Пайка медных проводов: пошаговая инструкция
Пайка это хороший способ соединять провода, он не уступает в долговечности и проводимости соединениям с использованием сварки, однако применяется значительно реже. Происходит это по той причине, что пайка более сложный процесс, и перед его началом нужно изучить схему проводки. И времени на создание хорошего соединения проводов потребуется значительно больше. Однако есть и плюсы, оборудование для сварки обычно имеет высокую цену, а для пайки достаточно обычного паяльника, и канифоли, которая стоит совсем не больших денег. К тому же необязательно иметь высокую квалификацию, или проходить специальные курсы. Освоить такой способ соединения проводов может каждый при наличии времени и желания.
Необходимое оборудование
Лучше всего применять для пайки различных медных проводов, паяльную станцию. С её помощью можно изменять температуру жала, однако нужно также подходить к этому обдуманно. Паяльная станция стоит не дешево и смысл её брать есть только в случае довольно частого выполнения паяльных работ. В остальных случаях для того чтобы иногда соединять провода, подойдет и обычный паяльник имеющий мощность тока до 60 Вт. Такой мощности вполне достаточно чтобы произвести все необходимые работы в обычных домах, и спаивать скрутку из 3х-5ти проводов сечением 1,5-2,5 мм2.
Припои следует использовать мягкие оловянно-свинцовые, имеющие низкую температуру плавления, такие как ПОС-40, ПОС-60. Обезжиривать поверхность перед пайкой медных проводов и покрытия их припоем нужно с использованием химически нейтральной канифоли или безкислотных растворов.
Как правильно производится пайка медных проводов?
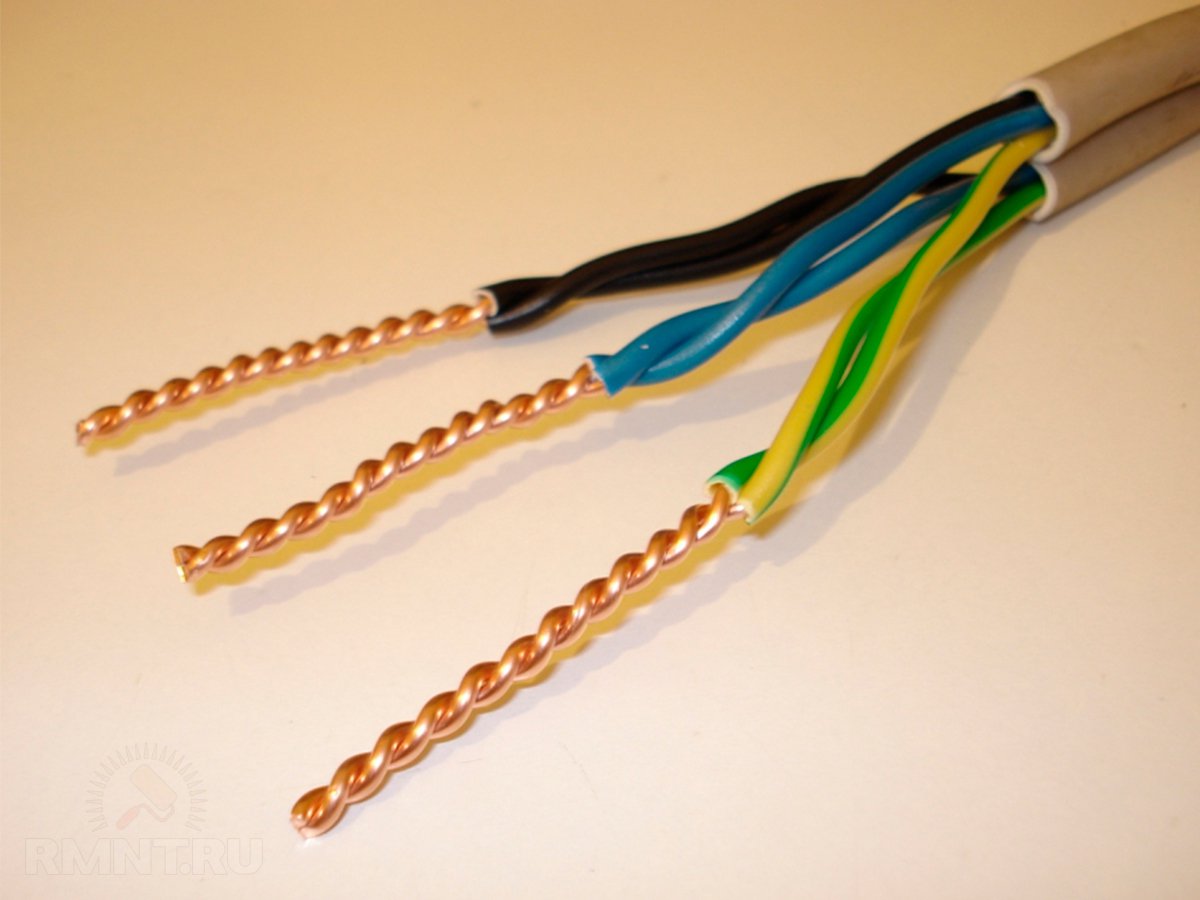
Сначала нужно удалить изоляцию примерно с 5 см проводника, потом их нужно покрыть слоем припоя (облудить). Это делается с помощью покрытия провода паяльным флюсом. Затем расплавленный припой наносится с помощью жала паяльника на проводник, после чего он получает серебристый оттенок. Чтобы увеличить прочность, провода соединяют скруткой, и затем пропаивают уже её. В итоге получается, что во время пайки припой растекается по нагретой и облуженной поверхности скрутки. Нужно проверить стык после пайки, чтобы не пришлось откручивать коробку в случаее если у вас скрытая электропроводка.
Чтобы увеличить прочность, провода соединяют скруткой, и затем пропаивают уже её. В итоге получается, что во время пайки припой растекается по нагретой и облуженной поверхности скрутки. Нужно проверить стык после пайки, чтобы не пришлось откручивать коробку в случаее если у вас скрытая электропроводка.
Для пайки медного очищеного провода соединенного в скрутку, на него давят жалом паяльника с необходимым количеством припоя. Скрутка разогревается и расплавленное олово, растекаясь, попадает между проводами, заполняя промежутки между ними. После того как пайка завершена провода изолируются специальной изоляционной лентой или термоусадочной трубкой.
Важно! После пайки проводов их лучше прозвонить мультиметром.
Пайка проводов это не самый простой и быстрый способ соединения.
Однако она обеспечивает отличный контакт и высокую долговечность, поэтому является одним из самых лучших способов разрешенных «Правилами устройства электроустановок» (ПУЭ). Кроме того нет необходимости наличия дорогостоящего оборудования, и с этим делом может справиться обычный человек, у которого есть паяльник и возникла необходимость заняться электропроводкой в квартире или на даче. Все это означает что пайка самый простой и эффективный способ соединения проводов даже в бытовых условиях.
Видео
Пайка проводов из меди
Выполненное пайкой соединение проводов ничуть не уступает в хорошей проводимости созданного контакта и его долговечности сварочному скреплению, которое на практике встречается нечасто. Это обусловлено трудоёмкостью процесса, необходимостью наличия специального оборудования и определённых навыков. Помимо этого, для создания надёжного и качественного во всех отношениях соединения медных проводов посредством сварки требует, в отличие от пайки, больших временных затрат.
Проводя аналитическое сравнение этих методик, невозможно не отметить огромный плюс в минимально наборе несложных инструментов и материалов для паяльного процесса.
Можно приступать к созданию первосортных контактов при наличии набора:
— паяльник – годится абсолютно любая маломощная функционирующая «старая» или современная модель;
— припой – специальный легкоплавкий сплав металлов на базе олова с присадками свинца, кадмия, никеля или серебра;
Конечно, в наборный список можно добавить ещё десяток приспособлений и веществ, но они нужны для больших объёмов разноплановых паяльных работ, а в нашем случае достаточно иметь классический базовый комплект.
Приборы, приспособления и расходные материалыДля осуществления пайки, однозначно, понадобится паяльный аппарат. Оптимальным выбором будет современный вариант с интегрированными цифровыми технологиями – внешне выглядит как обычный паяльник. На промежуточном блоке имеется дисплей, на котором отражено: температура жала на разных участках, сила тока в нагревательной катушке, напряжение в сети и т. п. На удобном интерфейсе можно регулировать нагрев рабочего стержня, если необходимо – моментальное охлаждение и другие удобные функции. Стоимость такого современного паяльника высокая, поэтому приобретать его целесообразно для профессионального, частого применения.
Для разового использования или нечастых, периодических работ подойдёт простая, «старая» модель мощностью 23–62 Вт. Например, такой паяльник подойдёт для хорошей пропайки трёх–пяти проводной скрутки с сечением жил 1,3–2,2 кв. мм.
Что касается припоя, то великолепные результаты даёт пайка легкоплавкими, мягкими оловянно-свинцовыми припоями серии «ПОС» с цифровыми маркировками (40, 61 или 60).
Для очищения спаиваемых поверхностей от микроскопической жирной плёнки и мельчайшей пыли, равномерного распределения припоя, а также для надёжного скрепления с металлом проводов используют специальные флюсы. Для медных контактов допускается использование химически нейтральной канифоли или особые, не содержащие кислот растворы.
Для медных контактов допускается использование химически нейтральной канифоли или особые, не содержащие кислот растворы.
Подробно рассмотрим весь процесс пайки медных проводов в виде пошаговой инструкции:
1. Концы соединяемых электропроводов очищаем от изолирующей оболочки на протяжении 1,3–2,2 см. Для этого, бритвой или острым ножом делаем её круговой разрез и плоскогубцами стягиваем ненужную часть. Зачищаем оголившийся металл бритвой или скальпелем от мельчайших фрагментов изоляции и возможных кристаллов окислов.
2. Далее, приступаем к лужению концов проводов. Сначала их обрабатываем расплавленным флюсом, а затем наносим немного припоя на подготовленную поверхность.
Внимание! Припой должен распределиться по очищенному участку провода равномерным тонким слоем. Кончик, после этого должен иметь красивый серебристый оттенок!
3. Чтобы улучшить механическую прочность контакта-спайки концы проводов следует прочно скрутить друг с другом. Хотя этот этап вовсе не обязателен, особенно для спаивания двух–трёх медных сердечников.
4. Переходим непосредственно к пайке. Задача этого действия – добиться растекания и соединения расплавленного припоя по месту контакта и равномерного его застывания на облуженной поверхности скрутки. Чтобы это сделать, необходимо на конец стержня паяльника «набрать» нужное количество припоя (в расплавленном виде) и перенести его на создаваемое соединение. Олово распределяется по скрутке, заполняя при этом все промежутки между тонкими жилами проводов.
Важно! Чтобы не обжечь пальцы о нагреваемые во время лужения и пайки провода, лучше их удерживать пинцетом или небольшими плоскогубцами!
5. Завершается процесс пайки медных проводов надёжной изоляцией контакта.
Её можно сформировать разными способами, среди которых самыми популярными являются:
— изоленточный – изоляция производится клейкой полиэтиленовой плёнкой;
— термоусадочный – используются специальные трубки из ПВХ-пластика, которые после нагревания плотно облегают скрутку;
— фторопластовый – самый современный метод.
 Политетрафторэтилен наносится на поверхность контакта, где он вспенивается и затвердевает (похоже на использование монтажной пены).Заключение
Политетрафторэтилен наносится на поверхность контакта, где он вспенивается и затвердевает (похоже на использование монтажной пены).ЗаключениеПайка, в широком понимании, представляет собой относительно простой, но длительный, скрупулёзный процесс. Итогом этой манипуляции является качественный, прочный и долговечный контакт медных проводов.
Такая методика создания контактов между проводящими электричество проводами разрешена специальными правилами, регламентирующими электротехнические работы и последующую эксплуатацию электросети.
Пайка медных жил | Выполнение электромонтажных работ | Архивы
Страница 12 из 15
Подтема. ПАЙКА МЕДНЫХ ЖИЛ
Краткая характеристика подтемы и рекомендации по ее изучению
Строительные нормы и правила рекомендуют выполнять соединение и ответвление медных жил сечением до 10’мм 2 скруткой с последующей пайкой проводов напряжением до 2 кВ и кабелей до 1 кВ, а также жил сечением от 4 до 240 мм2 проводов напряжением до 2 кВ и кабелей до 10 кВ с помощью соединительных или ответвительных гильз. Допускается применять оконцевание жил (сечением 1,5—240 мм2) проводов напряжением до 2 кВ и кабелей до 10 кВ с помощью наконечников серии П, жил сечением до 2,5 мм5 проводов напряжением до 2 кВ с предварительным изгибанием конца многопроволочной жилы в кольцо с пропайкой. Можно использовать оконцевание многопроволочной . жилы сечением 16—240 мм2 с образованием монолита при втычном соединении. Для выполнения ответвлений кабелей напряжением 35 кВ применяют специальные гильзы.
Для упражнений достаточно отобрать способы оконцевания изгибанием многопроволочных жил в кольцо с помощью наконечника серии П и соединение и ответвление жил пропаянной скруткой.
Широко применялись способы скрутки с последующей пропайкой мягкими оловянистыми припоями жил небольших сечений. Сейчас эти способы находят ограниченное применение из-за большой трудоемкости.Для пайки медных жил используют припой ПОС-30, а также другие оловянисто-свинцовые припои. Состав этих припаев и температура их плавления приведены в табл. 3.
