особенности и требования :: BusinessMan.ru
Организация рабочего места сварщика – это обязательное условие для его правильной и безопасной работы. Данный процесс должен проходить в соответствии с санитарными правилами.
Введение
Электрическая сварка металлов считается одним из самых важных технологических процессов любого производства.
Каждый сварщик опирается на заранее подготовленный рабочий план для создания правильных форм и моделей требуемых предметов. При этом сварочный оператор должен в каждом случае учитывать и некоторые рабочие погрешности во время проведения процедуры сварки. Стоит учитывать, что во время рабочего процесса происходит местный нагрев, который деформирует детали. Процесс сварки нуждается в постоянном изменении режимов во время работы.
Именно поэтому с каждым днем специалисты разрабатывают все более эффективное и автоматизированное сварочное оборудование, которое максимально облегчит сложность работы и позволит получать идеальные изделия.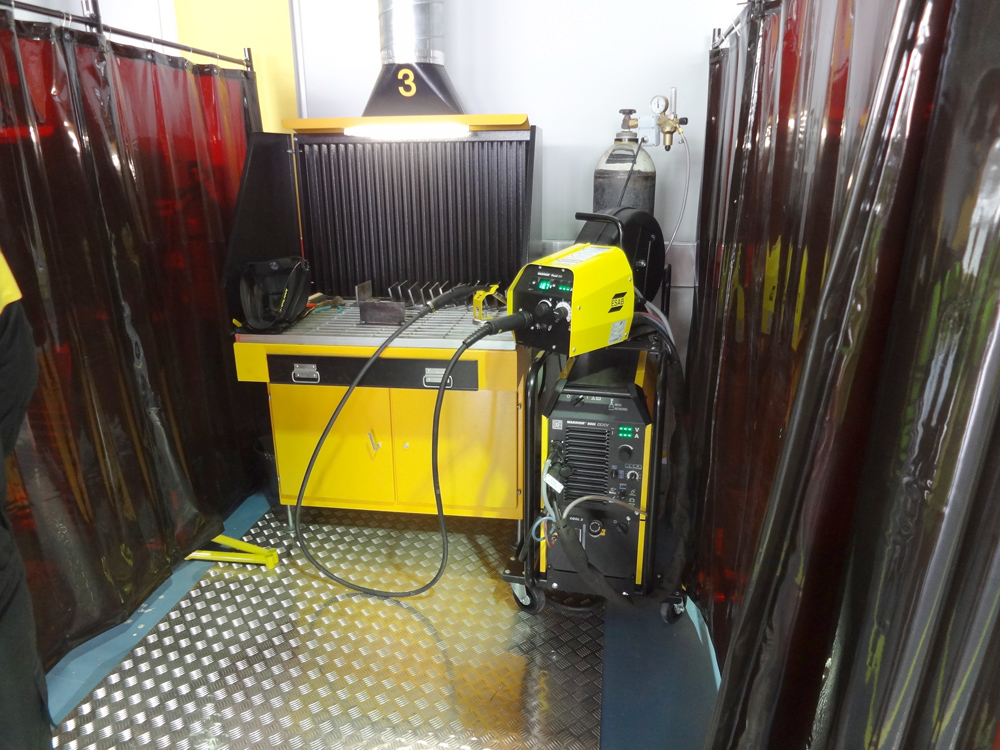
Что же такое сварка? Это процесс, при котором получается неразъемное соединение в результате скрепления элементов межмолекулярными и межатомными связями. Такое явление достигается путем нагревания или же пластического деформирования.
На сегодняшний день сварка очень широко применяется для надежного соединения различных металлов, а также их сплавов.
Для произведения процесса сварки нужна энергия. При этом могут быть использованы такие ее источники, как электрическая дуга, ультразвук, трение, газовое пламя, электрический ток, электронный луч, или же лазерное излучение.
Современные технологии позволяют проводить процесс сварки не только на специально оборудованных предприятиях, но также и во время степных или полевых работ. Но даже это не предел. Появилась возможность делать это даже под водой или в открытом космосе.
Не стоит забывать, что проведение данных работ очень опасно и связано с огромным риском. Не исключены случаи отравления вредными газами, поражения электрическим током, инфракрасным или ультрафиолетовым излучением, или же травмы от брызг раскаленных металлов. Для того чтобы избежать перечисленных выше опасностей, нужно содержать в правильном состоянии рабочее место. Об этом и поговорим в данной статье.
Для того чтобы избежать перечисленных выше опасностей, нужно содержать в правильном состоянии рабочее место. Об этом и поговорим в данной статье.
Важные требования к рабочему месту
Организация рабочего места сварщика включает в себя контроль за безопасностью. Именно поэтому специалисты рекомендуют использовать во время сварки специальные несгораемые экраны. Для создания мелких изделий рабочее место должно иметь вид кабины с открытым верхом.
Если процесс сварки проходит в среде с защитными газами, то в этом случае стенная обшивка должна не доставать до пола на уровне тридцати сантиметров. При этом высота самого стенного экрана должна быть не меньше двух метров.
Обратите внимание на то, что обшивать светозащитный экран и стены самой кабины следует несгораемыми материалами.
Организация рабочего места сварщика будет считаться правильной в том случае, если площадь помещения составляет более 4,5 метров квадратных. При этом сюда должно с легкостью помещаться сварочное оборудование, а также сборочные единицы и другие сварочные детали.
Если рабочий использует машину для плазменной резки, то для нее нужно сделать сплошное ограждение, высота которого составляет минимум 2,2 метра. Обязательно использовать несгораемые материалы.
Организация рабочего места сварщика зависит от многих факторов. В одной кабине разрешено устанавливать несколько сварочных аппаратов. Но в этом случае само помещение обязательно должно быть разделено светозащитными экранами. Специалисты рекомендуют использовать сварочные шторы. Это очень безопасный, надежный и недорогой материал.
Постоянные и временные рабочие места
Организация рабочего места сварщика ручной дуговой сварки зависит от самого типа работ. Если это постоянное или стационарное место, то в этом случае сварка производится в специальных мастерских или же в цехах. Рабочий аппарат устанавливается в полностью закрытом, хорошо вентилируемом помещении. Специалисты рекомендуют установить бетонный пол для максимальной безопасности.
А вот временное рабочее место применяется для сварки непосредственно на самом объекте. В этом случае на рабочем месте должно присутствовать и вспомогательное оборудование. Обязательно наличие огнетушителей, песка, ведра и других материалов для тушения пожара.
В этом случае на рабочем месте должно присутствовать и вспомогательное оборудование. Обязательно наличие огнетушителей, песка, ведра и других материалов для тушения пожара.
Несколько слов о сварочных шторах
Организация труда и рабочего места сварщика подразумевает, в первую очередь, проведение безопасных работ, и только потом эффективность производства. Для создания правильных рабочих условий очень удобно использовать сварочные шторы. Они имеют множество преимуществ перед другими материалами:
- надежно защищают от ультрафиолетового излучения, при этом обеспечивая хорошую видимость в самой сварочной кабине;
- отлично защищают от брызг и искр, обеспечивая отличную защиту от пожаров;
- предотвращают плохое воздействие потоков воздуха на процесс проведения сварочных работ;
- улучшают работу вытяжки;
- очень просты и удобны в использовании;
- сравнительно недорогой материал.
Организация правильной вентиляции
Безопасная организация труда на рабочем месте сварщика зависит от многих факторов.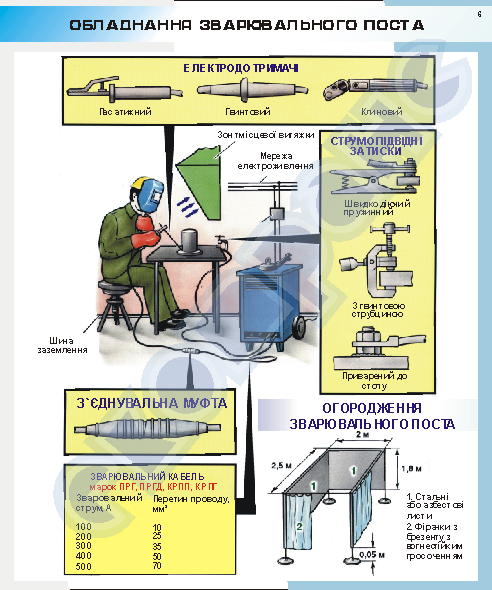 Не исключением является и установка правильной системы вентиляции.
Не исключением является и установка правильной системы вентиляции.
Обязательно устанавливается вытяжная вентиляция двух типов: местная и общеобменная. Местное оборудование должно быть установлено возле каждого рабочего места в том случае, если имеется выделение вредных для человеческого организма веществ. При этом каждая вытяжная система должна быть оборудована надежным фильтром для очистки воздуха от вредных выбросов.
Шлем – обязательное условие проведения сварочных работ
Такое изделие применяется для защиты лица и глаз рабочего от вредного воздействия лучей, а также от искр и брызг. Такие шлемы изготавливают из черной матовой фибры или из особо обработанной фанеры. Максимальный вес шлема или маски должен составлять не более 0,6 кг. Обратите внимание на то, что использовать можно только изделие со специальным надежным светофильтром. Использовать обычные цветные стекла запрещено, так как имеется очень большой риск повредить глаза невидимыми лучами сварочной дуги.
Электродержатели
Очень важно изучить требования к организации рабочего места сварщика. Они были придуманы не просто так. Самое важное на рабочем месте – это соблюдение правил безопасности.
Одним из элементов, применяемых для сварочных работ, является электродержатель. Его используют для закрепления электрода, а также для подачи к нему тока во время ручного электродугового сварочного процесса.
Каждый электродержатель должен иметь надежную конструкцию. Токоведущие части должны быть хорошо изолированными от рук сварщика и от самого свариваемого изделия.
При этом рукоятка должна выдерживать в течение одной минуты испытательное напряжение 1500 вольт при частоте 50 Гц.
При этом максимальная температура рабочей поверхности рукоятки не должна быть больше пятидесяти градусов по Цельсию. Ну и, конечно, каждое изделие должно обладать достаточной механической прочностью.
Подготовка к работе
Типовой проект организации рабочего места сварщика имеет в себе информацию об организации правильного рабочего процесса. Перед началом работы выполните перечисленные ниже действия:
Перед началом работы выполните перечисленные ниже действия:
- Следует убрать все лишние предметы с рабочего места, освободив при этом проходы к электрооборудованию, а также инструментам, предназначенным для тушения пожаров.
- Перед началом работы позаботьтесь о состоянии полов. Они должны быть чистыми, сухими и не скользкими.
- Организация рабочего места сварщика полуавтоматической сварки должна включать в себя проверку исправности рабочего оборудования, а также наличие и исправность заземления.
- Все сварочные провода нужно разместить таким образом, чтобы они касались влажных мест, не подвергались влиянию высоких температур и механическим воздействиям.
- Около рабочего места не должны находиться горючие материалы и пожароопасные вещества. Минимальный радиус для такого соседства должен составлять пять метров.
Организация рабочего места сварщика (ГОСТ 12.3.003-86)
Правила организации рабочего места сообщают о том, что каждый рабочий должен контролировать:
- работают ли подъемные механизмы;
- насколько хорошо освещено рабочее место;
- планировку предстоящей работы, это делается заранее с целью подготовки необходимых инструментов;
- исправность переносного рабочего светильника;
- состояние рабочей вентиляционной системы.


Организация рабочего места сварщика по 5С
5С – это усовершенствованная технология управления, с которой начинается само производство и без которой существовать оно не может. Аббревиатура «5С» расшифровывается пятью словами, начинающимися на букву «С». А именно:
- Сортировка — правильное разделение всех вещей на нужные и ненужные и своевременная утилизация последних.
- Соблюдение порядка — правильная организация расположения необходимых веществ, позволяющая очень быстро их найти.
- Содержание в чистоте — постоянный контроль за порядком на рабочем месте.
- Стандартизация — постоянное и четкое выполнение трех предыдущих пунктов.
- Совершенствование — поддержание, укрепление и улучшение полученных ранее результатов.
Главные цели 5С
Благодаря данной технологии на производстве сварочный процесс проходит намного продуктивнее, так как главными целями 5С являются:
- обеспечение чистоты и порядка на рабочем месте сварщика;
- значительная экономия времени, которая главным образом достигается благодаря тому, что все нужные инструменты лежат на правильных и легкодоступных для сварщика местах;
- повышение уровня безопасности и сокращение количества несчастных случаев;
- значительное улучшение качества продукции и одновременное снижение количества дефектов;
- создание комфортной и стабильной эмоциональной атмосферы, формирование стимула производить работу;
- максимальное повышение производительности труда.
Выводы
Процесс сварки – это очень эффективный, но в то же время не безопасный процесс. Для того чтобы оградить себя от травмирования, нужно соблюдать правила безопасности и правильно организовывать свое рабочее место. Только в этом случае производство будет на высшем уровне, а количество несчастных случаев сведется к минимуму. Берегите себя, лучше уделить немного времени чистоте и порядку на рабочем месте, чем оказаться в больнице с серьезными последствиями.
Организация рабочего места сварщика — Энциклопедия по машиностроению XXL
При монтаже тепломеханического оборудования большое значение имеет также правильная организация рабочего места сварщика, основанная на следующих основных положениях. [c.272]При ручной сварке в производственных условиях дуга у сварщика горит не беспрерывно, а обрывается при смене электрода, очистке шва, перемещении для выполнения других работ и т. д. Следовательно, дуга в течение часа работы сварщика горит не полный час. Число, показывающее, какую часть времени горит у сварщика дуга по отношению ко всему рабочему времени, называется коэффициентом использования сварочного поста. Этот коэффициент изменяется в зависимости от условий работы и организации рабочего места сварщика. Он всегда меньше единицы и колеблется от 0,4 до 0,9.
[c.247]
Число, показывающее, какую часть времени горит у сварщика дуга по отношению ко всему рабочему времени, называется коэффициентом использования сварочного поста. Этот коэффициент изменяется в зависимости от условий работы и организации рабочего места сварщика. Он всегда меньше единицы и колеблется от 0,4 до 0,9.
[c.247]
Организации рабочего места сварщика отводится важная роль в повыщении производительности труда и обеспечении высокого качества выполняемых работ. При организации рабочего места сварщика необходимо учитывать специфику и характер выполняемой работы.
Важную роль в обеспечении высокой производительности труда имеет правильная организация рабочего места сварщика. Рабочее место должно быть обеспечено исправным оборудованием, инструментами и необходимыми материалами. До начала работы сварщик должен получить наряд на выполняемую работу с указанием расценки, карту технологического процесса и необходимое количество сварочных материалов (электродов, сварочной проволоки, защитных газов, флюсов и т. п., в зависимости от вида сварки).
[c.291]
п., в зависимости от вида сварки).
[c.291]
Отсутствие стационарного рабочего места на строительномонтажной площадке значительно усложняет работу сварщиков. На сварочных участках удается улучшить организацию рабочего места сварщика. Как правило, на сварочных участках применяются передвижные сварочные установки, комплектуемые в зависимости от назначения источниками питания дуги [c.245]
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СВАРЩИКА [c.251]
Организация рабочего места сварщика [c.91]
От организации рабочего места сварщика зависит производительность труда и качество сварки деталей. На рабочем месте сварщика должны быть предусмотрены стеллажи (столы) для собранных под сварку и готовых сварных узлов (для деталей небольшого размера). Для закрепления, поддержки и подачи в зону сварки крупногабаритных деталей необходимо использовать соответствующие приспособления и устройства, не требующие большой затраты мускульной силы сварщика и не утомляющие его. [c.138]
[c.138]
Рациональную организацию рабочих мест сварщиков и обк-печение необходимыми приспособлениями. [c.244]
Рациональная организация рабочего места газорезчика включает ряд положений, общих с организацией рабочего места сварщика, но имеются и различия. Так, при ручной резке для сокра-ш,ения потерь рабочего времени на уборку вырезанных заготовок и отходов необходимо на каждом рабочем месте иметь два—три отдельных стеллажа (стола) или один стеллаж достаточных размеров для укладки двух — трех листов, имея также в виду, что перед резкой обычно производится разметка. [c.260]
В брошюре приведены свойства пластмасс и указано их влияние на свариваемость. Описаны существующие способы сварки пластмасс, в частности газовым теплоносителем, сварочное оборудование, применяемое при газовой сварке, и организация рабочего места сварщика. Приведены способы подготовки швов под сварку. [c.2]
АППАРАТУРА ДЛЯ СВАРКИ ПЛАСТМАСС ГАЗОВЫМ ТЕПЛОНОСИТЕЛЕМ И ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СВАРЩИКА [c.
 27]
27]Размер партии. Наладка машины сварщиком или наладчиком. Порядок выдачи наряда, задания, инструмента, приспособлений, материалов и т. д. Порядок приёмки, сварных узлов. Организация рабочего места [c.473]
В отличие от промышленных предприятий отсутствие стационарного рабочего места на строительно-монтажной площадке значительно усложняет работу сварщиков. При организации трудового процесса необходимо предусматривать, чтобы каждый сварщик, выполняя соответствующую его разряду работу, был загружен ею полностью и регулярно в течение всей смены. На рабочих местах сварщиков следует создавать условия для высокопроизводительного качественного труда. Рабочие места должны предусматривать полную безопасность работающих и необходимые санитарно-гигиенические условия труда. С одного рабочего места на другое рабочие должны переходить как можно реже. Планировка рабочего места должна обеспечивать удобное положение сварщика во время работы. На рабочем месте должны быть размещены необходимые приспособления, инструменты, материалы таким образом, чтобы не вызывать лишних движений сварщика и обеспечивать свободное выполнение приемов сварки.
Расстанавливать сварщиков по рабочим местам и участкам следует индивидуально, с учетом их квалификации, объема и сложности работ, чтобы обеспечить полную загрузку в течение рабочей смены и высокое качество работ. От правильной организации рабочего места в значительной степени зависит производительность труда сварщика и качество сварных соединений. Сварочную аппаратуру следует располагать таким образом, чтобы сварщик мог выполнять работу на возможно большей площади без перестановки оборудования. [c.257]
Производительность труда таких установок в очень большой степени зависит от правильной организации рабочего места и квалификации сварщика. [c.412]
Принцип организации работы стык к сварщику предусматривает не только вращательное движение свариваемой секции, но и поступательное ее перемещение к месту сварки. Рабочее место сварщика при этом неподвижно и обычно размещается в закрытом помещении. [c.166]
[c.166]
Проект производства монтажных работ должен также содержать и учитывать требования техники безопасности технологическую последовательность операций и организацию рабочих мест, а также перечень всех необходимых приспособлений для безопасного производства работ (подмости, лестницы) решения, обеспечивающие правильную и безопасную организацию технологических процессов методы безопасной работы монтажников и сварщиков при установке крупных элементов расположение и зоны действия выбранных машин, с которыми предстоит работать монтажникам способы складирования колонн,
Правильная организация сварочных работ и хорошо оборудованное рабочее место сварщика повышают производительность труда и приучают сварщика к аккуратности, исполнительности и порядку. [c.700]
Организация рабочего места и труда сварщика должна (Обеспечивать максимальную производительность, высокое качество свар- [c.201]
Рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ, называется сварочным постом. Для организации газосварочного поста необходимы
[c.11]
Для организации газосварочного поста необходимы
[c.11]
Рабочее место сварщика (сварочный пост) должно быть оснащено всеми необходимыми техническими средствами, обеспечивающими наиболее полное использование сварочного оборудования и высокопроизводительную качественную работу сварщика при благоприятных условиях труда. Рабочее место сварщика в условиях строительно-.монтажного производства, кро.ме источника питания, должно быть оснащено электрическими кабелями, различным инструментом, приспособлениями и оснасткой. В настоящее время в различных отраслях народного хозяйства находят широкое применение типовые проекты организации труда на рабочих местах, в которые типовая организация рабочих мест входит составной частью. [c.65]
ОРГАНИЗАЦИЯ ТРУДА И РАБОЧЕГО МЕСТА СВАРЩИКА-АВТОМАТЧИКА [c.325]
Организация рабочего места. Рабочее место сварщика должно удовлетворять условиям удобной и безопасной работы.
[c.
Организация рабочего места и труда сварщика. В сварочном цехе рабочие посты размещаются на стеллажах или у кондукторов, кантователей и других приспособлений. [c.346]
При ручной электродуговой сварке большое влияние на утомляемость сварщика оказывает положение его тела. Положение тела зависит в основном от организации рабочего места. Частично на положение тела сварщика оказывает влияние конструкция свариваемого изделия. [c.244]
Рабочее место электросварщика. Производительность труда электросварщика и повышение качества сварки зависят от условий, в которых производятся сварочные работы, т. е. от правильности организации рабочего места сварщика (сварочного поста). Рабочее место сварщика может быть расположено непосредственно у свариваемого изделия (больщих размеров) или в специальной кабине. Непосредственно у свариваемого изделия организуют, как правило, передвижное рабочее место (сварочный пост), огражденное переносными рабочими щитами.
Важную роль в обеспечеики высокой производительности труда имеет правильная организация рабочего места сварщика. Рабочее место долж ю быть обеспечено исправным оборз дованием, инструментом и необходимыми качественными материалами. До начала работы сварщик должен получить наряд на выполняемую работу с указанием расценки, карту технологического процесса и необходимое количество сварочных материалов (электродов, сварочной проволоки, защитных газов, флюсов и т. п., в зависимости от вида сварки). Сварщик также должен,быть обеспечен необходимым вспомогательным оборудование1М (вращателями, кантователями). [c.274]
Электрическая сварочная цепь. На процесс ручной дуговой сварки существенное влияние оказывают протяженность и состояние электрической сварочной цепи (рис.
При проектировании и организации трудового процесса необходимо, чтобы каждый сварщик, выполняя соответствующую присвоенному ему разряду работу, был загружен ею полностью и равномерно в течение всей смены. Для выполнения работ, удельная трудоемкость которых по сварке в сравнении с трудо- емкостью всего комплекса работ невелика (например, прихватка), следует. привлекать монтажников, имеющих вторую про—фессию сварщика. При проектировании и организации рабочих мест необходимо создавать условия для безопасного, высококачественного и высокопроизводительного труда сварщиков. [c.246]
Организация рабочего места и труда сварщика. В сварочном цехе рабочие посты размещаются на стеллажах или у кондукторов, кантователей и других приспособлений. Сварщик снабжается всеми необходимыми инструментами и за ним закрепляется (постоянно или временно) сваро Т1ая аппаратура. Сварщику отводится постоянное место, оборудованное шкафом или ящиком для хранения кабеля, инструмента, мелких приспособлений, чертежей и технологических карт. [c.334]
[c.334]
Один из примеров организации рабочего места полуавтоматической дуговой сварки под флюсом кольцевых швов обечаек в мелкосерийном производстве представлен на фиг. 57. На этом рабочем месте подлежащая сварке обечайка 2 предварительно устанавливается в кантователь на планшайбу 1 диаметром около 1 м и зажимается перемещаемой по направляющей трубе 5 траверсой 3 с упорной крестовиной 4. Для осуществления требуемого при сварке в лодочку наклона кантователя его поворачивают вокруг оси 6 и посредством рейки 7 с отверстиями для штыря устанавливают наклон обечайки в удобное для сварки положение. В процессе сварки планшайба кантователя приводится во вращение фрикционным роликом 9 на свободном конце вала электродвигателя 8. Бункер 11 с флюсом подвешен на тросе к блоку 16 на поворотной консоли 13 и посредством барабана 10 с ручным приводом может перемещаться в вертикальном направлении. Для горизонтального перемещения бункера с флюсом предусмотрен барабан 12 с ручным приводом. Этим барабаном посредством троса 14 и ролика 15 блок 16 перекатывается по стреле поворотной консоли 13. К находящемуся у сварщика 21 электрододержа-телю 17 полуавтомата типа ПШ-5 подведены шланг 18 лля подачи флюса и шланг 19 для подачи электродной проволоки. Излишки флюса собираются в поддон 20.
