Чем отличается инвертор от сварочного аппарата: обычный трансформатор и инвертор
Большинство людей, занимающихся сваркой, сталкиваются с такими словами, как , аппарат для сварки или . В некоторых случаях эти слова используют как синонимы.
В этом нет ничего удивительного, поскольку эти два оборудования предназначены для одной цели и могут друг друга заменить в необходимый момент. Однако отличия всё же имеются в виде принципа применения на деле.
Основная задача у новичков в сварочной сфере — выяснить, чем же отличается инвертор от сварочного аппарата?
Содержание
- Что такое инвертор?
- Чем отличается инвертор от сварочного аппарата, и какие характеристики важны?
- Итог
Что такое инвертор?
Необходимость сварочных работ возникает не только в промышленной деятельности, но также и дома, в бытовой сфере. Зачастую такая работа появляется у обладателей частных домов или дачи. Благодаря приобретению сварочного оборудования можно решить любую текущую проблему за короткое время.
Прежде, чем подбирать подходящую конструкцию домой, необходимо разобраться в его предназначении, функциях и немаловажных деталях использования.
Сварочный инвертор – приспособление, благодаря которому можно производить любые сварочные работы на больших производственных предприятиях либо для частного использования.
Достойный выбор должен зависеть не только от цены, возможностей, качества выполненной работы, но и с учетом технических характеристик оборудования, условий и специфических нюансов в процессе эксплуатации.
Электрическая схема сварочного инвертора.Важные критерии, которые необходимо отметить при выборе и покупке сварочного инверторного оборудования, заключаются в следующем:
- На фирме необходимо уточнить наличие печатных плат, подходящих под конкретную модель конструкции.
Они достаточно хрупкие, а ремонт весьма дорогой. Иными словами, если у специалиста их много, это свидетельствует о том, что механизм в дальнейшем, скорее всего, будет часто ломаться. В случае отсутствия запасных деталей и возможности их приобретения только под индивидуальный заказ, можно говорить о работоспособности и долгосрочности оборудования. Дополнительно рекомендуется уточнить стоимость ремонта и производство деталей.
В случае отсутствия запасных деталей и возможности их приобретения только под индивидуальный заказ, можно говорить о работоспособности и долгосрочности оборудования. Дополнительно рекомендуется уточнить стоимость ремонта и производство деталей. - Наличие встроенной вентиляции.
Процесс сварки отличается большим количеством пыли, поэтому очень важно, чтобы в конструкции был охлаждающий вентилятор с прямым назначением. Кроме этого он должен всасывать пыль. Большинство производителей встраивают туннельную вентиляцию. Благодаря данному внутреннему механизму обеспечивается дополнительная защита всех основных деталей от грязи и пыли, однако значительно повышается стоимость. - Должна быть установлена защита от резких перемен напряжения.
Большинство сварочных инверторов чувствительны к перепадам напряжения, из-за встроенных защитных механизмов, что начинают работать при скачке в 220 В.
 В случае отсутствия запасных деталей и возможности их приобретения только под индивидуальный заказ, можно говорить о работоспособности и долгосрочности оборудования. Дополнительно рекомендуется уточнить стоимость ремонта и производство деталей.
В случае отсутствия запасных деталей и возможности их приобретения только под индивидуальный заказ, можно говорить о работоспособности и долгосрочности оборудования. Дополнительно рекомендуется уточнить стоимость ремонта и производство деталей.Благодаря тому, что покупатель получит достаточно информации и сумеет разобраться в различиях и трансформатора, процесс и задача будут успешно выполнены без каких-либо трудностей.
Приобретенные знания помогут не только специалистам, но и новичкам, не разбирающихся в специфике инструмента. Уровень работоспособности зависит от выставленной температуры. Именно она влияет на качество функциональности.
К примеру, из-за высокой температуры – 40+, может запуститься работа дополнительных механизмов защиты. Однако такой показатель достаточно редкий на практике. С низкой температурой всё наоборот.
Почти в каждом современном оборудовании присутствуют конденсаторы, микроконтроллеры, тразисторы и т.п., обладающие индивидуальным диапазоном температуры.
В холодную погоду необходимо следить за тем, чтобы не возник конденсат. При нулевой температуре устройство может попросту не включиться, об этом будет свидетельствовать красная лампочка с показателем перегрузки.
Выбирая данное оборудование необходимо ознакомиться с паспортом, условиями эксплуатации, допустимой температуры, а также выяснить возможность ремонтных услуг, гарантии и наличия официального сайта и подробной инструкции к применению от производителя.
Чем отличается инвертор от сварочного аппарата, и какие характеристики важны?
Сварочный трансформатор.Говоря об отличиях инвертора и сварочного аппарата необходимо выделить несколько их характеристик.
- Объем и масса сварочного трансформатора значительно больше, нежели у инвертора.
В промышленных конструкциях их масса иногда достигает и 100 кг. - Сварочные инверторы отличаются от трансформаторов и принципом действия.
Первичный выпрямитель изменяет переменный ток в регулярный, после чего опять переводит его в переменный с высокой частотой и снова делает оборот уже на вторичном выпрямителе. В трансформаторной сварке ток меняется благодаря изменению в положении магнитных проводов, иными словами от положения сердечника, снижающего оборудование либо включает в цепь различное количество витков. - У инверторов есть устойчивая дуга, что дает стабильный сварочный ток, воздействующий на качество шва.
- Инвертор отличается конструкцией.
У него конструкция более трудоёмкая, зачастую имеет дополнительные функции, такие как: изменение значения тока, чтобы улучшить поджигание сварочной дуги либо усиление тока, чтобы ускорить работу плавки и не дать объекту слипнуться – функция называется форсированием дуги, либо уменьшение силы тока, чтоб увеличить время отрыва электрода и дополнительной защиты от перегрева. - Отличие также заключается в процессе обучения в работе с трансформатором и инвертором.
С трансформатором работать труднее, но поработав с ним, инвертор трудностей не составит. - Сварочные аппараты имеют обширный диапазон при перемене тока.
- Инверторный сварочный аппарат отличается от обычного способностью применять электроды, необходимые в любом типе тока.
- При инверторе действует регулярный ток, а сварочный аппарат применяет переменный ток, имеющий 50 Гц частоты.
- Самая большая из всех оборудований для сварки у инвертора, однако, у трансформаторов большой КПД.
- Одним из главных отличий инверторного и трансформаторного оборудования является значение коэффициента прерывистой функциональности.
В последнем случае показатель не важен, но инвертор нуждается в периодическом охлаждении, чтобы не перегреться и дальше исправно выполнять своё предназначение.

На сегодня рынок обладает обширным ассортиментом различных сварочных оборудований от разнообразных изготовителей. Сварочный трансформатор рекомендуется выбирать из поставленных целей и главного предназначения, для которого его приобретают.
Итог
Не всем понятно, в чём разница между и . Разных характеристик у них предостаточно, если более подробно изучить каждую конструкцию, но обычному человеку они, скорее всего, покажутся идентичными.
Разных характеристик у них предостаточно, если более подробно изучить каждую конструкцию, но обычному человеку они, скорее всего, покажутся идентичными.
Людям, применяющим сварку в различных ситуациях и которым важно качество шва, сварочное трансформаторное оборудование окажется лучшим вариантом.
Когда сваривать необходимо в большом количестве, используя высокую мощность, то трансформатор станет более выгодным вариантом, поскольку перегрев ему не грозит. В этом и заключается основная отличающаяся черта инвертора от сварочного аппарата.
Сравнение бытового сварочного трансформатора с инвертором
Выбираем сварочный полуавтомат, трансформатор или инвертор?
Бытует мнение, что инвертор не только превосходит трансформатор по техническим характеристикам, но даже по надежности и может конкурировать с ним по цене. Так это или нет, давайте разберемся и решим, что стоит выбрать для работы в гараже.
Так это или нет, давайте разберемся и решим, что стоит выбрать для работы в гараже.
Общий тренд снижения цен на инверторные сварочники вывел из на одну ступень с трансформаторными. Глаза разбегаются от ассортимента, но выбрать нужно один, причем как всегда на тот, который хочется денег немного не хватает.
Продавцы сварочных аппаратов настаивают на плюсах инверторов и это понятно – они заработать хотят, в то время как автомастера, работающие на трансах, категорически с ними не согласны и менять свои трансформаторные полуавтоматы на инверторы явно не торопятся.
Почему? Причина, в общем-то понятна, форумы по сварке пестрят сообщениями о том, что инверторы «дохнут» чуть ли не в первые дни работы.
Обратите внимание
Но если внимательно почитать такие темы, то, как правило, речь идет о «плохом Китае» или псевдоевропейцах (американцах), это когда бренд зарегистрирован, например, в Европе, а сборку на коленке опять же делают в «плохом Китае».
Одним из достоинств инверторной схемы продавцами предъявляется возможность нормальной работы при скачках напряжения, что является, несомненно, плюсом особенно при нестабильном напряжении в гаражах. С другой стороны это легко лечится включением в цепь стабилизатора напряжения – но, опять дополнительные расходы.
С другой стороны это легко лечится включением в цепь стабилизатора напряжения – но, опять дополнительные расходы.
Если ваш выбор лежит в сторону инверторного блока, следует учесть, что некоторые производители для защиты от влаги и пыли заливают плату с электронными элементами лаком или компаундом, что называется по самые уши.
В этом есть как плюс – понижается вероятность выхода из строя от пыли и влаги, но и большой минус — сдохшую детальку в сервисе под лаком искать и менять вряд ли будут, менять придется всю плату в сборе, а это гораздо дороже.
Вот ниже составил список из достоинств и недостатков каждой модели питания, если есть что добавить – пишите в комментариях к статье.
Инверторный блок питания
Достоинства:
- Может работать при пониженном напряжении.
- Более легкий.
- Электронное управление значительно облегчает работу сварщика.
- Идеальный вариант для начинающих.
- Высокая ПВ (продолжительность непрерывного включения 60%)
Недостатки:
- Высокая стоимость.
- Не высокая надежность.
- Не любит пыль и влагу.
- Иногда весьма дорогой ремонт.

Трансформаторный блок питания
Достоинства:
- Надежный, практически нечему ломаться.
- Даже если что-то сломается легко починить.
Недостатки:
- Большой вес, громоздкий.
- Проводка должна держать ток от 16 до 25 Ампер.
- Низкая ПВ (продолжительность непрерывного включения)
- Высокий ток ХХ
- Низкий КПД
Перелопатив кучу сайтов, форумов, отзывов и другой полезной информации по выбору того или иного полуавтомата и в итоге получается такая картина:
- Если выбирать инвертор, то только известных производителей с широкой сетью сервисных центров в вашем регионе. Если таковых нет, то выбор в пользу трансформатора очевиден.
- Если в вашем гараже нет проблем с напряжением, хорошая электропроводка и есть место, куда поставить большой трансформатор, то выбор за ним.
- Если вы только начинаете свой путь в сварке, то начать, конечно, проще с инвертора, но учтите, что потом работать на трансформаторном полуавтомате вам и не захочется и вряд ли хорошо получится.
- Выбирая конкретную модель аппарата, «покурите» специализированные форумы (на один такой ссылка внизу статьи), там часто «тусят» спецы, зарабатывающие на ремонте сварочников. У них можно получить консультацию по конкретной модели или прочитать уже написанную.

И несколько простых советов по уходу за инвертором, если вы выбрали его:
- Известно, что пыль, особенно токопроводящая является злейшим врагом инвертора, поэтому регулярно, сняв крышку, продувайте его от пыли. Если аппарат отдыхает, пока вы работаете, например, со шпатлевкой, то накрывайте его пластиковым ящиком или хотя бы укрывайте его пленкой, например пакетом для хранения колес.
- Как и вся электроника, инверторные блоки питания боятся влаги. Поэтому, придя в гараж зимой и включив быстрое отопление, дайте время и аппарату нагреться, не включайте его сразу в работу, внутри него может сконденсироваться влага и вызвать замыкание.
Более подробно про устройство, выбор, работу и обслуживание сварочного инвертора читайте здесь.
Несомненно, прогресс идет вперед, в итоге трансформаторные блоки питания в сварочных аппаратах уйдут в прошлое. Инверторы станут дешевле, надежнее и работа выполняемая таким сварочным аппаратом будет превосходить все ожидания.
Уже не редкость когда у продвинутого сварщика в гараже можно найти последний писк разработчиков сварочного оборудования – не дешёвый инверторный универсал, который может выполнять сразу три вида работ, ему по зубам сварка электродами MMA, аргоновая TIG и на закуску MIG/MAG.
Про выбор трансформаторного полуавтомата писал здесь.
И наконец, парочка видео для завершения статьи.
Сравнение инверторного полуавтомата с трансформаторным от продавцов AURORA
Сравнительный тест бюджетных полуавтоматов Ergus, Eland, Ресанта, AURORA
В итоге, выбирать все равно вам.
За получением дополнительной информации (как, у кого и какой сварочник выбрать, проблемы, поломки и ремонт, а также многое другое) заходите на форум мастеровых вот в эту ветку по сварке: www.mastercity.ru
Источник: https://sam-avtomaster.com/oborudovanie/transformator-vs-invertor
Сварка: трансформатор или инвертор?
Еще несколько лет назад даже самодельная модель трансформаторного сварочного аппарата вызывала у его обладателя законную гордость. Но теперь особый интерес у сварщиков вызывают сварочные инверторы.
На специализированных форумах в интернете разворачиваются жаркие дискуссии относительно преимуществ и недостатков того и другого вида аппаратов.
Чтобы сделать правильный выбор, нужно разбираться в особенностях трансформатора и инвертора.
Важно
Чем специалистов не устраивает трансформатор? Прежде всего, он отличается недостаточной устойчивостью дуги и невысокой стабильностью режима работы. Последний параметр существенно зависит от колебаний напряжения в сети.
В этом отношении инвертор обладает неоспоримыми преимуществами. Он гарантирует наличие стабилизированного тока, который не зависит от колебаний напряжения.
При работе инвертором наблюдается малое разбрызгивание и устойчивая дуга.
От обычного трансформатора инвертор отличается тем, что работает по принципу сварочного выпрямителя. Если частота напряжения высока, общие габариты и вес устройства для обеспечения одной и той же энергии будут минимальными.
Для этого в схему инвертора включаются выпрямители и управляющие элементы. Специалисты утверждают, что сама работа с инвертором намного приятнее, чем обращение с трансформатором.
Чем определяется такое уважение потребителей к инвертору? С инвертором удобнее работать, поскольку он дает возможность плавно регулировать ток сварки. Некоторые модели имеют дополнительные функции управления этим рабочим параметром.
Например, чтобы начать сварку без всяких задержек и вспомогательных касаний изделия электродом, используется функция «горячий старт», которая увеличивает ток на начальной фазе сварочных работ.
Для тех, кому приходится использовать сварку не от случая к случаю, а регулярно, очень важно, что инвертор, в отличие от трансформатора, потребляет значительно меньше электрической энергии.
По этой причине его без лишних хлопот можно подключать к бытовой сети или к автономному источнику питания, например, к дизельной установке.
На выбор сварочного агрегата, несомненно, влияют и физические параметры.
Большим преимуществом инвертора становятся его малые размеры и незначительный вес. Достичь этого удается, повышая частоту напряжения.
Некоторые модели инвертора вполне можно переносить на плече, ведь весит такая «малютка» не более трех-четырех килограммов, позволяя в то же время работать со стандартными электродами. Управляться с трансформатором даже физически подготовленному сварщику значительно сложнее.
Источник: https://www.kakprosto.ru/kak-850842-svarka-transformator-ili-invertor
Сварочный инвертор или трансформатор?
Сварочный инвертор или трансформатор?
Сварочный аппарат — верный и надежный помощник любого мужчины, желающего делать что-то своими руками. С его помощью можно выполнить множество работ как дома, так и на производстве.
С его помощью можно выполнить множество работ как дома, так и на производстве.
Но какому именно сварочному аппарату отдать предпочтение? Старому, проверенному годами, трансформатору или новинке в области электросварки – инвертору? Это дилемма для многих, кто задумался над покупкой аппарата для сварки. В основном, так всегда и бывает — «что выбрать проверенное годами оборудование или новое чудо техники?».
Сегодня мы постараемся приоткрыть завесу тайны — в чем же отличие между трансформаторными моделями и сварочными инверторами и почему лучше отдать предпочтение инвертору.