Т а б.л и ц а 3. Оловянисто-свинцовые припои для пайки медных жил
Марка |
Масса составных частей*, % |
Температура плавления, °С |
||||
олово |
сурьма |
примеси, не более медь . висмут мышьяк |
||||
ПОС-61 |
59—61 |
1 | 0,8 |
0,1 |
0,05 |
225 |
ПОС-50 |
49—50 |
1,0-1,2 |
0,1 |
0,1 |
0,05 |
|
ПОС-40 |
39—40 |
1,5—2 |
0,1 |
0,1 |
0,05 |
235 |
ПОС-30 |
29—30. |
1,5—2 |
0,15 |
0,1 |
0,05 |
245 |

* Остальная масса — свинец.
В качестве флюса применяют канифоль, стеарин или паяльную мазь (паяльный жир).
1 — наконечник серии П, 2 — припой, 3 — газовоздушная горелка ГПВМ-01, 4—асбестовый шнур
Инструкционная карта 37. Оконцевание медных жил проводов и кабелей пайкой с помощью наконечников
Область применения: лучший способ для оконцевания медных жил (сечением 1,5—240 мм2) проводов напряжением до 2 кВ и кабелей до 10 кВ.
Эскизы и наименование операций | Инструктивные указания и пояснения |
Подобрать наконечник по сечению жил с помощью таблицы. Зачистить внутреннюю поверхность цилиндрической части наконечника до металлического блеска |
|
Подготовка наконечника |
|
Снять изоляцию с конца жилы на расстоянии, равном длине гильзы наконечника плюс 10 мм. |
|
Подготовка конца жилы |
|
Надеть наконечник на конец жилы. Намотать 2—3 слоя асбеста на промежуток между краем изоляции жилы и торцом цилиндрической части наконечника во избежание вытекания припоя |
|
Пайка наконечника |
|
Дать остыть оконцеванию Снять подмотку асбеста и изолировать оконцевание 2—3 слоями липкой изоляционной ленты с перекрытием каждого витка. Изоляционная лента не должна переходить на контактную часть наконечника |
|
Изолировка |
 Если жила кабеля секторная, обжать ее пассатижами, придав ей круглую форму Удалить с конца жилы пропиточный кабельный состав, протерев его тканью, смоченной бензином
Если жила кабеля секторная, обжать ее пассатижами, придав ей круглую форму Удалить с конца жилы пропиточный кабельный состав, протерев его тканью, смоченной бензиномКабельные медные наконечники серии П, закрепляемые пайкой
Учебные цели: изучить способ оконцевания медных жил с помощью наконечников; научиться выбирать типоразмер наконечника в зависимости от типа и сечения жилы, пользуясь таблицей, приведенной в конце карты; освоить приемы подготовки жил и напайки наконечников.
Требования. Наконечник необходимо подбирать с учетом диаметра болта (винта). Зазоры между проволоками жилы и торцы должны быть заполнены припоем без подтеков и наплывов.
Инструменты и приспособления: монтерский нож, кусачки, комбинированные плоскогубцы, пассатижи, металлическая мерительная линейка, металлическая щетка из кардоленты, волосяная кисточка, стальной ершик, ножовка по металлу, пропан-бутановая горелка, бензиновая лампа емкостью 0,5-1 л, клещи для снятия изоляции КСИ-1, МБ-1.
Материалы: припой в палочках, канифоль или паяльный жир, бензин, асбестовый шнур, липкая изоляционная лента, наконечники серии П, влагостойкий лак, отрезки концов проводов и кабелей с медными жилами.
Инструкционная карта 38. Соединение и ответвление медных
жил пропаянной скруткой
Область применения: лучший способ для соединения и ответвления медных жил (сечением до 10 мм2) проводов напряжением до 2 кВ и кабелей до 1 кВ.
Учебные цели: изучить способы соединения и ответвления медных жил пропаянной скруткой; научиться выполнять приемы соединения и ответвления жил скруткой, в коробках и соединения бандажной скруткой.
Требования. Соединение должно обладать необходимой механической прочностью, не иметь острых наплывов припоя и повреждения изоляции от перегрева.
Инструменты и приспособления: клещи КС И, МБ-1 для снятия изоляции, монтерский нож, кусачки, комбинированные плоскогубцы, универсальные клещи КУ-1, пассатижи, металлическая мерительная линейка, пропан-бутановая горелка с насадкой-паяльником или электрический паяльник.
Материалы: припой, канифоль или паяльный жир, липкая изоляционная лента, наждачная бумага или стеклянная шкурка, влагостойкий лак, отрезки проводов сечением до 10 мм2 с медными жилами.
Эскизы и наименование операций |
Инструктивные указания и пояснения |
Снять изоляцию с концов жил специальными клещами КСИ, МБ-1 или КУ-1 на расстоянии, позволяющем навить 5—7 витков плюс 8—10 диаметров жилы |
|
Снятие изоляции |
|
Зачистить концы жил стеклянной шкуркой или наждачной бумагой до металлического блеска |
|
Зачистка концов жил |
|
Изогнуть концы жил под углом 90° на расстоянии, равном 7—10 диаметрам жилы от среза изоляции, и завести их друг за друга (/) |
|
Скрутка соединения |
Эскизы и наименование операций |
Инструктивные указания и пояснения |
|
Покрыть скрутку раствором канифоли или паяльного жира и пропаять с помощью паяльника, паяльной лампы или газовой горелки с насадкой- паяльником |
||
Пайка соединения |
|
|
Наложить изоляцию из липкой изоляционной ленты с таким расчетом, чтобы витки перекрывали друг друга и захватывали часть заводской изоляции жил 2—3 слоями Покрыть соединение влагостойким лаком |
||
Изолировка |
|
|
Ответвление медных жил скруткой с последующей пропайкой |
||
Снять, изоляцию с конца основной жилы специальными клещами или монтерским ножом на расстоянии, позволяющем навить 10—15 витков вокруг жилы ответвления. |
||
Снятие изоляции и зачистка оголенных участков жил |
|
|
Навить 10—15 витков жилы ответвления вокруг основной жилы (/) |
||
Скрутка ответвления |
|
|
Эскизы и наименование операций |
Инструктивные указания и пояснения |
|
Покрыть скрутку раствором канифоли или паяльного жира и пропаять с помощью паяльника, паяльной лампы или газовой горелки с насадкой- паяльником |
||
Пайка скрутки |
|
|
Наложить изоляцию из липкой изоляционной ленты с таким расчетом, чтобы ленты перекрывали друг друга и захватывали часть заводской изоляции жил 2—3 слоями Покрыть ответвление влагостойким лаком |
||
Изолировка . |
|
|
Соединение и ответвление медных жал сечением до 10 ммг в коробках скруткой |
||
Снять изоляцию специальными клещами или монтерским ножом на расстоянии 25—30 мм? позволяющем скрутить оголенные жилы |
||
Снятие изоляции |
|
|
Зачистить концы жил стеклянной шкуркой, придерживая провод во избежание повреждения изоляции в месте ввода в коробку или о края коробки |
||
Зачистка концов жил |
|
|
Скрутить жилы плоскогубцами или пассатижами плотно, из расчета 2—3 витка на каждые 10 мм длины скрутки |
||
Скрутка жил |
|
|
 С жилы ответвления снять изоляцию на расстоянии, равном 15—20 диаметрам жилы (/)
С жилы ответвления снять изоляцию на расстоянии, равном 15—20 диаметрам жилы (/)Эскизы и наименование операций |
Инструктивные указания и пояснения |
Покрыть скрутку раствором канифоли или паяльного жира и пропаять с помощью паяльника, паяльной лампы или газовой горелки с насадкой- паяльником |
|
Пайка скрутки |
|
Изолировать пайку 2—3 слоями липкой изоляционной ленты с перекрытием каждого витка Покрыть пайку влагостойким лаком |
|
Изолировка соединения |
|
Соединение медных однопроволочных жил сечением 6—10 мм2 бандажной скруткой |
|
Снять изоляцию с концов жил монтерским ножом на расстоянии, равном 7—10 диаметрам жилы, располагая лезвие ножа под углом во избежание надрезания жил |
|
Снятие изоляции |
|
Зачистить оголенную часть жил стеклянной шкуркой или наждачной бумагой |
|
Подготовка концов жил и бандажной проволоки |
|
Сложить подготовленные концы жил и уложить конец бандажной проволоки в желобок, образованный соединяемыми жилами (/) |
|
Выполнение бандажной скрутки |
|
Эскизы и наименование операций |
Инструктивные указания и пояснения |
Покрыть скрутку соединения раствором канифоли или паяльным жиром и пропаять с помощью паяльника или другим способом |
|
Пайка соединения |
|
Наложить изоляцию из липкой ленты с таким расчетом, чтобы ленты перекрывали друг друга и захватывали часть заводской изоляции жил Покрыть соединение влагостойким лаком |
|
Изолировка |
|
Как производится пайка медных проводов?
Пайка проводов является неотъемлемой процедурой монтажа электрической проводки.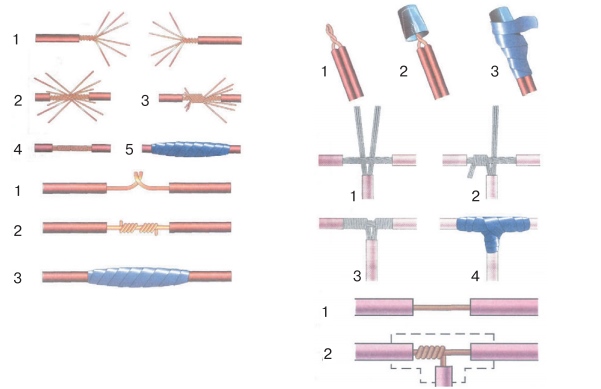 Качественно произведенная пайка, скрепленные провода в коробке распределения, правильная скрутка – все это позволит сделать долговечную электрическую проводку.
Качественно произведенная пайка, скрепленные провода в коробке распределения, правильная скрутка – все это позволит сделать долговечную электрическую проводку.
Для надежного и прочного соединения проводов чаще всего применяется пайка.
Сегодня достаточно часто используются электрические проводники, которые изготовлены из провода. Подобное приспособление делается из меди или алюминия. Стоит заметить, что качество и период службы проводов из меди делают их наиболее выгодными для пользователей, несмотря на то, сколько стоит материал.
Соединять провода электрической проводки можно различными способами. Основными из них являются следующие:
- опрессовка;
- пайка;
- клеммники;
- сварка.
Читайте также:
Как сделать пневмодомкрат своими руками.
Построение правильного шестигранника.
О ремонте гидравлического домкрата читайте тут.
Как паять провода с помощью паяльника?
Методы скрутки проводов.
Прежде всего понадобится подготовить рабочее место: все нужные материалы и инструменты должны располагаться поблизости, для того чтобы в процессе выполнения всех работ не возникли трудности. Для пайки нужны некоторые специальные средства, без которых обойтись не получится.
Понадобятся следующие элементы:
- подставка для паяльного инструмента;
- канифоль;
- флюс;
- паяльный инструмент;
- губка, которая будет использоваться для того, чтобы удалить с жала загрязнения, мешающие выполнять пайку электрической проводки.
Последовательность действий в данном случае такова:
Для пайки проводов паяльником понадобится канифоль и пропой.
- В качестве примера будет рассмотрено скрепление двух проводов из меди. Кабели могут быть как многожильными, так и одножильными. Разница между пайкой данных приспособлений в том, что многожильные кабели нужно предварительно скрутить, чтобы зафиксировать. В таком случае пайка будет происходить быстрее.

- Когда многожильные провода будут скручены, понадобится произвести лужение материала. Выполнять данный процесс необходимо так, чтобы припой правильно воссоединился с основанием провода.
- Как только приспособление будет залужено, понадобится покрыть паяемое основание припоем. Для этого нужно расплавить немного припоя, затем нанести его на наконечник паяльного инструмента. После этого нужно провести жалом по отмеченному участку кабеля. Нужно позаботиться о том, чтобы тиноль полностью покрыл участок кабеля тонким слоем.
- Для кабелей, которые будут обработаны данным образом, будут необходимы скрутка и прогревание с помощью паяльного инструмента (для проводов небольшого сечения).
- Если необходима скрутка рабочих элементов большого сечения, данный процесс нужно выполнять несколько иначе. Производится лужение скрутки (прогревается паяльным инструментом, опускается в канифоль). Скрутку контактов нужно прогреть, после чего наносить припой до тех пор, пока не будет достигнута конечная цель. Следовательно, в результате можно получить правильную и качественную скрутку контактов.
Выполняя нагрев скруток электрической проводки, разогрев рекомендуется производить первым делом с дальнего конца от изоляции. Если пренебречь данной рекомендацией, то скрутка может повредить слой изоляции.
Вернуться к оглавлению
Особенности пайки
В коробке распределения соединения шлейфов должны быть хорошего качества, так как пайка данных элементов электросети выполняется на долгий период.
Вид провода при пайке, сварке, скрутке.
Раньше в большинстве случаев производилась скрутка кабелей в соответствующей коробке для распределения при помощи механического воздействия. Скрутка в качестве метода скрепления шлейфов проводки запрещается ПУЭ, так как после данного скрепления сопротивление будет способствовать нагреву проводов, что является недопустимым.
Пайка – это не самый быстрый и простой метод монтажа шлейфов проводки. Однако у нее есть одно существенное преимущество – надежность соединения.
Однако у нее есть одно существенное преимущество – надежность соединения.
Температура плавления припоя гораздо ниже такого же показателя шлейфов из меди. Необходимо знать, что тиноль дает возможность распускать внешний слой металла провода из меди. При застывании получится качественная скрутка шлейфов.