[c.255]
Этим барабаном посредством троса 14 и ролика 15 блок 16 перекатывается по стреле поворотной консоли 13. К находящемуся у сварщика 21 электрододержа-телю 17 полуавтомата типа ПШ-5 подведены шланг 18 лля подачи флюса и шланг 19 для подачи электродной проволоки. Излишки флюса собираются в поддон 20.
[c.255]
Оборудование рабочего места сварщика — Энциклопедия по машиностроению XXL
Элементами оборудования рабочего места сварщика являются 1) рабочий стол, 2) щиты, 3) кабина, 4) инструмент, 5) защитные приспособления, 6) вспомогательное оборудование, 7) сборочно-сварочные приспособления. [c.313]Оборудование рабочего места сварщика [c.409]
Удобство управления установкой является одним из важнейших условий, влияющих на производительность и качество сварки. Необходимо заботиться об оборудовании рабочего места сварщика, о доступности органов управления для обслуживания и о том, чтобы сварщик во время работы находился в удобном положении. [c.213]
[c.213]
Правильная организация сварочных работ и хорошо оборудованное рабочее место сварщика повышают производительность труда и приучают сварщика к аккуратности, исполнительности и порядку. [c.700]
К оборудованию рабочего места сварщика относятся 1) рабочий стол 2) щиты и кабины для защиты окружающих от лучей сварочной дуги 3) приспособления для защиты сварщика от лучей сварочной дуги и брызг расплавленного металла. 4) инструменты 5) сборочносварочные приспособления. [c.700]
При выполнении электросварочных работ все оборудование, находящееся иод напряжением, должно быть надежно заземлено. Для защиты сварщиков от ультрафиолетовых и тепловых излучений на рабочем месте должны быть защитные маски со светофильтрами, рукавицы и фартуки из несгораемой ткани. Защита окружающих от ультрафиолетовых излучений обеспечивается установкой на рабочем месте сварщика специальной кабины. [c.166]
[c.166]
При монтаже тепломеханического оборудования большое значение имеет также правильная организация рабочего места сварщика, основанная на следующих основных положениях. [c.272]
Оборудование рабочего места для ручной сварки состоит из сварочного аппарата постоянного или переменного тока, сварочного стола, стеллажа, предохранительного щитка, электрододержателя, защитной одежды и различных сборочно-сварочных приспособлений. Рабочий пост сварщика находится в изолированной кабине, снабженной приточно-вытяжной вентиляцией. [c.468]
Важную роль в обеспечении высокой производительности труда имеет правильная организация рабочего места сварщика. Рабочее место должно быть обеспечено исправным оборудованием, инструментами и необходимыми материалами. До начала работы сварщик должен получить наряд на выполняемую работу с указанием расценки, карту технологического процесса и необходимое количество сварочных материалов (электродов, сварочной проволоки, защитных газов, флюсов и т. п., в зависимости от вида сварки).
[c.291]
п., в зависимости от вида сварки).
[c.291]
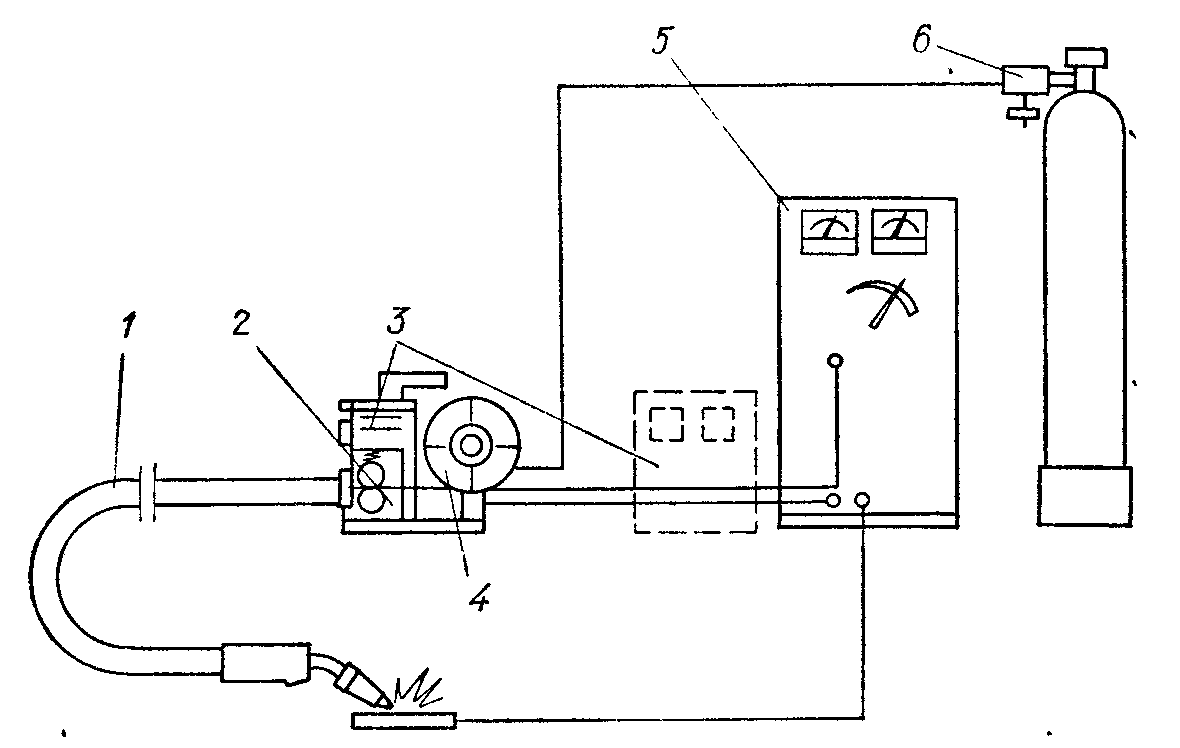
Сварочное оборудование может легко передвигаться, что дает возможность обслуживать шланговым полуавтоматом достаточно большие производственные площади. В некоторых случаях оказывается удобным подвешивание подающего механизма полуавтомата над рабочим местом сварщика. Для этого у механизма имеется крючок 6. [c.191]
Недостатками стенда являются наличие торцового вращателя, который создает некоторые неудобства при сборке секций (торец собранной секции должен быть на уровне планшайбы вращателя) появление в результате вращения торцовым вращателем собранной секции угловых деформаций ( скручивания ) трубы низкий уровень механизации выполняемых а стенде работ (механизирована только сварка) большой удельный вес вспомогательных операций при сварке (закрепление вращателя, переходы сварщика от стыка к стыку, перемещение сварочного оборудования и т. д.) зависимость выполнения сва- рочных работ от климатических условий, так как рабочее. место сварщика не защищено от ветра, дождя.
[c.168]
место сварщика не защищено от ветра, дождя.
[c.168]
Необходимость обеспечения дистанционного управления процессом сварки с рабочего места относится главным образом к ручной сварке, так как оборудование для механизированной сварки изготовляется с учетом этого требования. На строительно-монтажной площадке рабочее место сварщика почти всегда размещается на расстоянии в несколько десятков метров от источника питания сварочной дуги. При этом сварка обычно выполняется на значительной высоте от земли, а источники пита- [c.254]
Площадь отдельного рабочего места сварщика должна быть ие не менее 10 м . При этом свободной от оборудования и материалов должна быть площадь не менее 5 на каждый сварочный пост. [c.634]
Сварочный пост — это рабочее место сварщика, оснащенное комплектом технологически связанного между собой оборудования, необходимыми приспособлениями и инструментом. Сварочные посты могут быть стационарными или передвижными.
[c.151]
Сварочные посты могут быть стационарными или передвижными.
[c.151]
К чисто организационным мероприятиям повышения производительности труда сварщиков относятся своевременное обеспечение сварщиков исправным, подключенным к сети сварочным оборудованием, сварочными материалами (электродами, защитным газом), сварочным инструментом, шлангами, кабелем, спецодеждой, средствами индивидуальной защиты предоставление сварщику оборудованного рабочего места и обеспечение безопасных подходов к нему своевременное предоставление сварщику подготовленных для сварки деталей, конструкций и технологической документации (Инструктивных указаний) по технологии сварки обеспечение сварщика необходимыми производственно-бытовыми условиями. [c.249]
Рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ, называется сварочным постом. [c.11]
Рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ, называется сварочным постом. Для организации газосварочного поста необходимы [c.11]
Рабочее место сварщика (сварочный пост) должно быть оснащено всеми необходимыми техническими средствами, обеспечивающими наиболее полное использование сварочного оборудования и высокопроизводительную качественную работу сварщика при благоприятных условиях труда. Рабочее место сварщика в условиях строительно-.монтажного производства, кро.ме источника питания, должно быть оснащено электрическими кабелями, различным инструментом, приспособлениями и оснасткой. В настоящее время в различных отраслях народного хозяйства находят широкое применение типовые проекты организации труда на рабочих местах, в которые типовая организация рабочих мест входит составной частью. [c.65]
Рабочее место сварщика на строительной площадке часто находится на большой высоте, поэтому главное внимание обращают на оборудование надежных подмостей и подходов (лестниц) к месту сварки с соответствующими ограждениями. При работе в зимних условиях сварщики, как и другие рабочие, должны быть снабжены теплой спецодеждой. Кроме того, им должна быть предоставлена возможность периодически обогреваться в специально оборудованных для этого помещениях вблизи места работы. [c.348]
Рабочее место сварщика с комплектом оборудования и аппаратуры называется сварочным постом. Последний может быть стационарным (фиг. 14) или передвижным. [c.39]
Сварочный пост-рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ. Сварочный пост укомплектован источником питания, электрическими проводами, электроде держа гелем, сборочно-сварочными приспособлениями и инструментом, щитком или маской. [c.22]
В брошюре приведены свойства пластмасс и указано их влияние на свариваемость. Описаны существующие способы сварки пластмасс, в частности газовым теплоносителем, сварочное оборудование, применяемое при газовой сварке, и организация рабочего места сварщика. Приведены способы подготовки швов под сварку. [c.2]
Время обслуживания рабочего места и перерывов зависит от интенсивности работы машины, стойкости инструмента и сложности оборудования, а также от условий труда, способствующих большей или меньшей утомляемости сварщика. [c.478]
К конструктивно-технологическим факторам системы управления качеством сварки относятся техническая документация, исходные материалы (основные и сварочные), сварочное оборудование, сборочная оснастка и инструмент, рабочее место (условия работы), квалификация сборщиков и сварщиков, сборка, процесс сварки, послесварочные операции, контроль качества сварных соединений. [c.216]
При ручной электродуговой сварке на рабочем месте устанавливается следующее оборудование стол сварщика, поворотный стул, стеллажи для деталей, шкаф для хранения электродов и инструмента, кантователь для установки деталей при сварке и необходимые подъемные устройства. [c.166]
Расстанавливать сварщиков по рабочим местам и участкам следует индивидуально, с учетом их квалификации, объема и сложности работ, чтобы обеспечить полную загрузку в течение рабочей смены и высокое качество работ. От правильной организации рабочего места в значительной степени зависит производительность труда сварщика и качество сварных соединений. Сварочную аппаратуру следует располагать таким образом, чтобы сварщик мог выполнять работу на возможно большей площади без перестановки оборудования. [c.257]
Организация обслуживания рабочих мест предусматривает выдачу наряда-задания перед началом работы инструктаж по технике безопасности на рабочем месте ознакомление сварщика и бригадира с чертежами, технической и учетной документацией, особенностями технологического процесса и требованиями к качеству сборки и сварки, с технологической оснасткой обеспечение постоянной исправности оборудования поддержание на рабочих местах безопасных условий труда, а также производственной дисциплины и культуры производства. [c.257]
Дуговая сварка. Правильное и рациональное размеще- ние рабочего места сварщика имеет большое значение в повышении безопасности сварочных работ, производительности труда и качества сварки. В целях защиты сварщиков, подсобных и вспомогательных рабочих от лучистой энергии, горящих поблизости сварочных дуг в постоянных местах сварки для каждого сварщика устраивают отдельные кабины площадью [(2х 2) (2 X 3) ] м (не считая площади, занятой оборудованием) и высотой 1,8—2 м. Для улучшения вентиляции стены кабины не доводят до пола на 15—20 см. Материалом стен кабин может служить тонкое железо, фанера, брезент, покрытые огнестойким составом, или другие огнестойкие материалы. Дверной проем, как правило, закрывается брезентовым занавесом на кольцах. Стены окрашивают в светлые матовые тона. [c.455]
Ввиду того, что процесс плазменной резки сопровождается высоким уровнем шума и га-зопылевьщелением, машины для резки должны эксплуатироваться только в специально оборудованных цеховых помещениях со звукопоглощающей облицовкой стен и потолка. Для защиты от высокочастотного шума в процессе плазменной резки рабочее место сварщика вынесено в специальную кабину управления. Машины должны оснащаться вытяжной вентиляцией, отсасывающей из-под листа в зоне резки продукты сгорания и испарения. Вентиляционная система должна предусматривать систему очистки от вредных выбросов озона, оксида азота, твердых частиц. Производительность вентиляции должна быть не менее [c.374]
Размещение сварочного оборудования должно обеспечивать безопасный и свободный к нему доступ. В помещениях для электросварочных установок должны быть предусмотрены достаточные по ширине проходы (не менее 0,8 м), обеспечивающие удобство и безопасность при сварочных работах. Сварочные установки, а также все вспомогательные приборы и аппараты к ним, устанавливаемые на открытом воздухе, должны быть в брызгопылезащитном испачнении. Над сварочными установками незащищенного исполнения, находящимися на открытом воздухе, должны быть сооружены навесы из несгораемых материалов, исключающие попадание осадков на рабочее место сварщика и сварочное оборудование. При отсутствии таких навесов электросварочные работы во время дождя или снегопада должны прекращаться. Продолжение работ после дождя или снегопада разрешает лицо, ответственное за безопасность работ. Электросварочные установки, расположенные над землей или перекрыти- [c.282]
Особый режим устанавливают при выполнении электро- и газосварочных работ, работ по электро- и кислородной резке металлов. Для защиты от разлетающихся искр и брызг расплавленного металла рабочее место сварщика необходимо ограждать металлическими, асбестовыми или брезентовыми (смоченными водой) ширмами. Сваривать овежеокрашенные конструкции запрещается. В местах производства сварочных и газорезательных работ нельзя хранить и применять огнеопасные материалы (бензин, керосин, ацетон, спирт). От места сварки до легковоспламеняющихся жидкостей и других горючих материалов должно быть расстояние не менее 30 м. Сварочные провода и рукава для газов нельзя прокладывать вместе. Запрещается выполнять оварку на расстоянии ближе 10 м от баллонов с горючими газами, газопроводов, ацетиленовых генераторов и иловых ям. Курить разрешается только в специально отведенных местах, оборудованных бачками с песком или урнами. [c.285]
Планировка элементов производства на каждом участке (или в пролете) сборочно-сварочных работ выполняется в соответствии с технологической последовательностью выполняемых операций. На оборочно-оварочных участках или в отделениях основным видом оборудования являются сварочные машины, источники питания сварочной дуги и вспомогательное сварочное оборудование. Установки для механизированной сварки составляют единое целое с рабочим сборочно-сварочным местом и поэтому вписываются в его габариты. Источники питания сварочной дуги (сварочные трансформаторы, выпрямители, преобразователи) следует располагать в промежутках между колоннами здания (вдоль продольной оси колонн), так как обычно эта площадь не бывает занята другим оборудованием. Вокруг оборудования должны быть оставлены проходы шириной около 0,5 м. Во избежание повреждения транспортируемыми сварными конструкциями источники питания должны ограждаться перилами высотой примерно 1 м. При недостаточной площади между колоннами однопостовые сварочные трансформаторы, выпрямители и преобразователи устанавливаются на балконах-мостиках, устраиваемых между колоннами здания на высоте не менее 3 м, причем вся регулирующая и пусковая аппаратура размещается внизу, у рабочего места сварщика. [c.250]
Над сварочными установками незахщсщенного исполнения, находящимися на открытом воздухе, должны быть сооружены навесы из несгораемых материалов, исключающие попадание осадков на рабочее место сварщика или на сварочное оборудование. [c.18]
Рабочее место сварщика должно быть оснащено исправным оборудованием, инструментом и обеспечено необходимыми материалами. Перед началом работы сварщику должен выдаваться наряд на выполняемую работу с указанием расценки. Сварщик должен своевременно получать карту технологического процесса, в которой подробно и ясно указывается порядок выполнения сварки, размеры швов и режимы сварки. На протяжении всего рабочего дня сварщик должен бесперебойно обеспечиваться работой. На рабочем месте сварщика должен быть запас электродов, электродной проволоки и флюсов при ручной и автоматической электродуговой сварке, а также присадочный металл и газы при газовой сварке. При сварке крупногабаритных изделий целесообразно применять специальные быстэодействующие кантователи и поворотные приспособления, дающие возможность производить сварку всех швов в нижнем положении. Применение таких приспособлений сокращает вспомогательное время на поворот изделий с помощью крана. [c.630]
При работе сварщика на строительной площадке, когда рабочее место сварщика находится на высоте, главное внимание обращают на оборудование надежных подмостей и подходов к месту сварки, а также на надежность крепежных ремней. При высоте до 12 м для размещения сварщика прпменяют специальные телескопические вышки. При работе в осеннее время, когда возможно наибольшее количество выпадения атмосферных осадков и появление значительной силы ветра, применяют специальные укрытия, обеспечивающие защиту мест сварки от атмосферных осадков и ветра. [c.535]
В Англии для сварш,и-ков, работающих в закрытых сосудах и закрытых помещениях, изготовляются приборы, подающие чистый воздух к рабочему месту сварщика. В продаже имеются различные вентиляционные установки, которые легко приспособить к разному сварочному оборудованию как при ручной, так и при автоматической сварке. [c.290]
Электромагнитные контакторы с ручным управлением более надежны в эксплуатации и дают возможность в нужный момент включить или отключить сварочные трансформаторы от силовой сети. Работают они со значительно меньшим шумом, чем контакторы с автоматическим управлением, которые при каждом самопроизвольном обрыве дуги между изделием и электродами выключают сварочное оборудование, что увеличивает шум на рабочем месте сварщика. Кроме того, автоматические контакторы требуют более тщательной регулировки и ухода, чем контакторы с ручным управлением. Схема включения трехполюсного электромагнитного контактора с ручным кнопочным управлением в силовую цепь напряжением 380/220 в показана на рис. 91. Вся система электромагнитного контактора работает следующим образом. При повороте выключателя 8 замыкается электрическая цепь вторичной обмотки понижающего вспомогательного трансформатора 9 и срабатывает промежуточный однополюсный контактор (реле) 10 низкого напряжения. Последний захмыкает цепь трехполюсного электромагнитного контактора И, который и включает сварочные трансформаторы / и 2 в силовую сеть. При повороте выключателя 8 в обратном направлении сварочные трансформаторы отключаются от силовой сети. Выключатель 8 расположен на рукоятке электрододержателя 12 и приводится в действие большим пальцем правой руки. На стационарных сварочных постах для удобства работы иногда выключатель 8 видоизмененной конструкции ставится на педали. [c.208]
Рабочее место сварш,ика должно занимать площадь не менее 4 м , расположение оборудования должно обеапечивать безопасность (работы. Газооварщик должен работать в рукавицах и спецодежде, защищающей от попадания на кожу брызг металла и шлака. Спецодежду (костюм из плотной материи и брезентовые рукавицы) выдают сварщику бесплатно по утвержденным нормам. Для защиты глаз сварщик должен работать в очках с защитными стеклами — по ГОСТ 9497—60 (табл. 32). [c.182]
При производстве электро- и газосварочных работ во избежание взрывов, ожогов, заболевания глаз необходимо выполнять следующие правила каждый сварщик должен иметь специальные защитные щиток, маску или очки с защитными стеклами сварщик должен работать в брезентовой спецодежде, а на руки надевать брезентовые рукавицы во время дождя и снегопада сварочные работы котельного оборудования на открытом воздухе запрещаюся, в некоторых случаях эти работы допускаются при устройстве над рабочим местом навеса при монтаже котлов и водоподогревателей сварка может выполняться при температуре не ниже —20 °С одновременная работа электросварщиков и газосварщиков в закрытых металлических сосудах (баках, барабанах и т. п.) запрещается при нахождении электросварщика на металле свариваемой конструкции или детали котельного оборудования последние должны быть надежно заземлены сваривать трубопроводы, находящиеся под давлением, запрещается. [c.259]
Труд сварщиков оплачивается на основе технически обоснованых норм выработки, определяющих количество продукции, которое, должно быть произведено рабочим в единицу времени при условии максимально возможного применения передового производственного опыта. Технически обоснованные нормы времени позволяют сварщику правильно и наиболее производительно использовать рабочее время и полностью загрузить сварочное оборудование. Применяя рациональные приемы сварки, рабочий имеет возможность 01е только выполнять, но и перевыполнять установленные нормы. Технически обоснованная норма времени на сварочные работы состоит из основного (машинного) времени сварки, подготовительно-заключительного, вспомогательного и времени, затрачиваемого на обслуживание рабочего места, на отдых и естественные надобности. [c.193]
1.2 Рабочее место сварщика. Технология изготовления сварной конструкции «Рама»
Похожие главы из других работ:
Автоматизация газотурбинной электростанции ГТЭС-72 Ватьеганского месторождения
3.3 Рабочее место оператора
Оборудование операторской станции управления технологических процессов и операторской станции системы пожаротушения (системные блоки компьютеров, мониторы…
Литье по выплавляемым моделям ювелирного производства
1.1 Рабочее место ювелира
Рабочее место ювелира — верстак в комплекте со стулом-креслом для сидения (приложение 1). Внешне верстак похож на обычный однотумбовый стол с сегментным вырезом (рабочей ячейкой) в верхней плите-крышке. Верстак состоит из каркаса…
Оборудование поста для ручной дуговой сварки, принадлежности и инструменты сварщика
Инструменты и принадлежности сварщика
К инструменту сварщика относятся: 1 Электрододержатель от которого зависит производительность и безопасность труда. Электрододержатель должен быть лёгким (ни более 0,5кг) и удобный в обращении…
Оборудование участка железной дороги устройствами КТСМ-02
2.2 Автоматизированное рабочее место аппаратуры КТСМ-02
…
Обработка металлов сваркой
2.3 Описание рабочего места сварщика
Рабочие места сварщика — это сварочный пост, который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении…
Организация основного и вспомогательного производств на деревообрабатывающих предприятиях
2.3 Расчет средней нормы площади на одно рабочее место
Среднюю норму площади на одно рабочее место определяют с учетом удельного веса различных групп мебели в общем объеме выпуска по формуле: , где Нi — норма площади на одно рабочее место соответствующей группы мебели…
Проект монтажа рентгенодиагностического комплекса на три рабочих места
2.3 Рабочее место специалиста
Рабочее место специалиста представляет собой комнату управления. В ней расположен пульт управления рентгенодиагностическим комплексом. Также в комнате управления допускается установка второго рентгенотелевизионного монитора…
Разработка технологического процесса изготовления детали «Ограничитель»
3.1 Рабочее место станочника широкого профиля
Рабочим местом станочника называется участок производственной площади цеха, на котором расположен станок с комплектом приспособлений, вспомогательного и режущего инструмента, технической документации и других предметов и материалов…
Расчет производственной программы мебельного производства
2.3 Расчет средней нормы площади на одно рабочее место
Нормы площади установлены на одно рабочее место по группам мебели: корпусная. Наборы корпусной мебели, «Мария», «Комфорт». Средняя норма площади на одно рабочее место определяют с учетом удельного веса групп мебели в общем объеме выпуска: (2.5…
Сварка кольцевого шва козырьком
1.2 Принадлежность и инструмент сварщика
Для зажатия электрода и подвода к нему сварочного тока служит электродо-держатель. Более совершенными являются электродо-держатели с пружинами. Размещено на http://www.allbest.ru/ Рис. 5 Типы электродо-держателей: а-с продольной пружиной…
Сварка конструкций: виды и режимы
Организация рабочего места сварщика
В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть расположено либо в специальной кабине, либо в цехе или непосредственно на сборочном объекте. Размеры кабины должны быть не менее 2×2 м2…
Технологическая последовательность обработки женского платья прилегающего силуэта
3.1 Рабочее место для выполнения ручных работ
Ручные работы бывают разные и выполняются в положении сидя или стоя, на столах соответствующих размеров. Рабочее место для выполнения ручных работ сидя должно быть, оборудовано столом, стулом и подставкой для ног…
Технологическая последовательность обработки женского платья прилегающего силуэта
3.2 Рабочее место для выполнения машинных работ
Для выполнения машинных работ требуется оборудованное рабочее место. Рабочее место для машинных работ состоит из промышленного стола с индивидуальным электроприводом, вмонтированной головкой швейной машины и винтового стула со спинкой…
Технологическая последовательность обработки женского платья прилегающего силуэта
3.3 Рабочее место для выполнения утюжильных работ
К основному оборудованию для влажно — тепловых работ относятся: утюжильный стол с утюгом, прессы, различных колодки и паровоздушные манекены. Оборудование для влажно — тепловых работ может иметь электрический, электропаровой и паровой нагрев…
Технология газовой сварки
1.Организация рабочего места сварщика
Рабочее место сварщика (сварочный пост) оборудуется всем необходимым для производства сварочных работ. На стационарном сварочном посту имеется: 1. Кислородный баллон с редуктором. 2. Ацетиленовый генератор. 3…
Организация рабочего места сварщика и оборудование сварочного поста
1. Государственное профессиональное образовательное учреждение «Печорский промышленно-экономический техникум» (ГПОУ «ППЭТ»)
ПИСЬМЕННАЯ ЭКЗАМЕНАЦИОННАЯРАБОТА
Организация рабочего места сварщика и
оборудование сварочного поста
2. Письменная экзаменационная работа представлена следующими разделами:
Основные виды сварочных постов.Трансформаторы.