Отличие процесса сварки трансформаторных и инверторных моделей
В качестве выполняемой сварки современные инверторы не оставляют шансов привычной классике — трансформаторам. Инверторный аппарат способен обеспечить стабильный и постоянный источник тока, не зависящий от параметров входного напряжения.
Совет
В результате, при сварочных работах обеспечивается устойчивая дуга и минимальное разбрызгивание металла. Обычный трансформатор не может похвастаться данными преимуществами.
Обычный трансформатор не может похвастаться данными преимуществами.
Корректная работа трансформатора напрямую зависит от колебаний сети, и при малейшем ее искажении получается неустойчивая дуга, что значительно сказывается на качестве сварного шва.
Наличие дополнительных функций
В отличии от трансформатора, аппараты инверторного тока обладают рядом преимуществ, которые обеспечиваются с помощью дополнительных функций. Например, при начинании сваривания с помощью обычного трансформатора оператору приходиться чиркать по металлу, а инвертор самостоятельно увеличивает ток и без сложностей поможет начать сварку.
При работе с трансформатором неопытность оператора может привести к залипанию электрода, это происходит при слишком быстром приближении электрода к изделию. Сварочный инвертор с помощью функции Arc-Force, оградит от этой проблемы методом увеличения тока и ускорением процесса плавления.
Но если все же произошел процесс залипания, инвертор препятствует раскалению электрода, уменьшив сварочный ток.
 Это поможет защитить аппарат и сеть от перегрузки и даст время оторвать электрод. В современных инверторах доступна функция регулировки сварочного тока.
Это поможет защитить аппарат и сеть от перегрузки и даст время оторвать электрод. В современных инверторах доступна функция регулировки сварочного тока.Это имеет немаловажное значение при проведении специфических процессов сварки, например при использовании очень тонкого электрода(до 2мм), когда необходим малый ток.
Экономия электроэнергии
Инвертор отличается более низким потреблением электроэнергии в отличии от своего трансформаторного собрата, так как не содержит силового трансформатора.
Так КПД инвертора достигает почти 90%, соответственно почти вся потребляемая энергия идет в дело, чего не скажешь о трансформаторе — при наличии силового трансформатора будут потери: на нагрев обмоток при взаимодействии электромагнитных полей, на перемагничивание железа, на поглощение электромагнитной индукции.
Все это позволяет использовать инверторный аппарат от бытовой сети и значительно экономить потребление электроэнергии. И, что немаловажно, инвертор без проблем будет работать от автономных источников питания.
Обратите внимание
Это может пригодиться при строительстве, где еще не подведены централизованные сети электроснабжения, а доступно питание только от дизельных и бензиновых генераторов. Если привести практический пример по расходу электроэнергии, то потребление инвертора при использовании электрода на 3мм не более 4,5кВт, в то время как обычный трансформатор потребляет 7-8 кВт!
Эргономичность и малый вес
И в этом вопросе трансформаторные аппараты проигрывают инверторным. Это стало возможным благодаря увеличению частоты напряжения. Так, в данный момент, отношение тока к массе колеблется в соотношении 1,5А/кг у трансформаторных аппаратов и 5А/кг у инверторов.
У некоторых моделей инверторов внутренний трансформатор имеет размеры сигаретной пачки, а весь остальной вес и размер занимает радиатор.
Так, при массе инвертора до 4кг он позволяет работать с электродами до 4мм, а его противник трансформатор при таких показателях может весить до 30кг! Естественно, что эргономичность и удобство пользования инверторным аппаратом на порядок выше, чем у трансформатора.
Экономить или нет на покупке аппарата для сварки?
Скажем сразу, что трансформаторный аппарат в плане покупки и последующего ремонта значительно дешевле, чем инвертор. Но, если подумать в перспективе о экономии и преимуществах, то инвертор позволить снизить затраты на электроэнергию в будущем. Так, суммарная экономия при проведении сварочных работ с использованием инвертора составит порядка 10%.
Вывод — судя из всех рассмотренных вопросов, можно сделать вывод, что привычные трансформаторы уходят в прошлое, а будущее за новейшими разработками и инверторными аппаратами, которые действительно практичнее, экономичнее и удобнее.
При всем многообразии современных моделей инверторов, предпочтение следует отдавать только проверенным торговым маркам, которые отвечают за качество своей продукции. Проверить это очень просто.
Проверить это очень просто.
Обратите внимание на наличие сертификатов соответствия РФ, а также на гарантийный срок обслуживания.
Уверенные в качестве своего оборудования производители обеспечивают большую, чем положено по закону гарантию(более 6 месяцев).
«Ресанта» — одна из таких фирм-изготовителей, которая уже более 15 лет является одним из поставщиков электротехнической продукции в страны СНГ.
Важно
Популярность оборудования «Ресанта» увеличивается с каждым годом благодаря ответственности производителя.
На всех этапах производства оборудование проходит полный контроль качества и после окончания цикла производства получает сертификаты соответствия российским стандартам.
Компания «Ресанта» производит сварочные инверторные аппараты серии САИ, которые с успехом используется для монтажа различных металлоконструкций. Преимущества данной серии:
- малый вес и габариты позволяют максимально удобно работать с аппаратом, с легкостью его перемещать.
- дополнительная комплектация наплечным ремнем позволяет работать с аппаратом на высоте.
- все модели инверторных аппаратов серии «Ресанта» имеют функцию регулировки сварочного тока. Это позволяет работать с металлом различной толщины и выполнять работы, как по сварке, так и по резке.
- встроенная защита от перегрева и принудительная вентиляция не допускает перегрева оборудования и увеличивает срок эксплуатации оборудования.

Для подтверждения своих выводов приведем обоснованные аргументы и советы от наших покупателей в пользу инверторов и отзывы о сварочных инверторах «Ресанта».
Виктор, Тюмень
Однозначно, инвертор лучше по всем параметрам, чем трансформатор.
Но самое привлекающее для меня достоинство — это возможность проводить процесс сварки на постоянном токе, который обеспечивает более качественный сварной шов.
Также инвертором можно проводить работы по свариванию цветных металлов (медь, алюминий, латунь), а в случае с трансформатором только черных. Единственное, необходимы специальные электроды для таких работ.
Единственное, необходимы специальные электроды для таких работ.
Эдуард, Екатеринбург
Я хоть и не первый день провожу сварочные работы и имею опыт, но при работе с трансформатором возникает проблема с розжигом дуги. А инвертор, в этом плане, намного удобнее и разжечь дугу намного проще. И функция антизалипания электрода — весьма кстати.
Женя, Екатеринбург
По всем параметрам инвертор лучше чем трансформатор, только подводит покупочная цена. Но следует один раз потратиться, а далее можно экономить на потреблении электроэнергии.
Егор, Лесной
В аппаратах трансформаторного типа напрягает зависимость от скачков напряжения, а инвертор может работать и при низком напряжении, так как выдает постоянный сварочный ток.
Стас
Купил два года назад Ресанта САИ 160, впечатления положительные. Провожу работы по свариванию уголка. Иногда напряжение в сети низковато и едва достигает 200 вольт. Но несмотря на это, аппарат работает адекватно с электродом 3мм и дуга легкая.
Но несмотря на это, аппарат работает адекватно с электродом 3мм и дуга легкая.
Егор
Совет
У меня Ресанта САИ 220, могу сказать только хорошее. Легкий и удобный агрегат, в обращении неприхотливый. Уже несколько раз хотел нести в сервис, из-за неаккуратного обращения, ан нет, до сих пор работает.
Единственное — кабеля короткие, удлинял самостоятельно. Кого еще беспокоит эта проблема, советую из личного опыта — удлиняйте сетевой, а не сварочный кабель. Если нужна длина до 25метров – сечение 2,5.
Если больше покупайте 4, она даст меньше потерь и просадку напряжения.
Денис, Свердловская область
Мой выбор пал на Ресанта САИ 190ПН. Основным критерием при выборе стало наличие сервисного центра в Екатеринбурге, если вдруг что. Но оказалось, он как раз и не потребовался пока что. За два года никаких нареканий. Очень востребованная вещь, особенно за городом, где не всегда нормальное напряжение. Как и сказали при покупке, будет работать при пониженном напряжении, так и работает.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ. Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте!
Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
Источник: https://resanta-ural.ru/st_ivvertor_vs_trans.html
Сравниваем что лучше сварочный инвертор или трансформатор
Статьи о промышленности
В хозяйстве сварочный аппарат необходим и в некоторых случаях без него просто не обойтись. Объясняется это тем, что практически любую работу с металлом нельзя реализовать без использования сварки.
Безусловно, что можно нанять специалиста, но ведь по каждой мелочи не будешь обращаться. Поэтому намного проще и логично использовать сварочный аппарат самому. Соответственно наш разговор будет о сравнении, что лучше сварочный инвертор или трансформатор.
Соответственно наш разговор будет о сравнении, что лучше сварочный инвертор или трансформатор.
Сварочный трансформатор обеспечивает сварку электродами для любых потребностей в быту и хозяйстве. Главная составляющая качественного сварочного трансформатора это надежность и высокие характеристики.
Основные недостатки это большой вес и достаточные габариты, что делает неудобным перенос трансформатора с места на место.
Кроме того при отсутствии опыта для выполнения качественной сварки придется долгое время тренироваться.
В сравнении с трансформатором с инвертором намного проще. Он современный и соответственно по габаритам небольшой и повесу достаточно легкий. Так технологии позволили при изготовлении инвертора уменьшить основной вес всей конструкции и наряду с этим увеличить его эффективность при выполнении сварочных работ.

Сварочный трансформатор в отличие от инвертора управляется довольно просто. Сила тога в нем регулируется вращением ручки, соответственно нет никакой электроники только механика.
Выставление точности силы тока у инверторов происходит достаточно просто, для этого поворачиваем регулирующую ручку и ставим необходимую силу тока.
Подключение инвертора происходит через обычную электрическую сеть при условии, что провода выдерживают нагрузку от 16 до 25 ампер.
Обратите внимание
Сравниваем, что лучше сварочный инвертор или трансформатор и отмечаем, что использование инвертора неопытному пользователю дает преимущество, так как на постоянном токе намного проще без опыта получить ровный шов в отличие от трансформатора, где необходимы достаточный опыт сварки.
Недостатком инверторов в отличие от сварочных трансформаторов является дорогая цена, неустойчивость к пыли и влаги, а так же чувствительность к высоким скачкам напряжения. Ко всему прочему в инверторах много электронных компонентов, поэтому относиться к ним и использовать их необходимо очень аккуратно.
Так сравниваем, что лучше сварочный инвертор или трансформатор нужно отметить, что для бытовых потребностей достаточно тока 160-200 ампер. Поэтому выбираем устройство в зависимости от потребности. В частности есть характеристика ПНВ=30. Это продолжительность непрерывного включения. Так при 30 % варить можно 3 минуты из 10 на указанной силе тока. В свою очередь 7 минут отдых.
Источник: http://nelv.ru/stati/19.html
Основные отличия инверторного сварочного аппарата от обычного трансформаторного
Сварочные аппараты становятся незаменимыми не только в промышленном производстве, но и в быту. Подтверждением тому служит огромный выбор техники бытового и полупрофессионального назначения. При этом среди других типов оборудования все большую популярность приобретают инверторные устройства. В чем же состоит отличие инверторного сварочного аппарата от обычного?
Принцип работы трансформаторного сварочного аппарата
Современные трансформаторные сварочные аппараты отличаются надежностью и неприхотливостью. Работают они на частоте 50 Гц. Электрический ток преобразовывается с помощью трансформатора. Происходит это следующим образом. Сначала ток напряжением 220В подается на первичную обмотку трансформатора.
Работают они на частоте 50 Гц. Электрический ток преобразовывается с помощью трансформатора. Происходит это следующим образом. Сначала ток напряжением 220В подается на первичную обмотку трансформатора.
Он намагничивает составной сердечник, который создает переменное магнитное поле. В результате возникает переменный ток во вторичной обмотке, но его параметры уже другие: напряжение – 50-90В, сила тока – 100-200А. Последняя величина напрямую зависит от количества витков во вторичной обмотке трансформатора. Регулируется она механическим путем.
Пример такого устройства – WESTER ARC 130.
Так выглядят сварочные трансформаторы
Преимущества трансформаторов
Сварочные трансформаторы имеют ряд преимуществ:
- Они недорогие. При равнозначных характеристиках сварочный трансформатор стоит в два раза меньше инвертора.
- Устройства имеют простую и надежную конструкцию.
- Отремонтировать их можно даже в бытовых условиях.
- Они могут работать при отрицательных температурах.
Недостатки трансформаторов
- Трансформаторы отличаются солидными габаритами и большим весом. Они мало приспособлены для частых перемещений.
- Работая на переменном токе, сложно обеспечить высокое качество швов.
- КПД устройств не более 80 %.
- Аппараты потребляют большое количество электроэнергии.
- Их нельзя подключать к внутридомовой сети.
Принцип работы сварочного инвертора
Серийное изготовление сварочных инверторов было налажено около 30 лет назад. Более точное их название – выпрямители с транзисторным инвертором. Главное отличие сварочных аппаратов этого типа – в последовательности преобразований электрического тока.
В этих приборах ему приходится менять свои характеристики несколько раз. Сначала ток выпрямляется и становится постоянным, проходя через полупроводник. На следующем этапе его пропускают через фильтр для дополнительного сглаживания.
Затем ток поступает в инвертор и преобразуется в переменный частотой порядка 100 кГц. После этого он попадает в трансформатор, в котором напряжение понижается, а сила тока увеличивается. Далее он поступает в высокочастотный фильтр и затем в выпрямитель.
После этого он попадает в трансформатор, в котором напряжение понижается, а сила тока увеличивается. Далее он поступает в высокочастотный фильтр и затем в выпрямитель.
На выходе получается постоянный ток требуемых параметров.
За счет таких сложных преобразований удалось уменьшить габариты сварочного аппарата. Пример такого устройства – ELITECH АИС 200 ПНС.
Так выглядит сварочный инвертор
Преимущества инверторного аппарата
Недостатки инверторного аппарата
- Их стоимость значительно превышает аналогичный показатель сварочных трансформаторов.
- Устройства чувствительны к пыли. Она может быть причиной выхода из строя.
- Инверторные сварочные аппараты плохо переносят повышенную влажность и низкие температуры. Хранить их нужно только при положительной температуре.
- При нарушении правил эксплуатации выходит из строя блок с силовыми транзисторами. Его замена может обойтись в половину стоимости аппарата. Ремонт устройства – очень дорогая процедура.
 Ремонт устройства – очень дорогая процедура.
Ремонт устройства – очень дорогая процедура.В итоге отличие инвертора от сварочного аппарата трансформаторного типа с точки зрения пользователя заключается в следующем: он мобильный, обеспечивает отличное качество швов, с ним удобно работать. Эти функциональные преимущества обеспечиваются электроникой и автоматизацией процессов. По этой же причине такие устройства дороже стоят.
Сварочные трансформаторы – это своеобразные «рабочие лошадки». Их следует использовать тогда, когда не предполагается перемещение устройства и не требуется высокое качество сварки.
Источник: https://www.toool.ru/articles/osnovnye_otlichiya_invertornogo_svarochnogo_apparata_ot_obychnogo_transformatornogo.html
Схема инверторного сварочного аппарата — оборудование для инверторной сварки
Сварочные работы больше не привилегия профи, и специальные знания по сварке могут пригодиться не только сварщикам. Схема инверторного сварочного аппарата – в нашей статье.
Иметь сварочный аппарат – это уже не прихоть, а необходимость тем большая, чем больше хозяйство. Починить что-нибудь, не прибегая к помощи приглашенного сварщика – это дело чести настоящего хозяина. Понятно, что такая информация как схема сварочного аппарата, будет полезна домашнему мастеру.
Починить что-нибудь, не прибегая к помощи приглашенного сварщика – это дело чести настоящего хозяина. Понятно, что такая информация как схема сварочного аппарата, будет полезна домашнему мастеру.
Отличия инверторов от традиционных сварочных аппаратов
Традиционный сварочный аппарат – трансформаторного типа. Он способен преобразовать силу тока, повысив в несколько раз — до тысяч ампер. Трансформатор предназначен для разных видов сварки и считается более универсальным. При этом он имеет ряд недостатков.