После завершения зачистки провода на его основании может образовываться оксидная пленка. Именно в этом и заключается трудность пайки алюминия. Подобная пленка может быть удалена химическим или механическим путем, все будет зависеть от применяемого способа пайки. Чтобы избежать образования пленки, понадобится использовать флюс, который предназначается для пайки необходимого материала. Слой флюса, который наносится на основание проводов, должен быть тонким.
Химический способ удаления пленки заключается в следующем: место, к которому планируется присоединить провод, понадобится зачистить, после чего аккуратно нанести на него несколько капель раствора медного купороса. Далее к этому месту нужно подключить отрицательный полюс источника тока, к положительному полюсу при этом подключается кусок проволоки из меди. Конец проволоки следует опустить в каплю так, чтобы проволока не коснулась места соединения.
Чтобы соединять медные провода, следует использовать припои для пайки из свинца и олова, а также канифоль, которая используется в качестве флюса. Пайка кабелей из алюминия электрической проводки предполагает применение припоев из цинка и алюминия. Для флюса нужны цинковые и литиевые соединения. Рекомендуется использовать и газовые горелки, так как температура плавления будет приблизительно 500° С.
Вернуться к оглавлению
Как паять медные и алюминиевые провода?
Устройство паяльника для пайки проводов.
Основание провода из меди понадобится зачистить, прогреть паяльным инструментом, после чего погрузить в канифоль. Далее следует расплавить каплю припоя, затем провод погрузить в нее, чтобы выполнить лужение паяльником по основанию. Данный процесс должен выполняться одинаковыми движениями.
Данный процесс должен выполняться одинаковыми движениями.
Припой для пайки должен покрыть основание провода по минимуму, его излишки следует удалить с основания при помощи паяльного инструмента. С данной целью понадобится установить паяльник на место соединения, чтобы излишки удалились сами по себе. Стоит заметить, что красный цвет провода из меди должен измениться и получить серебристый оттенок.
Если кабель многожильный, то каждую проволоку небольшого сечения понадобится раскрутить, после чего лудить паяльным инструментом. Далее все понадобится вернуть в исходное положение (закрутить обратно).
Провод из алюминия перед пайкой электрической проводки понадобится зачистить, после чего покрыть его основание при помощи предварительно подготовленного флюса. После этого провод из алюминия нужно натереть куском тиноля и нагреть пламенем горелки с газом. После выполнения данных действий с алюминия сойдет пленка из оксида. В результате окисления разрушатся, а рабочее основание материала будет хорошо лудиться.
Чтобы увеличить качественный показатель соединения проводов с одной проволокой, следует использовать маленькую скрутку уже залуженных кабелей, при которой тинолем надо заполнить все образовавшиеся промежутки.
Завершающий этап скрепления электрической проводки предполагает восстановление слоя изоляции проводов. Необходимо обратить внимание на то, что этот этап работ очень важен. Для сухих комнат необходимо использовать хлопчатобумажную изоленту.
На улице и в комнатах с высокой влажностью рекомендуется использовать изоленту, которая изготавливается из поливинилхлорида. Данный материал надо наложить на скрутку в несколько слоев так, чтобы можно было защитить не только оголенные провода, но и расстояние с двух сторон на несколько сантиметров. Конец намотанной изоленты надо будет заворачивать внутрь, чтобы он мог полностью закрыть голову скрутки. Выполнять изоляцию проводки нужно обязательно, так как в коробке для распределения, где располагается скрутка, может происходить короткое замыкание из-за соприкосновения кабелей с разными зарядами.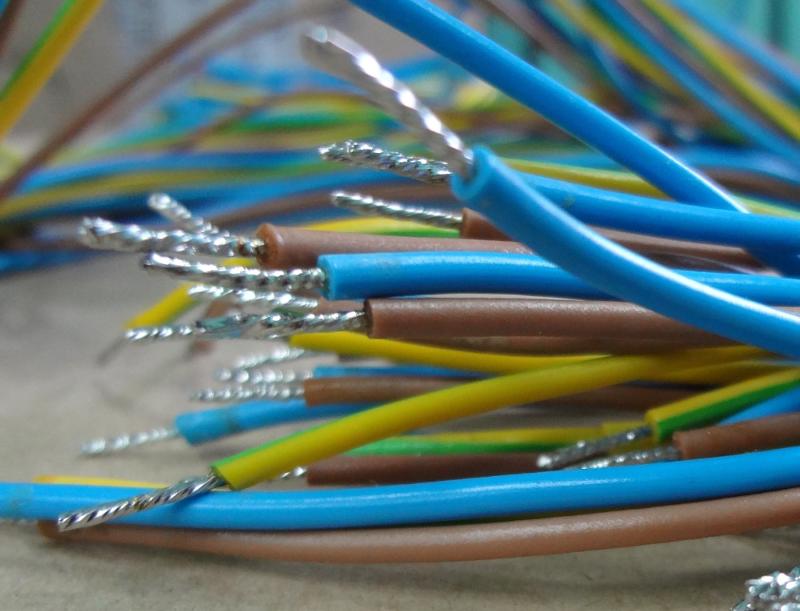
Как только контакты в коробке для распределения будут изолированы, можно приступать к использованию специальных колпаков, которые фактически дублируют изоленту.
Это нужно для большей надежности и улучшения качества работ.
Вернуться к оглавлению
Советы по пайке проводов
Чтобы правильно выполнить пайку, следуйте рекомендациям:
Виды соединения проводов под пайку.
- Выбирать паяльный инструмент необходимо с заменяемыми наконечниками в форме лопат, иголок и конусов.
- Перед выполнением пайки надо произвести тщательную чистку жала. Если наконечник будет слишком загрязнен, то нужно пустить в ход паяльный инструмент. Таким образом можно снять загрязнения с основания инструмента. В данном случае можно использовать картон или кусок дерева.
- Не рекомендуется оставлять паяльный инструмент сухим в процессе нагрева рабочего элемента. Следовательно, нужно опускать жало в канифоль. Таким образом можно легко определить, когда паяльный инструмент разогреется и будет готов к работе.
- Следует знать, что в процессе изменения длины паяльного инструмента возможно менять температуру нагрева приспособления.
- В процессе пайки настоятельно рекомендуется использовать защитные средства: перчатки, очки, спецодежду. Следует заметить, что все работы с металлом должен производить человек, тело которого защищено спецодеждой.
- В качестве источника тока можно использовать аккумулятор или обыкновенную батарейку от карманного фонарика.
Если следовать данной инструкции и придерживаться рекомендаций опытных мастеров, можно выполнить качественную и долговечную пайку.
сварочный аппарат, холодная пайка и тонкие провода
На чтение 6 мин. Просмотров 45 Опубликовано Обновлено
Спайка проводов – это обязательный комплекс мероприятий, задача которых – установить электропроводку в помещении. Качественное соединение жил пайкой, соединение проводов в распределительном щитке, правильная скрутка – это факторы, от которых зависит долговечность и работоспособность электрической проводки.
Преимущества и недостатки пайки электропроводки
Паяное соединение считается одним из лучших по надёжностиЧтобы правильно спаять провода, нужно ознакомиться с достоинствами и недостатками метода. Несмотря на существующие аналоги, этот способ считается самым распространенным и востребованным, особенно в электронике.
Достоинства:
- Надежность. Важный параметр – наличие и величина переходного сопротивления. Чем оно ниже, тем лучше. У пайки этот параметр чрезвычайно мал. По надежности пайка уступает сварке только в одном случае — если работы приходилось выполнять в экстремальных условиях, например, в среде с запредельно высокой или низкой температурой, воздействии агрессивных сред. Если речь идет о квартирной проводке или загородном доме, подобные факторы исключены.
- Соединение не нуждается в обслуживании.
- Универсальность использования. С помощью пайки удается соединять одножильные и многожильные провода с разными площадями сечения, в любых комбинациях. Такая универсальность позволяет решить много нестандартных и трудновыполнимых задач. К тому же использование флюсов обеспечивает надежное соединение медных и алюминиевых жил.
- Низкая стоимость соединения. Для проведения работ понадобится паяльник, припой и флюс. Стоимость мала, а расход экономичный.
Недостатки:
- Низкая технологичность. Для проведения работ требуется выполнить много подготовительных мероприятий, отсюда следует высокая трудоемкость.
- Потребность в квалификации исполнителя.
При пайке изменения в материях происходят на молекулярном уровне, поэтому предварительно спаиваемые детали подвергаются основательной подготовке.

Что нужно для пайки электропроводки
Паяльник электрическийПеред тем как запаять провод, готовят рабочий инструмент и расходные материалы. Для выполнения работы потребуется следующий список инструментов:
- Обычный бытовой паяльник, мощность которого колеблется в пределах 40-100 Вт. В качестве аналога используют сварочный аппарат, на котором есть возможность управлять температурой жала, что упрощает процесс пайки.
- Мелкий напильник для зачистки жала паяльника.
- Нож для удаления изоляционного слоя.
- Пассатижи для скрутки.
- Канифоль, предназначенная для лужения поверхности.
- Припой для спайки разных материалов, в качестве аналога используют бескислотные флюсы.
Пайка алюминиевых и медных проводов несколько отличается видами используемых припоев.
| Медь | Алюминий |
Используются составы из олова и свинца. Маркировка следующая:
|
|
Как правильно запаять провода
Пример универсальной заточки жала паяльника и правильного обслуживания его рабочей областиПроцесс пайки может несколько отличаться в зависимости от используемых материалов. Разные способы предусматривают применение разных паяльных составов и флюсов. Чаще всего пайка проводов проводится при соединении медных проводов с площадью сечения до 6 мм.кв.
При выполнении работ соблюдают следующий алгоритм:
- С проводов снимается изоляционный слой приблизительной протяженностью 5-6 см.
- Разогревают рабочий инструмент и им покрывают поверхность слоем канифоли или флюса. Первый плохо работает на окисленных поверхностях, при глубоком проникновении в скрутку важно предварительно тщательно обрабатывать материалы.
- Прогревая провод с помощью разогретого инструмента с припоем на жале, важно достичь равномерного распределения припоя по всей обрабатываемой поверхности.
- При пайке скрутки специалисты должны заполнить припоем все неровности.
- По окончании выполнения работы все скрутки тщательно изолируют при помощи специальных насадок, изоленты и термоусадочной трубки.

Зачистка проводов от изоляцииЕсли требуется работать с алюминием, важно учитывать его высокую скорость окисления при контакте с кислородом. Образующаяся пленка не позволяет создать надежное сцепление металла с припоем.
Окись удаляется механическим способом, далее поверхность обслуживается. Алгоритм соединения алюминиевых жил зависит от разновидности используемого флюса и площади сечения. Для нагревания, как правило, используют газовую горелку.
Порядок пайки жил площадью 4-10 мм.кв:
- На концах жил длиной 5-6 см удаляется изоляционный слой.
- Для получения металлического блеска жилы зачищают надфилем, наждачной бумагой или ножом.
Лужение многожильных проводов
- Соединяют жилы друг с другом внахлест способом двойной скрутки, в месте касания посередине делается желобок.
- Место соединения прогревают до температуры, которая близится к температуре плавления спайки.
- Аналогичным способом обрабатывается каждая сторона скрутки, все полости заполняются оловом.
- По окончании работ место соединения очищают с помощью бензина.
- Очищенная поверхность покрывается асфальтовым лаком и тщательно изолируется.
Работы не отличаются быстротой, однако высокое качество и долговечность соединений стоит потраченного времени и сил.
Как паять медные и алюминиевые провода
Пайка проводов методом скруткиМедный провод тщательно зачищают, потом погружают в канифоль. Специалист расплавляет несколько капель припоя и для лужения провод погружают в расплавленную массу. Процедура выполняется осторожными и равномерными движениями.
Процедура выполняется осторожными и равномерными движениями.
Припой для пайки должен прикрывать поверхность провода минимально, насколько это возможно. Излишки удаляют раскаленным паяльником. В ходе выполнения работ красный оттенок медного провода должен измениться на серебристый.
Если работа предстоит с многожильными паяльниками, каждая проволока должна быть раскручена и лишь после лудится. Далее все возвращается в исходное положение.
Алюминиевый провод перед пайкой электрических проводов требуется зачистить, после чего равномерно распределить по его поверхности ранее подготовленный флюс. Далее провод из алюминия тщательно натирается небольшим куском тиноля и прогревается пламенем газовой горелки. Такие манипуляции позволят эффективно избавиться от оксидной пленки.
Чтобы увеличить показатель качества соединения однопроволочных проводов, используется скрутка из залуженных проводов небольших размеров. Все образующиеся полости заполняются тинолем.
Следующий этап – соединение медных и алюминиевых проводов. Для этого восстанавливают изоляционный слой. Для сухих помещений можно использовать только хлопчатобумажную изоленту.
Рекомендации, меры предосторожности
Профессиональный паяльник DANIU 110V/220V 60W с регулировкой температуры и набором инструментовСледует ознакомиться с рекомендациями, которые позволят качественно выполнять поставленные задачи:
- При выборе паяльника нужно обращать внимание на модели, оснащенные дополнительно конусами, иглами и комплектом сменных наконечников.
- Прежде чем приступать к выполнению пайки, нужно особое внимание уделить зачистке жала. Если наконечник слишком загрязнен, всю грязь удаляют с помощью паяльника. Вспомогательно можно использовать куски дерева или картон.
- При изменении длины паяльника также изменяется температура нагревания инструмента.
- Во время нагревания рабочего элемента не рекомендуется паяльник оставлять «сухим». Нужно жало регулярно опускать в канифоль.

Важно соблюдать меры предосторожности. Работать нужно в средствах индивидуальной защиты: специальная одежда (спецовка), очки и перчатки. Нельзя оставлять открытые участки тела, в противном случае могут образоваться сильные ожоги.