Регулирование сварочного тока
трансформатора.
Сварочные многопостовые системы.
Техника безопасности при обслуживании
сварочного оборудования
3. Основные виды сварочных постов
Сварочные трансформаторы незаменимы для ручной дуговой инекоторых видов промышленной сварки.
Это устройства, предназначенные для преобразования напряжения из
общегородской сети в оптимальное для сварочного аппарата.
Трансформатор для сварки понижает напряжение до напряжения
холостого хода и обеспечивает бесперебойную работу такого
аппарата.
4. Трансформаторы
Сила тока в сварочных трансформаторах может регулироватьсяизменением индуктивного сопротивления цепи (амплитудное
регулирование с нормальным или увеличенным магнитным
рассеянием) или с помощью тиристоров (фазное регулирование).
Схема сварочного
трансформатора с
подвижными
обмотками: 1 первичная обмотка, 2 вторичная, 3 стержневой
магнитопровод, 4 винтовой привод.
5. Регулирование сварочного тока трансформатора.
Многопостовые сварочные выпрямители постоянного тока могутприменяться для ручной и механизированной сварки. Многопостовые
выпрямители для ручной сварки с регулированием силы тока поста
балластными реостатами .
6. Сварочные многопостовые системы.
Сварочные посты располагаются в специальныхкабинах площадью не менее 2×2,5 м2 каждая.
Кабину отгораживают перегородками, а вход
закрывают занавесками, пропитанными
огнестойким составом. При сварке громоздких
деталей и крупногабаритных сварных конструкций
сварочные посты развертывают открыто в цехе, на
строительной площадке, на магистральной трассе.
При этом рабочее место по возможности
огораживают защитными щитами или ширмами.
6 Организация рабочего места сварщика.
Рабочим местом называется закрепленный за рабочими или бригадой рабочих участков производственной площади, которая оснащена оборудованием и инструментом в соответствии с требованиями технологического процесса, в данном случае сварки, а также требованиями техники безопасности.
В зависимости от типа рабочего места сварщика зависит и его организация, а также оснащенность его оборудованием и инструментом. Рабочие места сварщиков комплектуются:
а) стационарные рабочие места: сварочным оборудованием, устройствами для сварки и инструментом; приспособлениями для подачи и уборки деталей; приспособлениями для крепления или размещения деталей при сварке; устройствами для вентиляции, как правило, стационарными; кабиной сварщика;
б) нестационарные рабочие места; сварочным оборудованием, устройствами для сварки, инструментом; приспособлениями для крепления или размещения узлов или изделий при сварке; переносными устройствами для вентиляции зоны сварки; устройствами (переносными) для защиты зоны сварки от излучения дуги.
От правильной организации рабочего места сварщика, оснащенности его необходимым оборудованием, инструментом и приспособлениями, правильного размещения этого оборудования на рабочем месте зависит и эффективность его труда и производительность.
Основными элементами организации труда сварщиков на рабочих местах, от которых зависит наивысшая производительность труда и высокое качество, будут следующие:
а) своевременность получения задания;
б) наличие соответствующего оборудования, поддержание его в работоспособном состоянии и правильное его размещение;
в) своевременность доставки на рабочие места материалов, заготовок, деталей и др.;
г) высокая надежность оборудования и высокое качество материалов;
д) действенный контроль качества сварных соединений;
е) поддержание на рабочем месте надлежащего порядка.
6.1 Правила безопасного обращения с электросварочным оборудованием.
Электросварочные работы должны выполняться в соответствии с требованиями «Правил техники безопасности и производственной санитарии при электросварочных работах», утвержденных Минхиммашем СССР 08.07.85, и Правил пожарной безопасности электросварочное оборудование должно соответствовать требованиям ГОСТ 12.2.007.8 и ПУЭ. К электросварочным работам допускаются работники, не моложе 18 лет, прошедшие медицинский осмотр, специальную подготовку и проверку теоретических знаний и практических навыков, знаний инструкций по охране труда и имеющие квалификационное удостоверение с записью о допуске на выполнение этих работ, специальное обучение (пожарно-технический минимум) и ежегодную проверку знаний с получением специального удостоверения в соответствии с требованиями «Правил пожарной безопасности в Украине». порядок организации и проведения инструктажей, обучения и проверки знаний по пожарному минимуму установлен Типовым положением о специальном обучении, инструктаже и проверке знаний по вопросам пожарной безопасности на предприятиях и в учреждениях и организациях.
6.2 Техника зажигания дуги и расплавления электрода.
Зажигание дуги производят двумя способами: впритык и «спичкой» – путем касания электрода к изделию и отрыва его от изделия на расстояние 3-5 мм.
В момент касания напряжение в сварочной цепи равно нулю, а сила тока – максимальная. При отрыве электрода возникает электрическая дуга, а напряжение в цепи устанавливается в пределах 16-25 В. При замедлении отрыва электрода от изделия может произойти «примерзание», т.е. приварка его к изделию.
6.3 Техника ручной дуговой сварки.
Возбуждение дуги может быть осуществлено двумя приемами. Можно коснуться свариваемого изделия торцом электрода и затем отвести электрод от поверхности изделия на 3 — 4 мм, поддерживая горение, образовавшейся дуга. Можно также быстрым боковым движением коснуться свариваемого изделия и затем отвести электрод от поверхности изделия на такое же расстояние (по методу зажигания спички). Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приваривается к изделию
Учебный элемент. Наименование: Организация рабочего места электросварщика Профессия «Сварщик»
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Инвертор сварочный для аргоно-дуговой сварки DT-4220 ВНИМАНИЕ! ПЕРЕД ИСПОЛЬЗОВАНИЕМ СВАРОЧНОГО АППАРАТА ВНИМАТЕЛЬНО ОЗНАКОМЬТЕСЬ С ИНСТРУКЦИЕЙ ПО ЭКСПЛУАТАЦИИ И МЕРАМИ ПРЕДОСТОРОЖНОСТИ!
ПодробнееДЛЯ ДУГОВОЙ СВАРКИ ВД-131
ОАО электромашиностроительный завод «Фирма СЭЛМА» ВЫПРЯМИТЕЛИ ДЛЯ ДУГОВОЙ СВАРКИ ВД-131 и ВД-306М1 Паспорт г. Симферополь httр://www.selma.ua E-mail: [email protected] Отдел сбыта и маркетинга тел.
ПодробнееУП «ЭЛЕКТРОСВАРОЧНЫЕ РАБОТЫ»
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПУТЕЙ
ПодробнееМЕТОДИЧЕСКАЯ РАЗРАБОТКА
МИНИСТЕТСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БАШКОРТОСТАН ПРОФЕССИОНАЛЬНЫЙ ЛИЦЕЙ 128 МЕТОДИЧЕСКАЯ РАЗРАБОТКА ОТКРЫТОГО УРОКА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ ПО ТЕМЕ «СБОРКА И СВАРКА СТЫКОВЫХ СОЕДИНЕНИЙ БЕЗ РАЗДЕЛКИ
ПодробнееРПШ-Т, РПШЭ-Т, РПШЭО-IV
КАБЕЛИ И ПРОВОДА ШЛАНГОВЫЕ 03 ЭО,, М, Э, ЭМ, ЭМО, -Т, Э-Т, ЭО-IV ПРОВОДА С РЕЗИНОВОЙ ИЗОЛЯЦИЕЙ ДЛЯ РАДИО- И ЭЛЕКТРОУСТАНОВОК ТУ 16.К18-001-89 ТУ ВД 16.К18-001-89 Назначение: для присоединения установок
ПодробнееSIA RESANTA Riga, Andreja Saharova iela, 5/1, LV-1082, Latvia
12 SIA RESANTA Riga, Andreja Saharova iela, 5/1, LV-1082, Latvia 2 11 УВАЖАЕМЫЙ ПОКУПАТЕЛЬ! Фирма «Ресанта» выражает благодарность за Ваш выбор и гарантирует высокое качество, безупречное функционирование
ПодробнееУВАЖАЕМЫЙ ПОКУПАТЕЛЬ!
УВАЖАЕМЫЙ ПОКУПАТЕЛЬ! Фирма «Ресанта» выражает благодарность за Ваш выбор и гарантирует высокое качество, безупречное функционирование приобретенного Вами изделия марки «Ресанта», при соблюдении правил
Подробнее1. МЕРЫ БЕЗОПАСНОСТИ
2 3 1. МЕРЫ БЕЗОПАСНОСТИ Сварочные работы могут быть опасны как для самого сварщика, так и для людей, находящихся рядом в зоне сварки, при условии неправильного использования сварочного оборудования. Данный
Подробнее1. ОБЛАСТЬ ПРИМЕНЕНИЯ
МИНИСТЕРСТВО СВЯЗИ СОЮЗА ССР СПЕЦИАЛИЗИРОВАННОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО СТРОИТЕЛЬНОЙ ТЕХНИКИ СВЯЗИ УТВЕРЖДАЮ Зам. начальника ГРСС А. И. Польников «27» марта 1989 г. ТЕХНОЛОГИЧЕСКАЯ КАРТА НА
ПодробнееВДМ-6303С У3 ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ
ВДМ-6303С У3 ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Данное руководство по эксплуатации научит вас безопасному обращению с выпрямителем. Поэтому следует внимательно изучить настоящий
ПодробнееМетодическая разработка
Методическая разработка Практического занятия по профессиональному модулю ПМ 03. «Выполнение сварки и резки средней сложности деталей». Профессия: 23.01.08. Слесарь по ремонту строительных машин Тема урока
ПодробнееКСГузм, КСГЭузм, ККГузм, ККГЭузм
КСГузм, КСГЭузм, ККГузм, ККГЭузм КСГузм, КСГЭузм — кабель силовой гибкий, с медными жилами, с теплостойкой изоляцией, с заполнением из без галогенной не вулканизируемой не распространяющей горение резиновой
ПодробнееРАБОЧАЯ ПРОГРАММА УЧЕБНОЙ ПРАКТИКИ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «ТЮМЕНСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЕГАЗОВЫЙ УНИВЕРСИТЕТ»
ПодробнееТРАНСФОРМАТОРЫ СВАРОЧНЫЕ
ОКП 344183 346882 ТРАНСФОРМАТОРЫ СВАРОЧНЫЕ Марки: ТДМ-161У2, ТДМ-252У2, ТДМ-303У2, ТДМ-403У2, ТДМ-3У2, ТДМ 602У2. ПАСПОРТ 3441-001-12353442-04 ПС ВНИМАНИЕ! ТРАНСФОРМАТОР СВАРОЧНЫЙ НЕ ВКЛЮЧАТЬ До изучения
ПодробнееМЕТОДИЧЕСКАЯ РАЗРАБОТКА
Министерство образования и науки РФ Департамент образования администрации Владимирской области областное государственное образовательное учреждение начального профессионального образования
ПодробнееСДЕЛАТЬ ПРАВИЛЬНЫЙ ВЫБОР!
СДЕЛАТЬ ПРАВИЛЬНЫЙ ВЫБОР! Это специалист по сварочным работам, который осуществляет сварку различных изделий из металла (узлов металлоконструкций, трубопровода, деталей машин и механизмов и т.д.) Получается,
ПодробнееТРАНСФОРМАТОРЫ СВАРОЧНЫЕ
ОКП 344183 346882 ТРАНСФОРМАТОРЫ СВАРОЧНЫЕ Марки: -161У2, -252У2, -303У2, -3У2, -3У2, 2У2. ПАСПОРТ 3441-001-12353442-04 ПС г. Сафоново 2008 г. ВНИМАНИЕ! ТРАНСФОРМАТОР СВАРОЧНЫЙ НЕ ВКЛЮЧАТЬ До изучения
Подробнее2.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
1.НАЗНАЧЕНИЕ 1.1. Выпрямитель дуговой ВДМ 2х315, в дальнейшем именуемый «выпрямитель» предназначен для одновременного питания 2 постов ручной дуговой сварки и резки углеродистых, легированных и корозионностойких
ПодробнееИнструкция по эксплуатации
Инструкция по эксплуатации сварочных горелок mig/mag 1 ТЕХНИКА БЕЗОПАСНОСТИ 2 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 3 ПОРЯДОК РАБОТЫ 4 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ 1 ТЕХНИКА БЕЗОПАСНОСТИ Опасность поражения электрическим
ПодробнееI. Общие требования безопасности
ТИПОВАЯ ИНСТРУКЦИЯ 131 ПО ОХРАНЕ ТРУДА ДЛЯ ЭЛЕКТРОСВАРЩ ИКА РУЧНОЙ СВАРКИ (руководствоваться с учетом требований Инструкции по охране труда для работников всех профессий) I. Общие требования безопасности
Подробнее2.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
.НАЗНАЧЕНИЕ.Выпрямитель дуговой ВД-505ш У3, в дальнейшем именуемый «выпрямитель» предназначен для ручной дуговой сварки и резки углеродистых, легированных и корозионностойких сталей на постоянном токе
ПодробнееРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Полуавтомат сварочный DT-4116 DT-4120 DT-4125 Пожалуйста, (ОБЯЗАТЕЛЬНО) прочитайте и ознакомьтесь с пособием по эксплуатации перед использованием и следуйте всем его правилам
ПодробнееДЛЯ ДУГОВОЙ СВАРКИ ТДМ-315
ОАО электромашиностроительный завод «Фирма СЭЛМА» ТРАНСФОРМАТОРЫ ДЛЯ ДУГОВОЙ СВАРКИ ТДМ-315 и ТДМ-450 Паспорт г. Симферополь httр://www.selma.ua E-mail: [email protected] Отдел сбыта и маркетинга тел.
ПодробнееТРАНСФОРМАТОРЫ СВАРОЧНЫЕ
ОКП 344183 346882 ТРАНСФОРМАТОРЫ СВАРОЧНЫЕ Марки: -160У3, -205У3, -250У3, -315У3, -405У3, -505У3, -605У3. ПАСПОРТ 3441-011-12353442-08 ПС 2008 г. ВНИМАНИЕ! ТРАНСФОРМАТОР СВАРОЧНЫЙ НЕ ВКЛЮЧАТЬ! До изучения
ПодробнееТРАНСФОРМАТОРЫ СВАРОЧНЫЕ ТИПОВ
ЗАВОД СВАРОЧНОГО ОБОРУДОВАНИЯ ТРАНСФОРМАТОРЫ СВАРОЧНЫЕ ТИПОВ ТДМ-401 У2 ТДМ-402 У2 ПАСПОРТ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ УТСВ.672115.001 ПС ТРАНСФОРМАТОРЫ СВАРОЧНЫЕ ТДМ-401У2, ТДМ-402У2 допущены к производству,
Подробнеедосрочный ответ 2 балла 1
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 1 Укажите марку стали, которая сваривается без особых ограничений, независимо от толщины
ПодробнееПМ.01 ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ
ПМ.01 ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ 1.1. Область применения программы Рабочая программа профессионального модуля (далее программа) является частью образовательной программы среднего профессионального
ПодробнееМЕТОДИЧЕСКАЯ РАЗРАБОТКА
МИНИСТЕРСТВО ОБРАЗОВАНИЯ, НАУКИ И МОЛОДЁЖИ РЕСПУБЛИКИ КРЫМ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИЛЬНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ РЕСПУБЛИКИ КРЫМ «БАХЧИСАРАЙСКИЙ ТЕХНИКУМ СТРОИТЕЛЬСТВА И ТРАНСПОРТА» Рассмотрен
ПодробнееКОРОБКА СОЕДИНИТЕЛЬНАЯ СЕРИИ КС
ОКП 3148 КОРОБКА СОЕДИНИТЕЛЬНАЯ СЕРИИ КС Руководство по эксплуатации ООО «Дивногорский завод рудничной автоматики» Содержание Введение 2 1. Назначение и область применения 2 2. Технические характеристики
ПодробнееИзготовление боковых стен :37
Общая характерная особенность конструкций боковых стен кузовов пассажирских и грузовых вагонов заключается в использовании плоских или гофрированных листовых полотнищ, соединенных сваркой с элементами
ПодробнееАППАРАТЫ ПУСКОВЫЕ РУДНИЧНЫЕ ТИПА АПР
АППАРАТЫ ПУСКОВЫЕ РУДНИЧНЫЕ ТИПА АПР Руководство по эксплуатации 2 Содержание Введение 2 1. Назначение и область применения 2 2. Технические характеристики АПР 3 3. Устройство и принцип работы АПР 5 4.
ПодробнееВОПРОСЫ ДЛЯ ПОДГОТОВКИ К ЭКЗАМЕНУ
ВОПРОСЫ ДЛЯ ПОДГОТОВКИ К ЭКЗАМЕНУ по МДК.01.01. Подготовка металлов к сварке ПМ 01. Подготовительно-сварочные работы для обучающихся по профессии 15.01.05 Сварщик (электросварочные и газосварочные работы)
ПодробнееАППАРАТ ОСВЕТИТЕЛЬНЫЙ ШАХТНЫЙ АОШ
663090, Россия, Красноярский край, г. Дивногорск, ул. Верхний проезд, д. 16 т. (39144) 3-00-45, (391) 282-78-18, (913) 834-12-86, (923) 354-53-85 [email protected], [email protected], [email protected], www.dzra.ru
ПодробнееТРАНСФОРМАТОРЫ СВАРОЧНЫЕ
Общество с ограниченной ответственностью «Завод сварочного оборудования «КаВик» www.kavik.ru Россия 215500, Смоленская область, г. Сафоново, ул.октябрьская,д.90 E-mail: [email protected] ТРАНСФОРМАТОРЫ СВАРОЧНЫЕ
ПодробнееSL SERIE LUCE А SL SERIE LUCE
SL SERIE LUCE 40 63 А 42 SL SERIE LUCE SL LIGHT SERIES СОДЕРЖАНИЕ РАЗДЕЛА 44 Общие сведения 50 Компоненты шинопровода 52 Отводные блоки и коробки 53 Элементы крепления 55 Кабельные короба и аксессуары
ПодробнееСварочный цех как бизнес
Сварочный цех как бизнес Предлагаем индивидуальную разработку бизнес-планов Одна из главных задач бизнес-плана это построение цепочки действий и расчёт рисков, но также стоит отметить еще ряд преимуществ.
ПодробнееNASD — Безопасность дуговой сварки
Электродуговая сварка остается одним из наших самых полезных и экономящих время единицы торгового оборудования. Почти каждая ферма, ранчо и профессиональное училище Сельскохозяйственный цех оборудован одним или несколькими сварщиками, которые используются для изготовления, ремонта и / или образовательных программ. Большинство этих сварочных аппаратов, как правило, работают с трансформатором переменного / постоянного тока на 240 вольт. виды, использующие электричество в качестве источника энергии.Портативные сварочные аппараты относятся к типу с дизельным / бензиновым двигателем. Правильно установлен и используемый аппарат для дуговой сварки очень безопасен, но при неправильном использовании оператор может подвергнуться ряду опасностей, в том числе: токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током, радиация, шум и тепловой стресс. Любая из этих опасностей может вызвать травму или смерть. Следуя предложениям и рекомендациям в этой брошюре риски могут быть значительно сведены к минимуму.
