Пайка меди, латуни и нержавеющей стали
Одна из специализаций компании «Арт-Металл» — пайка латуни, меди и нержавеющей стали. Данную услугу предприятие оказывает организациям любых видов собственности в Санкт-Петербурге на оптимальных условиях.
Пайка цветных металлов широко востребована в разных сферах промышленности. Использование этой технологии не вызывает изменения химического состава и механических свойств заготовок, а также отличается небольшими остаточными деформациями.
Цена пайки
*На странице представлена ориентировочная цена
Хорошо понимая потребности своих потенциальных заказчиков, предприятие стремится обеспечить максимально сбалансированное соотношение цены и качества услуги пайки цветных металлов. Реализовать эту задачу помогает наличие мощной технологической базы, а также опыт и квалификация технических специалистов фирмы.
Применение современных моделей оборудования для пайки металлов, использование припоя от надежных поставщиков, четкое следование требованиям клиента и тщательный контроль качества позволяют обеспечивать высокий уровень оказания услуги.
Основные особенности пайки цветных металлов силами компании «Арт-Металл»
- Оперативное исполнение заказа.
- Полное соответствие требованиям заказчика.
- Выполнения пайки металлов разных марок.
- Возможность реализации любых заказов.
- Реализации заказов любой сложности и объема.
- Предоставление гарантии на услугу.
- Европейский уровень сопутствующего сервиса.
Заказать пайку изделий из латуни, меди и нержавеющей стали или уточнить технические возможности фирмы можно у менеджера компании «Арт-Металл». Для этой цели достаточно использовать один из представленных ниже телефонных номеров:
- +7 (812) 649-01-55;
- +7 (812) 575-13-38 (телефон/факс).
Пайка латуни — Справочник химика 21
ПОС-40 39 40 1,5—2 Осталь- ное 0,25 Для пайки латуни, меди, стали, медных проводов [c.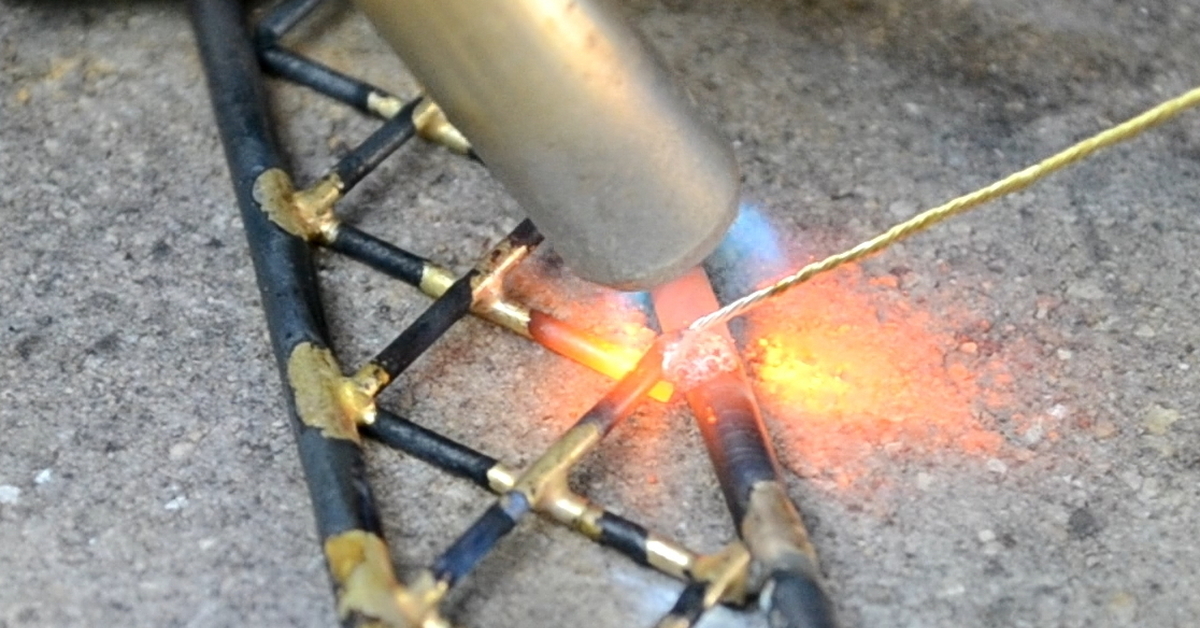 56]
56]ПОС-30 29—30 1,5—2 То же 0,3 Для пайки латуни, меди, стали, цинковых и оцинкованных листов, белой жести и Т. п. [c.56]
Для пайки латуни, железа и меди [c.59]
При пайке латунью используют нормальное пламя ацетиленовой горелки. Предварительно поверхность покрывают тонким слоем латуни, а затем заполняют весь щов. [c.216]
ПОС 40 39-40 1.5-2 0.1 235 Для пайки латуни, железа и меди [c.59]
ПСр 12М 12 0,3 52 1 -2.0 0,5 0,15 825 780 Для пайки латуни с содержанием медн 58% и более
Пайка с нагревом в печах и горнах применяется для твердой пайки латунью или медью. Подготовленные н собранные детали с припоем [c.643]
ПМЦ 36 34—38 Ост. 800-823 Для пайки латуни, содержащей 60—68% меди, и тонкого паяния по бронзе [c.59]
Для пайки латуни, стали, модных проводов Для пайки латуни, стали, цинковых п оцинкованных листов п др. [c.308]
[c.308]
При пайке латуни и бронзы, а также прн пайке серебром [c.61]
Из соединений цинка большое практическое значение имеют оксид, сульфат, хлорид и сульфид цинка. Оксид цинка служит основой для изготовления цинковых белил, отличающихся хорошей кроющей способностью и химической стойкостью. Значительное его количество используют в резиновой промышленности (наполнитель каучука в производстве автомобильных шин). Оксид цинка входит также в состав некоторых сортов стекла и глазурей. Сульфат цинка применяют для пропитки дерева (как противогнилостное средство), а хлорид цинка —для изготовления минеральных красок, для очистки поверхности при пайке латуни, меди, железа. [c.390]
Флюсы для пайки нержавеющих сталей активируют добавлением кальция фтористого. Флюсы 209 и 18В (см. табл. 9), предназначенные для пайки серебряными припоями, непригодны для пайки латунями, так как они теряют активность при температурах свыше 850 С. [c.239]
[c.239]
ПОС 60 59—61 190 9.6 32 Пайка латуни, железа, медных проводов, радиаторов и др. [c.1092]
Пайка латунными спайками [c.202]
Хлорид цинка используют для пропитки шпал, при белении тканей, для изготовления минеральных красок, очистки поверхности при пайке латуни, меди, железа. На свойстве его растворять клетчатку основано изготовление пергамента.
ПОС 30 29-30 243 6.7 32 Пайка латуни, меди, железа, цинковых и оцинкованных листов, белой жести, бандажной проволоки, радиаторов, гибких валиков и т. п. [c.1092]
Латунные припои ПМЦ-54 ПМЦ-36 Фосфористая медь МФ-3 54 2 36 2 Осталь- ное Остальное То же 7.0-8,5 0,6 0.6 1,0 870-881 740-807 710-810 Пайка меди, бронзы и стали Пайка латуни, содержащей до 68% меди Пайка меди и сплавов на медной основе. Для пайки стали непригодна [c.149]
Алюминий способствует образованию в сплавах менее пластичных и более хрупких фаз Р и 7, и поэтому количество алюминия в латунях, обрабатываемых давлением, ограничивается 2,5%. Присадка алюминия увеличивает твердость и прочность латуней и уменьшает удлинение. Алюминий затрудняет пайку латуней. [c.322]
Присадка алюминия увеличивает твердость и прочность латуней и уменьшает удлинение. Алюминий затрудняет пайку латуней. [c.322]
Пайка латуни, медных и латунных труб коллекторов и других деталей [c.419]
Припой ПМЦ-47 применяется для пайки латуни марки Л62. [c.445]
Применение серебряных припоев весьма разнообразно. Припои ПСр-10 и ПСр-12 используются для пайки латуней, содержащих 58% меди и более. Припой ПСр-25 используется при пайке тонких изделий, когда требуется особо чистая поверхность. Припой ПСр-45 применяется при пайке меди и бронзы. Припой ПСр-70 рекомендуется для пайки деталей, от которых требуется сохранение высокой электропроводности. [c.445]
Восстановление деталей из серого чугуна электродуговой и газовой сваркой с предварительным подогревом детали или свариваемого места и использованием чугунных электродов со специальными обмазками.
 (Применяют также твердую пайку латунью, что хотя и обеспечивает прочность и обрабатываемость, но приводит к неоднородности основного металла и места починки)
(Применяют также твердую пайку латунью, что хотя и обеспечивает прочность и обрабатываемость, но приводит к неоднородности основного металла и места починки) Бура плавленая. …… 72 При пайке латуни и бронзы, а [c.311]
ПМЦ-36 36 2 Остальное Для пайки латуни с содержанием меди до 68 9 [c.89]
MR-resIn полиэфирный стеклопластик Muller s fluid жидкость Мюллера (рост вор фосфорной кислоты в спирте, используемый в качестве флюса при пайке латуни и меди) [c.646]
ФОСФИДЫ — соединения фосфора с металлами, а также с неметаллами, более электроположительными, чем фосфор (В, 81, Аз). Некоторые Ф. (Ф. галлия, индия, бора) используют как полупроводниковые материалы для датчиков э. д. с. Холла, полупроводниковых тетродов (спейсисторов), приемников ИК-излу-чения, рабочих тел квантовых генераторов. Ф. меди используют вместо серебра для пайки латуни и др. [c.264]
Цинк применяют главным образом для приготовления различных сплавов и для покрытия металлов.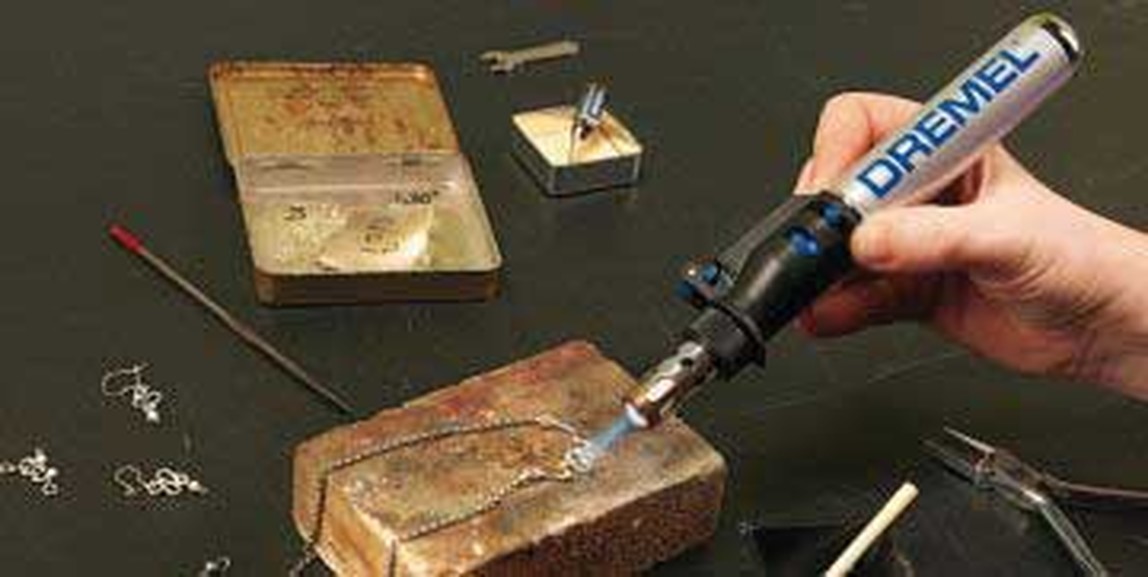
Припои медноцинковые (твердые) ПМЦ 36 ГОСТ 1534 42 7,7 825 Пайка латуней С содержанием меди [c. 92]
92]
Наибольшее значение имеет использование ряда Ф. как полупроводниковых материалов, особенно Ф. галлия, индия (их часто получают в виде монокристаллов) п их твердых р-ров, а также легированного Ф. бора — для датчиков эдс Холла, полупроводниковых тетродов (спейсисторов), приемников ИК-излучения, рабочих тел квантовых генераторов. Ф. меди используют для пайки латуни (вместо серебряного припоя), Ф. никеля п др.— для создания износостойких покрытий на деталях машин. Ф., легко разлагающиеся водой с выделением фосфинов (Ф. AI, Mg, Са), могут быть использованы для обеззараживания зернохранилищ и др. подобных целей разложение Ф. с выделением самовоспламеняющихся на воздухе фосфинов позволяет также использовать их для специальных сигнальных средств в пиротехнике. [c.239]
ПМЦ36 ПМЦ48 ПМЦ54 34—38 46—50 52—56 Остальное 800—823 860—870 865—888 Для пайки латуни, содержащей 60—68% меди, и тонкого паяния по бронзе Для пайки деталей из латуни, содержащей свыше 68% меди Для пайки деталей из меди, бронзы, стали и жести [c. 311]
311]
Чугунные детали восстанавливают также твердой пайкой латунью (газовой горелкой ацетилеповым пламенем такой процесс часто называют сваркой чугупа, хотя это неправильно). [c.201]
С учетом этих обстоятельств обычную сварку плавлением при ремонте деталей центрифуг из конструкционных сталей применяют редко. При этом сварка деталей из углеродистой стали, содержащей до 0,3% углерода, ведут электродами типа Э50А марки УОНИ 13/55. Легированные конструкционные стали и углеродистые стали с большим содержанием углерода рекомендуется сваривать аустенитными электродами типа ЭА-2. При электродуговой наплавке тел вращения необходимо накладывать валики по окружности с обязательным вращением деталей на центрах или призмах. Наиболее предпочтительна пайка латунью с применением посадочной проволоки ЛК-62-0,5, слегка окислительного пламени и плавленой буры в качестве флюса. Ремонт дефектов типа излома должен обязательно сопровождаться расчетом прочности сварного или спаянного соединения.