Технология правильной пайки проводов электрическим паяльником
Среди многих способов соединения электропроводов пайка является наиболее надежным методом. Работа с паяльником требует усидчивости, понимания технологического процесса и определенных навыков. Ознакомиться с тем, как правильно паять провода можно по приведенным в статье видео, фото.
Технологические особенности
В процессе пайки припой заполняет пространство между электропроводами. Плавление самого припоя при этом происходит при температуре намного ниже, чем металлических проводов. Качество электрического контакта напрямую зависит от чистоты соединяемых элементов и их хорошего обволакивания припоем. Перед тем как паять проводку проводится очистка поверхности от окислительной пленки и жиров. Для этого используются специальные флюсы. Они повышают качество растекания расплавленной массы, а также снижают поверхностное натяжение.
Что необходимо для пайки
Пайка проводов требует наличия соответствующего инструмента, а также некоторых материалов. Комплект для спайки жил электропроводов включает:
- паяльник;
- припой;
- флюс;
- вспомогательные принадлежности.
Паяльник
При помощи этого инструмента проводится нагрев соединяемых деталей. Паяльник может использоваться газовый, термовоздушный, электрический. Наиболее практичны при работе дома электрические инструменты. Они состоят из ручки, нагревательного устройства, а также рабочего наконечника. Электропаяльник подключается к электросети и через некоторое время температура его жала достигает порядка 300 градусов. Этого вполне достаточно для плавления припоя и соединения элементов.
Электропаяльник подключается к электросети и через некоторое время температура его жала достигает порядка 300 градусов. Этого вполне достаточно для плавления припоя и соединения элементов.
Припой
Данный металлический сплав имеет пониженную температуру своего плавления и хорошую текучесть. В него включают свинец, медь, а также олово, серебро, никель, кадмий. Спайка медных проводников проводится припоем ПОС-60. Эта марка показывает, что сплав состоит из олова со свинцом. В данном случае на оловянную составляющую приходится 60 %.
Наиболее удобным материалом является чистое олово, однако оно имеет весьма высокую стоимость. Выпускается припойный материал в виде пасты, гранул, порошка, проволоки, слитков или же фольге. Учтите, что для спайки алюминиевых электропроводов требуется применять специальные сплавы на цинковой основе. Для этих целей отлично подойдут такие материалы, как ЦА-15 и ЦО-12.
Флюс
Перед тем как припаять провод, проводится обработка места соединения специальным материалом. В состав флюса входит смесь специальных веществ органического и неорганического происхождения. При помощи данного вещества проводится подготовка места соединения перед спаиванием.
К наиболее применяемым флюсам относится ортофосфорная или ацетилсалициловая кислота, канифоль, соль бура и нашатырь. Сосновая смола весьма удобна при проведении паяльных работ, однако требует выполнения некоторых манипуляций. Нанесение кислоты на соединяемые детали и микросхемы проводится с помощью небольшой кисточки. Некоторые фирмы производители выпускают особую проволоку (припой) с имеющейся внутри канифолью. Это значительно ускоряет паяльный процесс и не требует отдельной обработки каждой жилы.
Вспомогательные принадлежности
К дополнительным принадлежностям для паяльных работ относится рабочее место, которое не будет бояться случайных капель расплавленного флюса или же припоя, подставка для электропаяльника, небольшой напильник. Помимо этого, понадобится губка (влажная ткань) для протирки паяльного наконечника, нож для зачистки соединяемых жил, шлифовальная шкурка, пассатижи, спирт, а также изолента..jpg)
Правильное соединение электропроводов для пайки
Перед тем как паять провода паяльником выполняется подготовка соединительных проводников. Для этого их жилы освобождаются от изоляционного слоя, зачищаются и обезжириваются. Соединение их вместе можно выполнять любым из известных способов. К наиболее распространенным методам относится механическая скрутка двух и более проводников. Учтите, что нельзя соединять вместе алюминиевые и медные жилы. Для этого используются специальные переходные клеммники.
Подготовка к работе
Для того чтобы понять, как паять правильно электрические провода, необходимо ознакомиться с самим процессом работы, а также провести подготовительный этап. Он предполагает выполнение непосредственной подготовки рабочего места. Для этого на столике для пайки располагаются все необходимые инструменты, материалы. Помещение, в котором будет проводиться пайка должно быть хорошо проветриваемым.
Электропаяльник должен находиться на специальной подставке недалеко от розетки. Следите, чтобы его кабель не касался горячего корпуса, а также жала. После выполнения данной подготовки проводится зачистка соединяемых жил от изоляции на расстоянии порядка 40 мм и удаляется оксидная пленка. Это можно выполнить при помощи наждачной бумаги мелкозернистого типа. Зачищенные жилы должны иметь блестящий металлический вид. Заранее позаботьтесь о наличии изоленты или же термоусадочной трубки.
Технология лужения
После выполнения подготовительных процедур проводится лужение зачищенных поверхностей. Это необходимо выполнить перед соединением между собой. Для этого нагревается паяльник, прогревается конец проводника. Нагретая жила погружается в канифоль, после чего припойным сплавом с жала паяльника проводится по очищенному участку. Для ускорения процедуры можно слегка проворачивать электропровод. После окончания данной процедуры жила будет иметь равномерный серебристый вид. Этот процесс повторяется для всех соединяемых электрических проводников.
Этот процесс повторяется для всех соединяемых электрических проводников.
Работа с припоем
Припойный сплав имеет определенную температуру плавления. При нагреве паяльником он переходит из твердого состояния в жидкое и растекается по соединяемым поверхностям. В этот момент происходят физические и химические процессы, обеспечивающие необходимую надежность соединения. Учтите, что хорошее покрытие припоем достигается исключительно на чистых поверхностях, освобожденных от оксидной пленки, а также жировых загрязнений. Использование припоев с входящей в их состав канифолью значительно ускоряет процедуру пайки.
Процесс пайки
Далее непосредственно рассмотрим, как правильно паять паяльником провода? Держа в одной руке пассатижи, выполняется скрутка проводов. При соединении жил небольшого сечения и малой длине спаиваемого места проводить скручивание вовсе не обязательно. В этом случае электрические проводники плотно прижимаются друг к другу. Во вторую руку берется предварительно нагретый электропаяльник, набирается на его наконечник небольшое количество припоя.
Прижимая с небольшим усилием жало к месту соединения проводников, разогреваются их концы. Дождавшись, когда нанесенная канифоль начнет плавиться, участок покрывается расплавленным припойным материалом. После его растекания и проникновения во все зазоры по жилам, соединительное место оставляют остывать. После этого выполняют изолирование соединенных жил при помощи изоленты или же термоусадочной трубки.
Чтобы полностью разобраться, как правильно паять электрические провода паяльником уделите особое внимание хорошему прогреву участка спайки. При недостаточной температуре припой не сможет провести необходимое смачивание поверхности перед застыванием. Это приведет к ухудшению качества спайки и снижению ее прочности. Такой процесс имеет название «ложной» или «холодной» пайки.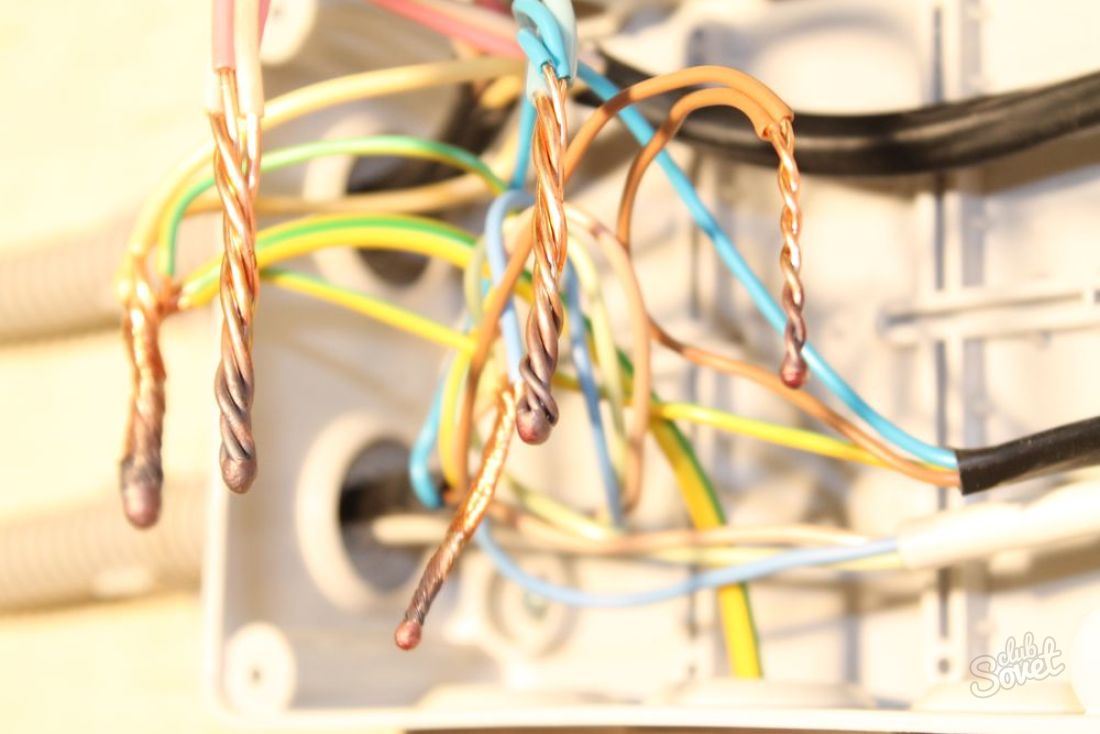 Во время застывания припойного материала нельзя трогать соединяемые элементы. Они должны находиться в неподвижном состоянии до полного остывания припоя. На заключительном этапе спаянное место протирается спиртом для очищения от остатков флюса.
Во время застывания припойного материала нельзя трогать соединяемые элементы. Они должны находиться в неподвижном состоянии до полного остывания припоя. На заключительном этапе спаянное место протирается спиртом для очищения от остатков флюса.
Чтобы надежно заизолировать соединение, необходимо намотать на запаянные жилы 3-4 слоя изоляционной ленты. При использовании термоусадочной трубки следует заранее ее надеть на один из концов провода. Длина этого изолятора должна быть на 20 мм длиннее неизолированного места. После спайки она натягивается на соединенный участок, нагревается с помощью обычной зажигалки или же фена. Полученное электрическое соединение будет заключено в герметичную изоляцию.
Хитрости пайки
Перед тем как соединять электрическим паяльником провода необходимо следить, чтобы его жало было в чистом виде. Это будет повышать теплопроводность и прочность соединения. Для очистки наконечника применяют влажную ткань.
При использовании флюса активного типа зачищенная жила проводника обрабатывается составом, прогревается электропаяльником с припоем в небольшом количестве, а далее — по стандартной технологии. При пайке скруток допускается пропустить процедуру лужения, а сразу обработать место соединения флюсом, после чего приступить к пайке скрученных проводников. В этом случае обязательно протирается место спайки спиртом для удаления остатков агрессивных химических материалов.
Многожильные проводники распушивают перед лужением и окунают в канифоль. Нанесение припоя проводится весьма тщательно, чтобы каждый проводник был им полностью покрыт. По окончании остывания жилы соединяются и пропаиваются электропаяльником с оловом.
Изучив основные технологические процессы и просмотрев видео, можно научиться свободно соединять электропровода методом пайки и даже переходить к более сложным работам.
Соединение пайкой | Соединение токопроводящих жил проводов и кабелей
- Подробности
- Категория: Кабели
Содержание материала
Страница 2 из 4
При паянии, токопроводящих жил частицы расплавленного металла припоя проникают в нагретый металл жил, надежно соединяя их. Такое соединение может быть получено только при правильном выборе припоя и флюса и тщательной подготовке поверхностей спаиваемых жил. Преимущество ее перед сваркой в том, что она не требует расплавления жил, к недостаткам относится большой расход дорогостоящих припоев и флюсов.
Такое соединение может быть получено только при правильном выборе припоя и флюса и тщательной подготовке поверхностей спаиваемых жил. Преимущество ее перед сваркой в том, что она не требует расплавления жил, к недостаткам относится большой расход дорогостоящих припоев и флюсов.
Пайку медных жил сечением до 10 мм2 производят следующим образом. После снятия изоляции жилы зачищают до блеска и скручивают двойной скруткой так, как показано на рис. 7. При этом длина желобка 1 между рядом расположенными жилами должна быть не менее 20 мм для жил сечением до 4 мм2 и не менее 30 мм для жил сечением 6 и 10 мм2. После скрутки удаляют остатки пленки окиси с помощью флюса (порошок канифоли или раствор канифоли в спирте). Соляную кислоту использовать в качестве флюса нельзя — она разрушает не только пленку окиси, но и основной металл. После выполнения всех предварительных операций скрутку нагревают до температуры плавления припоя (ПОС-30 или ПОС-40 — припой оловянисто-свинцовый с 30 или 40% олова) — около 250 °С.
Рис. 7. Соединение проводов скруткой с последующей пропайкой
Пайку медных проводов сечением 16…240 мм2 выполняют в медных гильзах, имеющих отверстие на цилиндрической поверхности. После снятия изоляции, зачистки и обработки флюсом концы жил вводят с двух сторон в гильзу и уплотняют асбестовой подмоткой, препятствующей вытеканию припоя. На жилы надевают стальные экраны. Когда при нагреве температура гильзы достигнет нужной величины, в ее отверстие вводят пруток припоя и плавят его до полного заполнения гильзы.