Когда приобретая аппарат для дуговой сварки, вы можете быть уверены в надежности конструкции если устройство соответствует требованиям Национальной ассоциации производителей электроэнергии (NEMA) или стандарты безопасности для дуговой сварки как определяется Underwriters Laboratories (UL). Будь уверен, что сварщик, которого вы покупаете, имеет печать одобрения одного этих организаций.
Перед установкой аппарата для дуговой сварки необходимо определить, нынешняя электрическая система способна справиться с повышенным нагрузка, необходимая сварщику. Ваш местный поставщик электроэнергии или квалифицированный электрик может помочь вам определить это. Для вашей безопасности очень важно установить сварочный аппарат в соблюдение требований штата Аризона по охране труда и технике безопасности Регламенты администрации (AOSHA) и Национальная электротехническая Код (NEC) квалифицированным электриком.Неспособность сделать это может вызвать пожар, замыкание на землю или отказ оборудования. Следующие правила не являются полным списком, но являются особенно важными рекомендациями, которые следует придерживаться:
- рама или корпус сварщика должны быть должным образом заземлены.
- А выключатель или контроллер предохранительного типа должен быть расположен рядом с машиной (см. рисунок 1).
- сварщик или сварщики должны быть защищены предохранитель или автоматический выключатель на независимой цепи.
сварщик должен находиться в помещении с достаточной вентиляцией. В общем, при сварке металлов не считается. опасна, вентиляционная система, которая переместит минимум 2000 кубических футов воздуха в минуту (CFM) на одного сварщика — это удовлетворительно.Однако многие материалы считаются очень опасными и должны выполнять сварку только в хорошо проветриваемых помещениях, чтобы предотвратить накопление токсичных материалов или удаление возможного кислорода недостаток не только для оператора, но и для других в непосредственной окрестности. Такая вентиляция должна обеспечиваться вытяжной систему, расположенную как можно ближе к работе (см. рис. 2).При сварке или резке металлов с опасными покрытиями, такими как в качестве оцинкованного металла оператор должен использовать приточный воздух респиратор или респиратор, специально разработанный для фильтрации специфический металлический дым. Материалы, входящие в состав очень опасных категория — флюсы для сварочных стержней, покрытия или другие материалы. содержащие соединения фтора, цинк, свинец, бериллий, адмий, и ртуть.А также некоторые чистящие и обезжиривающие составы. поскольку металлы, которыми они были очищены, также опасны. Всегда перед сваркой или резкой соблюдайте меры предосторожности производителя. при наличии этих материалов.
дуговой сварочный аппарат способен создавать температуры, превышающие 10000 градусов по Фаренгейту, поэтому важно, чтобы на рабочем месте быть пожаробезопасным.Этого можно добиться, используя металлические листы. или огнестойкие шторы в качестве противопожарных преград. Пол должен быть бетоном или другим огнестойким материалом. Трещины в пол следует залить, чтобы предотвратить искры и горячий металл. вход. Если работа не может быть перенесена в пожаробезопасное место, тогда зона должна быть безопасной, удалив или защитив горючие материалы. от источников возгорания.В определенных сварочных ситуациях это может необходимо попросить кого-нибудь присмотреть за пожарами, которые могут незамеченными, пока сварщик не закончит работу.
Подходит оборудование для пожаротушения, такое как ведра с песком или сухой химический огнетушитель типа ABC должен быть легко имеется в наличии. Огнетушитель должен быть достаточно большим, чтобы ситуация с размером 10 #, подходящим для большинства ферм и школ магазины.
Очень важно, чтобы оператор и помощники были правильно одеты. и защищен от тепла, ультрафиолетовых лучей и искр, производится дуговой сваркой (см. рисунок 3). Для защиты тела пара огнестойких комбинезонов с длинными рукавами без манжет хороший выбор. Всегда избегайте одежды со слезами, заедами, разрывами, или потертости, так как они легко воспламеняются от искры.Рукава воротники должны быть застегнуты. Руки следует беречь в кожаных перчатках. Пара высоких кожаных туфель, желательно защитная обувь, это хорошая защита для ног. Если надеты полуботинки, щиколотки должны быть защищены огнестойкой леггинсы. Глаза следует защищать прозрачными очками, если в противном случае человек носит очки по рецепту или защитные очки.Сварочный шлем или щиток для рук с фильтрующей пластиной и крышкой пластина обязательна для защиты глаз от вредных лучей дуги. Пластина фильтра должна иметь оттенок не менее 10 для общая сварка до 200 ампер. Однако некоторые операции такие как углеродно-дуговая сварка и сварочные работы на высоких токах требуются более темные оттенки. Никогда не используйте шлем, если фильтрующая пластина или крышка линзы треснула или сломана.Огнестойкая тюбетейка для защиты волос и головы, а также средств защиты слуха в рекомендуется шумная обстановка.
Пластик одноразовые зажигалки очень опасны в жару и пламя. Очень важно, чтобы их не пронесли карманы при сварке. Всегда обеспечивайте защиту посторонним или другим рабочим путем сварки внутри должным образом экранированной области, если возможно.Если вы не можете работать в закрытом помещении, тогда защита для окружающих должна обеспечиваться переносным экраном или щитом, или их защитными очками.
Это Важно, чтобы каждый, кто работает со сварочным аппаратом, был проинструктирован о безопасном использовании квалифицированным преподавателем или сварщиком.
Потому что из-за их потенциально взрывоопасной природы, мы настоятельно рекомендуем запрещается выполнять сварку, резку или огневые работы на бывших в употреблении бочки, бочки, цистерны или другие емкости при любых обстоятельствах.
Если возможно, свариваемые работы должны быть размещены на поверхности из огнеупорного кирпича на удобной высоте. Сварка никогда не должна выполняться напрямую на бетонном полу. Тепло от дуги может вызвать выделение пара. скопление на полу, которое может вызвать взрыв. В кабели сварочного аппарата следует располагать так, чтобы искры и на них не упадет металл.Их также следует держать свободными смазки и масла и расположены там, где они не будут двигаться над.
Электрический сварщики могут убить электрическим током. Если сварочная операция должен выполняться на стали или другом проводящем материале изолирующим мат должен использоваться под оператором. Если зона сварки мокрый или влажный, или оператор сильно потеет, тогда он / она следует надевать резиновые перчатки под сварочные перчатки.
Это проще и безопаснее установить дугу на чистой поверхности, чем грязный или ржавый. Поэтому металл всегда нужно тщательно очистить проволочной щеткой или другим способом перед сваркой. При скалывании шлака или чистке проволочной щеткой готового валика оператор всегда должен защищать свои глаза и тело от летучих шлаков и стружки.Неиспользованные электроды и электрод окурки не следует оставлять на полу, так как они создают скольжение опасность. С горячим металлом следует обращаться с металлическими щипцами или плоскогубцами. Закалку горячего металла в воде следует производить осторожно. чтобы предотвратить болезненные ожоги выходящим паром. Любой металл оставить остыть, следует тщательно пометить как «HOT» с помощью мыльного камня. Когда сварка закончена на день или приостановлена на любой время, в течение которого электроды следует извлекать из держателя.Держатель следует разместить так, чтобы исключить случайный контакт. происходят, и сварщик должен быть отключен от источника питания источник.
- Всегда работать в открытом, хорошо проветриваемом помещении или вентилировать двигатель вытяжка прямо на улице.
- Никогда заправляйте двигатель во время работы или при наличии открытого пламя.
- Протрите Немедленно залейте пролитое топливо и дождитесь, пока пары разойдутся перед запуском двигателя. * Никогда не снимайте давление в радиаторе. крышка от двигателей с жидкостным охлаждением, пока они горячие, чтобы предотвратить ошпарить себя.
- Стоп двигатель перед выполнением любого обслуживания или неисправности стрельба.Систему зажигания следует отключить во избежание случайный запуск двигателя.
- Сохранить все ограждения и щиты на месте.
- Сохранить руки, волосы и одежду подальше от движущихся частей.
зона сварки всегда должна быть оборудована противопожарным покрытием и хорошо укомплектованная аптечка.Желательно, чтобы один человек пройти обучение оказанию первой помощи при лечении легких травм, которые могут происходить. Все травмы, какими бы незначительными они ни казались, могут стать более серьезные, если не лечить должным образом обученным медицинским персоналом.
- Be убедитесь, что сварочный аппарат правильно установлен и заземлен.
- Никогда сваривать без соответствующей вентиляции.
- Взять надлежащие меры предосторожности для предотвращения возгорания.
- Защитить все ваше тело в огнеупорной одежде, обуви и перчатки.
- Износ постоянная защита глаз.
- Сварка только в пожаробезопасной зоне.
- Никогда выполнять сварочные работы, резку или горячие работы с бывшими в употреблении барабанами, бочками, цистерны или другие емкости.
- Марка металл «ГОРЯЧЕЕ» с мыльным камнем.
- Сохранить под рукой хорошо укомплектованная аптечка.
Публикация №: 8818
Этот документ является частью серия от Cooperative Extension, Университета Аризона, Тусон, Аризона 85719.Дата публикации: май 1989 г.
Копье Fluegel, координатор по безопасности, и Брэдли Рейн, инженерно-технический отдел Специалист сельскохозяйственного колледжа Университета Аризона, Тусон, Аризона, 85719.
Информация об отказе от ответственности и воспроизведении: Информация в NASD не представляет политику NIOSH. Информация включена в NASD появляется с разрешения автора и / или правообладателя.Более
Обучение ручной дуговой сварке | a1koolitus.ee
Название учреждения: OÜ A1koolitus (a1koolitus.ee)
Название программы: Обучение ручной дуговой сварке -178 академических уроков / сек
Учебная группа и начало разработки учебной программы: 521 Механика и обработка металлов. Компетенция четвертой категории стандартов сварки.
Уровень образования: Дополнительное образование взрослых
Языки обучения: эстонский, русский или английский
Время обучения: Ежегодно, 23 учебных дня.
Информация о регистрации на обучение: Регистрация на месте
Целевая группа и стартовые условия: Взрослые (от 18 лет) принимаются на обучение сварщиков на основании заявления. Все кандидаты, которые соответствуют требованиям для поступления и сдали тест на месте, также будут допущены к зачислению на курс.
Разделение на группы: Группировка студентов производится с учетом уровня знаний и разговорной речи.
Общий объем обучения (академических уроков):
178 академических часов, из них
20 академических уроков теории,
140 академических уроков практики,
14 академических уроков Подготовка к экзамену — Визуальный контроль
4 академических часа профессиональной консультации
Методика преподавания: Теоретические лекции. Практические занятия на индивидуальном сварочном участке заключаются в выполнении инструктором различных заданий.
Самостоятельная работа: Укрепление лекционных материалов по теории.
Онлайн-уроки: Нет
Цель обучения: По окончании обучения сварщик сможет сваривать широкий спектр сварочных изделий, деталей и строительных конструкций. Для более качественного выполнения работы (для продуктов, требующих особого контроля) проконсультируйтесь со своим руководителем, координатором или мастером. Сварщик использует следующие методы сварки: Ручная дуговая сварка (MMA 111).
Результаты обучения:
По окончании обучения сварщик:
Ознакомиться с рабочими чертежами, рабочими инструкциями и технологической картой (WPS)
Умеет правильно подобрать необходимые сварочные инструменты
Может настраивать сварочное оборудование и выбирать режимы
Могу правильно организовать рабочее место
Можно выбрать подходящие средства самозащиты
Может создавать, собирать детали и создавать сборки
Умеет проводить контроль качества и при необходимости устранять дефекты
Знает ручную дуговую сварку и обрезку
Содержание обучения:
1.1 Организация рабочего места, подбор и подготовка продукции и необходимых вещей к работе
1.1.1 Ознакомление с чертежом, должностной инструкцией и технологической картой (WPS)
1.1.2 Выбор инструмента
1.1.3 Выбор сварочного оборудования
1.1.4 Монтаж сварочного оборудования и выбор режима
1.1.5 Организация рабочего места
1.1.6 Подбор средств индивидуальной защиты
1.2 Подготовка и проверка деталей и швов
1.2.1 Подготовка и сборка деталей
1.2.2 Испытание и наладка сварочных агрегатов
1.3 Контроль качества и устранение неисправностей
1.3.1 Проверка сварных швов и устранение неисправностей
1.3.2 Контроль сборки
1.3.3 Итоговый контроль
1,4 Проведение ручной сварки и обрезки / чистовой обработки деталей
1.4.1 Ручная дуговая сварка
1.4.1.1 Осветите хранилище
1.4.1.2 Размораживание рулонов до плоского положения PA, PF, PC, PE
1.4.1.3 Сварка Т-образных швов в позициях PA, PF, PC, PE
1.4.1.4 Сварка швов в положениях PA, PF, H-L045
1.4.2 Среднесрочный контроль
1.4.3 Последующая обработка готового продукта
1.5 Подготовка к экзамену
1.6 Визуальный контроль
Описание учебной среды: Теоретические и практические секции будут проходить по адресу Паэ 29, Таллинн.Безопасность и чистота гарантированы. Для изучения теории у нас есть 4 учебных класса. В зависимости от предмета каждый класс вмещает более 30 человек. Теоретическая часть выдается в руки (или на карты памяти) для закрепления знаний после урока. Мы также предоставляем как средства индивидуальной защиты, так и рабочее оборудование для практических занятий, перчатки, рабочую одежду и другое защитное снаряжение для обеспечения безопасности.
Перечень учебных материалов: Учебные материалы DVS
Требования к выпуску, включая методы оценки и критерии оценки: Не менее 80% теоретических и практических занятий являются обязательным условием для получения диплома.Кроме того, необходимо провести заключительный теоретический тест и сварить деталь в соответствии с WPS с учетом критериев оценки.
Метод оценки:
Теоретический тест (бумажный)
Критерии оценки:
Не менее 18 из 20 правильных ответов
Оформляемые документы: Полный сертификат, если соблюдены требования при его получении. Свидетельство об участии, если результаты обучения не были достигнуты, но студент участвовал в исследовании.Сертификат выдается в зависимости от количества посещенных часов, но не в том случае, если студент прошел менее половины уроков.
Краткое содержание: Курс предназначен для специалистов по металлу (продвинутый уровень), которые в своей повседневной работе занимаются качественной и точной сваркой. Курс направлен на получение профессиональных теоретических и практических знаний. Студент, окончивший курс, сможет применить полученные знания, а именно сваривать различные материалы и детали, учитывая выполнение своих повседневных обязанностей с использованием инструментов и сварочного оборудования.После прохождения курса и сдачи выпускного экзамена студент готов к работе или прохождению стажировки.
Формирование итогового результата:
Оценка
Знание и использование профессиональной терминологии, успешное прохождение практической части курса
Визуальный экзамен по соответствующему WPS.
Учебный план Утвержден: 01.12.2019
Практическое обучение по ручной дуговой сварке
Название учреждения: OÜ A1koolitus (a1koolitus.ее)
Название программы: Практическое занятие по ручной дуговой сварке — 119 академических занятий
Учебная группа и начало разработки учебной программы: 521 Механика и обработка металлов. Компетенция четвертой категории стандартов сварки.
Уровень образования: Дополнительное образование взрослых
Языки обучения: эстонский, русский или английский.
Время обучения: Ежегодно, 17 учебных дней.
Информация о регистрации на обучение: Регистрация на месте
Целевая группа и стартовые условия: Взрослые (от 18 лет) принимаются на обучение сварщиков на основании заявления. Все кандидаты, которые соответствуют требованиям для поступления и сдали тест на месте, также будут допущены к зачислению на курс.
Разделение на группы: Группировка студентов производится с учетом уровня знаний и разговорной речи.
Общий объем обучения (академических уроков):
119 академических часов, из них
105 академических уроков практики,
14 академических уроков Подготовка к экзамену — Визуальный контроль
Методика обучения: Практические занятия на индивидуальном сварочном участке заключаются в выполнении инструктором различных заданий.
Онлайн-уроки : Нет
Цель обучения: По окончании обучения сварщик сможет сваривать широкий спектр сварочных изделий, деталей и строительных конструкций.Для более качественного выполнения работы (для продуктов, требующих особого контроля) проконсультируйтесь со своим руководителем, координатором или мастером. Сварщик использует следующие методы сварки: Ручная дуговая сварка (MMA 111).
Результаты обучения:
По окончании обучения сварщик:
Ознакомиться с рабочими чертежами, рабочими инструкциями и технологической картой (WPS)
Умеет правильно подобрать рабочий и сварочный инструмент
Может настраивать сварочное оборудование и выбирать режимы
Могу правильно организовать рабочее место
Можно выбрать подходящие средства самозащиты
Может создавать, собирать детали и создавать сборки
Умеет проводить контроль качества и при необходимости устранять дефекты
Знает ручную дуговую сварку и обрезку
Содержание обучения:
1.1 Организация рабочего места, подбор и подготовка продукции и необходимых вещей к работе
1.1.1 Ознакомление с чертежом, должностной инструкцией и технологической картой (WPS)
1.1.2 Выбор инструмента
1.1.3 Выбор сварочного оборудования
1.1.4 Монтаж сварочного оборудования и выбор режима
1.1.5 Правильное управление рабочим местом
1.1.6 Подбор средств индивидуальной защиты
1.2 Подготовка и проверка деталей и швов
1.2.1 Подготовка и сборка детали
1.2.2 Испытание и наладка сварочных агрегатов
1.3 Контроль качества и устранение неисправностей
1.3.1 Проверка сварных швов и устранение неисправностей
1.3.2 Контроль сборки
1.3.3 Итоговый контроль
1.4 Проведение ручной сварки и обрезки / отделки деталей
1.4.1 Ручная дуговая сварка
1.4.1.1 Осветите хранилище
1.4.1.2 Размораживание рулонов до плоского положения PA, PF, PC, PE
1.4.1.3 Сварка Т-образных швов в позициях PA, PF, PC, PE
1.4.1.4 Сварка корневых швов в позициях PA, PF
1.4.1.5 Сварка наружных швов в позициях PA, PF
1.4.2 Среднесрочный контроль
1.4.3 Последующая обработка готового продукта
1.5 Подготовка к экзамену
1.6 Визуальный контроль
Описание учебной среды: Теоретические и практические секции будут проходить по адресу Pae 29, Таллинн.Безопасность и чистота гарантированы. Для изучения теории у нас есть 4 учебных класса. В зависимости от предмета каждый класс вмещает более 30 человек. Теоретическая часть выдается в руки (или на карты памяти) для закрепления знаний после урока. Мы также предоставляем средства индивидуальной защиты и рабочее снаряжение для практических занятий.
Перечень учебных материалов: WPS при необходимости
Требования к выпуску, включая методы оценки и критерии оценки: По крайней мере, 80% посещаемости являются обязательными для завершения обучения.Кроме того, необходимая деталь должна быть сварена в соответствии с WPS и соответствовать критериям оценки.
Оформляемые документы: Полный сертификат, если соблюдены требования при его получении. Свидетельство об участии, если результаты обучения не были достигнуты, но студент участвовал в исследовании. Сертификат выдается в зависимости от количества посещенных часов, но не в том случае, если студент прошел менее половины уроков.
Резюме: Курс предназначен для металлообработчиков (ранее обучавшихся и работавших в области металлообработки), которые в своей повседневной работе занимаются качественной и точной сваркой.Курс направлен на получение профессиональных практических знаний. Студент, окончивший курс, сможет применять полученные знания, а именно готовить различные материалы и детали, учитывая выполнение своих повседневных обязанностей с использованием инструментов и сварочного оборудования. После прохождения курса и сдачи экзамена fina студент готов к работе или прохождению стажировки.
Формирование итогового результата:
Оценка
Знание и использование профессиональной терминологии, успешное прохождение практической части курса
Визуальный осмотр с помощью WPS
Учебная программа утверждена: 01.12.2019
Многие опасности сварочных работ | 2020-01-26
Ключевые моменты
- Более одной трети (140) из 370 травм с временной потерей трудоспособности, зарегистрированных Бюро статистики труда в 2018 году, были результатом термических или тепловых ожогов.
- Стандарт 51B Национальной ассоциации противопожарной защиты охватывает противопожарную защиту при сварке и других горячих работах и используется в части Q OSHA 1910.
- Электрические, эргономические, механические и производственные опасности относятся к числу других опасностей, с которыми могут столкнуться сварщики.
Сварочные работы опасны. Чтобы их избежать, от работодателей и работников требуется подготовка, опыт, навыки и внимательность, а также систематический подход к безопасности.
«Люди должны понимать, что не каждый может заниматься сваркой», — сказал Намир Джордж, старший консультант по безопасности в Национальном совете безопасности. «Тебя нужно обучить. Вы должны быть компетентными и способными. Вы должны точно знать, что делаете ».
Вот некоторые из основных опасностей, с которыми могут столкнуться рабочие при сварке, и способы защиты от них.
Пожары и взрывы
Стандарт 51B Национальной ассоциации противопожарной защиты охватывает меры по предотвращению пожаров во время сварки, резки и других видов «горячих работ» — термин, обозначающий любую деятельность, при которой образуется пламя, искры и / или тепло. Стандарт включен посредством ссылки в часть правил OSHA по сварке, резке и пайке (1910, подраздел Q).
Стандарт 51B требует, чтобы сварочные и другие огневые работы выполнялись в специально отведенной зоне, определяемой как «особое место, спроектированное и утвержденное для проведения горячих работ, которое поддерживается пожаробезопасным» и «которое имеет негорючие или огнестойкие конструкции. , по существу, без горючего и легковоспламеняющегося содержимого и подходящим образом отделенным от прилегающих зон.”
Если обозначенная зона недоступна, следующим шагом является тщательная и подробная оценка опасности, которая включает систему выдачи разрешений на проведение огневых работ.
Рабочие должны перемещать любые горючие материалы на расстояние не менее 35 футов от мест проведения сварочных и других горячих работ. Если это невозможно, материалы необходимо защитить сварочными одеялами, занавесками или подкладками. ANSI / FM 4950 устанавливает требования для этих защитных устройств.
35-футовая граница может увеличиваться в зависимости от условий рабочего места, особенно на открытом воздухе или при работе на высоте.Стандарт NFPA предоставляет иллюстрацию.
Стандарт также детализирует обязанности конкретного важного члена бригады огневых работ: пожарной охраны. Этому человеку поручено искать угли, искры или что-нибудь еще, что может вызвать пожар. В случае возгорания пожарная охрана должна попытаться его потушить или предупредить кого-либо.
Во время огневых работ на высоте требуется несколько пожарных дежурных, чтобы следить за искрами или углями, которые могут загореться внизу. Пожарная вахта должна оставаться на месте в течение 60 минут после завершения работы — увеличение по сравнению с 30 минутами в предыдущих стандартах 51B.