Главный недостаток трансформатора – нестабильность дуги, которая зависит от колебаний напряжения сети. С помощью переменного тока, выдаваемого трансформатором, сделать качественный шов очень непросто. Поэтому применяют дополнительное оборудование – выпрямитель, который имеет немалый вес.
В отличие от трансформатора инвертор, вырабатывающий постоянный ток, не зависит от входного напряжения, обеспечивая устойчивую дугу. При этом, чем больше частота напряжения, тем меньше габариты аппарата. То есть, инвертор дает нам следующие преимущества:
То есть, инвертор дает нам следующие преимущества:
- Компактность и небольшой вес;
- Низкая энергоемкость;
- Регулировка силы тока;
- Чистота и качество сварного шва.
Теперь, когда мы поняли, в чем отличия инвертора, посмотрим, какова схема инверторного сварочного аппарата.
Схема работы инвертора
Рассмотрим, какова схема сварочного аппарата. Сварочный инвертор состоит: из выпрямителя, преобразователя, трансформатора, а также — выходного выпрямителя и управляющей схемы. В общем, схема инверторной сварки следующая.
Когда включается инвертор, ток попадает в первичный выпрямитель, где превращается в постоянный того же напряжения, что и в сети – 220 вольт. В инверторном блоке ток снова становится переменным, но уже с другой частотой – в несколько десятков килогерц (не 50 Гц как в сети). Для этого служат высокочастотные транзисторы и тиристоры.
Ток высокой частоты попадает на трансформатор, который понижает напряжение, но повышает силу тока. Кроме того, трансформатор уменьшает потери тока (КПД около 90%) и обеспечивает стабильную подачу напряжения.
Кроме того, трансформатор уменьшает потери тока (КПД около 90%) и обеспечивает стабильную подачу напряжения.
Вторичный выпрямитель снова преобразует переменный ток в постоянный. И далее ток попадает уже на электрод. Такова в целом схема инверторного сварочного аппарата. Конечно, устройство его гораздо сложнее.
Важнейший элемент — управляющий блок на основе микропроцессоров. Основной элемент блока — микросхема ШИМ-контроллера. Координируя работу всех узлов аппарата, блок обеспечивает стабильность напряжения на выходе и, соответственно, сварной дуги. В частности, переменный резистор в схеме блока регулирует силу тока сварки.
Такая схема инверторной сварки позволяет не только менять полярность тока на электроде, но и получать другие самые разнообразные характеристики сварки. Инверторы – компактные, легкие, удобные в работе – позволяют варить самые разнообразные металлоконструкции из черного металла.
Схема точечной сварки
Точечная сварка – это, если коротко, такой процесс, когда детали соединяются не сплошным швом, а в нескольких точках. Применяется такой вид сварки для деликатного соединения тонких деталей; используется в машиностроении, авиационной и других видах точной промышленности.
Применяется такой вид сварки для деликатного соединения тонких деталей; используется в машиностроении, авиационной и других видах точной промышленности.
В общем, схема точечной сварки следующая. Это термоэлектрический процесс, в ходе которого ток пропускается через детали, подлежащие соединению, и нагревает их в необходимых точках. При этом прочность соединения зависит от силы тока и времени воздействия, усилия сжатия деталей, их структурой. Преимущества точечной сварки очевидны:
- Легкое, прочное и долговечное соединение.
- Возможность работы с деликатными материалами.
- Низкое безопасное напряжение.
- Высокая скорость работы.
Схема точечной сварки состоит в том, что ток контролируемой силы подается медными электродами, диаметр которых определяет плотность энергии. Под действием тока образуется сварное ядро из расплавленного металла – диаметром от 4 до 12 мм. При этом различают различные режимы сварки: мягкий и жесткий.
Мягкий предполагает плавный нагрев заготовок небольшой силой тока относительно продолжительное время. Соответственно, при этом энергии потребляется меньше, и для такой сварки нужны аппараты меньшей мощности – более дешевые. Мягкий метод применяется при сварке деталей, которые необходимо закалить.
Соответственно, при этом энергии потребляется меньше, и для такой сварки нужны аппараты меньшей мощности – более дешевые. Мягкий метод применяется при сварке деталей, которые необходимо закалить.
Жесткий метод отличает более высокие значения силы тока, значительным давлением и большей продолжительностью процесса сварки. Сварные аппараты подбирают исходя из задачи, соединение какого типа необходимо сделать, и различаются они типами встроенных трансформаторов. Помимо компактных приборов существуют также многофункциональные сварочные станки.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Основные причины и виды поломок сварочных инверторов
Появление инверторов стало настоящим прорывом в области сварочной техники. От классических аппаратов они отличаются компактностью, малым весом, бесшумностью и возможностью получать швы высокого качества даже при минимальном опыте работы сварщика. На сегодняшний день именно инверторы считаются лучшим приобретением как для бытового, так и для профессионального применения. Однако, несмотря на все свои достоинства, даже такая техника периодически ломается.
Однако, несмотря на все свои достоинства, даже такая техника периодически ломается.
Принцип работы и основные составные части сварочных инверторов
Сварочные инверторы, в отличие от классических аппаратов, классифицируются не как электротехнические, а как электронные устройства. В них реализуется другой принцип преобразования электрического сигнала (и свои характеристики сигнал меняет несколько раз). Сначала переменный электрический ток выпрямляется с помощью полупроводников и становится постоянным. Затем для дополнительного сглаживания он пропускается через фильтр. На следующем этапе сигнал поступает в транзисторный инвертор (другое его название – модулятор) и опять преобразуется в переменный токс частотой порядка 100 кГц. После этого он проходит через трансформатор, понижающий напряжение и повышающий силу тока. Далее сигнал поступает в высокочастотный фильтр и на последнем этапе – в выпрямитель.
Применение высокочастотных преобразователей позволило снизить вес и размеры сварочных аппаратов. Электронная «начинка» дает возможность с высокой точностью регулировать и поддерживать на необходимом уровне параметры электрической дуги. Основными элементами инверторов являются диодные мосты, транзисторы (MOSFET или IGBT) и платы управления. Они делают конструкцию устройств достаточно сложной, но удобной в использовании. Для поддержания высоких эксплуатационных качеств аппаратов используются электронные системы управления и контроля работы мощных транзисторов, параметров питающей сети и выходного тока.
Электронная «начинка» дает возможность с высокой точностью регулировать и поддерживать на необходимом уровне параметры электрической дуги. Основными элементами инверторов являются диодные мосты, транзисторы (MOSFET или IGBT) и платы управления. Они делают конструкцию устройств достаточно сложной, но удобной в использовании. Для поддержания высоких эксплуатационных качеств аппаратов используются электронные системы управления и контроля работы мощных транзисторов, параметров питающей сети и выходного тока.
Компактный сварочный инвертор
Полупроводниковые приборы стали применяться в электронных устройствах еще в 60-х годах ХХ века. Немногим позднее был разработан и опробован на практике тиристорный импульсный преобразователь напряжения, предназначенный для проведения сварочных работ. По сути, он и являлся первым сварочным инвертором.
Почему ломаются инверторы?
Все поломки сварочных инверторов могут возникать по трем причинам:
- Вследствие нарушения технологии выполнения сварки. В данном случае превышается расчетное время непрерывной работы устройства, указанное в его паспорте (ПВ). В результате аппарат перегревается и повышается риск выхода из строя его трансформатора или электронных элементов.
- Из-за неправильного выбора места выполнения работ. При этом внутрь инвертора может попадать влага или большое количество строительной пыли с включениями металла, к которым аппараты этого типа очень чувствительны (это главное из немногочисленных слабых мест инверторов). Итогом с высокой вероятностью может стать выход из строя электронных плат.
- По причине поломки охлаждающего вентилятора. Ее причиной, в свою очередь, может быть заводской брак или ненадлежащие условия эксплуатации инвертора.
 В данном случае превышается расчетное время непрерывной работы устройства, указанное в его паспорте (ПВ). В результате аппарат перегревается и повышается риск выхода из строя его трансформатора или электронных элементов.
В данном случае превышается расчетное время непрерывной работы устройства, указанное в его паспорте (ПВ). В результате аппарат перегревается и повышается риск выхода из строя его трансформатора или электронных элементов.Электронная «начинка» сварочного инвертора
Основные виды поломок сварочных инверторов
Можно выделить несколько наиболее часто встречающихся видов поломок инверторных сварочных аппаратов:
- Самопроизвольное отключение аппарата. Его причиной чаще всего является пробой конденсаторов, замыкание витков катушек трансформатора или проводов. От окончательного выхода из строя устройство спасает вовремя срабатывающая защита, которая его отключает. Следует отметить, что самопроизвольное отключение не обязательно является следствием поломки. Защита может сработать при перегреве инвертора, которому просто требуется своевременный отдых.
- Отсутствие дуги при включенном аппарате. В данном случае возможно повреждение кабелей или их ненадежное подключение.
- Залипание электрода. Причин этого может быть несколько: низкое напряжение в сети, неудовлетворительная подготовка (зачистка) свариваемых поверхностей, использование удлинителя большой длины (более 40 м) или малого сечения (меньше 2,5 мм2).
- Неустойчивое горение дуги и повышенное разбрызгивание металла. Чаще всего причиной этого является неправильный выбор силы сварочного тока.
- Повышенное потребление электроэнергии при отсутствии нагрузки. Такое возможно в результате замыкания витков катушек трансформатора. В этом случае он нуждается в восстановлении изоляции, перемотке или замене.
- Обрыв сварочной дуги и невозможность ее повторного зажигания. Причиной может быть замыкание проводов или пробой обмотки высокого напряжения трансформатора.
- Нарушение точности регулировки сварочного тока. Это может происходить из-за ухудшения подвижности вторичных катушек трансформатора при скоплении в нем пыли или мусора либо неисправности регулирующего винта.
- Повышенный шум во время работы трансформатора и нагрев последнего. Причин такой ситуации может быть несколько: выход из строя крепления сердечника трансформатора, ослабление болтов, стягивающих листы магнитопровода, или перегрузка трансформатора.
 Его причиной чаще всего является пробой конденсаторов, замыкание витков катушек трансформатора или проводов. От окончательного выхода из строя устройство спасает вовремя срабатывающая защита, которая его отключает. Следует отметить, что самопроизвольное отключение не обязательно является следствием поломки. Защита может сработать при перегреве инвертора, которому просто требуется своевременный отдых.
Его причиной чаще всего является пробой конденсаторов, замыкание витков катушек трансформатора или проводов. От окончательного выхода из строя устройство спасает вовремя срабатывающая защита, которая его отключает. Следует отметить, что самопроизвольное отключение не обязательно является следствием поломки. Защита может сработать при перегреве инвертора, которому просто требуется своевременный отдых. Такое возможно в результате замыкания витков катушек трансформатора. В этом случае он нуждается в восстановлении изоляции, перемотке или замене.
Такое возможно в результате замыкания витков катушек трансформатора. В этом случае он нуждается в восстановлении изоляции, перемотке или замене.Ремонт сварочного инвертора
Заключение
Инверторы обоснованно считаются надежной и функциональной сварочной техникой, но несколько слабых мест у них все же есть. Одним из них можно назвать их электронные компоненты. Они делают аппараты чрезвычайно удобными и эффективными, но одновременно уязвимыми перед водой и строительной пылью. Для обеспечения длительного срока службы, инверторные устройства необходимо оберегать от влаги и пыли.
Одним из них можно назвать их электронные компоненты. Они делают аппараты чрезвычайно удобными и эффективными, но одновременно уязвимыми перед водой и строительной пылью. Для обеспечения длительного срока службы, инверторные устройства необходимо оберегать от влаги и пыли.
Вторым слабым местом аппаратов являются охлаждающие вентиляторы. В случае их поломок инверторы будут перегреваться с последующим возможным выходом из строя.
Поделитесь с друзьями:
Отличия принципиальные сварочного инвертора и инвертора-полуавтомата? — Спрашивалка
Отличия принципиальные сварочного инвертора и инвертора-полуавтомата? — СпрашивалкаОльга Ким
Сварочные полуавтоматы работают по следующему принципу: применяется специальный механизм для автоматической подачи сварочной проволоки к сварочной горелке. Такой принцип работы сварочного полуавтомата позволяет достигнуть высокой продуктивности и скорости при проведении сварочных работ. Аппарат работает со специализированной сварочной проволокой в защитных газах, в частности углекислый газ, а кроме того смеси углекислоты с аргоном. Газ подается либо из централизованных систем снабжения, либо для этого используют газовые баллоны. Сварочные полуавтоматы применяются для высококачественной сварки любых видов стали — легированных, нержавеющих, низко-углеродистых и алюминиевых сплавов. Кроме того, отдельные модели имеют возможность пайки оцинкованных сталей, для этого применяется специальная проволока в среде аргона. Название подобного вида сварки MIG-пайка. Состав сварочного полуавтомата: сварочный источника питания, блок подачи сварочной проволоки, система управления сварочным аппаратом, специальная сварочная горелка и комплект различных соединительных шлангов и кабелей. Сварочный полуавтомат использует в качестве источника питания либо сварочный выпрямитель, либо сварочный инвертор. Инверторы, при этом способны значительно повысить качество сварки, а кроме того расширить линейку свариваемых материалов.
Аппарат работает со специализированной сварочной проволокой в защитных газах, в частности углекислый газ, а кроме того смеси углекислоты с аргоном. Газ подается либо из централизованных систем снабжения, либо для этого используют газовые баллоны. Сварочные полуавтоматы применяются для высококачественной сварки любых видов стали — легированных, нержавеющих, низко-углеродистых и алюминиевых сплавов. Кроме того, отдельные модели имеют возможность пайки оцинкованных сталей, для этого применяется специальная проволока в среде аргона. Название подобного вида сварки MIG-пайка. Состав сварочного полуавтомата: сварочный источника питания, блок подачи сварочной проволоки, система управления сварочным аппаратом, специальная сварочная горелка и комплект различных соединительных шлангов и кабелей. Сварочный полуавтомат использует в качестве источника питания либо сварочный выпрямитель, либо сварочный инвертор. Инверторы, при этом способны значительно повысить качество сварки, а кроме того расширить линейку свариваемых материалов. Самого значительного эффекта удается добиться при использовании сварочного инвертора с импульсным режимом. Самая распространенная сварочная проволока, используемая при подобном виде сварки применяется диаметрами 1,6 мм, 1,2 мм, 1,0 мм и 0,8 мм, она поставляется намотанной на катушки, для зарядки в аппарат.
Самого значительного эффекта удается добиться при использовании сварочного инвертора с импульсным режимом. Самая распространенная сварочная проволока, используемая при подобном виде сварки применяется диаметрами 1,6 мм, 1,2 мм, 1,0 мм и 0,8 мм, она поставляется намотанной на катушки, для зарядки в аппарат.
- отличие
- полуавтомат
- инвертор
ЮШ
Юлия Шаламова
Напряжение
Характеристика выходного напряжения
Тип электрода
Способ сварки и среда
Абсолютно разные типы сварного оборудования но построены по инверторной схеме, общего мало у них .
Алена
насколько я в курсе… сварочный инвертор варит электродами. . а полуавтомат.. проволокой в СО среде..
ДЛ
Дмитрий Лаврентьев
Сварочные аппараты автоматы, полуавтоматы и ручные ничем не отличаются друг друга, всё в их работе самого утраойство подачи, это автоматическая подача или ручная подача электродов, или ручая но через автоматику. А есть автомат полуавтомат работающий в среде газа не дающий окислению металла, это СО2, Аргон, и другие. Они от электродных отключаются тем что у них меньше ток, и напряжение, и онио все в основном постаянного тока, или работают через выпрямители, а электродные равотают и на постоянке и на переменке, и имееют большие токи при сварки Схeма самого сварачного аппарата работающего, в среде газа, не сложная, достаточно взять трансформатор точне ехо метал и если есть первичную обмотку под 220 вольт на 1киловат и метал трансформатора на 600-800 ват на 1киловатном намотать две вторичных обмотки с центральным выходом по 35-40 вольт проводом толщиной который создаст не мения 130-150 ампер ток. в цепь этим обмоткам кинуть диоды В-200 один прямой другой обратный на радиаторе. один из них конец вывести плюс на рукав, а другой минус (это центральный провод с обмоткипустить) через 800ватный дросeль намотав на нём до полного заполнения проводом такого же сичения как вторичная обмотка на трансформаторе и выход пустить на клему для подвода массы к детали, а все включения уже дополнительно, через реле и клапана подачи газа и подачи проволки вывести на третей обмотки сделав её под нужное напряжение, а так как применяют клапан с автомобиля и обычно двигатели с дворников авто на подаче то делают 12 вольт также через диодный мостик.