Моногидрохлорид гидразония Ы2Н4-НС1 лучше растворим в воде (179 г/100 г воды при 25°С),чем дигидрохлорид, температура плавления — 90°С. Может быть получен при нагревании дигидрохлорида гидразония в течение длительного времени при температуре ниже его температуры плавления. Моногидрохлорид гидразония входит в состав флюсов для пайки металлов. Эти флюсы обеспечивают высокую прочность и малое коррозионное воздействие и нашли применение для пайки латуни и бронзы в производстве теплообменников и автомобильных радиаторов. [c.96]
Сварку серого чугуна проводят при общем или местном предварительном нагреве, в зависимости от сложности формы и размера детали. В качестве присадочных прутков применяют чугунные стержни диаметром 6—12 мм с повышенным содержанием углерода и кремния, так как при сварке происходит выгорание этих элементов. Для облегчения удаления образующихся при сварке тугоплавких окислов кремния, марганца и железа сварку проводят с применением флюсов в виде молотой буры, ее смеси с содой и поташом и др. Если необходимо заварить дефекты в сложных деталях из серого чугуна, а также при устранении дефектов в отливках из модифицированного и ковкого чугуна (плохо поддающиеся сварке) хорошие результаты получаются при наплавке или пайке латунью. При пайке латунью -сначала окислительным проиано-кислородным пламенем выжигается поверхностный графит, затем дефектное место посыпается флюсом и покрывается слоем латуни. Пайку латунью проводят при общем или местном нагреве детали до 750—900° С. После пайки деталь покрывают асбестовыми матами для медленного охлаждения. [c.459]
Если необходимо заварить дефекты в сложных деталях из серого чугуна, а также при устранении дефектов в отливках из модифицированного и ковкого чугуна (плохо поддающиеся сварке) хорошие результаты получаются при наплавке или пайке латунью. При пайке латунью -сначала окислительным проиано-кислородным пламенем выжигается поверхностный графит, затем дефектное место посыпается флюсом и покрывается слоем латуни. Пайку латунью проводят при общем или местном нагреве детали до 750—900° С. После пайки деталь покрывают асбестовыми матами для медленного охлаждения. [c.459]
Пайка меди с латунью твердым припоем. Пайка латуни – надежное соединение в домашних условиях. О составе сплавов
Основы пайки
Пайка — это процесс соединения с помощью припоя нескольких деталей из твердых металлов, нагреваемых до температуры плавления припоя или несколько выше ее. При этом расплавления металла соединяемых деталей не происходит. Взаимное раство рение, прорастание кристаллов через границу раздела двух фаз или диффузия припоя и основного металла при правильном ведении процесса пайки обеспечивают получение надежного соединения. Латуни всех применяемых в судостроении марок могут быть соединены методом пайки.
Латуни всех применяемых в судостроении марок могут быть соединены методом пайки.
По свойствам применяемых припоев этот способ соединения делится на пайку мягкими и твердыми припоями. Под мягкими припоями понимают такие, температура плавления которых не превосходит 400-450° С; твердые припои плавятся при температуре не менее 500° С.
Известно несколько способов твердыми припоями из которых газовый получил наибольшее распространение. Представляет практический интерес также электроконтактная пайка, выполняемая способом сопротивления или способом «горячего контакта». Сущность электроконтактной пайки методом сопротивления.заключается в том, что соединяемые детали, между поверхностями которых помещается флюс и припой, зажимаются электродами контактной машины, через которые пропускается ток большой силы. Вследствие контактного (переходного) сопротивления одновременно происходит нагрев основного металла и расплавление припоя, имеющего более низкую температуру плавления; осуществляется пайка.
Электроконтактная пайка
Сущность электроконтактной пайки способом горячего контакта заключается в том, что в качестве электродов применяется уголь, либо графит, которые быстро разогреваются и своим теплом расплавляют припой. Схема включения машины для электроконтактной пайки приведена на рис. 6.
Процесс пайки твердыми припоями с применением кислородноацетиленового пламени по своему характеру близок к газовой сварке. То же можно сказать и о пайке латуни некоторыми твердыми припоями, температура плавления которых близка к температуре плавления основного металла. Например, при газовой пайке латуни марки JI62, имеющей интервал кристаллизации в пределах 898-905° С припоем марки Л(Ж59-1-0,3 (температура плавления 860-890° С) практически происходит процесс, близ-1 кий к процессу сварки, так как основной металл будет близок к оплавлению или будет оплавляться вследствие малого отличия температуры плавления его от температуры плавления припоя.При пайке мягкими припоями нагрев чаще всего выполняют паяльниками или газовыми горелками.
Припои
К твердым припоям, применяемым для пайки латуни, предъявляется ряд требований, основные из которых приводятся ниже:
- Температура плавления припоя должна быть на 50-100° С ниже температуры плавления основного металла.
При этом, чем больше разница между температурами плавления припоя и основного металла, тем более благоприятными будут условия ведения процесса пайки.
- Припой должен обладать достаточной жидкотекучестью и способностью затекать или втягиваться вследствие капиллярности в очень узкие зазоры (иногда несколько сотых долей миллиметра) и хорошо смачивать основной металл.
- Металл паяного шва, образуемый расплавлением припоя| газовым пламенем, должен быть плотным (не иметь пор и шлаковых включений).
- Плавление припоя должно осуществляться при минималь-; ном выделении паров цинка.
- Припой должен обеспечивать достаточную прочность, пла*| стичность и непроницаемость паяного соединения.
- Коэффициент теплового расширения припоя должен быть равным или близким к коэффициенту теплового расширения; основного металла, в противном случае в паяном шве могут обра-j зоваться трещины.


Для твердой пайки латуни применяются следующие припои:
Серебряные. Серебряные припои стандартных марок поставляются по ГОСТ 8190-56. Состав и назначение серебряных припоев, применяемых для пайки латуней, показаны в табл. 5.
Кроме того, для пайки латуни может применяться серебряный припой марки ПСрМц12-52- 36 (ПСр12М) (табл. 6).
Серебряные припои следует применять, если требуется хорошая растекаемость, жидкотекучесть, низкая температура плавления, высокая прочность и плотность паяных соединений. Припои обычно поставляются в виде пластинок, разрезаемых перед пайкой на узкие полоски. Серебряные припои широко применяются в промышленности.
В литературе имеются сведения также о применении серебряных припоев, в составе которых в качестве легирующих присадок дополнительно присутствуют фосфор или кадмий (около 5%).
Химический состав и назначение медноцинковых припоев
| ; Марка | Химический состав, % | Допустимые примеси не более, % | Температурный интервал кристаллизации, °С | Примерное | ||
| медь | цинк | свинец | железо | назначение | ||
| ПМЦ36 | 34-38 | Остальное | 0,5 | 0,1 | 825-800 | Пайка высокоцинковых |
| ПМЦ48 | 46-50 ‘ | То же | 0,5 | 0,1 | 865-850 | латуней Пайка латуней с высоким содержанием меди |
| ПМЦ54 | 52-56 | 0,5 | 0,1 | 880-876 | ||
ГОСТ 1534-42. Медноцинковые припои поставляются в виде зерен размером от 0,2 до 3 мм (класс А) и от 3 до 5 мм (класс Б).
Медноцинковые припои поставляются в виде зерен размером от 0,2 до 3 мм (класс А) и от 3 до 5 мм (класс Б).
По ряду причин (значительное испарение цинка в процессе пайки и пониженное качество соединений по сравнению с соединениями, паянными другими припоями) применение медноцинковых припоев марок ПМЦ36, ПМЦ48 и ПМЦ54 получило небольшое распространение.
Медноцинковые с присадками олова и кремния. Эта группа припоев представляет собой медноцинковые сплавы, в которые дополнительно введены олово и кремний или только кремний. Кремний вводится для предотвращения испарения и выгорания цинка в процессе пайки. Будучи хорошим раскислителем, кремний образует на поверхности жидкого припоя защитную пленку Si02, препятствующую испарению и окислению цинка. Кроме того, с введением кремния существенно снижается температура плавления припоя.
Припой JIOK59-1-0,3 широко применяется в ряде отраслей промышленности для пайки таких металлов, как медь, сталь, латунь, никель, алюминиевая бронза и т. д., благодаря хорошей жидкотекучести и растекаемости, отсутствию испарений цинка в процессе пайки этим припоем, а также высоким прочностным свойствам паяных соединений.
д., благодаря хорошей жидкотекучести и растекаемости, отсутствию испарений цинка в процессе пайки этим припоем, а также высоким прочностным свойствам паяных соединений.
Имеющееся в литературе указание на то, что припой ЛОК59-1-0,3 не пригоден для пайки латуни, по нашему мнению, не обосновано, так как при содержании в латуни свыше 62% меди разница между температурами плавления припоя и соединяемого металла (латуни) является вполне достаточной для осуществления процесса пайки.
Фосфористые. Введение 3,5-4,0% фосфора в медноцинковый припой резко снижает температуру его плавления и облегчает процесс пайки. В последнее время широкое распространение получили меднофосфористые самофлюсующиеся припои (табл. И).
Недостатком меднофосфористых припоев, так же как и припоя ЛФОК59-4-1-0,3, является повышенная хрупкость паяных соединений.
Серебряные припои, ЛФОК59-4-1-ОД ЛК80-3 и меднофосфористые припой можно применять при всех методах пайки, в то время как припои типа ЛОК и ПМЦ могут быть использованы главным образом для газовой пайки латуни.
Флюсы
Флюсы, применяемые для пайки, должны удовлетворять следующим требованиям:
- Иметь температуру плавления не меньше чем на 50° С ниже температуры начала плавления припоя (ниже линии солидуса).
- Обеспечивать защиту нагретого основного металла и припоя от окисления кислородом воздуха (в зоне пайки).
- Растворять и связывать образующиеся окислы и уменьшать поверхностное натяжение припоя.
- Обладать достаточной жидкотекучестью, чтобы обеспечивать должную очистку металла (особенно в глубоких пазах) и создавать условия для растекания (проникновения) припоя и соединения его с основным металлом.
- Иметь относительно малый удельный вес (в противном случае флюс не всплывет и останется в металле шва).
Основой большинства флюсов для пайки твердыми припоями является плавленая бура (Na 2 B 4 07; ГОСТ 8429-57), уд. вес 2,367 или смесь плавленой буры с борной кислотой (Н3ВО3; ГОСТ 2629-44).
Многие газосварщики стремятся применять неплавленую буру (уд. вес 1,73), потому что она не сдувается пламенем горелки. Но такой выбор нельзя признать правильным, так как неплавленая бура, отдавая в процессе плавления (при пайке) свою кристаллизационную воду, резко вспучивается из-за чего частично «сползает» с основного металла. Для полного удаления кристаллизационной воды необходимо относительно большое время, в течение которого бура, однако, не будет эффективно защищать нагретый металл и припой от окисления кислородом воздуха в зоне пайки.