При проведении сварочных или горячих работ вокруг резервуаров или в местах, где могут присутствовать горючие материалы, Совет по химической безопасности рекомендует работодателям и рабочим:
- По возможности используйте альтернативные методы.
- Проведите тщательную оценку опасностей.
- Контролируйте атмосферу с помощью откалиброванного детектора газа, даже «в тех местах, где не ожидается воспламенения атмосферы».
- Используйте письменные разрешения.
- Тщательно ознакомить персонал с политиками и процедурами проведения огневых работ.
- Надзор за подрядчиками.
Джордж сказал, что дополнительная опасность возгорания связана с проблемами с газовыми или кислородными баллонами и баллонами, используемыми при различных типах сварки.
«Еще одно требование — убедиться, что баллоны установлены правильно и используются соответствующие регуляторы», — сказал он. «Вот почему это умение, когда люди используют оксиацетилен или [разные смеси]».
Опасность ожога
Сварка подвергает рабочих воздействию сильной жары — часто до тысячи градусов, что делает ожоги обычным явлением.По данным Статистического управления труда, более одной трети (140) из 370 травм, связанных со сваркой и нагревом инструментов, потребовавших нескольких дней отсутствия на работе в 2018 году, были термическими или тепловыми ожогами.
Ношение соответствующих средств индивидуальной защиты, а также их осмотр и техническое обслуживание являются ключевым шагом к предотвращению ожогов. Это может означать, что перчатки и одежда не имеют дыр; использование огнестойких средств защиты органов слуха; и не носить одежду с манжетами или открытыми карманами, в которых могут скапливаться искры или расплавленный металл.
Американское общество сварщиков рекомендует использовать безмасляную, не плавящуюся огнестойкую защитную одежду, такую как кожаные перчатки, толстую рубашку, высокие ботинки и кепку. Организация также рекомендует носить кожаные леггинсы и ботинки FR, если это необходимо.
Излучение
Еще один источник ожогов — это радиация или электромагнитная энергия, достигающая кожи. Одна из форм излучения, ультрафиолетовые лучи, могут быть вредными для глаз рабочих, что приводит к появлению «глаз сварщика» или «дугового глаза» (отсылка к дуговой сварке).Канадский центр профессионального здоровья и безопасности предупреждает, что иногда эффекты ощущаются только через несколько часов после воздействия.
Симптомы могут включать от легкого давления до сильной боли в глазах, налитые кровью глаза, раздражение глаз (ощущение песка в глазах, согласно CCOHS) и чувствительность к свету.
Работодатели должны гарантировать, что сварщики носят шлемы с фильтрующей пластиной соответствующего оттенка в соответствии с OSHA 1910.133 (a) (5). Стандарт AWS F2.2 детализирует выбор оттенка линз.
AWS предоставляет дополнительные советы, в том числе ношение сварочного шлема и защитных очков с боковыми экранами, защищающими от ультрафиолетового излучения. Организация также рекомендует использовать экран, шторы или достаточное расстояние, чтобы избежать воздействия излучения на других работников, а также, чтобы все, кто находится рядом с зоной сварки или резки, носили защитные очки с боковыми экранами, защищающими от ультрафиолетового излучения.
Согласно OSHA, боковые щиткиобеспечивают защиту глаз и лица от стружки и другого мусора в процессе сварки. AWS рекомендует носить защитные очки с верхней и боковой защитой под сварочным шлемом.
Электричество
Для дуговой сварки требуется электричество, поэтому поражение электрическим током всегда представляет опасность. По словам Джорджа, одна из причин — повреждение сварочных проводов. Когда это происходит, электрическая цепь больше не удерживается.
Для дуговой сварки используется электродный кабель, который питает сварочный кабель, и кабель заземления для создания этой цепи. Поврежденное или неправильно обслуживаемое оборудование, такое как кабели или отсутствующие / сгоревшие изоляторы, или неисправные соединения, может вызвать поражение электрическим током или поражение электрическим током.
Другая опасность: некоторые сварщики пытаются заменить сварочный электрод или контактный наконечник голыми руками, вместо того, чтобы носить сухие сварочные перчатки.
«Люди успокаиваются и забывают основы», — сказал Майкл Людвиг, штатный инженер по сварке в отделе технических услуг AWS. Он привел пример: «жарко, и вы потеете, и вы сотни раз меняли провод или контактные наконечники без перчаток, но теперь вы мокрые, и что-то может случиться».
Дымовые и газы
Поскольку сварка включает плавление металлов, а иногда и добавление присадочных металлов для улучшения качества сварного шва, выброс опасных паров представляет собой потенциальный риск.Наиболее опасны пары шестивалентного хрома и марганца.
Воздействие шестивалентного хрома может вызвать рак легких или проблемы с дыхательными путями, такие как образование язв в носу или отверстие в перегородке, разделяющей носовые ходы. Он также может вызывать раздражение и другие состояния глаз и кожи в определенных концентрациях.
По данным OSHA, длительное воздействие паров марганца связано с симптомами болезни Паркинсона и другими проблемами нервной системы.Центры по контролю и профилактике заболеваний заявляют, что вдыхание большого количества паров марганца или пыли может в некоторых случаях привести к пневмонии или проблемам с мужской фертильностью.
OSHA предупреждает, что такие газы, как гелий, аргон и углекислый газ вытесняют кислород и могут вызвать удушье, особенно при сварке в замкнутом или замкнутом пространстве. В некоторых сварочных процессах используется защитный газ, обычно инертный или полуинертный газ. Защитные газы используются для предотвращения попадания кислорода или водяного пара в сварочную ванну или смесь расплавленных материалов.Попадание кислорода или воды в бассейн может ухудшить качество сварного шва.
Использование технических средств контроля является предпочтительной мерой для контроля сварочного дыма и газов. Эти меры включают общую или местную вытяжную вентиляцию. Другие методы контроля включают использование сварочных пистолетов для удаления дыма и, согласно OSHA, замену «сварочного материала или расходных материалов с меньшим выделением дыма или менее токсичным».
Если технический контроль или методы работы не позволяют контролировать воздействие паров до приемлемого уровня, использование респираторов является последним шагом.Выбор подходящего респиратора будет зависеть от анализа уровня воздействия опасностей, предела воздействия вещества (веществ) и установленного коэффициента защиты респиратора.
Для использования респиратора потребуется письменная программа защиты органов дыхания, медицинское освидетельствование и проверка на пригодность, если респиратор спроектирован так, чтобы быть «плотно прилегающим».
Прочие опасности
Другие опасности, связанные со сваркой, включают шум; эргономические проблемы из-за неудобного положения тела и повторяющихся нагрузок; поскользнуться, споткнуться или упасть из-за того, что шланги или другое оборудование лежат на земле.
Стив Хедрик, менеджер по безопасности и охране здоровья в AWS, выделил четыре дополнительные категории опасностей при сварке: механические, электрические и магнитные поля, падающие предметы и те, которые присутствуют в рабочей среде, такие как свинцовая краска или асбест.
«Я считаю, что большинство работодателей хотят обеспечить безопасную и здоровую окружающую среду, а работники хотят безопасной и здоровой окружающей среды», — сказал Хедрик. «Однако недостаток знаний и нежелание некоторых работодателей предоставлять ресурсы для создания безопасной рабочей среды могут быть препятствиями на пути повышения безопасности сварщиков.”
Пять потенциальных опасностей безопасности при сварке, которых следует избегать — Охрана труда и безопасность
Будьте готовы: пять потенциальных опасностей безопасности при сварке, которых следует избегать
Сварочная дуга создает экстремальные температуры и может представлять значительную опасность пожара и взрыва, если не соблюдаются меры безопасности.
- Джон Петковсек
- 1 апреля 2014 г.
Безопасность — важный фактор в любом сварочном проекте.Дуговая сварка является безопасным занятием при соблюдении надлежащих мер предосторожности, но если меры безопасности игнорируются, сварщики сталкиваются с множеством опасностей, которые могут быть потенциально опасными, включая поражение электрическим током, дым и газы, пожар, взрывы и многое другое.
Сварщики сталкиваются с множеством опасностей. Чтобы обеспечить безопасность сварщиков, такие организации, как Американская конференция государственных специалистов по промышленной гигиене и OSHA, предлагают рекомендации по безопасности, которые помогают контролировать, минимизировать или помогать работодателям и работникам избегать опасностей при сварке.Работодатели должны обеспечить всем работникам возможность соблюдать следующие важные правила на рабочем месте:
- Прочтите и усвойте инструкции производителя для оборудования
- Внимательно изучите паспорта безопасности
- Соблюдайте правила внутренней безопасности компании
- Осведомленность о наиболее распространенных опасностях при сварке и умение их избегать обеспечивает безопасную и продуктивную рабочую среду для всех.
Поражение электрическим током
Поражение электрическим током — одна из самых серьезных и непосредственных опасностей, с которыми сталкивается сварщик. Поражение электрическим током может привести к серьезным травмам или смерти как в результате самого удара, так и в результате падения, вызванного реакцией на удар.
Поражение электрическим током происходит, когда сварщики касаются двух металлических предметов, между которыми есть напряжение, и тем самым попадают в электрическую цепь. Например, если рабочий держит в одной руке неизолированный провод, а вторую — в другой, электрический ток будет проходить через этот провод и через сварщика, вызывая поражение электрическим током.Чем выше напряжение, тем выше ток и, следовательно, выше риск поражения электрическим током, которое может привести к травме или смерти.
Самым распространенным типом поражения электрическим током является поражение вторичным напряжением от цепи дуговой сварки, которое колеблется от 20 до 100 вольт. Имейте в виду, что даже удара током 50 вольт или меньше может быть достаточно, чтобы травмировать или убить оператора, в зависимости от условий. Из-за постоянного изменения полярности напряжение переменного тока с большей вероятностью остановит сердце, чем сварщики постоянного тока (DC).Кроме того, более вероятно, что человек, держащий проволоку, не сможет отпустить ее.
Эта статья впервые появилась в апрельском выпуске журнала «Охрана труда и безопасность» за 2014 год.
A Руководство по охране труда и технике безопасности при сварке
Во время процесса сварщики должны помнить о горячих поверхностях, чтобы не допустить ожогов. Это особенно важно для сварщиков, когда они носят защитное снаряжение, поскольку они могут не осознавать, насколько близко они находятся к этой горячей поверхности, что может быть проблематичным.
Сварщики работают на многих типах рабочих мест, от больших цехов с большим количеством сотрудников до узких мест, где достаточно места для одного человека. Каждое рабочее место уникально, а это значит, что невозможно предсказать все возможные опасности, с которыми могут столкнуться сварщики. Независимо от рабочего места существуют общие опасности и передовые методы, о которых следует знать всем сварщикам.
Перед сваркой
Перед началом любой работы важно изучить все опасности. Доступно ли соответствующее оборудование, особенно в том, что касается зажимных приспособлений, домкратов и приспособлений, удерживающих заготовку? Это оборудование в хорошем рабочем состоянии? Необходимо проверить все аспекты вспомогательного оборудования, а не только стандартное сварочное оборудование.
«Сварщики также должны искать любые острые металлические кромки, которые могут вызвать порезы, которые, возможно, потребуется удалить заранее», — сказала Джанет Маннелла, вице-президент по операциям Канадского центра гигиены и безопасности труда (CCOHS). «Также важно оценить, могут ли быть какие-либо травмы от другого оборудования в пределах рабочего пространства, есть ли поблизости шлифовальные машины, измельчители или дрели, которые можно переместить или закрепить».
Пожар также является серьезной проблемой во время сварочного процесса.Искры от сварки потенциально могут контактировать с предметами в рабочем пространстве.
«Сварщики обязательно должны удостовериться в отсутствии горючих веществ внутри или вокруг области», — сказал Маннелла. «Но они также должны знать обо всем остальном, что может создать потенциальную опасность пожара. Перемещение бумаги или металлолома из этой области имеет важное значение».
Во время сварки
Во время процесса сварщики должны обращать внимание на горячие поверхности, чтобы избежать ожогов. Если сварщик работал с одной частью заготовки, а затем переходит на другую, важно сохранять безопасное расстояние от горячей зоны.Это особенно важно для сварщиков, когда они носят защитное снаряжение, поскольку они могут не осознавать, насколько близко они находятся к этой горячей поверхности, что может быть проблематичным.
Также важно следить за искрами, поскольку они могут попасть на средства индивидуальной защиты (СИЗ) сварщика. Убедившись, что СИЗ находятся в хорошем рабочем состоянии и правильно носятся, можно предотвратить ожоги от искр, особенно в области глаз. Правильные СИЗ также снижают риск чрезмерного воздействия громких шумов и радиации.
«Эргономика — важная часть правильной сварки», — сказал Маннелла. «Есть ли у сварщика соответствующие средства индивидуальной защиты для работы? Обычно сварщики используют респиратор для контроля сварочного дыма, сварочный шлем, огнестойкий комбинезон и кожаные перчатки. Убедитесь, что они правильно подогнаны и сварщик может маневр, оставаясь в безопасности, — хорошее место для начала «.
Post-Weld
Mannella сказал, что одна из самых серьезных проблем, связанных с пост-сваркой, — это напряжение глаз.Сварщики должны носить соответствующие линзы в сварочном шлеме для работы, но после сварки может потребоваться некоторое время, чтобы глаза пришли в норму.
Сварщики также могут испытывать лихорадку от паров металла, похожую на грипп, симптомы которой иногда проявляются сразу после сварки.
Дуговая сварка использует электричество для выработки тепла для соединения материалов. Этот процесс сварки обеспечивает более высокую температуру, чем газовая сварка, и обеспечивает более прочное соединение.
«Это чаще всего наблюдается после того, как сварщик провел некоторое время вдали от работы, например, на выходных», — сказала Маннелла. «Теперь сварщик возвращается к работе и снова знакомится с окружающей средой, что может вызвать симптомы. Как правило, они длятся недолго, но могут вызвать недомогание у сварщиков. горло и легкие, потому что газ и мелкие частицы сварочного дыма могут вызвать сухость в горле ».
Помимо оценки здоровья и безопасности сварщика, важно навести порядок на рабочем месте.Рабочие должны следить за любым возможным возгоранием. Оборудование следует вернуть и проверить, находится ли оно в хорошем рабочем состоянии.
Долгосрочные проблемы
Инфекции дыхательных путей, пневмокониоз, потеря слуха и некоторые заболевания центральной нервной системы — все это потенциальные риски для здоровья, связанные со сваркой. Правильно подобранные СИЗ помогут снизить или устранить эти риски.
Скрытое повреждение кожи и глаз может быть связано с воздействием интенсивного видимого ультрафиолетового и инфракрасного излучения, которое может испускаться при сварке, а также гамма- или рентгеновских лучей, которые испускаются во время фазы проверки сварки.Ношение сварочного шлема с линзой, подходящей для данной области применения, может помочь снизить риск повреждения.
Дуговая сварка в сравнении с опасностями газовой сварки
Дуговая сварка использует электричество для выработки тепла для соединения материалов. Этот процесс сварки обеспечивает более высокую температуру, чем газовая сварка, и обеспечивает более прочное соединение.
«В этом типе сварки используется плавящийся электрод в сочетании с присадочным материалом», — сказал Маннелла. «Таким образом, риск, связанный с этим, будет заключаться в высоком уровне взрыва из-за напряжения, поскольку он использует электричество, а не газ.Этот тип сварки может сильно нагревать. Также существует риск ультрафиолетового и радиационного повреждения ».
В качестве альтернативы, газовая сварка использует топливные газы, такие как ацетилен, водород или аргон, для выработки тепла, но при более низкой температуре, чем электрическая дуга. Газовая сварка обычно используется для небольших сварных швов. которые не требуют прочного соединения.
«По-прежнему существует риск взрыва из-за высокого давления газа в сжатых резервуарах, — сказал Маннелла. — Так что это немного другая опасность, чем при дуговой сварке. .Также существует риск неправильного использования химикатов, поскольку газы находятся в сжатом состоянии. При неправильном обращении баллоны со сжатым газом могут взорваться и преодолеть довольно большое расстояние в рабочей среде ».
Общие опасности
Химические вещества. При работе с газом существует опасность воздействия сварочного дыма или взрыва.
«Частью ограничения риска является наличие надлежащей программы обучения, чтобы сварщики знали, как использовать газ и как подключать его к машинам», — сказал Маннелла.«Они также должны знать правила WHMIS или любые другие параметры обращения с химическими веществами».
Пожар — большая проблема во время сварочного процесса. Искры от сварки потенциально могут контактировать с предметами в рабочем пространстве.
Электрооборудование. Опасность поражения электрическим током любого рода может привести к поражению электрическим током. При сварке сварщик может использовать однофазный ток, равный 120 вольт, или трехфазный, равный 575 вольт.
«Это много электричества», — сказала Маннелла.«Поэтому действительно важно, чтобы сварщики знали, как обращаться с оборудованием с точки зрения электричества. Им необходимо знать, как правильно подключить сварщика к розетке на 575 вольт. Некоторые люди могут не осознавать важность этого шага».
Маннелла добавил, что при сварке важно убедиться, что поблизости нет проводов. Если на улице идет дождь, им следует убедиться, что дверь закрыта. Если вода присутствует, им необходимо очистить ее, прежде чем продолжить.
Эргономичный. Это может быть серьезной опасностью для сварщиков, которые склонны к повторяющимся травмам от растяжения из-за необходимости поднимать тяжелые грузы и находиться в неудобном положении.
«Часто сварщики либо становятся на колени, либо сидят на корточках, либо лежат на спине и сваривают вверх», — сказал Маннелла. «Таким образом, они застревают в этом положении на довольно длительный период времени. Когда вы находитесь в статическом положении, вы не можете заставить кровоток течь к телу. Так что это создает много боли и напряжения. Убедитесь, что у сварщиков есть эргономичные инструменты, или поиск способов поднять сварочную деталь с пола, чтобы сварщик мог стоять, а не стоять на коленях и сидеть на корточках, может быть полезным.»
Если сварщики испытывают симптомы, важно, чтобы они выяснили проблему со своим руководителем.
Шум и вибрация. Помимо защиты сварщиков от чрезмерного шума, соответствующие СИЗ также защищают их от вибрации.
» Если сварщик работает над компонентом, который впоследствии потребует шлифовки, поэтому полезно иметь второго оператора для выполнения шлифовальных работ, чтобы ограничить количество вибрации, которой подвергается каждый рабочий », — сказал Маннелла.
Оценка рисков
Привычки на рабочем месте постоянно меняются, поэтому важно, чтобы работодатели и работники всегда осознавали опасности для безопасности. Один из способов сделать это — начать с оценки рисков, чтобы выяснить, каковы опасности работы.
«После выявления опасностей цех и рабочие могут принять меры по устранению, замене или ввести технический контроль над опасностью», — сказал Маннелла. «Вдобавок к этому должен быть ежедневный предпусковой контрольный список со всеми компонентами оценки рисков.Это должен делать рабочий ежедневно ».
Плохая эргономика может быть действительно большой опасностью для сварщиков, которые склонны к повторяющимся травмам от растяжения из-за необходимости поднимать тяжелые грузы и находиться в неудобном положении, например, стоя на коленях или приседая.
Новое оборудование и изменения в окружающей среде происходят каждый день. Маннелла привел пример работы с новым металлическим сплавом; это требует новой оценки риска. Перед включением любого оборудования следует проводить ежедневную оценку, чтобы определить, есть ли в нем какая-либо неисправность или отказ оборудования, требующий обслуживания.Любые проблемы должны быть выявлены и проверены до того, как сварщик фактически включит оборудование.
«Обучение — действительно важный компонент комплексной программы по охране здоровья и безопасности», — сказал Маннелла. «Обучение опасностям, которым подвергается рабочий, и способам их устранения, поможет снизить риски, а также выявит проблемные области при оценке рисков. Это также поможет работникам понять инструменты и ресурсы, необходимые для обеспечения безопасности на рабочем месте. . »
Текущие проблемы со здоровьем
При COVID-19 сварщики и все рабочие должны проявлять особую осторожность, когда речь идет об их здоровье и безопасности.
«Самое важное — это следовать советам, которые предоставляются Агентством общественного здравоохранения Канады, а также ассоциациями по безопасности, такими как CCOHS», — сказал Маннелла. «У нас есть много новых руководящих документов, которые берут эту научную информацию из агентств общественного здравоохранения и придают ей пристальное внимание, как руководящий документ, помогающий магазинам ориентироваться».
Ежедневные обсуждения между работниками и работодателями могут помочь снять любые опасения. Полная прозрачность необходима, чтобы лучше ориентироваться в пандемии COVID-19.
«Рабочие должны проходить медицинский осмотр при выходе на работу, а не только о температуре. Им следует задавать исчерпывающие вопросы о признаках и симптомах или контактировали ли они с кем-либо», — сказала Маннелла.
Несмотря на то, что выдерживание дистанции в таких условиях является сложной задачей, в сварочном рабочем пространстве можно сделать кое-что, что может помочь. Установка границ или световых завес для предотвращения входа других рабочих — не редкость в зоне сварки, и ее можно повторить по всему цеху, чтобы облегчить движение.
«Кроме того, делайте перерывы поочередно и обедайте, чтобы было меньше людей в этих помещениях с физическим дистанцированием», — сказала Маннелла. «Работодатели также должны убедиться, что есть адекватные средства для мытья рук, чтобы работники могли мыть руки на регулярной основе, а также дезинфицировать рабочую среду для удаления поверхностей, к которым часто прикасаются. Четкость и прозрачность протоколов лучше помогут работникам снизить риск для своих работников. пострадал от COVID-19 «.
С младшим редактором Линдси Луминосо можно связаться по адресу lluminoso @ canadianfabweld.com.
Канадский центр охраны труда и техники безопасности, www.ccohs.ca
Сварка, резка и пайка, нормативные положения, анализ — Безопасность.BLR.com
ОБЗОРЭтот анализ охватывает требования безопасности при сварке, резке и пайке на рабочих местах в промышленности и в строительстве. Такие операции также известны как «горячие» работы. Правила ОБЩЕЙ ПРОМЫШЛЕННОСТИ рассматриваются в первой половине этого анализа. Прокрутите вниз до раздела СТРОИТЕЛЬНАЯ СВАРКА И РЕЗКА — ОБЗОР, чтобы узнать о требованиях к рабочему месту на стройке.
Сварка, резка и пайка являются опасными видами деятельности, которые представляют собой уникальное сочетание рисков для безопасности и здоровья более чем 500 000 рабочих в самых разных отраслях промышленности. Риск от одного только смертельного травматизма составляет более четырех смертей на тысячу рабочих за всю рабочую жизнь. По этим причинам OSHA разработало несколько правил, предназначенных для защиты рабочих от травм и заболеваний, связанных со сваркой, резкой и пайкой.