А есть автомат полуавтомат работающий в среде газа не дающий окислению металла, это СО2, Аргон, и другие. Они от электродных отключаются тем что у них меньше ток, и напряжение, и онио все в основном постаянного тока, или работают через выпрямители, а электродные равотают и на постоянке и на переменке, и имееют большие токи при сварки Схeма самого сварачного аппарата работающего, в среде газа, не сложная, достаточно взять трансформатор точне ехо метал и если есть первичную обмотку под 220 вольт на 1киловат и метал трансформатора на 600-800 ват на 1киловатном намотать две вторичных обмотки с центральным выходом по 35-40 вольт проводом толщиной который создаст не мения 130-150 ампер ток. в цепь этим обмоткам кинуть диоды В-200 один прямой другой обратный на радиаторе. один из них конец вывести плюс на рукав, а другой минус (это центральный провод с обмоткипустить) через 800ватный дросeль намотав на нём до полного заполнения проводом такого же сичения как вторичная обмотка на трансформаторе и выход пустить на клему для подвода массы к детали, а все включения уже дополнительно, через реле и клапана подачи газа и подачи проволки вывести на третей обмотки сделав её под нужное напряжение, а так как применяют клапан с автомобиля и обычно двигатели с дворников авто на подаче то делают 12 вольт также через диодный мостик.
СП
Светлана Пономарева
и ни один не написал про разницу в номинальном напряжении при сварке
а ведь только в этом и разница…
иначе все бы варили самозащитной проволокой инвертором
НВ
Настя Веряева
Если хочешь инверторный сварочник сделать источником тока для трансформаторного полуавтомата, то зря. Интересовался этой темой
АИ
Артём Иванов
Полуавтомат варит проволокой, подаваемой автоматически внутри шланга, по которому подаётся инертный газ (углекислота) .
Инвертоп — простая электродная сварка постоянного и/или переменного тока, название Инверторной получила больше для красного словца. Инвертор -электронный блок преобразователя высокого сетевого напряжения в относительно безопасное пониженное для дуговой электросварки.
Похожие вопросы
Какой сварочный полуавтомат выбрать, чтобы переварить автомобиль ?
а какой сварочный инвертор у вас?
Какая фирма сварочных инверторов лучше? , какой фирмы выбрать сварочный инвертор???
Что лучше приобрести инвертор или полуавтомат?
Какой сварочный аппарат универсальнее: инвертор или полуавтомат?
какой сварочный инвертор лучше?
преимущества сварочного полуавтомата над инвертором со штучным электродом?
Надо возвратить товар. Сварочный инвертор.
Сварочный инвертор.
Какой сварочный полуавтомат выбрать ?
Выбираю сварочный полуавтомат
Принцип работы сварочного инвертора
Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. С развитием полупроводникового оборудования и появлением таких элементов, как тиристоры, были созданы устройства, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше.
- Устройство и основные характеристики инверторов
- Принцип работы инвертора
- Технические параметры устройств
- Плюсы и минусы инверторной сварки
- Преимущества инверторного агрегата
- Недостатки
- Сфера применения инверторного аппарата
- Качество и удобство
- Электрическая дуга
- Сваривание металлов
Устройство и основные характеристики инверторов
Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов.
Принцип работы инвертора
В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока.
Устройство инвертора содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.

Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах.
К ним относят следующие параметры:
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.

Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
Микропроцессор
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Как работает сварочный инвертор
Схема сварочного инвертора состоит из двух основных частей: силовой и управляющей.
Силовая схема сварочного инвертора
Принципиальная схема приведена на рисунке.
Электронный силовой блок состоит из следующих узлов:
- сетевой выпрямитель;
- помехозащитный фильтр;
- инвертор;
- выходной выпрямитель.
Сетевой выпрямитель
Выпрямитель состоит из:
- двухполупериодного диодного моста;
- сглаживающего фильтра из двух параллельных электролитических конденсаторов.
Через диодный мост протекают большие токи, и он нагревается. Для рассеяния тепла его устанавливают на охлаждающий радиатор. С целью предотвращения перегрева и выхода из строя диодного моста, на радиаторе установлен элемент защиты — термопредохранитель. Он отключает питание при превышении температуры радиатора выше 90 °С. Постоянное напряжение после выпрямителя и фильтра подаётся на инвертор.
Помехозащитный фильтр
Мощный инвертор в процессе работы создаёт высокочастотные помехи. Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе).
Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе).
Инвертор
Инвертор собран по схеме «косого моста» на двух мощных ключевых полупроводниковых приборах. В качестве последних могут быть транзисторы типов «IGBT» и «MOSFET». Оба ключевых транзистора монтируются на радиаторы для охлаждения.
На первичную обмотку импульсного понижающего трансформатора поступает напряжение со входного выпрямителя, прошедшее преобразование на ключевых транзисторах и ставшее высокочастотным. С одной из вторичных обмоток снимается уже значительно меньшее по амплитуде напряжение (рабочее значение, необходимое для сварки). Эта обмотка выполнена несколькими витками ленточного медного провода в изоляции, что позволяет производить сварку током 120…130 А.
Выходной выпрямитель
С вторичной обмотки импульсного трансформатора переменный ток высокой частоты поступает на высокочастотные мощные диодные выпрямители. Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr < 50 ns). С выхода этого выпрямителя снимается электрический ток с нужными для сварки параметрами.
Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr < 50 ns). С выхода этого выпрямителя снимается электрический ток с нужными для сварки параметрами.
Управляющая схема сварочного инвертора
Принципиальная схема приведена на рисунке.
Электронный управляющий блок состоит из следующих узлов:
- ШИМ-контроллер;
- цепи регулировки и контроля:
- блоки контроля напряжения сети и выходного напряжения.
ШИМ-контроллер
«Мозгом» сварочного инвертора является микросхема ШИМ-контроллера (здесь и далее – обозначения по схеме: U1). Она, управляя работой мощных ключевых транзисторов, задаёт «ритм» работы всего преобразователя. Микросхема ШИМ-контроллера, посредством полевого N-канального MOSFET транзистора (Q4), передаёт на первичную обмотку разделительного трансформатора (T1) прямоугольные импульсы с высокой частотой — до 50 КГц. С вторичной его обмотки снимаются сигналы для управления работой ключевых транзисторов.
Защиту от возможного, в процессе управления, превышения допустимого напряжения между затвором и эмиттером ключевых транзисторов осуществляют стабилитроны (D16, D17, D29, D30).
Цепи регулировки и контроля
К цепям регулировки и контроля относятся:
- трансформатор тока (Т2). Этот узел является основой анализатора-ограничителя тока. Снимаемое с него напряжение, после выпрямления и ограничения, участвует в работе схемы, формирующей сварочный ток, и генератора импульсов на ШИМ-контроллере;
- узел контроля напряжения сети. Он состоит из элементов операционного усилителя, собранного на двух микросхемах (U2A и U2B). На резисторных делителях, установленных в цепях входного выпрямителя, выделяется напряжение электросети (завышенное или заниженное) и поступает на сумматор операционного усилителя. Последний вырабатывает результирующий сигнал и выдаёт его на задающий генератор импульсов – ШИМ-контроллер. При обнаружении напряжения ниже допустимого, он блокирует генератор, а, следовательно, и всю схему;
- схема контроля выходного напряжения. Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.
 Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.
Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.Одновременно с отключением инвертора включается жёлтый светодиод (D12), который указывает на то, что в схеме неисправность или есть проблемы с сетевым питанием (отсутствует или ниже нижнего предела).
Преимущества инверторного агрегата
- Инверторы имеют небольшой вес и габариты, что очень важно при выполнении сварочных работ, вес аппарата всего 4-4,5 кг.
- Высокий КПД и электробезопасность, которая обеспечивается большим количеством схем защиты — перегрев, перегрузка или электрическое перенапряжение.
- Низкий уровень электропотребления, инверторы потребляют в 1,5-3 раза меньше, чем привычные сварочные аппараты. Такая особенность позволяет использовать агрегат даже при напряжении в сети в 180В. При включении он создает минимальные электромагнитные помехи в сети.
- Плавное и легкое управление силой тока.
- В итоге получаются качественные сварные швы, такой высокий результат достигается благодаря легкому зажиганию электрической дуги с ее устойчивым горением. В процессе работы не наблюдается большого разбрызгивания сварного металла.
- Можно использовать различные электроды.
- Есть система быстрого зажигания электродов — Hot Start.

Недостатки
- Может произойти неисправность, которая проявляется в выходе из эксплуатации микропроцессора, это обусловлено нарушением условий хранений или применения. Если устройство находится или применяется в запыленном месте, то его необходимо чаще продувать и чистить.
- Высокую стоимость агрегата можно отнести к минусам, его нельзя использовать при очень низких температурах, так -15оС является крайней отметкой в работе.
- Длина используемого кабеля не должна превышать 2,5 метра.
Сфера применения инверторного аппарата
Высокие технические возможности агрегата позволили найти ему широкое применение.
- Их можно использовать в качестве обычных электрических трансформаторов для дуговой сварки с постоянным током.
- Также инвертор применим для аргонодуговой сварки с неплавкими электродами.
- В полуавтоматической сварке инверторы используются с присадочной проволокой.
- Агрегаты нашли применение в работах плазменной резки.
Качество и удобство
Дуговая сварка является очень ответственной работой и чтобы ее удачно выполнить сварщик должен иметь определенные знания и опыт. С помощью инвертора можно выполнить сварку более просто, не имея больших навыков в работе.
Поджигание дуги можно назвать одним из главных преимуществ, поскольку в старых агрегатах невозможно было из-за перепадов напряжения в сети поджечь дугу, электроды сразу залипают. Когда ток добавляется, то происходит обратный процесс — начинается пережигаться металл. Принцип работы инверторов позволяет не зависеть от напряжения в сети. В данных устройствах сварочный ток держится на входе неизменным от напряжения в сети.
В данных устройствах сварочный ток держится на входе неизменным от напряжения в сети.
Работая обычным сварочным аппаратом можно «пережечь» или «недожечь» металл, отчего шов получится некачественным, он будет ослаблен, из-за чего образуются отверстия. У нового типа агрегатов остается ток неизменным, он устанавливается потенциометром на шкале сварочного тока.
Сварочные инверторы могут поддерживать выбранный ток в заданных пределах, и он будет все это время постоянным. Это позволяет не брать во внимание длину дуги, что только облегчает работу специалисту. Здесь даже новичок сможет овладеть «прихватками», благодаря устройству нового типа.
Те, кто уже не первый день работает сварочным инвертором, уже смогли оценить его возможности. Они значительно облегчают поджигание, контролируют дугу, устраняют залипание электродов. Такие агрегаты очень выгодны для применения в частном и профессиональном строительстве.
Электрическая дуга
Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга.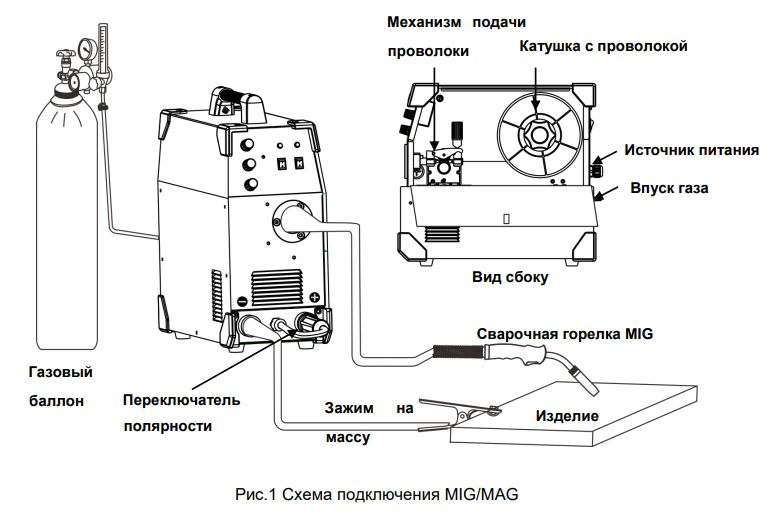 Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
Сваривание металлов
Выбор хорошего электрода и способа сварки крайне важен, так как от него зависит, будут ли его механические свойства аналогичны свойствам основного металла.
Сварочная ванна должна быть защищенной от воздействия воздуха для исключения окисления металла.
С этой целью в рабочей зоне создается особая среда, что достигается двумя способами:
- Технология MIG-MAG, когда аргон, гелий или CO2 подается из специального баллона.
- Сжигание обмазки электрода и образование при этом защитного шлакового или шлакогазового «купола».

В процессе горения электродные покрытия связывают и выводят из шва кислород. Вдобавок вещества, содержащиеся в них, помогают ионизировать дугу, рафинируют и легируют металл шва.
В плане стабильности электроснабжения сварка — процесс довольно капризный, ведь требуемый температурный режим находится в прямой зависимости от параметров тока. Должна быть обеспечена устойчивость электрической дуги. Лишь стабильная дуга предотвратит появления дефектов шва, особенно при розжиге и затухании.
Чем свариваемые детали массивнее, тем более глубоким должно быть плавление, большего диаметра применяется электрод, больше силы и мощности требуется для работы. Определить силу тока оператор зачастую может лишь опытным путем, порой ее регулируют в процессе сварки, а иногда жестко фиксируют. Горение дуги от источника постоянного тока стабильнее, без прерываний.
При потреблении постоянного тока отсутствует полярность, образуется меньшее количество брызг металла, а шов получается качественнее. Сварка с переменным током несколько сложнее, потому что для поддержания дуги рабочий должен иметь серьезные навыки, высокого качества сварки в этом случае добиться сложно. Переменным током рекомендуется варить алюминий и его сплавы.
Сварка с переменным током несколько сложнее, потому что для поддержания дуги рабочий должен иметь серьезные навыки, высокого качества сварки в этом случае добиться сложно. Переменным током рекомендуется варить алюминий и его сплавы.
Понравилась статья? Расскажите друзьям:
Оцените статью, для нас это очень важно:
Проголосовавших: 1 чел.
Средний рейтинг: 5 из 5.
Инверторный или трансформаторный сварочный аппарат | expondo.co.uk
Выбор подходящего сварочного аппарата может быть сложным для новичков, поскольку на выбор предлагается множество различных моделей, отличающихся не только ценой, но также функциями и способами использования. Сварочные аппараты также можно разделить по их технологическим признакам, то есть инверторные или трансформаторные сварочные аппараты. Но каковы их особенности? И чем они отличаются друг от друга? Давайте посмотрим поближе.
Аппараты инверторной сварки
Этот тип стал стандартом в сварочной промышленности. Инверторный сварочный аппарат — это современная машина с технологически продвинутой электронной системой, задачей которой является повышение частоты электрического тока из сети и преобразование его в ток, пригодный для сварки. Это, конечно, только общий обзор, потому что весь процесс происходит в несколько этапов.
В первую очередь фильтруется и выпрямляется переменное напряжение из сети. Затем инвертор меняет его обратно на переменный ток, но значительно увеличивает его частоту. Это позволяет пользователю определить точные параметры сварочного аппарата в любой момент. На следующем этапе напряжение направляется на трансформатор, где оно снова снижается до уровня, позволяющего зажечь дугу. Это позволяет устанавливать сварочный ток с точностью до 1 А, что идеально подходит для склеивания небольших элементов.
Благодаря своей конструкции инверторные сварочные аппараты обычно небольшие и относительно легкие, что делает их очень мобильными. Таким образом, они идеально подходят для использования на ходу или когда вам нужно изменить положение сварки.
Таким образом, они идеально подходят для использования на ходу или когда вам нужно изменить положение сварки.
Инверторные сварочные аппараты также имеют то преимущество, что их можно подключать к стандартным розеткам с напряжением 230 В, которые есть в каждом доме. По этой причине инверторные сварочные аппараты популярны как среди профессиональных сварщиков, так и среди любителей.
Инверторные сварочные аппараты также имеют ряд полезных функций, которые значительно упрощают использование. Точный список функций зависит от конкретной модели.