вес 1,73), потому что она не сдувается пламенем горелки. Но такой выбор нельзя признать правильным, так как неплавленая бура, отдавая в процессе плавления (при пайке) свою кристаллизационную воду, резко вспучивается из-за чего частично «сползает» с основного металла. Для полного удаления кристаллизационной воды необходимо относительно большое время, в течение которого бура, однако, не будет эффективно защищать нагретый металл и припой от окисления кислородом воздуха в зоне пайки.
При использовании в качестве флюса плавленой буры таких явлений не наблюдается. В качестве одного из основных недостатков плавленой буры как флюса в литературе иногда отмечается ее сдуваемость пламенем горелки Однако опыт применения буры при пайке латуни твердыми припоями показывает, что надлежащий предварительный (до внесения буры) нагрев основного металла обеспечивает быстрое расплавление буры и она не уносится действием механического давления пламени. Совершевно исключить улетучивание плавленой буры в процессе пайки можно путем правильного регулирования направления и движения пламени горелки, например постепенно (не резко) подводя пламя.
- a ) t Ua 2 03В 2 0 3 Ка г 0-4В г 0 3
Изменяя количество буры и борной кислоты в смеси, можно существенно изменять свойства флюса , в частности темпера- туру его плавления (рис. 7, а). Как видно из диаграммы плавкости системы Na 2 B 4 07—В 2 0 3 , можно, сравнительно мало изменяя состав флюса, существенно изменять температуру его плавления.
Этим свойством смеси буры и борной кислоты можно пользоваться, выбирая флюс для пайки твердыми припоями, обладающими разной температурой плавления. Очевидно, что при пайке, например, припоем марки ПСр25 или тем более ПСр45(ГОСТ 8190-56), который иногда также применяют для пайки латуни, не следует применять чистую буру, имеющую температуру плавления (741°С), близкую или более высокую, чем температура самого припоя, так как в паяном шве могут оказаться включения нерасплавленного флюса. Небольшая добавка борной кислоты (10-12%) снижает температуру плавления смеси, делая возможным применение этой флюсующей смеси при пайке припоем марки ПСр25. В то же время следует учитывать, что прибавка борной кислоты несколько ухудшает способность буры растворять и связывать образующиеся при пайке окислы.
В то же время следует учитывать, что прибавка борной кислоты несколько ухудшает способность буры растворять и связывать образующиеся при пайке окислы.
При пайке припоем марки ЛОК59-1-0,3 можно применять в качестве флюса чистую плавленую буру.
Следует отметить ошибочность указаний о якобы требующемся повышении рабочей температуры пайки при применении в качестве флюса смеси буры с борной кислотой по сравнению с чистой бурой. Как видно из рис. 7, с введением борной кислоты, почти при всех соотношениях в смеси, температура плавления смеси снижается. Это указывает на отсутствие необходимости в увеличении рабочей температуры пайки, тем более, что последняя при правильно подобранном составе флюса определяется температурой плавления припоя, а не флюса.
Приготовление флюса (смесь буры с борной кислотой) производится обычно так, как описано ниже. Кристаллическая бура засыпается на 7з высоты в металлический противень и загружается в печь, где нагревается до температуры 750° С, т. е. выше температуры плавления. В процессе плавления бура, отдавая свою кристаллизационную воду, сильно вспучивается. Выдержав буру в расплавленном состоянии в течение 10-15 мин., ее выливают на неметаллическую поверхность и после остывания измельчают и смешивают в нужной пропорции с борной кислотой.
е. выше температуры плавления. В процессе плавления бура, отдавая свою кристаллизационную воду, сильно вспучивается. Выдержав буру в расплавленном состоянии в течение 10-15 мин., ее выливают на неметаллическую поверхность и после остывания измельчают и смешивают в нужной пропорции с борной кислотой.
При пайке флюс обычно применяется в виде порошка, насыпаемого на нагреваемую поверхность и вносимого в ванну жидкого припоя на конце присадочного прутка. Известно также, что флюс можно применять в виде пасты, наносимой на соединяемые кромки деталей и
Флюс, как известно, должен главным образом защищать расплавленный металл припоя от окисления, связывать образовавшиеся окислы в шлаки и защищать часть основного металла, прилегающую к участку пайки и нагретую до относительно высокой температуры. Действие буры будет вызывать следующую реакцию:
N336407 2NaB0 2 + В2О3»
2NaB0 2 + В 2 0 3 + CuO 2NaB0 2 Cu0B 2 0 3 , Полученный сплав буры, борного ангидрида и закиси меди Указанные припои по легко отделяется в виде шлака.
В качестве флюсов для пайки мягкими припоями рекомендуются хлористый цинк, водный раствор хлористого цинка (до 50%) и хлористого аммония (до 20%) или канифоль. По некоторым данным можно применять ортофосфорную кислоту (уд. вес 1,2-1,3).
Однако все кислотные флюсы вызывают коррозию места пайки, поэтому при пользовании ими непосредственно после пайки необходимо тщательно промывать паяное соединение. Канифоль и бескислотные флюсы обладают сравнительно малой активностью, вследствие чего при пользовании такими флюсами необходима тщательная зачистка, а иногда и предварительное лужение мест пайки. В то же время по некоторым данным флюсы ЛТИ (Ленинградского технологического института) по; своей активности превосходят кислотные флюсы и при этом не вызывают коррозии места пайки. При их применении отпадает необходимость в предварительной тщательной зачистке и лужении места пайки (что является обязательным при бескислотных флюсах) и в промывке детали после пайки, что является обязательным при использовании кислотных флюсов.
По данным , применение флюсов ЛТИ за счет отказа от лужения и использования припоя с меньшим содержанием олова дает экономию олова от 8 до 15°/о при одновременном снижении трудоемкости на 15-30% и улучшении качества паяного соединения.
Недостатком флюсов ЛТИ-1 и ЛТИ-115 является необходимость применения при пайке интенсивной вентиляции.1ВТУМХП1931-491-21-21-2
В ряде случаев могут применяться скошенные соединения (рис. 8), обеспечивающие большую прочность, чем соединения I,
- 3 (см. табл. 15), однако их выполнение более трудоемко, и поэтому они применяются редко.
Соединения 1, 2, 3 и 5в могут осуществляться с применением твердых и мягких припоев, соединение 4 характерно только для
мягких припоев, а соединения 5а и 56 — только для твердых припоев.
Газовая пайка применяется для изготовления конструкций с толщиной стенок до 5-6 мм, что, как указывалось выше, в большинстве случаев следует считать нерациональным.
Учитывая уровень развития электродуговой сварки, в настоящее время целесообразно применение пайки латуни толщиной до 2 мм, а при малых размерах деталей, исключающих возможность применения дуговой сварки, и для несколько больших толщин,
В некоторых случаях можно допустить применение стыковых паяных соединений; в этом случае пайка должна производиться твердыми припоями типа ЛОК59-1-0,3 или серебряными припоями, обеспечивающими получение прочного паяного соединения.
Перед пайкой встык кромки деталей скашиваются под углом 20-30° с тем, чтобы суммарный угол раскрытия составлял 40- 60° (рис. 9).
При пайке серебряными припоями соединений внакрой зазоры между соединяемыми элементами должны быть не больше 0,08 мм, а при пайке припоем ЛОК59-1-0,3 — не больше 0,5 мм. Это обеспечивает надежное затекание припоев в зазор без образования протеков внутрь изделий и высокую прочность паяного Соединения, которая, как известно, тем выше, чем тоньше слой припоя.
ПОДГОТОВКА СОЕДИНЕНИЙ ПОД ПАЙКУ
При пайке твердыми припоями любым методом, места, подлежащие пайке, должны быть очищены от жиров и загрязнений.
При пайке с нагревом газовым пламенем детали собираются с заданным зазором, зажимаются приспособлениями (жимками, Струбцинами и пр.) или собираются на прихватках так, чтобы исключить возможность смещения кромок деталей. Марка припоя, применяемого для прихватки, как правило, должна быть такой же, как и для пайки.
При электроконтактной пайке способом сопротивления (при котором нагрев и расплавление припоя происходят за счет тепла, выделяемого в соединении) очищенные от грязи и жира поверхности предварительно покрываются тонким слоем флюса. При этом, если применяется сухой порошкообразный флюс, им должна покрываться только часть соединяемой поверхности, в противном случае не будет достигнут электрический контакт в соединении и, следовательно, не сможет осуществиться процесс пайки. После нанесения флюса припой помещается между соединяемыми поверхностями, детали фиксируются приспособлениями или струбцинами и сжимаются между электродами машины (переносными клещами).
При электроконтактной пайке способом „горячих электродов 1 * (при котором нагрев и расплавление припоя происходят за счет тепла, выделяющегося в угольных, графитовых или вольфрамовых
электродах, между которыми зажимаются детали) подготовка соединений может производиться так же, как при пайке способом сопротивления, т. е. припой должен помещаться между поверхностями, подлежащими пайке. Однако возможен и такой вариант, когда припой вносят в процессе пайки вручную по мере нагревания изделия.
При индукционной пайке (где, как известно, нагрев соединения и припоя производится токами, создаваемыми переменным магнитным полем высокой частоты) подготовка соединения заключается в предварительной очистке деталей и сборке их для пайки. После сборки места, подлежащие пайке, можно засыпать флюсом, на который помещается припой, также засыпаемый сверху флюсом. Затем изделие фикоируют в приспособлениях, и на этом подготовка к пайке заканчивается. Возможна также подача прутка припоя к месту пайки уже после нагрева деталей.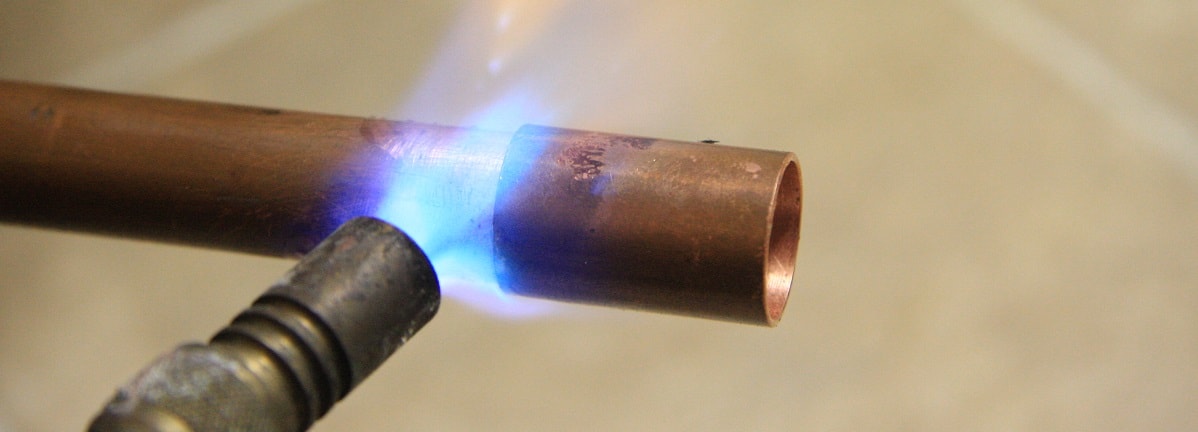
При пайке мягкими припоями поверхности деталей тщательно очищают любым механическим способом или травлением, посла чего обслуживают. При применении флюса ЛТИ травление латуни не обязательно, а очистка может производиться наждачной бумагой. Получающаяся при этом шероховатость улучшает смачиваемость.
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
Важно!!! Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В. Будьте предельно бдительны, соблюдайте осторожность.
В этом материале перейдём к практике и попаяем медь. Попутно рассмотрим особенности её пайки.
Пайка меди и латуни не особо отличаются между собой. Основное отличие — теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного.
Паяются медь с латунью оловянным припоем, в качестве флюса используется канифоль,ортофосфорная и паяльная кислота. Можно паять и с аспирином, но это на крайний случай.
Я предпочитаю паять медь с ортофосфорной кислотой, при этом её не обязательно зачищать механически.
Рассмотрим на примере спайки двух медных трубок между собой..
Для начала, нужно расширить один из концов. Я для этой цели использовал тонкогубцы.
Второй конец наоборот, немного подтачиваем, чтобы он входил в расширенную часть.
Перед самой пайкой соприкасаемые части трубок необходимо залудить, то есть покрыть слоем олова. Да не просто покрыть, а покрыть качественно, чтобы металлы не отслаивались друг от друга. Для этого облуживаемая поверхность должна прогреваться не ниже температуры плавления припоя. А так как у меди очень высокая теплопроводность, то даже не очень толстую трубку одним паяльником прогреть будет очень сложно.
Для предварительного нагрева я использую газовую горелку, а уже потом быстренько наношу флюс и жалом паяльника наношу и размазываю припой припой.