Для пайки проводов больших сечений используют высокопроизводительный метод полива. Он заключается в том, что залуженные концы жил вводят в залуженную изнутри гильзу, а затем стальной ложкой в отверстие гильзы заливают припой, предварительно расплавленный в специальной кастрюле с газовым или электрическим подогревом.
Технология пайки алюминиевых проводов малых сечений такая же, как и медных сечением до 10 мм2, различие лишь в марках припоев и флюсов.
Для пайки алюминиевых проводов сечением до 10 мм2 применяют флюсы ВАМИ или АФ и специальные припои (чаще всего припой марки А, состоящий из олова, цинка и меди).
Пайка многопроволочных алюминиевых проводов сечением 16…240 мм2 требует предварительного облуживания всех проволок
жилы. Для этого освобожденный от изоляции конец провода разделывают так (рис. 8), чтобы центральная проволока и последующие повивы образовывали ступеньки длиной 10 мм, а последний, наружный повив — 40 мм. На край изоляции наматывают бандаж из асбестового шнура, жилу смазывают флюсом и нагревают до температуры плавления припоя. Затем прутком сильно натирают всю ступенчатую разделку, снимая окись пленки и покрывая проволоки жилы слоем припоя.
Рис. 8. Подготовка к пайке многопроволочных жил: а— ступенчатая разделка многопроволочной жилы сечением 16—35 мм2, б— то же для жилы сечением 50… 95 мм2, в — то же для жилы сечением 120…150 мм» />
Быстрее и эффективнее эту операцию можно произвести, если одновременно с прутком натирать жилу стальной кисточкой. Облуженные жилы 4 (рис. 9) укладывают в разъемную металлическую форму 3 так, чтобы их центральные проволоки соприкасались. Перед этим в местах входа в форму на жилы накладывают асбестовое уплотнение 2, внутреннюю поверхность формы покрывают мелом. Когда обе половины формы собраны и закреплены проволочными бандажами, на жилы надевают экраны 1 и направленным пламенем нагревают среднею часть формы. В литниковое отверстие вводят пруток припоя, который, расплавляясь, заполняет форму до верха отверстия. Одновременно стальной мешалкой перемешивают припой и удаляют шлаки. После охлаждения экраны и обе половины муфты снимают, соединение покрывают лаком и изолируют.
Таким же образом можно соединять медные жилы с алюминиевыми, причем ступенчатую разделку медной жилы облуживают припоем ПОС-60, а алюминиевой — припоем А.
Рис. 9. Пайка многопроволочной жилы
|
 См. Soldering 101 на вкладке Сопутствующие товары , чтобы узнать о различиях между различными типами припоев для ювелирных изделий и оборудованием, необходимым для каждого типа припоя.
См. Soldering 101 на вкладке Сопутствующие товары , чтобы узнать о различиях между различными типами припоев для ювелирных изделий и оборудованием, необходимым для каждого типа припоя. )
)Материалы для изготовления ювелирных изделий | Education Station
Если материала, который вы ищете, еще нет на этой странице, попробуйте:
- Категория драгоценных камней — Почти каждая категория драгоценных камней в разделе «Драгоценные камни и жемчуг» нашего веб-сайта содержит информацию о драгоценных камнях. камень.Обычно он находится вверху страницы каждой категории драгоценных камней, но иногда выходит за пределы нижней части страницы.
- Страница «О металлах» — Страница «О металлах» содержит подробную информацию о драгоценных металлах, основных металлах, сплавах и покрытиях. Мы находимся в процессе перемещения или копирования этой информации на эту страницу.
304, 316L и т. Д .: См. Нержавеющая сталь и хирургическая нержавеющая сталь .
.999 Чистое серебро: Чистое серебро можно просто проштамповать 999 или.999. Чистота серебра составляет не менее 99,9%. Преимущества использования чистого серебра 999 пробы в ваших украшениях включают тот факт, что оно более мягкое (более пластичное для работы), чем стерлинговое серебро, его можно плавить (соединять под действием тепла, без припоя ), и оно имеет тенденцию к потускнению медленнее, чем стерлинговое серебро. сплавы. Чистое серебро не содержит никель, кадмий, свинец и соответствует Директиве ЕС по никелю. Также см. Серебро пробы .
сплавы. Чистое серебро не содержит никель, кадмий, свинец и соответствует Директиве ЕС по никелю. Также см. Серебро пробы .
Ацетат: Ацетат похож на люцит (акриловую смолу), но эта форма пластика фактически начинается с уксусной кислоты (также известной как домашний уксус) в сочетании с различными основами, чтобы придать ему желаемый цвет и текстуру. Брелоки из ацетата, соединители и другие компоненты прочные, легкие, слегка гибкие и необычайно гипоаллергенны. Эта комбинация делает его популярным для оправ для очков, а также для украшений.
Advanced Crystal: С 2012 года все бусины кристаллов Swarovski , хрустальные подвески и другие компоненты ювелирных изделий из хрусталя, а также призмы Swarovski Strass серии 8000 производятся с использованием усовершенствованной формулы Advanced Crystal, не содержащей свинца (содержащей 0,009 % свинца или меньше).Специальная полировка, идеальный крой, точная геометрия и точные углы, основанные на более чем столетнем опыте, позволяют добиться максимального блеска. Advanced Crystal предлагает взыскательным клиентам кристалл высочайшего качества, гарантируя, что продукция Swarovski соответствует и превосходит законы, постановления и отраслевые стандарты. Благодаря усовершенствованному кристаллу Swarovski продолжает оставаться эталоном безопасных, красивых хрустальных бус, хрустальных кулонов и других компонентов ювелирных изделий из хрусталя.
Rings & Things является авторизованным реселлером Swarovski. См. Сертификат (PDF)
Alkeme: Металлические штамповочные заготовки Alkeme от ImpressArt являются хорошей альтернативой заготовкам из стерлингового серебра. Они сделаны в США из специально разработанного неагрессивного металлического сплава, не содержащего свинца, никеля и кадмия. Получающийся в результате мягкий металл позволяет даже замысловатым и тонким рисункам штамповки делать полные оттиски и отлично выглядеть. Украсьте серебристые заготовки Alkeme металлическими штампами, текстурными молотками и т.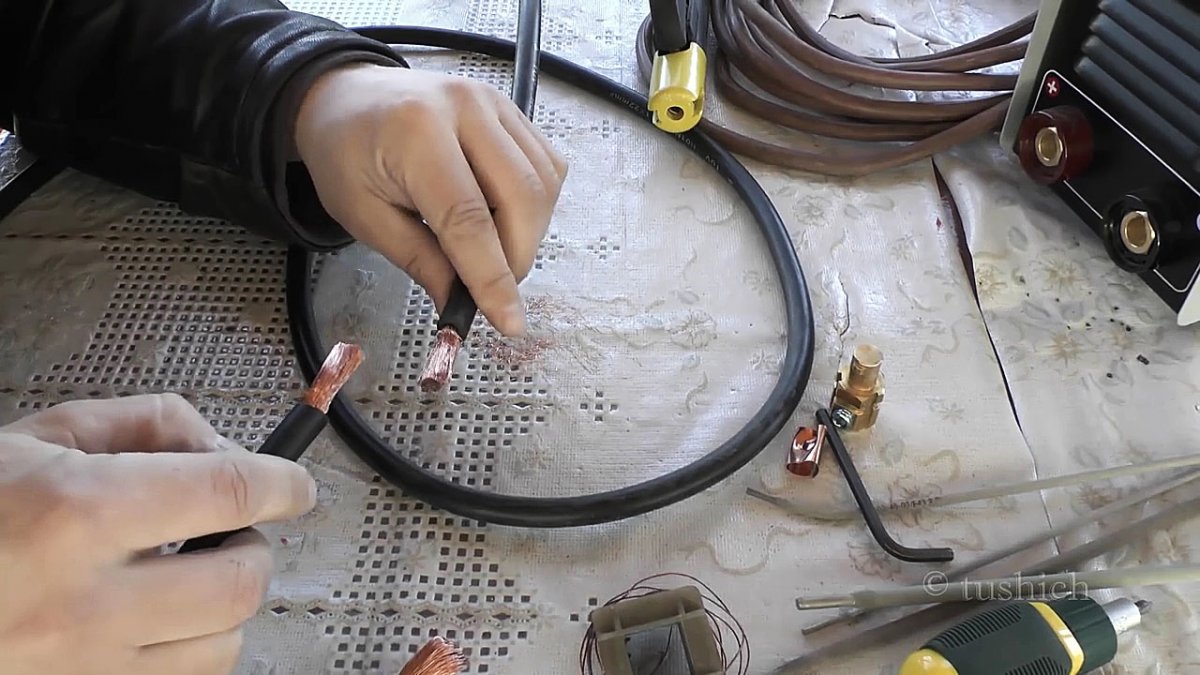 Д.Также их можно использовать для клепки и гравировки.
Д.Также их можно использовать для клепки и гравировки.
Алюминий: Алюминий — мягкий металл, который позволяет легко штамповать, тиснить и придавать форму другим ювелирным инструментам. Наши алюминиевые листы и заготовки изготовлены из элементарного алюминия, то есть наш алюминий — это просто алюминий: он не легирован другими металлами. Другими словами, он не содержит никель или других добавок, которые требуют предупреждения в Калифорнии или запрещены в ювелирных изделиях в ЕС. Некоторые преимущества алюминия: он не тускнеет.Обратной стороной этого является то, что вы не можете окислить его стандартными растворами для обработки ювелирных изделий. Однако вы можете приобрести анодированный алюминий ярких цветов или использовать спиртовые чернила или «патины» Vintaj для окраски текстурированного алюминия. Имейте в виду, что из-за мягкости алюминия его легко поцарапать, поэтому будьте осторожны при работе с алюминием. Используйте плоскогубцы с нейлоновыми губками или окуните инструменты в Tool Magic , чтобы предотвратить появление царапин.
Кость: Большинство наших бусин и подвесок из кости — это кость верблюда, яка или водяного буйвола, вырезанная вручную в Индии.Наши поставщики заверили нас, что животные не пострадали из-за этих ювелирных изделий; Используемые кость и рог взяты от животных, умерших естественной смертью, или являются просто способом утилизировать «остальную часть» животного, а не тратить кость впустую. Эти бусины и подвески прекрасно подходят для украшений ручной работы, но имейте в виду, что все изделия ручной работы различаются по размеру, цвету, рисунку и количеству в каждой нити, поэтому они не лучший выбор для людей, которым нужны идеально подобранные пары.
Хотите другой цвет? Чтобы добиться естественного античного вида, попробуйте смочить любые бусины из белой кости в чае, кофе или чернилах, имитирующих старую слоновую кость.Поэкспериментируйте с разными жидкостями, чтобы найти желаемый цвет (а)! Какой бы метод антиквариата вы ни использовали, не забудьте хорошо вымыть вещи и проверить их на «стойкость цвета», прежде чем делать готовые украшения.
Латунь: Латунь — это сплав меди, цинка и иногда других металлов. Наша латунь обычно состоит на 70% из меди и 30% из из цинка , но может варьироваться от 70% до 90% меди (с цинком в качестве остатка).
- Наша красная латунная проволока состоит на 90% из меди и на 10% из цинка, что придает ей немного более теплый цвет, чем у стандартной латуни.
- Необработанные (без покрытия) латунные компоненты обычно хорошо сочетаются с желтыми (плакированными) выводами, хотя они могут различаться по цвету и также могут работать с золотой пластиной. Поверхности изделий из необработанной латуни могут быть несовершенными и требовать полировки, а их отделка может измениться с возрастом.
- Некоторые сплавы латуни могут содержать до 1,74% железа для повышения прочности и долговечности. Эти сплавы не популярны для изготовления проволоки, но могут использоваться в качестве основного материала для гальваники, а также популярны в морских приложениях.
- Латунь с защитой от потускнения (запатентованный сплав) по цвету очень близка к золоту 14 карат. Другое название латуни, препятствующей потускнению, — латунь, устойчивая к потускнению, .
Britannia Pewter: Britannia — оловянный сплав с серебристым внешним видом и гладкой поверхностью. Это сплав олова, сурьмы и меди. Большинство оловянных бусин и ювелирных изделий TierraCast Britannia имеют покрытие (покрытие) другого цвета на основе олова. Информация о соответствии требованиям безопасности TierraCast .
Britannia Pewter / Crystal: Как и следовало ожидать, эти изделия изготовлены из бессвинцового сплава Britannia Pewter от TierraCast и оснащены компонентами Swarovski’s Sparkling Advanced Crystal .