Благодаря использованию электронных систем инверторные сварочные аппараты также устойчивы к скачкам напряжения. Их можно использовать с генераторами электроэнергии, а также можно подключить к длинному удлинительному кабелю. Генерируемая дуга стабильна, что гарантирует точные и чистые сварные швы.
Сварочные аппараты инверторного типа также потребляют относительно мало электроэнергии. Кроме того, что они потребляют меньше энергии, это также означает, что они не перегреваются. Это делает их экономичными и эффективными, обеспечивая рабочий цикл от 60 до 100%.
Это делает их экономичными и эффективными, обеспечивая рабочий цикл от 60 до 100%.
Как правило, это очень надежное оборудование. Однако это не означает, что они никогда не ломаются, а когда это происходит, ремонт может быть довольно дорогим. Кроме того, инверторные сварочные аппараты чувствительны к погодным условиям, а также подвержены механическим повреждениям. Поэтому при использовании рекомендуется соблюдать осторожность, что является самым большим недостатком этого типа сварочного аппарата.
Трансформаторные сварочные аппараты
Второй тип — трансформаторные сварочные аппараты. У них очень простая конструкция, что делает их относительно дешевыми и, следовательно, более популярными среди любителей, которым нужен сварочный аппарат для частного использования. Благодаря ограниченному количеству сложных компонентов их легко ремонтировать в случае каких-либо технических сбоев.
Большой трансформатор означает, что этот тип машины имеет тенденцию нагреваться довольно быстро. Поэтому необходимы короткие, но частые перерывы для охлаждения устройства. Рабочий цикл в этом случае составляет от 25 до 35%, а трансформаторные сварщики используют ток 160А с защитой 25А.
Поэтому необходимы короткие, но частые перерывы для охлаждения устройства. Рабочий цикл в этом случае составляет от 25 до 35%, а трансформаторные сварщики используют ток 160А с защитой 25А.
Сварочные аппараты трансформатора также обладают высокой устойчивостью к погодным условиям и механическим повреждениям. Поэтому они подходят для использования в суровых условиях работы и могут эксплуатироваться при низких температурах, а также в местах с высоким уровнем запыленности и даже влажностью.
Трансформаторные сварочные аппараты также обычно очень большие и поэтому обычно используются как стационарные устройства. Для их перевозки используются специальные тележки из-за их чрезмерного веса. По некоторым мнениям, трансформаторные сварщики не дадут качественно сварить сварные швы. Однако качество сварного шва в этом случае зависит от качества электродов и опыта сварщика.
Различия между инверторными и трансформаторными сварочными аппаратами
 youtube.com/embed/4tKghHEvizQ?list=PLdt0HdJTyeSWMKNtpVhkaUB9rAIHRZUvN» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/4tKghHEvizQ?list=PLdt0HdJTyeSWMKNtpVhkaUB9rAIHRZUvN» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Обладая базовыми знаниями об основных характеристиках каждого типа сварочного аппарата, определить различия между инверторным и трансформаторным сварочным аппаратом относительно легко. Первое отличие, заметное с первого взгляда, это их габариты. Сварочные аппараты-трансформеры намного крупнее и поэтому менее мобильны, чем сварочные аппараты, оснащенные инвертором.
Второе отличие заключается в дизайне. Трансформаторные сварочные аппараты значительно менее технологически сложны, чем инверторные сварочные аппараты, в которых используются передовые электронные системы. В результате последние позволяют более точно установить сварочный ток, а также предлагают ряд очень полезных функций, облегчающих сварку.
Еще одним отличием инверторных сварочных аппаратов от трансформаторных является их устойчивость к механическим повреждениям и погодным условиям, таким как перепад температур, влажность воздуха или запыленность. Сварщики-трансформеры в этих случаях намного лучше. В отличие от инверторных сварочных аппаратов, они охватывают все эти функции. Кроме того, в случае выхода из строя, ремонт трансформаторных сварочных аппаратов намного проще и дешевле.
Сварщики-трансформеры в этих случаях намного лучше. В отличие от инверторных сварочных аппаратов, они охватывают все эти функции. Кроме того, в случае выхода из строя, ремонт трансформаторных сварочных аппаратов намного проще и дешевле.
Четвертое отличие, о котором стоит упомянуть, это рабочий цикл. В случае трансформаторных сварочных аппаратов он составляет от 25 до 35 %, в то время как инверторные сварочные аппараты предлагают рабочий цикл в диапазоне от 60 до 100 %. Это связано с тем, что инверторные сварочные аппараты не перегреваются во время использования, что позволяет вести сварку в течение длительного времени без остановки. При использовании трансформаторных сварочных аппаратов необходимо соответствующее планирование работ, чтобы часто охлаждать аппарат, так как этот тип аппарата очень быстро нагревается.
Последнее отличие, но не менее важное, это цена. Инверторные сварочные аппараты намного дороже трансформаторных сварочных аппаратов. Благодаря этому последние пользуются большей популярностью у сварщиков-любителей, которые планируют использовать их только в личных целях.
STAMOS WELDERS
ДЛЯ НАЧИНАЮЩИХ И ПРОФЕССИОНАЛОВ
Инверторный или трансформаторный сварочный аппарат? Резюме
Ваш выбор сварочного аппарата должен зависеть не только от вашего бюджета, но и от типа и частоты работ, которые вы планируете выполнять. Имея в вашем распоряжении широкий спектр сварочных аппаратов, вы можете выбрать инверторный сварочный аппарат со всеми новейшими технологическими решениями или традиционный сварочный аппарат с трансформатором. Первый тип предлагает ряд полезных опций, облегчающих вашу работу, но более подвержен различным механическим повреждениям и погодным условиям.
Второй тип, то есть трансформаторные сварочные аппараты, более просты, но в то же время более надежны, а также дешевле в ремонте в случае технических неполадок. Поэтому рассмотрите все различия и сопоставьте их со своими потребностями, прежде чем сделать окончательный выбор.
Технологические различия в трансформаторных и инверторных сварочных аппаратах
Наука
Опубликовано 9 апреля 2021 г. | Бибхуранджан
| Бибхуранджан
0
Одной из самых горячо обсуждаемых тем в сварочной отрасли является разница между сварочным аппаратом с трансформатором и инвертором. Если вы действительно хотите вызвать шум среди сварщиков, спросите их, что лучше — трансформаторная или инверторная технология? Если бы мы дали краткий ответ, это было бы так же просто, как сказать: «Ну, это зависит». Однако никому не нужен простой ответ на сложный вопрос, поэтому мы немного углубились, чтобы найти основные различия и посмотреть, какой из них имеет преимущество.
Происхождение
Все началось в 1800-х годах, когда электричество стало обычным явлением. Таким образом, в 1900-х годах люди вскоре начали понимать, что трансформаторы можно использовать в дуговой сварке. После многих лет разработки трансформаторы эволюционировали и стали использоваться в качестве эталонов при сварке электродом. Трансформаторы существуют уже полвека и считаются дедушкой сварки. С другой стороны, инверторы появились здесь только последние двадцать с лишним лет. С развитием программного обеспечения и электронной промышленности инверторы с программным управлением стали использоваться для сварки. Их популярность выросла в 2000-х годах благодаря их универсальности и способности контролировать дугу.
С другой стороны, инверторы появились здесь только последние двадцать с лишним лет. С развитием программного обеспечения и электронной промышленности инверторы с программным управлением стали использоваться для сварки. Их популярность выросла в 2000-х годах благодаря их универсальности и способности контролировать дугу.
Вес и портативность
Что касается веса, машины на основе трансформаторов намного тяжелее, чем инверторы. Мы много говорим. Инверторы намного легче и их можно легко переносить по рабочей зоне. Трансформатор может работать только при стационарной сварке. Но если ваша цель — мобильность, то у инвертора есть все преимущества в мире.
Эффективность и стабильность
Сварочные аппараты с инвертором также имеют преимущество, когда речь идет об эффективности. Хотя трансформаторная технология прошла долгий путь с момента своего зарождения, она по-прежнему несравнима с инверторной технологией. Стандартный инвертор потребляет вдвое меньше ампер по сравнению со сварочным аппаратом с трансформатором, чтобы получить такое же количество вольт. Большинство инверторных сварочных аппаратов можно подключить к стандартной домашней розетке, и вам не нужны эти вилки на 220 В. Кроме того, инверторы могут работать как на переменном, так и на постоянном токе. Вначале они использовали только переменный ток, но все же имели лучшую стабильность по сравнению со сварочным аппаратом с трансформатором постоянного тока.
Большинство инверторных сварочных аппаратов можно подключить к стандартной домашней розетке, и вам не нужны эти вилки на 220 В. Кроме того, инверторы могут работать как на переменном, так и на постоянном токе. Вначале они использовали только переменный ток, но все же имели лучшую стабильность по сравнению со сварочным аппаратом с трансформатором постоянного тока.
Стоимость
Что касается стоимости, то она зависит от того, как вы решите на нее посмотреть. В краткосрочной перспективе трансформаторы дешевле, так как вам не нужно платить так много авансом, чтобы купить их. Однако, когда дело доходит до долгосрочной перспективы, трансформатор может сэкономить вам немного больше денег. Инверторы потребляют меньше электроэнергии и, по мнению специалистов, могут сэкономить вам до 10% электроэнергии. Благодаря улучшенной стабильности дуги инверторы также используют меньше расходных материалов и не требуют большого количества сварочного газа. Некоторые согласны с тем, что инвертор окупит себя за довольно короткий период времени.
Долговечность
Трансформаторы имеют более высокий рабочий цикл , что означает, что они могут выдерживать более тяжелые работы по сравнению со сварочными инверторами. Технология трансформаторов существует уже много лет, поэтому мы уже знаем, чего ожидать. Они смогли доказать свою ценность, и сварщики знают, что они получают и как долго работают с машиной-трансформером. С другой стороны, инверторы все еще довольно молоды и анализируются с точки зрения их долговечности. Вы можете упаковать большую мощность в меньшую и легкую машину, но остается вопрос, как долго это все еще не ясно. Вносятся усовершенствования, но в настоящее время трансформаторы считаются долговечными.
Универсальность
Когда дело доходит до возможности использовать машину для различных целей, для различных типов металла и в любых положениях, у инвертора больше возможностей. Поскольку инверторные машины имеют программное обеспечение, которое можно легко настроить, вы можете переключиться на все, что хотите, всего за несколько минут, чтобы определить свои предпочтения.![]() С другой стороны, если ваша цель — весь день сваривать мягкую сталь, то трансформатор — это хорошо. К сожалению, сегодня сварщикам приходится работать с разными типами материалов и требуется больший диапазон. Итак, инвертор — это то, что ищут большинство.
С другой стороны, если ваша цель — весь день сваривать мягкую сталь, то трансформатор — это хорошо. К сожалению, сегодня сварщикам приходится работать с разными типами материалов и требуется больший диапазон. Итак, инвертор — это то, что ищут большинство.
Вердикт
Если принять во внимание все вышеперечисленное, кажется, что технология инверторов играет большую роль в современной сварочной промышленности. Однако это не обязательно. Все зависит от потребностей сварщика и выполняемой им работы. Вообще говоря, сварщик в конечном итоге решит, что использовать, исходя из своих личных предпочтений.
Фото Максима Аньелли на Unsplash0064
Об авторе
Bibhuranjan Редактор, technofaq.org В душе я страстный энтузиаст технологий. Мне нравится следить за новыми и захватывающими разработками в области науки и техники, и я очень люблю компьютерные игры. Другие увлечения включают написание сообщений в блогах, музыку и проекты «сделай сам».
© CC-BY-NC-SA 2012-2022 Техно FAQ. Некоторые права защищены.
Некоторые права защищены.
Вернуться к началу ↑
Инверторные и трансформаторные сварочные аппараты — различия, сходства и многое другое
Основное различие между сварочным аппаратом с инвертором и сварочным аппаратом с трансформатором заключается в том, что сварочный аппарат с инвертором использует полупроводниковые электронные компоненты, тогда как сварочный аппарат с трансформатором использует понижающий трансформатор.
Инверторные трансформаторы — новейшая технология. С другой стороны, трансформаторные сварщики имеют почти 70-80-летнюю историю. Для разных условий работы профессиональные сварщики предпочитают разные способы выполнения сварки.
Инверторные и трансформаторные сварочные аппараты (плюсы и минусы, различия, сходства — объяснение) Итак, идет бесконечный спор о том, какой из этих двух сварочных аппаратов лучше. Сравнение не простое. Здесь я расскажу о разнице между инверторным и трансформаторным сварочным аппаратом MIG.
В конце концов, вы сможете выбрать, какой из них подходит вам лучше всего. Итак, приступим.
Содержание
Сварочные аппараты с инвертором и трансформатором
В обоих этих сварочных аппаратах есть трансформатор. Основной функцией этого трансформатора является уменьшение напряжения (В) входного электричества и одновременное увеличение силы тока (ампер).
Хотя оба они имеют трансформаторы, основное отличие заключается в рабочем механизме. Различия описаны здесь в табличной форме ниже.
| Parameters | Inverter welders | Transformer welders |
| Weight | Light | Heavy |
| Portable | Yes | No |
| Стабильность дуги | Лучше | Сравнительно низкая. |
| Size | Small | Large |
| Efficiency | High | Low |
What is Inverter Welders
Inverter welders are lightweight, compact, and updated technology of welding .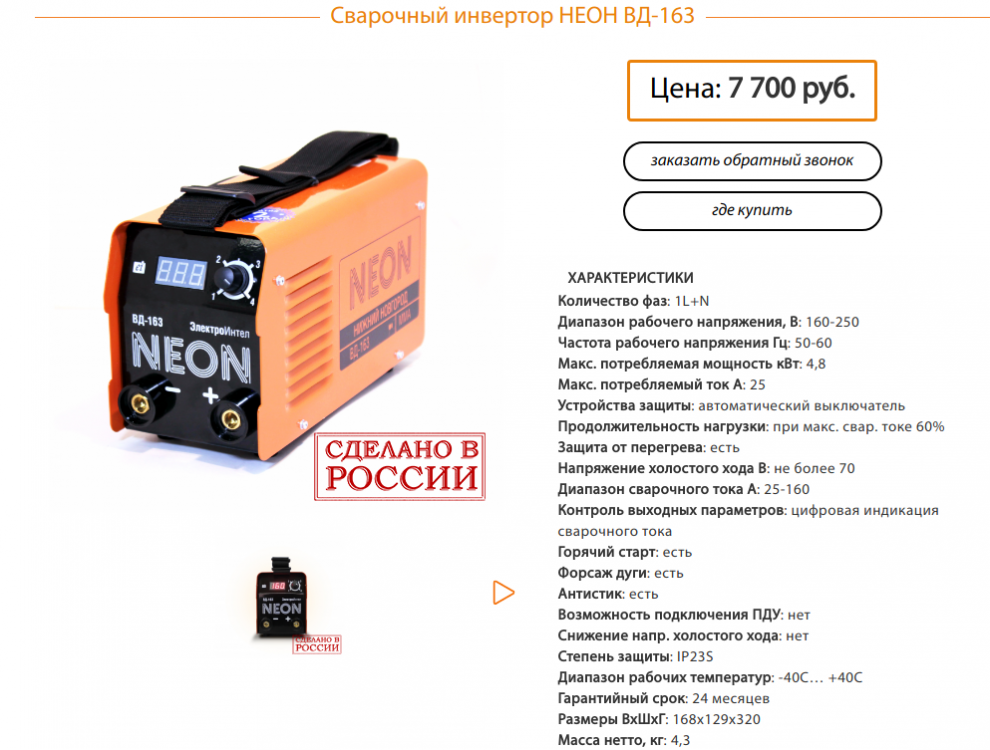 Вся система состоит из некоторых электронных частей. Это могут быть датчики, приводы, кнопки, дисплеи и т. д.
Вся система состоит из некоторых электронных частей. Это могут быть датчики, приводы, кнопки, дисплеи и т. д.
Сварщики инверторного типа используют электронные устройства для преобразования входного тока. Он может увеличить частоту тока до 20 000–1 00 000 Гц. Вот почему он потребляет меньше энергии и обеспечивает больший контроль над стабильностью дуги.
Иногда он поставляется с дисплеем, который позволяет пользователю даже визуализировать различные параметры и управлять ими в соответствии со своими потребностями.