При этом, перегреть деталь — так же плохо, как и не догреть. Я ориентируюсь по цвету меди, как только немного начинает темнеть — значит достаточно.
Хорошо лужёная поверхность имеет равномерный блеск, и не отстаёт от трубки даже при сильном царапании.
Разделение пайки на низкотемпературную и высокотемпературную носит, в некоторой степени, условный характер. По своей физической природе пайка твердыми припоями не отличается от пайки мягкими. Как и последняя она представляет собой процесс образования неразъемного соединения двух металлов с помощью третьего (называемого припоем), температура плавления которого ниже температуры плавления соединяемых металлов.
И все же, несмотря на то, что низкотемпературная и высокотемпературная пайки представляют собой явления одной сущности, их технология, используемые материалы и оборудование, характеристики получаемого соединения существенно различаются. Что, собственно, и явилось основанием для разделения этих способов. За граничную температуру, разделяющую их, приняты 450°C.
За граничную температуру, разделяющую их, приняты 450°C.
Отличия высокотемпературной пайки от низкотемпературной
Что отличает высокотемпературную пайку от низкотемпературной, кроме температуры плавления припоев? Прежде всего — значительно более высокая прочность паяного соединения, обусловленная большей прочностью твердых припоев в сравнении с мягкими.Важным отличием высокотемпературной пайки от низкотемпературной является повышенная термоустойчивость соединения. Поскольку температура плавления твердых припоев значительно выше температуры плавления мягких, соединение, выполненное высокотемпературной пайкой, способно работать при более высоких температурах, сохраняя все свои свойства. Во многих случаях при выборе способа пайки, эта особенность является определяющей.
Но есть и то, в чем пайка твердыми припоями уступает пайке мягкими припоями. Относительно высокая температура может вызывать структурные изменения в некоторых металлах. Такое, в частности, наблюдается в чугуне, в котором при пайке могут возникать закалочные структуры, приводящие к повышенной хрупкости металла в зоне шва.
Высокая температура плавления твердых припоев предъявляет свои требования к источникам нагрева. Они должны обеспечивать расплавление припоев, температура плавления которых достигает иногда 1000°C. Это исключает использование при высокотемпературной пайке удобных паяльников, являющихся основным инструментом при пайке мягкими припоями.
Резюмируя вышесказанное, можно подвести итог сравнения высокотемпературной и низкотемпературной паек. К достоинствам первой относится высокая прочность и термоустойчивость соединения, к недостаткам — сложность технологического процесса, обусловленная необходимостью прогрева паяемых деталей до относительно высоких температур.
Применение пайки твердыми припоями
Область применения пайки твердыми припоями определяется ее промежуточным положением между низкотемпературной пайкой и сваркой. Везде, где требуется получить более прочное соединение, чем это можно сделать с использованием мягких припоев, способное к тому же работать в условиях высоких температур, и в то же время сохранить структуру соединяемых металлов, не допустить их разупрочнения и деформации (как это имеет место при сварке), применяют высокотемпературную пайку.
Пайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с твердосплавными пластинами. Припаивание последних обеспечивает достаточную прочность соединения и не оказывает отрицательного воздействия на твердость и геометрию режущих пластин.
Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под высоким давлением или повышенной температуре в различных системах — холодильных, теплообменных и пр. — также не может обойтись без пайки твердыми припоями.
Широко используется высокотемпературная пайка при ремонте автомобилей — радиаторов, трубопроводных систем двигателя и трансмиссии, кузовов, различных деталей — везде, где нельзя или нежелательно применять сварку.
Целесообразно использование высокотемпературной пайки для соединения между собой тонкостенных деталей, работающих при значительных нагрузках и упругих деформациях.
Для ремонта медных и латунных бытовых изделий, подвергающихся в процессе эксплуатации высоким температурам, высокотемпературная пайка является способом ремонта не имеющим альтернативы. Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
Источники нагрева при высокотемпературной пайке
В качестве источников нагрева при высокотемпературной пайке может использоваться любое оборудование, которое позволяет нагревать паяемые детали несколько выше температуры плавления используемых припоев. Эта температура может колебаться в пределах 450-1200°C. При использовании тугоплавких материалов, таких как латунь или технически чистая медь, требуется нагрев, превышающий 1000°C, при использовании среднеплавких припоев требуется температура нагрева в 700-800°C.Основными источниками нагрева при высокотемпературной пайке являются газовые горелки различных типов, индукторы и печи. Применяется также нагрев электросопротивлением. В быту чаще всего твердыми припоями паяют с помощью горелок.
Припои
Основная заслуга в образовании прочных и термоустойчивых соединений при высокотемпературной пайке принадлежит меди. Она не только входит практически во все твердые припои, но в большинстве из них выполняет главную роль, являясь основой припоев.
Она не только входит практически во все твердые припои, но в большинстве из них выполняет главную роль, являясь основой припоев.Иногда используют в качестве припоя и технически чистую медь. Однако гораздо чаще используют пайку медными припоями, представляющими собой соединения меди с другими металлами — цинком, серебром, кремнием, оловом и пр. Каждый из этих элементов вносит свою лепту в технологические свойства припоев. Почти все они снижают температуру плавления (у чистой меди она составляет 1083°C).
При высокотемпературной пайке используются медно-цинковые, медно-фосфорные, серебряные припои и латуни.
Медно-цинковые припои . Существует большое количество медно-цинковых припоев (ПМЦ-35, ПМЦ-39, ПМЦ-50, ПМЦ-54, ПМЦ-57 и пр.). Цифры указывают процентное содержание меди. Их используют для пайки бронзы, меди, стали. Недостатком чисто медно-цинковых материалов является плохая работа в условиях ударных, вибрационных и изгибающих нагрузок. Чтобы убрать или снизить этот недостаток используют легирование их другими металлами (например, латуни можно рассматривать как легированные медно-цинковые припои). Легированные медно-цинковые припои используются, в частности, при пайке твердосплавных резцов.
Легированные медно-цинковые припои используются, в частности, при пайке твердосплавных резцов.
Медно-фосфорные припои . Медно-фосфорные припои (ПМФ-7, ПМФ-9, ПМФОЦр-6-4-0,03) представляют собой сплав меди с фосфором. Следующая за буквами цифра указывает на процентное содержание фосфора. Припой ПМФОЦр-6-4-0.03, кроме меди и фосфора, содержит олово и цирконий.
Медно-фосфорные припои относятся к среднеплавким (700-850°C), обладают высокой текучестью и хорошей коррозионной устойчивостью к агрессивным средам. Используются для пайки меди и ее сплавов (бронзы, латуни, мельхиора). Можно их использовать и в качестве заменителя серебряных припоев при ремонте ювелирных изделий.
Пайка сталей и чугуна медными припоями, содержащими фосфор, не применяется из-за повышенной хрупкости соединения и его неспособности переносить ударные, вибрационные и изгибающие нагрузки. Это вызвано образованием по границе шва пленки фосфитов.
Отличительную особенность медно-фосфорных припоев является то, что они являются самофлюсующимися. При пайке ими медных изделий, применение флюса не обязательно.
При пайке ими медных изделий, применение флюса не обязательно.
Латуни . Широкое распространение в качестве припоев получили латуни, которые являются сплавом меди с цинком. Латуни Л62 и ЛОК-62-06-04 дают прочные паяные соединения. ЛОК-62-06-04 отличается от Л62 наличием олова и кремния, обеспечивающих более высокие технологические свойства припоя. Олово увеличивает жидкотекучесть и снижает температуру плавления, а соединения кремния предохраняют цинк от окисления и испарения. Латуни применяются при пайке меди, стали, чугуна.
Серебряные припои . Серебро является отличным материалом для пайки. Серебряным припоям, которые представляют собой в основном сплав серебра с медью и цинком, принадлежит первое место по растеканию, смачиваемости, прочности и антикоррозионности. Не будь они такими дорогими, можно было бы отказаться от всех остальных припоев, используя только серебряные. Благо они обладают универсальностью и способны паять практически любой металл.
Припои на основе серебра обозначаются буквами ПСр (ПСр-15, ПСр-25, ПСр-45, ПСр-65, ПСр-70). Марки ПСр-15 и ПСр-25 используются для пайки не очень ответственных деталей. Если требуется получить особо качественное соединение, используют припой ПСр-45, имеющий 45% серебра, 30% меди и 25% цинка. ПСр-45 обладает отличными качествами — вязкостью, ковкостью, жидкотекучестью, устойчивостью против коррозии, способностью выдерживать вибрацию и удары. Припой ПСр-65 не уступает ПСр-45, но слишком дорог.
Марки ПСр-15 и ПСр-25 используются для пайки не очень ответственных деталей. Если требуется получить особо качественное соединение, используют припой ПСр-45, имеющий 45% серебра, 30% меди и 25% цинка. ПСр-45 обладает отличными качествами — вязкостью, ковкостью, жидкотекучестью, устойчивостью против коррозии, способностью выдерживать вибрацию и удары. Припой ПСр-65 не уступает ПСр-45, но слишком дорог.
Серебряными припоями можно паять практически любой металл — медь и ее сплавы, серебро, стали и пр. Однако в силу их дороговизны пайку серебряными припоями применяют только там, где это экономически целесообразно, в частности, для соединения нержавеющих сталей, относящихся к разряду труднопаяемых и требующих припоев, обладающих хорошей смачиваемостью и позволяющих избежать коррозии, которая может возникнуть в спае.
Флюсы
Основным компонентом флюсов для пайки твердыми припоями являются борные соединения — бура (Na 2 B 4 O 7), борная кислота (H 3 BO 3), борный ангидрид (B 2 O 3). Для усиления активности борных флюсов, например при пайке нержавеющих и жаростойких сталей, в них добавляются соединения фтора — фтористый кальций, фтористый калий. Применяются специальные флюсы, регламентированные ГОСТ 23178-78 — под марками ПВ200, ПВ201, ПВ209, ПВ209Х, ПВ284Х. В первые два входят борная кислота, бура и фтористый кальций. Они используются для пайки нержавеющих и конструкционных сталей и жаропрочных сплавов. Флюс ПВ209 состоит из фтористого калия, борного ангидрида, калия тетрафторбората. Флюсы ПВ209Х, ПВ284Х состоят из борной кислоты, гидроксида калия, плавиковой кислоты. Флюсы ПВ209, ПВ209Х, ПВ284Х можно использовать для пайки меди и ее сплавов, нержавеющих и конструкционных сталей.
Для усиления активности борных флюсов, например при пайке нержавеющих и жаростойких сталей, в них добавляются соединения фтора — фтористый кальций, фтористый калий. Применяются специальные флюсы, регламентированные ГОСТ 23178-78 — под марками ПВ200, ПВ201, ПВ209, ПВ209Х, ПВ284Х. В первые два входят борная кислота, бура и фтористый кальций. Они используются для пайки нержавеющих и конструкционных сталей и жаропрочных сплавов. Флюс ПВ209 состоит из фтористого калия, борного ангидрида, калия тетрафторбората. Флюсы ПВ209Х, ПВ284Х состоят из борной кислоты, гидроксида калия, плавиковой кислоты. Флюсы ПВ209, ПВ209Х, ПВ284Х можно использовать для пайки меди и ее сплавов, нержавеющих и конструкционных сталей.Пайка меди и ее сплавов может производиться с помощью чистой буры, которая является универсальным флюсом для высокотемпературной пайки.
Используются различные формы выпуска флюсов — жидкости, порошок, кусочки (кристаллы буры, например). Чтобы облегчить их дозирование (избыток флюса так же нежелателен, как и недостаток), используют объединение их с припоем. Делается это разными способами — добавлением в виде порошка в сыпучие формы припоев, обмазкой прутков припоя или помещением внутрь трубочки из припоя, совместным прессованием таблетированных форм.
Делается это разными способами — добавлением в виде порошка в сыпучие формы припоев, обмазкой прутков припоя или помещением внутрь трубочки из припоя, совместным прессованием таблетированных форм.
Технология высокотемпературной пайки
В приведенном примере в качестве паяемых деталей выбраны части гаечного ключа. В качестве припоя — материал, представляющий собой пруток, покрытый флюсом. Необходим также высокоактивный флюс, подходящий для нержавеющих сталей. Инструментом нагрева является газовая горелка.Пайка выполняется в такой последовательности. Механическим путем зачищаются стыковые части деталей. Операция необходима для удаления стойкой окисной пленки, которая покрывает нержавеющие стали.
Детали зажимаются в тисках в требуемом положении.
Зона пайки промазывается флюсом.