Углеродистая сталь: Углеродистая сталь — это сплав стали с содержанием углерода до 2,1%. Углеродистая сталь может становиться тверже и прочнее в результате термической обработки, но она также становится менее пластичной (т.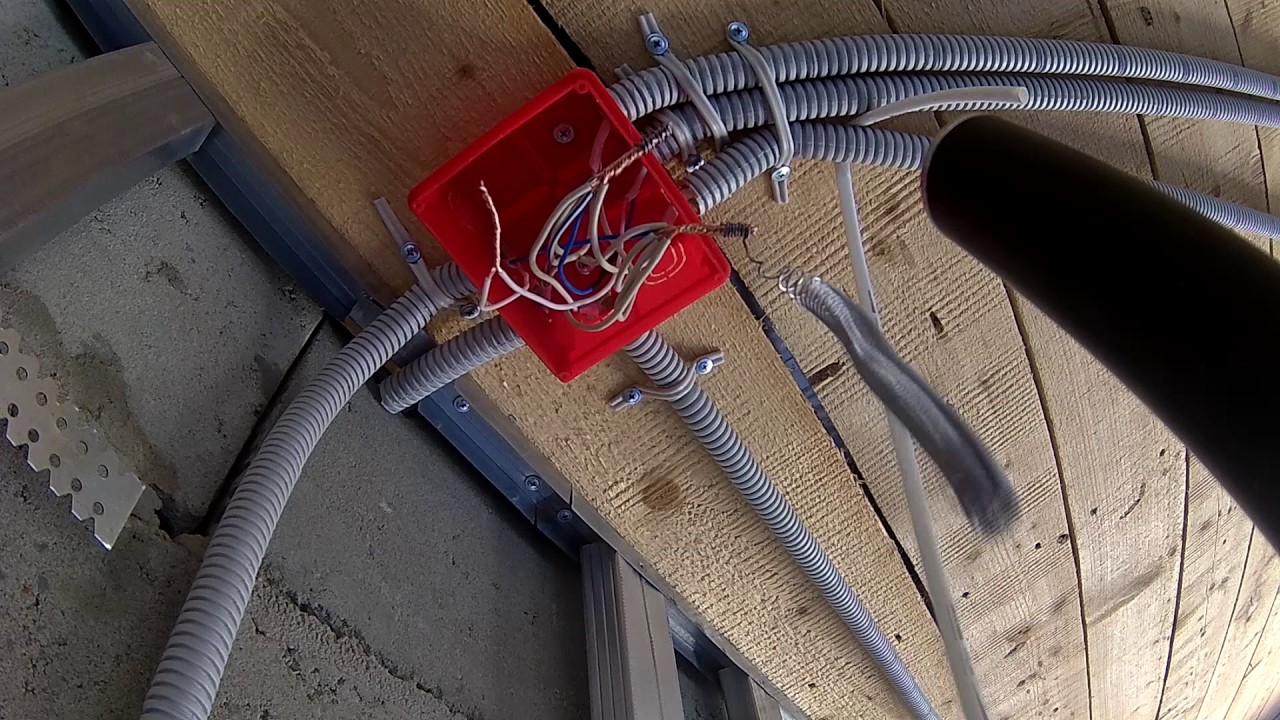 е. менее ковкой). Другими словами, вы не захотите использовать углеродистую сталь для обмотки проволоки, но она отлично подходит для металлических штампов и для пружинящих катушек проволоки с памятью.Одним из недостатков углеродистой стали является то, что ей не хватает коррозионной стойкости, как у нержавеющей стали .
е. менее ковкой). Другими словами, вы не захотите использовать углеродистую сталь для обмотки проволоки, но она отлично подходит для металлических штампов и для пружинящих катушек проволоки с памятью.Одним из недостатков углеродистой стали является то, что ей не хватает коррозионной стойкости, как у нержавеющей стали .
Керамика: Керамика — обожженная глина. Большинство наших керамических бусин расписано вручную. Некоторые из наших керамических подвесок и бусин имеют разноцветную глянцевую глазурь в стиле раку, а другие имеют естественную землистую отделку с высоким обжигом. В чем разница между фарфором и керамикой? Фарфор — это более изысканный вид керамики с более тонкой текстурой, который может быть стеклянным и полупрозрачным.
Медь: Медь (Cu) — это элементарный металл яркого красновато-оранжевого цвета с атомным номером 29. Это очень реактивный металл, то есть со временем он темнеет и приобретает патину, иногда с зеленоватый оттенок. Медь также может обесцвечивать кожу, чаще всего, когда ее плотно носят, как кольцо или плотно прилегающий браслет. Медь — мягкий металл, поэтому она отлично подходит для обмотки проволоки. Из-за мягкости меди твердые медные компоненты могут гнуться легче, чем бусинки и выводы из меди.Медь без покрытия обычно называется сырой медью или чистой медью.
Кристалл: См. Advanced Crystal (кристаллы Swarovski), Lead Crystal (стразы), бессвинцовые кристаллы (Spectra) и Rock Crystal Quartz .
Кристалл / латунь: Наши изделия с этим названием материала созданы Swarovski с использованием Advanced Crystal и основы Brass с блестящей родиевой пластиной или золотой пластиной .
Чешское стекло: Чешское стекло — это просто название материала, которое мы дали нашим стеклянным бусам, которые производятся в Чешской Республике. Чешская Республика включает исторические территории Богемии, Моравии и Чешской Силезии. Граненые граненые бусины производятся веками (раньше их называли чешскими стеклянными бусинами), а чешские прессованные стеклянные бусины известны во всем мире.
Граненые граненые бусины производятся веками (раньше их называли чешскими стеклянными бусинами), а чешские прессованные стеклянные бусины известны во всем мире.
Драгоценный камень: Наши бусины, подвески и фурнитура из драгоценных камней вырезаны из самых разных полудрагоценных камней (минеральных кристаллов), включая агаты и яшму, и иногда из драгоценных камней более низкого качества, таких как сапфиры, рубины и изумруды.Почти каждая категория драгоценных камней в разделе «Драгоценные камни и жемчуг » нашего веб-сайта включает физические свойства камня, историческую и метафизическую информацию, если это возможно, и любые специальные инструкции по уходу, которые могут потребоваться для некоторых типов драгоценных камней. Эта информация обычно находится вверху страницы, но иногда перетекает в конец категории.
Стекло: Стекло представляет собой некристаллическое аморфное твердое вещество. Обычно он основан на химическом составе кремнезема (кварца) со многими другими «ингредиентами» в зависимости от желаемых свойств и цвета.Традиционно большинство блестящих истинно красных цветов содержали золото, что делало хорошее красное стекло более дорогим, чем стекло других цветов.
Заливка золотом: Заливка золотом (также называемая накладкой из золота ) изготавливается с помощью тепла и давления для нанесения слоя золота карат на основу из менее дорогого металла. В качестве основного металла почти всегда используется латунь и , поскольку латунь хорошо сочетается по цвету и обладает хорошими характеристиками прочности и обрабатываемости для изготовления ювелирных изделий. Таким образом получается поверхность с каратным золотом.Минимальный слой каратного золота должен составлять не менее 1/20 от общего веса изделия. Этот слой золота в 17-25000 раз толще, чем слой золота на позолоченных украшениях.
Заполненные золотом трубки и проволока, как правило, бесшовные , поэтому тело касается только золота. Листы основного металла с золотым наполнением, используемые для других находок, могут быть , одинарное покрытие (золото только на видимой стороне) или , двойное покрытие (золото с обеих сторон, а иногда и по краю). Бесшовные изделия и изделия с двойным покрытием, заполненные золотом, менее подвержены обесцвечиванию, поскольку основной металл запечатан внутри золота.Однако слой золота на одинарном покрытом золотом 1/20 предмете такой же толщины (и такой же общий вес), как два слоя золота на двойном покрытом золотом предмете 1/20. Будьте осторожны при полировке предметов с золотым наполнителем, чтобы не удалить золотой слой.
Листы основного металла с золотым наполнением, используемые для других находок, могут быть , одинарное покрытие (золото только на видимой стороне) или , двойное покрытие (золото с обеих сторон, а иногда и по краю). Бесшовные изделия и изделия с двойным покрытием, заполненные золотом, менее подвержены обесцвечиванию, поскольку основной металл запечатан внутри золота.Однако слой золота на одинарном покрытом золотом 1/20 предмете такой же толщины (и такой же общий вес), как два слоя золота на двойном покрытом золотом предмете 1/20. Будьте осторожны при полировке предметов с золотым наполнителем, чтобы не удалить золотой слой.
Поверхностный слой каратного золота на изделиях с золотым наполнением обычно составляет 10 карат, 12 карат или 14 карат ( см. Дополнительную информацию на рисунке ). Чтобы узнать толщину слоя, ищите штампованную дробь, например 1/10 или 1/20. Это всегда 1/20, если не указано иное.
Примеры:
• 1/10 10kt GF: 1/10 от общего веса составляет 10kt золота.
• 1/20 12 карат GF: 1/20 от общего веса составляет 12 карат золота.
Рог: Большинство наших бусин и подвесок из рогов сделаны из рога водяного буйвола, вырезанного вручную в Индии. Черный и «натуральный» — это обычно первоначальный цвет рога без каких-либо обработок или красителей. Золото и красный рог можно отбеливать и / или красить. Окрашенные бусины и подвески из рогов могут не иметь стойкости к окраске. Наши поставщики заверили нас, что в результате этого не пострадали животные; Используемый рог — от животных, умерших естественной смертью.Наши роговые бусины и подвески ручной работы прекрасно подходят для украшений ручной работы, но имейте в виду, что все изделия ручной работы различаются по размеру, цвету, рисунку и количеству на нити, поэтому они не лучший выбор для людей, которым нужно идеально подобрать пары.
Бессвинцовый кристалл: Бессвинцовый радужный кристалл Swarovski Spectra обеспечивает превосходные результаты в отношении отражения света и яркости при отличном соотношении цены и качества. В то время как он делает красивые украшения в центре внимания, а также солнечные лучи для демонстрации в вашем офисе, дома или в машине.Это идеальный выбор для требовательного к цене потребителя.
В то время как он делает красивые украшения в центре внимания, а также солнечные лучи для демонстрации в вашем офисе, дома или в машине.Это идеальный выбор для требовательного к цене потребителя.
Кристалл свинца: Стекло с оксидом свинца (PbO) имеет более высокую плотность, что придает ему высокий показатель преломления, что делает его особенно блестящим. Оно немного более хрупкое, чем другие виды стекла, и его легче разрезать, чем многие другие виды стекла. Из свинцового стекла с содержанием оксида свинца от 24% до 32% и правильной огранки получаются блестящие радуги, сверкающие стразы и красивая столовая посуда. Однако хранить вино или другие кислые напитки в графинах с кристаллами свинца небезопасно, и из-за опасностей работы со свинцом и опасений по поводу того, что младенцы и дети глотают бусы на основе свинца, они больше не так популярны в ювелирных изделиях и столовой посуде , бокалы и графины, как это было в предыдущие века.
Ниобий: Поскольку ниобий является инертным элементом, большинство людей с аллергией на металл могут безопасно носить ниобий. Он очень устойчив к коррозии и другим реакциям и используется в медицинских имплантатах. По определению, ниобий не содержит свинца, никеля, кадмия или чего-либо еще: это просто ниобий. Фурнитура ювелирных изделий из ниобия бывает нескольких анодированных цветов. Анодированный металл окрашивают, погружая его в электрически заряженную «ванну», которая создает яркие цвета без покрытия или окраски поверхности.Цвета не отслаиваются и не отслаиваются, как гальванические или окрашенные поверхности. Магазин Ниобиевых ювелирных изделий.
Олово: Олово включает любой из многочисленных серебристо-серых сплавов олова с различным количеством сурьмы и меди. Старые / винтажные детали олова часто содержат свинец и , потому что он снижает температуру плавления сплава. Вы редко встретите олово, содержащее свинец, если не купите его у невежественного или недобросовестного поставщика. (Остерегайтесь цен, которые кажутся слишком хорошими, чтобы быть правдой! Избегайте дешевой оловянной посуды при изготовлении украшений, которые могут носить дети или иным образом прорезаться или проглотить.)
Некоторые из наших изделий из недрагоценных металлов, которые в предыдущие десятилетия изготавливались из олова, теперь изготавливаются из сплава латуни или цинка («Материал» на странице «Подробная информация») с оловянным покрытием под старину. («Цвет» на странице сведений об элементе).
Пластик: Синтетический материал, изготовленный из любого из множества органических синтетических или обработанных материалов, таких как полиэтилен, ПВХ и т. Д., Которому можно придать форму, будучи мягким, и превратить в жесткую или несколько гибкую форму конца.
Серебряная заливка: Серебряная заливка (также называемая накладкой из серебра ) изготавливается с помощью тепла и давления для нанесения слоя из серебра 925 пробы на основу из менее дорогого металла. В результате получается поверхность из стерлингового серебра, и когда цены на серебро резко растут, изделия с серебряным наполнением могут обеспечить значительную экономию средств, но при этом обеспечить хорошую долговечность. Минимальный слой серебра должен составлять не менее 1/10 от общего веса изделия, что НАМНОГО толще серебряных покрытий.
Трубки и проволока с серебряным наполнением, как правило, бесшовные , поэтому корпус касается только серебра. Листы основного металла с серебряным наполнением, используемые для изготовления других выводов, могут быть либо , одинарное покрытие (серебро только на видимой стороне), либо , двойное плакирование (серебро с обеих сторон, а иногда и по краю). Будьте осторожны при полировке предметов с серебряным наполнителем, чтобы не удалить слой серебра.
Нержавеющая сталь и хирургическая нержавеющая сталь: Нержавеющая сталь (также известная как коррозионно-стойкая сталь) — это общее название для любого стального сплава с минимум 11.5 мас.% Хрома. Существует более 100 сплавов нержавеющей стали, и каждый из них обозначен уникальным номером марки стали SAE, который может включать одну или несколько букв. Сплавы нержавеющей стали состоят из стали (железо с углеродом), хрома, никеля и других микроэлементов. Для сплавов нержавеющей стали, используемых в ювелирных изделиях, эти микроэлементы представляют собой примерно 0,75% кремния, 0,045% фосфора, 0,03% серы, 2% марганца и 0,1% азота. Хром создает на поверхности металла очень тонкий слой оксида хрома, который не дает ему ржаветь.Преимущество нержавеющей стали перед сталью с гальваническим покрытием состоит в том, что при появлении царапин или повреждений нержавеющая сталь «самовосстанавливается», образуя новый слой оксида хрома. В стали с гальваническим покрытием царапины на покрытии могут привести к коррозии находящейся под ним стали. Как правило, чем выше процент хрома, тем выше коррозионная стойкость стали. В сплав добавляют другие металлы, чтобы придать стали другие свойства, такие как прочность и ковкость. Никель добавляется для уменьшения хрупкости, усиления защитного оксидного слоя и повышения прочности как при высоких, так и при низких температурах.Фурнитура из нержавеющей стали
чуть более серая, чем фурнитура белая , но разница едва заметна, особенно на готовых украшениях. Нержавеющая сталь плохо сочетается с серебряной или серебряной пластиной.