Плюсы и минусы инверторных сварочных аппаратов
Конечно, не все в инверторном сварочном аппарате хорошо. Есть некоторые плюсы и минусы этого метода. Сейчас я сосредоточусь на них. Во-первых, мы увидим, в чем преимущество инверторных сварочных аппаратов перед трансформаторными сварочными аппаратами. Итак, давайте посмотрим на некоторые из них.
Преимущества:
- Эта портативная и легкая система. Итак, если вам нужно работать в разных местах, инверторные сварочные аппараты могут подойти лучше всего.
- Обеспечивает более стабильную дугу и гладкую зону сварки, чем сварочные аппараты с трансформатором.
- Размер и расположение компактны и просты в обращении.
- Эффективность инверторных сварочных аппаратов намного выше, чем у трансформаторных.
- Электронное устройство обеспечивает больший контроль при сварке различных металлов различной толщины.
- Общее энергопотребление низкое и в экстренных случаях может работать от генератора.

Подробнее: Газовая сварка против дуговой сварки: полное сравнение, разница
Что такое трансформаторные сварочные аппараты
Трансформаторные сварочные аппараты — это традиционные методы сварки. Во многих цехах есть такое сварочное оборудование, которому около 50-60 лет, и они до сих пор служат с полной отдачей.
Основной механизм находится внутри трансформатора, который используется внутри сварочных аппаратов. Понижающий трансформатор преобразует электричество высокого напряжения в электричество низкого напряжения и большой силы тока. В зависимости от различных сварщиков, он может преобразовывать ток от 220 В до 20 В.
С другой стороны, он может увеличить силу тока с 30-60 ампер примерно до 200-600 ампер. Есть три основные части, а именно:
- Первичная катушка
- Вторичная катушка
- Сердечник
С помощью двух катушек преобразуется электричество. А сердечник используется для усиления магнитного поля, создаваемого внутри трансформатора, и его использования для генерации дуги.
Плюсы и минусы трансформаторных сварочных аппаратов
Теперь пришло время обсудить плюсы и минусы трансформаторных сварочных аппаратов. Итак, начнем.
Преимущества:
- Этот метод более надежен, чем инверторная технология.
- Сварочные аппараты-трансформеры обновлялись в течение многих лет и, таким образом, со временем стали более точными. Обладая хорошими навыками и опытом, сварщики могут отлично справиться с этим методом.
- Конструкция проста и удобна в обращении. Даже имея небольшой навык сварки, кто-то может управлять сварочным трансформатором.
- Техническое обслуживание этих типов сварочных аппаратов намного проще, чем инверторных сварочных аппаратов, а также требует меньших затрат.
 Обладая хорошими навыками и опытом, сварщики могут отлично справиться с этим методом.
Обладая хорошими навыками и опытом, сварщики могут отлично справиться с этим методом.Недостатки:
- Вся конструкция трансформаторных сварочных аппаратов громоздка, тяжела и непереносима.
- Место сварки неровное и некрасивое. Таким образом, не подходит, когда эстетика является проблемой.
- Низкий рабочий цикл и контроль дуги не так хороши, как у инверторов.
Инверторные и трансформаторные сварочные аппараты: разница
Итак, вы уже видели разницу между инверторными и трансформаторными сварочными аппаратами. Чтобы обобщить все это, здесь я упоминаю различия с первого взгляда.
- Инверторные сварочные аппараты легкие и портативные, тогда как трансформаторные сварочные аппараты тяжелые и громоздкие.
- Инверторы менее надежны, чем трансформаторные сварочные аппараты.
- Сварочные аппараты с инвертором обеспечивают лучший контроль, чем сварочные аппараты с трансформатором.
- Сварочные аппараты с инвертором обеспечивают хороший контроль дуги. Но трансформаторные сварочные аппараты обеспечивают надежную работу.
- Техническое обслуживание инверторных сварочных аппаратов сложнее, чем трансформаторных.

Сварочные аппараты с инвертором и трансформатором: сходства
Основной принцип работы практически одинаков для всех методов. Здесь я делюсь некоторыми сходствами, которые вы можете увидеть между инверторными и трансформаторными сварочными аппаратами.
- Обе эти системы имеют внутри устройства трансформатор, который изменяет свойства входного тока.
- В обеих этих системах входной ток высокого напряжения с малой силой тока преобразуется в ток низкого напряжения с большой силой тока.
- Сварочные инверторы могут преобразовывать выходную мощность переменного тока в постоянный. То же самое можно сделать в трансформаторных сварочных аппаратах, используя мостовой выпрямитель. Это отключит две полярности переменного тока и заставит его работать как выход постоянного тока. Но между трансформаторными выпрямителями и инверторными сварочными аппаратами есть отличия.
 То же самое можно сделать в трансформаторных сварочных аппаратах, используя мостовой выпрямитель. Это отключит две полярности переменного тока и заставит его работать как выход постоянного тока. Но между трансформаторными выпрямителями и инверторными сварочными аппаратами есть отличия.
То же самое можно сделать в трансформаторных сварочных аппаратах, используя мостовой выпрямитель. Это отключит две полярности переменного тока и заставит его работать как выход постоянного тока. Но между трансформаторными выпрямителями и инверторными сварочными аппаратами есть отличия.Инверторные и трансформаторные сварочные аппараты: какой выбрать
Это сложный вопрос, и на него нет однозначного ответа. Почему? Давайте уточним.
В зависимости от различных условий может потребоваться переключение между инверторными и трансформаторными сварочными аппаратами. Здесь ниже я упоминаю некоторые особенности этих сварочных аппаратов. Затем я расскажу, как могут меняться предпочтения по выбору метода сварки в зависимости от ваших требований.
- Если вы работаете в мастерской или на постоянном объекте, например, на производстве, вам подойдет сварочный аппарат с трансформатором. Он может работать даже в пыльной среде без каких-либо хлопот. С другой стороны, если ваше рабочее место не является фиксированным, а меняется со временем, инверторные сварочные аппараты будут хороши, поскольку они портативны.
- Еще одним важным моментом является эстетика сварки. Если ваша работа должна быть красивой, а зона сварки должна быть гладкой, инверторные сварочные аппараты могут служить вам лучше всего. Сварщики-трансформеры не способны производить гладкую сварку, которая не эстетична.
- Для циклов тяжелых режимов, где долгая работа является обязательным требованием, несомненно, следует выбирать сварочные трансформаторы. Хотя инверторные сварочные аппараты в настоящее время модернизируются, все же трансформаторные сварочные аппараты более надежны, чем инверторные.
- И последнее, но не менее важное: стоимость каждого метода может иметь большое значение. Сначала инверторные сварочные аппараты были намного дороже, чем трансформаторы. Но теперь, благодаря обновленным технологиям, таким как IGBT (биполярный транзистор с изолированным затвором), стоимость этих сварочных аппаратов снизилась. Таким образом, он стал более доступным в настоящее время.

Часто задаваемые вопросы
Чем инверторные сварочные аппараты лучше трансформаторных?
Если вы не работаете на постоянном месте и вам нужно переезжать с места на место, вам подойдет инвертор. Но для надежности лучше подходят трансформаторные сварщики.
Но для надежности лучше подходят трансформаторные сварщики.
Что лучше — сварка постоянным или переменным током?
Сварка постоянным током обеспечивает лучшую и гладкую зону сварки, чем сварка переменным током.
Легче ли сваривать инверторным сварочным аппаратом?
Поскольку инверторный метод обеспечивает больший контроль, с ним проще обращаться, чем с трансформаторными сварочными аппаратами.
Как долго служат инверторные сварочные аппараты?
Срок службы около 5-10 лет. Но это зависит от того, как вы используете и обслуживаете машину.
Окончательный вердикт
Разные сварщики предпочитают разные методы сварки. Некоторые люди говорят, что инверторные сварочные аппараты великолепны, потому что они обеспечивают лучший контроль. С другой стороны, некоторые говорят, что надежность является главной задачей.
Итак, когда речь идет о инверторных и трансформаторных сварочных аппаратах, однозначного ответа на вопрос, какой из них лучше, не существует. Скорее, в зависимости от цели и условий работы вы должны выбрать предпочтительный метод.
Поскольку теперь у вас есть четкое представление об обоих этих методах, вы можете легко определить, какой из них подходит вам лучше всего.
Подробнее: Как устроиться на работу сварщиком без опыта?
Преимущества инверторной технологии по сравнению с традиционной технологией сварки TIG — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed
Сегодняшний гостевой пост написан Джоном Лаком из Miller Electric :
Ранние источники сварочного тока были относительно простыми устройствами — массой многослойной стали, обернутой медью и алюминием, предназначенной для рассеивания тепла. В 19Технология прямоугольных импульсов 70-х годов была разработана Миллером и внедрена в сварочные аппараты на основе трансформаторов. В то время эта технология предлагала радикальные улучшения для процесса TIG. Однако эти машины по-прежнему имели ограниченные динамические возможности.
Перенесемся к современным инверторным источникам питания. Инновационные системы с инверторной технологией обладают многими преимуществами по сравнению с машинами с традиционной технологией сварки. Сварочные аппараты Miller TIG, использующие инверторную технологию, обеспечивают повышенную производительность, улучшенное качество, повышенную энергоэффективность и большую портативность.
Повышенная производительность при сварке TIGОдним из важных преимуществ сварочного аппарата с инверторной технологией является то, что аппарат позволяет оператору настраивать профиль сварного шва так, чтобы он был настолько широким, насколько это необходимо. Возможность сделать это не только улучшает внешний вид сварного шва, но и обеспечивает постоянное качество сварного шва.
Это усовершенствование помогает устранить избыточную сварку и доработку, которые могут иметь место при использовании традиционных аппаратов с технологией TIG. С устранением этих шагов, не добавляющих ценности, увеличивается скорость движения и производительность. Также снижается тепловложение и расход присадочного металла.
При использовании инверторной технологии запуск дуги регулируется в соответствии с точным значением силы тока и времени, необходимых для зажигания дуги без повреждения основного материала. Оператор может точно настроить выходные характеристики в соответствии с конкретным состоянием основного металла и добиться лучших результатов. Эта передовая технология приводит к меньшему количеству отказов при сварке, уменьшению переделок сварки и отходов материала. Сварочные аппараты Miller TIG также предлагают точное цифровое управление, которое обеспечивает более высокую производительность, повышенную точность и повторяемость по сравнению с традиционной технологией.
Энергоэффективность t Сварка ВИГ Энергоэффективность — это просто процесс достижения большего с меньшими затратами. Сокращение энергопотребления снижает затраты на электроэнергию и приводит к экономии финансовых средств. Сварочные аппараты с инверторной технологией потребляют меньше энергии, чем традиционные сварочные аппараты, что делает их более энергоэффективными и менее дорогими в установке и эксплуатации.
Сокращение энергопотребления снижает затраты на электроэнергию и приводит к экономии финансовых средств. Сварочные аппараты с инверторной технологией потребляют меньше энергии, чем традиционные сварочные аппараты, что делает их более энергоэффективными и менее дорогими в установке и эксплуатации.
Энергоэффективность серии Miller Dynasty и Maxstar позволяет владельцам бизнеса добавлять машины и рабочие станции к существующей мощности, не требуя расширения или наращивания мощности. Для домашних любителей серия Miller Diversion может использоваться в гаражах или магазинах без необходимости в дорогостоящей проводке, необходимой для работы старых трансформаторных машин с их высокой потребляемой силой.
Повышенная портативность для сварки TIG Системы с инверторной технологией меньше и легче по сравнению с трансформаторными аппаратами, которые могут быть в 3-4 раза тяжелее. Эта повышенная мобильность означает, что их можно легко взять с собой на стройплощадку, на гоночную трассу, в магазин друзей или в любое другое место, где вам нужна сварка TIG.
Переход на инновационную технологию TIG компании Miller обеспечивает многочисленные улучшения. Внедрение меньших по размеру и более эффективных источников сварочного тока повышает производительность и качество сварки, а также обеспечивает экономию места и энергии, что невозможно при использовании традиционных систем.
Если вы все еще используете традиционное оборудование, пришло время воспользоваться преимуществами инверторных инноваций Miller.
Узнайте больше о Сварочные аппараты TIG компании Miller Electric в компании Baker’s Gas and Welding.
О сегодняшнем госте Блогер, Джон Лак
Менеджер по продукции, Tig Solutions
Miller Electric Mfg. Co. Компания ITW
John Luck работает в сварочной отрасли уже 20 лет. В дополнение к своей текущей роли менеджера по продукции Miller’s TIG Solutions, он также отвечал за управление продукцией Miller’s Industrial Engine Drives. Джон начал свою карьеру в Miller в 19 лет.92 года в должности инженера по сварке в отделе продаж техники.
Джон начал свою карьеру в Miller в 19 лет.92 года в должности инженера по сварке в отделе продаж техники.
Поданный в: Оборудование, инвертор, Миллер, Тиг, сварка, сварщик, сварка, инструкция по сварке, урок сварки, наконечники для сварки
Делиться: Предыдущая статья Прибыл Optrel e3000X PAPR с защитной маской Clearmaxx Face ShieldОтличия — ВИГ (постоянный ток) и ВИГ (переменный ток)
Сварка ВИГ постоянным током (постоянный ток) – это когда ток течет только в одном направлении. По сравнению со сваркой TIG на переменном токе, протекающий ток не уменьшится до нуля, пока сварка не закончится. В целом инверторы TIG могут выполнять сварку на постоянном токе или на переменном/постоянном токе, при этом очень немногие машины работают только на переменном токе.
В целом инверторы TIG могут выполнять сварку на постоянном токе или на переменном/постоянном токе, при этом очень немногие машины работают только на переменном токе.
Постоянный ток используется для сварки TIG мягкой стали/нержавеющей стали, а переменный ток используется для сварки алюминия.
Полярность
В процессе сварки ВИГ существует три варианта сварочного тока в зависимости от типа соединения. Каждый способ подключения имеет как преимущества, так и недостатки.
Постоянный ток — отрицательный электрод (DCEN)
Этот метод сварки можно использовать для широкого спектра материалов. Сварочная горелка TIG подключается к отрицательному выходу сварочного инвертора, а рабочий обратный кабель — к положительному выходу.
Когда дуга зажглась, в цепи протекает ток, и распределение тепла в дуге составляет около 33 % на отрицательной стороне дуги (сварочная горелка) и 67 % на положительной стороне дуги (заготовка). ).
).
Этот баланс обеспечивает глубокое проникновение дуги в заготовку и снижает нагрев электрода.
Такое пониженное тепловыделение электрода позволяет проводить больший ток через электроды меньшего размера по сравнению с соединениями с другой полярностью. Этот метод соединения часто называют прямой полярностью, и это наиболее распространенное соединение, используемое при сварке постоянным током.
Постоянный ток — положительный электрод (DCEP)
При сварке в этом режиме сварочная горелка TIG подключается к положительному выводу сварочного инвертора, а рабочий обратный кабель — к отрицательному выводу.
Когда дуга установлена, ток протекает в цепи, и распределение тепла в дуге составляет около 33 % на отрицательной стороне дуги (заготовка) и 67 % на положительной стороне дуги (сварочная горелка). ).
Это означает, что электрод подвергается наибольшему нагреву и, следовательно, должен быть намного больше, чем в режиме DCEN, даже при относительно низком токе, чтобы предотвратить перегрев или плавление электрода. Заготовка подвергается более низкому уровню нагрева, поэтому проплавление сварного шва будет неглубоким.
Заготовка подвергается более низкому уровню нагрева, поэтому проплавление сварного шва будет неглубоким.
Этот способ подключения часто называют обратной полярностью.
Кроме того, в этом режиме воздействие магнитных сил может привести к нестабильности и явлению, известному как продувка дуги, когда дуга может блуждать между свариваемыми материалами. Это также может произойти в режиме DCEN, но более распространено в режиме DCEP.
Может возникнуть вопрос, зачем этот режим при сварке. Причина в том, что некоторые цветные металлы, такие как алюминий, при нормальном воздействии атмосферы образуют оксид на поверхности. Этот оксид создается из-за реакции кислорода воздуха и материала, похожего на ржавчину на стали. Однако этот оксид очень твердый и имеет более высокую температуру плавления, чем фактический основной материал, и поэтому его необходимо удалить перед проведением сварки.