Зажигается горелка, и устанавливается необходимый режим горения. Пламя должно быть восстановительным, с небольшой нехваткой кислорода (но не до копоти и желтого огня). Пересыщенное кислородом пламя окисляет поверхность металла.
Пересыщенное кислородом пламя окисляет поверхность металла.
Производится разогрев паяемой зоны до начала изменения цвета детали (при прикосновении, флюс на прутке должен начать плавиться). Прогревать нужно все соединение, перемещая пламя в разные стороны.
Осуществляется офлюсовывание стыка флюсом с прутка — трением последнего по стыку. Если используется неофлюсованный пруток, после прогрева кончика, его нужно окунуть во флюс, чтобы тот покрыл его.
Пайка латунью относится к разряду высокотемпературной пайки (ее температура плавления составляет 880-950°С). Она применяются в тех случаях, когда возникает необходимость получить более прочное соединение, чем при использовании мягких припоев. Также преимуществами данного вида пайки является устойчивость к высоким температурам полученного соединения и отсутствие изменений в структуре металла (что неизбежно при использовании сварки).
По сравнению с другими тугоплавкими припоями (серебряным, медно-фосфорным) данный сплав является самым прочным и высокотемпературным. Благодаря наличию цинка в составе латунь имеет повышенную устойчивость к окружающей среде, слабо подвержена коррозии. Олово, входящее в состав некоторых видов латуни, повышает текучесть и понижает температуру плавления, а кремний не дает цинку окисляться и испаряться.
Благодаря наличию цинка в составе латунь имеет повышенную устойчивость к окружающей среде, слабо подвержена коррозии. Олово, входящее в состав некоторых видов латуни, повышает текучесть и понижает температуру плавления, а кремний не дает цинку окисляться и испаряться.
Применяются данные припои исключительно при , стали, меди и оловянистой бронзы (с содержанием олова до 8%).
Для данного вида пайки не подходит обычный паяльник. Необходимо оборудование, способное разогреть изделие до температуры, которая несколько превышает температуру плавления латуни (900-1000°C). В большинстве случаев применяются разнообразные газопламенные горелки и печи. Значительным недостатком использования горелок является быстрота и неравномерность нагрева. В совокупности со свойством латуни в жидком состоянии проникать по границам зерен стали (что может вызвать хрупкое разрушение под напряжением) это способствует образованию трещин. Вероятность их появления становится значительно ниже при в печах или в солевых ваннах, где обеспечивается равномерный нагрев паяемых изделий. Повторная пайка в любом случае увеличивает данную опасность.
Повторная пайка в любом случае увеличивает данную опасность.
В качестве флюса используется бура, смешанная с борной кислотой в соотношении 1:1 и залитая водой (на 20 г каждого компонента необходимо взять 250 мл жидкости).
Технология пайки латунью при помощи газопламенной горелки
- Прежде всего необходимо зачистить места стыковки деталей. Это делается для того, чтобы удалить стойкую оксидную пленку, которую не способен снять флюс. Для этого используют слесарные инструменты (напильники, шаберы, надфили и ножовки).
- Соединить детали при помощи тисков (либо любым другим способом).
- Промазать зону пайки флюсом, который снимет оксидную пленку с металла и обеспечит лучшую адгезию.
- Зажечь горелку, настроить пламя с небольшим избытком кислорода (с целью исключения окисления поверхности металла).
- Разогреть кончик припоя и окунуть его во флюс (в случае если припой изначально не был офлюсован).
- Равномерно разогреть изделие в месте стыковки до вишневого цвета.
- Расплавить припой по месту пайки (если было достаточное количество флюса, то он легко растечется и затянет стык).
- Дать припою застыть.
- Зачистить спай.
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь . Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Также таким способом осуществляется соединение в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы . Примером может служить меднофосфорный припой.
3
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.

Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Как паять металл вместе | Припой Металл
Пайка — это процесс соединения двух независимых кусков металла в одно прочное, несущее нагрузку соединение.
- Пайка аналогична пайке, но при более высоких температурах.
- Используйте правильный материал припоя для металла, используемого в вашем проекте.
- Твердый припой должен плавиться за счет тепла соединяемых металлических деталей, а не при прямом контакте с пламенем горелки.
- Используйте горелку с сильным пламенем.
Рекомендуемые стержни по типу металла
Медь, латунь, бронза:
Медно-фосфорные прутки для пайки и сварки
Сталь, нержавеющая сталь, сплавы никеля, сплавы меди, чугун, карбид вольфрама:
Никель-серебряные прутки для пайки и сварки
Чугун, оцинкованный, никель, сталь, ковкий чугун:
Бронзовые прутки для пайки и сварки
Алюминий:
Bernzomatic AL3 Алюминиевые прутки для пайки и сварки
Указания
- Используйте проволочную щетку или наждачную шкурку, чтобы зачистить поверхность металла. Затем очистите поверхности, используя мыльную воду или обезжириватель.
- Расположите металл по желанию. В большинстве случаев соединение внахлест будет прочнее и легче спаивается, чем соединение с зазором. При необходимости используйте зажимы, чтобы зафиксировать детали на месте.
- Нагрейте место соединения двух металлических частей, пока соединение не засветится.
- Нанесите припой на соединение, продолжая нагревать металлические поверхности. Для больших площадей нагрейте части соединения до температуры, а затем перейдите к следующей соседней области.
- После пайки проволочной щеткой очистите припаянную поверхность, чтобы удалить окисление или остатки.
 Затем очистите поверхности, используя мыльную воду или обезжириватель.
Затем очистите поверхности, используя мыльную воду или обезжириватель.Советы
- Ознакомьтесь с нашими общими мерами предосторожности перед началом работы.
- Прочтите инструкции, прилагаемые к горелке и пайке, прежде чем приступать к работе.
- Всегда вынимайте горелку из топливного цилиндра и храните топливо в вертикальном положении после завершения работы.

Справочник по сварке пайкой
Справочник по сварке пайкой Сварка Цветной Металлы лечение Сварка Чугун Сварка Железный Металлы 5 преимуществ и недостатки сварки пайкой пайкой пайкой сварка выполняется быстрее, чем сварка плавлением, поскольку требуется гораздо меньше тепла.Стержень, обычно используемый для пайки сварка имеет температуру плавления около 875 0 С (1600 0 Ф). При сварке стали пайкой, основной металл должен быть нагрет только до температуры около 900 0 С, скорее чем до температуры более 1500 0 С. Экономия времени и экономии на потреблении газа часто может быть более чем достаточно, чтобы уравновесить существенно более высокая стоимость из присадочного металла.То снижение тепловложения имеет и другие преимущества, особенно при сварке литых железо, которое будет покрыто Следующая глава. Это сводит к минимуму количество необходимого предварительного нагрева. Начиная с бронзы
присадочный металл чрезвычайно пластичен, он
может поглощать напряжения, возникающие при охлаждении, которые могут в случае отливки
сварка плавлением железа, вызывает растрескивание
основной металл или сварной шов. При сварке стали пайка снижает деформацию
основной металл под действием сил
сжатие и расширение.Когда
мягкая сталь или чугун правильно сварены припоем, прочность соединения,
при нормальной температуре скорее всего
быть равным или даже превосходить
прочность основного металла. Паять
сварка может иногда использоваться для соединения разнородных металлов, что не может быть успешно
сварены плавлением вместе.
Сталь можно припаять к чугуну. Медь можно соединить с латунью припоем
сварка. Тем не менее, присоединение
сварки разнородных металлов с помощью любого процесса сварки следует подходить с осторожностью.Тот факт, что вы можете превратить
то, что кажется красивым сварным швом, не является доказательством того, что общий результат
является удовлетворительным.
Это сводит к минимуму количество необходимого предварительного нагрева. Начиная с бронзы
присадочный металл чрезвычайно пластичен, он
может поглощать напряжения, возникающие при охлаждении, которые могут в случае отливки
сварка плавлением железа, вызывает растрескивание
основной металл или сварной шов. При сварке стали пайка снижает деформацию
основной металл под действием сил
сжатие и расширение.Когда
мягкая сталь или чугун правильно сварены припоем, прочность соединения,
при нормальной температуре скорее всего
быть равным или даже превосходить
прочность основного металла. Паять
сварка может иногда использоваться для соединения разнородных металлов, что не может быть успешно
сварены плавлением вместе.
Сталь можно припаять к чугуну. Медь можно соединить с латунью припоем
сварка. Тем не менее, присоединение
сварки разнородных металлов с помощью любого процесса сварки следует подходить с осторожностью.Тот факт, что вы можете превратить
то, что кажется красивым сварным швом, не является доказательством того, что общий результат
является удовлетворительным. Основные свойства
один или оба соединенных металла могли быть неблагоприятно затронуты актом
сварки. Так
многое для преимуществ. Каковы недостатки? Одно вполне очевидно, хотя
часто не имеет значения; ты не можешь
соответствие цвета сварного шва цвету основного металла. Другой, менее очевидный,
что бронза теряет прочность при
относительно низкие температуры.At 500 0 С, сталь
и чугун почти такие же прочные, как и при комнатной температуре.
(20 0 С).
Любая бронза сильно теряет свою прочность при 500 0 С.
Никогда не используйте сварку пайкой для ремонта деталей, которые должны работать.
при температуре выше 200 0 С.
В главе 18 мы поговорим подробнее о
техника и преимущества бронзовой наплавки,
что очень тесно связано
для пайки сваркой.
Основные свойства
один или оба соединенных металла могли быть неблагоприятно затронуты актом
сварки. Так
многое для преимуществ. Каковы недостатки? Одно вполне очевидно, хотя
часто не имеет значения; ты не можешь
соответствие цвета сварного шва цвету основного металла. Другой, менее очевидный,
что бронза теряет прочность при
относительно низкие температуры.At 500 0 С, сталь
и чугун почти такие же прочные, как и при комнатной температуре.
(20 0 С).
Любая бронза сильно теряет свою прочность при 500 0 С.
Никогда не используйте сварку пайкой для ремонта деталей, которые должны работать.
при температуре выше 200 0 С.
В главе 18 мы поговорим подробнее о
техника и преимущества бронзовой наплавки,
что очень тесно связано
для пайки сваркой.пайка стали с медью | Совместные компании по пайке металлов
Высокотемпературная пайка начали выпуск Факельная пайка Сборки латунных волноводов в 1974 году. Мы продолжаем предлагать нашим клиентам услуги пайки горелкой , поскольку мы еще больше расширяем наши возможности пайки погружением . Сама по себе пайка представляет собой процесс соединения металлов, при котором две или более плотно прилегающих детали нагреваются до температуры более 840°F и применяется присадочный металл, температура плавления которого ниже температуры плавления основного металла. Присадочный металл немного нагревается до температуры плавления и затекает в соединение за счет капиллярного притяжения. Поскольку пайка не расплавляет основной металл соединения, она позволяет гораздо более жестко контролировать допуски и обеспечивает чистое соединение без необходимости дополнительной отделки после завершения работы.Сложные и многокомпонентные сборки могут быть спаяны с минимальными затратами. Пайка также может быть покрыта в защитных целях.
Мы продолжаем предлагать нашим клиентам услуги пайки горелкой , поскольку мы еще больше расширяем наши возможности пайки погружением . Сама по себе пайка представляет собой процесс соединения металлов, при котором две или более плотно прилегающих детали нагреваются до температуры более 840°F и применяется присадочный металл, температура плавления которого ниже температуры плавления основного металла. Присадочный металл немного нагревается до температуры плавления и затекает в соединение за счет капиллярного притяжения. Поскольку пайка не расплавляет основной металл соединения, она позволяет гораздо более жестко контролировать допуски и обеспечивает чистое соединение без необходимости дополнительной отделки после завершения работы.Сложные и многокомпонентные сборки могут быть спаяны с минимальными затратами. Пайка также может быть покрыта в защитных целях.
Пайка горелкой является наиболее распространенным методом механизированной пайки. Лучше всего использовать в небольших объемах производства. Он соединяет относительно небольшие сборки из материалов, не окисляющихся при температуре пайки или защищаемых от окисления флюсом. Тепло подается с помощью газового пламени, помещенного на место пайки или рядом с ним.В факельной пайке наиболее часто используемые присадочные металлы включают алюминиево-кремниевые сплавы, сплавы на основе серебра и медно-цинковые сплавы. Существует три обычно используемых формы Torch Brazing ; ручные, машинные и автоматические. Ручная пайка горелкой — это процедура, при которой нагрев осуществляется с помощью ручной или фиксированной горелки. Пайка с помощью машинной горелки представляет собой сочетание как автоматизированного, так и ручного режима, при котором оператор размещает припой и отсаживает детали, в то время как машина выполняет фактический процесс пайки.Автоматическая пайка горелкой устраняет необходимость в операторе, за исключением загрузки и разгрузки машины.