- Хирургическая нержавеющая сталь — это термин, который теряет популярность в металлургической промышленности, поскольку конкретные номера сплавов для стали (например, 304, 430 и 316L) предоставляют больше информации о точных качествах каждого типа стали. Важно знать, что хирургическая нержавеющая сталь , которую носит большинство населения, ДЕЙСТВИТЕЛЬНО содержит никель , обычно 8% в ювелирных изделиях. Формы нержавеющей стали с низким содержанием никеля (например, нержавеющая сталь 430) не отвечают потребностям медицинской промышленности, поскольку им не хватает коррозионной стойкости, которую никель придает стали.
- Нержавеющая сталь 304 — самый популярный сорт нержавеющей стали. Это 18-20% хрома, 8-10,5% никеля, 0,08% углерода, плюс железо и перечисленные выше микроэлементы. Он обычно используется в пищевой промышленности (раковины, кофейные урны, хранение и транспортировка молочных продуктов, пиво / пивоварение, обработка цитрусовых и фруктовых соков и т. Д.).Такая же устойчивость к коррозии и пятнам, которая делает его идеальным для обработки пищевых продуктов, также делает его популярным для изготовления ювелирных изделий.
- Нержавеющая сталь 304L почти такая же, как 304, но имеет более низкое содержание углерода (0,03%) и может содержать немного большее количество никеля (8–12%). Этот сплав обладает повышенной свариваемостью и устойчивостью к коррозии (отлично подходит для мужских украшений).
- «Хирургическая» нержавеющая сталь 316 и 316L содержит 2-3% молибдена для еще большей устойчивости к агрессивным агрессивным средам (как промышленным, так и внутрикоррозийным).Нержавеющие стали 316 и 316L были одними из сплавов, ранее называвшихся хирургической нержавеющей сталью, но теперь они известны по своим номерам сплавов ASTM. 316L — это низкоуглеродистая версия марки 316 с повышенной устойчивостью к коррозии, которая часто используется для изготовления часов из нержавеющей стали и морских применений. Как и большая часть другой нержавеющей стали, она содержит 8-10,5% никеля, что делает ее непригодной для людей с аллергией на никель.
- 430 нержавеющая сталь содержит менее 0,75% никеля, а некоторые формы нержавеющей стали 430 соответствуют директиве ЕС по никелю (менее.05% миграции ионов никеля). Нержавеющая сталь 430 имеет хорошую коррозионную стойкость по сравнению с не нержавеющей сталью, но не так хороша, как сплавы 304 и 316. Это делает его менее популярным для ювелирных изделий, чем можно было бы ожидать из-за низкого содержания никеля.
- Магазин Принадлежности для изготовления ювелирных изделий из нержавеющей стали .
- Ищете металлы, не вызывающие аллергии? См. Нашу статью в блоге Хирургическая сталь и гипоаллергенные металлы для полного обсуждения этой темы, а также ссылки на отличные варианты материалов для серег для людей с аллергией на металл.
Сталь: Сталь — это общий термин для широкого спектра сплавов на основе железа , которые являются очень прочными и твердыми. Когда в нашем материале просто написано «Сталь», это обычно инструмент, сделанный из основной прочной инструментальной стали, или это прочный основной материал под покрытием . Многие плакированные цепи и выводы сделаны из стали, потому что она прочная: она не деформируется легко, а звенья не открываются случайно (но вы можете открыть их с помощью 2 пар плоскогубцев). Большинство сплавов стали содержат никель. — особенно если конкретный сплав стали не указан в списке — поэтому необработанная сталь без покрытия НЕ соответствует Директиве ЕС по никелю, если только в пункте не указано, что это приемлемый безникелевый сплав. . Возможно, что некоторые из наших стальных цепей с гальваническим покрытием подходят для продажи в Европе, но мы не даем на них никаких гарантий. Если вы хотите попробовать, мы предлагаем вам попробовать другие покрытия, кроме -9 Gunmetal и -1 White. (Металлические и белые покрытия иногда содержат никель.Для получения более подробной информации о конкретных сплавах стали см. Также: О металлах
Стерлинговое серебро : Стерлинговое серебро , иногда с штампом 0,925 или просто 925, представляет собой сплав с содержанием серебра не менее 92,5%. Остальные 7,5% обычно составляют медь. Все наше серебро не содержит никель, кадмий, свинец и соответствует Директиве ЕС по никелю. Стерлинговое серебро — это мягкий, легкий в обработке металл, который можно состарить до темно-черного цвета или отполировать до яркого блеска. Дополнительная информация о серебре
Титан: Титан — это элемент с символом Ti и атомным номером 22.Это чрезвычайно прочный серебристо-серый металл с высокой устойчивостью к коррозии. В настоящее время это самый популярный металл для зубных и медицинских имплантатов из-за его биоинертности и высокого предела усталости. Хотя этому металлу труднее придать форму, чем другим популярным ювелирным металлам, он также становится все более популярным для изготовления ушных шв и плоских штырей для серег из-за того, что очень немногие люди имеют аллергические реакции на украшения из титана.
Tyvek®: — синтетический материал, изготовленный из спряденных полиэтиленовых волокон высокой плотности.Легкий, прочный и воздухопроницаемый, но устойчивый к воде, истиранию, проникновению бактерий и старению, Тайвек используется во многих сферах применения в различных отраслях промышленности. Нетканые волокна Tyvek уложены случайным образом и сжаты, чтобы обеспечить превосходную устойчивость к разрыву и проколам для длительной и надежной защиты. Как и на бумаге, на Tyvek можно использовать большинство традиционных и цифровых технологий печати, включая УФ-струйную печать, латексную печать и высокую печать.
Vermeil: Vermeil (французское слово, произносится как «верх-МАЙ») — покрытие из каратного золота поверх серебра пробы .
Цинк: Цинк (Zn) — это элементарный металл с атомным номером 30. Он серебристого цвета и относительно широко присутствует в земной коре. Он использовался в сплавах латуни и еще в 2000 г. до н.э. (или даже раньше).
Паять или не паять:
1 октября 1997 г. 12:00,
Глен Баллоу
Все мы слышали поговорку о том, что цепь не сильнее своего самого слабого звена. Конечно, я надеюсь, что никто из нас не станет стоять под 500-фунтовым громкоговорителем, который подвешен над землей на 1000-фунтовой цепи, причем одно звено этой цепи перерезается на две трети.Я также не могу представить, чтобы кто-нибудь из нас подключил усилитель мощностью 1000 Вт к сети переменного тока с помощью провода №24. Конечно, это устранило бы необходимость в предохранителе, но не обошлось бы без защитных очков при взрыве провода.
Но как часто мы соединяем два провода вместе или подключаем провода к клеммам, не учитывая последствий плохого соединения? Наверное, больше того, что мы готовы признать.
Мы можем соединить провода вместе, скручивая их, обжимая или герметизируя.Эти соединения могут быть совершенно хорошими — в конце концов, проволока, скрученная с проводами, позволяет электричеству проходить через соединение с минимальным сопротивлением. Или нет? Если намотка плотная, проволока чистая, изоляция отключена и т. Д., То соединение будет хорошим, и максимальный ток будет протекать с минимальными потерями. Однако, если какое-либо из условий не выполняется, то действие может быть физически слабым и / или электрически плохим. Так зачем нам просто скручивать провода вместе? Вероятно, мы этого не сделаем. Что мы можем сделать, так это скрутить их вместе с помощью «проволочной гайки».Гайка для проводов удерживает скрученные провода вместе в непосредственной близости и изолирует соединение. Некоторые гайки для проводов изготовлены только из непроводящего материала и поэтому только физически удерживают провода вместе, в то время как другие имеют в себе проводящую резьбу, что увеличивает пропускную способность соединения по току. Конечно, скрученное соединение с использованием проволочной гайки подойдет там, где свободное пространство не является оптимальным, а ток и вибрация невысокими, например, в средней проводке 120 В в доме.
Хорошо, если мы не будем использовать проволочные гайки, что дальше? Опрессовка.Мы все обжимаем провода и использовали линейные обжимы для соединения двух проводов вместе, так почему же не всегда использовать обжимные разъемы? В гофрированном соединителе ток течет от одного провода через механическое соединение через соединитель, который, вероятно, является другим материалом и может быть грязным соединением, через второе механическое соединение ко второму проводу. Если провод чистый, если чистая внутренняя часть разъема, если два металла не влияют друг на друга, если вибрация и движение незначительны, и если обжим твердый, то обжатое соединение в порядке.Но что делать, если не выполняется хотя бы одно из вышеперечисленных требований? Что тогда?
Может быть, пора подумать о пайке, но не только о пайке и проводе, а о пайке как о части соединения. Мы, наверное, все пытались соединить два провода вместе и спаять их, потому что мы перерезали провод только для того, чтобы понять, что этого делать не должно. Конечно, самым простым решением было бы соединить две жилы вместе и расплавить припой на стыке. Но что не так с этим соединением? Во-первых, провода не касаются друг друга; во-вторых, это механическое соединение, и в-третьих, у нас есть соединение «холодной пайкой».«Холодное паяное соединение — это соединение, в котором мы недостаточно нагрели материал для того, чтобы припой протек к нему и вокруг него и образовал прочный физический и электрический контакт. Это можно увидеть, поскольку кажется, что пузырек припоя прилегает к проводу, и это именно то, что он делает. Если бы соединение было правильным, припой был бы вокруг провода и плавно нарастал бы. Это соединение в лучшем случае будет исправлением ступенчатого зазора, так как оно не является прочным и требует, чтобы весь ток проходил через припой.
Что мы должны были сделать, так это скрутить провода вместе, как в линию, или с поворотом под прямым углом, как мы это сделали с гайкой для проволоки.Первый метод более аккуратный и его легче изолировать, но второй метод тоже подойдет, если мы не сгибаем провод слишком резко и не изгибаем его сами.
Припой не является клеем и не цементом. Он не склеивает металлы. Когда расплавленный припой наносится на правильно очищенное и нагретое соединение, он фактически растворяет часть меди, стали или любого другого основного металла, хотя температура плавления на несколько сотен градусов ниже температуры плавления основного металла. Основной металл фактически растворяется с припоем.Когда припой затвердевает, основной металл и припой остается растворенным и в области контакта образует новый сплав. Это формирует непрерывный металлический путь от основного металла проводника до припоя к основному металлу проводника.
Для получения надлежащего соединения мы просто зачищаем и очищаем провод (оловом), а затем механически подключаем его к ответной части. После этого он готов к пайке.
Чтобы правильно «залудить» провод, убедитесь, что он и жало паяльника чисты. Приложите утюг к одной стороне провода, а припой к другой стороне провода.Это гарантирует, что проволока достаточно горячая, чтобы припой полностью обтекал проволоку и равномерно покрыл ее.
Да, пайка важна, но механическое соединение не менее важно. Никогда не полагайтесь на припой, чтобы скрепить соединение! При подключении провода к револьверной головке или проушине плотно оберните провод на один оборот вокруг револьверной головки или заглушки. Никогда не оборачивайте более одного витка. в этом нет необходимости, и при необходимости его очень сложно удалить. Убедитесь, что изоляция не касается выступа (он должен находиться на расстоянии от 1/16 дюйма до 1/8 дюйма).Кроме того, убедитесь, что провод намотан на клемму таким образом, что любое натяжение на проводе будет передаваться на клемму, а не на припой. При пайке компонента к клемме с другими проводами подключите компонент над проводами, чтобы облегчить снятие компонентов. Пайка печатных плат требует тех же действий, что и пайка клемм, а также требует большей осторожности, чтобы гарантировать, что мы не повредим плату или другие компоненты из-за чрезмерного нагрева. Опять же, чистые доски, чистые детали и исправные механические детали абсолютно необходимы.
После создания хорошего механического соединения мы можем снова нагреть одну сторону соединения и припаять другую сторону до тех пор, пока соединение не будет покрыто тонким слоем припоя. Часто мы применяем все больше и больше припоя до тех пор, пока соединение полностью не пропитается, так что провод становится невидимым, а соединение становится в два раза больше, чем до того, как мы нанесли припой. Это нет-нет. Нанесите достаточно припоя, чтобы покрыть наконечник и провод гладкой и блестящей крышкой. Вы должны увидеть контур провода под стыком.Помните, что припой нужен для того, чтобы проводить электричество, удерживать провод и основание вместе и предотвращать окисление соединения.
Конечно, стык не закончен, пока мы его не заизолируем. Это может быть выполнено изолентой или термоусадочной трубкой. Вероятно, лучше всего подойдет термоусадочная трубка, но убедитесь, что вы используете правильный размер и надеваете ее на один из проводов, прежде чем скручивать их вместе. Убедитесь, что трубка находится достаточно далеко от стыка, чтобы температура пайки не сморщила ее, прежде чем паять стык.Наконец, поместите трубку на стык и усадите ее.
Мы также можем паять гофрированные наконечники и линейные соединители. Я думаю, что лучше сначала их обжать, а потом припаять. Однако, если у нас нет обжимного инструмента и провод к разъему в порядке, мы можем просто спаять их вместе. Однако помните, что это ставит нас в то же положение, что и провод к соединителю с проводом; у нас есть три металла, через которые проходит электричество — медный провод, припой, соединитель, припой и обратно к медному проводу.