Оксид можно удалить шлифовкой, щеткой или химической очисткой, но как только процесс очистки прекращается, оксид начинает формироваться снова. Поэтому в идеале его нужно было бы зачистить во время сварки. Этот эффект возникает, когда ток протекает в режиме DCEP, когда поток электронов разрушает и удаляет оксид. Поэтому можно предположить, что DCEP будет идеальным режимом для сварки этих материалов с оксидным покрытием такого типа. К сожалению, из-за того, что электрод подвергается воздействию высоких уровней тепла в этом режиме, размер электродов должен быть большим, а проплавление дуги будет низким.
Поэтому в идеале его нужно было бы зачистить во время сварки. Этот эффект возникает, когда ток протекает в режиме DCEP, когда поток электронов разрушает и удаляет оксид. Поэтому можно предположить, что DCEP будет идеальным режимом для сварки этих материалов с оксидным покрытием такого типа. К сожалению, из-за того, что электрод подвергается воздействию высоких уровней тепла в этом режиме, размер электродов должен быть большим, а проплавление дуги будет низким.
Решением для этих типов материалов будет дуга глубокого проникновения в режиме DCEN плюс очистка в режиме DCEP. Для получения этих преимуществ используется режим сварки переменным током.
Сварка переменным током (AC)
При сварке в режиме переменного тока ток, подаваемый сварочным инвертором, работает либо с положительными и отрицательными элементами, либо с полупериодами. Это означает, что ток течет в одну сторону, а затем в другую в разное время, поэтому используется термин переменный ток. Сочетание одного положительного элемента и одного отрицательного элемента называется одним циклом.
Сочетание одного положительного элемента и одного отрицательного элемента называется одним циклом.
Количество циклов, выполненных за одну секунду, называется частотой. В Великобритании частота переменного тока, подаваемого в сеть, составляет 50 циклов в секунду и обозначается как 50 Гц (Гц)
Это означает, что ток изменяется 100 раз в секунду. Количество циклов в секунду (частота) в стандартной машине определяется частотой сети, которая в Великобритании составляет 50 Гц.
Стоит отметить, что по мере увеличения частоты магнитные эффекты усиливаются, и такие устройства, как трансформаторы, становятся все более эффективными. Кроме того, увеличение частоты сварочного тока делает дугу более жесткой, повышает стабильность дуги и приводит к более контролируемым условиям сварки.
Однако это теоретически, так как при сварке в режиме TIG на дугу влияют другие факторы.
На синусоиду переменного тока может влиять оксидное покрытие некоторых материалов, которое действует как выпрямитель, ограничивающий поток электронов. Это известно как выпрямление дуги, и его эффект приводит к обрезанию или искажению положительного полупериода. Последствия для зоны сварки — неустойчивые условия дуги, отсутствие очищающего действия и возможное повреждение вольфрама.
Это известно как выпрямление дуги, и его эффект приводит к обрезанию или искажению положительного полупериода. Последствия для зоны сварки — неустойчивые условия дуги, отсутствие очищающего действия и возможное повреждение вольфрама.
Дуговое выпрямление положительного полупериода
Волны переменного тока (AC)
Синусоидальная волна
Синусоидальная волна состоит из положительного элемента, нарастающего до своего максимума от нуля до падения до нуля (часто упоминается как как холм).
Когда он пересекает ноль и ток меняет направление в направлении своего максимального отрицательного значения, а затем достигает нуля (часто называемого впадиной), один цикл завершается.
Многие сварочные аппараты TIG старого типа были только аппаратами синусоидального типа. С развитием современных сварочных инверторов со все более сложной электроникой произошли изменения в управлении и формировании формы волны переменного тока, используемой для сварки.
Прямоугольная волна
С развитием сварочных инверторов TIG переменного/постоянного тока, включающих больше электроники, было разработано поколение аппаратов прямоугольной формы. Благодаря этому электронному управлению переход с положительного на отрицательный и наоборот может быть выполнен почти мгновенно, что приводит к более эффективному току в каждом полупериоде из-за более длительного периода на максимуме.
Эффективное использование накопленной энергии магнитного поля создает волны, форма которых очень близка к квадратной. Органы управления первых электронных источников питания позволяли управлять «прямоугольной волной». Система позволит контролировать положительные (очистка) и отрицательные (проникновение) полупериоды.
Условие баланса должно быть равным + положительные и отрицательные полупериоды, что обеспечивает стабильное состояние сварки.
Проблемы , с которыми можно столкнуться, заключаются в том, что если очистка произошла менее чем за время положительного полупериода, часть положительного полупериода не является продуктивной, а также может увеличить потенциальное повреждение электрода из-за перегрева. Однако этот тип машины также должен иметь контроль баланса, который позволяет изменять время положительного полупериода в пределах времени цикла.
Однако этот тип машины также должен иметь контроль баланса, который позволяет изменять время положительного полупериода в пределах времени цикла.
Максимальное проникновение
Этого можно добиться, поместив орган управления в положение, которое позволит провести больше времени в отрицательном полупериоде по сравнению с положительным полупериодом. Это позволит использовать более высокий ток с электродами меньшего размера, поскольку больше
тепла находится в положительном направлении (работа). Повышение температуры также приводит к более глубокому проплавлению при сварке с той же скоростью перемещения, что и в сбалансированном состоянии.
Уменьшенная зона термического влияния и меньшая деформация благодаря более узкой дуге.
Максимальная очистка
Этого можно добиться, установив регулятор в положение, которое позволит проводить больше времени в положительном полупериоде по сравнению с отрицательным полупериодом. Это позволит использовать очень активный ток очистки. Следует отметить, что существует оптимальное время очистки, по истечении которого дальнейшая очистка не будет выполняться и вероятность повреждения электрода выше. Воздействие на дугу заключается в обеспечении более широкой чистой сварочной ванны с неглубоким проплавлением.
Следует отметить, что существует оптимальное время очистки, по истечении которого дальнейшая очистка не будет выполняться и вероятность повреждения электрода выше. Воздействие на дугу заключается в обеспечении более широкой чистой сварочной ванны с неглубоким проплавлением.
Знайте разницу – WeldingBoss.com
В целях прозрачности мы хотели бы, чтобы вы знали, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте через ссылки и рекламу.
Тем, у кого нет модных сертификатов сварщика, понять разницу между сваркой на переменном и постоянном токе может быть сложно. Дилемма AC/DC иногда может ввести в заблуждение, поэтому важно сравнить их лицом к лицу.
Итак, в чем основные различия между сваркой переменным током и сваркой постоянным током? Разница заключается в полярности. Сварка постоянным током основана на постоянном токе прямой полярности, в то время как сварка переменным током быстро переключается между отрицательным и положительным постоянным током. Применение каждого зависит от материала.
Применение каждого зависит от материала.
Вот удобная таблица, которая поможет расшифровать различия.
| | Сварка переменного тока | Сварка DC | |||||
| .0004 | Однополярный; может быть положительным или отрицательным | ||||||
| Общие применения | Алюминий; магнитные материалы; толстые металлы; швы длинных швов | Большинство видов сварки; накладной/вертикальный; нержавеющая сварка TIG; метчик | |||||
| Прочность сварного шва | Слабее; сильные брызги | Прочный и гладкий | |||||
| Arc blow | No | Yes | |||||
| Preferences | Aluminum TIG, fast fill, downhand heavy plate | Constant, stable arc |
Although DC сварка предпочтительна для большинства сварочных работ, переменный ток удобен в некоторых особых ситуациях. Эти области применения включают сварку алюминия методом TIG; работа с дуговым разрядом; и сварка в местах, где электрические розетки ограничены только напряжением 110 вольт. Переменный ток также чаще используется в небольших сварочных аппаратах начального уровня, которые некоторые люди называют «жужжащими ящиками».
Эти области применения включают сварку алюминия методом TIG; работа с дуговым разрядом; и сварка в местах, где электрические розетки ограничены только напряжением 110 вольт. Переменный ток также чаще используется в небольших сварочных аппаратах начального уровня, которые некоторые люди называют «жужжащими ящиками».
AdvertisementsСварка постоянным током, с другой стороны, очень удобна для тяжелых применений. Сварные швы получаются гладкими без большого количества брызг, а сварные швы намного прочнее.
Сварочные аппараты постоянного тока требуют внутренних электронных компонентов для преобразования переменной полярности в прямую полярность. Это увеличивает размер и стоимость машин.
Им также обычно требуется напряжение 220 вольт, что требует специальной проводки дома или в магазине.
Что такое сварка переменным током?
muygocho / CC BY-SA (https://creativecommons.org/licenses/by-sa/2.0) Переменный ток описывает электрический ток, используемый при сварке переменным током. В отличие от сварки постоянным током, переменный ток использует переменный ток, который чередуется с положительным на отрицательный. Вместо постоянного тока (прямая линия) изобразите на графике флуктуирующий ток (волнистая линия). Переменный ток является стандартом для домашней электропроводки, поэтому эти сварочные аппараты просто пропускают ток без изменений.
В отличие от сварки постоянным током, переменный ток использует переменный ток, который чередуется с положительным на отрицательный. Вместо постоянного тока (прямая линия) изобразите на графике флуктуирующий ток (волнистая линия). Переменный ток является стандартом для домашней электропроводки, поэтому эти сварочные аппараты просто пропускают ток без изменений.
Переменный ток (AC) Минусы сварки
Переменный ток не является предпочтительной полярностью для большинства видов сварки. Наилучшие результаты в большинстве ситуаций дает сварка постоянным током. Вот некоторые из самых больших недостатков сварки переменным током:
- Обычное явление при сварке переменным током — потеря дуги . Поскольку ток колеблется взад и вперед, дуга должна перезапускаться при каждом изменении тока между положительным и отрицательным. Иногда дуга не может перезапуститься сама, и вы должны перезапустить ее вручную. Иногда это может быть проблемой для сварщика, потому что это создает разрыв в сварном шве, делая его слабее.

Это особенно проблема для начинающих. Может быть трудно постоянно трескать дугу и поддерживать сварку. Использование машины, которая сбрасывает дугу, делает это еще сложнее. Необходимость разрывать сварной шов, чтобы переделать работу, быстро надоедает.
- Еще одна распространенная проблема — брызги. Брызги — это крошечные частицы металлического мусора, часто встречающиеся вокруг сварных швов переменного тока. Это тоже результат флуктуаций тока. При многих видах сварки образуются брызги, но на переменном токе все хуже. Вы потратите больше времени на шлифовку брызг, если будете использовать эту полярность.
AdvertisementsОднако сварка переменным током полезна во многих областях, где использование сварки постоянным током может быть более сложным или совершенно непрактичным.
Профессионалы по сварке переменным током
Хотя у сварки переменным током есть много недостатков, особенно то, что она создает грязные сварные швы, у нее также есть много преимуществ.![]() Сварка на переменном токе имеет множество полезных применений, которые делают ее простой в использовании и практичной для ремонта в промышленных условиях.
Сварка на переменном токе имеет множество полезных применений, которые делают ее простой в использовании и практичной для ремонта в промышленных условиях.
Одним из самых больших преимуществ сварки переменным током является ее возможность использовать с металлом, который имеет магнитное поле. Иногда сварочная дуга не совпадает с электродом; обычно это следует за магнитными токами в металле сварного шва. Это называется «блужданием дуги» и может затруднить получение чистых, прямых сварных швов.
Sponsored LinksСварка постоянным током подвержена блужданию дуги; АС нет. Это удобно, особенно при ремонте тяжелой техники (которая часто содержит какие-то магнитные поля). Строительная техника, лесозаготовительное оборудование и даже небольшие машины, такие как вилочные погрузчики, являются хорошими примерами этого применения.
Сварочные аппараты переменного тока используются в основном в качестве второго варианта, когда ток 220 В недоступен, но это хороший способ получить некоторое время на сварку, когда варианты питания ограничены, например, в небольшом домашнем магазине или гараже. Не расстраивайтесь из-за сильного разбрызгивания; это совершенно нормально, и этого следует ожидать при сварке на переменном токе.
Не расстраивайтесь из-за сильного разбрызгивания; это совершенно нормально, и этого следует ожидать при сварке на переменном токе.
Переменный ток также рекомендуется для сварки алюминия методом TIG. Алюминий покрыт очень тонким слоем оксида алюминия, который мешает сварному шву. Быстрые скачки полярности переменного тока оказывают чистящее действие, которое разрушает этот слой и предохраняет соединение от загрязнения.
Advertisements Хотя сварка постоянным током, как правило, лучше подходит для большинства промышленных нужд, сварка переменным током очень полезна для тех, у кого нет доступа к розетке 220 вольт. Хотя вы можете получить дома розетку на 220 В, для этого потребуется привлечь электрика. Это делает переменный ток отличным способом сварки в домашних условиях, ремонта мелкой бытовой техники и автомобильных деталей, а также изготовления всего, что не должно выглядеть «красиво».
Что такое сварка постоянным током?
Сварка постоянным током использует постоянный ток для подачи электричества на электрод, который соединяет два свариваемых металла. Когда вы изображаете волнистую линию на графике, она колеблется взад и вперед. Этот тип сварки будет выглядеть на графике как прямой устойчивый поток, что предотвращает постоянное прекращение дуги при каждой смене полярности.
Когда вы изображаете волнистую линию на графике, она колеблется взад и вперед. Этот тип сварки будет выглядеть на графике как прямой устойчивый поток, что предотвращает постоянное прекращение дуги при каждой смене полярности.
Постоянный ток может иметь положительную или отрицательную полярность электрода. При отрицательной полярности ток течет от сварочного аппарата к электроду, к заготовке и обратно к сварочному аппарату. При положительной полярности ток течет от сварочного аппарата к заготовке, к электроду, а затем обратно к сварочному аппарату.
Отрицательную полярность электрода иногда называют «прямой». Он предпочтителен для большинства сварочных работ. Прямая полярность приводит к более горячей дуге и более быстрому плавлению электрода. Это позволяет быстрее укладывать борт и работать более продуктивно. Если у вас нет особой потребности в чем-то еще, прямая полярность постоянного тока почти всегда подходит.
Положительная или «обратная» полярность электрода обеспечивает гораздо более глубокое проникновение. Предпочтителен для сварки толстых материалов. Этот процесс медленнее, чем при прямой полярности, но лучше, если вы работаете с толстым материалом. Вам нужно работать медленнее с обратной полярностью, но это преимущество, если вы работаете с металлом толщиной более половины дюйма.
Предпочтителен для сварки толстых материалов. Этот процесс медленнее, чем при прямой полярности, но лучше, если вы работаете с толстым материалом. Вам нужно работать медленнее с обратной полярностью, но это преимущество, если вы работаете с металлом толщиной более половины дюйма.
Недостатки сварки на постоянном токе
Сварка на постоянном токе, хотя в целом обеспечивает более качественные сварные швы, имеет несколько недостатков, которые затрудняют ее использование в повседневных условиях. В некоторых случаях эти недостатки затрудняют использование сварки постоянным током там, где это может быть лучше всего.
Самым большим недостатком является стоимость. Постоянный ток не подается в электрические сети, поэтому для преобразования переменного тока в постоянный необходимо использовать внутренний трансформатор. Трансформаторы увеличивают вес и сложность сварочных аппаратов постоянного тока, делая их более дорогими. Для машин постоянного тока также требуются цепи на 220 вольт, а это значит, что вам нужно вызвать электрика. Это может стоить столько же, сколько и сам сварочный аппарат.
Это может стоить столько же, сколько и сам сварочный аппарат.
AdvertisementsДуга также является проблемой при сварке постоянным током. Магнитные токи в металле сварного шва будут смещать дугу с электрода и разрушать валик. Поскольку продувка дуги представляет собой большую проблему при сварке постоянным током, многие сварщики предпочитают сварку переменным током почти во всех случаях. Дуга не является проблемой для сварочных аппаратов переменного тока, потому что полярность дуги меняется слишком быстро, чтобы дуга могла двигаться.
В целом при сварке постоянным током возникает меньше проблем, чем при сварке переменным током, но сварка постоянным током требует от оператора большего мастерства и ресурсов. Хотя сварка постоянным током дороже, многие профессиональные сварщики предпочитают именно этот ток. Если вы серьезно относитесь к сварке или хотите использовать MIG или TIG, выберите постоянный ток.
Сварка на постоянном токе Pros
Несмотря на недостатки сварки на постоянном токе, существуют также обстоятельства, требующие ее перед использованием сварки на переменном токе. В ситуациях, когда желателен или необходим гладкий, эстетически привлекательный шов, сварка постоянным током является подходящим способом для получения гладких швов с минимальным разбрызгиванием и стабильной, неизменной полярностью.