Лучше всего использовать в небольших объемах производства. Он соединяет относительно небольшие сборки из материалов, не окисляющихся при температуре пайки или защищаемых от окисления флюсом. Тепло подается с помощью газового пламени, помещенного на место пайки или рядом с ним.В факельной пайке наиболее часто используемые присадочные металлы включают алюминиево-кремниевые сплавы, сплавы на основе серебра и медно-цинковые сплавы. Существует три обычно используемых формы Torch Brazing ; ручные, машинные и автоматические. Ручная пайка горелкой — это процедура, при которой нагрев осуществляется с помощью ручной или фиксированной горелки. Пайка с помощью машинной горелки представляет собой сочетание как автоматизированного, так и ручного режима, при котором оператор размещает припой и отсаживает детали, в то время как машина выполняет фактический процесс пайки.Автоматическая пайка горелкой устраняет необходимость в операторе, за исключением загрузки и разгрузки машины.
Существует очень мало ведущих компаний , таких как Высокотемпературная пайка, предоставляющих Материал для пайки, Пайка металлов, Пайка стали и Услуги по пайке соединений без ущерба для качества. Пайка – это процесс соединения металлов, при котором припой нагревается до температуры выше 450°С и распределяется между двумя или более плотно прилегающими деталями.Это похоже на пайку, за исключением того, что температура, используемая для плавления присадочного металла, превышает 450 ° C (842 ° F). Наиболее часто используемые металлы могут быть спаяны в соответствии со спецификациями пайки. Примерами этого являются пайка стали, пайка стали с медью, пайка алюминия , пайка латуни и пайка серебром. Мы являемся одной из немногих компаний , которые могут припаивать сталь к меди по конкурентной рыночной цене без ущерба для качества .
Пайка – это процесс соединения металлов, при котором припой нагревается до температуры выше 450°С и распределяется между двумя или более плотно прилегающими деталями.Это похоже на пайку, за исключением того, что температура, используемая для плавления присадочного металла, превышает 450 ° C (842 ° F). Наиболее часто используемые металлы могут быть спаяны в соответствии со спецификациями пайки. Примерами этого являются пайка стали, пайка стали с медью, пайка алюминия , пайка латуни и пайка серебром. Мы являемся одной из немногих компаний , которые могут припаивать сталь к меди по конкурентной рыночной цене без ущерба для качества .
Hi-Temp Brazing — семейный бизнес, управляемый поколениями, с почти сорокалетним профессиональным опытом в области пайки и производства.Наш большой объект на 19 200 мест оснащен всем современным оборудованием, и мы способны справиться с любым проектом. Будь то Металлическая пайка, пайка стали или услуги по пайке соединений, Высокотемпературная пайка — это имя, которому вы можете доверять как с точки зрения качества, так и с точки зрения доступности .
Если у вас есть какие-либо вопросы относительно пайки и вы хотели бы получить предложение по будущему проекту, пожалуйста, свяжитесь с нашим компетентным персоналом по электронной почте или по телефону [email protected] , [email protected] или [email protected] ; контактный телефон (631) 491-4917. Позвольте нам справиться с вашим следующим проектом по пайке.
Какие металлы нельзя спаивать? —
Пайка, пайка, сварка, боже мой! Если вы хотите склеить два куска металла, у вас есть несколько вариантов, и пайка погружением — отличный средний выбор.
Имеет более прочное соединение, чем пайка, но не так сложно, как сварка. Если вас интересует пайка погружением, подумайте, что это такое и какие металлы вы можете использовать для этого процесса.
Что такое погружение?
Пайка погружением представляет собой процесс нагревания двух кусков металла до достаточно высокой температуры перед их сплавлением. Пайка погружением делает соединения двух металлических частей очень прочными, и вы можете паять металлы различной толщины.
Пайка погружением делает соединения двух металлических частей очень прочными, и вы можете паять металлы различной толщины.
Сплавленные металлы могут выдерживать большое давление, поэтому пайка — отличный вариант, если вы хотите, чтобы сплав длился долго. Пайка погружением также очень гибка, что означает, что вы можете использовать ее для различных проектов и для многих целей.
В мире металлообработки вы можете задаться вопросом, что такое пайка погружением и чем она отличается от пайки?
Пайка и припой
Как и пайка погружением, пайка предполагает соединение двух металлов вместе при высокой температуре. Но разница в том, насколько высокой может быть температура.
Для пайки погружением требуется нагрев до 840 градусов по Фаренгейту или выше. С другой стороны, при пайке используются температуры ниже 840 градусов. Оба метода могут достигать одинаковых целей, но более высокая температура означает, что паяные металлы могут быть более долговечными.
При пайке также используется присадочный металл, который помещается между двумя деталями для перекрытия зазора. Однако пайка может оставить небольшой зазор, если ее не выполняет профессионал.
Однако пайка может оставить небольшой зазор, если ее не выполняет профессионал.
Для пайки также не требуется такая толстая чашка для присадочного металла, как при пайке. В целом, эти две процедуры похожи, но важно учитывать разницу в температуре при выборе подходящих металлов для использования.
Металлы, которые можно паять погружением
Можно паять различные металлы погружением, но необходимо использовать металлы, которые не будут отрицательно реагировать при высоких температурах.Теперь вы можете задаться вопросом, можно ли паять алюминий?
И да, алюминий — один из металлов, которые можно паять. При пайке алюминия погружением следует использовать алюминиевую пайку и сварочные стержни, чтобы получить наилучшие результаты.
Вы также можете паять такие металлы, как нержавеющая сталь, сталь, сплавы меди, сплавы никеля и чугун. Для этих металлов вы должны использовать никель-серебряную пайку и сварочные стержни.
Для пайки латуни, меди и бронзы используйте медно-фосфорные припои и сварочные прутки. А если вы хотите спаять ковкое железо и никель, то и бронзовые стержни следует использовать.
А если вы хотите спаять ковкое железо и никель, то и бронзовые стержни следует использовать.
Металлы, которые не следует паять погружением
Если вы будете осторожны, вы сможете спаять почти любой металл, который захотите. Но есть несколько вещей, которые следует учитывать при принятии решения о том, следует ли вам паять тот или иной металл.
Нагрев металлов, таких как серебро или золото, до такой высокой температуры требует большой точности. Эти металлы чаще паяют, чем паяют.
Золото и серебро лучше справляются с низким нагревом, а пайка все же дает хорошее соединение, даже если оно не такое прочное.
Как паять алюминий и другие металлы
Если вы хотите спаять два куска металла погружением, вам потребуются правильные инструменты и техника. При пайке погружением в первый раз делайте это медленно.
Всегда надевайте защитное снаряжение при работе с высокой температурой и убедитесь, что у вас есть стержень, который можно использовать для пайки погружением.
Рассмотрим следующие шаги для успешной пайки алюминия.
Очистка металла
Перед тем, как начать нагревать какой-либо металл, убедитесь, что вы очистили его как можно тщательнее.Сначала вы должны удалить любое масло или жир, чтобы у вас была чистая поверхность для дальнейшей очистки.
Затем вы можете использовать кислотный травильный раствор, чтобы избавиться от ржавчины и провести общую химическую очистку.
После того, как вы начнете чистить металл, надевайте перчатки, когда прикасаетесь к нему, и убедитесь, что у вас есть чистая поверхность, на которую можно положить металл. Затем вы можете убедиться, что на металле нет отпечатков пальцев или другой грязи.
По этой причине старайтесь очищать металл как можно ближе к месту пайки, чтобы на нем не собиралась пыль.
Установка на место
После очистки металла установите две детали для пайки. Возможно, вам понадобится инструмент, чтобы скрепить детали.
На этом этапе вам нужно убедиться, что все в порядке.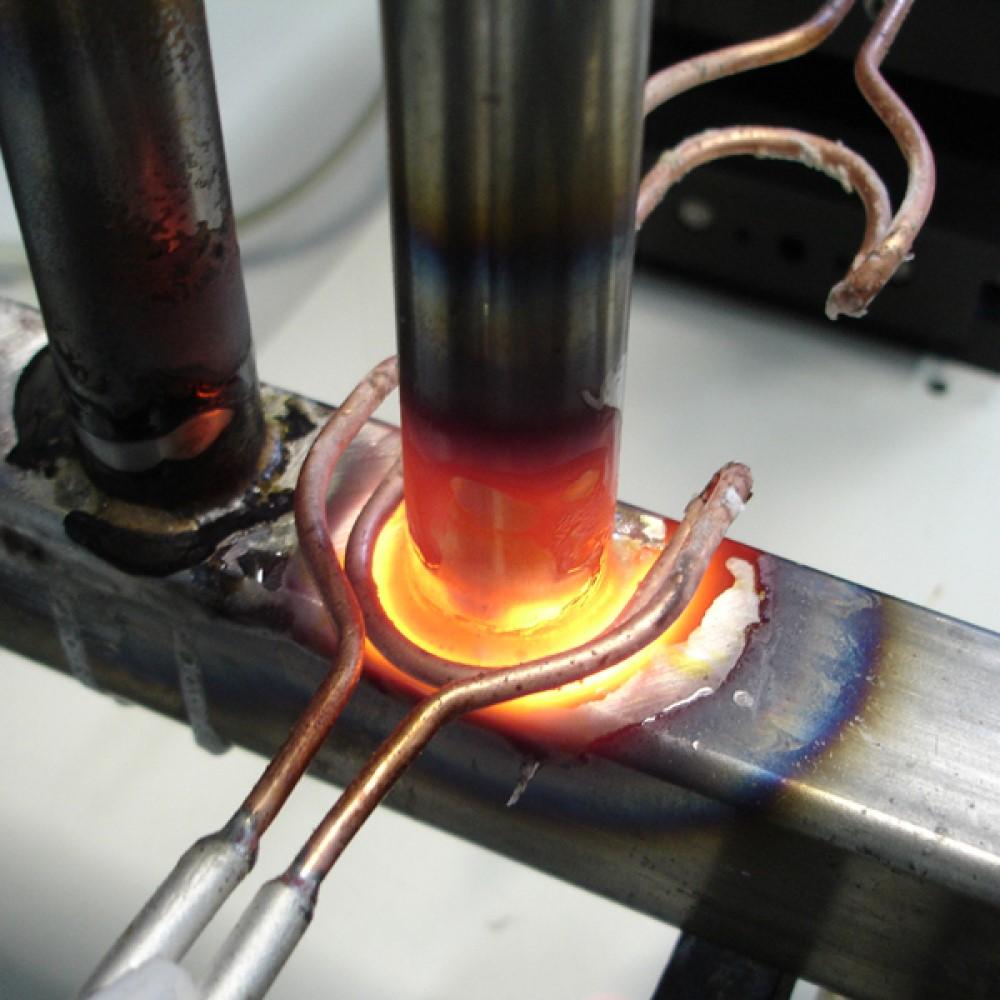 После пайки может быть трудно разорвать соединение, поэтому вы хотите свести к минимуму вероятность ошибки.
После пайки может быть трудно разорвать соединение, поэтому вы хотите свести к минимуму вероятность ошибки.
Простой способ удержать детали вместе — использовать гравитацию. Тогда вам не нужно будет использовать что-либо еще, чтобы удерживать металл на месте.
Пайка металла
Наконец, пришло время нагреть металл и залить присадочный материал в соединение.Вы должны нагреть область вокруг соединения, которое вы припаиваете, и убедиться, что вы нагреваете область равномерно.
Прежде чем заливать присадочный металл, подождите, пока температура металла достигнет температуры не менее 840 градусов. Если вы используете ручную пайку погружением, держите стержень рядом с соединением во время заливки.
Вы можете заметить, что немного присадочного металла проходит через соединение, но это нормально. Он должен пройти через стык, чтобы заполнить пространство между двумя металлическими частями.
Повторная очистка
После завершения пайки необходимо очистить узел пайки. Вы можете поместить в горячую воду, которая находится на уровне или выше 120 градусов по Фаренгейту.
Вы можете поместить в горячую воду, которая находится на уровне или выше 120 градусов по Фаренгейту.
Вода поможет растворить лишний металл и остатки. Тем не менее, вы хотите, чтобы присадочный металл стал твердым, прежде чем вы поместите его в воду.
После этого вы можете использовать травильный раствор, чтобы избавиться от всего, что осталось на поверхности.