ОБЩИЕ ТРЕБОВАНИЯ К СВАРКЕ, РЕЗКЕ И ПРАЙКЕПравила OSHA по сварке, резке и пайке для общепромышленных рабочих мест охватывают следующие операции:
- Определения — 29 CFR 1910.251
- Общие требования — 29 CFR 1910.252
- Сварка и резка кислородно-топливным газом — 29 CFR 1910.253
- Дуговая сварка и резка — 29 CFR 1910.254
- Сварка сопротивлением — 29 CFR 1910.255
Соответствующие правила безопасности. Существуют дополнительные правила OSHA, которые применяются к операциям сварки, резки и пайки в общей промышленности:
- Шестивалентный хром (Cr (VI)) — 29 CFR 1910.1026, где хромсодержащие материалы нагреваются, сжигаются или режутся и образуются пыль, пары или туманы Cr (VI)
- Замкнутые пространства — 29 CFR 1910.146 о разрешении на выполнение огневых работ и разрешений на проведение огневых работ
- Противопожарная защита — 29 CFR 1910.39 требует наличия плана противопожарной защиты
- Уведомление об опасностях — 29 CFR 1910.1200 требует информации и обучения для сотрудников, которые работают с опасными химическими веществами или рядом с ними.
- Опасные материалы 29 CFR 1910.101 — 1910.106 регулируют сжатые газы и легковоспламеняющиеся материалы
- Средства индивидуальной защиты (СИЗ) — 29 CFR с 1910.132 по 1910.138 требуют защитной одежды для рабочих, использующих оборудование для проведения горячих работ.
- PPE — 29 CFR 1910, подраздел I, приложение B содержит руководство по оценке опасностей и выбору средств индивидуальной защиты.
- Управление производственной безопасностью — 29 CFR 1910.119 регламентирует выполнение особо опасных химикатов и горячих работ, выполняемых рядом с ними
Опасности. Горячие работы создают множество опасностей: пожар, взрыв, токсичные среды, ультрафиолетовое излучение и поражение электрическим током. Даже рабочие, не являющиеся «сварщиками» (то есть любой оператор оборудования для электрической или газовой сварки и резки) как таковые, должны осознавать опасности при обращении с топливными баллонами и вдыхании дыма от операций сварки, резки и пайки.
OSHA приняло правила, ограничивающие воздействие Cr (VI) на рабочих.Профессиональное воздействие Cr (VI) происходит в основном среди рабочих, которые работают с пигментами, содержащими сухой хромат, распылительными красками и покрытиями, содержащими хромат, работают в ваннах для хромирования, а также сваривают или режут нержавеющую сталь и другие металлы, содержащие хром.
Контроль опасностей и безопасные методы работы. Безопасные горячие работы зависят от мер, принимаемых для предотвращения и контроля воздействия экстремальных температур, сжатого газа, поражения электрическим током, токсичных газов и паров, шума и излучаемой энергии.Правила охватывают меры по предотвращению и защите пожаров, безопасные методы работы и защиту персонала, а также технические требования к конструкции для использования оборудования. В частности, они охватывают:
- Хранение, обращение и транспортировка ацетилена и кислорода
- Правила техники безопасности для оборудования для дуговой сварки, резки и контактной сварки
- Защитная одежда для сварщиков
- Вентиляция рабочей зоны
- Защита органов дыхания в замкнутом пространстве
- Осмотр и обслуживание систем и оборудования квалифицированными специалистами
- Обучение сотрудников
Обучение сотрудников. Работодатели несут ответственность за обучение сотрудников безопасной работе с топливным газом при сварке и резке. Обучение включает в себя ознакомление рабочих с интерактивным характером опасностей, связанных с сваркой. Работодатели также несут ответственность за надлежащее обращение с топливными баллонами, их перемещение и хранение, предоставление оборудования, соответствующего правилам безопасности, и проведение необходимых испытаний и проверок этого оборудования.
ОСНОВНЫЕ ПОЛОЖЕНИЯ29 CFR 1910.252
Применимость. Правило сварки, резки и пайки распространяется на все рабочие места, где используется любое оборудование для электрической или газовой сварки и резки.
Консенсус отраслевых стандартов, включенных в качестве ссылки. Правило включает посредством ссылки ряд отраслевых консенсусных стандартов (29 CFR 1910.6), в том числе:
- Стандарт 51B-1962 Национальной ассоциации противопожарной защиты (NFPA), Стандарт по предотвращению пожаров при использовании процессов резки и сварки
- Американский национальный институт стандартов (ANSI) Z87.1-1968, Американская национальная стандартная практика защиты глаз и лица в профессиональном и образовательном учреждении, для всех фильтрующих линз и пластин, которые должны пройти испытание на передачу лучистой энергии
Примечание о согласованных стандартах: NFPA, ANSI и многие другие отраслевые организации обновили свои согласованные стандарты после принятия федеральных правил. OSHA позволяет работодателям без штрафных санкций следовать обновленным консенсусным стандартам, когда они обеспечивают защиту сотрудников, которая равна или превышает консенсусный стандарт, упомянутый в правиле OSHA.
Противопожарная защита. Работодатели должны обеспечить выполнение следующих основных мер предосторожности для предотвращения пожаров при сварке или резке, в противном случае сварка и резка не должны выполняться:
- Если объект, подлежащий сварке или резке, не может быть легко перемещен, тогда все подвижные источники возгорания поблизости должны быть убраны в безопасное место.
- Если объект, подлежащий сварке или резке, не может быть перемещен и если не удается устранить все опасности возгорания, необходимо использовать ограждения для ограничения тепла, искр и шлака, а также для защиты неподвижных источников возгорания.
- Горючие материалы должны быть защищены от воздействия искр везде, где есть отверстия в полу или трещины в полу, трещины или отверстия в стенах, открытые дверные проемы, а также открытые или разбитые окна, которые нельзя закрыть.
- Огнетушители или средства пожаротушения должны быть готовы и доступны для немедленного использования; такое оборудование может состоять из ведер с водой, ведер с песком, шлангов или переносных огнетушителей, в зависимости от природы и количества горючего материала.
- Пожарные наблюдатели требуются всякий раз, когда сварка или резка выполняется в местах, где может развиться иное, чем незначительное возгорание, или существует любое из следующих условий:
- Заметный горючий материал находится ближе, чем 10,7 метра (35 футов) к месту эксплуатации
- Заметные горючие вещества находятся на расстоянии более 35 футов (10,7 м), но могут легко воспламениться от искры
- Отверстия в стенах или полу в радиусе 35 футов (10,7 м) открывают доступ к горючим материалам в прилегающих зонах, включая скрытые пространства в стенах или полах
- Горючие материалы прилегают к противоположной стороне металлических перегородок, стен, потолков или крыш и могут воспламениться из-за проводимости или излучения
Пожарные должны иметь в наличии оборудование для пожаротушения и быть обучены его использованию.Они должны быть знакомы с устройствами для подачи сигнала тревоги в случае пожара. Они должны следить за возгоранием на всех открытых участках, пытаться тушить его только тогда, когда это очевидно в пределах возможностей имеющегося оборудования, или иным образом бить тревогу. Пожарная охрана должна поддерживаться в течение не менее получаса после завершения операций сварки или резки для обнаружения и тушения возможных тлеющих возгораний.
Перед тем, как резка или сварка будут разрешены, зона должна быть осмотрена лицом, ответственным за выдачу разрешений на резку и сварку.Он или она должны указать меры предосторожности, которых необходимо придерживаться при выдаче разрешения на работу, предпочтительно в форме письменного разрешения.
Если на полу лежат горючие материалы, такие как обрезки бумаги, стружка или текстильные волокна, пол необходимо подметать в радиусе 35 футов (10,7 м). Горючие полы должны быть влажными, засыпанными влажным песком или защищены огнестойкими экранами. Если полы намокли, персонал, работающий с оборудованием для дуговой сварки или резки, должен быть защищен от возможных ударов.
Запрещается резка или сварка в:
- Участки, не авторизованные руководством
- Здания с дождевателями, когда дождеватели не работают
- Наличие взрывоопасной атмосферы (смеси горючих газов, паров, жидкостей или пыли с воздухом) или взрывоопасной атмосферы, которая может образовываться внутри неочищенных или неправильно подготовленных резервуаров или оборудования, которые ранее содержали такие материалы, или которые могут образовываться в зонах с скопление горючей пыли
- Участки вблизи хранилищ большого количества незащищенных, легко воспламеняющихся материалов, таких как сыпучая сера, тюкованная бумага или хлопок
По возможности, все горючие материалы должны быть перемещены на расстояние не менее 35 футов (10.7 м) от строительной площадки. Если перемещение практически невозможно, горючие материалы должны быть защищены огнестойкими крышками или иным образом защищены металлическими или асбестовыми ограждениями или занавесками.
Воздуховоды и конвейерные системы, которые могут переносить искры в далекие горючие материалы, должны быть надлежащим образом защищены или отключены.
Если резка или сварка выполняются возле стен, перегородок, потолка или крыши из горючих конструкций, должны быть предусмотрены огнестойкие экраны или ограждения для предотвращения возгорания.
Если сварка должна выполняться на металлической стене, перегородке, потолке или крыше, необходимо принять меры для предотвращения возгорания горючих веществ на другой стороне из-за проводимости или излучения, предпочтительно путем перемещения горючих веществ.В тех случаях, когда горючие материалы не переносятся, необходимо предусмотреть пожарное дежурство с противоположной стороны от места проведения работ.
Запрещается выполнять сварку металлических перегородок, стен, потолка или крыши с горючим покрытием, а также стен или перегородок из конструкции из горючих сэндвич-панелей. Запрещается резка или сварка труб или другого металла, контактирующего с горючими стенами, перегородками, потолками или крышами, если работа находится достаточно близко, чтобы вызвать возгорание из-за теплопроводности.
Руководство должно осознавать свою ответственность за безопасное использование оборудования для резки и сварки на своей собственности.Должность руководства:
- Создание участков для резки и сварки, а также определение процедур резки и сварки на других участках на основе потенциальной опасности возгорания на производственных объектах.
- Назначьте лицо, ответственное за разрешение операций по резке и сварке в областях, специально не предназначенных для таких процессов.
- Настаивайте на том, чтобы резаки или сварщики и их руководители прошли соответствующую подготовку по безопасной эксплуатации своего оборудования и безопасному использованию процесса.
- Сообщите всем подрядчикам о легковоспламеняющихся материалах или опасных условиях, о которых они могут не знать.
Супервайзер должен:
- Несет ответственность за безопасное обращение с оборудованием для резки или сварки и безопасное использование процесса резки или сварки.
- Определите горючие материалы и опасные зоны, которые присутствуют или могут присутствовать на рабочем месте.
- Защищать горючие вещества от возгорания следующим образом:
- Переместите работу в место, свободное от опасных горючих материалов.
- Если работа не может быть перемещена, переместите горючие материалы на безопасное расстояние от работы или обеспечьте надлежащую защиту горючих материалов от возгорания.
- Проследите, чтобы резка и сварка были запланированы таким образом, чтобы операции на предприятии, которые могут вызвать возгорание горючих материалов, не запускались во время резки или сварки.
- Получите разрешение на выполнение операций резки или сварки от назначенного представителя руководства.
- Прежде чем приступить к работе, убедитесь, что резак или сварщик подтвердил, что условия безопасны.
- Убедитесь, что оборудование для защиты от пожара и пожаротушения правильно расположено на объекте.
- При необходимости обеспечить наличие на объекте пожарных дежурств.
Резка или сварка разрешается только в зонах, которые являются или были сделаны пожаробезопасными. Когда работу практически невозможно переместить, как при большинстве строительных работ, необходимо обеспечить безопасность зоны, удалив горючие вещества или защитив горючие от источников возгорания.
Запрещается выполнять сварку, резку или другие горячие работы на использованных барабанах, бочках, резервуарах или других контейнерах до тех пор, пока они не будут очищены настолько тщательно, чтобы быть абсолютно уверенным в отсутствии горючих материалов или каких-либо веществ, таких как смазки. смолы, кислоты или другие материалы, которые при нагревании могут выделять легковоспламеняющиеся или токсичные пары.Любые трубопроводы или соединения с барабаном или резервуаром должны быть отсоединены или закрыты.
Все полые пространства, полости или емкости должны вентилироваться, чтобы обеспечить выход воздуха или газов перед предварительным нагревом, резкой или сваркой. Рекомендуется продуть инертным газом.
Защита от физических опасностей. Сварщик или помощник, работающий на платформах, строительных лесах или взлетно-посадочных полосах, должен быть защищен от падения. Этого можно достичь с помощью перил, ремней безопасности, спасательных тросов или других не менее эффективных средств защиты.
Сварщики должны размещать сварочный кабель и другое оборудование так, чтобы они не попадали в проходы, лестницы и лестницы.
Каски или щитки для рук должны использоваться во время всех операций дуговой сварки или дуговой резки, за исключением сварки под флюсом. Помощникам или обслуживающему персоналу должны быть предоставлены надлежащие средства защиты глаз, например:
- Очки или другие подходящие средства защиты глаз во время всех операций газовой сварки или кислородной резки. Очки без боковых экранов с подходящими фильтрующими линзами разрешены для использования во время газовой сварки на легких работах, для пайки горелкой или для проверки
- Прозрачные маски для лица или защитные очки для всех операторов и обслуживающего персонала оборудования контактной сварки или контактной пайки, в зависимости от конкретной работы, для защиты лица или глаз
- Защита глаз в виде подходящих очков, если они необходимы для операций пайки, не предусмотренных другими положениями правила
Шлемы и щитки для рук должны быть изготовлены из изолятора тепла и электричества.Шлемы, щитки и защитные очки не должны быть легковоспламеняющимися и выдерживать стерилизацию. Шлемы и щитки для рук должны защищать лицо, шею и уши от прямого излучения дуги. Шлемы должны быть снабжены фильтрующими пластинами и крышками, предназначенными для легкого снятия. Все части должны быть изготовлены из материала, который не вызывает коррозии или обесцвечивания кожи. Очки должны вентилироваться, чтобы максимально предотвратить запотевание линз. Все стекла для линз должны быть закаленными, без полос, пузырьков воздуха, волн и других дефектов.За исключением случаев, когда линза заточена для обеспечения надлежащей оптической коррекции дефектного зрения, передняя и задняя поверхности линз и окон должны быть гладкими и параллельными. Линзы должны иметь постоянную отличительную маркировку, по которой можно легко идентифицировать источник и оттенок.
Ниже приводится руководство по выбору правильных номеров оттенков. Эти рекомендации могут варьироваться в зависимости от индивидуальных потребностей.
| Сварочные работы | Цвет No. |
| Экранированная дуговая сварка — электроды 1/16, 3/32, 1/8, 5/32 дюйма | 10 |
| Дуговая сварка в защитном газе (цветных металлов) — электроды размером 1/16, 3/32, 1/8, 5/32 дюйма | 11 |
| Дуговая сварка в среде защитного газа (черных металлов) — электроды размером 1/16, 3/32, 1/8, 5/32 дюйма | 12 |
| Экранированная дуговая сварка металлом: | |
| Электроды 3/16, 7/32, 1/4 дюйма | 12 |
| 5 / 16-, 3/8-дюймовые электроды | 14 |
| Сварка атомарным водородом | 1014 |
| Угольная сварка | 14 |
| Пайка | 2 |
| Горелка для пайки | 3 или 4 |
| Легкая резка, до 1 дюйма | 3 или 4 |
| Средняя резка, от 1 дюйма до 6 дюймов | 4 или 5 |
| Тяжелая резка, 6 дюймов и более | 5 или 6 |
| Газовая сварка (легкая) до 1/8 дюйма | 4 или 5 |
| Газовая сварка (средняя) от 1/8 дюйма до 1/2 дюйма | 5 или 6 |
| Газовая сварка (тяжелая) 1/2 дюйма и более | 6 или 8 |
Примечание к диаграмме: При газовой сварке или кислородной резке, когда горелка излучает ярко-желтый свет, желательно использовать фильтр или линзу, которые поглощают желтую или натриевую линию в видимом свете операции.
Если это позволяет работа, сварщик должен быть заключен в отдельную кабину, окрашенную покрытием с низким коэффициентом отражения, например оксидом цинка (важный фактор поглощения ультрафиолетового излучения) и ламповой чернотой, или должен быть заключен в негорючие экраны, окрашенные аналогичным образом. Кабинки и экраны должны обеспечивать циркуляцию воздуха на уровне пола. Рабочие или другие лица, прилегающие к участкам сварки, должны быть защищены от лучей негорючими или взрывонепроницаемыми экранами или экранами или должны быть обязаны носить соответствующие защитные очки.
Общие требования к защитной одежде. Сотрудники, подверженные опасностям, связанным с операциями сварки, резки или пайки, должны быть защищены средствами индивидуальной защиты (СИЗ) в соответствии со стандартом OSHA по СИЗ (29 CFR 1910.132).
Защита и вентиляция от опасностей для здоровья. При сварке в помещении, полностью экранированном со всех сторон, экраны должны быть расположены так, чтобы они не ограничивали вентиляцию помещения. Экраны желательно устанавливать так, чтобы они были около 2 футов (0.61 м) над полом, за исключением случаев, когда работа выполняется на настолько низком уровне, что экран необходимо выдвигать ближе к полу, чтобы защитить находящихся поблизости рабочих от бликов от сварки.
Местные вытяжные или общие системы вентиляции должны быть предусмотрены и организованы таким образом, чтобы количество токсичных паров, газов или пыли не превышало максимально допустимой концентрации, указанной в таблице опасных и токсичных веществ OSHA (29 CFR 1910.1000).
Уведомления об опасности для здоровья. Ряд потенциально опасных материалов используется во флюсах, покрытиях, покрытиях и присадочных металлах, используемых при сварке и резке, или выбрасываются в атмосферу во время сварки и резки.Поставщики сварочных материалов должны определить опасность, если таковая имеется, связанную с использованием их материалов при сварке и резке.
Работодатели должны включать в уведомления об опасности для здоровья следующую информацию:
- Все присадочные металлы и легкоплавкие гранулированные материалы должны иметь, как минимум, следующее уведомление на бирках, коробках или других контейнерах:
«ВНИМАНИЕ! При сварке могут образовываться опасные для здоровья пары и газы. Избегайте вдыхания этих паров и газов. .Используйте соответствующую вентиляцию. См. ANSI Z49.
- Металлические наполнители, содержащие кадмий в значительных количествах, должны иметь следующее уведомление на бирках, коробках или других контейнерах:
«ПРЕДУПРЕЖДЕНИЕ — СОДЕРЖИТ КАДМИЙ — ПРИ НАГРЕВАНИИ МОЖЕТ ОБРАЗОВАТЬСЯ ЯДОВИТЫЙ ДЫМ. вентиляция, такая как коллекторы дыма, вытяжные вентиляторы или респираторы с подачей воздуха. — См. ANSI Z49.1. — Если после использования появляется боль в груди, кашель или жар, немедленно обратитесь к врачу.»
Вентиляция для общей сварки и резки. Должна быть предусмотрена механическая вентиляция при сварке или резке металлов и других соединений, не подпадающих под действие этого правила, со следующими ограничениями:
- На площади менее 10 000 кубических футов (284 кубических м) на сварщика
- В помещении с высотой потолка менее 5 м (16 футов)
- В замкнутых пространствах или там, где сварочное пространство содержит перегородки, балконы или другие структурные барьеры до такой степени, что они значительно затрудняют поперечную вентиляцию
Скорость такой вентиляции должна составлять не менее 2 000 кубических футов (57 кубических метров) в минуту на сварщика, за исключением случаев, когда предусмотрены местные вытяжные шкафы, кабины или респираторы для авиалайнеров.Естественная вентиляция считается достаточной для операций сварки или резки, где нет ограничений по пространству.
Вентиляция с вытяжками или кабинами. Либо вытяжка, либо стационарный кожух (например, кабина) с воздушным потоком удовлетворяют требованиям для механической местной вытяжной вентиляции. Свободно перемещаемые кожухи, предназначенные для размещения сварщиком как можно ближе к свариваемой детали и обеспечивающие скорость воздушного потока, достаточную для поддержания скорости в направлении кожуха 100 погонных футов (30 м) в минуту в зона сварки, когда вытяжка находится на самом удалении от места сварки, удовлетворяет требованиям, предъявляемым к вытяжке, если выбран этот метод вентиляции.
Скорость вентиляции, необходимая для достижения этой скорости управления с использованием 3-дюймового. Всасывающее отверстие с фланцем шириной 7,6 см показано в виде диаграммы в документе 29 CFR 1910.252 (c) (3) (i).
Неподвижный корпус (кабина) с верхней частью и не менее чем с двух сторон, которые окружают операции сварки или резки, и с расходом воздуха, достаточным для поддержания скорости на удалении от сварщика не менее 100 погонных футов (30 м) на Минутка — приемлемая альтернатива вытяжке.
Сварка фторсодержащими соединениями. В замкнутых пространствах сварка или резка с использованием флюсов, покрытий или других материалов, содержащих соединения фтора, должны выполняться в соответствии с требованиями данного регламента к замкнутому пространству. См. Раздел настоящего анализа «Операции в замкнутом пространстве». Соединение фтора — это соединение, которое содержит фтор как элемент в химической комбинации, а не как свободный газ.
Потребность в местной вытяжной вентиляции или респираторах для сварки или резки вне замкнутых пространств будет зависеть от индивидуальных обстоятельств.Однако опыт показал, что такая защита желательна для производственной сварки в фиксированном месте и для всех производственных сварок нержавеющих сталей. Если пробы воздуха, взятые в месте сварки, показывают, что выделившиеся фториды ниже максимально допустимой концентрации, такая защита не требуется.
Флюсы для пайки и газовой сварки, содержащие соединения фтора, должны иметь предупреждающую формулировку, указывающую на то, что они содержат соединения фтора. Одна из таких предостерегающих формулировок, рекомендованная Американским обществом сварки для флюсов для пайки и газовой сварки, гласит:
ВНИМАНИЕ — СОДЕРЖИТ ФТОРИДЫ — Этот флюс при нагревании выделяет пары, которые могут раздражать глаза, нос и горло.
1. Избегайте испарений — используйте только в хорошо вентилируемых помещениях.
2. Избегайте попадания флюса в глаза или на кожу.
3. Не принимать внутрь.
Сварка цинком. В замкнутых пространствах сварка или резка основных или присадочных металлов, содержащих цинк, или металлов, покрытых цинкосодержащими материалами, должна выполняться в соответствии с требованиями настоящего правила в отношении ограниченного пространства. См. Раздел настоящего анализа «Операции в замкнутом пространстве».
В помещении сварка или резка цинкосодержащих материалов или присадочных материалов, покрытых цинкосодержащими материалами, должна выполняться в соответствии с требованиями регламента к вытяжке или вентиляции кабины.
Сварка свинцом. В замкнутых пространствах сварка с использованием свинцовых недрагоценных металлов (ошибочно называемая обжигом свинца) должна выполняться в соответствии с требованиями данного регламента к замкнутому пространству. См. Раздел настоящего анализа «Операции в замкнутом пространстве».