В ситуациях, когда желателен или необходим гладкий, эстетически привлекательный шов, сварка постоянным током является подходящим способом для получения гладких швов с минимальным разбрызгиванием и стабильной, неизменной полярностью.
Возможно, лучше всего использовать сварку постоянным током в местах, где сварные швы видны и должны быть привлекательными. Обычные экземпляры включают мебель, транспортные средства и инструменты. Сварка постоянным током также полезна при изготовлении деталей, которые должны выдерживать экстремальное давление или неправильное обращение.
Некоторые примеры сварки постоянным током включают сцепные устройства, шасси, косынки, большие топливные баки и поперечины. Эти типы приложений требуют, чтобы сварные швы держались прочно в течение длительного периода времени и выглядели чистыми.
Аппараты
Во-первых, я нашел это очень интересное руководство по сварочным аппаратам переменного и постоянного тока. Будучи сварщиком-любителем, я чувствовал, что это очень хорошо работает с людьми в моей ситуации. Проверьте это…
Проверьте это…
https://youtu.be/lh_Uo_zWQBo
В разделах ниже мы рассмотрим различия между реальными машинами. Все сварочные аппараты работают по одному основному принципу.
Электричество высокого напряжения проходит через электрод к свариваемому соединению.
Электрод нагревает металл по стыку до плавления, и он стекает. Присадочный стержень добавляет немного дополнительного металла, чтобы гарантировать правильное заполнение шва.
Существует три основных сварочных процесса для домашних сварщиков. Сравнение каждого типа сварочных аппаратов практически бесконечно, поэтому вот краткий обзор того, чего ожидать:
Сварочные аппараты переменного тока
Сила тока — не единственное различие между сваркой на переменном и постоянном токе. Сварочные аппараты только на переменном токе обычно ограничиваются дуговой сваркой, в то время как машины постоянного тока доступны для дуговой сварки, сварки MIG и TIG. Если вы действительно не можете решить, есть несколько сварочных аппаратов, которые могут переключаться туда и обратно. Конечно, эта функция увеличивает стоимость сварщика.
Конечно, эта функция увеличивает стоимость сварщика.
Сварочные аппараты переменного тока, как правило, меньше и компактнее. Они также дешевле по сравнению со сварочными аппаратами постоянного тока и, как правило, более портативны. Небольшой вес позволяет этим машинам быть легко доступными на рабочих площадках, для строительства и ремонта машин.
Помимо удобства и доступности, сварочные аппараты переменного тока также проще в эксплуатации. Дуга в машинах переменного тока варьируется от несуществующей до легко контролируемой, а в машинах используются розетки на 110 вольт. Эти машины легко перемещать по рабочей площадке для различных проектов.
Сварочные аппараты постоянного тока
Сварочные аппараты постоянного тока — самые жестокие в соревновании по размерам. Большие, тяжелые и трудно перемещаемые сварочные аппараты постоянного тока более громоздкие, но, в конце концов, более прочные. Их размер делает их идеальными для тяжелых и промышленных применений, помимо ремонта случайных автомобильных или домашних металлических повреждений.
К сожалению, сварочные аппараты постоянного тока дорого обходятся. Вот почему многие новички сначала выбирают аппарат переменного тока, но профессионалы в области сварки и предприятия с большой нагрузкой на сварочные работы получают выгоду от наличия под рукой более крупного агрегата. Сварочные аппараты постоянного тока отлично подходят для магазинов и складов, то есть там, где может быть доступен ток 220 вольт.
Сварка электродом
Сварка электродом или электродуговая сварка металлическим электродом представляет собой вид сварки, требующий использования металлического присадочного стержня и электрического тока. Этот металлический стержень называется электродом. Он имеет покрытие, состоящее из соединений, которые помогают связывать свариваемые металлы и предотвращают загрязнение сварного шва. Покрытие называется «флюс». Флюс используется в различных формах во многих сварочных процессах.
Электрод сам по себе проводит электричество; вот откуда течет поток. В этом процессе электрод (стержень) служит присадочным металлом для соединения двух свариваемых металлов. Когда электрод плавится под действием тепла, покрытие выделяет небольшое облако газа, которое защищает металл от окисления при нанесении.
В этом процессе электрод (стержень) служит присадочным металлом для соединения двух свариваемых металлов. Когда электрод плавится под действием тепла, покрытие выделяет небольшое облако газа, которое защищает металл от окисления при нанесении.
Ознакомьтесь с нашим защитным снаряжением для дуговой сварки.
Можно ли использовать стержни переменного тока в сварочном аппарате постоянного тока и наоборот?Нет, вы не можете использовать стержни переменного тока в сварочном аппарате постоянного тока или стержни постоянного тока в сварочном аппарате переменного тока. Однако в сварочном аппарате переменного/постоянного тока можно использовать стержни переменного или постоянного тока. Все, что вам нужно сделать, это установить правильную полярность (обратитесь к руководству по эксплуатации машины для получения точных инструкций для каждой машины).
Причина этого в том, что присадочные металлы, используемые для каждого процесса сварки, различны. Условия сильно различаются между сварочными аппаратами на переменном и постоянном токе, поэтому использование неправильных электродов может стать настоящей катастрофой.
Сварочные аппараты MIG
Сварка металлов в среде инертного газа (MIG) — это процесс, при котором проволока подается с катушки в качестве электрода и присадочного металла. Эта проволока не имеет флюсового покрытия, которое есть у дугового стержня, поэтому сварщик также подает защитный газ на сварной шов, чтобы защитить валик. Используемый присадочный металл и газ зависят от свариваемых металлов.
Сварочные аппараты MIG отлично подходят для первого курса обучения. Поскольку они подают присадочную проволоку с постоянной скоростью, легко получить однородный валик. Сварочные аппараты MIG проще в обращении и более терпимы к ошибкам новичков.
Сварка с флюсовой проволокой Сварка с флюсовой проволокой в некоторой степени сравнима со сваркой MIG в том, что она основана на системе подачи проволоки. Некоторые сварщики могут выполнять как сварку MIG, так и сварку под флюсом. Однако сварка под флюсом является самозащитной и не требует использования защитного газа. Проволока, подаваемая через систему, отличается от сварки MIG уникальным образом.
Проволока, подаваемая через систему, отличается от сварки MIG уникальным образом.
Проволока, подаваемая в систему с флюсовым сердечником, полая и заполнена флюсом. Таким образом, нет необходимости использовать защитный газ для предотвращения возмущения дуги. Проволока с флюсовым сердечником — отличный способ сварки без использования дополнительных газов, но проволока с флюсовым сердечником, как правило, дороже, чем другие типы сварочной проволоки, поэтому это не лучший вариант, если вы хотите снизить расходы.
Сварочные аппараты TIG
Prowelder87 / CC BY-SA (https://creativecommons.org/licenses/by-sa/4.0) Сварочные аппараты TIG работают несколько иначе. Вместо плавящегося электрода, изготовленного из присадочного материала, сварщики TIG используют неплавящийся электрод и отдельный присадочный стержень. Электрод используется для нагрева металла и создания сварочной ванны. Наполнительный стержень несколько раз втыкается в лужу, чтобы образовался буртик. Сварка TIG известна тем, что на ней образуются очень привлекательные сварные швы.
Сварка с помощью аппарата TIG также является отличным способом получения аккуратных сварных швов. В отличие от сварки MIG, сварка TIG практически не образует брызг, поэтому дополнительные меры по шлифовке и полировке обычно не требуются. Это приложение отлично подходит для металла, который можно открыто увидеть на готовом изделии, например, на оборудовании или металлической мебели.
К сожалению, сварка TIG требует строгой координации и контроля со стороны сварщика. По этой причине многие компании, производящие сварочные аппараты для сварки TIG, также предлагают компоненты с ЧПУ (с числовым программным управлением), которые позволяют использовать робота для обеспечения согласованности сварных швов. В противном случае сварщик должен быть очень квалифицированным и опытным, чтобы сделать это.
Сварочные аппараты переменного/постоянного тока
На рынке имеются сварочные аппараты, которые могут выполнять сварку как на переменном, так и на постоянном токе. Существуют аппараты для однопроцессной сварки (например, только TIG), а есть многопроцессорные аппараты.![]() Сварщики, использующие несколько процессов, могут использовать два из трех основных процессов или даже все три.
Сварщики, использующие несколько процессов, могут использовать два из трех основных процессов или даже все три.
Сварочные аппараты переменного/постоянного тока более гибкие, чем однополярные, а многопроцессорные сварочные аппараты еще более гибкие. Эти машины могут справиться с любой задачей, которую вы хотите взять на себя. Конечно, большим недостатком сварочных аппаратов переменного/постоянного тока является цена. Добавление возможностей означает увеличение расходов. Они великолепны, если вы хотите взять на себя все, но вам придется заплатить за это.
Как определить, какой тип тока использовать
При выборе сварочного аппарата может быть сложно просмотреть всю рекламную информацию, чтобы действительно узнать, что вы получаете. Если у вас уже есть сварочный аппарат или даже сварочный аппарат переменного и постоянного тока, может быть сложно решить, какой из них использовать для определенного проекта или приложения.
По сути, вот для чего вам может понадобиться сварка постоянным током: Сварка над головой или под необычным углом Дополнительные брызги при сварке переменным током представляют большую проблему при работе над головой. Вместо того, чтобы брызгать на свариваемую деталь, вы брызгаете на себя и свою рабочую зону. Постоянный ток уменьшает разбрызгивание и делает вещи чище и безопаснее. Если вы выполняете много работы над головой, придерживайтесь постоянного тока.
Вместо того, чтобы брызгать на свариваемую деталь, вы брызгаете на себя и свою рабочую зону. Постоянный ток уменьшает разбрызгивание и делает вещи чище и безопаснее. Если вы выполняете много работы над головой, придерживайтесь постоянного тока.
Вы можете работать немного быстрее при сварке постоянным током, что хорошо для тонкого металла. Если вы будете двигаться слишком медленно на тонком листе, вы можете прожечь металл, что создаст больше проблем. Скорость важна для сварки листового металла. Все, что вас замедляет, может привести к прогоранию материала — используйте DC для листового металла.
Большинство видов сварки ВИГ Большинство видов сварки ВИГ лучше всего работают на постоянном токе. Сталь, нержавеющую сталь и медь лучше всего сваривать методом TIG на постоянном токе. Хорошее проплавление, гладкий валик и прочные соединения — все это достигается за счет сварки TIG на постоянном токе. Некоторые сварочные аппараты TIG работают на переменном/постоянном токе, что позволяет работать с алюминием, а остальные работают только на постоянном токе.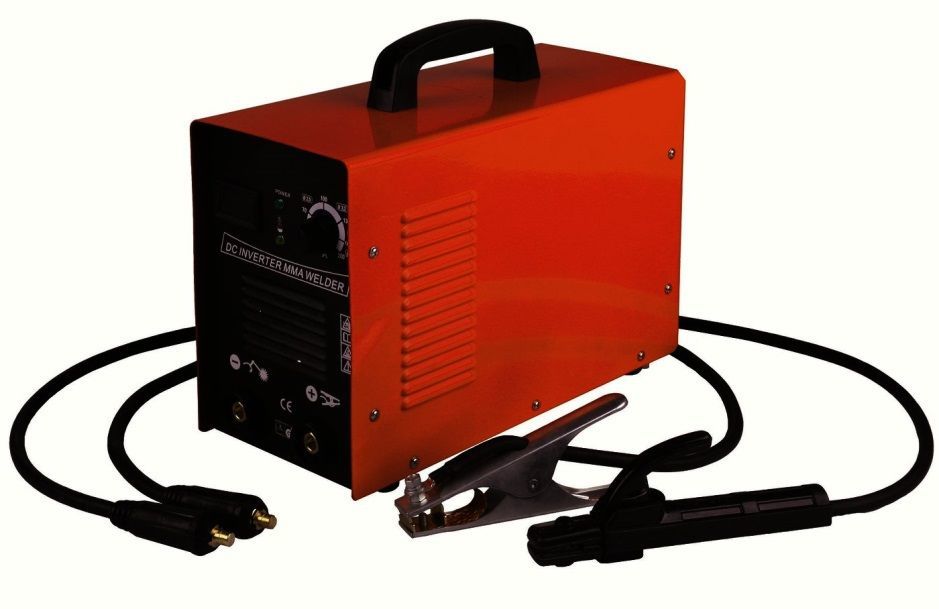 Они не производят сварочные аппараты AC TIG.
Они не производят сварочные аппараты AC TIG.
Подобно сварке TIG, в этом процессе используется неплавящийся электрод и отдельный присадочный стержень. Для этого требуется установка постоянного тока с прямой полярностью. Обратная полярность воспламенит электрод, а переменный ток разрушит его. Одноуглеродная пайка будет работать только с на постоянном токе прямой полярности.
Вот несколько примеров использования сварки переменным током: Небольшие бытовые установкиМногие из небольших сварочных аппаратов переменного тока типа жужжащих коробок будут работать от бытового тока. Вам не нужно вызывать электрика для настройки этих сварочных аппаратов начального уровня. Если вы только начинаете или хотите взять портативный сварочный аппарат в магазин своего приятеля, лучше всего подойдет переменный ток.
Машины Различные части тяжелого оборудования могут намагнититься, что требует сварки на переменном токе. Также немного легче работать на ржавом или грязном оборудовании с помощью сварочных аппаратов переменного тока, чем с другими процессами. Также легче работать на улице со сварочными аппаратами, чем с другими типами, которые подходят для машин переменного тока.
Также немного легче работать на ржавом или грязном оборудовании с помощью сварочных аппаратов переменного тока, чем с другими процессами. Также легче работать на улице со сварочными аппаратами, чем с другими типами, которые подходят для машин переменного тока.
Быстрая смена полярности переменного тока очищает алюминий. Это предохраняет оксидный слой от загрязнения сварного шва и ослабления соединения. Высококачественные сварочные аппараты TIG имеют настройки переменного тока, оптимизированные для алюминия. Если вы хотите сварить алюминий методом TIG, обязательно приобретите сварочный аппарат AC/DC TIG.
Судостроение / Ремонт Длинные прямые соединения между листами лучше всего подходят для глубокого провара при сварке переменным током. Наиболее цитируемым примером этого является судостроение. Однако, если вы свариваете грузовое судно Panamax или авианосец длиной в тысячу футов, вам действительно следует обращаться к техническим спецификациям, а не к Интернету.
Везде, где магнитные поля могут вызвать блуждание дуги, лучше всего использовать сварочный аппарат переменного тока. Намагниченные поля чаще встречаются в стали с высоким содержанием никеля или в трубах, находящихся в земле длительное время. Это также проблема в соединениях с глубокими канавками или внутренних углах угловых сварных швов. Все они являются хорошими кандидатами для сварки на переменном токе, а не на постоянном токе.
Когда имеет смысл использовать сварочный аппарат переменного/постоянного тока: Мастер на все руки Если вы управляете небольшой сварочной мастерской и вам нужно иметь возможность справиться со всем, что проходит через дверь, то очень гибкий сварочный аппарат имеет большое значение. С помощью всего лишь нескольких настроек переключателей на сварочном аппарате вы можете использовать переменный или постоянный ток, а также использовать дуговую сварку, сварку MIG или TIG.
Иногда нам везет. Может быть, вы купили правильный билет со скидкой, или, может быть, бабушка Гортензия прошла и оставила вам немного наличных (кстати, извините за вашу потерю). Во всяком случае, в жизни бывают моменты, когда у вас есть деньги, которые нужно потратить. Если вы там, потратьте немного денег на высококачественный сварочный аппарат переменного / постоянного тока. Вы сможете выполнять все виды сварочных работ, и вы не пожалеете, что сделали это.
The Takeaway
Существует множество различных типов сварочных аппаратов, каждый из которых имеет уникальные характеристики, требующие использования определенных материалов и силы тока. Важное различие между сварочными аппаратами переменного и постоянного тока.
Понимание этого различия важно при принятии решения о том, какой вид сварки использовать для проекта или какой тип сварочного аппарата купить. Небольшие сварщики переменного тока будут работать от розеток на 110 вольт, в то время как более крупным сварщикам для лучшей работы требуется ток 220 вольт.