Два становятся одним
Пайка погружением — отличный способ сплавить вместе два куска металла. Вы можете паять алюминий, медь и другие металлы, и вы можете использовать этот процесс для разных целей.
Если вам нужно спаять две части машины или вы хотите сделать что-то еще, пайка будет полезным вариантом.
Вам нужна помощь с пайкой погружением? Свяжитесь с нами, чтобы узнать больше о наших услугах.
Быстрый ответ: как припаять латунь к стали
Можно ли припаять латунь к стали?
Пайка пропановой горелкой — самый простой способ соединения меди и латуни. Вы даже можете использовать припой для соединения меди или латуни с нержавеющей сталью, вам просто нужен правильный флюс. Используйте только сантехнический (серебряный) припой. Не используйте электрические или ювелирные припои, так как они часто содержат свинец или кадмий.
Используйте только сантехнический (серебряный) припой. Не используйте электрические или ювелирные припои, так как они часто содержат свинец или кадмий.
Можно ли паять латунь пропановой горелкой?
Пайка прочно соединяет два металла с помощью горелки. Вы можете использовать пропановую горелку для пайки большинства металлов, которые вы хотите соединить. Пропановые горелки широко доступны в местных хозяйственных магазинах, магазинах сантехники, а также в компаниях, занимающихся поставками металлов и ювелирных изделий.
Можно ли сваривать латунь со сталью?
Из-за чрезвычайно разных точек сварки вы не можете сварить латунь и сталь вместе, так как это становится довольно сложно.Однако вы можете использовать технику пайки, чтобы соединить два материала вместе. С латунью и сталью вам нужно будет использовать присадочный стержень из кремниевой бронзы.
Что такое ERCuSi A?
ERCuSi-A Кремниевая бронза в основном используется для MIG, TIG и газовой сварки медных, медно-кремниевых и медно-цинковых основных металлов друг с другом и со сталью. Это отличный выбор для соединения простой или оцинкованной листовой стали с металлом, а также с другими сталями с покрытием.
Можно ли паять латунь методом TIG?
Все изделия из латуни, включая позолоченный металл, можно успешно паять серебром, сваривать MIG и TIG.Однако добавление свинца для свободной резки латуни и бронзы (LG1 и LG2) вызывает пористость и проблемы с дымом при дуговой сварке в среде защитного газа.
Реагирует ли латунь и сталь?
Как следует из серии, сталь и алюминий относительно совместимы, но если латунь и сталь соприкасаются, сталь будет подвергаться коррозии, поскольку она более анодна, чем латунь.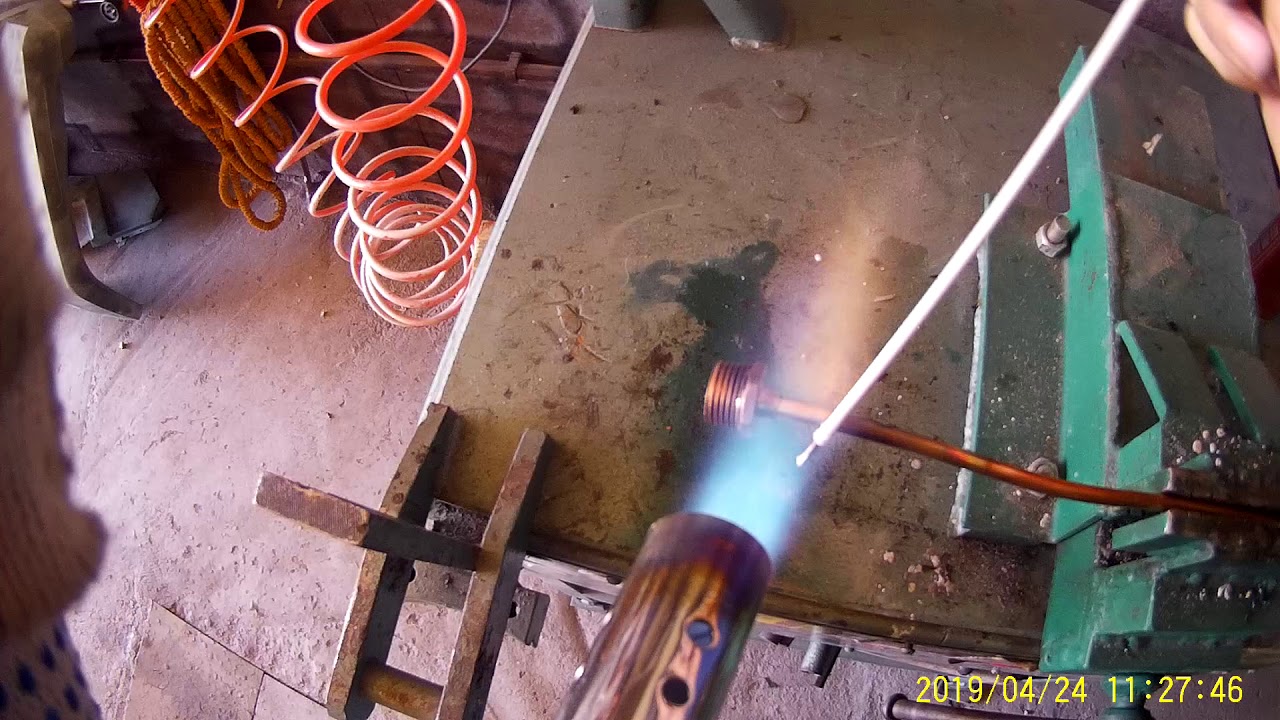 Алюминий также будет подвергаться коррозии там, где его открытая поверхность соприкасается с латунной пластиной, потому что латунь более катодна.
Алюминий также будет подвергаться коррозии там, где его открытая поверхность соприкасается с латунной пластиной, потому что латунь более катодна.
Используете ли вы флюс при пайке?
Флюс (или контролируемая атмосфера, как при пайке в печи) требуется для всех операций пайки и пайки. Целью флюса является удаление оксидов из основного материала и предотвращение окисления в процессе нагрева, что способствует свободному течению припоя.
Как соединить латунь с латунью?
Для приклеивания латуни к поверхностям лучше всего подходит двухкомпонентный эпоксидный клей (полиэпоксид).Есть много марок клея на выбор, которые легко доступны в хозяйственных магазинах и супермаркетах. Всегда проверяйте инструкции на упаковке перед покупкой, чтобы убедиться, что металл включен в список приложений.
Что необходимо для пайки?
Указания Используйте проволочную щетку или наждачную шкурку, чтобы зачистить поверхность металла. Расположите металл по желанию. Нагрейте место соединения двух металлических частей, пока соединение не засветится. Нанесите припой на соединение, продолжая нагревать металлические поверхности.
Расположите металл по желанию. Нагрейте место соединения двух металлических частей, пока соединение не засветится. Нанесите припой на соединение, продолжая нагревать металлические поверхности.
Прилипнет ли припой к нержавеющей стали?
ЗАКЛЮЧЕНИЕ: Пайка нержавеющей стали требует определенной предусмотрительности, так как сплавы, используемые для формирования соединений, должны иметь свойства, совместимые с основным металлом. Однако ключевым преимуществом является то, что многие разнородные металлы могут быть соединены с нержавеющей сталью пайкой.
Является ли пайка такой же прочной, как сварка?
Сравнительные преимущества. Во-первых, паяное соединение является прочным соединением. Правильно выполненное паяное соединение (например, сварное соединение) во многих случаях будет столь же прочным или прочным, как и соединяемые металлы.Во-вторых, соединение производится при относительно низких температурах, в пределах примерно от 1150°F до 1600°F (от 620°C до 870°C).
Можно ли выполнять пайку нержавеющей стали?
Пайка присадочного металла Большинство нержавеющих сталей можно паять с любым из нескольких различных семейств присадочного металла, включая серебро, никель, медь и золото.
Какой флюс используется для пайки?
Белый флюсподходит для пайки меди, латуни, стали, нержавеющей стали и никелевых сплавов.Он имеет активный температурный диапазон 1050–1600°F (565–870°C).
Можно ли использовать газ MAPP для пайки?
Настоящий газ MAPP можно использовать в сочетании с кислородом для нагрева, пайки, пайки и даже сварки из-за его высокой температуры пламени 2925 °C (5300 °F) в кислороде. Водород проникает в расплавленную сталь и делает сварные швы хрупкими.
Какая горелка используется для пайки?
Эти горелки, используемые для этих приложений, являются воздухом, природным газом и воздухом, ацетиленом. Горелки, обеспечивающие отличные результаты во многих случаях пайки, работают на кислороде с природным газом или другими газами, такими как пропан или бутан.
Горелки, обеспечивающие отличные результаты во многих случаях пайки, работают на кислороде с природным газом или другими газами, такими как пропан или бутан.
Какой тип стержня используется для пайки стали?
Бронзовый сварочный пруток25M является примером материала, специально разработанного для сварки твердым припоем. Он легко лужится, свободно течет, образует наплавленный металл с превосходной прочностью и высокой пластичностью.
Можно ли сплавить латунь и сталь?
Многие металлы можно сваривать ковкой, наиболее распространенными из которых являются как высокоуглеродистые, так и низкоуглеродистые стали.Такие металлы, как медь, бронза и латунь, плохо поддаются ковке. Хотя сплавы на основе меди можно ковкой сваривать, это часто сопряжено с большими трудностями из-за склонности меди поглощать кислород при нагреве.
Можно ли паять латунь?
В качестве сплава меди и цинка латунь совместима с медью, и производители производят многие обычные сантехнические фитинги из этого материала. Припой прилипает к латуни так же хорошо, как и к меди, поэтому фитинги обычно отливаются с шлицевыми соединениями, чтобы их можно было припаять к трубам.
Припой прилипает к латуни так же хорошо, как и к меди, поэтому фитинги обычно отливаются с шлицевыми соединениями, чтобы их можно было припаять к трубам.
Можно ли сваривать латунь с флюсовой проволокой?
Следует использовать либо флюс для пайки, либо флюс, специально созданный для кислородно-ацетиленовой сварки. Это связано с тем, что латунь обладает высокой теплопроводностью, и это значительно облегчит сварку латуни.
Какие металлы нельзя использовать вместе?
В связи с этим компания Albany County Fasteners рекомендует никогда не использовать вместе алюминий и нержавеющую сталь. Мы также рекомендуем использовать исключительно металлы для максимального срока службы.Нержавеющая сталь с нержавеющей, алюминий с алюминием, латунь с латунью. Золото благородных металлов. Иридий. Меркурий. Осмий. Палладий. Платина. Родий. Рутений.
Реагирует ли латунь с оцинкованной сталью?
Если установка требует контакта между оцинкованными материалами и медью или латунью во влажной или влажной среде, может произойти быстрая коррозия цинка. Если использование меди или латуни в контакте с оцинкованными предметами неизбежно, следует принять меры предосторожности для предотвращения электрического контакта между двумя металлами.
Если использование меди или латуни в контакте с оцинкованными предметами неизбежно, следует принять меры предосторожности для предотвращения электрического контакта между двумя металлами.
Почему стальной винт в латунной фурнитуре подвергается коррозии?
iii) Стальной винт в латунном морском оборудовании подвергается коррозии. Это связано с гальванической коррозией. Железо (более высокий ряд ЭДС) становится анодным и подвергается коррозии, в то время как латунь (нижний ряд ЭДС) действует как катод и не подвергается коррозии.
Пайка нержавеющей стали — Вопросы и ответы, проблемы и решения
«образование… алоха… развлечение»
Сегодня пятница, 07.01.22, и ваши вопросы или ответы приветствуются.
Звоните прямо сейчас! (сайт без регистрации)
Продолжающееся обсуждение, начавшееся еще в 2000 году…
2000 г. В. В настоящее время мы используем атмосферную печь для пайки латуни и нержавеющей стали. Цинк мигрирует из латуни в нержавеющую сталь и вызывает проблемы при сварке на последующих операциях. Поскольку вы являетесь экспертом в области гальваники и подготовки металла, я надеялся, что кто-нибудь подскажет, как надежно удалить цинк с нержавеющей стали. У нас есть определенные успехи в галтовке в средах из нержавеющей стали, но это отнимает много времени и недостаточно надежно для наших требований к утечкам. Мне нужно удалить цинк только с поверхностей сварки, а не со всей сборки.
