно точно определить длину сварочной дуги.Нередко даже
оказалось практически невозможным точно определить наконечник проволочного электрода и, как таковой, зазор между
наконечником и сварочной ванной, окруженной плазмой дуги. Зная об этом, было проведено исследование литературы по сварке
по определению длины дуги с попыткой выявить более глубокий смысл
. Удивительно, но очень мало информации было найдено по техническим терминам, широко используемым в сварке.
Были скомпилированы примеры, отражающие различные точки зрения на вопросы длины дуги, чтобы
стимулировали более количественный подход к «длине дуги».Например, Gülsöz
[3]
исследовал
плавление покрытых электродов при прямой (прямой и обратной полярности)
, а также дуговой сварке металлическим электродом в среде переменного тока (SMAW). Хотя автор явно использует
Хотя автор явно использует
«длина дуги» для описания своих наблюдений, автор дает только «теоретическое» определение,
, как на рисунке 1, который схематически изображает длину дуги, представляющую расстояние
между анодом и катодом.Однако высокоскоростная кинематография в оттенках серого доказывает
трудности переноса теоретических моделей в реальную среду, как показано на рис. 2.
его форма. Кроме того, фактическая поверхность сварочной ванны остается неопределенной. Объясняется, что напряжение дуги
оказывает значительное или пропорциональное влияние на длину дуги. Увеличение напряжения приводит к расширению дуги
и наоборот.
Подобно BS 499-1:2009, в Справочнике ASM по металлам [4] длина дуги при дуговой сварке металлическим электродом в среде
рассматривается как «[…] расстояние от расплавленного кончика электрода
центральной проволоки до поверхности расплавленной сварочной ванны». Рост капель в зависимости от состава флюса покрытия
, частоты короткого замыкания и т.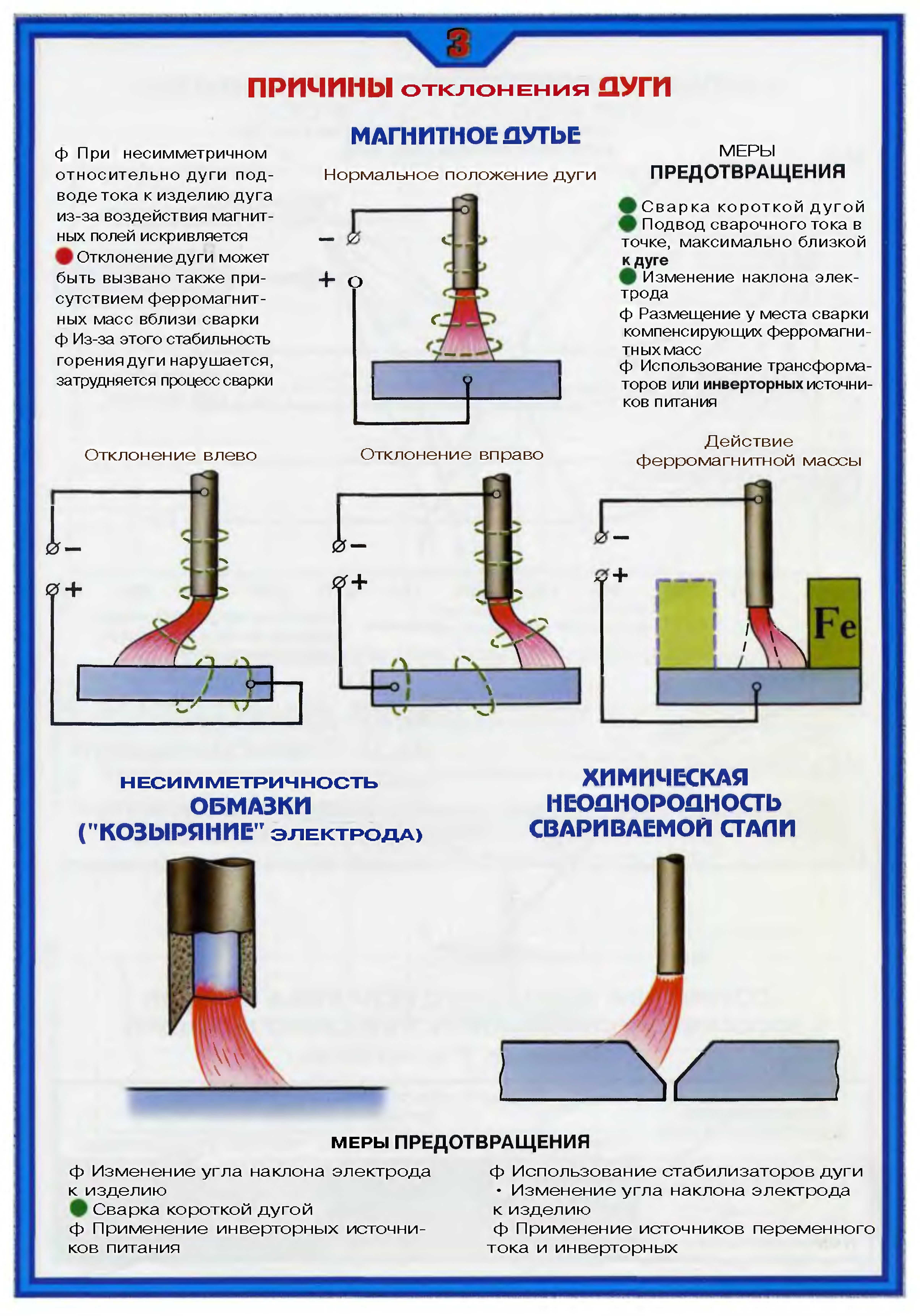 д. считается влияющим на длину дуги.