В помещениях сварка металлов на основе свинца должна выполняться в соответствии с требованиями регламента к вытяжке или вентиляции кабины.
В замкнутых пространствах или в помещении операции сварки или резки металлов, содержащих свинец, кроме примесей, или металлов, покрытых свинцовосодержащими материалами, включая краску, должны выполняться с использованием местной вытяжной вентиляции или респираторов на авиалиниях.Работа на открытом воздухе требует использования респираторов NIOSH. Во всех случаях рабочие, находящиеся в непосредственной близости от места резки, должны быть защищены местной вытяжной вентиляцией или воздушными респираторами.
Сварка бериллием. Сварка или резка в любом месте, где используются основные или присадочные металлы, содержащие бериллий, должны выполняться с использованием местной вытяжной вентиляции и респираторов, если атмосферные испытания в наиболее неблагоприятных условиях не установили, что воздействие на рабочих находится в пределах допустимого предела воздействия (PEL) для бериллий (29 CFR 1910.1000). Во всех случаях рабочие, находящиеся в непосредственной близости от места сварки или резки, должны быть при необходимости защищены местной вытяжной вентиляцией или респираторами на авиалиниях.
Сварка кадмием. В замкнутых пространствах или в помещении операции сварки или резки основных металлов, содержащих кадмий или покрытые кадмием, должны выполняться с использованием местной вытяжной вентиляции или респираторов на авиалиниях, если атмосферные испытания в самых неблагоприятных условиях не показывают, что воздействие на сотрудников находится в пределах допустимого предела воздействия ( PEL) для кадмия (29 CFR 1910.1000). Для работы на открытом воздухе требуются респираторы, одобренные NIOSH, например, вытяжные респираторы.
Если сварка (пайка) присадочных металлов, содержащих кадмий, должна выполняться в замкнутом пространстве, она должна выполняться с использованием вентиляции, как предписано вытяжкой или вентиляцией кабины и требованиями к замкнутому пространству настоящего правила. Дополнительную информацию см. В разделе «Операции в замкнутом пространстве» данного анализа.
Сварка ртутью. В замкнутых пространствах или в помещении операции по сварке или резке металлов, покрытых ртутьсодержащими материалами, включая краску, должны выполняться с использованием местной вытяжной вентиляции или респираторов на авиалиниях, если атмосферные испытания в самых неблагоприятных условиях не показывают, что воздействие на сотрудников находится в пределах PEL для ртуть (29 CFR 1910.1000). Такие операции, когда они выполняются на открытом воздухе, должны выполняться с использованием респираторов, одобренных NIOSH.
Чистящие составы. При использовании чистящих средств необходимо соблюдать инструкции производителя и другие меры предосторожности. Обезжиривание и другие операции по очистке с использованием хлорированных углеводородов должны проводиться таким образом, чтобы пары от этих операций не попадали или не попадали в атмосферу, окружающую любые сварочные операции. Кроме того, трихлорэтилен и перхлорэтилен следует хранить вдали от атмосфер, проницаемых ультрафиолетовым излучением при сварке в среде защитных газов.
Порезка нержавеющих сталей. Кислородная резка с использованием химического флюса или железного порошка или резка нержавеющей стали дугой в среде защитного газа должна выполняться с использованием механической вентиляции, достаточной для удаления образующихся паров.
Первая помощь. Аптечка первой помощи должна быть доступна в любое время. Обо всех травмах необходимо как можно скорее сообщать для обращения за медицинской помощью. Необходимо оказать первую медицинскую помощь до момента оказания медицинской помощи.
Применения трубопроводов передачи. Должны быть выполнены требования настоящего Регламента и правила дуговой сварки (29 CFR 1910.254) к физической безопасности, охране здоровья и вентиляции.
Это постановление, правило о топливном газе, а также правила дуговой сварки и резки должны применяться в тех случаях, когда производятся полевые цеха для изготовления арматуры, переходов через реки, дорожных переходов, а также насосных и компрессорных станций.
Если дуговая сварка выполняется во влажных условиях или в условиях высокой влажности, необходима специальная защита от поражения электрическим током.
При испытании трубопроводов под давлением рабочие и население должны быть защищены от травм в результате выдувания затворов или других устройств ограничения давления. Также должна быть предусмотрена защита от вытеснения рыхлой грязи, которая могла застрять в трубе.
Сварная конструкция магистральных трубопроводов должна выполняться в соответствии со стандартом 1104 ANSI / Американского института нефти (API), стандартом для сварочных трубопроводов и сопутствующих устройств, стандартом API 1104-1968 или обновленной версией.
Сварочное соединение ответвлений трубопроводов, транспортирующих легковоспламеняющиеся вещества, должно выполняться в соответствии со стандартом API PSD 2201-1963 «Сварка или врезка горячей врезки на оборудовании, содержащем легковоспламеняющиеся вещества», который включен посредством ссылки.
Использование рентгеновских лучей и радиоактивных изотопов для проверки сварных стыков трубопроводов должно выполняться в соответствии с ANSI Z54.1-1963, Немедицинские источники рентгеновского излучения и герметичные источники гамма-излучения, который включен посредством ссылки.
Применение в механических системах трубопроводов. Должны выполняться требования по предотвращению пожаров и защите персонала, изложенные в этом правиле, а также правила газовой кислородно-газовой и дуговой сварки / резки (29 CFR 1910.253 и 29 CFR 1910.254).
ОПЕРАЦИИ В ОГРАНИЧЕННОМ ПРОСТРАНСТВЕ29 Свода федеральных правил 1910.252 (a) (4) и (b) (4)
В целях определения замкнутого пространства при сварке, резке и пайке замкнутое пространство — это относительно небольшое или ограниченное пространство, такое как резервуар, бойлер, сосуд высокого давления или небольшой отсек корабля.
См. Раздел анализа в замкнутом пространстве для получения подробной информации о работе в замкнутом пространстве.
Противопожарная защита в закрытых помещениях. Когда дуговая сварка должна быть приостановлена на какой-либо продолжительный период времени, например, во время обеда или на ночь, все электроды должны быть извлечены из держателей, а держатели осторожно расположены так, чтобы исключить случайный контакт и отключить аппарат от источника питания. .
Чтобы исключить возможность утечки газа из-за утечек или неправильно закрытых клапанов, при газовой сварке или резке клапаны горелки должны быть закрыты, а подача газа к горелке принудительно перекрываться в какой-то момент за пределами ограниченного пространства всякий раз, когда горелка работает. не использовать в течение длительного периода времени, например, во время обеденного перерыва или на ночь.По возможности резак и шланг также должны быть удалены из замкнутого пространства.
Работа в ограниченном пространстве. Вентиляция — необходимое условие для работы в ограниченном пространстве. Требования к вентиляции см. В подразделе «Общие положения» данного анализа.
Газовые баллоны и сварочные аппараты следует оставлять вне замкнутого пространства во время сварки или резки. Перед началом работы тяжелое переносное оборудование, установленное на колесах, необходимо надежно заблокировать, чтобы предотвратить случайное перемещение.
Если сварщик должен войти в ограниченное пространство через люк или другое небольшое отверстие, должны быть предусмотрены средства для быстрого удаления его в случае возникновения чрезвычайной ситуации. Когда для этой цели используются ремни безопасности и страховочные тросы, они должны быть прикреплены к телу сварщика, чтобы его тело не могло застрять в небольшом выходном отверстии. Сопровождающий с заранее запланированной спасательной процедурой должен находиться снаружи, чтобы постоянно наблюдать за сварщиком и иметь возможность проводить спасательные операции. Тем не менее, OSHA заявило в письме о толковании (Emmerich, 30 июля 1993 г.), что агентство согласится на использование процедуры постукивания по стенкам резервуаров в качестве средства связи вместо прямого наблюдения сварщика со стороны обслуживающего персонала.
Когда дуговая сварка должна быть приостановлена на какой-либо продолжительный период времени, например, во время обеда или на ночь, все электроды должны быть извлечены из держателей, а держатели осторожно расположены так, чтобы исключить случайный контакт, и аппарат должен быть отключен от источника питания. источник.
Если горелка не будет использоваться в течение продолжительного периода времени, например, в обеденный перерыв или в ночное время, клапаны горелки должны быть закрыты, а подача топливного газа и кислорода к горелке принудительно отключена в некоторой точке за пределами замкнутого пространства. .По возможности резак и шланг также должны быть удалены из замкнутого пространства.
После завершения сварочных работ сварщик должен пометить горячий металл или предоставить другие средства предупреждения других рабочих о горячем металле.
Вентиляция в закрытых помещениях. Все операции по сварке и резке, выполняемые в замкнутых пространствах, должны иметь соответствующую вентиляцию, чтобы предотвратить накопление токсичных материалов или возможный дефицит кислорода. Это касается не только сварщика, но и помощников и другого персонала, находящегося в непосредственной близости.Весь воздух, заменяющий удаленный, должен быть чистым и безопасным для дыхания.
Респираторы в ограниченном пространстве. В случаях, когда невозможно обеспечить такую вентиляцию, следует использовать респираторы для авиалайнеров или шланговые маски, одобренные для этой цели NIOSH.
В зонах, представляющих непосредственную опасность для жизни, необходимо использовать полностью закрывающий лицо, работающий под давлением, автономный дыхательный аппарат или комбинированный закрывающий лицо респиратор с подачей воздуха, работающий под давлением, с дополнительной автономной подачей воздуха, одобренный NIOSH. использоваться.
Если сварочные работы выполняются в замкнутом пространстве и где сварщики и помощники снабжены шланговыми масками, шланговыми масками с воздуходувками или автономным дыхательным оборудованием, одобренным Управлением по безопасности и охране здоровья в шахтах и Национальным институтом безопасности и гигиены труда, рабочий должен быть размещен снаружи таких замкнутых пространств, чтобы обеспечить безопасность тех, кто работает внутри.
Запрещается использовать кислород для вентиляции.
СВАРКА И РЕЗКА В КИСЛОРОДНО-ТОПЛИВНОМ ГАЗЕ29 CFR 1910.253
Работодатели должны применять процедуры для предотвращения взрыва смеси топливных газов и воздуха или кислорода. Смеси воздуха или кислорода с горючими газами перед потреблением, за исключением горелки или стандартной горелки, не допускаются, если для этой цели нет разрешения.
Переносные баллоны. Все переносные баллоны, используемые для хранения и транспортировки сжатых газов, должны быть сконструированы и обслуживаться в соответствии с правилами Министерства транспорта США, 49 CFR, части 171179.
Баллоны со сжатым газом должны иметь четкую маркировку с указанием химического или торгового наименования газа. Маркировка должна быть трафаретом, штампом или этикеткой и не должна легко удаляться. По возможности маркировка должна располагаться на плече баллона.
Ацетилен. Ни при каких условиях ацетилен не должен генерироваться, закачиваться по трубам (за исключением утвержденных коллекторов баллонов) или использоваться при давлении, превышающем 15 фунт-сила на квадратный дюйм манометра (103 кПа) или 30 фунт-сила на квадрат. дюйм абсолютный (206 кПа абсолютный).
Дополнительные требования. Регламент содержит очень подробные дополнительные требования для:
- Цилиндры
- Коллектор цилиндров
- Системы сервисных трубопроводов
- Защитное снаряжение, шланг и баллоны
- Генераторы ацетилена
- Хранилище карбида кальция
29 CFR 1910.254
Требования к конструкции оборудования для дуговой сварки и резки.Работодатели могут соответствовать требованиям безопасности к аппаратам для дуговой сварки и резки, соблюдая либо:
- Национальная ассоциация производителей электрооборудования EW11962, Требования к аппаратам для электродуговой сварки; или
- ANSI и Underwriters ‘Laboratories C33.2-1956, Стандарт безопасности для трансформаторных сварочных аппаратов.
Монтаж оборудования. Установка, включая источник питания, должна соответствовать требованиям электрических стандартов OSHA (29 CFR 1910, подраздел S).Подробные требования к установке описаны в регламенте. См. Раздел «Анализ электробезопасности » для получения дополнительной информации о требованиях к электробезопасности.
Эксплуатация и обслуживание. Работодатели и сотрудники должны строго соблюдать распечатанные правила и инструкции по эксплуатации оборудования, поставляемого производителями.
Работодатели должны гарантировать, что сотрудники соблюдают процедуры предотвращения и защиты от пожара, защиты персонала, охраны здоровья и вентиляции в правилах сварки, резки и пайки (29 CFR 1910.252). В правилах есть дополнительные требования безопасности для подключения машины, заземления, утечек, переключателей, держателей электродов, поражения электрическим током и технического обслуживания.
СОПРОТИВЛЕНИЕ СВАРКИ29 CFR 1910.255
Установка. Все оборудование должно быть установлено квалифицированным электриком в соответствии с требованиями электрических стандартов OSHA (29 CFR 1910, подраздел S). См. Раздел «Анализ электробезопасности» для получения дополнительной информации о требованиях к электробезопасности.
Должен быть выключатель-разъединитель безопасности, прерыватель цепи или прерыватель цепи для размыкания каждой силовой цепи машины, удобно расположенный на машине или рядом с ней, чтобы можно было отключить питание, когда машина или ее органы управления должны быть отключены. обслуживаться.
Трубки Ignitron, используемые в оборудовании для контактной сварки, должны быть оснащены термозащитным выключателем.
Рабочие, назначенные для работы с оборудованием для контактной сварки, должны быть надлежащим образом проинструктированы и признаны компетентными для работы с таким оборудованием.
Органы управления всеми автоматическими или пневматическими и гидравлическими зажимами должны быть расположены или защищены, чтобы оператор не мог их случайно активировать.
Непереносные аппараты для точечной и шовной сварки. В правиле содержатся подробные требования к сварке конденсаторов, блокировкам, ограждениям, экранам, ножным переключателям, кнопкам останова, английским штырям и заземлению.
Переносные сварочные аппараты. В правиле есть требования к противовесу, предохранительным цепям, скобе, щиткам переключателей, подвижному держателю и заземлению.
Оборудование для оплавления. В правиле есть требования к вентиляции, вспышкам и противопожарным завесам.
Техническое обслуживание. Квалифицированный обслуживающий персонал должен проводить периодические проверки и вести протокол сертификации. Сертификационная запись должна включать дату проверки, подпись лица, проводившего проверку, и серийный номер или другой идентификатор проверяемого оборудования. Оператор должен быть проинструктирован сообщать о любых дефектах оборудования своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будет завершен безопасный ремонт.
ОБУЧЕНИЕ ПЕРСОНАЛА СВАРОЧНИКИ, РЕЗЧИКИ И УЧАСТНИКИ29 CFR 1910.252 (a) (2) (xiii) (C)
Резаки, сварщики и их руководители должны быть надлежащим образом обучены безопасной эксплуатации своего оборудования и безопасному использованию процесса или системы, когда объект, подлежащий сварке или резке, не может быть перемещен и если невозможно устранить все опасности возгорания.
ПОЖАРНЫЕ Дозоры29 Свода федеральных правил 1910.252 (a) (2)
Пожарные должны иметь в наличии оборудование для пожаротушения и быть обучены его использованию.Они должны быть знакомы с оборудованием и процедурами подачи сигнала тревоги в случае пожара. Они должны следить за возгоранием на всех открытых участках, пытаться тушить его только тогда, когда это очевидно в пределах возможностей имеющегося оборудования, или иным образом бить тревогу. Пожарная охрана должна поддерживаться в течение не менее получаса после завершения операций сварки или резки для обнаружения и тушения возможных тлеющих возгораний.
ПЕРСОНАЛ ДЛЯ СВАРОЧНЫХ И РЕЗКИ КИСЛОРОДНЫХ ГАЗОВ29 CFR 1910.253 (а) (4) и (е) (6)
Рабочие, отвечающие за оборудование подачи кислорода или топливного газа, включая генераторы, и системы трубопроводов распределения кислорода или топливного газа, должны быть проинструктированы и признаны их компетентными для выполнения этой важной работы, прежде чем их оставят за них.
Квалифицированные механики должны пройти надлежащий инструктаж по ремонту регуляторов или частей регуляторов, включая манометры.
ДУГОВАЯ СВАРКА И РЕЗКА29 Свода федеральных правил 1910.254 (a) (3) и (d) (1)
Рабочие, работающие с оборудованием для дуговой сварки, должны быть проинструктированы и иметь квалификацию для работы и обслуживания такого оборудования, а также соблюдать общие положения правил сварки, резки и пайки (29 CFR 1910.252).
СОПРОТИВЛЕНИЕ СВАРКИ29 Свода федеральных правил 1910.255 (a) (3)
Рабочие, назначенные для работы с оборудованием для контактной сварки, должны быть надлежащим образом проинструктированы и признаны компетентными для работы с таким оборудованием.
ТРЕБОВАНИЯ К СВАРКЕ, РЕЗКЕ И НАГРЕВАНИЮ СТРОИТЕЛЬСТВАВ этом разделе изложены требования безопасности при сварке, резке и нагреве на рабочих местах в строительной отрасли.
Правила безопасности. Правила техники безопасности при сварке, резке и нагревании:
- Газовая сварка и резка — 29 CFR 1926 г.350
- Дуговая сварка и резка — 29 CFR 1926.351
- Пожарная безопасность — 29 CFR 1926.352
- Защитное снаряжение, шланг и баллоны
- Вентиляция и защита при сварке, резке и нагревании — 29 CFR 1926.353 .
- Защитные покрытия для сварки, резки и нагрева — 29 CFR 1926.354
Соответствующие правила безопасности. Существуют дополнительные правила безопасности, относящиеся к операциям сварки, резки и нагрева:
- Шестивалентный хром (Cr (VI)) — 29 CFR 1926 г.1126
- Кадмий — 29 CFR 1926.1127
- Газы, пары, дымы, пыль и туманы — 29 CFR 1926.55
- Вентиляция — 29 CFR 1926.57
- Сообщение об опасности — 29 CFR 1926.59 Свинец
- — 29 CFR 1926.62
- Управление производственной безопасностью — 29 CFR 1926.64
- Средства индивидуальной защиты — 29 CFR 1926, подраздел E
- Противопожарная защита и предотвращение пожаров — 29 CFR 1926, подраздел F
Опасности. Безопасность операций сварки и резки зависит от мер, принимаемых для предотвращения и контроля воздействия сильной жары, сжатого газа, поражения электрическим током, токсичных газов и паров, шума и излучаемой энергии. Последствия небезопасной практики могут варьироваться от «солнечных ожогов для глаз» до хронических последствий для здоровья. Осведомленность, подготовка и способность сварщиков и их руководителей выявлять опасности во многом определяют безопасность этих операций.
Элементы программы безопасности. Программа обеспечения безопасности при сварке, резке и нагреве или «горячих работах» должна включать следующие элементы:
- Ограничение выполнения процесса сварки или резки квалифицированным персоналом, который обучен выполнять конкретный тип операции (например, кислородно-ацетиленовая, кислородно-порошковая, угольная дуга, газовый вольфрам, пятно сопротивления)
- Признание работниками опасностей, связанных со сваркой, резкой, нагревом и пайкой, а также опасного характера основного материала, с которым контактируют
- Описание и реализация программы предотвращения пожаров и реагирования на них, включая предоставление огнетушителей / спринклерных машин, назначение пожарных, ограничение деятельности в горючих / взрывоопасных ситуациях и выдачу разрешений на проведение огнетушащих работ
- Особые процедуры для замкнутых пространств
- Эффективные методы промышленной гигиены
- Защита персонала, механическая вентиляция, средства индивидуальной защиты, сварочные шторы и т. Д.
- Безопасные методы обращения и хранения материалов, особенно газовых баллонов
Обучение сотрудников. Работодатели должны инструктировать сотрудников по безопасному использованию топливного газа и безопасным операциям сварки и резки, включая правильное обращение, перемещение и хранение топливных баллонов. Работодатели должны предоставить оборудование, соответствующее требованиям и спецификациям безопасности, и провести необходимые испытания и проверки этого оборудования. Работодатели также должны предоставить средства индивидуальной защиты, обеспечить соответствующую вентиляцию и убедиться, что работники осведомлены об интерактивном характере опасностей, связанных с сваркой.
ГАЗОВАЯ СВАРКА И РЕЗКА29 CFR 1926.350
Транспортировка, перемещение и хранение баллонов со сжатым газом. Защитные колпачки клапана должны быть на месте и закреплены. Когда баллоны поднимаются, они должны быть закреплены на опоре, стропе или поддоне. Их нельзя поднимать или перемещать на магнитах или кольцевых стропах. Цилиндры необходимо перемещать, наклоняя и перекатывая их по нижнему краю. Их нельзя умышленно ронять, наносить удары или позволять наносить друг другу удары с применением силы.
При транспортировке баллонов механическими транспортными средствами они должны быть закреплены в вертикальном положении. Защитные колпачки клапанов нельзя использовать для подъема цилиндров из одного вертикального положения в другое. Запрещается использовать стержни под клапанами или защитными колпачками клапанов для освобождения цилиндров при замерзании. Для размораживания цилиндров необходимо использовать теплую, а не кипящую воду.
Если баллоны надежно не закреплены на специальном держателе, предназначенном для этой цели, перед перемещением баллонов необходимо снять регуляторы и установить защитные колпачки клапанов.Необходимо использовать подходящую тележку для цилиндров, цепь или другое стабилизирующее устройство для предотвращения опрокидывания цилиндров во время использования. По окончании работы, когда баллоны пусты или когда баллоны перемещаются в любое время, клапан баллона должен быть закрыт. Баллоны со сжатым газом должны быть закреплены в вертикальном положении все время, если необходимо, на короткие периоды времени, пока баллоны фактически поднимаются или переносятся.
Кислородные баллоны при хранении должны быть отделены от баллонов с топливным газом или горючих материалов (особенно масла или смазки) на минимальном расстоянии 20 футов (6.1 м) или негорючим барьером высотой не менее 5 футов (1,5 м), имеющим рейтинг огнестойкости не менее получаса.
Внутри зданий баллоны должны храниться в хорошо защищенном, хорошо вентилируемом, сухом месте на расстоянии не менее 20 футов (6,1 м) от легковоспламеняющихся материалов, таких как масло или эксельсиор. Баллоны следует хранить в специально отведенных местах вдали от лифтов, лестниц или проходов. Отведенные места для хранения должны быть расположены в таком месте, где баллоны не будут опрокинуты или повреждены проходящими или падающими предметами, а также не будут подвергаться взлому.
Внутрипроизводственная обработка, хранение и утилизация всех сжатых газов в баллонах, переносных цистернах, железнодорожных цистернах или грузовых цистернах автотранспортных средств должны осуществляться в соответствии с брошюрой Ассоциации сжатых газов P-1-1965, Безопасное обращение со сжатыми газами. Газы в баллонах .
Размещение цилиндров. Цилиндры должны располагаться на достаточном удалении от места фактической сварки или резки, чтобы искры, горячий шлак или пламя не достигли их. Когда это нецелесообразно, необходимо предусмотреть огнестойкие экраны.