Цинк мигрирует из латуни в нержавеющую сталь и вызывает проблемы при сварке на последующих операциях. Поскольку вы являетесь экспертом в области гальваники и подготовки металла, я надеялся, что кто-нибудь подскажет, как надежно удалить цинк с нержавеющей стали. У нас есть определенные успехи в галтовке в средах из нержавеющей стали, но это отнимает много времени и недостаточно надежно для наших требований к утечкам. Мне нужно удалить цинк только с поверхностей сварки, а не со всей сборки.
| 2000 г. A. Вы упустили несколько вещей, площадь сварки, размер деталей, количество деталей и доступность. Цинк, а не цинковый сплав очень легко растворяется в большинстве кислот. Citric, который используется в одном процессе пассивации SS (например, Stellar Solutions [рекламодатель, поддерживающий отделку.com]), вероятно, сработает. Если бы это было небольшое количество деталей, вы могли бы использовать установку для нанесения покрытия щеткой для зачистки. |
 ЛДК находится в вашем городе.
ЛДК находится в вашем городе.2000 г.
? Откуда берется цинк? Ваше письмо подразумевает, что цинк предпочтительно покидает латунный сплав и осаждается на нержавеющей стали во время пайки. Это кажется мне невозможным.
Откуда вы знаете, что это загрязнение цинком? Предлагаемые здесь средства правовой защиты с меньшей вероятностью сработают, если предположения неверны.
Что такое припой? Если это припой, который мигрирует, вы можете использовать стопорный материал или какой-либо другой механизм, чтобы припой не растекался по нержавеющей стали.
Очистка спаянных узлов из нержавеющей стали/латуни
2001 г.В. Мы припаиваем латунные детали к стержням из нержавеющей стали 303. Из-за относительно небольшого объема эта операция выполняется вручную. После пайки остатки флюса и копоть в настоящее время очищаются абразивоструйной очисткой или наждачной бумагой. Мы находим это трудоемким и утомительным. Существует ли химическая обработка, которая, возможно, будет работать быстрее и лучше, не воздействуя на паяное соединение?
Брюс Круа— Мони, Иллинойс, США
^
2001
А.
14 февраля 2011 г.
Привет, Майк.
Я давно не видел Дэна на форумах, но я уверен, что он говорит о травлении серной кислотой и перекисью водорода. Проблема в том, что перекись водорода будет быстро и недоступно разлагаться, если в смесь не будут включены специальные стабилизаторы. Практическим результатом этого является то, что травление перекисью серы по большей части является не общей формулой процесса, а запатентованным продуктом.
На протяжении десятилетий он продавался компанией Electrochemicals под торговой маркой Cobra-Etch.
2003
В. Мне нужно знать, является ли медный 2-дюймовый фитинг (2-дюймовая трубная резьба на одном конце и 2 1/4-дюймовый фитинг на другом конце) всего лишь 2-дюймовым резьбовым концом с потовым фитингом на другом конце. Другая сторона может быть припаяна (с кислородом и ацетиленом и латунным стержнем) или сварена Mig (обычная проволока) к резервуару из нержавеющей стали. Я пытаюсь починить бочку из нержавеющей стали на 55 галлонов, у которой сорвана резьба (на 2-дюймовом резьбовом отверстии) и которая не подлежит ремонту, я пытаюсь настроить бочку, чтобы в ней было мое домашнее вино, и использовать 2-дюймовую пробку. отверстие для установки насоса.
отверстие для установки насоса.
2004
В. В настоящее время мы производим линейку уличной мебели из нержавеющей стали с электрополировкой. Некоторые узлы состоят из обработанных деталей из нержавеющей стали 316L или литья по выплавляемым моделям, сваренных методом TIG с нержавеющей сталью 316L 16 ga. трубка. Мы изучаем возможности пайки этих компонентов, чтобы создать более бесшовный вид (без видимых сварных швов) и улучшить защиту от щелевой коррозии (создать герметичные соединения). Может ли кто-нибудь предложить метод / сплав пайки, который был бы оптимальным для этой ситуации? Нас беспокоит почернение припоя во время электрополировки.
Чтобы свести к минимуму усилия по поиску и предложить несколько точек зрения, мы объединили ранее отдельные темы на этой странице. Пожалуйста, извините за повторение, несоблюдение хронологического порядка или то, что может показаться читателям неуважительным к предыдущим ответам — этих других ответов могло не быть на странице в то время 🙂
2004
В. У меня в коллекторе кабины началось растрескивание в месте сварки между трубкой и фланцем. Коллектор имеет керамическое покрытие на заводе, поэтому, когда я заваривал трещины, я хотел свести к минимуму разрушение покрытия, поэтому я сварил его методом TIG с помощью нержавеющей проволоки.Во время одной из моих сварок я слишком сильно нагрелся, пробил дыру в трубке и приварил ее обратно. Проблема в том, что сварной шов треснул, поэтому я заварил трещину еще три раза и наблюдал, как она снова треснула, когда она остыла. Я предполагаю, что либо часть покрытия коллектора загрязнила металл, либо углерод внутри трубы коллектора вызывает это, но я не уверен, что с этим делать. Хочу добавить, что конкретно не знаю, что такое покрытие на самом деле, насколько химический состав и т.д.
У меня в коллекторе кабины началось растрескивание в месте сварки между трубкой и фланцем. Коллектор имеет керамическое покрытие на заводе, поэтому, когда я заваривал трещины, я хотел свести к минимуму разрушение покрытия, поэтому я сварил его методом TIG с помощью нержавеющей проволоки.Во время одной из моих сварок я слишком сильно нагрелся, пробил дыру в трубке и приварил ее обратно. Проблема в том, что сварной шов треснул, поэтому я заварил трещину еще три раза и наблюдал, как она снова треснула, когда она остыла. Я предполагаю, что либо часть покрытия коллектора загрязнила металл, либо углерод внутри трубы коллектора вызывает это, но я не уверен, что с этим делать. Хочу добавить, что конкретно не знаю, что такое покрытие на самом деле, насколько химический состав и т.д.
2004 г.
А. Клей, я недостаточно разбираюсь в ваших деталях, чтобы сказать, что не так со сваркой в одной из четырех частей. Тем не менее, вы, безусловно, можете паять нержавеющую сталь. Мы часто делаем это в наших вакуумных печах с использованием имеющейся в продаже пасты для пайки. Как любителю, вам, скорее всего, будет полезно поболтать с кем-нибудь из Wall Colmonoy или Handy and Harmon. На самом деле, H&H оказала миру прекрасную услугу (вроде как Тед здесь), разместив в Интернете свою очень хорошую книгу по пайке — просто введите в Google термин «книга по пайке» и прочитайте, что в ней говорится о пайке нержавеющей стали.
Как любителю, вам, скорее всего, будет полезно поболтать с кем-нибудь из Wall Colmonoy или Handy and Harmon. На самом деле, H&H оказала миру прекрасную услугу (вроде как Тед здесь), разместив в Интернете свою очень хорошую книгу по пайке — просто введите в Google термин «книга по пайке» и прочитайте, что в ней говорится о пайке нержавеющей стали.
2004 г.
Q. Под четырьмя сварными швами я имел в виду четыре трубы коллектора (V-8), все они были хотя бы частично треснуты. Единственный, который неоднократно трескался при остывании, был тот, в котором я сначала прожег дыру, а затем залил ее.
Я прочитал онлайн-книгу, и она явно поддерживает пайку нержавеющей стали. Мой первоначальный вопрос также должен был спрашивать, можно ли паять нержавеющую сталь с помощью латунного присадочного стержня.
В конце концов я переплавил присадочный материал кислородно-ацетиленовой горелкой и попытался медленно охладить его, и он затвердел без трещин.
Можно ли электрополировать припаянную нержавеющую сталь?
21 октября 2011 г.
В. Я ищу припой, который хорошо поддается электрополировке. Я делаю клетки для птиц на заказ из проволоки из нержавеющей стали, сваренной точечной сваркой. Затем более крупные соединения спаиваются для дополнительной прочности и гладкости. Именно эти паяные соединения получаются из серно-фосфорной эпоксидной смолы. ванна либо коричневая, либо темно-серая, в зависимости от того, какой серебряный припой я использую.
Если на этот вопрос есть ответ, то, скорее всего, это будет либо 1) найти припой, который не травится в ванне, либо 2) найти ванну, которая не травит серебряный припой, который я сейчас использую.
9 июля 2016 г.
В. Есть ли у вас решение для идеальной пайки кастрюль и сковородок из нержавеющей стали. Паяное дно посуды (сэндвич-дно) состоит из нержавеющей стали + алюминия + нержавеющей стали. Как известно инкапсулированное дно (сэндвич необходим для равномерного распределения тепла в целях безопасности пищевых продуктов).
Наша проблема: когда мы использовали корпус из стали SS 14/1 + алюминий 1050 + SS 430 (18/0), индукционную сталь, мы не смогли изготовить идеальное дно.
Изменение цвета стали 310SS после пайки и термообработки
17 июля 2020 г.В.
июль 2020 г.
А. Привет Кумар. Когда вы говорите «после проведения термической обработки (цикла пайки)» , я не уверен, имеете ли вы в виду, что пайка нагревает нержавеющую сталь (очевидно) или вы действительно выполняете отдельную термическую обработку после пайки (если так, я Я не уверен, почему — SS310 нельзя упрочнить термической обработкой, но, может быть, вы снимаете напряжение при пайке?)
Если вы фактически помещаете детали в печь после пайки, можно использовать атмосферу инертного газа или запечатать их в мешках из нержавеющей стали.
20 июля 2020 г.
В. Спасибо за ответ… да, как вы указали, после пайки я провел термический цикл с аргоном (быстрое охлаждение) в вакуумной печи. После завершения цикла дайте печи остыть без газа. Когда я открыл его, я увидел некоторое обесцвечивание (неравномерное). Я подозреваю некоторое загрязнение газообразным аргоном (вакуум был идеально поддержан) или некоторое загрязнение маслом на детали.
Отказ от ответственности: На этих страницах невозможно полностью диагностировать проблему отделки или опасность операции.Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте следующие каталоги:
О нас/Контакты — Политика конфиденциальности — ©1995-2021 Finishing.com, Пайн-Бич, Нью-Джерси, США
Я знаю, что можно паять или, как это называют ювелиры, припой с латунью
.Я также знаю, что можно купить латунь в форме прутка
, уже покрытую флюсом. Мой вопрос: когда вы паяете сталь
, насколько сильно вы нагреваетесь, нужно ли наносить какой-либо флюс на
металлические детали, которые вы соединяете? Пожалуйста, помогите
Маршалл Джонс jones@perigee.
 net
netПривет Маршалл,
Так же, как и при «пайке», соединяемые участки должны быть
очищены (отшлифованы, отшлифованы и т. д.) до обезжиренного голого металла. Подгонка
не должна быть такой хорошей, как для ювелирных изделий.Вы можете паять
(«припой») с любым металлом, плавление которого ниже, чем у стали, включая все сплавы серебра, меди, золота и латуни, т. е. можно использовать любую полосу
латуни из ящика для отходов. Вам нужно много флюса,
Я обычно начинаю с заливки пасты
для пайки типа буры, затем посыпаю ее порошкообразной бурой, чтобы она прилипла и
не летал, когда я подношу горелку к соединению. Я
обычно также добавляю порошкообразную буру при нагревании. Флюс
быстро выгорает (работает много и израсходуется).Сталь
требует много тепла, чтобы стать оранжево-красным (хороший цвет
для пайки). Сконцентрируйте тепло на большем объеме металла
, если вы припаиваете маленькую деталь к большой детали
, не направляйте пламя на маленькую деталь, пока большая деталь
не станет очень горячей, пусть тепло переходит от большего к большему. меньше
меньше
шт. Отшлифуйте скотчем (или отшлифуйте, или соскребите) латунный стержень или полосу.
Подержите его в каких-нибудь длинных зажимных клещах (сталь выделяет
много тепла, когда раскаляется докрасна — вы не сможете
приблизить руку), флюсуйте латунь и подайте ее в соединение, как проволоку или
палочная пайка.Не двигайте детали до тех пор, пока красный цвет
почти не потухнет — латунь при свечении становится хрупкой. Не закаливайте сталь
до тех пор, пока она не станет черного цвета, на тот случай, если одна из стальных насадок
имеет высокое содержание углерода и может закалить и, следовательно, сделать
охрупчивающейся при закалке. Я обычно использую горячую проточную воду для удаления остатков флюса
, некоторые используют для этого новый протравочный раствор.
Чарльз
Brain Press
Box 1624, Ste M, Calgary,
Alberta, T2P 2L7, Canada
Тел.: 403-263-3955 Факс: 403-283-9053
Электронная почта: @Charles_Lewton-Brain
Веб-сайт загрузки информации о металлах:
https://www.