По возможности всегда сначала выполняйте механическое соединение. Тогда зачем добавлять припой? Во-первых, он укрепляет соединение, поскольку исключает контакт одной поверхности обжима, дает больше площади для протекания тока и (что очень важно) защищает оголенный провод от окисления и коррозии.
Любой, у кого есть лодка на соленой воде, может засвидетельствовать тот факт, что медная проволока, которая не луженая, становится зеленой, портится и в конечном итоге распадается. Луженый провод и пайка устраняют эту проблему.
В то время как мы говорили только о пайке двух проводов вместе или к соединителю или печатной плате, мы можем спаять множество вещей вместе. Но всегда помните, что необходимо обеспечить хорошее механическое соединение. Очистите, залудите, припаяйте, и у вас будет хороший стык.
Конечно, нам нужен подходящий паяльник и припой для надежных соединений, поэтому, если вы хотите узнать об этих инструментах, укажите свое имя в списке рассылки S & VC и найдите следующую статью «Утюг — это утюг, это утюг…» либо это?» в Toolbox Баллоу.
Библиография: Дон и Кэролайн Дэвис, второе издание «Sound System Engineering», 1987 Howard W. Sams & Co.
Подписка
Чтобы получать больше подобных новостей, а также быть в курсе всех наших ведущих новостей, функций и аналитических материалов, подпишитесь на нашу рассылку новостей здесь.
Медная проволока для лужения для витражей
Лужение медной проволоки для витражей позволяет добавить в вашу работу декоративные детали из проволоки. Если вы заинтересованы в этом — а почему бы и нет, они прекрасны! — можно сэкономить, сделав луженую проволоку своими руками.В этом видео показано, как снять пластик с электрического провода и покрыть его слоем припоя.
Мы оловяем проволоку для витражей потому, что она принимает патину, и вы можете сопоставить ее с патиной в своем проекте.
Всегда можно выбрать легкий маршрут и купить луженую проволоку, внушительный ассортимент проволоки можно найти здесь (партнерская). Приятно иногда упрощать себе жизнь 🙂
Калибры для проводов
Проволока бывает разного калибра и толщины.Чем меньше номер калибра, тем толще провод, что мне кажется неправильным! Вы должны выбрать правильный размер для приложения.
Это даст вам некоторое представление о разной ширине и о том, для чего их использовать:
калибр 14-18 — это серия для большинства проектов витражей. Калибр № 14 подходит для подвешивания, а № 18 — для более декоративных витражей.
Всегда есть место для расширения границ — если вы хотите сделать что-то очень деликатное, например, кошачьи усы, вы можете пойти еще тоньше — скажите №22.Лужить эту тонкую проволоку сложно, потому что она такая тонкая, что вы, возможно, захотите использовать ее как есть. Что-нибудь более толстое — например, прямой стебель цветка — может быть проволокой №12.
луженая медная проволока
Предварительно луженая проволока — это проволока, покрытая слоем припоя. Вы можете сделать это дешево, купив медный провод, или даже дешевле, переработав электрический провод.
Зачистка электрического провода
- Найдите электрический провод длиной около 1 м и подходящего калибра
- Снимите пластиковый кожух.Если у вас есть инструмент для зачистки проводов — отлично! Но если нет, вы можете использовать универсальный нож. Из соображений безопасности важно, чтобы вы всегда делали это на дальше от вас , а не по отношению к вам.
- Хитрость заключается в том, чтобы оставить нож в том же положении и потянуть проволоку на себя. Положите нож почти на верстак, держите его ровно и медленно потяните за проволоку на себя. Это удаляет пластиковое покрытие. Делайте это поэтапно.
- Когда вы приблизитесь к концу, снимите остаток.
Выпрямление проволоки
После того, как вы спасли медный провод, его нужно выпрямить.
- Возьмите плоскогубцы и очень толстую ткань или полотенце
- Плотно протяните проволоку через полотенце и 2 или 3 раза протяните изогнутую проволоку. Это исправляет все изломы в нем
- Наконец, очистите его влажной стальной мочалкой, чтобы он лучше впитал припой. Не забудьте для этого свою маску и перчатки, потому что кусочки стали попадут повсюду.
Инструкции по лужению медных проводов
Теперь по лужению медной проволоки для витражей!
- Покройте проволоку флюсом с помощью губки, потому что он хорошо покрывает проволоку. Флюс обеспечивает дополнительную чистоту и позволяет впитывать припой.
- Убедитесь, что вы закрыли весь провод.
- Возьмите каплю припоя или нанесите немного припоя на свой металлический наконечник и проведите утюгом по проводу, покрывая провод припоем.
- Когда вы научитесь лужить медную проволоку, вы можете держать утюг неподвижным и протягивать проволоку под ним, покрывая ее по ходу движения.
- Убедитесь, что вы покрыли всю проволоку.
- Когда все будет покрыто, удалите все шероховатые кусочки осторожно стальной мочалкой, и все готово.
- Не держите шерсть слишком туго, потому что вы можете удалить припой и снова получить медь, если вы будете слишком жестко с ней обращаться.
Вот и все! Вы создали собственную луженую проволоку, точно такую же, как проволока, которую вы покупаете в магазинах. Вы можете использовать его, чтобы добавить декоративные детали в свои проекты или для подвешивания ловушек на солнце.
Дополнительные ресурсы
Узнайте, как проволока может улучшить вашу декоративную пайку для витражей с помощью этих идей здесь.
Попробуйте декоративную пайку, подходящую к вашим проводам.
Паяльная медная фольга
https://everythingstainedglass.com/tinning-copper-wirehttps://everythingstainedglass.com/wp-content/uploads/soldering-wire-1.jpghttps: //everythingstainedglass.com/wp-content/uploads/soldering-wire-1-150×150.jpg Milly Frances Учебные пособия по витражу Пайка медной фольги Лужение медной проволоки для витражей дает Вы можете добавить в свою работу детали из декоративной проволоки. Если вы заинтересованы в этом — а почему бы и нет, они прекрасны! — можно сэкономить, сделав луженую проволоку своими руками. В этом видео показано, как раздеться … Milly FrancesMilly Francesmillyfrances @ gmail.comAdministratorEverything ВитражиКак использовать проволочную обработку для добавления декоративных деталей
Поделитесь витражами с любовью!
Лучшая цена на медный припой — Отличные предложения на медный припой от мировых продавцов медных припоев
Отличные новости !!! Вы попали в нужное место для медного припоя. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях.Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку, надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший медный припойный провод должен в кратчайшие сроки стать одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили медный припой на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в медных припоях и думаете о выборе аналогичного товара, AliExpress — отличное место, чтобы сравнить цены и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
И, если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести медный припой по самой выгодной цене.
Мы всегда в курсе последних технологий, новейших тенденций и самых обсуждаемых лейблов. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Высокое искусство эффективной пайки эмалированной медной проволокой
EUTECT GmbH более 20 лет занимается разработкой и производством модулей селективной пайки для обработки медной проволоки.Ужесточение термических требований, предъявляемых между медным проводом и соединителями, например, в продукции автомобильной промышленности и производства потребительских товаров, приводит к ужесточению требований, предъявляемых к процессу пайки. Вот почему EUTECT постоянно инвестирует в усовершенствование модуля селективной пайки.
«По сути, мы имеем дело с классической гонкой зайцев и ежей», — объясняет Маттиас Ференбах, управляющий директор EUTECT GmbH. В частности, из-за ужесточения требований к теплу, эмалированные медные провода постоянно совершенствуются, чтобы гарантировать оптимальное тепловое сопротивление за счет улучшенной изоляции.Более того, дальнейшее развитие технологии изготовления проволоки минимизирует конструктивную форму и снижает затраты. «Вот почему мы регулярно работаем над нашим избирательным процессом пайки, чтобы адаптироваться к новым материалам и разработкам. Улучшения в технологии медных проводов особенно приветствуются в автомобильной промышленности, поэтому мы регулярно проводим оценку заказов клиентов », — продолжает Ференбах.
Одной из проблем здесь является то, что для процесса пайки используется мягкая пайка, которая может обрабатываться при температурах, превышающих 450 ° C, без образования оксидных остатков на продукте и значительного влияния на срок службы паяльных систем.Оператор может использовать защитные газы для предотвращения образования оксидов. «Вот почему мы много лет назад начали оптимизацию процесса селективной пайки для пайки эмалированной медной проволоки. Следует избегать не только образования оксидов, но также следует избегать пайки валиков и брызг припоя, а также снизить общую стоимость процесса пайки », — резюмирует Ференбах. В этой связи также важно знать, какие флюсы, припои и защитные газы используются в процессе пайки.
В целом, система пайки должна быть адаптирована к особым требованиям, предъявляемым к пайке эмалированной медной проволокой. Компоненты модуля, такие как паяльные сопла, насосы и резервуары для припоя, особенно нагружаются в условиях высоких температур, превышающих 450 ° C. «Выбор правильных материалов для этих компонентов во время разработки паяльного модуля важен, потому что наши клиенты ожидают длительного срока службы наших продуктов», — объясняет Ференбах. Вот почему EUTECT на раннем этапе решил использовать сталь, титан, керамику, специальные композиты и специально разработанные покрытия, разработанные собственными силами.
Лужение или контактирование посредством пайки самых различных материалов, используемых для изоляции медных проводов без предварительного снятия изоляции, представляет собой особую проблему. Помимо полиуретанов, используются полиуретан плюс бутираль, полиэфиримид, полиэфиримид плюс полиамид, эстеримид, провода Tex-E с тройной изоляцией в конструкции из модифицированного полиэстера и многие другие. Натуральный шелк, нейлон или кетрон обычно используются в качестве материала оболочки для гибкости на основе эмалированной проволоки. Без дополнительной механической зачистки, с одной стороны, снижаются капитальные вложения, а с другой — время обработки сокращается в 2–4 раза, в зависимости от толщины проволоки.
В процессе пайки выполняются самые разнообразные задачи. Изолирующая эмаль удаляется погружением в текущую волну припоя. Волна припоя также обеспечивает удаление оксидов, смазок и других примесей в местах пайки. При температуре, превышающей 450 ° C, волна припоя постоянно способствует образованию припоя без оксидов, в результате чего участок процесса постоянно промывается, очищается и, в конечном итоге, покрывается оловом или пайкой. Поскольку тепло передается быстро, соседние пластмассы и литейные смеси могут подвергаться только небольшой тепловой нагрузке.Это гарантирует, что соединения и контакты останутся на своих местах. Этот этап процесса должен выполняться воспроизводимо. Вот почему EUTECT часто использует специальные захваты или методы маскировки, которые гарантируют высокие единые стандарты качества.
«Помимо оптимизации этого рабочего этапа, тем не менее, необходимо переоценить производственные затраты», — вспоминает Ференбах. Упомянутое сокращение времени обработки в два-четыре раза — это только часть. Тщательный выбор материалов также снизил затраты на техническое обслуживание в 10 раз.Снижение стоимости оксидов еще более значительно. «Оксиды и свинцово-оловянную чесотку, как правило, следует утилизировать как специальные отходы. Это означает, что эти затраты могут быть уменьшены за счет минимизации оксида. Индивидуальные клиенты производили от 4000 до 5000 кг этих опасных отходов ежегодно в трехсменном режиме. Внедрение нашего специального инертного газа и форсунок для возврата припоя позволило сократить долю оксидов в стократ в год », — говорит Ференбах.
Но следили и за расходными материалами.Таким образом, например, потребление флюса может быть уменьшено, а затраты на обслуживание и техническое обслуживание сведены к минимуму с помощью селективных систем нанесения флюса в зависимости от продукта и герметичных контуров флюса из конструктивного комплекта модуля EUTECT.
TechTips — Пайка никелированной меди
Пайка никелированной меди с высокоактивным припоем / флюсом может быть сложной задачей без использования
правильной техники.Хотя никелированные проводники обладают превосходной устойчивостью к высоким температурам
, их паять труднее, чем медь, серебро и олово. Никель обычно используется при рабочих температурах выше 250 ° C и обеспечивает отличную коррозионную стойкость, но для ограничения окисления при высоких температурах, используемых во время пайки, требуется полностью активированный флюс.
Следуйте техническим советам в прилагаемом документе, в нем показан правильный метод пайки никелированной меди.
Но сначала Пейдж ДиАнтонио из Alpha Wire проведет вас через соединительный провод ThermoThin.
Выпущенная в 2017 году, последняя разработка Alpha Wire в области проводных технологий — это соединительный провод ThermoThin. ThermoThin имеет изоляцию из фторполимера ECA и никелированные медные проводники. Это конкретное семейство проводов отличается экстремальными температурными характеристиками, позволяющими достигать температуры от -150 ° C до + 300 ° C. Помимо широкого диапазона температур, провода ThermoThin невероятно легкие и тонкие, что делает их универсальными и пригодными для множества применений.
На рынке уже более года, одна проблема, которая была выявлена пользователями, — это правильная техника пайки. Alpha Wire предоставила надлежащую технику пайки никелированной меди, чтобы лучше помогать нашим клиентам.
Для получения дополнительной информации о ThermoThin перейдите по ссылкам ниже, чтобы найти брошюру, получить дополнительные технические вопросы и запросить индивидуальное предложение:
Брошюра | Cable Expert | Стоимость нестандартного кабеля
Подписывайтесь на Alpha Wire сегодня!
Twitter : https: // twitter.com / alphawire
Facebook : https://www.facebook.com/Alpha-Wire-137296366311487/
LinkedIn : http://ow.ly/eNmW30eBlRB
.