Цилиндры необходимо размещать там, где они не могут стать частью электрической цепи. Электроды не должны ударяться о цилиндр, чтобы вызвать дугу.
Баллоны с топливным газом необходимо размещать клапаном вверх, когда они используются. Их нельзя размещать в местах, где они не будут подвергаться воздействию открытого огня, горячего металла или других источников искусственного тепла.
Баллоны с кислородом, ацетиленом или другим топливным газом нельзя брать в замкнутые пространства.
Обработка баллонов. Цилиндры, полные или пустые, нельзя использовать в качестве роликов или опор.
Никто, кроме поставщика газа, не должен пытаться смешивать газы в баллоне. Никто, кроме владельца баллона или уполномоченного им лица, не должен заправлять баллон. Никто не должен использовать содержимое баллона для целей, отличных от тех, которые были предусмотрены поставщиком. Все используемые баллоны должны соответствовать требованиям Министерства транспорта, опубликованным в 49 CFR Part 178, Subpart C, Specification for Cylinder.
Запрещается использовать поврежденный или дефектный цилиндр.
Использование топливного газа. Работодатель должен тщательно проинструктировать сотрудников о безопасном использовании топливного газа, а именно:
Топливный газ нельзя использовать из баллонов через горелки или другие устройства, оборудованные запорными клапанами, без снижения давления с помощью подходящего регулятора, прикрепленного к клапану баллона или коллектору.
Перед тем, как подсоединить регулятор к вентилю баллона, вентиль необходимо слегка приоткрыть и немедленно закрыть.(Это действие обычно называют «растрескиванием» и предназначено для очистки клапана от пыли или грязи, которые в противном случае могли бы попасть в регулятор.) Человек, взламывающий клапан, должен стоять сбоку от выпускного отверстия, а не перед ним. Клапан баллона с топливным газом не должен иметь трещин в местах, где газ может попасть на сварочные работы, искры, пламя или другие возможные источники воспламенения.
Клапан баллона всегда следует открывать медленно, чтобы предотвратить повреждение регулятора. Для быстрого закрытия клапаны баллонов с топливным газом нельзя открывать более чем на 1.5 ходов. Если требуется специальный гаечный ключ, его необходимо оставить на штоке клапана во время использования баллона, чтобы можно было быстро перекрыть поток топливного газа в случае аварии. В случае баллонов с коллектором или сдвоенными цилиндрами всегда должен быть в наличии хотя бы один такой гаечный ключ для немедленного использования. Во время работы на баллон с топливным газом нельзя класть ничего, что может повредить предохранительное устройство или помешать быстрому закрытию клапана.
Перед снятием регулятора с клапана баллона клапан баллона всегда должен быть закрыт и газ должен быть выпущен из регулятора.
Если при открытии клапана баллона с топливным газом обнаруживается утечка вокруг штока клапана, клапан необходимо закрыть и затянуть гайку сальника. Если это действие не устраняет утечку, использование баллона должно быть прекращено, он должен быть надлежащим образом помечен и удален из рабочей зоны. В случае, если топливный газ должен вытекать из клапана баллона, а не из штока клапана, и газ не может быть перекрыт, баллон должен быть надлежащим образом промаркирован и удален из рабочей зоны.Если регулятор, прикрепленный к клапану баллона, эффективно предотвращает утечку через седло клапана, баллон не нужно удалять из рабочей зоны.
Если утечка должна возникать в предохранительной вилке или другом предохранительном устройстве, цилиндр должен быть удален из рабочей зоны.
Коллекторы топливного газа и кислорода. На коллекторах топливного газа и кислорода должно быть указано название вещества, которое они содержат, буквами размером не менее 1 дюйма. высокий, который должен быть либо нарисован на коллекторе, либо на постоянно прикрепленном к нему знаке.Эти коллекторы необходимо размещать в безопасных, хорошо вентилируемых и доступных местах, а не в замкнутых пространствах.
Соединения шлангов коллектора, включая оба конца шланга подачи, которые ведут к коллектору, должны быть такими, чтобы шланг нельзя было менять местами между коллекторами топливного газа и кислорода и соединениями коллектора подачи. Адаптеры нельзя использовать для замены шлангов. Шланговые соединения должны быть очищены от жира и масла.
Когда они не используются, шланговые соединения коллектора и коллектора должны быть закрыты крышками.Во время эксплуатации на коллектор нельзя класть ничего, что может повредить коллектор или помешать быстрому закрытию клапанов.
Шланги. Шланги топливного газа и кислорода должны легко отличаться друг от друга. Контраст может составлять разные цвета или характеристики поверхности, легко различимые на ощупь. Шланги для кислорода и топливного газа не должны быть взаимозаменяемыми. (См., Например, сопроводительный рисунок.) Запрещается использовать один шланг, имеющий более одного прохода для газа.
Когда параллельные участки шлангов для кислорода и топливного газа скреплены лентой, не более 4 дюймов из 12 дюймов должны быть покрыты лентой.
Все используемые шланги, по которым идет ацетилен, кислород, природный или промышленный топливный газ, или любой газ или вещество, которые могут воспламениться, вступить в горение или каким-либо образом причинить вред сотрудникам, должны проверяться в начале каждой рабочей смены. Неисправные шланги необходимо вывести из эксплуатации.
Шланги, которые подверглись повторной вспышке или демонстрируют признаки сильного износа или повреждения, должны быть испытаны при двойном давлении, превышающем нормальное, которому каждый подвергается, но ни в коем случае не менее 300 p.s.i. Неисправные шланги или шланги в сомнительном состоянии использовать нельзя.
Шланговые муфты должны быть такого типа, которые нельзя разблокировать или отсоединить прямым натяжением без вращательного движения.
Ящики, используемые для хранения газовых шлангов, должны вентилироваться.
Шланги, кабели и другое оборудование не должны приближаться к проходам, лестницам и лестницам.
Факелы. Засоренные отверстия наконечников резака необходимо очистить с помощью подходящей чистящей проволоки, сверл или других приспособлений, предназначенных для этой цели.Используемые горелки необходимо проверять в начале каждой рабочей смены на предмет утечки запорной арматуры, шланговых соединений и соединений наконечников. Неисправные горелки использовать нельзя. Факелы следует зажигать от фрикционных зажигалок или других разрешенных устройств, а не от спичек или от горячих работ.
Регуляторы и датчики. Регуляторы давления кислорода и топливного газа, включая соответствующие манометры, должны быть в надлежащем рабочем состоянии во время использования.
Опасности из-за масел и смазок. Кислородные баллоны и фитинги должны храниться вдали от масла или смазки. Цилиндры, крышки цилиндров и клапаны, муфты, регуляторы, шланги и оборудование должны быть очищены от масла или жирных веществ, и с ними нельзя работать масляными руками или перчатками. Кислород нельзя направлять на масляные поверхности, жирную одежду или внутрь жидкого топлива или другого резервуара для хранения или емкости.
Стандарты консенсуса. Дополнительные сведения, не указанные в правиле, приведены в соответствующих технических разделах ANSI Z49.1-1967, Правила техники безопасности при сварке и резке , должны применяться.
ДУГОВАЯ СВАРКА И РЕЗКА29 CFR 1926.351
Ручные электрододержатели. Следует использовать только ручные электрододержатели, специально разработанные для дуговой сварки и резки и способные безопасно выдерживать максимальный номинальный ток, необходимый для электродов.
Любые токоведущие части, проходящие через часть держателя, которую сварщик или резак держит в руке, и внешние поверхности губок держателя, должны быть полностью изолированы от максимального напряжения, возникающего на земле.
Сварочные кабели и соединители. Все кабели для дуговой сварки и резки должны быть полностью изолированного гибкого типа, способного выдерживать максимальные требования к току выполняемых работ с учетом рабочего цикла, в котором работает аппарат для дуговой сварки или резак.
Должен использоваться только кабель, не подвергшийся ремонту или стыкам, на расстоянии не менее 10 футов от конца кабеля, к которому подсоединен электрододержатель, за исключением кабелей со стандартными изолированными разъемами или сращиваниями, качество изоляции которых равно качеству изоляции кабеля. разрешены.
Кабели, нуждающиеся в ремонте, использовать нельзя. Когда кабель, отличный от упомянутого выше кабеля, изнашивается до такой степени, что обнажает оголенные проводники, обнаженная часть должна быть защищена резиной и фрикционной лентой или другой эквивалентной изоляцией.
Когда возникает необходимость соединить или срастить отрезки кабеля друг с другом, необходимо использовать надежные изолированные соединители, емкость которых по крайней мере эквивалентна емкости кабеля. Если соединения выполняются с помощью кабельных наконечников, они должны быть надежно скреплены друг с другом для обеспечения хорошего электрического контакта, а открытые металлические части наконечников должны быть полностью изолированы.
Возвраты на землю и заземление машины. Кабель заземления должен иметь безопасную допустимую нагрузку по току, равную или превышающую указанную максимальную выходную мощность устройства дуговой сварки или резки, которое он обслуживает. Когда один заземляющий обратный кабель обслуживает более одного блока, его безопасный ток должен превышать общую указанную максимальную выходную мощность всех блоков, которые он обслуживает.
Трубопроводы, содержащие газы или легковоспламеняющиеся жидкости, или трубопроводы, содержащие электрические цепи, не должны использоваться в качестве обратного заземления.
Когда конструкция или трубопровод используются в качестве цепи заземления, необходимо определить наличие необходимого электрического контакта на всех стыках. Возникновение дуги, искр или тепла в любой точке должно вызывать отказ от конструкций в качестве цепи заземления.
Когда конструкция или трубопровод постоянно используются в качестве заземляющего возвратного контура, все соединения должны быть скреплены, и должны проводиться периодические проверки, чтобы гарантировать отсутствие электролиза или опасности возникновения пожара из-за такого использования.
Рамы всех аппаратов для дуговой сварки и резки должны быть заземлены либо с помощью третьего провода в кабеле, содержащем проводник цепи, либо с помощью отдельного провода, который заземляется у источника тока. Цепи заземления, кроме как посредством конструкции, должны быть проверены, чтобы убедиться, что цепь между землей и заземленным силовым проводом имеет достаточно низкое сопротивление, чтобы пропускать ток, достаточный для прерывания тока предохранителем или автоматическим выключателем.
Все заземляющие соединения должны быть проверены, чтобы убедиться, что они механически прочны и электрически соответствуют требуемому току.
Руководство по эксплуатации. Работодатели должны инструктировать сотрудников по безопасным средствам дуговой сварки и резки следующим образом:
- Когда держатели электродов должны оставаться без присмотра, электроды должны быть удалены, а держатели должны быть размещены или защищены таким образом, чтобы они не могли электрически контактировать с работниками или проводящими объектами.
- Держатели горячих электродов нельзя погружать в воду. Это может привести к поражению дуговой сваркой или резаком электрическим током.
- Когда дуговой сварщик или резак имеет случай оставить свою работу или прекратить работу на какой-либо значительный период времени, или когда нужно переместить аппарат для дуговой сварки или резки, выключатель электропитания оборудования должен быть разомкнут.
- О любом неисправном или дефектном оборудовании следует сообщать руководителю.
- О любом неисправном или дефектном оборудовании следует сообщать руководителю.
- Должен быть предусмотрен выключатель или автоматический выключатель, с помощью которого каждый сварочный аппарат сопротивлением и его управляющее оборудование могут быть изолированы от цепи питания. Номинальный ток этого отключающего средства не должен быть меньше допустимой токовой нагрузки питающего провода.
Экранирование. По возможности, все операции по дуговой сварке и резке должны быть защищены негорючим или взрывонепроницаемым экраном, который будет защищать сотрудников и других лиц, работающих в непосредственной близости от прямых лучей дуги.
ПРОТИВОПОЖАРНЫЙ29 CFR 1926.352
По возможности, объекты для сварки, резки или нагрева должны быть перемещены в назначенное безопасное место или, если эти объекты не могут быть легко перемещены, все подвижные источники возгорания поблизости должны быть перенесены в безопасное место или защищены иным образом. Если эти объекты не могут быть перемещены и если невозможно устранить все опасности возгорания, необходимо принять положительные меры для ограничения тепла, искр и шлака, а также для защиты от них неподвижных источников возгорания.
Запрещается выполнять сварку, резку или нагревание в местах, где нанесение легковоспламеняющихся красок или присутствие других легковоспламеняющихся соединений или высокая концентрация пыли создают опасность.
Оборудование пожаротушения. Соответствующее оборудование пожаротушения должно быть немедленно доступно в рабочей зоне и поддерживаться в состоянии или готовности к немедленному использованию.
Дополнительные меры предосторожности при недостаточности обычных мер противопожарной защиты. Когда операция сварки, резки или нагрева такова, что обычные меры предосторожности по предотвращению пожара недостаточны, необходимо назначить дополнительный персонал для защиты от огня во время выполнения фактических операций сварки, резки или нагрева и в течение достаточного периода времени. время после завершения работ, чтобы исключить возможность возгорания.Такой персонал должен быть проинструктирован относительно конкретных предполагаемых опасностей пожара и того, как следует использовать предоставленное противопожарное оборудование.
Горячие работы на стенах, полу или потолке. При сварке, резке или обогреве стен, полов и потолков, поскольку прямое проникновение искр или теплопередача может создать опасность пожара в прилегающей зоне, на противоположной стороне должны быть приняты те же меры предосторожности, что и на противоположной стороне. сторона, на которой выполняется сварка, резка или нагрев.
Закрытые или замкнутые пространства. Для устранения возможного возгорания в закрытых помещениях в результате утечки газа через негерметичные или неправильно закрытые клапаны горелки, подача газа в горелку должна быть принудительно перекрыта в некоторой точке вне замкнутого пространства, когда горелка не будет использоваться. или всякий раз, когда факел остается без присмотра в течение значительного периода времени, например, во время обеденного перерыва. На ночь и при смене смены резак и шланг необходимо убрать из замкнутого пространства.Открытые шланги для топливного газа и кислорода должны быть немедленно удалены из замкнутых пространств, когда они отсоединены от горелки или другого устройства, потребляющего газ.
За исключением случаев, когда содержимое удаляется или переносится, бочки, ведра и другие емкости, которые содержат или содержали легковоспламеняющиеся жидкости, должны оставаться закрытыми. Пустые емкости необходимо убрать в безопасное место, кроме горячих работ или открытого огня.
Бочки, контейнеры или полые конструкции. Бочки, контейнеры или полые конструкции, которые содержали токсичные или легковоспламеняющиеся вещества, перед сваркой, резкой или нагреванием должны быть либо заполнены водой, либо тщательно очищены от таких веществ, а затем провентилированы и испытаны.
Перед тем, как нагреть барабан, контейнер или полую конструкцию, необходимо предусмотреть вентиляционное отверстие или отверстие для сброса любого создаваемого давления во время приложения тепла.
ВЕНТИЛЯЦИЯ И ЗАЩИТА ПРИ СВАРКЕ, РЕЗКЕ И НАГРЕВАНИИ29 CFR 1926.353
Механическая вентиляция. Механическая вентиляция должна состоять из систем общей механической вентиляции или местных вытяжных систем.
Вентиляция должна считаться адекватной, если она имеет достаточную мощность и устроена таким образом, чтобы удалять пары и дым у источника и поддерживать их концентрацию в зоне дыхания в безопасных пределах, как это определено в Подчасти D Части 1926, Гигиена труда и контроль окружающей среды.
Загрязненный воздух, выходящий из рабочего пространства, необходимо выпускать отдельно от источника всасываемого воздуха. Весь воздух, заменяющий удаляемый, должен быть чистым и пригодным для вдыхания. Кислород нельзя использовать для вентиляции, комфортного охлаждения, сдува пыли с одежды или для очистки рабочей зоны.
Горячие работы в закрытых помещениях. За исключением случаев, когда респираторы на воздушной линии требуются или разрешаются, как описано ниже, необходимо обеспечить соответствующую механическую вентиляцию, отвечающую требованиям, описанным выше, всякий раз, когда сварка, резка или нагревание выполняются в ограниченном пространстве.
Если невозможно обеспечить достаточную вентиляцию без блокирования средств доступа, сотрудники в замкнутом пространстве должны быть защищены респираторами на воздушной линии в соответствии с требованиями Подчасти E Части 1926, Средства индивидуальной защиты и спасения. Сотрудник за пределами замкнутого пространства должен быть назначен для поддержания связи с теми, кто работает в нем, и для оказания им помощи в чрезвычайной ситуации.
Если сварщик должен войти в ограниченное пространство через небольшое отверстие, должны быть предусмотрены средства для его быстрого удаления в случае возникновения чрезвычайной ситуации.Когда для этой цели используются ремни безопасности и страховочные тросы, они должны быть прикреплены к телу сварщика таким образом, чтобы его тело не могло застрять в небольшом выходном отверстии. Сопровождающий с заранее запланированной спасательной процедурой должен находиться снаружи, чтобы постоянно наблюдать за сварщиком и иметь возможность проводить спасательные операции.
Сварка, резка или нагрев металлов, имеющих токсическое значение. Сварка, резка или нагревание в любых закрытых помещениях с использованием следующих металлов должны выполняться при соответствующей механической вентиляции.
- Цинкосодержащие основные или присадочные металлы или металлы, покрытые цинксодержащими материалами
- Свинец недрагоценный металл
- Присадочные материалы, содержащие кадмий
- Хромсодержащие металлы или металлы, покрытые хромсодержащими материалами
Сварка, резка или нагрев любых замкнутых пространств с использованием следующих металлов должны выполняться с соответствующей местной вытяжной вентиляцией, как описано выше, или сотрудники должны быть защищены респираторами на воздушной линии в соответствии с правилом респираторов (29 CFR 1926.103):
- Металлы, содержащие свинец, кроме примесей, или металлы, покрытые свинцовыми материалами
- Основные металлы с кадмием или с кадмиевым покрытием
- Металл, покрытый ртутьсодержащими металлами
- Бериллийсодержащие основные или присадочные металлы
Из-за его высокой токсичности работы с бериллием должны выполняться как с местной вытяжной вентиляцией, так и с респираторами на воздушной линии.
Сотрудники, выполняющие такие операции на открытом воздухе, должны быть защищены респираторами фильтрующего типа, за исключением того, что сотрудники, выполняющие такие операции с бериллийсодержащим основным или присадочным металлом, должны быть защищены респираторами на воздушной линии.
Другие сотрудники, находящиеся в той же атмосфере, что и сварщики или горелки, должны быть защищены таким же образом, как сварщик или горелка.
Электродуговая сварка в среде инертного газа. Поскольку процесс дуговой сварки в среде инертного газа включает в себя производство ультрафиолетового излучения с интенсивностью от 5 до 30 раз больше, чем при дуговой сварке в среде защитного металла, разложение хлорированных растворителей ультрафиолетовыми лучами и выделение токсичных паров. и газов, сотрудников нельзя допускать к участию в процессе или подвергать их воздействию до тех пор, пока не будут приняты определенные особые меры предосторожности.
При использовании хлорированных растворителей необходимо поддерживать расстояние не менее 200 футов, если они не защищены, от открытой дуги, а поверхности, подготовленные с помощью хлорированных растворителей, должны быть полностью высушены, прежде чем разрешается сварка таких поверхностей.
Работники в зоне, не защищенной от дуги экранированием, должны быть защищены фильтрующими линзами. Когда два или более сварщика подвергаются воздействию дуги друг друга, необходимо носить защитные очки с фильтрующими линзами подходящего типа под сварочными шлемами. Щитки для рук для защиты сварщика от вспышек и лучистой энергии должны использоваться, когда либо шлем поднят, либо снят щит.
Сварщики и другие сотрудники, подвергающиеся воздействию радиации, должны быть надлежащим образом защищены, чтобы кожа была полностью закрыта, чтобы предотвратить ожоги и другие повреждения ультрафиолетовыми лучами. Сварочные маски и щитки для рук не должны иметь утечек, отверстий и поверхностей с высокой отражающей способностью.
При выполнении дуговой сварки в среде инертного газа на нержавеющей стали необходимо использовать соответствующую местную вытяжную вентиляцию, как описано выше, или респираторы на воздушной линии для защиты от опасных концентраций диоксида азота.
Общая сварка, резка и нагрев. Сварка, резка или нагрев, не связанные с условиями или токсичными материалами, описанными выше, обычно могут выполняться без механической вентиляции или средств защиты органов дыхания. Однако такая защита должна быть предусмотрена там, где существует небезопасное накопление загрязняющих веществ из-за необычных физических или атмосферных условий.
Сотрудники, выполняющие любые виды сварки, резки или нагрева, должны быть защищены подходящими средствами защиты глаз (см. 29 CFR 1926.102).
СВАРКА, РЕЗКА И НАГРЕВ КОНСЕРВИРУЮЩИХ ПОКРЫТИЙ29 CFR 1926.354
Перед тем, как начать сварку, резку или нагрев любой поверхности, покрытой защитным покрытием, воспламеняемость которого неизвестна, компетентное лицо должно провести испытание для определения ее воспламеняемости. Консервирующие покрытия следует рассматривать как легковоспламеняющиеся, если соскоб сгорает очень быстро.
Когда установлено, что покрытия легко воспламеняются, их необходимо удалить с нагреваемой области, чтобы предотвратить возгорание.
Защита от токсичных консервирующих покрытий. В закрытых помещениях все поверхности, покрытые токсичными консервантами, должны быть удалены от всех токсичных покрытий на расстоянии не менее 4 дюймов от зоны воздействия тепла, или сотрудники должны быть защищены респираторами с воздушной линией. На открытом воздухе сотрудники должны быть защищены респиратором.
Удаление защитных покрытий. Консервирующие покрытия необходимо удалить на достаточном расстоянии от нагреваемой области, чтобы не допустить значительного повышения температуры незащищенного металла.Для ограничения размера очищаемой зоны можно использовать искусственное охлаждение металла, окружающего зону нагрева.
СТРОИТЕЛЬНОЕ ОБУЧЕНИЕДля газовой и дуговой сварки и резки требуются подробные инструкции по эксплуатации. Некоторым работодателям может потребоваться обучить специальный персонал пожарным опасностям и противопожарному оборудованию, подходящему для их работы.
ГАЗОВАЯ СВАРКА И РЕЗКА29 CFR 1926.350 (d) (1)
Работодатель должен инструктировать сотрудников по безопасному использованию топливного газа.См. Конкретные процедуры в подразделе «Использование топливного газа» данного анализа.
ДУГОВАЯ СВАРКА И РЕЗКА29 CFR 1926.351 (d)
Работодатели должны обучать сотрудников безопасным методам дуговой сварки и резки. См. Подраздел «Инструкции по эксплуатации» этого анализа для ознакомления с конкретными процедурами.
ПРОТИВОПОЖАРНЫЙ29 CFR 1926.352 (e)
Персонал, назначенный для защиты от пожара во время фактических сварочных работ, резки или нагрева, должен быть обучен предупреждению опасности возникновения пожара и использованию имеющегося противопожарного оборудования.