д. считается влияющим на длину дуги.
Bohlen [5] описывает длину дуги на основе схематического изображения газовой вольфрамовой дуги
, рис. 3.Считается, что дуга перекрывает зазор между анодом (заготовка) и катодом
(вольфрамовый электрод).
Реальные наблюдения за газовыми вольфрамовыми дугами дают совсем другие формы дуги, хотя
и, в сочетании, длину дуги, рис. Гликштейн [6] и Кей [8]),
различные углы при вершине электрода приводят к различной плотности мощности и профилям плавки,
Рисунок 5.
Вклад в обсуждение длины дугиa
Stephan Egerland1
1 Fronius Internaonal GmbH, Вельс, Австрия.
a
Этот документ основан на Документе IIW
№ XII-2013-11, который был
соответствующим образом пересмотрен для достижения его окончательного
текущего вида.
Что такое дуговая сварка? — Определение с преимуществами и недостатками
Сварка, несомненно, представляет собой процесс соединения двух или более металлов ручным, автоматическим и полуавтоматическим способами.
При электродуговой сварке, как известно, для технологического процесса сварки используется электрический источник.
Сварка не так проста, как кажется. Феномен работает над всем процессом производства этого интенсивного тепла для плавления металлов.
В частности, это явление называется электрической дугой. Учитывая потребности клиентов и доступную стратегию дуговой сварки , на рынке используется .
Один из стандартных и простых способов понять, что такое электрическая дуга, ступенчато;
- ЧТО ТАКОЕ ДУГОВАЯ СВАРКА?
- ВИДЫ ДУГОВОЙ СВАРКИ?
- ПРЕИМУЩЕСТВА И НЕДОСТАТКИ.
Процесс обычно относится к электрической дуге, генерируемой за счет подачи электрического тока между основным металлом и стержнем. В зависимости от природы основного металла и стержня обеспечение течения различается как переменным током, так и постоянным током. Электрический ток подается на электрод источником сварочного тока. Ток, вырабатываемый при температуре до 6000 ° F, плавится на сломанных краях металлов, чтобы соединиться и осуществить явление плавления металла.
Для получения дуги используются как плавящиеся , так и неплавящиеся сварочные прутки .Неплавящиеся сварочные электроды только помогают источнику питания в обеспечении дуги, в то время как плавящиеся электроды плавятся, выделяя тепло, и действуют как заполнители между трещинами.
Кроме того, в процессе сварки необходима дуговая защита. При нагревании металла существует вероятность того, что он вступит в реакцию с частицами окружающей среды и проведет окисление или нитрификацию. Химическая реакция, происходящая между расплавленным металлом и воздухом, снижает прочность соединения и вызывает появление трещин в сварке.Таким образом, дуговой экран из инертных газов используется для предотвращения этой химической реакции и укрепления костей.
Типы дуги электросваркиЭлектрическая дуга делится на разные типы:
- Металлическая электрическая дуга
- Газовая вольфрамовая дуговая сварка
- Дуговая сварка металлическим газом
- Углеродная электрическая дуга.
Этот тип сварочного металлического электрода используется в процессе сварки.
В зависимости от требования может быть расходуемым или нерасходуемым.Этот тип сварки требует меньшей температуры.
Его также называют ( TIG) вольфрамовая сварка в среде инертного газа. В этом процессе используется неплавящийся вольфрамовый электрод. Этот электрод окружен аргоном , гелием или любым другим инертным газом; эти газы предотвращают процесс окисления в месте сварки. Тонкий лист сваривается газовой вольфрамовой сваркой.
Ну, известное название этой сварочной дуги ( MIG ) металлический инертный газ. Используется новый металлический электрод, который защищен неоном и другими инертными газами, подобными газам, присутствующим в вольфрамовом электроде, аналогичным образом используемым для ограничения процесса окисления в месте сварки.
Для этого вида сварки используются электроды на основе углерода. Для создания дуги требуется большой ток и низкое напряжение. Вышеупомянутая древняя техника сварки.
Преимущества электрической дуги- Электрическая дуга создает сильную связь.
- Его механизм прост для понимания.
- Обеспечивает максимально надежное качество сварки.
- Не требует времени и дешевле, чем другие методы сварки.Его типы оборудования легко доступны.
- Активные металлы нельзя сваривать сваркой.
- Для достижения идеальных результатов требуется огромный опыт.
- При такой сварке образуется больше отходов, что в некоторых случаях может увеличить стоимость проекта.
Эта статья является однозначным ответом на вопрос; что такое дуговая сварка? Это более гибкий метод сварки, чем другие.С помощью этого процесса в основном свариваются промышленные и бытовые объекты.